Наименование | Наименование подробное | Диаметр, D внешний | Вид упаковки | Длина, м | Масса, кг | Габариты, м |
Переход П/М короткий латунь D32 с внутренней резьбой 1 | Концевое соединение 32 мм с внутр. резьбой 1 ‘ (переход пластик-металл), короткое, латунь | 32 | г/к | 0,2 | 0,3 | 0,1 |
Переход П/М короткий латунь D40 с внутренней резьбой 1 1/4 | Концевое соединение 40 мм с внутр. резьбой 1 1/4 ‘ (переход пластик-металл), короткое, латунь | 40 | г/к | 0,2 | 0,4 | 0,1 |
Переход П/М короткий латунь D50 с внутренней резьбой 1 1/2 | Концевое соединение 50 мм с внутр. резьбой 1 1/2 ‘ (переход пластик-металл), короткое, латунь | 50 | г/к | 0,2 | 0,45 | 0,1 |
Переход П/М короткий латунь D63 с внутренней резьбой 2 | Концевое соединение 63мм с внутр. резьбой 2 ‘ (переход пластик-металл), короткое, латунь | 63 | г/к | 0,2 | 0,94 | 0,1 |
Переход П/М короткий латунь D90 с внутренней резьбой 3 | Концевое соединение 90мм с внутр. | 90 | г/к | 0,3 | 1,5 | 0,15 |
Переход П/М короткий латунь D110 с внутренней резьбой 4 | Концевое соединение 110мм с внутр. резьбой 4 ‘ (переход пластик-металл), короткое, латунь | 90 | г/к | 0,3 | 1,8 | 0,2 |

| Фитинг для канализационных труб | ||||||
| № | Наименование | Типоразмеры | Материал | Фото продукции | ||
| Тройник | 200/45 | Пластик | ||||
| Тройник | 200/90 | Пластик | ||||
| Тройник | 200х160/45 | Пластик | ||||
| Тройник | 200х160/90 | Пластик | ||||
| Тройник | 160/90 | Пластик | ||||
|
|
Тройник | 160/45 | Пластик | |||
| Тройник | 160х110/ 90 | Пластик | ||||
| Тройник | 160х110/ 45 | Пластик | ||||
Тройник оранж.
|
100/90 | Пластик | ||||
| Тройник оранж. | 100/45 | |||||
| Тройник 25шт/уп | 100/90 | Пластик | ||||
| Тройник 18шт/уп | 110/45 | Пластик | ||||
| Тройник | 110х50/90 | Пластик | ||||
| Тройник | 110х50/45 | Пластик | ||||
| Тройник | 75/90 | Пластик | ||||
| Тройник | 75/45 | Пластик | ||||
| Тройник 60шт/уп | 50/90 | Пластик | ||||
| Тройник 50шт/уп | 50/45 | Пластик | ||||
| Тройник | 32/90 | Пластик | ||||
| Тройник | 32/45 | Пластик | ||||
| Тройник | 40/90 | Пластик | ||||
| Тройник | 40/45 | Пластик | ||||
|
|
Тройник 2-раструба (Т образные) | 110/90 | Пластик | |||
|
|
Тройник 2-раструба (буквой Т) | 50/90 | Пластик | |||
| Крест | 110/90 | Пластик | ||||
|
|
Крест | 110/45 | Пластик | |||
|
|
Крест | 110х50х50/90 | Пластик | |||
| Крест | 110х50х50/45 | Пластик | ||||
| Крест | 110х110х50/90 | Пластик | ||||
| Крест 2-х пл | 110х110 | Пластик | ||||
|
|
Крест 2-хплоск.
|
110х50х50 | Пластик | |||
|
|
Крест | 50х50/90 | Пластик | |||
| Крест | 50х50/45 | Пластик | ||||
|
|
Крест вверх | 110х110х50/45 | Пластик | |||
| Крест левый | 110х110х50/45 | Пластик | ||||
| Крест правый | 110х110х50/45 | Пластик | ||||
|
|
Крест левый | 110х110х50/90 | Пластик | |||
| Крест правый | 110х110х50/90 | Пластик | ||||
| Крест | 160х160х160/90 | Пластик | ||||
| Ревизия | 200 | Пластик | ||||
| Ревизия | 160 | Пластик | ||||
Ревизия оранж. |
110 | Пластик | ||||
| Ревизия | 110 | Пластик | ||||
| Ревизия | 50 | Пластик | ||||
| Ревизия | 75 | Пластик | ||||
| Отвод | 200/90 | Пластик | ||||
| Отвод | 200/45 | Пластик | ||||
| Отвод | 160/90 | Пластик | ||||
| Отвод | 160/45 | Пластик | ||||
| Отвод оранж. | 110/90 | Пластик | ||||
| Отвод оранж. | 110/45 | Пластик | ||||
| Отвод оранж. | 110/30 | Пластик | ||||
| Отвод 40шт/уп | 110/90 | Пластик | ||||
| Отвод 50шт/уп | 110/45 | Пластик | ||||
| Отвод | 110/67 | Пластик | ||||
| Отвод | 110/30 | Пластик | ||||
| Отвод | 110/15 | Пластик | ||||
| Отвод вверх | 110х50/90 | Пластик | ||||
| Отвод левый | 110х50/90 | Пластик | ||||
| Отвод правый | 110х50/90 | Пластик | ||||
| Отвод левый/правый | 110х50/90 | Пластик | ||||
| Отвод назад | 110х50/90 | Пластик | ||||
| Отвод левый/правый | 110х50/45 | Пластик | ||||
| Отвод вверх | 110х50/45 | Пластик | ||||
| Отвод левый | 110х50/45 | Пластик | ||||
| Отвод правый | 110х50/45 | Пластик | ||||
| Отвод назад | 110х50/45 | Пластик | ||||
| Отвод 2 раструба | 110/45 | Пластик | ||||
| Отвод 2 раструба | 110/90 | Пластик | ||||
| Отвод | 75/90 | Пластик | ||||
| Отвод | 75/45 | Пластик | ||||
| Отвод 120шт/уп | 50/90 | Пластик | ||||
| Отвод 120шт/уп | 50/45 | Пластик | ||||
| Отвод | 50/67 | Пластик | ||||
| Отвод | 50/30 | Пластик | ||||
| Отвод | 50/15 | Пластик | ||||
| Отвод | 32/90 | Пластик | ||||
| Отвод | 32/45 | Пластик | ||||
| Отвод | 40/90 | Пластик | ||||
| Отвод | 40/45 | Пластик | ||||
| Муфта Гибкая | Пластик | |||||
| Муфта п/п | 200 | Пластик | ||||
| Муфта п/п | 160 | Пластик | ||||
| Муфта п/п 75шт/уп | 110 | Пластик | ||||
Муфта соедин.
|
110 | Пластик | ||||
| Муфта оранж. | 110 | Пластик | ||||
| Муфта п/п 140шт/уп | 50 | Пластик | ||||
| Муфта соед. | 50 | Пластик | ||||
| Муфта | 75 | Пластик | ||||
| Муфта | 40 | Пластик | ||||
| Муфта | 32 | Пластик | ||||
| Переход | 200х160 | Пластик | ||||
| Переход | 160х110 | Пластик | ||||
| Переход | 110х75 | Пластик | ||||
| Переход | 110х50 | Пластик | ||||
| Переход | 50х32 | Пластик | ||||
| Переход | 50х40 | Пластик | ||||
| Переход | 75х50 | Пластик | ||||
| Переход | 40х32 | Пластик | ||||
| Переход/чугун | 124х110 | Пластик | ||||
| Переход/чугун | 72х50 | Пластик | ||||
| Переход/асбест | 119х110 | Пластик | ||||
| Переход/асбест | 110х119 | Пластик | ||||
| Компенсатор | 110 | Пластик | ||||
| Компенсатор | 50 | Пластик | ||||
| Воздушный клапан | 110 | Пластик | ||||
| Воздушный клапан | 50 | Пластик | ||||
| Заглушка | 200 | Пластик | ||||
| Заглушка | 160 | Пластик | ||||
| Заглушка | 110 | Пластик | ||||
Заглушка оранж.
|
110 | Пластик | ||||
| Заглушка | 75 | Пластик | ||||
| Заглушка | 50 | Пластик | ||||
| Заглушка | 32 | Пластик | ||||
| Заглушка | 40 | Пластик | ||||
| Обратный клапан | 160 | Пластик | ||||
| Обратный клапан | 110 | Пластик | ||||
| Обратный клапан | 50 | Пластик | ||||
| Зонт (большой) | 160 | Пластик | ||||
| Зонт | 160 | Пластик | ||||
| Зонт (большой) | 110 | Пластик | ||||
| Зонт | 110 | Пластик | ||||
| Зонт (на трубу) | 110 | Пластик | ||||
| Зонт | 50 | Пластик | ||||
| Манжет | 124х110 | Пластик | ||||
| Манжет | 72х50 | Пластик | ||||
| Манжет | 72х40 | Пластик | ||||
| Манжет | 50х40 | Пластик | ||||
| Манжет | 50х32 | Пластик | ||||
| Манжет | 50х25 | Пластик | ||||
| Манжет | 50х20 | Пластик | ||||
| Манжет | 40х20 | Пластик | ||||
| Манжет | 40х25 | Пластик | ||||
| Манжет | 40х32 | Пластик | ||||
| Манжет | 32х20 | Пластик | ||||
| Манжет | 32х25 | Пластик | ||||
| Манжет | 32х40 | Пластик | ||||
| Манжет для унитаза прямой | 110х114 | Пластик | ||||
| Манжет для унитаза эксентрич | 110х114 | Пластик | ||||
Гофра арм.
