Как работает плазменная резка? Преимущества и недостатки
Резку металла можно разделить на две категории — механическую и термическую. Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ.
Это один из широко используемых методов резки толстых металлических листов, но также он может использоваться для листового металла. Прежде чем углубляться в преимущества и возможности плазменной резки, следует ответить еще на один вопрос.
Что такое плазма?
Вы определенно слышали о трех основных состояниях материи — твердом, жидком и газообразном. Но есть и четвертый. Да, это плазма.
Плазму можно найти в природе, но в основном в верхних частях атмосферы Земли. Знаменитое полярное сияние — результат солнечного ветра, созданного из плазмы. Освещение и высокотемпературный огонь тоже включает в себя плазму.
В общей сложности она составляет около 99% видимой Вселенной.
В повседневной жизни мы можем встретить плазму в телевизорах, люминесцентных лампах, неоновых вывесках и, конечно же, в плазменных резаках.
Плазма — это электропроводящее ионизированное газоподобное вещество. Это означает, что в некоторых атомах отсутствуют электроны, и также есть свободные электроны, плавающие вокруг.
Газ можно превратить в плазму, подвергнув его интенсивному нагреву. Вот почему плазму часто называют ионизированным газом.
Плазма похожа на газ, поскольку атомы не находятся в постоянном контакте друг с другом. В то же время она ведет себя аналогично жидкостям с точки зрения её способности течь под воздействием электрического и магнитного поля.
Как работает плазменный резак?
Процесс плазменной резки — это метод термической резки. Это означает, что для плавления металла используется тепло, а не механическая сила. Общая механика системы всегда одинакова. В плазменных резаках используется сжатый воздух или другие газы, например азот. Ионизация этих газов происходит с образованием плазмы.
Обычно сжатые газы контактируют с электродом, а затем ионизируются для создания большего давления. Когда давление увеличивается, поток плазмы направляется к режущей головке.
Режущий наконечник сужает поток, создавая поток плазмы. Затем он наносится на заготовку. Поскольку плазма электропроводна, заготовка соединяется с землей через стол для резки.Когда плазменная дуга контактирует с металлом, его высокая температура плавит его. В то же время высокоскоростные газы выдувают расплавленный металл.
Запуск процесса резки
Не все системы работают одинаково. Во-первых, есть обычно более бюджетная версия, называемая высокочастотным контактом . Это недоступно для плазменных резаков с ЧПУ, потому что высокая частота может мешать работе современного оборудования и вызывать проблемы.
В этом методе используется искра высокого напряжения и высокой частоты. Возникновение искры происходит при соприкосновении плазменной горелки с металлом. Это замыкает цепь и создает искру, которая, в свою очередь, создает плазму.
Другой вариант — метод пилотной дуги . Во-первых, искра создается внутри горелки цепью высокого напряжения и низкого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Режущая дуга возникает, когда вспомогательная дуга входит в контакт с заготовкой. Теперь оператор может начать процесс резки.
Третий способ — использование подпружиненной головки плазмотрона . Если прижать резак к заготовке, возникает короткое замыкание, в результате чего начинает течь ток.
При снятии давления образуется вспомогательная дуга. Следующее такое же, как и в предыдущем методе. Это приводит к контакту дуги с заготовкой.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза.
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Воздух
Основными составляющими воздуха являются азот (78,18%) и кислород (20,8%). Сочетание этих двух газов представляет собой очень богатую энергией смесь. Воздух применяется в качестве плазменного газа для резки нелегированных, низколегированных, высоколегированных сталей и алюминия. Обычно воздух используется для ручной резки, а также для резки тонкого листа. Если резка нелегированной стали выполняется с применением в качестве плазменного газа воздуха, то кромки реза получаются прямыми и достаточно гладкими. Однако, как газ для резки, воздух повышает содержание азота на поверхностях реза. Если такие кромки реза далее не подвергаются механической обработке, в сварном шве могут создаться поры.
Кислород
Кислород применяется в качестве плазменного газа для резки нелегированных и низколегированных сталей. Когда кислород смешивается с расплавом, понижается его вязкость, благодаря чему расплав приобретает большую текучесть. Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.
Когда кислород смешивается с расплавом, понижается его вязкость, благодаря чему расплав приобретает большую текучесть. Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.
Аргон
Аргон является единственным инертным газом, который может производиться для коммерческих целей с использованием метода воздушной сепарации при объёмном проценте 0,9325. Будучи инертным газом, он химически нейтрален. Благодаря своей большой атомной массе (39,95), аргон способствует вытеснению расплавленного материала из зоны реза посредством высокой плотности импульсов создаваемой плазменной струи. Из-за своей относительно низкой теплопроводности и энтальпии, аргон не является совершенно идеальным газом для плазменной резки, так как он позволяет достичь только лишь относительно небольшой скорости резки, в результате чего получаются скругления, поверхности имеют чешуйчатый вид.
Водород
По сравнению с аргоном, водород имеет очень маленькую атомную массу и характеризуется относительно большой теплопроводностью. Водород имеет чрезвычайно высокую максимальную теплопроводность в температурном диапазоне диссоциации, что обусловливается процессами диссоциации и рекомбинации. Первоначально при рекомбинации и ионизации двухатомного водорода из дуги высвобождается большое количество энергии. Это приводит к обжатию вытекающей дуги. Из приведенного описания физических свойств следует, что водород, сам по себе, настолько же не подходит в качестве плазменной среды, насколько и аргон. Однако, если положительные свойства водорода, касающиеся тепловых показателей совместить с большой атомной массой аргона, то получаемая в результате газовая смесь даёт возможность быстро передавать кинетическую энергию, а также достаточное количество тепловой энергии разрезаемому материалу.Азот
В отношении физических свойств азот занимает приблизительно промежуточное положение между аргоном и водородом.
Преимущества и недостатки плазменной резки:
Преимущества:
- Может резать все токопроводящие материалы. Газовая резка, хотя она также подходит для резки толстых металлов, ограничивается только черными металлами;
- Хорошее качество для толщины до 50 мм;
- Максимальная толщина до 150 мм;
- Может резать в воде, что приведет к уменьшению ЗТВ.
 Также снижает уровень шума;
Также снижает уровень шума; - Меньший пропил по сравнению с газовой резкой;
- Более высокая скорость резки, чем при резке кислородом.
 Также снижает уровень шума;
Также снижает уровень шума;Недостатки:
- Большая ЗТВ по сравнению с лазерной резкой;
- Качество с более тонкими листами и пластинами хуже, чем при лазерной резке;
- Допуски не такие точные, как при лазерной резке;
- Не достигает такой толщины, как гидроабразивная или газовая резка;
- Оставляет ЗТВ, которой нет при гидроабразивной струе;
- Более широкий пропил, чем при лазерной резке;
- Кроме того, сам процесс довольно сложный и требует высокой квалификации оператора;
- Заготовку необходимо располагать строго перпендикулярно.
- Во время резки металла в воздух выбрасывается большое количество вредных газов.
Плазменная резка. Обзор установок для плазменной резки. Технические советы
С течением времени оборудование для плазменной резки сильно усовершенствовалось. Современная плазменная резка отличается высокой скоростью, небольшими эксплуатационными расходами, лучшим качеством. Плазменная резка может использоваться в различных отраслях промышленности.
Современная плазменная резка отличается высокой скоростью, небольшими эксплуатационными расходами, лучшим качеством. Плазменная резка может использоваться в различных отраслях промышленности.
Плазменная резка — это процесс, при котором в столб дуги постоянно подается не ионизированный газ. Благодаря энергии дуги этот газ нагревается, ионизируется и превращается в плазменную струю. В современном оборудовании плазменная дуга дополнительно сжимается вихревым потоком газа, поэтому создается очень интенсивный и концентрированный источник тепловой энергии, который превосходно подходит для резки металлов. Хотя технология плазменной резки и кажется сложной, сам процесс нетрудно изучить и выполнить.
ПРЕИМУЩЕСТВА ПЛАЗМЕННОЙ РЕЗКИ
До появления плазменной резки для разделки стали был очень популярен способ газовой резки, В настоящее время все больше отдается предпочтение плазменной резке, так как она имеет много преимуществ. Плазмой металл режется быстрее, чем кислородом, не требуется предварительный подогрев металла, ширина разреза очень небольшая, а также, меньше зона термического влияния, поэтому разрезаемый металл не деформируется, не закаливается.
Способ плазменной резки можно использовать для большинства металлов (газовой резкой нельзя резать нержавеющую сталь, алюминий, медь). Кроме того, плазменная резка более чистый, дешевый и удобный способ резки металла, так как для плазменной резки используются в качестве исходных материалов воздух и электричество.
Правильно подключенное оборудование плазменной резки более безопасно, чем оборудование газовой резки, так как в этом случае в горелке не возникает опасность обратного удара пламени.
Способ плазменной резки превосходно подходит для проплавления отверстий, так как сжатая плазменная дуга концентрированно нагревает и плавит металл в месте разреза и в то же время интенсивно, благодаря воздействию скоростного потока газа, удаляет расплавленный металл. Кроме того, для плазменного проплавления отверстий не требуется предварительный прогрев металла, способом плазменной резки легче резать разнородные металлы.
ОБЛАСТЬ ПРИМЕНЕНИЯ ПЛАЗМЕННОЙ РЕЗКИ
Способом плазменной резки можно резать любой электропроводящий материал. По сравнению с флюсовой, газовой резкой, плазменная резка имеет много преимуществ: можно резать любой металл, выполнять подготовку кромок, выполнить фигурную резку, строжку и проплавление отверстий.
По сравнению с флюсовой, газовой резкой, плазменная резка имеет много преимуществ: можно резать любой металл, выполнять подготовку кромок, выполнить фигурную резку, строжку и проплавление отверстий.
Способом плазменной резки можно резать металлы разнообразной толщины. В зависимости от мощности аппарата плазменной резки можно разрезать как алюминий, так и нержавеющую или углеродистую сталь, а также титан толщиной несколько сантиметров.
ПОДГОТОВКА ПЛАЗМЕННОЙ РЕЗКИ К РАБОТЕ
При подготовке оборудования к работе в аппарат плазменной резки подается сжатый воздух. Возможны три источника сжатого воздуха: баллоны сжатого воздуха, подключение к имеющейся на заводе системе сжатого воздуха или небольшой воздушный компрессор. Большинство аппаратов плазменной резки имеют регулятор, необходимый для подачи и распределения потока воздуха в системе.
При подборе необходимого тока и скорости резки лучше всего выполнить несколько разрезов при более высоком токе. Затем, при необходимости, в зависимости от скорости резки, можно уменьшать ток. Если ток слишком высок или скорость резки слишком маленькая, разрезаемый металл перегревается и может образоваться окалина. Правильно подобрав скорость резки и ток, мы получаем очень чистый разрез, на поверхности которого почти не образуется окалины, мало или абсолютно не деформируется разрезаемый металл.
Если ток слишком высок или скорость резки слишком маленькая, разрезаемый металл перегревается и может образоваться окалина. Правильно подобрав скорость резки и ток, мы получаем очень чистый разрез, на поверхности которого почти не образуется окалины, мало или абсолютно не деформируется разрезаемый металл.
Резку начинают, располагая плазматрон как можно ближе к краю разрезаемого основного металла. Нажмите кнопку выключателя плазматрона — зажжется дежурная дуга, а затем режущая дуга. После зажигания режущей дуги медленно двигайте плазматрон вдоль планируемой линии разреза. Регулируйте скорость движения так, чтобы искры были видны с обратной стороны листа металла. Дуга должна быть направлена вниз и под прямым углом к поверхности разрезаемого металла. Если на обратной стороне металлического листа не видно искр, это значит, что металл не прорезан насквозь. Это может происходить из-за слишком большой скорости движения, недостаточного тока или из-за того, что струя плазмы направлена не под прямым углом к поверхности разрезаемого металла.
По окончании резки слегка наклоните плазматрон в сторону конца разреза или временно остановитесь, чтобы закончить резку. После того, как вы отпустили кнопку выключателя на плазматроне, некоторое время будет подаваться воздух для охлаждения его нагревающихся частей, и в случае необходимости резку можно снова возобновить.
СТРОЖКА ПЛАЗМЕННОЙ ДУГОЙ
Операцию строжки можно выполнить, когда угол наклона плазматрона в среднем составляет 40 градусов. Нажмите кнопку выключателя плазматрона, чтобы зажечь дежурную, а затем и режущую дугу. В начале строжки поддерживайте как можно более короткую длину горящей плазменной дуги. Затем длину дуги и скорость прохода можно изменять в зависимости от надобности. Не делайте слишком глубокую строжку, лучше выполнить несколько проходов. После того, как вы отпустили кнопку выключателя на плазматроне, некоторое время будет подаваться сжатый воздух для охлаждения, и в случае необходимости строжку можно снова возобновить.
ПРОПЛАВЛЕНИЕ ОТВЕРСТИЙ ПЛАЗМЕННОЙ ДУГОЙ
Проплавить отверстие при угле наклона плазматрона 40 градусов. Нажмите кнопку выключателя. Когда загорится режущая дуга, наклоните плазматрон так, чтобы угол его наклона составлял 90 градусов, и дуга насквозь проплавит основной металл. Лучше всего руководствоваться правилом, что таким способом можно проплавить металл, толщина которого не превышает наибольшей указываемой в паспорте аппарата толщины разрезаемого металла.
Нажмите кнопку выключателя. Когда загорится режущая дуга, наклоните плазматрон так, чтобы угол его наклона составлял 90 градусов, и дуга насквозь проплавит основной металл. Лучше всего руководствоваться правилом, что таким способом можно проплавить металл, толщина которого не превышает наибольшей указываемой в паспорте аппарата толщины разрезаемого металла.
НА ЧТО ОБРАТИТЬ ВНИМАНИЕ ПРИ ВЫБОРЕ АППАРАТА ПЛАЗМЕННОЙ РЕЗКИ
Выходная мощность
Номинальная мощность аппарата плазменной резки подбирается в зависимости от типа и толщины разрезаемого металла. Толщину разрезаемого металла также определяет диаметр сопла, тип применяемого газового потока (воздух, азот).
Определите, какой металл вы собираетесь резать, и проверьте мощность аппарата, который вы собираетесь купить. Например, аппарат плазменной резки имеет номинальную мощность 60 А или 90 А. Используя этот аппарат, можно резать металл толщиной до 30 мм. Аппарат такого типа превосходно служит в различных отраслях промышленности, в автомобильных ремонтных мастерских, в домашних мастерских. Если планируете резать более толстый металл, вам понадобится аппарат плазменной резки который имеет номинальную мощность 90 А или 170 А. Используя этот аппарат, можно резать металл толщиной до 50 мм.
Если планируете резать более толстый металл, вам понадобится аппарат плазменной резки который имеет номинальную мощность 90 А или 170 А. Используя этот аппарат, можно резать металл толщиной до 50 мм.
Скорость резки
Проверьте скорость резки аппарата. Обычно она измеряется сантиметрами в минуту. Некоторыми аппаратами металл толщиной 30 мм можно перерезать в течение 5 минут, другим — достаточно одной минуты. Скорость резки — очень важная характеристика, особенно при массовом производстве, когда необходимо уменьшать затраты времени.
Входная мощность
Проверьте первичное напряжение и необходимую для источника питания силу тока. Также определитесь, необходим ли вам универсальный аппарат, который мог бы работать с различным напряжением и током. Некоторые аппараты могут использовать только напряжение 220 В или 380 В, однофазный или трехфазный ток питания.
Продолжительность работы
Это очень важная характеристика, на которую необходимо обратить внимание при покупке аппарата. Продолжительность работы — это время, в течение которого аппарат, не перегреваясь, может резать. Например: если продолжительность работы (ПН) аппарата 60 %, то аппарат без перерыва может работать 6 минут, а затем в течение оставшихся 4-х минут ему необходимо охлаждаться. Большая продолжительность работы очень важна, если требуется выполнять длинные разрезы, если требуется высокая производительность или если аппарат используется в обстановке при повышенной температуре. Соответствующая продолжительность работы обычно указывается для максимальной мощности аппарата в данном случае. Если аппарат будет использоваться с меньшей мощностью, то соответственно увеличится его продолжительность работы. Температура среды (в которой будет эксплуатироваться аппарат плазменной резки) также может иметь влияние на продолжительность работы. Некоторые производители определяют продолжительность работы своих аппаратов при температуре 40°С. Если продолжительность работы источника питания определена при температуре 25°С, то при температуре 40°С его нельзя будет длительно использовать.
Продолжительность работы — это время, в течение которого аппарат, не перегреваясь, может резать. Например: если продолжительность работы (ПН) аппарата 60 %, то аппарат без перерыва может работать 6 минут, а затем в течение оставшихся 4-х минут ему необходимо охлаждаться. Большая продолжительность работы очень важна, если требуется выполнять длинные разрезы, если требуется высокая производительность или если аппарат используется в обстановке при повышенной температуре. Соответствующая продолжительность работы обычно указывается для максимальной мощности аппарата в данном случае. Если аппарат будет использоваться с меньшей мощностью, то соответственно увеличится его продолжительность работы. Температура среды (в которой будет эксплуатироваться аппарат плазменной резки) также может иметь влияние на продолжительность работы. Некоторые производители определяют продолжительность работы своих аппаратов при температуре 40°С. Если продолжительность работы источника питания определена при температуре 25°С, то при температуре 40°С его нельзя будет длительно использовать.
ПЛАЗМАТРОН (ПЛАЗМЕННАЯ ГОРЕЛКА)
Выбор плазматрона зависит от особенностей материалов или продуктов, которые требуется резать. Плазматрон всегда должен быть достаточной мощности, должен обеспечивать качественную резку в тяжелых рабочих условиях и при интенсивной эксплуатации быть стойким к ударам. Можно использовать плазматроны разной конструкции. Плазматрон с медным соплом, которое более прочно, чем керамическое, практически не бьется, имеет воздушное охлаждение. Рукоятка может быть укомплектована крепящимся к плазматрону дополнительным элементом, который будет поддерживать наконечник на расстоянии от 1,6 мм до 3 мм от рабочей поверхности. Это облегчает работу оператора, так как можно двигать плазматрон на постоянном требуемом расстоянии от рабочей поверхности. Длина дополнительного элемента (фиксированное расстояние между рабочей поверхностью и плазматроном) зависит от толщины разрезаемого металла и требуемой силы тока. Используя при резке малые токи, можно соплом прикоснуться к поверхности металла или провести по металлу. При использовании для резки большого тока (выше 60 А) расстояние между горелкой и поверхностью металла должно быть 1,6-4,5 мм.
