Защита корня шва
В категории ЗАЩИТА КОРНЯ ШВА предлагаются следующие позиции:
- Пластиковые сварочные заглушки
- Алюминиевые сварочные заглушки
- Стальные сварочные заглушки
- Системы надувных сварочных заглушек
- Гибкие сварочные камеры
- Водорастворимая пленка для сварки
- Подкладочная лента для защиты корня шва
- Флюс для защиты корня шва от окисления
Качество сварочного шва напрямую зависит от качественной защиты корня шва. Для этой цели предлагаются различные варианты решения, например, заполнить весь внутренний объем свариваемой трубы инертным газом и поэтапно проводить сварку стыков, однако этот способ не экономичен и длителен по времени. Другой вариант защиты корня шва — ограничение и наполнение инертным газом пространства в зоне шва. Для этого предлагается воспользоваться гибкой сварочной камерой, которая имеет необходимое оснащение, чтобы создать герметичное пространство вокруг свариваемой детали и проводить сварочные работы внутри нее, однако свариваемая деталь должна иметь размер, который позволит поместить ее внутри гибкой камеры. Использование различных приспособлений позволяет выборочно изолировать пространство для наполнения его инертным газом в свариваемых трубах, отводах и тройниках . Для такого способа отлично подойдут заглушки и системы надувных заглушек, которые подбираются в соответствии с необходимым диаметром, а также водорастворимая пленка, которая после применения в качестве барьера во время защиты с помощью инертного газа полностью растворяется в воде во время гидростатического тестирования трубы или при выполнении обычной промывки. Когда нет возможности осуществить необходимые работы по защите корня с помощью инертного газа, можно воспользоваться подкладочной лентой, которая прикрепляется с обратной стороны шва и поддерживает сварочную ванну, сохраняя аргон из сварочной горелки вокруг сварочной ванны. Такое решение отлично подойдет для сварки тонкостенных листов из нержавеющей стали и сосудов с одной стороны. При выполнении аргонодуговой сварки низколегированных и нержавеющих сталей с максимальным содержанием никеля 25% воспользуйтесь флюсом для защиты корня шва от окисления, которое происходит во время сварки.
При выполнении аргонодуговой сварки низколегированных и нержавеющих сталей с максимальным содержанием никеля 25% воспользуйтесь флюсом для защиты корня шва от окисления, которое происходит во время сварки.
Сварка и сварные соединения. Законченные сваркой швы. |
Персонал, участвующий в сварочных работах и техническом контроле, должен знать понятия, связанные с известными условиями или характерными особенностями законченных сваркой швов. Знание этих понятий полезно в процессе обмена информацией и способствует повышению умения правильно толковать смысл условных обозначений и определять зоны сварочных швов, которые могут потребовать дополнительной зачистки или доводки после сварки.
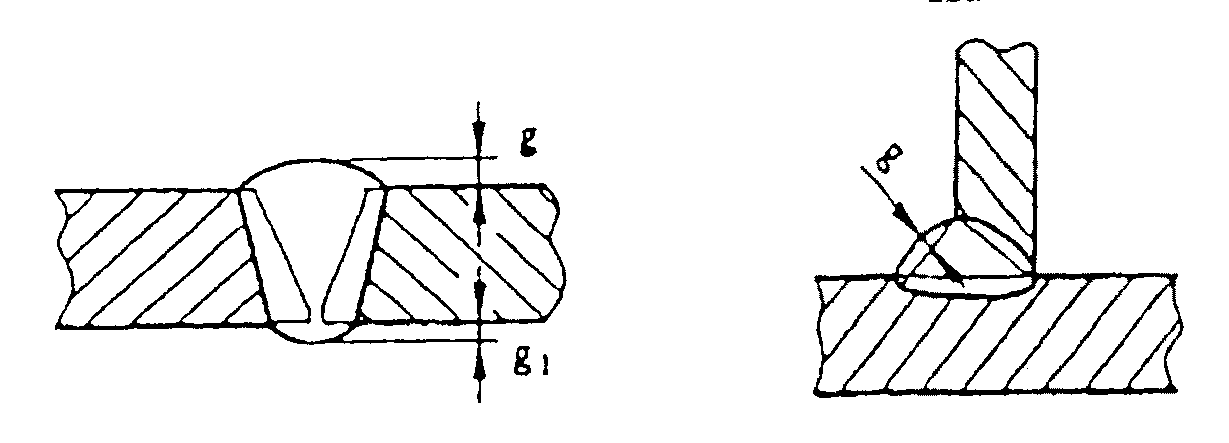
К числу понятий относящихся к швам с разделкой кромок (см.рис.1), принадлежат: лицевая сторона шва, кромка лицевой поверхности шва, корень шва, поверхность корня, выпуклость на лицевой стороне шва, выпуклость на обратной стороне шва.
Лицевая сторона шва – это «открытая поверхность сварного шва на той стороне, с которой выполнялась сварка». Кромка лицевой поверхности шва – это «линия контакта лицевой поверхности шва и основного металла». Корень шва – это, «точки, которые показаны на поперечном сечении (рис.1, 2) и в которых поверхность корня пересекается с поверхностями основного металла».
С понятием лицевой поверхности шва сходно понятие «поверхности корня», которое определяется как «открытая поверхность сварного шва на стороне, которая противоположна стороне, где была выполнена сварка».
Дополнительная терминология, относящаяся к швам с разделкой кромок, связана с выпуклостью сварного шва: выпуклость (усиление) сварного шва – это «металл, наплавленный сверх того количества, которое требуется для заполнения стыка». Выпуклость на лицевой стороне шва (обычно называется усилением) определяется как «утолщение сварного шва на той стороне соединения, с которой была выполнена сварка». С другой стороны, понятием выпуклость на обратной стороне шва обозначается утолщение шва на стороне, которая противоположна стороне, где была выполнена сварка». Понятие выпуклости на обратной стороне шва применяется только в случае сварных соединений с наложением шва на одной стороне, другими словами, при выполнении сварки с одной стороны, рис. 1С.
Понятие выпуклости на обратной стороне шва применяется только в случае сварных соединений с наложением шва на одной стороне, другими словами, при выполнении сварки с одной стороны, рис. 1С.
Когда сварка выполняется на двух сторонах, понятие выпуклости на лицевой стороне шва применяется как выпуклость (усиление) на обеих сторонах, рис.1А.
Стандартный набор понятий предусмотрен также для составных частей угловых швов. Как и в случае швов с разделкой кромок, поверхность углового шва называется «лицевой стороной шва». Линия контакта лицевой поверхности шва с основным металлом называется кромкой лицевой поверхности шва. Дальнейшее проникновение металла сварного шва в стык образует корень шва. «Расстояние от начала зазора между свариваемыми кромками до кромки лицевой поверхности углового шва называется катетом шва. Части углового шва показаны на рис.2.
