Знание, какая температура плавления алюминия по Цельсию, обеспечивает домашнее литье
Алюминий — цветной металл, имеющий низкую плотность. Поверхность сплава серебристо-белая, матовая. Весьма легок и мягок, за счет чего имеет низкую температуру плавления — примерно 650 градусов. Свое применение нашел во всех сферах человеческой жизни. Активно используется в пищевой промышленности, в том числе для изготовления различной посуды. По производству среди всех металлов занимает второе место в мире, после железа.
Алюминий восприимчив к агрессивному воздействию кислот. Способен раствориться в концентрированных растворах щелочей. Во избежание таких явлений, вся алюминиевая продукция покрывается защитными пленками. В измельченном пылеватом состоянии, находясь в кислородной среде, поддерживает активное горение.
Немного о свойствах и сплавах алюминия
Теплопроводные и электропроводные свойства этого металла сопоставимы с золотом, серебром и медью. Очень распространен в электротехнике. Из него делают многожильные провода и кабели, создают обмотки для электродвигателей и трансформаторов. Алюминий очень пластичен, но весьма хрупок. Его можно раскатать до достояния полупрозрачной фольги. Алюминиевые слитки можно без труда строгать и разрубать. При введении соответствующих добавок можно значительно повысить прочность сплава, тем самым расширив спектр его применения.
Очень распространен в электротехнике. Из него делают многожильные провода и кабели, создают обмотки для электродвигателей и трансформаторов. Алюминий очень пластичен, но весьма хрупок. Его можно раскатать до достояния полупрозрачной фольги. Алюминиевые слитки можно без труда строгать и разрубать. При введении соответствующих добавок можно значительно повысить прочность сплава, тем самым расширив спектр его применения.
Подобный сплав был разработан в 1911 году немецкими мастерами в городке Дюрен. Отсюда пошло и название сплава, состоящего из алюминия, меди, магния и марганца — дюраль, или дюралюминий. Подобное сочетание и длительная закалка, позволили повысить прочностные характеристики и сохранить прежнюю легкость (алюминий легче стали в 3 раза). Большое применение дюралюминиевый сплав нашел в авиастроении, за счет чего был прозван «крылатым металлом». Для поддержания антикоррозионных характеристик, его покрывали напылением чистого алюминия.
Чтобы исключить подобное напыление, был разработан иной алюминиевый сплав с включениями кремния — силумин. Благодаря своей блескости и серебристому цвету, алюминий используется в производстве зеркал, как промышленных и технических (например, для телескопов), так и бытовых.
Благодаря своей блескости и серебристому цвету, алюминий используется в производстве зеркал, как промышленных и технических (например, для телескопов), так и бытовых.
Использование сплавов алюминия в пищевой отрасли
Алюминий в пищевой промышленности, а также в быту, используется достаточно активно. Из него делают посуду, всевозможную тару для жидкостей и смесей, изготавливают станки и оборудование для пищевого производства. Для этого обычно применяется пищевой листовой алюминий. Это обусловлено тем, что сплавы алюминия никак не влияют на состав продуктов или компонентов косметики. Полностью сохраняются все витамины, полезные вещества, изначальные свойства и микроэлементы. Кроме того, они не способны нанести вреда человеческому здоровью. Тем более что в пищевой промышленности разрешается применять лишь алюминий пищевой и его сплавы определенных марок.
Могут также использоваться металлические сплавы, содержащие в своем составе алюминий. Все марки этого металла, которые разрешено использоваться в пищевой промышленности должны полностью соответствовать ГОСТу.
Плавление алюминия
Алюминий и его сплавы используются почти во всех сферах промышленности, а также в процессе изготовления предметов домашнего обихода.
В условиях комнатной температуры на алюминии образуется тонкая пленка окиси (А12O3), прочно защищающая его от последующего окисления. Время окисления алюминия с ростом температуры резко увеличивается.
Именно по этой причине в процессе плавки алюминия и его сплавов в плавильных печах поверхность расплавляемого материала и зеркало ванны очень быстро покрывается пленкой окиси.
Печи для плавки алюминия
Зачастую в производстве вторичного алюминия используют отражательные (подовые) печи. Такой тип печей для плавки алюминия отличается большим количеством модификаций. Однако все они приспособлены под стандартную отражательную печь, под специальные условия работы и особую шихту.
Не меньшей популярность пользуются и тигельные печи, в особенностях, на малых производствах.Производства вторичного алюминия часто используют в качестве плавильных печей роторные печи, в особенности для того, чтобы переплавить лом с высокой удельной поверхностью, к примеру, алюминиевую стружку, а также очень грязный алюминиевый лом.
Всех производителей вторичного алюминия делят на две категории:
- компании, создающие литейные сплавы для изготовителей алюминиевых отливок
- компании, создающие алюминий для раскисления стали.
Обе категории компаний используют в качестве сырья «старый» лом и производственные отходы литейных заводов. На таких заводах помимо введения легирующих составляющих для доводки определенного сплава используют оснащение для очистки алюминиевого расплава и ликвидации нежелательных химических элементов и прочих примесей.
Роторными плавильными печами пользуются именно эти переработчики алюминиевого лома.
Плавление алюминия на литейных предприятиях, которые занимаются производством алюминиевых отливок из вторичного литейного алюминия, осуществляется главным образом в тигельных печах – газовых и электрических, индукционных и сопротивления, и для плавки, и для выдержки алюминия, а также для разливки алюминиевого расплава в подготовленные формы.
Температура плавления окиси алюминия составляет примерно 2050° С, что почти в три раза выше, чем градус плавления алюминия металлического. На сегодняшний день наиболее популярной является плавка алюминия в пламенных отражательных печах, которые работают на углеродистом топливе, и в электрических печах.
На сегодняшний день наиболее популярной является плавка алюминия в пламенных отражательных печах, которые работают на углеродистом топливе, и в электрических печах.
В ходе плавки алюминия в отражательных пламенных печах и в камерных электропечах сопротивления прогрев обособленных кусков садки стартует в области самых высоких температур, т. е. в верхней части. В тоже время поверхность садки с большой скоростью окисляется и поглощает много газов.
Внутри канальной индукционной электропечи расплавление кусков алюминия осуществляется в области наивысших температур под слоем жидкого металла, поверхность которого накрыта пленкой окиси алюминия. Области наивысших температур в канальных электропечах расположена в узком канале и в прилегающих к нему частях шихты.
Металл на поверхности шахты имеет самую низкую температуру, вследствие чего получившиеся отливки из канальных электропечей, имеют в своем составе более низкое количество окислов, чем отливки из печей других видов.
Таким же преимуществом отличаются тигельные индукционные электропечи, в которых по технологическим требованиям в тигле по окончанию каждой плавки остается некоторое количество жидкого металла, примерно 20—35% от емкости тигля печи. Важное свойство жидкого алюминия и его сплавов заключается в его способности поглощать газы, в особенности водород. В пламенных печах много водорода собирается в топочных газах. Помимо этого, в плавильные печи всех видов его можно внести сырой шихтой.
Важное свойство жидкого алюминия и его сплавов заключается в его способности поглощать газы, в особенности водород. В пламенных печах много водорода собирается в топочных газах. Помимо этого, в плавильные печи всех видов его можно внести сырой шихтой.
Жидкий алюминий является хорошим растворителем для многих металлов, к примеру, железа. При этом образуются хрупкие соединения FeAl2 и Fe2Al7, которые снижают качество отливок.
Плавление алюминия в домашних условиях
Очень печально, если в доме выходят из строя маленькие, но важные функциональные составляющие, к примеру, направляющие рольставен или раздвижных дверей (могут лопнуть), фурнитура и прочее. Чаще всего такие элементы создают из алюминия.
Искать им замену проблематично, а иногда ликвидировать поломку в функционале двери или окна нужно немедленно, хотя бы временно. Если вы имеете опыт паяния, но большую часть поломок алюминиевой фурнитуры или профиля можно устранить самостоятельно.
Основная проблема – это получение рабочего материала, то есть расплавленного алюминия, при помощи которого будет осуществляться пайка сломанных деталей. Многие не знают, какая температура плавления алюминия. Она составляет около 660 градусов. Стандартная газовая плита не способна разогреть металл до такой температуры.
Многие не знают, какая температура плавления алюминия. Она составляет около 660 градусов. Стандартная газовая плита не способна разогреть металл до такой температуры.
Что же делать?Для начала необходимо приобрести алюминиевую чушку, но можно и использовать обрезки старого профиля. Чтобы расплавить алюминий понадобится портативная газовая горелка или паяльная лампа. Разные модели этих устройств способны дать температуру в пределах 1000 – 1300 градусов.
Подготовленный материал нужно положить в тугоплавкую емкость, к примеру, из нержавеющей стали. Кроме этого, нужна прокаленная стальная пластина или еще одна емкость, в которую мы будем выливать расплавленный металл.
Последовательность работы:
- создание небольшого «колодца». Сверху нужно будет поставить емкость для плавки
- розжиг костра в «колодце». Это необходимо для поддержания тары в нагретом состоянии, после использования горелки. Также костер поможет прогреть алюминий снизу
- после образования жарких углей можно установить емкость с алюминием.
 Время плавления алюминия таким образом составляет примерно 15 – 20 минут. Тут же вы можете оставить прогреваться и вторую емкость или пластину
Время плавления алюминия таким образом составляет примерно 15 – 20 минут. Тут же вы можете оставить прогреваться и вторую емкость или пластину - далее нужно включить газовую горелку на максимум и греть алюминий сверху
- плавка металла начинается почти мгновенно, но цель еще не получена. задача – получение однородного прогрева. Чтобы этого добиться нужно периодически встряхивать емкость
- в процессе плавки образуется оксид алюминия, формирующий окалину
- после этого расплавленный металл нужно вылить на прокаленную стальную поверхность, аккуратно, чтобы не высыпалась окалина. Теперь расплавленный алюминий готов к дальнейшей работе.
 Время плавления алюминия таким образом составляет примерно 15 – 20 минут. Тут же вы можете оставить прогреваться и вторую емкость или пластину
Время плавления алюминия таким образом составляет примерно 15 – 20 минут. Тут же вы можете оставить прогреваться и вторую емкость или пластинуПлотность алюминия при 20°С
| Степень чистоты, % | 99,25 | 99,40 | 99,75 | 99.97 | 99,996 | 99.9998 |
| Плотность при 20°С, г/см3 | 2,727 | 2,706 | 2,703 | 2,6996 | 2,6989 | 2,69808 |
Плотность расплавленного алюминия при 1000°С
| Степень чистоты, % | 99,25 | 99. 40 40 | 99.75 |
| Плотность, г/см3 | 2,311 | 2,291 | 2,289 |
Зависимисть температуры плавления алюминия от чистоты
| Степень чистоты, % | 99,2 | 99,5 | 99,6 | 99,97 | 99,996 |
| Температура плавления, °С | 657 | 658 | 659,7 | 659,8 | 660,24 |
Использование в качестве упаковки
В каждом доме были или даже есть предметы кухонного обихода из алюминия — это ложки, чашки, поварешки, кастрюли, соковыжималки, мясорубки и многое другое. Очень популярна в кулинарном мире алюминиевая фольга, которую используют при запекании мяса и овощей или просто хранения и транспортировки пищи. Такая фольга отлично подходит для упаковки конфет, шоколада, мороженого, масла, сыра и творога.
Многие кремы и косметические средства, художественная краска (масляная, темпера, гуашь и даже акварель) упаковываются в емкость из пищевого алюминия. В них же, упаковывается и еда для космонавтов. Можно с уверенностью сказать, что алюминий, в том числе пищевой, и сплавы на его основе прочно вошли в нашу повседневную жизнь.
Можно с уверенностью сказать, что алюминий, в том числе пищевой, и сплавы на его основе прочно вошли в нашу повседневную жизнь.
Алюминий пищевой широко применяется при производстве емкостей под консервы. Из-за такого распространения, ежегодно возрастает и количество алюминиевого мусора, без дела, разлагающегося на свалках.
Достоинства пищевого алюминия
Алюминий пищевой имеет множество достоинств, среди которых можно выделить следующие:
- Не подвержен воздействию коррозии. Благодаря этому кухонное оборудование и инструменты способны длительное время находиться в воде без вреда для себя.
- Пищевой алюминий не деформируется под воздействием высокой температуры.
- Несмотря на его вступление в контакт с материалами, обладающими органолептическими свойствами, не происходит изменение свойств продуктов. Также сохраняются все имеющиеся в них витамины.
- Благодаря достаточной жесткости, материал во время приготовления пищи не деформируется.
- Пищевой алюминий абсолютно безвреден для человеческого организма и полностью гигиеничен.
- Посуда из этого материала способна использоваться при приготовлении пищи в духовых и микроволновых печах.

Производство посуды и оборудование для приготовления пищи из алюминия
Алюминий пищевой и его сплавы входят в состав многих видов оборудования для приготовления пищи. Так как этот металл отличается способностью образовывать всевозможные сплавы, он, как говорилось выше, активно применяется для изготовления разнообразной кухонной тары. Кроме того, он незаменим в производстве всевозможных термостойких изделий. Например, оборудования для кухонь и различных жарочных поверхностей электробытовых приборов.
Алюминий отличается прекрасной проводимости тепла при низкой теплоемкости. Кроме того, он практически не деформируется при высокой температуре или при ее перепадах. Благодаря низкой температуре плавления и своей пластичности, алюминий активно используется для литья различных изделий, применяемых на кухне. Он подходит для изготовления различных поверхностей, которые отличаются глубоким рельефом, всевозможными сложными формами и изделиями с обширной площадью. Например, он отлично подходит для всевозможных форм для выпечки кулинарных изделий.
Например, он отлично подходит для всевозможных форм для выпечки кулинарных изделий.
Температура плавления металлов
Металлы и неметаллы
Любой кусок металла, например, алюминия, содержит миллионы отдельных кристаллов, которые называются зернами. Каждое зерно имеет свою уникальную ориентацию атомной решетки, но все вместе зерна ориентированы внутри этого куска случайным образом. Такая структура называется поликристаллической.
Аморфные материалы, например, стекло, отличаются от кристаллических материалов, например, алюминия, по двум важным отличиям, которые связаны друг с другом:
- отсутствие дальнего порядка молекулярной структуры
- различия в характере плавления и термического расширения.
Различие молекулярной структуры можно видеть на рисунке 1. Слева показана плотно упакованная и упорядоченная кристаллическая структура. Аморфный материал показан справа: менее плотная структура со случайным расположением атомов.
Рисунок 1 – Структура кристаллических (а) и аморфных (б) материалов. Кристаллическая структура: упорядоченная, повторяющаяся и плотная, аморфная структура – более свободно упакованная с беспорядочным расположением атомов.
Кристаллическая структура: упорядоченная, повторяющаяся и плотная, аморфная структура – более свободно упакованная с беспорядочным расположением атомов.
Плавление металлов
Это различие в структуре проявляется при плавлении металлов, в том числе, плавлении алюминия различной чистоты и его сплавов. Менее плотно упакованные атомы дают увеличение объема (снижение плотности) по сравнению с тем же металлом в твердом кристаллическом состоянии.
Марки металлических сплавов, включающие в себя алюминий
Также можно применять металлические сплавы, в которых имеется алюминий. К ним относятся марки АВ, АВМ, А0, АД1, АД1М, АЛ22, АЛ23, АМг22. Все эти сплавы активно используются для изготовления ложек.
Достаточно часто, на изделия из пищевого алюминия или его сплавов, должно быть впоследствии нанесено особое покрытие. Но это можно делать с маркой АМц, так как его химический состав полностью соответствует ГОСТу.
Пищевой алюминий давно и прочно вошел в наш ежедневный обиход. Нельзя найти кухню, в которой нет посуды, изготовленной из этого металла. Отзывы о нем лишь положительные, и, судя по всему, его популярность не думает падать.
Нельзя найти кухню, в которой нет посуды, изготовленной из этого металла. Отзывы о нем лишь положительные, и, судя по всему, его популярность не думает падать.
Процесс плавления в домашних условиях
Относительно низкая температура плавления алюминия позволяет проводить эту операцию в домашних условия. Надо сразу отметить, что в качестве сырья в домашней мастерской использовать порошкообразную смесь слишком опасно. Поэтому в качестве сырья применяют или чушки, или нарезанную проволоку. Если к будущему изделию нет особых требований по качеству, то для плавления можно использовать все, что изготовленного из этого металла.
Плавка алюминия в самодельном горне
При этом не особо важно, будет сырье покрыто краской или нет. Когда происходит плавление алюминия, все посторонние вещества просто выгорят и будут удалены вместе со шлаком.
Для получения качественного результата плавки необходимо использовать материалы, которые называют флюсами. Они призваны решать задачу по связыванию и удалению из расплава посторонних примесей и загрязнений.
состав, структура, свойства, процесс плавления
Алюминий вошел в промышленное и бытовое применение относительно не так давно. На пересечении XIX – XX было освоено производство этого металла в промышленных масштабах. Все дело в том, что началось производство множества товаров, в которых алюминий широко применялся, например, при строительстве катеров, железнодорожных вагонов и пр. Кстати, именно тогда был показан широкой публике автомобиль с кузовом, выполненным из алюминия.
Анодированный алюминий
Содержание
Состав и структура алюминия
Алюминий – это самый распространенный в земной коре металл. Его относят к легким металлам. Он обладает небольшой плотностью и массой. Кроме того, у него довольно низкая температура плавления. В то же время он обладает высокой пластичностью и показывает хорошие тепло- и электропроводные характеристики.
- Кристаллическая решетка алюминия
- Структура алюминия
Предел прочности чистого алюминия составляет всего 90 МПа. Но, если в расплав добавить некоторые вещества, например, медь и ряд других, то предел прочности резко вырастает до 700 МПа. Такого же результат можно достичь, применяя термическую обработку.
Но, если в расплав добавить некоторые вещества, например, медь и ряд других, то предел прочности резко вырастает до 700 МПа. Такого же результат можно достичь, применяя термическую обработку.
Алюминий, обладающий предельно высокой чистотой – 99,99% производят для использования в лабораторных целях. Для применения в промышленности применяют технически чистый алюминий. При получении алюминиевых сплавов применяют такие добавки, как – железо и кремний. Они не растворяются в расплаве алюминия, а из добавка снижает пластичность основного материала, но в то же время повышает его прочность.
Внешний вид простого вещества
Структура этого металла состоит из простейших ячеек, состоящих из четырех атомов. Такую структуру называют гранецентрической.
Проведенные расчеты показывают, что плотность чистого металла составляет 2,7 кг на метр кубический.
Свойства и характеристики
Алюминий – это металл с серебристо-белой поверхности. Как уже отмечалось, его плотность составляет 2,7 кг/м3. Температура составляет 660°C.
Температура составляет 660°C.
Его электропроводность равняется 65% от меди и ее сплавов. Алюминий и бо́льшая часть сплавов из него стойко воспринимает воздействие коррозии. Это связано с тем, что на его поверхности образуется оксидная пленка, которая и защищает основной материал от воздействия атмосферного воздуха.
В необработанном состоянии его прочность равна 60 МПа, но после добавления определенных добавок она вырастает до 700 МПа. Твердость в этом состоянии достигает 250 по НВ.
Алюминий хорошо обрабатывается давлением. Для удаления наклепа и восстановления пластичности после обработки алюминиевые детали подвергают отжигу, при этом температура должна лежать в пределах 350°C.
Температура плавления алюминия
Получение алюминиевого расплава, как и многих других материалов, происходит после того, как к исходному металлу подвели тепловую энергию. Она может быть подведена как непосредственно в него, так и снаружи.
Она может быть подведена как непосредственно в него, так и снаружи.
Температура плавления алюминия напрямую зависит от уровня его чистоты:
- Сверхчистый алюминий плавится при температуре 660, 3°C.
- При количестве алюминия 99,5% температура плавления составляет 657°C.
- При содержании этого металла в 99% расплав можно получить при 643°C.
- Алюминиевый расплав
- Процесс получения алюминия
Алюминиевый сплав может включать в свой состав различные вещества, в том числе и легирующие. Их наличие приводит к снижению температуры плавления. Например, при наличии большого количества кремния, температура может понизиться до 500°C. На самом деле понятие температуры плавления относят к чистым металлам. Сплавы не обладают какой-то постоянной температурой плавления. Этот процесс происходит в определенном диапазоне нагрева.
В материаловедении существует понятие – температура солидус и ликвидус.

Первая температура обозначает ту точку, в которой начинается плавление алюминия, а вторая, показывает, при какой температуре, сплав будет окончательно расплавлен. В промежутке между ними сплав будет находиться в кашеобразном состоянии.
Уменьшение температуры
Перед тем как приступать к плавке металла, можно выполнить определенные операции, которые позволят снизить температуру плавления. Например, иногда расплаву подвергают алюминиевый порошок. В порошкообразном состоянии металл начинает плавиться несколько быстрее. Но при такой обработке возникает реальная опасность того, что при взаимодействии с кислородом, который содержится в атмосфере алюминиевый порошок, начнет окисляться с большим выделением тепла и образования оксидов металла, этот процесс происходит при температуре 2300 градусов. Главное, в этот момент плавления не допустить контакта расплава и воды. Это приведет к взрыву.
Процесс плавления в домашних условиях
Относительно низкая температура плавления алюминия позволяет проводить эту операцию в домашних условия. Надо сразу отметить, что в качестве сырья в домашней мастерской использовать порошкообразную смесь слишком опасно. Поэтому в качестве сырья применяют или чушки, или нарезанную проволоку. Если к будущему изделию нет особых требований по качеству, то для плавления можно использовать все, что изготовленного из этого металла.
Надо сразу отметить, что в качестве сырья в домашней мастерской использовать порошкообразную смесь слишком опасно. Поэтому в качестве сырья применяют или чушки, или нарезанную проволоку. Если к будущему изделию нет особых требований по качеству, то для плавления можно использовать все, что изготовленного из этого металла.
Плавка алюминия в самодельном горне
При этом не особо важно, будет сырье покрыто краской или нет. Когда происходит плавление алюминия, все посторонние вещества просто выгорят и будут удалены вместе со шлаком.
Для получения качественного результата плавки необходимо использовать материалы, которые называют флюсами. Они призваны решать задачу по связыванию и удалению из расплава посторонних примесей и загрязнений.
Средства защиты
Домашний мастер, решивший в домашних условиях выполнять плавление алюминия должен отдавать себе отчет в том, что это довольно опасный процесс. И поэтому без применения средств защиты не обойтись. В частности, должны быть использованы перчатки, фартук, очки. Дело в том, что температура расплава лежит в пределах 600 градусов. Поэтому имеет смысл использовать средства защиты, которые применяют сварщики.
