Пайка проводов в распределительной коробке: видео, способы
- Статья
- Видео
Наиболее распространенным способом соединения в современной электропроводке является пайка проводов. Для данного способа характерна высокая степень надежности электрического соединения, что в свою очередь обеспечивает высокую пожаробезопасность и общую безопасность эксплуатации. Каким образом добиться желаемого результата, правильно и безопасно выполнить данную работу рассмотрим ниже. Начнем с подготовки. Дальше будут описаны теоретические и практические аспекты пайки медных и алюминиевых проводников. Рассматривать детально выбор между медью и алюминием, пожалуй, не будем. Отметим лишь, что хотя медь и стоит больше, зато по качеству и долговечности значительно превосходит алюминиевую проводку. Итак, к вашему вниманию порядок пайки проводов в распределительной коробке.
- Какие инструменты и материалы понадобятся?
- Давайте паять!
- Некоторые особенности процесса
Какие инструменты и материалы понадобятся?
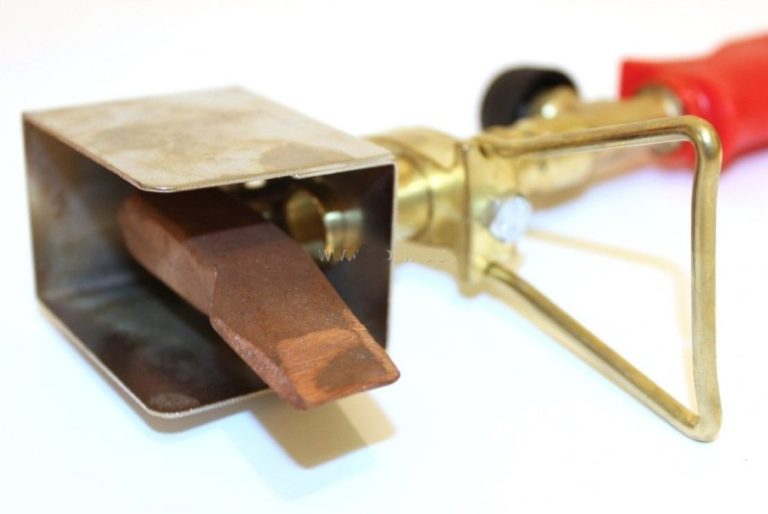
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.
При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, как сделать хорошую скрутку, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, как лудить провода, вы можете в нашей соответствующей статье.
Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, как лудить провода, вы можете в нашей соответствующей статье.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.
Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.
Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Кстати, плюсы и минусы существующих способов соединения проводов в распределительной коробке мы рассмотрели в соответствующей статье, с которой настоятельно рекомендуем ознакомиться!
Полезная видео инструкция по пайке проводов:
Некоторые особенности процесса
Рекомендуем также обратить внимание на несколько правил, которые помогут сделать качественную пайку проводов своими руками.
Проверьте жало паяльника перед началом работы. Оно должно быть чистым. Если же на нем присутствуют неровности, раковины, черный нагар, то такое жало нужно очистить, иначе оно не сможет нормально брать припой.
Начинаем паять всегда с дальней от изоляции стороны жилы, так как она может оплавиться, нарушатся ее свойства, что недопустимо. Аккуратно скручивайте соединения пассатижами, без лишних усилий, так чтобы не обломать жилы, особенно это относится к алюминиевой электропроводке, которая особенно ломкая.
Перед нанесением припоя, даже на соединение медных проводов, попробуйте очистить поверхность жилы ножом до блеска, увидите, что припой наносится гораздо проще. Это касается как медных, одножильных и многожильных, так и алюминиевых проводников.
Не забывайте в конце работы тщательно изолировать места соединения. Следует использовать для этих целей хлопчатобумажную либо поливинилхлоридную изоляцию.
Не смотря на то, что пайка не является супер быстрым способом, она обеспечивает хорошее качество соединения. А все что описано, в комплексе, поможет вам повысить безопасность выполнения работы, а также увеличит срок службы и надежность электрической проводки.
Напоследок рекомендуем вам просмотреть видео, в которых подробно рассмотрены технологии пайки электропроводки в распредкоробках:
Использование газовой горелки
Применение специального паяльника для труб
Вот мы и рассмотрели, как производится пайка проводов в распределительной коробке. Надеемся, предоставленная инструкция была для вас полезной и понятной!
Не пропустите:
- Как сделать паяльник своими руками
- Как выбрать паяльную станцию для дома
- Ошибки при монтаже электропроводки
Использование газовой горелки
 youtube.com/embed/qMy5tcvxywA» allowfullscreen=»allowfullscreen»>
youtube.com/embed/qMy5tcvxywA» allowfullscreen=»allowfullscreen»> Применение специального паяльника для труб
Какой припой лучше для медных проводов?
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Содержание
- Суть процесса
- Паяльник и припой
- Применение флюса
- Как правильно паять
- Подготовка паяльника
- Подготовка проводов
- Соединение меди и алюминия
- Что нужно для пайки паяльником
- Канифоль и флюсы
- Вспомогательные материалы
- Процесс пайки электропаяльником
- Отличия технологии при использовании флюса
- Особенности пайки многожильных проводов
- Можно ли паять медный провод с алюминиевым
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать.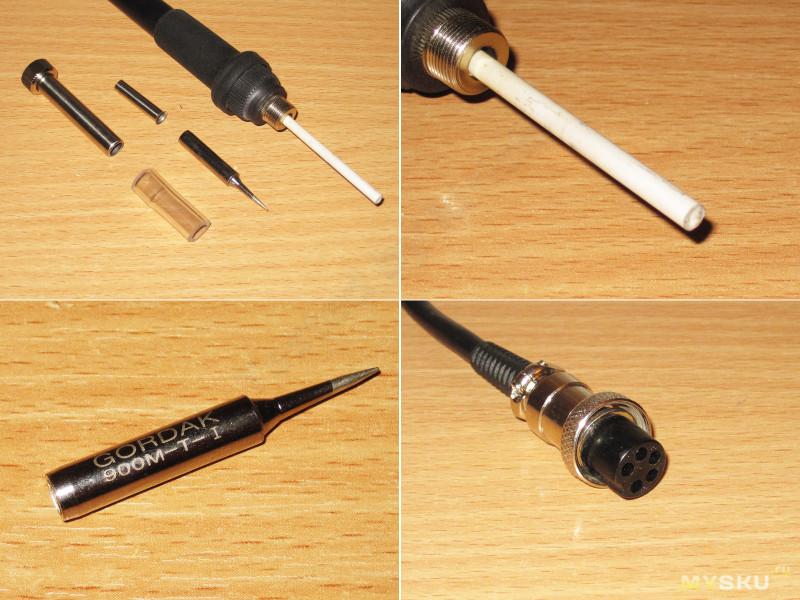 Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми.


Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Иванов Костя сказал(а):
Спасибо за ролик. Всё вроде понятно. Но, опять же, о каком флюсе идёт речь (марка, маркировка)? Никогда ещё не встречал флюсы на водной основе.
Всё вроде понятно. Но, опять же, о каком флюсе идёт речь (марка, маркировка)? Никогда ещё не встречал флюсы на водной основе.
Активный флюс удалить полностью НЕВОЗМОЖНО!
Есть флюс ЛТИ-120 или канифоль, чего ещё желать!Но лучше, всё же, скрутка (40-50мм) + СВАРКА + пайка + ПВХ трубка (кембрик ТВ-40) на горячее ещё соединение с натягом + изолента или ещё ПВХ трубку на холодное.Сварка выполняется медно графитовым электродом (щётки от коллекторного электродвигателя немаленького) при использовании зажима теплоотвода для второго провода. Использовать можно сварочный аппарат или понижающий трансформатор мощностью не менее 400 Вт и напряжением 36 — 42 В.Жилы должны быть одно проволочные, медные, не лужёные!При сварке скрутка должна располагаться вертикально, свариваемым концом вниз.Внимание — это «огневые» работы, впрочем, как и просто пайка!С первого раза не получатся, а после десятого – Вы профи!Wago– от латинского «vagina», при всей «любви», хорошую вещь так не назовёшь!В ПУЭ-7 требования к выполнению соединению и его изоляции присутствуют.
Паяльник для пайки проводов и микросхем — виды и как правильно пользоваться инструментом – Мои инструменты
Содержание
- 1 Что такое паяльник и как устроен прибор
- 2 Принцип работы инструмента
- 3 Виды паяльников по величине питающего напряжения
- 4 Виды паяльников для пайки проводов по мощности
- 5 Разновидности паяльников по разным признакам
- 6 Виды паяльников по принципу нагрева рабочей части
- 7 Какие инструменты и материалы понадобятся при проведении работ
- 8 Учимся паять паяльником провода с нуля или что такое канифоль и флюсы
- 9 Припои для работы паяльником — их назначение и особенности применения
- 10 Какие дополнительные инструменты понадобятся при работе паяльником
- 11 Как паять медные провода — все секреты процесса
- 12 Особенности спаивания медного кабеля с алюминиевым
- 13 Как паяльником паять микросхемы
- 14 Как пользоваться губкой для паяльника
Чтобы обеспечить качественное соединение проводов между собой или присоединить полупроводники к различным платам и микросхемам, применяется способ пайки. Этот метод имеет аналогичный принцип действия со сваркой металла, только осуществляется он посредством специальных инструментов — паяльников. Хотя конструктивно прибор представляет собой простой инструмент, но пользоваться им правильно, умеют далеко не многие. Причина в том, что нужно разобраться с особенностями технологии пайки паяльником. Именно об этом Вы узнаете из материала, и в итоге научитесь правильно паять провода и микросхемы при помощи паяльника.