Для описания размерных характеристик угловых швов имеются еще три параметра, а именно: вогнутость, выпуклость и толщина шва. Вогнутость и выпуклость характеризуют кривизну лицевой поверхности шва, а толщина шва равна длине, измеренной в его поперечном сечении. Способ измерения этих параметров показан на рис.3.
Процесс SpeedRoot — Дом сварки
Для заварки корня, то есть для достижения максимально плотного сцепления материала, до сих пор имелась отдельная практическая формула: Корень = TIG. Это было настолько же просто, насколько и медленно. Таким образом, ничего удивительного, что при последующем формировании поверхностного слоя нужно было снова браться за электрододержатели или горелки MIG-MAG. Почему бы не использовать уже при заварке корня более быстрые способы? Контраргумент был понятным: шов должен быть правильным. Как раз качество корня шва на внутренней стороне трубы часто не позволяло использовать другие способы. Невозможно? Такой аргумент не удовлетворял специалистов-технологов компании Lorch. Их ответ: SpeedRoot. метод MIG-MAG, который комбинирует качество шва, сопоставимое с TIG, с преимуществами метода MIG-MAG по скорости.
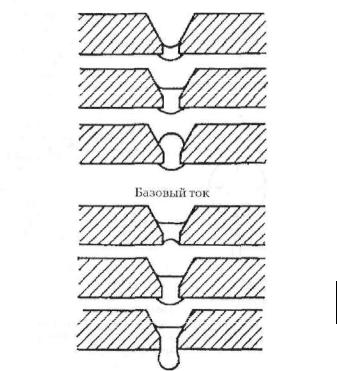
Если при заварке корня выбор оставался за методом MIG-MAG, то при этом речь шла обычно о привычной ультракороткой дуге, чтобы выполнять сварку с наименьшими затратами энергии. Однако, к сожалению, необходимые при этом ток и напряжение короткого замыкания растут так быстро, что переход материала происходит почти взрывообразно. Расплавленный металл или падает по шву слишком сильно, или неравномерно прижимается по зазору. Если теперь просто уменьшить энергию, то сразу же возникнет опасение, что шов будет не слишком четко выраженным. Именно здесь начинает работать SpeedRoot: высококлассная управляющая техника позаботится о «холодном» переходе материала при помощи последующей короткозамкнутой дуги с целенаправленным уменьшением энергии. Ни капли энергии не пропадает даром. Только точная величина тока и напряжения гарантирует высокую стабильность процесса и обеспечивает превосходную картину шва c усилением. Для идеальных значений допусков на зазоры и перекрытия.
Распределение операции по времени в SpeedRoot от компании Lorch является решающим фактором.
Внутренняя механика: SpeedRoot использует дополнительно в зависимости от положения волнообразное движение расплавленного металла, чтобы поддержать отделение капель и существенно уменьшить тепловложение. Возникающий при этом эффект по своему принципу сравним с эффектом, который наступает при активном вытягивании и втягивании проволоки в системах подачи с реверсом. Поскольку SpeedRoot функционирует с программным управлением и не требует никакого дорогого дополнительного аппаратного обеспечения или затратных, трудоемких конструкций горелок, то получается значительная выгода как с точки зрения эксплуатации, так и затрат.
Простое управление и отличное манипулирование являются ключом к максимальной производительности. Кто хоть однажды заваривал с помощью SpeedRoot в листах толщиной 3 мм зазор размером 4 мм без колебательных движений и при этом получил оптимальную картину шва, тот ничем другим варить больше не будет.
MIG/MAG процесс сварки короткой дугой
Процесс обеспечивает качественное соединение деталей по широкому зазору
- более низкое разбрызгивание по сравнению со стандартной короткой дугой,
- хорошее формирование корня шва и охват кромок,
- возможность качественной сварки вертикального шва способом на подъем и на спуск,
- в комбинации с импульсной дугой исключительная скорость и качество за счет включения режима супер-пульс,
- вертикальная сварка без поперечных колебаний,
- хорошая автоматизация процесса сварки
Процесс rootArc обеспечивает сварку короткой дугой во всех пространственных положениях
Выдающаяся сварка в вертикальном положении с автоматическим переключением между процессом rootArc и superPuls. Оптимальный охват корня шва достигается за счет применения rootArc, а эффективное заполнение за счет superPuls.
Вертикальная сварка обеспечивается без техники с колебаниями электрода. Хороший внешний вид шва с равномерной «чешуйчатостью» достигается без использования техники сварки с колебаниями или техники “Рождественской елки”. Технику “рождественской елки” могут обычно выполнить только опытные сварщики. Процесс rootArc позволяет выполнять вертикальную сварку менее опытному сварщику без колебаний с тем же качеством, что классному сварщику.
Данной функцией оснащены все аппараты серии Phoenix и Taurus Synergic.
Читайте также:
Impuls — легкоконтролируемая дуга без короткого замыкания во всем диапазоне сварочного тока для различных положений шва
Контролируемая дуга без короткого замыкания
управляемое распределение тепла благодаря переносу 1 капли в течение 1-го импульса
плавный переход капли также и в материалах с высоким содержанием Ni
стабильная дуга в диапазоне между короткой и струйной дугой
…
SuperPuls® — переключение процессов
PipeSolution® — сильная дуга для быстрой, безопасной сварки с зазором в корне шва и без, для всех пространственных положений
Абсолютно безопасная сварка корня
Применима для любых толщин металла
Может использоваться во всех положениях для сварки металлических листов и труб
Сварка корня шва без прожогов и снижения скорости
Превосходное формирование корня
Оптимальный охват (форма) шва
Превосходный контроль для позиционной сварки
Безопасное формирование корня также при сварке без зазора
…
Технология EWM-coldArc® – MIG/MAG-сварка с ограниченным тепловложением
EWM-forceArc® – сварка с глубоким проваром за счет короткой сжатой дуги
Форсированная дуга с глубоким проплавлением, стабильной направленностью в режиме струйного переноса. Применение: низкоуглеродистые, низколегированные и высоколегированные стали, а также высокопрочные сорта стали больших толщин.
…
Применение: низкоуглеродистые, низколегированные и высоколегированные стали, а также высокопрочные сорта стали больших толщин.
