как паять газовой горелкой, твердым, мягким припоем
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.


Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка меди
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем. Это объясняется свойствами меди, которая легко плавится при невысоких температурах. В качестве инструмента вполне подойдет паяльник или газовая горелка.
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.
- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.

Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.
Пайка в печах
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Вакуумная пайка
Вакуумная печь для пайки медиВакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом.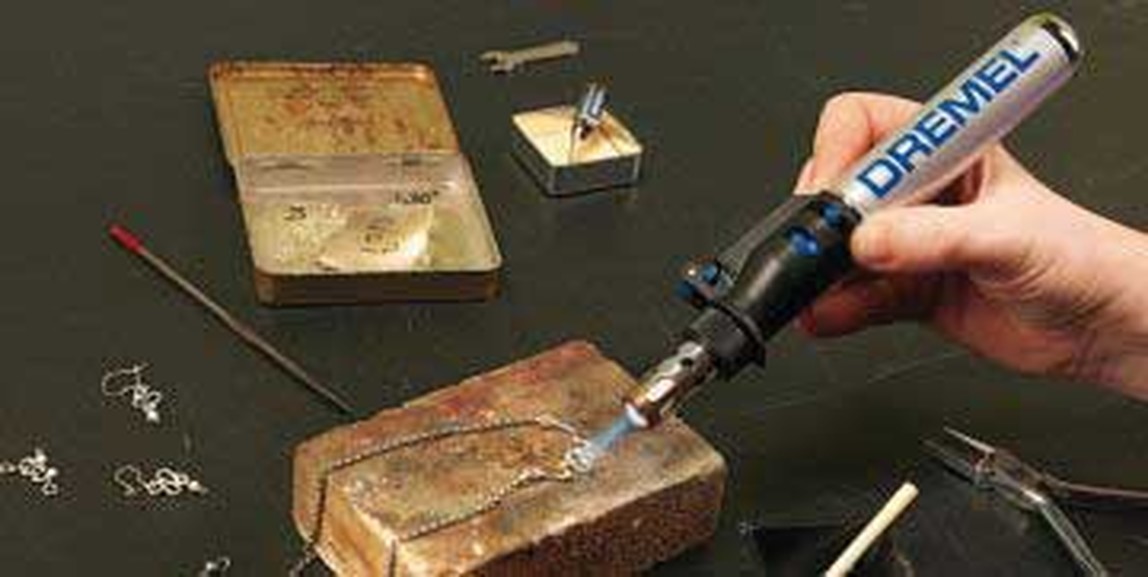 Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
Высокотемпературная пайка
Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя. Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Технология пайки труб
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
припой и оборудование. Приготовление припоя своими руками
Латунь – широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Подготовительный процесс
Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства. При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной воды.
Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно. Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их 250 мл воды.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.
Дождавшись, пока инструмент остынет, затачивают жало.
Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова.
Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.
Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк.
Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала необходимо приготовить следующее оборудование и материалы:
- газовая горелка или паяльник;
- флюс и припой;
- бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Скрепление изделий выполняется следующим способом:
- поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
- затем их подносят к газовой горелке и нагревают до 700 градусов.

Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Паять латунь можно не только в промышленном производстве, но и в домашних условиях. Таким образом можно изготавливать самые разнообразные вещи (различные украшения и технические приспособления). При этом необходимо пользоваться пайкой, соединять провода и детали из металла. И вот здесь как раз необходимо уметь правильно паять латунь.
И вот здесь как раз необходимо уметь правильно паять латунь.
Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
Для того чтобы такой процесс был завершен с максимальной эффективностью, необходимо следующее:
- Газовая горелка.
- Серебро.
- Графитовый тигель.
- Медь.
- Борная кислота.
- Асбестовое основание.
- Может быть использована бронза.
Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такая пайка в большинстве случаев оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте. Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Что касается припоя из латуни, то необходимо использовать одну часть меди и две части серебра, все это должно быть тщательно перемешано и сплавлено вместе посредством газовой горелки в графитовом тигеле. Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, следует аккуратно положить на основание, сделанное из асбеста. Теперь все это соединение деталей должно быть посыпано кусочками припоя, которые предварительно надо заточить. А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Если паяются мелкие и тонкие детали, то необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.
Надо не забывать о том, что такой метод пайки простотой не отличается, если проводить сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличается некоторыми особенностями по причине испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, так как его можно безо всякого труда отыскать на остановках электрического транспорта. Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).
Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам специалистов, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.

Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
 Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.

Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.

Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
советы мастера. Этапы проведения работ
Может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Основы пайки
Пайка — это процесс соединения с помощью припоя нескольких деталей из твердых металлов, нагреваемых до температуры плавления припоя или несколько выше ее. При этом расплавления металла соединяемых деталей не происходит. Взаимное раство рение, прорастание кристаллов через границу раздела двух фаз или диффузия припоя и основного металла при правильном ведении процесса пайки обеспечивают получение надежного соединения. Латуни всех применяемых в судостроении марок могут быть соединены методом пайки.
По свойствам применяемых припоев этот способ соединения делится на пайку мягкими и твердыми припоями. Под мягкими припоями понимают такие, температура плавления которых не превосходит 400-450° С; твердые припои плавятся при температуре не менее 500° С.
Известно несколько способов твердыми припоями из которых газовый получил наибольшее распространение. Представляет практический интерес также электроконтактная пайка, выполняемая способом сопротивления или способом «горячего контакта». Сущность электроконтактной пайки методом сопротивления.заключается в том, что соединяемые детали, между поверхностями которых помещается флюс и припой, зажимаются электродами контактной машины, через которые пропускается ток большой силы. Вследствие контактного (переходного) сопротивления одновременно происходит нагрев основного металла и расплавление припоя, имеющего более низкую температуру плавления; осуществляется пайка.
Сущность электроконтактной пайки методом сопротивления.заключается в том, что соединяемые детали, между поверхностями которых помещается флюс и припой, зажимаются электродами контактной машины, через которые пропускается ток большой силы. Вследствие контактного (переходного) сопротивления одновременно происходит нагрев основного металла и расплавление припоя, имеющего более низкую температуру плавления; осуществляется пайка.
Электроконтактная пайка
Сущность электроконтактной пайки способом горячего контакта заключается в том, что в качестве электродов применяется уголь, либо графит, которые быстро разогреваются и своим теплом расплавляют припой. Схема включения машины для электроконтактной пайки приведена на рис. 6.
Процесс пайки твердыми припоями с применением кислородноацетиленового пламени по своему характеру близок к газовой сварке. То же можно сказать и о пайке латуни некоторыми твердыми припоями, температура плавления которых близка к температуре плавления основного металла. Например, при газовой пайке латуни марки JI62, имеющей интервал кристаллизации в пределах 898-905° С припоем марки Л(Ж59-1-0,3 (температура плавления 860-890° С) практически происходит процесс, близ-1 кий к процессу сварки, так как основной металл будет близок к оплавлению или будет оплавляться вследствие малого отличия температуры плавления его от температуры плавления припоя.При пайке мягкими припоями нагрев чаще всего выполняют паяльниками или газовыми горелками.
Например, при газовой пайке латуни марки JI62, имеющей интервал кристаллизации в пределах 898-905° С припоем марки Л(Ж59-1-0,3 (температура плавления 860-890° С) практически происходит процесс, близ-1 кий к процессу сварки, так как основной металл будет близок к оплавлению или будет оплавляться вследствие малого отличия температуры плавления его от температуры плавления припоя.При пайке мягкими припоями нагрев чаще всего выполняют паяльниками или газовыми горелками.
Припои
К твердым припоям, применяемым для пайки латуни, предъявляется ряд требований, основные из которых приводятся ниже:
- Температура плавления припоя должна быть на 50-100° С ниже температуры плавления основного металла.
При этом, чем больше разница между температурами плавления припоя и основного металла, тем более благоприятными будут условия ведения процесса пайки.
- Припой должен обладать достаточной жидкотекучестью и способностью затекать или втягиваться вследствие капиллярности в очень узкие зазоры (иногда несколько сотых долей миллиметра) и хорошо смачивать основной металл.
- Металл паяного шва, образуемый расплавлением припоя| газовым пламенем, должен быть плотным (не иметь пор и шлаковых включений).
- Плавление припоя должно осуществляться при минималь-; ном выделении паров цинка.
- Припой должен обеспечивать достаточную прочность, пла*| стичность и непроницаемость паяного соединения.
- Коэффициент теплового расширения припоя должен быть равным или близким к коэффициенту теплового расширения; основного металла, в противном случае в паяном шве могут обра-j зоваться трещины.

Для твердой пайки латуни применяются следующие припои:
Серебряные. Серебряные припои стандартных марок поставляются по ГОСТ 8190-56. Состав и назначение серебряных припоев, применяемых для пайки латуней, показаны в табл. 5.
Кроме того, для пайки латуни может применяться серебряный припой марки ПСрМц12-52- 36 (ПСр12М) (табл. 6).
Серебряные припои следует применять, если требуется хорошая растекаемость, жидкотекучесть, низкая температура плавления, высокая прочность и плотность паяных соединений.
 Припои обычно поставляются в виде пластинок, разрезаемых перед пайкой на узкие полоски. Серебряные припои широко применяются в промышленности.
Припои обычно поставляются в виде пластинок, разрезаемых перед пайкой на узкие полоски. Серебряные припои широко применяются в промышленности.В литературе имеются сведения также о применении серебряных припоев, в составе которых в качестве легирующих присадок дополнительно присутствуют фосфор или кадмий (около 5%).
Химический состав и назначение медноцинковых припоев
| ; Марка | Химический состав, % | Допустимые примеси не более, % | Температурный интервал кристаллизации, °С | Примерное | ||
| медь | цинк | свинец | железо | назначение | ||
| ПМЦ36 | 34-38 | Остальное | 0,5 | 0,1 | 825-800 | Пайка высокоцинковых |
| ПМЦ48 | 46-50 ‘ | То же | 0,5 | 0,1 | 865-850 | латуней Пайка латуней с высоким содержанием меди |
| ПМЦ54 | 52-56 | 0,5 | 0,1 | 880-876 | ||
ГОСТ 1534-42. Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
По ряду причин (значительное испарение цинка в процессе пайки и пониженное качество соединений по сравнению с соединениями, паянными другими припоями) применение медноцинковых припоев марок ПМЦ36, ПМЦ48 и ПМЦ54 получило небольшое распространение.
Медноцинковые с присадками олова и кремния. Эта группа припоев представляет собой медноцинковые сплавы, в которые дополнительно введены олово и кремний или только кремний. Кремний вводится для предотвращения испарения и выгорания цинка в процессе пайки. Будучи хорошим раскислителем, кремний образует на поверхности жидкого припоя защитную пленку Si02, препятствующую испарению и окислению цинка. Кроме того, с введением кремния существенно снижается температура плавления припоя.
