Нарезание внутренней резьбы при помощи метчиков
Метчик — это простой и недорогой инструмент, а также технология нарезания резьбы доступная каждому! Поняв, что такое метчик и узнав о правильном использовании метчика, вы сможете нарезать внутреннюю резьбу на любых деталях со стопроцентным успехом даже без использования тяжелого оборудования. Готовы к такому? Не сомневаемся!
Кому и зачем нужны метчики?
В ходе ремонта автомобилей и различного оборудования сплошь и рядом возникают ситуации, когда найти новый крепежный элемент или деталь на замену старым оказывается невыполнимой задачей. Знакомый многим пример из жизни: есть старая пила отечественного производства, есть гайка с левосторонней резьбой, которую требуется заменить по тем или иным причинам, но вот незадача – выпуск данной техники давно прекращен, а значит на то, что найдется оригинальная деталь, надеяться не приходится. Конечно, кто ищет, тот всегда найдет, но есть и решение проблемы гораздо более изящное. Для этого берется гайка с меньшим диаметром отверстия, гайка с правой резьбой или другая похожая заготовка, которую легко можно достать в продаже, после чего с помощью ручного метчика наносится резьба, соответствующая требуемым параметрам.
Для этого берется гайка с меньшим диаметром отверстия, гайка с правой резьбой или другая похожая заготовка, которую легко можно достать в продаже, после чего с помощью ручного метчика наносится резьба, соответствующая требуемым параметрам.
По своей сути метчик является металлическим стержнем, на конце которого насечены режущие кромки. В качестве материала для создания метчиков выбирают быстрорежущую сталь или твердые металлические сплавы, прошедшие термообработку, что, в конечном счете, определяет прочность готового изделия, которое должно беспрепятственно вырезать канавки при вкручивании в металлическую основу. Метчик является надежным и удобным инструментом для быстрого нанесения резьбы без использования дополнительных средств. Что особенно удобно – часто пропадает необходимость отделять деталь от целостной конструкции, чтобы создать очередную резьбу. Таким образом, в самом применении метчиков нет ничего сложного, однако нужно отчетливо понимать, где какой метчик правильно использовать. Только разобравшись во всех типах метчиков и связанных с ними нюансах, можно будет получать на практике именно те резьбы, которые вы задумываете.
Только разобравшись во всех типах метчиков и связанных с ними нюансах, можно будет получать на практике именно те резьбы, которые вы задумываете.
Классификация метчиков
- По типу резьбы:
Левые метчики. Используются для создания левосторонней резьбы, то есть режут резьбовую канавку в направлении против часовой стрелки. Крепеж с такой резьбой, как правило, используется на деталях, подверженных систематическому вращению, дабы соединение не раскручивалось.
Правые метчики. Результатом использования правых метчиков является правосторонняя резьба (канавка идет по часовой стрелке) – самый популярный тип резьбы для крепежных элементов. - По форме резьбы:
Трапециевидные метчики. Эта разновидность метчиков предназначена для создания ходовой резьбы, часто встречающейся в деталях механизмов, преобразующих вращательное движение в поступательное.
Конические метчики. С помощью таких устройств реализуются резьбы в местах установки крепежных изделий, там, где важна герметичность соединения, в частности это относится к деталям, находящимся под воздействием давления сжатого газа или жидкости.
- В зависимости от единицы измерения, отвечающей за обозначения шага и диаметра резьбы, различают соответственно дюймовые метчики и метрические метчики.
- В общем случае метчики подходят для создания резьбы на любых деталях, но вместе с универсальными инструментами существуют и специализированные модели метчиков, предназначенные для определенного типа деталей. Среди прочих, по целевому назначению выделяют: трубные, свечные и гаечные метчики.

Держа в голове приведенную выше классификацию, вы всегда будете в состоянии самостоятельно выбрать правильный инструмент под конкретную техническую задачу. С другой стороны, иногда бывает полезным приобретать метчики в наборах. Так, например, имея в хозяйстве набор ручных метчиков Exact MA-5 из быстрорежущей стали, включающий 21 предмет, можно надолго забыть о проблеме поиска подходящих приспособлений для нарезания резьбы от 3 до 12 мм.
Кроме того, существует ряд определений, которые выходят за рамки традиционной спецификации. Например, в профессиональной деятельности зачастую сталкиваются с таким понятием, как машинные метчики. В противоположность ручным метчикам, эти инструменты адаптированы под использование на станках. Их также гораздо чаще, чем другие разновидности метчиков рекомендуют использовать для нарезания резьбы при помощи ручной дрели и электрошуруповерта.
Однопроходные метчики – это ещё одно название машинно-ручных метчиков, которые подходят для любого типа использования, то есть, по сути, являются универсальными инструментами.
Несмотря на возможность фиксации всех метчиков в электроинструменте, большинство производителей не рекомендуют работать некоторыми своими инструментами никак иначе, кроме как вручную с помощью специального держателя.
Ещё одно важное свойство, которым обладают далеко не все метчики – это возможность нарезать резьбу в глухих отверстиях. Стоит с особым вниманием отнестись к данному параметру при выборе инструмента.
Комбинированные метчики – это особый вид резьбонарезных приспособлений, которые за один проход выполняют сразу несколько операций. В частности, рабочая операция с применением комбинированных метчиков Exact SGE-Bit состоит из сверления, нарезания резьбы и зенкерования заодно с удалением заусенцев на краях отверстия. Таким образом, для того, чтобы нарезать резьбу в данном случае, даже не требуется наличие начального отверстия.
Инструкция по работе с метчиком
Для наилучшего усвоения информации о метчиках, предлагаемой в данной статье, приведем последовательность действий в случае, если требуется нарезать резьбу в сквозном отверстии.
1) Подбираем соответствующие нашему запланированному отверстию метчики и сверла. Предположим, что у нас задача получить 8-миллиметровое резьбовое отверстие. Тогда получается надо взять метчик M8. Сверло при этом должно быть меньше по диаметру.
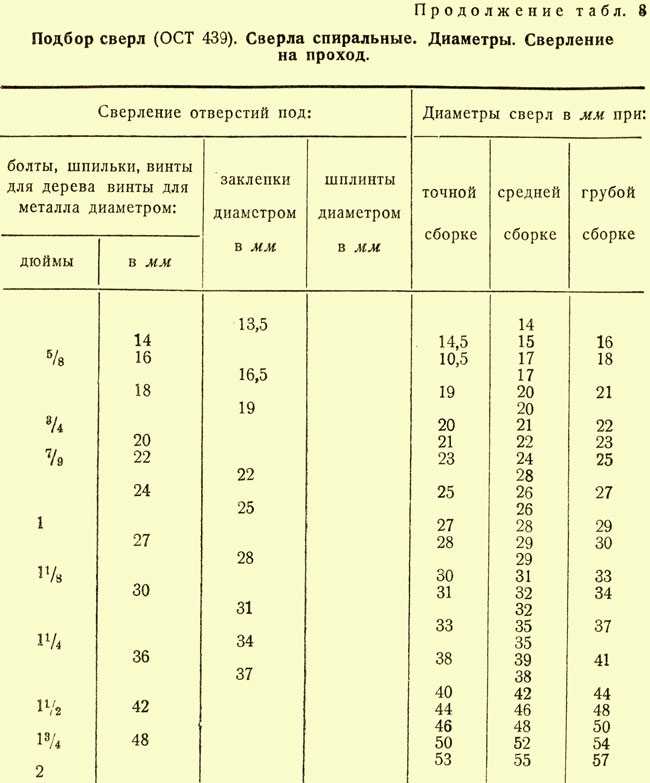
2) Чтобы четко определиться с размером сверла, то есть диаметром рассверливаемого отверстия, используют специальные таблицы (табл. 1).
1).
Таблица 1
Диаметр резьбы, мм | Диаметр рассверливаемого отверстия, мм | |
В деталях из мягких металлов (латуни, стали) | В деталях из твердых металлов (чугуна, бронзы) | |
3 | 2,5 | 2,5 |
4 | 3,3 | 3,3 |
5 | 4,2 | 4,1 |
6 | 4,9 | 5 |
7 | 6 | 5,9 |
8 | 6,7 | 6,6 |
9 | 7,7 | 7,7 |
10 | 8,4 | 8,3 |
3) На третьем этапе в просверленное отверстие помещается сначала черновой метчик, за ним следует чистовой. На черновом метчике резцы крупнее, чем на чистовом, что позволяет ему снимать при вкручивании большую часть (до 75%) материала, подготавливая основной профиль резьбы. Чистовой же метчик производит финишную обработку, делая резьбу более ровной и выразительной. На практике это выглядит так: хвостовик метчика фиксируется в посадочном отверстии держателя для метчиков (метчикодержателе), который позволяет вкручивать устройство аналогично штопору. Создание вращательного движения облегчается Т-образной формой рукоятки, которая способствует продвижению инструмента в тело детали. В характеристиках метчикодержателей обычно указано, для метчиков какого диаметра они подходят.
На черновом метчике резцы крупнее, чем на чистовом, что позволяет ему снимать при вкручивании большую часть (до 75%) материала, подготавливая основной профиль резьбы. Чистовой же метчик производит финишную обработку, делая резьбу более ровной и выразительной. На практике это выглядит так: хвостовик метчика фиксируется в посадочном отверстии держателя для метчиков (метчикодержателе), который позволяет вкручивать устройство аналогично штопору. Создание вращательного движения облегчается Т-образной формой рукоятки, которая способствует продвижению инструмента в тело детали. В характеристиках метчикодержателей обычно указано, для метчиков какого диаметра они подходят.
Важно соблюдать плавность движений при вращении рукоятки держателя для метчиков. Чтобы ничто не препятствовало плавному ходу инструмента, в отверстие и на сам инструмент предварительно наносится смазочное вещество. Это может быть как специальное резьбонарезное масло, так и обычный керосин. В таком случае, приятным бонусом к качественно выполненной резьбе будет дополнительная защита от коррозии рабочей части инструмента.
Обязательным условием получения аккуратной внутренней резьбы является удаление остатков металлической стружки из отверстия. Кроме того, если вы будете следовать данному правилу, срок службы вашего инструмента гарантированно увеличится.
Вероятно, вы уже заметили, что нет ничего сложного в том, чтобы самостоятельно выбирать метчики и пользоваться ими. Если даже в первый раз что-то пойдет не так, не отчаивайтесь – навык приходит со временем. А чтобы заранее подстраховать себя от возникновения неприятностей при работе метчиком, предлагаем дочитать статью до конца.
Проблемы, связанные с поломкой метчика и пути их решения
Повреждение или поломка метчика во время вкручивания – это самая распространенная проблема, с которой сталкиваются начинающие пользователи. Конечно, если вы впервые столкнулись с данной неприятностью, то наверняка ещё не успели задаться вопросом: что же делать, если стержень метчика обломился, а рабочая часть осталась в заготовке? Путей решения, как обычно, бывает несколько, но по сложности они мало отличаются. Повезло, если стержень переломился выше отверстия – так есть шанс ухватиться за выступающий из отверстия край метчика пассатижами, а затем вращательным движением высвободить застрявшую его часть. Стержень обломился внутри отверстия – значит не обойтись без экстрактора. Экстрактор является специальным приспособлением, которое вкручивается в застрявший в материале элемент, что позволяет затем легко удалить его оттуда. Однако порой нужный экстрактор найти не так-то просто. Когда ни один из этих двух способов не помогает, на помощь приходит азотная кислота, которая попросту разъедает режущие кромки рабочей части метчика, благодаря чему последний сам легко выпадает из отверстия. И это не помогло? Остается только один выход – устранять неприятность на токарном станке. Всегда найдутся мастерские или заводы, обладающие необходимым оборудованием, которые пойдут навстречу и окажут вам помощь.
Повезло, если стержень переломился выше отверстия – так есть шанс ухватиться за выступающий из отверстия край метчика пассатижами, а затем вращательным движением высвободить застрявшую его часть. Стержень обломился внутри отверстия – значит не обойтись без экстрактора. Экстрактор является специальным приспособлением, которое вкручивается в застрявший в материале элемент, что позволяет затем легко удалить его оттуда. Однако порой нужный экстрактор найти не так-то просто. Когда ни один из этих двух способов не помогает, на помощь приходит азотная кислота, которая попросту разъедает режущие кромки рабочей части метчика, благодаря чему последний сам легко выпадает из отверстия. И это не помогло? Остается только один выход – устранять неприятность на токарном станке. Всегда найдутся мастерские или заводы, обладающие необходимым оборудованием, которые пойдут навстречу и окажут вам помощь.
Чтобы избежать проблем, связанных с поломкой метчика, не забывайте про правила выполнения резьб, используйте только проверенные, качественные инструменты. Для лучшего понимания, взгляните на резьбонарезные инструменты, которые размещены у нас в каталоге – это все надежные и прочные устройства, создаваемые из закаленной стали на высокотехнологичном оборудовании, которые проходят огромный перечень испытаний и тестов, прежде чем попасть к вам в руки. Всегда помните, что качественный инструмент – это как минимум 90 процентов успеха.
Для лучшего понимания, взгляните на резьбонарезные инструменты, которые размещены у нас в каталоге – это все надежные и прочные устройства, создаваемые из закаленной стали на высокотехнологичном оборудовании, которые проходят огромный перечень испытаний и тестов, прежде чем попасть к вам в руки. Всегда помните, что качественный инструмент – это как минимум 90 процентов успеха.
Как нарезать резьбу вручную плашкой и метчиком
1.2. Правила нарезания внутренней резьбы метчиком
При ручной нарезке резьбы инструмент вставляют в отверстие вертикально (без перекоса). Вороток вращают в нужном направлении (для правой резьбы по часовой стрелке) не все время, а периодически делают 1–2 оборота в обратную сторону.
При таком вращательно-возвратном движении метчика срезаемая стружка ломается, становится короткой (дробленой) и легче удаляется из рабочей зоны, а процесс формирования резьбы значительно облегчается. По окончании нарезания инструмент вывертывают вращением воротка в противоположную сторону, затем его прогоняют по готовой резьбе насквозь или до упора для глухих отверстий. Необходимо также придерживаться следующих правил:
Необходимо также придерживаться следующих правил:
При формировании резьбы в вязких и мягких металлах (алюминий, медь, баббиты и другие), а также в глубоких отверстиях инструмент следует периодически выкручивать из отверстия для очистки канавок от стружки.
При использовании комплекта метчиков необходимо применение всех инструментов набора. Нарезание сразу чистовым метчиком или средним, а затем чистовым без прохода черновым не ускоряет, а только замедляет и затрудняет процесс нарезания. Кроме того, резьба при этом получается некачественной, а инструмент может сломаться. Чистовой и средний метчики вкручивают в отверстие вручную (без воротка) до тех пор, пока инструмент не пойдет по резьбе правильно, и только после этого устанавливают вороток и продолжают работу.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
 Работа обычно выполняется воротком.
Работа обычно выполняется воротком.Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Маркировка
Маркировка метчиков начинается с буквы, обозначающей тип резьбы. М для метрической; G для трубной; Tr для трапецеидальной. Метчики для дюймовой резьбы маркируются без буквы.
Особенности маркировки метчика для нарезки резьбы
Далее идет диаметр в миллиметрах для метрической и в дюймах с целыми долями для дюймовой
Если резьба имеет нестандартный шаг — следующим идет обозначение шага в миллиметрах или в витках на дюйм.
Если метчик выполнен из закаленной нержавеющей стали — к маркировке добавляют HSS (Hardened Stainless Steel)
Для метчиков левой резьбы в конце маркировки добавляют LH (Left Hand).
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
М 3. 5 5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Подготовительные работы
Просверленное отверстие, в котором нарезают резьбу метчиком, необходимо проточить или обработатать зенкером. Диаметр сверла должен быть больше внутреннего диаметра резьбы, так как при нарезании резьбы материал немного «выдавливается». У твердых и хрупких металлов разница между этими заначениями меньше, чем у мягких и вязких металлов. Для твердых, например, 6.7, а для мягких — 6.8.
Диаметр сверла должен быть больше внутреннего диаметра резьбы, так как при нарезании резьбы материал немного «выдавливается». У твердых и хрупких металлов разница между этими заначениями меньше, чем у мягких и вязких металлов. Для твердых, например, 6.7, а для мягких — 6.8.
Если мы просверлим отверстие таким же диаметром, как и внутренний резьбы, то зубья метчика будут перегреваться из-за большого трения и наростать металлом из-за материала, выдавливаемого при нарезании. В следствии этого мы получим рваную резьбу или просто поломаем метчик.
Если же просверлить отверстие больше необходимого диаметра, то получим неполную резьбу.
Как выбрать сверло для нарезания резьбы метчиком мы уже писали в другой статье
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
 Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.

Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Очередь просмотра
Очередь
- Удалить все
- Отключить
Смазка деталей
Этот момент очень важен, ведь благодаря нему используемый инструмент прослужит в разы дольше. Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
- сталь, латунь – льняное масло;
- алюминий – керосин;
- медь – скипидар;
- бронза, чугун – без использования СОЖ (смазочно-охлаждающая жидкость).
В качестве смазки не рекомендуется использовать минеральные либо машинные масла. Их состав не позволяет мягко скользить поверхности метчика или плашки, поэтому резьба получится с шероховатостями.
YouTube Premium
Хотите сохраните это видео?
- Пожаловаться
Пожаловаться на видео?
Понравилось?
Не понравилось?
ООО Группа Консул производит пасты любого состава и вида: алмазные, эльборовые, абразивные, притирочные, сверлильные и т. д. по ГОСТ и индивидуальным рецептурам. Нами разработаны уникальные составы для высокотехнологичных предприятий. г. Ярославль, www.consul-group.ru тел. для контактов
тел.офис +7(4852) 681630
Сверлильная паста для нарезания, накатки и формовки резьбы, а также глубокого сверления, сверления концевыми фрезами, ступенчатыми сверлами . Паста обеспечивает высокую точность размеров и длительный срок службы нарезного инструмента. Обрабатываемые материалы: высоколегированные и нержавеющие стали, чугун, титан и его сплавы. Используемое оборудование: сверлильные, расточные и токарные станки, слесарные работы. Преимущества: высокая скорость нарезания резьбы не оставляет следов на деталях повышенная стойкость инструмента высокое качество обработанных поверхностей и точность размеров отверстий Способ нанесения Способ нанесения кистью. Паста наносится непосредственно на сверла, метчики, фрезы и подобные осевые инструменты. Оптимально подобранная вязкость пасты позволяет использовать ее в тех случаях, когда применяемые ранее более жидкие продукты не удерживаются на поверхности режущего инструмента. Смазка наносится прямо на инструмент или обрабатываемую деталь щеткой или погружением инструмента в смазочную пасту. Упаковка – по требованию заказчика.
Сверлильная паста значительно облегчает слесарные работы ( резьбонарезание или сверление ручным способом), а также на универсальных сверлильных, расточных и токарных станках, где подача СОЖ не возможна или затруднена при обработке высоколегированных и нержавеющих сталей, титана и его сплавов.
