Обзор сварочных полуавтоматов для дома в бытовых целях и для профессиональных сварщиков
Внедрение инверторной технологии в сферу создания электросварочного оборудования привело к тотальной миниатюризации и снижению энергоемкости аппаратов, предназначенных для электродуговой сварки металлов.
Появилось множество портативных, практически переносных приборов, обладающих при этом достаточно высоким функционалом. Сварочный инвертор для ручной дуговой сварки уже давно перестал быть редкостью в гаражах домашних мастеров, но для сварки тонких листов металла, а также изделий из цветных металлов, чугуна и нержавеющей стали гораздо больше подходит сварочный полуавтомат.
Какой из них лучше выбрать, решать следует, исходя из рекомендаций опытных сварщиков и обзора самых востребованных моделей.
Главные критерии выбора
Любой обзор следует начинать со знакомства с характеристиками прибора. Важнейшей технической характеристикой сварочного полуавтомата является максимальный ток сварки.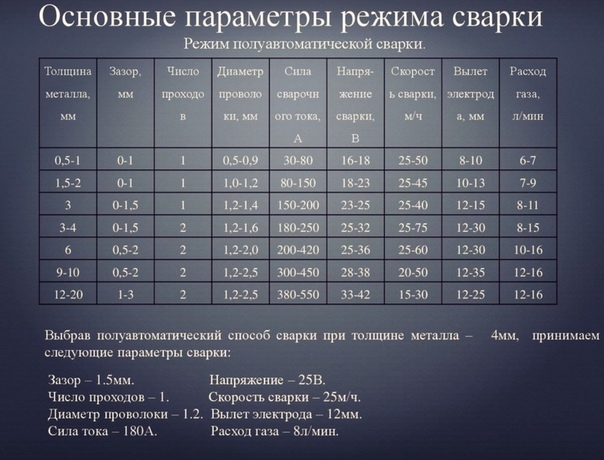
Именно этот параметр определяет, какая толщина металла под силу этому аппарату, и с каким диаметром сварочной проволоки он может работать. Большое значение допустимого рабочего тока обеспечивает запас по этому параметру, благодаря которому, работа сварочного полуавтомата осуществляется в менее напряженном режиме, что снижает вероятность возникновения неисправности и увеличивает срок его службы.
Вторым по важности параметром, который следует учитывать, выбирая сварочный полуавтомат для дома, считается показатель времени непрерывной работы аппарата.
В целях унификации этого показателя, принята специальная методика его определения. За основу берется десятиминутный период работы оборудования.
Затем определяется, какую часть этого времени аппарат может нести некоторую нагрузку без перегрева. Эта величина выражается в процентах от общей продолжительности контрольного периода.
Эту характеристику часто называют коэффициентом постоянного включения (ПВ). Она присутствует во всех обзорах сварочных полуавтоматов. Очевидно, что данный коэффициент взаимосвязан со значением сварочного тока, при котором проходят испытания.
Она присутствует во всех обзорах сварочных полуавтоматов. Очевидно, что данный коэффициент взаимосвязан со значением сварочного тока, при котором проходят испытания.
Например, таблица технических характеристик сварочного полуавтомата может содержать такие данные: ПВ = 100% при I = 100 А, ПВ = 50% при I = 150 А. Эта запись означает, что при значении сварочного тока 100 Ампер, аппарат способен работать в непрерывном режиме, а при токе 200 Ампер, должен производиться пятиминутный перерыв после каждых пяти минут сварки.
Дополнительные возможности
Выбирая полуавтомат для выполнения сварки, не стоит обходить вниманием наличие такой дополнительной функции, как возможность смены полярности. Такой режим может пригодиться при работе с некоторыми видами материалов и применении порошковой проволоки, без подачи защитного газа.
Очень большим преимуществом сварочного полуавтомата является возможность его использования для ручной дуговой сварки.
Некоторые же экземпляры, кроме названых режимов, предоставляют возможность выполнять аргонодуговую сварку неплавящимся электродом. Приобретая полуавтомат такого типа, можно получить универсальный аппарат на все случаи жизни.
Приобретая полуавтомат такого типа, можно получить универсальный аппарат на все случаи жизни.
В обзорах сварочных полуавтоматов наряду с инверторными аппаратами, присутствуют классические модели трансформаторного типа. Инверторные аппараты обладают более высоким функционалом, классические имеют более простую конструкцию.
Популярные модели
Существует специализированные источники, которые публикуют сравнительные обзоры полуавтоматов электродуговой сварки разных производителей и рейтинг лучших из них. Рассмотрим характеристики самых популярных моделей, входящих в топ многих обзоров.
Ресанта САИПА-135
Инверторный полуавтомат, один из самых миниатюрных в своем классе. Весит 11 кг.
Размещается в металлическом корпусе, боковая стенка которого открывается. На передней панели сварочного прибора, кроме гнезда для присоединения рукава горелки, располагаются ручки регуляторов величины сварочного тока и скорости подачи проволоки.
Имеются индикаторы включения в сеть и перегрева.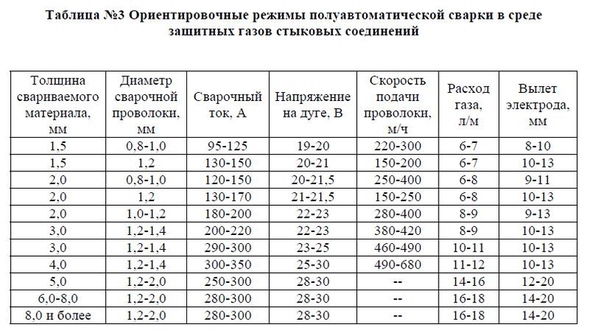 Аппарат снабжен системой принудительного охлаждения, а также встроенной электронной защитой от перегрева.
Аппарат снабжен системой принудительного охлаждения, а также встроенной электронной защитой от перегрева.
Несколько озадачивает заявленный производителем допустимый уровень питающего напряжения – 220 В ± 10%, при том, что схема полуавтомата инверторная и не должна быть столь критичной к перепадам напряжения питания.
Суммируя отзывы об этом полуавтомате, можно сказать, что это неплохой вариант для новичков и не очень интенсивного использования. Сравнительно недорогая модель, но и большими возможностями не обладает. Предел толщины свариваемого металла составляет 6 мм.
Aurora OVERMAN 160
Однофазные инверторы этой модели могут питаться от напряжения 220 В ± 15%, согласно данным производителя. Регулирование сварочного тока осуществляется в пределах 40 – 160 Ампер.