Что такое паяльник и как устроен прибор
Электрическим паяльником называется такой вид электрического инструмента, посредством которого осуществляется объединение двух деталей между собой посредством мягких веществ. Таким мягким веществом является припой, который расплавляется, и переходит в жидкое состояние за счет воздействия высоких температур. Когда воздействие высоких температур прекращается, припой затвердевает (что происходит практически мгновенно), тем самым обеспечивая надежное соединение. Рассматриваемый прибор является главным оружием электронщиков, посредством которого осуществляется не только соединение проводов и полупроводниковых элементов, но и их разъединение.
Прибор внешне имеет простую конструкцию, однако внутри он состоит из различных деталей, с назначением которых следует разобраться. Знать устройство паяльника вовсе не обязательно, чтобы научится им правильно пользоваться, но эта информация поможет в случае выхода его из строя. Состоит прибор из ряда следующих элементов, которые имеют свои особенности:
- В его основе заложен металлический стержень, изготовленный из красной меди. Именно этот стержень нагревается, и плавит припой при соединении деталей. За основу стержня используется красная медь, так как именно этот материал обладает высокой степенью теплопроводности (хорошо передает тепло). Конец стержня имеет клиновидную форму, что необходимо для работы с мелкими полупроводниковыми элементами. Конец стержня называется жалом, как на отвертках
- Нагревательный элемент — стальная трубка, внутрь которой вставляется стержень из красной меди. Трубка оборачивается слюдой или стеклотканевым составом, поверх которого наматывается проволока из нихрома. При прохождении тока по проволоке, она нагревается, и передает тепло металлической трубке. В итоге нагревается стержень, и переходит в рабочее состояние. Поверх нихромовой проволоки находится защитный слой слюды. Он защищает спираль от соприкосновения с металлическим корпусом паяльника, тем самым повышая безопасность электрического прибора. Вторая его защитная функция заключается в том, чтобы сохранять тепло, и не передавать его стальному корпусу прибора
- Рукоятка — изготавливается из термоустойчивого пластика или дерева, и позволяет мастеру удобно работать инструментом
- Провода и вилка для подключения в розетку. Провода соединяются с выводами нихромовой проволоки. Для надежности соединения используются алюминиевые зажимы, которые пропаиваются с целью обеспечения надежного контакта. Зажимы в месте соединения используются на мощных паяльниках, а на маломощных приборах объединение осуществляется без дополнительной фиксации, но с обязательным нанесением припоя. Алюминиевые пластины для соединения медного провода с нихромовой нитью используются для повышения надежности объединения, а также для отвода тепла. Чем мощнее паяльник, тем сильнее нагреваются медные провода, поэтому алюминиевые зажимы осуществляют отвод тепла. Эта информация будет полезна в случае, если при ремонте мощного паяльника принимается решение об удалении алюминиевых пластин. Толщина жилы медного кабеля выбирается в зависимости от мощности прибора
- Стальной корпус — это часть инструмента, внутри которой располагается нагревательный элемент. На корпусе может присутствовать (в зависимости от модели) резьбовой винт, посредством которого фиксируется стержень. В конструкции корпуса могут находиться отверстия ближе к рукоятке, назначение которых заключается в отводе тепла
 Алюминиевые пластины для соединения медного провода с нихромовой нитью используются для повышения надежности объединения, а также для отвода тепла. Чем мощнее паяльник, тем сильнее нагреваются медные провода, поэтому алюминиевые зажимы осуществляют отвод тепла. Эта информация будет полезна в случае, если при ремонте мощного паяльника принимается решение об удалении алюминиевых пластин. Толщина жилы медного кабеля выбирается в зависимости от мощности прибора
Алюминиевые пластины для соединения медного провода с нихромовой нитью используются для повышения надежности объединения, а также для отвода тепла. Чем мощнее паяльник, тем сильнее нагреваются медные провода, поэтому алюминиевые зажимы осуществляют отвод тепла. Эта информация будет полезна в случае, если при ремонте мощного паяльника принимается решение об удалении алюминиевых пластин. Толщина жилы медного кабеля выбирается в зависимости от мощности прибораКак устроен паяльник внутри, показано на фото ниже.
С устройством паяльника полезно разобраться всем, кто планируется осуществить его ремонт в случае возникновения поломки.
Принцип работы инструмента
Функционирует рассматриваемый прибор достаточно просто, что уже понятно из его устройства. Посредством провода на нихромовую проволоку подается напряжение. За счет применения тонкой нихромовой проволоки, по ней начинает протекать ток, вызывая ее нагрев. Нагревающаяся проволока из нихрома передает тепло на стержень из меди.
Нагретым стержнем осуществляется плавление припоя (олова), посредством которого осуществляется соединение деталей. О том, как паять паяльником, описано подробно в материале ниже. Однако перед тем как научиться работать прибором, его необходимо купить. Чтобы выбрать паяльник правильно, следует разобраться со всеми его конструктивными особенностями.
Виды паяльников по величине питающего напряжения
Рассматриваемые инструменты выпускаются разных видов, и первым критерием, по которому приборы отличаются между собой, является их напряжение питания. По этому параметру паяльники классифицируются по следующим величинам напряжения питания — 12, 24, 36, 42, 220 и 380В. Почему приборы выпускаются разного напряжения? Вполне уместный вопрос, на который можно ответить следующим образом:
Почему приборы выпускаются разного напряжения? Вполне уместный вопрос, на который можно ответить следующим образом:
- Для обеспечения безопасности человека. Если работы проводятся инструментом во влажном помещении, то разрешается пользоваться только такими устройствами, которые функционируют от напряжения до 36В, но не более того. Корпус прибора при этом следует обязательно заземлить, что позволит предотвратить поражения человека электрическим током
- Сфера применения прибора. Прибор используется для пайки не только дома, но и на производстве, где с его помощью осуществляется соединение различных крупных деталей. Для таких целей используются высокомощные инструменты, работающие от сети 220В. При выполнении спаечных работ на легковых и грузовых автомобилях, а также мотоциклах применяются приборы, работающие от постоянного напряжения 6, 12 и 24В
- Мощность — чем мощнее нужен прибор, тем выше параметр питающего напряжения должен быть. К примеру, маломощный паяльник на 12Вт вовсе не имеет смысла изготавливать под напряжение 220В. Ведь для этого понадобится сделать большое количество витков из очень тонкой нихромовой нити. В итоге получится крупногабаритный инструмент, имеющий очень малую мощность. Аналогичная ситуация с высокомощными приборами, которые сложно сделать, если их напряжения питания будет рассчитано на 12 или 24В
 Ведь для этого понадобится сделать большое количество витков из очень тонкой нихромовой нити. В итоге получится крупногабаритный инструмент, имеющий очень малую мощность. Аналогичная ситуация с высокомощными приборами, которые сложно сделать, если их напряжения питания будет рассчитано на 12 или 24В
Ведь для этого понадобится сделать большое количество витков из очень тонкой нихромовой нити. В итоге получится крупногабаритный инструмент, имеющий очень малую мощность. Аналогичная ситуация с высокомощными приборами, которые сложно сделать, если их напряжения питания будет рассчитано на 12 или 24ВЭто интересно! Применение нихромовой проволоки в качестве нагревательного элемента позволяет изготавливать паяльники, работающие не только от переменного, но и постоянного напряжения. Отличие заключается в толщине проволоки, а также количестве витков.
Виды паяльников для пайки проводов по мощности
На виды рассматриваемые приборы классифицируются по такому параметру, как мощность. По мощности они выпускаются следующих номиналов — 12, 20, 40, 60, 100Вт и более. Этот параметр важно учитывать, когда выбирается инструмент. Какой мощности лучше покупать паяльник, мало кому известно, поэтому очень часто новички приобретают прибор, который не справляется с поставленными задачами.
Чем больше мощность, тем выше возможности инструмента, но когда работы проводятся с полупроводниковыми элементами, припаиваемые к плате, то высокомощные приборы здесь не нужны. Чтобы обеспечить соединение деталей посредством пайки, необходимо осуществить их предварительный прогрев. Температура нагрева деталей должна быть выше, чем плавления припоя, чтобы обеспечить качественное соединение. Если мощность прибора будет недостаточная для прогрева спаиваемых деталей, то реализовать процедуру будет крайне трудно.
Отсюда получается следующее:
- Инструменты мощностью 12 и 20 Вт используются исключительно для работы с полупроводниковыми элементами — конденсаторами, резисторами, диодами, транзисторами и т.п. Пропаять соединение двух электрических проводов большого сечения такими приборами будет очень трудно
- Приборы с мощностью от 40 до 100 Вт являются самыми популярными, так как они подходят для работы с полупроводниковыми элементами и медными проводами
- Мощные паяльники от 100 Вт и выше предназначены для пайки теплообменников газовых колонок и прочих крупногабаритных деталей
От мощности инструмента зависит размер стержня, а он оказывает непосредственное влияние на возможность проведения работ с мелкими или крупными деталями. Чем выше мощность прибора, тем быстрее происходит прогрев жала, а значит, инструмент через короткий промежуток времени после подключения в розетку, может использоваться для пайки.
Чем выше мощность прибора, тем быстрее происходит прогрев жала, а значит, инструмент через короткий промежуток времени после подключения в розетку, может использоваться для пайки.
Это интересно! Чем больше мощность прибора, тем быстрее нагревается жало, однако большинство радиодеталей не допускают воздействия температуры более 70 градусов. Отсюда получается, что при использовании высокомощных паяльников, не допускается воздействие на полупроводниковые элементы продолжительностью более 3 секунд.
Разновидности паяльников по разным признакам
Кроме того, что паяльники для проводов и плат классифицируются на виды по мощности и напряжению, есть и другие критерии их разделения. Знать, какие виды паяльников бывают, и по каким признакам они подразделяются, необходимо для того, чтобы выбрать подходящий прибор в зависимости от возлагаемых на него задач.