Подготовка станка
Независимо от типа токарного станка и рабочего инструмента резьба будет осуществляться путем механической обработки. Через настройки станка оператор определяет угол винтовой линии воздействия на поверхность заготовки, которая будет иметь перпендикулярное положение относительно оси вращения. Здесь же надо отметить, что станки имеют разную мощность и, соответственно, частоту вращения шпинделя – чтобы инструмент нарезки мог качественно справиться со своей задачей, важно изначально правильно соотнести угол воздействия и скорость работы двигателя.
Важным параметром является и шаг между линиями нарезки – его также учитывают в настройках оборудования и делают соответствующие корректировки в плане положения инструмента относительно заготовки. Так как нарезание резьбы на токарно-винторезном станке обычно производится в несколько подходов, первичные параметры желательно сохранять до полного завершения операции. Даже если будет выдержан шаг по линии нанесения резьбы, останется риск нарушения позиций начала и окончания участков деформации, которые могут не совпасть между собой. Эти нюансы важно иметь в виду еще до начала работы.
Так как нарезание резьбы на токарно-винторезном станке обычно производится в несколько подходов, первичные параметры желательно сохранять до полного завершения операции. Даже если будет выдержан шаг по линии нанесения резьбы, останется риск нарушения позиций начала и окончания участков деформации, которые могут не совпасть между собой. Эти нюансы важно иметь в виду еще до начала работы.
Как нарезать резьбу метчиком — пошаговая инструкция
Нарезаем резьбу метчиком
Содержание
Самый элементарный и часто встречающийся вариант скрепления деталей – резьбовое соединение. Казалось бы, что сделать его самостоятельно не составит никакого труда. На самом деле, правильно нарезать резьбу метчиком требует соблюдения многих правил, в противном случае качественного соединения в последующем не получится, а то и вовсе резьба не удастся или придет в негодность используемый инструмент.
Подбор инструмента
Некачественное орудие труда – некачественная работа. Использование старых затупившихся или проржавевших метчиков или плашек чревато изломом их в процессе работы и плохой резьбой на детали. Помимо уже давно непригодных инструментов нужно избегать и тех, что непригодны с самого начала. К ним относятся все дешевые варианты неизвестного происхождения.
Помимо качества важен также их размер, а именно соотношение размеров используемого сверла и отверстия для него. Высчитать необходимые параметры можно благодаря формуле, но для облегчения этого процесса приведены примеры с точным соотношением:
- метрическая резьба М2 – диаметр сверла (метчика) 1,6 мм;
- м. р. М2,5 – д. с. 2,2 мм;
- м. р. М3 – д. с. 2,5 мм;
- м. р. М4 – д. с. 3,3 мм;
- м. р. М5 – д. с. 4,2 мм;
- м. р. М6 – д. с. 5 мм;
- м. р. М8 – д. с. 6,7 мм;
- м. р. М10 – д. с. 8,3 мм.
Смазка деталей
Этот момент очень важен, ведь благодаря нему используемый инструмент прослужит в разы дольше. Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
- сталь, латунь – льняное масло;
- алюминий – керосин;
- медь – скипидар;
- бронза, чугун – без использования СОЖ (смазочно-охлаждающая жидкость).
В качестве смазки не рекомендуется использовать минеральные либо машинные масла. Их состав не позволяет мягко скользить поверхности метчика или плашки, поэтому резьба получится с шероховатостями.
Как нарезать резьбу сметчиком — нарезка внутренней резьбы
О главных нюансах уже сказано, теперь можно перейти непосредственно к тому, как нарезать резьбу метчиком или плашкой. Пошагово этот процесс выглядит следующим образом:
Зажимаем в тисках обрабатываемую деталь.
Просверливаем отверстие под дальнейшую нарезку внутренней резьбы.
При помощи сверла, диаметр которого на несколько миллиметров больше планируемой резьбы, наносим фаску на край отверстия. Она необходима для более легкого вхождения метчика, а также для облегчения процесса ввинчивания винта в готовое изделие.
Вставляем в вороток (устройство для крепежа метчиков и плашек) черновой метчик.
Наносим на режущую часть смазку.
Вставляем в отверстие метчик и делаем три оборота.
После первых трех оборотов, делаем один оборот в обратную сторону. Таким образом, мы ломаем получающуюся в процессе нарезки стружку и она не будет мешать качественному и ровному нанесению резьбы.
Если отверстие в детали сквозное, необходимо сделать так, чтобы передняя часть метчика вышла полностью с обратной стороны. Не сделав этого, мы рискуем получить незаконченную резьбу.
Слом режущей части метчика в глухом отверстии
Если конец обломившейся детали полностью «утоплен» в отверстии, достать его будет очень сложно. Но поднабравшись терпения этого сделать все-таки реально. Вам потребуется парафин, продолговатая и тонкая деревянная палочка, азотная кислота. Парафином смазываем обрабатываемую деталь (защищаем от воздействия кислоты). Конец палочки смачиваем кислотой, просовываем его в отверстие и смазываем режущие кромки метрика.
Необходимо продолжать процедуру до тех пор, как края начнут расплавляться. После этого обломок либо выбивают молотком с обратной стороны детали, либо выковыривают пинцетом.
Как нарезать резьбу метчиком — нарезка внешней резьбы
Взяв необходимую деталь, зажимаем ее в тиски. С одной стороны напильником делаем небольшую фаску, смазываем эту сторону маслом, керосином или скипидаром (в зависимости от материала).
В плашкодержатель вставляем и фиксируем плашку. Приставляем плашку к нужному концу трубы и в нужном нам направлении медленно вращаем одной рукой, второй рукой обязательно прижимаем верх плашки к трубе.
Когда плашка прочно села на трубу, проверьте ее перпендикулярность трубе, возьмитесь за плашкодержатель обеими руками и сделайте 3-4 оборота вперед, а потом пол оборота назад.
При нарезке внешней резьбы есть один нюанс, во время последних витков не делайте вращение назад, это позволит гайке прочно зафиксироваться на трубе.
Обратите внимание, свеженарезанную резьбу не стоит трогать голыми руками, на ней могут быть очень острые заусеницы и есть большая вероятность пореза.
Информация на заметку: Клупп для нарезки резьбы , Как крепить анкерный болт
Нарезание резьбы плашкой
Смотрите это видео на YouTube
Виды метчиков по способу использования и типу резьбы
Содержание
- Что такое метчики
- Виды метчиков по типу использования
- Виды метчиков по типу резьбы
- Виды метчиков по типу канавок
- Купить метчики
Метчики – это металлорежущий инструмент для нарезания внутренней резьбы в глухих и сквозных отверстиях ручным или машинным способом. Метчиками нарезают различные виды резьбы – метрическая, дюймовая, коническая, трапецеидальная и т. д.
Метчики изготавливают из быстрорежущей стали различных марок: HSS (Р6М5), HSS-G, HSSE, HSS-Co (Р6М5К5).
Наши метчики делаются на самых передовых технологиях с применением только надежных материалов и полностью соотвествуют ГОСТ 3266-81.
Виды метчиков по способу использования
- Ручные метчики – как правило используются в слесарных работах. Помимо одного метчика, выпускаются 2-х и 3-х комплектные, которые используются последовательно один за другим – черновой, основной, чистовой. Номер метчика определяется по числу кольцевых рисок на хвостовике.
- Машинно-ручные метчики – являются наиболее универсальными и могут использоваться как для машинного применения, так и для ручного использования. Для нарезания резьбы в сквозных отверстиях используются метчики с шестью нитками на основании рабочей части, для глухих отверстий – с тремя нитками. Их изготавливают из быстрорежущих сталей HSS, HSS-E которые имеет повышенную твердость, стойкость к нагреванию и высоким нагрузкам.
- Машинные метчики – используются исключительно для установки в резьбонарезной патрон станка, отличаются винтовыми и укороченными канавками. В отличие от ручных метчиков, где используется комплект из 2шт. или 3 шт., машинными метчиками можно нарезать резьбу за один проход. Для изготовления метчиков используется высокопроизводительная инструментальная сталь (HSS, HSSE, HSS-Co), обладающая устойчивостью к повышенным температурам и механическим нагрузкам, с пределом прочности до 1000 Н/мм². Также такие метчики изготавливаются из твердых сплавов, они применяются для нарезания резьбы в жаропрочных сталях с повышенной твердостью.


Метчики по типу резьбы
Метрические метчики
предназначены для нарезания внутренней метрической резьбы с различным шагом, в сквозных и глухих отверстиях. Обозначаются такие метчики буквенным обозначением «M» и измеряются в миллиметрах, числа после него обозначают диаметр и шаг резьбы М6 х 1.0. Размер угла резьбы метрических метчиков равен 60°.
Все виды метрических метчиков
Дюймовые метчики
специализированный инструмент для нарезания резьбы в дюймовых стандартах UNC (унифицированная с крупным с шагом), UNF (унифицированная с мелким шагом), UNEF (особо мелкая резьба). Данные метчики изготавливаются по американскому стандарту, часто встречаются на зарубежном оборудовании. Диаметр метчика обозначается в дюймах, шаг — означает число витков на один дюйм. Имеет такой же угол резьбы 60° как и у метрических метчиков, но между собой они не совместимы.
Все виды дюймовых метчиков
Гаечные метчики
разновидность метчиков, которые предназначены исключительно для нарезки резьбы на гайках. Имеют длинную хвостовую часть, которая служит для нанизывания гаек. Как только будет нарезана резьба в определенном количестве гаек, метчик извлекается из патрона станка для извлечения всей серии готовых деталей.
Имеют длинную хвостовую часть, которая служит для нанизывания гаек. Как только будет нарезана резьба в определенном количестве гаек, метчик извлекается из патрона станка для извлечения всей серии готовых деталей.
Все виды гаечных метчиков
Трубные метчики
маркируются буквой G, применяются для нарезания трубной резьбы в глухих и сквозных отверстиях в диапазоне от 1/8 до 2 дюймов. Производятся в ручном и машинно-ручном исполнении, подходят для нарезания резьбы в системах водоснабжения, гидравлики, двигателях, в изделиях из легированной стали и цветных металлов. Угол резьбы у трубного метчика составляет 55°.
Все виды трубных метчиков
Конические метчики
предназначены для нарезания конической резьбы, имеют маркировку К (конические метрические) и Rc (конические трубные). Отличаются от других метчиков удлиненной заборной начальной резьбой постепенно переходящей в полную резьбу. Применяются для резьбовых соединений водяных, топливных, масляных, воздушных трубопроводов машин и станков.
Все виды конических метчиков
Шахматные метчики
благодаря такому расположению зубьев (через зуб) уменьшается контакт рабочей части метчика с обрабатываемой поверхностью, снижается сила трения и предотвращается заклинивание витков в процессе нарезания резьбы. Именно эти свойства метчика позволяют использовать их для нарезания резьбы в вязких сплавах: алюминии, титан, нержавеющая сталь.
Все виды метчиков-раскатников
Метчики-раскатники
главное отличие таких метчиков, что резьба получается методом деформации материала (накатывания) без образования стружки. Раскатники как правило используют для получения резьбы в цветных металлах и мягких сталях (медь, алюминий, латунь, сплавы из бронзы и свинца, низкоуглеродистая сталь). Резьба получаемая таким методом получается более плотная и прочная, так как материал в месте накатывания уплотняется, становится более твердым и износоустойчивым. Производительность метчиков в 1,5 раза выше, по сравнению с традиционным методом с образованием стружки. Но технология требует обязательного использования смазочных технологических жидкостей и достаточно мощного оборудования.
Но технология требует обязательного использования смазочных технологических жидкостей и достаточно мощного оборудования.
Все виды метчиков-раскатников
Типы канавок у метчиков
Для эффективного отвода стружки метчики имеют так называемые канавки, которые влияют на эффективность резания, предупреждают налипание и заклинивание стружки и бывают различной формы. В ручных метчиках канавка, как правило, канавка прямая. В машинно-ручных и машинных метчиках профиль и угол канавки может быть разной формы. Все виды метчиков могут быть как с правой резьбой (RH) так и левой (LH).
- Метчик с прямой канавкой – является самым универсальным и недорогим, чаще применяется для нарезания резьбы небольшой глубины в стали и чугуне, так стружка накапливается внутри канавок. Метчики этой категории используются для нарезания сквозных и глухих отверстий дюймовой и метрической резьбы, а также ими можно нарезать трубную и коническую резьбу. Бывают различных типов с удлиненной заборной частью и короткой, которая применяется для нарезания резьбы в цветных металлах. По форме заборной части различают: Форма A 6 – 8 витков ), C (2 – 3 витка), D (3,5 – 5 витка, E (1,5 – 2 витка).
- Метчик с прямой канавкой и подточкой – или его еще называют «со стружколомом», Используется в основном для нарезания резьбы в сквозных отверстиях. Благодаря подточке стружка ломается и отправляется вперед в сторону отверстия, СОЖ при этом легко добраться до режущих кромок. Также подточка обеспечивает позитивный передний угол для всех зубьев и способствует снижению усилия в заборной части метчика, которая как правило имеет форму В (3,5-5 витков).
- Метчики со спиральной канавкой – данный вид метчика специально разработан для глухих отверстий, однако может использоваться и для сквозных. Благодаря спиральным канавкам стружка отводится вверх, что очень удобно при нарезании глухой резьбы. Также такие метчики очень хорошо зарекомендовали себя по вязким материалам, такие как нержавеющая сталь, так как имеют достаточно узкую режущую часть и широкие канавки. Угол спирали может быть различным: 15° для сталей высокой прочности и материалов образующих длинную спиральную стружку; 22° для обработки титана и сплавов никеля; 35-40° для обработки материалов с высокой твердостью и жаропрочных сталей. Заборная часть спиральных метчиков имеет форму C (2-3 витка) и D (3,5-5 витков).
 Бывают различных типов с удлиненной заборной частью и короткой, которая применяется для нарезания резьбы в цветных металлах. По форме заборной части различают: Форма A 6 – 8 витков ), C (2 – 3 витка), D (3,5 – 5 витка, E (1,5 – 2 витка).
Бывают различных типов с удлиненной заборной частью и короткой, которая применяется для нарезания резьбы в цветных металлах. По форме заборной части различают: Форма A 6 – 8 витков ), C (2 – 3 витка), D (3,5 – 5 витка, E (1,5 – 2 витка). Угол спирали может быть различным: 15° для сталей высокой прочности и материалов образующих длинную спиральную стружку; 22° для обработки титана и сплавов никеля; 35-40° для обработки материалов с высокой твердостью и жаропрочных сталей. Заборная часть спиральных метчиков имеет форму C (2-3 витка) и D (3,5-5 витков).
Угол спирали может быть различным: 15° для сталей высокой прочности и материалов образующих длинную спиральную стружку; 22° для обработки титана и сплавов никеля; 35-40° для обработки материалов с высокой твердостью и жаропрочных сталей. Заборная часть спиральных метчиков имеет форму C (2-3 витка) и D (3,5-5 витков).В нашем каталоге вы найдете метчики всех типов и многое другое к ним. А так же много полезной дополнительной информации.