|
110 | Пластик + металл | ||||
| Гофра | 50 60 см. | Пластик | ||||
| Гофра | 50 30 см. | Пластик | ||||
| Гофра | 50 20 см. | Пластик | ||||
| Трап | 110 | Пластик | ||||
| Трап вертикальный | 50 10х10 | Пластик | ||||
| Трап горизонтальный | 50 10х10 | Пластик | ||||
| Трап вертикальный | 50 15х15 | Пластик | ||||
| Трап горизонтальный | 50 15х15 | Пластик | ||||
| Шаровое соединение | 110 | Пластик | ||||
| Хомут | 110 | Пластик | ||||
| Хомут | 50 | Пластик | ||||
| Уплотнительное кольцо | 110 | Резина | ||||
| Уплотнительное кольцо | 50 | Резина | ||||
| Смазка для кан труб РТП | (250 мл) | |||||
переход внутренней канализации ⍉50/32 в Киеве.
 Фитинг , тройники
Фитинг , тройникиПереход полипропиленовый канализационный предназначен для перехода труб канализационных с большего диаметра на меньший в системах транспортирующих хозяйственно-фекальные стоки внутри жилых, административных, производственных зданий.
Ревизия ПП в 15-20 раз легче аналогичной ревизии из чугуна, имеет гладкую внутреннюю поверхность, что исключает риск закупорки, обладают низким шумом протекающей воды, устойчивы к воздействию горячей воды до 95 о С и к химическим моющим средствам, не требует покраски или предварительной подготовки.
Ключевые слова:
переход эксцентрический, переход полипропиленовый, эксцентрический переход, переход эксцентрический цена, переход трубопровода, переход металл пластик, переход с пластика на металл, переход с металла на пластик, муфта, муфта канализационная, фитинг, купить фитинги, трубы и фитинги, трубы фитинги, пп фитинги, фитинги пп, фитинги для пластиковых труб, пластиковые фитинги, пластиковые трубы и фитинги, пластиковые трубы фитинги, пластиковые фитинги для труб, фитинги пластиковые, фитинги пластиковых труб, купить фитинги для пластиковых труб, фитинг пластиковый, фитинги на пластиковые трубы, внутренняя канализация, канализация, канализация внутренняя, труба внутренней канализации, фитинги для труб, пнд труба, труба полипропиленовая, канализационные трубы, полипропиленовые трубы, пластиковые трубы, канализация, трубы для канализации, труба пнд, труба канализационная, труба пластиковая, трубы канализационные, обсадные трубы, полипропиленовая труба цена, труба канализационная 100 цена, трубы и фитинги, соединение пластиковых труб, пластиковые фитинги, труба 50, диаметр канализационных труб, труба водопроводная пластиковая цена, труба пластиковая 100, труба 110, промывка канализации, полипропиленовые трубы размеры, сливная труба, диаметры пластиковых труб, канализационные трубы купить, полипропиленовые трубы и фитинги, пластиковая труба, внутренняя канализация, сантехнические трубы, канализационные трубы размеры, фитинги для пластиковых труб, канализационная труба, диаметр канализационной трубы, канализационные трубы и фитинги, канализационные трубы цена, трубы сантехнические, полипропиленовые фитинги, купить трубы для канализации, пластиковая канализация, полипропиленовая труба, пластиковые канализационные трубы, трубы для канализации цена, труба канализационная 50, труба пластиковая канализационная, трубы пластиковые цена, труба канализационная цена, труба канализационная 110, трубы канализационные цена, труба канализационная 100, трубы пластиковые, купить канализационные трубы, канализационная труба диаметр, канализация пластиковая, купить канализацию, фитинги пвх для внутренней канализации, трубы для внутренней канализации, пластиковая канализационная труба диаметр, труба канализационная диаметр, канализация цена, диаметр сантехнических труб, канализационые трубы, устройство внутренней канализации, длина канализационных труб, пластиковая труба купить, труба пластиковая 100мм цена, элементы внутренней канализации, пластмассовая труба цена, полипропиленовые трубы производство, труба канализационная купить, пластиковые трубы канализация, пластиковая канализация каталог, цены на полипропиленовые трубы, сантехническая труба, канализация внутренняя, трубы пластиковые канализационные цена, труба канализационная внутренняя, трубы внутренней канализации, труба 110 цена, пластмассовые трубы для канализации, цена канализационных труб, канализационная труба 110, купить трубы канализационные, пластиковые канализационные трубы размеры, стоимость пластиковых труб, трубы и фитинги для внутренней канализации, трубы для канализации купить, купить канализационную трубу, полипропиленовые канализационные трубы, производители пластиковых труб, трубы канализационные купить, пвх трубы и фитинги, канализационные трубы для внутренней канализации, труба канализационная 110 цена, канализационная труба цена, продажа канализационных труб, труба пластиковая канализационная цена, стоимость полипропиленовых труб, цена пластиковых труб, трубы канализационные полипропиленовые, пластиковые трубы для канализации размеры, купить трубу канализационную, стоимость канализационных труб, каталог канализационных труб, канализация купить, труба пп канализационная, канализационная труба 100, канализационная труба 50, трубы для канализации размеры, труба канализационная полипропиленовая, трубы и фитинги из полипропилена, пластиковые трубы для канализации диаметр, пластиковая канализация фитинги, продажа пластиковых труб, пластмассовые канализационные трубы, труба пластиковая канализационная 100, системы внутренней канализации, трубы пластиковые канализационные, труба канализационная размеры, куплю полипропиленовые трубы, фасонные части канализации, пластиковая труба для канализации, продажа полипропиленовых труб, трубы на канализацию °⍉
Упруго-пластический переход металлов
Основные моменты
- •
Показано, что предел пропорциональности для металлов равен нулевому напряжению.
 Нелинейность начинается сразу.
Нелинейность начинается сразу.- •
Простое однопараметрическое уравнение хорошо описывает форму перехода.
- •
Новый «Универсальный закон» описывает нелинейное переходное поведение без регулируемых параметров.
 Нелинейность начинается сразу.
Нелинейность начинается сразу.Abstract
Известно, что одноосные кривые деформирования показывают значительную кривизну и гистерезис даже в номинально упругом режиме, т.е.е. до достижения стандартного предела текучести. Чтобы выяснить природу этого поведения, были проведены сотни высокоточных испытаний на растяжение при нагружении-разгрузке-нагружении с использованием 26 коммерческих листовых сплавов, демонстрирующих широкий диапазон прочности, пластичности и кристаллической структуры. Соответствующий анализ показывает, что:
- 1
Отсутствует значительная линейная упругая область, то есть предел пропорциональности равен 0 МПа. В то время как первый прирост деформации показывает наклон напряжения-деформации, равный модулю Юнга, прогрессивные отклонения наклона начинаются немедленно.
- 2
Форма переходной кривой напряжение – деформация может быть представлена простым однопараметрическим уравнением, представляющим «скорость уменьшения модуля». Он фиксирует ~ 80% измеренного отклонения и может быть определен с помощью одного теста. Такой подход снижает ошибку, присущую стандартным приближениям модуля Юнга или модуля хорды, в 3–6 раз.
- 3
«Универсальный закон», не имеющий независимо определенных параметров, т.е.е. не было разработано никаких испытаний или подгонки. Он улавливает ~ 90% вариации, представленной однопараметрическим представлением для тестируемых материалов.