По конструктивным особенностям паяльники бывают следующих видов:
- Стержневые — это самые распространенные варианты инструментов для пайки. Их устройство и принцип работы описан в материале выше. Такой вид лучше всего подходит для выполнения спаечных работ по дому — когда необходимо отремонтировать бытовую технику или соединить два электрических провода, исключив уменьшение сопротивления в месте соединения
- Пистолетные — они так называются по причине сходства по внешней форме с огнестрельным оружием. Рабочая часть инструмента располагается непосредственно под углом 90 градусов от рукоятки, что повышает удобство проведения соответствующих работ. Применяются такие паяльники при проведении ремонтных работ
- Паяльные станции — их еще называют стационарными паяльниками. Такое название приборы получили по причине комплектации блоками управления, посредством которых регулируется напряжение, мощность, сила тока, температура
Стержневые приборы еще называют бытовыми, так как они нашли свое применение среди домашних умельцев. Однако ими пользуются не только домашние мастера, но и профессионалы. При проведении более сложных спаечных манипуляций, применяются паяльные станции, которые подразделяются на три основных вида:
Однако ими пользуются не только домашние мастера, но и профессионалы. При проведении более сложных спаечных манипуляций, применяются паяльные станции, которые подразделяются на три основных вида:
- Инфракрасные — процесс пайки реализуется посредством инфракрасного излучения. Длина волны инфракрасного излучения составляет от 2 до 10 мкм, а зона прогрева колеблется от 10 до 60 мм
- Термовоздушные — плавление припоя осуществляется посредством воздействия на него потоком горячего воздуха (подобно работе фена). Температура прогретого воздуха, выходящего из сопла инструмента, составляет от 100 до 500 градусов. Фокусирование потока воздуха осуществляется посредством сопла. Создание потока реализуется за счет применения компрессора или турбины. Турбинные модели имеют встроенный электромотор внутри прибора, который соединен с крыльчаткой. Вращение двигателя приводит в действие крыльчатку, что в итоге способствует созданию воздушного потока. Компрессорные модели паяльников создают давление воздуха посредством диафрагменных компрессоров, расположенных в конструкции станции
- Цифровые — это современные профессиональные паяльники, принцип работы которых идентичен со стержневыми приборами. Отличительная их особенность в том, что специалист в зависимости от спайки соответствующих деталей, задает соответствующие параметры напряжения, тока и мощности
 Отличительная их особенность в том, что специалист в зависимости от спайки соответствующих деталей, задает соответствующие параметры напряжения, тока и мощности
Отличительная их особенность в том, что специалист в зависимости от спайки соответствующих деталей, задает соответствующие параметры напряжения, тока и мощностиЕще одним немаловажным признаком, по которому классифицируются паяльники, является принцип их нагрева.
Виды паяльников по принципу нагрева рабочей части
Перед тем, как научиться паять паяльником, следует разобраться с разновидностями выпускаемых инструментов. По способу нагрева стержня приборы бывают следующих видов:
- Паяльники, нагреваемые на открытом огне — это самые первые виды инструментом, посредством которых осуществлялось соединение деталей (преимущественно с их помощью соединялись массивные детали). Принцип их функционирования основывается на том, что перед тем, как осуществить соединение деталей, инструмент необходимо поместить в открытый огонь, и дождаться нагрева стержня из красной меди. Сегодня эти инструменты уже практически забыты, и лишь изредка используются при возникновении такой необходимости
- Нихромовые — это обычные стержневые устройства, которые еще называются электрическими. Нагрев стержня происходит за счет пропускания через спиральную нихромовую проволоку электрического тока. Свою популярность прибор получил благодаря ряду преимуществ — простота конструкции, ремонтопригодность, невысокая стоимость, а также устойчивость к повреждениям. Самый главный их недостаток в том, что при ежедневном (или частом) применении происходит перегорание спирали. Кроме этого минуса, надо также отметить продолжительное время прогрева стержня, поэтому после включения прибора в розетку, необходимо некоторое время подождать
- Керамические — лишены недостатка, который присутствует у нихромовых паяльников. Они после включения очень быстро набирают температуру, и при этом удерживают ее в заданном значении. За счет использования керамики, увеличивается стоимость приборов. И это не единственный их недостаток, так как керамика отличается своей хрупкостью, и при падении с высоты инструмента, он может выйти из строя. Керамические паяльники отличаются высокой мощностью и устойчивостью к частому применению
- Импульсные — такие приборы по форме выпускаются в виде пистолетов. Свое название они получили по той причине, что при нажатии кнопки практически мгновенно происходит разогрев наконечника. После спайки деталей, на что также требуется немного времени, кнопка инструмента отпускается, и стержень охлаждается. В основе таковых инструментов используются высокочастотные трансформаторы и частотные преобразователи. Посредством такого преобразователя увеличивается частота напряжения до 1800-4000 Гц, а трансформатор предназначен для уменьшения напряжения. Жало прибора (оно несъемное) подключается к вторичной обмотке трансформатора, что способствует увеличению силы тока, а значит, происходит максимально-быстрый прогрев деталей. Наличие регуляторов мощности и температуры позволяет применять прибор для работы с мелкими и крупными деталями и элементами
- Индукционные — это самые продвинутые виды паяльников. Главная особенность приборов в том, что нагрев стержня осуществляется посредством катушки индуктора. Наконечник покрывается ферромагнитным слоем, внутри которого при помощи катушки создается магнитное поле. При создании магнитного поля возникает электродвижущая сила, и наводятся токи, посредством которых разогревается сердечник. Нагревательный элемент называется индуктором. Главное достоинство инструмента в том, что нагревание стержня происходит с автоматическим поддержанием температуры. Когда температура достигает максимального значения, то ферромагнитный слой теряет свои свойства намагничивания, что способствует прекращению прогрева. Как только температура снижается, то увеличиваются ферромагнитные свойства, поэтому автоматически продолжается процесс нагрева. Жало на таких приборах сменное, поэтому его можно применять для работы с деталями разных размеров
- Беспроводные — их еще называют мобильными или аккумуляторными, а предназначены они преимущественно для выполнения пайки, где отсутствует электроэнергия. Работают устройства от сменных батареек, и имеют компактные размеры. Недостаток в том, что требуется регулярно менять или заряжать батарейки, что зависит от частоты эксплуатации
- Портативные — такие приборы функционируют от специального порта типа USB. Это популярный порт, который имеется на многих девайсах, в том числе, и в автомобиле. Характеризуются малой мощностью, но ее достаточно для пайки мелких полупроводниковых элементов
- Газовые — еще одна разновидность автономных устройств, функционирование которых обеспечивается за счет сменных газовых баллончиков. Такой инструмент еще называют многофункциональным, так как без насадки в виде стержня, он превращается в обычную газовую горелку
 Нагрев стержня происходит за счет пропускания через спиральную нихромовую проволоку электрического тока. Свою популярность прибор получил благодаря ряду преимуществ — простота конструкции, ремонтопригодность, невысокая стоимость, а также устойчивость к повреждениям. Самый главный их недостаток в том, что при ежедневном (или частом) применении происходит перегорание спирали. Кроме этого минуса, надо также отметить продолжительное время прогрева стержня, поэтому после включения прибора в розетку, необходимо некоторое время подождать
Нагрев стержня происходит за счет пропускания через спиральную нихромовую проволоку электрического тока. Свою популярность прибор получил благодаря ряду преимуществ — простота конструкции, ремонтопригодность, невысокая стоимость, а также устойчивость к повреждениям. Самый главный их недостаток в том, что при ежедневном (или частом) применении происходит перегорание спирали. Кроме этого минуса, надо также отметить продолжительное время прогрева стержня, поэтому после включения прибора в розетку, необходимо некоторое время подождать Свое название они получили по той причине, что при нажатии кнопки практически мгновенно происходит разогрев наконечника. После спайки деталей, на что также требуется немного времени, кнопка инструмента отпускается, и стержень охлаждается. В основе таковых инструментов используются высокочастотные трансформаторы и частотные преобразователи. Посредством такого преобразователя увеличивается частота напряжения до 1800-4000 Гц, а трансформатор предназначен для уменьшения напряжения. Жало прибора (оно несъемное) подключается к вторичной обмотке трансформатора, что способствует увеличению силы тока, а значит, происходит максимально-быстрый прогрев деталей. Наличие регуляторов мощности и температуры позволяет применять прибор для работы с мелкими и крупными деталями и элементами
Свое название они получили по той причине, что при нажатии кнопки практически мгновенно происходит разогрев наконечника. После спайки деталей, на что также требуется немного времени, кнопка инструмента отпускается, и стержень охлаждается. В основе таковых инструментов используются высокочастотные трансформаторы и частотные преобразователи. Посредством такого преобразователя увеличивается частота напряжения до 1800-4000 Гц, а трансформатор предназначен для уменьшения напряжения. Жало прибора (оно несъемное) подключается к вторичной обмотке трансформатора, что способствует увеличению силы тока, а значит, происходит максимально-быстрый прогрев деталей. Наличие регуляторов мощности и температуры позволяет применять прибор для работы с мелкими и крупными деталями и элементами При создании магнитного поля возникает электродвижущая сила, и наводятся токи, посредством которых разогревается сердечник. Нагревательный элемент называется индуктором. Главное достоинство инструмента в том, что нагревание стержня происходит с автоматическим поддержанием температуры. Когда температура достигает максимального значения, то ферромагнитный слой теряет свои свойства намагничивания, что способствует прекращению прогрева. Как только температура снижается, то увеличиваются ферромагнитные свойства, поэтому автоматически продолжается процесс нагрева. Жало на таких приборах сменное, поэтому его можно применять для работы с деталями разных размеров
При создании магнитного поля возникает электродвижущая сила, и наводятся токи, посредством которых разогревается сердечник. Нагревательный элемент называется индуктором. Главное достоинство инструмента в том, что нагревание стержня происходит с автоматическим поддержанием температуры. Когда температура достигает максимального значения, то ферромагнитный слой теряет свои свойства намагничивания, что способствует прекращению прогрева. Как только температура снижается, то увеличиваются ферромагнитные свойства, поэтому автоматически продолжается процесс нагрева. Жало на таких приборах сменное, поэтому его можно применять для работы с деталями разных размеров Это популярный порт, который имеется на многих девайсах, в том числе, и в автомобиле. Характеризуются малой мощностью, но ее достаточно для пайки мелких полупроводниковых элементов
Это популярный порт, который имеется на многих девайсах, в том числе, и в автомобиле. Характеризуются малой мощностью, но ее достаточно для пайки мелких полупроводниковых элементовИз вышеперечисленного перечня не трудно выбрать подходящий вариант. Если заниматься пайкой деталей от случая к случаю, то оптимальный вариант — это нихромовый паяльник. Разобравшись в вопросе разновидностей приборов, пришло время выяснить, как паять паяльником.