Хохлов Денис
Автор блога и эксперт в металлорежущем инструменте
Метчики OSG (Япония)
Современный высокопроизводительный
металлорежущий инструмент и станочная оснастка
Купить метчики машинно-ручные из быстрорежущей стали
Метчики A-SFT для глухих отверстий
Общего применения (основной вариант). Данные метчики предназначены для нарезания резьбы в широком диапазоне обрабатываемых материалов. Стандарты нарезаемой резьбы: М, U. Подробнее…
Стандарты нарезаемой резьбы: М, U. Подробнее…
Метчики удлинённые A-LT-SFT для глухих отверстий
Общего применения (основной вариант). Данные удлинённые метчики предназначены для нарезания резьбы в широком диапазоне обрабатываемых материалов. Стандарты нарезаемой резьбы: М. Подробнее…
Метчики A-POT для сквозных отверстий
Общего применения (основной вариант). Данные метчики предназначены для нарезания резьбы в широком диапазоне обрабатываемых материалов. Стандарты нарезаемой резьбы: М, U. Подробнее…
Метчики удлинённые A-LT-POT для сквозных отверстий
Общего применения (основной вариант). Данные удлинённые метчики предназначены для нарезания резьбы в широком диапазоне обрабатываемых материалов. Стандарты нарезаемой резьбы: М. Подробнее…
Метчики EX-SFT для глухих отверстий
Общего применения (экономичный вариант). Данные метчики предназначены для нарезания резьбы в широком диапазоне обрабатываемых материалов. Стандарты нарезаемой резьбы: М, U, W, SM. Подробнее…
Подробнее…
Метчики удлинённые EX-LT-SFT для глухих отверстий
Общего применения (экономичный вариант). Данные удлинённые метчики предназначены для нарезания резьбы в широком диапазоне обрабатываемых материалов. Стандарты нарезаемой резьбы: М, W. Подробнее…
Метчики EX-POT для сквозных отверстий
Общего применения (экономичный вариант). Данные метчики предназначены для нарезания резьбы в широком диапазоне обрабатываемых материалов. Стандарты нарезаемой резьбы: М, U, W, SM. Подробнее…
Метчики удлинённые EX-LT-POT для сквозных отверстий
Общего применения (экономичный вариант). Данные удлинённые метчики предназначены для нарезания резьбы в широком диапазоне обрабатываемых материалов. Стандарты нарезаемой резьбы: М, W. Подробнее…
Метчики MS-DH-SFT для глухих отверстий
Данные метчики предназначены для нарезания резьбы в литейных сталях (основной вариант), низкоуглеродистых сталях (основной вариант), легированных сталях, пластиках, а также в глубоких отверстиях. Стандарты нарезаемой резьбы: М, U. Подробнее…
Стандарты нарезаемой резьбы: М, U. Подробнее…
Метчики удлинённые LT-MS-DH-SFT для глухих отверстий
Данные удлинённые метчики предназначены для нарезания резьбы в литейных сталях (основной вариант), низкоуглеродистых сталях (основной вариант), легированных сталях, пластиках, а также в глубоких отверстиях. Стандарты нарезаемой резьбы: М. Подробнее…
Метчики EX-DH-POT для сквозных отверстий
Данные метчики предназначены для нарезания резьбы в низкоуглеродистых сталях (основной вариант), среднеуглеродистых сталях (основной вариант), литейных сталях, легированных сталях, пластиках, а также в глубоких отверстиях. Стандарты нарезаемой резьбы: М, U. Подробнее…
Метчики удлинённые EX-LT-DH-POT для сквозных отверстий
Данные метчики предназначены для нарезания резьбы в низкоуглеродистых сталях (основной вариант), среднеуглеродистых сталях (основной вариант), литейных сталях, легированных сталях, пластиках, а также в глубоких отверстиях. Стандарты нарезаемой резьбы: М. Подробнее…
Подробнее…
Метчики EX-SS-POT для сквозных отверстий
Данные метчики предназначены для нарезания резьбы в листовых сталях (основной вариант), низколегированных сталях (основной вариант), нержавеющих сталях и меди. Стандарты нарезаемой резьбы: М. Подробнее…
Метчики EX-SUS-SFT для глухих отверстий
Данные метчики предназначены для нарезания резьбы в нержавеющих сталях (основной вариант), меди (основной вариант) и пластиках (основной вариант). Стандарты нарезаемой резьбы: М, U, W. Подробнее…
Метчики удлинённые EX-LT-SUS-SFT для глухих отверстий
Данные удлинённые метчики предназначены для нарезания резьбы в нержавеющих сталях (основной вариант), меди (основной вариант) и пластиках (основной вариант). Стандарты нарезаемой резьбы: М. Подробнее…
Метчики EX-SUS-POT для сквозных отверстий
Данные метчики предназначены для нарезания резьбы в нержавеющих сталях (основной вариант), меди (основной вариант) и пластиках (основной вариант). Стандарты нарезаемой резьбы: М, U, W. Подробнее…
Стандарты нарезаемой резьбы: М, U, W. Подробнее…
Метчики удлинённые EX-LT-SUS-POT для сквозных отверстий
Данные удлинённые метчики предназначены для нарезания резьбы в нержавеющих сталях (основной вариант), меди (основной вариант) и пластиках (основной вариант). Стандарты нарезаемой резьбы: М. Подробнее…
Метчики VP-SFT для глухих отверстий
Данные метчики являются лучшим выбором для нарезания резьбы в подкалённых материалах твёрдостью 35HRC-42HRC (основной вариант), высокоуглеродистой стали (основной вариант), легированной стали (основной вариант), инструментальной стали (основной вариант), ковком чугуне, алюминиевых сплавах. Стандарты нарезаемой резьбы: М. Подробнее…
Метчики удлинённые OIL-SFT с внутренним подводом СОЖ для глухих отверстий
Данные удлинённые метчики имеют осевой канал для внутреннего подвода СОЖ и предназначены для нарезания резьбы в глубоких отверстиях и на горизонтально-фрезерных обрабатывающих центрах в низкоуглеродистых сталях (основной вариант), среднеуглеродистых сталях (основной вариант), легированных сталях (основной вариант), литейных сталях (основной вариант), ковком чугуне, меди, латуни, бронзе и пластиках. Стандарты нарезаемой резьбы: М. Подробнее…
Стандарты нарезаемой резьбы: М. Подробнее…
Метчики удлинённые OIL-POT с внутренним подводом СОЖ для сквозных отверстий
Данные удлинённые метчики имеют осевой канал для внутреннего подвода СОЖ и предназначены для нарезания резьбы в глубоких отверстиях и на горизонтально-фрезерных обрабатывающих центрах в низкоуглеродистых сталях (основной вариант), среднеуглеродистых сталях (основной вариант), легированных сталях (основной вариант), литейных сталях (основной вариант), ковком чугуне, меди, латуни, бронзе и пластиках. Стандарты нарезаемой резьбы: М. Подробнее…
Метчики V-TI-SFT для глухих отверстий
Данные метчики предназначены для нарезания резьбы в титановых сплавах (основной вариант), в подкалённых материалах твёрдостью 35HRC-45HRC. Стандарты нарезаемой резьбы: М, U. Подробнее…
Метчики V-TI-POT для сквозных отверстий
Данные метчики предназначены для нарезания резьбы в титановых сплавах (основной вариант), в подкалённых материалах твёрдостью 35HRC-45HRC. Стандарты нарезаемой резьбы: М, U. Подробнее…
Стандарты нарезаемой резьбы: М, U. Подробнее…
Метчики NI-SFT для глухих отверстий
Данные метчики предназначены для нарезания резьбы в никелевых сплавах (основной вариант), в подкалённых материалах твёрдостью 35HRC-45HRC. Стандарты нарезаемой резьбы: М, U. Подробнее…
Метчики NI-POT для сквозных отверстий
Данные метчики предназначены для нарезания резьбы в никелевых сплавах (основной вариант), в подкалённых материалах твёрдостью 35HRC-45HRC. Стандарты нарезаемой резьбы: М, U. Подробнее…
Метчики EX-AL-SFT для глухих отверстий
Данные метчики предназначены для нарезания резьбы в алюминии и алюминиевых сплавах (основной вариант), магниевых сплавах и пластиках. Стандарты нарезаемой резьбы: М. Подробнее…
Метчики CU-SFT для глухих отверстий
Данные метчики предназначены для нарезания резьбы в меди (основной вариант), латуни, алюминиевых сплавах и пластиках. Стандарты нарезаемой резьбы: М. Подробнее…
Метчики CU-POT для сквозных отверстий
Данные метчики предназначены для нарезания резьбы в меди (основной вариант), латуни, алюминиевых сплавах и пластиках. Стандарты нарезаемой резьбы: М. Подробнее…
Стандарты нарезаемой резьбы: М. Подробнее…
Купить метчики-раскатники из быстрорежущей стали
Метчики-раскатники S-XPF
Общего применения (основной вариант). Данные метчики-раскатники предназначены для раскатывания резьбы в широком диапазоне обрабатываемых материалов. Стандарты раскатываемой резьбы: М. Подробнее…
Метчики-раскатники удлинённые LT-S-XPF
Общего применения (основной вариант). Данные удлинённые метчики-раскатники предназначены для раскатывания резьбы в широком диапазоне обрабатываемых материалов. Стандарты раскатываемой резьбы: М. Подробнее…
Метчики-раскатники OIL-S-XPF с внутренним подводом СОЖ
Общего применения (основной вариант). Данные метчики-раскатники имеют осевой канал для внутреннего подвода СОЖ и предназначены для раскатывания резьбы в широком диапазоне обрабатываемых материалов. Стандарты раскатываемой резьбы: М. Подробнее…
Метчики-раскатники V-SS-NRT
Данные метчики-раскатники предназначены для раскатывания резьбы в листовых сталях (основной вариант), низколегированных сталях (основной вариант), нержавеющих сталях (основной вариант), меди (основной вариант), латуни (основной вариант), алюминии и алюминиевых сплавах (основной вариант), среднеуглеродистых и высокоуглеродистых сталях, легированных сталях, цинковых сплавах. Стандарты раскатываемой резьбы: М. Подробнее…
Стандарты раскатываемой резьбы: М. Подробнее…
Метчики-раскатники B-NRT
Данные метчики-раскатники предназначены для раскатывания резьбы в алюминии и алюминиевых сплавах (основной вариант), цинковых сплавах (основной вариант), меди, латуни и бронзе. Стандарты раскатываемой резьбы: М, U. Подробнее…
Метчики-раскатники CU-NRT
Чтобы купить метчики, крайне желательно сначала разобраться во всех технических характеристиках метчиков, подобрать качественную оснастку для процесса резьбонарезания (в которую устанавливается сам метчик) и выявить особенности чертежа детали, в которой нужно нарезать этим метчиком резьбу. Обычно метчики конструируются для нарезания резьбы в конкретном материале. Исходя из этого, проектируются заданные
специальные параметры и особенности метчика. Но на данный момент для многих современных металлообрабатывающих производств, находящихся в условиях постоянно меняющихся новых заказов, более приемлемыми являются универсальные метчики, которые подходят для обработки многих различных материалов. Конструкция современных метчиков обычно направлена на универсальность их использования. Кроме заданного покрытия и материала самого метчика, они ещё обладают универсальной геометрией. Чаще всего метчики принципиально разделяют на два класса: метчики для нарезания резьбы в глухих отверстиях и метчики для нарезания резьбы в сквозных отверстиях. Поэтому, когда нужно
Но на данный момент для многих современных металлообрабатывающих производств, находящихся в условиях постоянно меняющихся новых заказов, более приемлемыми являются универсальные метчики, которые подходят для обработки многих различных материалов. Конструкция современных метчиков обычно направлена на универсальность их использования. Кроме заданного покрытия и материала самого метчика, они ещё обладают универсальной геометрией. Чаще всего метчики принципиально разделяют на два класса: метчики для нарезания резьбы в глухих отверстиях и метчики для нарезания резьбы в сквозных отверстиях. Поэтому, когда нужно
 Т.к. в глухих отверстиях резьба приближена ко дну самого отверстия, то передняя часть метчика имеет малое количество заходных витков, чтобы можно было нарезать резьбу максимально близко ко дну отверстия. У резьбы в сквозном отверстии таких ограничений нет, поэтому конструкция метчика имеет большее количество заходных витков. Увеличение количества заходных витков приводит к более плавному врезанию метчика в материал заготовки, а, соответственно, и уменьшению нагрузки на передние режущие зубья, что значительно уменьшает силу резания и увеличивает стойкость метчика. Обычно количество заходных витков на метчике для сквозных отверстий больше в два раза количества заходных витков на метчике для глухих отверстий. Более того, при нарезании резьбы метчиком в глухом отверстии стружка, которая поднимается вверх по спиральной стружечной канавке метчика может опять попасть под режущую кромку зубьев метчика, чем увеличивает вероятность поломки зубьев или даже поломки самого метчика. Геометрия режущей части у метчиков для сквозных отверстий обычно сконструирована так, чтобы получать короткую стружку, которая будет сама легко проваливаться вниз из отверстия по прямым стружечным канавкам метчика.
Т.к. в глухих отверстиях резьба приближена ко дну самого отверстия, то передняя часть метчика имеет малое количество заходных витков, чтобы можно было нарезать резьбу максимально близко ко дну отверстия. У резьбы в сквозном отверстии таких ограничений нет, поэтому конструкция метчика имеет большее количество заходных витков. Увеличение количества заходных витков приводит к более плавному врезанию метчика в материал заготовки, а, соответственно, и уменьшению нагрузки на передние режущие зубья, что значительно уменьшает силу резания и увеличивает стойкость метчика. Обычно количество заходных витков на метчике для сквозных отверстий больше в два раза количества заходных витков на метчике для глухих отверстий. Более того, при нарезании резьбы метчиком в глухом отверстии стружка, которая поднимается вверх по спиральной стружечной канавке метчика может опять попасть под режущую кромку зубьев метчика, чем увеличивает вероятность поломки зубьев или даже поломки самого метчика. Геометрия режущей части у метчиков для сквозных отверстий обычно сконструирована так, чтобы получать короткую стружку, которая будет сама легко проваливаться вниз из отверстия по прямым стружечным канавкам метчика.
Различные типы резьбовых метчиков — подробное руководство
Существует множество различных типов метчиков, которые можно использовать для нарезания внутренней резьбы в металле, но знаете ли вы, как выбрать эти разные типы метчиков для разных применений? А что еще поможет выбрать подходящий метчик для работы нарезки? Эта статья однозначно поможет вам ответить на следующие вопросы:
- Что такое метчик с резьбой?
- Какие бывают типы резьбовых метчиков?
- 1, Метчики с прямой канавкой
- 2, Метчики со спиральной канавкой
- 3, Спиральные метчики
- 4, формирование метчиков
- Материалы Thread Tap
- 1, метчики HSS
- 2, карбидные метчики
- 3. Метчики из карбида в сравнении с метчиками из быстрорежущей стали
- Размер метчика резьбы
- Таблица допусков метчиков резьбы
- Покрытия для резьбовых метчиков
- Как правильно обслуживать метчики с резьбой?
 Метчики из карбида в сравнении с метчиками из быстрорежущей стали
Метчики из карбида в сравнении с метчиками из быстрорежущей сталиОпределение метчика резьбы:
Метчик — это нарезной инструмент для обработки внутренней резьбы с канавками в осевом направлении. Также называется метчиком. Метчики резьбы используются для нарезания резьбы по металлу различной средней и малой внутренней резьбы.
Большинство метчиков с резьбой изготавливаются из быстрорежущей стали или карбида и используются для обработки различных металлов. Инструменты для нарезания резьбы имеют простую конструкцию и удобны в использовании, им можно управлять вручную или на машинный метчик.
Для изготовления внутренней резьбы малого диаметра метчик является практически единственным обрабатывающим инструментом.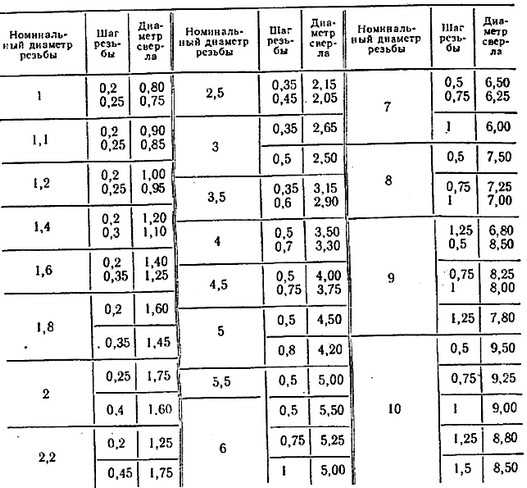
Нарезание резьбы по металлу — это относительно сложный процесс обработки, поскольку метчик почти утоплен в заготовке для нарезания. Его обрабатывающая нагрузка на зуб более значительна, чем у других инструментов. Поверхность контакта метчика с заготовкой по резьбе огромна. При нарезании резьбы она должна содержать и исключать стружку. Поэтому можно сказать, что кран работает в очень суровых условиях.
Какие бывают типы резьбовых метчиков?По другому драйву: метчики ручные и машинные.
- Метчики машинные обычно относятся к метчикам из быстрорежущей стали с высокой точностью изготовления. Метчики подходят для нарезания резьбы на станках;
- Ручные метчики относятся к метчикам для накатки (или резцов) из углеродистой инструментальной стали или легированной инструментальной стали, подходящим для ручного нарезания резьбы.
По способу обработки: метчики для нарезания резьбы и метчики для формования.
По потокам, которые будут обрабатываться: метчики с метрической резьбой, метчики с метрической мелкой резьбой и метчики с трубной резьбой.
По форме он делится на метчики с прямой канавкой, метчики со спиральными канавкамии метчики спиральные.
По стандартам: Метчики DIN, ISO, JIS и ANSI.
По материалам: обычные метчики из быстрорежущей стали, кобальтовые и твердосплавные метчики.
В этой статье, Хейго более подробно расскажет о следующих типах метчиков с резьбой: метчики с прямой канавкой, метчики со спиральной канавкой, метчики со спиральным концом и метчики для формования.
1, Метчики с прямой канавкойМетчики с прямой канавкой являются наиболее часто используемым типом метчиков. Прямые метчики изготавливаются из материалов высокой твердости, таких как быстрорежущая сталь и твердый сплав. Метчики с прямой канавкой могут иметь 2, 4 или 6 зубьев в режущем конусе. Скорость резания ниже. Метчик с длинным хвостовиком и прямой канавкой используется для сквозных отверстий, а метчик с прямым хвостовиком — для глухих отверстий.
Преимущество метчиков с прямой канавкой:
- Метчиками с прямой канавкой легко нарезать металлическую резьбу, но они имеют немного меньшую точность и большую производительность.
- Метчики с прямой канавкой широко используются в обрабатывающей промышленности благодаря удобству обработки, низкой цене и надежной универсальности.
Недостатки метчиков с прямой канавкой:
Сильная универсальность означает слабую актуальность. Поэтому метчики с прямыми канавками не подходят для нарезания резьбы по пластиковым материалам с высокой пластичностью (например, нержавеющей стали, титановым сплавам и т. Д.). Важно отметить, что это не рекомендуется, когда глубина резьбы такого материала превышает диаметр в два раза.
Метчики с прямой канавкой Применение:
- Метчики с прямой канавкой широко используются для нарезания внутренней резьбы обычных токарных, сверлильных и нарезных станков.
- Метчик с прямой канавкой обладает максимальной универсальностью и максимальной жесткостью. Следовательно, метчики с прямой канавкой обычно предпочтительны при нарезании резьбы по металлу с более высокой твердостью (например, для нарезания резьбы из закаленной стали выше 40HRC) и частиц порошка (например, для нарезания резьбы чугуна и литого алюминия).
- Независимо от сквозного или глухого отверстия, можно обрабатывать металл и неметалл, стандартную сталь и различные цветные металлы.
 Следовательно, метчики с прямой канавкой обычно предпочтительны при нарезании резьбы по металлу с более высокой твердостью (например, для нарезания резьбы из закаленной стали выше 40HRC) и частиц порошка (например, для нарезания резьбы чугуна и литого алюминия).
Следовательно, метчики с прямой канавкой обычно предпочтительны при нарезании резьбы по металлу с более высокой твердостью (например, для нарезания резьбы из закаленной стали выше 40HRC) и частиц порошка (например, для нарезания резьбы чугуна и литого алюминия).Метчики для прямой флейты Heygo
2, метчики со спиральной канавкойМетчики со спиральной канавкой в основном используются для сверления глухих отверстий в CNC-обработка центры. Метчики со спиральной канавкой подразделяются на метчики со спиральной канавкой слева, а метчики с правой спиральной канавкой в основном разработаны для нарезания резьбы с глубокими отверстиями. Под «глубоким отверстием» здесь понимается резьбовое отверстие с отношением глубины к диаметру> 2. В зависимости от условий работы используются разные углы спирали. Обычные — 15 ° и 42 ° правые.
Обычные — 15 ° и 42 ° правые.
Преимущества метчиков со спиральной канавкой:
- Длительный срок службы: По сравнению с обычными метчиками с прямыми канавками срок службы метчиков со спиральными канавками может быть увеличен на 30% ~ 50%, а у некоторых — до 2 раз. Это связано с тем, что стружка быстро выводится вместе с метчиком спиральной канавки во время нарезания резьбы и не блокируется в канавке и не выводится. Существует несколько явлений выкрашивания и поломки, что увеличивает срок службы.
- Высокая эффективность и низкая стоимость: Для нарезания металлической резьбы в труднообрабатываемых материалах, таких как нарезание глухих отверстий и нарезание резьбы в нержавеющей стали, конструкционной легированной стали и различных цветных металлах, с помощью метчиков со спиральными канавками, необходимо использовать только один метчик для обработки, и не нужно использовать сгруппированные отводы для обработки.
- При нарезании внутренней резьбы нет необходимости многократно продвигать и отводить метчик для удаления стружки, что повышает эффективность нарезания резьбы и экономит материалы из быстрорежущей стали, используемые для изготовления метчиков, а также снижает стоимость.
- Соответствующие условия охлаждения и смазки: Поскольку металлическая стружка может автоматически удаляться вместе со спиральной канавкой, ее нелегко заблокировать, потребности в охлаждении и смазке во время резки улучшаются, а тепловыделение режущей части метчика снижается. Это также увеличивает срок службы крана.
- Гладкая резка, легко застегивается, низкая шероховатость
- Малый крутящий момент: Благодаря плавному удалению стружки стружка не блокируется в узкой канавке для стружки, а наличие угла наклона спирали увеличивает фактическую работу.
- Угол, поэтому крутящий момент небольшой, обычно примерно на 30% меньше, чем у метчика с прямой канавкой.