Припой JIOK59-1-0,3 широко применяется в ряде отраслей промышленности для пайки таких металлов, как медь, сталь, латунь, никель, алюминиевая бронза и т. д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
Имеющееся в литературе указание на то, что припой ЛОК59-1-0,3 не пригоден для пайки латуни, по нашему мнению, не обосновано, так как при содержании в латуни свыше 62% меди разница между температурами плавления припоя и соединяемого металла (латуни) является вполне достаточной для осуществления процесса пайки.
Фосфористые. Введение 3,5-4,0% фосфора в медноцинковый припой резко снижает температуру его плавления и облегчает процесс пайки. В последнее время широкое распространение получили меднофосфористые самофлюсующиеся припои (табл. И).
Недостатком меднофосфористых припоев, так же как и припоя ЛФОК59-4-1-0,3, является повышенная хрупкость паяных соединений.
Серебряные припои, ЛФОК59-4-1-ОД ЛК80-3 и меднофосфористые припой можно применять при всех методах пайки, в то время как припои типа ЛОК и ПМЦ могут быть использованы главным образом для газовой пайки латуни.
Флюсы
Флюсы, применяемые для пайки, должны удовлетворять следующим требованиям:
- Иметь температуру плавления не меньше чем на 50° С ниже температуры начала плавления припоя (ниже линии солидуса).
- Обеспечивать защиту нагретого основного металла и припоя от окисления кислородом воздуха (в зоне пайки).
- Растворять и связывать образующиеся окислы и уменьшать поверхностное натяжение припоя.
- Обладать достаточной жидкотекучестью, чтобы обеспечивать должную очистку металла (особенно в глубоких пазах) и создавать условия для растекания (проникновения) припоя и соединения его с основным металлом.
- Иметь относительно малый удельный вес (в противном случае флюс не всплывет и останется в металле шва).
Основой большинства флюсов для пайки твердыми припоями является плавленая бура (Na 2 B 4 07; ГОСТ 8429-57), уд. вес 2,367 или смесь плавленой буры с борной кислотой (Н3ВО3; ГОСТ 2629-44).
Многие газосварщики стремятся применять неплавленую буру (уд. вес 1,73), потому что она не сдувается пламенем горелки. Но такой выбор нельзя признать правильным, так как неплавленая бура, отдавая в процессе плавления (при пайке) свою кристаллизационную воду, резко вспучивается из-за чего частично «сползает» с основного металла. Для полного удаления кристаллизационной воды необходимо относительно большое время, в течение которого бура, однако, не будет эффективно защищать нагретый металл и припой от окисления кислородом воздуха в зоне пайки.
При использовании в качестве флюса плавленой буры таких явлений не наблюдается. В качестве одного из основных недостатков плавленой буры как флюса в литературе иногда отмечается ее сдуваемость пламенем горелки Однако опыт применения буры при пайке латуни твердыми припоями показывает, что надлежащий предварительный (до внесения буры) нагрев основного металла обеспечивает быстрое расплавление буры и она не уносится действием механического давления пламени. Совершевно исключить улетучивание плавленой буры в процессе пайки можно путем правильного регулирования направления и движения пламени горелки, например постепенно (не резко) подводя пламя.
- a ) t Ua 2 03В 2 0 3 Ка г 0-4В г 0 3
Изменяя количество буры и борной кислоты в смеси, можно существенно изменять свойства флюса , в частности темпера- туру его плавления (рис. 7, а). Как видно из диаграммы плавкости системы Na 2 B 4 07—В 2 0 3 , можно, сравнительно мало изменяя состав флюса, существенно изменять температуру его плавления.
Этим свойством смеси буры и борной кислоты можно пользоваться, выбирая флюс для пайки твердыми припоями, обладающими разной температурой плавления. Очевидно, что при пайке, например, припоем марки ПСр25 или тем более ПСр45(ГОСТ 8190-56), который иногда также применяют для пайки латуни, не следует применять чистую буру, имеющую температуру плавления (741°С), близкую или более высокую, чем температура самого припоя, так как в паяном шве могут оказаться включения нерасплавленного флюса. Небольшая добавка борной кислоты (10-12%) снижает температуру плавления смеси, делая возможным применение этой флюсующей смеси при пайке припоем марки ПСр25. В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
При пайке припоем марки ЛОК59-1-0,3 можно применять в качестве флюса чистую плавленую буру.
Следует отметить ошибочность указаний о якобы требующемся повышении рабочей температуры пайки при применении в качестве флюса смеси буры с борной кислотой по сравнению с чистой бурой. Как видно из рис. 7, с введением борной кислоты, почти при всех соотношениях в смеси, температура плавления смеси снижается. Это указывает на отсутствие необходимости в увеличении рабочей температуры пайки, тем более, что последняя при правильно подобранном составе флюса определяется температурой плавления припоя, а не флюса.
Приготовление флюса (смесь буры с борной кислотой) производится обычно так, как описано ниже. Кристаллическая бура засыпается на 7з высоты в металлический противень и загружается в печь, где нагревается до температуры 750° С, т. е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10-15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10-15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
При пайке флюс обычно применяется в виде порошка, насыпаемого на нагреваемую поверхность и вносимого в ванну жидкого припоя на конце присадочного прутка. Известно также, что флюс можно применять в виде пасты, наносимой на соединяемые кромки деталей и
Флюс, как известно, должен главным образом защищать расплавленный металл припоя от окисления, связывать образовавшиеся окислы в шлаки и защищать часть основного металла, прилегающую к участку пайки и нагретую до относительно высокой температуры. Действие буры будет вызывать следующую реакцию:
N336407 2NaB0 2 + В2О3»
2NaB0 2 + В 2 0 3 + CuO 2NaB0 2 Cu0B 2 0 3 , Полученный сплав буры, борного ангидрида и закиси меди Указанные припои по легко отделяется в виде шлака.
В качестве флюсов для пайки мягкими припоями рекомендуются хлористый цинк, водный раствор хлористого цинка (до 50%) и хлористого аммония (до 20%) или канифоль. По некоторым данным можно применять ортофосфорную кислоту (уд. вес 1,2-1,3).
Однако все кислотные флюсы вызывают коррозию места пайки, поэтому при пользовании ими непосредственно после пайки необходимо тщательно промывать паяное соединение. Канифоль и бескислотные флюсы обладают сравнительно малой активностью, вследствие чего при пользовании такими флюсами необходима тщательная зачистка, а иногда и предварительное лужение мест пайки. В то же время по некоторым данным флюсы ЛТИ (Ленинградского технологического института) по; своей активности превосходят кислотные флюсы и при этом не вызывают коррозии места пайки. При их применении отпадает необходимость в предварительной тщательной зачистке и лужении места пайки (что является обязательным при бескислотных флюсах) и в промывке детали после пайки, что является обязательным при использовании кислотных флюсов.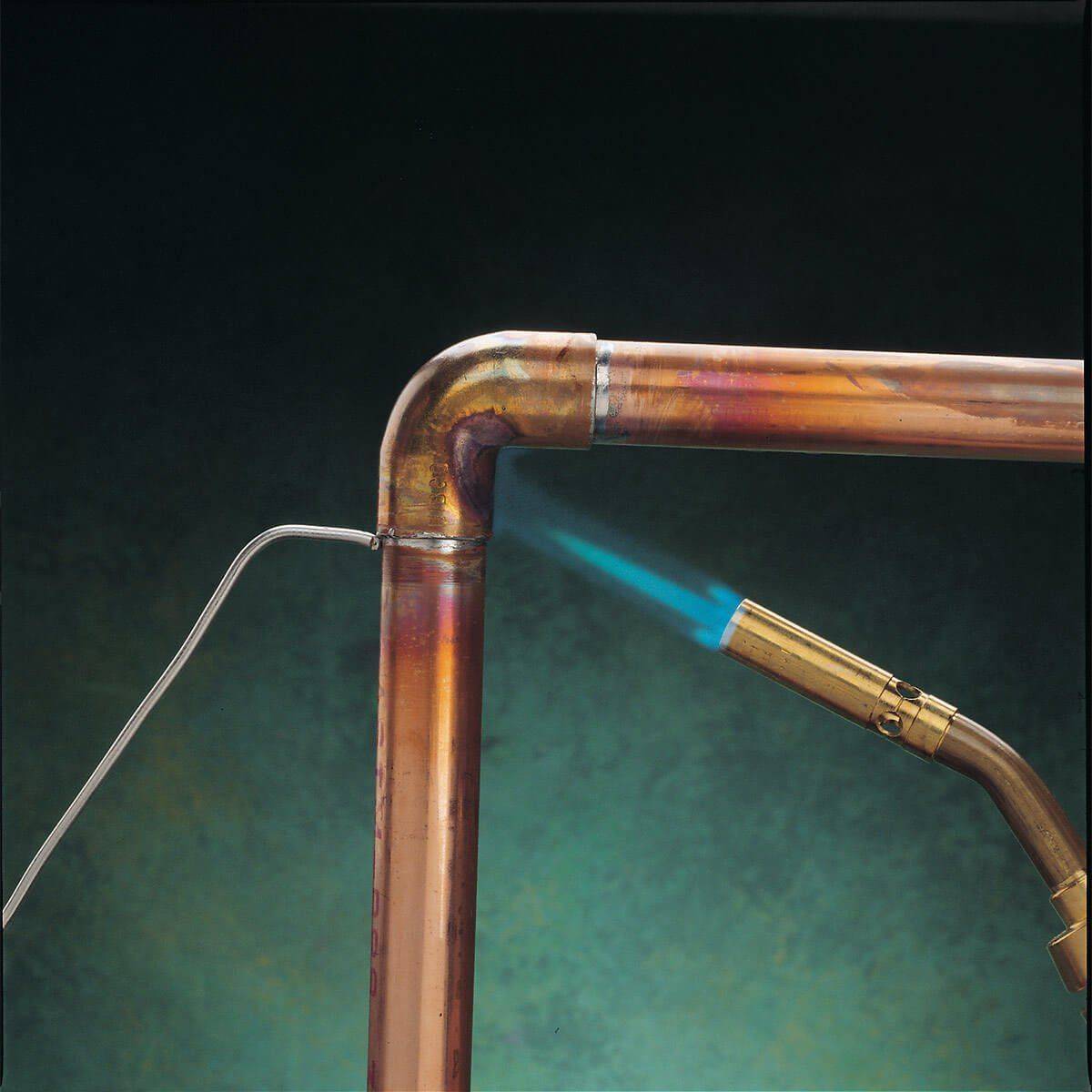
По данным , применение флюсов ЛТИ за счет отказа от лужения и использования припоя с меньшим содержанием олова дает экономию олова от 8 до 15°/о при одновременном снижении трудоемкости на 15-30% и улучшении качества паяного соединения.
Недостатком флюсов ЛТИ-1 и ЛТИ-115 является необходимость применения при пайке интенсивной вентиляции.1ВТУМХП1931-491-21-21-2
В ряде случаев могут применяться скошенные соединения (рис. 8), обеспечивающие большую прочность, чем соединения I,
- 3 (см. табл. 15), однако их выполнение более трудоемко, и поэтому они применяются редко.
