★ Плазменное напыление — материаловедение .. Информация
★ Плазменное напыление
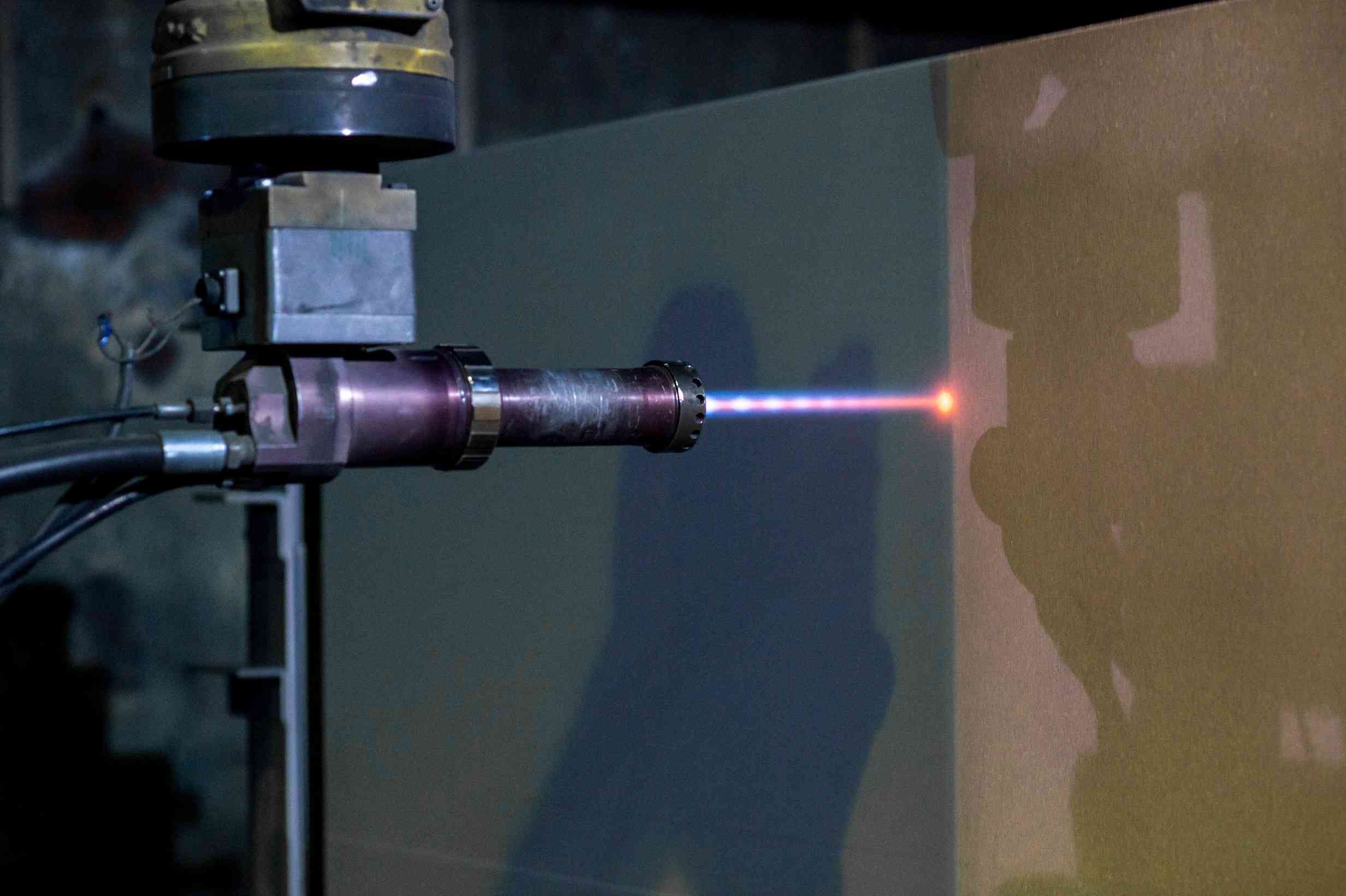
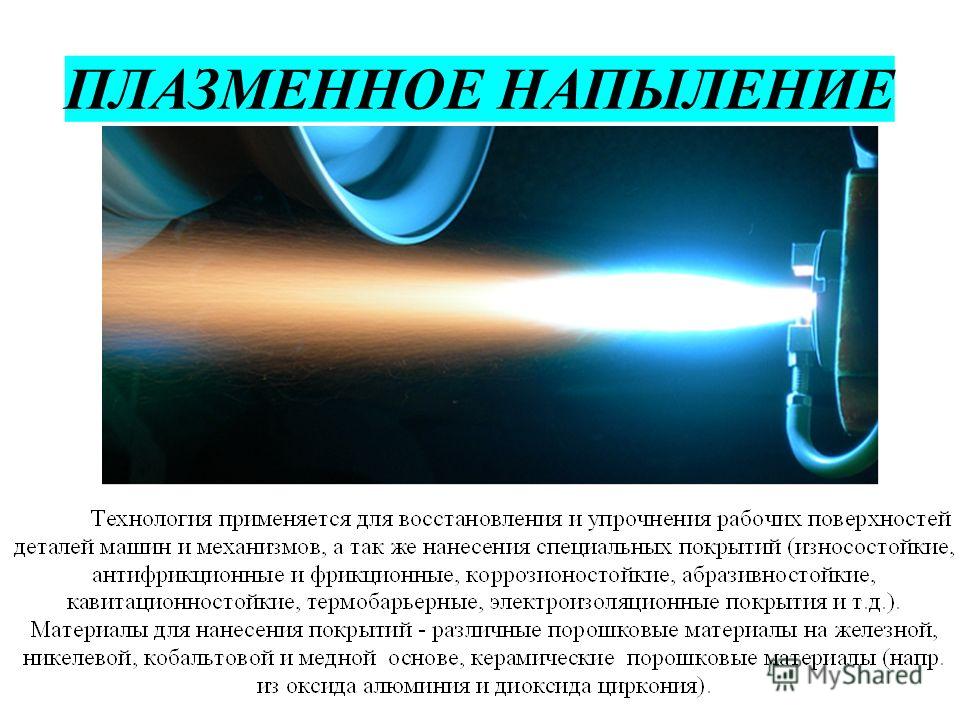
Процесс плазменного напыления для нанесения покрытий на поверхности с помощью плазменной струи.
Сущность плазменного напыления заключается в том, что в высокотемпературную плазменную струю подается исходный материал, который нагревается, плавится и двухфазного потока направляется на подложку. по ударам и деформации, взаимодействие частиц с поверхностью основы или распыления материала и формирования покрытия. плазменное напыление является одним из вариантов термического напыления.
Электрическая дуга является бесплатной, если ее развитие в пространстве не ограничено. сжатая дуга помещается в узких каналах и обдувается струями газов или паров. особенно мощных потоков плазмы из сжатой дугой. короткие дуги являются основой дугового плазмотрона-устройства для получения «низкотемпературной»..jpg)
В середине пятидесятых фирма Джианни публикует работы по устройству газовой горелкой с кольцевым анодом.
В конце 50-х создан первый электродуговых плазмотронов, а в начале 60-х лет – плазменного напыления из-за своей универсальности, температура плазменной струи обеспечивает плавления материалов для плазменного напыления заняли значительное место в ГТН, замена газопламенных методов.
Плазменная обработка позволила упрочнения поверхности конструкционных материалов.
Ионно плазменное напыление | Вакуумные технологии и оборудование для вакуумных систем
Введение современных методов обработки различных поверхностей, заметно улучшает качество выпускаемой продукции на внутренний и внешний рынок. Одна из таких технологий — ионно плазменное напыление. Представляет собой процедуру по нанесению декоративно-защитного покрытия на металлическую, пластиковую, стеклянную и другую поверхность, используя в качестве оборудования вакуумные ионно-плазменные (дуговые и магнитронные) установки. Основные преимущества ионно-плазменного метода покрытий:
- Отсутствие изменений в стехиометрическом составе.
- Очистка растущего покрытия и поверхности основы.

- Высокая плотность и прочность полученного покрытия.
- Образование покрытий из неплавящегося либо особотугоплавкого материала.
- Контроль над свойством и составом покрытия в момент нанесения.

Несмотря на довольно высокую стоимость подобного процесса и жестких требований к чистоте рабочей поверхности деталей, пользуется спросом в различных сферах. К минусам технологии можно отнести довольно медленный период обработки изделий, в отличие от аналогичных, вакуумных способов. А также весьма ограниченный размер рабочих камер, что подразумевает обработку небольшого количества деталей.
