Станок плазменной резки металла с ЧПУ
HASA CS-3L — промышленная серия станков с длинами рабочей зоны от 6 до 18 метров. Выполняются на опорных стойках с тремя степенями регулировок что позволяет обеспечить точность работы станка в самых сложных эксплуатационных режимах и в условиях резких перепадов температурных зон. Предназначены для работы в тяжелых промышленных условиях с использованием технологии X-Definition (XPR-300) и HyDefinition (серия HPRXD). Способны выполнять плазменную резку металлов толщинами до 160мм в зависимости от мощности источника. Согласно ISO 9013 обеспечивают диапазон квалитетов от (1)2-го до 4-го согласно выбранной плазменной технологии и условий эксплуатации оборудования.
HASA CS-3:
| Размеры рабочей зоны | 2000х(3000-18000) мм. |
| Рабочий ход оси Z | 390 мм. |
| Входное напряжение | 220в |
| Вид термической резки | Air/Air, O2/Air, N2/N2, F5/N2, h45/N2, N2/Air |
| Количество суппортов | 1 cуппорт с возможностью установки 2 осей Z для плазменной и газовой резки |
| Точность позиционирования | 0. 1мм 1мм |
| Скорость холостого перемещения | 20000мм/мин |
| Толщина плазменной резки металла | 0.5 — 160мм определяется источником плазмы |
| Толщина резки металла пропановым резаком | 4 — 250мм определяется источником плазмы |
| Система управления ЧПУ | EDGE Connect |
| Программа раскладки | ProNest CNC |
| Фирменные технологии резки Hypertherm | SureCut™ True Hole® Rapid Part™ |
| Контроль высоты резки плазменной горелки | Автоматический THC по напряжению дуги |
| Габаритные размеры станка без источника | Ширина длина высота 3300х3800х2300мм |
EDGE Connect:
| Поддерживаемые усилители привода | Цифровой |
| Максимальное количество осей | 12 |
| Поддержка резки со скосом | Да |
| Максимальное количество входов и выходов | 512/512 |
| Программная консоль оператора станции | Все ЧПУ EDGE® Connect CNC или ЧПУ этого семейства, настроенные OEM |
| Аппаратная консоль оператора станции | EDGE ® Connect TC — на всех включенных станциях |
| Порты связи | Беспроводная сеть, локальная сеть и порты USB |
| Рабочий интерфейс | EtherCAT® |
| Интерфейс HPRXD® | EtherCAT® |
| Интерфейс Sensor™ THC | 0–8 |
| Интерфейс ArcGlide® THC | Дискретный |
| Диапазон рабочих температур | от -10 до 40 °C (внешняя температура) |
| Стандартные функции ПО | Поддержка программы обработки деталей (Part Program Support — PPS), дистанционная справка Remote Help™, функции подключения, средства для работы в сети, поддержка управления автоматической подачей газа, импорт DXF и формирование карт раскроя для деталей простой формы |
| Раскрой на ЧПУ | ЧПУ с ПО ProNest® (одна деталь, раскрой по групповой схеме). Дополнительно: ЧПУ с ПО ProNest (несколько деталей, точный раскрой по форме листовых деталей) Дополнительно: ЧПУ с ПО ProNest (несколько деталей, точный раскрой по форме листовых деталей) |
| ПЛК | PLC Connect LT — стандартно. PLC Connect — доступен после дополнительной модернизации |
| Сенсорный ЖК-дисплей | Проекционно-емкостный (PCAP) или диагональю 19 дюймов (after OEM) |
Powermax:
| Powermax45 XP | Powermax65 | Powermax85 | Powermax105 | Powermax125 | MAXPRO200 | |||
| Производительность | Низкоуглеродистая сталь | Промышленная (прожиг)* | 12 мм | 19 мм | 20 мм | 22 мм | 25 мм | 32 мм |
| Отрезная резка | 29 мм | 32 мм | 38 мм | 50 мм | 57 мм | |||
| Нержавеющая сталь | Промышленная (прожиг)* | 10 мм | 15 мм | 16 мм | 20 мм | 25 мм | 25 мм | |
| Алюминий | Промышленная (прожиг)* | 10 мм | 15 мм | 16 мм | 20 мм | 25 мм | 32 мм | |
| Скорость | 12 мм 635 мм/мин | 12 мм 150 мм/мин | 12 мм 1280 мм/мин | 12 мм 1280 мм/мин | 12 мм 1280 мм/мин | 12 мм 3415 мм/мин | ||
| Угол среза | 5 | 5 | 5 | 5 | 5 | 5 | ||
| Свариваемость | Требуется подготовка | Требуется подготовка | Требуется подготовка | Требуется подготовка | Требуется подготовка | Готовность к сварке | ||
| Технологические газы | Низкоуглеродистая сталь | Воздух | Воздух | Воздух | Воздух | Воздух | Воздух/воздух, О2/воздух | |
| Нержавеющая сталь | Воздух, N2 | Воздух, N2 | Воздух, N2 | Воздух, N2 | Воздух, N2 | Воздух/воздух, N2/N2 | ||
| Алюминий | Воздух, N2 | Воздух, N2 | Воздух, N2 | Воздух, N2 | Воздух, N2 | Воздух/воздух, N2/N2 | ||
| Ток процесса (резка) | 10–45 | 25–65 | 25–85 | 30–105 | 30–125 | 50-200 резка со скосом (200) |
Источники HPRXD:
| HPR130XD | HPR260XD | HPR400XD | HPR800XD | |||
| Производительность | Низкоуглеродистая сталь | Без образования окалины*Промышленная (прожиг)Максимальная толщина резки | 16 мм32 мм38 мм. | 32 мм38 мм64 мм. | 38 мм50 мм80 мм. | 38 мм50 мм80 мм. |
| Нержавеющая сталь | Промышленный прожигМаксимальная толщина резки Максимальная толщина прожига** | 20 мм25 мм— | 32 мм50 мм— | 45 мм80 мм75 мм | 75 мм160 мм100 мм | |
| Алюминий | Промышленный прожигМаксимальная толщина резки | 20 мм25 мм | 25 мм50 мм | 45 мм80 мм | 75 мм160 мм |
| Скорость*(низкоуглеродистая сталь) | Технические характеристики по руководству при самом высоком выходном токе | 12 мм2200 мм/мин | 12 мм3850 мм/мин | 12 мм4430 мм/мин | 12 мм4430 мм/мин | |
| Угол среза | Диапазон по ISO 9013*** | 2–4 | 2–4 | 2–4 | 2–5 | |
| Свариваемость | Готовность к сварке | Готовность к сварке | Готовность к сварке | Готовность к сварке | ||
| Технологические газы для материалов (Плазмообразующий/защитный) | Низкоуглеродистая сталь | О2/воздух, О2/О2 | О2/воздух, О2/О2 | О2/воздух, О2/О2, Ar/воздух | О2/воздух, О2/О2, Ar/воздух | |
| Нержавеющая сталь | h45/N2, N2/N2, h45-N2/N2, F5/N2, Ar/воздух, Ar/N2 | h45/N2, N2/N2, h45-N2/N2, F5/N2, Ar/воздух, Ar/N2 | h45/N2, N2/N2, h45-N2/N2, F5/N2, Ar/воздух, Ar/N2 | h45/N2, N2/N2, h45-N2/N2, F5/N2, Ar/воздух, Ar/N2 | ||
| Алюминий | h45/N2, Воздух/воздух, h45-N2/N2 | h45/N2, Воздух/воздух, h45-N2/N2 | h45/N2, Воздух/воздух, h45-N2/N2, Ar/воздух, Ar/N2 | h45/N2, Воздух/воздух, h45-N2/N2, Ar/воздух, Ar/N2 | ||
| Ток процесса (резка) | Не все процессы доступны для всех материалов | 30–130 | 30–260 | 30–400 | 30–800 |
Источник XPR300:
| Максимальное напряжение холостого хода | 360 В пост. тока тока |
| 300 A | |
| Максимальная выходная мощность | 63 кВт |
| Выходное напряжение | 50–210 В пост. тока |
| Напряжение дуги при 100 %-ной нагрузке | 210 B |
| Номинальный рабочий режим | 100 % при 40 °C и мощности 63 кВт |
| Диапазон допустимых температур окружающей среды | от –10 до 40 °C |
| Коэффициент мощности | 0,98 при мощности 63 кВт |
| Охлаждение | Принудительное воздушное (класс F) |
| Изоляция | Класс H |
| Классификация по электромагнитной совместимости (только для моделей CE) | Класс A |
| Точки подъема | Верхняя подъемная проушина |
| Канавки на дне для вилочного погрузчика | Номинальная масса для подъемной проушины 680 кг |
Что такое плазменная резка металла с ЧПУ?
Плазменная резка металла на оборудовании с ЧПУ – это процесс автоматизированного вырезания заготовок сжатой дугой плазмы. Эта технология позволяет выполнять раскрой разных видов сталей, включая нержавейку и цветные металлы. При этом возможен прямолинейный и фигурный рез материалов толщиной до 100 мм.
Эта технология позволяет выполнять раскрой разных видов сталей, включая нержавейку и цветные металлы. При этом возможен прямолинейный и фигурный рез материалов толщиной до 100 мм.
Виды плазменной резки металла с ЧПУ
Плазменная резка на станках с ЧПУ – высокотехнологичный процесс раскроя, рабочие параметры которого настраиваются в автоматическом режиме специальной программой в зависимости от заданных значений марки стали и толщины.
Существует два основных вида резания, однако обычно используется классический способ плазменно-дуговой резки с дугой прямого действия. В этом случае она горит между катодом и обрабатываемой заготовкой. При этом столб дуги совмещается с высокоскоростной струей, образующейся из подаваемого газа в результате его нагрева с последующей ионизацией при воздействии дуги.
Другой вид – резка плазменной струей с дугой косвенного действия – используется преимущественно для резания неметаллических материалов, которые не проводят ток (пластик и др. ). Здесь дуга горит между катодом и наконечником плазмотрона, а разрезаемый материал не включен в электрическую цепь.
). Здесь дуга горит между катодом и наконечником плазмотрона, а разрезаемый материал не включен в электрическую цепь.
Рисунок 1. Основные схемы резки
Особенности плазменной резки металла
ЧПУ представляет собой компьютеризированную систему программного управления приводами производственного оборудования и его оснастки. Числовое программное управление позволяет минимизировать человеческий фактор – т.е. участие человека в процессе плазменной резки. Также наличие ЧПУ в конструкции станков положительно отражается на энергопотреблении и производительности.
Фото 2. Машина с числовым программным управлением
Преимущества этого способа по сравнению с другими методами резки:
- Минимальный человеческий фактор – способствует увеличению производительности, сокращению количества брака.
- Универсальность – возможность резки разнообразных материалов (конструкционных сталей, нержавейки, чугуна, меди, алюминия и их сплавов), вырезания деталей сложной формы.

- Высокая скорость резания заготовок малой и средней толщины.
- Точный и качественный рез – отсутствие наплывов и грата позволяет обойтись без последующей механической обработки кромок перед сваркой.
- Минимальное время прожига – не требуется предварительный подогрев места врезки.
- Малая зона термического влияния – исключает вероятность тепловой деформации вырезаемых заготовок (особенно полезно при обработке тонколистовых сталей).

Среди недостатков можно выделить относительную дороговизну оборудования, высокие требования к его техническому обслуживанию. Также предельная толщина разрезаемых металлов, как правило, не превышает 100 мм (у газокислородной резки она может достигать до 500 мм в зависимости от материала). Но при этом скорость и качество резания гораздо выше.
Фото 3. Процесс вырезания заготовок
Станки с ЧПУ
Установка плазменной резки металла в комплекте с ЧПУ представляет собой автоматический комплекс по раскрою листового металлопроката. В конструкцию оборудования входит источник питания, портальная система, координатный стол и числовое программное управление.
В конструкцию оборудования входит источник питания, портальная система, координатный стол и числовое программное управление.
Установки выпускаются нескольких видов в зависимости от назначения и размеров разрезаемого металлопроката:
- Стационарные – габаритные станки, которые устанавливаются стационарно. Из-за больших габаритов их перемещение не представляется возможным без демонтажа и применения спецтехники.
Фото 4. Стационарная установка
- Портативные – имеют небольшие размеры, поэтому при необходимости могут перемещаться в пределах производственного участка либо на другой объект.
Фото 5. Переносная машина
Оборудование может иметь разные габариты координатного стола – при этом ширина рабочей зоны варьируется в пределах от 1,5 до 8 м. Направляющие, которые служат для продольного перемещения обрабатывающего комплекса, могут быть расположены непосредственно на рабочем столе либо независимо от него и других конструктивных узлов.
Точность плазменной резки металла на установках с ЧПУ
Качество и точность резания регламентируются ГОСТ 14792, который предусматривает разделение деталей на три класса точности в зависимости от вида оборудования. Самый высокий 1 класс точности характерен для портальных установок плазменной резки, но при условии соблюдения всех требований, указанных в паспорте.
Максимально допустимые отклонения при номинальных размерах вырезаемой детали и толщине листа от 5 до 60 мм:
- ±2,5 мм – от 2500 до 5000 мм;
- ±2 мм – от 1500 до 2500 мм;
- ±1,5 мм – от 500 до 1500 мм;
- ±1 мм – до 500 мм.
Неперпендикулярность кромок в зависимости от толщины обрабатываемого листа:
- 0,4 мм при толщине 5-12 мм;
- 0,5 мм – 13-30 мм;
- 0,7 мм – 31-60 мм.
Также есть предельный допуск на радиус скругления угла верхней кромки в результате оплавления – он составляет не более 1 мм.
В целом точность и качество плазменной резки на порядок выше по сравнению с газокислородной. При этом отсутствует деформация деталей, что исключает необходимость в последующей правке. Результатом этого является уменьшение времени и снижение себестоимости изготовления определенной детали.
При этом отсутствует деформация деталей, что исключает необходимость в последующей правке. Результатом этого является уменьшение времени и снижение себестоимости изготовления определенной детали.
Плазменная резка металла ЧПУ на современных станках с ЧПУ
Плазменная резка металла на станке плазменной резки TESLA WELD CUT CNC. Различные виды строительных работ зачастую требуют плазменную резку металла, с чем успешно справятся специалисты нашего предприятия. Наше предприятие cможет изготовить на заказ на станке плазменной резки с ЧПУ художественную резку различных резных ворот, калиток, секции забора, секции лестничных ограждений, стационарные и разборные мангалы, флюгеры, решётки на окна, скамейки, резная металлическая мебель ( журнальные столики, стулья, рамки для зеркал), адресные и предостерегающие таблички, а также разные картины из металла. Рабочая площадь плазменной резки 2000 х 3000 мм. Также предлагаем услуги промышленной плазменной резки для закладных деталей в различные бетонные конструкции, винтовые сваи, сложные геометрические фигуры. Минимальная толщина резки 0,5 мм, а максимальная 25 мм. Ознакомиться с примерами наших работ можно по ссылке!>>> Изделия которые мы можем изготовить! <<<
Минимальная толщина резки 0,5 мм, а максимальная 25 мм. Ознакомиться с примерами наших работ можно по ссылке!>>> Изделия которые мы можем изготовить! <<<Заказать плазменную резку по вашим чертежам, вы можете на предприятии ООО «Техмаш-Украина» г.Днепр.
Цена на плазменную резку металлов на станках с ЧПУ.Качество «стандарт+» ** Углеродистая сталь
* * — порезка на пониженной скорости. Для деталей с окружностями и несколькими контурами
Нержавеющая сталь и цветной металл
Высоколегированные стали с содержанием хрома и никеля, инструментальные стали, конструкционные стали, а также цветные металлы, такие как алюминий и его соединения, латунь и медь
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ЧЕРТЕЖАМ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ!
Форматы файлов: AutoCad, SolidWorks, Kompas
Предпочтительно *. dxf
dxf
Все символы и текст должны быть преобразованы в кривые
Расстояние между деталями больше или равно толщине металла, но не меньше 6 мм
Расстояние от края листа до деталей равно толщине металла, но не меньше 10 мм
Плазменная резка металла – один из наиболее популярных и эффективных термических способов резки металлов, который отличается высокой точностью и хорошим качеством обработки поверхности. Резка металлических изделий таким способом выполняется достаточно быстро и соответствует стандартам качества. По качеству может уступать разве что лазерной резке, однако, в отличие от последней, плазменная резка позволяет обрабатывать листы с большой толщиной и имеет лучшие экономические показатели. Плазменная резка на станках ЧПУ основывается на использовании струи плазмы, образовывающейся при подаче плазмообразующей струи газа на электрическую дугу под высоким давлением. В зависимости от вида материала резки для образования плазмы могут использовать азот, водород, кислород и прочие смеси. В качестве материала для плазменной резки может использоваться: коррозионно-стойкая сталь (нержавейка), углеродистая сталь, алюминиевые сплавы, сплавы на основе меди, бронзы, латуни, титана и другие металлические листы.
В качестве материала для плазменной резки может использоваться: коррозионно-стойкая сталь (нержавейка), углеродистая сталь, алюминиевые сплавы, сплавы на основе меди, бронзы, латуни, титана и другие металлические листы.
Плазменная резка – наиболее эффективная технология обработки металла для многих отраслей производства. Она позволяет создавать металлические конструкции любого назначения, диаметра, формы и сложности. Так же данная процедура позволяет создавать детали и конструкции нестандартных размеров и форм.
Заказать услугу плазменной резки быстро и по очень выгодным ценам в Днепре и по всей Украине, вы можете прямо сейчас на нашем сайте.
Расчет стоимости на услуги плазменной резки металлов зависит от разных нюансов, прежде всего, стоит учитывать толщины металла. Так же в стоимость услуг входит разработка макета и технических документов. Каждый заказ рассчитывается индивидуально, в зависимости от сложности и объема выполняемых работ.
Процесс плазменной резки на станках с ЧПУ
Использование станков с численно-программным управлением позволяет создавать детали более сложной конфигурации, достаточно быстро и с высокой точностью. Сложность формы зависит от ваших потребностей.
Сам процесс выполнения работы на станках достаточно прост. Прежде всего, нужно создать необходимый чертеж, задать его параметры и станок вырежет из металла деталь в любом количестве с точностью в 0,5 мм.
Максимальная толщины металла может достигать 2 метра.
Еще одно из преимуществ работы на станках ЧПУ – минимальное использование человеческих ресурсов, что гораздо увеличивает скорость выполнения работ и позволяет исключить ошибки в выполнении процессов.
Преимущества данного способа обработки металла
- Обеспечивает точность и высокое качество реза металла, при этом, исключая наличие шлакования и наплывов при работе с любой толщиной изделия.
- Данная технология отличается высокой скоростью выполнения заказов.
- Большой ассортимент обрабатываемых металлов.
- Нет ограничений по форме.
- Можно вырезать изделия сложных форм.
- Скорость реза увеличивается в несколько раз, что позволяет снизить стоимость готовой продукции при большом количестве однотипных заготовок.
- Исключена температурная деформация деталей, так как нагрев осуществляется только в нужном месте.
- Минимальное негативное воздействие на окружающую среду.
- Нет необходимости в дополнительной обработке готового изделия.