Недостатки метчиков со спиральной канавкой:
Метчики со спиральной канавкой не подходят для нарезания крупногабаритной резьбы. При нарезании резьбы большого размера, особенно материалов с высокой прочностью на разрыв, крутящий момент, необходимый для использования метчиков со спиральной канавкой, будет огромным. Такой огромный крутящий момент может легко привести к разрушению или даже поломке крана. Поэтому обычно используемые метчики со спиральной канавкой находятся в диапазоне от M3 до M36.
Такой огромный крутящий момент может легко привести к разрушению или даже поломке крана. Поэтому обычно используемые метчики со спиральной канавкой находятся в диапазоне от M3 до M36.
Применение метчиков со спиральной канавкой:
- Вообще говоря, метчики со спиральными канавками — это почти лучший выбор для нарезания резьбы глухих отверстий в гибких и пластичных материалах с длинной стружкой (например, нарезание резьбы в нержавеющей стали). Основное внимание здесь уделяется нарезанию резьбы малого и среднего размера (≤M36).
- Метчики со спиральной канавкой больше подходят для обработки резьбы без сквозных отверстий (также называемой глухими отверстиями), а стружка во время обработки выводится вверх. Фактический передний угол резания метчика будет увеличиваться по мере увеличения угла наклона спирали из-за угла наклона спирали.
- Опыт подсказывает: для обработки материалов с более высокой твердостью угол наклона спирали должен быть меньше, обычно около 30 градусов, чтобы обеспечить жесткость и продлить срок службы метчика.
- Для обработки цветных металлов, таких как медь, алюминий, магний и цинк, которые являются не очень твердыми материалами, угол наклона спирали должен быть более широким, около 45 градусов, а резка более острой, подходящее удаление стружки.

Метчики Heygo со спиральной флейтой
3, метчики со спиральным концомМетчики спиральные также называются концевыми метчиками, характеризующимися открытием клиновидной канавки на головке метчика с прямой канавкой, изменением формы режущего конуса, и стружка выводится вперед нарезкой. Подходит для нарезания резьбы сквозных отверстий и глубокой резьбы.
Преимущества метчиков спирально-точечных:
- Машинные метчики со спиральным острием имеют высокую скорость резания, стандартный размер и четкий рисунок зубьев.
- Метчики со спиральным острием имеют преимущества высокой прочности, длительного срока службы, высокой скорости резания, стандартного размера, четкого рисунка зубьев (отличные зубья) и т. Д.
- Чипсы не так легко спутываются
- Высокая прочность на изгиб
- Хорошая режущая способность
 Д.
Д.Применение спиральных метчиков:
- Эффект нарезания резьбы в цветных металлах, нержавеющей стали и черных металлах идеален, и метчики со спиральным острием следует предпочтительно использовать для резьбы сквозных отверстий.
- При обработке резьбы стружка отводится вперед, и для сквозной резьбы следует предпочтительно использовать метчик с наконечником.
- Чипсы быстро образуют скрученные материалы
Хейго Спиральные метчики
4, формирование метчиковМетчики-формовочные метчики — это разновидность технологии обработки без стружки, в которой для обработки внутренней резьбы используется обработка металлов давлением, называемая метчиками для винтов.
В отличие от трех вышеперечисленных метчиков, метод нарезания резьбы метчиками заключается в выдавливании формы внутренней резьбы забоя за счет пластической деформации самого материала. Следовательно, целевой обрабатывающий материал не может быть слишком твердым.
Следовательно, целевой обрабатывающий материал не может быть слишком твердым.
Преимущество формовочных метчиков:
- Резьба, выдавливаемая формовочным метчиком, имеет гладкую поверхность, хорошую точность, износостойкость, сопротивление разрыву и высокую прочность. Он широко используется в электронной и пластмассовой промышленности.
- Чипы не генерируются, поэтому можно устранить 90% проблем обработки.
- Резьбовые отверстия, обработанные методом экструзионного формования, обладают высокой прочностью на растяжение и сдвиг, а также хорошей шероховатостью обработанной поверхности.
Недостатки метчиков-формовщиков:
Поскольку это экструзионное формование, на верхней части обработанной внутренней резьбы есть мелкие канавки, поэтому он не подходит для видов работ, требующих высокой герметичности.
Применение формовочных метчиков:
- Подходит для обработки материалов с меньшей прочностью, таких как нарезание резьбы из алюминиевого сплава,
- Материалы с правильной пластичностью (алюминиевый сплав, медные детали, низкоуглеродистая и среднеуглеродистая сталь)
- Нарезание глухих и сквозных отверстий
Обычно используемые материалы для метчиков — это различные быстрорежущие стали (HSS) и твердые сплавы.![]() Его твердость варьируется в зависимости от материала: обычная быстрорежущая сталь: 62 ~ 64HRC, кобальтсодержащая быстрорежущая сталь: 67 ~ 68HRC и твердый сплав: 69 ~ 79HRC.
Его твердость варьируется в зависимости от материала: обычная быстрорежущая сталь: 62 ~ 64HRC, кобальтсодержащая быстрорежущая сталь: 67 ~ 68HRC и твердый сплав: 69 ~ 79HRC.
Подобно твердосплавным инструментам, постепенно заменяющим инструменты из быстрорежущей стали при токарной обработке с ЧПУ, твердосплавные метчики также начали все больше использоваться для обработки резьбовых отверстий.
По сравнению с метчиками из быстрорежущей стали твердосплавные метчики имеют более высокую твердость и большую хрупкость. Для нарезания резьбы используйте твердосплавные метчики. Проблема с удалением стружки. Тем не менее, метчики из цементированного карбида очень полезны для нарезания резьбы в чугуне и материалах из алюминиевых сплавов, и основной формой повреждения метчиков является механический износ.
В автомобильной промышленности многие детали из чугуна и алюминиевых сплавов, твердосплавные метчики используются для увеличения срока службы инструмента. При обработке деталей из этих материалов твердосплавные метчики имеют более длительный срок службы, чем метчики из быстрорежущей стали, в автомобильной промышленности сокращение времени смены инструмента при проталкивании проволоки является существенным фактором, а длительный срок службы метчиков из твердосплавной проволоки минимизирует время смены инструмента.
1, метчики HSS
Быстрорежущая сталь (HSS) — более популярный материал для изготовления метчиков. Хотя метчики из быстрорежущей стали имеют недостатки, связанные с высокой температурой и вибрацией, они все же могут сохранять свою целостность во время нарезания резьбы. Существуют различные виды быстрорежущей стали с разной твердостью.
По разным материалам, обычная быстрорежущая сталь: 62 ~ 64HRC, кобальтсодержащая быстрорежущая сталь: 67 ~ 68HRC, но основные «компоненты» включают высокоуглеродистую инструментальную сталь, вольфрам, хром, ванадий и железо.
Метчик HSS лучше всего подходит для проникновения в относительно мягкие металлы, такие как легированная сталь, чугун, медь, магний
Для нарезания внутренней резьбы в чугуне или других пластичных материалах можно использовать HSS с нитридно-оксидной обработкой, которая помогает предотвратить износ метчика. Другие покрытия, такие как нитрид титана (или нитрид алюминия-титана), также могут повысить долговечность метчика.
Метчики для резьбы Heygo HSS
2, карбидные метчики
Цементированный карбид намного плотнее быстрорежущей стали и обладает высокой сопротивляемостью трению и жаропрочности.
Несмотря на устойчивость к абразивным материалам, твердый карбид, как и другие материалы для метчиков, имеет тенденцию становиться хрупким и не выдерживает вибрации. Поэтому твердосплавные метчики следует использовать только с современным высокоскоростным режущим оборудованием с минимальной вибрацией во время работы.
Твердосплавные метчики могут обрабатывать множество различных материалов, таких как нарезание резьбы из легированной стали, алюминия, латуни, углеродистой стали, чугуна, меди, закаленной стали, инконеля, никеля (и другого твердого сплава), спеченного материала, нержавеющей стали и титана. .
3. Метчики из карбида в сравнении с метчиками из быстрорежущей стали
- Метчик из твердого сплава дороже метчика из быстрорежущей стали,
- Метчики из цементированного карбида обладают сверхпрочностью.
- Острая режущая кромка метчиков из твердого сплава длиннее, чем у метчиков из быстрорежущей стали.
- Использование твердосплавных метчиков означает, что вам понадобится меньше метчиков и меньше времени на замену метчиков.
- Выдерживают гораздо более высокие температуры, чем HSS.
- Он работает с более высокой скоростью резания, чем HSS.
- Обеспечивает более чистые и гладкие края, чем HSS.

Технические характеристики размеров резьбовых метчиков включают метчики с метрической и дюймовой резьбой. Например, метрические метчики M8 * 1.2, где M — код треугольной резьбы, 8 — диаметр метчика, а 1.2 — шаг метчика в мм. Например, для дюймового метчика 5 / 16-18 диаметр метчика составляет 5/16 дюйма, а 18 за ним означает, что в 18 дюйме 1 резьбы.
Вы можете найти больше таблиц размеров резьбовых метчиков:
| Размер крана | Базовый майор диаметр (мм) | Основной основной диаметр (Дюйм) | мм на резьбу | Размер сверла (Мкм) | Размер сверла (Дюйм) |
M1. 6 х 0.35 6 х 0.35 | 1,6мм | .0630 | .35 | 1,25мм | #55 |
| M2 х 0.4 | 2мм | .0787 | .4 | 1,6мм | #52 |
| M2.5 х 0.45 | 2,5мм | .0984 | .45 | 2,05мм | #46 |
| M3 х 0.5 | 3мм | .1181 | .5 | 2,5мм | #39 |
| M3.5 х 0.6 | 3,5мм | .1378 | .6 | 2,9мм | #32 |
| M4 х 0.7 | 4мм | .1575 | .7 | 3,3мм | #30 |
| M5 х 0.8 | 5мм | .1969 | .8 | 4,2мм | #19 |
| M6 х 1 | 6мм | .2362 | 1 | 5мм | #8 |
| M8 х 1.25 | 8мм | .3150 | 1.25 | 6,8мм | H |
| M8 х 1 | 8мм | .3150 | 1 | 7мм | J |
| M10 х 1.5 | 10мм | .3937 | 1.5 | 8,5мм | R |
| M10 х 1.25 | 10мм | .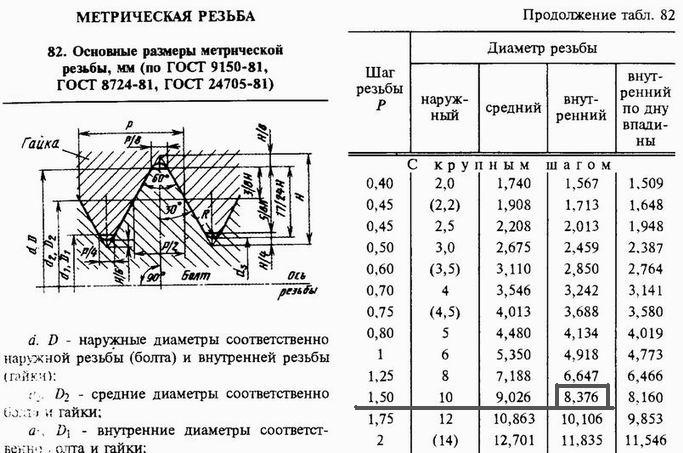 3937 3937 | 1.25 | 8,8мм | 11/32 |
| M12 х 1.75 | 12мм | .4724 | 1.75 | 10,2мм | 13/32 |
| M12 х 1.25 | 12мм | .4724 | 1.25 | 10,8мм | 27/64 |
| M14 х 2 | 14мм | .5512 | 2 | 12мм | 15/32 |
| M14 х 1.5 | 14мм | .5512 | 1.5 | 12,5мм | 1/2 |
| M16 х 2 | 16мм | .6299 | 2 | 14мм | 35/64 |
| M16 х 1.5 | 16мм | .6299 | 1.5 | 14,5мм | 37/64 |
| M18 х 2.5 | 18мм | .7087 | 2.5 | 15,5мм | 39/64 |
| M18 х 1.5 | 18мм | .7087 | 1.5 | 16,5мм | 21/32 |
| M20 х 2.5 | 20мм | .7874 | 2.5 | 17,5мм | 11/16 |
| M20 х 1.5 | 20мм | .7874 | 1.5 | 18,5мм | 47/64 |
M22 х 2. 5 5 | 22мм | .8661 | 2.5 | 19,5мм | 49/64 |
| M22 х 1.5 | 22мм | .8661 | 1.5 | 20,5мм | 13/16 |
| M24 х 3 | 24мм | .9449 | 3 | 21мм | 53/64 |
| M24 х 2 | 24мм | .9449 | 2 | 22мм | 7/8 |
| M27 х 3 | 27мм | 1.0630 | 3 | 24мм | 15/16 |
| M27 х 2 | 27мм | 1.0630 | 2 | 25мм | 1 |
Таблица допусков метчиков резьбы
Метчики машинные обозначены кодом поля допуска диаметра деления: h2, h3 и h4 соответственно указывают на различные положения зоны допуска, но значения допуска равны. Код зоны допуска ручных метчиков — h5, значение допуска, шаг и угловая погрешность больше, чем у машинных метчиков, а материал, термообработка и производственный процесс не так хороши, как у машинных метчиков. h5 не может быть помечен как требуемый. Классы зоны допуска внутренней резьбы, которые могут быть обработаны зоной допуска шага метчика, следующие:
Классы зоны допуска внутренней резьбы, которые могут быть обработаны зоной допуска шага метчика, следующие:
Код зоны допуска метчика применяется к классу зоны допуска внутренней резьбы:
| Код допуска Tap | Код допуска внутренней резьбы |
| h2 | 4H, 5H |
| h3 | 5 г, 6 ч |
| h4 | 6Г, 7Ч, 7Г |
| h5 | 6H, 7H |
Таблица допусков крана
Покрытия для резьбовых метчиковБольшинство из производители резьбовых метчиков выпускаем метчики с покрытием, которые значительно увеличили срок службы, и режем метчики без покрытия. Метчики неодинакового диаметра имеют разумное распределение режущей нагрузки, высокое качество обработки, но высокую стоимость изготовления.
Упомянутая выше геометрия метчика в сочетании с уникальной поверхностью покрытия (например, TiN, TiCN, CrN или TiAlN) может значительно увеличить срок службы метчика. Эти термостойкие гладкие покрытия снижают усилия резания и позволяют нарезать резьбу на более высоких скоростях. Разработка новых высокопроизводительных метчиков резко увеличила скорость и мощность шпинделей станков.
Эти термостойкие гладкие покрытия снижают усилия резания и позволяют нарезать резьбу на более высоких скоростях. Разработка новых высокопроизводительных метчиков резко увеличила скорость и мощность шпинделей станков.
1, TiCN (нитрид углерода титана)-сине-серый, покрытие PVD, покрытие многослойное с слоистой структурой. Метчики с покрытием из TiCN обычно используются для нарезания резьбы по труднообрабатываемым материалам, например, для нарезания резьбы в закаленной и отпущенной стали, износостойкой стали и т. Д.
2, TiAlN (нитрид титана и алюминия) -Внешний вид фиолетовый и черный. Также используется технология PVD. Метчики с покрытием TiAlN в основном используются для нарезания резьбы по металлу в отливках, например, для нарезания резьбы в чугуне и литом алюминии, износостойких материалах, а общая охлаждающая способность при высокой температуре и высокой скорости резания не является хорошей. Это покрытие — лучший выбор;
3, TiN (нитрид титана)-золотистый внешний вид, использование процесса PVD-покрытия, простота изготовления, низкая стоимость, широкий диапазон применения, как правило, может увеличить срок службы крана примерно на 300%. Метчики с резьбой TiN также обеспечивают дополнительную стойкость к тепловому повреждению и уменьшают трение в головке метчика, что обеспечивает высокую смазывающую способность и увеличивает отвод стружки в более мягких материалах.
Метчики с резьбой TiN также обеспечивают дополнительную стойкость к тепловому повреждению и уменьшают трение в головке метчика, что обеспечивает высокую смазывающую способность и увеличивает отвод стружки в более мягких материалах.
4, Vap (испарение)— высокотемпературная окислительная обработка, то есть кран помещается в высокотемпературный водяной пар 530 ℃ для образования черного Fe3O4 на поверхности крана. Основная функция — абсорбция смазочно-охлаждающей жидкости для увеличения смазывающей способности и предотвращения резания. Образование и адгезия конкреций имеет широкий спектр применения, особенно при выпуске резьбы из сталей средней и низкой прочности. Эффект особенно значителен;
5, CH (аморфный углерод)-Аморфный углерод похож на алмаз. Внешний вид темно-серый. При использовании процесса PVD толщина покрытия составляет 1-2 мкм, а твердость составляет около 2500HV. В основном используется для нарезки резьбы по цветным металлам и алюминию и материалам из его сплавов.
Как правильно обслуживать метчики с резьбой?
1. При нарезании резьбы на торцевом отверстии должна быть снята фаска; метчик должен быть соосен отверстию в заготовке; В начале нарезания резьбы следует прикладывать осевое давление, чтобы метчик врезался. После нескольких оборотов осевое усилие не требуется.
2. После калибровки часть метчика попадает в отверстие под винт. Каждые пол-оборота он будет возвращать 1/4 или 1/2 оборота на один оборот, так что фишки будут разбиты, а затем постучат вниз; при нарезании сквозного отверстия его необходимо часто вынимать. Нарезайте для удаления стружки.
3. При нарезании резьбы по стальной заготовке добавьте смазочно-охлаждающую жидкость. При постукивании по чугунным заготовкам добавьте немного керосина; после использования первого метчика, при использовании второго или третьего метчика его необходимо вкрутить в отверстие для винта.
4. При нарезании резьбы конец заготовки должен быть скошен, а торец нарезания резьбы должен быть перпендикулярен оси заготовки; осевое давление должно быть приложено в начале нарезания резьбы, и вращающая сила должна быть соответственно больше; Когда нарезка резьбы обрезает нить на заготовке, не прилагайте большего давления.
5. Чтобы измельчить стружку и удалить ее при нарезании резьбы, зубья следует часто переворачивать.
6. Заготовка должна быть надежно закреплена на зажимах и приспособлениях; когда кран сломан, не прикасайтесь к поврежденному месту руками, используйте зажим или дырокол, чтобы удалить его, и наденьте защитные очки, когда провод сломан.
Невежда на тему: Можно ли нарезать резьбу в чугуне? [Архив]
Sawmill Creek Woodworking Community > Темы по деревообработке > Мастер-классы > Незнание темы: Можно ли нарезать отверстия в чугуне?
PDA
Просмотр полной версии : Незнающий на тему: Можно ли нарезать дырки в чугуне?
Kent A Bathurst
18-01-2012, 16:21
Я хочу просверлить и нарезать глухие [т.е. несквозные] отверстия в чугуне. Конкретно в основную отливку на моем рубанке DC-380.
Диаметр отверстия не имеет решающего значения — вполне подойдет 1/4″. Глубина, вероятно, должна быть в диапазоне от 5/8″ до 3/4″. та же самая тварь. 18-2012, 16:25
та же самая тварь. 18-2012, 16:25
Кент,
Я уже сверлил его раньше, никаких проблем. Никакой специальной смазки не требуется, он, по-видимому, «самосмазывающийся». Тем не менее, я не постучал, но я понимаю, почему для этого потребуется смазка!