При использовании для резки большого тока (выше 60 А) расстояние между горелкой и поверхностью металла должно быть 1,6-4,5 мм.
При выборе плазматрона для плазменной резки необходимо определиться, для каких целей он будет использоваться, так как возможны различные конструкционные решения. Например, если он используется исключительно в диапазоне малых токов и может разрезать только тонкие листы металла, тогда для охлаждения плазматрона защитный газ не требуется, поэтому в этом случае в плазматрон подается только необходимый для резки воздух. Если плазматрон используется для резки толстых листов металла, то требуется больший ток, поэтому в плазматрон желательно подавать не воздух, а защитный газ (азот) для охлаждения плазматрона. При этом качество резки улучшается.
Материалы
Для плазменной резки требуется не только сжатый воздух, но и другие комплектующие части и материалы. Это сопло горелки и электрод для резки. Изношенные или поврежденные сопла или электроды оказывают влияние на качество резки. Низкая квалификация оператора, влажность воздуха, резка толстых листов металла с использованием интенсивных режимов ускоряют износ данных комплектующих частей. Оптимальное качество резки достигается только при одновременной замене сопла и электрода.
Низкая квалификация оператора, влажность воздуха, резка толстых листов металла с использованием интенсивных режимов ускоряют износ данных комплектующих частей. Оптимальное качество резки достигается только при одновременной замене сопла и электрода.
Вес и размеры
Если требуется переносной аппарат плазменной резки, его вес и размеры являются очень важными факторами. Можно приобрести небольшие переносные аппараты, весящие менее 40 кг. Также существуют мощные аппараты плазменной резки, которые весят намного больше, они являются стационарными постами резки и позволяют выполнять качественную резку металлов толщиной до 50 мм.
КАК БЕЗОПАСНО РАБОТАТЬ С ОБОРУДОВАНИЕМ ПЛАЗМЕННОЙ РЕЗКИ
При работе с оборудованием плазменной резки необходимо жестко придерживаться правил техники безопасности, так как, выполняя плазменную резку, мы имеем большое количество представляющих опасность факторов: высокое напряжение, температура, ультрафиолетовое излучение и расплавленный металл.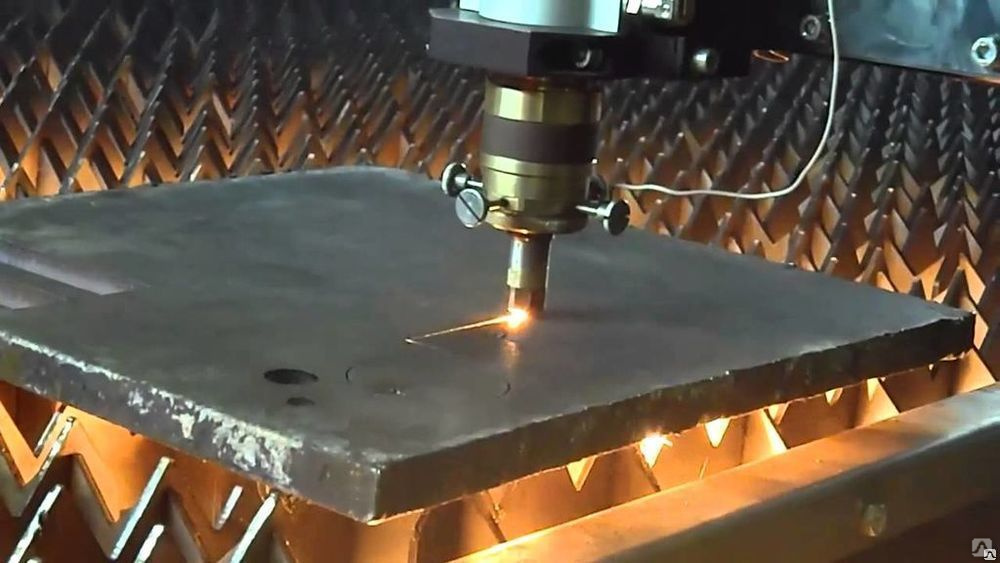 Необходимо носить одежду сварщика, иметь сварочный щиток со стеклами соответствующей степени затемнения.
Необходимо носить одежду сварщика, иметь сварочный щиток со стеклами соответствующей степени затемнения.
Перед началом резки осмотрите защитный щиток, сопло и электрод, не начинайте работу, если сопло или электрод недостаточно закреплены.
Не стучите плазматроном, стараясь удалить брызги металла, так как можете его повредить. Если хотите экономить материалы, избегайте частого зажигания и обрыва плазменной дуги. Всегда руководствуйтесь «Инструкцией пользователя».
Правильно эксплуатируя и обслуживая аппарат плазменной резки, вы сможете выполнять резку с высокой скоростью, качественно и чисто.
ОСНОВНЫЕ ПАРАМЕТРЫ ПЛАЗМЕННОЙ РЕЗКИ
Важными параметрами плазменной резки считаются: факельный зазор (между соплом и листом), состав плазмообразующего газа, скорость резки, сила тока плазменной дуги. Скорость резки будет зависеть от силы тока и зазора между соплом и листом.
При ручной плазменной резке в качестве газа используется воздух. Для автоматической плазменной резки применяется двойной газ: листы до 25 мм режутся азотом и водяным туманом, а более 25 мм – водородом или аргоном в сочетании с азотом или двуокисью углерода. В процессе плазменной резки важен не только используемый газ, но и давление, образующееся в течение резки (чем выше, тем хуже), это повлияет на качество процесса и срок службы электрода и сопла.
В процессе плазменной резки важен не только используемый газ, но и давление, образующееся в течение резки (чем выше, тем хуже), это повлияет на качество процесса и срок службы электрода и сопла.
На длительность эксплуатации электрода и сопла напрямую влияет также ток дуги. Для определенного комплекта электрод-сопло установлен свое номинальное значение тока. Если нужно увеличить ток, то следует брать сопло большего диаметра.
Факельный зазор, т.е. расстояние между соплом и листом, должен быть постоянным. Только в этом случае можно получить качественный рез. Если уменьшить зазор, то это приведет к сгоранию сопла и электрода. Особенно быстро сгорит сопло при контакте с листом.
Скорость плазменной резки влияет на качество реза, а также на образование шлака и легкость его удаления. На качество и точность резки решающее влияние оказывают ширина реза и угол наклона кромок. Эти параметры определяются током дуги, расходом газа и скоростью движения плазмотрона. Ширина реза определяется диаметром выходного отверстия сопла и током дуги. Чтобы оценить ширину, следует увеличить диаметр сопла в 1,5 раза. Широкий рез может получиться при частичном разрушении электрода, большом факельном зазоре (расстоянии между соплом и листом), высоком токе дуги, малой скорости резки.
Чтобы оценить ширину, следует увеличить диаметр сопла в 1,5 раза. Широкий рез может получиться при частичном разрушении электрода, большом факельном зазоре (расстоянии между соплом и листом), высоком токе дуги, малой скорости резки.
ЧАСТО ВСТРЕЧАЕМЫЕ ОШИБКИ ПРИ ПЛАЗМЕННОЙ РЕЗКЕ
Во время выполнения плазморезательных работ специалистами может допускаться ряд характерных ошибок, которые влияют на качество резки и повышают стоимость работ. Первая ошибка – слишком поздно или наоборот слишком рано осуществляется замена комплектующих плазматрона: сопел, электродов и пр. Использование изношенных комплектующих снижает качество резки и сокращает службу самого плазматрона. Если заменит детали ранее, то это приведет росту стоимости плазменной резки.
Вторая ошибка – использование неправильных режимов резки, которые также сокращают срок службы комплектующих плазматрона. Способствует раннему сбою в работе плазматрона небрежное к нему отношение. На плазматрон следует одевать защитный чехол, чистить от пыли и грязи, вовремя менять сопла и электроды, а также прочие комплектующие.
Третья — часто встречаемая ошибка при работе с плазматроном – отсутствие контроля расхода газа и охладителя. Несоответствие влажности, давления и замасленности этих веществ нормам приводит к электрическому пробою в плазматроне, а также к увеличению диаметра дуги, что изнашивает сопла, электроды и прочие комплектующие и ухудшает результат резки.
В режиме непрореза расплавленный металл попадает на плазматрон, к тому же плазматрон работает на повышенном токе, что сокращает срок службы его комплектующих.
Механическое повреждение плазмотрона – самая неприятная ошибка, допускаемая мастером. Могут повредиться сопло, электрод, сам механизм. Во избежание случайных контактов с листом используются стабилизаторы высоты.
УСТРОЙСТВО ПЛАЗМЕННЫХ РЕЗАКОВ
Плазменный резак, называемый также плазмотроном или плазменной горелки предназначается для образования плазмы при резке металла. Плазмотроны предназначаются как для ручной, так и механизированной плазменной резки.
В комплект резака входят следующие узлы: сопло, электродержатель с электродом, дуговая камера, изолятор, который разделяет электродный и сопловый узлы, системы водо- и газоснабжения.
Устройство резака для плазменной резки будет зависеть от рабочей среды, зажигания среды, системы охлаждения и пр. Самые простые виды плазмотронов – для инертных и восстановительных газов. Плазмотроны с водяной и магнитной стабилизацией используются редко.
Резаки с газожидкостной стабилизацией дуги комплектуются системой каналов для подачи воды в столб дуги в сопловом узле. Для стабилизации дуги при плазменной резке используются двухфазные газожидкостные потоки, которые вводятся по схеме двухпоточного плазмотрона. Такой способ стабилизации повышает режущие свойства плазменной дуги, а за счет подачи жидкости в формирующее сопло улучшается его охлаждение.
Также активно используются плазмотроны с водяной завесой и газожидкостной системой охлаждения. Они также укомплектованы системой водяных каналов, которые создают завесу вокруг дуги. Вода охлаждает кромку металла и улучшает условия и качество плазменной резки таким плазмотроном.
Сопло плазменного резака формирует дугу, разрезающую металл. На свойства дуги будут влиять форма и размеры соплового канала. Уменьшая диаметр сопла и увеличивая его длину, вы получаете поток плазмы высокой скорости и отличные условия плазменной резки.
На свойства дуги будут влиять форма и размеры соплового канала. Уменьшая диаметр сопла и увеличивая его длину, вы получаете поток плазмы высокой скорости и отличные условия плазменной резки.
ПЛАЗМЕННАЯ РЕЗКА ЗИМОЙ
В зимний период при минусовых температурах отличной альтернативой газо-кислородной резке становится плазменная резка. Этот вид резки металла не требует заправки, аттестации, доставки большого количества комплектующих. Для плазменной резки нужна лишь электроэнергия и периодическая смена комплекта сопел и электродов.
Для плазменной резки при низких температурах плазмотрон должен иметь воздушное охлаждение. Соблюдайте осторожность при работе с плазмотроном зимой. Компрессор, шланги и сам плазмотрон между работами нужно хранить в местах с плюсовой температурой.
Аппараты плазменной резки с воздушным охлаждением плазмотрона режут металл толщиной до 55 мм. Но не весь металл имеет подобную толщину, иногда требуется плазмотрон для более плотного листа. Аппараты могут комплектуются кабель-шланговыми пакетами до 30 м – это позволит осуществлять плазменную резку на морозе, не вынося само оборудование из теплого помещения.
МАШИНЫ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ
Плазменная резка может быть как ручной, так и механизированной. В комплект оборудования для механизированной резки входят плазменная горелка (плазмотрон), источник энергии, система управления процессом резки, устройство для перемещения установки.
Машины для плазменной резки могут быть стационарными и передвижными, одно-, двух- и многоместными, портального, портально-консольного и шарнирного типа, с фотоэлектронным, магнитным или числовым управлением.
На машинах для плазменной резки портального типа лист располагается под ходовой частью – порталом. На портально-консольных машинах лист находится под консолью, а на портале располагается копировальное устройство. На консоли находятся плазмотрон и суппорт. Шарнирные машины размещают лист под шарнирной рамой. В комплект такого устройства также входят суппорт, копирующий механизм и собственно плазмотрон.
При фотоэлектронном управлении машиной для плазменной резки фотокопировальное устройство отслеживает контур чертежа. Плазмотрон режет лист четко по контуру, повторяя за фотоэлементом.
Плазмотрон режет лист четко по контуру, повторяя за фотоэлементом.
Электромагнитное управление плазменной резкой используется в шарнирных машинах. Копиром является ранее вырезанная деталь. Копировальная машина комплектуется электродвигателем, редуктором, электромагнитом и металлическим стержнем. Под действием магнита стержень прижимается к копиру и обводит его по контуру. За стержнем движется и плазматрон.
Программное управление процессом резки позволяет получать комплект деталей нужного контура, а также заранее программировать плазматрон на выполнение определенной задаче по резке в зависимости от толщины металла, вида реза и пр.
Станки для плазменной резки с плазматронами различаются также по виду обрабатываемой продукции. Это может быть прокат, листовой или профильный, трубы. От вида разрезаемой продукции зависит комплектация того или иного станка.
ПЛАЗМОТРОН С МЕДНЫМ ПОЛЫМ ЭЛЕКТРОДОМ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ
Ресурс работы электрода при плазменной резке особо актуален, когда дело имеешь с толстым металлом.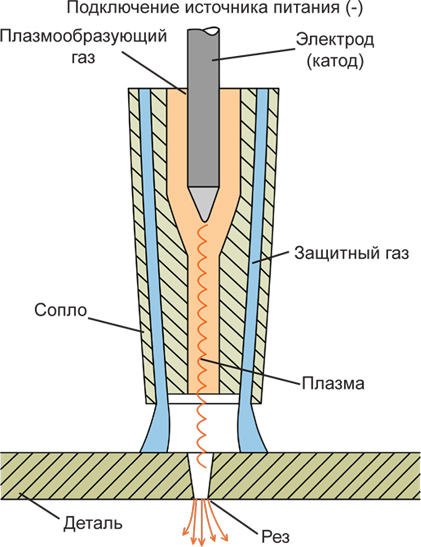 Для решения этой проблемы существует плазмотрон с полым медным внутренним электродом, оснащенный резьбовой нарезкой. При разработке плазмотрона за основу брались теоретические и экспериментальные исследования. За основу бралась модель непрерывно движущегося пятна привязки дуги по поверхности электрода. В каждом макро пятне есть микро пятна, которые передвигаются по поверхности разогретого электрода. Для расчета эрозии электрода высчитывают время нагрева электрода до плавления, кипения и испарения, а также принимают плотность тока в микро пятне.
Для решения этой проблемы существует плазмотрон с полым медным внутренним электродом, оснащенный резьбовой нарезкой. При разработке плазмотрона за основу брались теоретические и экспериментальные исследования. За основу бралась модель непрерывно движущегося пятна привязки дуги по поверхности электрода. В каждом макро пятне есть микро пятна, которые передвигаются по поверхности разогретого электрода. Для расчета эрозии электрода высчитывают время нагрева электрода до плавления, кипения и испарения, а также принимают плотность тока в микро пятне.
Уменьшение плотности тока в микро пятне приводит к уменьшению эрозии электрода плазмотрона. Применение резьбовой нарезки на внутренней поверхности полого электрода способствует образованию застойных зон, когда поток отрывается за каждым витком резьбы. Застойные зоны на электроде способствуют выравниванию различных параметров и увеличению интенсивности пульсации. В результате создания благоприятных условий для крупномасштабного шунтирования, опорное пятно дуги распределяется на несколько опорных пятен, тем самым предотвращается нагрев электрода плазмотрона и увеличивается срок его службы.
Плазмотрон с медным полым электродом в связи с рядом его особенностей комплектуется источником питания с более высоким напряжением холостого хода. Увеличения напряжения дуги приводит к росту мощности плазмотрона, что благоприятно влияет на резку. С медным полым электродом плазмотрон может работать и на нейтральных, и на кислородсодержащих газах.
Такого рода плазмотрон состоит из катодного и соплового узлов, которые разделены вихревой камерой, куда подается газ. Узел катода – это медный полый электрод, запрессованный в корпус. Сопловой узел – это водоохлаждаемая секция со сквозным каналом.
На мощность плазмотрона влияет увеличение тока дуги, а также изменение расстояние между срезом сопла и изделием. При силе тока на дуге 400 А и толщине металла до 80 мм стойкость сопла и внутреннего электрода плазмотрона составит 120-150 часов.
ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ КАЧЕСТВО ПЛАЗМЕННОЙ РЕЗКИ
Иногда можно встретить мнения о недостаточном качестве плазменной резки металлов. Но они однозначно ошибочны и связаны с отсутствием опыта человека в этой сфере.
Но они однозначно ошибочны и связаны с отсутствием опыта человека в этой сфере.
Плазменная резка способна справится с широким ассортиментом металлов и сплавов. Благодаря высокой температуре луча плазмотрона, плазменный резак разрежет и титан.
Комплектующие и оборудования для плазменной резки недорогие в сравнении с той же лазерной резкой. К тому же комплект сопел и электродов для резки не занимает много места.
Основных факторов, которые влияют на качество плазменной резки всего пять. Во-первых, это техническое состояние оборудования. Исправность механизмов и комплектующих, отсутствие конденсата и примесей, точность приводов, калибровка датчиков в первую очередь влияют на исход резки. Следующими факторами, обусловливающими отличную работу плазмотрона и комплектующих, а также качественную резку являются давление и качество плазмообразующего газа. Фактор номер четыре – это скорость перемещения плазмотрона на прямых и радиусных территориях.
И последний, но не менее важный показатель – контроль за состоянием электрода и сопла. Состояние этих небольших, но очень важных комплектующих аппарата для плазменной резки способно определить исход процесса.
Состояние этих небольших, но очень важных комплектующих аппарата для плазменной резки способно определить исход процесса.