Соединения 1, 2, 3 и 5в могут осуществляться с применением твердых и мягких припоев, соединение 4 характерно только для
мягких припоев, а соединения 5а и 56 — только для твердых припоев.
Газовая пайка применяется для изготовления конструкций с толщиной стенок до 5-6 мм, что, как указывалось выше, в большинстве случаев следует считать нерациональным.
Учитывая уровень развития электродуговой сварки, в настоящее время целесообразно применение пайки латуни толщиной до 2 мм, а при малых размерах деталей, исключающих возможность применения дуговой сварки, и для несколько больших толщин,
В некоторых случаях можно допустить применение стыковых паяных соединений; в этом случае пайка должна производиться твердыми припоями типа ЛОК59-1-0,3 или серебряными припоями, обеспечивающими получение прочного паяного соединения.
Перед пайкой встык кромки деталей скашиваются под углом 20-30° с тем, чтобы суммарный угол раскрытия составлял 40- 60° (рис. 9).
При пайке серебряными припоями соединений внакрой зазоры между соединяемыми элементами должны быть не больше 0,08 мм, а при пайке припоем ЛОК59-1-0,3 — не больше 0,5 мм. Это обеспечивает надежное затекание припоев в зазор без образования протеков внутрь изделий и высокую прочность паяного Соединения, которая, как известно, тем выше, чем тоньше слой припоя.
ПОДГОТОВКА СОЕДИНЕНИЙ ПОД ПАЙКУ
При пайке твердыми припоями любым методом, места, подлежащие пайке, должны быть очищены от жиров и загрязнений.
При пайке с нагревом газовым пламенем детали собираются с заданным зазором, зажимаются приспособлениями (жимками, Струбцинами и пр.) или собираются на прихватках так, чтобы исключить возможность смещения кромок деталей. Марка припоя, применяемого для прихватки, как правило, должна быть такой же, как и для пайки.
При электроконтактной пайке способом сопротивления (при котором нагрев и расплавление припоя происходят за счет тепла, выделяемого в соединении) очищенные от грязи и жира поверхности предварительно покрываются тонким слоем флюса. При этом, если применяется сухой порошкообразный флюс, им должна покрываться только часть соединяемой поверхности, в противном случае не будет достигнут электрический контакт в соединении и, следовательно, не сможет осуществиться процесс пайки. После нанесения флюса припой помещается между соединяемыми поверхностями, детали фиксируются приспособлениями или струбцинами и сжимаются между электродами машины (переносными клещами).
При электроконтактной пайке способом „горячих электродов 1 * (при котором нагрев и расплавление припоя происходят за счет тепла, выделяющегося в угольных, графитовых или вольфрамовых
электродах, между которыми зажимаются детали) подготовка соединений может производиться так же, как при пайке способом сопротивления, т. е. припой должен помещаться между поверхностями, подлежащими пайке. Однако возможен и такой вариант, когда припой вносят в процессе пайки вручную по мере нагревания изделия.
При индукционной пайке (где, как известно, нагрев соединения и припоя производится токами, создаваемыми переменным магнитным полем высокой частоты) подготовка соединения заключается в предварительной очистке деталей и сборке их для пайки. После сборки места, подлежащие пайке, можно засыпать флюсом, на который помещается припой, также засыпаемый сверху флюсом. Затем изделие фикоируют в приспособлениях, и на этом подготовка к пайке заканчивается. Возможна также подача прутка припоя к месту пайки уже после нагрева деталей.
При пайке мягкими припоями поверхности деталей тщательно очищают любым механическим способом или травлением, посла чего обслуживают. При применении флюса ЛТИ травление латуни не обязательно, а очистка может производиться наждачной бумагой. Получающаяся при этом шероховатость улучшает смачиваемость.
Латунь – широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.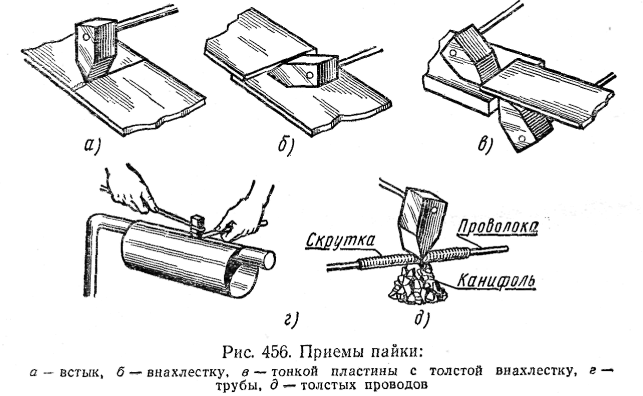
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Подготовительный процесс
Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства. При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной воды. Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы. Он нужен для очищения сплава, после обработки изделие вытирают и оставляют сушиться.
Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно. Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их 250 мл воды.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.
Дождавшись, пока инструмент остынет, затачивают жало.
Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова.
Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.
Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк. Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала необходимо приготовить следующее оборудование и материалы:
- газовая горелка или паяльник;
- флюс и припой;
- бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Скрепление изделий выполняется следующим способом:
- поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
- затем их подносят к газовой горелке и нагревают до 700 градусов.
Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение.:max_bytes(150000):strip_icc()/GettyImages-627705509-583e794c3df78c6f6ae38a31.jpg) Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Чаще всего делать сплавку приходиться по латуни, которая является сплавом цинка и меди. Поэтому перед началом работ паяльником следует изучить особенности применения этого материала.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод .
В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод .
В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды . Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Латунь – пайка паяльником
Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60 или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем.
С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше) . Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева — от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Пайка латунью
Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев . В то же время их достаточно легко можно соединить с помощью латунного припоя.
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия . Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.
В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Паять латунь можно не только в промышленном производстве, но и в домашних условиях. Таким образом можно изготавливать самые разнообразные вещи (различные украшения и технические приспособления). При этом необходимо пользоваться пайкой, соединять провода и детали из металла. И вот здесь как раз необходимо уметь правильно паять латунь.
Таким образом можно изготавливать самые разнообразные вещи (различные украшения и технические приспособления). При этом необходимо пользоваться пайкой, соединять провода и детали из металла. И вот здесь как раз необходимо уметь правильно паять латунь.
Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
Для того чтобы такой процесс был завершен с максимальной эффективностью, необходимо следующее:
- Газовая горелка.
- Серебро.
- Графитовый тигель.
- Медь.
- Борная кислота.
- Асбестовое основание.
- Может быть использована бронза.
Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такая пайка в большинстве случаев оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте. Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Что касается припоя из латуни, то необходимо использовать одну часть меди и две части серебра, все это должно быть тщательно перемешано и сплавлено вместе посредством газовой горелки в графитовом тигеле. Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, следует аккуратно положить на основание, сделанное из асбеста. Теперь все это соединение деталей должно быть посыпано кусочками припоя, которые предварительно надо заточить. А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Если паяются мелкие и тонкие детали, то необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.
Надо не забывать о том, что такой метод пайки простотой не отличается, если проводить сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличается некоторыми особенностями по причине испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, так как его можно безо всякого труда отыскать на остановках электрического транспорта. Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).

Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам специалистов, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Пайка твердыми припоями — Пайка
Пайка твердыми припоями
Категория:
Пайка
Пайка твердыми припоями
Пайку твердыми припоями применяют для получения прочных и термостойких швов.
Пайку твердыми припоями осуществляют, соблюдая следующие основные правила:
— как и при пайке мягкими припоями, повеохности подгоняют друг к другу припили-ванием, тщательно очищают от грязи, окислов и жиров механическим или химическим способом;
— подогнанные детали в месте спая покрывают флюсом, на место спая накладывают кусочки- припоя (медные пластинки) и закрепляют мягкой вязальной проволокой;
— подготовленные детали (заготовки) нагревают паяльной лампой, в кузнечном горне или электропечи;
— когда припой расплавится, деталь снимают с огня и держаг в таком положении, чтобы припой не мог стекать со шва;
— затем деталь медленно охлаждают. Охлаждать детали с напаянной пластинкой в воде нельзя, так как это ослабит прочность соединения.
Охлаждать детали с напаянной пластинкой в воде нельзя, так как это ослабит прочность соединения.
Применяют другой способ пайки: подготовленную деталь (изделие) нагревают и обсыпают бурой, затем нагревают и к месту соединения подводят конец медной или латунной проволоки, которая, расплавляясь, заливает место спая. По мере охлаждения спаянные детали промывают в воде, протирают сухими тряпками и просушивают; шов зачищают наждачной бумагой или опиливают напильником.
Дефекты при пайке, их причины и меры предотвращения следующие:
припой не смачивает поверхность паяемого металла вследствие недостаточной активности флюса, наличия окисной пленки, жира и других загрязнений. Для предотвращения несмачивания в состав флюса добавляют фтористые соли или увеличивают его количество, улучшают обработку деталей, удаляя следы коррозии, жира; наплывы или натеки припоя вследствие недостаточного прогрева детали, припой не расплавился.
Рис. 1. Лужение деталей: а — погружением в ванну с оловом, б — нагрев деталей для облуживания, в — обслуживание растиранием олова
Безопасность труда при выполнении паяльных работ и лужении. Рабочие места, предназначенные для выполнения работ по пайке мелких деталей, должны оборудоваться местными вытяжными устройствами, обеспечивающими скорость движения воздуха непосредственно на месте пайки не менее 0,6 м/с.
Рабочие места, предназначенные для выполнения работ по пайке мелких деталей, должны оборудоваться местными вытяжными устройствами, обеспечивающими скорость движения воздуха непосредственно на месте пайки не менее 0,6 м/с.
В помещениях, где выполнялись паяльные работы, должно производиться мытье полов, сухая уборка пола не разрешается. Хранение одежды в помещениях, где производится пайка, запрещается.
В непосредственной близости от рабочих мест, предназначенных для выполнения работ по пайке мелких деталей мягкими припоями, должны устанавливаться: умывальник, бачок с 1%-ным раствором уксусной кислоты для предварительного обмывания рук и легкообмы-ваемые переносные емкости для сбора бумажных или хлопчатобумажных салфеток и ветоши. Около умывальника постоянно должны быть мыло, щетки, салфетки для вытирания рук. Применение полотенец общего пользования не разрешается.
Подготовка металлов и процесс пайки связаны с выделением пыли, вредных паров цветных металлов и солей, которые, попадая в организм человека через дыхательные органы, пищевод или кожу, вызывают раздражение слизистой оболочки глаз, поражение кожи и отравление.
Поэтому при пайке, и лужении необходимо соблюдать следующие правила;
рабочее место паяльщика должно быть оборудовано местной вентиляцией;
не допускается работа в загазованных помещениях;
после окончания работы и перед принятием пищи тщательно мыть руки мылом;
химикаты засыпать осторожно малыми порциями, не допуская брызг.