Применение
Может выполнить ионно плазменное напыление оборудование высокой технологии с помощью вакуумного метода нанесения покрытий на поверхность. Это позволяет формировать защитно-декоративные пленки из таких металлов и соединений:
- серебра, алюминия, никеля;
- титана, ниобия, хрома;
- циркония, тантала;
- нержавеющей стали;
- оксидов, нитридов некоторых металлов.

Например, ионно плазменное напыление нитрида титана, отличающееся крайне крепкой структурой пленки и долговечности в эксплуатации обработанного изделия. Некоторые производители дают 50 лет гарантии на покрытие подобного типа. Используется в области реставрационных и строительных работ, а также:
- при оформлении офисов и фасадов;
- производстве церковных куполов;
- в качестве покрытия крыши;
- при изготовлении металлочерепицы;
- различной сувенирной продукции.
Интересно! Благодаря добавлению в процесс ИП напыления реактивных газов (кислорода, азота, углекислого газа либо ацетилена), получается образовать практически любой цветовой оттенок поверхности.
Процесс нанесения
Представляет собой переноску напыляемого вещества в частицах от установки к требуемой поверхности детали/изделия. Осуществляется строго по прямолинейной траектории при уровне давления от 1,0-1 до 10-7 Па. Перед началом процедуры обязательна тщательная очистка рабочей поверхности от органики и продуктов неорганического загрязнения.
Обратите внимание! Чем выше уровень очистки, тем лучше сцепление покрытия и как следствие более качественный результат на выходе.
После, необходимо провести операции по механической полировке либо шлифовке детали. Перед нанесением ионно-плазменного покрытия уровень шероховатости поверхности должен быть не больше Ra=1,25мкм, а для резьбы показатель другой — Ra=2,5мкм. Далее, проводится промывка бензином, этиловым спиртом для удаления абразивов и паст. Описанные манипуляции следует проводить с помощью ультразвуковой ванны.
После приступают к непосредственной процедуре с использованием частиц чистого металла либо его соединений, например, ионно плазменное напыление наноуглеродных покрытий. Завершающей стадией становится постепенное охлаждение детали и ее выдерживание в вакуумной камере. Готовый продукт может выпускаться в эксплуатацию и не требует дополнительных обработок.
Установки ионно плазменного напыления
Используются в качестве платформы для разработок в такой области, как вакуумное ионно плазменное напыление, а также для обработок различных малоразмерных и средних деталей. Отличаются непрерывным, полунепрерывным и периодическим действием. Это позволяет применять установки в различных сферах деятельности: бытовых и промышленных.
Отличаются непрерывным, полунепрерывным и периодическим действием. Это позволяет применять установки в различных сферах деятельности: бытовых и промышленных.
- Высокая надежность и простота в применении.
- Современный дизайн и малые габариты.
- Скорость технологического цикла при обработке.
- Низкий уровень энерго- и ресурсопотребления.
- Лучшее качество покрытия за счет газовой плазмы.
Каждая установка ионно плазменного напыления отвечает международных стандартам технологии и безопасности, о чем свидетельствую приложенные сертификаты. С ее помощью, возможно нанесение покрытий на поверхность: металла, стекла, керамики, пластика. Обеспечивает износостойкость, антикоррозийный и защитно-декоративный эффект после обработки изделий методом ионно плазменного напыления. Управление осуществляется автоматическим программным обеспечением.
О НАС
Мы являемся авторизованным и эксклюзивным диcтрибьютором компании Metallisation Ltd (Великобритания), производителя систем газотермического напыления с почти вековой историей.
 Компания производит оборудование для электродуговой металлизации, газопламенного, сверхзвукового и плазменного напыления.
Компания производит оборудование для электродуговой металлизации, газопламенного, сверхзвукового и плазменного напыления.Услуги по электродуговой металлизации и газопламенному напылению.
Мы выполняем работы по нанесению металлических покрытий методом электродуговой металлизации и газопламенного напыления на металлоконструкции и оборудование ЛЮБЫХ РАЗМЕРОВ:
Пескоструйная и дробеструйная обработка различными материалами: гарнет, стальная колотая дробь, оксид алюминия и др.,
Антикоррозионные покрытия из цинка, алюминия, цинк/алюминия 85/15,
Напыление латуни на теплообменное оборудование,
Финишное покрытие двухкомпонентными и силиконовыми герметиками.