Из сети потребляется мощность 4 кВт. Сварка осуществляется с довольно высоким коэффициентом полезного действия, достигающего 80%. Пользователями отмечается высокое качество сборки полуавтоматов этого производителя.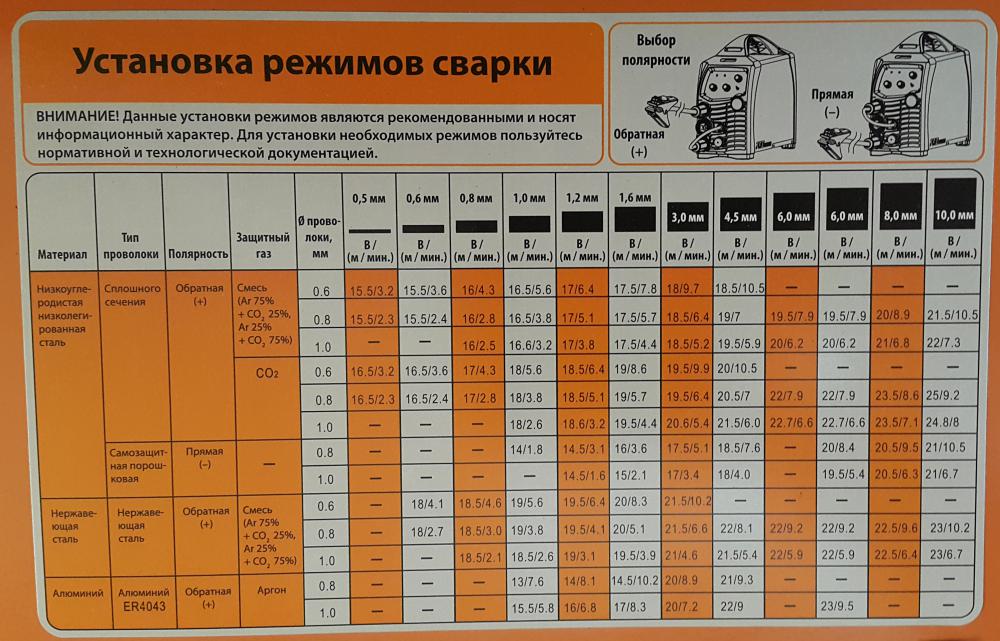
Отмечается довольно высокая цена изделия, которая оправдывается тем, что данный полуавтомат может быть востребован даже профессионалами, хотя скорость выполнения сварочных работ несколько отстает от большинства приборов из профессионального сегмента.
Сварог EASY MIG 160 N213
Следующим в обзоре идет инверторный сварочный полуавтомат фирмы Сварог, имеющий функцию ручной сварки ММА. Сварочный ток регулируется в пределах от 10 до 160 ампер как в режиме ручной, так и полуавтоматической сварки.
Время непрерывной работы инвертора при максимальном сварочном токе составляет 60%, при значении же тока до 130 ампер, полуавтомат может работать непрерывно.
Сварка в ручном режиме может осуществляться электродом до 3 мм. Диапазон напряжения на входе питания – от 187 вольт до 253 вольта, при потребляемой мощности от 7 до 10 кВт. Те, кто пользуется данным аппаратом, отмечают его высокую надежность.
Кедр MIG-175GD
Достаточно функциональные полуавтоматические аппараты Кедр, практически не уступающий лидерам обзоров. В активе функциональных возможностей имеются, помимо полуавтоматического, ручной и аргонодуговой режимы сварки.
В активе функциональных возможностей имеются, помимо полуавтоматического, ручной и аргонодуговой режимы сварки.
Регулирование сварочного тока выполняется в диапазоне 20 – 175 Ампер при ручной сварке, 10 – 175 Ампер для аргонодугового процесса, и 50 – 175 Ампер в режиме полуавтомата.
Система регулирования параметров сварочного процесса выполнена оригинально. Управление осуществляется одной ручкой. Тип сварки выбирается нажатием одной из кнопок.
Отзывы о функционале и надежности данного устройства положительные, хотя принцип регулирования параметров не всем кажется достаточно удобным. Соотношение функциональных возможностей и цены этого устройства делают его одним из лучших для использования в качестве бытового сварочного полуавтомата.
FUBAG INMIG 200 PLUS
Один из самых дорогих, но и многофункциональных инверторных аппаратов, который представляют во многих обзорах, является полуавтомат FUBAG. Кроме распространенных режимов сварочных работ, полуавтоматического и ручного, имеется возможность работать с неплавящимся электродом в среде аргона.
Пределы сварочного тока в ручном режиме – от 20 до 170 Ампер. Тот же параметр в режиме полуавтомата регулируется от 30 до 200 Ампер, а сварка неплавящимся электродом ведется на токах от 15 до 200 Ампер.
Допустимый диапазон изменения напряжения питания находится в пределах 198 – 242 В. Величина полной мощности достигает значения 7,92 кВА.
Сварог MIG 250 Y
Еще один представитель торговой марки Сварог, включенный в обзор, считается одним из самых надежных аппаратов для электродуговой сварки. Находится в списке аттестационного комитета сварочного производства.
Функционал представлен режимами полуавтоматической и ручной сварки током до 250 ампер. Имеет трехфазное питание. Такой инвертор может выбрать настоящий профессионал, регулярно выполняющий большие объемы сварочных работ.
Лицевая панель полуавтомата вмещает регуляторы тока, напряжения дуги и скорости подачи проволоки. Кроме этого, регулируется индуктивность, влияющая на динамику дуги.
Имеется функция смены полярности. На задней стенке расположена розетка, служащая для подключения переносных ламп и электрооборудования, питающегося напряжением 36 вольт.
Небольшой обзор, представленный выше, призван помочь в выборе домашнего сварочного полуавтомата. Если даже выбор не будет сделан в пользу одного из описанных устройств, подход, основанный на анализе технических характеристик, поможет оценить достоинства других аналогичных приборов.
Недостатки полуавтоматической сварки и ее преимущества
Вопросы, рассмотренные в материале:
- Общие принципы полуавтоматической сварки
- Устройство полуавтомата
- Виды сварочных полуавтоматов
- Отличия сварочных полуавтоматов от других аппаратов
- Режимы полуавтоматической сварки
- Типы сварочного оборудования
- Технику сваривания металлов полуавтоматом
Полуавтоматическая сварка – практически самый популярный способ соединения изделий из металла. Он удобен, прежде всего, начинающим специалистам. Применяется во всех отраслях промышленности, поскольку позволяет обрабатывать металлы разной толщины.
Он удобен, прежде всего, начинающим специалистам. Применяется во всех отраслях промышленности, поскольку позволяет обрабатывать металлы разной толщины.
В нашей статье рассмотрены преимущества и недостатки полуавтоматической сварки, показано, как функционирует оборудование и как выглядит процесс сварки металла посредством такого аппарата.