Попадание кислоты в глаза может вызвать слепоту, испарения кислот очень вредны;
серную кислоту хранить в стеклянных бутылях с притертыми пробками в плетеных корзинах с мягкой прокладкой;
пользоваться только разведенной кислотой. При разведении кислоту следует вливать в воду тонкой струей, непрерывно помешивая раствор. Запрещается лить воду в кислоту, так как при соединении воды с кислотой происходит сильная химическая реакция с выделением большого количества теплоты. Даже при небольшом количестве воды, попадающей в кислоту, вода быстро нагревается и превращается в пар, что может привести к взрыву;
— не допускаются ручные операции, при которых возможно непосредственное соприкосновение кожи работающего (промывка, притирка изделий, розлив и др. ) с дихлорэтаном (огнеопасная ядовитая жидкость) или содержащими его смесями;
) с дихлорэтаном (огнеопасная ядовитая жидкость) или содержащими его смесями;
— при нагреве паяльника соблюдать общие правила безопасного обращения с источником нагрева;
— при работе с паяльными лампами: проверить исправность лампы, горючее наливать в лампу не более 75% емкости; недопустимо доливать или наливать горючее в не-остывшую лампу; керосиновую лампу заправлять только керосином; работать электрическим паяльником, ручка которого должна быть сухой и не проводящей тока.
Рис. 2. Пайка твердыми припоями: а — подгонка поверхностей деталей, б — смазывание поверхностей деталей флюсом, в — вставка медной пластины, г — фиксирование соединяемых деталей направляющей прокладкой, д — нагрев деталей
—-
Имеется несколько способов пайки твердыми припоями. Эти способы могут быть классифицированы по способу нагрева металла в процессе пайки. Обычно твердые припои разделяются на медные, медно-цинковые, медно-никелевые и серебряные. Отдельную группу составляют алюминиевые припои. Наиболее важные твердые припои стандартизованы.
Припой ПМЦЗб из-за низкой прочности и хрупкости в машиностроении не применяется. Припои ПМЦ48 и ПМЦ54 ввиду недостаточной пластичности и низкой вибростойкости паянных ими соединений применяются мало. Наибольшее распространение получили припои JI62 и JIOK 62-06-04, дающие прочные паяные соединения. Предел прочности припоя JI62 составляет 30 кГ/мм2 при относительном удлинении 35 %.
Основой большинства флюсов для твердой пайки является бура Na2B407, кристаллизующаяся с десятью частями воды в крупные прозрачные бесцветные кристаллы Na2B407 • ЮН20. Кристаллическая бура начинает плавиться при 75 °С; по мере
усиления нагрева она постепенно теряет воду, сильно вспучиваясь и разбрызгиваясь, и переходит в безводную соль — плавленую или жженую буру, плавящуюся при температуре 783 °С. Бура в расплавленном состоянии может быть нагрета до высоких температур без заметного испарения; она весьма жидкотекуча и энергично растворяет окислы многих металлов, в особенности окислы меди.
Для пайки нержавеющей стали применяется смесь из равных частей буры и борной кислоты, замешанных на насыщенном водном растворе хлористого цинка до пастообразного состояния. При пайке серого ковкого чугуна для выжигания графита и увеличения чистой металлической поверхности, смачиваемой припоем, во флюсы часто вводят сильные окислители (хлорат калия, перекись марганца, окись железа и т. д.).
Флюсы могут иметь форму порошка или пасты. Применяются также флюсы и в виде жидких растворов, например раствор буры в горячей воде. Иногда целесообразно применять прутки припоя, покрытые флюсом. Флюсующее действие могут оказывать составные части самого припоя. Например, фосфор, окисляясь в фосфорный ангидрид, является хорошим флюсом для меди и медных сплавов, восстанавливая окислы и переводя их в легкоплавкие фосфорнокислые соединения. Поэтому фосфористые медные ири-пои не требуют флюсов для пайки медных сплавов, что очень удобно на практике.
Рис. 1. Классификация способов пайки твердыми припоями
Порошкообразные флюсы можно посыпать тонким слоем на кромки, причем часто применяется предварительный подогрев кромок, с тем чтобы частицы флюса плавились, прилипая к металлу, и не сдувались пламенем горелки при пайке. В порошкообразный флюс можно также обмакивать конец прутка припоя, нагретый выше температуры плавления флюса, который прочно пристает к прутку. Пасты и жидкие растворы наносят кистью или в них обмакивают припой. Можно изготовлять пасту из флюса с порошкообразным припоем и наносить ее на кромку перед пайкой.
В порошкообразный флюс можно также обмакивать конец прутка припоя, нагретый выше температуры плавления флюса, который прочно пристает к прутку. Пасты и жидкие растворы наносят кистью или в них обмакивают припой. Можно изготовлять пасту из флюса с порошкообразным припоем и наносить ее на кромку перед пайкой.
Для пайки имеют важное значение подготовительные работы, часто определяющие качество соединения. Широко применяются три основные формы паяных соединений: нахлесточное, стыковое и соединение «в ус» (рис. 239). Наиболее распространенным является нахлесточное соединение, удобное для выполнения и весьма прочное. Увеличивая перекрытие нахлесточного соединения, можно повышать его прочность и в большинстве случаев достигнуть равнопрочности с основным металлом. Стыковое соединение имеет лучший внешний вид и при хороших припоях и правильном выполнении часто может обеспечить достаточную прочность (предел прочности может доходить до 40— 45 кГ/мм2). Стыковое соединение применяется в тех случаях, когда удвоение толщины металла нежелательно.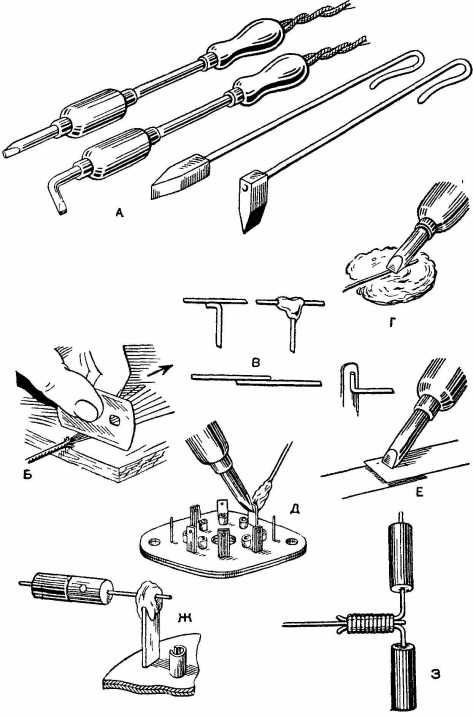 Соединение в ус, требующее усложненной подготовки кромок, совмещает преимущества стыкового и нахлесточного соединений и обеспечивает хороший внешний вид и отсутствие выступающих кромок. Соединение в ус дает возможность достичь равнопрочности с целым сечением за счет увеличения рабочей площади соединения.
Соединение в ус, требующее усложненной подготовки кромок, совмещает преимущества стыкового и нахлесточного соединений и обеспечивает хороший внешний вид и отсутствие выступающих кромок. Соединение в ус дает возможность достичь равнопрочности с целым сечением за счет увеличения рабочей площади соединения.
Существенное значение имеет величина зазора между соединяемыми кромками, которая должна быть малой как для улучшения всасывания жидкого припоя действием капиллярных сил, так и для увеличения прочности соединения. Для серебряных припоев рекомендуется зазор 0,05—0,15 мм; для пайки медью в защитном газе рекомендуются зазоры 0,1—0,2 мм. Строгие требования в отношении величины зазора заставляют производить достаточно чистую механическую обработку поверхностей, так как грубая обработка, например опиловка напильником или опескоструивание, может быть причиной чрезмерного расхода припоя в соединении и резкого падения его прочности.
Для хорошего смачивания припоем поверхность, подлежащая пайке, должна быть безукоризненно чистой. Обезжиривать можно горячей щелочью, трихлорэтиленом или четыреххлористым углеродом. Окислы удаляют травлением в кислотах с последующей тщательной промывкой и сушкой.
Обезжиривать можно горячей щелочью, трихлорэтиленом или четыреххлористым углеродом. Окислы удаляют травлением в кислотах с последующей тщательной промывкой и сушкой.
Рис. 2. Формы паяных соединений: 1 — нахлесточное; 2 — стыковое; з — «в ус»
Механическую очистку производят протиркой ветошью, тонкой наждачной бумагой, шлифованием мелкозернистыми шлифовальными кругами, щетками и т. д. При сборке часто предварительно наносят флюс на кромки и размещают припой между кромками; в этом случае применяют припой в форме фольги или тонкого порошка, или же припой в виде проволоки или ленты, помещаемой около места пайки.
Собранные детали перед пайкой должны быть достаточно прочно скреплены проволочными связками, шпильками, точечной сваркой и т. д., с тем чтобы устранить возможность смещения деталей при нагреве и в процессе пайки. Поверхность изделий, которая не должна облуживаться, покрывают перед пайкой пастой из мела, глины, графита или их смесей, или смачивают раствором хромовой кислоты и тому подобными веществами, устраняющими прилипание припоя к поверхности изделия.
—
Пайку изделий твердыми припоями применяют в том случае, если неразъемные соединения должны обладать достаточной прочностью (временное сопротивление 15—20 кгс/мм2).
Твердые припои имеют температуру плавления выше 450 °С.
Для нагрева изделий при пайке твердыми припоями используют различные методы: газовым пламенем (горелкой), в печах, в соляных ваннах, токами высокой частоты, на электрических контактных машинах.
Реклама:
Читать далее:
Клеевые соединения
Статьи по теме:
Пайка пропаном
Паяльная горелка — 1300 F с пропановой горелкой Bernzomatic
Вот ответ на вопрос можно ли паять пропановой/воздушной горелкой. Вы можете, но вы должны контролировать окружающую среду, чтобы потери тепла в атмосферу и детали были ниже, чем тепло, подаваемое в паяное соединение.
Вот стандартный ручной фонарик. (Мне нравится Bernzomatic, потому что они существуют всегда и никогда меня не подводили. Другие должны работать так же хорошо.)
Другие должны работать так же хорошо.)
Вот два куска мягкой стали размером 6” x 1/2” x 1/8”. Я отшлифовал окалину настольной шлифовальной машиной, чтобы получить чистую, шероховатую поверхность. Справа два предварительно луженых наконечника пилы от Carbide Processors, Inc. Это стандартный припой, который плавится в диапазоне 1250–1305 F. паять стороной сплава вниз.
|
|
Я положил сталь, флюс и наконечник на огнеупорный кирпич и нагрел его.Огнеупорный кирпич очень важен, так как он является теплоизолятором. Он не высасывает тепло. Примерно через минуту я увидел, как припой расплавился и растекся. Результаты приведены в правой части правой картинки.
Счистил флюс щеткой и теплой водой. В качестве теста я схватил планку одной рукой и наконечник плоскогубцами и попытался открутить наконечник. Наконечник хорошо припаян. Это почти всегда хороший тест. Он не прикладывает большого усилия, но плохая пайка очень слабая, а хорошая пайка очень прочная, так что это ситуация «пойдёт/не пойдёт».
ПРЕЖДЕ ЧЕМ брать батончик, убедитесь, что он остыл. Они остаются достаточно горячими, чтобы обжечь вас долгое время.