И поэтому без применения средств защиты не обойтись. В частности, должны быть использованы перчатки, фартук, очки. Дело в том, что температура расплава лежит в пределах 600 градусов. Поэтому имеет смысл использовать средства защиты, которые применяют сварщики.
Использование средств защиты при плавке алюминия
Кстати, при плавлении алюминия и использовании очищающих химикатов необходимо защищать органы дыхания от продуктов их сгорания.
Выбор формы для литья
При выборе формы для отливки алюминия домашний мастер должен понимать, а для какой цели он обрабатывает алюминий. Если будущая отливка будет предназначена для использования в качестве припоя, то использовать, какие-то специальные формы, нет необходимости. Для этого можно использовать металлический лист, на котором можно остудить расплавленный металл.
Но если возникает необходимость получения даже простой детали, то мастер должен определиться с типом формы для литья.
 youtube.com/embed/5uvOaxKmLOQ?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/5uvOaxKmLOQ?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> Форму можно изготовить из гипса. Для этого, гипс в жидком состоянии заливают в обработанную маслом форму. После того, как начнет застывать, в него устанавливают литейную модель. Для того, чтобы в форму можно было залить расплавленный металл необходимо сформировать литник. Для этого в форму устанавливают цилиндрическую деталь. Формы бывают разъемные и нет. Процесс изготовления разъемной формы усложняется тем, что модель будет находиться в двух полуформах. После застывания их разделяют, удаляют модель и соединяют снова. Форма готова к работе.
Кокиль для литья алюминия
Для получения качественных отливок целесообразно использовать металлические формы (кокили), но изготавливать их целесообразно только в заводских условиях.
Технологические особенности плавки цветных металлов и сплавов в электропечах :: Технология металлов
Плавка алюминия
Алюминий и его сплавы применяются практически во всех
отраслях промышленности, а также при производстве предметов домашнего обихода.
При комнатной температуре алюминий покрывается тонкой пленкой окиси (А12O3), которая надежно предохраняет его от дальнейшего окисления. Скорость окисления алюминия с повышением температуры резко возрастает. Поэтому при плавке алюминия и его сплавов в плавильных печах поверхности расплавляемых кусков и зеркало ванны быстро покрываются слоем окиси.
Температура плавления окиси алюминия (2050° С) примерно в три раза выше температуры плавления металлического алюминия (660°С), а плотность окиси (3,9 г/см 3) примерно в 1,5 раза больше плотности жидкого алюминия (2,7 г/см3).
Поэтому окись алюминия находится в ванне печи во
взвешенном состоянии. Наличие окислов и карбидов резко ухудшает литейные
свойства сплавов, а также снижает их антикоррозионные качества. Отливки, получаемые
под давлением, часто имеют тонкие стенки, а окислы и карбиды закупоривают
проходы и прекращают доступ жидкого сплава в узкие полости формы, вызывая
литейный брак.
Металлические примеси в сплаве главным образом влияют на механические свойства изделий.
В настоящее время плавка алюминия проводится преимущественно в пламенных отражательных печах, работающих на углеродистом топливе, и в электрических печах. Естественно, качественные и экономические показатели при этом получаются не одинаковые.
При плавке алюминия в отражательных пламенных печах и в камерных электропечах сопротивления нагрев отдельных кусков садки начинается в зоне наиболее высоких температур, т. е. сверху. При этом поверхность садки быстро окисляется и поглощает значительное количество газов.
В тигельных индукционных электропечах для плавки
алюминия при отсутствии «болота» (слоя жидкого металла, оставленного в тигле
от предыдущей плавки) быстрому нагреву подвергается слой садки, расположенный
возле внутренних боковых стенок тигля. Таким образом, в начальный период
плавки, когда отдельные куски шихты еще не покрыты жидким металлом, они
свободно соприкасаются с воздухом и подвергаются окислению, но в значительно
меньшей степени, чем в пламенных отражательных или в камерных электропечах
сопротивления.
Индукционные канальные электропечи со стальным сердечником при плавке алюминия и его сплавов имеют ряд ценных преимуществ, основные из которых перечислены ниже.
В канальной индукционной электропечи расплавление кусков алюминия происходит в зоне максимальных температур под слоем жидкого металла, поверхность которого закрыта пленкой окиси алюминия.
Зона максимальных температур в канальных электропечах находится в узком канале и в прилегающих к нему участках шихты.
Температура металла па поверхности шахты всегда имеет минимальное значение, в результате чего готовые отливки, получаемые из канальных электропечей, содержат меньшее количество окислов, чем отливки, полученные в печах других типов. Этим же преимуществом обладают тигельные индукционные электропечи, в которых по технологическим требованиям в тигле после каждой плавки оставляют часть жидкого металла 20—35% от емкости тигля печи.
Жидкий алюминий и его сплавы обладают способностью
поглощать газы и особенно водород.
Вода при высокой температуре и при наличии жидкого алюминия распадается на кислород и водород. кислород вступает во взаимодействие с алюминием по реакции
3Н2О + 2Аl → Аl2O3 + 3Н2
Выделившийся при этом водород поглощается сплавом, влияние энергоносителя и конструкции плавильной печи на степень насыщения алюминиевых сплавов водородом показано ниже:
( Объем водорода на 100 г металла см3)
Газовый горн (плавка без флюса) ……….2,5
Газовый горн (плавка под флюсом) ………1,05
Отражательная печь на газообразном топливе………..2,5—3
Отражательная печь на мазуте …….3—4
Электропечь сопротивления ……..1,05
Электропечь канальная индукционная …………0,13
Электромиксер………0,12
Жидкий алюминий хорошо растворяет многие металлы и, в
частности железо, образуя хрупкие соединения FeAl2 и Fe2Al7, снижающие качество отливок.
Влияние времени выдержки жидкого алюминия в металлическом тигле на насыщение его железом показано ниже:
Время выдержки, Содержание железа,
мин %
25 1,75
35 1,90
40 1,97
45 2,01
65 2,30
100 2,50
Плавка алюминия в канальных электропечах не лишена технологических недостатков. Образовавшаяся на поверхности жидкого металла пленка окиси, не смоченная жидким металлом, в результате сил поверхностного натяжения и сцепления пленки с футеровкой шахты, плотно закрывает зеркало ванны.
Однако если целостность пленки нарушить, то оголенные
участки жидкого металла быстро окислятся, а изломанные куски пленки начнут
оседать на дно ванны. При интенсивной циркуляции жидкого металла в печи куски
окиси затягиваются в каналы и, оседая на его стенках, уменьшают его рабочее
сечение. В практике это явление называется зарастанием канала.
При интенсивной циркуляции жидкого металла в печи куски
окиси затягиваются в каналы и, оседая на его стенках, уменьшают его рабочее
сечение. В практике это явление называется зарастанием канала.
Полностью избавиться от зарастания каналов в индукционных канальных печах практически невозможно, так как нарушение поверхностной пленки окиси может быть вызвано причинами, не зависящими от конструкции печи (отдельных ее узлов) и от технологических режимов.
Необходимо отметить, что очистка каналов связана с большими технологическими трудностями. Работа по очистке каналов чрезвычайно сложная и тяжелая, она влечет за собой вынужденные простои и уменьшение производительности печи, сокращение срока службы футеровки и загрязнение металла окислами.
Нормальная Работа канальной электропечи возможна только при условии, что в ней всегда будет оставаться некоторое количество (до 35% от полной емкости печи) жидкого металла.
В тех случаях, когда по технологическим требованиям
необходимо изменить химический состав расплавляемого сплава, печь должна быть
полностью освобождена от ранее выплавляемого сплава и залита жидким сплавом
нужного химического состава. Это в значительной степени ограничивает
производственные возможности электропечи и снижает ее экономические показатели.
Это в значительной степени ограничивает
производственные возможности электропечи и снижает ее экономические показатели.
Наиболее экономически эффективно эксплуатируются канальные электропечи при круглосуточной работе, выплавляя однородные сплавы, замена которых не требует полного освобождения электропечи от жидкого металла.
Тигельные электропечи для плавки алюминия этих недостатков практически не имеют, но они имеют худший к. п. д. и коэффициент мощности.
Плавка магния
Магний принадлежит к группе легких металлов. В чистом виде он очень активен. Металлический магний в виде порошка или тонкой ленты быстро окисляется горит) па воздухе даже при комнатной температуре. : машиностроении магний используется в специальных сплавах.
Обычно магний и его сплавы выплавляются в тигельных или отражательных печах под слоем флюса, так ак обнаженный жидкий металл мгновенно воспламеняется.
Тигельные печи предпочтительнее, чем отражательные,
потому что в них топочные газы не могут соприкасаться с флюсами, находящимися
на поверхности жидкого магния. Для плавки магния и его сплавов в тигельныхпечах рекомендуются стальные
тигли, так как они не вступают в химические соединения ни с магнием ни с его
флюсами. Графитовые тигли обогащают металл углеродом, а набивные из
огнеупорных материалов вступают в химические соединения с флюсами.
Для плавки магния и его сплавов в тигельныхпечах рекомендуются стальные
тигли, так как они не вступают в химические соединения ни с магнием ни с его
флюсами. Графитовые тигли обогащают металл углеродом, а набивные из
огнеупорных материалов вступают в химические соединения с флюсами.
Из сказанного следует, что тепловая энергия, необходимая для расплавления и особенно для перегрева жидкого металла, должна передаваться металлу с максимально возможной скоростью, и металл в тигле должен находиться в спокойном состоянии.
Полностью удовлетворяют этим условиям только тигельные индукционные печи промышленной частоты. Электрическая энергия в тигельных индукционных печах превращается в тепловую, главным образом в стальном тигле. Поэтому установки с тигельными индукционными печами имеют очень высокий к. п. д., до 85%, в то время как к. п. д. тигельных электропечей сопротивления колеблется в пределах 40—70%, а у тигельных мазутных печей он не превышает 10%.
Скорость нагрева садки в тигельных индукционных печах
теоретически может быть очень большой, поэтому эти печи имеют большую
производительность. Так, че-тырсхтонаня индукционная тигельная печь типа ИГТ-7
отечественного производства может при круглосуточной работе выдать до 60 т магниевого сплава.
Так, че-тырсхтонаня индукционная тигельная печь типа ИГТ-7
отечественного производства может при круглосуточной работе выдать до 60 т магниевого сплава.
В настоящее время для плавки магниевых сплавов изготавливают тигельные индукционные печи промышленной частоты емкостью до 16 г.
Плавка магния и его сплавов в тигельных печах сопротивления и в индукционных канальных электропечах в настоящее время почти не осуществляется, так как печи сопротивления имеют очень небольшую Скорость нагрева, а в канальных электропечах быстрее зарастают узкие каналы.
Плавка цинка
Цинк и его сплавы широко применяются как защитные
покровы других легкоокисляющихся металлов и для изготовления архитектурных
сооружений. Характерной особенностью цинка является его низкая температура
кипения 916° С. Испарение цинка начинается при более низких температурах.
Индукционные электропечи со стальным сердечником и с закрытыми каналами являются
наилучшими печами для плавки цинка, так как только в канальных индукционных
электропечах температура жидкого металла достигает своего максимального
значения внутри печи (в узких каналах), где и происходит Испарение цинка. Но
пары цинка, выходя из каналов, попадают в зону более низких температур, где
происходит их конденсация. Этим и объясняется тот факт, что при плавке цинка и
его сплавов в канальных индукционных электропечах выход металла составляет
примерно 98,5%, тогда как в пламенных отражательных печах он не всегда
достигает 94%.
Но
пары цинка, выходя из каналов, попадают в зону более низких температур, где
происходит их конденсация. Этим и объясняется тот факт, что при плавке цинка и
его сплавов в канальных индукционных электропечах выход металла составляет
примерно 98,5%, тогда как в пламенных отражательных печах он не всегда
достигает 94%.
Другой особенностью цинка является то, что его пары имеют значительное давление, благодаря чему они проникают в поры некоторых футеровочных материалов, где вступают в химическое взаимодействие с металлами, находящимися в футеровке, и разрушают ее. В настоящее время имеются массы для футеровок, лишенных названного выше недостатка. Примером такого состава является масса, содержащая 53% обожженной глины, 35% синей гончарной глины и 12% каолина.
В качестве связующего вещества может быть использован сульфидный щелок.
Пары цинка, кроме того, ядовиты, поэтому печная установка
должна иметь хорошую вытяжную вентиляцию.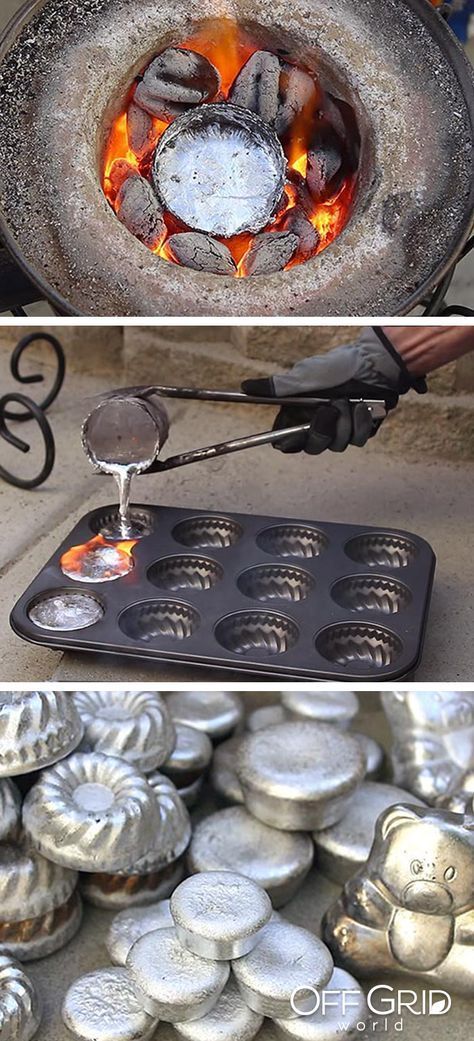
Наиболее желательными компонентами в цинковых сплавах являются мышьяк, сурьма и железо. Первые два понижают антикоррозионную стойкость, а железо при высоких температурах образует с цинком хрупкое химическое соединение, которое, опускаясь на дно печи, попадает в каналы и засоряет их. Поэтому при плавке цинковых сплавов температуру жидкого металла повышать выше технологически установленной не рекомендуется.
В настоящее время отечественная промышленность серийно иготовляет канальные индукционные электропечи для переплава катодного цинка емкостью 25 и 40 т.
Плавка меди
Медь представляет собой тягучий мягкий металл красного цвета, с высокими электро- и теплопроводностью. В технике медь получила широкое распространение как в чистом виде, так и в виде сплавов. На медной основе получают многие сплавы с ценными физическими свойствами, из которых основными являются латунь, бронза, томпак и др.
Основным потребителем как первичной, так и вторичной
меди является электротехническая промышленность. Вся производимая
отечественной промышленностью медь распределяется примерно так:
Вся производимая
отечественной промышленностью медь распределяется примерно так:
на изготовление токопроводящих деталей 50%; на производство сплавов на медной основе —40%; все прочие производства — 10%.
Для получения сплавов на медной основе наибольшее распространение получили индукционные канальные электропечи. В этих печах производятся сплавы, температура разливки которых не превышает 1300— 1400° С, так как физические свойства футеровки ограничивают возможность плавки сплавов, требующих более высоких температур. Для плавки специальных сплавов, имеющих температуру разлива выше 1400° С, используются тигельные индукционные электропечи промышленной и повышенной частоты, а также дуговые печи косвенного нагрева и барабанные электропечи сопротивления. Недостатком дуговых электропечей является несколько повышенный угар металла, вызываемый местным перегревом в зоне электрической дуги. Поэтому дуговые электропечи имеют ограниченное применение.
Для плавки меди и ее сплавов также применяются
электропечи сопротивления барабанного типа. Эти электропечи могут быть
использованы для плавки других сплавов цветных металлов с температурой плавления
до 1500° С.
Эти электропечи могут быть
использованы для плавки других сплавов цветных металлов с температурой плавления
до 1500° С.
Плавка никеля
Никель отличается высокой антикоррозионной стойкостью и пластичностью при механической обработке. В технике он применяется как в чистом виде, так и в сплавах. Практически в настоящее время применяются никелевые сплавы высокого омического сопротивления. Кроме того, никель расходуется на антикоррозионные и художественные покрытия различных деталей.
Плавку никеля и его сплавов проводят в тигельных и
канальных электропечах. При этом особое внимание следует обращать на качество
футеровки, так как температура плавления никеля равна 1452° С, а разливка его
осуществляется при 1550° С. Канальные электропечи, предназначенные для плавки
никеля, должны иметь увеличенное сечение каналов, что объясняется большим
удельным электрическим сопротивлением жидкого никеля. Жидкий никель очень
интенсивно поглощает газы. Поэтому для получения качественных сплавов никеля с
хромом с наименьшим количество углерода рекомендуется плавки проводить в
вакуумных тигельных индукционных электропечах.
Однако до настоящего времени большинство сплавов на основе никеля типа Х15Н60, Х20Н80, ЭИ437, применяемых для нагревательных элементов электропечей сопротивления, выплавляется в обычных электродуговых печах с графитовыми электродами.
Плавка титана
Титан — металл химически активный и тугоплавкий. Он плавится при 1667° С. С повышением температуры титана его химическая активность резко возрастает. Особенную активность он проявляет после перехода в жидкое состояние.
Жидкий титан хорошо взаимодействует с кислыми,
основными и нейтральными огнеупорными материалами, применяемыми в настоящее
время в металлургии. Поэтому титан и его сплавы в печах с обычной футеровкой
практически получать невозможно. В открытых печах плавить титан нельзя, так
как, находясь в жидком состоянии, он быстро окисляется и может полностью
сгореть. Даже в вакууме при температуре, близкой к 2000° С, он хорошо
взаимодействует с алюминием и углеродом, образуя карбиды титана, которые
способствуют понижению пластичности и ухудшению обрабатываемости в холодном состоянии.
Даже в вакууме при температуре, близкой к 2000° С, он хорошо
взаимодействует с алюминием и углеродом, образуя карбиды титана, которые
способствуют понижению пластичности и ухудшению обрабатываемости в холодном состоянии.
В настоящее время жидкий титан для получения фасонных отливок выплавляют только в вакуумных дуговых печах гарниссажного типа с расходуемым электродом.

 Эти покрывные флюсы имеют высокую текучесть и могут образовывать на поверхности расплава тонкий слой.
Эти покрывные флюсы имеют высокую текучесть и могут образовывать на поверхности расплава тонкий слой. Хлористые соли, также как и AlF3 и MgF2, проявляют это свойство в значительно меньшей степени.
Хлористые соли, также как и AlF3 и MgF2, проявляют это свойство в значительно меньшей степени. Это локально повышает текучесть, способствуя отделению металлического алюминия от оксидов. В чистящих флюсах эта реакция повышает проникновение флюса в наросты на футеровке.
Это локально повышает текучесть, способствуя отделению металлического алюминия от оксидов. В чистящих флюсах эта реакция повышает проникновение флюса в наросты на футеровке. Это мебельная и оконная фурнитура, направляющие для дверей и ставен, защелки замков и другие нужные мелочи.
Это мебельная и оконная фурнитура, направляющие для дверей и ставен, защелки замков и другие нужные мелочи. Но здесь важным становится еще одно свойство алюминия. Он достаточно активный металл, который при соединении с кислородом воздуха может воспламениться или просто окислиться. А температура плавления оксида алюминия — больше 2000 °С. При плавлении оксид все равно образуется, но в небольших количествах, именно он формирует окалину.
Но здесь важным становится еще одно свойство алюминия. Он достаточно активный металл, который при соединении с кислородом воздуха может воспламениться или просто окислиться. А температура плавления оксида алюминия — больше 2000 °С. При плавлении оксид все равно образуется, но в небольших количествах, именно он формирует окалину.

 Когда гипс окончательно застынет, две части формы разъединяются, вынимается модель, и форма с готовым слепком соединяется опять.
Когда гипс окончательно застынет, две части формы разъединяются, вынимается модель, и форма с готовым слепком соединяется опять. Этот ковш должен равномерно прогреваться, а его тепло — передаваться к сырью.
Этот ковш должен равномерно прогреваться, а его тепло — передаваться к сырью. Тиглем в этом случае служит консервная банка, естественно, не алюминиевая, в которой на небольшом расстоянии от верха проделываются диаметрально противоположные сквозные отверстия. В эти отверстия продевается стальной прут, за который банка должна подвешиваться в печи. Фен нужен для нагнетания горячего воздуха в пространство между кирпичами и тиглем. Иногда вместо кирпичей используют металлическую бочку.
Тиглем в этом случае служит консервная банка, естественно, не алюминиевая, в которой на небольшом расстоянии от верха проделываются диаметрально противоположные сквозные отверстия. В эти отверстия продевается стальной прут, за который банка должна подвешиваться в печи. Фен нужен для нагнетания горячего воздуха в пространство между кирпичами и тиглем. Иногда вместо кирпичей используют металлическую бочку. Дальше и происходит, собственно, плавка алюминия в домашних условиях. Пошаговая инструкция процесса:
Дальше и происходит, собственно, плавка алюминия в домашних условиях. Пошаговая инструкция процесса: Минусом такого способа является неконтролируемость процесса. Увеличить или уменьшить температуру нагрева невозможно. Вмешаться в процесс возможно, только сняв емкость с алюминием с огня.
Минусом такого способа является неконтролируемость процесса. Увеличить или уменьшить температуру нагрева невозможно. Вмешаться в процесс возможно, только сняв емкость с алюминием с огня. Периодически верхнюю емкость нужно снимать и металлическим прутом или ножом перемешивать лом. Перед тем как слить расплавленный металл, с его поверхности нужно снять шлак.
Периодически верхнюю емкость нужно снимать и металлическим прутом или ножом перемешивать лом. Перед тем как слить расплавленный металл, с его поверхности нужно снять шлак. Это температура красного свечения.
Это температура красного свечения. Вот и все. Процесс завершен.
Вот и все. Процесс завершен. Об ьясняется это тем, что при плавке опилок алюминиевых сплавов поПеред получением флюса состлвляющие его соли должны быть высушены в супшльном шкафу при температуре 150 — 180 в течение
Об ьясняется это тем, что при плавке опилок алюминиевых сплавов поПеред получением флюса состлвляющие его соли должны быть высушены в супшльном шкафу при температуре 150 — 180 в течение № 61531
№ 61531 Киев, пр-т Отрадный, 95 А2
Киев, пр-т Отрадный, 95 А2 Компонентный состав и предварительная подготовка флюсовых композиций обеспечивают получение требуемых механических, эксплуатационных свойств литых заготовок и максимальные эффективность, технологичность, экологическую безопасность процессов их промышленного применения. Флюсы для обработки цветных металлов и сплавов поставляются в герметичной полиэтиленовой упаковке и полностью готовы к использованию.