Работы выполняются как на нашей производственной площадке в г. Великий Новгород, так и с выездом к Заказчику в любую точку Российской Федерации, Казахстана и Белоруссии.
Мы поставляем оборудование для газотермического напыления.
Газотермическое напыление – современная технология, использование которой обеспечивает сохранность ресурсов и энергии. Этот термин объединяет процессы, в рамках которых наносятся покрытия, устойчивые к воздействию высоких температур. Методика предусматривает распыление с использованием струи газа или сжатого воздуха с последующим образованием мелких частиц, передвигающихся с большой скоростью и попадающих на поверхность, прошедшую предварительную подготовку. В результате такой обработки образуется слой, имеющий заданные свойства.Подобная технология нашла широкое применение в промышленности. Сегодня наиболее активно используются четыре основных ее направления: электродуговая металлизация, газопламенное , плазменное и сверхзвуковое напылени.
Особенности технологии газопламенного напыления.
Процедура газопламенного напыления востребована в условиях монтажа, когда сложно или невозможно выполнить напыление детали в других условиях. Технология предусматривает подачу в зону с высокой температурой, где преобладает ацетиленокислородное пламя, термореагирующих, самофлюсующихся или керамических материалов, а также порошкообразных смесей, которые образуют качественное покрытие на поверхности.
Технология предусматривает подачу в зону с высокой температурой, где преобладает ацетиленокислородное пламя, термореагирующих, самофлюсующихся или керамических материалов, а также порошкообразных смесей, которые образуют качественное покрытие на поверхности.
Газопламенное напыление характеризуется высокими показателями производительности. Для выполнения подобной процедуры используется специальное промышленное оборудование из Англии от компании Metallisation, которое является конструктивно простым и надежным в работе.
Электродуговая металлизация и ее преимущества
Электродуговая металлизация предусматривает осуществление термического напыления, во время которого температура поверхности не выходит за границы показателя в 150 градусов. Это позволяет предотвратить деформационные процессы и нарушения металлической структуры.
Проведение электродуговой металлизации сопряжено с минимальными эксплуатационными расходами и высокой производительностью. Процесс является безопасным, не требует применения кислорода, горючего газа или керосина. Для металлизации можно использовать две разные проволоки, чтобы получить покрытие, характеризующееся необходимыми свойствами, обладающее более высокими показателями адгезии по сравнению с результатами, полученными во время применения газопламенного способа.
Процесс является безопасным, не требует применения кислорода, горючего газа или керосина. Для металлизации можно использовать две разные проволоки, чтобы получить покрытие, характеризующееся необходимыми свойствами, обладающее более высокими показателями адгезии по сравнению с результатами, полученными во время применения газопламенного способа.
Термическое напыление. Способы, оборудование для термического напыления
Содержание страницы
Термин термическое напыление объединяет собой все способы, при которых покрытие на поверхности субстрата образуется из нагретых частиц, ударяющихся о него с большой скоростью. При этом три важнейших параметра: размер частиц, температура частиц и их скорость могут сильно различаться, в зависимости от способа напыления.
Рассмотрим основные способы термического напыления:
- Газопламенное напыление проволокой
- Газопламенное напыление порошком
- Сверхзвуковое газопламенное напыление проволокой
- Сверхзвуковое газопламенное напыление порошком
- Холодное напыление порошком
- Детонационное напыление порошком
- Электродуговое напыление проволокой
- Плазменное напыление порошком (атмосферное и вакуумное)
Газопламенное напыление проволокой и порошком, — самые старые способы термического напыления. Эти процессы, а также способ электродугового напыления (металлизации) проволокой был изобретен швейцарским инженером Максом Ульрихом Шоопом в начале двадцатого века: 1913 – газопламенное напыление проволокой, 1918 – электродуговое напыление проволокой, 1921 – газопламенное напыление порошком. Первые опытные установки детонационного напыления были созданы в 50-х годах. Метод атмосферного плазменного напыления был запатентован Гианини и Дукати в 1960 и Гаге в 1962. Вакуумное плазменное напыление изобретено Мюльбергером в 1973. Высокоскоростное (сверхзвуковое) напыление проволокой и порошком появилось в 80-х годах, а холодное напыление — в девяностых.