Общие принципы полуавтоматической сварки
В основе механизированной сварки, как и других разновидностей дуговой сварки, лежит использование тепловой энергии, концентрируемой в месте горения дуги. Последняя нагревается до показателей, превышающих температуру плавления металлов. Под ее воздействием кромки заготовки плавятся, в результате формируется сварочная ванна жидкого металла. Нужно понимать, что дуга горит между изделием и сварочной проволокой, которая, с одной стороны, обеспечивает подвод дуги к зоне сварки, а с другой – играет роль присадки для заполнения зазора между кромками.
Подающий механизм безостановочно направляет сварочную проволоку с кассеты в рабочую зону непосредственно к соплу горелки. Из горелки выходит газ, призванный защитить от воздействия воздуха сварочную дугу, горячий жидкий металл, конец сварочной проволоки и зону у шва. Чтобы добиться более высокого качества соединения, газ могут дополнительно подавать с обратной стороны шва.
Из горелки выходит газ, призванный защитить от воздействия воздуха сварочную дугу, горячий жидкий металл, конец сварочной проволоки и зону у шва. Чтобы добиться более высокого качества соединения, газ могут дополнительно подавать с обратной стороны шва.
Так как в данном случае не используются покрытые электроды, необходимые при ручной сварке, весь процесс может быть механизирован либо автоматизирован.
Устройство полуавтомата
Устройство сварочного полуавтомата остается неизменным вне зависимости от сферы его использования. Данное оборудование включает в себя:
- источник питания с блоком управления, панелью индикации, системой ручной настройки;
- кабель-шланг для подачи проволоки, газа, тока в сварочную зону, то есть так называемый сварочный рукав и кабель для подсоединения к «массе»;
- горелку;
- устройство автоматической подачи проволоки;
- емкость с инертным/активным газом и соответствующее газовое оборудование.


Также можно приобрести дополнительные устройства для полуавтоматической дуговой сварки. К ним относятся размоточные приспособления, оснастка для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки, пр.
Виды сварочных полуавтоматов
Чтобы иметь возможность говорить о недостатках полуавтоматической сварки, важно представлять себе классификацию используемых в процессе работы устройств. Их принято делить на виды в соответствии с конструкцией и источником тока, также могут учитываться способы подачи проволоки, охлаждения, питающее напряжение, вспомогательные функции. Кроме того, аппараты отличаются по виду используемой газовой среды: в качестве защиты применяется инертный или активный газ (углекислотный полуавтомат) либо устройство может быть универсальным.
С точки зрения конструкции, сварочные полуавтоматы бывают двухкорпусными и однокорпусными. Первый вариант предполагает, что источник питания находится отдельно от газового клапана и механизма подачи проволоки. Причем ко второй части системы подключается кабель-шланг. Тогда как в однокорпусном аппарате все, в соответствии с названием, находится в моноблоке. При этом может быть предусмотрено внутреннее и внешнее размещение бобины с проволокой.
Причем ко второй части системы подключается кабель-шланг. Тогда как в однокорпусном аппарате все, в соответствии с названием, находится в моноблоке. При этом может быть предусмотрено внутреннее и внешнее размещение бобины с проволокой.
Рекомендовано к прочтению
У сварочных полуавтоматов бывают источники питания двух видов: выпрямители и инверторы. Выпрямители проще в обслуживании и отличаются более доступной ценой. Однако нужно понимать: их главный недостаток для полуавтоматической сварки, кроется в том, что они выдают постоянный ток со значительными пульсациями, не могут похвастаться высоким КПД, при этом имеют немалый вес. У инверторов нет подобных минусов, при этом они способны обеспечивать практически любые виды сварочных токов и даже работать в импульсном режиме.
Отличия сварочных полуавтоматов от других аппаратов
Существующие на данный момент методы электродуговой сварки отличаются, в первую очередь, источниками тока, электродами и защитной средой. Кроме того, у них может быть разная степень автоматизации работ. Чаще всего на практике используются ручная и полуавтоматическая сварка плавящимися электродами и сварка вольфрамовыми электродами в инертной среде, известная как TIG-сварка.
Кроме того, у них может быть разная степень автоматизации работ. Чаще всего на практике используются ручная и полуавтоматическая сварка плавящимися электродами и сварка вольфрамовыми электродами в инертной среде, известная как TIG-сварка.
Главное отличие сварочных полуавтоматов от других типов устройств состоит в том, что в них не используются трансформаторы как источники тока. Вместо этого должны быть выпрямители или инверторы, поскольку именно такие виды устройств обеспечивают необходимую производительность и высокое качество сварки. Благодаря отказу от трансформаторов, сварка может идти непрерывно без изменения параметров, не требуя замены электродов и дополнительного поджига дуги.
Работа со сварочными полуавтоматами отличается рядом таких особенностей, как:
- отсутствие временных затрат на прокалку, просушку электродов;
- возможность наложения длинных цельных швов;
- наличие функции автоматического регулирования скорости, с которой подается проволока, в соответствии с характеристиками дуги;
- неизменное расстояние от электрода до металла изделия;
- чистота работы;
- высокое качество сварочного шва с точки зрения физико-химических характеристик.

За счет использования инвертора в сварочных полуавтоматах удается серьезно повысить производительность и технологические возможности устройства. В аппаратах для выполнения самых простых работ все еще можно встретить выпрямители. Дело в том, что последние дешевле инверторов, хотя и обладают некоторыми недостатками в полуавтоматической сварке: они большие и тяжелые, при этом дают ток более низкого качества.
Режимы полуавтоматической сварки
Для дуговой полуавтоматической сварки с использованием стальной проволоки выбирают ток обратной полярности, то есть плюс идет на электрод. Этот принцип связан с тем, что в плазме дуги поток электронов движется по направлению от катода, роль которого выполняет деталь, к аноду или электроду. Поэтому последний разогревается сильнее, чем катод.
Если же используется порошковая проволока, то ее особые физико-химические свойства требуют, чтобы применялось прямое включение, где минус идет на электрод.
В сварочных полуавтоматах действует обратная связь «сила тока – скорость подачи проволоки», за счет чего становится возможен режим полуавтомата. Основная задача сварщика состоит в том, чтобы сохранять необходимое качество дуги и направлять горелку вдоль стыка металла. Тогда как скорость подачи проволоки будет сама подстраиваться под величину тока.
Основная задача сварщика состоит в том, чтобы сохранять необходимое качество дуги и направлять горелку вдоль стыка металла. Тогда как скорость подачи проволоки будет сама подстраиваться под величину тока.
Если говорить о достоинствах и недостатках полуавтоматической сварки при помощи сварочных инверторов, то их немаловажным плюсом является возможность использовать импульсный режим, за счет которого повышается производительность и качество выполнения работ.
