Аппарат плазменной резки Aurora AIRHOLD 45 26928
Общество с ограниченной ответственностью Консалтинг-Проект НН
08.01.2022
Штуцер входной и выходной для Емкости для сбора влаги/масла идут в комплекте?
ВсеИнструменты
09.01.2022
Здравствуйте, Общество с ограниченной ответственностью Консалтинг-Проект НН! Комплектация: Аппарат Плазменный резак PT-31, 5 метров — 1 шт; Зажим на массу 300А — 1 шт; Кабель 6mm2, 3 метра — 1 шт; Влагомаслоотделитель- 1 шт; Шланг газовый 8х12, 3м – 1шт; Упаковка.
Павел
30.12.2021
Подскажите, а при холостом ходу от аппарата объект током. Это неисправность или нужно обязательно заземлять?
ВсеИнструменты
30.12.2021
Здравствуйте, Павел! Вам надо обратиться в один из сервисных центров. Адреса и телефоны Вы можете найти в карточке товара во вкладке «Сервис».
Алексей
04.05.2021
Здравствуйте! Какого сечения нужен удлиннитель для данного аппарата?
04. 05.2021
05.2021
Здравствуйте, Алексей! Силовой удлинитель на рамке АТЛАНТ КГ 3×2.5 20 м 40023 Код товара: 15834043
Воробьев Сергей Борисович
15.07.2021
КОГ 3*4мм2
Босфор Марат
28.04.2021
Скажите в каких защитных очках лучше работать с плазмой?
ВсеИнструменты
29.04.2021
Здравствуйте! Защитные панорамные очки газосварщика STAYER PROFESSIONAL 1107_z01
Чернозубов Андрей
25.03.2021
Компрессор Метабо 24л подойдёт
ВсеИнструменты
25.03.2021
Здравствуйте! Модель компрессора укажите пожалуйста.
Ренат
11.01.2022
Metabo basic 250-24w
Алина
04.03.2021
Будет работать от генератора 5,5 кВт?
ВсеИнструменты
05.03.2021
Здравствуйте, Алина! Вместе работать будут, но не на максимальном токе.
Алексей
19.02.2021
Бывает ли aurora 45 плазменный резак без высоковольтного поджига? Именно 45 модель интересует
ВсеИнструменты
19. 02.2021
02.2021
Здравствуйте, Алексей! Такой модели нет.
Ясаков Владимир
25.11.2021
Как раз этот аппарат с контактным розжигом.характеристики не верны.
Андрей
21.01.2021
Какие модели расходников необходимо покупать для плазмореза Aurora AIRHOLD 45 26928 и какая модель плазматрона в нём используется? Только нужны точные обозначения.
ВсеИнструменты
22.01.2021
Здравствуйте, Андрей! Плазменный резак PT-31 с прямым подключением M16x1,5 HF поджиг 1 1913.031.600 Насадка для PT-31 2 2221.031.916 Сопло к плазматрону РТ-31 ,16мм (длинное) 3 2206.031.400 Диффузор газовый к РТ-31 4 2202.031.000 Электрод
Польщиков Андрей
23.01.2021
Спасибо! Купил аппарат, но даже в инструкции не написано какие нужны расходники.
Алексей
16. 08.2020
08.2020
Подойдет для него компрессор Aurora Wind 50?
ВсеИнструменты
17.08.2020
Здравствуйте, Алексей! Aurora AIRHOLD 45 26928 Расход воздуха, л/мин 170 У Aurora WIND-50 6764 Производительность на выходе, л/мин 162
Мазура Александр Сергеевич
13.07.2020
Здравствуйте! Должно ли в аппарате при его работе что то щелкать, когда подносишь резак к металлу и возникает искра/дуга, звук в аппарате очень похож на звук этой самой искры. Как будто там такая же искра.
ВсеИнструменты
14.07.2020
Здравствуйте! По описанию сложно понять характер щелчков. Вам надо обратиться в сервисный центр.
Ручная плазменная резка металла: видео и фото процесса
Раскрой материалов потоком плазмы является высокотехнологичным, эффективным способом качественной их обработки. Ручная плазменная резка, проводимая соответствующим оборудованием, расширяет область применения этого вида работ.
Блок: 1/6 | Кол-во символов: 226
Источник: http://tutmet. ru/ruchnaja-plazmennaja-rezka-metalla-oborudovanie-video.html
ru/ruchnaja-plazmennaja-rezka-metalla-oborudovanie-video.html
Суть плазменной резки
Плазменная резка предполагает локальный нагрев металла в зоне разделения и его дальнейшее плавление. Такой значительный нагрев обеспечивается за счет использования струи плазмы, формируют которую при помощи специального оборудования. Технология получения высокотемпературной плазменной струи выглядит следующим образом.
- После этого в сопло оборудования подается газ, который повышает температуру дуги уже до 20000 градусов.
- При взаимодействии с электрической дугой газ ионизируется, что и приводит к его преобразованию в струю плазмы, температура которой составляет уже 30000 градусов.
Полученная плазменная струя характеризуется ярким свечением, высокой электропроводностью и скоростью выхода из сопла оборудования (500–1500 м/с). Такая струя локально разогревает и расплавляет металл в зоне обработки, затем осуществляется его резка, что хорошо видно даже на видео такого процесса.
Такая струя локально разогревает и расплавляет металл в зоне обработки, затем осуществляется его резка, что хорошо видно даже на видео такого процесса.
В специальных установках для получения плазменной струи могут использоваться различные газы. В их число входят:
- обычный воздух;
- технический кислород;
- азот;
- водород;
- аргон;
- пар, полученный при кипении воды.
Технология резки металла с использованием плазмы предполагает охлаждение сопла оборудования и удаление частичек расплавленного материала из зоны обработки. Обеспечивается выполнение этих требований за счет потока газа или жидкости, подаваемых в зону, где осуществляется резка. Характеристики плазменной струи, формируемой на специальном оборудовании, позволяют произвести с ее помощью резку деталей из металла, толщина которых доходит до 200 мм.
Устройство и принцип действия плазменной резки
Аппараты плазменной резки успешно используются на предприятиях различных отраслей промышленности. С их помощью успешно выполняется резка не только деталей из металла, но и изделий из пластика и натурального камня. Благодаря таким уникальным возможностям и своей универсальности, данное оборудование находит широкое применение на машиностроительных и судостроительных заводах, в рекламных и ремонтных предприятиях, в коммунальной сфере. Огромным преимуществом использования таких установок является еще и то, что они позволяют получать очень ровный, тонкий и точный рез, что является важным требованием во многих ситуациях.
Блок: 2/5 | Кол-во символов: 2467
Источник: http://met-all.org/obrabotka/rezka/plazmennaya-rezka-vse-nyuansy-tehnologii-rezki-metalla-plazmoj.html
Принцип действия плазменной резки
Плазменная резка – это разделительная обработка металла с помощью термического процесса. Роль режущего инструмента здесь играет струя низкотемпературной плазмы.
Принцип действия плазменного аппарата:
- Между разрезаемым металлом и электродом или соплом плазмотрона создается электрическая дуга с температурой в 5000С.
- В сопло под давлением поступает газ, за счет чего температура электрической дуги повышается до 20 000С.
- Газ ионизируется и преобразуется в высокотемпературный газ или низкотемпературную плазму.
- От нагретой дуги возрастает ионизация, и температура газовой струи повышается до 30 000С. Во время этого процесса поток плазмы обладает высокой теплопроводностью и ярко светится.
- Плазма со скоростью в 500–1500 м/с проистекает из сопла, попадает на подготовленный металл, разогревает его и плавит в месте разреза.
Более наглядно процесс резки металла с помощью плазмотрона можно посмотреть по видео.
Блок: 2/7 | Кол-во символов: 935
Источник: https://stanok.guru/metalloobrabotka/rezka-metalla/plazmennaya-rezka-metalla-i-video-instrukciya.html
Конструкция оборудования для ручной плазменной резки
Воздушно-плазменную резку применять выгодно и из экономических соображений, потому что она требует минимум электрического тока, минимум расходных материалов, и сравнительно недорого стоит.
Специальные навыки пользователю не потребуются, так как основные принципы использования и обслуживания понятны.
Ручные установки для плазменного резания обладают множеством дополнительного оснащения для свободного передвижения и вариантов настройки:
- Специальные ручки,
- Подъемные ремни,
- Колеса для транспортировки,
- Легкий корпус.
Но в основе всех ручных плазменных устройств заложен плазмотрон, который является сложным сборочным узлом. В состав этого узла входят:
- Головка резака,
- Соединительные шланги,
- Форсунка,
- Роликовый упор,
- Электрод,
- Сопло, оснащенное защитным клапаном.
Источник: https://swarka-rezka.ru/ruchnaya-plazmennaya-rezka-metalla-vide/
Виды плазменной резки
Плазменная резка металла бывает нескольких видов:
Простая. При таком способе используется электрический ток и воздух.
 Длина электрической дуги во время такого процесса ограничена, поэтому при толщине листа в несколько миллиметров обработка поверхностей сравнивается с резкой лазером. Простой способом применяется для обработки только мягкой или низколегированной стали. При разрезе материала заусенцы не образовываются, кромка остается ровной. Иногда вместо воздуха может применяться азот.
Длина электрической дуги во время такого процесса ограничена, поэтому при толщине листа в несколько миллиметров обработка поверхностей сравнивается с резкой лазером. Простой способом применяется для обработки только мягкой или низколегированной стали. При разрезе материала заусенцы не образовываются, кромка остается ровной. Иногда вместо воздуха может применяться азот.С применением воды. Во время резки вода используется для охлаждения плазмотрона и защиты среза от негативного влияния окружающей среды. Кроме этого, водой поглощаются все вредные испарения.
С использованием защитного плазмообразующего газа
 Длина электрической дуги во время такого процесса ограничена, поэтому при толщине листа в несколько миллиметров обработка поверхностей сравнивается с резкой лазером. Простой способом применяется для обработки только мягкой или низколегированной стали. При разрезе материала заусенцы не образовываются, кромка остается ровной. Иногда вместо воздуха может применяться азот.
Длина электрической дуги во время такого процесса ограничена, поэтому при толщине листа в несколько миллиметров обработка поверхностей сравнивается с резкой лазером. Простой способом применяется для обработки только мягкой или низколегированной стали. При разрезе материала заусенцы не образовываются, кромка остается ровной. Иногда вместо воздуха может применяться азот.Также резать металл можно с помощью дуги или струи. В первом случае обрабатываемый материал является частью цепи, во втором – дуга образовывается между электродами.
Блок: 3/7 | Кол-во символов: 1018
Источник: https://stanok. guru/metalloobrabotka/rezka-metalla/plazmennaya-rezka-metalla-i-video-instrukciya.html
guru/metalloobrabotka/rezka-metalla/plazmennaya-rezka-metalla-i-video-instrukciya.html
Применение ручной плазменной резки
Получить практические навыки работы вы сможете, если посмотрите плазменная резка металла видео, где подробно описываются все этапы подготовки к процессу и его выполнение.
Кроме того, пользователь узнает, на какие параметры нужно обращать особое внимание при выборе оборудования для ручной плазменной резки.
Популярность плазменной резки растет, и все больше граждан желают приобрести данный аппарат, чтобы выполнять широкий спектр разделительных работ. Существуют разные конструкции плазменных резаков, в которых нужно разбираться, если вы решили приобрести подобный аппарат. В производстве, в строительных целях и в быту применяются:
- Резаки прямого действия,
- Резаки косвенного действия.
Если вы хотите понять, что из себя представляет плазменная резка металла, видео вам в этом поможет. Плазменные резаки косвенного действия применяются для того, чтобы работать с неметаллами и процесс резки происходит при использовании плазменной струи, нагретой до высокой температуры и достигающей большого давления.
Плазменные резаки косвенного действия применяются для того, чтобы работать с неметаллами и процесс резки происходит при использовании плазменной струи, нагретой до высокой температуры и достигающей большого давления.
Подобное оборудование обычно применяют в производственных целях, так что для любителей косвенное действие плазменного резака не актуально. Нас больше всего интересуют плазменные резаки прямого действия, которые работают от электричества и выполняют рез с использованием воздушной рабочей среды.
Блок: 2/4 | Кол-во символов: 1339
Источник: https://swarka-rezka.ru/ruchnaya-plazmennaya-rezka-metalla-vide/
Факторы, влияющие на работу плазменного резака
Плазма резка металла, видео данного процесса демонстрирует модель с определенной формой сопла, и кроме этого элемента на работу оборудования влияют и другие особенности конструкции. Сопло обладает определенным диаметром, и от этого показателя будут зависеть скоростные возможности плазменной дуги и быстрота обработки поверхности.
Через сопла с разным диаметром проходит определенное количество рабочей среды.
Также диаметр непосредственно влияет на ширину получаемого реза и качество его кромок. В зависимости от диаметра сопла плазмотрона, меняется время охлаждения металла.
По обучающему плазма резка металла видео станет понятно, что сопло является съемным элементом конструкции, так что при необходимости есть смысл его замены на деталь с другим диаметром или с другой конфигурацией.
Все будет зависеть от того, какие цели вы перед собой ставите, и какие материалы собираетесь обрабатывать с помощью ручного плазменного резака.
Перед тем, как приступать к резанию, нужно нажжено установить оборудование, чтобы аппарат постоянно охлаждался. Затем собирается аппарат, для этого подключаются кабеля, причем выполнять подключение нужно по прилагаемым схемам. Когда аппарат для плазменной резки установлен и полностью смонтирован, выполняется его подключение к электрической сети.
Резать или выполнять иные виды обработки, нужно в пределах, заложенных в аппарате технических параметров.
В противном случае, аппарату для плазменной резки не хватит мощности, и плазмотрон получит серьезные перегрузки, что приведет к необходимости приобретения новых запасных частей.
Блок: 4/4 | Кол-во символов: 1613
Источник: https://swarka-rezka.ru/ruchnaya-plazmennaya-rezka-metalla-vide/
Устройство для плазменной резки металлов
Главным элементом оборудования является плазменный резак, который называется плазмотроном. Его основные составляющие:
Электрод, который расположен в тыльной части камеры. Он образовывает электрическую дугу.
Сопло отвечает за форму потока плазмы и ее скорость.
Термостойкий изолятор расположен между соплом и электродом.

Кроме плазматрона, устройство для резки металла оборудовано:
- компрессором или газовым баллоном;
- источником питания;
- набором шлангов или кабелей, предназначающихся для соединения плазматрона с компрессором и источником питания.
Так как с помощью аппарата работать приходится на весу, рез может получиться неровным. Поэтому для улучшения качества резки рекомендуется использовать подставки или специальные упоры, которые надеваются на сопло.
На видео можно посмотреть, как режется материал с помощью плазмотрона.
Блок: 4/7 | Кол-во символов: 861
Источник: https://stanok.guru/metalloobrabotka/rezka-metalla/plazmennaya-rezka-metalla-i-video-instrukciya.html
4 Источники питания ручных плазменных аппаратов для резки
Все источники питания ручных аппаратов работают от электросетей переменного тока. Большинство из них преобразуют получаемую электроэнергию в напряжение постоянного тока, а остальные служат только для усиления переменного тока. Такое распределение обусловлено тем, что у плазмотронов, работающих на постоянном токе, более высокий КПД. Переменный ток применяется в ряде случаев – к примеру, для раскроя алюминия и сплавов из него.
Такое распределение обусловлено тем, что у плазмотронов, работающих на постоянном токе, более высокий КПД. Переменный ток применяется в ряде случаев – к примеру, для раскроя алюминия и сплавов из него.
Источником питания может служить инвертор или трансформатор, подающий на плазмотрон ток большой силы. Инверторы обычно используют на маленьких производствах и в быту. Они обладают меньшими габаритами, весом и в энергопотреблении намного экономнее, чем трансформаторы. Инверторы чаще всего входят в состав ручного аппарата для плазменной резки. К достоинствам инверторных устройств относят КПД, который выше, чем у трансформаторных, на 30 %, и стабильное горение электрической дуги, а также компактность и возможность проводить работы в любых труднодоступных местах.
К недостаткам – ограничение по мощности (максимальная сила тока обычно составляет 70–100 А). Как правило, инверторные аппараты используют при разрезании заготовок сравнительно небольшой толщины.
Трансформаторные источники питания получили свое название из-за используемых в их конструкции низкочастотных трансформаторов. Они обладают гораздо большими габаритами и массой, но при этом могут иметь и более высокую, чем инверторные источники, мощность. Трансформаторные аппараты применяют для ручной и механизированной резки металлов различных толщин. Они более надежны, потому что при скачках напряжения не выходят из строя. Продолжительность их включения выше, чем у инверторных аппаратов, и может достигать значений в 100 %.
Они обладают гораздо большими габаритами и массой, но при этом могут иметь и более высокую, чем инверторные источники, мощность. Трансформаторные аппараты применяют для ручной и механизированной резки металлов различных толщин. Они более надежны, потому что при скачках напряжения не выходят из строя. Продолжительность их включения выше, чем у инверторных аппаратов, и может достигать значений в 100 %.
Продолжительность включения (ПВ) оказывает прямое влияние на специфику работы с оборудованием. Например, если ручная плазменная резка металла, оборудование для которой имеет ПВ 40 %, длилась без перерыва 4 минуты, то затем аппарату необходимо дать 6 минут отдыха для того, чтобы он остыл. Устройства с ПВ 100 % используют в производстве, где аппарат эксплуатируется на протяжении всего рабочего дня. Существенный недостаток трансформаторного оборудования – высокое энергопотребление.
Блок: 5/6 | Кол-во символов: 2264
Источник: http://tutmet. ru/ruchnaja-plazmennaja-rezka-metalla-oborudovanie-video.html
ru/ruchnaja-plazmennaja-rezka-metalla-oborudovanie-video.html
Преимущества и недостатки плазменной резки
По сравнению с лазерной резкой, работы по резке металлов с помощью плазмы имеют много достоинств:
- Материал можно точно и быстро разрезать независимо от того, какой он толщины.
- С помощью плазмы разрезается любой металл: тугоплавкий, черный, цветной.
- Аппаратом для плазменной резки можно обрабатывать не только металл, но и другие материалы.
- Плазмотроном легко режутся материалы различной ширины и под углом.
- Во время работ в воздух практически не выбрасываются загрязняющие вещества.
- Изделия получаются практически без загрязнений и с наименьшим количеством дефектов.
- Плазмотроном можно выполнять художественные работы. С его помощью доступна художественная резка деталей, сложная фигурная резка.
- Так как металл перед работой прогревать не нужно, сокращается время прожига.
Все достоинства плазменной резки можно увидеть на видео ниже.
Как и любой аппарат, наряду с преимуществами, плазмотрон имеет свои недостатки:
- необходимость соблюдения правила обслуживания;
- большой шум, создаваемый аппаратом во время его работы;
- толщина разрезаемого металла не должна быть более 10 сантиметров;
- высокая стоимость плазмотрона.
Блок: 5/7 | Кол-во символов: 1142
Источник: https://stanok.guru/metalloobrabotka/rezka-metalla/plazmennaya-rezka-metalla-i-video-instrukciya.html
5 Принцип работы аппаратов для ручной плазменной резки
После того, как установка ручной плазменной резки собрана (произведены все подключения и соединения ее элементов), металлическую заготовку подсоединяют к аппарату (инвертору или трансформатору) предусмотренным для этого кабелем. Оборудование подключают к электросети, плазмотрон подносят к обрабатываемому материалу на расстояние до 40 мм и производят зажигание дежурной (инициирующей ионизацию) электрической дуги. Затем открывают подачу газа.
После получения плазменной струи, которая обладает высокой электропроводимостью, в момент ее соприкосновения с металлом образуется рабочая (режущая) электрическая дуга. Одновременно автоматически отключается дежурная. Рабочая дуга поддерживает непрерывность процесса ионизации подаваемого газа, образования плазменного потока. Если она по какой-то причине погаснет, то требуется прекратить подачу газа, заново включить плазменный аппарат и зажечь дежурную дугу, а после этого пустить газ.
Блок: 6/6 | Кол-во символов: 989
Источник: http://tutmet.ru/ruchnaja-plazmennaja-rezka-metalla-oborudovanie-video.html
Несколько полезных советов
Перед началом работ на аппарате для плазменной резки металла следует тщательно изучить схему подключения и проверить исправность шлангов и кабелей.
Качество резки напрямую зависит от типа и конфигурации сопла. Его диаметр влияет на формирование дуги и скорость ее образования, а также на ширину реза и объем пропускаемого газа или воздуха. Поэтому после применения сопла с правильно подобранным диаметром, можно получить качественный и чистый срез с ровными краями.
Его диаметр влияет на формирование дуги и скорость ее образования, а также на ширину реза и объем пропускаемого газа или воздуха. Поэтому после применения сопла с правильно подобранным диаметром, можно получить качественный и чистый срез с ровными краями.
Для улучшения режущих характеристик длину сопла можно увеличить, а также его в любой момент можно поменять.
Чтобы в результате работы материал не деформировался, не было заусениц и окалин, необходимо правильно рассчитать ток. Для этого сначала подается высокий ток и делается пара надрезов. По полученному результату будет видно — оставить ток высоким или нужно его снизить.
Конечно, цена на оборудование для плазменной резки достаточно высокая. Однако приобретенный аппарат довольно быстро окупится, поэтому при покупке его стоимость не должна быть определяющим фактором.
Блок: 7/7 | Кол-во символов: 1060
Источник: https://stanok.guru/metalloobrabotka/rezka-metalla/plazmennaya-rezka-metalla-i-video-instrukciya. html
html
Количество использованных доноров: 4
Информация по каждому донору:
- https://swarka-rezka.ru/ruchnaya-plazmennaya-rezka-metalla-vide/: использовано 3 блоков из 4, кол-во символов 3781 (21%)
- http://met-all.org/obrabotka/rezka/plazmennaya-rezka-vse-nyuansy-tehnologii-rezki-metalla-plazmoj.html: использовано 2 блоков из 5, кол-во символов 5576 (31%)
- http://tutmet.ru/ruchnaja-plazmennaja-rezka-metalla-oborudovanie-video.html: использовано 3 блоков из 6, кол-во символов 3479 (19%)
- https://stanok.guru/metalloobrabotka/rezka-metalla/plazmennaya-rezka-metalla-i-video-instrukciya.html: использовано 5 блоков из 7, кол-во символов 5016 (28%)
Плазменная резка и особенности плазменно-воздушного оборудования
Плазменная резка и особенности плазменно-воздушного оборудования
Плазменная резка при помощи плазменно-воздушного оборудования является одним из наиболее эффективных методов разделительной обработки практически всех видов металлов и их сплавов. Это обусловлено не только высокими характеристиками плазменной резки (экономичность, быстрота, эффективность), но и превосходным качеством результатов. Плазменно-воздушные аппараты позволяют получать предельно тонкие и ровные края с минимальным количеством легкоудаляемого грата на кромках без коробления или деформации самого металла. Такое возможно благодаря колоссальной температуре плазмы, которая образуется в результате подачи сжатого воздуха на образующуюся между плазмотроном и изделием/заготовкой электрическую дугу.