Эти процессы, а также способ электродугового напыления (металлизации) проволокой был изобретен швейцарским инженером Максом Ульрихом Шоопом в начале двадцатого века: 1913 – газопламенное напыление проволокой, 1918 – электродуговое напыление проволокой, 1921 – газопламенное напыление порошком. Первые опытные установки детонационного напыления были созданы в 50-х годах. Метод атмосферного плазменного напыления был запатентован Гианини и Дукати в 1960 и Гаге в 1962. Вакуумное плазменное напыление изобретено Мюльбергером в 1973. Высокоскоростное (сверхзвуковое) напыление проволокой и порошком появилось в 80-х годах, а холодное напыление — в девяностых.
При газопламенном напылении проволокой проволока медленно подаётся в центр ацетиленокислородного пламени и там оплавляется. С помощью распыляющего газа, как правило сжатого воздуха, расплавленные капли выдуваются из зоны плавления и ускоряются в направлении подготовленной детали. [В шнуровом методе напыления вместо проволоки используется пластиковая трубочка, заполненная порошком]. На рисунке 1 изображено принципиальное устройство пистолета для газопламенного напыления проволокой.
[В шнуровом методе напыления вместо проволоки используется пластиковая трубочка, заполненная порошком]. На рисунке 1 изображено принципиальное устройство пистолета для газопламенного напыления проволокой.
Рис. 1. Принцип газопламенного напыления проволокой.
(1) Ацетилен/Кислород (2) Проволока (3) Сопло (4) Ацетилен/кислородное пламя и напыляемый материал (5) Деталь
Из устройств газопламенного напыления проволокой наибольшее, на сегодняшний день, распространение в мире получили ручные пистолеты фирмы Sulzer Metco серии 16E (Wire Combustion Gun 16E / 16E-H / 16E-P / 16E-HT), изображенные на рисунке 2.
Рис. 2. Ручное устройство Wire Combustion Gun 16E.
Спецификация устройства приведена в таблице 1.
Таблица 1. Спецификация устройства Wire Combustion Gun 16E.
| Толщина проволоки, мм | 0,813 – 4,73 (стандарт: 3,2) |
| Масса, кг | 2,5 |
| Необходимые для процесса напыления газы: | |
1. горючий газ горючий газ | Ацетилен (возможно также применение пропана, пропилена, природного газа и водорода) |
| 2. Кислород | |
| 3. Сжатый воздух | 0,85 м3/мин, минимум 4,5 атм. |
| Уровень шума, дБ | 114 — 125 |
Как видно из таблицы, пистолеты для газопламенного напыления проволокой расходуют большое количество сжатого воздуха, и, именно поэтому обладают очень высокой шумностью. Для ручного устройства подобный уровень высокочастотного шума (пронизывающего свиста) является серьезной проблемой, ограничивающей его применение.
Существуют и другие, не описанные в спецификациях изготовителей, недостатки способа газопламенного напыления проволокой, которые, в конечном итоге, приводят к вытеснению этого способа другими, более прогрессивными способами термического напыления. Перечислим эти недостатки:
1. Широкий угол распыления: при распылении капелек с расплавляемого конца проволоки невозможно добиться узкого пучка частиц и однородной концентрации частиц в потоке, как в способах напыления, использующих порошки. Поэтому, несмотря на неплохое использование тепла пламени и довольно высокую производительность, коэффициент полезного действия по материалу весьма низкий. Вторым недостатком широкого угла распыления является большая разница в энергиях частиц по поперечному сечению конуса напыления: частицы на периферии конуса имеют гораздо меньшую энергию и создают так называемый overspray, то есть слабый, пористый слой с плохой связью с материалом основы. Частицы с высокой энергией из оси конуса напыления попадая на слой overspray уже не могут исправить ни качество слоя, ни его связности с субстратом. Побочная проблема широкого угла распыления заключается в попадании распыляемых частиц на поверхности напыляемой детали не предусмотренные для покрытия. Кроме того, сильно загрязняется оборудование и усложняется проблема вытяжной вентиляции рабочего места.