Компонентный состав и предварительная подготовка флюсовых композиций обеспечивают получение требуемых механических, эксплуатационных свойств литых заготовок и максимальные эффективность, технологичность, экологическую безопасность процессов их промышленного применения. Флюсы для обработки цветных металлов и сплавов поставляются в герметичной полиэтиленовой упаковке и полностью готовы к использованию.
| 2 | Флюс порошковый ФП-1р (флюс покровно- рафинирующий для роторных печей) | Специальный порошкообразный препарат для металлургического переплава алюминийсодержащих отходов в печах роторного типа. Позволяет вести процесс на сухом и на жидком шлаках. Обеспечивает высокий металлургический выход. Позволяет вести процесс на сухом и на жидком шлаках. Обеспечивает высокий металлургический выход. Расход: 3,0…25,0% и выше от массы металлозавалки (в зависимости от дисперсности и загрязненности шихты). Способ ввода: с шихтой при плавке, на зеркало расплава в процессе плавки. |
| 3 | Флюс порошковый ФП-1к (флюс покровно- рафинирующий для печей с МДН) | Специальный порошкообразный препарат для рафинирования расплавов на основе алюминия, защиты металла от окисления, минимизации потерь алюминия со шлаком, металлургического переплава стружки и высокодисперсной шихты в печах, содержащих керамические элементы. Обеспечивает образование сухого порошкообразного шлака, не содержащего алюминий. Минимизирует зарастание футеровки плавильных и раздаточных агрегатов наростами шлакового происхождения. Инертен по отношению к магнию и его соединениям. Не содержит в своем составе активных натрия, калия, фтора. Расход: 0,1…0,3% от массы расплава.  Расход при металлургическом переплаве стружечных и высокодисперсных отходов: 1,0…3,0% от массы металлозавалки. Способ ввода: на зеркало расплава перед сливом металла из печи (предпочтительно), в струе газа- носителя, при помощи погружного «колокольчика», под струю металла при переливе, с шихтой при плавке. |
| 4 | Флюс порошковый ФП-2 (флюс покровно- рафинирующий с модифицирующим эффектом) | Универсальный порошкообразный препарат рафинирующе- модифицирующего действия для доэвтектических и эвтектических силуминов. Очищает расплав от газов и неметаллических включений, модифицирует эвтектический кремний, создает защитный покровный слой на поверхности расплава, исключающий контакт печной атмосферы с металлом, способствует образованию сухого порошкообразного шлака, минимизирует потери алюминия со шлаком. Расход: 0,5…1,0% от массы расплава. Способ ввода: под струю металла при переливе, на зеркало расплава, при помощи погружного «колокольчика», в струе газа- носителя.  |
| 5 | Флюс порошковый ФП-3 (флюс покровно- рафинирующий специальный для удаления магния и ЩЗМ из алюминиевых сплавов) | Специальный порошкообразный препарат для удаления магния из расплавов на основе алюминия и адсорбирования шлаковой фазой продуктов реакций удаления магния. Обладает рафинирующим и покровно- защитным действиями, минимизирует потери алюминия со шлаком. Расход: 5…10 кг на 1 кг удаляемого магния (в зависимости от способа ввода и концентрации магния). Способ ввода: в струе газа-носителя (предпочтительно), при помощи погружного «колокольчика», на зеркало расплава, под струю металла при переливе. |
| 6 | Флюс порошковый ФП-4 (флюс покровно- рафинирующий для очистки футеровки плавильных и раздаточных агрегатов от наростов шлакового происхождения) | Специальный порошкообразный препарат для удаления настылей (наростов шлакового происхождения) с футеровки плавильных и раздаточных агрегатов. Обладает рафинирующим и покровно- защитным действиями, минимизирует потери алюминия со шлаком. Обладает рафинирующим и покровно- защитным действиями, минимизирует потери алюминия со шлаком. Расход: 1 кг на 2 м 2 футеровки печи; 0,1…0,5% от массы расплава. Способ ввода: с шихтой при плавке, под струю металла при переливе, на стенки плавильных агрегатов. |
| 7 | Флюс порошковый ФП-5 (флюс покровно- рафинирующий самоплавящийся для процессов металлургического переплава отходов алюминиевых сплавов) | Многофункциональный порошкообразный препарат с повышенным рафинирующим действием, образующий ионный расплав на зеркале жидкого металла. Обеспечивает высокий уровень рафинирования металла от газов и неметаллических включений, образование защитного покровного слоя на поверхности расплава, исключающего контакт печной атмосферы с металлом, способствует образованию сухого порошкообразного шлака, минимизирует потери алюминия со шлаком. Рекомендуется для проведения металлургического переплава сильнозагрязненных высокодисперсных, шлаковых отходов алюминиевых сплавов в печах любого типа. Расход: 0,1…0,3% от массы расплава. Расход при металлургическом переплаве отходов: 3,0…10,0% от массы металлозавалки Способ ввода: с шихтой при плавке, под струю металла при переливе, на зеркало расплава, при помощи погружного «колокольчика», в струе газа- носителя. |
| 8 | Флюс порошковый ФП-9 (флюс покровно- рафинирующий для деформируемых сплавов) | Специальный порошкообразный препарат покровно- рафинирующего действия для обработки расплавов технического алюминия и деформируемых сплавов на основе алюминия. Очищает расплав от газов и неметаллических включений, способствует образованию покровно- защитного слоя на поверхности жидкого металла, исключающего контакт расплава с печной атмосферой, обеспечивает образование сухого порошкообразного шлака, повышает пластичность металла, минимизирует потери алюминия со шлаком. Расход: 0,1…0,3% от массы расплава. Способ ввода: в струе газа- носителя (предпочтительно), при помощи погружного «колокольчика», с шихтой при плавке, под струю металла при переливе, на зеркало расплава.  |
ПОРОШКОВЫЕ ФЛЮСЫ ДЛЯ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ МЕДИ, НИКЕЛЯ И МАГНИЯ:
| № п/п | Наименование | Назначение и применение |
| 1 | Флюс порошковый ФП-7 (флюс покровно- рафинирующий для латуней и алюминиевых бронз) | Порошкообразный препарат для рафинирующей обработки расплавов от газов и неметаллических включений, создания на поверхности расплава защитного слоя, препятствующего взаимодействию жидкого металла с печной атмосферой, минимизации потерь металла со шлаком, создания на поверхности расплава сухого, хорошо скачиваемого шлака. Увеличивает металлургический выход при проведении металлургического переплава. Расход: 0,1…0,3% от массы расплава. Расход при металлургическом переплаве: 2,0…4,0% от массы металлозавалки. Способ ввода: с шихтой при плавке, под струю металла при переливе, на зеркало расплава, при помощи погружного «колокольчика».  |
| 2 | Флюс порошковый ФП-8 (флюс покровно- рафинирующий для оловянных бронз) | Порошкообразный препарат для рафинирующей обработки расплавов от газов и неметаллических включений, создания на поверхности расплава защитного слоя, препятствующего взаимодействию жидкого металла с печной атмосферой, минимизации потерь металла со шлаком, создания на поверхности расплава сухого, хорошо скачиваемого шлака. Увеличивает металлургический выход при проведении металлургического переплава. Расход: 0,1…0,3% от массы расплава. Расход при металлургическом переплаве: 2,0…4,0% от массы металлозавалки. Способ ввода: с шихтой при плавке, под струю металла при переливе, на зеркало расплава, при помощи погружного «колокольчика». |
| 3 | Флюс порошковый ФП-10 (флюс для процесса электрошлакового переплава) | Спеченный гранулированный препарат для электрошлакового переплава, обладающий ионной проводимостью в расплавленном состоянии, обеспечивающий эффективный процесс плавки и разливки. Может быть использован при «сухом» и «жидком» стартах. Может быть использован при «сухом» и «жидком» стартах. Расход и способ ввода: согласно действующему ТП предприятия. |
| 4 | Флюс порошковый ФП-11 (флюс универсальный для никелевых сплавов) | Комплексный препарат предназначенный для предупреждения взаимодействия сплавов на основе никеля с газами при плавке и для проведения металлургического переплава стружечных отходов никелевых сплавов. |
| 5 | Флюс порошковый ФП-12 (флюс универсальный для магниевых сплавов) | Комплексный препарат для плавки магния и сплавов на его основе. Предназначен для создания защитного слоя исключающего контакт кислорода воздуха с жидким магнием или сплавами на его основе. Обеспечивает эффективный процесс плавки и рафинирования. |
ПОРОШКОВЫЕ ФЛЮСЫ ДЛЯ ОБРАБОТКИ СПЛАВОВ НА ОСНОВЕ ЦИНКА:
Источник: lityo. by
by
Плавка алюминия в домашних условиях при высокой температуре
Одним из наиболее распространенных металлов является алюминий. Он применяется при изготовлении различных изделий на протяжении последних нескольких столетий. Кроме этого, алюминий применяется в качестве легирующего элемента при изготовлении самых различных сплавов. Довольно частым вопросом можно назвать то, как в домашних условиях плавить алюминий. Популярность этого материала можно связать с относительно низкой температурой плавления, которая позволяет проводить плавку в домашних условиях. Рассмотрим особенности этого материала подробнее.
Характеристики алюминия
Для проведения работ в домашних условиях не нужно знать все свойства рассматриваемого материала, но некоторые имеют значение. В качестве примера укажем, что температура плавления алюминия в домашних условиях составляет 660 градусов Цельсия. Нагреть материал до этой температуры можно и без применения специального оборудования.
Среди особенности процесса плавления в домашних условиях отметим такие моменты:
- Несмотря на низкую температуру, при которой происходит изменение агрегатного состояния, провести расплавление на домашней плите не получится. Это связано с тем, что бытовые приборы не могут нагревать среду до 600 градусов Цельсия. Как правило, для плавки используется печь.
- Немного понизить температуру плавления можно. Для этого сырье растирается в порошок. В продаже также можно встретить порошковый продукт, готовый к применению.
- Алюминий может при соединении с кислородом окислиться. Температура плавления после окисления повышается в несколько раз, и провести плавку в домашних условиях будет невозможно.
Часто можно встретить ситуацию, когда при добавлении сырья в расплавленный металл попадает вода. Это может привести к своеобразному взрыву. Поэтому если нужно добавить еще сырья, то оно должно быть сухим.
Подбор подходящего сырья
Из-за достаточно большого количества проблем, которые возникают при плавке алюминия в домашних условиях в случае использования в качестве сырья порошка, нагреву подвергают алюминиевую чушку или проволоку. При этом проволоку можно приобрести по относительно невысокой цене, после чего ее нарезают и спрессовывают для уменьшения площади контакта с воздухом.
При этом проволоку можно приобрести по относительно невысокой цене, после чего ее нарезают и спрессовывают для уменьшения площади контакта с воздухом.
Если плавка проводится для получения заготовки или изделия невысокого качества, то можно в качестве сырья использовать лом, например консервные банки или обрезки алюминиевого профиля. Для упрощения процесса плавки лом также следует нарезать на небольшие части.
При поиске сырья многие обращают внимание на то, что оно может быть окрашено или иметь другие лишние составляющие. В процессе нагрева все посторонние примеси, как правило, уходят в виде шлака. Однако лакокрасочные и другие химические вещества во время горения могут стать причиной выделения токсичных паров, что следует учитывать при проведении работ.
За отвод вредных примесей с состава отвечают различные флюсы. Рекомендуется приобретать их в специализированном магазине в готовом виде, но при необходимости можно соорудить самостоятельно. Флюс состоит из 10% криолита и 45% хлорида калия и натрия.
Проведение плавки в муфельной печи
Муфельная печь позволяет существенно упростить процесс плавки, при ее применении можно получить металл высокого качества. Как и в других случаях, в рассматриваемом следует обязательно использовать флюс для отведения вредных примесей. Рассматривая то, как расплавить алюминий в домашних условиях, уделим внимание пошаговой инструкции:
- Выполняется расплавление флюса. Рекомендуемое количество этого вещества — от 2 до 5% от веса алюминия, который будет использоваться в качестве сырья. После расплавки флюса доставляется лом.
- Плавка алюминия проводится при температуре 700 градусов Целься. При нагреве до подобного показателя металл начинает светиться красным цветом.
- Не стоит забывать о том, что при плавке существенно уменьшается объем применяемого сырья.
- Флюс, при необходимости, добавляется и в конце процесса. Количество вещества — 0,25% от веса металла в печи.
- При получении сплава, похожего на одну большую каплю, тигель немного держат при высокой температуре для повышения степени текучести.
- Завершающим этапом становится заливка расплавленного металла в форму, после чего ему дают остыть.

Стоит учитывать, что для проведения процесса плавки требуется тигель с носиком из тугоплавкого материала, выдерживающим сильный нагрев. В продаже встречаются кварцевые, фарфоровые, стальные, чугунные и другие тигли. Литейная форма, как правило, изготавливается из скульптурного гипса, который выдерживает сильный нагрев, но при этом довольно хрупкий и не прилипает к металлу во время его остывания и затвердевания.
Источник: tokar.guru
Применение алюминия – Потребительские товары
Чтобы убедиться, что алюминий стал частью нашей повседневной жизни, достаточно оглянуться вокруг. Возможно, этот текст вы читаете с устройства, корпус которого выполнен из алюминия. Планшеты и плоские телевизоры, спортивное снаряжение и мебель, зеркала и кофеварки – эти и многие другие виды товаров производятся с использованием «крылатого» металла.
Планшеты и плоские телевизоры, спортивное снаряжение и мебель, зеркала и кофеварки – эти и многие другие виды товаров производятся с использованием «крылатого» металла.
- Техника и электроника
- Интерьер
- Кухня
- Спортивные товары
- Одежда и аксессуары
Джонатан Айв
Директор по дизайну Apple
Техника и электроника
Производители смартфонов, планшетов, ноутбуков, плоских телевизоров, мониторов и другой техники все чаще используют алюминий. Красота и практичность – залог растущей популярности «крылатого» металла в этой отрасли. Техника в алюминиевом корпусе выглядит стильной и надежной, оставаясь при этом легкой и прочной.
Производители алюминия предлагают дизайнерам и инженерам новые усовершенствованные алюминиевые сплавы – с анодированием и без, полированные и матовые, рифленые и гладкие, которые позволяют реализовывать самые сложные и интересные дизайнерские решения.
В продукции мировых гигантов электроники алюминий успешно заменяет собой сталь и пластик: он прочнее и надежнее пластика, легче стали, отлично отводит тепло, неизбежно образующееся при работе любой техники. Именно поэтому лучшие модели современных плоских телевизоров от лидеров рынка, таких как Samsung, LG, Sony, Philips и других производителей выполнены из алюминия. Только в 2014 году продажи таких телевизоров в мире выросли на 5% и составили, по экспертным оценкам, 215 млн единиц – для сравнения, это в полтора раза больше, чем все население России.
В 2014 году в мире было продано 1,2 млрд смартфонов, 190 млн
из них – Apple iPhone
Ведущий производитель смартфонов и планшетов в мире американская компания Apple активно
использует алюминий во всей линейке продукции. И если в первом поколении самых продаваемых смартфонов в мире – iPhone – алюминий использовался лишь частично, то начиная с
пятого поколения, из этого металла производится полностью корпус устройства. Не отстает и
Не отстает и
основной конкурент Apple – корейский производитель Samsung, который также начал выпуск алюминиевых смартфонов.
Из алюминия также делаются корпуса ноутбуков Apple MacBook всех модификаций. Дизайнеры и инженеры компании поняли, что если заменить большое количество компонентов, из которых состоит корпус ноутбука, всего лишь одним, то это позволит существенно снизить вес ноутбука и сделать его в разы тоньше. Единственный способ получить такую деталь – изготовить ее из цельного куска алюминия. В Apple этот корпус назвали Unibody.
Выбор в пользу алюминия делают и люксовые бренды электроники. Например, датская Bang&Olufsen, специализирующаяся на разработке и производстве дорогостоящих аудио-видеосистем и телефонов, уже много лет производит корпуса для своих товаров из алюминия. Кроме достижения высоких потребительских качеств, а именно качества звука, корпус из алюминия дает широчайшие дизайнерские возможности. Товары Bang&Olufsen даже выставлялись в музеях современного искусства. Именно эта компания является поставщиком звуковых систем и радиоаппаратуры для автомобилей Audi, Aston Martin, Mercedes-Benz, BMW.
Кроме достижения высоких потребительских качеств, а именно качества звука, корпус из алюминия дает широчайшие дизайнерские возможности. Товары Bang&Olufsen даже выставлялись в музеях современного искусства. Именно эта компания является поставщиком звуковых систем и радиоаппаратуры для автомобилей Audi, Aston Martin, Mercedes-Benz, BMW.
Интерьер
Не менее активно алюминий используется в производстве мебели и предметов интерьера. Столы, стулья, жалюзи, рамы для картин, корпуса светильников, декоративные стеновые панели, кондиционеры и радиаторы – все они производятся с использованием алюминия. Дизайнеры ценят «крылатый металл» за возможность создавать уникальные образы и предметы, а также за легкость в обработке и привлекательный внешний вид.
Без алюминия было бы невозможно появление интерьера в стиле хай-тек. Обилие стекла и металла в нем зрительно расширяет пространство и прекрасно подходит для обстановки как жилого, так и офисного помещения. Кроме этого, использование этого металла значительно облегчает вес всех конструкций, делая их менее громоздкими. Алюминиевая мебель уже стала интерьерной классикой.
Кроме этого, использование этого металла значительно облегчает вес всех конструкций, делая их менее громоздкими. Алюминиевая мебель уже стала интерьерной классикой.
К таковым, например, относится стул одного из отцов-основателей и гуру хай-тека, знаменитого архитектора и дизайнера Нормана Фостера. Уникальный объект, признанный иконой стиля. Сам Фостер говорил, что ценит этот стул за «анонимный характер», полностью отвечающий его представлениям о внутреннем интерьерном пространстве.
Немало алюминиевых предметов интерьера создал и другой знаменитый дизайнер Филипп Старк. Для него особую роль всегда играла 100%-ая перерабатываемость алюминия. Дизайнер считал уникальной возможность создания «бесконечного» предмета интерьера. Стулья Старка – это одновременно и предметы интерьера, и арт-объекты.
Еще одним примером одновременно и мебели, и арт-объекта можно назвать стол совместного творчества главного дизайнера Apple Джонатана Айва и дизайнера Майка Ньюсона. Он изготовлен из анодированного алюминия и стилистически продолжает дизайнерскую минималистическую концепцию всей продукции Apple.
Если в обстановке помещений алюминий – это, скорее, высокая мода, то в изготовлении садовой и дачной мебели его первенство неоспоримо. Складные стулья, кресла, дачные диваны-качели и столики, переносные складные стулья в уютных уличных кафе, легкие и компактные стеллажи – легкость и практичность алюминия делает его наиболее приемлемым для такой мебели. Один из мировых флагманов в этой сфере – испанская компания Indecasa, работающая на рынке с 1963 года. «Если в мебели Indecasa нет алюминия, то это не мебель Indecasa», — говорил ее глава Франсиско Лопес де Вега.
Впрочем, алюминий в интерьере есть абсолютно в каждом доме, вне зависимости от дизайна обстановки, — в зеркалах. Дело в том, что именно алюминий является тем самым отражающим слоем, благодаря которому стекло становится зеркалом. Он – не единственный металл, использующийся в этих целях, но алюминий, имея высокий коэффициент отражения, дает прекрасные показатели по этой характеристике как в ультрафиолетовом (видимом), так и в инфракрасном диапазоне. Для сравнения: серебро – в видимом и в инфракрасном; золото – в
Для сравнения: серебро – в видимом и в инфракрасном; золото – в
инфракрасном.
Необычный, но многим знакомый с детства пример применения алюминия в интерьере – искусственная новогодняя елка из серебристой мишуры, которая тоже изготавливается из алюминия. Такие елки были очень популярны в США в 50-60-х годах XX века и до сих пор встречаются в чуланах и на чердаках наших бабушек. Ну а сама елочная мишура по-прежнему – обязательный атрибут празднования Нового года.
Используется алюминий и в интерьерных объектах высокого стиля – статуэтках и арт-хаусных объектах. В скульптуре работа с алюминием весьма сложна и трудоемка. Его температура плавления значительно ниже, чем, например, у бронзы, но зато этот металл легко окисляется. Отливку из алюминия приходится делать в инертной среде – в атмосфере азота аргона и углекислого газа. Поэтому первые алюминиевые статуэтки были небольшими и в конце XIX века служили настольными украшениями. Но уже во второй половине XX века алюминиевые статуи делались уже в размере нескольких метров. Сегодня к алюминию обращаются, в основном, арт-хаусные художники, ценящие в нем возможность создавать невесомые, но прочные конструкции. Кстати, алюминий легко декорируется под серый чугун или золотистую бронзу. Для этого используется процесс анодирования металла.
Сегодня к алюминию обращаются, в основном, арт-хаусные художники, ценящие в нем возможность создавать невесомые, но прочные конструкции. Кстати, алюминий легко декорируется под серый чугун или золотистую бронзу. Для этого используется процесс анодирования металла.
Один из известнейших мировых скульпторов, активно использующих алюминий – наш соотечественник Вадим Сидур. В 60-х годах XX века он создал целый ряд уникальных с художественной точки зрения скульптур. Одни из его наиболее известных работ – Связи, Памятник погибшим от насилия в Касселе (Германия), Треблинка в Берлине (Германия).
Пожалуй, ни одна кухня не обходится без алюминия. Речь не только о корпусах бытовой техники, но и о современной, технологичной, безопасной и красивой посуде – от кастрюль и сковородок до форм для выпечки и мясорубок. Такую посуду легко мыть, она прекрасно проводит тепло и позволяет равномерно нагреваться всей площади изделия, устойчива к появлению вмятин и царапин, не подвержена коррозии, не будем забывать и о дизайнерских достоинствах алюминия.
Благодаря высокой теплопроводимости – почти в 2,5 раза выше, чем у стали – алюминиевая кастрюля поглощает только 7% получаемого тепла, а остальное отдает пище. Из алюминиевых сплавов с марганцем отливают толстую посуду: гусятницы, сковороды и казаны. Кстати, именно такой посуде отдают предпочтения профессиональные повара. Но существует и более дешевая, массовая, алюминиевая посуда, производимая не литьем, а штамповкой. В целях пищевой безопасности и долговечности такой посуды она эмалируется; получаются столь распространенные сковороды с антипригарным полимерным покрытием. И если раньше готовить
на них можно было только используя деревянную или тефлоновую лопатку, чтобы не сцарапать покрывающий слой, то современные производители научились делать его настолько крепким, что повредить его не всегда получится даже ножом. К слову, даже при производстве стальной посуды используется алюминий – он нужен для того, чтобы кастрюля или сковорода быстрее нагревались. Такая технология называется Tri-Ply и, упрощенно, представляет собой «слоеное» термоаккумулирующее дно из толстой алюминиевой пластины между двумя листами
нержавеющей стали.