Типы сварочного оборудования
Сварочное оборудование может быть ручным, автоматическим и полуавтоматическим.
Первый тип считается самым простым, поэтому может использоваться для бытовых нужд, а также в мастерских и на небольших производствах. Автоматы и полуавтоматы отличаются высокой производительностью и способны обеспечивать точную обработку. Они входят в состав производственных линий на крупных предприятиях, а также в цехах среднего масштаба. С их помощью достигается хорошая скорость выполнения работ, высокое качество швов.
Вполне логично, что автоматическое оборудование обойдется значительно дороже, чем аппараты бытового или полупрофессионального типа. Зато автоматы удобны и сводят к минимуму участие человека в процессе сварки. Также они обладают расширенным функционалом и могут эксплуатироваться в течение более продолжительного срока.
Принцип действия автоматического оборудования таков:
- Внутри корпуса находится бобина с намотанной проволокой – это расходник, который используется вместо традиционного электрода для дуговой ручной сварки. Он автоматически подается в рабочую зону.
- Проволока подводится к соплу газовой горелки, в результате чего она плавится и дает возможность скреплять металлические заготовки.
- За стабильность дуги отвечает автоматика – именно она поддерживает горение и параллельную подачу расходного материала.
- Оператор выбирает необходимую скорость подачи проволоки с учетом того, как быстро перемещается горелка и каков материал изделия.

В основе сварки автоматом и полуавтоматом лежат близкие принципы работы. Но существует и серьезное отличие: в автомате за все процессы отвечают механизмы, а контроль возложен на систему управления. В полуавтоматах некоторые действия выполняет сварщик.
Оборудование для полуавтоматической сварки может быть нескольких видов в соответствии с эксплуатационными характеристиками. По способу защиты шва принято выделять полуавтоматы для работы под флюсом и в среде защитного газа. По источнику питания устройства бывают:
- Однофазные – они включаются в обычную сеть питания в 220 Вольт. Но чтобы шов был ровным, необходимо стабильное напряжение.
- Трехфазные – гарантируют высокое качество соединения и удобство сварки.
Техника сваривания металлов полуавтоматом
От используемой технологии соединения металлов и недостатков полуавтоматической сварки зависит качество соединений. В процессе эксплуатации швы не должны утратить свои изначальные свойства. Нужно понимать, что использование полуавтомата имеет значительные отличия от ручной дуговой сварки.
Нужно понимать, что использование полуавтомата имеет значительные отличия от ручной дуговой сварки.
Далее представлены наиболее распространенные приемы и техники работ посредством полуавтомата, а также названы преимущества и недостатки полуавтоматической сварки перед ручной.
1. Сварка в среде защитного газа.
Полуавтоматические установки могут работать в среде защитного газа, призванного оградить рабочую зону от воздуха. В результате не происходит окисления шва, а значит, повышается его прочность.
Сварка может осуществляться при помощи разных инертных газов, но самыми распространенными считаются углекислый газ и гелий. Это связано с их относительно низкой ценой и небольшим расходом.
Один из недостатков полуавтоматической сварки с углекислым газом состоит в том, что необходимо уделять особое внимание предварительной подготовке поверхности – для этого кромки зачищают наждачной бумагой, металлической щеткой или болгаркой. Чем качественнее будет выполнен данный этап, тем ниже шансы, что останется пропущенная пыль, грязь, ржавчина, остатки краски.
Чем качественнее будет выполнен данный этап, тем ниже шансы, что останется пропущенная пыль, грязь, ржавчина, остатки краски.
Сварка полуавтоматом в защищенной среде может осуществляться несколькими способами:
- Непрерывное сваривание. Такой подход считается самым сложным, поэтому его используют только опытные специалисты. В данном случае горелка проходит весь сварной шов без пауз и остановок.
- Точечная автоматическая сварка. Между заготовками формируется не сплошной шов, а большое количество отдельных сварных соединений-точек.
- Короткое замыкание. Данная технология обычно используется при сварке пары тонких стальных листов. Для расплавления металла используются импульсы, генерируемые коротким замыканием в сварочном аппарате. После остывания расплав двух заготовок формирует единую конструкцию.
При работе с защитным газом большинство специалистов предпочитает использовать режим переменного тока. Для этого необходимо грамотно настроить параметры оборудования, опираясь на тип и толщину металла. Объем необходимого газа зависит от режима сварки, а проволока расходуется со скоростью 4 см/мин. Чтобы более точно выбрать настройки, стоит обратиться к таблицам ГОСТа.
Объем необходимого газа зависит от режима сварки, а проволока расходуется со скоростью 4 см/мин. Чтобы более точно выбрать настройки, стоит обратиться к таблицам ГОСТа.
После этапа подготовки приступают к сварке. Для этого запускают подачу газа, подключают питание, чтобы загорелась дуга, – она инициируется прикосновением проволоки к поверхности изделия. Далее нажимается кнопка пуска для начала подачи проволоки.
Чтобы получить шов высокого качества, нужно помнить о следующих тонкостях работы:
- Проволока подается точно прямо, но не вплотную ко шву, так как важно обеспечить хороший обзор сварочной ванны.
- Между кромками заготовок должен оставаться небольшой промежуток.
- Зазор зависит от толщины заготовки. Ширина в 1 мм требуется при стенке изделия толщиной примерно 1 см. Для более толстых стенок промежуток выбирают из расчета 10 % от толщины металла.
Далее представлены достоинства и недостатки полуавтоматической сварки в среде защитных газов.
|
Преимущества |
Недостатки |
|
· Высокая производительность; · формирование шва высокого качества за счет ввода легирующих элементов, раскислителей через проволоку; · отсутствие необходимости удалять шлак, так как нет флюсов и покрытий; · меньший объем отходов, что говорит о большей эффективности |
· Более сложная аппаратура в сравнении с ручной дуговой сваркой; · дополнительные операции для защиты при работе на открытых площадках; · расходы, связанные со снабжением газами для формирования защитной среды |
2. Технология работы с алюминием.
Полуавтомат дает немало возможностей, позволяя работать с разными металлами, в том числе с алюминием. Последний отличается особыми свойствами, поэтому при сварке заготовок из него необходимо помнить о следующих нюансах:
Последний отличается особыми свойствами, поэтому при сварке заготовок из него необходимо помнить о следующих нюансах:
- На поверхности алюминия присутствует слой амальгамы – ее температура плавления гораздо больше, чем у самого металла. Поэтому этот процесс должен производиться в среде защитного газа.
- Данный металл быстро становится очень текучим. Чтобы избежать неприятных ситуаций, рекомендуется использовать подложку.
- Обработку лучше всего осуществлять в режиме обратной полярности с постоянным током. В таком случае на горелке устанавливается положительный заряд, на детали – отрицательный.