Поэтому, несмотря на неплохое использование тепла пламени и довольно высокую производительность, коэффициент полезного действия по материалу весьма низкий. Вторым недостатком широкого угла распыления является большая разница в энергиях частиц по поперечному сечению конуса напыления: частицы на периферии конуса имеют гораздо меньшую энергию и создают так называемый overspray, то есть слабый, пористый слой с плохой связью с материалом основы. Частицы с высокой энергией из оси конуса напыления попадая на слой overspray уже не могут исправить ни качество слоя, ни его связности с субстратом. Побочная проблема широкого угла распыления заключается в попадании распыляемых частиц на поверхности напыляемой детали не предусмотренные для покрытия. Кроме того, сильно загрязняется оборудование и усложняется проблема вытяжной вентиляции рабочего места.
2. Неуправляемый размер напыляемых частиц: в процессе раздува расплавляемой проволоки образуются частицы с размером от 0,01 до 1000 мкм, а также истинные пары´ распыляемого материала, особенно если проволока содержит алюминий, цинк, олово, свинец, медь или никель (большинство проволок для газопламенного напыления содержат один или несколько из этих металлов). Такое широчайшее распределение размеров частиц вызывает целый ряд серьезных проблем:
Такое широчайшее распределение размеров частиц вызывает целый ряд серьезных проблем:
- низкое качество покрытия, вызванное неравномерностью структуры и грубыми включениями особо крупных частиц
- высокое и неравномерное содержание оксидов в покрытии из-за окисления особо мелких частиц в пламени горелки
- плохое сцепление с основой, высокая пористость из-за overspray, вызываемым мелкими окисленными частицами
- особо мелкие частицы и пары´ распыляемых металлов очень канцерогенны и вызывают у работающих в цеху заболевания дыхательных органов и аллергию. Мероприятия по охране здоровья работающих посредством респираторов и дыхательных масок, как правило, недостаточно эффективны, тогда как надежная защита с использованием звукозащитных кабин в комбинации с вытяжными фильтровентиляционными установками и роботизированным ведением процесса, для ручных устройств газопламенного напыления проволокой используются крайне редко.
3. Узкий выбор напыляемых материалов: ограниченность технологии газопламенного напыления проволокой заключается не столько в том, что выбор коммерческих проволок для пистолетов невелик, столько в том, что выбор
материалов проволок лимитируется вышеназванными недостатками этого способа напыления. Газопламенное напыление проволокой все еще применяется для получения недорогих и низкокачественных (пористых) покрытий на сталь и чугун из нержавеющих сталей, алюминия, цинка, олова, свинца, баббитов, латуней и алюминиевых бронз с подслоем из никель—алюминия .
Газопламенное напыление проволокой все еще применяется для получения недорогих и низкокачественных (пористых) покрытий на сталь и чугун из нержавеющих сталей, алюминия, цинка, олова, свинца, баббитов, латуней и алюминиевых бронз с подслоем из никель—алюминия .
На некоторых предприятиях этот способ до сих пор остается самым массовым, и применяется, например, даже для создания пористых покрытий из дорогостоящего молибдена. На других производствах газопламенное напыление проволокой стало нерациональным и было вытеснено более современными технологиями напыления, изза низкого качества покрытий, неоправданно больших потерь дефицитных материалов и проблем с охраной труда.
К достоинствам способа газопламенного напыления проволокой можно отнести, пожалуй, только дешевизну и распространенность оборудования, приспособлений и запчастей, а также наличие квалифицированного персонала, имеющего опыт работы именно с этим оборудованием.
[Шнуровое напыление несколько расширяет возможности проволочных устройств по материалам, но не решает проблем с качеством напыления].
При газопламенном напылении порошком в струю ацетиленокислородного пламени вводится порошок напыляемого материала. На рисунке 3 представлена схема подобного устройства.
Рис. 3. Принцип газопламенного напыления порошком.
(1) Ацетилен/Кислород (2) Емкость с порошком (3) Горелка (4) Газ + Порошок (5) Ацетиленокислородное пламя и напыляемые частицы (6) Деталь
Существуют как ручные пистолеты с простейшей гравитационной подачей порошка из бачка (сыпучий порошок засасывается внутрь пламени по его оси за счет разряжения, возникающего при сгорании горючего газа), так и более современные промышленные устройства для роботизированного напыления. Такие устройства работают с подачей порошка из специальных питателей, подающих порошок внутрь, по оси пламени, под давлением. Подобные питатели значительно расширяют возможности способа газопламенного напыления порошком, о чем более подробно будет рассказано далее.