Обсуждаются практические и теоретические последствия этих результатов. С практической точки зрения результаты указывают на непосредственный путь к совершенствованию применяемых конститутивных моделей в переходном режиме. Приведен пример приложения и результатов.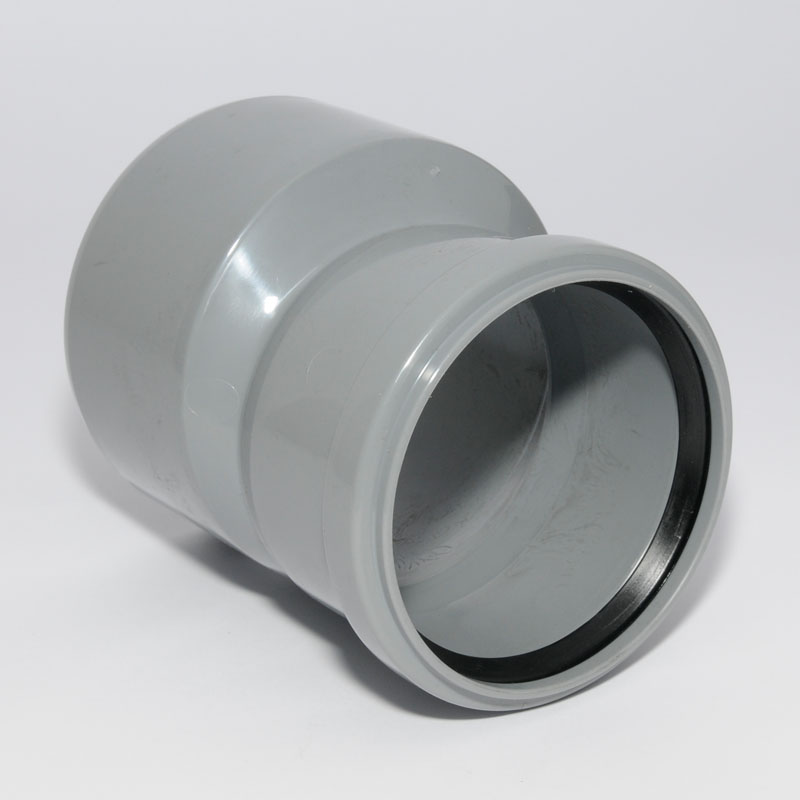 С теоретической точки зрения постоянство эффекта для широкого диапазона металлов дает ответы на вопросы об основных механизмах деформации.
С теоретической точки зрения постоянство эффекта для широкого диапазона металлов дает ответы на вопросы об основных механизмах деформации.
Ключевые слова
A. Дислокации
B. Основное поведение
A. Условия текучести
B. Эластично-пластичный материал
Универсальный закон
Рекомендуемые статьи Цитирующие статьи (0)
Полный текст© 2016 Elsevier Ltd. Все права защищены.
Рекомендуемые статьи
Цитирующие статьи
Металло-ионные катализаторы и перекись водорода могут способствовать экологизации производства пластмасс
5 июня 2017 г.
Исследователи из Университета Иллинойса вносят свой вклад в разработку более экологически чистых катализаторов для производства прекурсоров пластмасс и смол, которые часто получают из ископаемого топлива.Ключ к их технике заключается в признании уникальных физических и химических свойств определенных металлов и того, как они реагируют с перекисью водорода.
Многие пластмассы состоят из молекул, называемых олефинами, которые получают из органических материалов, таких как ископаемое топливо. Чтобы сформировать эти типы пластмасс, молекулы олефинов должны быть изменены с использованием окисляющих химикатов, чтобы получить предшественники пластика и смол, называемые мономерами, путем перегруппировки их химических связей, чтобы они могли протянуть руку и захватить другие мономеры.По словам Дэвида Флаэрти, профессора химической и биомедицинской инженерии, это позволяет им соединяться в длинные молекулярные цепочки — строительные блоки пластмасс.
Профессор Дэвид Флаэрти и аспирант Даниэль Бреганте разработали новый экологически безопасный процесс окисления олефинов для производства пластмасс и фармацевтических препаратов. Фото Джойс Си-Ноублаух. «Современные методы, используемые для превращения молекул олефинов во что-то полезное, также используют или производят вещи, которые нам не нужны, например хлор, который может вызывать коррозию, и CO. 2 », — сказал Даниэль Бреганте, аспирант химической и биомедицинской инженерии. работает с Флаэрти и является соавтором отчета о новом методе.
2 », — сказал Даниэль Бреганте, аспирант химической и биомедицинской инженерии. работает с Флаэрти и является соавтором отчета о новом методе.
Двуокись углерода часто считают побочным продуктом сжигания ископаемого топлива. Однако Флаэрти сказал, что значительное количество CO 2 образуется в результате производства пластмасс, полученных из ископаемого топлива.
По словам Бреганте, во многих производственных процессах используются экологически опасные органические пероксиды или хлорированные окислители. В совокупности эти опасения побудили исследователей изучить более экологичные варианты производства пластмасс.
В статье, опубликованной в Журнале Американского химического общества, группа рассматривает, как и почему определенные металлы, называемые переходными металлами, влияют на реакцию.Они также изучили, насколько эффективен этот процесс при использовании перекиси водорода — экологически чистого окислителя, единственным отходом которого является вода, а не хлор или CO 2 .
Для образования критических мономеров олефины и окислители проходят через крошечные жесткие губчатые структуры, называемые цеолитами. Эти цеолиты содержат ионы металлов в поровых пространствах, которые действуют как катализаторы, подталкивая химическую реакцию к пути образования пластика, сказал Бреганте.
«Этот процесс использовался десятилетиями», — сказал Флаэрти.«Тем не менее, основные причины того, как атомы металлов активируют перекись водорода и почему одни металлы лучше других для этой химии, до конца не изучены».
Группа Флаэрти заявила, что их реакция может идти двумя путями: один ведет к образованию мономеров, а второй — к бесполезному разложению перекиси водорода. В своих последних исследованиях они доказали, что эти два пути будут реагировать по-разному в зависимости от того, какой металл используется, и следующим шагом будет рассмотрение того, как изменение размера пор цеолитов повлияет на реакции.
Раскрывая больше тайн этой реакции, Флаэрти и Бреганте заявили, что их исследование может в конечном итоге привести к более широкому внедрению в отрасли этой отлаженной и экологически сознательной версии гораздо более старого процесса.
«Нам нужно знать не только то, что это работает, но и то, как это работает, чтобы убедить промышленность сделать переход», — сказал Флаэрти. «Объекты, используемые для производства пластмасс, начинают подходить к концу своего срока службы, и новая промышленная инфраструктура, основанная на этом пересмотренном методе, может стать новым началом.”
Чтобы связаться с Дэвидом Флаэрти, позвоните по телефону 217-244-2816; электронная почта [email protected].
Чтобы связаться с Даниэлем Бреганте, напишите по электронной почте [email protected].
Документ «Периодические тенденции эпоксидирования олефинов на каркасно-замещенных цеолитных катализаторах групп IV и V: кинетическое и спектроскопическое исследование» доступен в Интернете и в Бюро новостей Университета I.
Металлический пластик | Особенность | Chemistry World
Металлосодержащие полимеры выигрывают от механических свойств полимеров и химических свойств металлов.Том Вестгейт обнаруживает, что недавние достижения в области дизайна и синтеза делают эти материалы намного больше, чем просто химические диковинки.
Полимеры пронизывают почти каждую часть нашей жизни, и почти каждый знает, насколько полезны эти длинноцепочечные молекулы. Между тем, любой школьник-химик может сказать вам, что комплексы металлов обладают многими интересными свойствами, такими как окислительно-восстановительное поведение, катализ и магнетизм. Но возможно ли получить лучшее из обоих миров?
Медленно, но верно химики разработали способы создания ряда полимеров с такими же захватывающими физическими и химическими свойствами, что и металлы, без ущерба для механической прочности и простоты обработки, присущих обычным пластмассам. Это открыло множество потенциальных применений для этих материалов, от нанотехнологий до топливных элементов, от химических датчиков до катализа.
Это открыло множество потенциальных применений для этих материалов, от нанотехнологий до топливных элементов, от химических датчиков до катализа.
Хотя эта область имеет долгую историю — первый растворимый металлсодержащий полимер, поли (винилферроцен), был получен в 1955 году, — действительно полезные материалы начали появляться только в последние годы.
«Проблема была синтетической», — объясняет Ян Маннерс из Бристольского университета, Великобритания. «В литературе полно нерастворимых материалов с низким молекулярным весом», которые заявлены как металлосодержащие полимеры, — добавляет он.Но надежное производство растворимых полимеров, которые можно наносить на устройства в виде тонких пленок, долгое время было труднодостижимым.
К сожалению, классические методы полимеризации не подходят для металлсодержащих мономеров. Эти методы обычно основываются на реактивных химических группах для связывания молекулярных цепей вместе, но эти группы также имеют тенденцию разрушать комплексы металлов. А с металлическими мономерами, как известно, трудно добиться высокой чистоты и точной стехиометрии реагентов.Хотя ферроцен уже давно является популярным кандидатом на включение в полимеры, например, связывание этих комплексов в цепочки сталкивается с такими проблемами.
Но в 1992 году, находясь в Университете Торонто, Канада, группа Маннерса открыла метод получения высокомолекулярных полимеров из напряженных циклических ферроценофанов, в котором два циклопентадиеновых кольца соединены атомом кремния, который наклоняет их так, что они больше не параллельны друг другу. Маннерс обнаружил, что нагревание разрывает напряженные молекулы, инициируя реакцию, которая формирует цепочку ферроценовых звеньев, связанных силановыми группами, получившую название полиферроценилсилан.
Этот метод полимеризации с раскрытием кольца (ROP) был адаптирован для включения множества различных заместителей на атом кремния. Добавление длинных алкильных цепей позволяет контролировать растворимость, упрощая обработку и определение характеристик с помощью традиционных методов в фазе раствора, таких как 29 Si ЯМР и гель-проникающая хроматография.