Если следовать этим советам, можно быстро разрушить амальгаму и получить качественный расплав, а значит, и прочный сварной шов.
3. Сварка с проволокой.
При использовании полуавтомата необязательно работать только в газовой среде. Существует другой вариант – сварка под флюсом. Однако недостаток такой полуавтоматической сварки по сравнению с ручной в том, что этот вариант подходит только для использования на предприятиях. Для решения бытовых вопросов он оказывается слишком дорогостоящим, что связано с ценой флюса.
Понять особенности данного типа сварки проще, если знать основные характеристики флюса, то есть порошка, находящегося в средней части проволоки. Так, подобные электроды не стоит использовать при полуавтоматической сварке, если нужно сформировать шов между тонкими листами металла либо планируется обработка среднеуглеродистой стали. Ведь тогда не избежать появления дефектов, а именно горячих трещин.
За счет повышения температуры дуги добиваются расплавления всего объема порошка внутри электрода. Для этого используют обратную полярность.
Большинство специалистов хорошо разбираются в преимуществах и недостатках ручной, автоматической и полуавтоматической сварки. Необходимые знания они получают в учебных заведениях, на курсах. Кроме того, всю информацию предоставляют производители в инструкции к оборудованию, так как за счет использования современных технологий сварочные полуавтоматы стали проще и доступны для любителей. Практика показывает, что подобное оборудование может прекрасно использоваться в домашних условиях и на малых производствах.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Принцип работы сварочного полуавтомата | На обзорах
Если у вас возникают вопросы: «Правильное-ли напряжение я использую? Не слишком-ли короткий или длинный электрод? Не слишком-ли быстро я перемещаю горелку?» — то в этой статье вы найдете ответы на эти и многие другие вопросы.
Как работает сварочный полуавтомат
Для начала давайте разберемся, как работает ручная дуговая сварка. В дуговой сварке используют электричество высокого напряжения для питания электрической дуги, которая и выделяет плавящее металл тепло. Существует несколько разновидностей дуговой сварки — штучными электродами, проволочным электродом (MIG), вольфрамовым электродом (TIG). Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды.
В случае ручной дуговой сварки штучными электродами, защитный газ выделяется при нагревании покрытия электрода. При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
Полуавтоматическая сварка отличается от других методов тем, что проволочный электрод подается к рабочей области автоматически, при нажатии кнопки на горелке. Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить.
Методом полуавтоматической сварки можно пользоваться и без использования защитного газа. Для этого нужен порошковый проволочный электрод. При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла).
Настройка сварочного полуавтомата
Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата.
Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов.
Толщина металла определяет силу тока
На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер.
Толщина проволочного электрода
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Таблица зависимости толщины проволочного электрода от толщины и типа материала.
|
Материал |
Диаметр электродной проволоки, мм |
Сварочный ток, А |
|
Алюминий и алюминиевые сплавы |
0,8 |
50-175 |
|
1,2 |
90-250 |
|
|
1,6 |
160-350 |
|
|
2,4 |
225-400 |
|
|
3,2 |
350-475 |
|
|
Магниевые сплавы |
1 |
150-300 |
|
1,2 |
160-320 |
|
|
1,6 |
210-400 |
|
|
2,4 |
320-510 |
|
|
3,2 |
400-600 |
|
|
Медь и медные сплавы |
0,9 |
150-300 |
|
1,2 |
200-400 |
|
|
1,6 |
250-450 |
|
|
2,4 |
350-550 |
|
|
Никель и никелевые сплавы |
0,5 |
- |
|
0,8 |
- |
|
|
0,9 |
100-160 |
|
|
1,2 |
150-260 |
|
|
1,6 |
100-400 |
|
|
Титан и титановые сплавы |
0,8 |
- |
|
0,9 |
- |
|
|
1,2 |
- |
|
|
Нержавеющая стал |
0,5 |
- |
|
0,6 |
- |
|
|
0,8 |
75-150 |
|
|
0,9 |
100-160 |
|
|
1,2 |
140-310 |
|
|
1,6 |
280-450 |
|
|
2 |
- |
|
|
2,4 |
- |
|
|
2,8 |
- |
|
|
3,2 |
- |
|
|
Низкоуглеродистая сталь, катанная или холодно-тянутая |
0,5 |
- |
|
0,6 |
- |
|
|
0,8 |
40-220 |
|
|
0,9 |
60-280 |
|
|
1,2 |
125-380 |
|
|
1,3 |
260-460 |
|
|
1,6 |
275-450 |
|
|
2 |
- |
|
|
2,4 |
- |
|
|
3,2 |
- |
|
|
Углеродистая сталь повышенной прочности, некоторые низколегированные стали |
0,9 |
60-280 |
|
1,2 |
125-380 |
|
|
1,6 |
275-450 |
|
|
2 |
- |
|
|
2,4 |
- |
|
|
3,2 |
- |
|
|
4 |
- |
Напряжение
От напряжения зависят высота и толщина сварочного шва. Если в руководстве по эксплуатации отсутствует соответствующая таблица, характеристики шва в зависимости от напряжения можно выяснить опытным путем. Для этого возьмите ненужный кусок металла и начните варить. Попросите ассистента поворачивать ручку регулировки напряжения до конца вниз. Оцените шов при разных уровнях напряжения. Повторите процедуру поворачивая ручку регулировки напряжения до конца вверх, пока дуга не станет нестабильной.
Кроме того, существует взаимосвязь между напряжением дуги и ее длинной. Короткая дуга уменьшает напряжение и в результате получается узкий сварочный шов. Длинная дуга (больше напряжения) дает плоский, широкий сварочный шов.
Скорость подачи проволочного электрода
Скорость подачи проволочного электрода зависит от толщины свариваемых листов, от необходимой глубины плавления металла, от силы тока и некоторых других параметров. Слишком высокая скорость подачи электрода может привести к прожигам.
Установите правильную скорость подачи проволоки в соответствии с таблицей:
Толщина металла (мм) | Толщина электродной проволоки (мм) | Сила тока (А) | Напряжение дуги (В) | Скорость подачи проволоки (м/ч) | Расход защитного газа (л/мин) | Вылет электрода (мм) |
1,5 | 0,8-1,0 | 95-125 | 19-20 | 150-220 | 6-7 | 6-10 |
1,5 | 1,2 | 130-150 | 20-21 | 150-200 | 6-7 | 10-13 |
2,0 | 1,2 | 130-170 | 21-21,5 | 150-250 | 6-7 | 10-13 |
3,0 | 1,2-1,4 | 200-300 | 22-25 | 380-490 | 8-11 | 10-13 |
4,0-5,0 | 1,2-1,6 | 200-300 | 25-30 | 490-680 | 11-16 | 10-20 |
6,0-8,0 и более | 1,2-1,6 | 200-300 | 25-30 | - | 11-16 | 10-20 |
Оцениваем сварной шов
Оценить насколько правильно вы установили параметры сварочного аппарата можно по качеству сварного шва. Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
Хороший шов
Обратите внимание на глубину плавления металла и на надежность соединения в основании шва (граница шва и материала). Шов плоский, не слишком узкий или широкий.