Matt Meiser
18-01-2012, 16:30
Должно быть почти так же просто, как постучать по алюминию. Просто делайте резервную копию каждые 1/2 оборота или около того, чтобы сломать стружку, используйте смазку, и все будет в порядке. Если это глухое отверстие (то есть не насквозь), вам нужно будет использовать донный кран, а также обычный кран, или просто сделать отверстие намного глубже, чем вам нужно.
Стивен Сатур
18-01-2012, 16:34
Я много раз нажимал бросок. Масло при сверлении, масло при постукивании.
Означает, что вы производите врезку снизу, вам нужны два разных метчика, обычный метчик и нижний метчик (не имеет конуса). Просто знайте, когда остановиться на дне. Я сломал несколько метчиков в отверстии. Тогда вам действительно будет весело их доставать.
Просто знайте, когда остановиться на дне. Я сломал несколько метчиков в отверстии. Тогда вам действительно будет весело их доставать.
Стив
Кент А Батерст
18-01-2012, 16:40
Спасибо, ребята. Хорошее замечание по поводу нижнего крана….. Я могу просверлить отверстие глубже, чем мне нужно, чтобы компенсировать это. И — поскольку это будут краны моего соседа, я думаю, что не сломать один из них должно стать моей целью. Фи по какой-то причине я его обломал, уверяю вас, что лох там и останется. Расположение отверстия не требует десятичной точности.
Что-нибудь особенное в сверлах?
ian maybury
18-01-2012, 16:43
Нет проблем. Единственная реальная проблема, которую я видел с чугуном, заключается в том, что очень редко можно столкнуться с заплатой, содержащей белое железо, которое представляет собой комбинацию твердого железа и углерода, которая может возникнуть, если условия во время охлаждения не совсем правильные. Этого не должно быть даже при хорошем кастинге…
Этого не должно быть даже при хорошем кастинге…
ian
Scott T Smith
18-01-2012, 16:57
Кент, я довольно много просверлил и нарезал резьбу CI, в основном, когда у меня был свой механический цех, а совсем недавно — в столярном цехе.
Существует две точки зрения на использование смазочного материала с CI: одни говорят, что его нужно использовать, а другие — нет. «Старая школа» заключалась в том, чтобы не использовать смазку на CI, так как это считается «самосмазывающимся». Я делал это обоими способами и обычно предпочитаю не использовать смазку. как мечта по сравнению со сталью.Одна вещь, которую следует учитывать, это то, что намного легче сломать метчик малого диаметра, чем большой, поэтому, если «размер не имеет значения»…. тогда рассмотрите резьбу 3/8 дюйма. отверстие вместо 1/4 дюйма. Для меня CI сверлит быстрее и легче с медленной или умеренной скоростью сверления.
Обычно вы хотите, чтобы внутри вашего материала было как минимум 3 резьбы, поэтому, если вы сверлите тонкий CI, рассмотрите крепеж с мелкой резьбой (NF) вместо обычной резьбы (USS).
Как предложил Мэтт, отворачивайте кран примерно на 1/2 оборота каждые пару оборотов, чтобы не сломать его. Также скосите отверстие после нарезания резьбы, чтобы облегчить закручивание болта.
Никаких специальных насадок не требуется, просто убедитесь, что они острые. Не стесняйтесь просверлить небольшое пилотное отверстие, а затем увеличить его.
Успехов вам.
Скотт
Кент А. Батерст
18-01-2012, 18:07
Кент, я просверлил и нарезал резьбу довольно много CI, в основном, когда у меня был свой механический цех, но также недавно в магазин дров.
Существует две точки зрения на использование смазочного материала с CI: одни говорят, что его нужно использовать, а другие — нет. «Старая школа» заключалась в том, чтобы не использовать смазку на КИ, так как это считается «самосмазывающимся». Я делал это обоими способами и обычно тяготел к тому, чтобы не использовать смазку.0003
Голос опыта. Спасибо.
Обычно сверлится (и нарезается) как мечта по сравнению со сталью. Одна вещь, которую следует учитывать, это то, что намного легче сломать метчик малого диаметра, чем большого, поэтому, если «размер не имеет значения» …, тогда рассмотрите отверстие с резьбой 3/8 дюйма вместо 1/4 дюйма. . Для меня CI сверлит быстрее и легче с медленной или умеренной скоростью сверления.
3/8″ не должно быть проблемой. Я полагал, что это медленная скорость – спасибо за подтверждение. рассмотрите возможность крепления с мелкой резьбой (NF) вместо обычной резьбы (USS) 9.0003
Нет — основная отливка на моем рубанке Delta DC-380. Должна быть куча людей, учитывая вес этого сосунка.
Как предложил Мэтт, отворачивайте кран примерно на 1/2 оборота каждые пару оборотов, чтобы не сломать его. Также скосите отверстие после нарезания резьбы, чтобы облегчить закручивание болта.
Да, я всегда так делал — хорошо туда ходить.
Никаких специальных насадок не требуется, просто убедитесь, что они острые. Не стесняйтесь просверлить небольшое пилотное отверстие, а затем увеличить его.
Не стесняйтесь просверлить небольшое пилотное отверстие, а затем увеличить его.
Хорошо. Вы знаете, я хотел задать именно этот вопрос.
Успехов вам.
Скотт
Спасибо, Скотт… и все остальные тоже.
Это будут единственные крепежи SAE на всей машине………Не будет ли аллергической реакции на империал, не так ли? Может быть, мне стоит перейти на метрику на всякий случай? : Д.
Рэй Хэмптон
18-01-2012, 19:53
Спасибо, Скотт………..и всем остальным тоже.
Это будут единственные крепления SAE на всей машине……….Аллергической реакции на империал не будет, не так ли? Может быть, мне стоит перейти на метрику на всякий случай? : Д.
Только если это метрическая нация , если чугун произведен в США , тогда используйте инструменты SAE больше не является метрикой.
Джим Баркелью
18-01-2012, 21:53
Я согласен, что резать чугун относительно легко. В чугуне есть графит, поэтому он самосмазывающийся. Одна вещь, которую я узнал от машиниста / инструктора колледжа, заключается в том, что отворачивание метчика каждые пол-оборота на самом деле сокращает срок службы метчика. Каждый раз, когда метчик выворачивается, чтобы сломать стружку, существует риск сколов режущей кромки. Лучше продолжать поворачивать кран до тех пор, пока вы не почувствуете некоторое сопротивление из-за засорения, а затем полностью открыть его, чтобы удалить стружку. Я постукивал таким образом вручную в течение десятилетий без каких-либо проблем. Попробуйте, посмотрите, сколько оборотов вы сможете сделать (в обрывке), прежде чем почувствуете сопротивление.
В чугуне есть графит, поэтому он самосмазывающийся. Одна вещь, которую я узнал от машиниста / инструктора колледжа, заключается в том, что отворачивание метчика каждые пол-оборота на самом деле сокращает срок службы метчика. Каждый раз, когда метчик выворачивается, чтобы сломать стружку, существует риск сколов режущей кромки. Лучше продолжать поворачивать кран до тех пор, пока вы не почувствуете некоторое сопротивление из-за засорения, а затем полностью открыть его, чтобы удалить стружку. Я постукивал таким образом вручную в течение десятилетий без каких-либо проблем. Попробуйте, посмотрите, сколько оборотов вы сможете сделать (в обрывке), прежде чем почувствуете сопротивление.
Энтони Уайтселл
18-01-2012, 22:10
Я согласен, что стучать по чугуну относительно легко. В чугуне есть графит, поэтому он самосмазывающийся. Одна вещь, которую я узнал от машиниста / инструктора колледжа, заключается в том, что отворачивание метчика каждые пол-оборота на самом деле сокращает срок службы метчика. Каждый раз, когда метчик выворачивается, чтобы сломать стружку, существует риск сколов режущей кромки. Лучше продолжать поворачивать кран до тех пор, пока вы не почувствуете некоторое сопротивление из-за засорения, а затем полностью открыть его, чтобы удалить стружку. Я постукивал таким образом вручную в течение десятилетий без каких-либо проблем. Попробуйте, посмотрите, сколько оборотов вы сможете сделать (в обрывке), прежде чем почувствуете сопротивление.
Каждый раз, когда метчик выворачивается, чтобы сломать стружку, существует риск сколов режущей кромки. Лучше продолжать поворачивать кран до тех пор, пока вы не почувствуете некоторое сопротивление из-за засорения, а затем полностью открыть его, чтобы удалить стружку. Я постукивал таким образом вручную в течение десятилетий без каких-либо проблем. Попробуйте, посмотрите, сколько оборотов вы сможете сделать (в обрывке), прежде чем почувствуете сопротивление.
Я только что постучал по чугунному цилиндру двигателя, чтобы закрутить отверстия под болты выхлопной системы. Используя метчик для спиральной катушки 1/4-28, я мог сделать примерно пол-оборота, прежде чем почувствовал слишком большое сопротивление и боялся сломать метчик. Я не выдвигаю метчик дальше, чем это необходимо, чтобы сломать чип. Я просто возвращаю его назад, пока не услышу (почувствую) щелчок вырвавшегося чипа. Обычно это не занимает больше четверти оборота.
Джим Баркелью
18-01-2012, 22:26
Это верно для чугуна. Я был слишком общим. Чугун превратится в пыль, а не в стружку, поэтому он быстрее засорится, особенно при небольших метчиках. Метчики большего размера можно поворачивать на много оборотов при обработке чугуна и мягкой стали. Нарезание резьбы на железной трубе обычно можно выполнить без резервного копирования, используя мои гребенки HF и дюймовую резьбу.
Я был слишком общим. Чугун превратится в пыль, а не в стружку, поэтому он быстрее засорится, особенно при небольших метчиках. Метчики большего размера можно поворачивать на много оборотов при обработке чугуна и мягкой стали. Нарезание резьбы на железной трубе обычно можно выполнить без резервного копирования, используя мои гребенки HF и дюймовую резьбу.
Роб Линдквист
19-01-2012, 12:47
Не могу напрячься, чтобы убедиться, что метчик и сверло острые! С этим КИ легко.
Майк Круз
19-01-2012, 22:47
Хорошо, раз никто этого не сказал, я… я не знаю, Кент… а ты? 😀
Брюс Пейдж
19-01-2012, 23:10
Ладно, раз никто этого не сказал, я… Я не знаю, Кент… а ты? 😀
В каждой толпе есть такой.. :rolleyes::D
Работает на vBulletin® Версия 4.2.5 Copyright © 2022 vBulletin Solutions Inc. Все права защищены.
Нарезание резьбы из чугуна | Главная Модель Форум машинистов двигателей
smfr
Победитель проекта месяца!!!
- #1
Я знаю, что это, вероятно, FAQ, но как люди нарезают маленькие отверстия в чугуне?
Сегодня я ввинчивал 4BA в отливку, и метчик сильно затянулся в первом отверстии; так туго, что я боялся сломать его, и не мог постучать до глубины. Я просверлил № 33, начал с конусного метчика, затем закончил метчиком для дна. Я использовал смазочно-охлаждающую жидкость Re-li-on (хотя остальные отверстия я просушил, и так стало лучше). Я запустил метчик в патроне фрезерного станка, повернув его вручную (чтобы подача двигалась по мере завинчивания метчика), так что проблем с выравниванием не возникло.
В конце концов мне удалось просверлить 4 отверстия до глубины, но это было очень нервно! Я думаю, хитрость заключалась в следующем:
* высохло, без охлаждающей жидкости
* сверло увеличилось на один размер (№ 32, а не № 33)
* убедилось, что отверстие достаточно глубокое
* зашло так далеко, как я мог сначала с конусным метчиком
Итак, у меня есть следующие вопросы:
1.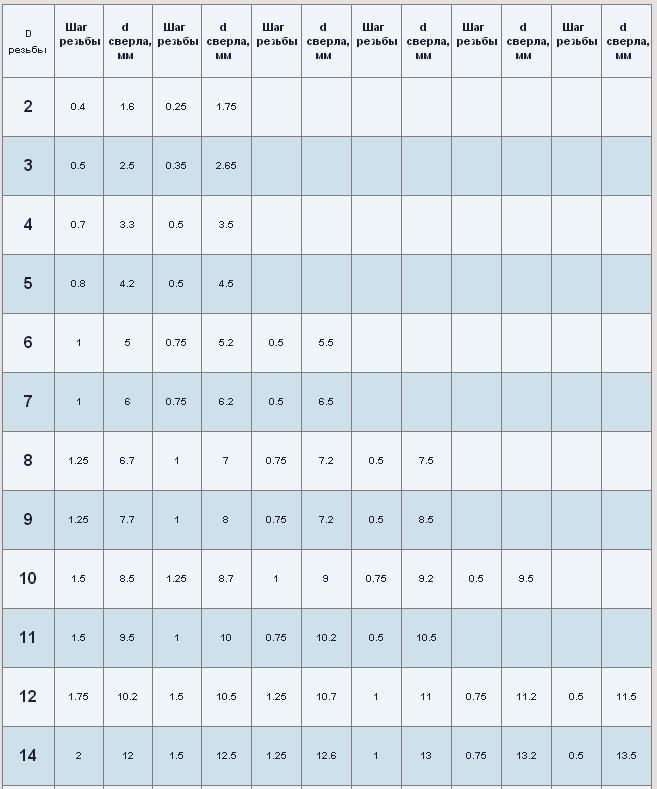 Существует ли эмпирическое правило, определяющее глубину сверления отверстия, чтобы можно было нарезать метчик на требуемую глубину?
Существует ли эмпирическое правило, определяющее глубину сверления отверстия, чтобы можно было нарезать метчик на требуемую глубину?
2. Вы используете конический метчик как можно дальше, а затем только в конце переключаетесь на нижний метчик?
3. Используете ли вы смазочно-охлаждающую жидкость для обработки чугуна?
4. Насколько сильно изгибается метчик? Если я вижу, как он скручивается, должен ли я остановиться?
5. Вы обтачиваете концы метчиков, чтобы они не упирались в отверстие?
Спасибо!
Саймон
cfellows
Известный член
- #2
Что ж, я могу ответить на пару вопросов. Во-первых, я всегда выпускаю чугун всухую, никогда не использую жидкость. Во-вторых, я обычно стараюсь просверлить отверстие глубже, чем планирую врезать, если это возможно… в противном случае я использую метчик-пробку на дне отверстия, а затем добиваю метчиком. Кроме того, я всегда использую направляющую для резьбонарезания, которая устраняет любое изгибание смесителя из стороны в сторону. Наконец, нужно время от времени полностью вынимать кран из отверстия, чтобы выдуть скопившуюся пыль из отверстия и сдуть кран. Никогда не было проблем с поломкой метчика в чугуне. Сталь кажется мне жесткой.
Во-первых, я всегда выпускаю чугун всухую, никогда не использую жидкость. Во-вторых, я обычно стараюсь просверлить отверстие глубже, чем планирую врезать, если это возможно… в противном случае я использую метчик-пробку на дне отверстия, а затем добиваю метчиком. Кроме того, я всегда использую направляющую для резьбонарезания, которая устраняет любое изгибание смесителя из стороны в сторону. Наконец, нужно время от времени полностью вынимать кран из отверстия, чтобы выдуть скопившуюся пыль из отверстия и сдуть кран. Никогда не было проблем с поломкой метчика в чугуне. Сталь кажется мне жесткой.
Метчики допускают некоторое скручивание, но сочетание скручивания и бокового изгиба приведет к тому, что он быстро выйдет из строя. Что касается гибкости… ну, это в значительной степени вопрос ощущения. И я иногда ошибаюсь!
Чак
отпариватель
Известный член
- #3
Эй, Саймон,
То, что Чак точно сказал. У меня не было слишком много проблем с CI, делающим то, что он описывает, но если вы столкнетесь с трудным местом, это может стать неприятным!
Всегда следите за тем, чтобы метчики начинались под прямым углом к отверстию. Сделать блок для постукивания — хорошая идея.
Блок для метчика представляет собой стальной блок с тщательно просверленными отверстиями перпендикулярно нижней поверхности с отверстиями такого размера, что все ваши обычные метчики входят в скользящую посадку. При использовании вы плотно прижимаете блок к поверхности, открывая кран, вставленный в блок.
Это работает очень хорошо и стоит затраченных усилий…..Если я говорю вам то, что вы уже знаете…извините, но я использую свой блок все время и клянусь им.
Надеюсь, это поможет!
Дэйв
Jasonb
Победитель проекта месяца!!!
- #4
№ 33 дает близкую к полной глубину резьбы, я бы просверлил 3,1 мм, что находится где-то между 30 и 31.
Я также стачиваю узкую вершину на всех моих метчиках, чтобы вы могли углубляться с каждым. Еще одна вещь, которую вы можете сделать, это когда конус начинает сжиматься, запустите 2-й вход на пару режущих оборотов, а затем вернитесь обратно с конусом, это избавит конус от необходимости резать по всей длине.
Дж
Кен I
Победитель проекта месяца!!!
- #5
Как указано выше.
Используйте направляющую или плавающий держатель.
http://www.homemodelenginemachinist.com/index.php?topic=16541.msg168701#msg168701
Если вы когда-нибудь сломаете метчик (да, верно… ЕСЛИ), а на нем все еще есть какая-то полезная резьба, отшлифуйте его до квадратной формы и снимите фаску на 1 x шаг @ 45° и оставьте его как «нижний» метчик для тех применений, где вы можете не углубляйтесь, но хотите как можно больше резьбы — очевидно, это используется только после всех других этапов касания).
В некоторых метрических наборах метчики № I и II занижены/усечены, только метчик III имеет размер.
Кен
тел.
Известный член
- #6
Все вышеперечисленные советы хорошие, но самое главное СУХОЕ НАНЕСЕНИЕ и на 0,1 мм больше номинального сверла для нарезания резьбы — с учетом этого и приличного куска железа работать с ним одно удовольствие!
ранки
Известный член
- #7
Я нахожу 7BA более нервным, чем 5BA или 4BA, и SS оказался для меня намного страшнее, чем CI. Вчера у меня была куча довольно глубоких отверстий 7BA для резьбы в SS, и даже с совершенно новыми метчиками это все еще был медленный и утомительный процесс. Как уже говорили другие, CI, кажется, легче режется всухую. Там, где это возможно, я сверлю несквозные отверстия намного глубже, чем мне нужно для нарезания резьбы, чтобы конусный метчик мог нарезать большую часть резьбы. При нарезании несквозных отверстий я циклически переключаюсь между конусностью, секундой и дном, пока каждое из них не дает слишком большого сопротивления для моего комфорта. Я продолжаю повторять цикл, пока не достигну желаемой глубины резьбы. Это может быть медленный процесс. На сегодняшний день с CI я смог достичь желаемой глубины за один проход, даже с метчиками 7BA.