Это обусловлено не только высокими характеристиками плазменной резки (экономичность, быстрота, эффективность), но и превосходным качеством результатов. Плазменно-воздушные аппараты позволяют получать предельно тонкие и ровные края с минимальным количеством легкоудаляемого грата на кромках без коробления или деформации самого металла. Такое возможно благодаря колоссальной температуре плазмы, которая образуется в результате подачи сжатого воздуха на образующуюся между плазмотроном и изделием/заготовкой электрическую дугу.
Существует довольно большое количество разновидностей аппаратов для плазменно-воздушной обработки металла, поэтому важно знать наиболее важные их характеристики и особенности, которые следует учитывать при выборе этого оборудования.
Разновидности аппаратов для ручной плазменно-воздушной резки
Все аппараты плазменной резки можно поделить по следующим типам:
- Ручные – аппараты для ручной плазменной резки, которые используются и в условиях цеха, и на объектах. Так как работа производится вручную, качество реза несколько ниже из-за допустимых погрешностей
- Машинные – аппараты для работы в условиях цеха. Позволяют получать идеальные (в том числе и фигурные) резы. Имеют значительные габариты и менее мобильны, чем ручной тип плазморезов
 Так как работа производится вручную, качество реза несколько ниже из-за допустимых погрешностей
Так как работа производится вручную, качество реза несколько ниже из-за допустимых погрешностейТакже можно провести классификацию по принципу работы:
- Контактные – используются для резки токопроводящих металлов, так как в данном случае само изделие выступает в качестве анода. Дуга возникает между металлом и электродом
- Бесконтактные – в данном случае сам разрезаемый металл не участвует в образовании дуги, которая возникает между внутренним электродом плазмотрона и его наконечником
По типу источника питания:
- Инверторные – экономичные по затрате электроэнергии, малогабаритные, обеспечивают стабильное горение дуги, но более требовательны к качеству электропитания
- Трансформаторные – тяжелее, больше, но отличаются более высокой продолжительностью нагрузки, хоть и потребляют больше энергии
Принцип резки у всех аппаратов схож. Плазмообразующий газ подается в плазмотрон, в котором находится катод (электрод). Для этого используется встроенный или выносной компрессор, баллон со сжатым воздухом, который обязательно подается через фильтр и осушитель. В результате возгорания дуги образуется плазма, которая вырывается из наконечника плазмотрона и разрезает металл толщиной от 1 мм и более.
Плазмообразующий газ подается в плазмотрон, в котором находится катод (электрод). Для этого используется встроенный или выносной компрессор, баллон со сжатым воздухом, который обязательно подается через фильтр и осушитель. В результате возгорания дуги образуется плазма, которая вырывается из наконечника плазмотрона и разрезает металл толщиной от 1 мм и более.
Из-за высокой температуры и скорости плазменной струи, эффективность резки в несколько раз выше, чем при газокислородной резке. При этом металл не коробится и не деформируется, а грат, образующийся на краях реза, легко удаляется, после чего остаётся ровная кромка.
Ключевые критерии выбора аппарата плазменно-воздушной резки
Основной упор мы сделаем на критерии выбора аппарата именно для ручной плазменно-воздушной резки, так как они наиболее распространены, могут применяться практически в любых условиях. Итак, к самым важным параметрам оборудования можно отнести:
- Мощность аппарата и номинальный ток – мощность указывается в кВт, а номинальный ток – в амперах. Чем выше номинальный ток, тем более толстый металл способен будет разрезать плазмотрон. Причем большим плюсом здесь будет возможность плавной регулировки тока
- Продолжительность нагрузки – очень важный показатель – это соотношение времени непрерывной работы и последующего «отдыха». Чем выше ПН, тем эффективнее будет работа аппарата, что особенно важно в условиях повышенной интенсивности эксплуатации
- Толщина и тип разрезаемого металла – очень важно обращать внимание не только на толщину металла, но и его тип, так как если аппарат рассчитан на резку низкоуглеродистых сталей толщиной до 10 мм, то с высоколегированной сталью той же толщины он попросту не справится
- Толщина реза – определяется характеристиками самого плазмотрона и его наконечника. Чем тоньше толщина реза, тем лучше, так как коэффициент потери металла снижается, а концентрация плазменного потока увеличивается, как и продуктивность всей резки
- Тип аппарата (инверторный/трансформаторный) – вес инверторного аппарата может быть втрое-вчетверо меньше, чем масса аналогичного трансформатора. Габариты инвертора также будут меньше, что сказывается на удобстве его использования
- Наличие дополнительных функций – принудительное воздушное или водяное охлаждение, защита от перегрева, наличие дисплея и прочие дополнительные функции делают работу с аппаратом удобнее и продуктивнее
 Чем выше номинальный ток, тем более толстый металл способен будет разрезать плазмотрон. Причем большим плюсом здесь будет возможность плавной регулировки тока
Чем выше номинальный ток, тем более толстый металл способен будет разрезать плазмотрон. Причем большим плюсом здесь будет возможность плавной регулировки тока Габариты инвертора также будут меньше, что сказывается на удобстве его использования
Габариты инвертора также будут меньше, что сказывается на удобстве его использованияВ качестве хорошего примера можно привести продукцию «БАРС», применяемую в промышленных предприятиях и в частных мастерских. Аппараты инверторного типа предназначены для качественной плазменно-воздушной резки с хорошим КПД и точностью обработки металла. Эти профессиональные аппараты с высоким классом защиты (IP 21S) оснащены MOSFET модулями, которые и делают их максимально эффективным, экономичным и компактным. Они оснащены плавным регулятором и индикатором сварочного тока, что позволяет точно настроить ток резки, от которого зависит толщина реза, а так же есть «функция защиты от перегрева». В работе все аппараты плазменно-воздушной резки БАРС показывают себя как надежное и высокоэффективное оборудование, работу с которыми можно начинать без предварительного разогрева металла, а слой краски, масла, ржавчины или других металлов не влияют на сам процесс резки.
Важные рекомендации при плазменно-воздушной резке металла
- В процессе плазменной резки сопло не должно касаться металла заготовки.
- Выполняйте резку с равномерной скоростью в соответствии с требованиями по качеству резки и толщине обрабатываемого металла. Процесс работы должен быть с плавной нарастающей величины скорости.
- В конечной стадии резки постепенно снижайте скорость, заканчивать ход работы резкой остановкой движения недопустимо.
- Нельзя прижимать воздушный шланг в процессе резки, иначе возможен выход из строя самого плазмотрона и его расходных материалов.
- Если на сопле есть капли растворённого металла, то эффективность охлаждения снижается. Вовремя очищайте сопло от брызг металла.
- Бережно обращайтесь с оборудованием. Необходимо следить за общим состоянием аппарата и не использовать аппарат для плазменно-воздушной резки при недопустимой величине напряжения по его техническому паспорту.

В конечном счете, все зависит от конкретных потребностей каждого мастера. Но, опираясь на вышеприведенные критерии и характеристики, вы сможете подобрать наиболее подходящий аппарат для плазменной резки металла, исходя из конкретных целей и потребностей.
Плазменная резка
Воздушно-плазменная резка представляет собой эффективный способ, применяемый в различных отраслях промышленности для резки цветных и черных металлов и сплавов с высокими показателями производительности, точности и качества реза.
Суть ее состоит в высококонцентрированном локальном расплавлении металла теплом вдоль линии реза, генерируемом сжатой дугой, и удалении его интенсивным плазменным потоком, вытекающим из канала сопла плазматрона. Говоря иначе, подаваемый от компрессора сжатый атмосферный воздух нагревает изделие в исходной точке до температуры, необходимой и достаточной для воспламенения данного металла в кислороде.
После чего на него направляется поток технически чистого (98 – 99%) режущего кислорода, под воздействием которого происходит интенсивное окисление сначала верхних слоев металла, а затем и нижележащих слоев засчет выделения значительного количества теплоты. При этом, образующиеся в процессе сгорания окислы, будучи еще в расплавленном состоянии, выдуваются из зоны реакции. И в результате вы получаете удивительно тонкий и аккуратный срез для создания различных заготовок из листового материала и отверстий в них, уменьшения габаритов изделий при их утилизации, снятия фасок под сварку и т.д. в условиях максимальной экономии рабочего материала при резке.
Кроме того, следует также отметить, что воздушно-плазменная резка может осуществляться в ручном или автоматическом режимах, в монтажных, цеховых и даже полевых условиях, при нахождении изделия в любом пространственном положении.
Однако не только это определило ее широкое распространение в современной промышленности. В частности, к бесспорным преимуществам воздушно-плазменной резки необходимо отнести следующее:
В частности, к бесспорным преимуществам воздушно-плазменной резки необходимо отнести следующее:
1. универсальность самого оборудования, что позволяет использовать его для обработки сталей, меди, алюминия и его сплавов, чугуна и других материалов;
2. простота эксплуатации;
3. сравнительная дешевизна аппарата плазменной резки и его вспомогательных элементов;
4. высокие скоростные и качественные показатели резки изделия, независимо от его толщины, позволяющие вырезать детали любой сложности и различной конфигурации;
5. исключение или ощутимое сокращение последующей механической обработки материала для сварочно-сборочных операций;
6. возможность применение традиционного сжатого воздуха и, соответствие, отсутствие потребности в дорогостоящих газах, вроде ацетилена или пропана – бутана;
7. резка окрашенных и загрязненных поверхностей без подготовительных работ;
8. отсутствие деформирования металла при резке и необходимости его правки после нее;
отсутствие деформирования металла при резке и необходимости его правки после нее;
7. безопасность на протяжении всего процесса резки;
8. низкий уровень выброса вредных веществ в окружающую среду.
Таким образом, на любом предприятии, специализирующемся на металлообработке, вы непременно встретите аппараты воздушно-плазменной резки, для работы которых требуется лишь сжатый воздух и электроэнергия, а при наличии компрессора — и вовсе только электроэнергия. Следовательно, по сравнению со сложностями, возникающими в случае использования оборудования, скажем, для газокислородной резки (заправка, транспортировка и хранение громоздких баллонов, их периодическая переаттестация, и взрывопожароопасность) подобные агрегаты нуждаются исключительно в замене расходных материалов (сопел и электродов), чей месячный запас с легкостью умещается в дамской сумочке.
Вот и получается, что воздушно-плазменная резка во многих случаях является единственной доступной возможностью, обеспечивающей высокую производительность при работе с металлами и сплавами.
а) — плазменная дуга; б) — плазменная струя;
1 — Подача газа; 2 — Дуга; 3 — Струя плазмы; 4 — Обрабатываемый металл;
5 — Наконечник; 6 — Катод; 7 — Изолятор; 8 — Катодный узел.
Резка металла с помощью плазмы – это способ обработки, при котором металл подвергается разрезанию, а материалом для резки становится поток плазмы.
Такой вид резки заключается в том, что металл плавится в том месте, где на него воздействует сжатая при определенном давлении дуга плазмы. Именно с ее помощью металл нагревается до таких температур, что начинается плавление. Одновременно за счет плазменной струи происходит активное удаление наплавления.
По своей природе плазма – это ионизированный газ, физическим свойством которого является высокая температура. Такой газ имеет способность проводить электрический ток. Плазменная дуга, за счет которой осуществляется плазменная резка металла, образуется за счет сжатия этого ионизированного газа. Есть два способа резки металла с помощью плазмы – резка с помощью плазменной струи и резка плазменно-дуговая.
Во время обработки металла первым способом дуга разгорается между неплавящимся электродом и непосредственно металлом. Эта дуга совмещена со струей плазмы, которая подается при очень больших скоростях и температурах
При резке металла способом плазменной струи происходит косвенное воздействие, то есть дуга разгорается между электродом и наконечником, который формирует струю. Второй способ разрезания металла считается наиболее эффективным и популярным. Электроды для резки металлов производятся из таких материалов, как гафний, вольфрам, медь и др.
Технологические возможности, такие как скорость и качество, с которыми происходит процесс резки металла, напрямую зависят от плазмообразующей среды. Именно она сильно влияет на результат разрезания. Ведь за счет регулирования таких параметров плазменной среды можно изменить, например, количество выделяемого тепла для дуги. Также с помощью этой среды изменяется плотность тока, что влияет на скорость и ширину резки.
Плазменная резка металла имеет немаленький ряд преимуществ по сравнению с технологией газовой резки:
— этим способом можно обрабатывать практические любые виды металлов, то есть эта техника полностью универсальна, ведь с ее помощью можно воздействовать на сталь, алюминий, медь, чугун, разнообразные сплавы и т. д.;
д.;
— скорость разрезания как маленьких, так и средних по толщине металлов значительно превышает скорость резки этих же материалов с помощью газопламенной техники резки;
— в процессе резки металлов с помощью плазмы происходит нагрев конкретных небольших участков материала, что исключает деформацию близлежащих зон и обеспечивает качественный, аккуратный и ровный шов при разрезании;
— поскольку плазменная резка металла не требует такого оборудования, как баллоны с кислородом и горючим газом, то можно сделать вывод о безопасности такого метода;
— относительная несложный, этот способ резки обеспечивает возможность делать разрезы, сложные по форме, то есть фигурную вырезку;
— полученные точные вырезы высокого качества при этом не предполагают дополнительных механических обработок;
— данный способ резки металлов с помощью плазменной дуги экономически выгоден, ведь для его осуществления не требуется приобретение газов по высоким ценам, таких как кислород, пропан-бутан, ацетилен и др.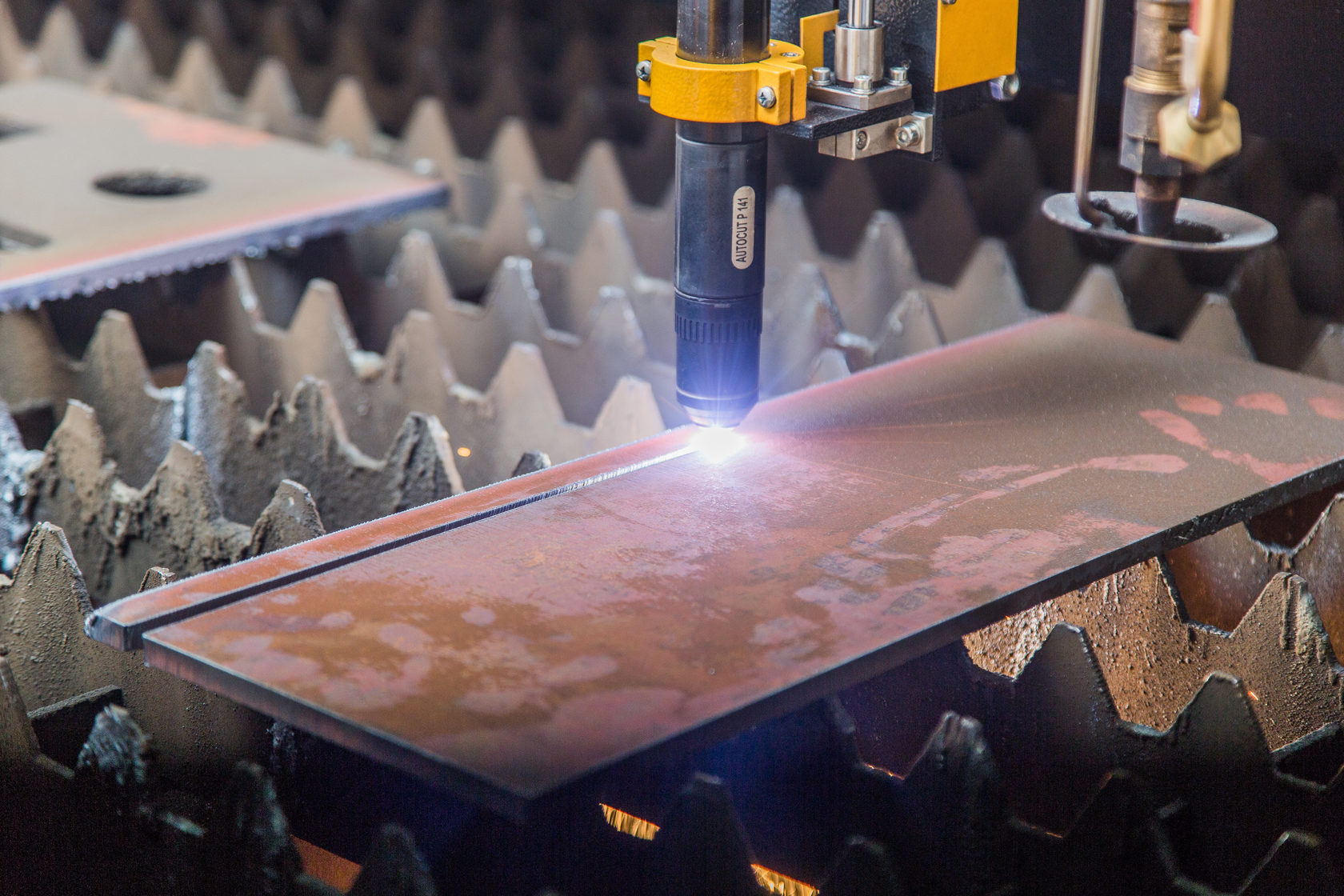 ;
;
— эта техника абсолютно безопасна для окружающей среды и не влияет пагубно на экологическое состояние, что тоже немаловажно.
Итак, исходя из всех этих преимуществ и гарантированно качественного результата, можно сделать вывод, что плазменную резку металлов лучше всего производить именно с помощью плазменной дуги. Но при этом стоит учесть, что выполняться она должна опытными специалистами, ведь любая работа такого рода требует немалой сноровки и знаний.
Обзор аппаратов плазменной резки металла — Плазменная резка
Аппарат плазменной резки применяется для резки и сварки токопроводящих и других металлических материалов.
Используется для термообработки поверхностей, включая закалку металла, отжиг материалов для снижения твердости, зачистки верхнего слоя стали.
Для сварки цветных и черных металлов, а также для иных работ требующих интенсивного концентрированного нагрева твердых материалов.
Принцип действия аппарата плазменной резки описывают по следующей схеме: в канале сопла с узким сечением образуется электродуга, которая затем охлаждается под воздействием движущегося по каналу потока водяного пара.
В результате ионизирования пара вырабатывается струя плазмы,– температура теплового источника составляет около 60000.
При резке металла плазменным устройством, обширные участки обрабатываемого материала не накаляются, так как это происходит при разрезании металла кислородным резаком.
Назначение пара заключается в интенсивном охлаждении основных рабочих элементов горелки – сопла и катода, а также в поддержании устойчивости столба разряда тока и выдувки дуги.
Схема снабжения сопла паром представляет собой следующее действие: из резервуара плазменного аппарата пар самотеком проходит по каналам охлаждения в разрядную камеру, затем посредством канала сопла выходит в атмосферу.
Для эффективной стабилизации электродуги и ее оттискивания от стенок сопла, применяют тангенциальную или осевую схему подачи газа.
Виды аппаратов для плазменной резки металла
Отличительные технические характеристики аппаратов для плазменной резки и сварки металла, позволяют их разделить на виды.
На сегодняшний день потребительским спросом пользуются инверторные аппараты и трансформаторные источники резки.
При этом цена каждой конкретной модели зависит от мощности и продолжительности работы оборудования.
Инверторные устройства характеризуются легким весом, компактными размерами и небольшим потреблением энергии.
Минусом использования данного типа аппаратов плазменной резки и сварки является их сверхчувствительность к сбою напряжения, из-за чего цена на подобные отечественные аппараты сравнительно невысокая.
Особенно эта проблема касается фирменных моделей, которые не приспособлены к эксплуатации в условиях наших электросетей.
При этом если из строя выйдет система защиты аппарата, без сервисного обслуживания уже не обойтись.
Кроме того инверторные устройства имеют ограничение по рабочей мощности, которое не превышает 70 А, и небольшой срок включения при большом токе.
Трансформаторные установки для резки и сварки металла считаются надежнее, чем инверторные типы.
Такие аппараты при падающем напряжении теряют рабочую мощность, но не выходят из строя. За счет чего и цена на данный тип плазморезов намного выше.
Трансформаторные устройства имеют высокий показатель продолжительности включения, при этом ПВ может доходить до 100% (при стандартной норме для ручной резки в 70 процентов).
Аппараты применяются для автоматической резки металла с применением ЧПУ.
При этом время беспрерывной эксплуатации плазмотрона намного превышает время функционирования устройства ручной резки.
Минусом трансформаторных установок являются тяжелый вес, большое энергопотребление и габариты.
Трансформаторные аппараты плазменной резки имеют между собой отличия, которые заключаются в разных технологиях охлаждения плазмотрона.
Как правило, стационарные установки работают при водяном охлаждении, переносные аппараты – за счет воздушного охлаждения.
Устройства воздушно-плазменной резки имеют компактные размеры и небольшой вес, благодаря чему их можно беспроблемно транспортировать.
Приемлемая цена позволяет приобрести подобные модели для бытовых условий.
Функционирование аппарата воздушно плазменной резки сводится к использованию сжатого воздуха, он необходим для образования плазмы, и охлаждения.
Максимальная толщина металла, с которой воздушно плазменный аппарат может справиться, равняется 50-55 мм.
Рабочая мощность плазмореза составляет 150-180 Ампер.
Как показывает видео, аппарат плазменной резки со встроенным компрессором можно эксплуатировать на любом участке, так как устройство не зависит от пневматической сети.
Оборудование для плазменной резки металла с водяным охлаждением представляет собой мощную установку, способную разрезать твердый материал толщиной от 80 до 100 мм.
Устройства могут эксплуатироваться в составе с комплектом ЧПУ. Более подробно об особенностях их эксплуатации далее в статье и в видео сюжете.
Цена и технические параметры плазморезов
Помимо видов, плазморезы делятся на установки машинной автоматической резки и аппараты воздушно-плазменной ручной резки.
Рассмотрим возможную стоимость и технические характеристики обеих категорий.
Параметры ручных воздушно плазменных аппаратов
Ручной плазморез нашел свое применение в бытовой сфере, его также используют на маленьких предприятиях и в мастерских для вырезки и обработки различных деталей.
Ручной воздушно-плазменный резак не может обеспечить высокую производительность, так как в ходе рабочего процесса задействован труд оператора, который своими руками держит резак на весу и ведет им по линии реза.
В данном случае шов не может получить идеальную ровность.
Чтобы повысить качество результата работ, ручной воздушно-плазменный аппарат для резки дополняют вспомогательным упорным элементом.
Упор своими руками одевают на сопло, затем его прижимают к плоскости рабочей заготовки и ведут ручной резак. При этом больше не надо контролировать определенность расстояния между соплом и изделием.
В результате образуется ровный шов, исключающий появление окалин и наплывов. Указанный рабочий процесс можно посмотреть в следующем видео сюжете.
Указанный рабочий процесс можно посмотреть в следующем видео сюжете.
Цена на ручной плазморез устанавливается в зависимости от возможностей аппарата, включая максимальную силу тока и толщину металлического материала, с которой удается справиться ручной модели.