Напряжение слишком высокое
При слишком высоком напряжении сварочную дугу сложно контролировать. Глубина плавления металла не постоянна, турбулентность в сварочной ванне препятствует образованию надежного соединения между металлами.
Напряжение слишком низкое
При слишком низком напряжении сварочную дугу так-же сложно контролировать. Глубина плавления металла при этом незначительная. Низкое напряжение ведет к разбрызгиванию расплавленного металла, шов выпуклый, связь с металлом в основании шва непрочная.
Слишком быстрое перемещение сварочного электрода вдоль шва
Узкий, выпуклый шов с плохим сплавлением в основании. Незначительная глубина плавления металла.
Слишком медленная скорость перемещения сварочного электрода вдоль шва
При слишком медленном перемещении электрода металл будет перегреваться. Шов при этом будет очень широким с незначительной глубиной плавления металла. При сварке тонких листов могут появляться прожиги.
Слишком высокая скорость подачи электрода или сила тока
Если скорость подачи электрода или сила тока слишком высокие, сварной шов будет широким с незначительной глубиной плавления материала. При этом также могут наблюдаться разбрызгивание расплавленного металла и прожиги.
Скорость подачи электрода или сила тока слишком низкие
При таких параметрах сварной шов узкий, часто выпуклый, с плохой связью в основании.
Защитный газ отсутствует
При отсутствии защитного газа сварной шов получается пористый, с полостями.
GMAW 101: Установка правильных параметров
Хорошая газовая дуговая сварка металла. Фото любезно предоставлено Miller Electric
Если вы не зарабатываете сваркой на жизнь, может быть сложно определить, настроен ли ваш аппарат для газовой дуговой сварки на оптимальную производительность. Вы задаете такие вопросы, как: Я использую правильное напряжение? У меня слишком много или слишком мало проводов? Я еду с правильной скоростью? Если да, то эта статья для вас.
Сначала мы рассмотрим основы настройки, а затем посмотрим, что вам говорит сварной шов.
Оборудование
Хорошее оборудование облегчает газовую дуговую сварку. Плохое оборудование может дорого обойтись в результате разочарования и плохого качества сварки.
Последние технологические достижения, такие как способность некоторых сварочных аппаратов автоматически устанавливать оптимальные параметры в зависимости от толщины материала и диаметра проволоки, позволяют сосредоточиться на правильной технике, обеспечивая плавный пуск без разбрызгивания, что является распространенной проблемой для сварщиков, которые иногда сталкиваются с проблемами. Однако не все сварочные аппараты имеют такую возможность.
Чтобы определить, какой сварочный аппарат и технология подходят вам лучше всего, найдите местного дистрибьютора сварочного оборудования, у которого есть собственная сварочная лаборатория, или который позволит вам протестировать машину перед покупкой.
Получение максимальной отдачи от машины
Независимо от того, какой источник питания вы выбрали, прочтите руководство пользователя. Он содержит важную информацию о правильной эксплуатации и правилах безопасности. Большинство компаний предлагают свои руководства в Интернете.
Следующие основные инструкции относятся к сварке стали сплошной проволокой.Сварка алюминия и порошковая проволока требует отдельного обсуждения. Совместная конструкция, положение и другие факторы влияют на результаты и настройки. Когда будут достигнуты хорошие результаты, запишите параметры.
1. Толщина материала определяет силу тока. Ориентировочно, на каждые 0,001 дюйма толщины материала требуется 1 ампер: 0,125 дюйма = 125 ампер.
2. Выберите правильный размер провода в соответствии с силой тока. Поскольку вы не хотите менять проволоку, выберите одну из наиболее часто используемых толщин.
- 30-130 ампер: 0.023 дюйма
- 40–145 ампер: 0,030 дюйма
- 50–180 ампер: 0,035 дюйма
- 75–250 ампер: 0,045 дюйма
3. Установите напряжение. Напряжение определяет высоту и ширину борта. Если диаграмма, руководство или спецификации для установки правильного напряжения отсутствуют, вы можете попробовать следующее: пока вы свариваете металлолом, попросите напарника снизить напряжение до тех пор, пока дуга не начнет врезаться в заготовку. Затем снова начните сварку и попросите напарника увеличить напряжение, пока дуга не станет нестабильной и неровной.Напряжение на полпути между этими двумя точками является хорошей отправной точкой.
Рисунок 1 Good Bead
Существует прямая зависимость между напряжением дуги и длиной дуги. Короткая дуга снижает напряжение и дает узкий, «вязаный» валик. Более длинная дуга (большее напряжение) дает более плоский и широкий валик. Слишком большая длина дуги приводит к получению очень плоского валика и возможности поднутрения.
4. Выберите скорость подачи проволоки. Скорость подачи проволоки контролирует силу тока, а также степень проплавления сварного шва.Слишком высокая скорость может привести к прогоранию. Если руководство или лист технических характеристик сварки недоступен, используйте множители в следующей таблице, чтобы найти хорошую отправную точку для скорости подачи проволоки. Например, для 0,030 дюйма. проволоки, умножьте ее на 2 дюйма на ампер, чтобы найти скорость подачи проволоки в дюймах в минуту (IPM).
Для размера провода | Умножить на | Пример. Используя 1/8 дюйма (125 ампер) |
0.023 дюйма | 3,5 дюйма на ампер | 3,5 x 125 = 437,5 IPM |
0,030 дюйма | 2 дюйма на ампер Рисунок 2 Слишком высокое напряжение | 2 x 125 = 250 IPM |
0,035 дюйма | 1,6 дюйма на ампер | 1,6 x 125 = 200 IPM |
0.045 дюймов | 1 дюйм на ампер | 1 x 125 = 125 IPM |
Проверка бортов
Один из способов проверить ваши параметры — это проверить сварной шов. Его внешний вид указывает на то, что необходимо настроить.
Хороший сварной шов (Рис. 1) —Обратите внимание на хорошее проникновение в основной материал, плоский профиль валика, соответствующую ширину валика и хорошее соединение на носках сварного шва (кромки, где металл сварного шва встречается с основным металлом). ).
Слишком высокое напряжение (Рисунок 2 ). Слишком высокое напряжение характеризуется плохим контролем дуги, непостоянным проваром и турбулентной сварочной ванной, которая не может равномерно проникать в основной материал.