Какие инструменты и материалы понадобятся при проведении работ
Из инструментов понадобится паяльник, с разновидностями которых мы уже познакомились. Чтобы провести спаечные работы, кроме паяльника, понадобятся следующие материалы:
- Припои
- Канифоль
- Флюсы
Если прибор не комплектуется подставкой, то ее следует изготовить. Чтобы подготовить инструмент к работе, понадобится воспользоваться напильником. Если решили разобраться в вопросе, как правильно паять паяльником, тогда первоначально выясним, что такое канифоль и флюсы, и для чего они нужны.
Чтобы подготовить инструмент к работе, понадобится воспользоваться напильником. Если решили разобраться в вопросе, как правильно паять паяльником, тогда первоначально выясним, что такое канифоль и флюсы, и для чего они нужны.
Учимся паять паяльником провода с нуля или что такое канифоль и флюсы
Новичкам кроме покупки паяльника, необходимо еще приобрести канифоль и флюсы. Это расходные материалы, без которых процесс пайки невозможен. Они еще называются противоокисляющими веществами. Если это важные материалы, тогда разберемся с их назначением, и особенностями применения.
Канифоль или флюсы нужны, чтобы очистить поверхность спаиваемых деталей от различных загрязнений. Флюсы способствуют растворению загрязнений и оксидной пленки, формирующейся на поверхности детали. Чтобы понимать, для чего это необходимо, вспомним назначение грунтовых смесей в строительстве. Перед оштукатуриванием стены наносится грунтовый слой, посредством которого обеспечивается надежное и эффективное присоединение материала. Аналогичная ситуация и с проводами, и если одножильный проводник можно зачистить вручную острым предметом, то с многожильными проводами это сделать будет крайне трудно.
Аналогичная ситуация и с проводами, и если одножильный проводник можно зачистить вручную острым предметом, то с многожильными проводами это сделать будет крайне трудно.
Канифоль представлена в твердом виде, а флюсы преимущественно имеют жидкую или вязкую форму. Отсюда получается, что пользоваться флюсами намного проще, так как для этого жилу провода нужно окунуть в состав, и приступать к пайке. Чтобы воспользоваться канифолью, необходимо расположить жилу провода на поверхности, и нагреть ее до расплавления вещества. При расплавлении канифоль обволакивает поверхность жилы кабеля, после чего он готов к последующему процессу пайки.
Это интересно! Не торопитесь выбирать флюсы, так как они имеют существенный недостаток по сравнению с канифолью. После пайки провода, на нем остаются частицы флюса. Если их не удалить с поверхности, то они постепенно будут разъедать поверхность провода, снижая его проводимость. Именно поэтому при использовании флюса для пайки, после проведения работ, участок подлежит обработке спиртовым раствором. Канифоль после пайки смывать спиртом не нужно.
Канифоль после пайки смывать спиртом не нужно.
Прежде, чем паять провода, необходимо знать, что канифолью можно обрабатывать различные материалы — медь, алюминий и т.п., что говорит об ее универсальности. Флюсы имеют соответствующие предназначения, поэтому их нужно применять в зависимости от того, какие материалы паяются. Универсальный флюс легко сделать своими руками, для чего нужно растереть канифоль, получив пылеобразную консистенцию, и соединить ее со спиртом. После тщательного размешивания, получаем универсальный и легко используемый флюс из канифоли.
Припои для работы паяльником — их назначение и особенности применения
Для обеспечения соединения двух деталей посредством пайки, понадобится воспользоваться еще одним очень важным материалом — легкоплавким сплавом или припоем. Он являет собой свинцово-оловянную проволоку, которая плавится от высокой температуры, обволакивая поверхность спаиваемых проводов или деталей. Именно за счет припоя скрепляются детали при применении паяльника.
Он являет собой свинцово-оловянную проволоку, которая плавится от высокой температуры, обволакивая поверхность спаиваемых проводов или деталей. Именно за счет припоя скрепляются детали при применении паяльника.
Для пайки медных проводов выпускаются припои ПОС 60, ПОС 50 и ПОС 40 (ПОС — припой оловянно-свинцовый, а цифра обозначает процентный состав олова). Если необходимо паять алюминиевые жилы, то выпускаются припои, состоящие из олова и цинка, и имеющие маркировку ЦО-12 и П250А.
Таблица разновидностей припоев
Для большего удобства производители выпускают припои универсального типа, содержащие канифоль в составе. Они имеют маркировку ПОС 61, а их главное достоинство в отсутствии необходимости использования отдельно канифоли или флюсов. Только в таком случае немаловажно пользоваться мощным паяльником от 60 Вт, способный очень быстро разогреть материал при его спаивании.
 » src=»https://www.youtube.com/embed/0Yq1naSend8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
» src=»https://www.youtube.com/embed/0Yq1naSend8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Это интересно! Флюсом также является ортофосфорная кислота, предназначенная для работы с углеродистыми и легированными сталями. Ее также можно использовать при спайке медных проводов и никеля, но категорически противопоказано использовать при работе с радиосхемами, печатными платами и микросхемами.
Какие дополнительные инструменты понадобятся при работе паяльником
При работе рассматриваемым инструментом понадобится иметь не только расходные материалы, но еще и вспомогательные инструменты.
- Специальная подставка — нужна для того, чтобы не держать разогретый паяльник в руке. Подставку можно приобрести, но ее конструкция настолько примитивна, что она может быть изготовлена самостоятельно. Для этого понадобится отрезок деревянной доски, на которой размещаются опоры из стальной проволоки, изогнутые в виду рожек
- Напильник или рашпиль — нужен для того, чтобы заточить жало. С течением эксплуатации инструмента, жало подвергается деформации, поэтому нуждается в выравнивании. Кроме того, что напильником осуществляется очистка и выравнивание жала, так с его помощью еще можно подготовить инструмент к работе с различными по толщине материалами. Работать загрязненным жалом очень трудно, поэтому если вы только учитесь, то уделите внимание вопросу подготовки инструмента к пайке
- Пассатижи или пинцет — при работе паяльником эти инструменты играют важную роль. Ведь при нагревании жилы провода или детали, происходит передача тепла по всей поверхности. Удерживать провод без изоляции рукой будет сложно, так как можно получить ожог. Для этого применяются пассатижи, если паяются толстые провода, или пинцет (с обязательным наличием пластикового основания), когда осуществляется работа с мелкими полупроводниковыми элементами или тонкими проводами
- Губка — используется для очистки жала паяльника в процессе пайки от различных веществ — нагара, посторонних частиц и прочего. Для очистки жала используются губки из разных материалов — вискоза, целлюлоза, металл. Как пользоваться губками для чистки паяльников, подробно описано в материале ниже
 С течением эксплуатации инструмента, жало подвергается деформации, поэтому нуждается в выравнивании. Кроме того, что напильником осуществляется очистка и выравнивание жала, так с его помощью еще можно подготовить инструмент к работе с различными по толщине материалами. Работать загрязненным жалом очень трудно, поэтому если вы только учитесь, то уделите внимание вопросу подготовки инструмента к пайке
С течением эксплуатации инструмента, жало подвергается деформации, поэтому нуждается в выравнивании. Кроме того, что напильником осуществляется очистка и выравнивание жала, так с его помощью еще можно подготовить инструмент к работе с различными по толщине материалами. Работать загрязненным жалом очень трудно, поэтому если вы только учитесь, то уделите внимание вопросу подготовки инструмента к пайке Для очистки жала используются губки из разных материалов — вискоза, целлюлоза, металл. Как пользоваться губками для чистки паяльников, подробно описано в материале ниже
Для очистки жала используются губки из разных материалов — вискоза, целлюлоза, металл. Как пользоваться губками для чистки паяльников, подробно описано в материале нижеПосле объединения деталей посредством пайки могут понадобиться — спирт, если использовались флюсы, изолента или термоусадочные трубки, предназначенные для изоляции участка и его защиты от воздействия внешних факторов.
Как паять медные провода — все секреты процесса
Для начинающих электриков и электронщиков будет полезно узнать, как осуществляется процесс пайки проводов. Перед началом использования нового паяльника необходимо выполнить процедуру лужения жала. Для этого жало разогревается до рабочей температуры, и окунается в канифоль всей поверхностью. Далее нужно расплавить припой по всей поверхности жала, тем самым защитив его от коррозионного воздействия и ускоренного износа. Далее переходим к непосредственной процедуре пайки проводов.