…
Поделиться ссылкой:
Рутиловая проволока FLUXOFIL M10
|
Соответствие стандартам: |
DIN EN 758 |
T 46 4 M M 1H5 |
|
|
AWS/ASME SFA-5.20 |
Е71T-1 1MJ H 4 |
|
|
|
Применение и свойства:
Бесшлаковая сварочная металло- порошковая проволока с выдающимися свойствами при сварке короткой, распыленной дугой. Отсутствие разбрызгивания, легкое зажигание дуги, отлично подходит для роботизированной сварки. При многопроходной сварке нет необходимости проводить межпроходную зачистку. Благодаря легко контролируемой сварочной ванне при сварке короткой дугой, проволока очень хорошо подходит для сварки корня шва без подкладных керамических пластин.
Материалы:
| Соеденительная сварка низколегированных сталей | |||
| EN-обозначение | Евро обозначение | EN-обозначение | Евро обозначение |
S185 |
St 33 |
S235 to S355 |
St. 37.0 to St 52.0 37.0 to St 52.0
|
S235 to S355 |
St 37-2 to St 52-3 |
P235 to P355 |
St 37.4 to St.52.4 |
P235 |
St 35.8 |
P265 |
St 45.8 |
L210 to L415 | StE 210.7 to StE 415.7 |
L360 to L485 | StE 360.7 TM-StE 480.7 TM |
L290, L320 | StE 290.7TM, StE 320.7TM |
P235GH, P265GH |
HI, HII |
— |
X42 to X70 |
P295GH |
17 Mn 4 |
— | StE 255 |
S(P)275 to S(P)460 | StE 285 to StE 460 |
— |
A, B, D, E |
— |
AH 32 to EH 36 |
— |
GS-38 |
GP24OR |
GS-45 |
Химический состав наплавленного металла, %
Механические свойства сварного шва
|
Тип нагрева |
Предел текучести, Н/мм2 |
Временное сопротивление, Н/мм2 |
Удлинение, % |
Ударная вязкость (KCV),Дж | ||
+200С |
— 200С |
-400С | ||||
AW |
>460 |
550-660 |
>24 |
> 120 |
>80 |
> 47 |
SP |
>460 |
550-660 |
>24 |
> 120 |
>80 |
> 47 |
Упаковка, вес упаковки и количество электродов в упаковке
Тип шпули (катушки) К300 (16кг) K 200 (5 кг) | |||
Диаметр, мм |
1,0 |
1,2 |
1,6 |
Квалификационные испытания: TUV
Одобрения: DB,Controlas, DNV, GL, LRS.
Тип тока/ Полярность/ Позиции для сварки
проплавление корня шва — это… Что такое проплавление корня шва?
- проплавление корня шва
- root penetration
Большой англо-русский и русско-английский словарь. 2001.
- проплавление
- проплавлять
Смотреть что такое «проплавление корня шва» в других словарях:
проплавление корня шва — Глубина, на которую сварка проникает в зазор между свариваемыми кромками, измеряемая по осевой линии поперечного сечения шва. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN root penetration … Справочник технического переводчика
Глубина проникновения сварного шва — Joint penetration Глубина проникновения сварного шва. Минимальная глубина, до которой глубинный или поверхностный шов распространяется от поверхности вглубь соединения, исключая арматуру. Глубина проникновения сварного шва может включать… … Словарь металлургических терминов
глубина проникновения сварного шва — Минимальная глубина, до которой глубинный или поверхностный шов распространяется от поверхности в глубь соединения, исключая арматуру. Глубина проникновения сварного шва может включать проплавление корня шва. [http://sl3d.ru/o slovare.html]… … Справочник технического переводчика
Размер сварного шва — Size of weld Размер сварного шва. (1) Проплавление соединения в сварном шве с разделанными кромками. (2) Номинальные длины сторон углового сварного шва. (3) Толщина свариваемого металла, измеряемая у корня фланца. См. рис. (Источник: «Металлы и… … Словарь металлургических терминов
размер сварного шва — 1.
 Проплавление соединения в сварном шве с разделанными кромками. 2. Номинальные длины сторон углового сварного шва. 3. Толщина свариваемого металла, измеряемая у корня фланца. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом… … Справочник технического переводчика
Проплавление соединения в сварном шве с разделанными кромками. 2. Номинальные длины сторон углового сварного шва. 3. Толщина свариваемого металла, измеряемая у корня фланца. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом… … Справочник технического переводчикаISO 15792-3:2000 — изд.1 C TC 44/SC 3 Материалы, расходуемые при сварке. Методы испытания. Часть 3. Классификационные испытания расходуемых материалов на удобство расположения шва и проплавление корня шва для углового шва Изменения и дополнения: – ISO 15792… … Стандарты Международной организации по стандартизации (ИСО)
ГОСТ Р ИСО 17659-2009: Сварка. Термины многоязычные для сварных соединений — Терминология ГОСТ Р ИСО 17659 2009: Сварка. Термины многоязычные для сварных соединений оригинал документа: actual throat thickness (fillet welds), the value of the height of the largest isosceles triangle that can be inscribed in the section of… … Словарь-справочник терминов нормативно-технической документации
 Проплавление соединения в сварном шве с разделанными кромками. 2. Номинальные длины сторон углового сварного шва. 3. Толщина свариваемого металла, измеряемая у корня фланца. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом… … Справочник технического переводчика
Проплавление соединения в сварном шве с разделанными кромками. 2. Номинальные длины сторон углового сварного шва. 3. Толщина свариваемого металла, измеряемая у корня фланца. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом… … Справочник технического переводчикаКорневой шов | Генераторы Everlast
О корневом проходе было написано много технической информации. Но для новичка это может быть сложно переварить. Надеюсь, мы сможем свести все к основам. Большинство сварных швов, будь то MIG, TIG или Stick, выполняются за несколько проходов, особенно когда металл имеет толщину более дюйма. Даже для металла от 1/8 до 3/16 дюйма два прохода могут быть хорошей идеей. Первый проход называется «корневым». Он фиксирует и поддерживает все остальные сварные швы. На самом деле, во многих случаях толщина корневого шва может составлять всего несколько тысячных долей после надлежащей очистки и шлифовки, но он служит основой для других сварных швов.
Корневой проход выполняется на материале со скошенной кромкой или в сварных швах для достижения 100% плавления без необходимости сварки с обеих сторон. Правильный корневой шов фактически проплавит другую сторону, образуя валик на обратной стороне шва. По внешнему виду он должен более или менее напоминать лицевую сторону сварного шва. Обычно он не будет таким широким на обратной стороне сварного шва, как на передней, но ширина валика на обратной стороне должна быть одинаковой. Обычно это выполняется с помощью ER 6010 или ER 6011, которые обеспечивают большое проникновение для достижения необходимого сплавления.Однако этими сварочными стержнями довольно сложно управлять, и они создают проблемы с очисткой сварных швов. В этом случае можно даже использовать шлифовальный станок, чтобы стереть часть корневого шва, чтобы убедиться, что шлак полностью ушел.