Также на рынке предлагают универсальные модели, которые можно применять как для резки, так и для сварки металлов. Цена на такой ручной плазменный аппарат с дополнительной функцией сварки доходит до 550 $.
Отличить данную модель при выборе позволяет производственная маркировка.
В пример возьмем аппарат FoxWeld Plasma 43 Multi, устройство совмещает в себе:
- Воздушно-плазменная резка, маркировка – CUT;
- функция аргонодуговой сварки – TIG;
- возможность дуговой сварки посредством штучного электрода – MMA.
Параметры аппаратов машинной резки
Установки машинной резки практически всегда дополняют ЧПУ (программное обеспечение).
Станок с ЧПУ функционирует в соответствии с записанной программой, при этом исключается в рабочем процессе участие человека.
Применение установки с ЧПУ позволяет значительно повысить производительность, при этом качество резки аппарат выполняет с идеальной точностью.
После эксплуатации автоматического устройства с ЧПУ нет необходимости дополнительно обрабатывать кромки заготовок.
Оператору достаточно своими руками ввести в ЧПУ специальную схему и установка строго повторит любую геометрическую форму фигуры. Увидеть, как работает такая установка, можно в предложенном видео.
Цена на станки с ЧПУ во много раз превышает стоимость ручного плазмореза с функцией сварки.
Оборудование состоит из мощного трансформатора и специальной поверхности, выполненной в виде стола, укомплектованного порталом и направляющими.
Цена на такое устройство с ЧПУ будет зависеть от габаритов и сложности установки. На данный момент цена на аппараты машинной резки с ЧПУ может составлять от 3000$ до 20000$.
Особенности выбора аппаратов по рабочей мощности, скорости и времени резки
Подбор номинальной рабочей мощности аппарата плазмореза рекомендуется проводить с учетом толщины и вида планируемого к обработке металла.
От типа металла будет зависеть тип рабочего потока (воздух или азот), а также величина диаметра сопла.
Если выбранный вами аппарат имеет мощность 60-90 Ампер, его можно будет применять для резки 30-ти мм металла. Данный тип установки доказывают свою пользу во многих промышленных сферах.
С его использованием можно работать в домашних и авторемонтных мастерских.
Для плазменной резки более толстых металлических изделий, рекомендуется выбирать аппарат с рабочей мощностью от 90 до 170 А.
Его применение позволит разрезать 50-ти мм металл.
Выбирая аппарат плазморез, также необходимо обратить внимание на номинальное первичное напряжение и величину силы тока.
Кроме того, стоит определиться с тем, нужен ли для вашей работы аппарат универсального типа, который можно эксплуатировать при разном напряжении.
Как правило, такие устройства можно подключать к любой электросети. Обычно это аппараты зарубежных производителей с функцией Авто-лайн.
Упрощенные устройства могут работать только при 220V или 380V, от одно — или трехфазной сети питания.
Показатель скорости резки измеряется в сантиметрах за 1 минуту.
Существуют установки, которые могут разрезать 30-ти мм лист металла в течение 5 минут, в то время как более мощные устройства справляются с этой задачей за минуту.
Также при выборе аппарата для плазменной резки металла смотрят на продолжительность его непрерывной работы. В пример возьмем установку с ПВ непрерывной эксплуатации 60%.
Проценты говорят о том, что аппарат может работать непрерывно 6 минут, при этом для охлаждения ему понадобится 4 минуты.
Как собрать ручной плазменный резак своими руками?
Плазменную резку металла может проводить своими руками человек, не имеющий опыта сварочных работ. Устройство плазменной резки дает возможность помимо металла обрабатывать дерево, керамику или пластик.
Но не всем приходится по карману даже бюджетная цена плазмореза.
Найти выход из ситуации можно, выполнив устройство своими руками, все что потребуется — это приобрести сопло и источник питания.
Аппараты плазменной резки, умело собранные своими руками, могут не уступать показателями мощности производственным устройствам.
Рабочим материалом для плазмы послужит воздух, с целью охлаждения берут воду или тосол, которые необходимо залить в емкость блока.
Образование электродуги можно добиться посредством вольфрамового стержня, его делают из сегментов электрода.
аппарат плазменной сварки и резки горыныч цена
плазма горыныч цена
оборудование для плазменной резки
сколько стоит плазменный резак
какой плазморез купить
Резка металла плазмой. Металлообрабатывающее оборудование
Плазменная резка применяется при обработке проводящих металлов. Обрабатываемый материал получает энергию от источника тока посредством ионизированного газа. Стандартная система включает источник тока, контур зажигания и резак, которые обеспечивают подачу электроэнергии, ионизацию и управление, необходимые для качественной высокопроизводительной резки различных металлов.
Выход источника постоянного тока задает толщину и скорость обработки материала и поддерживает дугу.
Контур зажигания выполняется в виде высокочастотного генератора переменного напряжения 5–10 тыс. В частотой 2 МГц, которое создает высокоинтенсивную дугу, ионизирующую газ до состояния плазмы.
Резак является держателем для расходных деталей — сопла и электрода — и обеспечивает охлаждение этих деталей газом или водой. Сопло и электрод сжимаются и поддерживают ионизированную струю.
Ручные и механизированные системы служат для разных целей и требуют разного оборудования. Только пользователь может определить, какая из них лучше всего подходит для его нужд.
Резка металла плазмой представляет собой термический процесс, при котором пучок ионизированного газа нагревает электропроводный металл до температуры, превышающей точку его плавления, и удаляет расплавленный металл через проделанное отверстие. Между электродом в горелке, к которому подведен отрицательный потенциал, и заготовкой с положительным потенциалом возникает электрическая дуга и происходит резка материала ионизированным потоком газа под давлением при температуре от 770 до 1400 °C. Струя плазмы (ионизированного газа) концентрируется и направляется через сопло, где она уплотняется и становится способной расплавить и разрезать самые разные металлы. Это основной процесс как для ручной, так и для механизированной плазменной резки.
Струя плазмы (ионизированного газа) концентрируется и направляется через сопло, где она уплотняется и становится способной расплавить и разрезать самые разные металлы. Это основной процесс как для ручной, так и для механизированной плазменной резки.
Ручная резка
Ручная резка металла плазмой производится с помощью достаточно небольших устройств с плазменной горелкой. Они маневренны, универсальны и могут быть использованы для выполнения различных задач. Их возможности зависят от силы тока режущей системы. Параметры установок ручной резки варьируются от 7–25 А до 30–100 А. Некоторые устройства, однако, позволяют получить до 200 ампер, но они не являются широко употребительными. В ручных системах в качестве плазмообразующего и защитного газа обычно используется технический воздух. Они сконструированы таким образом, чтобы их можно было использовать с различным входящим напряжением, которое может изменяться от 120 до 600 В, а также использоваться в одно- или трехфазных сетях.
Ручная плазма для резки металла обычно используется в мастерских, занимающихся обработкой тонких материалов, заводских службах технического обслуживания, ремонтных мастерских, пунктах приема металлолома, при строительно-монтажных работах, в судостроении, автомастерских и художественных мастерских. Как правило, ее применяют для обрезки излишков. Обычный 12-амперный плазменный аппарат разрезает максимум 5-мм слой металла со скоростью около 40 мм в минуту. 100-амперное устройство режет 70-мм слой со скоростью до 500 мм/мин.
Как правило, ручная система выбирается в зависимости от толщины материала и желаемой скорости обработки. Устройство, которое обеспечивает высокую силу тока, работает быстрее. Однако при резке с большой силой тока становится труднее контролировать качество работы.
Машинная обработка
Механизированная резка металла плазмой производится на установках, которые, как правило, значительно больше ручных, и используется в сочетании с раскройными столами, в том числе с водяной ванной или с платформой, оборудованной различными приводами и двигателями. Кроме того, механизированные системы оборудуются ЧПУ и управлением высотой струи режущей головки, которая может включать в себя предустановку высоты резака и контроль напряжения. Механизированные системы плазменной резки могут устанавливаться на другое металлообрабатывающее оборудование, такое как штамповочные прессы, лазерные резаки или роботизированные системы. Размер механизированной конфигурации зависит от размера стола и используемой платформы. Раскроечный станок может быть меньше, чем 1200х2400 мм и больше, чем 1400х3600 мм. Такие системы не очень подвижны, поэтому до установки следует предусмотреть все их компоненты, а также место их расположения.
Кроме того, механизированные системы оборудуются ЧПУ и управлением высотой струи режущей головки, которая может включать в себя предустановку высоты резака и контроль напряжения. Механизированные системы плазменной резки могут устанавливаться на другое металлообрабатывающее оборудование, такое как штамповочные прессы, лазерные резаки или роботизированные системы. Размер механизированной конфигурации зависит от размера стола и используемой платформы. Раскроечный станок может быть меньше, чем 1200х2400 мм и больше, чем 1400х3600 мм. Такие системы не очень подвижны, поэтому до установки следует предусмотреть все их компоненты, а также место их расположения.
Требования к питанию
Стандартные источники питания обладают максимальным диапазоном силы тока от 100 до 400 А для кислородной резки и от 100 до 600 А для азотной. Многие системы работают в более низком диапазоне, например, от 15 до 50 А. Существуют системы с азотной резкой с силой тока 1000 А и выше, но они редки. Входное напряжение для механизированных плазменных систем составляет 200–600 В в трехфазной сети.
Требования к газу
Для резки мягкой и нержавеющей стали, алюминия, а также различных экзотических материалов обычно используются сжатый воздух, кислород, азот и смесь аргона с водородом. Их комбинации служат плазмообразующим и вспомогательным газом. Например, при резке мягкой стали пусковым газом часто является азот, плазмообразующим – кислород, а сжатый воздух используется как вспомогательный.
Кислород употребляется для мягкой углеродистой стали, потому что он производит высококачественные разрезы в материале толщиной до 70 мм. Кислород также может исполнять роль плазмообразующего газа для нержавеющей стали и алюминия, но результат получается не совсем аккуратным. Азот служит плазменным и вспомогательным газом, поскольку он обеспечивает отличную резку практически любого типа металла. Используется при больших токах и позволяет обрабатывать листовой прокат толщиной до 75 мм и в роли вспомогательного газа для азотной и аргон-водородной плазмы.
Сжатый воздух – наиболее распространенный газ как плазменный, так и вспомогательный. Когда производится слаботочный раскрой листового металла толщиной до 25 мм, оставляет окисленную поверхность. При резке воздухом, азотом или кислородом является вспомогательным газом.
Когда производится слаботочный раскрой листового металла толщиной до 25 мм, оставляет окисленную поверхность. При резке воздухом, азотом или кислородом является вспомогательным газом.
Смесь аргона с водородом, как правило, используется для обработки нержавеющей стали и алюминия. Обеспечивает высококачественный разрез, и необходима для механизированной резки листов толщиной более 75 мм. Диоксид углерода также может быть использован в роли вспомогательного газа, когда производится резка металла плазмой азота, так как это позволяет работать с большинством материалов и гарантирует хорошее качество.
Смесь азота с водородом и метан также иногда применяются в процессе плазменной резки.
Что потребуется еще?
Выбор плазмы и вспомогательных газов – только два из важнейших решений, которые необходимо принимать во внимание при установке или использовании механизированной плазменной системы. Емкости для газа можно приобрести или арендовать, они доступны в различных размерах, и для их хранения необходимо создать соответствующие условия. Установка системы требует значительного количества электропроводки и труб для газа и охлаждающей жидкости. Помимо самой механизированной плазменной системы, требуется подобрать стол, раскроечный станок, ЧПУ и THC. OEM-производители обычно предлагают множество вариантов оборудования, которое подойдет для любой конфигурации устройства.
Установка системы требует значительного количества электропроводки и труб для газа и охлаждающей жидкости. Помимо самой механизированной плазменной системы, требуется подобрать стол, раскроечный станок, ЧПУ и THC. OEM-производители обычно предлагают множество вариантов оборудования, которое подойдет для любой конфигурации устройства.
Нужна ли механизация?
Из-за сложности выбора механизированного процесса плазменной резки, необходимо уделить много времени исследованию различных конфигураций и критериев системы. Следует учесть:
- типы деталей, которые будут вырезаться;
- количество промышленных изделий в партии;
- желаемую скорость и качество резки;
- стоимость расходных материалов.
- общую стоимость эксплуатации конфигурации, в том числе э
Плазменный раскрой металла от ООО «Резка Металла»
Прайс-листИспользование технологии плазменного раскроя металла позволило специалистам ООО «Резка Металла» (Санкт-Петербург) вывести характеристики готовой продукции на качественно новый уровень. С помощью плазмы можно точно, с минимальными отходами и трудозатратами изготовить деталь любой сложности. Предлагая клиентам в СПб услуги по плазменной резке металла, мы стремимся удерживать цены на максимально низком уровне. Этому способствуют технологичность процесса металлообработки и высокая квалификация персонала.
С помощью плазмы можно точно, с минимальными отходами и трудозатратами изготовить деталь любой сложности. Предлагая клиентам в СПб услуги по плазменной резке металла, мы стремимся удерживать цены на максимально низком уровне. Этому способствуют технологичность процесса металлообработки и высокая квалификация персонала.
Предлагаем услуги плазменного раскроя листового металла толщиной до 300 мм на плазменных станках Hypertherm: HPR130 (размер стола — 1 500 х 3 000 мм) и HPR400XD, оснащенном дополнительным газовым резаком HARRIS (размер стола — 2 000 х 6 000 мм).
Плазменный станок ЧПУ Hypertherm HPR400 xd – возможность резки металлического листа до 80 мм.
Размер стола: 6 000 х 2 000 мм.
Толщина резки низкоуглеродистой стали:
- без образования окалины – 38 мм;
- промышленный прожиг – 50 мм;
- максимальная толщина резки – 80 мм.
Толщина резки нержавеющей стали:
- промышленный прожиг – 45 мм;
- максимальная толщина прожига (требуется процесс управляемого перемещения) – 75 мм;
- отрезная резка – 80 мм.

Толщина резки алюминия:
- промышленный прожиг – 38 мм;
- максимальная толщина резки – 80 мм.
Плазменный станок ЧПУ Hypertherm HPR130 XD – возможность резки металлического листа толщиной до 38 мм.
Размер стола: 3 000 х 1 500 мм.
Толщина резки низкоуглеродистой стали:
- резка без образования окалины – 16 мм;
- промышленный прожиг – 32 мм;
- максимальная толщина резки – 38 мм.
Толщина резки нержавеющей стали:
- промышленный прожиг – 20 мм;
- максимальная толщина резки – 25 мм.
Толщина резки алюминия:
- промышленный прожиг – 20 мм;
- максимальная толщина резки – 25 мм.
ПЛАЗМЕННЫЙ РАСКРОЙ МЕТАЛЛА: ПРЕИМУЩЕСТВА
К преимуществам плазменной резки, в первую очередь, следует отнести возможность обработки любого металла: черного, цветного, нержавеющей стали. Другие достоинства технологии:
Другие достоинства технологии:
- высокая скорость резки;
- возможность изготовления деталей сложной формы;
- качество и чистота поверхности реза;
- безопасность процесса в сравнении с другими технологиями резки.
Всё перечисленное можно получить исключительно при плазменном раскрое металла, воспользовавшись услугами нашей компании. Работа выполняется как по образцам изделий, так и на основании чертежей и эскизов на бумаге или в электронном виде. На формирование цены услуги, в основе которой лежит плазменная резка металла, влияют толщина металлического листа и погонный метр реза. Количество пробоев у нас не увеличивает стоимость. Считаются только погонные метры.
Несложный сравнительный анализ рынка позволяет сделать однозначный вывод: услуги нашей компании по плазменной резке в Санкт-Петербурге имеют доступную цену и однозначно заслуживают внимания! Для того чтобы оформить заявку, позвоните нам по телефону +7 (812) 951-18-38 (СПб).
Только честные цены
Без накруток за: пробой, смену листов на станке и тому подобное.
Сколько метров реза, такую цену вы и платите.
Заказать услугу8 советов по плазменной резке для улучшения результатов
Получите максимум от вашего плазменного резака
Плазменные резакинастолько просты в использовании, что возникает соблазн достать новый плазменный резак из коробки и приступить к работе. Однако есть несколько приемов, которые могут повысить вашу эффективность, улучшить качество резки и продлить срок службы вашего оборудования.
Независимо от того, будет ли ваш плазменный резак использоваться в магазине или для проектов «сделай сам», искусства или автоспорта, использование надлежащих методов обеспечит лучшие результаты.
Узнайте больше о выборе подходящего оборудования, а также о настройке и эксплуатации плазменной резки.
Основы плазменной резки
Plasma обеспечивает высококачественную резку, строжку и прожиг на очень высоких скоростях, что делает этот процесс подходящим для многих отраслей промышленности и областей применения.
Плазменно-дуговая резка — это процесс, при котором открытая дуга может быть ограничена путем прохождения через небольшое сопло от электрода к заготовке. Хотя технология может показаться сложной, сам процесс очень прост в освоении и выполнении.
Плазменный процесс можно использовать для любого типа электропроводящего металла и различных размеров материалов — от тонкого алюминия до нержавеющей и углеродистой стали толщиной до нескольких дюймов, в зависимости от мощности режущего станка.
Этот процесс также имеет много преимуществ по сравнению с газокислородной резкой. Плазменная резка быстрее, цикл предварительного нагрева не требуется, ширина получаемого реза меньше и меньше зона термического влияния, что предотвращает коробление окружающих участков.
При выборе и использовании плазменного резака следует учитывать несколько советов и рекомендаций, которые помогут вам улучшить результаты.
Совет 1. Выберите правильный плазменный резак
Одними из ключевых факторов, которые следует учитывать при выборе плазменного резака, являются выходная мощность, скорость резки, входная мощность, рабочий цикл, а также вес и размер. Подумайте о работе, которую вы будете выполнять чаще всего, выбирая машину.
Подумайте о работе, которую вы будете выполнять чаще всего, выбирая машину.
- Выходная мощность: Необходимая выходная мощность зависит прежде всего от толщины и типа разрезаемого материала.Миллер использует два стандарта: номинальный и резкий. Номинальная резка — это толщина мягкого металла, которую оператор может резать вручную со скоростью 15 дюймов в минуту (IPM). Резка — это максимальная толщина, с которой может справиться плазменный резак. Скорость движения ниже, и разрез может потребовать очистки.
- Скорость резки: Обычно указывается в дюймах в минуту (IPM). Машине, которая режет материал толщиной 1/2 дюйма, может потребоваться пять минут, тогда как другой машине может потребоваться одна. Скорость резки существенно влияет на время производства.
- Потребляемая мощность: Вы всегда будете использовать плазменный резак в одном и том же месте или вам нужна портативность и возможность использовать различные источники питания? Ищите плазменные резаки с различными вариантами мощности. У некоторых есть возможность переключаться со 120 вольт на 240 вольт.
- Рабочий цикл: Рабочий цикл — это время, в течение которого машина может резать в течение 10-минутного цикла без перегрева. Если рабочий цикл машины составляет 60%, машина может работать непрерывно в течение шести из каждых 10 минут, а затем ей необходимо охлаждаться в течение оставшихся четырех минут.Больший рабочий цикл важен при выполнении длинных пропилов, в высокопроизводительных приложениях или при использовании станка в жарких условиях.
- Вес и размер: Если вам нужна мобильность, доступно множество ручных портативных устройств, которые весят менее 45 фунтов. Miller® Spectrum® 375 X-TREME™ обеспечивает максимальную мобильность при весе всего 19 фунтов.
 У некоторых есть возможность переключаться со 120 вольт на 240 вольт.
У некоторых есть возможность переключаться со 120 вольт на 240 вольт.Совет 2: Прочтите руководство
Внимательно прочтите руководство пользователя, чтобы ознакомиться с безопасной и правильной работой вашего плазменного резака.Это поможет вам оптимизировать возможности вашего плазменного резака, а также обеспечит безопасное использование машины.
Совет 3: обратите внимание на настройку
Закрепляйте зажим заземления только на чистом металле. При необходимости сошлифуйте ржавчину или краску, так как они препятствуют прохождению электричества.
Также поместите зажим заземления как можно ближе к разрезу или, если возможно, поместите зажим на саму заготовку. Проверьте свои кабели на наличие изношенных мест, ослабленных соединений или чего-либо еще, что может добавить ненужное сопротивление электрическому потоку.
Чтобы установить надлежащий уровень силы тока или нагрева режущего блока, сделайте несколько пробных резов с установленной высокой силой тока. Затем вы можете отрегулировать силу тока в зависимости от скорости вашего движения. Если сила тока слишком высока или скорость движения слишком мала, разрезаемый материал может нагреться и на нем может образоваться окалина.
Совет 4. Проследите путь перед резкой
Не нажимая на спусковой крючок, проследите путь, который вы планируете прорезать. При длинных разрезах потренируйтесь в своих движениях перед тем, как нажать на спусковой крючок, чтобы убедиться, что у вас достаточно свободы движений, чтобы сделать один непрерывный разрез.Остановка и повторный запуск в одном и том же месте затруднены и обычно создают неровности на кромке реза.
При длинных разрезах потренируйтесь в своих движениях перед тем, как нажать на спусковой крючок, чтобы убедиться, что у вас достаточно свободы движений, чтобы сделать один непрерывный разрез.Остановка и повторный запуск в одном и том же месте затруднены и обычно создают неровности на кромке реза.
Вы также можете сделать пробный вырез на том же типе материала, с которым будете работать. Это помогает убедиться, что вы используете правильные настройки и скорость движения.
Совет 5. Используйте правильную технику
Используйте нережущую руку в качестве опоры для другой руки. Это стабилизирует вашу режущую руку, обеспечивает свободу движения во всех направлениях и помогает поддерживать постоянный зазор от 1/16 дюйма до 1/8 дюйма.Обратите внимание, что большинству людей легче притянуть фонарик к себе, чем оттолкнуть.
Удерживание зазора от 1/16 дюйма до 1/8 дюйма увеличивает производительность резки небольших станков и продлевает срок службы расходных деталей.
Используйте защитный экран, если он есть на вашей машине. Это позволяет размещать резак на заготовке, сохраняя при этом оптимальный зазор, не касаясь наконечником металла, что отрицательно скажется на качестве резки и сроке службы расходных материалов.
Начните резку, поместив резак как можно ближе к краю основного металла.Нажмите курок, чтобы запустить предварительную подачу воздуха; загорится вспомогательная дуга, а затем режущая дуга. После того, как загорится режущая дуга, медленно перемещайте резак по металлу. Отрегулируйте скорость так, чтобы режущие искры вылетали из нижней части металла. В конце резки слегка наклоните резак к концу резки или ненадолго остановитесь, чтобы полностью закончить рез. Последующий поток воздуха будет продолжаться в течение короткого периода времени после отпускания курка для охлаждения резака и расходных деталей.