Большой популярностью пользуются и алюминиевые одноразовые формы для выпечки. В отличие от резиновых, они прекрасно сохраняют форму и легко отделяются от готового изделия. При этом безопасны, нетоксичны и экологичны.
Именно из алюминия была сделана знаменитая гейзерная кофеварка Bialetti, созданная в 1933 году итальянским инженером, дизайнером и большим поклонником алюминия Альфонсо Биалетти. Они производятся и в наши дни, причем их дизайн почти не меняется, а число поклонников во всем мире только растет. Сегодня это неотъемлемый атрибут любой итальянской кухни. Bialetti уже не единственная их компания-производитель, зато неизменным остается материал изготовления – алюминий.
Спортивные товары
Небольшой вес, прочность, легкость в обработке и любовь дизайнеров обеспечили алюминию прочное место в сегменте спортивных товаров. Из сплавов на его основе изготавливают велосипедные рамы и самокаты – в основном, на эти нужны идут сплавы серий 5ххх, 6ххх и 7ххх. Алюминий – самый распространенный материал для производства велосипедных рам. Считается, что именно такие рамы имеют лучшее соотношение вес/стоимость. Такие велосипеды быстрее разгоняются, устойчивы к коррозии и необходимы для агрегатов с большим весом.
Алюминий – самый распространенный материал для производства велосипедных рам. Считается, что именно такие рамы имеют лучшее соотношение вес/стоимость. Такие велосипеды быстрее разгоняются, устойчивы к коррозии и необходимы для агрегатов с большим весом.
Еще один предмет спортинвентаря, который прочно ассоциируется с алюминием – лыжные палки. Сначала спортсмены использовали бамбуковые палки, потом стальные. Но первые были уж слишком недолговечны и быстро расслаивались, а вторые – слишком тяжелыми. Ситуация изменилась в 1958 году, когда американец Эдвард Скотт придумал алюминиевую лыжную палку, на смену стальному веку пришел алюминиевый. Это революционное изобретение породило новый бренд, существующий и поныне, – SCOTT – и основательно закрепило за этой маркой положение лидера в лыжной индустрии.
Алюминий также незаменим при производстве альпинистского снаряжения. В этом виде спорта особое внимание уделяется надежности и легкости продукции – альпинист доверяет снаряжению собственную жизнь и несет на себе все необходимое для выживания и восхождения. Неудивительно, что главным металлом альпинистов во всем мире является алюминий.
Неудивительно, что главным металлом альпинистов во всем мире является алюминий.
Одежда и аксессуары
Говорить о массовости использования алюминия в одежде и аксессуарах не приходится, но если в мире моды кто-то хочет удивить публику, он достаточно часто обращается к алюминию. В начале века итальянские футуристы предлагали выпускать шляпы, отделанные алюминиевыми листами и даже алюминиевые галстуки, которые можно было скрутить таким образом, чтобы они залихватски торчали над плечом рискнувшего его надеть модника. В 1933 году американская актриса Кэтрин Хэпберн снялась в фильме «Кристофер Стронг» в костюме мотылька, выполненном из тонких алюминиевых пластин.
В 60-е годы XX века знаменитый Оскар де ла Рента создал бикини из тончайшей алюминиевой нити. Сенсационная вещь стала классическим элементом клубной моды. Уже в 1969 году Пако Рабан пошел еще дальше и представил публике мини-платье из полированного серебра и алюминиевого кольчужного плетения. К слову, к идее алюминиевого платья маэстро вернулся аж через 30 лет – в 1999 году он выпустил несколько моделей вечерних алюминиевых платьев. Алюминий напыляли на платья, использовали в дизайне сумок и каблуков для обуви, в 80-е годы
К слову, к идее алюминиевого платья маэстро вернулся аж через 30 лет – в 1999 году он выпустил несколько моделей вечерних алюминиевых платьев. Алюминий напыляли на платья, использовали в дизайне сумок и каблуков для обуви, в 80-е годы
модницы щеголяли в колье, клипсах и браслетах из анодированного алюминия.
Уже в 2000-е годы алюминий в коллекциях использовали такие модельеры как Миуччи Прада, Кристиан Лакруа, Александр МакКуин и другие. Сегодня, когда металлический блеск снова вернулся в моду, в одежде снова появляются детали из алюминия. Эти вещи никогда не станут массовыми, но зато отлично подчеркивают индивидуальность и стиль их владельца. Недаром для журнала Vogue знаменитая актриса Кирстен Данст позировала в платье из черной алюминиевой фольги, созданном великим Джоном Гальяно.
И если платье – это все же мир высокой моды, то различные алюминиевые аксессуары можно приобрести каждый из нас. Речь, прежде всего, об оправах для очков. Облегченные металлические оправы для очков, столь полюбившиеся модникам и удобные в использовании, — это очень часто алюминий. Такие оправы долговечны, не давят на переносицу и в случае деформации легко могут быть возвращены в исходную форму. А некоторые фирмы до сих пор выпускают бижутерию из анодированного алюминия – стоит не так дорого, а выглядит уникально.
Такие оправы долговечны, не давят на переносицу и в случае деформации легко могут быть возвращены в исходную форму. А некоторые фирмы до сих пор выпускают бижутерию из анодированного алюминия – стоит не так дорого, а выглядит уникально.
В статье использованы фотоматериалы © Shutterstock и © Rusal.
Читайте также
Применение алюминия в других сферах
Транспорт
Строительство
Энергетика
Упаковка
Печь для плавки алюминиевых банок своими руками. Плавка алюминия в домашних условиях
Домашнее декоративное растение, которое показано на видео, на самом деле искусно замаскированная плавильня. Эта идея станет настоящей находкой для тех, кто время от времени работает с металлом, чтобы изготовить на этой очередную поделку из алюминия или другого металла, но в мастерской или дома мало места, чтобы под каждую вещь иметь свое место.
Кое-какие изобретения для себя вы найдете в в этом китайском магазине .
Необходимые средства.
В этом проекте мы используем в одинаковых пропорциях песок и гипс, чтобы сделать простую плавильню, достаточно мощную, чтобы за секунду расплавить металлический лом и приятную на вид, чтобы не приходилось ее прятать. Это мини плавильня для металла.
Для начала нам понадобятся большие мешки с песком и гипсом. И то и другое можно купить в строительном магазине. Также нужно металлическое ведро на 9 с половиной литров и покрывало чтобы накрыть им рабочие место, потому что, скорее всего, мы его немного запачкаем. Ведро на два с половиной литра можно использовать как мерное, но вы скоро увидите что у него есть и более важное значение.
Для нашей огнеупорной футеровки используем следующий рецепт 4,2 литра гипса, 4,2 литра песка, а также 3 литра воды. Когда вода соприкоснется с сухой смесью, начнется обратный отсчет. У нас будет около 15. Так что, начнем все перемешивать. Очень важно чтобы вся сухая смесь намокла, избавляетесь от комков как можно быстрее.
Очень важно чтобы вся сухая смесь намокла, избавляетесь от комков как можно быстрее.
После пары минут перемешивания смесь должна стать довольно жидкой и примерно одного цвета. Убедившись, что не осталось никаких комков, переходим к переливанию. Осторожно перелейте смесь в металлическое ведро, стараясь ничего не расплескать. Смеси хватит, чтобы заполнить ведро, оставив сверху примерно 8 см.
Теперь мы можем взять пластиковое мерное ведро и использовать его для формирования центра плавильни. Можно заполнить его водой,чтобы придать вес, но подойдут также песок или камни. Когда мы вталкиваем ведро, смесь поднимается, но не выливаестя. Смесь уже начала твердеть. Так что давайте подвигаем ведро вверх и вниз, чтобы разровнять. Нужно удерживать ведро в таком положении 2-3 минуты, за это время гипс достаточно затвердеет, чтобы ведро оставалась на месте.
Для полного затвердевания нужно около одного часа, но гипс достаточно мягкий, чтобы подровнять его. Если смочить тряпку и осторожно провести ее сверху, можно очень хорошо подровнять гипс и придать ему красивую текстуру. Когда все закончите, оставьте все сохнуть примерно на час.
Когда все закончите, оставьте все сохнуть примерно на час.
Плавильный тигель из огнетушителя.
Почему бы не превратить этот старый огнетушитель в плавильный тигель? Можно понять, что он сделан из стали, потому что, если поднести магнит, он притягивается. С алюминием такого не происходит.
Сбросив давление в баллоне, открутим верхний клапан, чтобы легко и безопасно распилить его слесарной ножовкой, на что ушло меньше минуты. Для тигеля мы будем использовать нижнюю часть, потому что это по сути стальная емкость 8 см в диаметре и 13 см высотой. Хороший размер для нашей самодельной мини плавильни.
К этому моменту гипс должен хорошо затвердеть. Выльем воду. Далее используйте щипцы или нечто подобное, чтобы осторожно притянуть одну из сторон ведра к центру Теперь, если взяться обеими руками и немного покрутить, ведро освободится и его будет легко вытащить.
Мы получили удивительно гладкую поверхность, благодаря которой наши самодельная плавильная выглядит на удивление профессионально.
Отверстие для подвода воздуха.
Нам не хватает только отверстия для подвода воздуха и крышки. Давайте ими займемся. Насадка для кольцевой пилы на три с половиной сантиметра отлично подходит для этой трубки. Если установить центр насадки на верхней линии ведра, можно начать осторожно прорезать металл. Когда мы пройдем сквозь металл, нужно наклонить инструмент вниз примерно на 30 см, что легко, потому что гипс еще не полностью затвердел и режется, как масло. Теперь у нас есть отверстие, в которое отлично входит трубка воздуходувки. Она будет размещена в нескольких сантиметрах от дна.
Воздуходувка.
Теперь, если тигель не выдержит и выльет расплавленный металл, в плавильне металл остается внутри, а не польется по трубке наружу. Воздуходувку сделать очень просто. Для начала нужно взять трубку на 3 см, она будет находиться рядом с горячими углями.
Также понадобится трубка из ПВХ на 3 см. Как видите, нарезка с одного конца муфта накручивается на металлическую трубку, а адаптер с другой стороны просто накручивается на трубку из ПВХ.
Крышка.
Давайте пойдем еще дальше. Сделаем крышку, которая поможет сохранить температуру. Нужна пара U-болтов на 10 см. Поместим их вертикально в широкое ведро, наполненное половиной начального объема нашей смеси. Спустя час гипс затвердеет и его легко можно достать из ведра. И вот крышка для плавильни готова.
Отверстие для сброса давления.
Нужно сделать отверстие для сброса давления. его можно сделать до затвердевания, но можно просверлить дрелью с насадкой на 8 сантиметров. Когда отверстие будет сделано, у вас получится крышка, которая похожа на огромный пончик. Такая конструкция позволяет сбрасывать давление и плавить металл даже не снимая крышку.
Заключение.
Если развести огонь, можно увидеть,что внутри становится так жарко, что банка из под газировки плавится за секунду и тигель наполняется жидким алюминием. С такой миниплавильней мы можем расплавить алюминий у себя во дворе и отливать все, что может прийти на ум.
Лучше всего то, что когда вы не плавите лом, плавильня не занимает место и не бросается в глаза. Вы можете вставить внутрь горшок с растением и мгновенно превратить ее в часть декора. Эта превращающаяся в горшок плавильня нечто большее, чем кажется. Только сделайте вашу плавильню устойчивой
, это крайне важно для техники безопасности.
Вы можете вставить внутрь горшок с растением и мгновенно превратить ее в часть декора. Эта превращающаяся в горшок плавильня нечто большее, чем кажется. Только сделайте вашу плавильню устойчивой
, это крайне важно для техники безопасности.
Кстати, вы можете попробовать применить плавильную печь как кузнечный горн или даже как барбекю, ведь в конце концов она работает на угле.
Теперь вы знаете, как из широко доступных материалов сделать мини плавильню, достаточно мощную, чтобы плавить металл за секунды и при этом достаточно приятную на вид, чтобы не приходилось ее прятать. Переведено и озвучено каналом Наука и техника.
В другой публикации еще полезное про .
Автор, изготовивший эту печь, пошел одним из самых легких путей. Он смастерил прототип простой печи для плавления алюминия своими руками из материалов, которые валяются во дворе любого сельского дома или на даче.
Работать без защиты опасно!
Но посмотрите, сколько правил работы с горячими материалами он нарушает. Тут нет уже речи о том, что ну него нет защитных очков и специальной верхней одежды. Он элементарно относится к группе риска, потому что не одел самое необходимое в плавильном деле – хорошо защищенную обувь с толстой кожей и высоким верхом! Не нужно забывать также о вреде паров алюминия. Готовые плавильные печи
в этом магазине.
Тут нет уже речи о том, что ну него нет защитных очков и специальной верхней одежды. Он элементарно относится к группе риска, потому что не одел самое необходимое в плавильном деле – хорошо защищенную обувь с толстой кожей и высоким верхом! Не нужно забывать также о вреде паров алюминия. Готовые плавильные печи
в этом магазине.
Важные достоинства плавильни
Но отдадим должное его смекалке. Ведь явно не имея нужного объема знаний, он сумел создать работающую плавильную печь для алюминия, которая разогревается до нужной температуры и дает на выходе расплавленный алюминий. Его можно получить из пивных банок. Конструкция включает фен для поддува воздуха и обеспечения повышения температуры за счет подачи притока воздуха, импровизированную печь из жестяной банки, плавильную чашку, а точнее кружку, защитный барьер из кирпичей. есть материал о других вариантах печей и технологий работы с алюминием.
ИНДУКЦИОННАЯ ПЕЧЬ СОБСТВЕННЫМИ РУКАМИ: ЦЕПЬ, УСТАНОВКА
В настоящее время индукционные печи широко используются для плавки металлов. Ток, создаваемый в области индуктора, способствует нагреву вещества, и эта характеристика таких устройств не только базовая, но и самая важная. Обработка приводит к тому, что вещество претерпевает несколько преобразований. Первой стадией трансформации является электромагнитная фаза, затем электрическая, а затем тепловая. Температура, которую предлагает печь, практически не ограничена, поэтому это лучшее решение для всех остальных. Многие люди могут быть заинтересованы в индукционной печи, сделанной вручную своими руками. Мы также поговорим о возможностях для реализации такого решения.
Ток, создаваемый в области индуктора, способствует нагреву вещества, и эта характеристика таких устройств не только базовая, но и самая важная. Обработка приводит к тому, что вещество претерпевает несколько преобразований. Первой стадией трансформации является электромагнитная фаза, затем электрическая, а затем тепловая. Температура, которую предлагает печь, практически не ограничена, поэтому это лучшее решение для всех остальных. Многие люди могут быть заинтересованы в индукционной печи, сделанной вручную своими руками. Мы также поговорим о возможностях для реализации такого решения.
Виды металлоплавильных печей
Этот тип оборудования можно условно разделить на основные категории. В первом случае сердечный канал выступает в качестве основы, и металл помещается в такие печи кольцеобразным образом вокруг индуктора. Вторая категория не имеет такого элемента. Этот тип называется тиглем, и металл помещается внутри самого индуктора. В этом случае технически невозможно использовать закрытое ядро.
Основные принципы
Плавильная печь в этом случае работает на основе явления магнитной индукции. И вот некоторые компоненты. Индуктор является наиболее важным компонентом этого устройства. Это катушка, проводники, в которых нет обычных проводов, а медных труб. Это требование осуществляется при проектировании плавильных печей. Ток, проходящий через индуктор, генерирует магнитное поле, которое влияет на тигель, в котором находится металл. В этом случае материалу назначается роль катушки вторичного трансформатора, т.е. через него течет ток, который только что нагрел его. И плавление происходит, даже если индукционная печь изготовлена сама по себе. Как построить этот тип печи и повысить ее эффективность? Это важный вопрос. Использование высокочастотных токов позволяет значительно повысить эффективность оборудования.
Характеристики индукционных печей
Этот тип оборудования имеет некоторые особенности, которые являются преимуществами и недостатками.
Так как распределение металла должно быть сформировано, полученный материал характеризуется хорошей однородной массой. Этот тип печи работает путем транспортировки энергии через зоны и вводит функцию фокусировки энергии. Параметры, такие как мощность, рабочая частота и способ облицовки, а также контроль температуры, в котором расплавляется металл, доступны для использования, что значительно облегчает рабочий процесс. Существующий технологический потенциал печи создает высокую степень плавления, устройства экологичны, полностью безопасны для людей и готовы работать в любое время.
Самым заметным недостатком такого оборудования является сложность очистки. Поскольку нагрев шлака происходит только из-за тепла, выделяемого металлом, этой температуры недостаточно для обеспечения полного использования. Высокая разность температур между металлом и шлаком не делает процесс удаления отходов максимально простым. В качестве другого недостатка, распространено распределение щели, поэтому всегда необходимо уменьшить толщину подкладки. Из-за таких действий, через некоторое время это может быть неправильно.
Из-за таких действий, через некоторое время это может быть неправильно.
Использование индукционных печей в промышленном масштабе
В промышленности – индукционные печи. При первом плавлении металлов в случайных количествах. Металлические резервуары в таких вариантах могут вмещать до нескольких тонн металла. Конечно, индукционные плавильные печи своими руками в этом случае не могут быть сделаны. Кухонные печи предназначены для плавки цветных металлов различного типа, а также чугуна.
Эта тема часто интересуется дизайном радиолюбителей и радиотехникой. Теперь ясно, что создание индукционных печей своими руками вполне реалистично и многое можно сделать. Однако для создания такого оборудования необходимо выполнить действие электрической цепи, которая будет содержать предписанные действия самой печи. Такие решения требуют включения высокочастотных генераторов, способных генерировать сигналы. Простую индукционную печь своими руками можно построить с помощью четырехтрубной трубки в сочетании с неоновым сигналом о готовности системы к работе.
В этом случае переменный конденсатор не находится внутри устройства. Поэтому индукционная печь может быть создана вручную. Диаграмма устройства описывает местоположение каждого отдельного элемента. Убедитесь, что устройство достаточно мощное, вы можете использовать отвертку, которая должна достигать горячего состояния всего за несколько секунд.
услуги
Если вы создадите индукционную печь с собственным ситом, принцип работы и сборки которого изучается и производится в соответствии с соответствующей схемой, вы должны знать, что в этом случае на скорость плавления может влиять один или несколько из следующих факторов:
– частота импульсов;
– потеря гистерезиса;
– мощность генератора;
– период внешнего нагрева;
– потери, связанные с появлением вихревых токов.
Если вы собираетесь выпекать индукционную плиту, то при использовании ламп вы должны помнить, что их мощность должна быть распределена так, чтобы было достаточно четырех штук. Использование выпрямителя приведет к созданию сети примерно 220 В.
Использование выпрямителя приведет к созданию сети примерно 220 В.
Домашнее использование печей
Используются бытовые приборы, хотя такие технологии можно найти в системах отопления. Их можно увидеть в виде микроволновых печей, электрических печей и индукционных варочных панелей. В разгар новых технологий это развитие стало широко распространенным применением. Например, использование вихревых индукционных токов в индукционных нагревателях позволяет готовить огромное разнообразие блюд. Поскольку им нужно очень мало времени на нагрев, печь не может быть включена, если нет ничего. Однако специальная посуда должна использовать такие специальные и полезные знаки.
Создание процесса
Индукционная печь тигля состоит из индуктора, который создается катушкой с водоохлаждаемой медью из тигля и может быть изготовлен из керамических материалов, а иногда из стали, графита и т.п. С таким устройством можно расплавить чугун, сталь, драгоценные металлы, алюминий, медь, магний. Индукционные печи своими руками изготавливаются с тиглем от нескольких килограммов до нескольких тонн. Они могут быть вакуумированы, заполнены газом, открытым и компрессором. Печи питаются высокими, средними и низкими частотами.
Индукционные печи своими руками изготавливаются с тиглем от нескольких килограммов до нескольких тонн. Они могут быть вакуумированы, заполнены газом, открытым и компрессором. Печи питаются высокими, средними и низкими частотами.
Итак, если вас интересует индукционная печь, схема предполагает использование таких базовых установок: плавильной ванны и индукционной установки, которая включает в себя камень, индуктор и магнитный сердечник. Канал, отличный от тигельной печи, так что электромагнитная энергия преобразуется в тепло в тепловой канал, который должен быть непрерывно электрически проводящим телом. Для получения начала первичного канала печи добавляется жидкий расплавленный металл или модель материала, способного к растрескиванию в печи. Когда завершение плавки закончено, металл не полностью сливается, но в будущем он остается «болотом», чтобы заполнить канал тепловыделения для запуска. Если индукционная печь собирается вручную, она удаляется для облегчения замены камня оборудования.
Поэтому, если вас интересует индукционная мини-печь, ваши собственные руки важны, чтобы знать, что ее основным элементом является нагревательная катушка. В режиме самообслуживания достаточно использовать индуктор из голого медного провода, диаметр которого составляет 10 мм. Для индуктора внутренний диаметр составляет 80-150 мм, а число оборотов – 8-10. Важно, чтобы катушки не соприкасались, а расстояние между ними составляло 5-7 мм. Части индуктора не должны касаться его экрана, минимальный зазор должен составлять 50 мм.
Если вы собираетесь печь печь для индукции, вам следует знать, что промышленные весы охлаждаются водой или антифризом. В случае низкой мощности и короткой работы устройства вы можете сделать это без охлаждения. Но когда вы работаете, индуктор очень горячий, и медная шкала может не только резко снизить эффективность устройства, но и привести к полной потере эффективности. Невозможно создать самоохлаждающийся индуктор, поэтому требуется регулярная замена. Не используйте принудительное воздушное охлаждение, потому что в случае вентилятора, расположенного вблизи катушки, он «привлечет» ЭМП к себе, что приведет к перегреву и снижению эффективности печи.
Не используйте принудительное воздушное охлаждение, потому что в случае вентилятора, расположенного вблизи катушки, он «привлечет» ЭМП к себе, что приведет к перегреву и снижению эффективности печи.
генератор
Когда индукционная печь построена вручную, схема подразумевает использование такого важного элемента, как генератор переменного тока. Не пытайтесь сделать печь, если вы не знаете основ радиоэлектроники, по крайней мере, на уровне среднего радиолюбителя. Выбор схемы генератора должен быть таким, чтобы он не давал сплошной диапазон тока.
Использование индукционных печей
Этот тип оборудования широко распространен в таких областях, как литейный цех, где металл уже очищен, и необходимо разместить определенную форму. Вы также можете получить некоторые сплавы. В ювелирной продукции они также получили широкое распространение. Простой принцип работы и возможность сбора индукции с вашими руками могут повысить рентабельность его использования. Для этой области можно использовать с тиглевыми устройствами мощностью до 5 кг. Для небольших производств этот вариант будет оптимальным.