По внешнему виду он должен более или менее напоминать лицевую сторону сварного шва. Обычно он не будет таким широким на обратной стороне сварного шва, как на передней, но ширина валика на обратной стороне должна быть одинаковой. Обычно это выполняется с помощью ER 6010 или ER 6011, которые обеспечивают большое проникновение для достижения необходимого сплавления.Однако этими сварочными стержнями довольно сложно управлять, и они создают проблемы с очисткой сварных швов. В этом случае можно даже использовать шлифовальный станок, чтобы стереть часть корневого шва, чтобы убедиться, что шлак полностью ушел.
В некоторых странах сейчас запрещено использование сварочных стержней 6010/6011 и требуется, чтобы сварка выполнялась с использованием 7018 до упора. Это нормально, если этого требует инженер. Шлак отделяется легко, но проникновения добиться трудно.Замочное отверстие обычно делается перед сварным швом с помощью 6011, чтобы вы могли видеть проплавление. Но 7018 не позволяет выполнять такие же манипуляции со штангой, при которых образуется замочная скважина, поэтому это может быть сложно. Будет использоваться простая бусина для стрингера. Требуется небольшой стержень, приваренный к верхнему концу диапазона ампер стержня, и хороший корневой зазор. Этот тип сварки сейчас требуется только в нескольких местах, и 6010 по-прежнему остается стандартом. Для 6010 требуется шаговое или резкое движение, которое перемещает сварочный стержень в сварной шов и из него в прямом или обратном направлении, чтобы создать замочную скважину и заполнить отверстие сварным швом.Независимо от типа сварного шва или положения, потребуется корневого прохода сварка . Требуется тщательная практика корневой техники.
Таблица I: Контроль сварных швов
Таблица I: Контроль сварных швов Вернуться к статье: Контроль сварных швов UT2 СХЕМА ПРЕДСТАВЛЕНИЯ ПРЕРЫВАНИЙ GMAWНа схеме показаны основные нарушения сплошности, обнаруженные в сварных соединениях GMAW.

Следующие ниже описания являются основой для оценки сигналов оператором.
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
| Индикация превышения порога Затронутые каналы Симметрия (США и DS) Время перехода Длина | Да Корень и LCP Да На расстоянии до цели калибровки и гладко Допускается / отклоняется |
Misfire: Внутренняя сварочная головка не загорелась и не разбрызгивалась. Металл не наносится. В идеале это две гладкие поверхности корня, однако известно, что сварщики видят это снаружи, и ошибку Hot Pass можно запустить дважды. Это может привести к проникновению некоторого количества металла и уменьшению площади поверхности незаплавленной поверхности корня.
верхняя
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
| Индикация превышения порога Затронутые каналы Симметрия (США и DS) Время перехода Длина | Да Только корень Нет При калибровочном заданном расстоянии и гладком Допустимый / отклоняемый |
Недостаточный край: Из-за смещения внутренней головки или высоких низких условий на одной стороне корневой фаски не должно быть металлических отложений.На основном рисунке показано пропущенный край на правой стороне сварного шва. Вырез, показанный слева, депрессия, вызванная плавлением основного металла рядом со сварным швом край.
 Это должно быть очень глубоко, чтобы обнаружить, но мы не могли разумно
увидеть разницу между U / C (U / C = поднутрение) и пропущенной кромкой.
Это должно быть очень глубоко, чтобы обнаружить, но мы не могли разумно
увидеть разницу между U / C (U / C = поднутрение) и пропущенной кромкой.верх
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
| Индикация превышения порога Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да Корень Нет На калибровочном заданном расстоянии и плавно Допускается / отклоняется |
Корень без плавления: Корневой валик может быть размещен симметрично, но из-за перенаправления масла или дуги часть основного металла не расплавляется сплавить сварочную ванну.Бусинка будет выглядеть приемлемой на внутренней поверхности, но несплавление все еще существует. Хотя это не похоже на нарушение поверхности, это считается поверхностным дефектом.
наверх
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
| Индикация превышения порога Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да Корень и LCP Нет На калибровочной целевой дистанции и сломан Приемлемо / отклонено |
Корень без сварки и LCP : если существует состояние Высокий Низкий или между корневым валиком и углом сварного шва застрял мусор.на суше неслияние может охватывать 2 зоны. Такой недостаток сложно оценить как то или иное состояние.
 Если виден в основном зондом LCP, он называется LCP, а если виден в основном с корневым зондом, но с некоторыми компонентами LCP, он называется корневой индикацией.
Если виден в основном зондом LCP, он называется LCP, а если виден в основном с корневым зондом, но с некоторыми компонентами LCP, он называется корневой индикацией.наверх
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
| Индикация превышения порога Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да LCP Да (обычно) На калибровочном заданном расстоянии Допускается / отклоняется |
L ack C ross P ввод как идентифицирует дефект, так и является термином, используемым для идентификации зоны на участке сварного шва.Это может быть связано с тем, что аппарат для внутренней сварки не наносит валик достаточно глубоко, сварной шов горячего прохода не проникает достаточно глубоко или часто связано с условиями очень низкого давления. С проблемами сварщика состояние может быть более симметричным (видно с примерно одинаковой длиной и амплитудой вверх и вниз по потоку), в то время как высокие низкие условия могут привести к тому, что одна сторона будет более выраженной, чем другая. Соседние каналы (корень и горячий проход 1) обычно исследуются, чтобы увидеть, простирается ли LCP внутрь или наружу.
наверх
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
| Индикация превышения порога Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да HP1 и / или HP2 Нет На калибровочном заданном расстоянии.  HP1 может иметь некоторый связанный сигнал LCP. HP2 может иметь какой-то связанный сигнал Fill 1. Допустимые / отклоняемые |
С его ориентацией 45 ° скос под горячим проходом был сложной проблемой для рентгенографических исследований. Из-за длины поверхности эта область была разделена на 2 зоны: горячий проход 1 и горячий проход 2. Сигналы UT здесь четкие и из-за большой угловой разницы между скосом горячего прохода 45 ° и LCP 90 ° под ним. и заполнение 85 ° выше, сигналы из зоны горячего прохода не путаются с дефектами соседней зоны.(Если бы они были обнаружены RT, их бы назвали LFSS).
наверх
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
Индикация превышения порогового значения Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да Заливка 1 Нет На калибровочном заданном расстоянии Допустимые / отклоняемые |
Источники этого дефекта такие же, как и любого дефекта, не связанного с плавлением, в проходах заполнения.Неразливание с заполнением 1 часто связано с углом, где встречаются скос горячего прохода и скос насадки.