Преимущества работы «ООО «Техмаш-Украина»
- Изготовление деталей любой конфигурации и сложности по заданным параметрам, что позволяет удовлетворить требование любого клиента.
- Раскрой материала по представленным образцам или чертежам заказчика.
- Беремся за любое количество продукции, начиная от одной детали, заканчивая большими партиями. Наша компания выполняет обработку и изготовления деталей даже очень крупными партиями, по вашим параметрам.
- Работы выполняются только высококвалифицированными сотрудниками с многолетним опытом работы в данной сфере. Наши специалисты выполнят даже самые сложные заказы на детали любой конфигурации и параметров, начиная от проектирования заготовки, заканчивая конечной обработкой.
- Гарантированное высокое качество выполняемых работ, при правильно составленных требованиях по размерам.
- Техническая поддержка и помощь на начальных этапах работы. Правильный подход к работе, знание своего дела, своевременная консультация и разъяснение всех тонкостей работы, помогут достигнуть нужных вам результатов.
- Низкая ценовая политика. Мы следим за тем, чтоб наши цены были доступны для разных сегментов населения и каждый желающий мог воспользоваться услугами нашей компании.
- Возможность доставки готовой продукции в любую точку Украины.
- Обработка изделий в огромном диапазоне направлений. Кроме резки металла, мы предлагаем нашим клиентам и другие услуги: металлообработка, гибка, фрезерные работы, токарные работы, шлифовка и полировка, сверление и многое другое.
- Изготовление и обработка металлических деталей по упрощенному чертежу. Во избежание проблем с размерами, наш специалист поможет составить вам более точный чертеж.
 Наша компания выполняет обработку и изготовления деталей даже очень крупными партиями, по вашим параметрам.
Наша компания выполняет обработку и изготовления деталей даже очень крупными партиями, по вашим параметрам.
Высококачественное современное оборудование нашего завода позволит осуществить плазменный раскрой металлического листа посредством высокотехнологичного станка с ЧПУ.
В основу парка нашего оборудования входит портальный станок плазменной резки TESLA WELD CUT CNC.Серия Tesla weld cut 160 представлена универсальным станком плазменной резки. Эти установка имеет высокую степень автоматизации, оснащена двусторонним рельсовым треком, проводкой кабелей и шлангов в энергетических коробах, предназначены для двух и трех сменной работы и имеет следующие конструктивные особенности:
- полностью сварной портал без винтовых соединений линейное перемещение вдоль поперечной оси плавающие режущие головки возможность вывода 1 головки вне зоны реза (зона парковки) ограничение перемещения портала благодаря концевым выключателям вдоль оси X-X и Y-Y система ЧПУ PIERCE 19;
- беззазорное соединение пары шестерня — зубчатая рейка;
- автоматическое выдерживание высоты горелки в процессе работы;
- автоматическая начальная установка высоты плазменной горелки;
- отслеживание высоты плазменной горелки по напряжению электрической дуги;
- cкорость холостого хода 50-20000 мм/мин. автоматическая газовая консоль
 автоматическая газовая консоль
автоматическая газовая консольТехнические характеристики
| Наименование параметров | Норма |
| Ширина обрабатываемого листа, мм | 2000 |
| Длина обрабатываемого листа, мм | 3000 |
| Минимальный диаметр вырезаемого отверстия: | |
| Плазменная резка металлов с источником Tesla CUT 160 CNC; | 45 мм |
| Вертикальный ход перемещения резака, мм | 250 |
| Размер колеи рельсового пути, мм | 2500 |
| Высота машины, мм | 1000 |
| Длина рельсового пути, мм | 4000 |
| Количество суппортов (резаков) | 1 (1-плазменный) |
| Скорость перемещения машины, мм/мин | от 50 до 20000 |
| Точность воспроизведения заданного контура | |
| — с системой ЧПУ PIERCE 19, мм | ± 0,2 |
| — точность вырезки по контуру по плазме не ниже | +0,2 мм |
| — точность вырезки по контуру по газу не ниже | +0,4 мм |
| Толщина разрезаемого листа, мм (Сталь) | |
| плазменная технология с источником Tesla Weld Cut 160: | |
— толщина разрезаемой низкоуглеродистой нелигированной стали на пробой, мм. | от 0,5 до 30 |
| — толщина разрезаемого низкоуглеродистой нелигированной стали с края, мм. | от 0,5 до 40 |
| Скорость подъема и опускания резака мм/мин. | 100-2400 |
| Пределы регулирования рабочего тока режущей дуги, А | 45-200 |
| Система питания | трехфазная сеть переменного тока |
| Расположение разрезаемого листа | раскройный стол |
| Машина оснащена ЧПУ PIERCE 19 | |
| Стабилизация расстояния между резаками и разрезаемым листом | автоматическая, с возможностью перехода на ручную |
| Потребляемая мощность, кВт | |
| — мощность, потребляемая TESLA WELD CNC 160 | 10,5 |
| — мощность, потребляемая источником TESLA CUT 160 | 20 |
| — рабочая температура | от +5 до +400С |

При плазменной резке металла мы достигаем точности 0,2 мм благодаря использованию наиболее современного ЧПУ. При этом габариты детали для изготовления могут иметь размер 2000х6000 мм.
Среди преимуществ плазменной резки листового металла можно выделить следующие:
— высочайшая скорость плазменной резки;
— возможность резки сплавов и металлов, толщина которых до 60 мм;
— приемлемая низкая стоимость выполнения работ.
В современном мире технология плазменной резки листового металла — это один из наиболее не дорогостоящих и распространенных методов раскроя металлического листового проката.
Стоимость выполнения работ по плазменной резке металла зависит от сложности поставленного заказчиком задания и объема выполнения работ. Расчет стоимости работ производится нашими специалистами после предоставления технического задания от заказчика – чертежа или образца детали.
Декламируя своим клиентам экономически обоснованную стоимость работ, мы стремимся к долгосрочному и взаимовыгодному сотрудничеству.
>>> Изделия которые мы можем изготовить! <<<Отправить техническое задание на выполнение всех видов работ по гибке листового металла и плазменной резке металла вы можете на электронный адрес: [email protected]
Стабильно работая на производственном рынке Украины «ТЕХМАШ-УКРАИНА» всегда ищет приемлемые компромиссы и идет на встречу требованиям клиента, никогда не нарушая условий заключенных договоров, также придерживаясь конфиденциальности в отношениях.
Надеемся на то, что вышеприведённая информация положительно заинтересует Вас, как руководителя предприятия, так и рядового клиента.
Плазменная резка металла с ЧПУ – цена услуги в Москве
Высокоточная плазменная резка металла на новейшем станке ЧПУ с американским источником HYPERTHERM POWERMAX 125
Раскрой листового металла, резка сложных форм из листового металла, изготовление деталей из материала заказчика от 75 руб за 1 кг продукции
Получите бесплатный расчет стоимости
Оставьте свои контактные данные, и в течение часа с вами свяжется наш специалист
Согласие на обработку персональных данных
Компания ООО «ПРО МЕТИЗ» предлагает услуги плазменной резки металла. Раскрой стальных заготовок осуществляется струей ионизированного газа под воздействием температуры в десятки тысяч градусов. Это один из самых быстрых, экономичных и в тоже самое время высокотехнологичных методов металлообработки.
Раскрой стальных заготовок осуществляется струей ионизированного газа под воздействием температуры в десятки тысяч градусов. Это один из самых быстрых, экономичных и в тоже самое время высокотехнологичных методов металлообработки.
Применение станка с ЧПУ значительно увеличивает скорость и точность реза – для тонких листов она составляет десятые, а в некоторых случаях и сотые доли миллиметра. Мы производим широкий спектр изделий – от простых заготовок до сложных криволинейных контуров.
Пламенная резка осуществляется с помощью эффективной воздушно-плазменной системы Hypertherm POWERMAX 125, которая может выполнять краткосрочные циклы реза в самых сложных условиях работы. В ее основе лежит новейшая технология Smart Sense™, с помощью которой можно автоматически регулировать давление газа, выполняя обработку черных, цветных металлов, нержавеющей стали и алюминия толщиной до 80 мм. Система компенсации колебаний напряжений обеспечивает оптимальную производительность при минимальном напряжении.
Читать далее
Преимущества плазменной резки
Сроки изготовления от 1 часа
благодаря высокой производительности оборудования Hypertherm powermax 125
Точность резки до 0.1 мм
вы можете изготавливать даже самые сложные формы и размеры
Ровная кромка
после среза край практически не требует дальнейшей обработки
Какие материалы можно резать плазмой
- Углеродистые и Конструкционные стали
- 09г2с, ст3, 30ХГСА, ст 20, 40Х, 35, ст. 45 и т.д.
- Нержавеющие стали
- Цветные металлы и сплавы
Услуги плазменной резки
- Раскрой листового металла
- Резка сложных форм из листового металла
- Изготовление деталей из материала заказчика
- Разрезка профиля труб и другого металлопроката
- Высокоточная обрезка кромок и удаление неровного литья
Область применения
Плазменная резка металлов – один из востребованных способов прямолинейного и фигурного раскроя. Методика чаще всего применяется в:
Методика чаще всего применяется в:
- Машиностроительной отрасли. Задействуется для производства деталей на легковые и грузовые авто. С помощью резки получают высокоточные заготовки для станков.
- Строительстве. При проектировании и возведении многоэтажных зданий.
- Производстве оградительных конструкций, табличек.
Стоимость плазменной резки
Точная цена резки зависит от типа и толщины металла
| Толщина листового металла, мм | Материал | |
| Углеродистые и Конструкционные стали | Нержавеющие стали, цветные металлы и сплавы | |
| 2 | 30 руб/пог.метр | 65 руб/пог.метр |
| 3-4 | 40 руб/пог.метр | 85 руб/пог.метр |
| 5-6 | 60 руб/пог.метр | 125 руб/пог.метр |
| 8-10 | 70 руб/пог. метр метр |
145 руб/пог.метр |
| 12-14 | 100 руб/пог.метр | 180 руб/пог.метр |
| 16-18 | 120 руб/пог.метр | 260 руб/пог.метр |
| 20 | 150 руб/пог.метр | 310 руб/пог.метр |
| 22 | 180 руб/пог.метр | 360 руб/пог.метр |
| 25 | 220 руб/пог.метр | 420 руб/пог.метр |
| 30 | 320 руб/пог.метр | 520 руб/пог.метр |
Рассчитайте стоимость плазменной резки
Цены, указанные в таблице выше, являются ориентировочными. Точную стоимость вам рассчитают специалисты после того, как вы пришлете чертежи в формате DWG, PDF, JPEG.
Тип металла
Толщина металла, мм
Длина реза, м
Тип металла
Толщина металла, мм»
Длина реза, м
Рассчитать стоимость
Примеры работ по плазменной резке
Особенности и принцип плазменный резки
Новая технология позволяет разрезать металлы различной природы и толщины. В качестве режущего инструмента используется струя плазмы, которая формирует идеальный рез за минимальный промежуток времени. Резка плазмой по произвольной траектории позволяет производить детали сложной формы по индивидуальным эскизам. За высокую точность отвечает программное управление.
В качестве режущего инструмента используется струя плазмы, которая формирует идеальный рез за минимальный промежуток времени. Резка плазмой по произвольной траектории позволяет производить детали сложной формы по индивидуальным эскизам. За высокую точность отвечает программное управление.
В процессе резки нагревается только конкретный участок, что исключает тепловую деформацию материала и снижает стоимость проводимых операций. Кроме металлических листов плазменную резку можно применять для раскроя уголков, швеллеров, прутка, труб и других готовых изделий. В используемой системе для плазменной резки создается поток высокотемпературного ионизированного воздуха, электропроводность которого приравнивается к электропроводности разрезаемой заготовки. В результате образовывается электрическая дуга, которая нагревает заготовку и плавит металл. Температура плазмы может составлять до 25 000-30 000°С.
Резка выполняется на станке с ЧПУ, который представляет одну или несколько горелок с механизмами для их перемещения. Станок может выполнять цикл по заранее установленной программе, что значительно упрощает работу в случае одинакового раскроя листов.
В качестве резца используется струя плазмы. Взаимодействующие между собой тепловые, электромагнитные, газодинамические и химические процессы отвечают за интенсивность нагрева струи. Такая технология превосходит другие методы резки металлов, которые плохо поддаются фигурному раскрою.
Станок может выполнять цикл по заранее установленной программе, что значительно упрощает работу в случае одинакового раскроя листов.
В качестве резца используется струя плазмы. Взаимодействующие между собой тепловые, электромагнитные, газодинамические и химические процессы отвечают за интенсивность нагрева струи. Такая технология превосходит другие методы резки металлов, которые плохо поддаются фигурному раскрою.
Виды плазменной резки
Классификация плазменной резки зависит от среды, в которой выполняются работы по раскрою металла:
Простой
Основное отличие способа заключается в ограниченности электрической дуги. Для выполнения реза применяется электрический ток и воздух. Иногда может быть задействован азот. При этой методике толщина металлов не должна быть выше 10 мм. С ее помощью можно легко разрезать низколегированные сплавы и другие мягкие металлы. Режущим элементом является кислород, из которого формируется струя, преобразующаяся в итоге в плазму. Кромки при резе получаются очень ровными и не требуют последующей обработки.
С газом
При данной технологии используются защитные газы, которые превращаются в плазменный поток после преобразования в плазмотроне. При этом значительно повышается качество реза. В качестве газа может использоваться водород или аргон, защищающий зону реза от негативных внешних факторов.
С водой
При таком виде плазменной резки вода выполняет функцию, аналогичную защитному газу. Она также охлаждает элементы плазмотрона и минимизирует вредные выделения.
Какие газы используются
Раскрой металла плазменной дугой может осуществляться с применением нескольких газов и смесей. Тип газа выбирается в зависимости от материала, требований к качеству реза и экономичности.
Воздушная смесь
Это самый доступный вариант для резки низколегированных сталей и алюминия. В состав воздуха входит 78% азота и 19% кислорода, которые по-разному оказывают воздействие на металл.
Азот
В основном применяется в тех случаях, когда требуется исключить образование оксидов металла. Использование азота влияет на качество реза – он получается не таким ровным, насыщение поверхности азотом мешает сварке, поэтому требуется последующая обработка.
Использование азота влияет на качество реза – он получается не таким ровным, насыщение поверхности азотом мешает сварке, поэтому требуется последующая обработка.
Технический кислород
Рез выполняется намного быстрее, чем с помощью азота и воздуха. Кромки гладкие, без пор, значительно усложняющих сварку.
Аргон и водород
Самостоятельное использование каждого из этих газов не очень хорошо влияет на качество обрабатываемого материала. Аргон имеет низкую теплопроводность и скорость реза, но он хорошо выдувает металл и надежно защищает от химических реакций. Водород очень легкий, чтобы выдуть металл, но имеет высокую теплопроводность. Смесь обоих газов компенсирует их недостатки. Аргонно-водородная смесь используется для легированных сталей и там, где требуется высокое качество реза.
Читать далее
Как сделать заказ?
Оставьте заявку на сайте, приложите чертежи в формате DWG, PDF, JPEG, укажите количество требуемой продукции
01
Внесите предоплату и мы заключаем договор. На данном этапе мы подготавливаем
управляющую программу для станка в программе PRONEST
На данном этапе мы подготавливаем
управляющую программу для станка в программе PRONEST
02
Мы передаем файл с программой оператору станка с ЧПУ, и происходит изготовление заказа
03
Внесите полную оплату и получите готовый заказ
04
Особенности плазменной резки именно у нас
Точность до 0.1 мм
Американское оборудование HYPERTHERM позволяет осуществлять наиболее чистый раскрой, без каких-либо окалин на готовом изделии
Эффективность
Благодаря новейшему ПО от ProNest, нам удалось существенно повысить производительность резки: сократить время изготовления и увеличить точность
Качество
У нас работают компетентные сотрудники с опытом работы от 3х лет, профессионально выполняющие свои обязанности, что гарантирует безупречное качество результата
Заказы любой сложности
Готовы браться за работу даже повышенного уровня сложности. Осуществляем резку черных и
цветных металлов, а также тугоплавких сплавов
Осуществляем резку черных и
цветных металлов, а также тугоплавких сплавов
«ПРО МЕТИЗ» — профессиональный подход для быстрого решения ваших задач!
Производим сертифицированную по ГОСТу продукцию. Также являемся одним из ведущих в стране поставщиков крепежа
Нам доверяют ведущие частные и государственные компании России, которые уже успели оценить качество нашей работы
Производим плазменную резку от 1 часа любого уровня сложности. Особые условия для оптовых покупателей
Постоянно производим анализ цен на рынке, чтобы предлагать своим клиентам лучшие цены на услуги
Оставить заявку на точный расчет стоимости
типичные ошибки оператора и рекомендации
Главная / Библиотека / Новости / Плазменная резка металла: типичные ошибки оператора и рекомендации
Плазменная резка, безусловно, — самая популярная технология резки с ЧПУ. Благодаря многолетнему опыту в области машиностроения и производства мы решили представить несколько советов по плазменной резке, основываясь на проблемах, с которыми мы сталкивались в повседневной работе. Мы надеемся, что они могут упростить работу операторов станков и улучшить уход за режущими машинами.
Благодаря многолетнему опыту в области машиностроения и производства мы решили представить несколько советов по плазменной резке, основываясь на проблемах, с которыми мы сталкивались в повседневной работе. Мы надеемся, что они могут упростить работу операторов станков и улучшить уход за режущими машинами.
Проблемы являются причинами незапланированных технологических пауз. Возьмем, к примеру, столкновение плазматрона и разрезаемого материала. Это может произойти, даже если машина оборудована датчиком высоты. Одной из причин данной проблемы является слишком длительная эксплуатация запасных частей, что приводит к неправильной настройке высоты резака. В такой ситуации необходимо произвести корректировку высоты резака и заменить запчасти.
Но есть несколько способов, которые могут устранить проблему столкновения. Простейшим методом является программирование резки фигур, чтобы резак перемещался вокруг вырезаемых частей, а не над ними.
Есть и второе решение. Оно работает с 2010 года и является стандартным элементом оборудования для плазменной резки Eckert под названием Intelligent Distance Control (разница высоты плазматрона с этой системой и без нее представлена на рисунках № 1 и 2). Это система регулировки высоты, которая обеспечивает постоянное качество резки и избежание столкновений даже после 1000 пробивок. Система также защищает плазмотрон от повреждений из-за брызг.
Это система регулировки высоты, которая обеспечивает постоянное качество резки и избежание столкновений даже после 1000 пробивок. Система также защищает плазмотрон от повреждений из-за брызг.
Данное решение является дополняющей частью суппортов HD3000 и доступна также для режущей головки Vortex 3D.
Рис. 1. Поддержка высоты плазматрона при включенной функции IDC, Eckert
Рис. 2. Поддержка высоты плазматрона при отключенной функции IDC, Eckert
Еще один важный параметр — качественная сборка всех элементов резака. Это требуется для достижения необходимого электрического контакта, подвода газа или охлаждающей жидкости. При замене запчастей следует помнить о надлежащих условиях содержания эксплуатируемой части. Они должны быть защищены от загрязнения при резке и от металлической пыли. Смазка не должна наноситься непосредственно на плазматроне. Это может быть причиной возгорания внутри плазматрона.
Операторы, особенно с небольшим опытом, не всегда могут определить оптимальное время для замены запасных частей. Они делают это слишком поздно или слишком рано. Использование изношенных запасных частей может привести к повреждению изделия или к поломке плазматрона, что потребует больших затрат на ремонт и приведет к вынужденному простою оборудования. Оптимальное время замены деталей можно определить несколькими способами:
Они делают это слишком поздно или слишком рано. Использование изношенных запасных частей может привести к повреждению изделия или к поломке плазматрона, что потребует больших затрат на ремонт и приведет к вынужденному простою оборудования. Оптимальное время замены деталей можно определить несколькими способами:
- обращать внимание на цвет и звук, издаваемый дугой при резке;
- по изменению высоты плазматрона;
- периодически проверять качество получившегося реза.
Если оператор делает соответствующие записи о сроке службы запасных частей, он может определить момент, когда он должен проконтролировать их, чтобы затем избежать аварии.
Если на обрабатываемых деталях очень много шлака, это может быть следствием слишком медленной или быстрой резки. При медленной резке может образовываться наплыв шлака вдоль нижней кромки.
Другим признаком этой проблемы является слишком большая ширина реза или чрезмерное количество брызг сверху. В противоположной ситуации, если скорость слишком высока, вдоль нижнего края собираются маленькие и твердые капли шлака. Этот вид шлака особенно трудно удалить. Внешний вид любого из описанных случаев должен учитывать оператор, чтобы сделать коррекцию скорости резания.
Этот вид шлака особенно трудно удалить. Внешний вид любого из описанных случаев должен учитывать оператор, чтобы сделать коррекцию скорости резания.
Рис. 3. Процесс образования шлака и оценки угла резки
Влияет ли электрическое напряжение на качество резки? Конечно. Значение напряжения, если оно отличаются от оптимальных, оказывает негативное влияние на процесс резки и состояние запасных частей. Оптимальное значение напряжения составляет около 95% от номинального значения для сопла. Слишком низкое напряжение приводит к слабой резке, но слишком высокое напряжение отрицательно влияет на долговечность сопла.
Очередная проблема — нарушение подачи газа и охлаждающей жидкости. В случае с охлаждающей жидкостью недостаточное охлаждение запасных частей приводит к снижению их долговечности.
Слишком сильный поток является причиной ситуации, когда плазматрон не может зажечь дугу, несмотря на выполнение всех других условий. При этом также происходит увеличенное потребление расходных материалов. Особенно важно избегать загрязнения от масла, влаги или пыли.
Особенно важно избегать загрязнения от масла, влаги или пыли.
Последний совет может предотвратить количество несчастных случаев. Мы имеем в виду постоянный уход за оборудованием.
При правильном обслуживании плазматрон способен работать много лет, и для этого важно соблюдать некоторые правила:
- следите за тем, чтобы элементы плазматрона оставались чистыми;
- немедленно удаляйте все загрязнения, металлическую пыль и излишки смазки с уплотнительного кольца.
Для чистки плазматрона используйте ватный тампон и очиститель контактов или перекись водорода.
Следуя вышеупомянутым правилам, оператор облегчит свою работу, защитит себя от незапланированных пауз и продлит срок службы оборудования. Каждая проблема, которая сразу же обнаруживается и устраняется, также снижает риск необходимости дорогостоящего ремонта машины.
Благодаря постоянному повышению квалификации по продукции, обучению у зарубежных партнеров, накопленному опыту специалисты ООО «ДельтаСвар» всегда готовы предложить технически грамотное и экономически выгодное решение в области раскроя металла, а также оказать содействие при выборе оборудования в зависимости от вашего производства.
Если у Вас появились какие-либо вопросы, желаете получить дополнительную консультацию по данной продукции, напишите нам, либо позвоните нам по телефону: +7 (343) 384-71-72.
С уважением,
руководитель направления «Машины термической резки»
Лобанов Денис Игоревич
+7 (343) 384-71-72, добавочный 220
Читайте также:
Выставка Weldex-2022
Приглашаем Вас посетить стенд нашей компании на выставке Weldex-2022, которая пройдет 11-14 октября 2022 года в МВЦ «Крокус Экспо»!
…
Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи.
…
Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования.
…
Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург!
…
Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах.
…
Поделиться ссылкой:
Типичные ошибки при плазменной резке металла
При выполнении работ связанных с резкой металла на станках с ЧПУ можно выделить наиболее типичные ошибки, которые гарантированно ведут к повышению итоговой стоимости таких работ:
1. Первой ошибкой зачастую является несвоевременная замена расходки плазмотрона (сопла, электроды, завихритель и т.п.).Использование расходных частей с дефектами, выходящими за расчетные параметры — типичное нарушение, при запоздалой замене, ведет к ухудшению качества реза, неровной кромке, сокращению срока службы остальных деталей и самого резака. При преждевременной замене элементов(когда все параметры расходных частей ещё находятся в пределах нормы), нет абсолютно никаких негативных последствий для оборудования, но расходные части не отрабатывают свой полный ресурс, заложенный заводом производителем, что в свою очередь увеличивает себестоимость такой работы.
При преждевременной замене элементов(когда все параметры расходных частей ещё находятся в пределах нормы), нет абсолютно никаких негативных последствий для оборудования, но расходные части не отрабатывают свой полный ресурс, заложенный заводом производителем, что в свою очередь увеличивает себестоимость такой работы.
Опытный оператор оборудования в состоянии исключить ошибки такого характера, осматривая состояние расходных частей визуально, через регламентированные промежутки времени, оценивая пригодность и уровень выработки деталей для дальнейшей работы.
2. Вторая распространенная ошибка в условиях производства — применение не соответствующих режимов резки, что значительно сокращает срок службы расходки.
Крайне не рекомендуется долговременное использование оборудования, на тока превышающих 95% от максимального значения, заявленного производителем. Не стоит с попустительством относиться к состоянию плазменного источника в процессе работы — должны быть запланированы мероприятия по техническому обслуживанию, исходя из состояния оборудования и условий, в которых оно работает. В процессе работы узлы плазмотрона загрязняются нагаром от обрабатываемого металла, грязью, пылью, металлическими частицами и прочим, что при не своевременном уходе так же может привести к преждевременному выходу оборудования из строя, за счет электрического пробоя или недостатка охлаждения, при работе на режимах близких к максимальным. Для минимизации влияния внешних факторов на плазмотрон одевается защитный кожух, с последующей переодической ревизией.
В процессе работы узлы плазмотрона загрязняются нагаром от обрабатываемого металла, грязью, пылью, металлическими частицами и прочим, что при не своевременном уходе так же может привести к преждевременному выходу оборудования из строя, за счет электрического пробоя или недостатка охлаждения, при работе на режимах близких к максимальным. Для минимизации влияния внешних факторов на плазмотрон одевается защитный кожух, с последующей переодической ревизией.
3. Отсутствующий контроль за расходом охлаждающего газа. Для стабильной работы оборудования плазмообразующий газ должен соответствовать расчетным характеристикам — по содержанию воды, масляной взвеси, давлению и количеству подачи (производительность подачи).
В случае большой влажности воздуха и/или присутствию обильных маслянных паров в подаваемом воздухе чрезвычайно повышается вероятность электрического пробоя внутри плазмотрона. При несоттветствии давления подачи газа, или производительности насоса (при длинном резе насос может не успевать подавать необходимое давление на плазмотрон, например при опустошенном рессивере) возникает чрезвычайная нестабильность диаметра дуги — диаметр дуги начинает «плавать», что отражается на точности и качестве реза, а так же получаемой кромки, значительно сокращает срок службы электродов и сопел. При существенном недостатке охлаждающего газа, либо при неправильно подключенном охладителе происходит перегрев плазмотрона, при котором с большой долей вероятности выйдут из строя раньше времени различные его части.
При существенном недостатке охлаждающего газа, либо при неправильно подключенном охладителе происходит перегрев плазмотрона, при котором с большой долей вероятности выйдут из строя раньше времени различные его части.
4. Неправильная сборка резака — плазмотрон должен быть собран так, чтобы все его части были выровненны относительно другдруга и плотно прилегали друг к другу, что обеспечит отличный контакт при работе с резаком.
Храните запасные и расходные части в чистом месте, чтобы избежать загрязнения металлической стружкой и пылью. При сборке стоит смазать уплотнительное кольцо — но лишь чтобы оно слегка блестело — это важно. Завихритель может забиться излишним количеством смазки, нанесенным при сборке, при том на смазку отлично налипает металлическая пыль, которая приводит к неконтролируемому процессу образования плазмы внутри резака, что грозит выходом плазмотрона из строя.
5. Непрорез — при неудачной пробивке металла и непрорезе брызги расплавленного металла устремляются вверх, в сопло плазмотрона.