Робин
Стэн
Известный член
- #8
Дополнительные моменты для рассмотрения. Чугун известен своими твердыми окклюзиями, которые почти невозможно нарезать маленькими метчиками.
Неострые метчики свяжут кашу хуже, чем острые.
Допустимая деформация метчика определяется производителем при отпуске метчика. Слишком сильно, и они ломаются мгновенно. Слишком мягкие, хорошо гнутся, но быстро изнашиваются.
ДомкратG
Известный член
- #9
По моему опыту, первое правило: содержать в чистоте.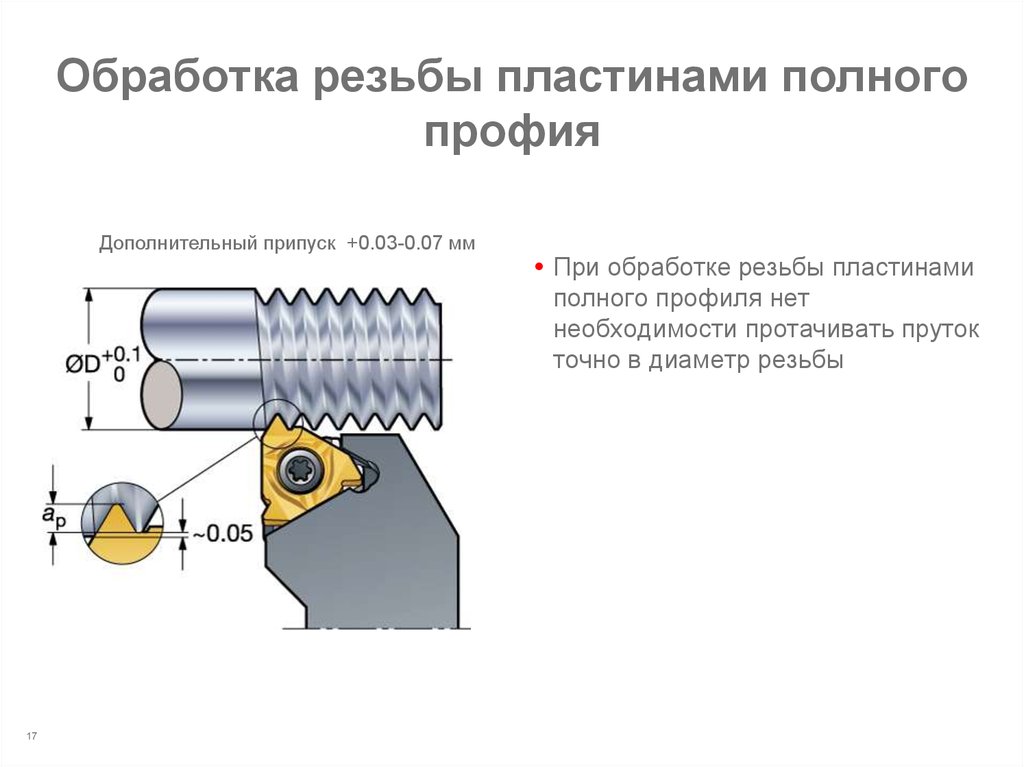 Когда кран начинает заклинивать, я вытаскиваю его, счищаю и продуваю отверстие воздухом, чтобы удалить мусор.
Когда кран начинает заклинивать, я вытаскиваю его, счищаю и продуваю отверстие воздухом, чтобы удалить мусор.
Джек
smfr
Победитель проекта месяца!!!
- #10
Спасибо всем за отличные советы, ребята! Мне нужно сделать себе плавающий держатель.
Я думаю, что моя основная ошибка заключалась в попытке использовать полную глубину потока. У меня есть еще много отверстий на этой модели, чтобы попрактиковаться!
Саймон
Швед
Известный член
- #11
При постукивании по опасному материалу другой метод заключается в чередовании отводов с конусом и пробкой. Запускайте конусный метчик до тех пор, пока силы не станут немного страшными, затем отпустите его. Следуйте за штепсельным отводом, снова, пока усилия не станут немного выше для рассматриваемого отвода. Повторите процесс с конусным метчиком.
Два профиля хорошо дополняют друг друга, с дополнительным бонусом в виде частой и хорошей очистки фишек. Это утомительно, но бьет сломанный кран в СС и тому подобное.
Лью Хартсвик
Известный член
- #12
Если у вас есть глубина материала, просто просверлите глубже и используйте метчик со спиральной головкой.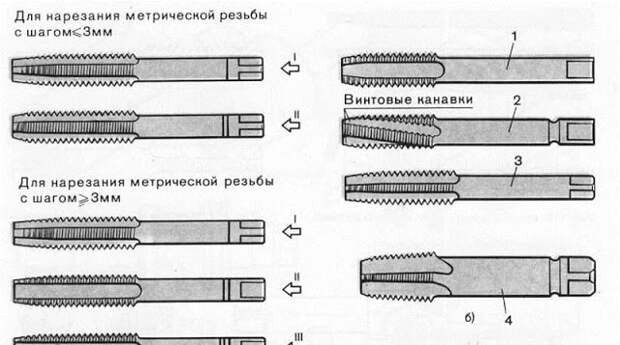
Легко.
…Лью…
ркеплер
Известный член
- №13
Лью Хартсвик сказал:
Если у вас есть глубина материала, просто просверлите глубже и используйте метчик со спиральной головкой.
Нажмите, чтобы развернуть…
Спиральный метчик 4BA? Мне нужно узнать имя вашего поставщика! Может быть, у них тоже есть спиральная флейта!
Еще одна вещь, которую вы можете попробовать, это то, что если у вас много резьбы в сборке, вы действительно можете уменьшить усилие нарезания резьбы, уменьшив % резьбы. Если у вас есть 3-кратный диаметр в зацеплении, вы можете использовать всего 50% резьбы.
Если у вас есть 3-кратный диаметр в зацеплении, вы можете использовать всего 50% резьбы.
Я также метчиком в том же режиме, что и сверление — точка, сверление на глубину, метчик. Это очень помогает — несоосный метчик почти всегда ломается на глубине (независимо от того, что это может быть — они *знают*, когда достигается точка максимального неудобства.
Если на дне нет места для стружки из дыры я нарушу правило магазина и вытолкнуть их из пневматического пистолета — обычно подкрадываясь к нему сбоку. Практически единственный способ очистить дыру, если не считать поднятия мельницы и встряхивания ее, когда она вверх дном вниз, и это слишком много хлопот.0218
Лью Хартсвик
Известный член
- №14
Расс, я понятия не имею, что такое кран 4BA. У меня есть метчик 4-40 или 5-40 со спиральной точкой
, и он работает нормально.
…левый…
ДомкратG
Известный член
- №15
BA — это британский стандарт резьбы. Проверьте здесь для получения дополнительной информации.
http://en.wikipedia.org/wiki/British_Association_screw_threads
Домкрат
объективман57
Известный член
- №16
Лью Хартсвик сказал:
Расс, я понятия не имею, что такое кран 4BA. У меня есть метчик 4-40 или 5-40 со спиральной точкой
, и он работает нормально.
… лю…Нажмите, чтобы развернуть…
Привет,
BA — это старый британский стандарт резьбы, такой же старый, как промышленная революция, которая началась в Англии и в основном в Манчестере, он составляет 55 градусов включительно, и его чертовски трудно найти дешево в наши дни, даже в Англии. Самые маленькие, которые у меня есть, это 10BA, затем 8BA, 6BA, 4BA и так далее. В наши дни мы почти что используем метрическую систему в Великобритании, гораздо более логичную и намного более дешевую.
С уважением,
А.Г.
ркеплер
Известный член
- # 17
линзман57 сказал:
Привет,
BA — это старый британский стандарт резьбы, такой же старый, как промышленная революция, которая началась в Англии и в основном в Манчестере, он составляет 55 градусов включительно, и его чертовски трудно найти дешево в наши дни, даже в Англии. Самые маленькие, которые у меня есть, это 10BA, затем 8BA, 6BA, 4BA и так далее. В наши дни мы почти что используем метрическую систему в Великобритании, гораздо более логичную и намного более дешевую.
Нажмите, чтобы развернуть…
На самом деле это 47 1/2 градуса, но округлый гребень и долина формы Уитворта. На самом деле не такая уж старая, она была предложена в конце 1800-х годов и принята в 1903 году. Какая-то странная резьба, поскольку шаг и номинальный диаметр являются метрическими (почти) — я не могу найти реальной связи (возможно, связанной со стандартом проволоки). или что-то?).
или что-то?).
Для Лью: 4BA находится где-то между 6-32 и 5-40 при 0,142-38,5 (метрическая 3,6×0,66). Я бы не хотел иметь одну точку резьбы BA.
Блогведьма
Экс Богстандарт
- # 18
Существует очень мало токарных станков, которые могут нарезать резьбу BA с одной точкой, обычно только очень дорогие станки инструментального цеха, главным образом потому, что каждый размер имеет особый нестандартный шаг, ни имперский, ни метрический стандарт. Поэтому для нарезания резьбы BA большинство людей используют наборы метчиков и матриц.
BA использовался в качестве стандарта в авиационной промышленности электротехническими предприятиями, возможно, до конца 80-х — начала 90-х годов, до перехода на метрическую систему, он также использовался некоторыми электротехническими предприятиями в промышленности, но теперь был заменен метрика.
Из-за долгого срока службы самолетов, скорее всего, все еще стучат сотни, которые все еще используют много электрических креплений BA.
BA, в Великобритании так же легко доступны, как инструменты для нарезания метрической или дюймовой резьбы, и не дороже, чем другие. У меня самого есть 3 или 4 полноценных боксовых набора до 12 ВА, и последний набор, который я приобрел, был всего пару месяцев назад.
Они есть в наличии у большинства поставщиков машиностроения
Второй набор
http://rdgtools.co.uk/acatalog/TAP_&_DIE_SET_S.html
Наборы 6, 7, 8, 10, 12 и 14 здесь
http ://www.chronos.ltd.uk/acatalog/Engineering_Menu_Taps___Dies_Sets_182.html
Плати деньги, выбирай
Джон
Jasonb
Победитель проекта месяца!!!
- # 19
rkepler сказал:
Спиральный метчик 4BA? Мне нужно узнать имя вашего поставщика! Может быть, у них тоже есть спиральная флейта!
Нажмите, чтобы развернуть…
Здесь MSC / J&L выбрали наиболее часто используемые размеры BA как со спиральным острием, так и со спиральной канавкой, так что да, они доступны.
Теперь я получаю метчики BA от одного из поставщиков ME, который также изготавливает все размеры со спиральным острием, но их изображения в Интернете показывают другое.
Как упоминалось в ссылке Джека, шаг представляет собой математическую прогрессию, начиная с 0BA, которая составляет 6,0 мм в диаметре, поэтому шаг довольно странный.
Дж
объективман57
Известный член
- #20
rkepler сказал:
На самом деле это 47 1/2 градуса, но округлый гребень и долина формы Уитворта. На самом деле не такая уж старая, она была предложена в конце 1800-х годов и принята в 1903 году. Какая-то странная резьба, поскольку шаг и номинальный диаметр являются метрическими (почти) — я не могу найти реальной связи (возможно, связанной со стандартом проволоки). или что-то?).
Для Лью: 4BA находится где-то между 6-32 и 5-40 при 0,142-38,5 (метрическая 3,6×0,66). Я бы не хотел иметь одну точку резьбы BA.
Нажмите, чтобы развернуть…
Спасибо за исправление моей ошибки, я, должно быть, думал о винте Withworth.
Очевидно, на них повлияла швейцарская система (метрическая?), и предполагается, что они представляют собой высокоточную винтовую систему, 0BA имеет диаметр 6 мм и шаг 1 мм. У меня есть некоторые из них в размерах 8BA, 6BA и 4BA, в основном для моего хобби по созданию моделей двигателей, но я постепенно перехожу на метрические.
У меня есть некоторые из них в размерах 8BA, 6BA и 4BA, в основном для моего хобби по созданию моделей двигателей, но я постепенно перехожу на метрические.
Еще раз спасибо,
А.Г.
Общие — Архив | Сверление и нарезание резьбы вручную в чугуне | Практик-механик
Биоман
Алюминий
- #1
Мне нужно вручную просверлить и нарезать несколько отверстий в чугунной поверхности, но я никогда этого не делал и не знаю, требует ли чугун каких-либо особых соображений. Кроме того, чугунная поверхность, на которой я это делаю, слишком велика, чтобы поместить ее под сверлильный станок, чтобы просверлить нужные мне отверстия. У меня нет дрели с магнитным основанием, поэтому я не могу легко пойти по этому пути. Меня беспокоит возможность просверлить достаточно прямое отверстие вручную. Как бы вы подошли к этому?
У меня нет дрели с магнитным основанием, поэтому я не могу легко пойти по этому пути. Меня беспокоит возможность просверлить достаточно прямое отверстие вручную. Как бы вы подошли к этому?
рандик
Нержавеющая сталь
- #2
Сделайте направляющую из куска металлолома, просверлите ее под размер резьбового сверла на сверлильном станке. Используйте направляющую, чтобы просверлить необходимые отверстия с помощью ручной дрели. Поместите его обратно в сверлильный станок и просверлите его по размеру метчика, нарежьте отверстия.
Чугун не потеет, вам понравится, как он сверлит и нарезает резьбу.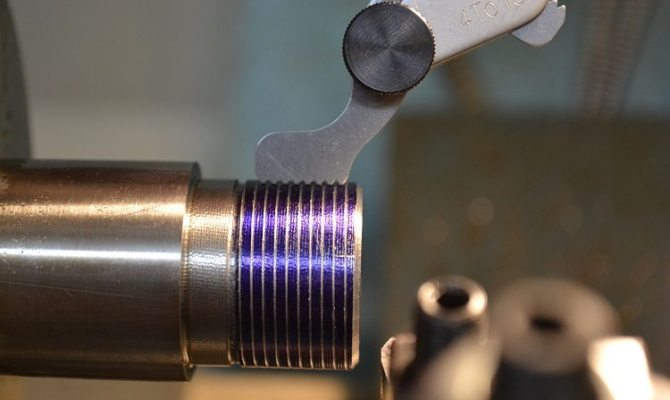 Не нужно использовать охлаждающую жидкость/смазку.
Не нужно использовать охлаждающую жидкость/смазку.
Биоман
Алюминий
- #3
Рэндик…. спасибо за ответ. Я понял, что вы сказали до «Сделайте направляющую из куска лома, просверлите ее под размер метчика на вашем сверлильном станке. Используйте направляющую, чтобы просверлить необходимые отверстия»….
не уверен, что вы имели в виду под «затем положите его обратно в сверлильный станок и просверлите до нужного размера метчика»? Должен ли я постучать по направляющей в качестве последнего шага и использовать ее, чтобы держать метчик прямо во время резьбы по отверстиям в моей чугунной поверхности?
рандик
Нержавеющая сталь
- #4
Нет и да
Просверлите отверстие для зазора с помощью метчика. Используйте направляющую, чтобы держать метчик перпендикулярно заготовке.
Биоман
Алюминий
- #5
Понял, спасибо
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Размер сверла для самонарезающих масленок
- Билл D
- Общий
- Ответы
- 5
- просмотров
- 1К
Bill D
Работа с ковким чугуном – изготовление переходных фланцев: сверление/нарезание резьбы и расточка отверстий диаметром 3 дюйма.
- Пункт 4900
- Общий
- Ответы
- 17
- просмотров
- 779
guythatbrews
Сварка затвердела после сварки чугуна на фрезерном станке.. Что случилось?
- pmccи
- Изготовление: лазер с ЧПУ, гидроабразивная резка, плазма, сварка
2
- Ответы
- 20
- просмотров
- 2К
eKretz
Установка для сверления и нарезания резьбы 5/8 отверстия
- Pysiek
- Общий
23
- Ответы
- 41
- просмотров
- 4К
Мичиганбак
Наконечники резьбонарезных головок с автоматическим реверсом?
- М. Мур
- Обработка с ЧПУ
2
- Ответы
- 24
- просмотров
- 2К
М. Мур
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
Лучший способ нарезать метчик из толстого чугуна.
Броня
Активный пользователь
- #1
Похоже, что нам нужно просверлить и нарезать около 5,2-ступенчатых коробок передач, так как Заказчик хочет еще места для установки датчиков и дренажей.
Один парень просверлил и сломал метчик в отверстии.
Исправлено.
А вот просверлить и нарезать резьбу большого размера плюс 3/4 дюйма какие-то подсказки — настоящая проблема.
Все делается с помощью ручных аккумуляторных дрелей.
Коробки все собраны, так что придется смотреть внутреннюю проблему чипа.
Спасибо.
Все 2-ступенчатые коробки передач Fuller.
Джефф
bcall2043
Активный пользователь
- #2
Джефф,
Извините, я не могу помочь. Не против, если я посмотрю и научусь. У меня были проблемы с сверлением и нарезанием резьбы глухого отверстия 1/4-20 в чугуне. Ребята скоро придут на помощь. Сделал с Я попросил помощи.
Ребята скоро придут на помощь. Сделал с Я попросил помощи.
Бенни
7HC
Активный пользователь
- #3
Броня сказала:
Ну видимо придется сверлить и нарезать около 5,2 ступенчатых коробок передач, т.к. заказчик хочет еще места для установки датчиков и сливов.
Один парень просверлил и сломал метчик в отверстии.
Исправлено.
А вот просверлить и нарезать резьбу большого размера плюс 3/4 дюйма какие-то подсказки — настоящая проблема.
Все делается с помощью ручных аккумуляторных дрелей.
Коробки все собраны, так что придется смотреть внутреннюю проблему чипа.
Спасибо.
Все 2-ступенчатые коробки передач Fuller.
Джефф
Нажмите, чтобы развернуть…

Обстукивание вручную может снизить риск поломки крана. Кроме того, как насчет того, чтобы прикрепить кусок трубки диаметром 1/2 дюйма к концу шланга ShopVac, чтобы сосредоточить всасывание и обеспечить точное позиционирование для сбора стружки от сверления и нарезания резьбы?
М
Джордж Уилсон
Глобальный модератор
- #4
Советую простукивать вручную.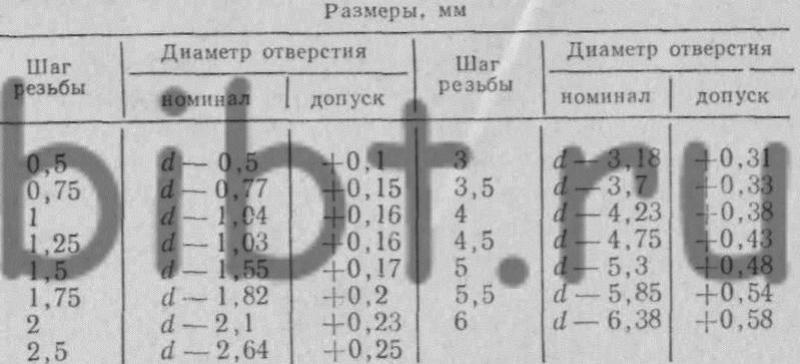 Во-первых, просверлите отверстия, которые позволят оставить 75% резьбы после нарезания резьбы. Сверление ОЧЕНЬ малого количества отверстий слишком маленького диаметра, безусловно, приведет к поломке метчика. Просверлите и нарежьте чугун насухо.