Вы также можете построить небольшую печь. Он нагревается быстрее, но трудно увидеть, когда деталь готова. Вот как я сделал левую пайку на картинке справа выше. Я взял три огнеупорных кирпича (нижний, задний и верхний) и вырезал паз в верхнем.
Я установил сборку и ткнул факелом. Все стало красным, и было трудно сказать, когда все было готово.Я думаю, что этот метод духовки занял примерно половину времени метода, описанного выше.
В обоих случаях пайка была быстрой. Однако они были небольшими частями и обе были изолированы от окружающего воздуха. Часть, лежащая на огнеупорном кирпиче, была защищена, плюс огнеупорный кирпич стал красным только на участке окружностью около одного дюйма, поэтому он хорошо локализовал тепло.
Да, вы можете сваривать паяльной лампой — вот как!
Сварка паяльной лампой может быть немного сложнее по сравнению с другими видами сварки. Для этого требуется паяльная лампа, достаточно мощная для выработки тепла и энергии, необходимых для плавления твердого металла. Это не тот факел, которым вы зажигаете крем-брюле.
Для этого требуется паяльная лампа, достаточно мощная для выработки тепла и энергии, необходимых для плавления твердого металла. Это не тот факел, которым вы зажигаете крем-брюле.
Итак, как сварить паяльной лампой? Сварка паяльной лампой требует большого количества тепла и тепловой энергии, что требует мощного источника горючего топлива, такого как оксиацетилен.
Оксиацетиленовые паяльные лампы обеспечивают более существенный источник тепла и энергии, чем пропан или бутан, и могут сваривать такие металлы, как сталь или алюминий.
Возможно, вам не удастся сварить любой паяльной лампой, но можно сварить с помощью подходящей паяльной лампы. Продолжайте читать, чтобы узнать больше о сварке пайкой.
Можно сваривать паяльной лампой
Существует несколько распространенных видов сварки с использованием инструментов, начиная от ручных горелок для дуговой сварки и заканчивая печными сварочными аппаратами промышленного класса, которые пропаивают каждый стык сборки за один проход.
Но многие люди не думают о паяльной лампе, когда дело касается сварки, по нескольким причинам:
- Многие распространенные паяльные лампы не обладают достаточной мощностью для плавления таких металлов, как сталь .
- Некоторые пропановые горелки могут достигать температур, позволяющих паять латунь и серебро , но многие паяльные лампы, которые обычно входят в наборы для домашнего использования, не выделяют тепла, достаточного для сварки.
- Электрическая сварка обычно обеспечивает более прочный сварной шов с соединениями, которые требуют высокой степени структурной целостности .
Несмотря на эти знаки против них, паяльные лампы могут и до сих пор широко используются в производстве металлов для различных проектов и приложений.
связанное чтение: В чем разница между пайкой пайкой и сваркой? | Когда использовать?
Можно ли сваривать бутановой горелкой?
Можно ли сваривать бутановой горелкой? Нет, бутановые горелки не достигают достаточно высокого уровня тепла и энергии, чтобы можно было эффективно паять или сваривать металлы.
Бутановая паяльная лампа просто не нагревается настолько, чтобы воздействовать на металл. Вы должны иметь в виду, что 90% тепла паяльной лампы рассеивается при контакте с воздухом, что делает ее одним из наименее эффективных методов сварки без защитного экрана.
Можно ли сваривать пропановой горелкой?
Как сваривать пропановой горелкой? Сваривать пропановой горелкой легче, чем бутановой, хотя пропановая горелка по-прежнему подходит только для определенных типов сварки припоем, таких как пайка серебряным припоем или пайкой латуни.
Пропановая горелка не достигает достаточно высоких температур, подходящих для сварки плавлением.
Примечание: НЕ пытайтесь зажечь пропановую паяльную лампу бутановой зажигалкой.Сжатый пропан чрезвычайно легко воспламеняется, и возникающее в результате обратное воспламенение может привести к взрыву.
Прежде чем продолжить чтение, вот статья, которую мы написали о сварке бенгальским огнем.
Можно ли сваривать алюминий пропановой горелкой?
Можно ли сваривать алюминий пропановой горелкой? Да, вы можете сваривать алюминий с помощью пропановой горелки и алюминиевых паяльных стержней, если это ненесущие металлы, которые не являются утяжеленными, нагруженными или критическими деталями.
Пропановые горелки обычно не достигают достаточно высоких температур, чтобы обеспечить эффективную сварку алюминия.
Вы можете использовать пропан для пайки алюминиевого сплава меньших размеров или некритических заплат или ремонта; однако не рекомендуется использовать пропановую горелку для сварки алюминия.
Любой сварочный процесс, в котором используется флюс, такой как сварка электродом или дуговая сварка с флюсовой проволокой, неэффективен для сварки алюминия. Сварные швы, созданные этими методами, слишком пористые для надлежащего сварного шва.
Газовое пламя, используемое для сварки, зависит не столько от температуры пламени, сколько от количества БТЕ, которое они могут сконцентрировать в концентрированной рабочей зоне.
Хотя пламя пропана может достигать температуры, в два раза превышающей температуру плавления алюминия, свойства алюминия делают его очень проводящим и излучающим тепло.
Хотя некоторые сварщики утверждают, что ремонтные стержни подходят, температура плавления этих ремонтных стержней ниже, чем у алюминия, и, таким образом, маловероятно, что они приведут к надлежащему сварному шву.Это особенно важно для критически важных предметов, находящихся под весом или давлением.
Одним из решающих факторов при сварке алюминия является защита сварочной ванны от загрязнений, и для этого жизненно необходим защитный газ.
Есть причина, по которой профессиональные сварщики платят за дорогостоящее оборудование для сварки алюминия. Если бы сварка алюминия была такой простой, как некоторые говорят, зачем им тратиться на это?
Что такое газ MAPP и почему я больше не могу его найти?
Газ MAPP представляет собой топливную смесь, которая считается более безопасной альтернативой ацетилену в профессиональных паяльных лампах, а также более простой в использовании .
Однако завод, производивший газ MAPP, прекратил его использование после того, как было обнаружено, что высокое содержание водорода в газовой смеси делает сварку стали более хрупкой по сравнению с другими газовыми смесями для сварки.
На рынке все еще существуют заменители газа MAPP, которые обычно состоят из стабилизированной жидкой нефти, обработанной высоким содержанием пропилена.
Однако эффективность газа MAPP по сравнению с ацетиленом зависит от типа свариваемого металла.
Основным применением газа MAPP при сварке паяльной лампой является подводная сварка, где он действует как более безопасная альтернатива ацетилену (который реагирует со взрывом при воздействии среды с высоким давлением)
Можно ли сваривать нержавеющую сталь паяльной лампой?
Хотя нержавеющую сталь можно сваривать паяльной лампой, электрическая сварка в среде инертного газа обычно является лучшим вариантом для сварки стали, чем паяльная лампа.
Что такое сварка пайкой?
Сварка пайкой — это тип сварки, при котором вместо двух кусков металла, сплавляемых в месте сварки, используется сплав присадочного металла, чтобы «склеить» два металла вместе, как своего рода клей.
Хотя сварка пайкой является прочным типом сварки в зависимости от используемых соединений, она не требует высоких уровней тепла и энергии, необходимых для сварки плавлением двух основных частей вместе.
Сварка пайкой считается разновидностью сварки MIG/MAG и выполняется путем расплавления присадочного металла и его последующей заливки в соединение металлического узла.
Пайка является отличным способом сварки, когда нежелательно, чтобы металлургические свойства основного металла подвергались тепловому воздействию высоких температур.
Существенная разница между пайкой и сваркой заключается в том, что:
- Пайка использует капиллярное действие для заполнения пространства металлического соединения металлом с низкой температурой плавления.
- Сварка использует высокотемпературное плавление для соединения каждого из металлов вместе.
Как пайка, так и сварка предназначены для постоянного соединения двух металлических частей.
Пайка является хорошим вариантом для твердых металлов, которые трудно сваривать из-за высокой температуры плавления основного металла. Также это хороший вариант для соединения двух деталей из разных металлов с разной температурой плавления.
И пайка, и сварка являются формами изготовления металлов, и эти два термина часто используются взаимозаменяемо, но их процессы склеивания сильно различаются.
Пайка пропановой горелкой имеет ряд преимуществ:
- Они являются недорогим источником тепла и топлива для сварочных работ по сравнению с установками TIG или MIG
- Они являются экологически чистым источником энергии
- Они пригодны для повторного использования и экологически безопасны
Если ваш сварочный проект не Не требуется сварка плавлением, и вместо этого вы можете обойтись пайкой или пайкой, паяльная лампа на пропане может обеспечить удобную форму сварки, которая не требует особых технических ноу-хау.
Сварка газовой горелкой намного проще, чем с использованием установки TIG.
Связанное чтение: Пайка алюминия: полное руководство – преимущества перед сваркой
Можно ли паять алюминий горелкой?
Можно ли паять горелкой? В то время как алюминий является более сложным металлом для сварки, чем некоторые другие, из-за его уникальных металлургических свойств, соединение с алюминием все еще возможно с помощью горелки для пайки, если вы используете алюминиевый припой .
Большинство алюминиевых сплавов можно паять, хотя паяльная лампа на пропане не способна достигать температур, необходимых для сварки алюминия.
Как работают паяльные лампы?
Паяльная лампа состоит из следующих компонентов:
- Баллон с топливным газом
- Баллон с кислородом
- Газовые регуляторы (2)
- Соединительные шланги (2)
- Горелка
- Сварочный наконечник с воспламенителем
В паяльной лампе к кислороду в топливно-воздушной смеси, используемой для запуска горелки. Эти регуляторы также отвечают за контроль интенсивности пламени паяльной лампы.
Эти регуляторы также отвечают за контроль интенсивности пламени паяльной лампы.
Существует несколько видов газового топлива, которые используются в смесях для паяльной лампы. Более мощные паяльные лампы, необходимые для выполнения операций пайки и сварки, обычно работают на ацетилене или газе MAPP, а меньшие паяльные лампы работают на пропане и бутане.
Насколько сильно нагревается паяльная лампа?
Насколько сильно нагревается паяльная лампа? Температура пламени паяльной лампы, использующей бутан, близка к 1430 °C ( 2610 °F ). При использовании пропана температура паяльной лампы составляет около 2000 °C ( 3600 °F )
Связанное чтение: Какие виды газовой сварки обычно используются? | Они популярны?
Принадлежности для сварки паяльной лампой
Процесс сварки паяльной лампой по процессу подготовки мало чем отличается от сварки другими видами нагрева.
Начнем с того, что при выполнении любых операций высокотемпературной сварки всегда следует соблюдать технику безопасности.
Обязательно надевайте следующие средства защиты:
- Сварочный шлем, козырек или защитные очки: Защита глаз, возможно, является наиболее важной частью защитного снаряжения, необходимого при сварке, независимо от того, какой метод вы используете, поскольку ожоги шлаком могут заживать, а слепота от нагретых частиц часто необратима.