Всю технологию можно разделить на три основных этапа:
- Подготовка провода к пайке. Для этого часть жилы должна быть освобождена от изоляции. Жилу следует очистить от загрязнений, и если механическим способом это не удается, прибегают к применению канифоли или флюса. Перед тем, как обработать поверхность жилы канифолью или флюсом, ее можно отшлифовать наждачкой или напильником
- Лужение — паяльник нужно разогреть до соответствующей температуры. Если используется канифоль, тогда нужно поднести к ней зачищенную часть провода, и прогреть жилу. При этом жила погружается в расплавленную канифоль, тем самым происходит процесс ее очистки. После этого необходимо взять припой, и прогреть ее паяльником. Расплавившийся припой наносится на жилу, тем самым осуществляется процесс лужения. В итоге получаем медный провод, на поверхности жилы которого располагается тонкий слой припоя. Такой процесс проводится для того, чтобы осуществить надежное и качественное соединение медных проводов. Аналогичная процедура проводится со вторым концом провода
- Соединение — теперь необходимо соединить жилы вместе так, как они будут оставаться после спаивания. После этого к соединенным жилам наносится припой, и плавится паяльником. В итоге расплавленный припой растекается, и затвердевает, обеспечивая соединение деталей
 Для этого часть жилы должна быть освобождена от изоляции. Жилу следует очистить от загрязнений, и если механическим способом это не удается, прибегают к применению канифоли или флюса. Перед тем, как обработать поверхность жилы канифолью или флюсом, ее можно отшлифовать наждачкой или напильником
Для этого часть жилы должна быть освобождена от изоляции. Жилу следует очистить от загрязнений, и если механическим способом это не удается, прибегают к применению канифоли или флюса. Перед тем, как обработать поверхность жилы канифолью или флюсом, ее можно отшлифовать наждачкой или напильником После этого к соединенным жилам наносится припой, и плавится паяльником. В итоге расплавленный припой растекается, и затвердевает, обеспечивая соединение деталей
После этого к соединенным жилам наносится припой, и плавится паяльником. В итоге расплавленный припой растекается, и затвердевает, обеспечивая соединение деталейЕсли соединяемые провода в последствие планируется изолировать термоусадочной трубкой, то ее нужно надеть на кабель предварительно. На этом процесс пайки проводов паяльником с канифолью и оловом завершен. Ничего трудного в этом нет, если все действия выполнять по инструкции.
Процесс пайки будет несколько отличаться, если спаиваемые провода предварительно скручиваются. В таком случае каждую жилу провода лудить не нужно, а после их скрутки, обработать канифолью или флюсом, и расплавить по всей наружной поверхности припой.
Это интересно! Если вместо канифоли применяется флюс, тогда технология пайки будет немного отличаться. Отличие заключается в том, что часть жилы окунается во флюс, после чего прогревается паяльником с добавлением припоя. Дальнейшие действия аналогичны, как описано в инструкции выше.
Отличие заключается в том, что часть жилы окунается во флюс, после чего прогревается паяльником с добавлением припоя. Дальнейшие действия аналогичны, как описано в инструкции выше.
И теперь самое главное при обучении работать паяльником — практика. Научится с первого раза паять провода или микросхемы практически невозможно, так как для этого первоначально понадобится тренироваться. Именно в тренировке заложен успех освоения технологии пайки проводов и полупроводниковых элементов.
Особенности спаивания медного кабеля с алюминиевым
Как известно, токопроводящие жилы проводов и кабелей изготавливают из меди и алюминия. Наиболее эффективными являются проводники из меди, но часто возникают случаи, когда два провода с разными материалами жил нужно соединить друг с другом. Сразу надо отметить очень важный момент, что паять медь с алюминием нельзя. Это обусловлено их физическими свойствами:
- Медь при нагревании (когда проходит ток) расширяется меньше, что связано с высокими показателями проводимости
- Алюминий расширяется при нагреве больше
При постоянном расширении и сужении жил кабеля, в месте соединения посредством припоя формируются микротрещины. С течением времени они увеличиваются, а на этом участке повышается сопротивление, и растет величина тока. Чем больше ток, тем выше нагрузка, что в итоге приводит к разрыву связи. Именно поэтому паять алюминий с медью нельзя, так как такое соединение будет считаться не надежным.
С течением времени они увеличиваются, а на этом участке повышается сопротивление, и растет величина тока. Чем больше ток, тем выше нагрузка, что в итоге приводит к разрыву связи. Именно поэтому паять алюминий с медью нельзя, так как такое соединение будет считаться не надежным.
При необходимости соединения двух проводников из разных материалов, следует воспользоваться следующими методами:
- Соединить их при помощи скрутки. Место соединения следует тщательно заизолировать. Однако этот способ также не считается надежным, ведь в месте соединения будет увеличиваться сопротивление
- Воспользоваться болтовым соединением. Для этого можно воспользоваться болтом с гайкой и тремя шайбами. Намотать между шайбами на стержень болта жилы проводов, и сжать их при помощи гайки. Однако этот способ считается устаревшим, и сегодня вместо болтов используются клеммные колодки
Из любой ситуации можно всегда найти выход, но самое главное — сделать это правильно.
Как паяльником паять микросхемы
Отдельно необходимо рассмотреть процесс пайки микросхем, которые сегодня встречаются в современных телевизорах, компьютерах, телефонах и прочей технике. Прежде чем паять микросхемы, надо понимать, что здесь важно не просто припаять или отпаять элемент, но еще и разбираться с их назначением.
Если для пайки проводов и печатных плат с полупроводниковыми элементами применяются обычные стержневые паяльники, то при работе с микросхемами следует использовать термовоздушные приборы или как их еще называют — фены. Их главное достоинство в том, что припаивание или отпаивание деталей осуществляется очень быстро. Для работы с микросхемами понадобится также подготовить материалы и инструменты. В качестве противоокисляющего вещества применяется флюс ЛТИ, а в качестве вспомогательного инструмента используется пинцет.
Процесс пайки микросхем термовоздушным феном происходит следующим образом:
- В качестве выпаиваемого элемента может быть микропроцессор, контроллер или микроэлементы — резисторы, диоды или конденсаторы. Перед их припаиванием или выпаиванием, необходимо обработать флюсом ножки деталей и места на печатной плате
- Если необходимо выпаять микроэлемент, который сверху залит специальными веществами, то перед выпаиванием, их нужно удалить. Для этого используется ацетон или специальные растворители
- После того, как деталь будет очищена, можно приступать к ее выпаиванию. Для этого подносим паяльник, который должен быть предварительно разогрет. Располагает его на расстоянии 2-3 см от детали
- При помощи пинцета поддеваем деталь, прилагая небольшие усилия. Как только ножки детали оплавятся, то она отсоединится от платы
- Аналогичным способом осуществляется присоединение детали к плате
 Перед их припаиванием или выпаиванием, необходимо обработать флюсом ножки деталей и места на печатной плате
Перед их припаиванием или выпаиванием, необходимо обработать флюсом ножки деталей и места на печатной платеПри необходимости используется припой, когда на новую плату припаиваются детали. Припой следует нанести предварительно, после чего приступать к припаиванию микроэлементов. Подробный процесс работы с микросхемами паяльником, представлен в видеоматериале ниже.
 youtube.com/embed/w0SFpl1ANnk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/w0SFpl1ANnk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как пользоваться губкой для паяльника
Для очистки жала паяльника используются специальные губки, о чем уже упоминалось выше. Часто у новичков возникает вопрос, зачем нужны эти элементы, и как ими правильно пользоваться. Имеется несколько важных правил, которые нужно знать, чтобы правильно пользоваться губками для чистки жала прибора.
- Керамические жала паяльников запрещено очищать металлическими губками, так как это приведет к повреждению верхнего слоя поверхности
- Специальную губку покупать вовсе не обязательно, так как ее роль может играть обычный отрезок ткани. Однако этот способ подходит для случаев, когда нужно быстро что-либо припаять. Если планируется заниматься пайком продолжительно, то для таких случаев лучше приобрести специальную губку
- Вискозные губки перед использованием следует смочить в воде. Однако не нужно делать губку сильно мокрой, так как достаточно, чтобы она была влажной. Об губку вытирается жало в процессе работы. Для сухой очистки жала, вискозные губки не подходят
- Медная стружка — предназначена для сухой очистки жала, но недостаток такой губки в том, что стоит она достаточно дорого, и порой даже дороже самого паяльника (в зависимости от модели)
- Металлическая губка — она не предназначена специально для работы с паяльником, но это не мешает ее применять для очистки жала этого инструмента. Достоинство такой губки в том, что стоит она в 10 раз ниже, чем медная стружка, но справляется с задачей сухой очистки жала ничуть не хуже
 Однако не нужно делать губку сильно мокрой, так как достаточно, чтобы она была влажной. Об губку вытирается жало в процессе работы. Для сухой очистки жала, вискозные губки не подходят
Однако не нужно делать губку сильно мокрой, так как достаточно, чтобы она была влажной. Об губку вытирается жало в процессе работы. Для сухой очистки жала, вискозные губки не подходятТеперь, когда известна технология пайки паяльником, можно начинать тренироваться. Приступать к чистовой пайке можно исключительно после того, как будет достаточно практики.
Подводя итог, надо отметить, что электропаяльник может быть заменен обычной зажигалкой. Если необходимо спаять провода без паяльника, то делается это очень просто — прогреваются жилы при помощи открытого огня (зажигалкой), после чего в место их соединения нужно поместить припой, и продолжить воздействие открытого огня. Когда припой расплавится, то это повлечет за собой соединение проводников.
Когда припой расплавится, то это повлечет за собой соединение проводников.
К работе инструментом нужно относиться со всей ответственностью, и помнить самое главное, что паяльник является электроприбором, который нельзя разбирать, если он подключен в сеть. Запрещается также оставлять инструмент, подключенный к розетке на длительное время, так как не исключается возникновение пожара. И еще один немаловажный момент — не проверяйте рукой температуру нагрева жала, ведь таким способом можно получить очень сильный ожог.
Публикации по теме
Как залудить многожильный электрический провод
По
Тимоти Тиле
Тимоти Тиле
Тимоти Тиле — местный электрик № 176 IBEW с более чем 30-летним опытом работы в жилых, коммерческих и промышленных электросетях. Он имеет степень младшего специалиста в области электроники и прошел четырехлетнее обучение. Он писал для The Spruce о проектах электропроводки и домашней установки более восьми лет.
Он имеет степень младшего специалиста в области электроники и прошел четырехлетнее обучение. Он писал для The Spruce о проектах электропроводки и домашней установки более восьми лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 27.05.22
Рассмотрено
Ларри Кэмпбелл
Рассмотрено Ларри Кэмпбелл
Ларри Кэмпбелл — подрядчик-электрик с 36-летним опытом работы в области электропроводки в жилых и коммерческих помещениях. Он работал техником-электронщиком, а затем инженером в IBM Corp., является членом Наблюдательного совета Spruce Home Improvement Review Board.