наверх
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
| Индикация превышения порогового значения Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да Заливка 2 или 3 Нет На расстоянии до цели калибровки (Если это тоже зона шапки и нет индикации на следующем нижнем Заполните возможный подрез может существовать).  Допустимое / отклоняемое |
Этот дефект может быть простой несваркой боковины, или он может иметь компонент холодного притирки к проходу заливки 1. В тонкостенных трубах используются только 2 зонда для заполнения проходов заполнения 1, заполнения 2 и заглушки. Поднутрение, если глубина более 1 мм, также может возникнуть в зоне заливки 2. Оператор не может различить, где существует неслияние. Это должно быть определено ручным сканером, который должен будет отобразить любые дефекты, требующие ремонта.Если во время ручной оценки не видно поднутрения, предполагается, что дефект находится под поверхностью. Для труб с более толстыми стенками, где требуется 3 или 4 заполнения, проблемы такие же, как и для заливок 1 и 2.
наверх
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
| Индикация превышения порога Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да 2 или более соседних канала Не требуется, но может произойти На расстоянии до цели калибровки или немного после (холодный круг). Стоп / пуск будет коротким Геометрия или сварочный аппарат трудности могут привести к появлению длинных штабелей дефектов Допустимые / отклоняемые |
Когда сварщик останавливает сварку в середине процесса (чтобы очистить стакан или прочистить плохую проволоку и т. Д., Он должен затем возобновить сварку в той же области. Если дуга заикается или упор не был должным образом очищен, вертикальный будет виден компонент, который может распространяться на 2 или более зон.
 Если диаграмма показывает, что ситуация существует в 3 или более смежных зонах, рекомендуется продолжить исследование с помощью ручного ультразвукового исследования, даже если длина меньше 25 мм.
Если диаграмма показывает, что ситуация существует в 3 или более смежных зонах, рекомендуется продолжить исследование с помощью ручного ультразвукового исследования, даже если длина меньше 25 мм.наверх
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
| Индикация превышения порогового значения Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да Корень и LCP Не требуется, но может произойти Расстояние меньше калибровочного целевого значения и может быть гладкая или грубая Допустимые / отклоняемые |
Это происходит, когда теплота расплава достаточна для ослабления уложенного ранее металла сварного шва и проталкивается через него, тем самым удаляя объем металла с внутренней поверхности сварного шва / трубы.Количество материала может быть очень небольшим, обычно диаметром 5-6 мм, и его достаточно только для удаления поверхности валика. Это приведет к незначительной индикации на канале корневого зонда или ее отсутствию. Однако, если ситуация более выражена, металл может быть удален из горячего прохода и валика, а также материал из основного металла. Это будет видно в корневой зоне, LCP и 1 или 2 зонах горячего прохода. С этой суммированной индикацией связано более раннее время прихода, чем при нормальном отсутствии слияния и некоторой степени симметрии.
верх
Пористость:
| Контрольный список для оценки оператора Характеристика ———————————— — Комментарий | |
| Индикация превышения порогового значения Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да Корень и LCP Обычно Очень нерегулярный, отличается от калибровки заданное расстояние до 1-2 мм за пределами Допускается / отклоняется |
 Поверхность или потеря защитного газа, пористость определяется стандартными датчиками в корневой зоне и зоне LCP. Для определения пористости, возникающей при заполнении и горячем проходе, в систему встроен специальный датчик. Сигналы обычно имеют нерегулярные амплитуды в воротах амплитуды и нерегулярные времена прихода во временных воротах, хотя с такими короткими временными интервалами, которые существуют в корневом узле и LCP, это труднее увидеть. Часто отмечается некоторая симметрия, и если пористость велика, геометрический сигнал, видимый с поверхности сварного шва, будет уменьшен или даже устранен.
Поверхность или потеря защитного газа, пористость определяется стандартными датчиками в корневой зоне и зоне LCP. Для определения пористости, возникающей при заполнении и горячем проходе, в систему встроен специальный датчик. Сигналы обычно имеют нерегулярные амплитуды в воротах амплитуды и нерегулярные времена прихода во временных воротах, хотя с такими короткими временными интервалами, которые существуют в корневом узле и LCP, это труднее увидеть. Часто отмечается некоторая симметрия, и если пористость велика, геометрический сигнал, видимый с поверхности сварного шва, будет уменьшен или даже устранен. Пористый валик (См. Часть изображения: Пористость корневого валика)
верх
| Контрольный список для оценки оператора Характеристика ——————— —————- Комментарий | |
| Индикация превышения порогового значения Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да Канал пористости и другие от HP1 и выше Обычно Встречается на разных расстояниях и обычно начинается у основания затронутого перевала.Ассоциированный сигнал геометрии крышки может упасть Приемлемые / отклоняемые |
вверху
| Контрольный список для оценки оператором Характеристики ——————- Комментарий | |
| Индикация превышения порога Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да Заливка 1 и / или 2 и / или 3 Да Расстояние до цели калибровки соответствует центральной выемке или отверстию и слегка нерегулярный Отводимая любая длина |
Если слишком много наплавленного металла наплавляется слишком быстро, градиент температуры в сварном шве вызовет растрескивание при усадке по мере его затвердевания (также называемое растрескиванием при затвердевании или растрескиванием при усадке).
 Маловероятно, что это произойдет при корневом проходе, но может произойти при любом проходе, выполненном с внешней поверхности. Поскольку он, вероятно, пройдет прямо через сварочный стержень, его амплитуда обычно велика и существует симметрия. На рентгенограмме края трещины очень тонкие и могут быть нечеткими, тогда это будет неправильно интерпретировано как LCP, поскольку оно приблизительно отцентрировано.
Маловероятно, что это произойдет при корневом проходе, но может произойти при любом проходе, выполненном с внешней поверхности. Поскольку он, вероятно, пройдет прямо через сварочный стержень, его амплитуда обычно велика и существует симметрия. На рентгенограмме края трещины очень тонкие и могут быть нечеткими, тогда это будет неправильно интерпретировано как LCP, поскольку оно приблизительно отцентрировано.верх
Геометрия
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
| Индикация превышения порогового значения Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да Корень и LCP Нет Длительное время прохождения на высокой стороне связано с коротким временем прохождения на низкой стороне NA |
Это не дефект, высокий низкий — это геометрическое состояние, вызванное овальностью или плохой механической подгонкой.Оператор должен позаботиться о том, чтобы появившиеся в результате показания не потребовали ремонта. Однако это состояние может вызвать настоящие дефекты, и они должны быть различимы. Большие различия во времени прохождения корня обычно указывают на высокий минимум.