- Сварочные перчатки: При работе с электрическими сварочными аппаратами сварочные перчатки обеспечивают изоляцию от поражения электрическим током, а также защиту от брызг и ожогов шлаком.При сварке паяльной лампой перчатки защищают руки от этих опасностей, а также от тепла окружающей среды от самой горелки.
- Сварочный фартук: Все думают, что им не нужен сварочный фартук, пока крупинка расплавленного шлака не прожжет им переднюю часть рубашки. Ношение огнеупорной одежды, по крайней мере, является хорошей идеей при выполнении сварки.
- Респиратор для сварщика: Респиратор для сварщика — отличное решение для предотвращения вдыхания тяжелых металлов и вредных паров, выделяемых при сварочных работах.
 Ношение огнеупорной одежды, по крайней мере, является хорошей идеей при выполнении сварки.
Ношение огнеупорной одежды, по крайней мере, является хорошей идеей при выполнении сварки. Средства защиты необходимы для защиты сварщика как от опасных газов, так и от высоких температур. Расплавленный металл может мгновенно вызвать серьезный ожог третьей степени, поэтому очень важно носить многослойную одежду, чтобы предотвратить необратимый шрам или даже слепоту.
Сварка паяльной лампой должна производиться в хорошо проветриваемом помещении, чтобы исключить опасность скопления дыма.
Убедитесь, что все легковоспламеняющиеся предметы или жидкости, такие как бензин или чистящие средства, удалены из рабочей зоны, чтобы предотвратить случайное возгорание.
Связанное чтение: Можно ли выполнять дуговую сварку снаружи? | Понимание сварки на открытом воздухе
Убедитесь, что все рабочие зоны оборудованы датчиками пожара и угарного газа, когда и где бы вы ни работали с опасными парами и горючими материалами.
Паяльные лампы могут выделять большое количество угарного газа в небольшом пространстве, и достаточно небольшого количества угарного газа, чтобы отравить сварщика.
Читать по теме: Как начать и развивать сварочный бизнес за 11 шагов
Как сварить горелкой
Как сварить горелкой? После того, как ваше рабочее место будет подготовлено, выполните следующую процедуру сварки паяльной лампой:
- Очистите металлические детали, которые будут спаяны вместе. Сначала сотрите всю грязь и мусор с поверхности, затем используйте наждачную ткань или мочалку из нержавеющей стали, чтобы удалить трудноудаляемые частицы. Протрите металл ацетоном или подобным чистящим средством, чтобы удалить масла или жир с поверхности металла, которые трудно обнаружить невооруженным глазом.
- Добавьте флюс в место сварки для повышения качества получаемого сварного шва и предотвращения ненужных дефектов в сварном соединении, которые могут возникнуть в результате несоответствия нагрева или внешних загрязнений. В место сварки можно добавить химический флюс или использовать защитный флюс в виде газообразного аргона.
- Готовьте топливно-кислородную смесь в баке паяльной лампы, пока паяльная лампа не загорится ярко-синим пламенем. Синий цвет указывает на то, что пламя горит достаточно сильно для эффективной пайки металла. В сварочной горелке кончик синей части пламени является самой горячей частью горелки (что делает его наиболее подходящей точкой контакта для эффективной сварки).
- Перемещайте пламя равномерными круговыми движениями до тех пор, пока в указанном месте сварки не образуется небольшая лужица расплавленного металла . Обязательно держите пламя близко к месту сварки, чтобы уменьшить количество зон термического влияния вокруг сварного шва. При пайке поднесите присадочный стержень к паяльной лампе в месте сварки, пока не образуется сварочная ванна.
- С помощью паяльной лампы перемещайте расплавленный присадочный металл вдоль сварного шва до тех пор, пока две металлические детали не будут эффективно сплавлены за счет капиллярного действия . Если для более значительных сварных швов требуется какой-либо дополнительный присадочный материал, приобретите дополнительные присадочные стержни, чтобы компенсировать разницу, пока не будет заполнен зазор между двумя основными металлами.
- Проведите паяльной лампой по плавной непрерывной линии вдоль сварочного шва , добавляя присадочный стержень равными порциями, чтобы создать равномерный валик. Дайте сварному шву вылечиться и затвердеть в течение ночи, прежде чем испытывать соединение под нагрузкой.
 В место сварки можно добавить химический флюс или использовать защитный флюс в виде газообразного аргона.
В место сварки можно добавить химический флюс или использовать защитный флюс в виде газообразного аргона.  Если для более значительных сварных швов требуется какой-либо дополнительный присадочный материал, приобретите дополнительные присадочные стержни, чтобы компенсировать разницу, пока не будет заполнен зазор между двумя основными металлами.
Если для более значительных сварных швов требуется какой-либо дополнительный присадочный материал, приобретите дополнительные присадочные стержни, чтобы компенсировать разницу, пока не будет заполнен зазор между двумя основными металлами. В отличие от пропановых паяльных ламп, паяльные лампы, работающие на ацетилене, горят достаточно сильно, чтобы их можно было использовать для сварки плавлением.
При сварке горелкой с ацетиленом присадочные металлы по-прежнему обычно добавляют, чтобы сделать полученный сварной шов более прочным или более стабильным, что еще больше стирает грань между пайкой и сварным швом, когда речь идет о применении паяльной лампы.
Существенная разница между ними заключается в составе используемого присадочного металла.
- При сварке используется такой же присадочный металл, как и свариваемые металлы, например, стальной присадочный стержень при сварке стали.
- При пайке или пайке используется разнородный металл, который может выступать в качестве посредника между разными температурами плавления двух соединяемых металлических деталей.
В некоторых случаях охлаждающий агент, такой как вода, может использоваться для закалки сварочного изделия, чтобы оно быстрее затвердело.
Независимо от того, какой тип металлоконструкции вы выберете, вот несколько советов, которые помогут вам получить лучший сварной шов:
- Перемещайте сварочную горелку короткими промежутками, чтобы убедиться, что вы получаете желаемый результат, не регулируя топливно-кислородную смесь.Это особенно важно, если вы новичок в сварке паяльной лампой и все еще осваиваете эту технику.
- При зачистке места сварки не забудьте зашлифовать и трещины. Имейте в виду, что любые примеси, которые проникли в металлические трещины, поставят под угрозу прочность полученного сварного шва. Тщательная очистка также является ключом к предотвращению водородного растрескивания.
- Заранее соберите все свои материалы, чтобы вам не приходилось искать расходные материалы посреди сварочного сеанса.Помните, что сварка зависит от способности работать последовательно и своевременно, поскольку она включает в себя доведение металла до расплавленного состояния и его многократное охлаждение.
- Предварительный нагрев зоны сварки сплавов и металлов с высоким содержанием углерода для предотвращения растрескивания после сварки. Также важно, чтобы наплавляемый валик был достаточно длинным и широким, чтобы в достаточной степени покрыть кратер, образовавшийся в сварочной ванне.
- Никогда не экономьте на очистке и подготовке основных металлических деталей перед началом сварки.Грязный сварной шов никогда не бывает прочным. Большинство металлических деталей защищены антикоррозийным покрытием, которое необходимо стереть перед сваркой. Однако важно помнить, что как только это покрытие будет удалено, открытая область начнет быстро разъедать и окисляться.
- Всегда полезно работать над проектом с более опытным сварщиком, если вы никогда раньше не пробовали сварку определенного типа. Металлургия — сложная наука, и наличие всех рук на палубе может быть разницей между приличной сваркой и великолепной.Не стоит недооценивать силу совместной работы над сложным сварочным проектом.
 Имейте в виду, что любые примеси, которые проникли в металлические трещины, поставят под угрозу прочность полученного сварного шва. Тщательная очистка также является ключом к предотвращению водородного растрескивания.
Имейте в виду, что любые примеси, которые проникли в металлические трещины, поставят под угрозу прочность полученного сварного шва. Тщательная очистка также является ключом к предотвращению водородного растрескивания.  Большинство металлических деталей защищены антикоррозийным покрытием, которое необходимо стереть перед сваркой. Однако важно помнить, что как только это покрытие будет удалено, открытая область начнет быстро разъедать и окисляться.
Большинство металлических деталей защищены антикоррозийным покрытием, которое необходимо стереть перед сваркой. Однако важно помнить, что как только это покрытие будет удалено, открытая область начнет быстро разъедать и окисляться. Сварка ударом может стать хорошим началом в мире сварки, поскольку материалы легко доступны, а процесс не такой сложный, как сварка TIG.
Тем не менее, это по-прежнему очень опасный вид металлообработки, к которому следует относиться с должным уважением.
Может ли бутановая горелка плавить металл?
Может ли бутановая горелка плавить металл? Нет, бутановая горелка не производит достаточно энергии или тепла для плавления металла, например стали. Тепло, выделяемое бутановой горелкой, намного ниже, чем у других сварочных горелок, и не может нагревать металлы до точки плавления.
Тепло, выделяемое бутановой горелкой, намного ниже, чем у других сварочных горелок, и не может нагревать металлы до точки плавления.
Однако ваша бутановая горелка может паять и паять поверхности, используемые при изготовлении сантехники и ювелирных изделий, используя присадочный металл для соединения основных металлов или плавления более тонких компонентов золотых и серебряных украшений.
Почти 90% тепла паяльной лампы теряется при контакте с воздухом, что делает ее неэффективной.
Однако вы можете использовать бутановую горелку для пайки и пайки стандартных медных труб и трубок, используемых в водопроводе большинства домов.
Почему моя паяльная лампа продолжает гаснуть?
Почему мой факел продолжает гаснуть? Если ваша пропановая горелка продолжает выключаться, вентиляционные отверстия могут быть заполнены и кислород не смешивается с пропаном.
Некоторые пропановые горелки имеют внутренний регулятор, который позволяет жидкости превращаться в пар до того, как она пройдет клапан регулировки пламени, а другие нет.
Если слишком сильно перевернуть пропановые горелки без регулятора, жидкий пропан пройдет через регулировочный клапан, а не пар, и ему станет не хватать кислорода, и пламя погаснет.
Либо это, либо ваши вентиляционные отверстия могут быть заблокированы, препятствуя смешиванию кислорода с пропаном. Перед повторной попыткой использовать паяльную лампу убедитесь, что мусор не заблокировал вентиляционные отверстия.
Какая горелка лучше всего подходит для пайки медных труб?
Какая горелка лучше всего подходит для пайки медных труб? Хотя вы можете использовать пропановую горелку для пайки меди, MAPP (метилацетилен-пропадиен-пропан) обычно является лучшим выбором, поскольку он достигает большей интенсивности нагрева, чем традиционные пропановые горелки.
Потому что MAPP горит горячее, поэтому ваша работа может быть выполнена намного быстрее вашей медной трубы. MAPP может достигать температуры пайки за 5-10 секунд при пайке труб диаметром от ½ до 3/4 дюйма.
Поскольку пропан медленнее, чем MAPP, иногда это лучший вариант для начинающих сварщиков при работе с медными трубами ¾’’ ½’’, поскольку вероятность перегрева металла меньше. Следите за тем, чтобы флюс почернел, что свидетельствует о перегреве.