Из-за существенно более низкой цены ручные устройства газопламенного напыления без порошковых питателей по-прежнему используются на подавляющем большинстве предприятий, занимающихся термическим напылением. На рисунке 4 изображен, наиболее популярный в мире, ручной пистолет порошкового термического напыления марки 5P производства фирм Sulzer Metco или GTV. Также очень распространены, похожие по спецификациям, пистолеты CastoDyn DS 8000 фирмы Castolin.
Рис. 4. Пистолет 5P-II от Sulzer Metco.
Компания Sulzer Metco выпускает и более прогрессивные устройства серии 6P для газопламенного напыления с порошковым питателем (рисунок 5):
Рис. 5. Устройства серии 6P-II.
Рис. 6. Порошковый питатель 9MP.
Модели 6P-II, 6P-II-A и 6P-II-H отличаются способом ведения (ручным для 6P-II-H и механическим для двух остальных), а также способом зажигания и прерывания пламени (автоматизированным для 6P-II-A и ручным для двух остальных). Во всех трех моделях серии 6P-II включение, регулировка и прерывание подачи порошка осуществляется порошковым питателем, например Sulzer Metco 9MP (рисунок 6).
Во всех трех моделях серии 6P-II включение, регулировка и прерывание подачи порошка осуществляется порошковым питателем, например Sulzer Metco 9MP (рисунок 6).
Пистолеты Sulzer Metco серий 5P и 6P могут оснащаться специальными удлинительными насадками для напыления внутренних поверхностей (рисунок 7).
Рис. 7. Удлинительная насадка.
Практически все современные пистолеты для газопламенного напыления порошком оснащаются насадками с дюзами для сжатого воздуха, которые служат для выдувания из пламени мелких фракций порошка и для удаления холодных частиц с периферии пламени. Таким способом удается, в некоторых случаях, бороться с одной из главных проблем газопламенного напыления — overspray.
Рассмотрим подробнее достоинства и недостатки технологии газопламенного напыления порошком в сравнении с другими методами термического напыления.
Достоинства способа:
- Относительно низкая цена и широкая распространенность на рынке оборудования: большой выбор устройств, запчастей и различных приспособлений; наличие квалифицированного персонала, имеющего опыт работы с такими устройствами.
- Простота и многогранность применения, как в ручном, так и в автоматизированном исполнении, мобильность (позволяет производить ремонтные работы даже внутри различных промышленных установок).
- Возможность напыления внутренних поверхностей с диаметром менее 200 мм.
- Широкий выбор коммерческих порошков, оптимизированных для газопламенного напыления.
- Самый низкий, из всех способов термического напыления, уровень шума.
- Относительно небольшая, по сравнению с другими методами напыления, эмиссия канцерогенных веществ (тонкой пыли и паров) в окружающую среду: возможна безопасная работа без специальной кабины, лишь с простой вытяжной вентиляцией.

Недостатки способа:
- Низкая скорость напыляемых частиц (не более 50 м/сек) вызывает сразу несколько проблем:
- Малая кинетическая энергия частиц позволяет получать более-менее плотные покрытия только из легкоплавких и легко деформируемых материалов, порошки с температурой плавления выше 1100-1200°C практически всегда дают пористые покрытия.
- Из-за низкой скорости частиц получение узкого и концентрированного их потока возможно только с применением «раздувания» пламени сжатым воздухом. При этом на субстрат попадают только самые быстрые и горячие частицы из оси конуса напыления, а все остальные частицы с малой энергией, способные, в противном случае, образовывать overspray, просто выдуваются. Такой способ борьбы с overspray имеет и негативную сторону, — теряется часть напыляемого материала, а частицы, долетающие до субстрата, охлаждаются сжатым воздухом и не имеют достаточно энергии, необходимой для образования плотного покрытия.
- Низкая скорость частиц делает практически невозможным эффективное напыление тонкозернистых порошков даже при использовании порошковых питателей.
- Малая кинетическая энергия частиц позволяет получать более-менее плотные покрытия только из легкоплавких и легко деформируемых материалов, порошки с температурой плавления выше 1100-1200°C практически всегда дают пористые покрытия.