Плазмотрон высокой мощности, обеспечивающий высокую концентрацию энергии в месте реза, гарантирует малую ширину реза, отличное качество кромок и отсутствие коробления. На качество реза также важное влияние оказывает скорость перемещения плазмотрона. Правильно выбранная скорость плазмотрона обеспечит узкий, шириной не более двойного диаметра сопла, рез, гладкие поверхности и отсутствие скруглений.
ПЛАЗМЕННАЯ РЕЗКА: ТЕХНОЛОГИЯ, ТИПЫ, КОМПЛЕКТУЮЩИЕ
Плазменная резка разрезает металл за счет теплоты, которая выделяется сжатой плазменной дугой. А получается плазменная дуга в специальном устройстве – плазмотроне в результате сжатия и вдувания в нее плазмообразующего газа.
Различают плазменно-дуговую резку и резку плазменной дугой. При первом типе резки дуга образуется между электродом и слоем металла. Разрезает металл энергия одного из приэлектродных пятен дуги, плазмы столба и факела.
При резке плазменной дугой дуга горит между электродом и наконечником плазмотрона, металл же не входит в электрическую цепь. Часть плазмы дуги выносится из плазмотрона в виде струи, которой и режется металл.
В плазмотроне находится цилиндрическая дуговая камера с выходным каналом, который формирует сжатую плазменную дугу. Такое комплектующее как электрод располагается в тыльной части этой камеры. Обычно возбуждение дуги между электродом и металлом затруднительно. Поэтому зажигается дежурная дуга между электродом и плазмотроном. Эта дуга выходит из сопла и при касании с металлом образуется рабочая дуга, а дежурная тухнет.
В дуговую камеру плазмотрона подается плазмообразующий газ, который под действием тепла дуги нагревается, увеличивается в объеме и истекает из сопла со скоростью 2-3 км/с.
Электроды, важнейшие комплектующие аппаратов и машин для плазменной резки, изготавливаются из вольфрама, меди, гафния и прочих металлов. Не менее важные комплектующие сопла выбираются медные и медные с вольфрамовой вставкой. Комплект электрод-сопло наряду с плазмотроном являются важнейшими составляющим устройств для плазменной резки, от качества которых зависит исход резки. На процесс резки и характеристики основных узлов плазмотрона влияет состав плазмообразующего газа. Наряду с комплектующими плазменного резака, плазмообразующая среда определяет количество тепла, которое будет выделяться в процессе, поскольку при определенной геометрии сопла и токе именно состав среды будет определять напряженность поля столба дуги внутри и снаружи сопла.
Комплект электрод-сопло наряду с плазмотроном являются важнейшими составляющим устройств для плазменной резки, от качества которых зависит исход резки. На процесс резки и характеристики основных узлов плазмотрона влияет состав плазмообразующего газа. Наряду с комплектующими плазменного резака, плазмообразующая среда определяет количество тепла, которое будет выделяться в процессе, поскольку при определенной геометрии сопла и токе именно состав среды будет определять напряженность поля столба дуги внутри и снаружи сопла.
УСТАНОВКИ ПЛАЗМЕННОЙ РЕЗКИ
Чтобы укомплектовать машины плазменной резки всем необходимым используются плазмотроны, электроды, сопла, системы и аппараты различных производителей.
Плазменная резка металла: технология, оборудование, преимущества
Екатерина
Плазменная резка листового металла – разновидность термической обработки материалов, их разделение на части при помощи струи плазмы. В последние 15 лет плазморезы используются не менее интенсивно, чем гидроабразивные и лазерные устройства. Свидетельством этому – активный покупательский спрос и множество позитивных отзывов от профессионалов. Такие вопросы, как «что такое плазменная резка?» и «как она работает?» могут возникнуть у начинающего сварщика. Давайте найдем на них ответы и разберемся, почему резка металла плазмой так популярна.
В последние 15 лет плазморезы используются не менее интенсивно, чем гидроабразивные и лазерные устройства. Свидетельством этому – активный покупательский спрос и множество позитивных отзывов от профессионалов. Такие вопросы, как «что такое плазменная резка?» и «как она работает?» могут возникнуть у начинающего сварщика. Давайте найдем на них ответы и разберемся, почему резка металла плазмой так популярна.
Содержание статьи
- Что задействовано при резке плазменной струей
- Виды плазменной резки
- Как работает плазменная резка
- Плазменная резка какого металла возможна
- Оборудование для плазменной резки металла
- Преимущества и недостатки резки плазмой
- Резка плазменной струей: примеры
- В заключение
Что задействовано при резке плазменной струей
плазменная резка металлаОборудование для плазменной резки металла включает в себя:
- Источник питания. Чтобы плазменная дуга в процессе резки работала стабильно и не разбрызгивала металл, источник питания преобразует переменный ток в постоянный, а также регулирует его силу.
- Плазмотрон. Генератор плазмы состоит из электрода, изолированного от него сопла и механизма, которое закручивает плазмообразующий газ. Для качественной работы плазмотрону нужен защитный кожух.
- Систему розжига дуги. Ее назначение – образовывать искру в плазмотроне, которая нужна для поджига плазменной дуги.

Виды плазменной резки
Современное оборудование для плазменной резки металла бывает двух разновидностей: ручное и механизированное (высокоточное).
Ручные системы преобразуют в плазму обычный воздух. Сила тока такого устройства – от 12 до 120 А. Минимальная толщина металла, которую может разрезать прибор на самых низких токах, составляет 3,2 мм.
Более технологичной разновидностью традиционных плазменных станков являются ручные механизированные. Они оснащены числовым программным управлением и предназначены для работ, которые требуют высокой производительности – например, для изготовления тяжелого промышленного оборудования. Сила тока — от 130 до 1000 А. Максимальная толщина разрезаемого материала – до 159 мм.
Максимальная толщина разрезаемого материала – до 159 мм.
Высокоточные станки используются для очень качественной и быстрой резки с минимальным износом расходников. Отверстие сопла в таких аппаратах маленькое, что позволяет получить дугу с силой тока 40 -50 тысяч А на квадратный дюйм. Для выработки плазмы, кроме очищенного воздуха, используются кислород, азот, смесь из аргона, азота и водорода. Максимальная толщина реза — 160 мм.
Как работает плазменная резка
устройство плазменной резкиПлазма представляет собой ионизированный газ, который обладает электропроводностью и содержит в себе заряженные частицы. В качестве плазмообразующих могут использоваться активные газы (кислород или смесь газов — воздух) и неактивные газы (водород, аргон, азот). Их нагревание и ионизация при помощи дугового разряда происходят в плазмотроне. Чем выше поднимется температура газа, тем больше он будет ионизирован. Температура плазменного потока достигает до 6000 градусов по Цельсию.
Чтобы осуществить плазменную резку пластин металла, сперва нужно их надежно закрепить на станке. Затем между обрабатываемым материалом и форсункой происходит короткое замыкание, в результате которого зажигается электрическая дуга. Чтобы зажечь основную дугу, может использоваться дежурная. Она образуется при помощи осциллятора и имеет силу тока 25-60 А. Затем под большим давлением в сопло подается газ, который под воздействием электричества превращается в плазму, которая выходит из аппарата со скоростью 500 – 1500 м/с. Технология плазменной резки металла предполагает, что металл в области разреза расплавляется и выдувается во время перемещения резака.
Затем между обрабатываемым материалом и форсункой происходит короткое замыкание, в результате которого зажигается электрическая дуга. Чтобы зажечь основную дугу, может использоваться дежурная. Она образуется при помощи осциллятора и имеет силу тока 25-60 А. Затем под большим давлением в сопло подается газ, который под воздействием электричества превращается в плазму, которая выходит из аппарата со скоростью 500 – 1500 м/с. Технология плазменной резки металла предполагает, что металл в области разреза расплавляется и выдувается во время перемещения резака.
Знаете ли вы, что принцип плазменной резки металла несколько отличается для каждой из ее разновидностей? Это обстоятельство стоит учитывать, так как грамотный подбор инструментов и материала – залог энергоэффективности проводимых работ.
- При ручной резке плазменной струей электрод и детали сопла, даже если источник питания отключен, соединены. Если нажать триггер, через этот контакт пойдет постоянный ток, который также запустит поток плазменного газа. Электрод и сопло разомкнутся только тогда, когда давление плазменного газа будет оптимальным. Затем возникнет электрическая искра, и под действием высоких температур образуется плазма. Электрический ток переместится на контур, охватывающий электрод и разрезаемый металл. Если триггер отпустить, подача тока и воздуха прекратится.
- При высокоточной резке плазменной струей электрод и детали сопла не соприкасаются. Для их изоляции предназначен завихритель. Когда включается источник тока, начинается предварительная подача газа в плазмотрон. Вспомогательная дуга в это время служит для питания сопла (подключение к «+» потенциалу) и электрода (подключение к «-» потенциалу). Затем вырабатывается высокочастотная искра, и ток от электрода к соплу идет уже через образованную плазму. Плазменная струя начинает разрезание металла, и контур тока переходит от электрода на обрабатываемую поверхность. После этого источник тока устанавливает оптимальную силу тока, происходит регулировка потока газа.
.jpg) Электрод и сопло разомкнутся только тогда, когда давление плазменного газа будет оптимальным. Затем возникнет электрическая искра, и под действием высоких температур образуется плазма. Электрический ток переместится на контур, охватывающий электрод и разрезаемый металл. Если триггер отпустить, подача тока и воздуха прекратится.
Электрод и сопло разомкнутся только тогда, когда давление плазменного газа будет оптимальным. Затем возникнет электрическая искра, и под действием высоких температур образуется плазма. Электрический ток переместится на контур, охватывающий электрод и разрезаемый металл. Если триггер отпустить, подача тока и воздуха прекратится.
Зная, как работает аппарат плазменной резки, а также специфику работ, которые вам предстоят, можно собрать устройство плазменной резки своими руками, благо инструкции для этого широко представлены на просторах интернета. Наиболее подходящий для преобразования механизм — сварочный инвертор. Бытовым плазморезом можно не только разрезать металл, но и произвести плазменную сварку.
Плазменная резка какого металла возможна
нарезанные плазмой заготовкиПлазменный резак может использоваться как для цветных металлов, так и для черных и их сплавов. В первом случае в качестве основы для плазмы используются неактивные газы, а во втором – активные. Толщина материалов, которые способен обработать плазменный резак, может достигать 220 миллиметров. С помощью плазмы можно резать и тонкие металлы.
Однако обратите внимание, что даже самые дорогостоящие плазморезы не могут гарантировать отсутствие скоса, конусность резки все равно будет составлять 2-4 градуса.
Аппарат плазменной резки может производить как раскраивание металлического листа по прямой линии, так и фигурную резку, в том числе сверление отверстий. Минимальный диаметр отверстий при этом не может быть меньше 1,5 – 2 толщин металлической заготовки.
Минимальный диаметр отверстий при этом не может быть меньше 1,5 – 2 толщин металлической заготовки.
Оборудование для плазменной резки металла
Механизмы для резки плазменной струей бывают двух типов. Инверторные эффективны в случае, если вам необходима высокая производительность, а толщина металла не превышает 30 мм. Трансформаторные имеют меньший КПД, однако с их помощью можно нарезать более толстые детали.
По степени мобильности оборудование можно условно разделить на три разновидности:
- Ручные. Такая установка универсальна и компактна, но при этом потребляет много электроэнергии. Представляет собой коробку, оснащенную шлангом и горелкой.
ручная плазменная резка
- Портальные. Имеют вид станков с просторной рабочей поверхностью, на которой располагается разрезаемый материал. Для их размещения требуется много свободного пространства, а для работы – мощный источник электроэнергии.
портальная установка плазменной резки
- Переносные. Разрезаемый металл укладывается в отсек, имеющий вид рамы с рейками.
переносная плазменная резка

Преимущества и недостатки резки плазмой
К очевидным преимуществам плазменно-дуговой резки можно отнести следующие:
- Установки для плазменной резки имеют меньшую стоимость по сравнению с лазерными.
- Плазморезка может справиться с толщиной металла, недостигаемой для лазера.
- Нарезанию плазмой поддаются практически все металлы, проводящие ток (медь, сталь, латунь, чугун, титан и т.д).
- Толщина реза плазменной установки зависит от типа станка и его наконечников. Аппараты с минимальной толщиной реза снижают процент потери металла и увеличивают концентрацию потока плазмы.
- Дополнительная обработка реза не нужна.
- Безопасность плазменной установки. Ее конструкция не предполагает баллонов со сжатым газом, которые могут стать причиной пожара или взрыва.
- Вмешательство обслуживающего персонала при автоматической резке сводится к минимуму.
Минусов у плазморезов не так и много:
- Если нужно разрезать металл толщиной более 200 мм, придется прибегнуть к другим видам резки.
- Нужно обращать пристальное внимание на угол отклонения. Он не должен составлять более 50 градусов.
- К одному аппарату невозможно подключить два резака.

Плюсы и минусы плазменного раскроя металла по сравнению с лазерным мы уже раскрывали в одной из статей.
Резка плазменной струей: примеры
резка труб плазмойМетод плазменной резки является довольно универсальным. Струей ионизированного газа можно разделять на части практически все металлы любых конфигураций. В строительстве и промышленности чаще всего к помощи плазмы прибегают в тех случаях, когда необходимо разделить на части тонкие листы металла, разрезать рулоны стали, изготовить металлические штрипсы или измельчить чугунный лом.
Оснащенные центраторами труборезы помогут вам разделить на фрагменты трубы любого диаметра. При этом функционал оборудования позволяет провести зачистку швов и разделывание кромок. С помощью плазмы осуществляют также сверление в металле отверстий.
Художественная плазменная резка широко распространена в строительстве. К этому методу прибегают при оформлении ограждений, уличных очагов, беседок, флюгеров, разнообразных элементов интерьера.
В заключение
Плазменная резка — быстрый и эффективный способ нарезать металл толщиной до 200 мм. Она может применяться для любых материалов, обладающих электропроводностью: меди, стали, латуни, чугуна, титана, алюминия, сплавов. Принцип действия плазменного резака основан на плавлении металла тонкой струей ионизированного газа и сдувании расплавленного материала с области реза.
Оборудование для нарезки плазмой бывает ручное и механизированное; инверторное и трансформаторное; ручное, портальное и переносное. Несмотря на различия в тех или иных характеристиках, любое из перечисленных приспособлений состоит из источника питания, системы поджига дуги и плазмотрона. Зная принцип работы устройства, собрать генератор плазмы для резки металла можно в домашних условиях.
Похожие публикации
Плазменная резка
Плазменная резка – это высокоточный, безопасный и экологичный способ раскроя металла и изделий из неметаллических материалов. К ее преимуществам относятся:
- возможность разрезать нержавеющие и тугоплавкие сплавы, что недоступно, к примеру, для газового метода;
- высокая точность разрезов, компьютерное управление процессом;
- возможность вырезать изделия сложной, фигурной, художественной формы;
- быстрота процесса;
- чистые ровные края разреза, минимальное количество дефектов и окалин.
Основные недостатки – высокая стоимость оборудования (плазмотрона) и его обслуживания, небольшая толщина стали, которую можно разрезать данным способом (до 5 см) и высокий уровень шума при работе.
Типы плазменной резки, описание технологии
При раскрое металлопроката в основном применяется плазменно дуговая резка. Принцип ее работы основан на том, что ионизированный поток воздуха (или другого газа) начинает не изолировать, а, напротив, проводить электроток. Между соплом сварочного инструмента и разрезаемым металлом образуется электрическая дуга. Разогретый ею до 20-30 тысяч градусов ионизированный поток и представляет собой плазму.
Существует также технология резки плазменной струей, но она обычно применяется для раскроя неметаллических заготовок.
В отличие от резки газом, плазма не сжигает металл, а с высокой скоростью расплавляет его и выдувает из разреза. Поэтому данный метод более экологичен, чем газовый – в воздух не выбрасываются продукты сгорания (за исключением обработки, где для образования плазмы используется азот).
В процессе плазменно дуговой резки используется несколько основных типов газа:
- пусковой – газ, который поджигает ионизированнный поток;
- режущий – газ, который образует электрическую дугу и выдувает расплавленный металл из среза. Пусковой и режущий газы классифицируются также как плазмообразующие;
- вихревой – газ, который обволакивает поток плазмы, сужает его, делает более концентрированным, а также охлаждает его и повышает качество среза.
 Пусковой и режущий газы классифицируются также как плазмообразующие;
Пусковой и режущий газы классифицируются также как плазмообразующие;В зависимости от состава разрезаемого сплава, требуемого качества среза, скорости работы, ее стоимости, машинного либо ручного выполнения в качестве плазмообразующих и вихревых газов могут использоваться: воздух, азот, кислород, смеси аргона и водорода, азота и кислорода, азота и водорода.
Плазменно воздушная резка – самый простой и экономичный способ, при котором в качестве вихревого газа используется сжатый воздух, а режущим газом обычно служит кислород. Отлично подходит для разрезания низколегированных сталей.
Для резки высококачественной стали в качестве плазмообразующего газа может использоваться смесь азота с водородом или аргона с водородом, в качестве вихревого – азот. Это дает гладкую и перпендикулярную поверхность среза, увеличивает скорость обработки.
Во время разрезания металла также используется вода, которая поглощает вредные испарения, охлаждает плазмотрон, тем самым продлевая срок его службы. Вода защищает свежий срез металла от соприкосновения с воздухом и возможного окисления.
Сама процедура плазменного раскроя металла на первый взгляд довольно проста: резак держат как можно ближе к поверхности металла под прямым углом и медленно перемещают вдоль линии реза. Однако нужно точно регулировать силу подаваемого на плазморез тока, скорость перемещения и угол направленности дуги, иначе можно перегреть металл, получить окалины на срезе или не прорезать заготовку насквозь.
Поэтому для точного и быстрого раскроя металлических изделий в современных условиях чаще всего используются автоматические плазморезные станки.