Совет 6. Проверьте расходные материалы
Если наконечник или электрод изношены или повреждены, это повлияет на качество резки, поэтому регулярно проверяйте расходные материалы. Когда отверстие наконечника станет неровным и/или покроется брызгами, выбросьте его. Когда на кончике электрода образуется ямка, выбросьте его.
Когда отверстие наконечника станет неровным и/или покроется брызгами, выбросьте его. Когда на кончике электрода образуется ямка, выбросьте его.
Расходные материалы будут изнашиваться при каждом резе, но такие факторы, как влажность в системе подачи воздуха, резка слишком толстых материалов или неправильная техника, увеличат износ расходных материалов. Лучше всего заменять наконечник и электрод вместе для оптимального качества резки.
Не затягивайте стопорную чашку расходных материалов слишком сильно. Части внутри действительно должны двигаться (разделяться), чтобы создать дугу, поэтому затягивайте чашку только пальцем.
Совет 7: следите за скоростью движения
Чем выше скорость вашего перемещения (особенно на алюминии), тем чище будет рез. При резке более толстого материала установите машину на полную мощность и изменяйте скорость движения. На более тонком материале уменьшите силу тока и замените наконечник на более низкую силу тока, чтобы сохранить узкий пропил.
При правильной скорости движения дуга должна выходить из материала под углом от 15 до 20 градусов, противоположном направлению движения. Если он идет прямо вниз, значит, вы двигаетесь слишком медленно.Если он разбрызгивается в ответ, это означает, что вы двигаетесь слишком быстро.
Двигаясь с правильной скоростью и используя нужное количество тепла, вы получите очень чистый рез с меньшим количеством окалины на дне реза, а также с небольшим искажением металла или без него.
Совет 8: Соблюдайте правила техники безопасности
Надлежащая безопасность плазмы требует защиты открытых участков кожи. Вам понадобятся сварочные перчатки и сварочная куртка или другая огнеупорная одежда. Застегните манжеты, карманы и воротник рубашки, чтобы в них не попадали искры.
Защитите глаза линзой, соответствующей цвету плазменного резака, который вы планируете использовать. В руководстве по эксплуатации будет указан необходимый оттенок для силы тока. Вы можете использовать традиционные очки для плазменной резки/кислородной резки или сварочный шлем с режимом резки.
Процедуры безопасности должны строго соблюдаться при любом применении плазменной резки.
Оптимизация плазменной резки
При правильном использовании ваш блок плазменной дуговой резки обеспечит чистые и качественные разрезы на очень высоких скоростях.Следуйте некоторым основным рекомендациям и используйте правильное оборудование для работы, чтобы оптимизировать плазменную резку для достижения лучших результатов, повышения производительности и снижения эксплуатационных расходов.
Система плазменной резкиVS Система газовой резки
Система газопламенной резки или газокислородная резка является практичным выбором для мягкой стали толщиной более 1 дюйма, в то время как плазменная горелка хорошо подходит для более тонких материалов, как черных, так и цветных.
Для начала давайте разберемся, как работают эти две системы.
Как работает плазменный резак?
Плазменные резаки используют такой газ, как сжатый воздух, азот, кислород и т. д., и пропускают через этот газ электрическую дугу. Это превращает газ в плазму, и он быстро пронзает металл, разрезая его на высоких скоростях.
д., и пропускают через этот газ электрическую дугу. Это превращает газ в плазму, и он быстро пронзает металл, разрезая его на высоких скоростях.
Эта высокоскоростная плазма называется «струей плазмы», и она почти мгновенно нагревает металл примерно до 30 000–40 000 °F и на чрезвычайно высоких скоростях, таких как 20 000 футов в секунду, — именно поэтому плазменный резак такой быстрый. Это довольно сумасшедшая температура.
По сути, плазменная резка просто сжигает материал контролируемым образом.
Кроме того, имеется газовая завеса, защищающая зону резки и улучшающая качество резки. Это помогает сделать срез более прямым и тонким.
Как работает газовый резак?
Если вы думаете, что газовый резак просто плавит материал, это только половина ответа.
Газовый резак работает, добавляя в пламя поток кислорода, который окисляет сталь и превращает ее в шлак.По сути, это химическая реакция между кислородом и сталью. Тепло просто заставляет эту реакцию происходить очень быстро.
Думайте об этом почти как о сверхбыстром и контролируемом ржавлении.
Пламя предварительно нагревает сталь примерно до 1800 градусов по Фаренгейту, а сжатый кислород окисляет и взрывает материал.
Таким образом, толщина мягкой стали, которую вы можете разрезать, равна толщине, которую вы можете нагреть и продуть потоком сжатого кислорода. С более крупными устройствами это может быть довольно глубоко — вы можете резать сталь толщиной более фута.Это займет некоторое время.
Система плазменной резки VS Система газовой резки
| Система плазменной резки | Система газовой резки |
| Режет сталь, железо, нержавеющую сталь, алюминий, латунь, все, что может резать электрический ток | 0 A железо, отлично справляется с другими тонкими материалами |
| Редко способен прорезать сталь толщиной более 2 дюймов, но обычно лучше всего 3/4 дюйма и меньше для больших станков | Может резать очень толстый металл – часто толщиной более 12″ – в зависимости от размера сопла |
| Узкий пропил | Более широкий пропил |
| Более дорогая система для покупки | Более экономичная система для покупки |
| Более грубая резка, требуется дополнительная очистка, вероятно, с помощью шлифовальной машины | |
| Действительно быстрая резка | Медленная резка g |
Толщина разрезаемого материала определяется размером машины. | Замена сопла для материала различной толщины |
Давайте сравним различия между системой плазменной резки и системой газопламенной резки:
Применение
Плазменная резка действительно эффективна в этом случае, поскольку плазма представляет собой просто наэлектризованный газ , плазменный резак в основном режет любой материал, проводящий электричество. Алюминий, сталь, нержавеющая сталь, латунь, медь, что угодно, плазма быстро с этим справится.
Для газовых резаков ответ немного сложнее.Они предназначены для мягкой стали, но в этом заявлении есть звездочка.
Если вы сами поэкспериментировали с ним, вы знаете, что на самом деле вы можете резать более тонкий алюминий и нержавеющую сталь, а также другие материалы. Но порезы будут некрасивыми и грязными. Вот почему:
Процесс предназначен для окисления металла. Нержавеющая сталь и алюминий практически не окисляются. Таким образом, вместо того, чтобы превращать металл в шлак, вы на самом деле просто плавите щель в материале, и сила пламени выталкивает его наружу. Вы не можете резать эти материалы, когда они толстые, особенно это касается листового металла.
Вы не можете резать эти материалы, когда они толстые, особенно это касается листового металла.
Таким образом, технический ответ заключается в том, что вы можете пройти через эти другие материалы, если они тонкие, но это будет некрасиво. Кроме того, окружающий металл будет действительно подвергаться воздействию тепла, что будет означать, что вы можете получить некоторую сумасшедшую деформацию (например, с нержавеющей) или массивную зону термического воздействия (например, с легированной сталью). В основном, это просто мягкая сталь, которая рекомендуется для резаков.
Толщина
Кислородно-топливные горелки едят на завтрак толстую сталь.Если вы пытаетесь пройти через стальную ось толщиной 4 дюйма, то резак — ваш инструмент.
По-настоящему тяжелые инструменты могут прорезать до четырех футов твердой стали. Честно говоря, маловероятно, что вы столкнетесь с этим на регулярной основе, но вы никогда не знаете, верно? Следует помнить, что вы можете разрезать блок двигателя, если он сделан из железа, а не из алюминия.
Однако для большинства устройств вы можете рассчитывать на максимальную толщину в один фут, если у вас большое сопло горелки.Чем меньше сопло, тем тоньше пропил и тем тоньше материал, который вы можете разрезать.
Плазменные горелки не режут почти так же толсто. По-настоящему сверхмощные могут достигать толщины около 2-3/4 ″, но маловероятно, что вы получите в свои руки один из них. Стандартные промышленные машины режут материал толщиной около 1 дюйма, а машины для хобби имеют максимальную толщину около 1/4 дюйма или 3/8 дюйма.
Скорость
Опять плазма блестит. Поскольку он работает с такой безумной жарой, это действительно быстрый резак.Яблоки к яблокам, за плазмой с резаком не угнаться.
Портативность
Система газопламенной резки, безусловно, является самой портативной с точки зрения возможности закрепить ее в грузовике и разрезать трактор посреди поля. Вы можете взять его в любом месте, что вы можете носить его.
Плазменный резак (как правило) меньше по размеру, поэтому его легко носить с собой, но вы должны иметь возможность подключить его к сети. Меньшие устройства для хобби обычно весят около 20-30 фунтов.Если вы работаете в магазине, это не проблема, но если вы работаете на ферме, это может раздражать.
Расходные материалы
Обе системы имеют расходные материалы – наконечники будут изнашиваться и будут мелкие сменные детали. Хотя это не большие расходы.
Это одна из областей, где я предпочитаю плазму: для кислородного топлива вам нужно пополнить свои газовые баллоны. Для плазмы обычно нужен только сжатый воздух.
Технически плазма потребляет довольно много электроэнергии
Опции
Пламенные горелки довольно просты, просто выберите сопло подходящего размера для работы.Еще одна вещь, в которой стоит убедиться, это то, что у вас установлены пламегасители, чтобы ничего не сорвалось.
Однако есть несколько терминов, которые стоит знать, когда вы собираетесь купить плазменный резак. Вот обзор и объяснение того, что они означают.
Вот обзор и объяснение того, что они означают.
Универсальность
Это сложный вопрос — у обеих систем есть то, чего не может другая.
Для кислородно-ацетиленовой сварки различные горелки (сварочные, режущие или розовые) позволяют выполнять сварку, нагрев, наплавку, резку, пайку, пайку, смешивание и строжку.Для резки вы в основном ограничены мягкой сталью, но с ней можно сваривать большинство металлов.
Для плазменной сварки обычно можно найти небольшие устройства 3-в-1, которые позволяют выполнять резку, сварку TIG и дуговую сварку. Кроме того, плазменный резак предназначен для резки.
Пилотная дуга
По сути, это небольшой провод, поддерживающий работу плазмы, когда он не находится близко к заготовке.
Удобен для таких задач, как работа с просечно-вытяжным листом или сеткой. Это обеспечит постоянную работу станка для прерывистой резки.
Если вы просто хотите поработать в гараже, вам это не понадобится, и вы не увидите особой пользы, если будете резать только листовой металл или разбирать машину. Однако, если вы выполняете много работы с сеткой, это ускоряет процесс.
Однако, если вы выполняете много работы с сеткой, это ускоряет процесс.
Высокочастотный
Это относится к тому, что используется для запуска плазменной горелки, и это похоже на сварочный аппарат. По сути, через горелку проходит ток высокой частоты и высокого напряжения, что облегчает начало резки.
Это делает точку прокола меньше, чище и проще, и это удобно для более толстых материалов.
Вообще говоря, вам не нужно это для любительских станков, которые используются для тонколистового металла. Во всяком случае, хорошей практикой является проткнуть материал немного за линией, где вы хотите резать, а затем провести плазмой по линии реза
Какую систему резки металла выбрать?
Вот когда вам следует приобрести газовый резак:
1.Вы работаете с мягкой сталью.
2. Вы работаете с тяжелой техникой.
3. Вы хотите резать тяжелые оси и большие куски стали.
4. Вам нравится иметь хотя бы по одному из каждого инструмента.
5. Важна универсальность – хочется не только резать, но и сваривать, и нагревать металл.
6. Вам не нужно быстро резать листовой металл и пластины, но вы хотите иметь это как опцию.
7. Вам нужно что-то, что можно вынести на середину поля для работы — электричество не требуется.
Вот когда вам нужен плазменный резак:
1. Вы хотите разрезать раму грузовика на части.
2. Вас интересует производство.
3. Вам нравится иметь хотя бы по одному из каждого инструмента.
4. Вы хотите иметь возможность быстро резать листовой металл и пластины.
5. Вы художник и делаете скульптуры из листового металла.
6. Вы работаете с самыми разными материалами.
7. Ваша основная задача — резка, а универсальность — второстепенная.
8. Мобильность не так важна, вы будете работать в основном в магазинах.
Плазменно-дуговая резка – обзор
4.3 Плазменно-дуговая резка
Плазменно-дуговая резка может использоваться как для резки, так и для сварки и является наиболее широко используемым термическим процессом для резки алюминиевых сплавов в ручном, механизированном или полностью автоматизированном режимах (рис. 4.1). В последнем случае можно добиться отличного качества резки материала толщиной до 250 мм при высоких скоростях резки.
4.1). В последнем случае можно добиться отличного качества резки материала толщиной до 250 мм при высоких скоростях резки.
4.1. Полностью программируемая система плазменной резки с ЧПУ.
Предоставлено мессером Грисхаймом. В плазменной дуге используется горелка специальной конструкции, в которой вольфрамовый электрод утоплен внутри медного кольца с водяным охлаждением, через которое проходит плазмообразующий газ. Дуга зажигается между электродом и заготовкой, переносная дуга плазменно-дуговая , или между электродом и кольцевым пространством, непереносимая дуга плазменно-дуговая . Плазменная дуга с переносом дуги используется для целей резки (рис.4.2). Плазменный газ нагревается дугой до чрезвычайно высокой температуры внутри кольцевого пространства и ионизируется – он становится плазмой . При этом он расширяется в объеме из-за высокой температуры и, проталкиваясь через сужение сопла, достигает очень большой скорости. Таким образом, тепло для сварки и резки обеспечивается «пламенем» или плазменной струей высокоскоростного газа при температуре до 15 000 °C, которая обладает характеристиками высокой концентрации, практически нечувствительна к расстоянию и чрезвычайно жесткой. .Это делает его идеальным кандидатом для резки.
.Это делает его идеальным кандидатом для резки.
4.2. Схема, иллюстрирующая принципы плазменной резки.
Предоставлено TWI Ltd.Разрез выполняется струей плазмы, протыкающей деталь, подлежащую резке, с образованием замочной скважины , отверстия, которое полностью проходит через изделие. Он заполнен газом и окружен расплавленным металлом. Одной силы плазменной струи может быть достаточно для удаления этого расплавленного металла, но для более толстого материала может потребоваться вторичный режущий газ, чтобы облегчить удаление металла.Этот вторичный газ подается через ряд отверстий вокруг плазменного сопла, предназначенных для выдувания расплавленного металла и получения чистого, высококачественного и узкого разреза. Плазменные газы включают воздух, аргон, аргон-водород, азот и углекислый газ. Резка может выполняться вручную или механизировано, при этом более высокие скорости резки достигаются с помощью механизированных и автоматизированных систем.
Край плазменной резки обычно не является полностью квадратным. Верхний край реза может быть закруглен примерно на 1 или 2 мм, особенно если энергия резания велика для толщины разрезаемого листа или когда выполняется высокоскоростная резка тонкого материала.Струя плазмы также имеет тенденцию удалять больше металла с верхней части компонента, чем с нижней, в результате чего разрез вверху шире, чем внизу, с непараллельными сторонами. Этот угол «скоса» может составлять от 3° до 6°. Поверхность среза также может быть шероховатой. На качество резки влияют тип газа, расход газа, скорость резки и рабочее напряжение. Высокая скорость потока газа и высокое напряжение улучшат прямоугольность реза, а механизированная резка улучшит внешний вид.
Верхний край реза может быть закруглен примерно на 1 или 2 мм, особенно если энергия резания велика для толщины разрезаемого листа или когда выполняется высокоскоростная резка тонкого материала.Струя плазмы также имеет тенденцию удалять больше металла с верхней части компонента, чем с нижней, в результате чего разрез вверху шире, чем внизу, с непараллельными сторонами. Этот угол «скоса» может составлять от 3° до 6°. Поверхность среза также может быть шероховатой. На качество резки влияют тип газа, расход газа, скорость резки и рабочее напряжение. Высокая скорость потока газа и высокое напряжение улучшат прямоугольность реза, а механизированная резка улучшит внешний вид.
Дуговая резка создает ЗТВ и может вызвать плавление на границах зерен.Это приводит к микротрещинам, в первую очередь, в термообрабатываемых сплавах – серия 7000 особенно чувствительна. С увеличением толщины увеличивается и вероятность такого растрескивания. По этой причине рекомендуется обработать края плазменной резки примерно на 3 мм, особенно если компонент будет использоваться в условиях динамической нагрузки.
Состав газа для плазменной резки зависит от требуемого качества реза, толщины разрезаемого металла и стоимости газа.Воздух является самым дешевым вариантом, и системы с одним газом, использующие воздух и гафниевый электрод, были разработаны для резки материалов толщиной примерно до 6 мм (рис. 4.3).
4.3. Воздушно-плазменная резка.
Предоставлено TWI Ltd. Свыше этой толщины можно использовать азот, двуокись углерода, аргон-водород или смеси этих газов. Для более толстых материалов, скажем, более 12,5 мм, аргон-водород считается лучшим выбором в качестве плазмообразующего газа, эта газовая смесь обеспечивает наилучшее качество резки независимо от толщины.Вторичным режущим газом может быть двуокись углерода или азот. В Таблице 4.1 перечислены рекомендуемые режущие/защитные газы и типичные параметры для плазменной резки алюминиевых сплавов. Впрыск воды в форсунку может использоваться в дополнение к дроссельному газу. Это дополнительно ограничивает струю плазмы и обеспечивает более качественный, более квадратный разрез, хотя при толщине более 50 мм эти преимущества уменьшаются.
Таблица 4.1. Предлагаемые параметры для плазменной резки
| Metal Толщина | Plasma Gas | ГАЗА (L / MIN) | Щит ГАЗ | ГАЗ (л / мин) | Текущий поток (AMPS) | Напряжение (В) | Резка Скорость (мм/мин) | Метод | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 1.0 | Воздушный | 98 | 4800 | Ручной | ||||||
| 1,5 | воздуха | 98 | 6300 | Руководство | ||||||
| 3 | Воздушный | 98 | 3000 | Руководство | ||||||
| 60140 | 19 9898 | 100090 | 1000 | Руководство | ||||||
6. 5 5 | N2 | CO | CO | 9 9100 | 990 | Руководство | ||||
| 60140 | Ar + H3 | 25 | 200 | 50 | 1500 | Руководство | ||||
| 10 | N2 | 3 | 35 | 9 9 9 9200 | 1250 | Руководство | ||||
| 12.5 | Ar + H3 | 28 | 280 | 55 | 5000 | 1000 | ||||
| 25 | AR + H3 | 3 | 330 | 70 | 500 | Руководство | ||||
| 50 | AR + H3 | 45 | 400 | 85 | 500 | Ручной | ||||
| 6 | Ar + h3 | 5500 | в 300 | 140 | 7500 | механизировать | ||||
| 6 | N2 | 32 | СО 2 | 100 | 115 | 1800 | механизировать | |||
| 10 | N2 | 32 | CO 2 | 100 | 120 | 900 | Механизм | 101. 5 5 | N2 | N2 | CO | CO 2 | 100 | 120 | 480 |
| 12.59 | N2 | 32 | CO 2 | 100 | 300 | 3200 | 3200 | AR + H3 | 60 | 60190 | 140 | 5000 |
| 25 | 25 | N2 | 70 | CO 2 | 100 | 400 | 1800 | механизировать | ||
| 25 | Аг + h3 | 60 | 375 | 160 | 2300 | механизировать | ||||
| 50 | N2 | 32 | CO 2 | 100 | 400 | 800 | Механизм | |||
| 50 | AR + H3 | 60 | 375 | 375 | 165 | 500 | 95 95 | Ar + H3 | 95 | 420 | 170 | 380 | Meporise |
| 75 | 75 | AR + H3 | 4 | 100 | 500 | 500 | Mechanise | |||
| 75 | AR + H3 | 45 | N2 | 100 | 700 | 700 | 650 | 650 | 95 | 95 | 450 | 180 | 750 | Механизм |
| 125 | Ar + H3 | 95 | 475 | 200 | 250 | Механизм |
Развитие процесса Известная как плазменно-дуговая резка с высокой устойчивостью (HT-PAC), также известная как плазменная дуга, тонкая плазма или плазма высокого разрешения, была разработана и используется в качестве более дешевой альтернативы лазерной резке материала менее 12 мм. мм в толщину.Этот вариант плазменно-дугового процесса обеспечивает более высокое качество резки с более перпендикулярными гранями, более узким пропилом и менее шероховатой поверхностью, чем плазменно-дуговая резка, за счет комбинации измененного сопла и сжимающего магнитного поля (рис. 4.4). Типовые параметры резки приведены в Таблице 4.2.
мм в толщину.Этот вариант плазменно-дугового процесса обеспечивает более высокое качество резки с более перпендикулярными гранями, более узким пропилом и менее шероховатой поверхностью, чем плазменно-дуговая резка, за счет комбинации измененного сопла и сжимающего магнитного поля (рис. 4.4). Типовые параметры резки приведены в Таблице 4.2.
4.4. Горелка HT-PAC.
Предоставлено TWI Ltd.Таблица 4.2. Предлагаемые параметры для HT-PAC
| Толщина металла (мм) | Plasma Gas | Щит 80358 | Текущий газ | Ток (а) | Стенд (a) | Стенд (мм) | скорость резки (мм / мин) |
|---|---|---|---|---|---|---|---|
| 1.2 | Air | Air | 70140 | 70 | 70140 | 3800 | 9 | 9 | 70 | 29 |
| 4 | Air | Air | 70 | 2 | 1800 |
Разновидностью обычного процесса плазменной резки является метод плазменной строжки. При этом используется плазменная горелка, которая, как показано на рис. 4.5, направлена на поверхность под углом взгляда.При этом поверхность сдувается и образуется канавка. Этот метод можно использовать для удаления лишнего металла, выемки для удаления дефектов, выдалбливания обратной стороны сварных швов и подготовки под сварку. Излишне говорить, что для получения приемлемой поверхности требуется опытный оператор, и его не следует доверять неквалифицированному персоналу, поскольку он способен очень быстро удалять большое количество металла.
При этом используется плазменная горелка, которая, как показано на рис. 4.5, направлена на поверхность под углом взгляда.При этом поверхность сдувается и образуется канавка. Этот метод можно использовать для удаления лишнего металла, выемки для удаления дефектов, выдалбливания обратной стороны сварных швов и подготовки под сварку. Излишне говорить, что для получения приемлемой поверхности требуется опытный оператор, и его не следует доверять неквалифицированному персоналу, поскольку он способен очень быстро удалять большое количество металла.
4.5. Принципы плазменно-дуговой строжки.
Предоставлено TWI Ltd.4.3.1 Здоровье и безопасность
В плазменно-дуговом процессе используются более высокие напряжения холостого хода и дуги, чем в процессе TIG, с рабочим напряжением до 400 вольт в некоторых приложениях. Эти напряжения представляют серьезную опасность поражения электрическим током, поэтому должны быть приняты соответствующие меры предосторожности для обеспечения безопасного выполнения операций резки. Только полностью обученные операторы должны иметь право работать с режущим оборудованием. Все рамы, кожухи и т. д. должны быть подключены к хорошему электрическому заземлению, а все электрические соединения и клеммы должны быть надлежащим образом защищены.Любое техническое обслуживание или модификация оборудования должны выполняться соответствующим образом обученным и квалифицированным персоналом, а соединения, изоляция и т. д. должны регулярно проверяться на предмет исправности и износа.