При нормальном процессе резки металла все искры, расплавленный метал, окалины и металлосодержащая пыль должны быть сдуты вниз в поддерживающий стол или вбок, вдоль металла, кроме того, в то самое время, пока не зажглась стабильная плазменная дуга, плазмотрон работает на повышенных токах, что значительно сокращает срок его службы, срок службы расходных частей и может привести к значительным повреждениям высоковольтной части оборудования.
6. Слишком большая или малая скорость резки. При наличии трудноотделимого от заготовки грата на нижней кромке резки стоит задуматься о целесообразности подбора отличной от текущей скорости реза.
При слишком медленной резке листа значительно увеличивается ширина получаемого разреза, что приводит к снижению точности соответствия заготовки и чертежа, заложенного в программу ЧПУ. Завышение же скорости резки увеличивает шансы на «непрорез» металла доконца и приводит к «отставанию дуги» от плазмотрона, что может сместить получаемую кромку вырезаемой заготовки от заданных параметров (не перпендикулярность кромки реза оси плазмотрона). Увидеть слишком быстрый рез можно по направлению температурного рисунка на срезе металла. При слишком быстром резе металл не успевает выдуть из разреза и рез идет наискосок, как бы не поспевая за плазмотроном.
Увидеть слишком быстрый рез можно по направлению температурного рисунка на срезе металла. При слишком быстром резе металл не успевает выдуть из разреза и рез идет наискосок, как бы не поспевая за плазмотроном.
7. Растянутая дуга реза. При растяжении дуги возможно повреждения узлов плазмотрона нестабильно горящей дугой.
Дуга «растягивается», рез становится не перпендикулярным, увеличивается шероховатость поверхности, когда разрезаемая заготовка или лист металла имеет неровности, а станок с ЧПУ не имеет стабилизатора высоты и не может компенсировать подобные огрехи. Самое безобидное что может случиться — плазмотрон встретиться с разрезаемым листом металла, получая повреждения расходных частей, которые зачастую уносят с собой элементы крепления к плазмотрону, в худшем же случае он может отдалиться от разрезаемой заготовки на столько, что начнется нестабильное горение дуги, произойдет пробой, который выведет из строя плазмотрон.
Для устранения неполадок, связанных с изменением высоты плазмотрона над заготовкой целесообразно применять качественные контроллеры высоты, например датчик производства Hypertherm — «Система Sensor™ PHC» или «Система регулировки высоты резака Sensor», ведь из за высоких скоростей резки устройства низкого качества могут не успевать срабатывать, что повлечет за собой длительные простои для выявления поломки, определения перечня необходимых запасных частей (которые в таких случаях не всегда имеются на производстве) и устранение неисправности, что влечет за собой дополнительное удорожание цены производства конечного изделия.
8. Применение правильного угла резки для используемого типа расходных частей плазмотрона.
Для резки под прямым углом стоит использовать специальные расходые части Hypertherm — FineCut, при использовании которых стоит ожидать, что на поверхности металла останется менее 5 мм металла, оставшегося от срезанного профиля или проушины.
Вы всегда можете заказать новые запасные части, расходные материалы и сервисное обслуживание, обратившись к нашим Менеджерам, по телефону 8(800)775-08-50 или написать на почту [email protected]
Станок для плазменной резки с ЧПУ Мы с гордостью можем сказать, что каждый стол STV®, изготовленный собственными силами на площади 50 000 кв. футов. Штаб-квартира в Лас-Вегасе имеет представление об истинном мастерстве с интегрированным списком из 3 ключевых элементов: достижение цели и видения, высочайшая степень качества обработки и постоянная приверженность поддержке клиентов. Ниже вы также сможете сравнить все таблицы, конверт для резки, функции, цены, дополнения, доставку и дополнительные детали.
Выберите тип модели SparX™:
Серия плазменных столов STV® SparX™ делится на 2 категории: серия «Модульная рама» и серия «Сварная рама» PRO. Это МОДУЛЬНАЯ секция серии SparX™. Требуется сборка. Выбрав желаемый размер стола ниже, вы увидите расширенный список функций и информации для каждого стола, а также покажет ряд надстроек, с помощью которых можно настроить ваш новый стол с ЧПУ. Плазменный резак продается отдельно.
Плазменный стол SparX™2400 с ЧПУ $4999
Модульный плазменный стол 2×4. Идеальный инструмент для начинающих проектов. Он имеет «Основу промышленного класса, не занимая больше места!» Этот прочный магазинный стол 2 × 4 предлагается по доступной цене, оснащен лучшими функциями, гарантией на 1 год и пожизненной поддержкой от наших знающих сотрудников. Конверт для резки: (2 фута в длину x 4 фута в ширину)
Плазменный стол SparX™4400 с ЧПУ $5499
Модульный плазменный стол 4×4. Плазменные папарацци! Вечно популярный SparX™4400 готов стать центром вашего производства! Надежный плазменный стол 4×4, признанный № 1 в стране, вмещает до 1,5 дюйма стальной пластины и обладает отличными функциями. Конверт для резки: (4 фута в длину x 4 фута в ширину)
Плазменные папарацци! Вечно популярный SparX™4400 готов стать центром вашего производства! Надежный плазменный стол 4×4, признанный № 1 в стране, вмещает до 1,5 дюйма стальной пластины и обладает отличными функциями. Конверт для резки: (4 фута в длину x 4 фута в ширину)
Плазменный стол SparX™505 с ЧПУ $5999
Модульный плазменный стол 5×5. Dark Obsession, SparX ™ 505, предлагает более крупное игровое поле 5 × 5, список высококачественных функций и возможность расширения до плазменного стола размером с монстра 5 x 10 футов, если ваше производство должно увеличиться после покупка. Конверт для резки: (5 футов в длину x 5 футов в ширину)
Плазменный стол SparX™4800 с ЧПУ $6799
Модульный плазменный стол 4×8. Верхний уровень производства достигается за счет SparX™4800, который сочетает в себе лучшее из обоих миров, массивную дублирующую поддержку, предлагая полное производство листов 4×8. Немного больше обслуживания, но стоит каждой вложенной копейки. Конверт для резки: (8 футов в длину x 4 фута в ширину)
Конверт для резки: (8 футов в длину x 4 фута в ширину)
Плазменный стол SparX™510 с ЧПУ $7499
Модульный плазменный стол 5×10. Лучший из лучших, промышленный и чудовищный SparX™510 имеет зону резки шириной 5 футов и длиной 10 футов. С рамой, вырезанной лазером, и прочной основой, мы разработали и обработали ее с учетом ваших пожеланий. Предупреждение. SparX™510 не для слабонервных. Конверт для резки: (10 футов Д x 5 футов Ш)
Настройте свой модульный плазменный стол
Создайте свой плазменный стол с ЧПУ Визуально оцените настройку своего плазменного стола. Мы создали новый интерфейс для заказа, отвечаем на все ваши вопросы в одном месте и помогаем принять решение перед покупкой.
ВЕРНУТЬСЯ НА ВЕРХ
Серия STV® SparX™ PRO со сварной рамой не требует сборки; корабли к вам полностью построены. Выбрав желаемый размер стола ниже, вы увидите расширенный список функций, информации и дополнений для каждого стола, с помощью которых можно настроить новый стол ЧПУ. 9Плазменный резак 0010 продается отдельно.
9Плазменный резак 0010 продается отдельно.
Плазменный стол SparX™ PRO 4 с ЧПУ $7499
Плазменный стол со сварной рамой 4×4. Этот прочный стартер SparX™ PRO4 поставляется вам в полностью собранном виде. Подобно SparX ™ 4400, PRO4 предлагает прочную сварную раму, выравнивающие ножки, комплект автоматического возврата в исходное положение, редуктор и обладает отличными функциями. Конверт для резки: (4 фута в длину x 4 фута в ширину)
Плазменный стол SparX™ PRO 5 с ЧПУ 7999 долл. США
Плазменный стол со сварной рамой 5×5. Построенный как танк, этот стол предлагает большую оболочку для вырезания и создания. PRO5, способный удерживать 3-дюймовую стальную пластину, является смертоносным оружием массового производства. Добавьте плазменный резак Hypertherm® и приступайте к работе, пока коровы не вернутся домой! Конверт для резки: (5 футов в длину x 5 футов в ширину)
Плазменный стол SparX™ PRO 8 с ЧПУ $8999
Плазменный стол со сварной рамой 4×8. Измените свою производственную игру с помощью Rugged SparX™ PRO8. Полностью спроектированный, собранный и изготовленный для выполнения тяжелых промышленных проектов, PRO8 — это сила, с которой нужно считаться. Загруженные функции и гарантия. Конверт для резки: (8 футов в длину x 4 фута в ширину)
Измените свою производственную игру с помощью Rugged SparX™ PRO8. Полностью спроектированный, собранный и изготовленный для выполнения тяжелых промышленных проектов, PRO8 — это сила, с которой нужно считаться. Загруженные функции и гарантия. Конверт для резки: (8 футов в длину x 4 фута в ширину)
Плазменный стол SparX™ PRO 10 с ЧПУ $9999
Плазменный стол со сварной рамой 5×10. Полюбуйтесь на фаворита Ultimate Shophouse! Лидер продаж, SparX™ PRO10, безусловно, является ИДЕАЛЬНЫМ для полного производства! Верните каждый сантиметр пространства, вложенного в PRO10, с достаточными возможностями для резки, чтобы сократить автоматизированные повторяющиеся задачи и стать ведущим производственным цехом в городе. Этот сварной шедевр ОБЯЗАТЕЛЬНО СМОТРЕТЬ! Конверт для резки: (10 футов Д x 5 футов Ш)
Плазменный стол SparX™ PRO 12 с ЧПУ 12499 долларов США
6×12 Стол для плазменной сварки со сварной рамой. Это новое современное чудо инженерной мысли представляет собой мутацию тщательной работы, мастерства и отборных промышленных компонентов премиум-класса. В его присутствии ожидайте тяжелое дыхание и учащенное сердцебиение. Стоя на высоте 12 футов, БЕГИТЕ В РЕЖИМЕ ЗВЕРЯ с SparX™ PRO12. Это топ в линейке продукции STV®CNC Plasma Powerhouse. Конверт для резки: (12 футов в длину x 6 футов в ширину)
В его присутствии ожидайте тяжелое дыхание и учащенное сердцебиение. Стоя на высоте 12 футов, БЕГИТЕ В РЕЖИМЕ ЗВЕРЯ с SparX™ PRO12. Это топ в линейке продукции STV®CNC Plasma Powerhouse. Конверт для резки: (12 футов в длину x 6 футов в ширину)
ВЕРНУТЬСЯ НА ВЕРХ
Маршрутизаторы серии STV® будут иметь размеры рамы 4×4, 5×5, 4×8 и 5×10 и станут преимуществом при производстве с использованием сочетания различных материалов.
Фрезерный станок с ЧПУ STV®, скоро появится.
Фрезерный стол с ЧПУ. Первая в своем роде серия фрезерных станков с ЧПУ STV® найдет отклик у многих промышленников и любителей. Новый маршрутизатор облегчит производство с учетом сочетания нескольких типов материалов. Следите за обновлениями. Конверт для резки: (различных размеров)
Фрезерный стол с ЧПУ WorX™2400 $5499
Модульный фрезерный стол с ЧПУ 2×4. Небольшой базовый фрезерный стол идеально подходит для проектов начального размера. «База промышленного класса, не занимающая больше места!» Этот прочный стол для фрезерного станка с ЧПУ 2 × 4 предлагается по доступной цене, оснащен лучшими функциями, гарантией на 1 год и пожизненной поддержкой от наших знающих сотрудников. Конверт для резки: (2 фута в длину x 4 фута в ширину)
Конверт для резки: (2 фута в длину x 4 фута в ширину)
Фрезерный стол WorX™4400 с ЧПУ 59 долл. США99
Модульный фрезерный стол с ЧПУ 4×4. WorX™4400 готов стать центром внимания вашей мастерской. Надежный фрезерный стол с ЧПУ 4 × 4 имеет опоры для ножек, распорки для отходов с прорезями, полностью собранный портал и множество функций. Конверт для резки: (4 фута в длину x 4 фута в ширину)
Фрезерный стол с ЧПУ WorX™505 $6499
Модульный фрезерный стол с ЧПУ 5×5. Фрезерный станок с ЧПУ WorX™505 обеспечивает большую игровую площадку размером 5 футов x 5 футов, состоящую из высококачественных компонентов, и имеет возможность расширения до плазменного стола размером 5 футов x 10 футов, если ваше производство должно увеличиться после покупки. Конверт для резки: (5 футов в длину x 5 футов в ширину)
Фрезерный стол с ЧПУ WorX™4800 $6999
Модульный фрезерный стол с ЧПУ 4×8. Верхний уровень производства достигается за счет WorX™4800, который сочетает в себе лучшее из обоих миров, массивную дублирующую поддержку, предлагая полное производство листов 4×8. Немного больше обслуживания, но стоит каждой вложенной копейки. Конверт для резки: (8 футов в длину x 4 фута в ширину)
Немного больше обслуживания, но стоит каждой вложенной копейки. Конверт для резки: (8 футов в длину x 4 фута в ширину)
Фрезерный стол с ЧПУ WorX™510 $7499
Модульный фрезерный стол с ЧПУ 5×10. Лучший из лучших, промышленный WorX™510 имеет зону резки шириной 5 футов и длиной 10 футов. С рамой, вырезанной лазером, и прочной основой, мы разработали и обработали ее с учетом ваших пожеланий. Предупреждение. WorX™510 не для слабонервных. Конверт для резки: (10 футов Д x 5 футов Ш)
ВЕРНУТЬСЯ НА ВЕРХ
Серия сварочных аппаратов STV® включает в себя модульные комплекты 2×4 и 4×4, 5×5, 4×8 и 5×10, а также полностью сварные столы, которые доставляются к входной двери.
Стол для приспособлений STV®CNC, скоро появится.
Серия сварочных столов. Серия сварочных аппаратов с ЧПУ STV® станет идеальным выбором для всех сварщиков, машинистов и сборщиков приспособлений, которым нужен удобный координатный стол. Мы будем предлагать новые сварочные столы в виде комплекта для самостоятельной сборки, а также в полностью собранном виде. Следите за обновлениями. (различные размеры)
Следите за обновлениями. (различные размеры)
ВЕРНУТЬСЯ НА ВЕРХ
ВЕРНУТЬСЯ НА ВЕРХ
Как улучшить качество плазменной резки с ЧПУ (советы и рекомендации)
Главная » Блог » Как улучшить качество плазменной резки с ЧПУ (советы и рекомендации)
Достижение наилучшего возможного качества резки всегда является целью, понимая, что факторы вносят свой вклад, и способность выявлять и исправлять проблемы — это навык, которым вам необходимо овладеть. Конкретную информацию о расходных материалах см. Советы и рекомендации по расходным материалам стр. .
Какие факторы влияют на качество огранки?
- Качество воздуха – Необходимо наличие чистого, сухого воздуха без примесей масел. Это влияет на качество резки и срок службы расходных материалов.
- Высота резака – Как для прожига, так и для резки очень важно постоянно поддерживать правильную высоту станка.
- Направление разреза — Да, это важно. Самые прямые углы среза всегда находятся с правой стороны по отношению к резаку и его движению. На внешнем разрезе горелка должна двигаться по часовой стрелке, а на внутренних разрезах (отверстиях) она должна двигаться против часовой стрелки.
- Расходные материалы – Убедитесь, что ваши расходные материалы и компоненты резака чистые и соответствуют спецификациям. Отверстие сопла круглое, а не круглое, и на сопле или завихрителе нет мусора.
- Площадка для резака – Убедитесь, что сам резак идеально расположен перпендикулярно рабочей поверхности, что уменьшит вероятность скоса при резке.
- Надлежащая скорость резания – Убедитесь, что вы следуете надлежащим спецификациям и что ваша машина точно выполняет это движение. Выполнение тестов с секундомером и рулеткой может гарантировать, что ваша машина действительно движется с заявленной скоростью.
- Вибрация – Даже если ваша горелка в идеальном состоянии, у вас все равно могут возникнуть проблемы из-за вибрации или люфта в вашей машине. Это повлияет на качество резки, особенно при более высоких скоростях и детальной работе с быстрой сменой движений.
- Out of Square – Если ваш портал или станок имеют непрямоугольную форму, полученные детали не будут квадратными.