Особенности плазменной резки
Помимо высокой цены на оборудование и малой толщины обрабатываемого металла, которые мы уже называли, плазменная резка требует также:
- источника электропитания;
- доступа к баллонам со сжатым воздухом и/или плазмообразующим газом. Последние чаще всего не столь взрывоопасны, чем пропан, ацетилен и другие газы, используемые в газовых резаках, поэтому данный способ более безопасен, чем газовый.
 Последние чаще всего не столь взрывоопасны, чем пропан, ацетилен и другие газы, используемые в газовых резаках, поэтому данный способ более безопасен, чем газовый.
Последние чаще всего не столь взрывоопасны, чем пропан, ацетилен и другие газы, используемые в газовых резаках, поэтому данный способ более безопасен, чем газовый.Качество и скорость плазменной резки напрямую зависят от свойств плазмы. Точный подбор вида газов, их сочетания и концентрации, с учетом состава разрезаемого сплава, позволяют:
- регулировать ширину разреза и скорость процесса, благодаря уменьшению или увеличению плотности тока в плазменной дуге;
- прогнозировать выделение тепла, образующегося во время вступления плазмы и разрезаемого материала в химическую реакцию, и использовать это тепло для плавки;
- определять теплопроводность плазмы и рассчитывать величину тепловой энергии, передаваемой разрезаемому материалу;
- изменять поверхностное натяжение, химический состав расплавляемого металла;
- определять качество среза, формировать ровные кромки;
- легко и быстро удалять расплавленный металл из среза.

Используемое оборудование
Для плазменной резки необходима следующая аппаратура:
- источник электроэнергии. Обычно плазморез подсоединяют либо к трансформатору, либо к инвертору. Инвертор по всем параметрам (КПД, экономичность, стабильность дуги) лучше, чем трансформатор. Кроме одного – с питанием от инвертора плазморез не способен разрезать изделие большой толщины;
- плазмотрон – «сердце» устройства. Он состоит из дуговой (плазмообразующей) камеры, электрода, сопла, систем подачи газа и воды;
- компрессор – необходим для направления струи воздуха строго вдоль оси плазменного потока.
Как работает плазмотрон?
Процесс образования плазменной дуги происходит примерно следующим образом.
Между соплом и электродом плазмотрона возникает электрический разряд и разжигается так называемая дежурная дуга. Она выдувается через сопло наружу и касается металлической разрезаемой поверхности. Возникает замыкание между электродом и металлом, создается уже настоящая дуга, которая нагревает и ионизирует подаваемый в плазмообразующую камеру газ. Образовавшийся плазменный поток выдувается из сопла. Вихревой газ сужает и концентрирует плазму, не позволяя ей касаться стенок сопла. Скорость плазмы в итоге достигает 2-3 км в секунду, а температура – до 30 тысяч градусов.
Образовавшийся плазменный поток выдувается из сопла. Вихревой газ сужает и концентрирует плазму, не позволяя ей касаться стенок сопла. Скорость плазмы в итоге достигает 2-3 км в секунду, а температура – до 30 тысяч градусов.
Плазменная резка на заказ в ООО «ТД «Ареал»
ООО «ТД «Ареал» применяет все современные способы раскроя металлопроката, в том числе и плазменную резку. При заказе продукции вы можете оговорить необходимые вам индивидуальные размеры – мы разрежем изделия в соответствии с вашими требованиями.
Мы также обеспечим быструю погрузку и доставку металлопроката по Москве, Московской области и центральному региону РФ.
Принцип плазменной резки. Работа на плазменной резке.
2.1 Нечто большее, чем просто одно из состояний вещества?
Как правильно понимать источники плазменной резки? Плазма представляет собой нагретый до высокой температуры газ, обладающий электропроводимостью, который состоит из положительно и отрицательно заряженных частиц, а также возбужденных и нейтральных атомов и молекул. Между процессами диссоциации, ионизации и рекомбинации, присущими плазменному состоянию, устанавливается динамический баланс. В результате плазма электрически нейтральна. В физике плазму часто называют четвёртым состоянием вещества. В природе плазменное состояние вещества, обусловленное высокими температурами, имеет место внутри солнца и других звёзд. Молния также является примером перехода вещества в плазменное состояние, происходящий под действием сил электрического поля большой величины.
Между процессами диссоциации, ионизации и рекомбинации, присущими плазменному состоянию, устанавливается динамический баланс. В результате плазма электрически нейтральна. В физике плазму часто называют четвёртым состоянием вещества. В природе плазменное состояние вещества, обусловленное высокими температурами, имеет место внутри солнца и других звёзд. Молния также является примером перехода вещества в плазменное состояние, происходящий под действием сил электрического поля большой величины.
| Рисунок 1: Плазма — четвертое состояние вещества |
Для того чтобы создать плазму для технических потребностей, газ либо сильно разогревается с помощью источника тепла, либо подвергается действию сильного электрического поля, так чтобы перевести его в ионизированное состояние.
2.2 Принцип плазменной резки
Плазменная резка – это процесс термической резки, при котором плазменная дуга обжимается, проходя через сопло. Дуга прямого действия, которая возникает, когда электрический ток протекает от неплавящегося электрода (катода) на изделие (анод), используется для резки материалов, обладающих электрической проводимостью. Эта форма плазменной резки является наиболее часто используемой. В случае дуги косвенного действия, она создаётся между электродом и соплом. Даже если используется режущий газ, в состав которого входит кислород, тепловой эффект плазменной дуги преобладает. Таким образом, данный метод не рассматривается как процесс кислородной резки, а скорее как резка путём плавки.
Дуга прямого действия, которая возникает, когда электрический ток протекает от неплавящегося электрода (катода) на изделие (анод), используется для резки материалов, обладающих электрической проводимостью. Эта форма плазменной резки является наиболее часто используемой. В случае дуги косвенного действия, она создаётся между электродом и соплом. Даже если используется режущий газ, в состав которого входит кислород, тепловой эффект плазменной дуги преобладает. Таким образом, данный метод не рассматривается как процесс кислородной резки, а скорее как резка путём плавки.
Плазменные газы в дуге частично подвергаются диссоциации и ионизации, что делает их электропроводящими. Благодаря высокой плотности энергии и температуре плазма расширяется и движется по направлению к изделию со скоростью, которая в три раза превышает скорость звука.
Благодаря рекомбинации атомов и молекул на поверхности изделия потреблённая энергия сразу же высвобождается и усиливает тепловой эффект воздействия плазменной дуги на изделие. В плазменной дуге температура доходит до 30 000 К. В сочетании с высокой кинетической энергией плазменного газа такая температура обеспечивает чрезвычайно высокую скорость резки всех материалов, обладающих электрической проводимостью, которая зависит от толщины материала.
В плазменной дуге температура доходит до 30 000 К. В сочетании с высокой кинетической энергией плазменного газа такая температура обеспечивает чрезвычайно высокую скорость резки всех материалов, обладающих электрической проводимостью, которая зависит от толщины материала.
Для начала процесса резки в первую очередь зажигается пилотная дуга между соплом и электродом путём подачи высокого напряжения. Эта низкоэнергетическая пилотная дуга подготавливает пространство между плазменным резаком и изделием, вызывая частичную ионизацию. Когда пилотная дуга контактирует с изделием (резка с лёта), благодаря автоматическому увеличению мощности зажигается основная плазменная дуга.
| Рисунок 2: Принцип плазменной резки с помощью дуги прямого действия |
Металлический материал плавится и частично испаряется благодаря тепловой энергии дуги и плазменного газа. Расплавленный металл выдувается из реза под действием кинетической энергии плазменного газа. В отличие от кислородной резки, при которой около 70% тепловой энергии вырабатывается благодаря сгоранию железа, в процессе плазменной резки энергия, требующаяся, для того чтобы расплавить материал в резе создаётся только под действием электричества.
В отличие от кислородной резки, при которой около 70% тепловой энергии вырабатывается благодаря сгоранию железа, в процессе плазменной резки энергия, требующаяся, для того чтобы расплавить материал в резе создаётся только под действием электричества.
Выбор используемого плазменного газа зависит от того, какой материал требуется разрезать. Например, одноатомный газ аргон и/или двухатомные газы, такие как водород, азот, кислород и смеси этих газов, а также очищенный воздух, используются в качестве плазменного газа и режущего газа.
Резаки могут иметь как водяное, так и газовое охлаждение. В зависимости от того, где используются процессы плазменной резки, различают процессы, выполняемые над водой и на ней, а также такие, которые производятся под поверхностью воды.
2.3 Оборудование для плазменной резки
2.3.1 Источник питания для плазменной резки
Источник питания для плазменной резки подаёт рабочее напряжение и ток резки для основной и вспомогательной дуги. Напряжение источника питания для плазменной резки без нагрузки находится в диапазоне между 240 и 400 В. В состав источника питания входит система зажигания пилотной дуги (вспомогательной плазменной дуги), назначение которой состоит в возбуждении основной плазменной дуги. Для того чтобы это выполнить сначала зажигают плазменную дугу косвенного действия, используя импульсы высокого напряжения. Назначение данной дуги состоит в ионизации пространства между соплом и изделием, что позволяет возбудить основную плазменную дугу.
В состав источника питания входит система зажигания пилотной дуги (вспомогательной плазменной дуги), назначение которой состоит в возбуждении основной плазменной дуги. Для того чтобы это выполнить сначала зажигают плазменную дугу косвенного действия, используя импульсы высокого напряжения. Назначение данной дуги состоит в ионизации пространства между соплом и изделием, что позволяет возбудить основную плазменную дугу.
| Рисунок 3: Пример установки для плазменной резки |
Источники питания для плазменной резки либо имеют круто падающую кривую вольтамперной характеристики (рис. 6), либо постоянную токовую характеристику (рис. 7), в связи с чем при удлинении дуги мощность резки изменяется незначительно или остаётся неизменной.
| Рис.6: Источник питания для плазменной резки с крутоубывающей (крутопадающей характеристикой) кривой напряжения и тока | Рис. 7: Источник питания для плазменной резки с постояноой токовой характеристикой (вертикальнок падение) 7: Источник питания для плазменной резки с постояноой токовой характеристикой (вертикальнок падение) |
2.3.2 Электрод и сопло плазменного резака
Повышение эффективности плазменной резки в большой степени зависит от конструкции плазменного резака. Чем плотнее плазменная дуга обжимается, тем выше скорость резки и качество кромки реза.
Важнейшими деталями плазменного резака являются плазменное сопло и электрод. Как плазменное сопло, так и электрод являются быстроизнашивающимися деталями. Неправильный подбор, либо неверное использование сопла или электрода могут значительно сократить срок их службы и повредить резак.
Срок службы электрода в значительной степени определяется силой тока резки, количеством зажиганий, а также типом используемого плазменного газа. Кроме того, управление газом и мощностью вначале и в конце резки, а также рассеяние тепла от электрода также играет ключевую роль. Обычно используются электроды стержневой формы из вольфрама, а также имеющие форму пальца из циркония или гафния, которые можно сделать заострёнными или плоскими. Ввиду того, что они подвержены эрозии, электроды из вольфрама могут применяться только с инертными плазменными газами и их смесями, а также с газами с низкой реакционной способностью и восстановительными плазменными газами. При использовании чистого кислорода, либо плазменных газов, в состав которых входит кислород, электроды будут служить значительно дольше, если они будут изготовлены из циркония или гафния. Эти материалы естественным образом формируют защитный слой, плавящийся при более высокой температуре (табл. 1), и, к тому же, они заключены в основную оболочку, обладающую очень большой теплопроводностью, которая интенсивно охлаждается. Если в плазменной резке используется кислород, увеличения срока службы электрода можно добиться, подавая два газа: процесс зажигания проводится с использованием газа с низкой окислительной способностью, а сам процесс резки с использованием кислорода.
Обычно используются электроды стержневой формы из вольфрама, а также имеющие форму пальца из циркония или гафния, которые можно сделать заострёнными или плоскими. Ввиду того, что они подвержены эрозии, электроды из вольфрама могут применяться только с инертными плазменными газами и их смесями, а также с газами с низкой реакционной способностью и восстановительными плазменными газами. При использовании чистого кислорода, либо плазменных газов, в состав которых входит кислород, электроды будут служить значительно дольше, если они будут изготовлены из циркония или гафния. Эти материалы естественным образом формируют защитный слой, плавящийся при более высокой температуре (табл. 1), и, к тому же, они заключены в основную оболочку, обладающую очень большой теплопроводностью, которая интенсивно охлаждается. Если в плазменной резке используется кислород, увеличения срока службы электрода можно добиться, подавая два газа: процесс зажигания проводится с использованием газа с низкой окислительной способностью, а сам процесс резки с использованием кислорода.
Ключевые факторы, влияющие на срок службы сопла:
- диаметр на выходе сопла
- масса и теплопроводность материала сопла
- выход (произведение силы тока резания на напряжение резания)
- время действия плазменной дуги
- количество зажиганий
- последовательность прожигания отверстий
- и интенсивность охлаждения.
Водяное охлаждение является более интенсивным. Воздушное охлаждение требует большего количества газа.
Таблица 1: Типовые величины для расходных деталей, применяемых с плазменными резаками
Материал | Усл. | Температура | Используемый | Теплопроводность |
Вольфрам | W | ≈ 3400 | Ar | ≈ 174 |
Оксид вольфрама | WO3 | ≈ 1473 | Ar/H2 | |
Цирконий | Zr | ≈ 1852 | O2 | ≈ 22 |
Оксид циркония | ZrO2 | ≈ 2700 | Воздух | ≈ 2,5 |
Нитрид циркония | ZrN | ≈ 2982 | ||
Гафний | Hf | ≈ 2227 | ||
Оксид гафния | HfO2 | 1700 | O2 | |
Нитрид гафния | HfN | 3305 | Воздух | ≈ 29 |
Медь | Cu | 1083 | ||
Оксид меди | Cu2O | 1235 | Все | ≈ 400 |
Серебро | Ag | 961 | Все | ≈ 429 |
(Источник: информационный листок DVS 2107)
2.
 3.3 Изделие
3.3 ИзделиеПри плазменной резке с помощью плазменной дуги прямого действия разрезаемый материал должен обладать электрической проводимостью, так как изделие является частью электрической цепи. Заземление подсоединённого изделия должно проектироваться таким образом, чтобы обеспечивалось непрерывное прохождение тока.
2.3.4 Подаваемый газ
Системы плазменной резки работают с инертными, восстановительными газами или с газами с низкой реакционной способностью, а также с химически активными газами и их смесями. Подробное описание систем подачи газа и информация по выбору газов, а также рекомендации по качеству применяемого газа приведены в главе 4.
2.3.5 Системы циркуляции охладителя
Поскольку плазменная резка сопряжена с большими тепловыми нагрузками, необходимо эффективное охлаждение. Различают интегрированные и внешние контуры циркуляции водяного охлаждения и газового охлаждения. Резаки, работающие с током около 100 ампер и более, обычно охлаждаются водой.
2.3.6 Система воспроизведения
Требования, относящиеся к точности воспроизведения, а также эксплуатационные характеристики систем воспроизведения устанавливаются стандартом ISO 8206.
2.3.7 Стол для резки и система вытяжки
Столы для плазменной резки служат стабильной основой для расположения металлического листа, который требуется разрезать. Размеры стола зависят от размера, толщины и массы листа металла. Выделения, которые сопровождают процесс резки можно значительно уменьшить, используя плазменный резак в сочетании с вытяжной системой для удаления дыма и пыли, либо с водяным бассейном.
теория, использование станков, выбор оборудования
- Принципы плазменной резки
- Газы для плазменной резки
- Виды плазменной резки
- Оборудование для плазменной резки
- Рекомендации по работе резака
- Как выбрать аппарат
Плазменная резка — способ обработки материалов (чаще всего — металла, но подойдут и неметаллические проводниковые материалы), при котором в качестве режущего инструмента выступает не резец, а дуга или струя плазмы.
Требования к резке металла, особенно на крупном производстве, затрагивают скорость работы без потери качества. Под эти критерии как раз подходит плазменная резка, которая обеспечивает высокую скорость работы при изначально низких эксплуатационных расходах. Под плазменной резкой подразумевается подача неионизированного газа в столб дуги, где этот газ становится нагретой плазменной струей. Сама дуга дополнительно сжимается скоростным потоком газа, из-за чего резка металла выполняется без проблем.
Принципы плазменной резки металла
Плазменная резка имеет два направления — поверхностная и разделительная. Наиболее популярной является разделительная резка. Что касается методов, то их тоже всего два:
- Резка дугой плазмы, при которой металл, подлежащий резке, попадает в электрическую цепочку. Дуга возникает между электродом и самим материалом, что выдвигает особенные требования к материалу, так как он должен проводить ток.
- Резка струей плазмы, при которой материал не участвует в электрической цепочке, так как дуга появляется между электродами, в резаке. С помощью резака косвенного воздействия можно разрезать практически любой металл, в том числе и диэлектрики.
 С помощью резака косвенного воздействия можно разрезать практически любой металл, в том числе и диэлектрики.
С помощью резака косвенного воздействия можно разрезать практически любой металл, в том числе и диэлектрики.Принцип работы плазменного резака заключаются в следующем. Сформированный в газовом канале сжатый воздух поступает в зону с зажженной электрической дугой, которая отвечает за преобразование газа в плазму. Материал разрезается путем его плавления, лишние частички металла сразу удаляются потоком воздуха, поэтому зачистка рабочей зоны происходит моментально. Материал греется только в локальных зонах.
Преимущества плазменной резки металла:
- Скорость работы. Предварительно нагревать материал не требуется, ширина разреза получается минимальной. Кроме того, так как зона термического влияния относительно небольшая, то слой краски или другое покрытие не будет разрушено.
- Универсальность заготовок. Если газовая резка не подходит для работы с алюминием или с нержавеющей сталью, то плазменная резка совместима с практически всеми типами металлов.
- Безопасность работы. В оборудовании для газовой резки, в отличие от оборудования для плазменной резки, существует вероятность обратного удара пламени или даже взрыва газовых баллонов при неправильном подключении устройства.
- Позволяет обрабатывать листы большего размера чем при лазерной резке. На выходе получаются детали с меньшим количеством дефектов.
- Слабое загрязнение воздуха.