Только полностью обученные операторы должны иметь право работать с режущим оборудованием. Все рамы, кожухи и т. д. должны быть подключены к хорошему электрическому заземлению, а все электрические соединения и клеммы должны быть надлежащим образом защищены.Любое техническое обслуживание или модификация оборудования должны выполняться соответствующим образом обученным и квалифицированным персоналом, а соединения, изоляция и т. д. должны регулярно проверяться на предмет исправности и износа.
Плазменная дуга производит большое количество инфракрасного и ультрафиолетового излучения. Поэтому весь персонал, находящийся вблизи операций плазменно-дуговой резки, должен быть обеспечен защитной одеждой, очками и шлемами для защиты как глаз, так и кожи. Оператор должен использовать правильные фильтрующие линзы для электродуговой сварки со степенью затемнения от 9 до 14, в зависимости от силы тока.
Как и при любом процессе термической резки, образуется большое количество дыма. Дым будет содержать не только оксид алюминия, но и оксиды других элементов, присутствующих в сплаве, озон, оксиды азота, любое поверхностное покрытие или покрытие, любые загрязнения и режущие газы. Они представляют опасность для здоровья, с которой лучше всего бороться у источника путем местного удаления дыма. Вытяжка дыма, местная или общая, почти наверняка будет обязательной, если должны соблюдаться пределы дыма и газа, установленные Правилами контроля за опасными для здоровья веществами (COSHH).Резка в ограниченном пространстве представляет особую проблему. В этих случаях необходимо обеспечить вытяжку дыма и вентиляцию. Следует помнить, что многие режущие газы хотя и не токсичны, но удушливы, тяжелее воздуха и могут скапливаться в низменных местах, таких как ямы и колодцы. При таких обстоятельствах следует рассмотреть возможность принудительной вентиляции.
Они представляют опасность для здоровья, с которой лучше всего бороться у источника путем местного удаления дыма. Вытяжка дыма, местная или общая, почти наверняка будет обязательной, если должны соблюдаться пределы дыма и газа, установленные Правилами контроля за опасными для здоровья веществами (COSHH).Резка в ограниченном пространстве представляет особую проблему. В этих случаях необходимо обеспечить вытяжку дыма и вентиляцию. Следует помнить, что многие режущие газы хотя и не токсичны, но удушливы, тяжелее воздуха и могут скапливаться в низменных местах, таких как ямы и колодцы. При таких обстоятельствах следует рассмотреть возможность принудительной вентиляции.
Когда плазменно-дуговая резка выполняется под водой, образующийся осадок может скапливаться на дне резервуара. Со временем этот осадок вступает в реакцию с водой, выделяя водород, который может скапливаться под разрезаемым изделием, что может привести к взрыву.Этого лучше всего избежать путем регулярной очистки резервуара от шлака или использования принудительной циркуляции воды для отвода любого газа по мере его образования.
Плазменно-дуговая резка является очень шумным процессом, уровень шума увеличивается по мере увеличения тока резки. Защита органов слуха необходима оператору и персоналу, работающему поблизости, во избежание дискомфорта или повреждения ушей.
Что такое плазменный резак (обновлено в январе 2022 г.) — Бесплатный справочник
Металл — очень прочный материал.Это незаменимый материал, когда вам нужно построить прочные и долговечные элементы. Хотя сила, как правило, отличная вещь, она сопряжена с некоторыми проблемами. Во главе списка стоит тот факт, что его очень трудно разрезать. Неудивительно, что не многие инструменты способны проникать в металлы. Но тот, кто может, это плазменный резак.
Вы всегда будете видеть яркий факел плазменного резака в цехе металлообработки, когда он разрезает металлические материалы, как горячий нож масло. Это именно то, для чего это сделано.
Независимо от того, имеете ли вы дело со сталью, медью, алюминием, титаном, латунью или любым проводящим металлом, плазменный резак будет удобным инструментом, когда вам нужно разрезать, изменить форму или каким-либо образом обработать материал. Это особенно важно для автомехаников, поскольку их работа связана с манипулированием несколькими частями автомобиля, большинство из которых металлические.
Это особенно важно для автомехаников, поскольку их работа связана с манипулированием несколькими частями автомобиля, большинство из которых металлические.
Что такое плазменный резак?
Плазменный резак — инструмент для резки металла. Иногда его называют плазменной пушкой или плазменной дугой.Независимо от названия, которое вы предпочитаете, если у вас есть хороший инструмент, он прорежет все токопроводящие металлы — как толстые, так и тонкие.
Плазменный резак
Приложения
Плазменные резакиимеют несколько промышленных и бытовых применений. Большинство людей используют их дома для выполнения домашних задач, таких как ремонт дома. На промышленном уровне они используются в плазменной резке с ЧПУ, когда профили разрезаются на более крупные листы металла.
Что еще более важно, плазменные резаки имеют решающее значение для задач по ремонту транспортных средств.Транспортные средства имеют несколько металлических частей. Время от времени механикам приходится прорезать эти металлы при ремонте.
Чтобы понять, как работает плазменный резак, сначала нужно узнать, что такое плазма. Большинство людей знакомы только с тремя агрегатными состояниями вещества: твердым, жидким и газообразным. Но есть и четвертая – плазма.
При достаточном нагреве газы ионизируются, становятся электропроводными и превращаются в плазму.Теперь, в случае плазменного резака, такой газ, как кислород, аргон, азот или даже обычный сжатый воздух, вынужден проходить через крошечное отверстие сопла резака под чрезвычайно высоким давлением.
В то же время машина генерирует электрическую дугу. Дуга обычно исходит от внешнего источника питания. Когда эта дуга встречается с текущим газом, газ нагревается и достигает экстремальных температур до 40 000 градусов по Фаренгейту.
Текущая горячая плазма – это то, что обычно называют «струей плазмы».Его высокая температура позволяет струе плазмы протыкать и резать металлы, словно шарм. Хотя производительность может варьироваться от одного плазменного резака к другому, можно с точностью сказать, что плазменные резаки обычно выполняют более быструю и чистую резку по сравнению с другими процессами резки металлов.
Хотя производительность может варьироваться от одного плазменного резака к другому, можно с точностью сказать, что плазменные резаки обычно выполняют более быструю и чистую резку по сравнению с другими процессами резки металлов.
Кстати говоря, наиболее близкой альтернативой плазменной резке является газокислородная резка. Но это не самый надежный вариант из-за его высокой цены, низкой скорости и того факта, что он не делает самые чистые разрезы.Кислородно-топливный резак определенно не лучший вариант, если вы автомеханик, потому что вам нужно что-то быстрое и точное.
Типы плазменных резаков 1. Обычный и прецизионный Практически все плазменные резаки можно разделить на обычные и прецизионные. Обычные плазменные резаки имеют плазменную дугу, форма которой повторяет форму отверстия сопла. Как правило, они имеют силу тока от 12 до 20 тысяч ампер на квадратный дюйм.Кроме того, они используют магазинный воздух для создания плазменной струи. В эту категорию попадают все ручные плазменные резаки.
В эту категорию попадают все ручные плазменные резаки.
Прецизионные (также известные как высокоплотные) плазменные резаки имеют более суженную и сложную форму дуги. Благодаря такому высокому уровню технологии эти плазменные резаки производят очень четкие и гладкие разрезы. Обычно они имеют силу тока от 40 до 50 000 ампер на квадратный дюйм и используют различные газы, включая кислород, азот, аргон, воздух высокой чистоты и/или смесь более чем одного из вышеупомянутых газов.
В то время как люди в основном используют прецизионные плазменные резаки для крупномасштабной промышленной резки, они предпочитают обычные для обычной бытовой и профессиональной резки металла. Например, автомеханики обычно выбирают обычные плазменные резаки.
2. Ручной или автоматический Ручные плазменные резаки переносные. Вам нужно будет вытащить резак и направить его во время резки. С другой стороны, компьютеры управляют автоматическими плазменными резаками. Головка управления обычно крепится к столу для резки металлов.
Головка управления обычно крепится к столу для резки металлов.
Ручные системы более распространены, на самом деле чрезвычайно распространены. Хотя они обеспечивают высокую силу тока при резке, они больше подходят для легких работ, связанных с обрезкой или резкой довольно небольших кусков металла. Это устройства, которые вы найдете в домах, гаражах и, как вы уже догадались, в автомастерских.
Напротив, автоматические плазменные резаки обычно крупнее и могут выполнять крупномасштабную работу. Они распространены на промышленных производственных линиях, где необходимо резать металлы.
Использование плазменной резкиЕсли это еще не ясно, плазменные резаки, которые вы видите, как люди (профессионалы и домашние мастера) используют на регулярной основе, являются обычными и ручными.Это портативные устройства. И если вы не управляете огромной производственной линией, это тот же тип, который вы должны покупать.
Но как им пользоваться? Это на самом деле довольно просто. Убедитесь, что у вас есть надежная рабочая станция. Поскольку вы режете металл, вам необходимо иметь безопасную поверхность и достаточно места для передвижения.
Убедитесь, что у вас есть надежная рабочая станция. Поскольку вы режете металл, вам необходимо иметь безопасную поверхность и достаточно места для передвижения.
При выключенном устройстве подключите блок питания к стене. Если у него нет встроенного воздушного компрессора, подключите внешний и включите подачу воздуха.
Подсоедините зажим заземления, включите машину и установите ток.Насколько тока хватит? Это зависит от типа металла, который вы режете, и его толщины. Как правило, около 25 А достаточно, чтобы прорезать не менее ½ дюйма стали.
Теперь направьте резак туда, где вы хотите начать резку, а затем нажмите на спусковой крючок. Будет выпущена горячая плазменная струя. Управляйте им в соответствии с тем, как вы хотите резать металл.
После выключения машины необходимо отсоединить зажим заземления, а затем перекрыть подачу воздуха. Это так просто. Но помните, что для наилучшей производительности вам нужен надежный плазменный резак.И это приводит нас к следующей теме…
Какие плазменные резаки самые лучшие на рынке? Возможно, вы заметили, насколько просто работать с плазменным резаком. Это потому, что самое сложное происходит еще до того, как вы зажжете дугу, когда вы выбираете свой плазменный резак.
Это потому, что самое сложное происходит еще до того, как вы зажжете дугу, когда вы выбираете свой плазменный резак.
Он должен соответствовать вашим потребностям и применению. В связи с этим вам необходимо знать толщину металла, который вы будете резать регулярно. Это позволит вам выбрать устройство, которое без труда справится с такой работой.
Еще следует знать максимальную толщину, которую вы можете разрезать. Не покупайте устройство, максимальная мощность которого не соответствует вашим потребностям.
Наконец, подумайте, как быстро вы хотите резать металлы. Некоторые плазменные резаки, как правило, быстрее, чем другие. Поэтому, если вы хотите выполнять свою работу быстрее, вы можете выбрать устройство с высокой скоростью.
Это только основные соображения. Существуют и другие факторы, такие как цена, сила тока, напряжение, размер, скорость использования расходных материалов и многие другие, которые также учитываются при выборе плазменного резака.
Расходные материалы для плазменной горелки
Плазменный резак состоит из нескольких частей, называемых расходными материалами. Расходные материалы различаются в зависимости от типа металла, который вы планируете резать. Сверьтесь с руководством по эксплуатации вашего резака по металлу, который вы режете, а также по требуемой силе тока и высоте реза. Факелы могут иметь внешний вид, аналогичный приведенному ниже, но детали аналогичны.
Расходные материалы различаются в зависимости от типа металла, который вы планируете резать. Сверьтесь с руководством по эксплуатации вашего резака по металлу, который вы режете, а также по требуемой силе тока и высоте реза. Факелы могут иметь внешний вид, аналогичный приведенному ниже, но детали аналогичны.
Схема расходных материалов резака для плазменной резки
Лучшие плазменные резаки
Сказав это, какие конкретные модели выделяются? Вот тройка лучших плазменных резаков для всех видов работ, в том числе автослесарных.
- Плазменный резак Hobart Airforce 40i Компактный аппарат Hobart Airforce 40i обеспечивает мощность 40 ампер в небольшом устройстве, и все это благодаря инверторной конструкции. Он поставляется с резаком XT40R. Помимо эргономичности, фонарь обладает превосходными характеристиками. Он удобно лежит в руке, быстрее охлаждается и экономно расходует расходные материалы. Что касается производительности резки, устройство может резать максимум 5/8 и отрезать 7/8 дюйма стали. Весьма впечатляюще для устройства такого размера.Вам понадобится воздушный компрессор, это единственное, что не входит в комплект.
Плазменный резак Hobart Airforce 40i 240V
показан на Amazon - Плазменный резак Lotos Supreme CUT60D
Благодаря автоматическому двойному напряжению 110/120 В и 220/240 В этот плазменный резак справится практически с любой стеной. Он может похвастаться частотой 50/60 Гц и мощностью 20-30 ампер при подключении к сети 110/120 В. При таком выходе плазменный резак имеет максимальный рейтинг чистого реза 1/3 дюйма и отрыв ½ дюйма.Подключите его к сети 220/240 В, и вы получите колоссальные 20–60 ампер на выходе. Этого достаточно для чистого пропила 4/5 дюйма и отрыва 1¼ дюйма. Все цифры впечатляющие, независимо от того, как вы планируете использовать машину. Объедините это с его способностью поддерживать стили резки 2T и 4T, и вы увидите, что у вас есть одна очень универсальная машина. - Ручная система Hypertherm Powermax 65 Эта машина называется Powermax 65, поскольку она обеспечивает мощность до 65 ампер. Из трех плазменных резаков в этом списке, это, безусловно, самый быстрый и производительный. При всей этой мощности он по-прежнему имеет рейтинг чистого реза до 1 дюйма и максимальный отрыв 1¼ дюйма. Для лучшей функциональности вы можете использовать 6,7 кубических футов в минуту при давлении воздуха 85 фунтов на квадратный дюйм. Это обеспечит максимальную эффективность работы этого аппарата. Он предлагает четыре различных типа резака, а именно непрерывную вспомогательную дугу, прерывистую вспомогательную дугу, строжку и блокировку резака. Помимо сохранения расходных материалов, различные опции позволяют легко резать все типы проводящих металлов.
Бонус: узнайте больше о лучших плазменных резаках на http://plasmacutterexpert.com?
Плазменный резак Powermax
На фото: ручная система Powermax 65
 Весьма впечатляюще для устройства такого размера.Вам понадобится воздушный компрессор, это единственное, что не входит в комплект.
Весьма впечатляюще для устройства такого размера.Вам понадобится воздушный компрессор, это единственное, что не входит в комплект. Из трех плазменных резаков в этом списке, это, безусловно, самый быстрый и производительный. При всей этой мощности он по-прежнему имеет рейтинг чистого реза до 1 дюйма и максимальный отрыв 1¼ дюйма. Для лучшей функциональности вы можете использовать 6,7 кубических футов в минуту при давлении воздуха 85 фунтов на квадратный дюйм. Это обеспечит максимальную эффективность работы этого аппарата. Он предлагает четыре различных типа резака, а именно непрерывную вспомогательную дугу, прерывистую вспомогательную дугу, строжку и блокировку резака. Помимо сохранения расходных материалов, различные опции позволяют легко резать все типы проводящих металлов.
Из трех плазменных резаков в этом списке, это, безусловно, самый быстрый и производительный. При всей этой мощности он по-прежнему имеет рейтинг чистого реза до 1 дюйма и максимальный отрыв 1¼ дюйма. Для лучшей функциональности вы можете использовать 6,7 кубических футов в минуту при давлении воздуха 85 фунтов на квадратный дюйм. Это обеспечит максимальную эффективность работы этого аппарата. Он предлагает четыре различных типа резака, а именно непрерывную вспомогательную дугу, прерывистую вспомогательную дугу, строжку и блокировку резака. Помимо сохранения расходных материалов, различные опции позволяют легко резать все типы проводящих металлов. Три плазменных резака, как правило, отлично подходят для различных применений. Вы можете использовать их для любых бытовых и профессиональных проектов по изготовлению металлоконструкций. Тем не менее, они чрезвычайно эффективны в автомобильных механических работах.
Вы можете использовать их для любых бытовых и профессиональных проектов по изготовлению металлоконструкций. Тем не менее, они чрезвычайно эффективны в автомобильных механических работах.
Если вы профессиональный автомеханик или любитель, вам нужен плазменный резак, который может резать и прокалывать все виды металлов.Помните, что автомобили состоят из различных металлических материалов, включая алюминий, сталь, медь и многие другие.
С помощью одной из этих машин вы сможете устранить практически любые повреждения, возникшие в результате столкновений, износа и потертостей. Каждый автомобиль, над которым вы работаете, будет выглядеть и ездить как новый. Это именно то, что нужно клиентам (и вам).
Так что покупайте плазменный резак для своего автомагазина. Если вы чувствуете себя ошеломленным разнообразием марок и моделей, представленных на рынке, просто выберите одну из трех вышеперечисленных.
Бесплатная электронная книга
Руководство по плазменной резке
Автор: Techno Inc.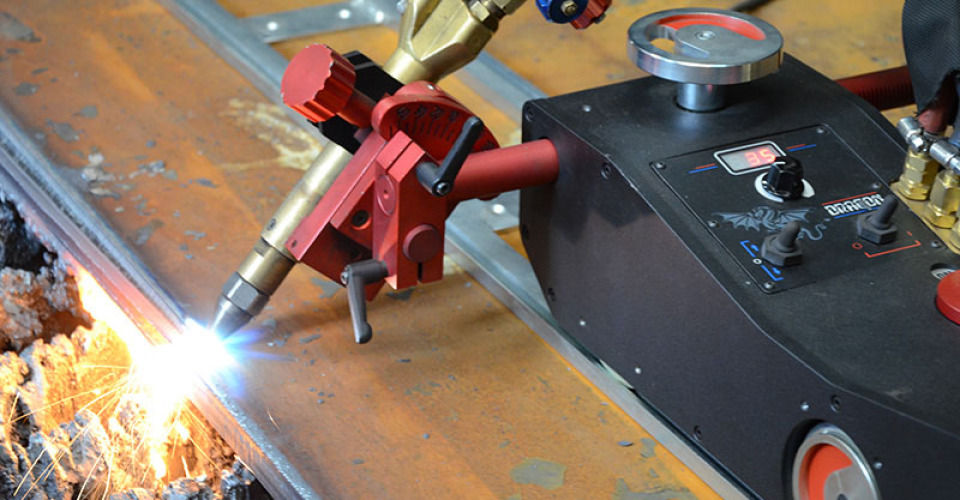
: полное руководство (обновление 2022 г.)
Что такое плазменная резка?Плазменная резка — это метод обработки, в котором используется тепло высокотемпературной плазменной дуги для частичного или частичного расплавления (и испарения) металла в месте разреза заготовки, а также используется импульс высокоскоростной плазмы для удаления расплавленного металла для сформировать пропил.
Станок плазменной резки— это машина, которая обрабатывает металлические материалы с помощью технологии плазменной резки.
Промышленное применениеПлазменная резка с различными рабочими газами позволяет резать различные металлы, которые трудно резать кислородной резкой, особенно для цветных металлов (нержавеющая сталь, алюминий, медь, титан, никель) эффект резки лучше.
Основное преимущество заключается в том, что при резке металлов небольшой толщины скорость плазменной резки высокая, особенно при резке обычного листа из углеродистой стали, скорость может быть в 5-6 раз выше, чем при кислородной резке.
Режущая поверхность гладкая и чистая, с небольшой термической деформацией и меньшей зоной термического влияния.
Станок плазменной резки широко используется в различных отраслях промышленности, таких как автомобилестроение, локомотивы, сосуды высокого давления, химическое оборудование, атомная промышленность, общее машиностроение, машиностроение, стальные конструкции, корабли и т. Д.
Рабочие газыС развитием плазменной резки рабочий газ, который можно использовать (рабочий газ является проводящей средой и теплоносителем плазменной дуги, но также исключая расплавленный металл в разрезе), оказывает значительное влияние на характеристики резки, качество резки и скорость плазменной дуги.
Обычные рабочие газы плазменной дуги включают аргон, водород, азот, кислород, воздух, водяной пар и некоторые смешанные газы.
Выбор плазмообразующего газа
Газ в плазменной дуге называется ионным потоком.
Его основные функции следующие:
- A. Он играет определенную роль теплоизоляции и изоляции между столбом дуги и внутренней стенкой отверстия сопла, сжимает дугу и обеспечивает стабильное горение дуги.
- как проводник тепла ионизационной среды и дуги, разрезанный металл быстро плавится.
- выдуйте расплавленный металл из щели, чтобы образовалась узкая и гладкая щель.
- защита от охлаждения электродов.
Ввиду вышеупомянутых эффектов ионных газов при выборе газов следует учитывать следующие требования.
- легкий запуск дуги и стабильная дуга. Поэтому потенциал ионизации газа должен быть как можно ниже, теплопроводность должна быть плохой, а охлаждающее действие на дугу должно быть меньшим.С этой точки зрения очевидно, что одноатомный газ лучше, чем двухатомный.
- свойство сжатия дуги лучше. Это требует, чтобы газ имел хорошую теплопроводность, большую теплоемкость и сильное охлаждающее действие на дугу.
- хорошая теплоемкость, то есть способность передавать тепло заготовке сильная. Вообще говоря, двухатомный газ с более высоким потенциалом ионизации имеет лучшую теплоемкость, чем одноатомный газ с низким потенциалом ионизации.
- газ должен быть в состоянии генерировать большой импульс. Для этого газ должен иметь большую массу и плотность.
- газ должен быть дешевым, доступным и нетоксичным.

Некоторые из приведенных выше требований противоречивы. Поэтому основные требования должны выполняться в соответствии с конкретной ситуацией.
В настоящее время газ, обычно используемый при плазменной резке, представляет собой азот, аргон, водород и их смесь газов, среди которых наиболее широко используется азот.
Азот дешев, его легко достать, и он менее опасен в использовании.
Это двухатомный газ, который является эндотермическим, когда он разлагается при высокой температуре дуги
N2->2N-1084000Дж/моль
Когда разложившиеся и ионизированные ионы азота распыляются на холодную поверхность металла, они рекомбинируют в молекулы азота и выделяют тепло, поглощенное при разложении.
Хотя разложение и рекомбинация азота делает температуру столба дуги ниже, чем у одноатомного газа, это может привести к тому, что плазменная дуга приобретет высокую температуру в широком диапазоне длины, что создает благоприятные условия для резки толстых материалов.
Специально для резки меди с высокой теплопроводностью и нержавеющей стали с плохой текучестью жидкости азот экономичен и может обеспечить качество резки.
Чистота азота, используемого при плазменной резке, должна быть не менее 99,5%. Если в азоте больше кислорода и паров воды, это окислит электрод, серьезно сожжет вольфрам и даже выгорит сопло.