Безопасны ли паяльные лампы?
Паяльные лампы могут быть потенциально опасными.Его элементарная логика заключается в том, что сжатый газ и источник пламени могут быть потенциально смертельными, если с ними не обращаться осторожно.
Помимо возможности воспламенения, сварщики должны учитывать такие факторы, как дым, вентиляция и возможное повреждение глаз пламенем.
Потенциальную опасность представляют также ожоги тела, а также перчатки, фартук и защитные очки, полнолицевые маски.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Утечки газа должны предотвращаться и постоянно проверяться, а обратные вспышки могут быть чрезвычайно опасны.
Flashback происходит, когда пламя отступает в факел из-за несоответствия давления или засоров. Сварщики должны немедленно отключить оба газовых баллона.
Газовые баллоны должны храниться безопасно и всегда должны храниться вдали от пламени и тепла. Нерабочие резервуары никогда не должны храниться рядом с рабочими резервуарами для обеспечения безопасности.
Может ли бутановая горелка расплавить золото?
Может ли бутановая горелка расплавить золото? Да, вы можете плавить золото с помощью бутановой горелки. Хотя технически возможно плавить золото с помощью бутановой горелки, она не идеальна в качестве плавильного устройства.
Золото плавится при температуре выше 1974 ℉ (1064 ℃), и кажется логичным, что бутана, достигающего 1430 °C (2610 °F), будет достаточно для плавления золота.
Однако это теоретические цифры, и достичь таких температур без надлежащей изоляции было бы непросто. Вам нужно будет обеспечить свои БТЕ и использовать изоляционную печь.
Вам нужно будет обеспечить свои БТЕ и использовать изоляционную печь.
Лучше использовать пропановую горелку с более высокими средними температурами.
Паяльные лампыв первую очередь предназначены для резки металла, а не для сварки
Паяльные лампы были разработаны для резки металла, а не для его соединения.Паяльные лампы по-прежнему можно использовать в некоторых случаях сварки и пайки твердым припоем.
Тем не менее, даже несмотря на то, что это возможно, это неэффективный выбор для более экзотических металлов, таких как алюминий.
Несмотря на это, паяльные лампы эффективно использовались и продолжают эффективно использоваться во многих различных сварочных работах.
Сварка газовой горелкой/паяльной лампой >> Посмотрите видео ниже
Возможна сварка горелкой
Вы когда-нибудь задумывались, когда можно сварить горелкой? Хотя паяльная лампа не является подходящим инструментом для всех сварочных работ, те сварщики, которые привыкли к более мощным сварочным инструментам, таким как установки TIG, могут быть удивлены проектами по изготовлению металла, которые можно выполнить с помощью простой пропановой паяльной лампы.
Несмотря на то, что паяльные лампы с более низкой температурой лучше подходят для пайки и пайки, чем настоящая сварка , паяльные лампы, работающие на более горячих топливно-воздушных смесях, таких как оксиацетилен, могут противостоять более сложным методам сварки.
Однако независимо от того, какой метод сварки используется, основным фактором, определяющим успех сварного шва, является понимание химических свойств используемых материалов.
Если вы заинтересованы в сварочном оборудовании или инструментах, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные аксессуары, которые мы любим и используем (БЕЗ ДЕРЬМА)
Часто задаваемые вопросы
Вот несколько часто задаваемых вопросов о паяльной лампе:
Можно ли паять паяльной лампой?
Да, можно паять паяльной лампой.Пропановая горелка подходит для большинства небольших паяльных работ. Для крупных металлических деталей необходимо использовать высокотемпературную горелку. Правильная горелка играет большую роль при пайке металлов.
Для крупных металлических деталей необходимо использовать высокотемпературную горелку. Правильная горелка играет большую роль при пайке металлов.
Является ли пайка такой же прочной, как сварка?
Пайка не такая прочная, как сварка. Когда дело доходит до сварки, температура выше.
Большая разница между сваркой и пайкой заключается в том, что температура (от пайки) ниже, а основные металлы не плавятся.
Насколько горяча горелка для пайки?
Медные металлы плавятся при температуре 1981°F, и во избежание плавления основного материала необходимая температура пламени горелки для пайки должна составлять от 1100 до 1500°F.
Достаточно ли горяча пропановая горелка для пайки?
Легче выполнить сварку с помощью пропановой горелки, чем бутановой, но пропан подходит только для пайки определенных металлов, таких как серебряный припой и для пайки латуни.
Пропановая горелка просто не может производить достаточно тепла для успешного выполнения сварки плавлением.
Могут ли взорваться пропановые горелки?
Могут ли взрываться пропановые горелки? Да, пропановая горелка может взорваться, и они делали это в прошлом и, как следствие, уносили жизни.Однако это не тот инцидент, который происходит легко или из-за поверхностных ошибок.
Чаще всего это происходит, если сам бак подвергается воздействию очень высокой температуры, в результате чего давление в баке превышает пропускную способность предохранительного клапана. Но для этого потребуется непрерывная близость пламени в течение некоторого времени.
Всегда держите хранящиеся баллоны с пропаном вдали от используемых баллонов с пропаном, а также вдали от источников тепла и источников открытого огня. Храните пропановую газовую горелку вдали от прямых солнечных лучей.
Источники:
https://home.howstuffworks.com/blowtorch.htm
https://www.ehow.com/how_8687576_weld-copper-mild-steel.html
https://www. wikihow.com/ Torch-Weld
wikihow.com/ Torch-Weld
https://www.tech-faq.com/acetylene-torch.html
https://www.thefabricator.com/thewelder/article/consumables/identifying-the-right-cutting-and-welding- насадки
https://garage.eastwood.com/eastwood-chatter/how-to-prep-metal-for-welding-quick-tip/
https://www.agriculture.com/machinery/tools/welding/10 -tips-that-c-advce-your-welding_245-ar52067
Рекомендуемое чтение
Можно ли сварить бенгальский огонь? Вы должны?
10 лучших типов сертификации сварщиков
Что означают номера оттенков при сварке? Какой оттенок безопасен?
Вот некоторые из моих любимых инструментов и оборудования
Спасибо, что прочитали эту статью.Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( НЕТ ДЕРЬМО )
Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( НЕТ ДЕРЬМО )
Чтобы увидеть все мои самые актуальные рекомендации, посетите этот ресурс , который я сделал для вас!
Лучший в целом
Рекомендации+ Отличные продукты и услуги
+ Одобрено
+ Сэкономьте тысячи долларов
помогите!! Путаница с серебряной пайкой/пайкой
Как вы уже поняли, пайка и пайка – это два разных процесса.Пайка – это просто соединение или соединение металлов со сплавами разнородных металлов при низкой температуре и меньшей прочности.
Припои бывают мягкие и твердые, мягкие в основном состоят из свинца, олова и других сплавов. Процентное содержание каждого сплава определяет температуру плавления каждого типа припоя; 60/40, 50/50, 70/30 и т. д.
Серебряный припой, считается твердым припоем, существует множество вариаций составов серебряного припоя. Различное процентное содержание серебра в припое определяет температуру плавления и прочность паяного соединения.
Различное процентное содержание серебра в припое определяет температуру плавления и прочность паяного соединения.
Пайка – это высокотемпературный процесс, обычно с использованием наполнителя из латунного сплава. Как и в случае с другими материалами, стержни для пайки припоем изготавливаются из различных сплавов для различных применений. Это более высокотемпературный процесс.
Я не буду вдаваться в подробности о температурах каждого из них, все зависит от материала и массы и т. д. того, что склеивается.
Одна из самых больших ошибок, которую люди допускают при пайке и пайке серебром, это ; не используя надлежащее количество тепла, и главное, — используя надлежащий флюс!
Нельзя использовать канифольный флюс для пайки серебра! Вам нужен подходящий флюс для вашего материала.
О, и всегда флюсуйте область, куда вы хотите припаять припой, это потребует практики, мягкий припой действует иначе, чем серебряный припой. Упражняться!!
Категорически не советую, попробуйте серебряную пайку с флюсом на стержне!
Снимите флюс со стержня, используйте его в соединении, я бы посоветовал взять
пастообразный флюс.
Я оставляю это открытым здесь, как вы можете догадаться, вам придется самостоятельно исследовать температуру для вашего наполнителя.
Пайка? Я позволю кому-то еще рассказать об этом, я не считаю этот форум по интересам местом, где у многих людей есть оборудование для правильного нагрева деталей
для пайки различными припоями.
Как и все, Практика, Практика, Практика
Удачи
ОЧЕНЬ ПОЛЕЗНАЯ ДОМАШНЯЯ ПАЯКА Газовая паяльная горелка MAPP
СПЕЦИФИКАЦИЯ:
СПЕЦИФИКАЦИЯ:
Вихревое пламенное устройство с тремя наконечниками Высокая температура сварки до 1450°C Возможность пайки и пайки труб большего размера Материал наконечников: нержавеющая сталь РАЗМЕРЫ: 280*90*32 мм Вес блока: 448 г Наконечники могут поворачиваться на 360° для различных работ Сокращение времени сварки и Меньшее потребление газа. Основные детали изготовлены из латуни. Прочный и долговечный. Сертификат CE. Подключение к CGA600 MAPP или газовому баллону с пропаном
.
Ай-Ай Интернэшнл Ко., Ltd. является опытным поставщиком широкого спектра автомобильных ламп, включая фары головного света, вспомогательные лампы (точечные, дальние и внедорожные фары) как для вторичного рынка, так и для рынка оригинального оборудования.
Выпускает также лампы для других видов транспортных средств, таких как мотоциклы, сельскохозяйственные машины и лодки, а также жгуты проводов.
Помимо автомобильных ламп, Ay-Ay International Co., Ltd. также является лучшим поставщиком инструментов для ремонта автомобилей.
Наши инструменты для ремонта автомобилей- НАГРЕВАТЕЛЬНАЯ ГОРЕЛКА/БУТАНОВАЯ МИКРОГОРЕЛКА/БУТАНОВАЯ ПАЯЛЬНАЯ ГОРЕЛКА/MAPP ПАЯЛЬНАЯ ГОРЕЛКА прошли стандарт безопасности Сертификат CE и сертификат TUV .
№
Они подходят для домашнего и промышленного использования, а также для моделирования на открытом воздухе и в помещении, а также в качестве соединительных принадлежностей и поделок.
У нас есть профессиональный опыт OEM со многими известными брендами, а также индивидуальные продукты в зависимости от спроса клиента.
Если у вас есть какие-либо ценные комментарии, пожалуйста, не стесняйтесь обращаться к нам .
Ай-Ай Интернэшнл Ко., Лтд.
9ф., №637-1, гл. 5, Chongxin Rd., Sanchong District,
Новый город Тайбэй 24158, Тайвань
ТЕЛ.: 886-2-2999-7299 ФАКС: 886-2-2999-7339
Электронная почта: [email protected]
Официальный сайт: http://www.ayay.ком
TaiwanTrade: https://ayay.en.taiwantrade.com/
YouTube: https://www.youtube.com/channel/UCOR_LaZ2uo3s611JBd_Qstg
Google Blogger: http://ayaytw.blogspot.tw
Facebook: https://www.facebook. com/AyAyAutoLightingAccessoriesTools/
com/AyAyAutoLightingAccessoriesTools/
Instagram: https://www.instagram.com/ayay.tw
Внутренняя пайка — Чикаго, Иллинойс
У нас есть возможности для пайки и пайки с помощью наших индукционных машин, которые создают уникальные сборки.