Давайте поговорим о скосе
Типичный скос для воздушно-плазменной резки составляет от 1 до 3 градусов, это нормально и допустимо для процесса. Вот несколько фотографий проблем со скосом и их причин.
Положительный скос (верхняя часть детали меньше нижней) Эта проблема может быть вызвана изношенным соплом, высоким отклонением горелки (напряжение дуги), недостаточной силой тока или чрезмерной скоростью. Все эти переменные вызывают отставание дуги, что приводит к тому, что больше энергии контактирует с верхней частью пропила, чем с нижней.![]() В результате пропил широкий вверху и узкий внизу. Неправильное направление резки вокруг детали также может привести к чрезмерно положительному углу скоса. Деталь с чрезмерно положительным скосом по всему периметру может также иметь твердый валик высокоскоростной окалины на нижней кромке.
В результате пропил широкий вверху и узкий внизу. Неправильное направление резки вокруг детали также может привести к чрезмерно положительному углу скоса. Деталь с чрезмерно положительным скосом по всему периметру может также иметь твердый валик высокоскоростной окалины на нижней кромке.
Отрицательный скос (нижняя часть детали меньше верхней, подрезка)
Эта проблема может быть вызвана низким зазором горелки (напряжение дуги), чрезмерной силой тока или низкой скоростью. Эти параметры заставляют дугу удалять больше материала в нижней части пластины. Обычно постоянный отрицательный скос вокруг детали сопровождается образованием окалины с низкой скоростью.
Неравномерный скос (вогнутый и выпуклый срез, поверхность показана на разрезе)
Положительная поверхность среза – положительная и отрицательная фаска на одной и той же детали.
Эта проблема обычно указывает на неисправность сопла, неправильную форму резака или смещение электрода и сопла. Эти переменные заставляют дугу отклоняться от прямого пути через материал. Часто одна сторона квадратной детали будет иметь положительный скос, а противоположная сторона — отрицательный. Сечение детали похоже на параллелограмм, а не на прямоугольник. Иногда поверхность разреза может быть не плоской, а вогнутой с одной стороны и выпуклой с другой.
Часто одна сторона квадратной детали будет иметь положительный скос, а противоположная сторона — отрицательный. Сечение детали похоже на параллелограмм, а не на прямоугольник. Иногда поверхность разреза может быть не плоской, а вогнутой с одной стороны и выпуклой с другой.
Все это признаки сильно изношенных или смещенных деталей.
Окалина
Оставшийся металл на краях разрезов. Идеальная резка без окалины каждый раз не является реальностью. Можно подобраться, если все правильно набрать.
Высокоскоростная окалина
Слишком высокая скорость резки. Этот тип шлака труднее удалить. Иногда можно увидеть, как факел оставляет петушиный хвост, разрезая его. Вы можете не полностью проникнуть в материал. Это также может быть вызвано высоким зазором или низкой силой тока для разрезаемого материала.
Исправления
- Сначала проверьте сопло на наличие признаков износа (выемки, увеличенный размер или эллиптическое отверстие)
- Уменьшите скорость резки с шагом 5 дюймов в минуту
- Увеличьте силу тока (но не превышайте 95% номинала отверстия сопла)
Окалина на низкой скорости
Слишком низкая скорость резки. Вы начнете расширять пропил, поскольку плазменная струя пытается поглотить больше материала, чем вы хотите. Чрезмерная сила тока или низкий зазор также могут вызвать образование окалины на низкой скорости. (Некоторый низкоскоростной окалина в углах плазменной резки является нормальным явлением, поскольку скорость не остается постоянной при резком повороте).
Вы начнете расширять пропил, поскольку плазменная струя пытается поглотить больше материала, чем вы хотите. Чрезмерная сила тока или низкий зазор также могут вызвать образование окалины на низкой скорости. (Некоторый низкоскоростной окалина в углах плазменной резки является нормальным явлением, поскольку скорость не остается постоянной при резком повороте).
Исправления
- Увеличьте скорость резки с шагом 5 дюймов в минуту
- Увеличьте зазор с шагом 1/16 или шагом 5 вольт
- Уменьшите силу тока с шагом 10 ампер
- 7 901 рассмотрите возможность использования сопла меньшего размера
Окалина верхнего разбрызгивания
Брызги верхнего слоя представляют собой скопление повторно затвердевшего металла, которое распыляется вдоль верхней части разрезаемой детали. Обычно его очень легко удалить. Причиной обычно является изношенное сопло, чрезмерная скорость резки или большой зазор. Это вызвано закрученным потоком плазменной струи, которая под определенным углом атаки выбрасывает расплавленный материал перед пропилом, а не вниз через него.
Исправления
- Проверьте сопло на признаки износа
- Уменьшите скорость резки с шагом 5 дюймов в минуту
- Уменьшите зазор с шагом 1/16 или шагом 5 вольт Прочие факторы очистки стали 90 холоднокатаная сталь обычно содержит меньше окалины, чем грязная или горячекатаная сталь.
- Использование расходных материалов до тех пор, пока они не «перегорят»
- Слишком частая замена расходных материалов
- Использование неправильных параметров и деталей для работы
- Неправильная сборка резака
- Пренебрежение плановым техническим обслуживанием
- Несоблюдение регламентного обслуживания Непроверка подачи газа и охлаждающей жидкости 1 низкая
- Резка слишком быстро или слишком медленно
- «Растягивание» дуги
- Разрушение резака
2 расширительных поддона
Рейтинг 0 из 5
340,00 $—
Добавить в корзинуРасширяемый плазменный стол с ЧПУ 2×2
Номинальный 0 из 5
3 845,00 $—
В корзинуРасширяемый плазменный стол с ЧПУ 2×4
Рейтинг 0 из 5
4 370,00 $—
В корзину4 расширительных поддона для воды
Номинальный 0 из 5
640,00 $—
В корзину- Распродажа!
Стол для плазменной резки с ЧПУ 4×4
Рейтинг 0 из 5
8100,00 долларов—
Выберите опции Расширяемый плазменный стол с ЧПУ 4X4
Рейтинг 0 из 5
5 395,00 $—
В корзину- Распродажа!
Стол для плазменной резки с ЧПУ 4×8
Рейтинг 0 из 5
8 550,00 долл. США—
Выберите опции Расширяемый плазменный стол с ЧПУ 4×8
Рейтинг 0 из 5
7 045,00 $—
Добавить в корзинуПуск со свободным затвором для минимизации электрических шумов и упрощения конструкции
Предпочтение отдается машинному факелу, но многие использовали ручные факелы.
Полностью экранированный наконечник горелки для измерения сопротивления
Производитель предоставил карты резки, которые сэкономят много часов и отходов материала при калибровке параметров резки.
Сухие контакты для ArcOK
Клеммы для выключателя дуги
Необработанное напряжение дуги или разделенное выходное напряжение дуги
Опционально интерфейс RS485, если вы используете плазменный резак Hypertherm и хотите управлять им с консоли Linuxcnc.
Более высокие рабочие циклы
Омическое измерение может быть реализовано только в том случае, если горелка имеет экран, изолированный от наконечника горелки, через который проходит режущая дуга.
В омической цепи используется полностью отдельный изолированный источник питания, который активирует оптоизолированное реле, позволяющее передавать зондирующий сигнал на контроллер ЧПУ.
Положительная сторона цепи должна быть на горелке.
Обе стороны цепи должны быть изолированы оптоизолированными реле, пока не будет проведено тестирование.
Блокировочные диоды должны использоваться для предотвращения попадания напряжения дуги в цепь омического датчика.
Используйте рекомендуемый ток резки для расходных материалов.
Используйте фиксированную (без THC) рекомендуемую высоту среза для расходных материалов.
Сокращение от 60% до 70% рекомендуемой скорости подачи расходных материалов и материалов.
Начните ввод в центре отверстия или рядом с ним.
Используйте перпендикулярный ввод.
Нет выхода, либо небольшой пережог, либо преждевременное отключение факела, в зависимости от того, что лучше для вас.
Переназначьте команду F и сохраните заданную скорость подачи, установленную в G-коде, с помощью команды M67/M68.
Сохранение технологических карт резки в контроллере плазменной резки и возможность запроса текущей скорости подачи программой G-Code (как это делает PlasmaC)
Инвертор замыкает сухие контакты, когда устанавливается допустимая дуга
Подключите полевое питание к одному терминалу инвертора ArcOK.
Подключите другую клемму OK инвертора к входному контакту.
Обычно подключается к одному из контактов motion.digital-
Запускает реле, чтобы закрыть горелку на выключателе в инверторе
Подсоедините горелку к клеммам инвертора к клеммам релейного выхода.
Подключите одну сторону катушки к выходному контакту
Подсоедините другую сторону катушки к заземлению Field Power.
Если используется механическое реле, подключите обратноходовой диод (например, серии IN400x) к клеммам катушки так, чтобы полоса на диоде была направлена к выходному контакту.
Если используется твердотельное реле, может потребоваться соблюдение полярности на выходах.
В некоторых случаях встроенное реле шпинделя на плате Mesa может использоваться вместо внешнего реле.
Обычно подключается к шпинделю .0.на
Используется для исследования поверхности. Датчик или переключатель, который активируется, если резак скользит вверх при попадании в материал.
Подключите выход датчика приближения к выбранному входному контакту. Если используются механические переключатели. Подключите одну сторону переключателя к полевому источнику питания, а другую сторону переключателя к входу.
Обычно подключается к движение.зонд-вход
См. схему омического датчика.
Подключите выходной контакт к одной стороне изолирующих реле, а другую сторону к заземлению полевого питания.
В конфигурации, отличной от PlasmaC, обычно запускается motion.digital-out-
Позаботьтесь о том, чтобы следовать схеме омического измерения, показанной ранее.
Изолированный источник питания запускает реле, когда экран горелки касается материала.
Подключите полевое питание к одной выходной клемме, а другую к входу.
Соблюдайте полярность реле, если используются полупроводниковые реле с оптронной развязкой.
Обычно подключается к входу датчика движения и может быть соединен с поплавковым выключателем.
Как упоминалось ранее, должен быть установлен датчик отрыва, который срабатывает, если резак разбивается и падает.
Обычно это связано с halui.
program-pause , чтобы можно было исправить ошибку и возобновить работу программы.Полная шкала 928 000 Гц (1/32 29 000 Гц)
0 вольт 121 600 Гц (1/32 3 800 Гц)
Подключите разделенное или необработанное напряжение дуги к IN + и IN-
Подсоедините экран межблочного кабеля к разъему Shield.
Подсоедините другую клемму экрана к заземлению корпуса.
THCAD +5 В на контакт 6 TB3 (+5 ПО)
THCAD -5 В на TB3 Pin 1 (GND)
THCAD FOUT+ к контакту 7 TB3 (ENC A+)
THCAD FOUT- к TB3 Pin 8 (ENC A-)
Если у вас нет делителя напряжения, либо установите масштабирующие резисторы внутри плазменного резака и установите THCAD в панель управления, либо следуйте рекомендациям для машин с высокочастотным пуском.
Если у вас есть делитель напряжения, установите THCAD-10 на панель управления. У нас не было проблем с этой конфигурацией с плазменным резаком Thermal Dynamics на 120 ампер.
Если у вас нет делителя напряжения и у вас есть место внутри плазменного резака, установите THCAD-300 внутри плазменного резака.
Если у вас нет делителя напряжения и у вас нет места внутри плазменного резака, установите THCAD-10 в металлический корпус снаружи плазменного резака и установите 50% сопротивления масштабирования на каждый из IN+ и IN- внутри плазменного резака. корпус плазменного резака, чтобы из корпуса не вышло смертельное напряжение.
Если у вас есть делитель напряжения, установите THCAD-10 в металлический корпус снаружи плазменного резака.
Разработан в САПР (где он выводится в формате DXF или иногда в формате SVG).
Обрабатывается в CAM для создания окончательного G-кода, который загружается в машину.
Резка деталей с помощью команд CNC G-Code.
- Плазменные столы с ЧПУ Premier
- ПОД КЛЮЧ
- МОНИТОРЫ
- ПРЕМЬЕР АКСЕССУАРЫ
- ПЛАЗМЕННЫЕ РЕЗКИ
- Плазменная резка не позволяет резать такой толстый материал, как пламенная резка
- При плазменной резке профиль нагревается меньше, что приводит к значительному уменьшению зоны термического влияния на кромках реза
- Плазменная резка обеспечивает более чистую режущую кромку
- Плазменная резка позволяет вырезать отверстия меньшего размера из-за меньшего пропила (ширина материала, удаляемого в процессе резки)
- Скошенные кромки и трехмерные сечения могут быть обработаны обоими способами (с применением 3-й оси или наклонной головки).
- Плазменная резка может резать материал такой же или большей толщины, чем лазерная резка
- Оба могут иметь сопоставимые зоны термического влияния
Оба могут иметь сопоставимую чистоту режущей кромки - Плазменная резка может иметь меньший пропил (ширина материала, удаляемого в процессе резки
- Скошенные кромки и трехмерные сечения могут обрабатываться обоими способами (с применением 3-й оси или наклонной головки
- На плазменную резку не влияют отражающие свойства материала. Лазерная резка невозможна с полированными материалами или материалами с высокой отражающей способностью.
Чтобы добиться резки с наименьшим количеством окалины, вы можете выполнить серию прямых резов с разной скоростью и выбрать скорость, которая дает наилучшие результаты для вашего материала. Даже в идеальных условиях окалина в углах и на деталях остается нормальным явлением, потому что горелка будет вынуждена снизить скорость и, таким образом, выйти за пределы окна, свободного от окалины.
Прокалывание
Прокалывание вверху и отрезание внизу: Практическое правило заключается в том, чтобы пробивать в 1,5-2 раза больше высоты реза или на максимальном расстоянии переноса. Высокая пробивка предотвращает двойное дугообразование, перемычки и нюхание.
Используйте постепенный прожиг: если ваш ЧПУ поддерживает эту функцию, используйте постепенный прожиг. Эта функция медленно перемещает горелку во время операции прожига, в результате чего «петушиный хвост» расплавленного материала не попадает в передний конец горелки. (Подумайте о рюмке, в которой вода течет в одну сторону, а не в середину).
Не смотрите на высоту прожига: используйте определение начальной высоты, если оно доступно. Ручной пирсинг обычно не рекомендуется. Даже у опытных операторов нет идеально откалиброванного глаза.
Не прожигайте за пределами системы: рейтинг прожига обычно равен 1/2 рейтинга реза.
Избегайте прокалывания: по возможности используйте цепную резку или начало кромки (например, с края пробитого отверстия), чтобы уменьшить количество проколов.
Высота реза
Правильная высота реза имеет решающее значение из-за формы плазменной дуги. Дуга имеет форму песочных часов, и если ваш рост неправильный, вы получите чрезмерный скос. Либо верхний скос, либо нижний скос.
Либо верхний скос, либо нижний скос.
10 наиболее распространенных ошибок плазменной резки
Сочетание высокой скорости резки и низких эксплуатационных расходов делает плазменную резку одним из самых продуктивных процессов резки металлов. Но есть «если». Вам нужен хороший оператор, и вы должны поддерживать свою плазменную систему и стол (если вы используете настольную систему) в хорошем состоянии, как обсуждалось в предыдущих сообщениях с описанием ежедневных, еженедельных и ежемесячных задач профилактического обслуживания.
Еще одна вещь, которая действительно помогает производительности системы и сроку службы расходных материалов: предотвращение типичных ошибок плазменной резки. Вот наш список 10 вещей, которых следует избегать.
Системы ЧПУ Eagle Plasma Quality
Мы специализируемся на поиске системы плазменных столов с ЧПУ, которая лучше всего подходит для вас, нашего клиента. Здесь вы не найдете «навязчивых предложений». Мы не торопимся слушать; Расскажите нам о себе, какие материалы вы можете использовать и каковы ваши цели. Мы понимаем, что это инвестиции, и мы хотим, чтобы вы получили максимальную отдачу от вашего доллара. Мы гордимся своей прямолинейностью и честностью. Мы будем первыми, кто расскажет вам о многих прекрасных плазменных столах с ЧПУ, представленных на рынке; даже рекомендуем вам проверить наш конкурс. Мы продали сотни систем плазменных столов с ЧПУ, но, что более важно, у нас сотни довольных клиентов!
Здесь вы не найдете «навязчивых предложений». Мы не торопимся слушать; Расскажите нам о себе, какие материалы вы можете использовать и каковы ваши цели. Мы понимаем, что это инвестиции, и мы хотим, чтобы вы получили максимальную отдачу от вашего доллара. Мы гордимся своей прямолинейностью и честностью. Мы будем первыми, кто расскажет вам о многих прекрасных плазменных столах с ЧПУ, представленных на рынке; даже рекомендуем вам проверить наш конкурс. Мы продали сотни систем плазменных столов с ЧПУ, но, что более важно, у нас сотни довольных клиентов!
Лучшие продукты Америки с премиальной поддержкой
Наша поддержка делает нас особенными!
Столы Eagle Plasma предназначены для предприятий, занимающихся ремонтом автомобилей, промышленным производством, сельским хозяйством, архитектурой и множеством других отраслей. Плазменная резка с ЧПУ — это резка металлов с помощью плазменной горелки, управляемой с компьютера. Плазменные резаки работают, нагнетая газ или сжатый воздух на высоких скоростях через сопло. Как только в газ вводится электрическая дуга, создается ионизированный газ или плазма, четвертое состояние материи, и затем она прорезает металл.
Как только в газ вводится электрическая дуга, создается ионизированный газ или плазма, четвертое состояние материи, и затем она прорезает металл.
Лучшее обучение и поддержка. Обучение использованию резака для настройки силы тока и скорости для достижения наилучшего качества резки. Обучение программному обеспечению для черчения Qcad и ЧПУ MyPlasm без ограничения времени обучения. Звоните с 7:00 до 22:00 по центральному времени 7 дней в неделю по телефону 870-427-2421 для обучения. Мы будем там, чтобы помочь. Обучение проходит по телефону с использованием удаленного подключения к компьютеру, мы будем видеть ваш экран или вы можете видеть наш экран. Тренировки реагируют на ваши потребности, вы задаете темп. Мы обнаружили, что обучение проходит лучше всего, когда ученик управляет компьютером, а указатель учителя появляется на вашем экране, чтобы показать, что делать дальше.
Для получения любой информации о том, как правильно выбрать стол плазменной резки для вашего бизнеса, или если у вас есть особые требования и вы хотели бы узнать, как мы можем помочь вам удовлетворить ваши потребности, свяжитесь с нами.
Доступные цены с вариантами финансирования
Наши плазменные столы с ЧПУ имеют такие цены, что даже небольшие магазины могут позволить себе большую выгоду, которую мы можем предложить. Кроме того, у нас есть множество вариантов коммерческого финансирования и лизинга через наших доверенных сторонних кредиторов.
Премиальная поддержка наших продуктов
Каждый из наших плазменных столов с ЧПУ поставляется с пожизненной поддержкой, которую обеспечивают хорошо обученные технические специалисты с многолетним опытом работы на протяжении всего срока службы вашего плазменного стола, даже если вы не являетесь первоначальным владельцем.
Наши продукты созданы на века
Наши столы для плазменной резки с ЧПУ прочны и сочетают в себе прочность и превосходное управление движением, создавая чрезвычайно надежную, стабильную и высокопроизводительную машину плазменной резки с ЧПУ.
Компания Eagle Plasma создала эти столы для плазменной резки с ЧПУ, чтобы полностью интегрировать машину в единую систему, предназначенную для совместной работы для плавной и эффективной резки всех ваших деталей и конструкций. Это означает, что Eagle Plasma является единственной компанией, которая несет единоличную ответственность за разработку и поддержку этих плазменных столов, гарантируя, что машины будут работать для всех ваших потребностей резки в день доставки машины. Столы Eagle Plasma рассчитаны на длительную работу при минимальном техническом обслуживании. Ознакомьтесь с полной информацией и техническими характеристиками каждой модели на страницах продуктов, а затем запросите расценки или позвоните нам по телефону 1-870-427-2421, если у вас возникнут вопросы. Один из наших высококвалифицированных экспертов по плазменным системам поможет вам выбрать лучший аппарат для вас.
Это означает, что Eagle Plasma является единственной компанией, которая несет единоличную ответственность за разработку и поддержку этих плазменных столов, гарантируя, что машины будут работать для всех ваших потребностей резки в день доставки машины. Столы Eagle Plasma рассчитаны на длительную работу при минимальном техническом обслуживании. Ознакомьтесь с полной информацией и техническими характеристиками каждой модели на страницах продуктов, а затем запросите расценки или позвоните нам по телефону 1-870-427-2421, если у вас возникнут вопросы. Один из наших высококвалифицированных экспертов по плазменным системам поможет вам выбрать лучший аппарат для вас.
Рекомендуемые продукты
 США
США Механика этих столов была спроектирована таким образом, чтобы выдерживать жесткие условия цеха и долгие часы работы. Изготовители из любой отрасли могут положиться на этот станок, чтобы изо дня в день точно резать металлические детали. Это было сделано, чтобы быть простым в использовании и интуитивно понятным. Пользователи любого уровня подготовки найдут таблицы простыми в использовании и легкими для начинающих операторов. Golden Eagle 4400, 4800, 5100 и 5500 могут быть доставлены в вашу компанию в течение недели! Все, что вам нужно, это ваш компьютер, питание и сжатый воздух, прежде чем вы сможете вырезать свою первую работу. Кроме того, мы предлагаем ПРЕВОСХОДНУЮ ПОДДЕРЖКУ: мы предлагаем бесплатное индивидуальное обучение по телефону и через Интернет. Учитесь в своем темпе, когда вам удобно. Наше обучение и поддержка шаг за шагом проведут вас через каждую деталь работы вашей машины.
Кроме того, мы предлагаем ПРЕВОСХОДНУЮ ПОДДЕРЖКУ: мы предлагаем бесплатное индивидуальное обучение по телефону и через Интернет. Учитесь в своем темпе, когда вам удобно. Наше обучение и поддержка шаг за шагом проведут вас через каждую деталь работы вашей машины.
Нажмите здесь, чтобы запросить расценки или позвоните нам по телефону 1-870-427-2421.
Все наши системы плазменных столов с ЧПУ включают в себя стол, решетку с планками, портал и каретку, двигатели, кабели, контроллер с Proma MyPlasm со встроенной системой регулировки высоты резака. Кроме того, вы получаете неограниченное бесплатное обучение и пожизненную поддержку.
Наша поддержка — это то, что отличает нас от других
Лучшее обучение и поддержка. Обучение использованию резака для настройки силы тока и скорости для достижения наилучшего качества резки. Обучение программному обеспечению для черчения Qcad и ЧПУ MyPlasm без ограничения времени обучения. Звоните с 7:00 до 22:00 по центральному времени в течение 7 дней по телефону 870-427-2421. Мы будем там, чтобы помочь. Обучение проходит по телефону с использованием удаленного подключения к компьютеру, мы будем видеть ваш экран или вы можете видеть наш экран. Тренировки реагируют на ваши потребности, вы задаете темп. Мы обнаружили, что обучение проходит лучше всего, когда ученик управляет компьютером, а указатель учителя появляется на вашем экране, чтобы показать, что делать дальше.
Обучение программному обеспечению для черчения Qcad и ЧПУ MyPlasm без ограничения времени обучения. Звоните с 7:00 до 22:00 по центральному времени в течение 7 дней по телефону 870-427-2421. Мы будем там, чтобы помочь. Обучение проходит по телефону с использованием удаленного подключения к компьютеру, мы будем видеть ваш экран или вы можете видеть наш экран. Тренировки реагируют на ваши потребности, вы задаете темп. Мы обнаружили, что обучение проходит лучше всего, когда ученик управляет компьютером, а указатель учителя появляется на вашем экране, чтобы показать, что делать дальше.
Отзывы
Безусловно, почти не лучшее обслуживание клиентов, которое я КОГДА-ЛИБО испытывал в своей жизни. Я бы купил снова только из-за обслуживания клиентов. Я звонил много раз за последние пару дней, когда знакомился со своей таблицей, и каждый раз кто-то отвечал и давал час, если необходимо, чтобы подробно объяснить, что нужно сделать. Владелец замечательный и полный знаний! Большое спасибо! Абсолютно рекомендую друзьям. …
…
— Майк Эрли
Мы используем наш стол Eagle Plasma уже более 3 лет. Это было здорово! Мы настоятельно рекомендуем Eagle Plasma.
— Morgan Troyer
Я думаю, что они предлагают продукт, которому не хватает прочной основы. Техническая поддержка iiii⁷ великолепна, но этого недостаточно, чтобы оправдать короткое изменение себя, трату менее 3000 долларов и получение намного лучшего стола. Посоветуйте Eagle Plasma как компании, сделайте одолжение своим будущим клиентам, поднимите цену и избавьтесь от приводных ремней, они отстой… Если вы рассматриваете Eagle Plasma, подумайте об этом: хотите ли вы расти? дело? Хотели бы конкурировать с другими компаниями в вашем районе или по всей стране? Если ответ положительный на любой вопрос, то эта таблица не для вас.
— Gloria Rigs
Удивительное обслуживание клиентов. Купил proma 150 thc, было несколько проблем с его работой. Ал — это книга знаний. После пары разговоров и помощи в установке подходящей стрелы разъемов я заработал.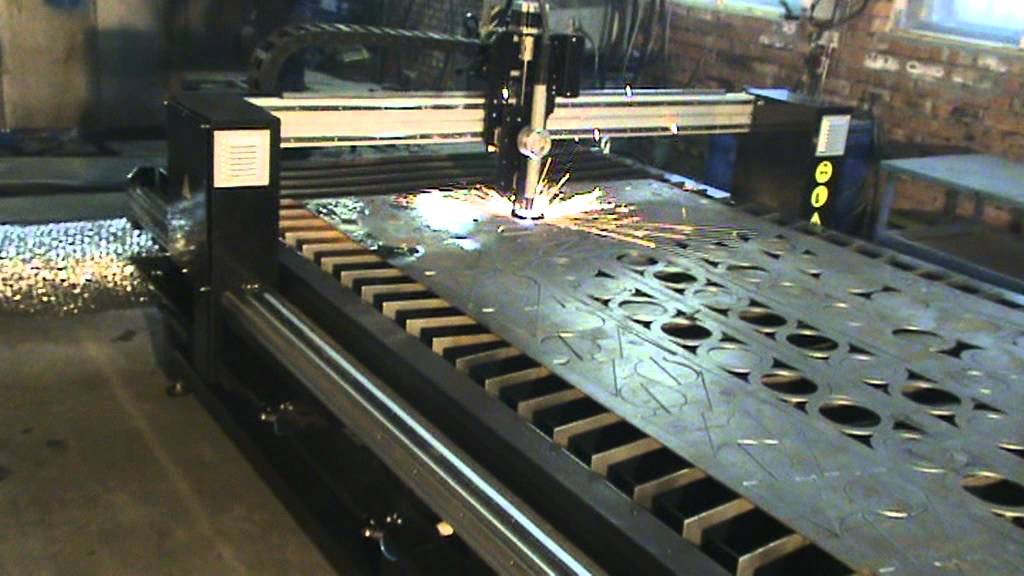 Я очень рекомендую их.
Я очень рекомендую их.
— Шон Робинсон
Игл выполняет свои обещания. они сказали мне 2 1/2 года назад, когда я купил свой стол, что они будут доступны для любой поддержки, в которой я нуждаюсь. на этой неделе мой старый ноутбук сломался. Мне пришлось получить новый 1 и загрузить программное обеспечение. У меня не получилось настроить параметры самостоятельно. Сегодня Ал провел со мной чуть более 2 часов, рассказывая мне о конфигурации. Спасибо за компанию и людей, которых вы мне подарили. Я всегда буду рекомендовать вас.
— Марк Армстронг
Читать отзывы в Google
Читать отзывы на Facebook
Учебник по плазменной резке для пользователей LinuxCNC
1. Что такое плазма?
Плазма — это четвертое состояние вещества, ионизированный газ, нагретый до чрезвычайно высокой температуры и ионизированный так, что он становится электропроводным. В процессах плазменной резки и строжки эта плазма используется для передачи электрической дуги на заготовку. Металл, подлежащий резке или удалению, плавится под действием тепла дуги, а затем сдувается. В то время как целью плазменной резки является разделение материала, строжка плазменной дугой используется для удаления металлов на контролируемую глубину и ширину.
Металл, подлежащий резке или удалению, плавится под действием тепла дуги, а затем сдувается. В то время как целью плазменной резки является разделение материала, строжка плазменной дугой используется для удаления металлов на контролируемую глубину и ширину.
Плазменные горелки по конструкции аналогичны автомобильным свечам зажигания. Они состоят из отрицательной и положительной секций, разделенных центральным изолятором. Внутри горелки дежурная дуга возникает в зазоре между отрицательно заряженным электродом и положительно заряженным наконечником. Как только дежурная дуга ионизирует плазмообразующий газ, столб перегретого газа проходит через маленькое отверстие в наконечнике горелки, фокусируясь на разрезаемом металле.
В плазменном резаке холодный газ поступает в зону B, где вспомогательная дуга между электродом и наконечником резака нагревает и ионизирует газ. Затем основная режущая дуга передается на заготовку через столб плазмообразующего газа в зоне C. Путем подачи плазмообразующего газа и электрической дуги через небольшое отверстие горелка обеспечивает высокую концентрацию тепла на небольшой площади. Жесткая сжатая плазменная дуга показана в зоне C. Для плазменной резки используется постоянный ток прямой полярности, как показано на рисунке. Зона A направляет вторичный газ, который охлаждает резак. Этот газ также помогает высокоскоростному плазменному газу выдувать расплавленный металл из реза, обеспечивая быструю резку без образования шлака.
Жесткая сжатая плазменная дуга показана в зоне C. Для плазменной резки используется постоянный ток прямой полярности, как показано на рисунке. Зона A направляет вторичный газ, который охлаждает резак. Этот газ также помогает высокоскоростному плазменному газу выдувать расплавленный металл из реза, обеспечивая быструю резку без образования шлака.
2. Инициализация дуги
Существует два основных метода инициализации дуги для плазменных резаков, предназначенных для работы с ЧПУ. Хотя на некоторых станках используются другие методы (например, пуск с нуля, когда требуется физический контакт с материалом), они не подходят для приложений с ЧПУ.
2.1. Высокочастотный пуск
Этот тип пуска широко используется и существует дольше всего. Хотя это более старая технология, она хорошо работает и быстро запускается. Но из-за высокой частоты энергии высокого напряжения, необходимой для ионизации воздуха, он имеет некоторые недостатки. Он часто мешает окружающим электронным схемам и может даже повредить компоненты. Также необходима специальная схема для создания пилотной дуги. Недорогие модели не будут иметь вспомогательной дуги, и для начала работы потребуется прикоснуться к расходному материалу. Использование ВЧ-контура также может увеличить проблемы с техническим обслуживанием, так как обычно есть регулируемые точки, которые время от времени необходимо очищать и регулировать.
Также необходима специальная схема для создания пилотной дуги. Недорогие модели не будут иметь вспомогательной дуги, и для начала работы потребуется прикоснуться к расходному материалу. Использование ВЧ-контура также может увеличить проблемы с техническим обслуживанием, так как обычно есть регулируемые точки, которые время от времени необходимо очищать и регулировать.
2.2. Пуск с обратной продувкой
Этот тип пуска использует давление воздуха, подаваемого на резак, чтобы заставить небольшой поршень или патрон внутри головки резака вернуться назад, чтобы создать небольшую искру между внутренней поверхностью расходного материала, ионизируя воздух и создавая небольшое плазменное пламя. Это также создает «пилотную дугу», которая обеспечивает плазменное пламя, которое остается включенным независимо от того, контактирует ли он с металлом или нет. Это очень хороший тип запуска, который сейчас используется несколькими производителями. Его преимущество в том, что он требует несколько меньшего количества схем, достаточно надежен и генерирует намного меньше электрических помех 9. 0003
0003
Для воздушно-плазменных систем ЧПУ начального уровня предпочтительнее использовать режим продувки, чтобы свести к минимуму электрические помехи в электронике и стандартных ПК, но высокочастотный пуск по-прежнему имеет решающее значение для более крупных машин от 200 ампер и выше. Для этого требуются ПК и электроника промышленного уровня, и даже у коммерческих производителей возникают проблемы с неисправностями, потому что они не учитывают электрические шумы в своих конструкциях.
3. Плазменный станок с ЧПУ
Плазменные операции на станках с ЧПУ совершенно уникальны по сравнению с фрезерованием или токарной обработкой и представляют собой несколько бесхозный процесс. Неравномерный нагрев материала плазменной дугой приведет к изгибу и короблению листа. Большинство листов металла не выходят из стана или не прессуются в очень ровном или плоском состоянии. Толстые листы (более 30 мм) могут находиться вне плоскости на 50–100 мм. Большинство других операций G-кода ЧПУ начинаются с известного эталона или куска заготовки, который имеет известный размер и форму, и G-код записывается для чернового удаления лишнего, а затем, наконец, вырезания готовой детали. При использовании плазмы неизвестное состояние листа делает невозможным создание G-кода, который будет учитывать эти различия в материале.
При использовании плазмы неизвестное состояние листа делает невозможным создание G-кода, который будет учитывать эти различия в материале.
Плазменная дуга имеет овальную форму, и необходимо контролировать высоту резки, чтобы свести к минимуму скошенные края. Если горелка находится слишком высоко или слишком низко, края могут стать чрезмерно скошенными. Также очень важно держать горелку перпендикулярно поверхности.
Расстояние от резака до рабочего места может повлиять на скос кромки
Отрицательный угол резки: Слишком низкое положение резака, увеличьте расстояние от резака до рабочего места.
Положительный угол резки: резак слишком высок, уменьшите резак до рабочего расстояния.
Примечание | Небольшое отклонение углов среза может быть нормальным, если оно находится в пределах допуска. |
Возможность точного управления высотой среза в таких неблагоприятных и постоянно меняющихся условиях является очень сложной задачей. К счастью, существует очень линейная зависимость между высотой горелки (длиной дуги) и напряжением дуги, как показано на этом графике.
К счастью, существует очень линейная зависимость между высотой горелки (длиной дуги) и напряжением дуги, как показано на этом графике.
Этот график был построен на основе выборки из примерно 16 000 показаний при различной высоте среза, и регрессионный анализ показывает 7,53 вольта на мм при 9достоверность 9,4%. В данном конкретном случае этот образец был взят из машины Everlast 50 amp, управляемой Linuxcnc.
Напряжение резака становится идеальным параметром управления технологическим процессом для регулировки высоты реза. Предположим для простоты, что напряжение изменяется на 10 вольт на мм. Это можно переформулировать как 1 вольт на 0,1 мм (0,04 дюйма).
Основные производители плазменных машин (например, Hypertherm, Thermal Dynamics и ESAB) выпускают технологические карты резки, в которых указаны рекомендуемая высота резки и расчетное напряжение дуги на этой высоте, а также некоторые дополнительные данные. Таким образом, если напряжение дуги на 1 вольт выше, чем указано производителем, контроллеру нужно просто опустить резак на 0,1 мм (0,04 дюйма), чтобы вернуться к желаемой высоте резки. Для управления этим процессом традиционно используется блок управления высотой резака (THC).
Для управления этим процессом традиционно используется блок управления высотой резака (THC).
4. Выбор плазменного станка для операций с ЧПУ
Сегодня на рынке представлено множество плазменных станков, и не все из них подходят для использования с ЧПУ. Плазменная резка с ЧПУ является сложной операцией, поэтому интеграторам рекомендуется выбрать подходящий плазменный станок. Неспособность сделать это, вероятно, приведет к часам и часам бесплодных попыток устранения неполадок, связанных с отсутствием того, что многие считают обязательными функциями.
Несмотря на то, что правила созданы для того, чтобы их нарушать, если вы полностью понимаете причины применения правила, мы считаем, что новый сборщик плазменных столов должен выбрать машину со следующими характеристиками:

Если у вас есть бюджет, более дорогие машины будут поставлять:
В последнее время другой класс машин, который включает в себя некоторые из этих функций, стал доступен по цене около 550 долларов США. Одним из примеров является Herocut55i, доступный на Amazon, но отзывы пользователей пока отсутствуют. Эта машина оснащена горелкой с обратной продувкой, выходом ArcOK, пусковыми контактами горелки и первичным напряжением дуги.
Эта машина оснащена горелкой с обратной продувкой, выходом ArcOK, пусковыми контактами горелки и первичным напряжением дуги.
5. Типы регуляторов высоты резака
Большинство блоков THC являются внешними устройствами, и многие из них имеют довольно грубый метод регулировки «ударом». Они возвращают два сигнала контроллеру LinuxCNC. Один включается, если ось Z должна двигаться вверх, а другой включается, если ось Z должна двигаться вниз. Ни один из сигналов не является истинным, если горелка находится на правильной высоте. Популярный Proma 150 THC является одним из примеров этого типа THC. Компонент Linuxcnc THCUD предназначен для работы с этим типом THC.
С выпуском интерфейса напряжение-частота Mesa THCAD LinuxCNC смог декодировать фактическое напряжение горелки через вход энкодера. Это позволило LinuxCNC управлять осью Z и исключить внешнее оборудование. Ранние реализации, использующие THCAD, копировали подход «битового взрыва». Компонент Linuxcnc THC является примером такого подхода.
Джим Кольт из Hypertherm официально заявил, что лучшие контроллеры THC были полностью интегрированы в сам контроллер ЧПУ. Конечно, он имел в виду высокотехнологичные системы производства Hypertherm, Esab, Thermal Dynamics и других, таких как Advanced Robotic Technology в Австралии, и мало думал о том, что открытый исходный код может создавать системы, использующие этот подход, которые могут конкурировать с высокотехнологичными системами.
Включение внешних смещений в Linuxcnc V2.8 позволило поднять управление плазмой в LinuxCNC на совершенно новый уровень. Внешние смещения относятся к возможности применять смещение к заданному положению оси вне контроллера движения. Это идеально подходит для управления плазменной системой регулировки высоты резака в качестве метода регулировки высоты резака в режиме реального времени на основе выбранной нами методологии управления технологическим процессом. После ряда экспериментальных сборок конфигурация PlasmaC была включена в LinuxCNC 2. 8. Это был чрезвычайно амбициозный проект, и многие люди по всему миру участвовали в тестировании и улучшении набора функций. PlasmaC уникален тем, что цель его разработки заключалась в том, чтобы поддерживать все THC, включая простые битовые, вплоть до сложного управления напряжением резака, если напряжение доступно для LinuxCNC через THCAD или какой-либо другой датчик напряжения. Более того, PlasmaC разработан как автономная система, которая не требует дополнительных подпрограмм G-кода и позволяет пользователю определять свои собственные технологические карты резки, которые хранятся в системе и доступны из раскрывающегося списка.
8. Это был чрезвычайно амбициозный проект, и многие люди по всему миру участвовали в тестировании и улучшении набора функций. PlasmaC уникален тем, что цель его разработки заключалась в том, чтобы поддерживать все THC, включая простые битовые, вплоть до сложного управления напряжением резака, если напряжение доступно для LinuxCNC через THCAD или какой-либо другой датчик напряжения. Более того, PlasmaC разработан как автономная система, которая не требует дополнительных подпрограмм G-кода и позволяет пользователю определять свои собственные технологические карты резки, которые хранятся в системе и доступны из раскрывающегося списка.
Плазменные станки с интерфейсом ЧПУ содержат набор сухих контактов (например, реле), которые замыкаются при установлении допустимой дуги, и каждая сторона этих контактов выкупается на штырях на интерфейсе ЧПУ. Сборщик плазменных столов должен подключить одну сторону этих контактов к источнику питания, а другую — к входному контакту. Затем это позволяет контроллеру ЧПУ узнать, когда действительная дуга установлена, а также когда дуга неожиданно потеряна. Здесь есть потенциальная ловушка, когда вход представляет собой цепь с высоким импедансом, такую как карта Mesa. Если сухие контакты представляют собой простое реле, существует высокая вероятность того, что ток, проходящий через реле, меньше, чем минимально допустимый ток. В этих условиях на контактах реле может образоваться оксид, что со временем может привести к прерывистой работе контактов. Чтобы этого не произошло, на входной контакт контроллера следует установить подтягивающий резистор. Следует позаботиться о том, чтобы этот резистор был выбран для обеспечения минимального тока, проходящего через реле, и имел достаточную мощность для обработки мощности в цепи. Наконец, резистор должен быть установлен таким образом, чтобы выделяемое тепло ничего не повреждало во время работы.
Здесь есть потенциальная ловушка, когда вход представляет собой цепь с высоким импедансом, такую как карта Mesa. Если сухие контакты представляют собой простое реле, существует высокая вероятность того, что ток, проходящий через реле, меньше, чем минимально допустимый ток. В этих условиях на контактах реле может образоваться оксид, что со временем может привести к прерывистой работе контактов. Чтобы этого не произошло, на входной контакт контроллера следует установить подтягивающий резистор. Следует позаботиться о том, чтобы этот резистор был выбран для обеспечения минимального тока, проходящего через реле, и имел достаточную мощность для обработки мощности в цепи. Наконец, резистор должен быть установлен таким образом, чтобы выделяемое тепло ничего не повреждало во время работы.
Если у вас есть сигнал ArcOK, рекомендуется использовать его в дополнение к любому синтезированному сигналу, чтобы устранить потенциальные проблемы со сборкой. Синтезированный сигнал, доступный от внешнего THC или режима 0 Plasmac, не может полностью заменить схему ArcOK в плазменном инверторе. Наблюдались некоторые проблемы со сборкой, когда происходила неправильная конфигурация или несовместимость с плазменным инвертором из-за синтезированного сигнала ArcOK. Однако в целом правильно настроенный синтезированный сигнал ArcOK — это хорошо.
Наблюдались некоторые проблемы со сборкой, когда происходила неправильная конфигурация или несовместимость с плазменным инвертором из-за синтезированного сигнала ArcOK. Однако в целом правильно настроенный синтезированный сигнал ArcOK — это хорошо.
Простой и эффективный сигнал дуги может быть получен с помощью простого герконового реле. Оберните 3 витка одного из толстых кабелей плазменного резака (например, кабеля зажима материала) вокруг него. Поместите реле в старую трубку ручки для защиты и подключите один конец реле к полевому источнику питания, а другой конец к входному контакту ArcOK.
7. Измерение начальной высоты
Поскольку высота реза является критическим системным параметром, а поверхность материала по своей природе неровная, для механизма оси Z требуется метод определения поверхности материала. Этого можно добиться тремя способами; Измерение тока для обнаружения увеличения крутящего момента двигателя, «поплавковый» переключатель и цепь электрического или «омического» датчика, которая замыкается, когда экран резака контактирует с материалом.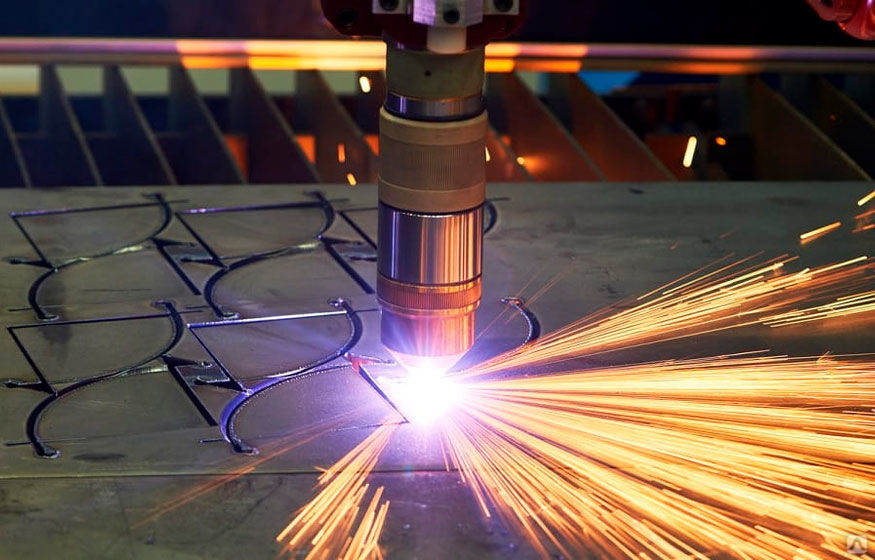 Измерение тока не является жизнеспособным методом для самодельных столов, но поплавковые выключатели и омическое измерение обсуждаются ниже:
Измерение тока не является жизнеспособным методом для самодельных столов, но поплавковые выключатели и омическое измерение обсуждаются ниже:
7.1. Поплавковые выключатели
Резак установлен на подвижном столике, который может двигаться вверх, когда наконечник резака касается поверхности материала, и приводит в действие переключатель или датчик. Часто это достигается под управлением G-кода с помощью команд G38. Если это так, то после первоначального зондирования рекомендуется проводить зондирование вдали от поверхности до тех пор, пока сигнал зонда не будет потерян на более низкой скорости. Также убедитесь, что учитывается гистерезис переключателя.
Независимо от используемого метода измерения настоятельно рекомендуется использовать поплавковый выключатель, чтобы был резервный или вторичный сигнал, чтобы избежать повреждения резака в результате аварии.
7.2. Омические датчики
Омические датчики основаны на контакте между резаком и материалом, который действует как переключатель для активации электрического сигнала, воспринимаемого контроллером ЧПУ. При условии, что материал чистый, это может быть гораздо более точным методом обнаружения материала, чем поплавковый выключатель, который может вызвать отклонение поверхности материала. Эта схема омического датчика работает в чрезвычайно агрессивной среде, поэтому необходимо реализовать ряд отказоустойчивых устройств, чтобы обеспечить безопасность как электроники ЧПУ, так и оператора. При плазменной резке зажим заземления, прикрепленный к материалу, является положительным, а горелка — отрицательным. Рекомендуется:
При условии, что материал чистый, это может быть гораздо более точным методом обнаружения материала, чем поплавковый выключатель, который может вызвать отклонение поверхности материала. Эта схема омического датчика работает в чрезвычайно агрессивной среде, поэтому необходимо реализовать ряд отказоустойчивых устройств, чтобы обеспечить безопасность как электроники ЧПУ, так и оператора. При плазменной резке зажим заземления, прикрепленный к материалу, является положительным, а горелка — отрицательным. Рекомендуется:

Ниже приведен пример схемы, которая доказала свою работоспособность и совместима с конфигурацией Linuxcnc PlasmaC.
8. Гиперсенсор с помощью MESA THCAD-5
Более сложный метод обнаружения материала, исключающий использование реле и диодов, заключается в использовании другого THCAD-5 для контроля напряжения цепи датчика материала от изолированного источника питания. Преимущество этого заключается в том, что THCAD разработан для враждебной плазменной электрической среды и полностью и надежно изолирует логическую сторону от стороны высокого напряжения.
Для реализации этого метода требуется второй вход энкодера.
При использовании карты mesa доступна другая прошивка для обеспечения 2 дополнительных входов энкодера A на контактах энкодера B и индекса энкодера. Эта прошивка доступна для загрузки для 7i76e и 7i9.6 досок с веб-сайта Mesa на страницах продукта.
Эта прошивка доступна для загрузки для 7i76e и 7i9.6 досок с веб-сайта Mesa на страницах продукта.
THCAD достаточно чувствителен, чтобы увидеть рост напряжения в цепи по мере увеличения контактного давления. Компонент ohmic.comp, входящий в состав Linuxcnc, может отслеживать напряжение считывания и устанавливать пороговое значение напряжения, выше которого считается, что контакт установлен и выход активен. Контролируя напряжение, можно установить более низкий порог «размыкания цепи», чтобы создать сильный гистерезис переключения. Это сводит к минимуму ложные срабатывания. В наших испытаниях мы обнаружили, что обнаружение материала с использованием этого метода было более чувствительным и надежным, а также проще в реализации проводки. Еще одним преимуществом использования программных выходов вместо физических контактов ввода-вывода является то, что они освобождают контакты для использования в других целях. Это преимущество помогает максимально использовать возможности Mesa 7i9. 6, который имеет ограниченные контакты ввода-вывода.
6, который имеет ограниченные контакты ввода-вывода.
На следующей принципиальной схеме показано, как реализовать схему гиперчувствительности.
Мы использовали блок питания 15 Вт Mean Well HDR-15 Ultra Slim DIN Rail Supply 24 В на DIN-рейке.
9. Пример кода HAL для гиперсенсора
Следующий код HAL можно вставить в ваш файл Plasmac_connections.hal, чтобы активировать омическое зондирование на энкодере 2 устройства 7i76e. Установите правильный битовый файл и подключите THCAD к IDX+ и IDX-. Обязательно измените настройки калибровки, чтобы они соответствовали вашему THCAD-5.
# --- Загрузить компонент --- loadrt омические имена = ohmicsense резьба сервопривода addf ohmicsense # --- 7i76e НАСТРОЙКА ЭНКОДЕРА 2 ДЛЯ ДАТЧИКА ОМИЧЕСКОГО СОПРОТИВЛЕНИЯ --- setp hm2_7i76e.0.encoder.02.scale -1 setp hm2_7i76e.0.encoder.02.счетчик-режим 1 # --- Настроить компонент --- setp ohmicsense.thcad-0-volt-freq 140200 setp ohmicsense.thcad-max-volt-freq 988300 setp ohmicsense.
 thcad-divide 32
setp ohmicsense.thcad-fullscale 5
setp ohmicsense.volt-deliver 4.9setp ohmicsense.ohmic-threshold 22.0
setp ohmicsense.ohmic-low 1.0
net ohmic-vel ohmicsense.velocity-in <= hm2_7i76e.0.encoder.02.velocity
# --- Замените сигнал датчика сопротивления Plasmac ---
unlinkp debounce.0.2.in
net ohmic-true ohmicsense.ohmic-on => debounce.0.2.in
net Plasmac:ohmic-enable => ohmicsense.is-probing
thcad-divide 32
setp ohmicsense.thcad-fullscale 5
setp ohmicsense.volt-deliver 4.9setp ohmicsense.ohmic-threshold 22.0
setp ohmicsense.ohmic-low 1.0
net ohmic-vel ohmicsense.velocity-in <= hm2_7i76e.0.encoder.02.velocity
# --- Замените сигнал датчика сопротивления Plasmac ---
unlinkp debounce.0.2.in
net ohmic-true ohmicsense.ohmic-on => debounce.0.2.in
net Plasmac:ohmic-enable => ohmicsense.is-probing 10. Задержка THC
Когда дуга устанавливается, напряжение дуги достигает значительных пиков, а затем возвращается к стабильному напряжению на высоте реза. Как показано зеленой линией на изображении ниже.
Для контроллера плазмы важно «переждать» перед автоматическим измерением напряжения резака и началом управления THC. Если включить слишком рано, напряжение будет выше желаемого напряжения отключения, и резак будет переведен вниз в попытке устранить предполагаемое состояние чрезмерной высоты.
В наших тестах это время варьируется между машинами и материалами от 0,5 до 1,5 секунд. Поэтому задержка в 1,5 секунды после получения действительного сигнала arcOK перед включением управления THC является безопасной начальной настройкой. Если вы хотите сократить это для данного материала, Halscope LinuxCNC позволит вам построить график напряжения горелки и принять обоснованные решения об использовании кратчайшей безопасной задержки.
Поэтому задержка в 1,5 секунды после получения действительного сигнала arcOK перед включением управления THC является безопасной начальной настройкой. Если вы хотите сократить это для данного материала, Halscope LinuxCNC позволит вам построить график напряжения горелки и принять обоснованные решения об использовании кратчайшей безопасной задержки.
Примечание | Если скорость резки не близка к требуемой скорости резки в конце этой задержки, контроллер должен подождать, пока она не будет достигнута, прежде чем включать THC. |
11. Отбор проб напряжения резака
Вместо того, чтобы полагаться на технологические карты резки производителя для установки желаемого напряжения резака, многие люди (включая автора) предпочитают замерять напряжение при включенной системе регулировки высоты резака и использовать его в качестве заданного значения.
12. Отрыв резака
Рекомендуется предусмотреть механизм, позволяющий резаку «оторваться» или упасть в случае удара о материал или отрезанную часть, которая опрокинулась. Должен быть установлен датчик, чтобы контроллер ЧПУ мог определить, произошло ли это, и приостановить выполнение программы. Обычно отрыв осуществляется с помощью магнитов, чтобы прикрепить резак к столику оси Z.
Должен быть установлен датчик, чтобы контроллер ЧПУ мог определить, произошло ли это, и приостановить выполнение программы. Обычно отрыв осуществляется с помощью магнитов, чтобы прикрепить резак к столику оси Z.
13. Угловая блокировка / антипогружение по скорости
Планировщик траектории Linuxcnc отвечает за преобразование команд скорости и ускорения в движение, которое подчиняется законам физики. Например, движение будет замедляться при прохождении поворота. Хотя это не проблема для фрезерных станков или маршрутизаторов, это создает особую проблему для плазменной резки, поскольку напряжение дуги увеличивается по мере замедления движения. Это приведет к тому, что система регулировки высоты резака отключит резак. Одним из огромных преимуществ элемента управления THC, встроенного в контроллер движения LinuxCNC, является то, что он всегда знает, что происходит. Таким образом, становится тривиальной задачей отслеживать текущую скорость (motion.current-velocity) и приостанавливать работу THC, если она падает ниже установленного порога (например, на 10% ниже желаемой скорости подачи). 0003
0003
14. Пересечение полости/прореза
Если плазменный резак проходит над пустотой во время резки, напряжение дуги быстро возрастает, и система регулировки высоты резака реагирует резким движением вниз, что может врезать резак в материал, что может привести к его повреждению. Это ситуация, которую трудно обнаружить и решить. В определенной степени его можно смягчить с помощью хороших методов раскладки, но он все еще может возникать на более толстом материале, когда слаг отпадает. Это единственная проблема, которую еще предстоит решить в рамках движения LinuxCNC с открытым исходным кодом.
Один из предлагаемых методов заключается в отслеживании скорости изменения напряжения горелки во времени (dv/dt), поскольку этот параметр на несколько порядков выше при пересечении пустоты, чем то, что происходит из-за нормального коробления материала. На следующем графике показан график dv/dt с низким разрешением (синий) при пересечении пустоты. Красная кривая представляет собой скользящее среднее значение напряжения горелки.
Таким образом, должна быть возможность сравнить скользящее среднее с dv/dt и остановить операцию THC, как только dv/dt превысит нормальный диапазон, ожидаемый из-за коробления. В этой области необходимо проделать дополнительную работу, чтобы найти работающее решение в LinuxCNC.
15. Резка отверстий и малых форм
При вырезании отверстий и малых форм рекомендуется снижать скорость резания.
Джон Мур говорит: «Если вам нужна подробная информация о вырезании точных маленьких отверстий, посмотрите проспекты Hypertherm «True Hole Technology» и посмотрите на PlasmaSpider, пользователь seanp опубликовал обширную информацию о своей работе с использованием простой воздушной плазмы.
Общепринятый метод получения качественных отверстий диаметром 37 мм. а до толщины материала с минимальной конусностью с использованием воздушной плазмы:

Вам нужно будет поэкспериментировать, чтобы получить точный размер отверстия, потому что пропил с этим методом будет шире, чем при обычном прямом резе».
Это замедление может быть достигнуто путем управления скоростью подачи непосредственно в вашем постпроцессоре или с помощью адаптивной подачи и аналогового вывода в качестве входных данных. Это позволяет вам использовать M67/M68, чтобы установить процент желаемой подачи для резки.
— Знание скорости подачи
Из предыдущего обсуждения очевидно, что контроллер плазмы должен знать скорость подачи, установленную пользователем. Это создает проблему с LinuxCNC, потому что скорость подачи не сохраняется LinuxCNC после буферизации и анализа G-кода. Есть два способа обойти это:
Это создает проблему с LinuxCNC, потому что скорость подачи не сохраняется LinuxCNC после буферизации и анализа G-кода. Есть два способа обойти это:
Одной из экспериментальных ветвей Linuxcnc, которая была бы полезна для плазменной резки, была ветвь тегов состояния. Это добавляет «тег», доступный для движения, содержащий текущие значения подачи и скорости для всех активных команд движения. Он был объединен и будет в LinuxCNC v2.9
16. Контакты ввода/вывода для плазменных контроллеров
Для плазменной резки требуется несколько дополнительных штифтов. В LinuxCNC нет жестких и быстрых правил о том, какой вывод за что отвечает. В этом обсуждении мы будем предполагать, что плазменный инвертор имеет интерфейс ЧПУ, а плата контроллера имеет активные входы высокого уровня (например, Mesa 7i76e).
Плазменные столы могут быть большими машинами, и мы рекомендуем вам уделить время установке отдельных концевых выключателей максимального/минимального положения и переключателей исходного положения для каждого соединения. Исключением может быть нижний предел оси Z. Когда срабатывает переключатель самонаведения, соединение замедляется довольно медленно для максимальной точности. Это означает, что если вы хотите использовать скорости самонаведения, которые соизмеримы с размером стола, вы можете превысить начальную точку срабатывания на 50-100 мм. Если вы используете общий исходный/концевой выключатель, вы должны сместить датчик с точки срабатывания с помощью конечного HOME_OFFSET, иначе вы вызовете ошибку концевого выключателя, когда машина выйдет из исходного положения. Это означает, что вы можете потерять 50 мм или более хода оси с общими исходными/конечными выключателями. Этого не происходит, если используются отдельные исходные и концевые выключатели.
Обычно требуются следующие контакты (обратите внимание, что предлагаемые соединения могут не подходить для конфигурации PlasmaC):
16.
 1. Дуга ОК (вход)
1. Дуга ОК (вход)16.2. Горелка включена (выход)

Предупреждение | Настоятельно рекомендуется, чтобы факел не включался, пока этот контакт находится в состоянии false, иначе факел не будет гаснуть при нажатии кнопки estop; |
16.3. Поплавковый выключатель (входной)

16.4. Активация омического датчика (выход)
16.5. Омическое измерение (вход)

Как видно, плазменные столы интенсивно используют контакты, и мы уже использовали около 15 входов, прежде чем были добавлены обычные эстопы. У других есть другие взгляды, но автор считает, что Mesa 7i76e предпочтительнее более дешевого 7i96, поскольку позволяет использовать MPG, переключатель выбора масштаба и оси и другие функции, которые вы, возможно, захотите добавить со временем. Если в вашем столе используются сервоприводы, есть несколько альтернатив. Хотя есть и другие поставщики, разработка вашей машины на основе экосистемы Mesa упростит использование их платы THCAD для считывания напряжения дуги.
16.6. Отрыв горелки
 program-pause , чтобы можно было исправить ошибку и возобновить работу программы.
program-pause , чтобы можно было исправить ошибку и возобновить работу программы.17. G-код для контроллеров плазмы
Большинство контроллеров плазмы предлагают метод изменения настроек с помощью G-кода. Linuxcnc поддерживает это через M67/M68 для аналоговых команд и M62-M65 для цифровых (команды включения/выключения). Как это реализовано, совершенно произвольно. Давайте посмотрим, как это делает конфигурация LinuxCNC PlasmaC:
17.1. Выберите настройки материала в PlasmaC и используйте скорость подачи для этого материала:
M190 Pn M66 P3 L3 Q1 F#<_hal[plasmac.cut-feed-rate]> M3 S1
Примечание | Пользователям с большим количеством записей в таблице материалов PlasmaC может потребоваться увеличить параметр Q1 (например, Q2) |
17.2. Включить/отключить операцию THC:
M62 P2 отключит THC (синхронизировано с движением) M63 P2 включит THC (синхронизируется с движением) M64 P2 отключит THC (немедленно) M65 P2 включит THC (сразу)
17.
 3. Уменьшить скорость резания: (например, для вырезания отверстий)
3. Уменьшить скорость резания: (например, для вырезания отверстий)M67 E3 Q0 установит скорость на 100% от запрошенной~скорости. M67 E3 Q40 установит скорость на 40% от запрошенной скорости. M67 E3 Q60 установит скорость на 60% от запрошенной скорости. M67 E3 Q100 установит скорость на 100% от требуемой скорости
17.4. Компенсация режущего инструмента:
G41.1 D#<_hal[plasmac_run.kerf-width-f]> ; слева от запрограммированного пути G42.1 D#<_hal[plasmac_run.kerf-width-f]> справа от запрограммированного пути G40 для отключения компенсации
Примечание | Интеграторам следует ознакомиться с документацией Linuxcnc для различных команд G-кода Linuxcnc, упомянутых выше. |
18. Внешние смещения и плазменная резка
Внешние смещения были введены в Linuxcnc с версии 2.8. Под внешним подразумевается, что мы можем применить внешнее по отношению к G-коду смещение, о котором планировщик траектории ничего не знает. Проще всего объяснить на примере. Представьте токарный станок с внешним смещением, применяемым по математической формуле для обработки выступа на кулачке. Таким образом, токарный станок вращается вслепую, диаметр резания установлен на фиксированный диаметр, а внешнее смещение перемещает инструмент внутрь и наружу для обработки выступа кулачка с помощью применяемого внешнего смещения. Чтобы настроить наш токарный станок для обработки этого кулачка, нам нужно выделить некоторую часть скорости и ускорения оси для внешних смещений, иначе инструмент не сможет двигаться. Вот здесь и появляется ini-переменная OFFSET_AV_RATIO. Скажем, мы решили, что нам нужно выделить 20% скорости и ускорения для внешнего смещения по оси Z. Мы устанавливаем его равным 0,2. Следствием этого является то, что ваша максимальная скорость и ускорение по оси Z токарного станка составляет всего 80% от того, что могло бы быть.
Проще всего объяснить на примере. Представьте токарный станок с внешним смещением, применяемым по математической формуле для обработки выступа на кулачке. Таким образом, токарный станок вращается вслепую, диаметр резания установлен на фиксированный диаметр, а внешнее смещение перемещает инструмент внутрь и наружу для обработки выступа кулачка с помощью применяемого внешнего смещения. Чтобы настроить наш токарный станок для обработки этого кулачка, нам нужно выделить некоторую часть скорости и ускорения оси для внешних смещений, иначе инструмент не сможет двигаться. Вот здесь и появляется ini-переменная OFFSET_AV_RATIO. Скажем, мы решили, что нам нужно выделить 20% скорости и ускорения для внешнего смещения по оси Z. Мы устанавливаем его равным 0,2. Следствием этого является то, что ваша максимальная скорость и ускорение по оси Z токарного станка составляет всего 80% от того, что могло бы быть.
Внешнее смещение — очень эффективный метод регулировки высоты резака по оси Z с помощью системы регулировки высоты резака. Но плазма — это все о высоких скоростях и быстром ускорении, поэтому нет смысла ограничивать эти параметры. К счастью, в плазменной машине ось Z либо на 100% контролируется системой регулировки высоты резака, либо нет. Во время разработки внешних смещений Linuxcnc было признано, что движение оси Z с помощью G-Code и THC являются взаимоисключающими. Это позволяет нам обманывать внешние смещения, чтобы они всегда давали 100 % скорости и ускорения. Мы можем сделать это, удвоив настройки скорости и ускорения по оси Z машины в файле ini и установив OFFSET_AV_RATIO = 0,5. Таким образом, 100% максимальной скорости и ускорения будут доступны как для зондирования, так и для THC.
Но плазма — это все о высоких скоростях и быстром ускорении, поэтому нет смысла ограничивать эти параметры. К счастью, в плазменной машине ось Z либо на 100% контролируется системой регулировки высоты резака, либо нет. Во время разработки внешних смещений Linuxcnc было признано, что движение оси Z с помощью G-Code и THC являются взаимоисключающими. Это позволяет нам обманывать внешние смещения, чтобы они всегда давали 100 % скорости и ускорения. Мы можем сделать это, удвоив настройки скорости и ускорения по оси Z машины в файле ini и установив OFFSET_AV_RATIO = 0,5. Таким образом, 100% максимальной скорости и ускорения будут доступны как для зондирования, так и для THC.
Пример: На метрической машине с двигателем NEMA23 с прямым приводом к шарико-винтовой паре 5 мм максимальная скорость 60 мм/сек и ускорение 700 мм/сек/сек были определены как безопасные значения без потери шагов. Для этой машины установите ось Z в файле ini следующим образом:
[AXIS_Z] OFFSET_AV_RATIO = 0,5 МАКСИМАЛЬНАЯ СКОРОСТЬ = 120 MAX_ACCELERATION = 1400
Соединение, связанное с этой осью, будет иметь следующие переменные скорости и ускорения:
[СОЕДИНЕНИЕ_n] МАКСИМАЛЬНАЯ СКОРОСТЬ = 60 MAX_ACCELERATION = 700
Для получения дополнительной информации о внешних смещениях (для версии 2. 8 и выше) прочтите раздел [AXIS_
8 и выше) прочтите раздел [AXIS_
19. Измерение напряжения дуги с помощью Mesa THCAD
Плата Mesa THCAD представляет собой недорогой и точный преобразователь напряжения в частоту, разработанный для неблагоприятной шумной электрической среды, связанной с плазменной резкой. Внутри он имеет диапазон 0-10 вольт. Этот диапазон можно просто расширить, добавив несколько резисторов, как описано в документации. Эта плата доступна в трех версиях: более новая THCAD-5 с диапазоном 0-5 вольт, THCAD-10 с диапазоном 0-10 вольт и THCAD-300, предварительно откалиброванная для расширенного диапазона 300 вольт. Каждая плата калибруется индивидуально, и на плату наклеивается наклейка, на которой указана частота при 0 вольт и полной шкале. Для использования с LinuxCNC рекомендуется выбирать делитель 1/32 по соответствующей ссылке на плате. В этом случае не забудьте также разделить указанные частоты на 32. Это больше подходит для потока сервопривода 1 кГц, а также дает THCAD больше времени для усреднения и сглаживания выходных данных.
Существует много путаницы в отношении того, как декодировать выходные данные THCAD, поэтому давайте на мгновение рассмотрим Mesa 7i76e и THCAD-10 со следующими гипотетическими данными калибровки:
Поскольку полная шкала составляет 10 вольт, тогда частота на вольт равна:
(29 000 - 3 800) / 10 = 2 520 Гц на вольт
Итак, если у нас есть входное напряжение 5 вольт, расчетная частота будет:
(2520 * 5) + 3800 = 16 400
Итак, теперь должно быть достаточно ясно, как преобразовать частоту в ее эквивалент напряжения:
Вольт = (частота - 3800) / 2520
19.1. Соединения THCAD
На стороне высокого напряжения:

Предполагая, что он подключен к 7i76e, подключите выход к входу энкодера шпинделя:
19.2. Начальное тестирование THCAD
Убедитесь, что в вашем ini-файле есть следующие строки (при условии, что это Mesa 7i76e):
setp hm2_7i76e.0.encoder.00.scale -1 setp hm2_7i76e.0.encoder.00.counter-mode 1
Включите питание вашего контроллера и откройте Halshow (Axis: Show Homing Configuration), перейдите вниз, чтобы найти hm2_7i76e.0.encoder.00.velocity pin . При подаче 0 вольт частота должна колебаться около 0 вольт (3800 в нашем примере). Возьмите 9вольтовой батареи и подключите ее к IN+ и IN-. Теперь для THCAD-10 вы можете рассчитать ожидаемую скорость. (26 480 в нашем гипотетическом примере). Если вы прошли этот тест, значит, вы готовы к настройке плазменного контроллера LinuxCNC.
19.3. Какую модель THCAD использовать
THCAD-5 полезен, если вы собираетесь использовать его для омических измерений. Нет никаких сомнений в том, что THCAD-10 является более гибким устройством, и его масштабирование легко изменить. Однако есть одно предостережение, которое может иметь место при использовании некоторых более дешевых плазменных резаков со встроенным делителем напряжения. То есть внутренние резисторы могут восприниматься THCAD как часть собственного внешнего сопротивления и возвращать ошибочные результаты. Например, делитель 16:1 на плазменных резаках Everlast следует рассматривать как 24:1 (и 50:1 становится 75:1). Это не проблема с более авторитетными брендами (например, Thermal Dynamics, Hypertherm, ESAB и т. д.). Поэтому, если вы видите более низкое, чем ожидалось, напряжение резки, может быть предпочтительнее перенастроить THCAD для считывания необработанного напряжения дуги.
Помня о том, что напряжение плазменной дуги потенциально смертельно опасно, вот несколько рекомендуемых критериев.
Старт пилотной дуги
Поскольку вряд ли возникнут какие-либо значительные электромагнитные помехи, вы сможете безопасно установить THCAD на панели управления, если вы следовали нашим рекомендациям по сборке.
HF Start
Установите THCAD на инвертор, так как частотный сигнал намного более устойчив к электромагнитным помехам.

Необработанное напряжение дуги, представленное на разъеме
В этом случае, независимо от метода зажигания дуги, вероятно, в схему уже включены резисторы, чтобы избежать смертельных ударов, поэтому рекомендуется THCAD-10, поэтому это сопротивление (обычно 200 кОм) можно учитывать при выборе масштабирующего резистора, поскольку эти резисторы будут искажать напряжение, сообщаемое THCAD-300.
20. Постпроцессоры и раскрой
Плазма ничем не отличается от других операций ЧПУ тем, что она:

Некоторые люди достигают хороших результатов с инструментами Inkscape и G-Code, но SheetCam — это решение с очень хорошей ценой, и для Linuxcnc доступно несколько постпроцессоров. SheetCam имеет ряд расширенных функций, предназначенных для плазменной резки, и по цене не составляет труда для тех, кто занимается обычной плазменной резкой.
Плазменная резка по своей природе представляет собой чрезвычайно враждебную и шумную электрическую среду. Если у вас есть проблемы с EMI, все будет работать неправильно. Вы можете зажечь фонарик, и компьютер перезагрузится в более очевидном примере, но у вас может быть любое количество других странных симптомов. Почти все они происходят только тогда, когда резак режется — часто, когда он впервые зажигается.
Таким образом, сборщики систем должны тщательно выбирать компоненты и проектировать их с нуля, чтобы справиться с этой агрессивной средой, чтобы избежать воздействия электромагнитных помех (ЭМП). Невыполнение этого требования может привести к бесчисленным часам бесплодного поиска и устранения неисправностей.
Невыполнение этого требования может привести к бесчисленным часам бесплодного поиска и устранения неисправностей.
Выбор сетевых плат, таких как Mesa 7i76e или более дешевая 7i96, позволяет разместить ПК вдали от электроники и плазменной машины. Это аппаратное обеспечение также позволяет использовать 24-вольтовые логические системы, которые гораздо более устойчивы к шуму. Компоненты должны быть смонтированы в металлическом корпусе, соединенном с заземлением. Настоятельно рекомендуется установить фильтр электромагнитных помех на подключение к сети. Самый простой способ — использовать сетевой разъем IEC с фильтром электромагнитных помех, который обычно используется на ПК и электроприборах, что позволяет добиться этого без дополнительной работы. Спланируйте расположение компонентов в шкафу таким образом, чтобы сетевое питание, высоковольтные провода двигателя и логические сигналы находились как можно дальше друг от друга. Если им нужно пересечься, держите их на 90 градусов.
Питер Уоллес из Mesa Electronics предлагает; «Если у вас есть совместимый с ЧПУ источник плазмы с делителем напряжения, я бы установил THCAD внутри вашего электронного корпуса со всем остальным оборудованием для движения. Если у вас есть источник плазмы с ручным управлением и вы считываете необработанное напряжение плазмы, я бы установил THCAD как можно ближе к источнику плазмы (даже внутри корпуса источника плазмы, если он подходит). В этом случае убедитесь, что вся нижняя сторона Соединения THCAD полностью изолированы от источника плазмы. Если вы используете экранированную коробку для THCAD, экран должен подключаться к заземлению вашего электронного корпуса, а не к заземлению источника плазмы».
Если у вас есть источник плазмы с ручным управлением и вы считываете необработанное напряжение плазмы, я бы установил THCAD как можно ближе к источнику плазмы (даже внутри корпуса источника плазмы, если он подходит). В этом случае убедитесь, что вся нижняя сторона Соединения THCAD полностью изолированы от источника плазмы. Если вы используете экранированную коробку для THCAD, экран должен подключаться к заземлению вашего электронного корпуса, а не к заземлению источника плазмы».
Рекомендуется проложить отдельный провод заземления от корпуса двигателя и резака к центральной точке заземления звезды на машине. Подсоедините провод заземления плазменной системы к этой точке и, при необходимости, заземляющий стержень, вбитый в землю как можно ближе к машине (особенно если это плазменная машина с высокочастотным пуском).
Внешняя проводка к двигателям должна быть экранирована и иметь соответствующие размеры, чтобы выдерживать ток, проходящий через цепь. Экран следует оставлять неподключенным со стороны двигателя и заземлять со стороны блока управления. Рассмотрите возможность использования дополнительных контактов на любых разъемах в блоке управления, чтобы можно было провести заземление в блок управления и заземлить на шасси прямо на самом контроллере шагового двигателя/серводвигателя.
Рассмотрите возможность использования дополнительных контактов на любых разъемах в блоке управления, чтобы можно было провести заземление в блок управления и заземлить на шасси прямо на самом контроллере шагового двигателя/серводвигателя.
Нам известно по крайней мере об одном сборщике коммерческих систем, у которого были проблемы с наведенными электрическими помехами в цепи омического датчика. Хотя это можно смягчить, используя ферритовые шайбы и свернув кабель в спираль, рекомендуется также добавить фильтр линии питания, когда сигнал омического датчика входит в корпус электроники.
Томми Бериша, мастер сборки плазменных машин с ограниченным бюджетом, говорит: «Если бюджет ограничен, рассмотрите возможность использования старых блоков питания для ноутбуков. Они очень хороши, фильтрация хорошая, полностью изолированы, ток ограничен (это становится очень важным, когда что-то идет не так), и установить 2 или 3 из них последовательно легко, так как они изолированы (имейте в виду, что у некоторых есть заземление). к отрицательной выходной клемме, поэтому его необходимо отключить, просто используя силовой кабель без заземляющих контактов)».
к отрицательной выходной клемме, поэтому его необходимо отключить, просто используя силовой кабель без заземляющих контактов)».
22. Водяные столы
Минимальный уровень воды под уровнем реза резака должен быть около 40 мм, хорошо иметь пространство под планками, чтобы вода могла выровняться и выйти во время резки, немного воды над металлической пластиной резка действительно хороша, так как она избавляет от небольшого количества пыли, работа в погруженном состоянии является лучшим способом, но не предпочтительна для систем с неполным рабочим днем, поскольку это вызовет коррозию резака. Добавление пищевой соды в воду сохранит стол в хорошем состоянии на долгие годы, так как не допускает коррозии, пока ламели находятся под водой, а также уменьшает запах водяного пара. Некоторые люди используют резервуар для воды с впускным отверстием для сжатого воздуха, чтобы при необходимости они могли выталкивать воду из резервуара до уровня грунтовых вод и, таким образом, изменять уровень воды.
23. Столы с нисходящей тягой
Многие коммерческие столы имеют конструкцию с нисходящей тягой, поэтому используются вентиляторы, которые всасывают воздух через планки для улавливания дыма и искр. Часто столы разделены на зоны, поэтому для выходящего вентиляционного отверстия открывается только секция под горелкой, часто для открытия жалюзи используются воздушные цилиндры и воздушные соленоиды. Активация этих зон относительно проста, если вы используете ось или положение соединения от одного из выводов движения и компонента lincurve для сопоставления зон нисходящего потока с правильным выходным выводом.
При плазменной резке скорость и ускорение имеют решающее значение. Чем выше ускорение, тем меньше нужно тормозить машине при прохождении поворотов. Это означает, что портал должен быть максимально легким без ущерба для жесткости на кручение. Алюминиевая коробчатая секция размером 100 мм x 100 мм x 2 мм имеет такую же жесткость на кручение, что и экструзия с Т-образными пазами 80 мм x 80 мм, но при этом она на 62% легче. Так перевешивает ли удобство Т-образных пазов дополнительную конструкцию?
Так перевешивает ли удобство Т-образных пазов дополнительную конструкцию?
25. Расстояние, пройденное за один оборот двигателя
Шаговые двигатели страдают от резонанса, а шестерня прямого привода может означать, что двигатель работает в неблагоприятных условиях. В идеале для плазменных машин расстояние около 15-25 мм на оборот двигателя считается идеальным, но даже около 30 мм на оборот все еще приемлемо. ШВП с шагом 5 мм и редуктором 3:1 или 5:1 идеально подходят для оси Z.
26. PlasmaC LinuxCNC Plasma Configuration
Конфигурация PlasmaC, состоящая из компонента HAL (plasmac.hal) и полных конфигураций для Axis и Gmoccapy, получила значительный вклад от многих участников движения LinuxCNC Open Source, которые расширили понимание контроллеров плазмы примерно с 2015 года. Было проведено много испытаний и разработок, чтобы довести PlasmaC до его текущего рабочего состояния. Все, от проектирования схемы до управления и настройки G-кода, было включено. Кроме того, PlasmaC поддерживает внешние THC, такие как Proma 150, но по-настоящему проявляет себя в паре с контроллером Mesa, поскольку это позволяет интегратору включать преобразователь напряжения в частоту Mesa THCAD, специально созданный для работы с агрессивной плазменной средой.
PlasmaC предназначен для автономной работы и включает в себя возможность включения ваших карт резки, а также включает функции для использования с постпроцессором, таким как SheetCam.
Система PlasmaC теперь включена в версию 2.8 и выше Linuxcnc. Сейчас оно достаточно зрелое и значительно улучшено с момента написания первой версии этого руководства. Plasmac будет определять поддержку плазмы LinuxCNC на многие годы вперед, поскольку он включает в себя все функции проприетарной системы управления плазмой высокого класса по цене с открытым исходным кодом.
27. Hypertherm RS485 Control
Некоторые плазменные резаки Hypertherm имеют интерфейс RS485, позволяющий контроллеру (например, Linuxcnc) устанавливать амп.давление и режим. Некоторые люди использовали для этого компонент пользовательского пространства, написанный на Python. Совсем недавно Plasmac теперь изначально поддерживает этот интерфейс. Обратитесь к документации Plasmac, чтобы узнать, как его использовать.
Сочетание низкой скорости передачи данных, используемой Hypertherm, и компонента пользовательского пространства делает изменение состояния машины довольно медленным, поэтому изменение настроек на лету во время резки, как правило, невозможно.
При выборе интерфейса RS485 для использования на ПК пользователи сообщают, что интерфейсы USB-RS485 ненадежны. Хорошие надежные результаты были достигнуты при использовании аппаратного интерфейса RS232 (например, PCI/PCIe или порта материнской платы) и соответствующего преобразователя RS485. Некоторые пользователи сообщают об успешном использовании карты Sunix P/N: SER5037A PCI RS2322 и универсального преобразователя XC4136 RS232 в RS485 (который иногда также может включать кабель USB).
28. Постпроцессоры для плазменной резки
Программы CAM (автоматизированное производство) являются связующим звеном между CAD (автоматизированным проектированием) и конечной операцией ЧПУ (компьютерного числового управления). Они часто включают настраиваемый пользователем постпроцессор для определения кода, который генерируется для конкретной машины или диалекта G-кода.
Многие пользователи Linuxcnc вполне довольны использованием Inkscape для преобразования векторных файлов .SVG в G-код. Если вы используете плазму для хобби или домашнего использования, рассмотрите этот вариант. Однако, если ваши потребности более сложны, вероятно, лучшим и наиболее доступным по цене решением является SheetCam. SheetCam поддерживает как Windows, так и Linux, и для него доступны постпроцессоры, включая конфигурацию PlasmaC. SheetCam позволяет размещать детали на полном листе материала и позволяет настраивать наборы инструментов и фрагменты кода в соответствии с вашими потребностями. Постпроцессоры SheetCam представляют собой текстовые файлы, написанные на языке программирования Lua, и их, как правило, легко изменить в соответствии с вашими требованиями. Для получения дополнительной информации посетите веб-сайт SheetCam и их форум поддержки.
Еще один популярный постпроцессор включен в популярный пакет Fusion360, но включенные постпроцессоры потребуют некоторой настройки.
LinuxCNC — это приложение ЧПУ, и обсуждение методов CAM, кроме этого вводного обсуждения, выходит за рамки LinuxCNC.
Станок плазменной резки с ЧПУ США, лучший стол для резки с ЧПУ
Начните вводить текст, чтобы увидеть продукты, которые вы ищете.
Промокод: США
СКИДКА 200 $
Любой заказ стола
Промокод: США
СКИДКА 200 $
Заказ любого стола
Промокод: США
СКИДКА 200 $
Заказ любого стола
срок выполнения 3 дня
1 год реальной гарантии
все запчасти на гарантии
Пожизненная поддержка
Техническая поддержка доступна все дни недели
ПОПУЛЯРНЫЕ ПРОДУКТЫ
Стол с ЧПУ Premier Plasma CNC серии REG22
— Готов к работе. Просто прикрепите плазменный резак и экран компьютера. ЭТОТ СТОЛ ПОСТАВЛЯЕТСЯ В СБОРЕ. По всем вопросам звоните по телефону 602-332-0425. Столы отправляются каждую пятницу и понедельник …
Просто прикрепите плазменный резак и экран компьютера. ЭТОТ СТОЛ ПОСТАВЛЯЕТСЯ В СБОРЕ. По всем вопросам звоните по телефону 602-332-0425. Столы отправляются каждую пятницу и понедельник …
4 100,00 долл. США 3 500,00 долл. США
Стол с ЧПУ Premier Plasma CNC серии REG24
— Готов к работе. Просто прикрепите плазменный резак и экран компьютера. ЭТОТ СТОЛ ПОСТАВЛЯЕТСЯ В СБОРЕ. Если у вас возникнут вопросы, позвоните по телефону 602-332-0425. Столы отправляются каждую пятницу и понедельник «…
5 000,00 $ 3 550,00 $
Стол с ЧПУ Premier Plasma CNC серии FT2448
— Готов к работе. Просто прикрепите плазменный резак и экран компьютера. ЭТОТ СТОЛ ПОСТАВЛЯЕТСЯ В СБОРЕ. Если у вас возникнут вопросы, позвоните по телефону 602-332-0425. Столы отправляются каждую пятницу и понедельник «..jpg) ..
..
5 000,00 долларов 3 650,00 долларов
Стол с ЧПУ Premier Plasma CNC серии REG44
— Готов к работе. Просто прикрепите плазменный резак и экран компьютера. ЭТОТ СТОЛ ПОСТАВЛЯЕТСЯ В СБОРЕ. Если у вас возникнут вопросы, позвоните по телефону 602-332-0425. Столы отправляются каждую пятницу и понедельник «…
6000,00 долл. США 4150,00 долл. США
Стол с ЧПУ Premier Plasma CNC серии FT4848
— Готов к работе. Просто прикрепите плазменный резак и экран компьютера. Звоните по телефону 602-332-0425 с любыми вопросами. Столы отправляются каждую пятницу и понедельник “ Растите вместе со своим бизнесом, развивайтесь…
6 000,00 долларов 4 895,00 долларов
Стол с ЧПУ Premier Plasma CNC серии REG55
— Готов к работе.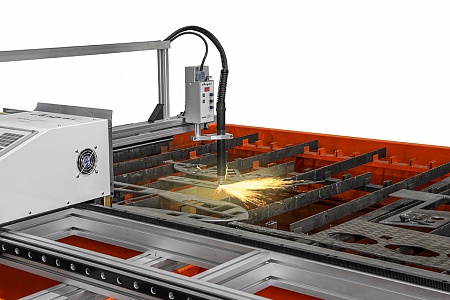 Просто прикрепите плазменный резак и экран компьютера. Звоните по телефону 602-332-0425 с любыми вопросами. Столы отправляются каждую пятницу и понедельник “ Растите вместе со своим бизнесом, развивайтесь…
Просто прикрепите плазменный резак и экран компьютера. Звоните по телефону 602-332-0425 с любыми вопросами. Столы отправляются каждую пятницу и понедельник “ Растите вместе со своим бизнесом, развивайтесь…
4700,00 $
Стол с ЧПУ Premier Plasma CNC серии FT6060
— Готов к работе. Просто прикрепите плазменный резак и экран компьютера. Звоните по телефону 602-332-0425 с любыми вопросами. Столы отправляются каждую пятницу и понедельник “ Растите вместе со своим бизнесом, развивайтесь…
5 800,00 долл. США 5 300,00 долл. США
Стол с ЧПУ Premier Plasma CNC серии REG48
— Готов к работе. Просто прикрепите плазменный резак и экран компьютера. ЭТОТ СТОЛ ПОСТАВЛЯЕТСЯ В РАЗОБРАННОМ ВИДЕ С любыми вопросами звоните по телефону 602-332-0425. Столы отправляются каждую пятницу и понедельник “ Расти вместе с. ..
..
Стол с ЧПУ Premier Plasma CNC серии FT4896
— Готов к работе. Просто прикрепите плазменный резак и экран компьютера. Звоните по телефону 602-332-0425 с любыми вопросами. Столы отправляются каждую пятницу и понедельник “ Растите вместе со своим бизнесом, развивайтесь…
Стол с ЧПУ Premier Plasma CNC серии REG510
— Готов к работе. Просто прикрепите плазменный резак и экран компьютера. ЭТОТ СТОЛ ПОСТАВЛЯЕТСЯ В СБОРЕ. Если у вас возникнут вопросы, позвоните по телефону 602-332-0425. Столы отправляются каждую пятницу и понедельник «…
6 700,00 $ 6 180,00 $
Стол с ЧПУ Premier Plasma CNC серии FT60120
— Готов к работе. Просто прикрепите плазменный резак и экран компьютера. ЭТОТ СТОЛ ПОСТАВЛЯЕТСЯ В СБОРЕ. Если у вас возникнут вопросы, позвоните по телефону 602-332-0425. Столы отправляются каждую пятницу и понедельник «. ..
..
8 700,00 $ 6 600,00 $
Premier Plasma CNC
СДЕЛАНО, ЧТОБЫ ПОМОЧЬ ВАМ
Мы предоставляем машины отличного качества. Мы небольшая компания, поэтому мы можем разговаривать с нашими клиентами один на один, мы считаем, что это правильный способ ведения бизнеса.0003
Что такое плазменная резка с ЧПУ? » Производственная сеть
Плазменная резка с ЧПУ используется для резки форм и контуров по всей толщине плоского листа или листового металла, а также по толщине стенки таких секций, как трубы и конструкционные балки. Именно этот результат двухмерного профиля или профилированного сечения позволил плазменной резке получить общую категорию процесса «профилирования».
Плазма — это, по сути, газ, нагретый электрической дугой с образованием плазменного луча, способного почти мгновенно плавить металл. Сочетание тепла плазмы и давления концентрированного потока газа образует режущий механизм — плазма проплавляет толщу материала, в то время как давление газа удаляет расплавленный материал.
Конфигурации плазменной резки с ЧПУ
Возможности плазменной резки с ЧПУ можно разделить на 3 основные группы, которые можно найти по всей Великобритании, различающиеся по формам на складе и количеству доступных осей управления. Итак, давайте приступим к делу…
Плазменная резка 2D
Также называемая плоской плазменной резкой, производит плоские профили из плиты или листа с прямыми краями, обрезанными под углом 90 градусов к поверхности профиля. Как правило, высокомощные станки для плазменной резки имеют такую конфигурацию, обеспечивающую наибольшую глубину реза в диапазоне 100-150 мм.
Плазменная 3D-резка
Подобно плазменной 2D-резке, также обычно называемой плоской плазменной резкой, этот вариант добавляет третье измерение за счет введения углового разреза или скошенной кромки через лист или материал плиты. Как правило, станки для плазменной резки высокого разрешения конфигурируются таким образом, что обеспечивает наибольшую гибкость, точность и/или скорость.
Плазменная резка труб и профилей
Материал заготовки и оси резки являются основными изменениями и улучшениями по сравнению с плоской плазменной резкой. Головка для плазменной резки обычно находится в стационарном состоянии, в то время как секция или труба перемещаются под балкой, создавая не только концевые профили, но и прорези, выступы и отверстия внутри секции или трубы.
Эти станки могут быть оснащены или не оснащены поворотной головкой или 3-й осью, позволяющей не только резать секцию, но и срезать ее края или зенковать отверстия – как в описанной выше «3D плазменной резке»
Какие процессы обычно сопровождают плазменную резку?
Изготовление, гибка, прокатка, сварка…
Плазменная резка обычно используется для резки профилей, используемых в производстве, включая гибку, прокатку и сварку. При изготовлении труб и профилей большого диаметра возможна плазменная резка торцевых профилей труб, а также частичная вырезка отверстий и стыков из плоского листового материала. Позже, когда плоский профиль затем прокатывается и сваривается, формованная труба не требует дальнейшей обработки, кроме полной вырезки частично вырезанных отверстий и соединений.
Позже, когда плоский профиль затем прокатывается и сваривается, формованная труба не требует дальнейшей обработки, кроме полной вырезки частично вырезанных отверстий и соединений.
Механическая обработка…
Профили, вырезанные плазмой, также являются обычным материалом для дальнейшей обработки множеством процессов механической обработки. В этом случае плазменная резка действует как процесс удаления сыпучего материала, предоставляя машинисту заготовку с некоторым припуском на механическую обработку. Во многих случаях возможно, что профили требуют минимальной обработки, такой как сверление и нарезание резьбы после плазменной резки, это связано с высоким уровнем точности и качеством режущей кромки, которые достижимы при плазменной резке.
Плуговое шлифование…
В тех случаях, когда материал, подвергаемый плазменной резке, нуждается в большей плоскостности, может быть выполнено струговое шлифование или шлифование по методу Люмсдена. Это увеличивает плоскостность профиля, в то же время обеспечивая дополнительное преимущество удаления пленки материала и очистки его внешнего вида. При шлифовании плуга обрабатываются только плоские поверхности среза профиля, кромки среза не затрагиваются.
Это увеличивает плоскостность профиля, в то же время обеспечивая дополнительное преимущество удаления пленки материала и очистки его внешнего вида. При шлифовании плуга обрабатываются только плоские поверхности среза профиля, кромки среза не затрагиваются.
Подготовка кромок…
A Наклонная головка или 3-я ось на станке плазменной резки с ЧПУ позволяют создавать скошенные кромки, контуры или зенковки в заготовке, будь то плоская или трехмерная. Это может быть очень полезно в тех случаях, когда трубы и профили, вырезанные плазмой, предназначены для формирования угловых соединений или требуется подготовка к сварке. Однако не все системы плазменной резки с ЧПУ предлагают эту 3-ю ось или наклонную головку, поэтому профили обычно проходят процесс подготовки кромки после плазменной резки. Его можно наносить вдоль длинной плоской кромки профиля или контурной кромки отверстия или паза, образованного в трубе или секции. Используя ЧПУ для подготовки кромок, можно получить огромное разнообразие форм препарирования, в отличие от простой угловой резки, возможной с помощью плазменной резки.
Очистка и консервация…
Иногда обрабатываемый материал имеет корку или кожуру, которую необходимо удалить, в этих случаях профили плазменной резки можно очистить или обработать несколькими способами в соответствии с вашими потребностями. Можно использовать такие процессы очистки, как травление или абразивоструйная очистка, а также можно покрасить профили, чтобы предотвратить дальнейшую коррозию или обеспечить окончательную отделку. Одним из преимуществ этих процессов очистки по сравнению со шлифованием плугом является то, что обрабатываются все поверхности, включая кромки реза.
Какие процессы являются альтернативными?
Плазменная резка конкурирует со всеми технологиями профилирования при обработке листового и толстолистового металла. Это связано с его широким спектром применения с точки зрения толщины и гибкости. Чаще всего он будет конкурировать с технологиями резки пламенем и лазерной резкой, но имеет некоторые существенные преимущества перед ними обоими.
Плазменная резка и газовая резка
Плазменная резка по сравнению с лазерной резкой
 Лазерная резка невозможна с полированными материалами или материалами с высокой отражающей способностью.
Лазерная резка невозможна с полированными материалами или материалами с высокой отражающей способностью.
Что следует учитывать при выборе и спецификации плазменной резки заключается в плавлении исходного материала. Уровень энергии, используемой при плазменной резке, значительно ниже, чем при газовой резке, из-за скорости резки, поэтому зона термического влияния при плазменной резке меньше.
Хотя плазменная резка с ЧПУ позволяет резать листовые материалы, во многих случаях лазерная резка лучше подходит для резки этих материалов с точки зрения затрат и производительности. Особенно это касается очень тонких металлических листов.
Плазменная резка может использоваться для пластин, листов и решетчатых материалов или сетчатых материалов, однако материалы в форме сэндвича, такие как соты, которые имеют пустоты по всей толщине, не могут быть разрезаны. Это происходит из-за разрушения плазменного луча, когда слои разрезаются, а пустоты обнажаются режущей головкой.
Заключение
Плазменная резка применима к широкому спектру операций резки металла, от плоских материалов до трехмерных профилей.
Плазменная резка с ЧПУ — это процесс, который обычно применяется к большим формам материала, таким как большие пластины или листы материала. Профили плазменной резки в большинстве случаев сами по себе являются заготовкой для дальнейшей обработки.
Использование профилей плазменной резки может обеспечить улучшение за счет уменьшения зон термического влияния и искажений по сравнению с профилями, которые в настоящее время вырезаются пламенем. Снижение затрат и трудностей, связанных с дальнейшей обработкой, такой как обработка жесткой кромки профиля газопламенной резки, а также борьба с деформацией и напряжением из-за подвода тепла в процессе резки.
Где я могу найти поставщика профилей для плазменной резки?
В Великобритании у нас есть широкий круг продавцов материалов, производителей и продавцов с добавленной стоимостью, которые могут предоставить именно ту услугу или комбинацию производственных услуг, которые вам нужны.