Аргон — это разновидность одноатомного газа. Его потенциал ионизации ниже, чем у азота, который склонен к термоионизации, стабильному горению дуги и высокой температуре.Однако его цена намного выше, чем у азота.
При резке заготовки большой толщины в азот или аргон можно добавить определенное количество водорода. Из-за сильного компрессионного воздействия водорода на дугу напряжение и мощность плазменной дуги возрастут, а поверхность щели будет более узкой и гладкой, чем при использовании чистого азота.
При воздушно-плазменной резке со сжатым воздухом в качестве ионного газа дорогостоящий аргон, смесь аргона/водорода или аргона/азота заменяется сжатым воздухом, поэтому потребляемая мощность меньше, управление и обслуживание удобны, а стоимость низкая.
Кроме того, при использовании сильного тока скорость резки намного выше, чем при газовой резке. Для листа из углеродистой стали толщиной менее 25 мм скорость резки в 3–5 раз выше, а для тонкого листа толщиной 5–10 мм — в 6–8 раз.
Качество резки также очень хорошее, поэтому во многих случаях он заменял пламенную резку.
Как выбрать параметры плазменной резки с ЧПУРазличные параметры процесса плазменной резки напрямую влияют на стабильность процесса резки, качество и эффект резки.
Основные характеристики резки:
1) Ток резки
Наиболее важным параметром скорости резания и резания является процесс резания.
Воздействие:
- При увеличении тока резки увеличивается энергия дуги, увеличивается режущая способность и увеличивается скорость резки;
- С увеличением тока резки увеличивается диаметр дуги и дуга становится толще, что делает разрез шире;
- Если ток резки слишком велик, тепловая нагрузка на сопло увеличится, сопло будет преждевременно повреждено, а качество резки, естественно, снизится, даже при невозможности нормально резать.
Поэтому перед резкой необходимо выбрать правильный ток резки и соответствующее сопло в зависимости от толщины материала.
При выборе источника питания перед плазменной резкой не следует выбирать слишком большой или слишком маленький источник питания.
Слишком большой блок питания — это потеря с точки зрения сокращения затрат, потому что он просто не потребляет такой большой ток.
Также нельзя выбрать слишком малый ток при выборе мощности плазмы для экономии средств.Таким образом, фактическая резка также не может удовлетворить свои собственные требования к резке, что наносит большой вред самому станку с ЧПУ!
2) Скорость резания
Высокая температура и высокая энергия плазменной дуги определяют скорость резки.
Оптимальный диапазон скорости резания может быть выбран в соответствии с инструкциями к оборудованию или определен экспериментальным путем
Из-за толщины материала, различных материалов, температуры плавления, теплопроводности и поверхностного натяжения после плавления соответственно изменяется скорость резки.
Для обеспечения качества резки скорость резки должна быть максимально увеличена.
Это может не только повысить производительность, но и уменьшить деформацию деталей, подлежащих резке, и площадь термического влияния области прорезей.
Если скорость резания не подходит, эффект будет противоположным, увеличится налипание шлака и снизится качество резки.
Основные проявления следующие :
- При умеренном увеличении скорости резания качество надреза может быть улучшено, т. е. надрез становится немного уже, поверхность надреза становится более гладкой, а деформация может быть уменьшена.
- Если скорость резки слишком высока, линейная энергия резки ниже требуемого значения, и струя в щели не может сразу сдуть расплавленный режущий расплав и создать большое сопротивление. При зависании шлака на надрезе снижается качество поверхности надреза.
- Когда скорость резки слишком низкая, поскольку положение резки является анодом плазменной дуги, для поддержания стабильности дуги анодное пятно или область анода должны найти проводящее ток место рядом с режущим швом, ближайшим к дуги, и в то же время она будет передавать больше тепла в радиальном направлении струи, поэтому надрез будет расширяться, а расплавленные материалы по обеим сторонам надреза будут собираться и затвердевать у нижнего края, что не легко очистить.Кроме того, верхний край разреза закруглен из-за чрезмерного нагрева и плавления.
- При очень низкой скорости дуга даже гаснет из-за широкого разреза. Таким образом, хорошее качество резки и скорость резки неразделимы.

3) A Напряжение постоянного тока
Обычно считается, что нормальным выходным напряжением источника питания является напряжение отключения.
обычно работает с более высоким напряжением плазменной дуги, например, с высоким напряжением, необходимым для воздушно-плазменной резки.
При постоянном токе увеличение напряжения означает улучшение энтальпии дуги и режущей способности.
Если энтальпия увеличивается, диаметр струи уменьшается, а расход газа увеличивается, можно получить более высокую скорость резки и лучшее качество резки.
Напряжение без нагрузки и напряжение столба дуги
Источник питания для плазменной резки должен иметь достаточно высокое напряжение холостого хода, чтобы легко запустить дугу и обеспечить стабильное горение плазменной дуги.
Напряжение холостого хода обычно составляет 120-600 В, а напряжение столба дуги обычно составляет половину напряжения холостого хода.
Очевидно, что мощность плазменной дуги может быть увеличена за счет увеличения напряжения столба дуги, таким образом, скорость резки и возможность резки металлической пластины большей толщины.
Напряжение столба дуги обычно достигается за счет регулировки расхода газа и увеличения внутренней усадки электрода, но напряжение столба дуги не должно превышать 65% от напряжения холостого хода, иначе плазменная дуга будет нестабильной.
4) Рабочий газ и расход
Рабочий газ включает газ для резки и вспомогательный газ, а для некоторого оборудования требуется газ для розжига дуги
Как правило, соответствующий рабочий газ следует выбирать в зависимости от типа режущего материала, толщины и метода резки.
Режущий газ должен не только обеспечивать формирование плазменной струи, но и обеспечивать удаление расплавленного металла и оксида в разрезе.
Чрезмерный поток газа забирает больше тепла у дуги, делая длину струи короче, что приводит к снижению режущей способности и нестабильности дуги;
Если скорость потока газа слишком мала, плазменная дуга потеряет свою прямолинейность и сделает глубину резания меньше, и в то же время легко образуется шлак;
Скорость резки и расход должны хорошо совпадать.
В настоящее время расход газа машины плазменной резки контролируется расходом газа.
Давление газа, используемое для резки материала определенной толщины, следует выбирать в соответствии с данными, предоставленными производителем оборудования. Если есть другие специальные приложения, давление газа должно определяться фактическим испытанием на резку.
Наиболее часто используемые рабочие газы: аргон, азот, кислород, воздух и х45, аргонно-азотная смесь.
Аргон почти не взаимодействует с любым металлом при высокой температуре, а аргоновая плазменная дуга стабильна.
Используемые насадка и электрод имеют длительный срок службы.Но напряжение аргоновой плазменной дуги низкое, энтальпия невысокая, а режущая способность ограничена. По сравнению с воздушной резкой толщина реза уменьшается на 25%.
Кроме того, в среде с аргоновой защитой поверхностное натяжение расплавленного металла больше, что примерно на 30% выше, чем в азотной среде, поэтому будет больше проблем со шлаком.
Даже при использовании смеси аргона с другими газами будет тенденция к налипанию шлака.
Поэтому редко используется чистый аргон для плазменной резки.
Водород обычно используется в качестве вспомогательного газа для смешивания с другими газами. Например, знаменитый газ h45 (объемная доля водорода 35%, остальное аргон) является одним из самых мощных газов в плазменно-дуговой резке, в которой в основном выигрывает водород.
Поскольку водород может значительно увеличить напряжение дуги, водородная плазменная струя имеет очень высокую энтальпию, при смешивании с аргоном режущая способность плазменной струи значительно улучшается.
Как правило, аргон и водород обычно используются в качестве газа для резки металлических материалов толщиной более 70 мм.
Если аргонно-водородная плазменная дуга дополнительно сжимается струей воды, можно получить более высокую эффективность резки.
Азот является обычным рабочим газом. При более высоком напряжении питания азотная плазменная дуга имеет лучшую стабильность и более высокую энергию струи, чем аргоновая
.
Даже при резке материалов с высокой вязкостью жидкого металла, таких как нержавеющая сталь и сплав на основе никеля, количество шлака на нижней кромке разреза очень мало.
Азот можно использовать отдельно или в смеси с другими газами.Например, азот или воздух часто используют в качестве рабочего газа при автоматической резке
.Эти два газа стали стандартными газами для высокоскоростной резки углеродистой стали.
Иногда азот также используется в качестве исходного газа для кислородно-плазменной резки.
Кислород может увеличить скорость резки низкоуглеродистой стали.
Когда для резки используется кислород, режим резки и газовая резка очень изобретательны. Высокотемпературная и высокоэнергетическая плазменная дуга увеличивает скорость резки, но ее необходимо сочетать с использованием электрода, устойчивого к высокотемпературному окислению, и в то же время для продления срока службы выполняется защита электрода от ударов при дуговом разряде. срок службы электрода.
срок службы электрода.
Воздух содержит около 78% азота по объему, поэтому очень изобретательно использовать воздушную резку для образования шлака и азотной резки; воздух также содержит около 21% кислорода
Из-за наличия кислорода скорость резки низкоуглеродистой стали воздухом также очень высока; в то же время воздух является наиболее экономичным рабочим газом.
Однако, когда используется только воздушная резка, возникают такие проблемы, как зависание шлака, окисление реза и увеличение количества азота. Более того, малый срок службы электрода и сопла также повлияет на эффективность работы и стоимость резки.
5) Высота сопла
Относится к расстоянию между торцом сопла и режущей поверхностью, которое составляет часть всей длины дуги.
Расстояние обычно составляет 4 ~ 10 мм.
Это то же самое, что и уменьшение электрода, расстояние должно быть соответствующим, чтобы полностью раскрыть эффективность резки плазменной дугой, в противном случае эффективность и качество резки будут снижены или режущее сопло будет сожжено.
Поскольку при резке плазменной дугой обычно используется источник питания с внешними характеристиками постоянного тока или крутого падения, ток мало меняется после увеличения высоты сопла, но это увеличивает длину дуги и приводит к увеличению напряжения дуги, чтобы улучшить мощность дуги; но в то же время длина дуги, подверженная воздействию окружающей среды, будет увеличиваться, и потери энергии столба дуги будут увеличиваться.
В случае комбинированного действия двух факторов эффект первого часто полностью компенсируется вторым, что приведет к снижению эффективной энергии резания и снижению режущей способности.
Обычно видно, что сила обдува режущей струи ослаблена, остаточный шлак в нижней части надреза повышен, а верхняя кромка переплавлена и закруглена.
Кроме того, учитывая форму плазменной струи, диаметр струи расширяется наружу после выхода из дульного среза, и увеличение высоты сопла неизбежно приведет к увеличению ширины разреза.
Таким образом, выбор минимально возможной высоты сопла полезен для повышения скорости и качества резки. Однако, когда высота сопла слишком мала, это может вызвать явление двойной дуги.
Однако, когда высота сопла слишком мала, это может вызвать явление двойной дуги.
Керамическое внешнее сопло может установить высоту сопла на ноль, то есть торец сопла непосредственно контактирует с режущей поверхностью, что может дать хороший эффект.
5) Мощность дуги
Чтобы получить режущую дугу плазменной дугой высокого давления, режущие сопла имеют меньший диаметр сопла, большую длину канала и усиление охлаждающего эффекта, что может увеличить ток, проходящий через эффективное сечение сопла, то есть плотность мощности дуга увеличивается.
Но при этом увеличиваются потери мощности дуги.
Таким образом, фактическая эффективная энергия для резки меньше, чем выходная мощность источника питания, а уровень потерь обычно составляет от 25% до 50%.
Некоторые методы, такие как плазменно-дуговая резка со сжатием воды, имеют более высокий уровень потерь энергии. Эту проблему следует учитывать при расчете параметров процесса резки или при экономическом учете затрат на резку.
Например:
Толщина большинства металлических листов, используемых в промышленности, составляет менее 50 мм.В этом диапазоне толщин обычная плазменно-дуговая резка часто будет формировать надрез с большим верхом и малым низом, а верхний край режущей кромки приведет к снижению точности размера надреза и увеличению объема последующей обработки. .
Когда кислородно-азотная плазменная дуга используется для резки углеродистой стали, алюминия и нержавеющей стали, когда толщина листа находится в пределах 10 ~ 25 мм, чем толще материал, тем лучше перпендикулярность торцевой кромки и угловая ошибка режущей кромки составляет 1 ~ 4 градуса.
При толщине листа менее 1 мм с уменьшением толщины листа погрешность угла надреза увеличивается с 3 ~ 4 градусов до 15 ~ 25 градусов.
Принято считать, что это явление вызвано несбалансированным тепловложением плазменной струи на поверхность реза, то есть энерговыделение плазменной дуги в верхней части реза больше, чем в нижней.
Дисбаланс энерговыделения тесно связан со многими параметрами процесса, такими как степень сжатия плазменной дуги, скорость резки и расстояние между соплом и заготовкой.
Увеличение степени сжатия дуги может сделать струю высокотемпературной плазмы более длинной и сформировать более однородную высокотемпературную область. В то же время увеличение скорости струи может уменьшить разницу в ширине между верхней и нижней частью разреза.
Однако чрезмерное сжатие обычного сопла часто приводит к возникновению двойной дуги. Двойная дуга не только израсходует электрод и сопло, так что процесс резки не может быть осуществлен, но и приведет к снижению качества резки.
Кроме того, слишком высокая скорость резки и слишком большая высота сопла приведут к увеличению ширины зазора.
6) Усадка электрода
Так называемая внутренняя усадка относится к расстоянию между электродом и торцом режущего сопла. Правильное расстояние может обеспечить хорошее сжатие дуги в режущем сопле и получить плазменную дугу с концентрированной энергией и высокой температурой для эффективной резки.
Если расстояние слишком велико или слишком мало, электрод сильно обожжется, режущее сопло выгорит, а режущая способность уменьшится.
Внутренняя усадка обычно составляет 8-11 мм.
Выбор электрода и полярности
Электрод, используемый в плазменно-дуговой резке, должен иметь небольшие потери при горении, чтобы обеспечить стабильность процесса резки.
Практика показывает, что при использовании вольфрама с высокой температурой плавления в качестве электрода все еще существуют значительные потери при горении, поэтому он не может гарантировать стабильный процесс резки.
Если в вольфрам добавить небольшое количество элементов с низким потенциалом ионизации (таких как торий), потери при горении ториевого вольфрамового электрода могут быть значительно снижены.
Это связано с тем, что электрод Th-W обладает сильной способностью к тепловой эмиссии электронов, и большая часть энергии торца электрода Th-W используется для выхода электронов, что снижает температуру торца электрода.
С другой стороны, ториевый вольфрамовый электрод слабо воздействует на кислород, что снижает его потери при горении при высокой температуре.
Обычно используемый ториевый вольфрамовый электрод представляет собой ториевый вольфрамовый стержень, содержащий 1,5% ~ 2,5% тория.
Однако торий радиоактивен, поэтому широко используются церий-вольфрамовый электрод или лантан-вольфрамовый электрод. Они нерадиоактивны и могут заменить ториевый вольфрамовый электрод.
Как правило, полярность плазменной резки связана напрямую, то есть торий-вольфрамовый стержень соединяется с отрицательным электродом, а заготовка соединяется с положительным электродом.
Таким образом, это выгодно для теплового излучения электронов, чтобы обеспечить стабильное горение изоэлектрической дуги и уменьшить потери на горение электрода.
Метод резки В дополнение к общей форме методов плазменной резки производные формы включают плазменную резку с компрессией воды.
Наиболее часто используемыми методами являются обычная плазменная резка и воздушно-плазменная резка.
Общая резка
Обычная плазменная резка не требует защитного газа, рабочий газ и газ для резки выбрасываются из одного сопла.
При запуске дуги выбрасывается небольшой поток ионного газа в качестве ионизирующей среды;
При резке одновременно выбрасывается поток воздуха для удаления расплавленного металла.
Пневматическая резка
Воздушно-плазменная резка обычно использует сжатый воздух в качестве ионного газа.
Стоимость резки этого метода низкая, а источник газа удобен.
Сжатый воздух нагревается, разлагается и ионизируется в дуге, а образующийся кислород может резать металл, вызывая химическую экзотермическую реакцию и увеличивая скорость резки.
Полностью ионизированная воздушная плазма имеет высокую энтальпию, поэтому энергия дуги большая, а скорость резки высокая.
в основном состоит из устройства подачи газа, водяного устройства, источника питания и режущего пистолета.
Пистолет с водяным охлаждением также нуждается в устройстве охлаждающей циркуляционной воды.
(1) Блок подачи воздуха
Основным оборудованием устройства подачи воздуха для воздушно-плазменной резки является воздушный компрессор мощностью более 1.5кВт, а необходимое давление газа 0,3-0,6 МПа.
Если выбраны другие газы, баллонный газ можно использовать для резки после декомпрессии.
(2) Блок питания
Плазменная резка использует источник питания постоянного тока с характеристиками крутого падения или постоянного тока.
Чтобы получить удовлетворительный эффект запуска и стабилизации дуги, напряжение холостого хода источника питания обычно вдвое превышает напряжение дуги.
Напряжение холостого хода общего блока питания для резки составляет 350-400В.
(3) Пистолет для резки
Конкретная форма резака зависит от текущего уровня резака. Как правило, конструкция с воздушным охлаждением применяется для режущих пистолетов до 60 А, а конструкция с водяным охлаждением используется для режущих пистолетов до 60 А.
Электрод в режущем пистолете может быть из чистого вольфрама, ториевого вольфрама, вольфрамового стержня или инкрустированного электрода.
Литой вольфрам предпочтителен в качестве электродного материала.
Он имеет преимущества простой резки и резки всех видов неметаллических материалов.
Защитное ограждение- Нижняя часть плазменной резки должна быть оборудована баком для воды. В процессе резки режущую часть следует резать под водой, чтобы избежать токсичности дыма для человеческого организма.
- Избегайте прямой видимости плазменной дуги во время резки плазменной дугой. Носите профессиональные защитные очки и маску для лица, чтобы избежать ожогов глаз и кожи, вызванных дуговым светом.
- В процессе плазменно-дуговой резки будет образовываться большое количество токсичного газа, что требует вентиляции и ношения многослойной фильтрующей пылезащитной маски.
- Во время плазменно-дуговой резки необходимо надевать полотенце, перчатки, ножны и другие средства защиты труда, чтобы избежать ожога кожи искрами.
- Высокочастотное и электромагнитное излучение, генерируемое высокочастотным генератором в процессе резки плазменной дугой, может нанести вред организму, а у некоторых опытных практикующих даже появляются симптомы бесплодия. Хотя определенного вывода в области медицины и промышленности нет, все же необходимо хорошо поработать над защитой.
 Носите профессиональные защитные очки и маску для лица, чтобы избежать ожогов глаз и кожи, вызванных дуговым светом.
Носите профессиональные защитные очки и маску для лица, чтобы избежать ожогов глаз и кожи, вызванных дуговым светом. Независимо от того, какая плазма покупается, важно учитывать фактор бюджета, потому что, если бюджет игнорируется, даже если намеченный эффект может быть достигнут, она не обязательно будет куплена, если она слишком сильно превышает бюджет.
В настоящее время плазма в основном делится на отечественную и импортируемую две категории, из которых внутренняя цена делится на три низкие, средние и высокие спецификации, но в целом пользователи должны быть приемлемыми!
Цена импортной продукции выше отечественной в разы, даже в десятки раз, а расходные материалы типа режущей насадки и электрода намного дороже!
Обычно, по сравнению с той же спецификацией отечественной плазмы, эффект импортной плазменной резки лучше, недостатком является то, что цена и позднее использование стоимости слишком высоки, общие предприятия трудно принять!
2. Толщина резкиНезависимо от того, какая плазма используется, у нее есть свой наиболее подходящий диапазон размеров резки, обычно плазма малой мощности подходит для резки тонких пластин, что хорошо известно.
Если мощность плазмы слишком высока, она не подходит для резки тонких листов!
В настоящее время отечественная плазменная резка 40-60а широко используется для отечественных стальных листов толщиной менее 2 мм, иногда используются импортные, но количество невелико, потому что цена относительно дорогая.
Настоящим серьезно заявляется, что для стальных листов толщиной менее 2 мм важно помнить, что любые другие модели, такие как переносные и портальные, не подходят для резки, кроме высокоскоростных настольных плазменных резаков.
Если он больше 2 мм, это ограничение не распространяется и его можно использовать.
Для резки более толстого стального листа, такого как стальной лист толщиной 2-16 мм, можно использовать переносные и портальные станки. При толщине 25 мм и более подходит только портальный тип!
3. Режущие материалыЭтот общий технический персонал, занимающийся металлообработкой, знает, что использование плазмы для резки нержавеющей стали и других материалов из сплавов является его прочностью, пластина из углеродистой стали в основном зависит от метода резки пламенем, поэтому, пока есть нержавеющая сталь, она должна быть оснащена станок плазменной резки!
Иначе его не разрезать пламенем!
Преимущества станка плазменной резки с ЧПУ 1. Лучшее качество резки
Лучшее качество резки Накипь, зона термического влияния, верхняя галтель и угол резки являются основными факторами, влияющими на качество резки.
Плазменная резка намного лучше, чем пламенная резка, особенно в зонах накипи и термического влияния. На кромке плазменной резки отсутствует остаточная пена, а зона термического влияния значительно меньше.
2. SПлазменный процесс использует высокотемпературный заряженный газ для плавления металла и выдувания расплавленного металлического материала с режущей поверхности.
Пламенная резка заключается в использовании химической реакции между кислородом и сталью для резки, в результате которой образуется железный красный шлак или пена.
Из-за отличия этой технологии накипь, образующаяся при плазменной резке, получается меньше, а прилипшую накипь легче удалить. Эту пену можно легко сбить, не измельчая и не удаляя, что значительно сокращает время, необходимое для вторичной обработки.
Меньшее количество шлифовальных операций повышает производительность.
3. Зона термического влиянияРазмер зоны термического влияния (ЗТВ) является одним из важных вопросов при резании металлов.
Высокая температура изменяет химическую структуру металла, делая нагретую кромку темной (цвет отпуска) и деформируясь. Если нагретую кромку не удалить, заготовка может оказаться непригодной для вторичной сварки.
Независимо от используемого процесса, чем быстрее движется горелка, тем меньше будет зона термического влияния.
Из-за характеристик быстрой резки плазмы зона термического влияния меньше, что сокращает время, затрачиваемое на вторичную обработку для удаления нагретой кромки.
Некоторые пользователи газовой резки также могут обратить внимание на цвет огня.
Зону термического влияния снаружи не видно, а цвет закалки — нет. Это изменит цвет металла.
Точно так же быстрая резка плазмы уменьшает площадь цвета огня.
Благодаря скорости плазменной резки и прожига на ЧПУ до 8,5 раз выше, чем при газовой резке, повышение производительности может быть значительным, не считая времени, сэкономленного на предварительном нагреве и вторичной обработке.