Газы для плазменной резки
В установках для получения плазменной струи могут использоваться следующие газы:
- обычный воздух;
- технический кислород;
- азот;
- водород;
- аргон.
Газы имеют решающее значение для качества резки материалов. В зависимости от типа разрезаемого металла применяются различные газы или сочетания газов. Каждый газ имеет свои физические свойства. При выборе газа необходимо учитывать энергию ионизации и диссоциации, теплопроводность, атомную массу и химическую реакционную способность.
Для резки нержавеющих сталей не рекомендуется использовать сжатый воздух, в зависимости от толщины материала может применяться азот в чистом виде, либо смешанный с аргоном.
Каждый газ имеет свои физические свойства. При выборе газа необходимо учитывать энергию ионизации и диссоциации, теплопроводность, атомную массу и химическую реакционную способность.
Для резки нержавеющих сталей не рекомендуется использовать сжатый воздух, в зависимости от толщины материала может применяться азот в чистом виде, либо смешанный с аргоном.
Плазменная резка алюминия толщиной до 70 мм может осуществляться сжатым воздухом. Более качественный рез листа алюминия до 20 мм достигается при использовании чистого азота, а с 70 мм до 100 мм включительно с помощью азота с водородом. Резка алюминия плазмой при толщине от 100 мм осуществляется смесью аргона с водородом. Этот же состав рекомендовано использовать для меди и высоколегированной толстостенной стали.
Виды плазменной резки
В технологии плазменной резки металла выделяют:
- воздушно-плазменную резку металла;
- газоплазменную;
- лазерно-плазменную резку.
Первые два способа похожи по принципу действия: электродуга и ионизированный поток раскалённого газа. Основное отличие в рабочем теле, в первом случае — это воздух, во втором — газ или водяной пар. Переносные (ручные) аппараты режут металл с помощью воздушной ионизированной струи.
Основное отличие в рабочем теле, в первом случае — это воздух, во втором — газ или водяной пар. Переносные (ручные) аппараты режут металл с помощью воздушной ионизированной струи.
Лазерно-плазменный раскрой металла используется в промышленности и представляет собой комбинацию способов лазерной и плазменной резки на одном станке с ЧПУ, что повышает производительность оборудования.
Оборудование для плазменной резки металла
Станки бывают ручными, портальными и переносными.
Ручной станок представляет собой относительно небольшой короб, к которому подводится плазморежущая горелка. Специальный компрессор может спускать воздух, азот вместе с воздухом и другие газы. Такие аппараты могут работать, как с переменным, так и с постоянным током, но первое допускается, только если материалом заготовки является нетвердый сплав. Устройства компактные, их легко транспортировать на рабочее место, а для работы требуется только подключить устройство в розетку. Ручные станки хороши там, где подобные работы выполняются редко, а точность проведения операций не критична.
Портальные установки намного крупнее ручных, а их конструкция специально разработана для выкладки металлических листов. Процесс максимально автоматизирован, темп работы портального оборудования высокий, высока и точность резки. Портальные станки могут использоваться для резки заготовок, с толщиной не более 80 мм. С учетом того, что оборудование потребляет много энергии, важно грамотно просчитать объем выполняемых операций.
Наиболее функциональные — переносные аппараты, которые имеют секцию для укладки металлических листов. Листы укладываются автоматически, а управление станком происходит посредством ЖК-монитора с клавиатурой. Подобное оборудование обеспечивает еще большую точность работы по металлу, полную автоматизацию всех процессов и экономию энергии. Оправдает себя только в цеховом помещении или на объектах строительства.
Отдельно нужно выделить следующие два важных элемента, которые встречаются во всех перечисленных станках: сопло и компрессор.
В первую очередь сказать нужно о сопле. Основные характеристики сопла — сечение и длина. Первый параметр влияет на точность резки, второй параметр определяет скорость работы, поэтому тут нужно искать золотую середину. У резаков косвенного действия отдельно подбираются электроды, которые могут изготовляться из разных материалов. Считается, что лучшим материалом является гафний.
Основные характеристики сопла — сечение и длина. Первый параметр влияет на точность резки, второй параметр определяет скорость работы, поэтому тут нужно искать золотую середину. У резаков косвенного действия отдельно подбираются электроды, которые могут изготовляться из разных материалов. Считается, что лучшим материалом является гафний.
Теперь поговорим о втором важно элементе – компрессоре. От качества работы компрессора зависит многое, например, скорость реза заготовки. Воздух, подаваемый в рабочую зону, должен быть не только нагретым до определенной температуры, но и чистым. Соответственно, никаких примесей там быть не должно. Для домашнего пользования подойдут резаки, в которых компрессор встроенный, с функцией очистки и осушки воздуха.
Рекомендации по работе резака
Подготовка оборудования подразумевает подачу в аппарат сжатого воздуха, что может быть выполнено за счет небольшого компрессора, системы сжатого воздуха или баллона. Практически все аппараты способы регулировать поток воздуха. Чтобы выбрать оптимальную температуру, стоит сначала попробовать разрезать на самом большом напряжении, после чего постепенно уменьшать ее. Нужно добиться максимально чистого разреза, так как при слишком большом напряжении или при маленькой скорости резки на заготовке может появиться окалина.
Практически все аппараты способы регулировать поток воздуха. Чтобы выбрать оптимальную температуру, стоит сначала попробовать разрезать на самом большом напряжении, после чего постепенно уменьшать ее. Нужно добиться максимально чистого разреза, так как при слишком большом напряжении или при маленькой скорости резки на заготовке может появиться окалина.
Горелку нужно располагать как можно ближе к краю заготовки. Как только режущая дуга будет зажжена, то нужно начинать движение, причем, сама дуга должна быть направлена под прямым углом к листу. Признаком качественного разреза являются искры с обратной стороны металла – это будет означать, что материал прорезан насквозь. Если требуется выполнить строжку плазменной дугой, то это будет возможно, только если средний угол наклона горелки будет составлять 40 градусов. Длина горящей плазменной дуги в начале строжки должна быть минимальной, но ее можно увеличить в процессе работы.
Для выполнения отверстия также потребуется перевести начальное положение аппарата таким образом, чтобы угол наклона составлял 40 градусов. После запуска режущей дуги останется повернуть горелку так, чтобы угол составил 90 градусов. Дуга без проблем расплавит металл, но только при условии, что толщина заготовки не превышает предельно допустимой толщины, которая прописывается в аппарате устройства.
После запуска режущей дуги останется повернуть горелку так, чтобы угол составил 90 градусов. Дуга без проблем расплавит металл, но только при условии, что толщина заготовки не превышает предельно допустимой толщины, которая прописывается в аппарате устройства.
Как выбрать аппарат плазменной резки металла
При выборе аппарата плазменной резки металла обратите внимание на следующие показатели: выходная и входная мощности, размер наконечника и скорость работы.
Выходная мощность оборудования подбирается в соответствии с тем, какой толщины будет заготовка и из какого материала она будет изготовлена. Выбор размера наконечника тоже зависит от материала. Например, устройство, которое работает на мощности 27 А при 90 разрежет заготовку с толщиной около 12 мм. Для более толстых заготовок потребуется использовать уже более мощные устройства.
На скорость резки станка нужно обращать внимание только тогда, когда предстоит массовое производство. Некоторые устройства могут обрабатывать заготовку с одними и теми же параметрами с разницей в 4 минуты.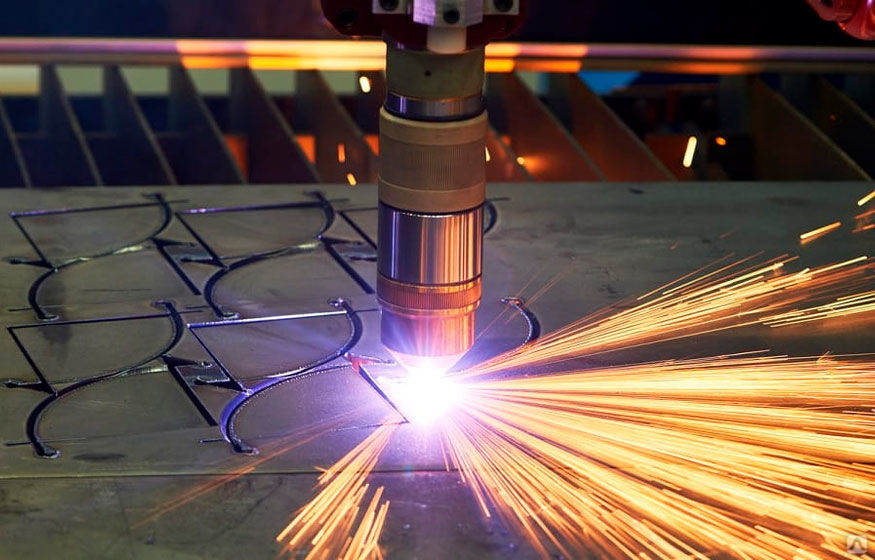 Показатель скорости измеряется сантиметрами в минуту.
Показатель скорости измеряется сантиметрами в минуту.
Чтобы определить входную мощностью, которой будет достаточно для работы устройства, потребуется проверить первичное напряжения и допустимую для аппарата силу тока. Существуют универсальные аппараты, которые способны работать при любом напряжении и при любой силе тока, но и цена их будет выше.
Особенность таких устройств в том, что они через некоторое время начинают перегреваться, из-за чего в работе нужно делать перерыв. Например, при показателе в 70%, только три из десяти минут устройство должно будет находиться в режиме простоя.
У аппарата плазменной резки могут быть дополнительные элементы, позволяющие держать его на расстоянии от заготовки. Плазменные горелки могут изготовляться из разных материалов, рекомендуется остановиться на горелках с эпоксидным соплом, которые прочнее керамических. Также обращать внимание нужно на режим температур – предпочтительным считается порог в 40 градусов и выше.
К оглавлению
 youtube.com/embed/FsFL8h0X4HY» frameborder=»0″ gesture=»media» allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/FsFL8h0X4HY» frameborder=»0″ gesture=»media» allow=»encrypted-media» allowfullscreen=»»> Как работает процесс плазменной резки?
Плазма – четвертое состояние материи.
Материя существует в четырех состояниях. Они бывают твердые, жидкие, газообразные и плазменные. Добавление все возрастающей энергии приводит к тому, что твердое тело становится жидкостью, а затем газом. Наконец, плазма создается, когда применяется достаточно энергии. Образовавшаяся плазма теперь способна проводить электрический ток, как медный провод. Молния — это естественная плазма.
- Процесс плазменной резки
- Пилот и переданная дуга
- Double Arc
- Основной дизайн горелки
- Направление пути разрезания
- Одиночные и двойные газовые горелки
- Терминология плазмы
Процесс резки плазмы
Плазма. Этот процесс обычно используется для резки стали, нержавеющей стали и алюминия. Сила тока систем плазменной резки варьируется от 20 до 1000 ампер. Плазменные системы высокого разрешения, использующие кислород в качестве плазменного газа, способны прошивать и производить резку стали диаметром до 2,0 дюймов при токе 400 ампер. Системы высокой мощности, использующие плазменные смеси аргона и водорода, способны резать нержавеющую сталь или алюминий до 6,0 дюймов при токе 1000 ампер.
Плазменные системы высокого разрешения, использующие кислород в качестве плазменного газа, способны прошивать и производить резку стали диаметром до 2,0 дюймов при токе 400 ампер. Системы высокой мощности, использующие плазменные смеси аргона и водорода, способны резать нержавеющую сталь или алюминий до 6,0 дюймов при токе 1000 ампер.
Источники питания для плазменно-дуговой резки (PAC) относятся к типу источников постоянного тока (CC), как и источники питания, используемые для сварки штучными электродами (SMAW) и сварки TIG (GTAW). Однако блоки питания PAC выдают гораздо более высокое напряжение. Напряжение холостого хода может достигать 400 В постоянного тока. Сужение плазменной струи через сопло увеличивает плотность дуги. Плазменные резаки включают компонент для завихрения плазменного газа, выталкивающего неионизированные газы наружу. Завихрение плазменного газа приводит к тому, что более холодный неионизированный пограничный слой газа вокруг столба плазмы становится шире, сжимая дугу и дополнительно увеличивая плотность, длину и температуру дуги. Завихрение плазмообразующего газа также увеличивает срок службы сопла. Столб плазменной дуги может достигать температуры ок. 24 000° К (или 42 000° F).
Завихрение плазмообразующего газа также увеличивает срок службы сопла. Столб плазменной дуги может достигать температуры ок. 24 000° К (или 42 000° F).
В горелке между отрицательно заряженным электродом и положительно заряженным соплом создается слаботочная вспомогательная дуга без переноса, чтобы обеспечить путь для режущей дуги, чтобы перейти к положительно заряженному электроду. рабочий кусок. Системы плазменной резки мощностью более 125 ампер ионизируют плазмообразующий газ, применяя мгновенный импульс высокой частоты между электродом и соплом. Тысячи вольт высокой частоты обеспечивают путь для постоянного компонента вспомогательной дуги. Измеряется мгновенный постоянный ток между электродом и соплом, высокочастотная составляющая дежурной дуги выключается. Поток плазменного газа заставляет дугу постоянного тока выдуваться из отверстия и снова прикрепляться к поверхности сопла.
Перенесенная дуга Если резак находится достаточно близко к заготовке, когда горит вспомогательная дуга, основной ток резки будет стремиться присоединиться к заготовке. Когда измеряется протекание тока между электродом и заготовкой, постоянная составляющая вспомогательной дуги отключается. Высокотемпературный высокоскоростной поток плазмы расплавляет и продувает расплавленный материал через заготовку.
Когда измеряется протекание тока между электродом и заготовкой, постоянная составляющая вспомогательной дуги отключается. Высокотемпературный высокоскоростной поток плазмы расплавляет и продувает расплавленный материал через заготовку.
Источник питания плазмы обеспечивает замыкание контактов станка для резки при переключении основной режущей дуги. Этот сигнал часто называют сигналом «OK to Move». Движение режущей машины задерживается до тех пор, пока дуга полностью не проникнет в материал. Эта задержка называется «время прожига».
СВЯЗАННЫЕ:
СТАНОК ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ С ЧПУ
ПОСМОТРЕТЬ МАШИНУ
ПОСМОТРЕТЬ В ДЕЙСТВИИ
Двойная дугаСостояние, называемое «двойной дугой», возникает, когда режущая дуга присоединяется к заготовке через сопло. Двойная дуга обычно серьезно повреждает сопло. Одна двойная дуга может сделать сопло неспособным производить качественную резку.
Двойная дуга может возникнуть, когда:
- Сопло находится слишком близко к материалу во время прожига
- Излишнее скопление металла на лицевой стороне экрана горелки
- Движение машины начинается до того, как дуга проникнет металл, вызывающий прилипание расплавленного металла к передней части резака
- Слишком слабый поток плазмообразующего газа
- Слишком высокая сила тока при резке
Плазменные резаки работают либо на одном, либо на двух газах дизайн. Как правило, горелки с одним газом работают при силе тока до 125 А и охлаждаются протекающим через них газом. Одиночный вход газа разделяется внутри факела на плазменный и защитный потоки. Более 125 ампер, повышенный нагрев дуги требует жидкостного охлаждения горелки. Практически все горелки с жидкостным охлаждением относятся к двойному газовому типу. Сдвоенные газовые горелки имеют отдельные пути для плазменного и защитного газов, что позволяет кабелям горелки подавать газы к головке горелки через два отдельных шланга. Таким образом, плазменный и защитный газы могут быть разными, а также могут быть разными давления и потоки нагнетания.
Как правило, горелки с одним газом работают при силе тока до 125 А и охлаждаются протекающим через них газом. Одиночный вход газа разделяется внутри факела на плазменный и защитный потоки. Более 125 ампер, повышенный нагрев дуги требует жидкостного охлаждения горелки. Практически все горелки с жидкостным охлаждением относятся к двойному газовому типу. Сдвоенные газовые горелки имеют отдельные пути для плазменного и защитного газов, что позволяет кабелям горелки подавать газы к головке горелки через два отдельных шланга. Таким образом, плазменный и защитный газы могут быть разными, а также могут быть разными давления и потоки нагнетания.
Поскольку плазмообразующий газ вращается, рез с одной стороны более прямоугольный. При вращении по часовой стрелке разрез на стороне в направлении движения является более прямоугольной стороной. Элементы управления ЧПУ, предназначенные для плазменной резки, автоматически создают движение, учитывающее эту направленность..jpg)
Недорогие автоматизированные системы плазменной резки оснащены одиночными газовыми резаками, предназначенными для резки всех типов металлов с использованием сжатого воздуха в цехе. Цены на автоматизированные системы воздушно-плазменной резки варьируются от 3500 долларов США (40 ампер) до 10 000 долларов США (125 ампер). Обратите внимание, что эти цены указаны за мощность плазменной резки и горелку, а не за полный станок с ЧПУ. Этот тип плазменной системы стал чрезвычайно популярным среди производителей металла, выполняющих декоративные работы по металлу и относительно низкопроизводительную резку листов общего назначения.