Возможно, наиболее полезной характеристикой этой химии является то, что полимеризация может быть «живой», то есть цепи продолжают расти до тех пор, пока не перестанет существовать доступный мономер.Обнаружено, что реакцию можно даже включать и выключать при воздействии света, что дает беспрецедентный контроль над общей длиной полимерных цепей. Использование мягких оснований для раскрытия напряженных ферроценофанов означает, что более широкий диапазон менее толерантных функциональных групп может быть использован в качестве заместителей кремния, и Маннерс надеется расширить методологию, чтобы использовать «множество различных металлов и мостиковых лигандов».
Физические свойства полимера можно регулировать степенью окисления его атомов железа.«Если у вас есть слегка сшитый образец, в котором все железо находится в состоянии Fe (II), он набухнет в неполярном растворителе, таком как толуол, с образованием геля», — объясняет он. «Но если вы окисляете металл, гель сжимается, чтобы ограничить менее благоприятные взаимодействия между катионным металлическим центром Fe (III) и растворителем».
Это поведение привело Маннерса и сотрудников к инкапсуляции листов крошечных светорассеивающих микрогранул диоксида кремния. в геле. Набухание и сжатие геля изменяет расстояние между этими листами, что изменяет длину волны света, который они рассеивают.Они предполагают, что такой «фотонный кристалл», реагирующий на стимулы, может быть использован для создания цветных пикселей на визуальных дисплеях.
Тот же подход позволил получить крошечные капсулы, которые можно использовать для высвобождения более мелкой молекулы, такой как лекарство, в ответ на присутствие окислителя. Юлиус Ванцо и его коллеги из Университета Твенте, Нидерланды, сделали стенки капсул из чередующихся слоев положительно и отрицательно заряженных производных полиферроценилсилана вокруг съемного коллоидного шаблона.
Окисление железа в ферроценовых звеньях заставляет полимерные цепи раздвигаться за счет электростатического отталкивания, позволяя флуоресцентно меченным молекулам декстрана диффундировать в капсулу. Затем набухшую упаковку можно было запечатать, вернув атомы железа в их исходное состояние с помощью восстановителя. Вансо и его команда считают, что, если молекулы могут попасть в капсулы, они также могут быть контролируемо высвобождены, что приведет к возможному применению в медицине.
Затем набухшую упаковку можно было запечатать, вернув атомы железа в их исходное состояние с помощью восстановителя. Вансо и его команда считают, что, если молекулы могут попасть в капсулы, они также могут быть контролируемо высвобождены, что приведет к возможному применению в медицине.
Молекулярные провода
Исследования электропроводящих полимеров продвигались с головокружительной скоростью с тех пор, как в 1970-х годах окисленный полиацетилен оказался хорошим проводником.Тим Свагер из Массачусетского технологического института в Кембридже, США, принимал участие в этой области с самого начала, а с середины 90-х годов работал над включением ионов металлов в свои материалы.
Полимеры могут проводить электричество, когда их
электронов могут свободно перемещаться по полимерной цепи. Связь этих делокализованных электронов с d-орбиталями металла может интересным образом изменить свойства обоих компонентов. Для Сваджера связь между двумя типами соединений логична: проводящие полимеры являются окислительно-восстановительными.Металлы обладают необычайной окислительно-восстановительной химией. Это естественная посадка ».
Главный предел проводимости полимера заключается в том, насколько хорошо он передает заряд между ’сегментами’ делокализованных электронов в отдельных цепочках. Сваджер разрабатывает материалы, соответствующие окислительно-восстановительному потенциалу, так, чтобы металлические центры соединяли эти сегменты, позволяя электронам прыгать от одного к другому, как будто они прыгают по камням через ручей.
По мнению Сваджера, путем точного согласования окислительно-восстановительных потенциалов металлического центра с окислительно-восстановительным потенциалом сопряженного полимера можно улучшить движение заряда через материал.В материалах, которые таким образом «согласованы с окислительно-восстановительным потенциалом», команда Сваджера заметила значительные улучшения в проводимости, что сделало их пригодными для использования в химических датчиках.
Сваджер описывает металлы в этих полимерах как «горячие точки», которые контролируют их чувствительность к другим молекулам. Любое изменение в окружающей среде металла — например, когда он связывает молекулу аналита — вызывает явное изменение проводимости всего полимера.
В этих случаях свойства полимера модифицируются металлами, но при катализе это может происходить наоборот.Во многих процессах металлические катализаторы ускоряют реакции, переключаясь между состояниями окисления, отдавая или принимая электроны, которые принимают участие в реакции. Если металл присоединен непосредственно к электроду как часть полимерной пленки, этот перенос электронов может быть значительно ускорен. Это увеличивает количество каталитических циклов, которые могут быть выполнены, а также означает, что нет необходимости беспокоиться об извлечении катализатора из реакционной смеси. Поскольку снижение содержания кислорода является ключом к технологии топливных элементов, команда Сваджера надеется, что их семейство кобальтсодержащих полимеров на основе политиофена может быть использовано в качестве катализаторов топливных элементов.
Переключатель цвета
Большинство проводящих полимеров меняют цвет при приложении к ним напряжения, поскольку окисление нарушает электронные переходы, ответственные за поглощение света. Это одно из самых коммерчески перспективных приложений пластиковой электроники. Прозрачные электроды, такие как стекло, покрытое оксидом индия и олова, могут быть покрыты полимерной пленкой путем электрополимеризации и использоваться, например, в качестве антибликовых зеркал заднего вида в автомобилях или в качестве окон, которые отсекают свет одним щелчком переключателя. .
Комплексы переходных металлов могут приобретать впечатляющую гамму цветов, и это свойство также не избежало полимерной обработки. Нанесение материалов на электрод позволяет получить доступ к широкой палитре цветов, контролируемой электрическим током. «В принципе, огромное количество металлосодержащих материалов будет демонстрировать электрохромизм», — говорит Роджер Мортимер из Университета Лафборо, Великобритания. Он использует комплексы рутения с бипиридильными лигандами, которые замещены виниловыми группами с образованием электрохромных пленок.Комплексы металлов находятся внутри непроводящего полиэтиленового каркаса, где проводимость достигается за счет передачи заряда от одного металлического комплекса к другому.
«В принципе, огромное количество металлосодержащих материалов будет демонстрировать электрохромизм», — говорит Роджер Мортимер из Университета Лафборо, Великобритания. Он использует комплексы рутения с бипиридильными лигандами, которые замещены виниловыми группами с образованием электрохромных пленок.Комплексы металлов находятся внутри непроводящего полиэтиленового каркаса, где проводимость достигается за счет передачи заряда от одного металлического комплекса к другому.
Рутениевый комплекс обычно придает пленке оранжевый цвет, но когда электрический ток окисляет Ru (II) до Ru (III), пленка становится прозрачной. Изменение потенциала на противоположное снова уменьшает металл, и пленка возвращается к своему цвету.
Металлы с более чем двумя степенями окисления или даже пленки из смешанных металлов могут вызывать переходы между несколькими разными цветами, объясняет Мортимер.
«В конечном итоге, конечно же, разработка приложений станет настоящим испытанием успеха в области металлополимеров в ближайшие пять-десять лет», — говорит Маннерс.
В то время как датчики и приложения для визуального отображения, вероятно, увидят первый из этих успехов, Сваджер также видит большой потенциал для решения некоторых проблем, связанных с нашими растущими потребностями в энергии. «Представьте, — говорит он, — что у вас на крыше есть солнечные батареи. Они могут сбрасывать свою энергию в сеть или батарею ». Но оба процесса — неэффективные процессы, так почему бы не вложить энергию в химические связи, — предлагает он.
Двуокись углерода может быть восстановлена до полезных соединений, таких как метанол, и Сваджер считает, что металлополимеры могут хорошо подходить для использования тока от солнечной панели для катализа этой реакции.