Рисунок 3 Слишком низкое напряжение
Слишком низкое напряжение (Рисунок 3) — Слишком низкое напряжение приводит к плохому запуску дуги, контролю и провалу. Это также приводит к чрезмерному разбрызгиванию, выпуклому профилю валика и плохому закреплению на концах сварного шва.
Слишком быстрая скорость перемещения (Рисунок 4) — Узкий выпуклый валик с недостаточным закреплением на носках сварного шва, недостаточным проплавлением и непоследовательным валиком сварного шва вызваны слишком быстрым перемещением.
Слишком низкая скорость перемещения (Рисунок 5) —Слишком медленное перемещение приводит к слишком большому нагреву сварного шва, что приводит к чрезмерно широкому сварному шву и плохому проплавлению. На более тонком материале это также может вызвать прожиг.
Слишком высокая скорость подачи проволоки / сила тока (Рисунок 6) — Установка слишком высокой скорости подачи проволоки или силы тока (в зависимости от типа используемого вами устройства) может вызвать плохое зажигание дуги и привести к слишком широкому сварному шву. , прогорание, чрезмерное разбрызгивание и плохое проникновение.
Слишком низкая скорость подачи проволоки / сила тока (Рисунок 7) — Узкий, часто выпуклый валик с плохой привязкой на носках сварного шва указывает на недостаточную силу тока.
Нет защитного газа (Рис. 8) — Отсутствие или недостаточное количество защитного газа легко определить по пористости и точечным отверстиям на лицевой и внутренней стороне сварного шва.
(Для получения дополнительных руководств по GMAW загрузите «Руководство по газовой дуговой сварке металла».
СваркаMIG — основы, а затем немного
Фотография любезно предоставлена компанией Lincoln Electric.
«Ты много МИГ пробегал?» — спросил прораб. «Да (я соврал), совсем немного». Черт возьми, я даже не знал, что такое МИГ! Пару семестров в профессионально-техническом училище я занимался сваркой и неплохо научился сварке палкой. Итак, Фил Ньюэлл, старший инструктор, который кричал мне в ухо: «Расслабь руку. Смотри на лужу». послал меня подать заявку на работу сварщика начального уровня.
Работа — сварка плоского проката тонкостенного проката. Бригадир отвел меня на полигон и показал машину МИГ.Затем он дал мне четыре куска тонких трубок и рассказал, как он хочет их сваривать. Он сказал, что вернется примерно через 20 минут, чтобы проверить меня. Когда он ушел, я задумался, что мне делать. Сказать ему, что я не знал диддлисквот? Должен ли я сбежать, запрыгнуть в грузовик и уйти оттуда?
Унизительный опыт
Я взял пистолет MIG и не понял, что нажимаю на спусковой крючок. Я смотрел на машину, пытаясь выяснить настройки, когда что-то коснулось моей ноги.Из пистолета вышло около 10 футов проволоки! Я безумно пытался его отломать, сгибая туда-сюда. После сотни поворотов я посмотрел на стол и увидел пару кусачков. «Так вот что они делают, они это отрезают», — подумал я.
Смотав проволоку и спрятав ее под машиной, я решил попробовать сварить трубку. Как только я завел дугу, POW! В трубке образовалась большая дыра. Какого черта! Я снова нажал на курок и тут же проделал еще одно большое отверстие во второй трубке.Я схватил две другие трубки, попробовал сварить их и, как вы уже догадались, еще большие дыры.
Примерно в это время вошел бригадир. Клянусь, это было 25 лет назад, и я до сих пор вижу раздраженное выражение на его лице, как будто это было вчера. «Не очень хорошо, а?» — покорно прошептала я. «Нет, я бы сказал, что это больше не стоит &% $ # (# * # !!!» — вежливо ответил бригадир. Вы когда-нибудь видели телешоу, в котором кто-то смущается и сжимается примерно до одного дюйма? , это действительно случилось со мной.
Бригадир сказал мне вернуться, когда я выучу МИГ, и даст мне еще один шанс. По иронии судьбы, я мог бы выучить MIG достаточно хорошо, чтобы работать на этом рабочем месте всего за пару дней, если бы я знал, что это не была сварка штучной сваркой.
Основные принципы
Процесс MIG — один из самых простых для изучения. Большинство людей могут научиться управлять хорошими шариками с помощью MIG всего за несколько часов. Не поймите меня неправильно. Помните, что в моих статьях я сосредоточен исключительно на основах. Теория простоты и глупости — мой стиль.Сварка MIG — это гораздо больше, чем просто обучение работе с валиками, но в этой статье я говорю об основах.
Когда началась МИГ? МИГ возник во время Второй мировой войны. Он был разработан, чтобы помочь быстрее производить оружие и снаряжение. Затем он использовался в послевоенной процветающей экономике, в основном в магазинах и на фабриках.
Что такое МИГ? MIG означает металлический инертный газ . При сварке штангой флюс на электроде плавится и образует газ, защищающий лужу от атмосферы.В атмосфере есть водород, азот, кислород и другие газы, которые могут вызвать дефекты сварного шва, если попадут в сварочную ванну.
В MIG катушка сплошной стальной проволоки подается из машины через гильзу, а затем через контактный наконечник в горелке MIG. Контактный наконечник горячий, или электрически заряженный, когда спусковой крючок нажат и расплавляет проволоку для сварочной ванны. Это достигается несколькими способами. В этой статье обсуждается сварка коротким замыканием .
При сварке коротким замыканием маленькие капли расплавленной проволоки, нагретые при коротком замыкании, сливаются вместе, образуя лужу, когда они касаются основного металла.Инертный газ выходит из пистолета и защищает сварочную лужу от атмосферы. Таким образом, металл инертный газ . Инертный означает, что газ не соединяется с другим элементом; поэтому использовались инертные газы, такие как гелий и аргон.
Кризис идентичности
Затем было обнаружено, что углекислый газ, который на самом деле не является инертным газом, также работает хорошо. Потом кто-то подумал, что теперь мы больше не можем называть это MIG, поэтому давайте назовем его газовой дуговой сваркой (GMAW) . Это все хорошо для того, кто решил это сделать, но сварщики в цехе и на поле сказали: «Нет, добрый сэр, мы по-прежнему будем называть это MIG.«(Вероятно, не так хорошо сказано.) Все, кого я знаю, до сих пор называют этот процесс MIG.
MIG обычно используется в магазинах и на фабриках, потому что в поле ветер вытесняет защитный газ, который, по иронии судьбы, используется для Вы должны быть осторожны при сварке MIG на близком расстоянии, потому что некоторые из защитных газов, такие как аргон, могут вытеснить кислород в вашем мозгу или разрушить ваши легкие, в результате чего вы проснетесь мертвым!