Системы с двойными газовыми горелками Стоимость современных автоматизированных прецизионных систем плазменной резки составляет примерно 40 000 долларов США (системы на 130 ампер), 75 000 долларов США (системы на 400 ампер) и 125 000 долларов США (системы на 800 ампер). Обратите внимание, что эти цены указаны за мощность плазменной резки и горелку, а не за полный станок с ЧПУ. Они оснащены двойными газовыми горелками с жидкостным охлаждением, импульсными источниками питания с компьютерным управлением и сложными автоматическими системами подачи газа. Карты резки, встроенные в современные системы ЧПУ, автоматически регулируют параметры резки и выбирают необходимые газы в зависимости от выбранного материала и толщины. Кроме того, большинство прецизионных плазменных систем включают в себя технологию, которая линейно увеличивает силу тока и расход газа в начале и конце каждой резки. Эта технология значительно продлевает срок службы расходных материалов и обеспечивает чрезвычайно стабильную производительность резки в течение всего срока службы расходных материалов
Обратите внимание, что эти цены указаны за мощность плазменной резки и горелку, а не за полный станок с ЧПУ. Они оснащены двойными газовыми горелками с жидкостным охлаждением, импульсными источниками питания с компьютерным управлением и сложными автоматическими системами подачи газа. Карты резки, встроенные в современные системы ЧПУ, автоматически регулируют параметры резки и выбирают необходимые газы в зависимости от выбранного материала и толщины. Кроме того, большинство прецизионных плазменных систем включают в себя технологию, которая линейно увеличивает силу тока и расход газа в начале и конце каждой резки. Эта технология значительно продлевает срок службы расходных материалов и обеспечивает чрезвычайно стабильную производительность резки в течение всего срока службы расходных материалов
Терминология плазменной резки
| Угол скоса | При плазменной резке кромки реза не располагаются точно под углом 90° к поверхности материала. Угол скоса – это величина отклонения среза от квадрата. |
| Центральный изолятор | Непроводящий материал, отформованный внутри корпуса горелки, который обеспечивает электрическую изоляцию между отрицательной и положительной частями горелки. |
| Обычная плазменная резка | Относительно недорогая система плазменной резки, состоящая из источника питания постоянного тока, горелки и недорогой системы подачи газа, такой как регуляторы давления, прикрепленные к источнику газов. Такие системы производят дуги плотностью около 30 000 ампер на квадратный дюйм. Углы скоса среза обычно составляют от 5° до 7°. Эти системы могут быть предложены как для ручного, так и для механизированного применения. При использовании на станке с ЧПУ для резки стали наименьшее рекомендуемое отверстие обычно в 2 раза превышает толщину материала, т. е. 1/2″ на 1/4″ материала. |
| Режущая дуга | Переносная дуга, которая проходит через сопло и устанавливается между вставкой электрода и разрезаемым материалом. |
| Окалина | Материал, который остается на дне пластины после резки. Окалина также может быть на верхней части пластины, обычно при чрезмерной высоте среза. |
| Двойная газовая горелка | Горелки предназначены для работы с отдельными входами для плазмы и экрана. Двойные газовые горелки могут иметь воздушное или жидкостное охлаждение. Плазменный и защитный газы могут быть одинаковыми или разными. Благодаря оптимизации подачи плазменного и защитного газа в зависимости от материала и толщины, двойные газовые резаки обеспечивают высочайшее качество резки. |
| Электрод | Медный элемент со вставкой из вольфрама или гафния. Электрод подключен к отрицательному выходу источника постоянного тока. |
| Плазменная система высокого разрешения | Значительно более дорогая система плазменной резки, состоящая из сложного импульсного источника питания постоянного тока, прецизионного резака и высокоточной системы подачи газа с компьютерным управлением, установленной в непосредственной близости от резака. Такие системы производят дуги с чрезвычайно высокой плотностью дуги 60 000 ампер на квадратный дюйм или более. Углы скоса среза обычно составляют от 1° до 3°. Эти системы предлагаются только для механизированной эксплуатации. При использовании на станках с ЧПУ для резки стали наименьшее рекомендуемое отверстие в 1 раз превышает толщину материала, т. е. 1/4″ на 1/4″ материала. Такие системы производят дуги с чрезвычайно высокой плотностью дуги 60 000 ампер на квадратный дюйм или более. Углы скоса среза обычно составляют от 1° до 3°. Эти системы предлагаются только для механизированной эксплуатации. При использовании на станках с ЧПУ для резки стали наименьшее рекомендуемое отверстие в 1 раз превышает толщину материала, т. е. 1/4″ на 1/4″ материала. |
| Прорезь | Количество материала, удаленного режущей дугой. Элементы управления ЧПУ смещают траекторию реза на 1/2 ширины пропила, чтобы конечная деталь имела правильный размер. Ширина пропила варьируется от 0,019″ при 45 ампер при резке нержавеющей стали N2/N2 до 0,340″ при 400 ампер при резке низкоуглеродистой стали O2/воздух. |
| Сопло (наконечник, отверстие) | Медный элемент для фокусировки потока плазмы. Форсунка подключается к положительному выводу источника постоянного тока через нормально разомкнутый контакт реле. Реле вспомогательной дуги на мгновение замыкается для создания непереведенной вспомогательной дуги. |
| Пилотная дуга | Дуга без переноса, возникающая между электродом и соплом в плазменной горелке. Дежурная дуга возбуждает газ отверстия (плазму), превращая его в плазму. В горелках с жидкостным охлаждением дуга обычно состоит из кратковременного всплеска высокой частоты, за которым следует постоянный ток. Во многих маломощных плазменных горелках с воздушным охлаждением и воздушным охлаждением используется подвижный элемент внутри горелки для «зажигания» дуги между электродом и соплом, что устраняет необходимость в высокой частоте. |
| Плазменный газ | Диафрагменный газ, используемый для подачи тока к разрезаемому металлу и через него. |
| Защитный колпачок (чашка) | Направляет поток защитного газа (вторичный) вокруг сопла (наконечника) и на разрез. В некоторых конструкциях резаков он также удерживает детали резака. |
| Защитный газ (вторичный) | Охлаждающий и вспомогательный газ для резки. Конструкция резака фокусирует поток вокруг сопла, чтобы уменьшить вероятность образования «двойной дуги», сжать режущую дугу и смыть шлак с нижней части реза. Конструкция резака фокусирует поток вокруг сопла, чтобы уменьшить вероятность образования «двойной дуги», сжать режущую дугу и смыть шлак с нижней части реза. |
| Одиночная газовая горелка | Горелки, предназначенные для работы с одной подачей газа, как правило, магазинного сжатого воздуха. Отдельные газовые горелки разделяют входной поток на плазму и защищают потоки внутри горелки. Эти горелки обычно имеют воздушное охлаждение. |
| Вихревое кольцо (распределитель газа) | Непроводящий материал с очень маленькими отверстиями, вызывающими завихрение плазмообразующего газа. В некоторых горелках используется завихритель для установки зазора между электродом и соплом. |
Из всех компаний, с которыми мы работаем в сфере оборудования и инструментов, ответ и обслуживание Park Industries самые лучшие.
Грант Лейман
Производство и поставка Spraggins
Изучив множество плазменных столов, представленных на рынке, мы были рады нашему решению выбрать Park Industries®.
Майк Бренсеке
Сварка и производство Breseke
Служба поддержки клиентовPark была очень полезной, и мы очень довольны станком плазменной резки с ЧПУ KANO HD.
Макс Стек
Сварка и производство Breseke
 Возможности KANO™ вселили в нас уверенность в том, что мы можем выполнять более разнообразные работы, чем раньше. Легкое общение со службой технической поддержки при возникновении каких-либо проблем делает работу с Kano без стресса, поэтому мы можем сосредоточиться на развитии нашего бизнеса. Мы постоянно ищем новые способы включения машины в нашу повседневную деятельность.
Возможности KANO™ вселили в нас уверенность в том, что мы можем выполнять более разнообразные работы, чем раньше. Легкое общение со службой технической поддержки при возникновении каких-либо проблем делает работу с Kano без стресса, поэтому мы можем сосредоточиться на развитии нашего бизнеса. Мы постоянно ищем новые способы включения машины в нашу повседневную деятельность.Все, что вам нужно знать о плазменной резке
Являетесь ли вы рабочим на верфи, строящей грузовые суда, или художником, пытающимся превратить свое последнее видение в шедевр из металла, скорее всего, в какой-то момент вы будете использовать плазменную резку. процесс.
процесс.
Разработанный для быстрой и точной резки, неудивительно, что плазменная резка получила такое широкое распространение во всем мире. Скорее всего, вы каждый день используете продукты, частично изготовленные с помощью плазменной резки.
Итак, что такое плазменная резка? И как именно это работает?
Что такое плазма?
Чтобы понять, как работает плазменная резка, сначала нужно понять основы. Начнем с ответа на простой вопрос: что такое плазма?
Не путать с прозрачной жидкостью в крови, в которой взвешены жировые шарики (что бы это ни значило). Плазма, о которой мы говорим, представляет собой ионизированный газ — газ, который был возбужден до такой степени, что электроны отрываются от своих атомов, но все еще путешествуют вместе с ядром.
Этот заряженный газ является плазмой. Плазму на самом деле называют четвертым состоянием материи, что ставит ее рядом с тремя другими хорошо известными и широко изучаемыми состояниями. Правильно, состояния вещества на самом деле: твердое, жидкое, газообразное и ПЛАЗМА.
Правильно, состояния вещества на самом деле: твердое, жидкое, газообразное и ПЛАЗМА.
Интересно, что, согласно науке, плазма является наиболее распространенным состоянием материи во Вселенной! Мы очень сильно полагаемся на плазму здесь, на Земле. Я уверен, что вы знакомы с солнцем. Что ж, наш большой желтый друг на небе, наряду с большинством других звезд, на самом деле представляет собой гигантский шар плазмы. Типа круто, да?
Существует несколько различных способов превращения газа в плазму, но это всегда включает в себя накачку газа полной энергией. В этом случае очень эффективным источником энергии является искра. Когда мы пропускаем сжатые газы (например, кислород, азот, аргон или даже воздух из цеха) через большую искру, она ионизирует газ и создает контролируемый поток плазмы.
Вы можете спросить себя: «Как мы используем газ, чтобы прорезать самые твердые материалы, известные человеку?» Что ж, плазменные резаки могут почти мгновенно достигать ошеломляющих 40 000 ° F. Поток плазмы при такой температуре может быстро и легко пройти через большинство материалов.
Поток плазмы при такой температуре может быстро и легко пройти через большинство материалов.
Я даю тебе…
ПЛАЗМЕННЫЙ ФАКЕЛ!
Каждая система плазменной резки состоит из следующих трех компонентов:
- Источник питания — Источник питания плазмы отвечает за поддержание плазменной дуги в течение всего времени резки.
- Консоль запуска дуги — Или ASC создает искру внутри плазменной горелки, которая создает плазменную дугу.
- Плазменный резак — Плазменный резак обеспечивает выравнивание, необходимое для точной резки, а также для охлаждения расходных материалов.
Теперь, когда вы поняли, что такое плазма, перейдем к применению плазмотрона.
Типы плазменной резкиПочти все системы плазменной резки делятся на две категории: обычные и прецизионные плазменные системы.
Обычные плазменные системы — Обычно в качестве плазмообразующего газа используется цеховой воздух, а форма дуги определяется соплом горелки. Ручные системы относятся к категории обычных плазменных систем, а также к приложениям, в которых разрезаемые материалы имеют более низкие допуски. Хотя эти типы распространены, они менее точны, чем другие формы плазменной резки.
Прецизионные плазменные системы — Используйте различные газы, такие как кислород, азот или смесь водорода/аргона/азота, для оптимальной резки широкого спектра проводящих материалов. Эти типы систем управляются ЧПУ и предназначены для получения наиболее точных резов, достижимых с помощью плазмы. Горелки и рисунки, которые они вырезают, более сложны, а форма дуги сужена для повышения точности.
Зачем использовать плазму?
К этому моменту вы должны хорошо понимать, что такое плазма и как работает плазменная резка, но остается без ответа один очень важный вопрос — почему?
Существует множество других способов резки металла — пилы, лазеры, гидроабразивная резка и газокислородные системы. Мы не будем вдаваться в подробности каждого из них прямо сейчас, так как вы захотите использовать разные методы для разных задач.
При принятии решения о том, какой метод резки использовать, в игру вступают несколько факторов. Важно учитывать толщину материала, который вы режете, требуемое качество кромки и то, что важнее: производительность или стоимость.
Наиболее заметные различия между плазменной резкой и другими методами резки заключаются в время и стоимость . Плазменная резка быстрее других методов, особенно при работе с более толстыми материалами, а последние достижения в технологии плазменной резки снижают влияние плазменной резки на вашу прибыль.
Стоимость гидроабразивной или лазерной резки очень высока по сравнению с ними. В целом гидроабразивная резка стоит в три раза дороже плазменной, а лазерная резка может стоить до восьми раз дороже! Плазменная резка — это очень практичный метод резки, и он достаточно точен практически для любых ваших потребностей в фигурной резке.
Итак, вот оно! Полное изложение — от науки о том, что такое плазма, до того, как работают плазменные резаки и как плазменная резка приносит вам пользу.
Если выяснится, что это не все, что вы хотели знать, и даже больше, позвоните в один из наших офисов, и мы с удовольствием поговорим о том, как ваш бизнес может воспользоваться преимуществами плазменной резки.
Вы нашли эту информацию интересной? Посетите страницу блога Boyd Metals для получения более интересной информации о металлургической промышленности, и не забудьте ознакомиться с этой бесплатной загрузкой с фактами о стали!
Сталь — удивительный многогранный материал, который люди используют каждый день , часто даже не задумываясь о его важности. Для вашего развлечения и просвещения мы составили бесплатный путеводитель: 12 впечатляющих и интригующих фактов о нержавеющей стали!
Мы надеемся, что эта информация
окажется для вас такой же захватывающей, как и мы!
Что такое плазменная резка и как работает плазменная резка?
Что такое плазменная резка? Плазменная резка — это процесс плавления, при котором струя ионизированного газа при температуре выше 20 000°C используется для расплавления и удаления материала из разреза. Это тепло расплавляет металл, и поток газа выбрасывает его из реза. Плазменные газы обычно представляют собой аргон, аргон/водород или азот.
Во время процесса между электродом (катодом) и заготовкой (анодом) зажигается электрическая дуга. Электрод утоплен в газовом сопле с водяным или воздушным охлаждением, которое сужает дугу, вызывая образование узкой, высокотемпературной и высокоскоростной плазменной струи.
Когда плазменная струя попадает на заготовку, происходит рекомбинация, и газ возвращается в свое нормальное состояние, выделяя при этом сильное тепло. Плазменные газы обычно представляют собой аргон, аргон/водород или азот. Эти инертные газы можно заменить воздухом, но для этого требуется специальный электрод из гафния или циркония.
Использование сжатого воздуха делает этот вариант плазменного процесса весьма конкурентоспособным по сравнению с кислородно-топливным процессом для резки углеродисто-марганцевых и нержавеющих сталей толщиной до 20 мм. Инертные газы предпочтительны для высококачественной резки реактивных сплавов.
Плазменная дуга может резать очень широкий спектр электропроводящих сплавов, включая простую углеродистую и нержавеющую сталь, алюминий и его сплавы, никелевые сплавы и титан. Первоначально этот метод был разработан для резки материалов, которые нельзя было удовлетворительно разрезать кислородно-топливным процессом.
Обычно деталь или лист, подлежащий резке, остается неподвижным, а плазменный резак перемещается. Кроме того, поскольку стоимость плазменного резака низка по сравнению со стоимостью манипуляционного оборудования, обычно к столу для резки прикрепляют несколько резаков.
Как работает плазменная резка?Плазменные резаки создают электрическую дугу через газ, проходящий через суженное отверстие. Ограниченное отверстие (сопло), через которое поток газа заставляет его проходить с высокой скоростью, подобно воздуху, проходящему через трубку Вентури в карбюраторе. Этот высокоскоростной газ прорезает расплавленный металл.
Вы также можете думать об этом как о электрически нагретом газовом потоке. Мне нравится думать об этом как о состоянии, в котором все электроны от каждого атома перетекают от атома к атому, а не просто вращаются по орбите. Вне зависимости от того, что происходит в потоке плазмы, резать металлы с ним довольно просто.
Возьмите поток электричества, протекающий через газ, и сузьте его через маленькое отверстие. Сейчас этот поток действительно плотный и движется очень быстро. Образовавшаяся струя может легко расплавить и продуть большинство металлов. Это плазменный резак.
В плазменных резаках обычно используется медное сопло для сужения газового потока при прохождении через него дуги. Эта дуга перескакивает с одного электрода в горелке на что-то другое — обычно на разрезаемый проводящий материал. Это «перенесенная дуга». В некоторых системах используется дуга без переноса, когда она отражается от электрода обратно к соплу, но они обычно не используются для резки.
Это означает, что плазменная резка используется только для токопроводящих материалов, в основном из мягкой стали, нержавеющей стали и алюминия. Но многие другие металлы и сплавы также обладают электропроводностью, например, медь, латунь, титан, монель, инконель, чугун и т. д. Проблема в том, что температура плавления некоторых из этих металлов затрудняет резку с хорошим качеством кромки.
Электрод обычно медный, но с металлической вставкой, куда крепится дуга. Это связано с тем, что медь плавилась бы слишком быстро, если бы дуга прилипала непосредственно к ней. Вольфрам — отличный материал для электродов, поэтому многие электроды имеют вольфрамовую вставку.
В некоторых небольших фонариках используется электрод в виде карандаша, сделанный полностью из вольфрама с заостренным концом. Проблема с вольфрамом в том, что он горит в присутствии кислорода. Поэтому, если вы используете кислород или сжатый воздух в качестве режущего газа, вставка изготовлена из материала, называемого гафнием. Гафний живет намного дольше в присутствии кислорода, но немного стирается каждый раз, когда зажигается дуга.
Зачем использовать кислород в плазменной горелке? По той же причине, по которой вы используете кислород в ацетиленовой горелке, кислород в плазменном потоке реагирует с мягкой сталью. Поэтому чистый кислород используется только при резке низкоуглеродистой стали или «углеродистой стали». Эта химическая реакция между кислородом плазмообразующего газа и основным металлом ускоряет процесс резки и улучшает качество кромки.
Однако, поскольку кислород не реагирует так же, как нержавеющая сталь или алюминий, для этих металлов можно использовать более дешевые газы, такие как азот или сжатый воздух (который в любом случае является азотом).
Другие специальные газы иногда используются для других целей. В плазменной маркировке используется газ аргон (совершенно другая тема). Смесь аргона и водорода часто используется при резке более толстой нержавеющей стали или алюминия. Некоторые люди используют смесь водорода и азота или метана и азота при резке более тонкой нержавеющей стали. Каждая смесь имеет свои преимущества (улучшенное качество резки) и недостатки (стоимость и обработка).
Как пользоваться плазменным резаком? Пользоваться плазменным резаком очень удобно и достаточно просто. Преимущество заключается в том, что на основе металла можно выполнять разрезы «свободной формы» на основе маршрута фрезера. Поскольку эта машина проводит плазму, создавая цепь, требуется заземляющий зажим, как при сварке.