Если — а Сваджер признает, что это большое «если» — может быть разработан достаточно эффективный материал, это будет означать использование парникового газа в качестве источника пригодного для вторичной переработки топлива.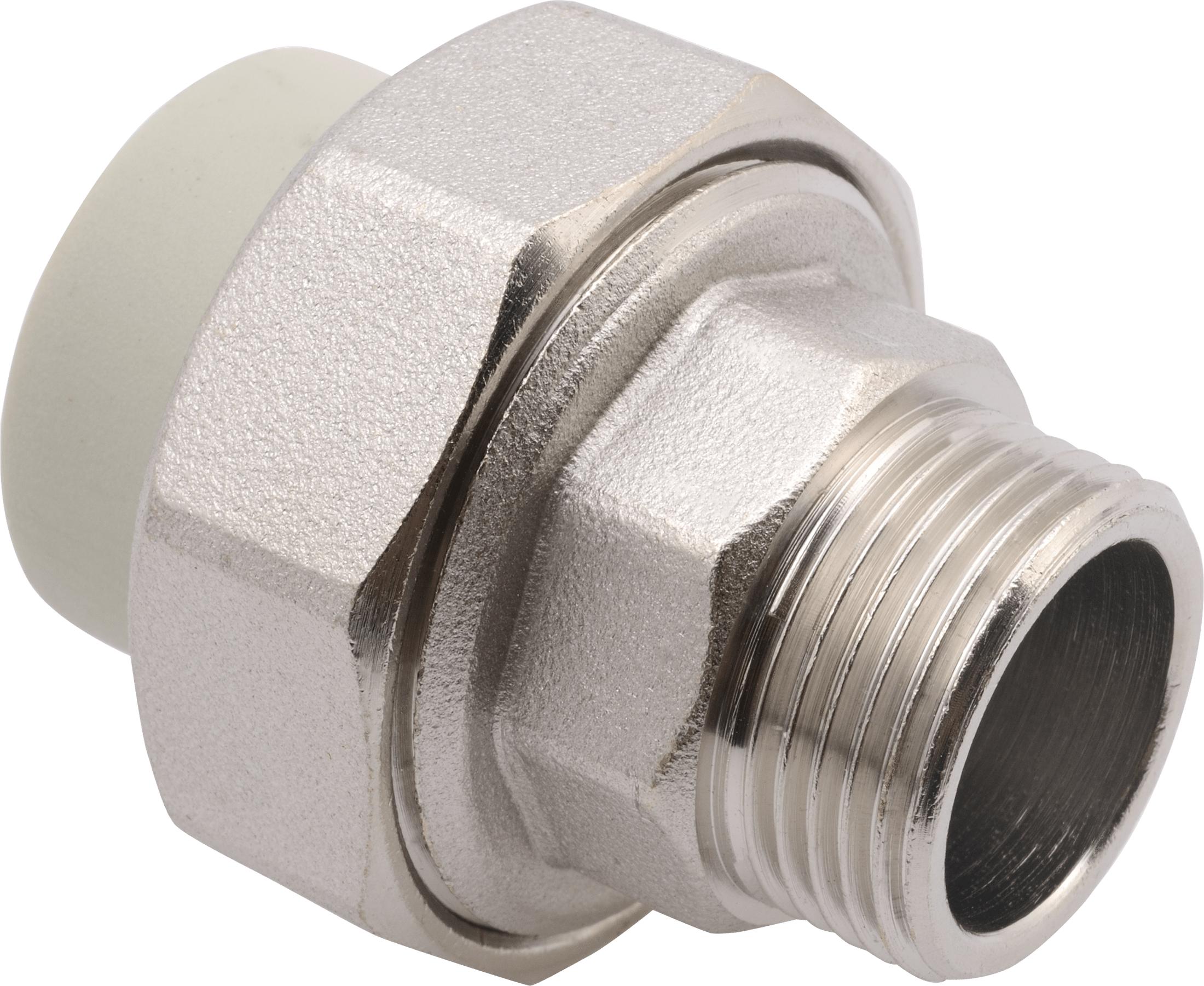 «Если бы ты мог это сделать, — говорит он, — ты получил бы Нобелевскую премию».
«Если бы ты мог это сделать, — говорит он, — ты получил бы Нобелевскую премию».
Том Вестгейт — внештатный писатель-научный писатель из Манчестера, Великобритания.
Где этот металл?
Металлополимеры обычно классифицируются по тому, где и как металл прикреплен к цепи. Например, металл может быть частью основной цепи полимера или может быть частью группы, свисающей с цепи, где он оказывает меньшее влияние на свойства полимера.
Большинство химиков в этой области также различают материалы, в которых металлы прочно (часто ковалентно) связаны с полимером, и супрамолекулярные полимеры, где самосборка посредством взаимодействий металл-лиганд является движущей силой для создания больших структур.Связь в этих системах часто слабее, что позволяет при желании разорвать полимерные цепи этого типа.
Так называемые координационные полимеры, еще одно подмножество этой группы, представляют собой трехмерные кристаллические сети, образованные множественными связями металл-лиганд. «Существует некоторая путаница», — признает Нил Чампнесс из Ноттингемского университета, Великобритания, чья группа выпускает эти материалы, но предпочитает термин «координационная структура». Эти материалы желательны для крошечных полостей внутри них, которые образуются, когда жесткие лиганды соединяют металлические центры, и используются для создания материалов, которые могут хранить относительно большие количества газообразного водорода.
Преодоление проблем с конверсией металла в пластик — PlastiComp
Если пластмассы достаточно прочные, чтобы конкурировать с металлами, как насчет их модуля или жесткости? Включение армирования волокном увеличивает пластический модуль до уровней выше, чем у неармированных материалов, но они все еще не достигают высокой жесткости металлов.
Что касается модуля, технические характеристики пластика вводят в заблуждение, так как можно производить пластиковые компоненты, которые намного жестче, чем значения из технических данных..jpg) Жесткость, достигаемая с помощью пластмасс, во многом зависит от конструкции компонентов, которые должны включать элементы, повышающие жесткость в ключевых областях, чтобы компенсировать недостатки в свойствах материала.
Жесткость, достигаемая с помощью пластмасс, во многом зависит от конструкции компонентов, которые должны включать элементы, повышающие жесткость в ключевых областях, чтобы компенсировать недостатки в свойствах материала.
Разумное использование усиливающих элементов, таких как ребра и косынки, в конструкциях имеет решающее значение для придания жесткости пластмассовому компоненту, изготовленному литьем под давлением. Добавление таких сложных деталей к пластиковым изделиям не увеличивает производственные затраты, как это происходит с другими материалами для формования материалов, потому что пластиковые формы обрабатываются только один раз, а затем могут производить тысячи, если не миллионы, идентичных компонентов.
Самоусиливающиеся ребра и косынки в конструкциях пластмассовых изделий также способствуют стабильности размеров и упрощают соблюдение жестких допусков. Деформация может быть вызвана разной усадкой, так как области пластиковых компонентов охлаждаются с разной скоростью после формования, армированные волокном материалы сжимаются меньше, чем ненаполненные пластмассы, но обладают анизотропным поведением.
При использовании пластиков, армированных волокном, важно понимать, что более толстые секции стенки не обязательно приводят к более прочным и жестким компонентам.В отличие от металлов, усиление стеновых секций для обеспечения запаса прочности не является хорошей практикой.
Когда форма заполняется расплавленным пластиковым материалом, волокна, внедренные в пластик, имеют тенденцию выравниваться в направлении потока полимера через форму. Более тонкие участки стенки в диапазоне от 0,080 до 0,160 дюйма (от 2 до 4 мм) на самом деле способствуют большему выравниванию волокон, создавая более прочные детали, которые в качестве бонуса используют меньше материала.
Ориентация волокна является ключевым фактором при разработке компонента, который будет отформован из армированного волокном материала.Выровненные волокна лучше способны переносить напряжение в поперечном направлении на большую площадь детали, и оптимальные характеристики достигаются, когда волокна выравниваются перпендикулярно приложенным силам.
Хорошая конструкция компонентов должна также учитывать расположение ворот для заполнения формы для максимального выравнивания волокон, а также расположение линий сшивания или сварки, где встречаются фронты пластического течения, когда материал заполняет форму, чтобы устранить потенциальные слабые места в ключевых областях напряжения.
Простая замена материалов и сохранение идентичной конструкции компонентов редко бывает успешным при переходе с металла на пластик.Каждому материальному носителю присущи преимущества и ограничения, и при хорошем дизайне продукта эти факторы учитываются вместо того, чтобы снижать вероятность успеха путем минимизации изменений.
Переходные металлы и их применение
Периодическая таблица элементов разделена на четыре основные категории: металлы основной группы, переходные металлы, лантаноиды и актиниды. Переходные металлы соединяют элементы, падающие по обе стороны от них. Эти элементы проводят электричество и тепло; они образуют ионы с положительным зарядом.Их пластичность и пластичность делают их идеальными материалами для изготовления любых металлических изделий.
Титан
••• Фотодиск / Фотодиск / Getty Images
Титан находится в земной коре. Это второй по распространенности переходный металл после железа. Обычно используется в производстве самолетов, двигателей и судового оборудования. Титановые сплавы также используются для замены искусственных частей тела, таких как имплантаты бедра и кости. Диоксид титана — важный ингредиент в белой краске.
Железо
••• Hemera Technologies / AbleStock.com / Getty Images
Железная руда содержится в таких минералах, как гетит, гематит, лимонит и магнетит. Земная кора на 5 процентов состоит из железа. Из железа обычно превращается сталь, которая необходима при строительстве зданий, автомобилей и кораблей. Косметика, краска, удобрения, бумага, стекло и пластик также содержат железо. Следы этого элемента присутствуют в кровотоке животных и человека в составе молекулы гемоглобина.
Медь
••• LucÃa de Salterain / iStock / Getty Images
Медь — один из лучших проводников электричества после серебра. Это позволяет электричеству проходить через него без значительных потерь энергии. Музыкальные инструменты из латуни также изготавливаются из меди. В громоотводах используется медь, чтобы привлекать молнию и рассеивать ее заряд, предотвращая разрушение конструкции. В бытовых приборах, а также в системах отопления и охлаждения используется медь, потому что медь является хорошим проводником тепла.Медь также может быть найдена в теле. Беременным женщинам необходимо употреблять продукты, богатые медью, такие как орехи, бобовые и моллюски, для правильного развития плода.