MIG может быть Однако вокруг сварщика должны быть установлены ветряные блоки, обычно из пластиковых листов.
Автоматический и полуавтоматический
MIG может использоваться автоматически или полуавтоматически. Примером автоматической MIG является роботизированная рука, сваривающая рамы автомобилей на заводе по сборке автомобилей. Полуавтоматический режим — это когда оператор держит пистолет MIG и манипулирует сварочной ванной.
При автоматической сварке MIG оператор настраивает машину и наблюдает за ней. Опытный сварщик — предпочтительный оператор, потому что он правильно касается и знает, что значит быть в зоне сварки .(В зоне — это когда вы становитесь единым целым с процессом соединения металла сварного шва с основным металлом, кузнечиком. Другими словами, вы видите, что при сварке наносите хороший валик.) шарик. Хороший сварщик видит врезку валика и следит за тем, чтобы она была однородной.
MIG дома
Что хорошо в MIG, так это то, что вы можете поставить машину в свой гараж и устроить бурю. Сварка MIG очень популярна, потому что ей легко научиться, и потому что с ее помощью можно делать и делать много вещей.На моих курсах по обучению взрослых люди изучают MIG, чтобы они могли делать все, от создания садового искусства до восстановления пикапов Chevy 1957 года с двигателями Corvette.
Доступно множество (вам понравилось это слово за пять долларов?) Аппаратов MIG. Люди всегда спрашивают, знаю ли я, где они могут купить хороший сварочный аппарат MIG примерно за сотню долларов. Конечно, и хотя для сварки это не стоит больших затрат, вы, по крайней мере, можете использовать его в качестве хорошего якоря для лодки.
Хорошая машина стоит от 400 до 500 долларов.Вы можете купить более дешевую машину, но вы получите то, за что заплатите.
Хорошая небольшая машина хороша тем, что ее можно подключить прямо к розеткам на 110 В в гараже. Однако убедитесь, что у вас есть предохранитель на 50 ампер — или что вам говорит производитель — иначе вы перегорите свое электричество. (Спросите мою жену, как я это понял!)
Предупреждение о покупке одной из этих маленьких машин: Не позволяйте вашим соседям увидеть это. Если они это сделают, к вам будут приходить все и их братья.«Эй, я принесу тебе стали, и ты сделаешь меня курильщиком! Так это практически бесплатно». (Неважно, что на это у вас уйдет 20 часов утомительного труда.) Вы будете удивлены, сколько новых друзей у вас появится, когда вы приобретете сварочный аппарат MIG. Это похоже на владение пикапом, когда кому-то нужно переехать.
Преимущества MIG
- Высокая производительность, потому что вам не нужно останавливаться, чтобы часто менять стержни или стружку и чистить сварной шов. (Не проверять часы, считать деньги, курить сигарету, разговаривать с приятелем.)
- Прост в освоении и позволяет выполнять великолепные сварные швы.
- Практически без очистки.
- Может сваривать нержавеющую, низкоуглеродистую сталь и алюминий.
- Можно сваривать во всех положениях.
MIG Недостатки
- Не могу так часто проверять часы, считать деньги, курить сигарету или разговаривать с приятелем.
- Требуется громоздкий баллон с защитным газом.
- Расходы на расходные материалы, такие как наконечники и насадки.
- Не стоит бояться краски, ржавчины или грязных поверхностей.
- Не подходит для толстой стали, потому что она не обеспечивает должного проплавления.
В следующий раз мы поговорим о различных процессах, безопасности, газах, расходных материалах, диаметрах проволоки, методах и проектах для MIG.
Между прочим, как только я изучил MIG, я больше не возвращался, чтобы подать заявление на эту работу. Они все равно не так хорошо платили!
Полуавтоматический аппарат для точечной сварки наконечников жестяных банокот китайского производителя, завода, завода и поставщика на ECVV.com
| Экспортные рынки: | Северная Америка, Южная Америка, Восточная Европа, Юго-Восточная Азия, Африка, Океания, Средний Восток, Восточная Азия, Западная Европа |
|---|---|
| Место происхождения: | Шэньси в Китае |
| Детали упаковки: | Обычная упаковка — это полиэтиленовая пленка и деревянный ящик. |
Краткие сведения
- Сертификация: CE
- Напряжение: 380 В
- Применение: сварочный наконечник
- Вес: 320 кг
- Название бренда: SH
- Послепродажное обслуживание: Инженеры, обслуживающие технику за рубежом
- Гарантия: 1 год
- Мощность (Вт): 40 кВА
- Габаритные размеры: 1.2 м * 0,7 м * 1,3 м
- Максимум. Толщина сварки: 0,6 мм
- Номер модели: SDN40P
- Состояние: Новый
- Тип: Другое
- Размер (Д * Ш * В): 1200 мм * 700 мм * 1300 мм
- Мощность: 40 кВА
- Тип привода: Пневматический
- Автоматическая оценка: Полуавтомат
- Упаковочный материал: Пластик, дерево
- Тип упаковки: Картонные коробки
- Заявка: Напитки, химикаты, продукты питания
Технические характеристики
1.Краткое введение:
Эта машина требует ручного управления, она предназначена для сварки наконечников и банки под давлением двух цилиндров в соответствии с принципами контактной сварки. На практике он имеет множество преимуществ, таких как стабильная работа, удобство обслуживания, быстрая смена электрода и простота эксплуатации.
2. Технические параметры: Материалы Олово, железная подложка Материалы ‘ толщина 0.25-0,60 мм Источник питания v Напряжение 2 фазы AC380V / 50Hz Всего Мощность 40кВА P Мощность мощность 10-25кан / мин A IR P Возврат 0.6 МПа A IR C Потребление 300 л / мин Максимум Электрод Давление 1200N Сварка R ange 126-285 мм ? Макс . Ход E Lectrode 50 мм Размер 1,2 м × 0,7 м × 1,3 м Вес 320 кг
3. Характеристики производительности:
Наши преимущества:
1).Мы являемся производителем консервных машин, мы можем полностью определить цену любой машины.
2) .Около 30 лет опыта и репутации как дома, так и за рубежом;
3). Гарантия качества, отличное послепродажное обслуживание и разумная цена;
4). Надежный и безопасный в управлении, простой в эксплуатации и обслуживании;
5). Оборудован человеко-машинным интерфейсом и ПЛК; принять технологию цифрового управления;
6).Полностью автоматические, полуавтоматические и многоплановые, подходящие для банок разных форм и размеров.
Мы будем предлагать нашим клиентам лучшие продукты с лучшими ценами и услугами, поэтому, если у вас есть какие-либо проблемы с машинами, не стесняйтесь обращаться к нам.
.