5. Более низкая стоимость за детальПри анализе затрат важно понимать разницу между эксплуатационными расходами и эксплуатационными расходами на деталь или на метр.
Итак, как определить реальную стоимость резки детали?
Эксплуатационные расходы на метр — это общая стоимость резки в час, разделенная на общую длину (в метрах), которую можно отрезать за один час. Затраты на резку включают уязвимые части, электричество, газ, рабочую силу и затраты на устойчивое развитие.
Стоимость одной детали — это общая длина резки, необходимая для изготовления детали, умноженная на стоимость метра операции.
Скорость резки плазменной системы выше, а количество деталей, производимых за определенное время, больше, поэтому стоимость резки каждой детали намного ниже.
Для ручной резки расчет стоимости каждой работы или задачи может лучше оценить экономию средств.
Текущие затраты в час, умноженные на общее время, необходимое для выполнения задания, равны стоимости задания.
Для газопламенной резки время предварительного нагрева и длительное время вторичной обработки должны быть рассчитаны в требуемое время.
6. Более высокая рентабельностьБолее низкая стоимость одной детали плазменной системы напрямую ведет к увеличению прибыли.
Резка каждой детали может сэкономить деньги и, таким образом, увеличить размер прибыли.
Чем больше деталей будет вырезано в час, тем больше увеличится общая прибыль.
7. Простой в использовании Пользователям, использующим газовую резку, требуется время, чтобы научиться и попрактиковаться, чтобы освоить настройку химических параметров пламени и поддерживать химический состав пламени.
Продукты Hypertherm серии powermax работают на сжатом воздухе, и газ не нужно смешивать или регулировать.
Если вы используете механическую плазменную систему с ЧПУ или автоматическую газовую консоль, все параметры были установлены для оператора при выходе с завода, и нет необходимости вручную регулировать газ.
Кроме того, портативная плазменная система powermax может перетаскивать резак, что означает, что оператор может перетаскивать резак вдоль металлической поверхности.
Нет необходимости соблюдать дистанцию (ключевой элемент хорошей газовой резки).
Кроме того, легче резать по шаблону и шаблону, особенно по шаблону и шаблону с изгибом.
Нет необходимости регулировать подачу газа, возможность резки с помощью сопротивления и простое в использовании устройство управления, облегчающее освоение плазменной системы.
8. Повышенная гибкость Плазменная система может резать любой токопроводящий металл, включая нержавеющую сталь, алюминий, медь и латунь.
Напротив, машина для газовой резки использует химическую реакцию между кислородом и железом в низкоуглеродистой стали для резки, поэтому ее можно использовать только для резки низкоуглеродистой стали.
Кроме того, плазменную систему можно также использовать для строгания, маркировки или резки ржавого, окрашенного или даже штабелированного металла.
Кроме того, вы также можете использовать плазменную систему для резки канавок или резки стальной сетки, что очень сложно для газовой резки.
9. Высокий уровень безопасностиТопливо, используемое при газовой резке, представляет собой смесь кислорода и газа.
Наиболее часто используемыми топливными газами являются ацетилен, пропан, MAPP, пропилен и природный газ.
Одним из наиболее часто используемых является ацетилен, поскольку ацетилен обеспечивает более высокую температуру пламени и более высокую скорость перфорации, чем другие газы.
Однако ацетилен является нестабильным и легко воспламеняющимся газом, чрезвычайно чувствительным к высокому давлению, температуре и даже статическому электричеству.
Взрыв ацетилена может нанести материальный ущерб на десятки тысяч долларов и нанести серьезные травмы находящимся поблизости людям.
Некоторые плазменные системы, такие как серия powermax, обычно работают со сжатым воздухом и не требуют использования горючих газов.
Плазменные системы Hypertherm HPR и HSD могут использовать различные газы, включая воздух, чаще всего кислород и азот.
Эти газы более стабильны, чем ацетилен, и не требуют специальной обработки.
Все виды термической резки вызывают запах и шум. Тем не менее, для термической резки автомата для резки и системы плазменной резки с ЧПУ можно выбрать машину для водяной резки, которая может значительно уменьшить запах и шум.
Большая часть газопламенной резки не должна выполняться под водой из-за возможности взрыва.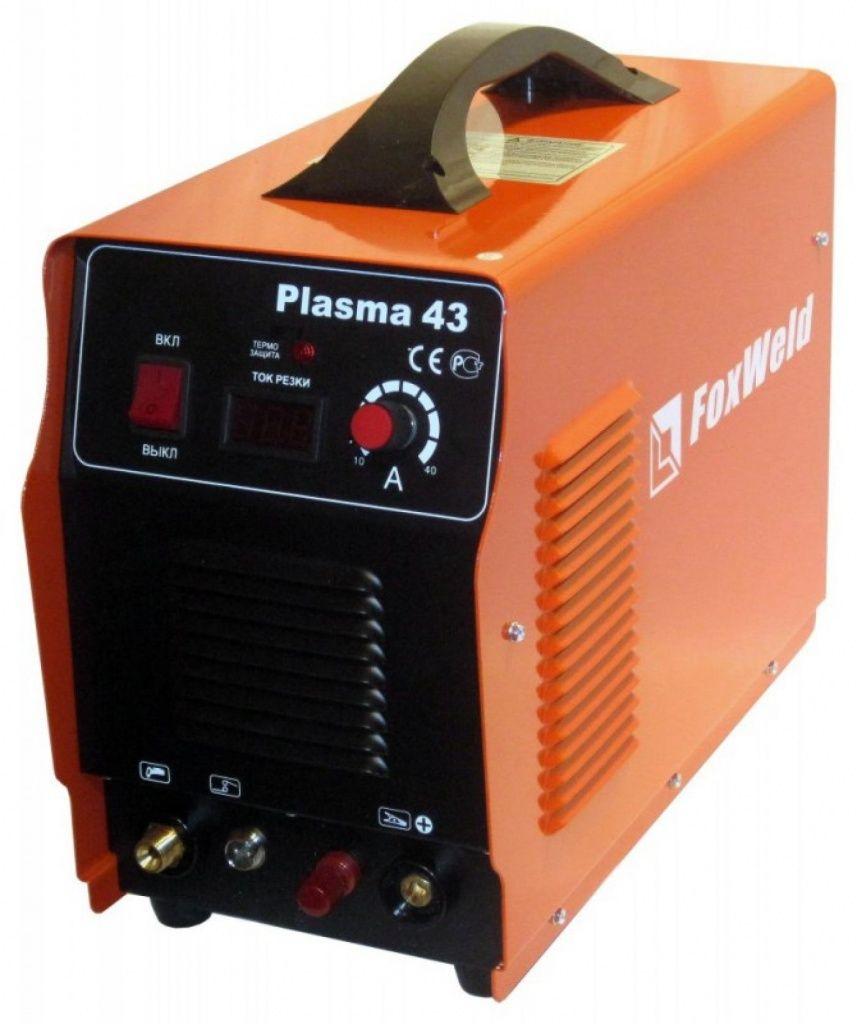
(1) Операторы должны носить защитные маски, сварочные перчатки, головные уборы, пылезащитные маски с фильтром и звукоизолирующие наушники. Категорически запрещается непосредственное наблюдение за плазменной дугой без защитных очков, а также запрещается приближаться к плазменной дуге с обнаженной кожей.
(2) При резке оператор должен стоять с наветренной стороны. Должна быть возможность уменьшить площадь всасывания воздуха из нижней части стола.
(3) При резке, когда напряжение холостого хода слишком высокое, проверьте электрическое заземление, нулевой контакт и изоляцию рукоятки горелки, изолируйте верстак от земли или установите автоматический выключатель холостого хода в системе электрического управления.
(4) Высокочастотный генератор должен быть оснащен защитным экраном. После зажигания высокочастотной дуги следует немедленно отключить высокочастотную цепь.
(5) Использование ториевых и вольфрамовых электродов должно соответствовать статье JGJ33-2001 из 12.7.8.
(6) Персонал по резке и сотрудничеству должен носить средства защиты труда в соответствии с правилами. Необходимо принять меры безопасности для предотвращения поражения электрическим током, падения с большой высоты, отравления газом и возгорания.
(7) Электросварочные аппараты, используемые на объекте, должны быть оснащены дожде-, влагонепроницаемым и солнцезащитным навесом, а также должны быть установлены соответствующие средства пожаротушения.
(8) При сварке или резке на большой высоте необходимо пристегнуть ремень безопасности.Вокруг и под сваркой и резкой должны быть приняты противопожарные меры, а для наблюдения за ними должен быть выделен специальный персонал.
Ежедневное обслуживание станка плазменной резки1. Правильная сборка резака
Установите резак правильно и осторожно, чтобы убедиться, что все части хорошо подходят друг к другу, и обеспечить подачу газа и охлаждающего воздуха. Установите все компоненты на чистую байковую ткань, чтобы грязь не прилипала к компонентам.
Установите все компоненты на чистую байковую ткань, чтобы грязь не прилипала к компонентам.
2. Расходные детали следует заменять вовремя, прежде чем они будут полностью повреждены
Расходные детали не следует заменять после полного повреждения, так как сильно изношенные электрод, сопло и вихревое кольцо будут создавать неконтролируемую плазменную дугу, которая очень легко может привести к серьезному повреждению резака.
Поэтому, когда впервые обнаружено снижение качества резки, следует своевременно проверить расходные детали.
3. Очистить соединительную резьбу резака
При замене расходных деталей или ежедневном техническом обслуживании и осмотре необходимо следить за чистотой внутренней и внешней резьбы резака. При необходимости соединительную резьбу следует очистить или отремонтировать.
4. Очистите контактную поверхность между электродом и соплом
Во многих резаках контактная поверхность между соплом и электродом заряжена. При наличии грязи на этих контактных поверхностях резак не может нормально работать.
При наличии грязи на этих контактных поверхностях резак не может нормально работать.
5. Ежедневно проверять газ и охлаждающий газ
Ежедневно проверяйте расход и давление газа и охлаждающего воздуха. Если поток недостаточен или есть утечка, немедленно выключите машину, чтобы устранить неисправность.
6. Избегайте повреждений при столкновении резака
Во избежание повреждения резака при столкновении необходимо правильно запрограммировать, чтобы избежать выхода из строя системы.Установка устройства предотвращения столкновений может эффективно предотвратить повреждение резака во время столкновения.
7. Наиболее распространенные причины поломки резака
① Столкновение резака.
② Разрушительная плазменная дуга из-за повреждения расходных материалов.
③ Разрушительная плазменная дуга, вызванная грязью.
④ Разрушающая плазменная дуга, вызванная незакрепленными деталями.
8. Меры предосторожности
① Не смазывайте резак.
② Не злоупотребляйте смазкой для уплотнительных колец.
③ Не распыляйте брызгозащищенные химикаты, пока защитный кожух все еще находится на резаке.
④ Не используйте ручной резак в качестве молотка.
Меры предосторожности при эксплуатации станка плазменной резки1.1 Для снижения энергопотребления и увеличения срока службы сопла и электрода при резке более тонких заготовок следует использовать «низкосортную» резку.
1.2, когда переключатель «выбор толщины резки» установлен в положение «высокая степень», следует использовать бесконтактный тип резки (за исключением особых случаев) и предпочтительнее использовать водяной резак.
1.3, когда необходимо изменить переключатель «выбора толщины», сначала необходимо отключить выключатель питания хоста, чтобы предотвратить повреждение деталей.
1.4 при установке, разборке или перемещении хоста сначала необходимо отключить питание, чтобы предотвратить опасность.
1.5. Выключатель питания хост-машины должен быть выключен перед установкой и удалением аксессуаров и компонентов на хосте (таких как резак, режущий заземляющий провод, электрод, сопло, распределитель, крышка под давлением, защитный рукав и т. д.) . Избегайте многократного и быстрого размыкания выключателя горелки, чтобы не повредить систему зажигания дуги или связанные с ней компоненты.
1.6, когда необходимо начать дуговую резку с середины заготовки, можно напрямую прорезать и резать нержавеющую сталь толщиной ≤ 20 мм.Метод заключается в следующем: поместите резак в начальную точку режущего шва и сделайте так, чтобы ось сопла резака образовала угол около 75 ° с плоскостью заготовки, затем включите переключатель резака, чтобы начать дугу. пирсинг; в то же время медленно регулируйте угол между осью сопла и поверхностью заготовки, пока прорезка заготовки не должна быть отрегулирована до 90 °. После разрезания заготовки ее можно разрезать нормально вдоль направления режущего шва.Однако, если толщина больше, чем указано выше, необходимо просверлить небольшое отверстие (диаметр не ограничен) в начальной точке резки, чтобы начать дуговую резку с маленького отверстия. В противном случае легко повредить сопло резака.
После разрезания заготовки ее можно разрезать нормально вдоль направления режущего шва.Однако, если толщина больше, чем указано выше, необходимо просверлить небольшое отверстие (диаметр не ограничен) в начальной точке резки, чтобы начать дуговую резку с маленького отверстия. В противном случае легко повредить сопло резака.
1.7 скорость непрерывной работы основного блока составляет 70% (переключатель «выбора толщины резки» находится на низком уровне, и непрерывная работа может быть близка к 100%). Если время непрерывной работы слишком велико, а температура основного двигателя слишком высока, система защиты от перегрева автоматически отключится, и ее необходимо охладить в течение примерно 20 минут, прежде чем она сможет продолжить работу.
1.8, когда давление сжатого воздуха ниже 0,22 МПа, оборудование должно быть немедленно переведено в состояние защитного отключения. В настоящее время проводится капитальный ремонт системы газоснабжения. После устранения неполадок давление можно восстановить до 0,45 МПа.
1.9, если трехфазное входное питание не соответствует фазе, главный двигатель не будет работать нормально, а на некоторых моделях будет гореть красный индикатор «индикация обрыва фазы». Перед нормальной резкой необходимо устранить неисправность.
1.10 для машин с водяным охлаждением бак для воды должен быть наполнен водопроводной водой, а вилка водяного насоса должна быть подключена к розетке.
1.11 поверните выключатель питания в положение «старт». Если горит индикатор «недостаточное давление воздуха», его следует отрегулировать до 0,45 МПа по мере необходимости. Значит индикатор «недостаточное давление воздуха» не горит. Направление вращения вентилятора должно соответствовать направлению знака. Направление водяного насоса водяного охладителя должно соответствовать требованиям, в противном случае загорится индикатор «недостаточное давление воды», и необходимо отрегулировать фазу входной мощности.
1.12 в зависимости от толщины заготовки поверните переключатель «выбор толщины резки» в соответствующее положение и выберите соответствующий резак. Резак имеет различные характеристики от малых до больших в зависимости от диапазона использования. Не превышайте диапазон номинального тока, иначе он будет поврежден. Поместите резак в точку начала резки заготовки и нажмите выключатель резака. Если горелка не зажглась один раз, снова нажмите выключатель горелки.Зажигание дуги прошло успешно, и резка началась.
Резак имеет различные характеристики от малых до больших в зависимости от диапазона использования. Не превышайте диапазон номинального тока, иначе он будет поврежден. Поместите резак в точку начала резки заготовки и нажмите выключатель резака. Если горелка не зажглась один раз, снова нажмите выключатель горелки.Зажигание дуги прошло успешно, и резка началась.
1.13 каждые четыре-восемь часов работы (интервал времени зависит от сухости сжатого воздуха) следует ослаблять сливной винт «редуктора давления воздушного фильтра» для слива скопившейся воды, чтобы предотвратить попадание чрезмерного количества воды в станком или резаком и привести к поломке.
1.14 при плохой циркуляции в системе водяного охлаждения главный двигатель будет находиться в состоянии отключения защиты.В это время ее следует проверить и решить в соответствии с методами, описанными в соответствующих главах. После того, как давление воды нормализуется, резак с водяным охлаждением можно продолжать использовать.
1.15 при работе в холодных условиях необходимо обратить внимание: когда температура окружающей среды ниже точки замерзания, для резки не допускается использование метода водяного охлаждения, в противном случае система циркуляционного водяного охлаждения не будет работать нормально, а водяное охлаждение резак может быть поврежден.Два
Подготовка к работе
2.1 после подключения оборудования (пожалуйста, обратите особое внимание на защитный заземляющий провод) тщательно проверьте, и если все в порядке, можно выполнять следующую операцию.
2.2 замкните выключатель питания, чтобы подать питание на хост. Примечание: входной ток переменного тока составляет около 65 А, что не должно быть слишком маленьким, иначе хост не сможет нормально работать. В то же время убедитесь, что вентилятор в главном двигателе соответствует требованиям, в противном случае отрегулируйте фазу входной мощности, пока направление рулевого управления не станет постоянным.
2.3 установите «выключатель питания» хоста в положение «включено». В это время горит «индикатор питания». Однако индикатор «отсутствие фазы» не должен гореть, иначе в трехфазном источнике питания возникает явление потери фазы, которое необходимо проверить и устранить.
Примечание: если корпус главного двигателя неправильно подключен к проводу защитного заземления, индикатор обрыва фазы может показывать неправильные результаты.
2.4 подать воздух на главный двигатель, а переключатели «испытание газом» и «резка» поставить в положение «испытание газом».В это время из сопла резака должен быть выброшен сжатый воздух. После трехминутного теста красная лампочка «недостаточное давление воздуха» не должна гореть. Убедитесь, что значение показания манометра на «редукционном элементе воздушного фильтра» не должно быть ниже 0,42 МПа, в противном случае оно указывает на то, что давление источника воздуха меньше 0,45 МПа или расход меньше 300 л/мин. Возможно также, что трубопровод подачи воздуха слишком мал, а перепад давления воздуха слишком велик. Если есть вышеуказанные проблемы, проверьте и устраните их.Кроме того, обратите внимание на то, не разбалансирован ли «редуктор давления воздушного фильтра», если нет, его следует отрегулировать.
Если есть вышеуказанные проблемы, проверьте и устраните их.Кроме того, обратите внимание на то, не разбалансирован ли «редуктор давления воздушного фильтра», если нет, его следует отрегулировать.
Метод регулировки следующий:
Поверните ручку по часовой стрелке, чтобы увеличить давление, иначе оно уменьшится. Отрегулируйте значение показания манометра до 0,42 МПа. Если подача воздуха в норме, индикатор «недостаточное давление воздуха» погаснет. В это время установите переключатель «резка» и «испытание газа» в положение «резка».
3.1 Ручная бесконтактная резка:
3.1.1 коснитесь ролика резака заготовкой и отрегулируйте расстояние между соплом и плоскостью заготовки до 3-5 мм. (когда главная машина выполняет резку, установите переключатель «выбор толщины» на высокий уровень).
3.1.2 включите выключатель резака, чтобы зажечь плазменную дугу. Прорезав заготовку, двигайтесь в направлении резания со средней скоростью. Скорость резания такова: резка — это предпосылка, которая должна быть быстрой, а не медленной. Слишком медленное повлияет на качество разреза и даже сломает дугу.
Слишком медленное повлияет на качество разреза и даже сломает дугу.
3.1.3 после резки выключите выключатель горелки, и плазменная дуга погаснет. В это время будет выбрасываться сжатый воздух для охлаждения резака. Через несколько секунд распыление автоматически прекратится. Снимите резак и завершите весь процесс резки.
3.2 Ручная контактная резка
3.2.1 когда переключатель «выбора толщины» установлен на низшую передачу, его можно использовать при резке тонких листов на одной машине.
3.2.2 поместите сопло горелки в начальную точку обрабатываемой детали, включите выключатель горелки, зажгите плазменную дугу, прорежьте заготовку, а затем равномерно двигайтесь вдоль направления режущего шва.
3.2.3 после резки разомкните и замкните выключатель горелки. В это время сжатый воздух все еще выбрасывается. Через несколько секунд распыление автоматически прекратится. Снимите резак и завершите весь процесс резки.
3.3 Автоматическая резка
3. 3.1 автоматическая резка в основном подходит для резки толстых заготовок. Выберите положение переключателя «выбор толщины».
3.1 автоматическая резка в основном подходит для резки толстых заготовок. Выберите положение переключателя «выбор толщины».
3.3.2 после того, как ролик резака удален, резак прочно соединен с полуавтоматическим резаком, и в прилагаемых аксессуарах есть соединительные детали.
3.3.3 подключите источник питания полуавтоматического станка для резки и установите направляющую или радиусный стержень в соответствии с формой заготовки (если используется направляющая для линейной резки, если вырезается круговая или круговая дуга , следует выбрать радиусный стержень).
3.3.4 Если вилка выключателя горелки удалена, замените вилку выключателя дистанционного управления (предоставляется в прилагаемых принадлежностях).
3.3.5 отрегулируйте скорость ходьбы в зависимости от толщины заготовки. Переключатели «назад» и «вперед» на полуавтоматической раскройной машине расположены в направлении резки.
3.3.6 отрегулируйте расстояние между соплом и заготовкой на 3 ~ 8 мм и отрегулируйте положение центра сопла по начальной полосе шва резки заготовки.
3.3.7 включите переключатель дистанционного управления. После резки заготовки включите выключатель питания полуавтоматического станка для резки. На начальном этапе резки следует в любой момент обратить внимание на шов резки и отрегулировать соответствующую скорость резки. И обратите внимание, работают ли две машины нормально в любое время.
3.3.8 после резки выключите переключатель дистанционного управления и выключатель питания полуавтоматической машины для резки. На этом весь процесс резки завершен.
3.4 Ручная круговая резка
В зависимости от материала и толщины заготовки выберите одинарный или параллельный режим резки, выберите соответствующий метод резки и затяните поперечину в резьбовом отверстии на держателе резака
Если длины одной детали недостаточно, ее можно соединить с необходимой длиной радиуса одну за другой, а затем, в соответствии с длиной радиуса заготовки, можно отрегулировать расстояние между наконечником и соплом резака ( необходимо учитывать ширину прорези).
После регулировки затяните верхний крепежный винт, чтобы предотвратить ослабление, и ослабьте винт с накатанной головкой клетки.
В этот момент заготовку можно обрезать.
Ключевые точки плазменной резки нержавеющей стали- Хромистая нержавеющая сталь обладает определенной коррозионной стойкостью (окислительной кислотой, органической кислотой, кавитацией), термостойкостью и износостойкостью. Он обычно используется в электростанции, химической промышленности, нефтяной промышленности и другом оборудовании и материалах.Свариваемость хромистой нержавеющей стали плохая. Следует обратить внимание на процесс сварки, условия термической обработки и выбор подходящих электродов. Нержавеющая сталь
- CR 13 легко растрескивается из-за ее высокой прокаливаемости после сварки. Если для сварки используется электрод из хромистой нержавеющей стали того же типа (g202, G207), необходимо провести предварительный нагрев выше 300 ℃ и медленное охлаждение до температуры около 700 ℃ после сварки. Если термообработка после сварки невозможна, следует использовать электроды из хромоникелевой нержавеющей стали (А107, А207).