Платина
Платина чаще всего используется в ювелирных изделиях. Цвет, прочность и устойчивость к потускнению этого металла делают его ценным во всем мире. В автомобильных каталитических нейтрализаторах, которые контролируют выбросы углеводородов, оксида азота и оксида углерода, используется платина для преобразования этих загрязняющих газов в воду и диоксид углерода.В медицине платина чаще всего используется в противораковых препаратах и нейрохирургическом оборудовании.
Упругие и пластические свойства платиновых металлов
Платиновые металлы входят в состав второго и третьего длительных периодов переходных элементов и составляют их неотъемлемую часть. Эти металлы занимают позиции в периодической таблице, где неполная группа из восьми электронов систематически расширяется до одной из восемнадцати за счет постепенного приобретения d -зонных электронов.Возникающая в результате тенденция к более высокой валентности в более поздние периоды отражается в физических и механических свойствах металлов, и следует подчеркнуть, что, за исключением алюминия и магния, все металлы, имеющие структурное значение, попадают в эту важную область периодического анализа. Таблица.
С инженерной точки зрения эти редкие тугоплавкие металлы важны прежде всего из-за их способности выдерживать значительные нагрузки в окислительных условиях при температурах выше 1000 ° C. И точки плавления, и модули упругости дают приблизительное представление о когезионной прочности или стабильности элемента, и поэтому представляет интерес изучить распределение этих параметров в пределах этой выбранной группы металлов.
И точки плавления, и модули упругости дают приблизительное представление о когезионной прочности или стабильности элемента, и поэтому представляет интерес изучить распределение этих параметров в пределах этой выбранной группы металлов.
На рис. 1 показано, что максимальные температуры плавления имеют металлы VIA группы. У вольфрама самая высокая температура плавления среди всех элементов периодической таблицы, но он находится рядом с рением и осмием. Аналогичное расположение наблюдается во втором длительном периоде, когда за молибденом с самой высокой температурой плавления следует рутений.
Рис. 1
Температуры плавления более тугоплавких переходных элементов
Здесь предполагается, что когезионную прочность металла определяют как среднее количество электронов на атом, участвующих в резонансной ковалентной связи. Полинг (1, 2) предполагает, что валентность остается постоянной и составляет 5,78 для металлов справа от группы VA. Юм-Розери (3, однако, отвергает эту гипотезу и предполагает максимальную валентность 6 для молибдена и вольфрама, которые имеют самые высокие температуры плавления.Считается, что любое движение вправо вызывает уменьшение валентности, потому что дополнительные электроны попадают на несвязывающие орбитали и соединяются с электронами, которые ранее способствовали металлической связи.
Этот подход был обобщен Робинсом (4, который считает, что свойства металлов во втором и третьем длинных периодах можно интерпретировать, исходя из предположения, что существует тенденция к тому, что количество связывающих электронов на атом будет равно половине Координационный номер.Эту тенденцию можно использовать для объяснения того, почему вольфрам и молибден, которые, как предполагается, имеют шесть валентных электронов и эффективное координационное число 12, имеют самые высокие температуры плавления в своих соответствующих рядах.
Интерпретация Робинса предполагает, что когезионная сила элемента лучше всего определяется его температурой плавления и теплотой сублимации. Однако эти характеристики включают изменение состояния, и Полинг (2) считает, что наиболее надежный показатель обеспечивается атомным расстоянием и объемным модулем упругости.
Однако эти характеристики включают изменение состояния, и Полинг (2) считает, что наиболее надежный показатель обеспечивается атомным расстоянием и объемным модулем упругости.
Основные упругие постоянные рассматриваемых металлов проиллюстрированы на рис. 2, где пиковые значения относятся к осмию и рутению, а не к вольфраму и молибдену с наивысшими температурами плавления. Это смещение максимальных свойств к элементам с более высоким атомным номером согласуется с гипотезой Робинса, если допустить возможность дополнительных механизмов связи по сравнению с резонансными.
Рис. 2
Модули упругости переходных элементов
Осмий и иридий имеют самые высокие модули упругости среди всех элементов периодической таблицы.Они менее сжимаются и менее упруго деформируются, чем другие металлы, когда они подвергаются сдвигу и растяжению. На рис. 3 представлены данные (5, 6), которые подтверждают мнение о том, что процессы связывания тугоплавких платиновых металлов несколько отличаются от таковых для вольфрама и молибдена. Хотя изначально прямые модули упругости вольфрама и молибдена снижаются с температурой медленнее, чем модули иридия, родия и рения (7. Между комнатной температурой и 1000 ° C модуль иридия уменьшается на 20%, в то время как модуль вольфрама падает только на 14 процентов.Родий имеет модуль упругости, который уменьшается на 28% в том же диапазоне, в то время как модуль молибдена уменьшается только на 18%.
Рис. 3
Изменение модуля упругости в зависимости от температуры
Быстрое падение высокотемпературного модуля упругости платины и палладия, вероятно, связано с перекристаллизацией, которая происходит в этих чистых металлах при температурах, приближающихся к 600 ° C.
Металлы платиновой группы имеют широкий диапазон пластичности; внутри каждой подгруппы скорость деформационного упрочнения систематически изменяется с увеличением атомного номера.Эти зависимости от деформационного упрочнения графически проиллюстрированы на рис. 4, который подтверждает упомянутые ранее системы вертикального сходства.
4, который подтверждает упомянутые ранее системы вертикального сходства.
Рис. 4
Повышение твердости, вызванное обработкой
Рутений — наименее ковкий металл из более легкой группы, а осмий, его более тяжелый аналог, никогда не подвергался эффективной обработке ни горячим, ни холодным. Рений и иридий, фланкирующие осмий в периодической таблице, похожи друг на друга по пластичности.Иридий похож на родий тем, что оба материала легко обрабатываются в горячем состоянии, но с трудом деформируются при комнатной температуре. Палладий и платина характеризуются чрезвычайно высокой пластичностью при комнатной температуре и в этом отношении сопоставимы с никелем.
Хотя гексагональные металлы имеют тенденцию к деформационному упрочнению гораздо быстрее, чем металлы с кубической симметрией, нет фундаментальной причины, по которой они должны быть по своей природе хрупкими. Низкие осевые отношения осмия и рутения, безусловно, неблагоприятны для легкой пластической деформации, но стекловидная хрупкость осмия не может быть полностью приписана этому эффекту.Серьезные попытки улучшить пластичность рутения с помощью очень тщательной зонной очистки были в лучшем случае лишь частично успешными, и нет никаких доказательств того, что высокоочищенный осмий разрушается менее легко, чем необработанный сорт металла.
Такие предположения приводят к рассмотрению возможности альтернативных причин плохих рабочих характеристик этих двух редких металлов. Возможно, важно то, что скорость деформационного упрочнения чистых металлов возрастает с увеличением модуля упругости удивительно регулярным образом.Это поведение проиллюстрировано на рис. 5, где скорость упрочнения, вызванного 10-процентным уменьшением толщины при комнатной температуре, отложена в зависимости от модуля жесткости ряда переходных металлов (10. Хотя гексагональные металлы деформируются быстрее. чем у кривых с кубической симметрией, обе кривые гладкие и представляют собой систематический тренд.
Рис.5
График деформационного упрочнения как функция модуля жесткости
Эмпирические зависимости между пластическими и упругими свойствами металлов впервые были обсуждены Пью в 1954 г. (11.Этот анализ был основан на более ранней работе Фрэнка и Рида (12, которые показали, что теоретическое напряжение течения чистого металла зависит от силы, необходимой для проталкивания краевой дислокации через решетку. Эта сила изменяется как Gb, как произведение модуль жесткости и вектора Бюргерса, или межатомного расстояния в направлении скольжения. Этот вектор, b, равен в гранецентрированных кубических кристаллах и a в плотноупакованных гексагональных металлах. Значения b, в Ангстремах, для платиновых металлов следующие:
| Pt | Ir | Os | Pd | Rh | Ru |
|---|---|---|---|---|---|
| 2.774 | 2,714 | 2,734 | 2,751 | 2,689 | 2,706 |
К сожалению, это обобщение невозможно полностью проверить, поскольку границы зерен, дефекты решетки и следы примесей могут многократно увеличивать напряжение течения без каких-либо соответствующее изменение модуля упругости. Однако качественно эту взаимосвязь можно проиллюстрировать путем нанесения пределов текучести, модуля жесткости и произведения Gb в той же системе координат, что и на рис.6. Модуль жесткости, нечувствительный к структуре и чистоте, известен с высокой степенью точности. Форма обоих этих графиков не оставляет сомнений в том, что существует довольно прямая связь между модулем жесткости и начальным сопротивлением пластической деформации.
Рис. 6
Произведение модуля жесткости G и вектора Бюргерса b, нанесенное на те же координаты, что и предел текучести и модуль жесткости
Пластичность или ковкость металла зависит от разница между напряжением, необходимым для разрушения, и напряжением, которое в первую очередь вызывает пластическое течение. Хрупкое разрушение происходит, когда напряжение, необходимое для возникновения потока, превышает напряжение, необходимое для разрушения металла и образования свежих поверхностей. Однако вязкие металлы требуют очень высоких напряжений для инициирования разрушения, хотя пластическое течение начинается при приложении низкого напряжения сдвига. Такие материалы сгибаются до острия или острия, прежде чем сломаться при растяжении.