Шаг 1: Выберите рабочее место. Поскольку мы планируем резать металл, важно разместить металл на надежной поверхности, обеспечивающей свободу движений. Идеально подойдет «решетка» или подобная поверхность, которая действует как стол.
Шаг 2: Подключаемый модуль. Убедитесь, что устройство выключено, и включите его.
Шаг 3: Подключите воздух. Подключите внешний воздушный компрессор к плазменной резке. Это делается для того, чтобы поток плазмы оставался под высоким давлением. Чтобы зафиксировать соединения, оттяните внешний фланец штекерного соединения и вставьте штекерное соединение.
Шаг 4. Включите подачу воздуха. Включите воздушный поток. В этом случае поверните рычаг на 90 градусов от перпендикулярного к воздуховоду до прямого.
Шаг 5: Прикрепите зажим заземления. Положите металл, который вы используете, на стол и прикрепите заземляющий зажим рядом с местом, где вы хотите резать.
Шаг 6: Включите машину. Включите машину, установив переключатель позади устройства в положение ON.
Шаг 7: Установите ток. В данном случае мы устанавливаем значение 25 для листа 18 ga.
Шаг 8: Разрежьте металл. Используйте курок на пистолете, чтобы активировать плазменный резак. Обратите внимание, что спусковой крючок имеет предохранитель, который необходимо снять, прежде чем вы сможете нажать на спусковой крючок. Держите фрезер (конец сопла) близко к металлу и используйте направляющие, окружающие сопло, чтобы обвести шаблоны, если таковые имеются.
Шаг 9: Выключите машину. Когда вы закончите резать металл, выключите станок.
Шаг 10: Отсоедините зажим заземления. Отсоедините зажим заземления от обрабатываемого металла.
Шаг 11: Выключите воздух. В этом случае отключите подачу воздуха, повернув рычаг на 90 градусов от линии до линии, перпендикулярной линии.
Шаг 12: Намотайте все шланги. Завершите линию плазменной пушки, авиалинию и наземную линию.
Плазменная резка Плазменная резка Советы по улучшению результатовЕсли вы примете во внимание несколько советов и передовых методов при выборе и использовании плазменного резака, вы сможете улучшить результаты.
Совет 1. Выберите правильный плазменный резакПри выборе плазменного резака необходимо учитывать следующие ключевые факторы: выходная мощность, скорость резки, входная мощность, рабочий цикл, а также вес и размер. Выбирая машину, подумайте о задачах, которые вы выполняете чаще всего.
- Выходная мощность : Требуемая выходная мощность в основном зависит от толщины и типа разрезаемого материала. Два стандарта: номинальный и секционный разрезы. Номинальный разрез — это толщина мягкого металла, которую оператор может вручную разрезать со скоростью 15 дюймов в минуту (IPM). Тяжелая резка — это максимальная толщина, с которой может справиться плазменная резка. Скорость движения ниже, и может потребоваться очистка разреза.
- Скорость резки: Обычно указывается в дюймах в минуту (IPM). Одному станку, который режет материал толщиной 1/2 дюйма, может потребоваться пять минут, а другому — одну. Скорость резки существенно влияет на время производства.
- Потребляемая мощность: Вы всегда используете плазменный резак в одном и том же месте или вам нужна портативность и возможность использовать различные источники питания? Ищите плазменные резаки с различными вариантами производительности. Некоторые могут переключаться со 120 вольт на 240 вольт. Если рабочий цикл машины составляет 60%, машина может непрерывно работать шесть из десяти минут, а затем должна охлаждаться в течение оставшихся четырех минут. Больший рабочий цикл важен при выполнении длинных пропилов, при работе с высокопроизводительными приложениями или при использовании машины в жарких условиях.
- Вес и размер : Если вам важна портативность, существует множество портативных устройств весом менее 45 фунтов.
Внимательно прочтите руководство по эксплуатации, чтобы ознакомиться с безопасной и правильной работой вашего плазменного резака. Это поможет вам оптимизировать возможности вашего плазменного резака и обеспечить безопасное использование машины.
Совет 3. Уделите внимание настройкеПрикрепляйте заземляющий зажим только к чистому металлу. При необходимости сошлифуйте ржавчину или краску, так как они препятствуют прохождению электричества.
Также поместите зажим заземления как можно ближе к разрезу или, если возможно, к самой заготовке. Проверьте свои кабели на наличие изношенных мест, ослабленных соединений или чего-либо, что может излишне мешать прохождению тока.
Чтобы правильно отрегулировать силу тока или нагрев режущего блока, выполните несколько пробных резов с высокой силой тока. Затем вы можете уменьшить ток в зависимости от скорости движения. Если сила тока слишком высока или скорость движения слишком мала, разрезаемый материал может нагреться и вызвать чесотку.
Совет 4. Проследите путь, прежде чем резатьПроследите путь, который вы хотите вырезать, не нажимая на курок. Для длинных разрезов потренируйтесь в своих движениях перед нажатием на спусковой крючок, чтобы убедиться, что у вас достаточно свободы движений для непрерывного разреза. Остановка и повторный запуск в одном и том же месте затруднены и обычно приводят к неровностям на кромке реза.
Вы также можете сделать выкройку из того же материала, с которым будете работать. Таким образом, вы убедитесь, что используете правильные настройки и крейсерскую скорость.
Совет 5. Используйте правильную технику Используйте нережущую руку в качестве опоры для другой руки. Это стабилизирует вашу режущую руку, обеспечивает свободу движений во всех направлениях и помогает поддерживать постоянное расстояние от 1/16 до 1/8 дюйма. Обратите внимание, что большинству людей легче притянуть фонарик к себе, чем оттолкнуть.
Сохранение зазора от 1/16 дюйма до 1/8 дюйма увеличивает производительность станков меньшего размера и продлевает срок службы расходных материалов.
Используйте буксирное ограждение, если оно есть на вашей машине. Это позволяет упереть резак в заготовку, сохраняя оптимальное расстояние, не касаясь металла наконечником, что негативно сказывается на качестве реза и сроке службы расходного материала.
Начните резку, поместив резак как можно ближе к краю основного металла. Нажмите триггер, чтобы запустить ток смещения. Загорается вспомогательная дуга, а затем режущая дуга. Как только дуга зажжется, медленно перемещайте горелку по металлу.
Отрегулируйте скорость так, чтобы режущие искры вылетали из нижней части металла. В конце реза слегка наклоните резак к концу реза или ненадолго остановитесь, чтобы завершить рез. Остаточный воздух остается вскоре после отпускания курка для охлаждения горелки и расходных деталей.
Если наконечник или электрод изношены или повреждены, это повлияет на качество резки. Поэтому регулярно проверяйте расходные материалы. Если отверстие наконечника неправильное и/или покрыто брызгами, выбросьте его. Если на кончике электрода образовалась ямка, выбросьте его.
Расходные материалы изнашиваются при каждом резе, но такие факторы, как влажность в системе подачи воздуха, резка слишком толстых материалов или несовершенная технология, увеличивают износ расходных материалов. Для наилучшего качества резки рекомендуется менять местами наконечник и электрод.
Не перетягивайте держатель расходных материалов. Части внутри действительно должны двигаться (разделяться), чтобы создать дугу. Так что просто используйте свой палец, чтобы затянуть чашку.
Чем быстрее вы едете (особенно с алюминием), тем чище будет ваш рез. При резке более толстого материала включите машину на полную мощность и изменяйте скорость движения. Для более тонкого материала уменьшите силу тока и переключитесь на наконечник с меньшей силой тока, чтобы сделать узкий пропил.
При разумной скорости движения дуга должна выходить из материала под углом от 15 до 20 градусов против направления движения. Если он идет прямо вниз, значит, вы двигаетесь слишком медленно. Если он брызгает назад, это означает, что вы двигаетесь слишком быстро.
Если вы будете двигаться с правильной скоростью и использовать нужное количество тепла, вы получите очень чистый разрез с меньшим количеством чесотки на нижней стороне разреза и небольшим или нулевым искажением металла.
Совет 8. Соблюдайте меры безопасности Для надлежащей безопасности плазмы необходимо защищать открытые участки кожи. Вам понадобятся сварочные перчатки и сварочный халат или другая огнестойкая одежда. Застегните манжеты рубашки, карманы и воротник, чтобы предотвратить попадание искр.
Защитите свои глаза с помощью подходящей теневой линзы для плазменного резака, который вы планируете использовать. В инструкции по эксплуатации указан необходимый цвет для силы тока. Вы можете использовать обычные очки для плазменной резки/кислородной резки или сварочный шлем с режимом резки.
Процедуры безопасности должны строго соблюдаться при каждом применении плазменной резки.
Преимущества плазменной резки- Возможность резки всех токопроводящих материалов. Газовая резка, хотя и подходит для резки толстых металлов, ограничивается только черными металлами.
- Отличное качество для толщины до 50 мм.
- Максимальная толщина до 150 мм.
- Относительно дешев для нарезки средней толщины.
- Лучший способ резки нержавеющей стали и алюминия средней толщины.
- Доступны станки с ЧПУ, обеспечивающие высокую точность и повторяемость.
- Может резать в воде, что приводит к уменьшению ЗТВ. Также снижает уровень шума.
- Меньший пропил по сравнению с газовой резкой.
- Более высокая скорость резки, чем при кислородной резке.
- Большая ЗТВ по сравнению с лазерной резкой.
- Качество более тонких листов и пластин не такое хорошее, как при лазерной резке.
- Допуски не такие точные, как при лазерной резке.
- Не достигает такой толщины, как гидроабразивная или газовая резка.
- Оставляет ЗТВ, которого не оставляет гидроабразивная резка.
- Более широкий пропил, чем при лазерной резке.
Часто задаваемые вопросы.
Что такое плазменная резка?
Плазменная резка (плазменно-дуговая резка) представляет собой процесс плавления, при котором струя ионизированного газа при температуре выше 20 000°C используется для расплавления и удаления материала из разреза. Это тепло расплавляет металл, и поток газа выбрасывает его из реза. Плазменные газы обычно представляют собой аргон, аргон/водород или азот.
Как работает плазменная резка?
Плазменные резаки работают, посылая электрическую дугу через газ, проходящий через суженное отверстие. Ограниченное отверстие (сопло), через которое проходит газ, заставляет его сжиматься с высокой скоростью, как воздух, проходящий через отверстие в карбюраторе. Этот высокоскоростной газ прорезает расплавленный металл.
Для чего используется плазменная резка?
Ослепительно яркий факел плазменного резака можно найти в большинстве мастерских металлообработки. Эта техника используется для разрезания огромных листов металла любой толщины, а также для изготовления всевозможных металлических предметов, таких как ворота, вывески и скульптуры.
Сколько работает плазменный резак?
Типичный срок службы комплекта расходных материалов должен составлять от 1 до 3 часов при механизированной резке током 120 А, это зависит от выполняемой работы. Резка при более низком токе может увеличить срок службы расходных материалов.
Насколько глубоко может резать плазменный резак?
Как правило, ручной плазменный резак может резать стальной лист толщиной до 38 мм (1,5 дюйма). В то время как, если вам нужно что-то более мощное, промышленный резак с компьютерным управлением может резать сталь толщиной до 150 мм (6 дюймов). Также необходимо учитывать тип металла, который вы режете.
Будет ли плазменный резак резать ржавый металл?
Плазменная резка любого электропроводящего металла, включая нержавеющую сталь, мягкую сталь, алюминий и т. д., без предварительного нагрева. Плазма также отлично подходит для резки окрашенного, грязного или даже ржавого металла.
Можно ли сваривать плазменным резаком?
При правильной конструкции горелки впрыск азота и воды, менее дорогой, чем другие газы, может хорошо работать при плазменной резке алюминия и нержавеющей стали для последующей сварки. В процессе используется электрод, окруженный азотом, который нагревается электрической дугой для образования плазмы.
Объявления
Плазменный резак лучше горелки?
Плазменная резка не требует предварительного нагрева металла перед резкой, что экономит время, а плазменные резаки также превосходят кислородно-топливные горелки при резке штабелированных металлов. Более высокие скорости могут быть достигнуты на более тонких металлах с помощью плазмы с минимальным искажением металла или без него.
Что требуется для плазменной резки?
Для плазменной резки требуются два основных элемента — воздух и электричество, поэтому следующий вопрос, который следует задать, — какой тип входной мощности доступен. Некоторые 30-амперные плазменные резаки, такие как Spectrum® 375 X-TREME™, работают с напряжением 120 или 240 вольт.
Каковы преимущества и недостатки плазменной резки?
| Преимущества резки плазмы | Диспасный диапазон плазменной резки | |
| Широкий ассортимент материалов, включая нервную сталь и Aluminum | , типично. | Шум при резке толстых профилей |
| Низкие затраты на расходные материалы (воздух) | Дым при резке на воздухе | |
| Идеально подходит для данного листового материала | Дуговой блик при резке на воздухе | |
| Низкий дым при резке под водой | Расходные материалы (электрод и сопло) стоимость | 88|
В чем разница между газокислородной и плазменной резкой?
Плазменная резка стала возможной благодаря подаче электричества в сжатый воздух для создания ионизированного несбалансированного плазменного газа. Кислородно-кислородная резка заключается в том, что пламя топливного газа с кислородом предварительно нагревает материал до температуры воспламенения, а затем на материал направляется мощная струя кислорода.
Сколько стоит плазменный резак?
В зависимости от типа, размера и характеристик стоимость станка плазменной резки с ЧПУ может варьироваться от 15 000 до 300 000 долларов. Это большой диапазон, но подавляющее большинство плазменных станков с ЧПУ, продаваемых сегодня, стоят значительно ниже отметки в 100 000 долларов.
Может ли плазменный резак резать краску?
Проверьте заземление заготовки. Хотя плазма может прорезать окрашенный металл, она требует прочного соединения на чистой части заготовки как можно ближе к рабочей зоне.
Плазморез горячее солнца?
Тепло плазменного резака может достигать впечатляющей температуры в 25 000 градусов по Цельсию. Чтобы представить это в перспективе, она горячее, чем поверхность Солнца, температура которой составляет комфортные 5505 градусов по Цельсию.
Может ли плазменный резак резать алюминий?
Да, как и в случае с любым электропроводным металлом, плазменная резка алюминия не просто возможна, она очень эффективна. Для непосвященных плазменная резка — это процесс, при котором струя ионизированного газа на высокой скорости выбрасывается через отверстие.
Вам нужен газ для плазменной резки?
Да. Все системы плазменной резки, включая воздушно-плазменные резаки, используют газ.
Вам нужен воздушный компрессор для плазменной резки?
Плазменным резакам требуется давление воздуха для двухступенчатой резки. Во-первых, дуга нагревает металл до полугазообразного состояния. Во-вторых, плазма выталкивается потоками воздуха для завершения разреза. Таким образом, все плазменные резаки нуждаются в воздушном компрессоре для создания достаточного давления воздуха для выполнения задачи.
Какой толщины металл может резать 50-амперный плазменный резак?
Этот инверторный плазменный резак имеет выходную мощность 50 ампер и может резать стальные листы толщиной до 1/2 дюйма.
Можно ли сваривать алюминий плазменным резаком?
Плазменная резка алюминия позволяет получить идеальные сварные швы. Используя такой резак, вы можете сохранять поверхность металла за пределами зоны сварки умеренно прохладной. Кроме того, это помогает предотвратить деформацию или повреждение краски, которые обычно возникают при использовании газовых резаков. Плазменные резаки точно и быстро сваривают алюминиевые заготовки.
Какое давление воздуха требуется для работы плазменного резака?
Для большинства продуктов линейки Everlast давление воздуха, необходимое для работы резаков, составляет от 55 до 70 фунтов на квадратный дюйм. Резки с малой силой тока требуют меньшего давления воздуха для более стабильной работы, иногда до 45 фунтов на квадратный дюйм или около того, иначе дуга будет гаснуть.
Может ли плазменный резак резать болты?
Их также можно использовать для резки почти всего, что является металлом, включая сталь, нержавеющую сталь и алюминий. Вы даже можете использовать их для резки ржавых гаек и болтов, как если бы вы использовали газовую горелку, только намного быстрее и с более чистыми результатами.
Можно ли резать чугун плазменным резаком?
Чугун можно резать плазменным резаком, но это не лучший метод. Если вам нужно разрезать чугун, лучше всего использовать либо резак с защелкой, либо инструмент с алмазным диском.
Можно ли резать арматуру плазменным резаком?
Плазменные или кислородно-ацетиленовые горелки. Эти инструменты часто используются для резки металла, но я обнаружил, что они оставляют много «шлака» или отходов вокруг разреза, которые затем мне приходится очищать шлифовальной машиной, чтобы вырезать гладкую поверхность до сварка. Плазме также требовалось много времени, чтобы прорезать арматуру, и потреблялось значительное количество электроэнергии.
Можно ли резать плазмой под водой?
При плазменной резке под водой вода поглощает большую часть плазменного дыма. Вместо вздымающихся облаков дыма, которые должны быть уловлены дорогим пылесборником, грунтовые воды обычно испускают случайные небольшие клубы дыма, которые быстро рассеиваются.
Плазменная резка и принципы ее работы
Базовая технология плазменной резки существует уже несколько десятилетий. Исследователи и инженеры по-прежнему сосредоточены на повышении скорости резки, улучшении качества резки и продлении срока службы расходных материалов, делая системы меньше и мощнее.
Что такое плазменная резка?
Когда газ нагревается до чрезвычайно высокой температуры и ионизируется, он становится электропроводным и считается плазмой. В процессах плазменной резки и строжки используется плазма для переноса электрической дуги на заготовку. Металл, подлежащий резке или удалению, плавится под действием тепла дуги, а затем сдувается.
Тепло плазменной дуги — около 40 000 градусов по Фаренгейту (22 000 градусов по Цельсию) — обеспечивает чистую резку без окалины с минимальным подводом тепла. Процесс обычно требует очень небольшой доработки или очистки.
Плазменная резка
Плазменная резка — отличный выбор для большинства операций резки, поскольку она позволяет резать как черные, так и цветные металлы, но она особенно хорошо подходит для тех операций, где важны скорость и качество резки.