Узнайте больше о The Spruce’s Наблюдательный совет
Эрнесто р. Агитос / Getty ImagesВ этой статье
Как работает лужение многожильных проводов
Вопросы безопасности
Выбор подходящего припоя
Обзор проекта
Лужение — это процесс плавления припоя вокруг многожильного электрического провода с помощью паяльника. Процесс лужения проводов перед пайкой обычно используется для скрепления тонких проводов и упрощает их подключение к винтовым клеммам или другим разъемам. Это также гарантирует, что все провода имеют электрическое соединение. В качестве инструмента для лужения проводов можно использовать простой паяльник вместе с парой инструментов для зачистки проводов.
Процесс лужения проводов перед пайкой обычно используется для скрепления тонких проводов и упрощает их подключение к винтовым клеммам или другим разъемам. Это также гарантирует, что все провода имеют электрическое соединение. В качестве инструмента для лужения проводов можно использовать простой паяльник вместе с парой инструментов для зачистки проводов.
Однако не все провода следует лужить. При определении того, когда лужить или не лужить провода, учитывайте, будет ли провод обжат. Паяные соединения некоторых луженых проводов могут сломаться при обжиме, поэтому использование обжимного инструмента или наконечника на проводе может обеспечить более надежное электрическое соединение, чем лужение.
Чтобы правильно залудить электрический провод, вы должны использовать правильный тип припоя и следовать нескольким основным советам и методам.
Как работает лужение многожильных проводов
Обратите внимание, что в лужении не участвует «жесть». В качестве материала используется только электрический припой. При нагреве паяльником припой заполняет пустоты между стойками для проводов, образуя один сплошной провод, который можно легко согнуть и поместить под винты клемм. Это обеспечивает плотное электрическое соединение и практически исключает возможность соприкосновения незакрепленных жил провода с распределительной коробкой или выхода из-под клеммного винта.
При нагреве паяльником припой заполняет пустоты между стойками для проводов, образуя один сплошной провод, который можно легко согнуть и поместить под винты клемм. Это обеспечивает плотное электрическое соединение и практически исключает возможность соприкосновения незакрепленных жил провода с распределительной коробкой или выхода из-под клеммного винта.
Что такое электрический припой?
Электротехнический припой обычно имеет сердцевину из канифоли, содержащую материал, называемый флюсом, который помогает улучшить электрическое соединение и прочность. Другой основной тип сердечника — припой с кислотным сердечником — используется в сантехнике, но может повредить электрические компоненты.
Вопросы безопасности
Пайка должна выполняться с осторожностью! Паяльник сильно нагревается и может вызвать сильные ожоги. Всегда кладите паяльник на термостойкую поверхность, пока он нагревается и остывает. Во время пайки всегда работайте над термостойкой поверхностью и вдали от всего легковоспламеняющегося. Будьте осторожны, чтобы не перегреть провод и не расплавить изоляцию провода. Рекомендуется попрактиковаться в пайке, используя обрезки того же провода, который вы будете припаивать для своего проекта.
Будьте осторожны, чтобы не перегреть провод и не расплавить изоляцию провода. Рекомендуется попрактиковаться в пайке, используя обрезки того же провода, который вы будете припаивать для своего проекта.
Если вы работаете с существующим проводом во время электрического проекта, также важно определить его тип перед лужением или подключением любых новых проводов; Вы можете сказать, является ли провод алюминием или луженой медью, отрезав один конец и внимательно осмотрев внутреннюю часть.
Правильный выбор припоя
Лучшим припоем для лужения многожильных медных проводов является электрический припой со смоляным сердечником. Это бескислотный припой, содержащий флюс в ядре припоя. Никогда не используйте припой, содержащий кислоту, для зачистки и лужения проводов, так как это может повредить провод или его изоляцию. Кислотный припой предназначен для использования в сантехнике. Если вы используете другой тип бескислотного припоя без сердцевины из канифоли, вам может потребоваться нанести на проволоку флюс как часть процесса пайки.
Оборудование/инструменты
- Паяльник
- Губка
- Многожильный электрический провод
- Инструмент для зачистки проводов
Материалы
- Бескислотный припой со смоляным сердечником
Подготовьте проволоку
Лужение должно производиться на оголенной проволоке. Если провод изолирован, зачистите примерно от 3/4 до 1 дюйма изоляции с конца провода с помощью инструментов для зачистки проводов. Этой длины достаточно, чтобы обернуть вокруг винтовых клемм, но недостаточно, чтобы оголить лишний провод.
Подготовьте паяльник
Подключите и включите паяльник и дайте ему нагреться. Быстро протрите жало паяльника влажной губкой. Это устраняет любое окисление, которое могло произойти во время нагревания утюга.
Нанесите припой на провод
Вытяните припой из катушки по прямой линии. При желании вы можете зажать провод в инструменте «третьей руки» или подобном термостойком держателе.
Прикоснитесь наконечником припоя к наконечнику паяльника, чтобы создать небольшую лужицу жидкого припоя на жалом. Это поможет проводить тепло к проводу. Затем прикоснитесь жалом паяльника к нижней стороне провода, чтобы припой соприкоснулся с проводом.
Нанесите припой на верхнюю сторону провода напротив жала паяльника. Припой должен расплавиться и затянуться вокруг проводов. Перемещайте припой и паяльник вместе вдоль оголенной части провода, расплавляя припой. Особенно при лужении тонкой проволоки быстро прикасайтесь припоем к проволоке, чтобы предотвратить слишком толстый слой припоя.
Дайте проводу остыть
Дайте припою остыть, затем проверьте результаты. Припой должен образовывать тонкое покрытие по всему периметру провода и не должен образовывать комки или тяжелые валики, создающие электрическое сопротивление. Обычно жилы провода видны под припоем.
Если вокруг провода есть избыток припоя, повторный нагрев расплавит его, и его можно будет стереть.
При желании используйте острогубцы, чтобы согнуть луженую проволоку в крюк в форме леденца, который легко обвивается вокруг винтовой клеммы на таких устройствах, как выключатели и розетки.


Полное руководство по пайке электронных устройств
Что такое пайка? Пайка – это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем. Припой закрепляет соединение, чтобы оно не ослабло из-за вибрации или других механических воздействий. Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «пайка») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов поверхностного монтажа).
При пайке электронного разъема к контактной площадке (часто называемой «площадкой») обычно требуется следующее:
- Паяльник, способный достичь точки плавления припоя.
- Проволочный припой с флюсовым сердечником или без него.
- Флюс, если проволочный припой не включает флюсовую сердцевину или если требуется дополнительный флюс.
Паяльник — это ручной инструмент, используемый для пайки двух металлических поверхностей. В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции.
Жало паяльника предназначено для передачи тепла от нагревательного элемента к изделию. Он имеет медную внутреннюю часть, которая действует как эффективный теплопроводник. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя, а также хромоникелевое покрытие для предотвращения смачивания наконечника флюсом.
Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя, а также хромоникелевое покрытие для предотвращения смачивания наконечника флюсом.
Кроме того, существуют опции, обеспечивающие лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки). К ним относятся паяльные жала, представляющие собой металлические пластины, упирающиеся в нагревательный элемент, и другие, интегрированные с нагревательным элементом в картридже.
На низком уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не обеспечивает контроля температуры паяльника. Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д.
Несмотря на то, что существует большое разнообразие различных типов припоя, в большинстве случаев вам нужно выбрать между свинцовым или бессвинцовым припоем, диаметром проволоки, флюсовой проволокой или сплошной проволокой и типом флюса.
- Свинец или бессвинцовый – Припой обычно представляет собой комбинацию металлов, выбранных из соображений наилучшей надежности и проводимости. Свинец, часто в сочетании с оловом, с самого начала был основой электронной пайки. Свинец имеет относительно низкую температуру плавления, легко смачивается и течет, что делает процесс более быстрым, легким и надежным. Из-за опасений, связанных с окружающей средой и здоровьем, возникает необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники.
Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя. - Диаметр проволоки для пайки . Убедитесь, что вы не перепутали проволоку для пайки, предназначенную для сантехники, с проволокой для пайки, предназначенной для электроники. Провод для сантехники будет намного толще, 2мм в диаметре и выше. Проволока для пайки электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Сопоставьте диаметр с размером разъемов и контактов, которые вы припаиваете. Если диаметр проволочного припоя слишком мал, вы будете пропускать через себя слишком много припоя. Слишком большой и вам будет трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термической нагрузки или даже пайки других компонентов, не связанных с ваш ремонт.
- Порошковый сердечник или сплошная проволока . Большинство проволочных припоев поставляются с флюсовым сердечником, поэтому флюс автоматически активируется и течет по зоне пайки, когда припой расплавляется. Работать с ним удобнее и эффективнее. Можно использовать сплошную проволоку с добавлением флюса кистью, дозатором для бутылок или дозатором для ручек. Если не требуется очень специфический флюс, который недоступен в виде проволочного припоя, обычно рекомендуется припой с флюсовым сердечником.
- Тип флюса — Флюс, не требующий очистки, является хорошим выбором для пайки, когда необходимо избегать очистки. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
 Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя. Работать с ним удобнее и эффективнее. Можно использовать сплошную проволоку с добавлением флюса кистью, дозатором для бутылок или дозатором для ручек. Если не требуется очень специфический флюс, который недоступен в виде проволочного припоя, обычно рекомендуется припой с флюсовым сердечником.
Работать с ним удобнее и эффективнее. Можно использовать сплошную проволоку с добавлением флюса кистью, дозатором для бутылок или дозатором для ручек. Если не требуется очень специфический флюс, который недоступен в виде проволочного припоя, обычно рекомендуется припой с флюсовым сердечником. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.Какой припой использовать: свинец или бессвинцовый припой?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Что такое поток?