Для небольших производств этот вариант будет оптимальным.
Примерная температура плавления алюминия составляет около 660 градусов по Цельсию, что позволяет произвести плавку даже в домашних условиях. Разумеется, на газовой плите достичь такой температуры не удастся, да и проводить подобные работы в помещении крайне нежелательно. В интернете существует множество видео, как самостоятельно своими руками. В этой статье мы рассмотрим наиболее интересные, проверенные и надёжные способы.
Виды
Печи, используемые в промышленности, очень дорого стоят. Их цена составляет тысячи и десятки тысяч долларов. Кроме этого, такие агрегаты занимают непозволительно много места. Алюминий является самым распространённым металлом на Земле, поэтому промышленность в данном направлении продвинулась далеко вперёд. Существует множество типов . Например, наклонные цилиндрические печи, печи с ревербационным тиглем, печи карусельного типа и другие.
Но как поступить, если необходимо изготовить какую-либо деталь в домашних условиях, а возможности заказать её по той или иной причине нет? Отличную мини-печь совершенно несложно изготовить и своими руками , причём, для этого, в основном, не нужно будет искать какие-то специфические материалы, детали и приборы. Большинство из них найдётся практически у каждого дома, в гараже или же на даче.
Большинство из них найдётся практически у каждого дома, в гараже или же на даче.
В сущности, принцип работы всех самодельных печей прост и однотипен. Различия, как правило, лишь в их некоторых конструктивных особенностях. В некотором объёмном термостойком сосуде разжигаются древесные угли (это наиболее удачный вариант топлива для плавки алюминия), в которые или над которыми в тигле размещается сам металл. В качестве тигля может выступать, например, обрезанный корпус огнетушителя , либо даже обыкновенный стальной чайник. Для увеличения температуры углей необходим качественный обдув воздухом со всех сторон (чтобы алюминий разогревался в ёмкости равномерно). Как правило, кислород подаётся через трубу вниз «колодца». Тягу же создать может обыкновенный пылесос, двигатель от старой вытяжки, кулер или даже фен. В принципе, это необходимые условия для создания своеобразной мини плавильни своими руками.
Читайте также: Печь полимеризации
В качестве формы для отливки деталей обычно выступает гипс. Если же необходимо отлить обыкновенную цилиндрическую болванку из алюминия, подойдёт и кусок обрезанной стальной трубы. Рассмотрим наиболее интересные и простые конструкции мини печей.
Если же необходимо отлить обыкновенную цилиндрическую болванку из алюминия, подойдёт и кусок обрезанной стальной трубы. Рассмотрим наиболее интересные и простые конструкции мини печей.
Мини-печь из колёсного диска
Изготовить данную модель очень просто. Колёсный диск желаемого диаметра вкапывается в землю так, чтобы его поверхность совпадала с горизонтом, то есть не выступала над поверхностью земли. Посреди диска внутри получившейся топки должно быть отверстие, через которое пропускаем изогнутый патрубок , выходящий рядом с плавильней. По нему в мини-печь будет снизу поступать кислород. В качестве нагнетателя удобно использовать небольшой кулер , надетый на трубу снаружи. Однако, при такой подаче воздуха, поддув будет крайне некачественным и однонаправленным. Для этого внутри котла на выходе трубы соорудим нечто вроде конфорки. Удобно для этого использовать автомобильный дисковый тормоз , наваренный поверх трубы. После этого в получившуюся мини-плавильню можно засыпать угли и подавать воздух, поднимать их температуру. Алюминиевый лом в тигле размещается среди углей.
Алюминиевый лом в тигле размещается среди углей.
Печь из металлического бака
Совсем необязательно печь должна быть утоплена в землю. Несложно изготовить своими руками и переносную печь. Для этого подойдёт любой цилиндрический бак из термостойкого металла , например, бак от старой стиральной машины с вертикальной загрузкой. Изнутри диаметр бака уменьшается за счёт кирпичей и глины. Тем самым, толщина нашей печи составит 10-15 сантиметров. Не забываем монтировать внизу корпуса трубу для надува. Воздух можно подавать в неё любым удобным образом. Тигель с сырьём алюминия вешается внутрь топки. Как можно заметить, принципиальных отличий от предыдущего варианта нет. Его так же просто изготовить своими руками, различия лишь в необходимых инструментах и деталях.
Для домашнего плавления алюминия потребуется специальная печь, которую можно сделать своими руками из простой кофейной банки. Пошаговая инструкция для тех, кто желает лить алюминий в домашних условиях.
Материалы и инструменты для печи
Для будущей печи для плавки алюминия потребуется:
- 2 банки без цинкового покрытия. Подойдут жестяные емкости из под кофе разного размера (1 больше другой на 2-3 см в диаметре).
- Для нагнетания воздуха используется бытовой (строительный) фен.
- Кусок металлической трубы диаметром с выходное отверстие фена или чуть меньше, а также переходник для соединения деталей.
- Скотч обыкновенный.
- Ножницы по металлу.
- Перчатки, устойчивые к высоким температурам и захват для тигеля (плоскогубцы с длинными ручками).
- Топливо — уголь, жидкость для розжига и другое.
Этапы изготовления печи для плавки алюминия
Корпус печки
Для корпуса подойдет любая металлическая банка, в которой следует проделать круглое отверстие по диаметру металлической трубы.
Наддув
Бытовой фен потребуется в качестве источника нагнетания воздуха минимум с 2-мя скоростными режимами. К фену скотчем приматывается один конец трубы, а второй вставляется в нижнюю часть банки.
К фену скотчем приматывается один конец трубы, а второй вставляется в нижнюю часть банки.
Обратите внимание! Кнопка подачи холодного воздуха должна всегда оставаться включенной. Для этого ее можно зафиксировать скотчем и иным материалом.
Перед розжига печи рекомендуется убедиться в герметичности стыков, включив фен и проверив утечку воздуха.
Тигель печи
Тигель — это устройство для плавления алюминия, которое должно иметь достаточно толстые стенки и меньшей относительно корпуса печи диаметр. По мнению пользователей, данная деталь используется только 1 раз и при повторном процессе меняется новой банкой.
Испытание печи
Тигель устанавливается в центре, вокруг выкладывается топливо (уголь) и поливается жидкость для розжига. После того, как жидкость полностью сгорит, включается фен на минимальных оборотах (холодный воздух). Весь процесс следует проводить на открытом воздухе вдали от легковоспламеняющихся предметов.
Для плавки подойдет любые алюминиевые детали, включая банки. В случае с пивными емкостями следует учитывать, что их стены тонкие и могут просто прожигаться, а не литься. Чтобы увеличить толщину можно их смять перед обработкой или выбрать другие бытовые отходы из алюминия.
Справка: С 12 банок масса алюминия в расплавленном виде составляет 150 грамм.
Советы и рекомендации:
- Помещать алюминий в тигель можно после того, как его корпус станет красным.
- Готовый алюминий лучше сразу формовать, разлив по емкостям.
- Формы для литья должны быть сухими. При наличии влаги, металл может взорваться и разлететься в разные стороны.
- Нужная подача воздуха достигается путем регулировки расстояния между трубой и окном подачи (лучше оставить между феном и трубой зазор).
Важно!
В качестве печи и тигеля нельзя использовать банки с цинковым покрытием. Цинк выделяет токсичные пары при нагреве, что негативно влияет на здоровье человека.
На виде представлен пример другой печи, которую также можно сделать своими руками.
Также печь для плавки алюминия можно использовать как небольшую кузницу.
Первым вопросом, который возникает при выборе печи для плавления алюминия – это ее производительность. Небольшие печи емкостью 5 или даже 10 тонн применяют на малых предприятиях или для каких-либо специфических условий. Это относится и к , и к , и к .
Плавильные и другие печи для алюминия
Чем меньше емкость печи, тем больше затраты на ее техническое обслуживание из расчета на тонну металла. Поэтому в алюминиевой промышленности в настоящее время преобладают печи емкостью 25 тонн и более. Такая емкость ванны печи считается оптимальной с точки зрения обслуживания и эффективности работы.
Еще одним фактором при выборе емкости печи могут быть условия поставки продукции. Обычно минимальная партия алюминия составляет 20 тонн и одним из требований заказчиков является то, чтобы весь металл был от одной плавки.
Важным фактором при выборе печи является удобство ее обслуживания. Шлак, который образуется в ходе работы печи – плавильной печи, печи-миксера, раздаточной печи – имеет тенденцию скапливаться на стенах печи или оседать на ее дно, иногда он попадает даже на свод печи. Даже при самой оптимальной конструкции печи этого нельзя избежать на 100 %. Рост толщины шлака на стенах печи и подине печи снижает ее эффективность. Поэтому этот шлак необходимо периодически счищать. Это тем более важно при смене сплава, который выплавляется в печи. Поэтому конструкция печи обязательно должна предусматривать возможность снятия шлака с поверхности расплава и удобной чистки печи.
Однако самым важным вопросом при выборе печи является выбор вида энергии, который будет подаваться в печь.
Печи для алюминия: газ, мазут и дизельное топливо
В печах для плавки, выдержки и обработки алюминия применяют следующие виды ископаемого топлива:
- природный газ;
- мазут;
- дизельное топливо.

Выбор энергоносителя зависит от его доступности в месте расположения производства. Природный газ является очень удобным для применения его в печах, однако его можно применить, если есть рядом доступный газопровод. Если такой возможности нет, то применяют мазут или дизельное топливо.
Дизельное топливо более удобно, чем мазут, но имеет высокую цену. Мазут дешевле дизельного топлива, но его применение связано с определенными трудностями.
Печи на газе, мазуте и дизельном топливе обычно имеют конструкции, которые являются вариантами традиционных подовых печей, кокильных печей и роторных печей. Эти печи наиболее часто применяются в алюминиевой промышленности и отличаются хорошими показателями в отношении выхода годного металла и потребления энергии. Поскольку в этих печах применяется прямое излучение тепла, то эффективность системы сгорания весьма высока и передача тепла к металлу очень высокая.
Электрические плавильные печи для алюминия
По своей конструкции электрические печи для плавления алюминия подразделяются на печи сопротивления и индукционные печи. Электрический нагрев может быть в некоторых случаях более удобных чем, например, газовый, но только при условии доступности дешевой электрической энергии.
Электрический нагрев может быть в некоторых случаях более удобных чем, например, газовый, но только при условии доступности дешевой электрической энергии.
Применение электрического нагрева в печах при производстве первичного алюминия представляется вполне оправданным, хотя бы из-за дешевизны электрической энергии для такого производства. Однако стоимость электрической может быть совсем другой в том месте, где располагается производство вторичного алюминия. Отсутствие продуктов сгорания газа или другого топлива при печной обработке алюминиевого расплава обеспечивает малые потери от окисления металла, а также исключает загрязнение алюминиевого расплава водородом и другими газами. С точки зрения экологии, это более чистые печи.
Тигельные индукционные печи
Тигельные индукционные печи могут работать с чистым ломом, чушками или жидким алюминием. Из-за ограничений по размерам индукционные печи имеют максимальную емкость 8-10 тонн, что может быть недостаточно для крупного производства вторичного алюминия. Такие большие печи имеют довольно большой диаметр и загружаются сверху, что представляет повышенную опасность для персонала. Обычно индукционные печи требуют больших капитальных вложений и характеризуются высокой стоимостью обслуживания и рабочей силы. Поэтому в промышленности по производству вторичного алюминия индукционные печи применяются редко и, в основном, для переплавки мелкой алюминиевой стружки.
Такие большие печи имеют довольно большой диаметр и загружаются сверху, что представляет повышенную опасность для персонала. Обычно индукционные печи требуют больших капитальных вложений и характеризуются высокой стоимостью обслуживания и рабочей силы. Поэтому в промышленности по производству вторичного алюминия индукционные печи применяются редко и, в основном, для переплавки мелкой алюминиевой стружки.
Канальные индукционные печи
Канальные индукционные печи обычно проектируют круглой формы и с загрузкой шихты сверху, но бывают и прямоугольные печи. Емкость таких индукционных печей достигает 40 тонн. Эти печи работают с постоянным «болотом», то есть готовый металл полностью не сливается, а часть его остается в печи для следующей плавки. Это затрудняет применение таких печей в качестве как плавильных печей, так миксеров и раздаточных печей. И, конечно же, это не самые дешевые печи.
Электрические печи сопротивления
Плавильные печи сопротивления проектируют как стационарные или наклоняемые отражательные печи. Нагревательные элементы устанавливают на своде печи и нагрев металла происходит только за счет энергии излучения. Рабочая температура огнеупорных материалов для стен и свода печи плавления алюминия составляет около 1200 °С, что является ограничивающим фактором для этого типа печей. Энергия, которая поступает от излучения свода, не позволяет эффективного плавления твердых шихтовых материалов. Поэтому такие печи применяются в основном в качестве печей для выдержки и разливки металла. При отсутствии в печи продуктов сгорания потери металла от окисления очень низкие. Первоначальная стоимость и стоимость обслуживания таких печей довольно высокая, но должна оцениваться для каждого отдельного случая. Обычно этот тип печей не применяется при производстве вторичного алюминия.
Нагревательные элементы устанавливают на своде печи и нагрев металла происходит только за счет энергии излучения. Рабочая температура огнеупорных материалов для стен и свода печи плавления алюминия составляет около 1200 °С, что является ограничивающим фактором для этого типа печей. Энергия, которая поступает от излучения свода, не позволяет эффективного плавления твердых шихтовых материалов. Поэтому такие печи применяются в основном в качестве печей для выдержки и разливки металла. При отсутствии в печи продуктов сгорания потери металла от окисления очень низкие. Первоначальная стоимость и стоимость обслуживания таких печей довольно высокая, но должна оцениваться для каждого отдельного случая. Обычно этот тип печей не применяется при производстве вторичного алюминия.
Электрическая или газовая печь для алюминия?
Если сравнивать печи с газовым нагревом с эквивалентными по емкости и производительности электрическими печами только по стоимости энергии, то стоимость газа обычно меньше, чем стоимость электричества.
С точки зрения обеспечения степени чистоты расплава, содержания водорода и потерь металла от угара электрические печи имеют неоспоримые преимущества.
С точки зрения экологии преимущество электрических печей сомнительно. Да, сама печь не загрязняет окружающую среду, но за нее это делает электростанция, от которой она берет электроэнергию. Если, конечно, это не гидростанция.
На тепловой электростанции чтобы произвести электрическую энергию необходимо сначала выработать тепло, а потом на турбинах и генераторах превратить его в электрическую энергию. Общая эффективность такого процесса составляет около 33 %. В электрической печи эта энергия превращается обратно в тепло. Поэтому общая эффективность энергетической цепочки здесь однозначно ниже, чем та, которая достигается при прямом газовом или мазутном нагреве.
Учет всех обстоятельств позволяет сделать вывод, что газовые или мазутно-дизельные печи способны обеспечивать достаточно высокую эффективность при плавке и печной обработке алюминия в сочетании с более низкой стоимостью из обслуживания. По крайней мере, при производстве вторичного алюминия.
По крайней мере, при производстве вторичного алюминия.
Однако, конечно, могут быть случаи, когда выгоднее применять печи с электрическим нагревом, особенно индукционные печи. Нередко применяют такую комбинацию: газовая плавильная печь и электрическая печь для выдержки и раздачи алюминия. Есть даже комбинированные печи: при плавлении алюминия они применяют газ, а при выдержке-раздаче – электричество.
Плавка алюминия в «открытом» огне, как во Всемирном торговом центре 11 сентября
ПепеЛапиу
Новый член
- #1
Привет, ребята. Первый пост здесь. Что ж, NIST утверждает, что пожары были достаточно горячими, чтобы расплавить алюминий. И NIST также утверждает, что то, что мы видим, капает с башни, может быть расплавленным алюминием.
Первый пост здесь. Что ж, NIST утверждает, что пожары были достаточно горячими, чтобы расплавить алюминий. И NIST также утверждает, что то, что мы видим, капает с башни, может быть расплавленным алюминием.
Моя большая проблема в том, что это просто невозможно. Конечно, пожары, вероятно, горели выше точки плавления алюминия. Но это только часть головоломки. По причинам, которые я могу объяснить позже, вы просто не можете расплавить алюминий в жидкой форме в огне. Вы можете расплавить его, но никогда до жидкой формы.
Вы не обязаны мне верить. Вы можете просто попробовать это сами. Возьмите кусок алюминия и посмотрите, сможете ли вы расплавить его во что-то похожее на жидкость.
Используйте свечу, если хотите. Или дровяной камин. Или вы даже можете купить пропановую горелку в Home Depot менее чем за 20 долларов. Простой быстрый и дело в том, что расплавить алюминий до жидкого состояния в открытом пламени невозможно.
Так что либо NIST откровенно лжет по этому поводу. Или они более невежественны, чем первокурсник-сварщик. Как вы думаете, какой из них применим?
Или они более невежественны, чем первокурсник-сварщик. Как вы думаете, какой из них применим?
Первопроходец
Модератор
- #2
ПепеЛапиу сказал:
Моя большая проблема в том, что это просто невозможно. Конечно, пожары, вероятно, горели выше точки плавления алюминия. Но это только часть головоломки. По причинам, которые я могу объяснить позже, вы просто не можете расплавить алюминий в жидкой форме в огне.
Нажмите, чтобы развернуть…
 Вы можете расплавить его, но никогда до жидкой формы.
Вы можете расплавить его, но никогда до жидкой формы.Здравствуйте и добро пожаловать — пожалуйста, рассмотрите возможность публикации в ветке для новых участников.
Что касается того, что расплавить алюминий в огне невозможно, то как вы объясните фотографии алюминиевых автомобильных колес, которые расплавились в результате пожара?
Или люди, обсуждающие литье алюминия с использованием открытого огня?
Я неоднократно успешно плавил алюминий, используя только открытый огонь в большой бочке или песочнице. Я не рекомендую банки с газировкой или фольгу. У меня были лучшие результаты с оконными рамами, старым сайдингом и небольшими блоками двигателей (пожиратели сорняков, газонокосилки), как вы можете сказать по моему выбору металлических источников, которые я склонен спасать. Кстати, все стекла, которые выпадают из старых рам, образуют аккуратные капли в пепле, когда они остывают.
Контент из внешнего источника

http://www.instructables.com/answers/Campfire-powered-foundry/
Джеффри Орлинг
Старший член
- #3
ПепеЛапиу сказал:
Простой фаст, а дело в том, что расплавить алюминий до жидкого состояния в открытом огне невозможно.
Нажмите, чтобы развернуть…
Как плавится алюминий? Как насчет этого:
Источник: https://www. youtube.com/watch?v=O_TU-PCudoE
youtube.com/watch?v=O_TU-PCudoE
[Редактировать мод, чтобы добавить скриншот]
Последнее редактирование модератором:
ПепеЛапиу
Новый член
- #5
Джеффри Орлинг сказал:
Как плавится алюминий? Как насчет этого:
Источник: https://www.
Нажмите, чтобы развернуть…
 youtube.com/watch?v=O_TU-PCudoE
youtube.com/watch?v=O_TU-PCudoE Ваше видео в значительной степени подтверждает то, что я говорил. Вы должны понимать, что это не огонь под открытым небом, изображенный на видео. По сути, это печь с принудительной подачей воздуха, которая дает больше тепла, чем огонь на открытом воздухе. Как мы оба знаем, огню нужно много кислорода, чтобы гореть. Но вы должны понимать, что алюминий чрезвычайно быстро окисляется. На самом деле алюминий окисляется так быстро, что вы, вероятно, никогда не видели и не прикасались к настоящему алюминию за всю свою жизнь. То, что вы можете увидеть на ощупь, на самом деле является очень тонкой пленкой оксида алюминия, которая образуется поверх алюминия, как только он подвергается воздействию воздуха. . Но интересно то, что в отличие от ржавчины на стали, слой оксида алюминия действует как герметик поверх алюминия, эффективно защищая его от дальнейшего окисления.
Но этот процесс окисления еще более ускоряется, когда вы нагреваете алюминий.
Если вы построите печь с принудительной подачей воздуха, как показано в видео, и используете тигель для предотвращения чрезмерного окисления алюминия, вы можете расплавить алюминий в огне. Но это не открытый огонь. И эти условия были бы практически невозможны просто из-за пожара в офисе.
Кроме того, огонь в вашем видео, находясь в печи с принудительной подачей воздуха, мог эффективно гореть с большим количеством кислорода, с очень небольшими потерями тепла и очень небольшим количеством дыма. Это очень резко контрастирует с дымными тлеющими пожарами, наблюдавшимися 9 мая./11. И даже NIST заявил, что пожары 11 сентября горели неэффективно в обедненной кислородом среде. Это желто-оранжевое пламя и густой темный жирный дым.
Если вы хотите расплавить алюминий в огне, вы должны отделить алюминий от пламени, как это было сделано в видео с помощью тигля. И вы должны накачивать больше воздуха, как в печи с принудительной подачей воздуха, стараясь как можно лучше удерживать тепло внутри печи.
Но если просто зажечь как огонь и бросить как кусок алюминия, вы никогда не расплавите его таким образом. Или, по крайней мере, не в жидкой форме.
Кроме того, парень на видео, скорее всего, сделал это в очень безветренный день при слабом ветре. Потому что, если бы в его тигель циркулировало какое-то значительное количество воздуха, он получил бы не что иное, как груду серого шлака — оксида алюминия.
Ойстейн
Старший член
- #5
Температура плавления чистый Al составляет 660 °C. Большая часть алюминия, который мы могли бы ожидать при пожарах в ВТЦ2, должна была состоять из сплавов . Легирование имеет тенденцию к снижению температуры плавления. Например, сплав 7075 Al, содержащий около 5 % Zn и 3 % Mg, а также несколько других металлов в меньших количествах, около 90 % Al, который широко используется в аэрокосмической технике, включая планеры, имеет температуру плавления в диапазоне 477–477°C. 635 ° C, согласно этому источнику. Обычный сплав 6061 с более низким процентным содержанием других металлов (Mg ~ 1%, Si около 0,6% …) по-прежнему имеет несколько пониженную температуру плавления в диапазоне 582-652 ° C (источник).
Большая часть алюминия, который мы могли бы ожидать при пожарах в ВТЦ2, должна была состоять из сплавов . Легирование имеет тенденцию к снижению температуры плавления. Например, сплав 7075 Al, содержащий около 5 % Zn и 3 % Mg, а также несколько других металлов в меньших количествах, около 90 % Al, который широко используется в аэрокосмической технике, включая планеры, имеет температуру плавления в диапазоне 477–477°C. 635 ° C, согласно этому источнику. Обычный сплав 6061 с более низким процентным содержанием других металлов (Mg ~ 1%, Si около 0,6% …) по-прежнему имеет несколько пониженную температуру плавления в диапазоне 582-652 ° C (источник).