вверху
| Контрольный список для оценки оператора Характеристика ————————————- Комментарий | |
| Индикация превышения порога Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да Корень и LCP Нет Время прохождения корневых зондов при перемещении противоположные направления.  Если бусинка блуждает то Если бусинка блуждает то движение времени в пути постепенное и через осевую линию. Если бортик смещен, то видны одна или несколько головок для внутренней сварки иметь длительное время перевозки с одной стороны и коротко на другой и покажет внезапно прыжок позиции из центра NA |
вверху
Прочее
| Контрольный список оценки оператора Характеристика ———————————— — Комментарий | |
| Индикация превышения порога Затронутые каналы Симметрия (US и DS) Время прохождения Длина | Да Любой канал может быть затронут Нет При наклоне испытание нельзя проводить с с той стороны. Если слишком толстые сигналы обычно имеют длину а также длительное время доставки. Все сигналы необходимо оценивать вручную NA |
 Это приводит к тому, что стробированные области не соответствуют пройденному пути звука.
Это приводит к тому, что стробированные области не соответствуют пройденному пути звука.наверх
Вернуться к статье: Контроль сварных швов UT2
Copyright © Rolf Diederichs, [email protected] 1 апреля 1998 г.
(PDF) Модифицированные методы GMAW с короткой дугой для сварки корневого прохода
259
Труды 14-й Международной конференции.Механика. 2009.
Модифицированные методы GMAW с короткой дугой для сварки корневого прохода
Й. Мартикайнен *, П. Ках **
* Технологический университет Лаппеенранты, PO Box 20, 53851 Лаппеенранта, Финляндия, E-mail: jukka.martikainen @ lut.fi
** Технологический университет Лаппеенранты, а / я 20, 53851 Лаппеенранта, Финляндия, электронная почта: [email protected]
Реферат
Развитие источников сварочного тока в направлении новых цифровых устройств помогает нам для получения лучших результатов при сварке
корневых проходов без подкладки.В этом исследовании оценивается качество и производительность сварки корневого прохода 5
аустенитных нержавеющих листов толщиноймм с помощью нового модифицированного метода газовой дуговой сварки с короткой дугой (GMAW) вместе с
традиционными методами сварки. Сварочные циклы выполнялись с различными установочными зазорами, и для процессов непрерывно наблюдались различные параметры процесса
.
Модифицированные методы сварки GMAW с короткой дугой предлагают ряд преимуществ по сравнению с традиционными методами сварки
(GMAW, GTAW и SMAW), когда корень сварки проходит с одной стороны без поддержки из-за того, что
текущий режим, используемый в обычном методов сварки недостаточно для сварки корневых проходов.
Было обнаружено, что 1) более высокая скорость сварки, 2) более качественный сварной шов без, например, недостаточного проплавления или избыточного корня
и 3) более узкая зона термического влияния (HAZ) может быть достигнута с меньшим энергопотреблением. с модифицированной короткой дугой
с модифицированной короткой дугой
GMAW, чем с обычными сварочными процессами. Также было возможно заполнить зазоры 4 мм за один проход
с помощью новой модифицированной техники короткой дуги с толщиной листа 5 мм, что было невозможно с другими процессами
.
КЛЮЧЕВЫЕ СЛОВА: модифицированная короткая дуга GMAW, корневой проход, GTAW, SMAW, FCAW, нержавеющая сталь.
1. Введение
Новые источники питания оснащены сложным алгоритмом для контроля и регулирования процесса, а
поддерживает приемлемую длину дуги. Сварка с такой конфигурацией, помимо прочего, устранила бы различия в длине дуги
для различных добавок. Однако основная цель исследования заключалась в том, чтобы оценить, подходит ли новый модифицированный метод GMAW с короткой дугой
для односторонней сварки корневого прохода 5-миллиметровых пластин в стыковом шве
без подкладки в частично V-образной сварке. канавка.Задача заключалась в том, чтобы протестировать различные сварочные процессы и оценить лучший процесс
, который будет практичным для сварки полых труб, чтобы увеличить рабочие скорости, улучшить качество шва, а
управляет однопроходной сваркой. Нашей мотивацией было то, что этот метод оказался полезным при сварке тонких пластин
в угловых соединениях с конструкционными и нержавеющими сталями [1].
С целью лучшей оценки этого нового метода в
использовались различные сварочные процессы, а именно: дуговая сварка защищенным металлом
(SMAW), газовая дуговая сварка вольфрамом (GTAW) и порошковая сварка (FCAW). чтобы улучшить знания об их влиянии на металлические пластины.В качестве мишени для сварки использовались пластины (300 мм
120 мм × 5 мм) из аустенитной нержавеющей стали AISI
316L, химический состав которой указан в таблице 1.
После сварки сваренные детали были вырезаны, травлены. , а затем были сделаны микрофотографии для анализа поперечных сечений.
Используемый сварочный аппарат был оборудован 500А, устройством подачи проволоки и охлаждающей камерой. Это источник постоянного тока
(DC), который используется для других процессов GMAW и для процесса модифицированной короткой дуги (GMAW).
Используя модифицированный процесс сварки короткой дугой в аппарате, ток и напряжение синхронизируются. Модифицированный процесс сварки короткой дугой
подпадает под категорию 131, 135, 136 или 137 в процессах сварки MIG / MAG как
, определенный в EN ISO 4063 [2].
В ходе исследования было замечено, что можно было заполнить зазор за один проход с помощью модифицированной короткой дуги
GMAW, но это было невозможно с процессами SMAW, GTAW и FCAW.Применяя два процесса для двух проходов для
, корневого прогона и заполнения, были использованы два разных случая. В первом случае как корневой проход, так и засыпка производились с помощью SMAW
. Во втором случае корневой прогон был выполнен с использованием GTAW, а заполнение — с помощью FCAW.
Благодаря новой модифицированной технологии GMAW с короткой дугой процесс переноса металла точно регулируется, в результате чего
дает равномерное осаждение капель, что упрощает управление лужей.
2. Технологии сварки
2.1. Материал и расходные материалы
В качестве основного материала использовалась нержавеющая сталь AISI 316L толщиной 5 мм. Химический состав
показан в таблице 1.
В четырех процессах использовались различные присадочные проволоки.
• Модифицированная короткая дуга GMAW: в качестве присадочной проволоки использовалась Avesta 316L-Si / SKR-Si диаметром 1,0 мм.