Подумайте о флюсе и подготовительном агенте для процесса пайки. При соединении двух металлических поверхностей припоем необходима хорошая металлургическая связь, чтобы паяное соединение не ослаблялось, а электрическая непрерывность не нарушалась из-за механических, температурных и других воздействий. Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, чтобы способствовать смачиванию. «Смачивание» — это процесс стекания припоя по поверхностям контактов и жала паяльника, что очень важно в процессе пайки.
Флюс, не требующий очистки, является хорошим выбором для пайки, когда не требуется очистка. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
При пайке простого соединения, такого как 2 провода или провод через отверстие, флюса в припое с флюсовым сердечником должно быть достаточно. Для более сложных методов пайки, таких как пайка методом перетаскивания нескольких выводов на компонент поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он первоначально вытекает из ядра. Если припой работает дальше, например, когда вы перетаскиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие товары:
- Techspray No-Clean Flux Pen
- Бутылочки-дозаторы с иглами Плато
Флюс можно наносить кислотной кистью или с помощью дозатора для игольчатых флаконов или дозатора для ручек. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие товары:
- Techspray No-Clean Flux Pen
- Бутылочки-дозаторы с иглами Плато
- Техническая кисть Techspray
- Убедитесь, что припаиваемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления вашего припоя. 600–650 °F (316–343 °C) — хорошая начальная температура для припоя на основе свинца, а 650–700 °F (343–371 °C) — для бессвинцового припоя.
- На несколько секунд прижмите наконечник к электроду и контактной точке/площадке. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проводом припоя к выводу и контактной площадке/площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует слегка пирамидальную форму.
- При необходимости обрежьте провод ножницами. Не обрезайте места пайки, это может повредить соединение.
- При использовании флюса, активированного канифолью, флюса на водной основе или если эстетический вид остатков флюса является проблемой, очистите участок с помощью средства для удаления флюса.


Сопутствующие товары:
- Жала для пайки Plato
- Свинцовые ножницы Plato
- Средство для удаления флюса Techspray G3
- Techspray E-LINE Flux Remover
600°- 650°F (316°- 343°C) является хорошей начальной точкой для припоя на основе свинца и 650°- 700°F (343°- 371°C) для бессвинцового припоя. Вы хотите, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы паяльного жала.
Как отличить хорошую пайку от плохой?Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. На что обратить внимание:
- Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует слегка пирамидальную форму.
- Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
- Вывод не должен болтаться или шевелиться после пайки.
- Припой не должен перетекать или накладываться на другие контактные площадки/площадки.
- При использовании припоя на основе свинца место пайки должно быть блестящим. К сожалению, бессвинцовая поверхность имеет более матовую поверхность, поэтому блеск в этом случае не является хорошим показателем.

Цель состоит в том, чтобы форма и размер наконечника соответствовали контактной площадке. Это позволяет максимизировать площадь контактной поверхности, чтобы нагревать вывод и контактную поверхность как можно быстрее. Если вы выберете наконечник слишком большого размера, вам придется нагревать больший объем наконечника, что замедлит рекуперацию тепла — время, необходимое наконечнику для повторного нагрева после пайки соединения. Кроме того, существует риск взаимодействия с другими компонентами и контактными площадками. Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем то, что подходит для электроники.
Паяльные жала бывают разных форм, чтобы упростить различную геометрию печатных плат:
- Заостренная или коническая – Конец паяльного жала заостряется или закругляется на плоской поверхности. Размер определяется диаметром конца, поэтому он может варьироваться от 0,1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
- Лезвие или нож — Наконечник лезвия обычно используется для пайки волочением, когда припой наносится на несколько контактных площадок. Это обычное дело при пайке компонентов с технологией поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Долото или отвертка – Долото позволяет нагревать большую площадь контакта, поэтому его удобно использовать для паяных соединений через отверстия. Длина может варьироваться, а также может быть согнута, например, с коническим наконечником. Размер в основном указывается как длина плоской области, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
- Скос – Скошенный наконечник имеет плоский овальный конец, установленный под углом. Представьте себе металлический стержень, поперечное сечение которого находится под углом. Размер определяется диаметром «стержня» или вала, а иногда и углом скоса. Скос может варьироваться от 1 мм до 4 мм или даже больше.
- Наконечники Flow – Наконечник Flow похож по конструкции на скошенный наконечник, но вместо плоской области он представляет собой небольшое углубление или чашечку. Это также называется «мини-волновой наконечник» и обычно используется для пайки сопротивлением, как описано выше.
 Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам. Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.Сопутствующие товары:
- Паяльные жала Plato
Можно ли установить максимальную температуру нагрева для ускорения пайки?
В пайке, как и во всем остальном, важна скорость.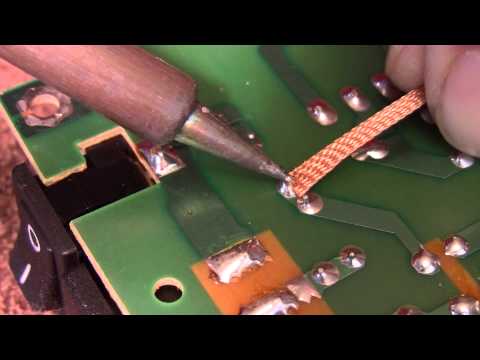 Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.
Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.
Это признак того, что паяльное жало нуждается в очистке, поэтому оно «холодное» (хотя оно еще очень горячее, так что не трогайте!). Когда флюс и окисление накапливаются со временем, тепло не передается так эффективно, и припой не смачивается и не растекается по наконечнику должным образом. Припой будет плавиться, но просто стекает с наконечника. Это затрудняет перемещение, чтобы припаять области контактов так, как вам это может понадобиться.
Как почистить паяльник? Паяльные станции обычно поставляются с губкой и/или латунной подушечкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Когда паяльное жало почернело из-за пригорания флюса и больше не смачивается должным образом, настало время для чистящих инструментов в крайнем случае. Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Полировальные бруски также доступны и используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе со сгоревшим флюсом. Как только на наконечнике появляются питтинги — настоящие дыры в железе — его пора заменить.
Сопутствующие товары:
- Губки Plato
- Очиститель латунных наконечников Plato
- Лудильщик наконечника Plato
Как и все остальное, у каждого есть свои плюсы и минусы:
Очиститель латунных наконечников- Pro-Быстрый и простой в использовании, не требует пропитки водой и не вызывает термического шока. наконечник для пайки.
- Con – Абразивен, несмотря на то, что латунь мягче железа на конце наконечника. Он имеет тенденцию царапать хромированное покрытие, что предотвращает смачивание наконечника припоем. Это может привести к проникновению коррозии под покрытие, что сократит срок службы наконечника.
 наконечник для пайки.
наконечник для пайки.Не забудьте использовать втыкающие движения, используя латунный очиститель наконечника. Протирание поверхности увеличивает вероятность разбрызгивания расплавленного припоя.
Целлюлозная губка- Pro – эффективный и быстрый способ очистки наконечника. Они поставляются с различными отверстиями или прорезями, чтобы сделать это еще быстрее и проще, а также чтобы избежать разбрызгивания расплавленного припоя.
- Con — охлаждает наконечник, поэтому требует, чтобы наконечник снова нагревался. Это также может привести к термическому удару наконечника, особенно если губка чрезмерно насыщена. Это может сократить срок службы наконечника из-за образования микротрещин в железном покрытии.

Убедитесь, что вы используете целлюлозную губку, предназначенную для очистки паяльных наконечников. Целлюлоза – это натуральный материал, полученный из древесной массы. Он не расплавится и не повредит жало паяльника, как синтетическая губка. Губка не должна быть мокрой, только слегка влажной. Тщательно отожмите его после насыщения деионизированной (DI) водой. Рекомендуется деионизированная вода, чтобы предотвратить накопление минералов на жало паяльника. После того, как паяльное жало было очищено, не забудьте повторно оловить его, расплавив небольшое количество припоя на конце жала. Это предотвращает коррозию рабочего конца наконечника, выполненного из железа, при воздействии воздуха в течение определенного периода времени. Сопутствующие товары:
- Губки Платона
- Очиститель латунных наконечников Plato
Общепринятой практикой является протирание паяльного жала перед тем, как положить его обратно в держатель. Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
После перехода со свинцовых припоев на бессвинцовые припои часто жалуются на короткий срок службы наконечника. Более высокая температура, необходимая для бессвинцовых припоев и флюсов, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника. Часто кончики чернеют, припой капает и просто стекает с конца наконечника. Его также можно назвать «холодным наконечником», но будьте осторожны, не прикасайтесь к нему голыми пальцами!
Жала для пайки имеют медный сердечник, передающий тепло от нагревательного элемента к рабочему концу (наконечнику жала). Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
- Выключить огонь
- Тщательно очистите наконечник
- Лужение паяльного жала
- Используйте специальные чистящие средства
Если вы покидаете паяльную станцию более чем на 5 минут, выключайте ее. Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за считанные секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
- Губки Plato
- Очиститель латунных наконечников Plato
- Лудильщик наконечника Plato
Когда следует выбрасывать старое жало?
Когда наконечник черный и высыхает (припой не прилипает к нему), что называется «холодным наконечником», его, как правило, можно очистить и использовать снова. Как только появятся питтинги и видимая коррозия, пришло время для нового наконечника. Внешняя сторона паяльного жала покрыта железом поверх теплопроводного медного центра. Это защищает мягкую, подверженную коррозии медь от агрессивных флюсов. Как только флюс пройдет через железное покрытие через ямки, наконечник будет быстро съеден.
Как избежать коррозии печатной платы после окончания пайки?Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете передовые методы очистки платы. В конце концов, компоненты были заменены, а излишки припоя удалены…
- Тщательно очистите участок качественным средством для удаления флюса.