Плазменная резка с низкой зоной термического влияния или без нее, особенно на тонких металлах. Однако плазменная резка имеет свои ограничения. Резка более толстых (более 2 дюймов) черных металлов с помощью кислородной резки остается более рентабельной.
Маленькая подготовительная работа
Плазменная дуга достаточно горячая, чтобы прожечь большинство поверхностных покрытий, таких как краска и ржавчина, если заземляющий зажим обеспечивает хорошее соединение с заготовкой. Поэтому требуется меньше подготовительных работ. Сложные формы, такие как вентиляционные воздуховоды (HVAC), резервуары и сосуды, можно легко разрезать с помощью плазменной резки.
Выбор системы
Для выбора системы плазменной резки достаточно ответить на несколько основных вопросов. Ответы направят вас к системе, которая лучше всего соответствует вашим потребностям.
1. Какой толщины металл я хочу разрезать? Чем толще материал, тем выше необходимая сила тока.
Промышленность наводнена такими терминами, как выход , рекомендуемый , максимальный , рейтинг , прокалывание , кромка-старт , выбор плазменной машины и выбор машины . Ищите машину, которая может резать желаемую толщину в течение всего дня, каждый день, но имеет дополнительный удар, чтобы резать более толстый материал, когда возникает необходимость.
2. Какое качество резки мне требуется? Станок с более высокой силой тока и регулируемой мощностью даст вам возможность гибко регулировать выходную мощность для получения желаемого качества резки при различной толщине.
3. Какой металл я режу? Цветные металлы труднее резать, и для них требуется чуть больше мощности, чем для мягкой стали той же толщины. Если вы будете резать цветной металл, обязательно внимательно прочитайте спецификации, так как большинство опубликованных спецификаций основаны на резке мягкой стали.
4. Какова моя основная входная мощность? Небольшие плазменные системы могут работать от напряжения 110 В и 220 В. Однако большинству плазменных систем требуется большая сила тока и напряжение питания не менее 220 В в однофазной или трехфазной сети. Системы в диапазоне от 60 до 120 ампер могут использовать различную входную мощность; увеличение напряжения снижает потребляемую силу тока плазменной системы.
Если вы готовы ответить на ваши вопросы, дистрибьютор плазменной системы или поставщик сварочного оборудования может предложить подходящий аппарат.
Термины плазменной резки
Когда вы рассматриваете плазменную резку для своего применения, полезно понимать терминологию процесса: резка наконечником, резка с зазором, резка с защитным экраном и строжка.
Резка волочащимся наконечником — Предпочтительный метод резки тонкого металла толщиной до ¼ дюйма, резка волочащимся наконечником обеспечивает наилучшее качество реза, наименьшую ширину пропила и самую высокую скорость резки. Этот метод позволяет наконечнику соприкасаться с изделием. Расстояние между заготовкой и плазменной дугой остается постоянным, а качество резки остается постоянным. Используя непроводящий материал, вы можете использовать шаблон для отслеживания узора.
Резка с зазором — предпочтительна для более толстого металла и при силе тока выше 60 ампер, резка с зазором отделяет наконечник от заготовки и требует, чтобы вы сохраняли постоянное расстояние между наконечником и заготовкой. Держите наконечник вдали от расплавленного металла, чтобы предотвратить накопление шлака на наконечнике и продлить срок службы расходных материалов. Направляющие для резки с зазором можно использовать для поддержания постоянного расстояния.
Резка с защитным экраном — Удобный для оператора метод резки при силе тока от 70 до 120 А с сохранением постоянного расстояния зазора. Резка с защитным экраном позволяет резаку опираться на изделие во время процесса резки, но использует специальный скопление шлака и брызг на наконечнике. Непроводящие шаблоны можно использовать для вырезания прямых линий или узоров.
Строжка — Использование насадки для строжки и наклона резака под углом от 35 до 45 градусов — это простой способ удаления металла. Типичным применением является удаление существующего сварного шва во время ремонтных работ. Наконечники для строжки позволяют плазменной дуге рассеиваться и расширяться в зависимости от размера сварного шва и глубины удаления металла.
Плазменные установки работают в сложных условиях. Поскольку в них отсутствуют движущиеся части, они требуют минимального текущего обслуживания. Однако подача чистого, сухого воздуха и поддержание расходных материалов в хорошем состоянии обеспечивают оптимальную производительность изо дня в день.
Что такое плазменная резка
Что такое плазменная резка/Как работает плазменная резка?
Плазменная резка — это процесс, используемый для резки стали и других металлов различной толщины сжатым воздухом. Плазменная резка
История плазменной резки
Известный как кислородно-ацетиленовый убийца, процесс резки металла намного чище, быстрее и эффективнее. Процесс плазменной резки начинается с выдува сжатого воздуха из сопла (часть плазменной горелки) на чрезвычайно высоких скоростях, в то же время через сопло формируется электрическая дуга с помощью высокочастотных методов или методов запуска пилотной дуги через сопло для поверхность разрезается, в результате чего газ превращается в плазму.
Добавляя электричество через электрод (гафний), газ становится несбалансированным и проводит электричество. Чем больше добавляется электроэнергии, тем горячее становится плазменная дуга.
Плазменные резаки существуют уже более 50 лет. Плазменные резаки были важной частью эпохи Второй мировой войны. Во время войны возникла потребность в более эффективном и быстром способе резки и формовки металла для обслуживания и производства самолетов.
После войны процесс плазменной резки был настолько эффективен, что был широко принят производителями и производственными компаниями, поскольку считался лучшим способом резки металла. Производители осознали, что качество резки и эффективность огранки являются отличным дополнением к производственному миру.
В последние годы с развитием трансформаторных блоков и инверторной технологии плазменной резки плазменные резаки стали более доступными и доступными для небольших производственных цехов, автомастерских, производственных предприятий, профессионалов в области сварки, любителей сварки и владельцев автомастерских.
Компания Longevity является ведущим производителем доступного по цене оборудования для плазменной резки и сварки, благодаря низкой себестоимости которого еще больше людей могут пользоваться, чувствовать и владеть плазменным резаком.
Сегодня компания Longevity® производит качественные и доступные по цене плазменные резаки для всех и незаменимый инструмент на вашем заводе, в магазине или гараже.
Плазменная резка по сравнению с кислородно-топливной (кислородно-ацетиленовой)
Поскольку плазменная резка является довольно новой технологией по сравнению с кислородно-топливной резкой, ведутся большие споры о том, какой процесс более эффективен, какой купить и стоит ли переходить на Плазморез стоит своих денег. Чтобы ответить на некоторые из обсуждаемых тем, Долголетие объяснит
различие между двумя процессами и указать на некоторые ключевые факты, которые помогут вам принять обоснованное решение о том, является ли плазменная резка хорошей инвестицией для вас. Существуют различные факторы, которые вы должны учитывать, прежде чем инвестировать в инструмент, который будет резать металл в соответствии с вашими потребностями. Некоторыми из этих факторов являются толщина разреза, место работы, тип металла, энергоресурсы и эксплуатационные расходы, и это лишь некоторые из них.
Как работает каждый процесс?
Плазменная дуговая резка:
Процесс плазменной резки работает, когда газ (в основном сжатый воздух) продувается с высокой скоростью в сочетании с электричеством, образуя чрезвычайно горячую дугу, вызывающую расплавление металла при сдувании шлака.
Основные сведения о плазменном резаке :
Имея источник питания 110/220 В, горелку, расходные материалы и сжатый воздух, вы можете использовать плазменный резак Longevity практически в любом месте и в любое время.
Кислородное топливо:
Оксицетелен, также известный как газокислородная резка, работает путем предварительного нагрева металла до температуры воспламенения с помощью мощной струи кислорода, направленной на металл, создавая химическую реакцию между кислородом и металлом с образованием оксида железа, более известного как шлак.
Мощная кислородная струя затем удаляет шлак из пропила. Качество резки, время предварительного нагрева и толщина могут зависеть от типа используемого газа. Газокислородная резка используется для черных (железосодержащих), мягких и низколегированных сталей толщиной до 2 футов или 24 дюймов.
Основы кислородного топлива.
С топливным баком, кислородным баллоном и резаком вы можете резать сталь где угодно, кроме цветных металлов, таких как алюминий и нержавеющая сталь. Кислородно-кислородная резка позволяет легко резать очень толстые металлы, а различные варианты горелок позволяют пользователям выполнять пайку, пайку, сварку плавлением, строжку, предварительный нагрев и гибку металлов по мере необходимости. Этот процесс требует намного больше работы по очистке, чем плазменная резка.
Longevity® предоставляет отличную диаграмму, которая ясно показывает каждый процесс и возможности каждого метода:
Плазменно-дуговая резка Газокислородная/топливная резка
| ||||||||||||||||||||||||
|
Доводы в пользу долговечных плазменных резаков и процесса плазменной резки:
Долговечные плазменные резаки позволяют слесарям быстрее резать металлы без предварительного нагрева или тщательной очистки до 2 дюймов с однофазной вилкой 220 В, рассчитанной на 100 ампер. . Процесс плазменной резки — это метод резки новейшего поколения, поскольку он портативный, может использоваться где угодно и обеспечивает более быструю и чистую резку по сравнению с кислородно-топливной резкой.
Плазменные резаки также широко используются со столами с ЧПУ (автоматизированными станками для резки) из-за их точной резки. Кроме того, плазменные резаки могут резать металл любого типа.
Аргументы в пользу кислородно-топливной резки:
Газокислородная резка — это проверенная временем традиция резки. Для некоторых металлов Oxyfuel требуется меньше времени для резки различной толщины по сравнению с плазменной резкой. В отличие от плазменных резаков, кислородная резка не имеет рейтинга номинальной толщины резки. Толщина реза зависит от используемого газа и наконечника на конце кислородной горелки, что делает кислород более универсальным для резки различной толщины.
Кислород/топливо Топливный газ Основы
Ацетилен
Обеспечивает самую высокую температуру пламени среди всех распространенных топливных газов. Чем горячее пламя – тем быстрее происходит прожиг. Более высокая теплотворная способность внутреннего пламени по сравнению с другими газами делает ацетилен самым быстрым режущим газом с наименьшими искажениями и самой узкой зоной теплового воздействия, поэтому он, возможно, является самым популярным газом. Также имеет самое низкое соотношение кислорода к газу (1,2:1).
Пропан
Более низкая температура пламени, чем у ацетилена, но имеет большую общую теплоту сгорания, что делает его одинаково быстрым при резке. Но поскольку большая часть тепла выделяется во вторичном пламени, пламя менее сфокусировано, что приводит к более медленному прожиганию. Страдает от относительно высокого отношения кислорода к топливному газу (4,3:1), необходимого для достижения максимальной температуры пламени.
Метилацетилен-пропадиен (МАПП)
Более медленное время прожига и резки по сравнению с ацетиленом из-за более низкой температуры пламени, большего распределенного источника тепла и потоков газа, но может использоваться при более высоких давлениях, чем ацетилен (т. е. менее горюч). Соотношение кислорода и газообразного топлива составляет (2:5:1).
Пропилен
По температуре подобен MAPP, горячее, чем пропан, холоднее, чем ацетилен, но требует высокого отношения кислорода к топливному газу (3,7:1).
Природный газ
Самый медленный газ для прожига, с самой низкой температурой пламени и самой низкой общей теплотой сгорания.
Плазменная резка по сравнению с газокислородной Резка:
До того, как компания Longevity® представила доступные плазменные резаки, плазменная резка обычно была дороже кислородно-топливной резки. Благодаря компании Longevity, предлагающей качественные плазменные резаки по доступным ценам, вы можете приобрести плазменный резак с высокой силой тока, который будет резать толстые металлы быстрее, эффективнее и с меньшими затратами на очистку при меньших эксплуатационных расходах. Компания Longevity®, выпускающая доступные по цене плазменные резаки, в значительной степени способствовала тому, что все больше рабочих по металлу стали использовать метод резки новейшего поколения: плазменную резку.
Портативность:
До того, как Longevity® представила свою линейку инверторных плазменных резаков, большинство плазменных резаков были машинами на базе трансформаторов, которые вообще не были портативными. Инверторные плазменные резаки Longevity® позволили слесарям отрезать ¾ дюйма от портативной машины весом 25 фунтов. При таком малом весе и такой мощности Longevity® делает плазменную резку самым портативным и эффективным методом резки на сегодняшний день.
Безопасность:
Как плазменная резка, так и газокислородная резка могут быть опасными, если они используются неправильно и с соблюдением всех мер предосторожности. Оба метода могут вызвать пожары и несут в себе уникальные опасности. Чтобы безопасно использовать каждый метод резки, необходимо следовать рекомендациям по безопасности каждого метода — невозможно выбрать более безопасный, учитывая, что вы используете мощные процессы резки. Если бы нам пришлось выбирать одно или другое, мы бы заявили, что плазменная резка безопаснее из-за того единственного факта, что из горелки не исходит открытое пламя.
Заключение:
Плазменная резка — это новейший и самый лучший метод резки металла из-за портативности, мощности резки и текущих затрат на запуск. Longevity® делает доступные плазменные резаки для всех и каждого. Плазменные резаки Longevity® начинаются с 549,99 долларов США с бесплатной доставкой и гарантией на 1 год для машины на 40 ампер, способной резать ½ дюйма. Это беспроигрышная сделка!
Системы плазменной резки – станки с ЧПУ
СТАНКИ ПЛАЗМЕННОЙ РЕЗКИ ОТ MESSER CUTTING SYSTEMS
Компания Messer Cutting Systems уже более 100 лет производит передовые технологии для металлообрабатывающей промышленности по всему миру. Мы усовершенствовали оборудование для прямой и косой плазменной резки, чтобы обеспечить качество, надежность и эффективность вашего процесса резки.
Наши машины плазменной резки с прямой и косой кромкой обеспечивают максимальную надежность и качество, гарантируя, что ваш бизнес получит максимальную отдачу от ваших инвестиций.
Ниже приведены основные характеристики прямых и косых плазменных резаков Messer Cutting Systems:
- Гладкие края поверхности.
- Прецизионная качественная резка.
- Различные скорости и углы резания.
- Разнообразное использование материалов.
Типы процессов плазменной резки
Плазменная резка — это процесс, первоначально разработанный для термической резки материалов, непригодных для газовой резки, таких как высоколегированные стали и алюминий.
Компания Messer Cutting Systems предлагает два варианта плазменной резки: плазменная резка по прямой и плазменная резка со скосом.
ПЛАЗМА ДЛЯ ПРЯМОЙ РЕЗКИ
Продукты плазменной резки Messer Cutting Systems охватывают весь спектр задач резки в современной металлургической промышленности. Используя различные технологии термической резки для прямой резки, наши станки — MetalMaster 2.0, EdgeMax, MetalMaster Evolution, Element 400, MetalMaster Xcel, PlateMaster II, Titan III, MPC2000, MPC2000 MC и TMC4500 DB — можно легко адаптировать к вашим требованиям. При покупке плазменной машины прямой резки следует учитывать такие факторы, как материал, толщина, качество резки и скорость резки.
ПЛАЗМЕННАЯ РЕЗКА СО СКОЙ
Для резки фаски требуется глубокое знание станка, процесса резки и последовательного порядка резки углов, входов и выходов, чтобы получить скошенную деталь высочайшего качества и точности. точность. Наши станки плазменной резки EdgeMax, MetalMaster Evolution, MetalMaster Xcel, PlateMaster II, Element, Titan III, MPC2000, MPC2000 MC и TMC4500 DB для резки со скосом обеспечивают невероятную производительность и максимальную надежность, включая множество дополнительных дополнительных функций. Как и в случае с плазменными машинами для прямой резки, при покупке машины для плазменной резки со скосом следует учитывать материал, толщину, качество и скорость резки.
СТАНКИ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ С ЧПУ НА ЗАКАЗ
Вашему бизнесу требуется индивидуальная установка для плазменной резки с ЧПУ? Не смотрите дальше.
Messer Cutting Systems поставляет прецизионные станки плазменной резки на заказ для ряда отраслей, включая автомобилестроение, строительство, энергетику, погрузочно-разгрузочные работы, машиностроение и судостроение, и это лишь некоторые из них.
ПРИМЕНЕНИЕ ПЛАЗМЕННОЙ РЕЗКИ
Применение плазменной резки включает в себя надежную и точную подготовку металлических компонентов, включая алюминий и нержавеющую сталь, используемых в автомобильных мастерских по ремонту и восстановлению, в производственных цехах, на промышленных строительных площадках, а также при утилизации и утилизации.
При выборе столов для плазменной резки с ЧПУ для использования в вашем бизнесе, некоторые ключевые факторы, которые следует учитывать при покупке, включают требования к мощности устройства, необходимость переносного или стационарного устройства, а также количество и толщину металла, подлежащего резке.
ЧТО ТАКОЕ ПЛАЗМА? Изучение четвертого состояния вещества.
Одним из распространенных определений плазмы является описание ее как четвертого состояния вещества. Обычно мы думаем о трех состояниях материи: твердом, жидком и газообразном.
Для обычного элемента, воды, эти три состояния — лед, вода и пар. Разница между этими состояниями связана с их энергетическими уровнями. Когда мы добавляем энергию в виде тепла ко льду, лед тает и образует воду. Когда мы добавляем больше энергии в воду, она испаряется в водород и кислород в виде пара. Добавляя больше энергии к пару, эти газы становятся ионизированными.
В результате этого процесса ионизации газ становится электропроводным. Этот электропроводящий и ионизированный газ называется плазмой.
Как работает плазменный резак с ЧПУ?
Как работает плазменный резак с ЧПУ? Процесс плазменной резки, используемый при резке электропроводящих металлов, использует электропроводный газ для передачи энергии от источника электроэнергии через плазменный резак к разрезаемому материалу.
Плазменный резак с ЧПУ Характеристики:
- Типовой: от ⅛ дюйма (3 миллиметра) до 3 дюймов (75 миллиметров).
- Толщина листа: от 1/32 дюйма (0,8 мм) до 6 дюймов (150 мм) с плазменной системой 800 AMP из нержавеющей стали или алюминия.