Во-первых, просверлите отверстия, которые позволят оставить 75% резьбы после нарезания резьбы. Сверление ОЧЕНЬ малого количества отверстий слишком маленького диаметра, безусловно, приведет к поломке метчика. Просверлите и нарежьте чугун насухо.
DMS
Активный пользователь
- #5
Я проделал в чугуне отверстия диаметром 1/4-20 и 10 мм с помощью небольшой аккумуляторной дрели, и все прошло отлично. Обычно это метчики меньшего размера, которые вы в конечном итоге сломаете.
Мне интересно, какое усилие требуется, чтобы сломать метчик на 3/4 дюйма. Обычно, когда я ломал метчики, это происходило от боковых сил, а не от кручения. Как, черт возьми, вы создаете эти силы, вы используете молоток? сверло? Если это так, может быть, просто попробовать вручную? Если вы начнете, будет не так уж плохо, если вы бросите туда вороток приличного размера. размер и стрелять для чего-то меньше, чем зацепление резьбы 75.
Как, черт возьми, вы создаете эти силы, вы используете молоток? сверло? Если это так, может быть, просто попробовать вручную? Если вы начнете, будет не так уж плохо, если вы бросите туда вороток приличного размера. размер и стрелять для чего-то меньше, чем зацепление резьбы 75.
12 болтов
Глобальный модератор
- #6
Джефф,
коробки тоже залиты маслом? Поскольку вы проделываете довольно большие отверстия, внутрь попадает стружка. после этого потребуется замена масла.
Как вы уверены, что там, где вы делаете отверстия, не будет ничего внутри? Они нарезаны на коническую резьбу? Вы хотите убедиться, что у вас достаточно мяса в оболочке для хорошего уплотнения. Если они герметизируются на плоской поверхности с помощью шайбы, как вы можете быть уверены, что вы просверлили квадратное отверстие и нарезали резьбу?
Если они герметизируются на плоской поверхности с помощью шайбы, как вы можете быть уверены, что вы просверлили квадратное отверстие и нарезали резьбу?
Также вопросы по гарантии. Что, если вы пропустите стружку, и она повредит опорную поверхность? Если это запрос клиента, я бы рекомендовал, чтобы он заплатил за поломку коробки, чтобы выполнить работу должным образом, или подписал отказ.
В противном случае, возможно, подключите компрессор, чтобы коробка была положительной. Это может помочь выдуть стружку при прорыве. Кроме того, если вы используете липкую смазку для нарезания резьбы, она может скрепить стружку, чтобы вы могли вытащить ее пинцетом. Но, с другой стороны, то, что пропадет в дыре, тоже не захочет оттуда выйти…
Я думаю, что он, и вы, напрашиваетесь на неприятности.
Ура, Фил
Тони Уэллс
Зарегистрировано
- #7
Решите его в два этапа. Укоротите конус или врезной метчик примерно до 60%, а затем запустите полный метчик позади него. Гарантировано. Это резко снижает требуемые усилия.
Броня
Активный пользователь
- #8
Спасибо всем, хорошие ответы, и все сделано вручную, так как они не будут, кроме Т-образной ручки большого размера, и не думаю, что они все равно делают ее для вилки 3/4.
На самом деле это две заглушки и облом, использование густой смазки, но, как сказал парень из цеха сборки, сделайте это, его приклад на линии.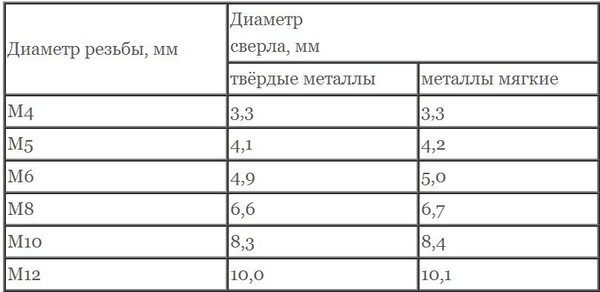
Мне нравится идея Тони с двух попыток.
Я думаю, что самая большая проблема — это неправильный размер сверла, мы тратим около 3000 долларов в месяц на сверла, все высшего качества, но сверлим нержавеющую сталь и кучу отверстий, они не долговечны.
Спасибо попробую и посмотрим.
И да коробка передач полна масла как на прицепе уже.
Спасибо
Но хорошо, что осталось 3.
hew:
Джефф
GK1918
Активный пользователь
- #9
Возникла проблема, почему у вас возникла эта проблема. Я сделал много много, от коробок передач до
добавление портов в блочных водяных рубашках. Как уже было сказано, но еще один шаг, который мы делаем, это получить втулку для
Как уже было сказано, но еще один шаг, который мы делаем, это получить втулку для
заливная пробка уменьшена для вашего обычного воздуха в магазине. Вам не нужно много, опустите регулятор воздуха
до приблизительно 2-3-4 фунтов малое центральное сверло, пока воздух не шипит. Я предлагаю, если я не уверен, просверлить и нарезать резьбу
.
кусок металлолома. В этом нет ничего постыдного, между сверлом и метчиком есть тонкое сладкое пятно. Большинство портов
если не все на коробках передач имеют коническую резьбу. Что касается смазки, мы используем карбюратор или очиститель тормозов, а
отливка. Если все правильно, он должен стучать как по маслу.
Броня
Активный пользователь
- #10
Не я постукивал, а несколько парней из разных команд.
Сломанные краны и все такое меня беспокоит, так как у нас есть еще два, которые нужно сделать после того, как вчера вечером были сделаны остальные.
Все коробки передач теперь поставляются с отверстиями, нарезанными и заглушенными на заводе-изготовителе.
Экономит уйму времени и, судя по всему, много «Ведущих людей» серьезно объясняют, поскольку именно они сломали кран.:lmao:
Сверление и нарезание резьбы в чугуне
йота
Зарегистрировано
- #1
доброе утро. Я собираюсь установить 5 ЦИ Igaging Absolute в ближайшие несколько дней. 2 на моем южном токарном станке и 3 на моей мельнице клонов PM Rong Fu. Я никогда не сверлил и не нарезал резьбу в чугунной машине. Я уверен, что есть большая разница между чугуном на 2-х машинах. прежде чем я начну, мне было интересно, есть ли какие-нибудь советы или хитрости, особенно в части резьбы. чугун хорошо крутится или хочет крошиться? любое понимание ценится.
Я собираюсь установить 5 ЦИ Igaging Absolute в ближайшие несколько дней. 2 на моем южном токарном станке и 3 на моей мельнице клонов PM Rong Fu. Я никогда не сверлил и не нарезал резьбу в чугунной машине. Я уверен, что есть большая разница между чугуном на 2-х машинах. прежде чем я начну, мне было интересно, есть ли какие-нибудь советы или хитрости, особенно в части резьбы. чугун хорошо крутится или хочет крошиться? любое понимание ценится.
Вудчукер
Подставка H-M — Серебряный элемент
- #2
хорошо накручивается
масло не требуется.
2 вещи, соберите пыль пылесосом. . она абразивная. вытрите все, на что оно упадет.
. она абразивная. вытрите все, на что оно упадет.
Если вы попали в трудное место в кастинге, не форсируйте его. это может быть очень тяжело .. иначе это как масло.
Если во время сверления вы попали в трудное место, обратите внимание на кобальтовые сверла.
Я сломал сверло во время сверления. Я не мог его вытащить, я просверлил отверстие сверлом по каменной кладке.
markba633csi
Зарегистрировано
- #3
Прежде всего, вы обычно обрабатываете или сверлите чугун всухую. Используйте новое сверло, так как чугун является абразивным.
Используйте сверло для метчика на один размер меньше, таким образом, если вы немного шатаетесь при сверлении, отверстие не будет слишком большим.
Используйте метчик 8-32 или больше; держитесь подальше от 6-32, они печально известны тем, что щелкают при стрессе
-Mark
Последнее редактирование:
ммкмдл
Опора H-M — алмазный элемент
- #4
markba633csi сказал:
они печально известны тем, что ломаются при стрессе
Нажмите, чтобы развернуть.
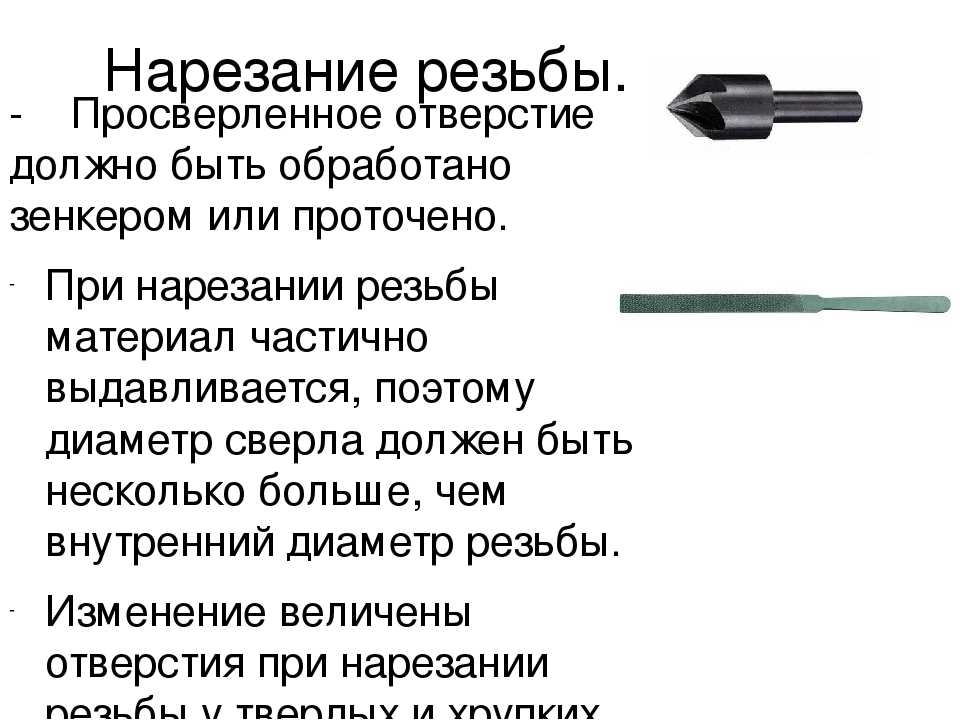 ..
..Почти как мой старый босс.
Bi11Hudson
Ремесленник00
- #5
Не так много опыта работы со станками, но в прошлом я делал несколько серьезных «модификаций» небольших двигателей и тракторов. Я читал в старой книге о врезке чугуна, где рекомендовалось использовать сало для врезки. Не имея этого, я использовал (сырой) беконный жир. Далеко не то же самое, но стало проще. Сварка чугуна сложна (за пределами моих возможностей), в лучшем случае было внесено много болтовых изменений. Литой (и ковкий) чугун обычно содержит «включения», которые сверло (обычное спиральное сверло) не пробьет. Если вы попали в один из них, остановитесь и используйте кобальтовое или твердосплавное сверло. Это также испортит кран, у меня нет ответа на этот вопрос.
Если вы попали в один из них, остановитесь и используйте кобальтовое или твердосплавное сверло. Это также испортит кран, у меня нет ответа на этот вопрос.
.
йота
Зарегистрировано
- #6
это отличная информация, вы молодцы. рад, что спросил! Спасибо.
RJSakowski
Подставка H-M — золотой член
- #7
Обычно я сначала сверлю пилотное отверстие. Выберите размер сверла, по крайней мере, такой же большой, как перемычка последнего сверла. При сверлении в корпусе, таком как коробка передач, я буду использовать густую смазку для захвата стружки. Магнит также может работать, чтобы захватить фишки. O сверлить всухую и с густой жидкостью для нарезания резьбы. Нажимать легко, если только вы не попали в трудное место. Стружка, как правило, загружает метчик, поэтому часто отступайте и очищайте канавки. Если вы сломаете кран, его снимет медведь, поэтому отступите, если встретите сопротивление. У меня был один случай, когда потребовалось немного усилий с твердосплавными сверлами и пуансонами, чтобы удалить сломанный метчик так, чтобы можно было использовать отверстие.
Ручной Mac
Зарегистрировано
- #8
На самом деле я часто использую 6-32 в своем небольшом двигателестроении, но меня пугает 2-56.
Если чугун очень твердый, я иногда использую сверло на один размер больше.
И я всегда использую толкатель, если могу.
NC Rick
H-M Supporter — Diamond Member
- #9
Я просверлил и нарезал много отверстий в чугуне. В основном хорошего качества, очень большие машины производства США, Германии, Англии или Италии. Я думаю, что это самый простой способ сделать это. В основном это было для крепежа размером от 1/4” до 9. /16”. Я сделал всего несколько отверстий в недорогих маленьких китайских инструментах (таких как мой спин-индексатор). Я слышал о «включениях», которые находили люди, и, хотя я полностью верю, что это правда, я ничего не нашел. Я просверлил точечное отверстие из основного отверстия, но затем просто вставил сверло с размером метчика. Большая часть того, что мы делали, использовала буровые двигатели с магнитным креплением. Мелкие отверстия, когда другого выхода не было, сверлили на волю. Пропылесосьте или сдуйте неприятную черную пыль, и материал будет красиво стучать. Мы всегда запускали метчики с помощью магнитной дрели и, где это возможно, использовали направляющую метчика с храповой рукояткой. На чем-то вроде 1/2–13 просто большая ручка крана приведет его домой, как только будет запущено несколько потоков, но будьте осторожны, потому что C.I. Локально достаточно слаб, чтобы ваш метчик существенно изменил свой ход в материале, и вы можете получить кривую резьбу в прямом отверстии. Если бы у меня не было магнитной дрели для установки вещей на один из моих собственных станков, я бы соорудил какую-нибудь направляющую, используя сверлильные втулки или что-то в этом роде.
/16”. Я сделал всего несколько отверстий в недорогих маленьких китайских инструментах (таких как мой спин-индексатор). Я слышал о «включениях», которые находили люди, и, хотя я полностью верю, что это правда, я ничего не нашел. Я просверлил точечное отверстие из основного отверстия, но затем просто вставил сверло с размером метчика. Большая часть того, что мы делали, использовала буровые двигатели с магнитным креплением. Мелкие отверстия, когда другого выхода не было, сверлили на волю. Пропылесосьте или сдуйте неприятную черную пыль, и материал будет красиво стучать. Мы всегда запускали метчики с помощью магнитной дрели и, где это возможно, использовали направляющую метчика с храповой рукояткой. На чем-то вроде 1/2–13 просто большая ручка крана приведет его домой, как только будет запущено несколько потоков, но будьте осторожны, потому что C.I. Локально достаточно слаб, чтобы ваш метчик существенно изменил свой ход в материале, и вы можете получить кривую резьбу в прямом отверстии. Если бы у меня не было магнитной дрели для установки вещей на один из моих собственных станков, я бы соорудил какую-нибудь направляющую, используя сверлильные втулки или что-то в этом роде.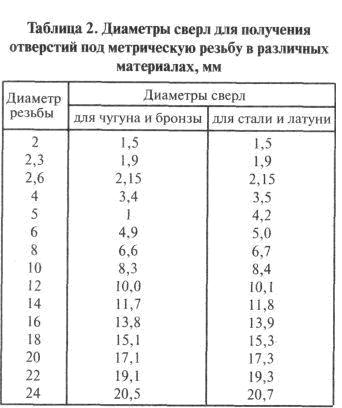 У меня немного шатается свободная рука.
У меня немного шатается свободная рука.
Если бы мне нужно было очень маленькое крепление, я думаю, что я мог бы использовать резьбовую вставку в чугуне из-за очень тонкой резьбы и крупного зерна в отливке. Я бы не стал пробовать 6-32 или меньше.
Последнее редактирование:
markba633csi
Зарегистрировано
- #10
Сверление от руки — это вид искусства. Чем больше практики, тем лучше у вас будет получаться.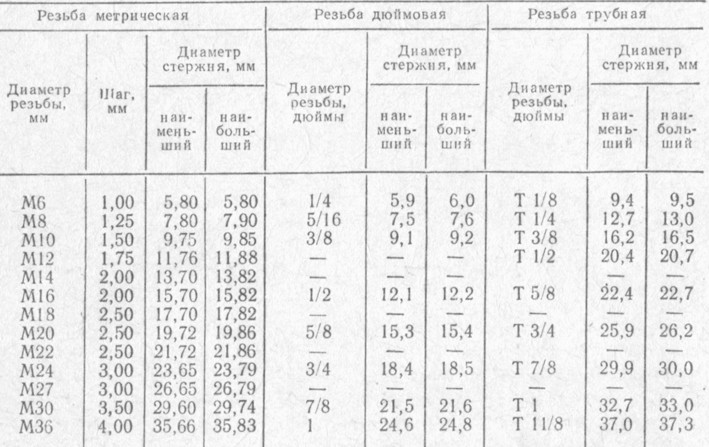 Обратите особое внимание на то, чтобы держать сверло перпендикулярно как по осям X, так и по Y, постоянно переводя взгляд с одной оси на другую, удерживая сверло неподвижно. В качестве направляющей можно также использовать кусок металла с просверленным в нем отверстием.
Обратите особое внимание на то, чтобы держать сверло перпендикулярно как по осям X, так и по Y, постоянно переводя взгляд с одной оси на другую, удерживая сверло неподвижно. В качестве направляющей можно также использовать кусок металла с просверленным в нем отверстием.
Удобно иметь легкую дрель с регулируемой скоростью. Мне нравятся старые Макиты с двухступенчатой коробкой передач
-Марка
Части чипсы | Cutting Tool Engineering
Предоставлено OSG Метчик и матрица
При правильном применении фасонное нарезание резьбы обеспечивает реальные производственные преимущества.
Процесс перемещения металла вместо резки называется по-разному. Но независимо от того, называют ли они это нарезанием резьбы, холодной нарезкой резьбы, нарезкой резьбы, холодной нарезкой, накаткой, накаткой резьбы, нарезанием резьбы на вальце или холодной нарезкой резьбы, многие специалисты по металлообработке незнакомы, по словам Питера Дженнузо, руководителя разработки приложений для OSG Tap.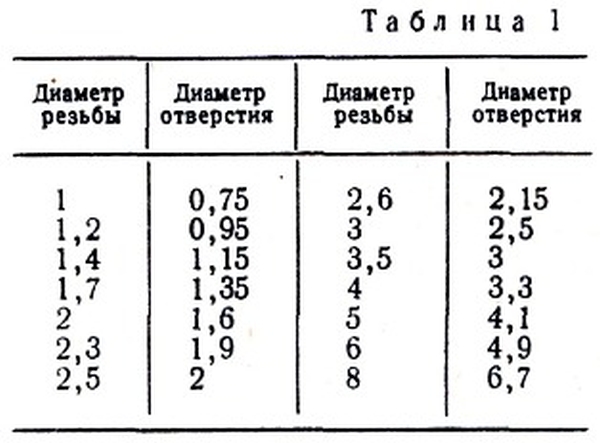 & Die Inc., Глендейл-Хайтс, Иллинойс,
& Die Inc., Глендейл-Хайтс, Иллинойс,
Аль Зайтун, менеджер по маркетингу компании YG-1 Tool Co., Вернон Хиллз, Иллинойс, согласен с тем, что метчики более популярны и понятны. По его оценке, соотношение используемых метчиков к метчикам составляет около 100:1.