@PepeLapiu Вам придется объяснить или указать источник, почему огонь в офисе не может нагреть вещество, Ал, до 600 °C, или почему оно не расплавится, нагревшись до такой температуры! Что еще происходит с алом, нагретым выше температуры плавления на открытом огне?
Вы говорите: » Вы можете расплавить его, но никогда до жидкого состояния. »
»
Но само ОПРЕДЕЛЕНИЕ слова «плавить» означает «превращать в жидкость путем нагревания выше точки плавления». Я прошу прощения за то, что я больше доверяю квалификации и суждениям докторов наук NIST, которых я знаю по имени и титулу, чем анонимному интернет-постеру, который говорит, что вы можете плавиться, не образуя жидкости — что является оксюмороном.
Отредактировано добавлено:
Учитывая, что два предыдущих плаката уже опровергли ваше заявление, показав вам, как алюминий превращается в жидкость в открытом углеводородном огне, мне любопытно: откуда вы узнали, что это «невозможно»? Можете ли вы получить это? Можете ли вы конкретно назвать человека или организацию, от которых вы узнали об этом? Я предполагаю, что ваш источник — это какой-то веб-ресурс и контент, созданный кем-то, кто может быть справедливо идентифицирован как правдивый 9/11. Я правильно угадываю?
Мик Уэст
Администратор
- #6
ПепеЛапиу сказал:
невозможно расплавить алюминий до жидкого состояния в открытом огне.
Нажмите, чтобы развернуть…
Этот крошечный костер может расплавить куски алюминия:
Видео: Расплавление алюминия в костре 2:04
Результат:
Пожарные обсуждают плавление алюминия при пожаре в конструкции
https://forums.firehouse.com/forum/…orum/61041-melted-aluminum-at-structure-fires
Если вы побываете во многих передвижных домах (я это делаю), вы обнаружите, что в действительно сильном пожаре алюминиевый сайдинг расплавится и потечет . Я видел это много раз.
Контент из внешнего источника
В 2000 году мы приняли участие в обучающей инициативе в Северной Британской Колумбии, где сожгли целую общину на электростанции алюминиевого завода Alcan в Кемано, Британская Колумбия.
Компания производила алюминий, поэтому всячески поддерживала отрасль. Многие дома были построены с использованием алюминия, включая сайдинг, крыши, двери и окна.
Когда этим домам, наконец, позволили сгореть в подвале после нескольких эволюций, вы должны были услышать хлопки и всплески от деформирующегося и закипающего в подвале плавящегося алюминия. На первой паре это было весьма озадачивающим, пока мы не поняли, что это было.
Контент из внешнего источника

Пэтти, вероятность встретить алюминий в жидком состоянии реальна, реальна, невелика. Он остывает довольно быстро, но у меня было несколько кусочков расплавленного алюминия на моем пальто и шлеме из-за пожара, вырвавшегося из окна наверху, и расплавления водосточного желоба, когда мы взломали дверь двумя этажами ниже.
Контент из внешнего источника
Предполагать, что пожары ВТЦ не могли, просто смешно. Это были огромные костры, в десятки тысяч раз превышающие костер.
Последнее редактирование:
Следопыт
Старший член.
- #7
На воздухе металлический алюминий покрывается тонкой пленкой оксида алюминия, которая плавится при гораздо более высокой температуре. Если вы попытаетесь расплавить тонкие кусочки алюминия на открытом огне, расплавленный металл имеет тенденцию оставаться внутри «мешка», образованного его оксидной пленкой. Мы делали это на школьных уроках химии алюминиевой проволокой, которая в то время была широко доступна в нашей стране. На тех же уроках на той же горелке плавим более объемные куски алюминия (с меньшим отношением поверхности к объему) в тигле для получения жидкого металла для отливки.
Мы делали это на школьных уроках химии алюминиевой проволокой, которая в то время была широко доступна в нашей стране. На тех же уроках на той же горелке плавим более объемные куски алюминия (с меньшим отношением поверхности к объему) в тигле для получения жидкого металла для отливки.
Последнее редактирование:
Облака Дайметвиллис
Старший член
- #8
Моя мама регулярно плавила алюминиевые кастрюли на газовой плите.
Первопроходец
Модератор
- #9
ПепеЛапиу сказал:
Если вы построите печь с принудительной подачей воздуха, как это было сделано в видео, и используете тигель для предотвращения чрезмерного окисления алюминия, вы можете расплавить алюминий в огне. Но это не открытый огонь. И эти условия были бы практически невозможны просто из-за пожара в офисе.
Нажмите, чтобы развернуть…
А как же лесные пожары? Разве это не «открытое пламя»? Быстрый поиск изображений в Google выдает множество фотографий алюминиевых автомобильных колес, расплавленных в результате лесных пожаров.
И вряд ли пожары в ЦМТ можно назвать просто «офисным пожаром». Я почти уверен, что огонь, бушующий в 100-этажном небоскребе, имеет больший эффект «нагнетания воздуха», чем несколько бревен в яме в земле, на которые дует небольшой вентилятор.
Последнее редактирование:
Мик Уэст
Администратор
- #10
ПепеЛапиу сказал:
Или вы даже можете купить пропановую горелку в Home Depot менее чем за 20 долларов.
Нажмите, чтобы развернуть…
 Простой быстрый и дело в том, что расплавить алюминий до жидкого состояния в открытом пламени невозможно.
Простой быстрый и дело в том, что расплавить алюминий до жидкого состояния в открытом пламени невозможно. Вот кто-то расплавил алюминиевую банку пропановой горелкой на открытом воздухе.
Видео: Плавление алюминиевых банок пропановой горелкой
Конечно, при прямом воздействии пламени возникает проблема быстрого окисления. В этом примере кажется, что более тонкий алюминиевый лист почти испаряется.
Видео: Алюминиевый лист, расплавленный с помощью паяльной лампы
Но то, что иногда происходит быстрое окисление, не означает, что так будет всегда, как показано выше.
ЛардиЛ
Участник
- #11
«Вы просто не можете расплавить алюминий в жидкой форме в огне. Вы можете расплавить его, но не до жидкой формы.» Действительно?
Пара дополнительных моментов с теоретической/практической стороны, которые не были упомянуты или полностью изучены —
1. При пожарах в конструкциях регулярно образуются эвтектики, которые снижают температуру плавления металлов или сплавов, поэтому использование чистого металл для имитации поведения сплава или даже чистого металла в реальной ситуации пожара не является честным «испытанием».
2. Теплопередающие свойства материала будут влиять на то, насколько легко он нагревается пламенем/другим источником тепла, например, если вы пытаетесь поджечь занавеску или драпировку сфокусированным солнечным светом (от линзы или изогнутого зеркала для пример) вы обнаружите (возможно, вопреки здравому смыслу), что более термически плотный (более толстый) материал чаще воспламеняется, чем более легкая ткань, из-за изолирующих свойств более плотного материала, позволяющих сохранять тепло. Это означает, что попытаться заставить тонкие кусочки алюминия образовывать капли/лужи жидкости в условиях испытаний будет труднее, чем нагреть более прочные алюминиевые предметы (например, оконные рамы) и увидеть, как алюминий прогибается, плавится и стекает с него потоками. жидкость с образованием капель и луж. Так бывает в реальных пожарных ситуациях.
Это означает, что попытаться заставить тонкие кусочки алюминия образовывать капли/лужи жидкости в условиях испытаний будет труднее, чем нагреть более прочные алюминиевые предметы (например, оконные рамы) и увидеть, как алюминий прогибается, плавится и стекает с него потоками. жидкость с образованием капель и луж. Так бывает в реальных пожарных ситуациях.
3. Лично посетив более тысячи мест возгорания/испытаний/исследований улик, очень немногие из них я оценил на предмет происхождения и причины, где не было следов алюминия (как сплава, скорее всего), присутствующего после огонь либо в виде затвердевших луж, капелек или мелких сфер металлического материала в какой-то части обломков. Единственным объяснением этого вывода является то, что алюминий действительно плавится, скапливается и течет во время структурных пожаров. Единственные возгорания конструкций, которые я могу вспомнить, не замечая никакого алюминия в этом состоянии, были чрезвычайно локальными пожарами или теми, где алюминий, вероятно, не присутствовал — возгорание поддонов/отходов, небольшие возгорания по краям раковин/ванн, глубокие пожары. / тление в целлюлозных материалах, небольшие локальные возгорания после взрывов и т. д.
/ тление в целлюлозных материалах, небольшие локальные возгорания после взрывов и т. д.
ЛардиЛ
Участник
- #12
И, кроме того, при полностью вовлеченном структурном пожаре, где, как вы говорите, атмосфера несколько испорчена, с более низким содержанием кислорода, то металлы и сплавы ведут себя несколько иначе, чем в тех условиях испытаний, о которых вы говорите. Поверхностное окисление жидкого алюминия и восстановление любых поверхностных оксидов алюминия (или сложных) оксидов будут происходить в реальных пожарах способами, которые не моделируются вашими «специальными» тестами.
Кроме того, ваша идея о том, что пожары 11 сентября были каким-то образом «тлеющими», а не свободно горящими/пламенеющими, из-за наблюдения, что они были «дымными», является ложным предположением, и это подтвердит любой, кто занимается расследованиями или борется с пожарами профессионально. Эти пожары зависели бы от наличия воздуха для горения / ограничивались им, поскольку в офисах было много топлива и при такой большой площади окон тогда было бы значительное количество воздуха для горения, доступного для проникновения через эти отверстия. Снаружи эти зоны будут казаться менее поврежденными/вовлеченными в огонь, так как почти всегда таковыми являются отверстия для вентиляции в отсеках, но реальный ущерб и реальное развитие пожара будут происходить внутри или там, где будут выходить продукты горения (также обычно через оконные проемы или подобное, аналогичное, похожее). Это объясняет, как выжившие после первоначального удара смогли оставаться рядом с некоторыми оконными проемами во время ужасного инцидента, в то время как внутри здания бушевал пожар, и как те же вентиляционные эффекты могли вызвать плавление алюминиевых столярных изделий и т. д., которые могли течь и вытекать из здание в других районах.
д., которые могли течь и вытекать из здание в других районах.
«Но если вы просто зажжете огонь и бросите его в виде куска алюминия, вы никогда не расплавите его таким образом. Или, по крайней мере, не превратите в жидкую форму.»
Считайте, что это опровергнуто теорией и десятилетиями «реального мира» пожарного опыта.
Или просто спросите моего младшего сына, который просил меня принести «интересные» предметы из пожаров и имел дело с очень повторно затвердевшими скопившимися алюминиевыми остатками, которые, как вы утверждаете, не могут образоваться при обычном структурном пожаре……. в комплекте с острыми краями/концами, закругленными углами и другими характеристиками этого вездесущего материала, поскольку он плавится, скапливается и бежит в огне внутри/рядом со зданиями, вокруг транспортных средств, включая заводы, в шахтах, на обочинах дорог, в полях, водостоках и в почти в любой другой обстановке, где происходят пожары.
Мик Уэст
Администратор
- №13
ЛардиЛ сказал:
Или просто спросите моего младшего сына, который просил меня принести «интересные» предметы из пожаров и занимался очень повторно затвердевшими скопившимися алюминиевыми остатками, которые, как вы утверждаете, не могут образоваться при нормальном структурном пожаре…….полностью с острыми краями/концами, закругленными углами и другими характеристиками этого вездесущего материала, поскольку он плавится, скапливается и бежит в огне внутри/рядом со зданиями, вокруг транспортных средств, включая заводы, в шахтах, на обочинах дорог, в полях, водостоках и в красивых местах. многое другое, где происходят пожары.
Нажмите, чтобы развернуть…
Вот пример алюминия при пожаре в небольшом доме:
https://www. eboss.co.nz/ebossnow/steel-framing-strong-performer-in-fire
eboss.co.nz/ebossnow/steel-framing-strong-performer-in-fire
ЛардиЛ
Участник
- №14
Спасибо, Мик, показываю пример из моего нынешнего заднего двора в Новой Зеландии. На самом деле мой сын завтра возвращается из летнего лагеря в Папатоэто, где находился персонал Новой Зеландии F&E, присутствовавший на пожаре.
ЛардиЛ
Участник
- №15
На самом деле, если подумать, я расследовал тот самый пожар на Нанитон Драйв, Флэт Буш, и он запомнился мне, когда я жил в Нанитоне в Великобритании! SMS-отчет не является фактическим отчетом о расследовании пожара, и должен был быть более подробный отчет. Вот фото интересующего меня места — там, где начался пожар на кухне….. Стальной каркас справился со своей задачей, и на подоконники, как видите, попало много алюминия. Теперь это странно, а?
Последнее редактирование:
ЛардиЛ
Участник
- №16
Это был довольно серьезный пожар в доме, но он был закрыт как таковой, и на пороге наружных дверей, внизу окон было много алюминия — например, это большое окно в задней части дома:
Мик Уэст
Администратор
ЛардиЛ сказал:
На самом деле, если подумать, я расследовал тот самый пожар на Нанитон Драйв, Флэт Буш, и он запомнился мне, поскольку я жил в Нанитоне в Великобритании! SMS-отчет не является фактическим отчетом о расследовании пожара, и должен был быть более подробный отчет.
Нажмите, чтобы развернуть…
 Вот фото интересующего меня места — там, где начался пожар на кухне….. Стальной каркас справился со своей задачей, и на подоконники, как видите, попало много алюминия. Теперь это странно, а?
Вот фото интересующего меня места — там, где начался пожар на кухне….. Стальной каркас справился со своей задачей, и на подоконники, как видите, попало много алюминия. Теперь это странно, а?Совпадение! Я только что провел поиск изображений в Google по запросу «алюминий для расследования пожара»
Пытаясь повторить, что нашел этот интересный фрагмент:
https://archive.org/stream/Fire_Arson_Investigation_Manual#page/n37/mode/2up
Легирование металлов
Другой реакцией, происходящей во время пожара, является образование эвтектических сплавов.
Эвтектика – самая низкая точка плавления сплава или раствора двух или более
вещества, которые можно получить, варьируя процентное содержание компонентов. Это
имеет место, когда во время пожара
достигается температура плавления одного материала, и этот плавящийся материал вступает в контакт с другим металлом.
будет плавиться при температуре ниже, чем температура плавления
металла с более высокой температурой плавления, и во многих случаях ниже, чем любой из металлов.
В случае пожара эвтектическое легирование происходит, когда расплавленный алюминий или цинк попадает в
контакт со сталью или медьюМедная проводка, трубки и трубопроводы довольно часто подвержены легированию. Алюминий
может смешиваться с медью, образуя сплав, цвет которого варьируется от желтого до серебристого
. Поверхность пятна алюминия может иметь серый цвет, тогда как поверхность
вблизи границы раздела алюминий-медь может быть довольно темной. Медный провод
будет очень ломким. Цинк также будет сплавляться с медью, образуя желтеющую латунь.Легирование стали не происходит при большинстве пожаров; однако, если алюминий или
цинка нагревают в течение длительного времени со стальным предметом, после чего сплавление может привести к
ямкам или отверстиям.Легирование может быть подтверждено металлургическим анализом, и сплав может быть идентифицирован
Контент из внешнего источника
. Одна из теорий состоит в том, что если металлы с высокой температурой плавления обнаруживаются в расплавленном состоянии, это указывает на поджигание. Научный факт показывает, что если эти
металла расплавились в результате легирования, такое плавление не является признаком того, что во время пожара присутствовали катализаторы
или необычно высокие температуры.
 Полученная смесь (сплав)
Полученная смесь (сплав) 
ЛардиЛ
Участник
- # 18
Да, образование эвтектики (что является более техническим термином для процесса 😉 ) часто сбивает с толку, когда вы работаете на сцене, особенно при поиске электрической дуги/эрозии/повреждений или когда вы ищете показатели температур, которые присутствовали во время пожара в различных точках места происшествия.
Это связано с тем, что алюминий из других источников (в прежние времена из внешней оболочки «пиро» кабеля или MIMS, кабель с минеральной изоляцией и металлической оболочкой, например, используемый в проводке пожарной сигнализации или в зонах повышенной опасности, был обычной проблемой) при коммерческих пожарах) может вызвать плавление медных проводников при более низкой температуре и дать «ложные срабатывания» для электрических повреждений, которые естественным образом возникают в цепях под напряжением, когда они подвергаются пожару, и «причинным» последствиям электрических сбоев. Это также может помешать «карте дуги», которую мы используем следователями, чтобы помочь определить место возникновения (и, следовательно, причину) пожара.
Я был бы немного осторожен, используя такие источники, как тот, который вы цитируете, в отношении некоторых вопросов пожарной науки (хотя они в целом правильны в отношении причины «легирования»), поскольку некоторые из более старых документов были нацелены на очень широкая церковь пожарных расследований «профессионалов» в США и аналогичных юрисдикциях, где стандарты расследования исторически (с некоторыми очень известными, серьезными судебными ошибками с невиновными людьми, казненными за пожары, в отношении которых даже не было доказано, что они были преднамеренными) ) был «неоднородным». Ненавижу быть высокомерным британским судебно-медицинским экспертом, но некоторые учебные материалы такого типа до сих пор содержат много «бабушкиных сказок» о «индикаторах подстрекательства» и тому подобное.
Ненавижу быть высокомерным британским судебно-медицинским экспертом, но некоторые учебные материалы такого типа до сих пор содержат много «бабушкиных сказок» о «индикаторах подстрекательства» и тому подобное.
Лучшим общим «путеводителем для нодди» в этой области является NFPA 921, который можно найти на веб-сайте NFPA, и если вы зарегистрируетесь в NFPA, вы сможете увидеть текущий документ, который, хотя и довольно простой в некоторых областях, постоянно обновляется. по большинству вопросов и считается во многих кругах «стандартом» для расследований пожаров/взрывов:
https://catalog.nfpa.org/NFPA-921-Guide-for-Fire-and-Explosion-Investigations-P1386 .aspx
Моя самая популярная книга на эту тему — «Справочник по зажиганию», у меня есть потрепанный экземпляр, который является отличным источником информации и источников для следователя по пожарной безопасности, за 200 долларов США в формате pdf. это на моем телефоне, таскать его с собой на встречи и испытания вредно для спины. Абсолютно огромная работа в этой области — она считалась настолько хорошей, что я купил 4 экземпляра в твердом переплете в Barnes & Noble для моих бывших британских коллег примерно в 2004 году, настоящий выдающийся труд:
Абсолютно огромная работа в этой области — она считалась настолько хорошей, что я купил 4 экземпляра в твердом переплете в Barnes & Noble для моих бывших британских коллег примерно в 2004 году, настоящий выдающийся труд:
https://www.doctorfire.com/Ignition_book_CD.html
Последнее редактирование:
ЛардиЛ
Участник
К сожалению, Википедия показывает, что то, что я написал, немного вводит в заблуждение, MIMS — это не минеральный кабель с медной оболочкой, который называется MICC и был фактическим «пиро»; MIMS — это тип кабеля с оболочкой, изготовленной не из меди. Кабель, с которым мы сталкивались и который доставлял нам больше всего проблем в свое время, был покрыт алюминиевым сплавом, поэтому он мешал состоянию медных проводников внутри него. В настоящее время вы видите гораздо меньше этого, так как жаростойкие кабели теперь покрыты пластиком, а не металлом.
Кабель, с которым мы сталкивались и который доставлял нам больше всего проблем в свое время, был покрыт алюминиевым сплавом, поэтому он мешал состоянию медных проводников внутри него. В настоящее время вы видите гораздо меньше этого, так как жаростойкие кабели теперь покрыты пластиком, а не металлом.
Рано утром здесь еще!
Мик Уэст
Администратор
- #20
Алюминий + дерево
Источник: https://youtu.be/DlqpLVQNGBg?t=4m25s
Не имеет прямого отношения, но является примером того, как поток алюминия может выглядеть «раскаленным» на расстоянии, если на нем плавают горящие дрова.
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Обсуждение определения непотушенных пожаров и учитываются ли они при проектировании строения
- Гамолон
- 9/11
234
- Ответы
- 148
- просмотров
- 6К
FatPhil
Развенчано: эксперты по установлению истины 11 сентября — знающие профессионалы, и их суждениям можно доверять
- Марк Пауэлл
- 9/11
345
- Ответы
- 195
- просмотров
- 17К
Мендель
Разоблачение: Всемирный торговый центр не должен был рухнуть из-за пожаров 11 сентября
- Марк Пауэлл
- 9/11
- Ответы
- 3
- просмотров
- 3К
Марк Пауэлл
Обратный инжиниринг ATFLIR для определения диапазона и температуры UAP карданного подвеса
- Мик Уэст
- Видео и отчеты об НЛО от ВМС США
2
- Ответы
- 50
- просмотров
- 8К
Хенрикморсинг
Разоблачительный ресурс: Инженеры оценивают правду в AE911Truth (Scott & Hamburger, 2021)
- Oystein
- 9/11
- Ответы
- 36
- просмотров
- 5К
Джеффри Орлинг
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
Плавка алюминия | Невероятные приключения в программировании
Сегодня еще один из моей продолжающейся, редко обновляемой серии постов о создании собственного литейного цеха на заднем дворе. Сегодня я опишу, как работает последний этап: плавка и заливка металла. Во-первых, посмотрите мой предыдущий пост о том, как сделать форму из зеленого песка.
Во-первых, посмотрите мой предыдущий пост о том, как сделать форму из зеленого песка.
Начните со сборки всего необходимого оборудования в одном месте в день, когда не будет дождя. (Нажмите на любую фотографию, чтобы увеличить ее.)
Слева направо:
- На мне защитные очки, кожаный фартук, хлопчатобумажная рубашка и брюки, кожаные ботинки без шнурков с облегающими штанинами. Вы хотите, чтобы ботинки защитили вас от случайного разбрызгивания расплавленного металла, но также хотите, чтобы их можно было быстро сбросить, если они загорятся. Я ношу натуральные волокна для остальной части моей одежды; синтетические волокна могут расплавиться на вас при воздействии высокой температуры и вызвать неприятный ожог.
- Форма находится в глубоком железном подносе — старой форме для выпечки. Если форма отделится, алюминий выльется в лоток, а не на мою бетонную дорогу. Бетон может взорваться при быстром нагревании.
- Мой поднос для слитков, старая ржавая форма для кексов, тоже стоит на железной плите, бывшей столешнице пилы, которую я нашел на обочине дороги.
- Белая банка содержит осколки алюминиевого лома, старые литники и слитки для переплавки.
- Топка и крышка; обратите внимание, что печь привязана к ручной тележке для облегчения ее перемещения; так как он весит 100 фунтов.