Сварочный манометр Hi-lo Внутренний одноцелевой внутренний зазор, метрическая система —
| Цена: | 16 долларов. 40 +6,58 $
перевозки 40 +6,58 $
перевозки |
Задняя продувка Требования к сварке Изготовление HASTELLOY Pipe Systems
Предпосылки
Периодически производители должны устанавливать системы трубопроводов в местах, где доступ к внутренней части трубы невозможен.В таких ситуациях используются методы сварки труб открытым стыком или методы сварки с использованием расходуемой вставки. Поскольку для изделий из сплава HASTELLOY® не всегда доступны расходные детали, для выполнения таких корневых швов обычно используется сварка открытым стыком с использованием процесса газовой вольфрамовой дуговой сварки (GTAW).
При использовании этих методов односторонней сварки необходимо защитить корневую сторону сварного шва от окисления во время сварки в инертном защитном газе (обычно аргоне сварочного качества).Техника экранирования, которая защищает внутреннюю часть трубы, называется «обратной продувкой».
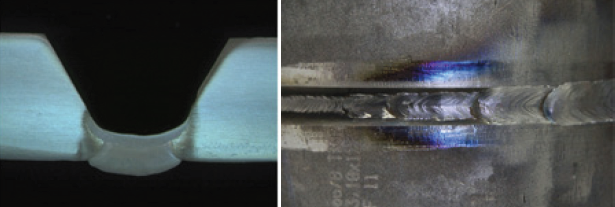
Рис. 1: Пример корневого шва, выполненного с использованием некачественной продувки обратной стороны.
Отсутствие надлежащего экранирования приводит к состоянию, которое часто называют «сахаром» корневого прохода. Пример такого корневого шва, выполненного на трубе из сплава HASTELLOY® C-22® диаметром 8 дюймов, показан на рисунке 1. Неприемлемый корневой шов характеризуется появлением черной корки металла шва с внутренней стороны. (корень) трубы и неправильное поперечное сечение корня.
Когда возникает это состояние, расплавленный металл сварного шва не вытекает и не «смачивает» основной материал. Это затрудняет сварку и делает невозможным прохождение рентгенологического исследования. Обычные дефекты сварки, которые образуются в результате этого состояния, включают неполный провар, неплавление, растрескивание корневого прохода и обратное всасывание корневого прохода. Несколько клиентов Haynes International сообщили, что сплавы на основе никеля (HASTELLOY®) труднее сваривать с использованием этой односторонней технологии, чем нержавеющие или углеродистые стали.
Лабораторные работы были проведены для определения методов обратной продувки и сварки, которые позволят получить приемлемые корневые швы с открытым стыком в сплавах, таких как труба из сплава HASTELLOY® C-22®. В следующих разделах документируются результаты этой лабораторной работы.
Методы обратной продувки
Для обратной продувки зоны корневого шва трубы используются два распространенных метода. Часто предлагается продуть весь объем длинных участков трубопровода. Были опубликованы таблицы, касающиеся времени продувки для труб различного диаметра и длины участка. (1) Локальная продувка непосредственного объема вокруг зоны сварного шва — это альтернативный метод обратной продувки и, как правило, предпочтительный метод. В литературе описаны различные методы создания плотин перекрытия. К ним относятся водорастворимые дамбы, надувные дамбы, разборные дисковые дамбы и термически одноразовые дамбы. (1,2,3) Есть много компаний, которые производят оборудование и продукты для проведения такой локальной чистки. Неполный список поставщиков оборудования для обратной продувки представлен в конце данного отчета.
Обратная продувка выполняется в два этапа. Во-первых, необходимо установить перегородки и продуть зону сварного шва аргоном до приемлемого уровня. Во-вторых, продувка должна продолжаться и сопровождать фактические сварочные операции.
В работе, описанной в этом документе *, использовались только водорастворимые дамбы. Чтобы обеспечить попадание продувочного газа в замкнутую зону сварного шва с минимальной турбулентностью газового потока, что позволило сократить время продувки, (5) было изготовлено диффузорное устройство, закрепленное в нижней части одной из продувочных труб. плотины.Зона местного сварного шва продувалась при расходе газа около 40 кубических футов в час (CFH). Такие скорости потока позволили продуть участок трубы диаметром 8 дюймов до содержания кислорода примерно 5000 ppm менее чем за 5 минут. Независимо от продолжительности продувки после первых 5 минут, было невозможно стабильно получать содержание кислорода ниже допустимого. Уровень кислорода 5000 ppm. Уровень кислорода 5000 ppm был признан приемлемым для сварки сплавов на основе никеля.
В документации по сварке (1,3,4) рекомендуется, чтобы скорость потока обратной продувки была низкой («едва обнаруживаемая на отверстии выхода газа»), и вообще не упоминается скорость потока сварочной горелки.В этой работе было определено, что выбор расхода защитного газа как для обратной продувки, так и для сварочной горелки имеет решающее значение при выполнении прочных корневых швов.
В частности, было определено, что для получения прочного корневого шва необходимо соотношение приблизительно 4: 1 между расходом обратной продувки и расходом сварочной горелки. Расходы, которые теперь рекомендуются для сварки труб из сплава HASTELLOY®, составляют 40 кубических футов в час для обратной продувки и 10 кубических футов в час для сварочной горелки.Рисунок 2 включен, чтобы показать критичность этих относительных расходов на фактические корневые швы.
* Патентная гибка
Рис. 2: Фактические результаты сварки корневого прохода.
Следует отметить, что перед началом сварки объем зоны сварки был продуван до уровня кислорода 5000 ppm. Первым делали «приемлемый» корневой шов. Затем изменили скорость потока и сделали «неприемлемый» корневой шов. Это показатель того, что чистота газа обратной продувки была приемлемой в начале «неприемлемого» сварного шва, и что разница в качестве сварного шва является результатом только расхода.
Выбор скорости потока (10 CFH) для защитного газа горелки несколько невелик, исходя из стандартных рекомендаций по сварке сплавов на никелевой основе HASTELLOY®. (6) Этот низкий расход сварочной горелки, однако, не влияет на боковую защиту горелки, на что указывают яркие блестящие шарики, которые присутствуют при использовании любого метода экранирования.
Методы сварки
Очистка и сварка стыка трубопровода обычно включает шесть операций.
Эти операции включают:
1.Подготовка концов труб
2. Установка продувочных заслонок
3. Монтаж участков труб
4. Продувка зоны сварного шва трубы
5. Отрезки труб прихваточным швом
6. Затвор
1. Подготовка концов труб считается очень важным этапом в этой сварочной операции. Схема типичной детали подготовки к сварке показана на рисунке 3. Рекомендуется, чтобы на концах труб был обработан угол сварки около 35 градусов.