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости аккуратно потрите печатную плату щеткой из конского волоса или безворсовой салфеткой, а затем промойте.
- При использовании салфетки убедитесь, что на печатной плате не остаются волокна или ворсинки, которые впоследствии могут вызвать проблемы.

Это необязательный шаг для флюса без очистки, но все же хорошая идея для плат с высокой плотностью населения или плат с высоким напряжением. Это абсолютно необходимо, независимо от типа флюса, если вы планируете после ремонта нанести защитное покрытие.
Сопутствующие продукты:
- Techspray G3 Flux Remover
- Средство для удаления флюса Techspray E-LINE
- Кисти Techspray
- Салфетки Techspray
- Начните с чистой поверхности.
- Подберите размер проволочного припоя к тому, что вы паяете.
- Подберите паяльное жало к тому, что вы паяете.
- Тщательно выбирайте припой и флюс.
- Содержите наконечник в чистоте и лужите.
- Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
- Удерживайте паяльное жало у вывода и точки контакта/площадки до тех пор, пока они не нагреются до нужной температуры.
- Нанесите достаточное количество припоя, чтобы покрыть контактную площадку и окружить вывод.
- При необходимости обрежьте выводы с помощью острых ножниц, не обрезая места пайки.
- Удалите остатки флюса с места пайки качественным средством для удаления флюса.

Сопутствующие товары:
- Паяльные жала Plato
- Свинцовые ножницы Plato
- Средство для удаления флюса Techspray G3
- Techspray E-LINE Flux Remover
На этом наше Полное руководство по электронной пайке заканчивается. Остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших задач? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Можно ли паять медную проволоку паяльником?
потускневшая медь плохо поддается пайке . Кусок коаксиальной оплетки хорошо подходит для полировки провода. Не используйте коррозионно-активный флюс, такой как водный флюс для электроники или водопроводный флюс. Канифольный флюс RMA лучший. 25 мая 2020 г.
Как спаять сплошной медный провод?
- Отрежьте два провода, которые необходимо спаять, до необходимой длины для вашего проекта.
- Снимите около 1 дюйма изоляции с каждого конца двух проводов с помощью инструментов для зачистки проводов.
- Включите паяльник/утюг в электрическую розетку и дайте ему нагреться в течение трех-пяти минут.
Можно ли паять одножильный и многожильный провод?
С помощью паяльного пистолета нагрейте проводку настолько, чтобы расплавить припой, и аккуратно нанесите припой на провод так, чтобы паяльный пистолет касался провода. … По завершении лужения вы все еще сможете видеть жилы проволоки или сплошную проволоку, а концы проволоки будут покрыты глазурью припоя.Jul 17, 2017
… По завершении лужения вы все еще сможете видеть жилы проволоки или сплошную проволоку, а концы проволоки будут покрыты глазурью припоя.Jul 17, 2017
Какой припой лучше для медной проволоки?
Выбор подходящего припоя
Лучшим припоем для лужения многожильных медных проводов является электрический припой со смоляным сердечником . Это бескислотный припой, содержащий флюс в ядре припоя. Никогда не используйте припой, содержащий кислоту, которая может повредить провод или его изоляцию.
Нужен ли флюс для припоя медной проволоки?
К счастью, почти все припои для электроники имеют внутреннюю сердцевину из флюса, так что вам обычно не нужно добавлять больше. При пайке медной трубы, или листового металла также потребуется использовать флюс , но не все припои для этих целей имеют флюсовую сердцевину. В таких случаях флюс доступен отдельно.
При пайке медной трубы, или листового металла также потребуется использовать флюс , но не все припои для этих целей имеют флюсовую сердцевину. В таких случаях флюс доступен отдельно.
Можно ли паять электрические провода?
Самый надежный и надежный способ соединить два провода вместе — это припаять их. Период. Используйте только припой 60-40 со смоляным сердечником , предназначенный для электропроводки. … Если вы не умеете паять, потренируйтесь с десятком или около того соединений, прежде чем пытаться сделать это под приборной панелью с капающим на щеку горячим припоем. 1 октября 2009 г.
Связанные
В чем разница между сплошным медным проводом и многожильным медным проводом?
Наиболее существенное различие между многожильным и одножильным кабелем заключается в характеристиках . Поскольку проводники большего сечения (более тонкие) имеют больше вносимых потерь, чем проводники меньшего сечения (более толстые), многожильные кабели обеспечивают затухание на 20–50 % больше, чем одножильные медные проводники (20 % для 24 AWG и 50 % для 26 AWG). 9 января 2020 г.
Поскольку проводники большего сечения (более тонкие) имеют больше вносимых потерь, чем проводники меньшего сечения (более толстые), многожильные кабели обеспечивают затухание на 20–50 % больше, чем одножильные медные проводники (20 % для 24 AWG и 50 % для 26 AWG). 9 января 2020 г.
Связанные
Какой припой лучше всего подходит для пайки меди?
Лучшим припоем для лужения многожильных медных проводов является электрический припой со смоляным сердечником . Это бескислотный припой, содержащий флюс в ядре припоя. Никогда не используйте припой, содержащий кислоту, которая может повредить провод или его изоляцию.
Родственные
Как правильно паять провода?
Очистите место пайки, соскоблив провод до голого металла, а затем протрите его спиртом или ацетоном.
Используйте припой со смоляным сердечником для электронных приложений. Этот припой обычно поставляется в бухтах.
Олово (покройте припоем ) сначала жало паяльника: оберните один или два дюйма припоя вокруг жала, пока утюг холодный; поставить утюг на …

Родственный
Как паять медную проволоку?
Нагрейте и припаяйте трубку Оставьте фитинг на медной трубке . Нагрейте соединение прямым нагревом от пропановой горелки в течение примерно 20 секунд. Когда вы решите, что соединение достигло нужной температуры, прикоснитесь пайкой провода к соединению. Припой расплавится и всосется в соединение между трубкой и фитингом.
Родственные
Для чего используется припой?
Также иногда используется припой для соединения проводов с электрическими клеммами внутри электрических устройств или на панелях управления.
Припой недостаточно прочен для ремонта двигателя, но используется для заполнения неровностей , сглаживания шероховатых поверхностей и уплотнения соединений .
 Припой недостаточно прочен для ремонта двигателя, но используется для заполнения неровностей , сглаживания шероховатых поверхностей и уплотнения соединений .
Припой недостаточно прочен для ремонта двигателя, но используется для заполнения неровностей , сглаживания шероховатых поверхностей и уплотнения соединений .Родственные
Какой припой лучше всего подходит для пайки меди? Какой припой лучше всего подходит для пайки меди?
Лучшим припоем для лужения многожильных медных проводов является электрический припой со смоляным сердечником . Это бескислотный припой, содержащий флюс в ядре припоя. Никогда не используйте припой, содержащий кислоту, которая может повредить провод или его изоляцию.
Родственный
Как правильно паять провода?Как правильно паять провода?
Как паять провода
- Очистите место пайки, соскребая провод до голого металла, а затем протирая спиртом или ацетоном.
- Используйте припой со смоляным сердечником для электронных приложений. Этот припой обычно поставляется в катушках.
- Сначала залудите (покройте припоем) жало паяльника: оберните один или два дюйма припоя вокруг жала, пока утюг холодный; поставить утюг на …
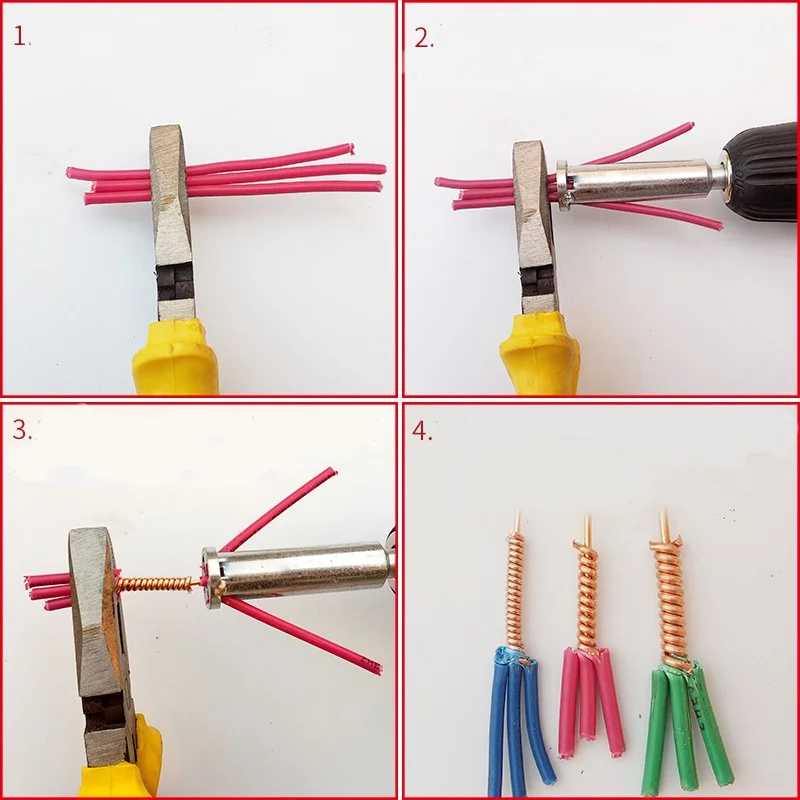
Связанные
Как паять медную проволоку? Как паять медную проволоку?
Нагрейте и припаяйте трубку Оставьте фитинг на медной трубке . Нагрейте соединение прямым нагревом от пропановой горелки в течение примерно 20 секунд. Когда вы решите, что соединение достигло нужной температуры, прикоснитесь пайкой провода к соединению. 9Припой 0121 расплавится и всосется в соединение между трубкой и фитингом.
Связанные
Каково использование припоя? Каково использование припоя?
Также иногда используется припой для соединения проводов с электрическими клеммами внутри электрических устройств или на панелях управления.