Для нарезания резьбы по форме требуется материал заготовки, который действительно может течь для создания профиля резьбы. Материал с пределом прочности на разрыв 160 000 фунтов на квадратный дюйм и максимальной твердостью 36 HRC является пределом для фасонного нарезания резьбы, хотя доступны фасонные метчики для некоторых материалов до 40 HRC.
Резьба может быть выполнена из ряда металлов, включая алюминий, нержавеющую сталь, углеродистую сталь, титан и никель. Хрупкие материалы, такие как чугун, плохо растекаются и не поддаются нарезанию резьбы.
Титан тоже вызов. «В дополнение к высокой прочности на растяжение и низкой пластичности титан обладает очень низкой теплопроводностью, а это означает, что он плохо поглощает тепло», — сказал Дженнузо.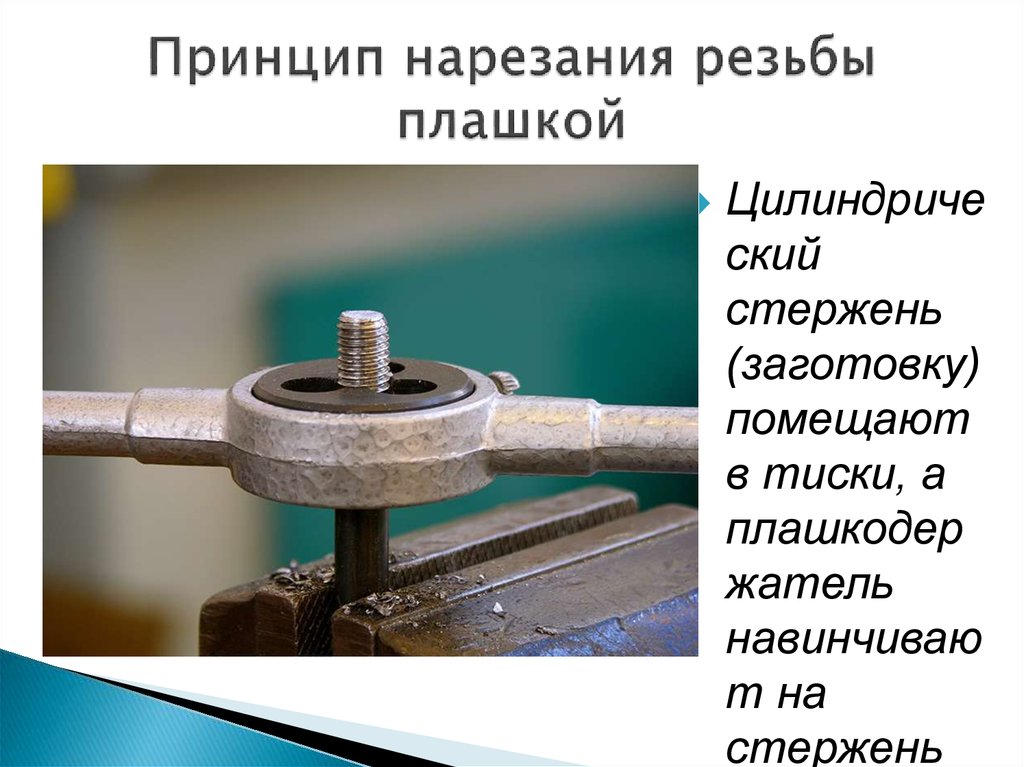 Он пояснил, что во время нарезания резьбы тепло поступает в заготовку, метчик и стружку. Поскольку формование не приводит к образованию стружки, тепло должно передаваться крану или материалу. При нарезании резьбы метчиком по титану большая часть этого тепла проникает в инструмент и вызывает преждевременный выход из строя.
Он пояснил, что во время нарезания резьбы тепло поступает в заготовку, метчик и стружку. Поскольку формование не приводит к образованию стружки, тепло должно передаваться крану или материалу. При нарезании резьбы метчиком по титану большая часть этого тепла проникает в инструмент и вызывает преждевременный выход из строя.
Фасонные метчики обычно имеют диаметр менее 3⁄4 дюйма или M20. Более крупные инструменты создают большее трение и требуют большей мощности станка. для компании Walter USA LLC, Вокеша, Висконсин, которая предлагает резьбонарезные станки Protodyn CAP и Protodyn S Synchrospeed. «Резьбу с мелким шагом легче формировать, потому что требуется меньше материала для перемещения. Ограничение составляет около 10 т/д или 2,5 шага в дюймах. Пока профиль резьбы составляет 10 tpi или больше, вы сможете его сформировать».
Держите стружку
Самым большим преимуществом нарезки стружки является то, что стружка не образуется, что устраняет необходимость обработки стружки и всей очистки, обслуживания и оборудования, которые она включает.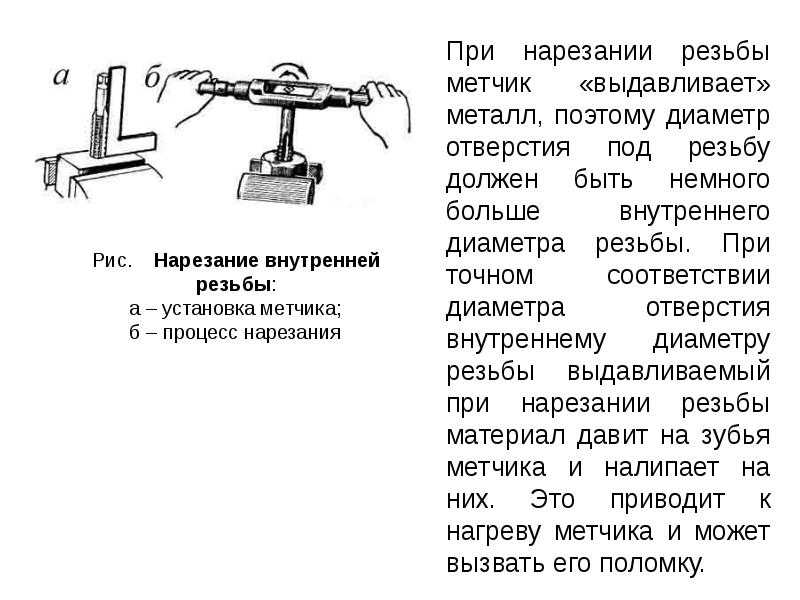
«Во многих случаях, в зависимости от материала, фасонная резьба лучше подходит для крупносерийного производства», — сказал Дженнусо из OSG. «Нарезание резьбы может привести к «гнездованию птиц», что означает, что оператору приходится останавливать станок, очищать стружку и запускать снова — неоднократно — в течение дня. Метчик формы может работать без присмотра, пока не истечет срок службы инструмента; нет необходимости приостанавливать операцию обработки».
Фасонное нарезание резьбы особенно эффективно для нарезания глубоких отверстий глубиной 3 диаметра и более, когда удаление стружки может быть затруднено.
Предоставлено OSG Метчик и матрица
Фасонный метчик OSG OIL-S-XPF нарезает резьбу в прутках из легированной стали 4120, используемых для испытаний. Метчик можно применять для сталей твердостью до 40 HRC.
Фасонный метчик имеет большее поперечное сечение, чем аналогичный режущий метчик. Это означает, что фасонные метчики более жесткие и менее склонны к поломке.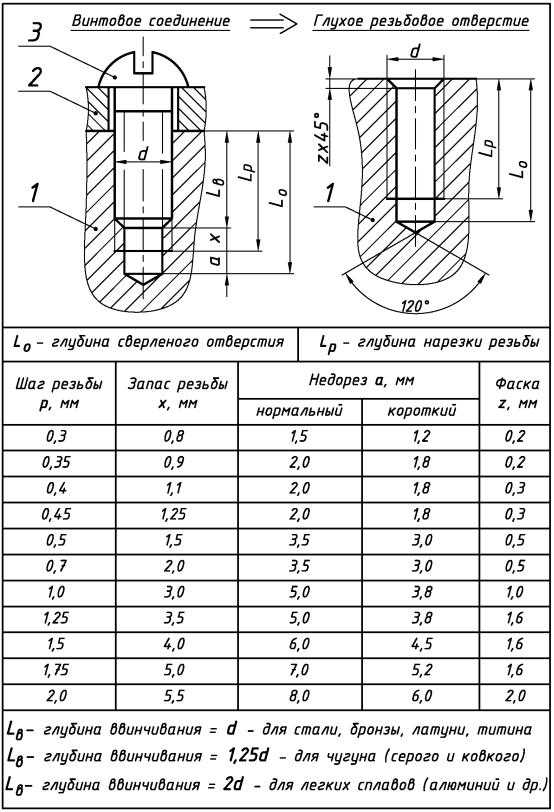 Фасонные метчики более стабильны при нарезании резьбы, чем нарезные метчики, которые должны иметь большие канавки для удаления стружки. «Если все переменные соблюдены, фасонный метчик может пережить метчик для резки в соотношении 30, 40 или даже 50 к 1», — сказал Зайтун из YG-1.
Фасонные метчики более стабильны при нарезании резьбы, чем нарезные метчики, которые должны иметь большие канавки для удаления стружки. «Если все переменные соблюдены, фасонный метчик может пережить метчик для резки в соотношении 30, 40 или даже 50 к 1», — сказал Зайтун из YG-1.
Формованная резьба прочнее нарезанной. Согласно Справочнику по машиностроению, это связано с тем, что зерна в металле не разорваны в сформированной нити, а смещенный металл затвердевает. Другими словами, процесс формования обеспечивает высокую статическую и динамическую прочность на растяжение резьбы из-за деформационного упрочнения.
«Это связано с зернистой структурой материала», — сказал Дженнузо. «Формовочный метчик фактически сжимает эту зернистую структуру для создания профиля резьбы. Это сжатие создает гораздо более плотную структуру зерна, поэтому нити становятся прочнее. Обрезной метчик разрушает эту зернистую структуру, создавая более слабую резьбу».
По словам Уолтера Нелса, еще одним преимуществом фасонного врезания резьбы является «лучшая экономия в производственной среде. При формовании вы меньше изнашиваете инструмент, поэтому вы можете нарезать больше резьбы с меньшими затратами на резьбу, чем с нарезным метчиком». Он добавил, что формование резьбы также позволяет нарезать резьбу быстрее, чем нарезание резьбы.
При формовании вы меньше изнашиваете инструмент, поэтому вы можете нарезать больше резьбы с меньшими затратами на резьбу, чем с нарезным метчиком». Он добавил, что формование резьбы также позволяет нарезать резьбу быстрее, чем нарезание резьбы.
Machine Tool Factors
Однако для формовки метчиков требуется больший крутящий момент, а крепление заготовки должно быть более стабильным, чем для нарезных метчиков. По словам Дженнузо, для нарезания резьбы по фигуре требуется в два-четыре раза больше крутящего момента, чем для нарезания резьбы, поэтому для нарезания резьбы станку приходится работать в два-четыре раза больше.
Требуемый крутящий момент зависит от размера метчика. «Размеры фасонных метчиков варьируются от M1 до M48, но обычно используются фасонные метчики от M3 до M20, — сказал Вольфганг Руфф, вице-президент по проектированию KOMET of America Inc., Шаумбург, Иллинойс. часть больше, поэтому у вас уже будет машина большего размера с более высоким крутящим моментом».
Предоставлено KOMET of America
Вместо полного профиля резьбы при нарезании резьбы по форме образуется канал или пустота (полукруглые области на фото) внутри вершины резьбы.
Важно иметь станок, который может соответствовать не только крутящему моменту, но и может работать со скоростью подачи, необходимой для нарезания резьбы. Станок должен обеспечивать жесткое нарезание резьбы, отметил Томас Шихи, менеджер по разработке приложений, Hardinge Inc., Эльмира, Нью-Йорк
. линейное движение оси нарезания резьбы. Это позволяет станку всегда соответствовать и поддерживать определенный шаг резьбы. При жестком нарезании резьбы линейное движение оси нарезания резьбы получает сигнал подтверждения от энкодера шпинделя, чтобы гарантировать, что синхронизация сохраняется и результирующая резьба соответствует спецификациям. Часто это позволяет увеличить скорость нарезания резьбы и подачу по сравнению с обычным нарезанием резьбы, что повышает производительность и пропускную способность.
Для станков, не способных выполнять жесткое нарезание резьбы, для компенсации доступны инструменты и приспособления. «При фигурном нарезании резьбы в вертикальном обрабатывающем или токарном центре вы можете использовать цанги с ограничением крутящего момента, чтобы компенсировать ошибки оборотов», — сказал Шихи. «У вас также есть державка для натяжения и сжатия, которая может как отталкивать, так и вытягивать, поэтому вы не рискуете сломаться. Это компенсирует тот факт, что станок не может быть настроен на скорость подачи, необходимую для шага резьбы».
Предоставлено Walter USA
Формирователь резьбы Protodyn S HSS-E компании Walter Prototyp для глухих и сквозных отверстий доступен в размерах от M1 до M24.
Основным препятствием для нарезания резьбы фасонным профилем является то, что фасонная резьба не допускается в некоторых отраслях промышленности. «Причина в профиле формованной резьбы», — сказал Дженнузо. «Вместо полного профиля резьбы вы получаете небольшой канал или пустоту внутри вершины резьбы, в которой могут задерживаться загрязнения. В таких отраслях, как медицина и пищевая промышленность, действуют строгие правила в отношении чистоты, поэтому они не могут принимать потоки с этими каналами».
В таких отраслях, как медицина и пищевая промышленность, действуют строгие правила в отношении чистоты, поэтому они не могут принимать потоки с этими каналами».
Другим ограничивающим фактором для нарезания резьбы является то, что просверленное отверстие должно быть гораздо более точным, чем для нарезания резьбы. Для стандартной резьбы M4 приемлемо отверстие диаметром 0,130 дюйма с допуском +0,005 дюйма/-0,002 дюйма, объяснил Нельс, но для формирования нарезки этой резьбы необходимо отверстие диаметром 0,1457 дюйма. требуется отверстие с более жестким допуском ±0,0012 дюйма.
Согласно Нельсу, если просверленное отверстие слишком большое, не будет достаточного количества материала для смещения, чтобы полностью сформировать резьбу. Если отверстие слишком маленькое, будет слишком много материала для смещения, что может привести к поломке детали.0003
Аэрокосмическая промышленность — еще одна отрасль, в которой могут быть ограничения на применение профильной резьбы из-за жестких требований к допускам. «Гораздо сложнее контролировать размер резьбы с помощью фасонного метчика, чем с помощью нарезного метчика», — сказал Дженнузо. «Поскольку формованные метчики зависят от собственной эластичности материала для создания резьбы, формованные резьбы немного более восприимчивы к расширению и усадке материала. Из-за этого иногда немного сложнее соблюдать очень жесткие допуски с помощью фасонных метчиков. Чтобы компенсировать это, в фасонных метчиках обычно используется больший предел делительного диаметра, чем в нарезных метчиках; например, метчик формы ¼-20 2B будет использовать предел H6, а метчик формы ¼-20 2B будет использовать предел H5».
«Гораздо сложнее контролировать размер резьбы с помощью фасонного метчика, чем с помощью нарезного метчика», — сказал Дженнузо. «Поскольку формованные метчики зависят от собственной эластичности материала для создания резьбы, формованные резьбы немного более восприимчивы к расширению и усадке материала. Из-за этого иногда немного сложнее соблюдать очень жесткие допуски с помощью фасонных метчиков. Чтобы компенсировать это, в фасонных метчиках обычно используется больший предел делительного диаметра, чем в нарезных метчиках; например, метчик формы ¼-20 2B будет использовать предел H6, а метчик формы ¼-20 2B будет использовать предел H5».
Хотя все согласны с тем, что в аэрокосмической промышленности существуют ограничения на форму резьбы, все не согласны с тем, что это вопрос допуска. Те же допуски могут быть достигнуты с помощью нарезного метчика, фасонного метчика или резьбовой фрезы. «Авиакосмическая промышленность не принимает фасонную резьбу из-за небольшого зазора на конце резьбы меньшего диаметра, который может удерживать загрязнения», — сказал он. «Цель в аэрокосмической отрасли — уменьшить все зоны загрязнения».
«Цель в аэрокосмической отрасли — уменьшить все зоны загрязнения».
Третьи не верят, что проблема заключается в загрязнении, но указывают, что аэрокосмическая промышленность считает этот зазор или пустоту возможной точкой перелома.
Охлаждение
Охлаждающая жидкость особенно важна при формовании резьбы, а не при ее нарезке, поскольку в этом процессе требуется охлаждающая жидкость для отвода тепла и перемещения материала, отметил Джулиан Уэбб, менеджер по продукции KOMET. По словам Уэбба, хотя это и не идеально, резьба может быть нарезана всухую, и инструмент не сломается, но, по словам Уэбба, метчик для формовки без охлаждающей жидкости сломается.
«Есть также разница с охлаждающей жидкостью, в зависимости от того, из какого материала нарезается резьба», — сказал Уэбб. «Если это более прочный материал, то вам следует использовать масло. Если это менее прочный материал, подойдет обычная эмульсия».
Предоставлено KOMET of America
Роликовые метчики KOMET MOREX R HSS-E имеют гибкий корпус инструмента для компенсации небольших смещений, особенно на линиях передачи, и напаянные твердосплавные пластины для жесткости.
Кроме того, охлаждающая жидкость более важна при формовании, чем при резке, поскольку давление на границе раздела инструмент/заготовка больше. Нужна охлаждающая жидкость, работающая при более высоком давлении. «Если вы используете охлаждающую жидкость на водной основе, вам нужна противозадирная присадка, которая химически не разрушается под высоким давлением», — сказал Зайтун из YG-1. «Если вы не используете масло или противозадирную присадку, это может создать слишком большую нагрузку на резьбу, и вы можете получить трещины».
Фасонные метчики имеют некоторые отличия по способу подачи СОЖ. «Краны для подачи охлаждающей жидкости имеют отверстие в центре крана, которое подает охлаждающую жидкость непосредственно в зону формования. Сплошные метчики имеют канавки, скажем, радиусом от 0,020 до 0,040 дюймов, которые врезаны в сам метчик, чтобы охлаждающая жидкость стекала вниз к дну отверстия», — сказал Дженнузо из OSG. «Независимо от метода подачи, использование охлаждающей жидкости обязательно при нарезании резьбы, чтобы обеспечить эффективную смазку и подавление тепла».