Как производственная компания, ориентированная на клиента, в Mid-West Screw Products мы предлагаем услуги по пайке на месте, чтобы ускорить производство и доставку небольших металлических компонентов. В нашем отделе пайки мы используем оборудование ручной работы, а также автоматизированные рабочие ячейки для соединения деталей с размерами до 1,5 дюйма в диаметре и 14,0 дюйма в длину. Благодаря нашим возможностям производственной пайки мы строго контролируем допуски и создаем соединения, которые имеют чистый внешний вид и не требуют дополнительной обработки.Наш опыт охватывает все основные методы пайки, включая активную, индукционную, горелку и серебряный припой. Пайка также будет работать в этом оборудовании для конкретных приложений.
Пайка также будет работать в этом оборудовании для конкретных приложений.
позволяет нам создавать прочные соединения между одними и теми же или разными металлами с высокой точностью и повторяемостью. Наряду с латунью, карбидом и углеродистой сталью мы обрабатываем такие материалы, как медь, серебро и вольфрам. Мы проектируем и изготавливаем специальные приспособления собственными силами, чтобы обеспечить воспроизводимую точность.Подготовка поверхности включает в себя надлежащую очистку, чтобы убедиться, что все поверхности не содержат оксидов, чтобы мы могли производить чистые, прочные соединения с гладким валиком.
Используя наши возможности в области пайки, мы предлагаем не только удобство, но и возможность сократить общие производственные графики, чтобы поставлять вашу продукцию быстро и с высоким уровнем качества, которого вы ожидаете. Наши услуги по производственной пайке доступны для партий размером до 10 000 единиц. Мы предлагаем программы выполнения Канбан с доставкой точно в срок, чтобы упростить управление вашими заказами и запасами. Для проектов, которые достигают определенного уровня приверженности, мы создаем специальные рабочие ячейки, которые позволяют нам поставлять детали быстрее, чем когда-либо прежде. Чтобы узнать больше о наших внутренних возможностях пайки, свяжитесь с нами сегодня.
Для проектов, которые достигают определенного уровня приверженности, мы создаем специальные рабочие ячейки, которые позволяют нам поставлять детали быстрее, чем когда-либо прежде. Чтобы узнать больше о наших внутренних возможностях пайки, свяжитесь с нами сегодня.
Быстрая смета »
Возможности пайки
- Общие возможности
- Контракт
Точно в срок
На сайте - Производство
Мелкие детали
- Контракт
- Процессы пайки
- Активный
Индукция - Серебряный припой
Факел
- Активный
- Пайка
- Автоматический
Свободная рука
- Материалы
- Латунь
Карбид
Углеродистая сталь - Медь
Серебро
Вольфрам
- Латунь
- Длина детали
- До 14 дюймов
- Диаметр детали
- До 1. 5”
 5”
5”- Масса детали
- До 3 фунтов.
- Предоставляемые дополнительные услуги
- Сборка
Сварка
- Список оборудования
- (2) Power-Link
(1) Охлаждающий охладитель охладителя
- Эффективность
- Производство без света
Бережливое производство
Kiazen/5S (совместимый)
- Объем производства
- Мин.: 1
Макс.: 10 000
Прототип
Низкий объем - Большой объем
Заказы на одеяла
Точно в срок
КАНБАН
- Мин.: 1
- Время выполнения заказа
- Указывается в зависимости от должности
Доступны экстренные службы
Доступны срочные услуги
Дополнительная информация
- Промышленный фокус
- Аэрокосмическая промышленность
Сельскохозяйственный
Архитектурный
Автомобильный
Химический
Стоматология
Электронный
Электрика высокого/низкого напряжения
Молния
Еда - Станок
Морской пехотинец
Медицинский
Военные (тактические аксессуары)
Нефтяное месторождение
Оптический
Упаковка/преобразование
Пневматика
Клапаны
- Аэрокосмическая промышленность
- Промышленные стандарты
- АНСИ
AS 9100 (совместимый)
АСТМ
Сертификация ARMS 9009:2013
CSA (совместимый) - ИСО 9100:2008
РоХС
САЕ
ТС
- АНСИ
- Форматы файлов
- AutoCAD (DWG, DWZ)
БМП
DXF
GIF
ИГЕС
JPG или JPEG - ПДФ
SolidWorks (SLDPRT, SLDDRW, SLDDRT)
ШАГ
ТИФФ
Юниграфика (PRT)
- AutoCAD (DWG, DWZ)
Страница не найдена — Agreena

25 августа 2021 г. Датский
Commoditrader запустил несколько цифровых ручных платформ, демократизировало и эффективно управляло med landmandens vigtigste råvare – korn. I dag er platformen veletableret i flere europæiske lande. Og flere digitale løsninger er kommet til.
Det skriver selskabet i en pressemeddelelse.
Navneskiftet til Agreena marker, and productporteføljen nu ikke kun rummer en handelsplatform for korn, men en række ag-tech-løsninger, der hjælper landmænd over hele Europa med at blive både øde øde og konomisk og klimamæssigt bæredygtige.
Fra Handel Med Korn Til Handel Med CO2
”Der er sket meget, siden vi starte virksomheden i 2016. Klima- og miljøspørgsmål er skyllet ind over landbrugsbranchen med fornyet styrke. Derfor udviklede vi Commodicarbon: Et программа, включающая в себя сертификат CO2 на землю, который имеет сертификат на соответствие климатическим нормам и стандартам. Gennem programt kan landmanden vælge at få medfinansieret og accelereret den grønne omstilling af sin bedrift, fortæller administrerende direktør Simon Haldrup.
Gennem programt kan landmanden vælge at få medfinansieret og accelereret den grønne omstilling af sin bedrift, fortæller administrerende direktør Simon Haldrup.
Bredere Fokus På Bæredygtige Ag-tech-løsninger Kalder På Nyt Navn
”Vi oplevede hardigt en stor interesse for vores nye forretningsområder, herunder Commodicarbon. Men vi oplevede også, at nogle blev forvirrede over, at vores firmanavn var det samme som navnet på et af vores produkter. Og med de mange løsninger, vi forventer at udvikle i fremtiden, kunne vi se, at forvirringen nok kun ville blive større, hvis vi Skulle til at føje endnu flere produktnavne til Commodi-familien.Derfor havde vi brug for at finde et nyt navn, der bere kunne afspejle vores focus på at udvikle Innovation ag-tech-løsninger, der hjælper landmænd med at drive en økonomisk og klimamæssigt bæredygtig forretning», lyder det fra Simon Haldrup, der forretning», lyder det fra Simon Haldrup, der forretning
”Valget faldt på navnet Agreena, fordi den første stavelse peger i retning af landbrug, samtidig med at green afspejler vores focus på at accelerere landbrugets grønne omstilling. Og så kunne vi godt lide, at Agreena på engelsk ligger ret tæt op ad Arena.Vi ser nemlig først og fremmest os selv som en enabler (en der muligør det. red), der bygger den platform – eller arena – hvor landmanden kan få succes», fortæller Simon Haldrup.
Og så kunne vi godt lide, at Agreena på engelsk ligger ret tæt op ad Arena.Vi ser nemlig først og fremmest os selv som en enabler (en der muligør det. red), der bygger den platform – eller arena – hvor landmanden kan få succes», fortæller Simon Haldrup.
Детский номер для собак и собак IKKE et Farvel til nogle af de eksisterende Услуги:
”Vi har hverken fejet vores produkter til siden eller lagt dem bag os – vi bygger slet og retпечь. Все услуги Fortsætter fuldstændig сом Hidtil. Nu sker det bare under et navn, der bedre indkapsler vores vision, og hvor vi er på vej hen som virksomhed”, udtaler Simon Haldrup.
Læs artiklen her.
Оливер Франклин
Дом — Harris Perfect Flame
Обратитесь к профессионалам
Группа компаний Harris Products стремится помочь клиентам революционизировать свои процессы пайки. Используя наши продукты и нашу документированную программу снижения затрат (DCR), которая определяет и количественно оценивает влияние потенциальных комплексных технических и эксплуатационных улучшений, наши клиенты регулярно получают выгоду от сотрудничества с нашей командой экспертов. Теперь у нас есть новая система, позволяющая еще больше повысить эффективность работы — Perfect Flame®.
Теперь у нас есть новая система, позволяющая еще больше повысить эффективность работы — Perfect Flame®.
Perfect Flame® — это техническое решение, обеспечивающее стабильные результаты при выполнении повторяющихся операций ручной пайки в больших объемах. С Perfect Flame вы можете добиться воспроизводимых результатов пайки. Инновационная система включает в себя горелки, наконечники, устройства управления потоком и программное обеспечение, которые вместе улучшают качество пайки.
С идеальным пламенем
вы получите
- Научный метод анализа, настройки и контроля «идеального пламени» для каждого соединения
- Возможность сохранения до 100 пресетов пламени
- Стандартизация ваших операций пайки
- Контроль производства над пламенем, устранение несоответствия пламени, управляемого пользователем
- Контроль пламени в режиме реального времени
- Анализ пакетных данных для управления и улучшения операций
Этот
ведет к
- Меньше утечек и переделок
- Сокращение времени обучения оператора
- Улучшенное качество и низкая стоимость
Снижение стоимости.
 Улучшить качество.
Улучшить качество.В Perfect Flame впервые для операций пайки используется анализ данных. До сих пор руководство никогда не имело возможности собирать и анализировать эти данные. Программа отслеживания производительности Perfect Flame обеспечивает мониторинг пламени каждой горелки в режиме реального времени. Данные загружаются пакетно через Wi-Fi в облачное веб-приложение. Теперь руководство может улучшить свои приложения для ручной пайки с помощью процесса Six Sigma DMAIC.
Однорезак
Модель ST
Идеально подходит для одного паяльщика, который имеет несколько различных соединений для пайки за одно задание и нуждается в быстрой настройке параметров пламени.Конфигурация с одной горелкой позволяет паяльнику переключаться между пятью различными настройками из библиотеки до 100 предустановленных пламен. Технология громкой связи позволяет пользователям переключаться между языками пламени с помощью педали. Теперь ваши операторы могут быстро переходить от стыка к стыку без необходимости вручную регулировать пламя.
Технология громкой связи позволяет пользователям переключаться между языками пламени с помощью педали. Теперь ваши операторы могут быстро переходить от стыка к стыку без необходимости вручную регулировать пламя.
Обучающее видео Загрузить брошюру
Многофункциональная горелка
Модель MT
Perfect Flame MT, конфигурация с несколькими горелками, лучше всего подходит для высокопроизводительных операций, когда отдельные операторы паяют одни и те же или разные соединения.