Хрупкое разрушение происходит, когда напряжение, необходимое для возникновения потока, превышает напряжение, необходимое для разрушения металла и образования свежих поверхностей. Однако вязкие металлы требуют очень высоких напряжений для инициирования разрушения, хотя пластическое течение начинается при приложении низкого напряжения сдвига. Такие материалы сгибаются до острия или острия, прежде чем сломаться при растяжении.
Напряжение, необходимое для окончательного разрушения, связано с энергией только что созданных поверхностей. В 1947 г. Эллиот (13) показал, что поверхностная энергия разрушения может быть напрямую связана с модулем объемной упругости деформируемых металлов.
Аргументы этого типа предполагают, что отношение объемного модуля к модулю жесткости должно формировать удовлетворительный показатель пластичности металла. Хотя это было сделано Пью, с тех пор стали доступны более точные значения упругих постоянных, и таблица ниже показывает, насколько точно это обобщение остается верным.
Металлы, имеющие низкое отношение объемного модуля к модулю сдвига, на самом деле все хрупкие и трудно поддающиеся обработке. Рутений является типичным примером, имеющим отношение K / G только 1.71. С другой стороны, тантал, который очень пластичен, имеет отношение K / G , равное 3,02. Различные пластичности платины и иридия легко понять, если учесть их отношения модулей, а последний столбец таблицы обеспечивает полезный качественный показатель относительной пластичности различных задействованных металлов.
Упругие постоянные некоторых переходных металлов
| Металл | Кристаллическая структура | Модуль Юнга, E, кг / мм 2 | Модуль жесткости, G, кг / мм | Модуль объемной упругости, K, кг / мм 2 | Коэффициент Пуассона, N | |
|---|---|---|---|---|---|---|
| Цирконий | C.п.х. | 9750 | 3680 | 9150 | 0,33 | 2,48 |
| Ниобий | до н.э. | 10600 | 3730 | 17670 | 0,38 | 4,73 |
| Молибден | B.c.c. | 34 700 | 12 200 | 28 000 | 0,30 | 2,30 |
| Технеций | C.p.h. | 40 000 | 16 000 | 28600 | 0,26 | 1,78 |
| Рутений | Т. | 43000 | 17200 | 29200 | 0,25 | 1,71 |
| Родий | F.c.c. | 38640 | 15300 | 28010 | 0,26 | 1,83 |
| Палладий | F.c.c. | 12830 | 4610 | 19090 | 0.39 | 4,13 |
| Серебро | F.c.c. | 8050 | 2940 | 10 180 | 0,38 | 3,46 |
| Гафний | C.p.h. | 14100 | 5400 | 1150 | 0,30 | 2,07 |
| Тантал | до н.э. | 18 820 | 7000 | 21050 | 0,35 | 3.02 |
| Вольфрам | до н.э. | 39600 | 15140 | 31 860 | 0,29 | 2,11 |
| Рений | Т. | 47 200 | 18 000 | 34 000 | 0,26 | 1,89 |
| Осмий | C.p.h. | 56000 | 22000 | 38000 | 0,25 | 1,73 |
| Иридий | F.c.c. | 53 830 | 21 400 | 37 800 | 0,26 | 1,76 |
| Платина | Ф.к. | 17400 | 6220 | 28090 | 0,39 | 4,52 |
| Золото | F.c.c. | 8020 | 2820 | 17460 | 0,42 | 6,18 |
Коэффициент Пуассона легко соотносится с K / G, , и оказывается, что все металлы с низкими значениями N вероятно, будут иметь ограниченную работоспособность.
Л. Полинг, «Современная теория валентности», J. Chem. Soc., 1948, 1461
Л. Полинг, «Теория связи металлов и интерметаллических соединений с резонирующей валентностью», Proc. Рой. Soc., A , 1949, 196 , 343
W. Hume-Rothery, H. M. Irving и R. J. P. Williams, «Валентности переходных элементов в металлическом состоянии», Proc. Рой. Soc., A , 1951, 208 , 431
D.А. Робинс, «Интерпретация некоторых свойств переходных металлов и их сплавов», J. Менее распространенные металлы, 1959, 1 , 396
В. Кёстер, «Die Temperaturabhängigheit des Elastizitätsmoduls reiner Metalle », Z. Metallkunde, 1948, 39 , (1), 1
W. Köster,« Betrachtungen uber den Elastizitätsmodul der Metalle und Legierungen », 39 , (5), 145
С.Т. Симс, «Рений», 1962, 26 (Эльзевир, Амстердам)
«Высокотемпературные свойства и легирование тугоплавких платиновых металлов», Управление военно-морских исследований, контракт № Nonr-2547 (00) NRO 39-067
JD Baird, «Некоторые свойства Ru, Os и Ir», AEI. Отчет № A843, 1958 (сентябрь)
Johnson Matthey Research Laboratories, неопубликованные данные
S.Ф. Пью, «Связь между модулями упругости и пластическими свойствами поликристаллических чистых металлов», Phil. Mag., 1954, (VII), 45 , (367), 823
F. C. Frank и W. T. Read, «Процессы умножения для медленно движущихся дислокаций», Phys. Rev., 1950, 79 , 722
Х. А. Эллиотт, «Анализ условий разрыва из-за трещин Гриффита», Proc. Phys. Soc., 1947, 59 , (2), 208
Преобразование металла в пластик — подробное руководство
Почему производители не решаются преобразовывать металлические детали в пластмассовые?
От предполагаемых проблем при проектировании до боязни низкой прочности и сопротивления изменениям — существует множество причин, по которым некоторые производители еще не рассмотрели процесс преобразования металла в пластик.Когда производители товаров не думали о замене металла пластиком, вполне вероятно, что они не знают о комплексных качествах, которые предлагает пластик. Другие просто ценят предсказуемость использования того же материала, который был включен в первоначальную конструкцию детали, вместо того, чтобы рассматривать пластиковые материалы, которые будут соответствовать характеристикам текущего материала или превосходить их. К счастью, практически любые препятствия могут быть преодолены с помощью опыта правильного партнера, а подавляющими преимуществами переработки пластмасс может воспользоваться практически любой OEM-производитель или производитель продуктов, в состав которых входят металлические детали.
Если вы только начинаете изучать процесс преобразования металла в пластик, проблемы и варианты поначалу могут показаться ошеломляющими.
В этом посте мы ответим на наиболее часто задаваемые вопросы и рассмотрим важную информацию, необходимую для успешного преобразования металла в пластик, в том числе:
- Каковы преимущества преобразования металла в пластик?
- Каких качеств можно достичь с помощью пластика?
- Какие этапы преобразования металла в пластик?
- Какие вопросы следует учесть перед переходом на пластиковые детали?
- Какую роль играет дизайн для производства (DFM) в преобразовании металла в пластик?
- Какие пластиковые материалы использовать для преобразования металлических деталей в пластмассовые?
- Какие отрасли больше всего выигрывают от конверсии металла в пластик?
- Какие затраты связаны с преобразованием деталей в пластик?
- Обзор тематического исследования «металл-пластик»
- Почему PCI — правильный партнер для проекта по конверсии металла в пластик?
От экономии до обновления дизайна продукта и улучшения производственного процесса — есть много причин для преобразования металлических компонентов в пластмассовые.Читайте дальше, чтобы узнать больше обо всем, от атрибутов пластиковых деталей до тематического исследования с реальными деталями.
Каковы преимущества преобразования металла в пластик?
Если металлические детали, которые вы используете в настоящее время, соответствуют вашим потребностям, переоборудование может не показаться срочным решением. Тем не менее, изучение вариантов преобразования металла в пластик дает значительные преимущества. Вот шесть способов, которыми преобразование пластика в металл может повлиять практически на все аспекты вашего бизнеса.
1. Качество и свобода дизайна: Пластик может быть прочнее, легче и эстетичнее металла. В качестве производственного материала смеси пластмасс могут быть адаптированы для удовлетворения конкретных экологических, структурных и эксплуатационных требований. Правильная конструкция и выбор материала позволяют получить пластмассовый компонент, превосходящий по характеристикам металл. Кроме того, добавление усиливающих элементов, таких как ребра и косынки, которые можно формовать непосредственно в пластик, улучшит прочность и долговечность, а также сократит время производства.
Когда добавки смешиваются непосредственно с пластиком, они могут усилить определенные свойства и создать материал с индивидуальными требованиями. Эти добавки улучшают пластические характеристики в таких областях, как ударная вязкость и прочность на разрыв, трение, царапина и огнестойкость. Добавки делают пластмассы более легкими, безопасными для использования при распределении пищевых продуктов и медицинских принадлежностей, а также более экологичными.
Качество и свобода, которые предлагают пластиковые детали, также идеально подходят для применения в водопроводах, бытовых приборах, фильтрации и двигателях, где предотвращение утечек является первостепенной задачей.Кроме того, современные научные процессы литья пластмасс под давлением позволяют производить пластиковые детали с точными и жесткими допусками, которые готовы к работе без необходимости вторичной обработки.