- Мешок древесного угля. Продуктовый магазин был из древесного угля, который предпочтительнее, потому что он оставляет меньше «шлака» — крошечных кусочков камня в золе — чем брикеты, которые представляют собой спрессованную древесную и угольную пыль.
- Ведро, наполовину заполненное песком. В случае пожара, вызванного разливом жидкого металла, всегда хочется тушить его песком, а не водой. Вода превратится в пар и запустит расплавленный металл в произвольном направлении.
- Подъемники тигля (в ведре) — два железных стержня с загнутыми концами в виде крюков, которые входят в петли на верхней части тигля.
- Разливочное устройство для тигля (в ведре) — толстый железный стержень с продетым через него болтом, чтобы я мог поднять тигель за петли и затем разлить его
- Палка для перемешивания (в ведре) — железный стержень для перемещения предметов внутри печи
- Ложка с длинной ручкой для снятия окалины с поверхности расплава.
- Пара плоскогубцев. В экстренной ситуации, если мне нужно срочно переместить тигель, я могу поднять его плоскогубцами.
- Тигель — металлическая труба с петлями, привинченными к отверстию, — тоже сейчас в ведре.
- Бумага, жидкость для розжига и спички для розжига печи
- Ванна, содержащая пакеты KCl и Na2CO3, завернутые в алюминиевую фольгу, используемые для плавления расплава и уменьшения количества растворенного водорода. Сегодня я плавлю очень чистый алюминий, поэтому я не ожидаю, что это будет иметь большой эффект, но это не повредит.
- Кожаные перчатки и защитная маска на потом.
- На переднем плане фен из комиссионного магазина. Оглядываясь назад, я понимаю, что создал опасность споткнуться, пропустив шланг между инструментами печи и формой; в следующий раз я не забуду протянуть шланг по длинной окружности. Но я никогда не буду идти назад, неся тигель, так что это не так уж плохо.


Я положил слой древесного угля с жидкостью для розжига и бумагой в топку, зажег ее и через несколько минут сделал слабый воздух:
Обратите внимание, что я удалил жидкость для розжига из этой области. Давайте держать горючие жидкости подальше от жидкого металла, а?
Через несколько минут слой древесного угля на дне печи хорошо горит, поэтому я отключаю воздух и ставлю тигель в печь.
Затем я окружаю тигель дополнительным углем, накрываю печь крышкой, снова включаю воздух и вставляю алюминиевую трубку в тигель через отверстие в крышке. Также в тигле уже есть небольшое количество алюминиевого лома. Вы не хотите заполнять тигель большими кусками алюминия, так как он будет расширяться при нагревании и, возможно, повредить тигель. С железным тиглем вроде моего это не так важно; керамические тигли неэластичны и могут легко треснуть, если они заполнены расширяющимся металлом.
Некоторое время костер будет дымиться, так как он еще низкотемпературный и есть много нового угля, который нужно разжечь. Обратите внимание, что я убрал мешок с углем из этой области. Я планирую сегодня расплавить много алюминия — отчасти смысл сегодняшней плавки состоит в том, чтобы выяснить, сколько я могу поместить в тигель — поэтому мне нужно будет добавить больше древесного угля на полпути. Но я не хочу, чтобы сумка загромождала пространство.
Через десять минут выхлоп становится намного чище и горячее. Алюминий не похож на железо, которое постепенно становится мягче и ковчее при нагревании. Скорее, алюминий больше похож на водяной лед: приближаясь к точке плавления, он вдруг начинает легко ломаться, затем переходит в вязкое состояние, а затем становится жидким. Через десять минут алюминий в печи уже не жидкий, но я мог разорвать его палочкой для перемешивания легче, чем бумагу. Трубка начала проваливаться в топку под собственным весом.
Я надеваю перчатки и защитную маску и добавляю еще кусочков лома. Менее чем через три минуты трубки полностью расплавились. Жидкий алюминий имеет огромную площадь поверхности на раскаленном дне тигля и очень быстро передает тепло погружающимся в него твердым алюминиевым трубкам. Восемь минут спустя я расплавил весь садовый стул и у меня закончились трубы, поэтому я начинаю с литников и слитков, что занимает больше времени, потому что у них гораздо меньше площади поверхности на единицу массы. К этому моменту уголь уже немного сгорел, поэтому я добавляю еще немного вокруг тигля.
Алюминиевые трубы легко найти в виде металлолома, и на самом деле для сегодняшней плавки мне даже не пришлось покидать свою собственность; кто-то оставил сломанный садовый стул на моей лужайке перед домом. Обычно меня раздражает, когда люди оставляют мусор на моей лужайке, но я с радостью приму сломанные садовые стулья! Сплав предназначен для легкой экструзии, а не для металлообработки, поэтому он не идеален, но цена не кусается, и обычно его не красят. Краска (или виниловое покрытие) выделяет токсичные пары и заставляет расплав выделять газообразный водород, который затем образует пузырьки в отливке. Na2CO3 поможет удалить водород, но я бы предпочел вообще не идти туда, если можно этого избежать.
Через двадцать минут я расплавил столько литников и слитков, что тигель почти полностью заполнился. Я снимаю крышку, снимаю шлак — плавающие кусочки оксида алюминия и примеси — сверху и кладу в лоток для слитков остывать; это будет мусор. (Попытка восстановить алюминий из оксида алюминия не стоит того, когда алюминия так много.) Я добавляю немного флюса и порошка для дегазации, а затем включаю подачу воздуха на максимум, чтобы получить последнюю часть тепла из древесного угля. Снимаю крышку с формы. Через минуту или около того я готов налить; Я снимаю крышку, счищаю последние кусочки окалины и готовлюсь вынуть самый полный тигель. Вот как выглядит печь внутри:
Это не так горячо, как хотелось бы — я бы предпочел, чтобы тигель был более раскаленным докрасна — но это была самая большая плавка, которую я когда-либо делал, и она заняла больше времени, чем обычно. Как видите, почти все топливо израсходовано. Это достаточно горячо, чтобы налить, и поэтому я собираюсь сделать это. Я очень осторожно вынимаю тигель из печи и кладу его в ведро с песком:
Затем снова поднимаю его с разливочной машиной:
И затем заливаю в форму; остальное идет в форму для маффинов.
Затем подождите, пока он остынет, высыпьте песок обратно в бункер для песка и извлеките отливку из песка. В результате получилось 1632 грамма алюминия, так что теперь я знаю максимальную массу алюминия, которую я могу расплавить с помощью этого тигля и печи.
Нравится:
Нравится Загрузка…
Общие | алюминиевый плавильный котел? | Практик-механик
РАД1
Алюминий
- #1
Какой металлический горшок или тигель вы бы использовали для плавки алюминия? Неважно, какой алюминий. Это может быть просто много алюминиевых банок.
Майкл Мур
Титан
- #2
глина графит или карбид кремния
http://www.budgetcastingsupply.com/Crucibles.php
ура,
Майкл
крестообразная
Титан
- #3
Я использую нержавеющую сталь, и она отлично работает. У меня есть несколько качающихся ведер из центрифуги, вмещающих около литра. Стенки на ведрах около 0,040 дюйма. Я плавлю AL в своей кузнице все время для быстрого литья, в основном из кости каракатицы. У меня никогда не было расплавления или вообще каких-либо проблем.
Иван Б
Пластик
- #4
Чугунные кастрюли (посуда старого образца) тоже неплохо работают, я ими пользуюсь.
Но имейте в виду, что алюминиевые банки не являются лучшим источником алюминиевого лома для литья по нескольким причинам:
— Большое отношение поверхности к весу, что означает, что во время плавления большая часть окисляется (теряется в виде окалины)
— Если банки окрашены, это источник загрязнения
— Самая большая опасность, если банки из-под газировки/пива: ваш тигель, полностью заполненный банками, будет почти пустым, когда они расплавятся (даже если раздавятся). Затем у вас возникает соблазн добавить еще банок в расплавленный алюминий, чтобы наполнить горшок. Но в банках из-под пива/газировки почти всегда остается немного жидкости. Даже если всего несколько капель, как только жидкость встречается с расплавленным алюминием, получается беспорядок.
Иван Блюменшайн
Билл D
Алмаз
- #5
Я использовал кофейник из нержавеющей стали, найденный в комиссионном магазине. Просто отшлифуйте или прожгите песок с двумя отверстиями, установите скобу для подъема.
Билл Д.
PS это был не электрический.
Джонодер
Алмаз
- #6
Железо/сталь растворяется в расплавленном алюминии. Это может не прожечь дыру в вашей стальной или железной кастрюле, но может еще больше загрязнить и без того сомнительный алюминиевый расплав.
Джон Одер
Питер из Голландии
Алмаз
- #7
Джонодер сказал:
Железо/сталь растворяется в расплавленном алюминии. Это может не прожечь дыру в вашей стальной или железной кастрюле, но может еще больше загрязнить и без того сомнительный алюминиевый расплав.
Джон Одер
Нажмите, чтобы развернуть…
Я рад, что вы упомянули об этом
И перегрев вашего расплава может съесть вам дыру
Если у вас есть только стальной или железный котел, по крайней мере, выложите его глиной или другим теплостойким неметаллическим материалом
Смешайте немного глины (порошка) с вода для йогурта как
Залить, вылить и высушить
Так у вас хоть какая-то защита
Питер
Боб Уорд
Алюминий
- #8
RAD1, на backyardmetalcasting.com есть много полезной информации, но если вы начинаете процесс обучения, сварите тигель из стальной трубы или найдите подходящую кухонную утварь, желательно из нержавеющей стали. Они надежнее и дешевле глиняных или графитовых тиглей.
При этом, несмотря на то, что промышленность может успешно переплавлять алюминиевые банки из-под безалкогольных напитков и получать пригодные для использования слитки, это трудно сделать в небольших масштабах.
матовый
Горячекатаный
- #9
Просто из любопытства, может ли постоянная продувка вашего тигля/печи чем-то вроде аргона увеличить выход при использовании шлакового сырья, такого как банки?
олдброк
Горячекатаный
- #10
Плавильный котел
Графит или карбид кремния, безусловно, лучший способ, но ваш лом оставляет желать лучшего. Я всегда искал литые автомобильные поршни для своего плавильного котла. Сначала я переплавил их и сделал слитки, чтобы избавиться от стальных включений и примесей, таких как лак, масло и т. д. Автомобильная промышленность выбрала лучший сплав для литья поршней, поэтому я придерживаюсь их выбора. Корпус трансмиссии и колокола изготовлен из сплава гораздо худшего качества и для меня совсем не подходит. Главное получайте удовольствие и не уроните тигель на пути от печи к опоке. Петр
Грязь
Алмаз
- #11
Только FWIW, поршни обычно имеют высокое содержание кремния, если это может быть проблемой в готовом изделии.
Гари350
Горячекатаный
- #12
Я получил немного песка для литья в местной литейной компании. Они выбрасывают песок после того, как он некоторое время использовался, они дали мне все, что я хотел, бесплатно. Я сделал свои собственные деревянные фляги и плавильный котел из нержавеющей стали с ручкой для заливки. У меня есть самодельная пропановая горелка для расплавления металла. Я умею плавить цинк, латунь и алюминий. Горшок для плавления и заливки из нержавеющей стали рассчитан не на каждого. Мешок древесного угля для гриля для барбекю также отлично подходит для плавления металлов. Я делаю много вещей с цинком, это более низкая температура и проще. Алюминий трудно разлить, он недостаточно тяжелый, чтобы заполнить полость формы. Смешайте немного алюминия и цинка вместе, и это очень красиво льется вручную.
КайМайк
Алюминий
- №13
Мой первый алюминиевый плавильный котел представлял собой кусок стальной трубы диаметром 4 дюйма с пластиной, приваренной к одному концу. Я прожег его 4 раза и прожег отверстие в дне из-за растворяющего действия расплавленного алюминия на сталь. Сейчас я использую чугунный котел, покрытый изнутри и снаружи печным цементом, разбавленным водой до консистенции густой краски, и обожженный насухо одним из тех конусообразных электрических нагревательных элементов, у которых винтовое основание похоже на лампочку. не менее чем на 2 плавки.Такой же смесью покрывают шлакоотделитель и любые другие инструменты, находящиеся в непосредственном контакте с жидким металлом.0007
Банки изготовлены из алюминия, который не подходит для литья, и большая часть металла при плавке превращается в шлак.
Майк
САГ 180
Титан
- №14
Олдброк сказал:
Графит или карбид кремния, безусловно, лучший способ, но ваш лом оставляет желать лучшего.
Нажмите, чтобы развернуть…
Тигли из карбида кремния прослужат дольше всех, я думал, что высокое содержание кремния в поршнях заставило их действительно быстро стареть, и единственная причина, по которой они избегают этого в автомобилях, заключается в том, что нагрев от работающего двигателя подвергает поршни термообработке до определенной степени.
крестообразная
Титан
- №15
Как я уже говорил в предыдущем посте, лично мне повезло с тиглем из нержавеющей стали. Через дорогу от меня есть шинная компания Goodyear, с которой я работаю уже много лет. Они дают мне старые шины для моих сельскохозяйственных прицепов и тому подобное. Я получил от них несколько алюминиевых дисков, которые треснули или погнулись. Тогда они просто лом. Я использовал это для кастинга, и для меня это работает очень хорошо. Я бросаю ложку буры и позволяю ей разорваться. Я понятия не имею, что это за сплав, но я получаю несколько дисков в год по запросу.
eng4turns
Алюминий
- №16
Вы получили много хороших советов по этому поводу.
Безусловно, лучшими и долговечными будут тигли из карбида кремния, но они дорогие, хрупкие и требуют специальных инструментов для обращения с ними.
Если вы можете достать или сварить тигель из нержавеющей стали, это будет лучшим вариантом, так как он прослужит дольше, чем углеродистая сталь, и будет меньше загрязнять ваш расплав.
Лично я использую тигли из углеродистой стали, сваренные из 6- и 8-дюймовой трубы сортамента 40. Я приварил пластину толщиной 3/8 дюйма снизу, подъемные проушины сверху и петлю снизу для крюка для наклона/разливки. Затем с помощью горелки нагрел и выбил заливочную кромку по верхнему краю. Моя работа с тиглем Инструменты изготовлены из горячекатаной стали размером 1/2 квадрата.Просто нагрейте и придайте нужную форму.
Я использовал 6-дюймовый один как минимум для 20 плавок без каких-либо признаков отказа или прогорания. Я проверяю его целостность перед каждой плавкой, особенно подъемные проушины, поскольку, если они выйдут из строя, когда я поднимаю его, я у меня в ботинках 15 фунтов расплавленного алюминия
Есть несколько отличных веб-сайтов по литью для хобби, просто погуглите. Вот как я это сделал
Эд из Флориды — Уклонение от урагана Айк
eng4turns
Алюминий
- # 17
О, еще одна мысль. Забудьте об алюминиевых банках. Они просто не будут работать в домашней плавильной машине, если вы не сможете спрессовать их в массу, почти такую же плотную, как твердый алюминий. Даже в этом случае краска и покрытия на них приводят к образованию окалины, которая лишает вас значительного процента исходного материала.
Большинство из нас, литейщиков, занимающихся домашним хобби, становятся алюминиевыми халявщиками, находя ненужные детали и бросая их в ведро «будущих свиней», пока мы не расплавим для отливки, а затем превращаем ненужное в чушки для будущих плавок.
Эд во Флориде
Кенре
Чугун
- # 18
Старые поршни содержат от 7 до 15% кремния, хороший материал!
Диски почти всегда отливают из сплава 356, термообрабатывают до Т6. Один из самых прочных и распространенных литейных сплавов.
Плавка алюминия в железном, нержавеющем или любом другом стальном тигле, безусловно, опасная вещь. Алюминий проест его, когда вы меньше всего этого ожидаете. Внимательно следите за кастрюлей перед каждым использованием. Расплавленный алюминий испортит вам день, если попадет на вас.
Я часто отливаю алюминий, цинк, свинец, латунь и бронзу.
пошаговая инструкция. Технология выплавки алюминия в домашних условиях
Алюминий — один из самых распространенных металлов на земле. Он присутствует даже в организме человека, так сказать об окружающей действительности. В каждом доме или личном автомобиле есть алюминиевые функциональные элементы, детали или узлы, которые, увы, часто выходят из строя. Это мебельная и оконная фурнитура, направляющие для дверей и ставней, защелки замков и прочие необходимые мелочи.
Их можно заменить на покупные новые изделия, отремонтировать или изготовить самостоятельно. В последних двух случаях может возникнуть необходимость расплавить алюминий в домашних условиях.
Характеристики алюминия
Для самоделки знать все характеристики металла необязательно. Но есть несколько моментов, которые могут стать существенными или даже опасными на работе.
Алюминий хорош для литья, он плавится при относительно невысокой температуре 660°С. Для справки: чугун начинает плавиться при температуре 1100°С, а сталь — 1300°С.
Поэтому плавка алюминия в домашних условиях на газовой плите затруднена, так как бытовые газовые приборы не могут обеспечить такую температуру. Правда отечественные «кулибины» могут все, но об этом позже.
Понизить температуру плавления алюминия можно путем его измельчения в порошок или использования в качестве сырья готового порошкового продукта. Но вот еще одно важное свойство алюминия. Это достаточно активный металл, который при соединении с кислородом воздуха может воспламеняться или просто окисляться. А температура плавления оксида алюминия более 2000°С. При плавлении оксид все же образуется, но в небольших количествах образует накипь.
То же действие может сыграть злую шутку, если в расплавленный металл попадет вода. В этом случае происходит взрыв. Поэтому, если вам нужно добавить сырье в процессе плавки, нужно следить за тем, чтобы оно было сухим.
Сырье для плавки
Если приходится плавить алюминий в домашних условиях, то из-за сложности работы с порошковым металлом в качестве сырья его не используют.
Можно приобрести алюминиевый слиток или использовать обычную алюминиевую проволоку, которую можно нарезать ножницами на мелкие кусочки и плотно сжать плоскогубцами, чтобы уменьшить площадь контакта с воздухом.
Если не ожидается, что продукт будет особо высокого качества, то в качестве сырья могут быть использованы любые предметы домашнего обихода, консервные банки без нижнего шва или обрезки профиля.
Вторсырье можно испачкать или испачкать, это не страшно, лишние компоненты уйдут в шлак. Только помните, что вдыхать пары сгоревшей краски нельзя.
Для того, чтобы произвести качественную выплавку алюминия в домашних условиях из вторичных материалов, флюсов, задача которых связывать и выводить на поверхность расплавленного металла все примеси и примеси, лучше приобрести уже готовые. Но можно сделать и своими руками из технических солей.
Флюс покрытия готовят из 10% криолита и по 45% хлорида натрия и хлорида калия.
В рафинирующий флюс добавляют дополнительно 25% от общей массы фторида натрия для получения алюминия без пористости.
Средства индивидуальной защиты для плавки
Плавка алюминия в домашних условиях – небезопасный процесс. Поэтому нужно использовать средства индивидуальной защиты (СИЗ). Даже если такая плавка нужна один раз с минимальным оборудованием, как минимум нужно защитить руки, например специальными перчатками сварщика, которые прекрасно защищают от ожогов, т.к. температура жидкого алюминия более 600 °С.
Также желательно защищать глаза, особенно если таяние происходит достаточно часто, очками или маской. И совсем в идеале нужно работать в специальном костюме металлурга с повышенной устойчивостью к огню и высоким температурам.
Если вам нужен очень чистый алюминий с использованием рафинирующего флюса, вы должны работать в химическом респираторе.
Форма для литья
Если вам нужно отлить только чистый алюминий для припоя, то форма не нужна. Достаточно использовать стальной лист, на котором остывает расплавленный металл. Но если вам нужно отлить хотя бы простую деталь, вам понадобится форма.
Форма может быть изготовлена из скульптурного гипса, именно гипса, а не алебастра. В смазанную форму заливают жидкий гипс, дают ему немного застыть, периодически встряхивая, чтобы вышли пузырьки воздуха, вставляют в него модель и накрывают второй емкостью с гипсом. В удобном месте нужно вставить в гипс предмет цилиндрической формы, чтобы в форме появилось отверстие, так называемый канал, в который будет заливаться расплавленный алюминий. Когда гипс окончательно затвердеет, две части формы разъединяют, модель вынимают и снова соединяют форму с готовой отливкой.
Форму можно изготовить и из смеси 75% формовочного песка, 20% глины и 5% угольного песка, которую засыпают в специальный ящик из досок и утрамбовывают. В утрамбованную землю вдавливают модель, полученный оттиск посыпают тальком и графитом (угольной пылью), чтобы остывшую алюминиевую деталь можно было легко отделить от формы.
Тигель для плавки
Для плавки алюминия в домашних условиях требуется специальная емкость с носиком из огнеупорного материала. Это так называемый тигель. Тигли могут быть фарфоровыми, кварцевыми, стальными, чугунными, корундовыми или графитовыми. В домашних условиях можно использовать покупной тигель или сделать его, например, из куска стальной трубы достаточно большого диаметра. Правда, для этого понадобится болгарка, сварочный аппарат и навыки обращения с этими инструментами.
Размеры тигля зависят от необходимого количества расплавляемого алюминия. Это ведро должно нагреваться равномерно, а его тепло должно передаваться сырью.
Плавильные печи
Технология выплавки алюминия в домашних условиях достаточно проста. В специальном ковше алюминиевый лом нагревают до температуры, превышающей температуру плавления этого металла, расплав выдерживают некоторое время в нагретом состоянии, с его поверхности удаляют шлак, затем чистый металл заливают в охлаждающую форму. Время плавки зависит от конструкции печи, то есть температуры, которую она может обеспечить.
Если используется паяльная лампа или газовая горелка, они нагревают алюминий сверху. Правда, печь при этом еще состоит из кирпича с колодцем без связующего раствора, внутри которого будут сжигаться угли для обогрева резервуара снизу и поддержания его в нагретом состоянии.
Примерно так же выглядит конструкция печи, если топить тигель снизу при помощи обычных дров и фена. Только в этом случае дрова в кирпиче кладут не на дно, а на решетку, расположенную на первом ряду кирпичей, и в этом ряду имеется отверстие для металлической трубы, надетой на горловину феном и закрепил изолентой. Тигель в данном случае представляет собой банку, естественно, не алюминиевую, в которой на небольшом расстоянии от верха выполнены диаметрально противоположные сквозные отверстия. В эти отверстия продевается стальной стержень, за который следует подвесить банку в топке. Фен нужен для нагнетания горячего воздуха в пространство между кирпичами и тиглем. Иногда вместо кирпичей используют металлическую бочку.
Если плавка должна происходить достаточно часто, то можно сделать муфельную печь с вертикальной загрузкой тигля самостоятельно или купить готовую самостоятельно.