Кроме того, рекомендуется очистить внутренний и внешний диаметр до яркого блестящего металла на расстоянии около 1 дюйма от края подготовки к сварке и обработать или отшлифовать площадку в соответствии с размерами, показанными на рисунке 3.После завершения всех операций механической обработки и шлифования требуется тщательная очистка и обезжиривание всей площади.
Следует учитывать, что труба будет иметь некоторую овальность, которая может привести к несоответствию внутреннего диаметра во время сборки и сварки (см. Рисунок 3), может потребоваться расточка внутреннего диаметра секций трубы, чтобы получить приемлемое совпадение по внутреннему диаметру трубы.
2. Любая из описанных выше продувочных систем, за исключением термически одноразовых перегородок, считается приемлемой для систем труб из сплава HASTELLOY®.Чтобы обеспечить попадание продувочного газа в закрытую зону сварного шва с минимальной турбулентностью газового потока, рекомендуется использовать газораспределительное устройство. На рисунке 4 показана одна из возможных конструкций для использования с трубами большого диаметра, которые могут быть изготовлены в полевых условиях. Несомненно, потребуются изменения в такой общей конструкции для удовлетворения других конкретных требований к работе. Продувочные заглушки необходимо устанавливать на участке трубы достаточно глубоко, чтобы жар сварки не повредил их.
3.При сборке секций трубы необходимо соблюдать осторожность, чтобы обеспечить надлежащий допуск на зазор между двумя секциями трубы. Обычно рекомендуется, чтобы корневой зазор был по крайней мере на 1/32 дюйма больше диаметра используемой сварочной присадочной проволоки. Это позволит манипулировать присадочной проволокой, даже если во время прихваточной сварки и сварки замыканием возникает некоторая усадка.
4. Очистка зоны сварного шва производится при расходе около 40 кубических футов в час. Сварное соединение должно быть герметично закрыто по окружности трубы, за исключением небольшого отверстия в верхней части трубы.Намерение состоит в том, чтобы защитный газ входил в нижнюю часть зоны сварного шва и выходил сверху. Если сварка труб выполняется в вертикальном (2G) положении, газ должен поступать через нижнюю продувочную заслонку и выходить через небольшое отверстие в верхней продувочной заслонке. Обычно расход и время выбираются таким образом, чтобы перед сваркой произошло минимум 5–6 изменений объема защитного газа. (1)
5. Прихваточная сварка необходима для обеспечения того, чтобы две секции трубы не смещались во время последующей стыковой сварки.Прихваточные швы должны быть достаточно большими и размещаться достаточно часто по окружности стыка, чтобы корневой зазор оставался открытым и шире диаметра сварочной присадочной проволоки. Как правило, сварное соединение остается герметичным, за исключением того места, где проводится сварка.
Рекомендуется, чтобы прихваточные сварные швы были зашлифованы до кромки кромки. Это поможет гарантировать, что закрывающие сварные швы войдут в прихваточные швы и не оставят мелких дефектов, которые могут быть обнаружены во время радиографического исследования.Расход защитного газа, используемый во время прихваточной сварки и во время последующей сварки закрытием, должен составлять около 40 кубических футов в час для обратной продувки и около 10 кубических футов в час для сварочной горелки. Остальные параметры сварки указаны в таблице 1.
Положение горелки и положение присадочной проволоки имеют решающее значение для успешной сварки корневого прохода. Схема, показывающая положение корпуса горелки GTAW и сварочной присадочной проволоки относительно трубы, показана на рисунке 5. (1) Манипуляции с горелкой и присадочной проволокой состоят из перемещения горелки от боковой стенки к боковой стенке, что образует «замочную скважину».Две капли присадочного материала вплавляются в каждую боковую стенку при каждом возвратно-поступательном движении сварочной горелки. Наплавочный металл обычно помещается в отверстие корневого зазора. Если корневой зазор «закрывается», не позволяя помещать присадочную проволоку в отверстие корневого зазора, количество усиления сварного шва в корне будет ограничено.
6. Закрывающая сварка выполняется так же, как прихватка. Опять же, соединение остается герметичным, за исключением области, где выполняется сварка. Во время последней части закрывающего сварного шва, возможно, придется снизить расход продувочного газа, чтобы не повредить заслонки из-за повышения давления продувочного газа.Обычно рекомендуется поддерживать продувочный газ для первых двух сварных швов заполняющего прохода. Это поможет гарантировать, что корневой проход не сильно окисляется во время этих последующих сварочных проходов.
Выбор процесса сварки для заполняющих проходов остается на усмотрение инженера-сварщика.
Таблица 1
Предлагаемые параметры сварки при открытой стыковой газовой вольфрамовой дуговой сварке (GTAW) трубы
Применение и процедуры сварки — CERBACO LTD.
Раньше сварка с полным проплавлением включала в себя дорогостоящую обратную зарезку, шлифовку и повторную сварку. С неметаллическими подложками для сварных швов Cerbaco Ltd. вы можете получить рентгеновское качество, сварные швы с полным проплавлением с одной стороны и за один проход. В результате получается законченный высококачественный сварной шов, а также экономия труда, материалов и времени. Основы под сварку Cerbaco производятся во многих различных конфигурациях и формулах для различных условий, встречающихся при сварке чего-либо, от тонкого листового металла до изделий из тяжелого металла.Сварные подкладки Cerbaco могут использоваться для компенсации плохой подгонки и являются ценным инструментом, когда условия сварки не идеальны или когда обратная сторона сварного шва недоступна.
Основы под сварку Cerbaco неметаллические, негигроскопичные, нейтральные и, в отличие от металлических стержней, не становятся частью готового сварного шва. При правильном расположении и прикреплении к задней стороне сварного шва ваши сварные швы могут не иметь дефектов, что исключает необходимость доработки и очистки, связанных с плохими корневыми швами.
Возможны односторонние однопроходные и односторонние многопроходные сварные швы с подкладкой Cerbaco. Наши основы поддерживают расплавленный металл сварного шва в широком диапазоне сварочных плавок, что приводит к однородным обратным валикам конечного качества.
| ПРОЦЕДУРА |
| Шаг 1. Начните с открытого корня: |
Основа может быть разной в зависимости от отверстия в корне, конструкции соединения и процесса сварки. |
| Шаг 2. Нанесите основу: |
В большинстве случаев основа наносится с помощью нашей клейкой пленки, на которую собирается основа. На участке, к которому будет крепиться основа, не должно быть рыхлой ржавчины, грязи и масла. |
| Шаг 3. Сварка: |
Создайте дугу и сварите корневой проход. |
| Шаг 4. Снимите подложку, чтобы открыть готовый задний борт: |