Последний важный аспект дизайна — эстетика. К атрибутам конструкции пластмассовых компонентов относятся:
- При использовании новейшего программного обеспечения и технологий специалисты по литью под давлением могут тестировать различные материалы на этапе проектирования, что позволяет прогнозировать корректировку конструкции и повышать производительность.
- Способность объединять и согласовывать сложные формы и геометрии, а также объединять детали.
- Снижение веса и улучшенные конструктивные ограничения.
- Поскольку пластмассы доступны в широком разнообразии цветов, а также имеют более привлекательную поверхность и текстуры, чем металлы, пластмассовые детали, полученные литьем под давлением, имеют тенденцию преобладать над металлическими аналогами. Кроме того, пластиковые детали позволяют усилить декорирование или маркировку внутри формы, еще больше увеличивая их эстетическую привлекательность.
Это лишь некоторые из функций, которые позволяют раскрыть новый дизайн и потенциал производительности для ваших продуктов.
2. Экономия затрат: Преобразование металлических деталей в пластмассовые приводит к общей экономии затрат в среднем на 25-50%, причем эти преимущества проявляются во многих областях, от производства и времени до логистики.
3. Более быстрый процесс: Преобразование металла в пластик обеспечивает гораздо более быстрые производственные циклы и более высокую производительность.Точность литья под давлением также исключает трудоемкие многоступенчатые процессы, такие как шлифовка и повторная обработка ваших готовых деталей.
4. Повышение эффективности производства: Благодаря эстетическим преимуществам, упомянутым ранее, в процесс формования можно добавлять окончательные цвета и варианты отделки, устраняя необходимость в отдельной окраске, лазерной обработке и многом другом.
Дополнительные функции включают:
- Отсутствие необходимости в обслуживании — в отличие от металлических деталей, пластиковые компоненты не требуют покрытия или окраски для защиты материала, что делает их практически не требующими обслуживания.
- Более длительный срок службы инструмента. Хотя стоимость инструмента для металлических деталей и пластмассовых деталей очень схожа, темпы производства металлов часто ниже. Еще одно соображение заключается в том, что срок службы пластиковых деталей в среднем в десять раз превышает ожидаемый срок службы инструмента из литого алюминия.
- Более легкие изменения — практически невозможно перейти на менее дорогой металл без полной модернизации. Однако стоимость смол обычно не влияет на пресс-форму, что обеспечивает более высокий уровень гибкости в отношении качества материала и стоимости.
- Пластиковые компоненты можно производить быстрее, чем их металлические аналоги, за счет использования циклических и повторяемых процессов с меньшим количеством общих этапов. В отличие от процессов производства металла, производство пластиковых деталей часто автоматизировано, механизировано и требует минимального контроля.
- Пресс-формы для литья пластмасс под давлением могут устранить необходимость во вторичных процессах сборки за счет производства сложных и геометрически изменчивых компонентов за один этап. Постпроизводственная обработка металла часто включает сварку нескольких деталей вместе, склеивание вспомогательных деталей, таких как подшипники, и нанесение защитных покрытий.Пластиковые пресс-формы для литья под давлением дают единый, готовый к использованию компонент, вмещающий многокомпонентные конструкции, интегрируя опорные элементы и смешивая защитные покрытия непосредственно с материалом.
5. Улучшенные характеристики деталей: По сравнению с металлическими деталями пластиковые детали обычно на 50% легче по весу и обладают такими характеристиками, которые металлы просто не могут превзойти, в том числе:
- Уменьшенный размер, вес и толщина — если учесть жесткие ограничения пространства при производстве небольших приборов, двигателей, медицинского оборудования и технологических устройств, тот факт, что детали, изготовленные литьем под давлением, могут быть меньше, тоньше и легче металлических деталей. , являются ценными атрибутами.
- Повышенная прочность и долговечность — современные инженерные пластмассы не только могут выдерживать значительные нагрузки, но и пластмассовые детали, изготовленные из них, могут выдерживать жесткие допуски, что делает их такими же прочными и надежными, как и металлические детали.
- Устойчивость к ударам, коррозии и нагреву — благодаря более чем 25 000 разработанных пластиковых материалов на выбор, включая новые смеси и гибридные составы, детали, полученные литьем под давлением, могут быть спроектированы для удовлетворения очень специфических требований к характеристикам.Некоторые смеси и составы идеальны для применений, которые требуют поглощения ударов и должны противостоять коррозионным элементам и термостойкости.
6. Затраты на материалы: Пластик обычно является гораздо более доступным материалом, чем листовой металл, с гораздо более стабильной рыночной ценой. Процесс литья под давлением также отличается высокой повторяемостью, в результате чего образуется меньше металлолома. Кроме того, при более низких температурах расплава и отсутствии последовательных этапов обработки литье под давлением требует меньше энергии, чем производство металлических деталей.
7. Стоимость упаковки и доставки: Легкость пластика имеет очевидные преимущества с точки зрения проектирования и производительности, но также может обеспечить огромную экономию на упаковке, транспортировке и даже хранении.
Каких ГЛАВНЫХ атрибутов можно достичь с помощью пластика?
В дополнение к свободе проектирования и экономии средств, обеспечиваемой преобразованием металла в пластик, пластик имеет множество преимуществ, которые металлические детали не могут обеспечить.Доступно более 25 000 инженерных пластиковых материалов, и эти материалы могут быть адаптированы практически для любых производственных нужд. Кроме того, можно создавать новые индивидуальные смеси для удовлетворения практически любых конкретных требований к производительности, которые могут у вас возникнуть. Вот несколько способов, которыми эти настраиваемые пластмассы могут помочь вашим продуктам повысить их производительность:
Вес: Пластиковые детали обычно как минимум на 50% легче аналогичных металлических деталей. Они также могут иметь меньшие размеры и меньшую толщину, что может быть очень выгодным при производстве двигателей, бытовой техники, автомобильных запчастей и в любых других процессах, где пространство ограничено.
Strength: Современные пластмассы, полученные литьем под давлением, так же надежны, как и металлические детали, когда дело доходит до противостояния нагрузкам, а их прочность на растяжение может быть даже выше, чем у металлических деталей. Кроме того, использование одной формованной пластмассовой детали вместо нескольких металлических деталей устраняет необходимость в сварке и устраняет слабые места, которые могут возникнуть из-за сварных участков.
Техническое обслуживание: По сравнению с металлическими деталями из пластика почти не требуется техническое обслуживание, поскольку они не нуждаются в первоначальном или периодическом покрытии или окраске для защиты.Они также могут противостоять ударам, движению, нагреву и коррозионным элементам с лучшими результатами, чем многие металлические детали.
Инновация: Благодаря свободе, предоставляемой производством пластиковых деталей, ваши инженеры могут легко решать сложные проблемы. Независимо от того, имеете ли вы дело с суровыми условиями окружающей среды, сложной формой и процессами, конструкцией или ограничениями по весу или даже просто эстетикой продукта, преобразование пластиковых деталей может дать вам гибкость, необходимую для поиска творческих и эффективных решений.
Какие этапы преобразования металла в пластик?
Одним из наиболее важных первых соображений в проекте преобразования металла в пластик является полное понимание масштабов инициативы. Несмотря на то, что производители имеют много преимуществ по экономии затрат, таких как устранение производственных операций, объединение компонентов, сокращение содержания материала и уменьшение веса компонентов, также часто есть возможность добавить текст, отделку поверхности или функции, которые могут быть затруднены. для достижения в процессах обработки металлов давлением.Планирование визита или онлайн-сотрудничества со знающим специалистом по литью под давлением — идеальный первый шаг для выявления возможностей и потенциальных ограничений.
Ожидайте выполнения пошагового процесса, аналогичного следующему:
1. Внимательно изучите замысел конструкции детали и идентификацию детали: Что делает металлическую деталь хорошим кандидатом для замены пластмассы?
- Детали для массового производства
- Детали со сложной геометрией, сборки или второстепенные операции, которые можно исключить или уменьшить
- Детали, требующие меньшего веса и большего разнообразия вариантов конструкции
2.Определите требования к деталям: Поддержите успешное выполнение производственного цикла, предварительно определив требования, например:
- Воздействие окружающей среды, включая температуру, ультрафиолет (УФ), химические вещества и влажность
- Требования к конструктивным характеристикам, включая прочность, жесткость и ударопрочность
3. Изучите все особенности: Существуют ли какие-либо особые требования или атрибуты, которым должна соответствовать деталь, например:
- Нормативные требования
- Уникальные характеристики (износ, проводимость, цвет, огнестойкость)
Эти соображения будут влиять на тип выбранного пластического материала и обработку пластического материала.
4. Проведите анализ затрат: Производство пластиковых компонентов может обеспечить значительное снижение затрат по сравнению с металлами, если учесть все аспекты, такие как сокращение:
- Стоимость и плотность сырья
- Инструменты и обработка
- Время цикла
- Этапы сборки и работа
- Вторичные операции
5. Изучите дизайн проекта и потребности в поддержке: Очень важно пройти через шаги, чтобы полностью понять осуществимость перехода с металла на пластик.