Плавление паяльной лампой
Плавление алюминия в домашних условиях с помощью паяльной лампы не должно происходить в помещении. Кроме сырья, паяльной лампы, тиглей и кирпичей нужно подготовить дрова, плоскогубцы и стальной пруток.
Итак, из кирпича делается небольшой колодец, чтобы сверху можно было установить ковш с алюминием и небольшой стальной лист. В колодце разжигают костер, который должен немного прогореть, чтобы образовались угли. Далее собственно плавка алюминия происходит в домашних условиях. Пошаговая инструкция процесса:
— На кирпичи устанавливается контейнер с сырьем. Нагревать нужно около 15 минут.
— После этого горелка паяльной лампы включается на полную мощность и алюминий прогревается сверху.
— В течение нескольких секунд начинается процесс, но для того, чтобы нагрев был равномерным, металл в емкости нужно аккуратно перемешивать стальным стержнем, придерживая плоскогубцами (не забывая надеть перчатки). Можно обойтись и без стержня, периодически встряхивая ведро теми же пассатижами, но очень осторожно.
— Когда жидкость станет однородной, нужно плоскогубцами взять емкость и вылить содержимое на прокаленный стальной лист так, чтобы вся образовавшаяся окалина осталась в ведре, а на наборный лист попал только чистый металл.
Так что обычно чистый алюминий получают из переработанных материалов, если с ним нужно паять алюминиевые детали.
Плавка на древесине или газе
Плавка алюминия в домашних условиях на дрова происходит в облегченных разборных печах. Недостатком этого метода является неконтролируемость процесса. Невозможно увеличить или уменьшить температуру нагрева. Вмешаться в процесс можно, только сняв с огня алюминиевую емкость.
Выплавка алюминия дома на газу — единственный вариант для квартиры. Необходимо долго прогревать бак, периодически сливая расплавленный металл. В этом случае заливка выполняется послойно. Для работы вам понадобятся две металлические емкости таких диаметров, чтобы одна надевалась на другую. Меньший служит тиглем. Она ломом, например нарезанной алюминиевой проволокой, кладется на горелку, с которой необходимо снять рассекатель пламени бытовой газовой плиты. Вам придется работать на большей емкости. В его дне проделано около десятка небольших отверстий. В два-три из них вкручиваются болты, играющие роль ручек, за которые горячую емкость можно приподнять пассатижами.
Этот контейнер ставится вверх дном на тигель. Такая конструкция позволяет утеплить алюминий. Периодически верхнюю емкость необходимо снимать и обламывать металлическим стержнем или ножом. Перед сплавлением расплавленного металла с его поверхности необходимо удалить шлак.
Плавка алюминия в муфельной печи
Муфельная печь – это уже достаточно серьезное оборудование для получения качественного жидкого металла. Поэтому при плавке флюс используется для очистки алюминия от примесей. И это почти промышленный процесс, а не выплавка алюминия в домашних условиях. Пошаговая инструкция также включает несколько пунктов по подготовке сырья:
- Сначала в тигле плавится флюс, который необходимо брать в количестве от 2 до 5% от массы алюминия, а затем к нему добавляется лом.
- Насколько активен флюс можно определить по поверхности расплава — она должна быть зеркальной. Если это не так, в расплав добавляют еще немного флюса, то его необходимо будет добавить до окончания плавки, чтобы шлак легче удалялся с поверхности металла стальной ложкой.
- Плавку следует проводить примерно при 700-750°С. Это температура красного свечения.
- В процессе плавки может возникнуть необходимость добавления сырья в тигель, так как расплавленный металл сильно уменьшается в объеме.
- Флюс рафинирующий при необходимости добавляют в конце плавки в количестве 0,25% от массы расплавленного металла. Соблюдение такой пропорции в домашних условиях – непростая задача. После добавления флюса расплав необходимо перемешать ложкой, дать постоять около 5 минут, затем удалить шлак.
- Когда в результате нагрева алюминий превратился в однородную блестящую каплю, тигель нужно выдержать некоторое время в печи, чтобы металл стал более жидким.
- Затем алюминий из тигля через носик (в этот момент становится понятно, зачем нужен такой ковш) сплошной тонкой струйкой заливают в форму.
- После полного остывания форма аккуратно делится на половинки, из нее вынимается готовая деталь, которую еще нужно доработать: просверлить отверстия, при необходимости зачистить и отшлифовать поверхность наждачной бумагой. Это все. Процесс завершен.
Так что не пугайтесь заранее, если вам придется переплавлять алюминиевый лом в домашних условиях, чтобы получить чистый металл или сделать деталь вместо сломанной. Серьезные профессиональные навыки для организации такого литейного производства вовсе не нужны. Желание и умелые руки обычного мастера-любителя способны творить чудеса.
Плавка алюминиевого лома: слишком много оксида алюминия
(——)
Текущая дискуссия, начавшаяся еще в 2007 году…
2007 г.
В. Я НАЧАЛ НОВЫЙ БИЗНЕС ПО ИСПОЛЬЗОВАНИЮ АЛЮМИНИЕВОГО ЛОМА И ЕГО ПЕРЕПЛАВЛЕНИЮ ДЛЯ ПРОДАЖИ, НО В РАСПЛАВЕННОМ ФОРМЕ ОН БИЛЬНО РЕАГИРУЕТ С КИСЛОРОДОМ И ОБРАЗУЕТ ОКСИД АЛЮМИНИЯ. И КОГДА АЛЮМИНИЙ КОНЧАЕТСЯ, Я ПОЛУЧАЮ ТОЛЬКО 70% АЛЮМИНИЯ. Пожалуйста, ПОМОГИТЕ МНЕ И, пожалуйста, ПРЕДЛОЖИТЕ МНЕ СПОСОБ ПОЛУЧИТЬ ПО КРАЙНЕЙ МЕРЕ 90% АЛЮМИНИЯ НАЗАД.
Сидхарт Суд
мелкий предприниматель — Лудхияна, Пенджаб, Индия
«Почти бесплатные деньги»
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
«Состояние в металлоломе»
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
2007 г.
A. Вернуться к основам; оксид алюминия образуется в результате реакции алюминия с кислородом, поэтому вам необходимо свести к минимуму контакт расплавленного алюминия с кислородом. Это можно сделать множеством способов, например, в атмосфере азота — без кислорода — без оксида! Во-вторых, ограничьте площадь поверхности, которую ваша расплавленная ванна подвергает воздействию воздуха — используйте конический сосуд с узким горлышком наверху. В-третьих, расплавить немного алюминия, а затем медленно и осторожно подавать в ванну расплава другой лом, не плавить за один раз большое количество металлолома, так как в общем объеме металла будет много воздуха. В-четвертых, не перемешивайте ванну с расплавом – держите поверхность расплава как можно более неподвижной, чтобы свести к минимуму реакцию между воздухом и расплавленным металлом.
Тревор Крайтон
Практик отдела исследований и разработок
Чешам, Бакс, Великобритания
13 октября 2011 г.
A. Вы не можете повлиять на оксид, уже присутствующий в металле. Как правило, если вы используете вращающуюся печь, вы хотите использовать горелку со 100% кислородом, также все вращающиеся печи теперь используют кислород, а не воздух. Это значительно снижает объем сгорания, поэтому у вас больше времени пребывания горячих дымовых газов. Энергопотребление составляет около 900 БТЕ/фунт при плавке металлолома. У вас будут некоторые потери металла в зависимости от того, что вы плавите. Зажгите горелкой огнеупор, который вот-вот превратится под расплавленным металлом. Также подходит для железного лома. Если вы используете реверберацию, используйте кислородную горелку для достижения наилучших результатов и восстановления. Движущееся кислородное пламя в крыше дает наилучшие результаты в сочетании с устройством для перемешивания металла, таким как насос для расплавленного металла или насос ЭМИ. Потребление энергии составляет всего 800 БТЕ/фунт с минимальными потерями металла. Движущееся пламя не приводит к возникновению горячей точки; нет горячей точки, нет окисления. Много раз видел, как это работает.
Билл Эндрюс
— Апопка, Флорида, США
16 мая 2012 г.
A. Если алюминий сгорает и уходит вместе с дымовыми газами, или что-то еще происходит с потерями расплава во время рециркуляции, вес окалины должен составлять около ок. до 90-95 %, близкого к совпадению, при квалификации и дисконтировании % лигового металла, захваченного вместе с окалиной.
Manu Saxena
— Renukoot, UP, Индия
3 марта 2018 г.
A. У меня тоже такая проблема, когда плавлю алюминиевые банки. Убедитесь, что ваши банки очень сухие. Я обнаружил, что окисление намного хуже, когда банки содержат небольшое количество жидкости. При кипении жидкость увеличивает площадь поверхности алюминия и разрушает его.
Джон Хенкель
— Рочестер Миннесота США
13 апреля 2018 г.
В. Сэр, может ли слой оксида алюминия предотвратить дальнейшее окисление, чтобы мы могли сохранить слой как есть, а не удалять его, добавляя немного флюса.
Будет ли перемешивание во время плавки способствовать образованию большего количества оксида алюминия?
Маниш Н. Борс
Студент — Пуна, Махараштра, Индия.
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, пожалуйста, проверьте эти каталоги:
О компании/Контакты — Политика конфиденциальности — ©1995-2022 Finishing. com, Пайн-Бич, Нью-Джерси, США
Построить электролитейный цех для плавки алюминиевого лома
Моей целью в этом проекте было создание электропечи, способной плавить алюминиевый лом для изготовления отливок. Печь изготовлена из баллона с пропаном для барбекю, который разрезается на две части: основание и крышку. И основание, и крышка изолированы несколькими дюймами изоляции из керамического волокна. Это оставляет пространство диаметром 6 дюймов в центре, которое идеально подходит для обычного элемента диапазона 6 дюймов. Два вывода элемента диапазона проходят через керамическую изоляцию и через два отверстия, просверленные сбоку основания. Клеммы подключаются либо к 120 В переменного тока, либо к 240 В переменного тока, если они доступны.
Следующее видео дает краткий обзор процесса строительства.
Предыстория
Существует несколько различных самодельных конструкций печи для плавки алюминия. Первый дизайн, с которым я когда-либо столкнулся, был в серии книг Дэйва Джинджери, описывающих, как построить свой собственный механический цех с нуля. В первой книге серии описывалось строительство и использование угольного литейного цеха для литья алюминиевых деталей. Мастерство процесса литья алюминия было необходимо для завершения всех других проектов в серии (например, создание собственного токарного и фрезерного станка).
http://gingerybookstore.com/charcoalfoundry.html
Позже я обнаружил еще одну книгу Дэйва Джинджери под названием «Маленькая Берта», в которой описывается его конструкция электрической печи для плавки алюминия.
https://gingerybookstore.com/LilBertha.html
Все это было еще в 1990-х, до эпохи Интернета и YouTube. Я с энтузиазмом экспериментировал с этой новой (для меня) технологией, построив угольную печь, а затем пропановую печь и, наконец, электрическую печь, которую я собираюсь описать.
Преимущества электрической печи
Основные преимущества электрической печи по сравнению с пламенной печью:
- Электрическая печь намного безопаснее, поскольку в ней нет открытого пламени, а печь может быть полностью герметизирована. При достаточно хорошей изоляции внешняя температура печи не должна быть чрезмерной. Печь, которую я опишу, достигает температуры наружной поверхности около 75 градусов по Цельсию, что недостаточно для того, чтобы представлять большую опасность.
- Электрическая печь не требует вентиляции, поэтому ее можно использовать в помещении. Зимой это большой плюс.
- Электропечь абсолютно бесшумна.
- Электрическая печь не имеет расходных материалов (если вы не считаете электричество расходным материалом).
Основным недостатком электрической печи является то, что она не может достигать таких же высоких температур, как печь на основе сжигания, но любой тип печи идеально подходит для литья алюминия, который плавится при температуре около 660 градусов C. Электрическая печь также не нагревает так же быстро, как печь на основе сжигания, но разница довольно незначительна, если только вы не производите большие объемы литых алюминиевых деталей.
Преимущества моего дизайна электропечи
В Интернете можно найти множество конструкций самодельных печей. Поиск в Google или YouTube даст много результатов. Так что же такого особенного в моем дизайне?
Главное преимущество моего проекта в том, что его очень легко построить. Собрав все компоненты, я смог собрать его примерно за 90 минут. На изготовление большинства других конструкций электрических печей, с которыми я сталкивался, уходит 10-20 часов. Основная причина, по которой мой проект может быть построен так быстро, заключается в том, что он перепрофилирует резервуар для барбекю с пропаном, который предлагает несколько функций печи (прочное основание, крышка и ручка) бесплатно. В моей конструкции также используется обычный элемент плиты, который является самонесущим, а не более традиционным элементом из спиральной проволоки, который потребовал бы встраивания какой-либо опорной конструкции во внутренние стены печи. Наконец, в моей конструкции используется изоляция из керамического волокна, с которой гораздо легче манипулировать, чем с огнеупорным кирпичом или огнеупорным цементом, которые обычно используются в других конструкциях.
Керамическое волокно также является гораздо лучшим изолятором, чем огнеупорный кирпич или огнеупорный цемент, благодаря чему температура поверхности моей конструкции намного ниже, чем у большинства других.
Основным недостатком моей конструкции, возможно, является то, что она немного менее надежна, но для ограниченного количества металла, которое я делаю, она меня вполне устраивает, и я думаю, что это хорошая печь начального уровня для тех, кто хочет баловаться в алюминиевом литье без больших усилий.
Уведомление о безопасности
Сказать, что работа с электричеством, высокими температурами и расплавленными металлами опасна, значит не сказать ничего. У разных людей будут разные «приемлемые уровни риска», основанные на их знаниях, осведомленности и терпимости к риску. То, что мне удобно что-то делать, не означает, что вам должно быть так же. Пожалуйста, не следуйте слепо моему примеру или чьему-либо еще. Поймите риски сами и выберите то, что приемлемо для вас. Как минимум, имейте под рукой огнетушитель и убедитесь, что вы знаете, как им пользоваться.
Материалы и оборудование
У меня уже были все материалы и инструменты, необходимые для изготовления этой печи. Я не рекомендую покупать новые детали, если вы можете их спасти, но для тех, кто хочет, я предоставил ссылки на некоторые подходящие товары с Amazon (отказ от ответственности… это партнерские ссылки, что означает, что я получу небольшую долю… спасибо за вашу поддержку) .
Материалы:
- Выброшенный баллон с пропаном. Если у вас нет бывшего в употреблении баллона с пропаном, попробуйте поискать на Craigslist или посетить городскую свалку по переработке, так как их часто выбрасывают.
- Элемент печи 6″: http://amzn.to/2x3xTZC. Также доступен в большинстве хозяйственных магазинов.
- Керамическая изоляция: http://amzn.to/2eAn1uO
- Шнур питания 240 В переменного тока: http://amzn.to/2vHwEz9
Оборудование:
- Защитные очки
- Тяжелые сварочные перчатки: http://amzn. to/2wBAWa3
- Угловая шлифовальная машина с абразивным отрезным диском
- Сабельная пила с диском для резки металла
- Ножовка по металлу
- Сверло со ступенчатой насадкой
- Паяльник и припой
- Сварщик
- Цифровой термометр с термопарой: http://amzn.to/2vX3tTW
- Измеритель мощности: http://amzn.to/2wzgJzZ
Конструкция
Выпуск воздуха из баллона с пропаном
Перед снятием клапана баллона с пропаном убедитесь, что баллон с пропаном пуст, подключив его к барбекю и попробовав зажечь горелку. Если вы можете зажечь его, то продолжайте использовать его, пока не сможете. Затем снимите клапан баллона с пропаном. Это может быть проблемой. Я смог сделать это, используя большой трубный ключ на клапане и длинный стержень через ручку бака в качестве противодействующего рычага. Вероятно, в баке будет небольшое остаточное давление, которое будет сброшено, когда вы ослабите клапан, поэтому рекомендуется делать это в хорошо проветриваемом помещении.
После того, как клапан закрыт, вы должны убедиться, что весь пропан вытолкнут из баллона. Самый простой способ сделать это — наполнить резервуар водой до перелива, а затем слить ее.
Отрежьте верхнюю часть резервуара
Я использовал фломастер, удерживая его на фиксированной высоте, чтобы отметить линию вокруг резервуара. Я выбрал высоту, которая мне показалась подходящей, зная, что верхняя часть бака станет крышкой печи и потребуется место для упаковки нескольких дюймов керамической изоляции.
Для начала резки используйте угловую шлифовальную машину с абразивным отрезным диском. После начала резки вы можете переключиться на сабельную пилу с лезвием для резки металла. Это будет намного быстрее, чем абразивный отрезной диск. Чтобы распилить бак по всей окружности, потребуется всего пара минут.
Добавьте удлинители к клеммам элемента
К клеммам элемента диапазона необходимо добавить несколько удлинителей, чтобы они проходили через стенку резервуара. Я использовал стальной стержень, который был у меня под рукой (достаточно сварочного стержня). Согните петлю на конце и прикрутите ее к одной из клемм. Отрежьте стержень ножовкой до такой длины, чтобы он выступал примерно на 1″ со стороны печи, когда элемент находится по центру. Повторите этот процесс для другого терминала.
Просверлите отверстия для клемм
Держите элемент на несколько дюймов выше внутреннего дна баллона с пропаном и примерно отметьте расположение отверстий, через которые клеммы должны пройти через стенку баллона. С помощью ступенчатого сверла просверлите два отверстия диаметром около 1/2″.
Соберите дно печи
Заполните дно баллона с пропаном случайными кусками керамической изоляции, пока не заполните вогнутую часть бака. Используя верхнюю часть резервуара в качестве шаблона, вырежьте круг из изоляции, чтобы покрыть все случайные куски и создать красивую плоскую поверхность, на которую можно положить элемент диапазона. Возможно, вам придется поэкспериментировать с разным количеством изоляции, чтобы клеммы элементов совпадали с отверстиями.
Оберните удлинители клемм по отдельности керамической изоляцией, чтобы убедиться, что они не соприкасаются со сторонами отверстий, что может вызвать короткое замыкание или создать риск поражения электрическим током.
Если вы довольны положением элемента, добавьте пару слоев керамической изоляции вокруг внутренних стенок бака. У вас должно получиться что-то похожее на это.
Обратите внимание, что на изображении выше показан только первый слой изоляции вокруг стен. Следующий слой будет добавлен рядом с первым.
Соберите крышку печи
Приварите 4 винта внутри верхней части баллона с пропаном таким образом, чтобы они удерживали изоляцию в крышке. Пусть головки винтов немного выступают за пределы крышки, чтобы, когда крышка будет установлена на печь, головки винтов помогли выровнять крышку с основанием.
Используя крышку в качестве шаблона, вырежьте круг из керамической изоляции по размеру. Заполните вогнутую часть крышки случайными кусками керамического утеплителя и накройте кругом утеплителя, подвернув изоляцию под винты.
Изготовление шнура питания
Первым испытанным шнуром питания был спасенный шнур на 120 В переменного тока, к которому я припаял пару зажимов типа «крокодил». Если 120 В переменного тока — это единственное доступное питание, этого будет достаточно, но производительность значительно улучшится при 240 В переменного тока. К счастью для меня, у меня в гараже есть розетка на 240 В переменного тока для большого воздушного компрессора. Однако у меня не было запасного шнура питания на 240 В, поэтому я провел первый пробный запуск при 120 В переменного тока. С тех пор я заказал шнур питания на 240 В на Amazon и припаял к нему пару зажимов типа «крокодил».
Сделать тигель
Есть много способов сделать тигель. Самое простое, что я знаю, это использовать пустую банку из-под супа. Однако металл суповой банки довольно тонкий, и он быстро окисляется при высоких температурах, выдерживая всего несколько наливов. Я сделал свой тигель из куска стальной трубы со стенкой 1/8 дюйма и стальной пластины, которые были у меня в мусорном баке. После приваривания пластины до конца заполните тигель водой для проверки на герметичность. Вы не хотите, чтобы расплавленный алюминий вытекал из тигля, пока он находится в печи.
Пробный запуск
Поместите основание печи в безопасное место вдали от легковоспламеняющихся предметов. Подсоедините зажимы типа «крокодил» шнура питания к клеммам. Наполните тигель кусочками алюминия и поместите его на элемент. Поместите термопару в верхней части тигля и накройте печь крышкой. Подключите шнур питания и следите за мощностью и температурой по мере того, как алюминий нагревается и плавится.
Измерители мощности для 240 В переменного тока могут быть дорогими, но если вы можете проверить мощность при 120 В переменного тока, нет необходимости делать это при 240 В переменного тока. Мощность пропорциональна квадрату напряжения, поэтому при 240 В переменного тока вы получите в 4 раза больше мощности, чем при 120 В переменного тока. Я измерил от 350 до 360 Вт при 120 В переменного тока, поэтому я знаю, что при 240 В переменного тока я получаю около 1400 Вт. Мощность также равна напряжению, умноженному на ток. Таким образом, ток равен мощности, деленной на напряжение. При 120 В переменного тока я потребляю около 3 ампер. При 240 В переменного тока я потребляю около 6 ампер. Эти цифры, вероятно, типичны для большинства элементов диапазона 6 дюймов.
Алюминий плавится при температуре около 660°С, но должна быть около 700-750°С, чтобы обеспечить хорошую заливку без нежелательного затвердевания. Температура, показанная вашим цифровым термометром, будет температурой воздуха над тиглем, которая, вероятно, будет более горячей, чем жидкий алюминий, поскольку воздух будет нагреваться быстрее, чем алюминий. Если вы работаете при 120 В переменного тока, я бы подождал, пока температура не станет около 730–750 градусов по Цельсию, прежде чем заливать.
Если вы работаете при 240 В переменного тока, воздух внутри печи будет нагреваться намного быстрее, чем алюминий, и показания термометра будут выше фактической температуры алюминия. Поэтому я рекомендую «замачивать» в течение 5-10 минут при температуре от 700 до 750 градусов по Цельсию. В основном, дождитесь, пока температура достигнет 750 градусов по Цельсию, а затем отключите шнур питания. Подождите, пока показания температуры не упадут до 700 градусов по Цельсию, и снова подключите шнур питания. Повторите в течение 5-10 минут перед заливкой.
Если вы планируете делать много отливок, может иметь смысл добавить регулятор температуры, но для ограниченного использования в хобби вы можете быть регулятором температуры, контролируя показания термопары и подключая/отключая шнур питания для поддержания желаемого температура.
Тяжелые кожаные сварочные перчатки и пара тисков — все, что нужно для работы с тиглем с расплавленным алюминием. Я просто тестировал печь, поэтому я залил несколько слитков для последующего использования вместо того, чтобы отливать что-то полезное. Форма для кексов — это форма для слитков, которую предпочитает литейщик на заднем дворе.