- Свариваемость нержавеющей стали Cr 17 лучше, чем у нержавеющей стали Cr 13, за счет добавления соответствующего количества элементов стабильности Ti, Nb, Mo для улучшения коррозионной стойкости и свариваемости. При использовании того же типа электрода из хромистой нержавеющей стали (G302, G307) необходимо проводить предварительный нагрев выше 200 ℃ и отпуск при 800 ℃ после сварки. Если сварное соединение не может быть подвергнуто термической обработке, следует использовать электрод из хромоникелевой нержавеющей стали (А107, А207).
- При сварке хромоникелевой нержавеющей стали при повторном нагреве выделяются карбиды, что снижает коррозионную стойкость и механические свойства. Электрод из хромоникелевой нержавеющей стали
- обладает хорошей коррозионной стойкостью и стойкостью к окислению, что широко используется в химической промышленности, производстве химических удобрений, нефтяной и медицинской техники.
- Покрытие нержавеющей стали Cr Ni имеет тип Ti CA и тип low H. Титан-кальциевый тип можно использовать для сварки на переменном и постоянном токе, но провар неглубокий и легко краснеет во время сварки на переменном токе, поэтому источник питания постоянного тока следует использовать как можно чаще. Диаметр 4.0 и ниже можно использовать для сварки во всех положениях, 5.0 и выше можно использовать для плоской сварки и плоской угловой сварки.
- Сварочный стержень при использовании должен быть сухим. Титан-кальциевый тип следует сушить при 150 ℃ в течение 1 часа, а тип с низким содержанием водорода следует сушить при 200-250 ℃ в течение 1 часа (повторная сушка не допускается, иначе покрытие легко трескается и отслаивается), так как для предотвращения прилипания покрытия маслом и другой грязью, чтобы увеличить содержание углерода в сварном шве и повлиять на качество сварки.
- Чтобы предотвратить коррозию между глазами, вызванную нагревом, сварочный ток не должен быть слишком большим, примерно на 20% меньше, чем у электрода из углеродистой стали, дуга не должна быть слишком длинной, а промежуточный слой должен быстро охлаждаться, и подходит узкий проход сварки. Плазменная дуговая сварка должна обратить внимание на защитные меры перед резкой, а дым и пыль большие, а ущерб большой.
 Если термообработка после сварки невозможна, следует использовать электроды из хромоникелевой нержавеющей стали (А107, А207).
Если термообработка после сварки невозможна, следует использовать электроды из хромоникелевой нержавеющей стали (А107, А207).
 Плазменная дуговая сварка должна обратить внимание на защитные меры перед резкой, а дым и пыль большие, а ущерб большой.
Плазменная дуговая сварка должна обратить внимание на защитные меры перед резкой, а дым и пыль большие, а ущерб большой.Плазменная дуговая резка — сварочный мастер
Оборудование для плазменно-дуговой резкиПлазменная и плазменно-дуговая резка использует нагретый газ для резки металла (30 000 градусов по Фаренгейту).
Процесс заключается в нагревании газа до температуры, при которой он ионизируется или проводит электричество. Газ находится под давлением и выстреливается над вольфрамовым электродом.
Станок плазменной резки добавляет электричество, которое образует цепь с металлом, который нужно разрезать.
В процессе выделяется тепло, превращающее газ в плазму, которая может резать металл.
Этот процесс можно использовать как для резки, так и для строжки металла. При строжке этот процесс предлагает более низкую стоимость, более низкий уровень дыма и шума по сравнению с традиционными методами строжки.строжка угольной дугой.
Машина относительно проста в использовании… Проверьте газовые линии и соединения, включите воздушный компрессор (для моделей с воздушным охлаждением), а затем включите питание.
Легко!
Обзор
В процессе плазменно-дуговой резки металл разрезается путем плавления секции металла сжатой дугой. Высокоскоростной струйный поток горячего ионизированного газа плавит металл, а затем удаляет расплавленный материал, образуя пропил. Базовая компоновка горелки для плазменной дуговой резки, аналогичной горелке для плазменной дуговой сварки, показана на рис. 10-71.
Существуют три варианта процесса:
- низкоточная плазменная резка
- сильноточная плазменная резка
- резка с добавлением воды
Слаботочная дуговая резка, обеспечивающая высококачественную резку тонких материалов, использует максимальный ток 100 ампер и гораздо меньшую горелку, чем сильноточная версия. Были разработаны модификации процессов и оборудования, позволяющие использовать кислород в дроссельном газе для эффективной резки стали.
Все плазменные резаки сужают дугу, пропуская ее через отверстие, когда она движется от электрода к заготовке. По мере того, как дроссельный газ проходит через дугу, он быстро нагревается до высокой температуры, расширяется и ускоряется при прохождении через сужающее отверстие. Интенсивность и скорость дугового плазменного газа определяются такими переменными, как тип дроссельного газа и его давление на входе, форма и диаметр сужающего отверстия, а также плотность энергии плазмы на работе.
По мере того, как дроссельный газ проходит через дугу, он быстро нагревается до высокой температуры, расширяется и ускоряется при прохождении через сужающее отверстие. Интенсивность и скорость дугового плазменного газа определяются такими переменными, как тип дроссельного газа и его давление на входе, форма и диаметр сужающего отверстия, а также плотность энергии плазмы на работе.
Преимущества и недостатки
Преимущества
Процесс плазменной резки имеет много преимуществ:
- Небольшой риск изменения формы металла (так называемая деформация)
- Точная резка
- Резка без шлака при работе с алюминием, нержавеющей и углеродистой сталью
- Работает во всех положениях
- Быстрый процесс
- Работает со многими типами металлов
- Не требуются газовые баллоны
Недостатки
Некоторые недостатки плазменной резки:
- Создает небольшой скос (7 градусов – приблизительно)
- Риск поражения электрическим током при небезопасной эксплуатации
- Требуется источник чистого воздуха — некоторые теперь поставляются с компрессорами, изготовленными из .
- Для работы требуется электричество, поэтому он не полностью портативный
- Нерентабельно для очень толстой стали

Плазменно-дуговая резка
Базовая схема плазменно-дуговой резки показана на рис. 10-72.Процесс работает на постоянном токе, прямой полярности (dcsp), отрицательном электроде, с ограниченной переносимой дугой.
В режиме переносной дуги дуга зажигается между электродом горелки и заготовкой. Дуга инициируется вспомогательной дугой между электродом и сужающим соплом. Форсунка подключается к земле (плюс) через токоограничивающий резистор и контакт реле вспомогательной дуги.
Дежурная дуга инициируется высокочастотным генератором, соединенным с электродом и соплом.Затем источник сварочного тока поддерживает эту слаботочную дугу внутри горелки. Ионизированный газ от вспомогательной дуги продувается через сужающее отверстие сопла.
Образует путь с низким сопротивлением для зажигания основной дуги между электродом и заготовкой.
Когда загорается основная дуга, реле вспомогательной дуги может автоматически размыкаться во избежание ненужного нагрева сужающего сопла.
Принципы работы
Расходные материалы для плазменной резки: качество и скорость резки снижаются при повреждении электрода или наконечника сопла.Основная схема плазменно-дуговой резки показана на рис. 10-72.Процесс работает на постоянном токе, прямой полярности (dcsp), отрицательном электроде, с ограниченной переносимой дугой. В режиме переносной дуги дуга зажигается между электродом горелки и заготовкой. Дуга инициируется вспомогательной дугой между электродом и сужающим соплом. Форсунка подключается к земле (плюс) через токоограничивающий резистор и контакт реле вспомогательной дуги. Дежурная дуга инициируется высокочастотным генератором, соединенным с электродом и соплом.
Базовая схема плазменной дуговой резки — рис. 10-72 Затем источник сварочного тока поддерживает слаботочный ток внутри горелки. Ионизированный газ от вспомогательной дуги продувается через сужающее отверстие сопла. Это формирует путь с низким сопротивлением для зажигания основной дуги между электродом и заготовкой. Когда загорается основная дуга, реле вспомогательной дуги может автоматически размыкаться во избежание ненужного нагрева сужающего сопла.
Это формирует путь с низким сопротивлением для зажигания основной дуги между электродом и заготовкой. Когда загорается основная дуга, реле вспомогательной дуги может автоматически размыкаться во избежание ненужного нагрева сужающего сопла.
Поскольку сужающее плазму сопло подвергается воздействию высоких температур факела плазмы (примерно от 18 032 до 25 232 °F (от 10 000 до 14 000 °C)), сопло должно быть изготовлено из меди с водяным охлаждением.Кроме того, горелка должна быть рассчитана на создание пограничного слоя газа между плазмой и соплом.
См. также : Газы для плазменной резки – Руководство по выбору
Факелы
Плазменный факел Arc StartingПлазменные резаки подходят к держателям резаков в автоматических машинах для газовой резки.
Как правило, при запуске плазменной горелки размещайте наконечник на 1/4″ над пластиной. Не прикасайтесь к пластине (следуйте указаниям производителя).
Всегда начинайте с края с металлическим наконечником.
Сильноточная резка
Узкий срез, оставшийся после процесса плазменной дуговой резкиДля резки с высоким током горелка устанавливается на механическую каретку. Автоматическая фигурная резка может быть выполнена на том же оборудовании, что и кислородная резка, если достижима достаточно высокая скорость перемещения. Вокруг плазмы используется водяная струя для уменьшения дыма и шума. Рабочие столы, содержащие воду, контактирующую с нижней стороной разрезаемого металла, также снижают уровень шума и дыма.
Позиции резки
Горелка для плазменной дуговой резки может использоваться во всех положениях. Его также можно использовать для прокалывания отверстий и выдалбливания. Резак имеет специальную конструкцию для резки и не используется для сварки.
При использовании в неплоских положениях используйте маломощные плазменные машины на ток менее 100 ампер. Машины большей мощности могут быть опасны, когда они находятся вне горизонтального положения.
Процедуры
Операционные процедуры для плазменной резки следующие (см. инструкции производителя для вашего конкретного устройства, это общие рекомендации):
инструкции производителя для вашего конкретного устройства, это общие рекомендации):
- Проверить давление воздуха (должно быть около 70 р.с.и.).
- Прикрепил зажим заземления к разрезаемому металлу
- Включите резку
- Отрегулируйте силу тока в соответствии со спецификацией производителя для металла и толщины металла
- Позиционный экран, вырезанный по металлу
- Нажмите кнопку зажигания и установите дугу
- Переместите дугу над линией разреза и выполните разрез. При необходимости используйте направляющую планку, которая поможет сделать более ровный срез. Держите защитный колпачок и сужающую насадку на расстоянии от 1/8″ до 1/4″ над разрезаемой поверхностью.Не тяните защитную чашку и сужающую насадку по металлу, если только они не предназначены для такого использования. Совет. Сделайте разрез на обратной стороне линии разреза.
- Используйте меньшую скорость перемещения для более толстого металла. Направление резака (вбок, назад, вперед) по выбору резака.
- Переместите резак как можно быстрее.
- При использовании сжатого воздуха убедитесь, что в нем нет влаги. Для линии доступен воздушный фильтр, который может кондиционировать воздух для повышения качества плазменной резки.

Металлы
Этим процессом обычно режут алюминий и нержавеющую сталь. Этот процесс также можно использовать для резки большинства металлов, не содержащих железа (цветных), а также:
- алюминий
- латунь
- углеродистая сталь
- чугун
- медные сплавы
- медь
- высокое содержание никеля
- магний
- мягкая сталь
- никелевые сплавы
- нержавеющая сталь
Органы управления
Для регулировки потока плазмы и вторичного газа требуются специальные элементы управления.Требуется вода для охлаждения горелки, которая контролируется датчиками давления или расхода для защиты горелки. Система охлаждения должна быть автономной, включающей циркуляционный насос и теплообменник.
Варианты процесса
Несколько вариантов процесса используются для улучшения качества PAC для конкретных приложений. Как правило, они применимы к материалам толщиной от 1/8 до 1-1/2 дюйма (от 3 до 38 мм). Вспомогательная защита в виде газа или воды используется для улучшения качества резки.
Двухпоточная плазменная резка
Двухпоточная плазменная резка обеспечивает вторичную газовую подушку вокруг дуговой плазмы, как показано на рис. 10-73. Обычный дроссельный газ — азот. Защитный газ подбирается в зависимости от разрезаемого материала. Для мягкой стали это может быть углекислый газ (CO2) или воздух; для нержавеющих сталей, CO2; и смесь аргона с водородом для алюминия. Для низкоуглеродистой стали скорость резки несколько выше, чем при обычной плазменно-дуговой резке, но качество резки во многих случаях неудовлетворительное.
Двухпоточная плазменная дуговая резка — Рисунок 10-73Плазменная резка с водяным экраном
Этот метод аналогичен двухпоточной плазменной резке. Вместо вспомогательного защитного газа используется вода. Внешний вид среза и срок службы сопла улучшаются за счет использования воды вместо газа в качестве дополнительной защиты. Прямоугольность реза и скорость реза существенно не улучшаются по сравнению с обычным PAC.
Вместо вспомогательного защитного газа используется вода. Внешний вид среза и срок службы сопла улучшаются за счет использования воды вместо газа в качестве дополнительной защиты. Прямоугольность реза и скорость реза существенно не улучшаются по сравнению с обычным PAC.
Плазменная резка с впрыском воды
В этой модификации процесса PAC используется симметричная падающая струя воды рядом с сужающим отверстием сопла для дальнейшего сужения плазменного пламени.Расположение показано на рис. 10-74. Струя воды также защищает плазму от смешивания с окружающей атмосферой. Конец сопла может быть изготовлен из керамики, что помогает предотвратить двойное искрение. Плазма, сжатая водой, производит узкий, четко очерченный разрез на скоростях, превышающих скорости обычного PAC. Поскольку большая часть воды выходит из сопла в виде жидкой струи, она охлаждает кромку пропила, создавая острый угол. Прорез чистый. Когда дроссельный газ и вода впрыскиваются по касательной, плазменный газ закручивается, выходя из сопла и водяной струи. Это может создать высококачественную перпендикулярную поверхность на одной стороне пропила. Другая сторона пропила скошена. При фигурной резке направление движения должно быть выбрано для получения перпендикулярного разреза на детали и косого разреза на ломе.
Это может создать высококачественную перпендикулярную поверхность на одной стороне пропила. Другая сторона пропила скошена. При фигурной резке направление движения должно быть выбрано для получения перпендикулярного разреза на детали и косого разреза на ломе.
Вентиляция
Количество образующихся газов и зубцов требует использования местной вытяжки для надлежащей вентиляции. Резку следует производить над водоемом, чтобы удаляемые из среза частицы попадали в воду.Это поможет уменьшить количество паров, выбрасываемых в воздух.
При резке объекта, который может отбросить шлейф, например бочки, соблюдайте осторожность или полностью избегайте такой ситуации.
Приложения
Пример плазменной резкиПлазменная дуговая резка может использоваться для резки любого металла. Большинство приложений для:
- углеродистая сталь
- алюминий
- нержавеющая сталь
Может использоваться для резки пакетов, снятия фаски с пластин, фигурной резки и прокалывания.
Предупреждения о безопасности
При работе с мощным оборудованием необходимо носить средства защиты органов слуха. Уровень шума, создаваемого мощным оборудованием, некомфортный. Резчик должен носить защитные наушники.
Также необходимо носить обычную защитную одежду для защиты резака от дуги. Это касается защитной одежды, перчаток и шлема.
Маска пассивного сварщика должна быть оснащена затемнением №. 9-фильтровая стеклянная линза. В качестве альтернативы вы должны носить шлем с автоматическим затемнением.
Существует множество применений низкоточной плазменной резки, включая резку нержавеющей стали и алюминия для производства и обслуживания. Плазменная резка также может использоваться для пакетной резки, и она более эффективна, чем пакетная резка с помощью кислородно-ацетиленовой горелки. Плазменная строжка с низким током также может использоваться для повышения качества отливок.
Избегайте резки во влажных или влажных местах, так как это увеличивает риск поражения электрическим током.
Используйте более мощные машины (более 100 ампер) в горизонтальном положении.Точные характеристики уточняйте у производителя.
Поиск и устранение неисправностей
Качество процесса плазменной резки может снизиться, если:
- необходимо заменить электрод (двухкратный срок службы электродов сужающей насадки)
- изношена сужающая насадка
Получите максимум от вашего плазменного резака
Ознакомьтесь с этими выигрышными трюками в области сварки, чтобы улучшить свою технику плазменной резки:
Плазменная дуговая резка — это простой, быстрый и настолько удобный способ, что многие люди выключают свои кислородно-топливные установки, используя его, чтобы просто предварительно нагреть их металл.При плазменно-дуговой резке газ, которым обычно является воздух, соединяется с электрической дугой и образует очень высокотемпературную плазменную дугу, которая проходит от электрода к заготовке (которой может быть любой материал, проводящий электричество) и прорезает металл.
Если сравнивать плазменную резку с механической или газокислородной резкой, то она, безусловно, имеет много преимуществ. Плазменная резка намного быстрее, чем кислородно-топливная, и режет быстрее — до 75 дюймов в минуту на стали 3/8 дюйма. Например, Патрик Бринкерхофф, директор по проектированию аттракционов казино «Стратосфера» в Лас-Вегасе, провел собственное испытание на снижение скорости, прежде чем сбить высокие американские горки на вершине башни «Стратосфера».В то время как разрез, который занял от семи до восьми минут с помощью кислородно-топливной горелки, занял всего три минуты и десять секунд, когда тот же самый разрез был выполнен с помощью плазменного резака!
Кроме того, у него не было никаких забот по транспортировке и безопасному хранению ацетилена с плазменным резаком. Некоторые из других преимуществ плазменной резки: отсутствие времени на предварительный нагрев, более компактный и точный пропил (ширина реза), меньшая область термического воздействия и возможность резать любой металл, проводящий электричество. включая латунь, алюминий, медь, оцинкованную сталь и титан.
включая латунь, алюминий, медь, оцинкованную сталь и титан.
Получение максимальной отдачи от вашего плазменного резака начинается с проверки наличия надлежащего оборудования для выполнения необходимых задач. Плазменные резаки оцениваются в зависимости от их способности резать. Номинальная производительность означает толщину низкоуглеродистой стали, которую можно разрезать точно в зависимости от постоянной скорости перемещения 10 дюймов в минуту, а тяжелая резка означает максимальную резку, которую устройство может выполнить в идеальных условиях при более низкой скорости движения. Таким образом, блок может быть рассчитан на 3/8 дюйма и иметь максимальный резкий рез 5/8 дюйма на низкоуглеродистой стали.Рейтинги могут варьироваться от одного производителя к другому.
Найдите время и прочтите руководство пользователя, так как в нем содержится важная информация о том, как максимально использовать возможности вашего плазменного резака , а также о других мерах предосторожности, которые необходимо соблюдать. Всегда держите руководство под рукой, чтобы любой мог обратиться к нему в случае необходимости. Приведенная ниже информация не заменяет тщательного прочтения вашего руководства.
Всегда держите руководство под рукой, чтобы любой мог обратиться к нему в случае необходимости. Приведенная ниже информация не заменяет тщательного прочтения вашего руководства.
ПОДСКАЗКА
Наконечники направляют струю плазмы к заготовке.Чтобы увеличить срок его службы, подсказки должны соответствовать текущим настройкам, которые вы планируете использовать. Меньший наконечник усилителя будет иметь меньшее отверстие для сохранения узкого потока плазмы при меньших настройках при использовании на более тонком металле. Если используется наконечник на 40 ампер при настройке на 80 ампер, он исказит отверстие наконечника и его придется заменить. С другой стороны, если используется наконечник на 80 ампер при меньших настройках, он не будет хорошо направлять поток плазмы и приведет к более широкому пропилу. Для вырезания углов и использования шаблонов следует использовать удлиненные наконечники.Наконечники для строжки предназначены для распределения потока плазмы и избавления от большого количества материала за один проход, что позволяет дуге избавиться от огромного количества материала всего за один проход.
При использовании чистого и сухого воздуха и выполнении более длительной резки вы можете рассчитывать на то, что время непрерывной резки составит около двух часов. Если наконечник касается заготовки, это вызывает двойное изгибание и сокращает срок службы наконечника, поскольку он уступает место другому пути, по которому течет ток. Но если наконечник слишком далеко от заготовки, это снизит режущую способность.Таким образом, идеальное расстояние между заготовкой и наконечником должно быть 1/8 дюйма. Наличие защитного экрана, который соединяется с резаком и удерживает наконечник на расстоянии от заготовки, гарантирует, что поддерживается постоянный зазор 1/8 дюйма, что делает его идеальным для резки по шаблону и для неустойчивых рук.
Перед тем, как сделать первый разрез в заготовке, попробуйте вырезать образец на аналогичном металле, чтобы убедиться в правильности скорости перемещения и настроек. Если вы планируете длинную резку, потренируйтесь заранее, чтобы убедиться, что у вас достаточно места для свободного движения и вы можете удерживать резак перпендикулярно заготовке. Довольно сложно начинать и останавливаться, сохраняя при этом четкий срез.
Довольно сложно начинать и останавливаться, сохраняя при этом четкий срез.
Для более точной резки вы можете использовать нережущую руку в качестве указки (см. фото). Эта установка для отдыха рук даст вам свободу движений во всех направлениях и в то же время поможет сохранить регулярное противостояние и держать руки устойчивыми. При протыкании тонкого металла, чтобы начать рез, дуга может пробиваться с очень небольшим задним плеском или вообще без него. Но если металл толстый, вам придется для начала держать горелку под углом 45°, чтобы первая вспышка металла имела место быть.Если этого не сделать, металл быстро изнашивает ваши расходные материалы из-за возникающего брызг.
СКОРОСТЬ ХОДА
В руководстве пользователя есть таблица, в которой толщина материала сравнивается со скоростью движения в дюймах в минуту. Обычно чем быстрее вы работаете, тем чище будет ваш срез, особенно если это алюминий. Для более толстых материалов дуга должна выходить из металла под углом от 15° до 20°, противоположным маршруту движения. Если он идет прямо вниз, это означает, что вы двигаетесь слишком медленно и имеете ненужный шлак или скопление окалины.Если вы двигаетесь слишком быстро, то расплавленный металл начнет распыляться обратно прямо в наконечник. Поскольку дуга движется под углом в конце реза, уменьшите скорость резки и держите резак под углом к пропилу через последний кусок металла.
Если он идет прямо вниз, это означает, что вы двигаетесь слишком медленно и имеете ненужный шлак или скопление окалины.Если вы двигаетесь слишком быстро, то расплавленный металл начнет распыляться обратно прямо в наконечник. Поскольку дуга движется под углом в конце реза, уменьшите скорость резки и держите резак под углом к пропилу через последний кусок металла.
НАПРАВЛЯЮЩИЕ
Для еще большей точности вы можете закрепить горизонтальную кромку на заготовке, чтобы сопровождать резак. Если необходимо сделать повторяющиеся вырезы одинаковой формы, можно создать шаблон. Убедитесь, что направляющая не воспламеняется.Доступны как круглые, так и прямые направляющие, которые помогут вам обеспечить точность резки.
.