- Относительно малая энергия напыляемых частиц: в связи с необходимостью использования для газопламенного напыления грубозернистых (сыпучих и «хорошо летящих») порошков с размером зерна 50-150 мкм, во многих случаях возникает проблема с недостаточным нагревом частиц пламенем. Дело тут не в том, что ацетиленокислородное пламя «недостаточно горячее», а в том, что время нагрева крупных частиц до необходимой температуры часто превышает время пребывания этих частиц в пламени. Эта проблема значительно усугубляется малой кинетической энергией частиц: недостаток кинетической энергии приводит к тому, что только оплавленные частицы имеют шанс «прилипнуть» к субстрату, тогда как при высоких кинетических энергиях, даже нерасплавленные металлические частицы прекрасно «вбиваются» в напыляемую поверхность.
- Окисление части порошка кислородом пламени: большинство порошков для термического напыления содержат металлы и чувствительны к окислению в пламени. При этом, чем больше поверхность металлических частиц (обратно пропорционально квадрату уменьшения размера зерна), тем больше оксидов образуется и переносится в образующееся покрытие. Таким образом, наличие кислорода в пламени создает проблему, особенно серьезную для тонкозернистых порошков. Для борьбы с окислением в устройствах газопламенного напыления, помимо использования грубозернистых порошков, помогает применение порошковых питателей с инертным несущим газом. Использование таких питателей с соответствующими пистолетами (например, серии 6P) позволяет расширить спектр порошков для напыления, — инертный несущий газ эффективно защищает от окисления порошки, сгорающие в простых устройствах газопламенного напыления.

 Дело тут не в том, что ацетиленокислородное пламя «недостаточно горячее», а в том, что время нагрева крупных частиц до необходимой температуры часто превышает время пребывания этих частиц в пламени. Эта проблема значительно усугубляется малой кинетической энергией частиц: недостаток кинетической энергии приводит к тому, что только оплавленные частицы имеют шанс «прилипнуть» к субстрату, тогда как при высоких кинетических энергиях, даже нерасплавленные металлические частицы прекрасно «вбиваются» в напыляемую поверхность.
Дело тут не в том, что ацетиленокислородное пламя «недостаточно горячее», а в том, что время нагрева крупных частиц до необходимой температуры часто превышает время пребывания этих частиц в пламени. Эта проблема значительно усугубляется малой кинетической энергией частиц: недостаток кинетической энергии приводит к тому, что только оплавленные частицы имеют шанс «прилипнуть» к субстрату, тогда как при высоких кинетических энергиях, даже нерасплавленные металлические частицы прекрасно «вбиваются» в напыляемую поверхность. Использование таких питателей с соответствующими пистолетами (например, серии 6P) позволяет расширить спектр порошков для напыления, — инертный несущий газ эффективно защищает от окисления порошки, сгорающие в простых устройствах газопламенного напыления.
Использование таких питателей с соответствующими пистолетами (например, серии 6P) позволяет расширить спектр порошков для напыления, — инертный несущий газ эффективно защищает от окисления порошки, сгорающие в простых устройствах газопламенного напыления.Как видно из вышеизложенного, метод газопламенного напыления порошком имеет серьезные ограничения, связанные, в первую очередь, с пористостью получаемых покрытий. В отдельных, особых случаях, пористость не представляет проблемы и даже желательна, но для подавляющего большинства покрытий пористость вредна и вынуждает прибегать к другим технологиям напыления.
До настоящего времени, лишь в одном единственном случае удается, последующей термической обработкой, превратить низкокачественное пористое покрытие в высококачественное – газоплотное, с прекрасной связью с субстратом. Речь идет о покрытиях из так называемых самофлюсующихся сплавов на основе никеля с хромом или кобальта с хромом и с добавками бора и кремния. Более подробно об этих покрытиях будет рассказано в главе, посвященной материалам для термического напыления. Интересно, что большинство предприятий, внедривших способ газопламенного напыления порошком, применяют его практически исключительно для этой группы материалов.
Интересно, что большинство предприятий, внедривших способ газопламенного напыления порошком, применяют его практически исключительно для этой группы материалов.
Методы высокоскоростного газопламенного напыления, как проволокой, так и порошком принципиально аналогичны соответствующим методам простого газопламенного напыления. Разница состоит в конструкциях устройств и в скоростях струи пламени, реализуемых этими конструкциями. Основная конструкционная особенность всех устройств сверхзвукового газопламенного напыления состоит в наличии реактивного сопла (сопла Лаваля), позволяющего разогнать пламя с частицами до сверхзвуковых скоростей. Так как низкая скорость частиц составляет основную проблему устройств простого газопламенного напыления, то значительное увеличение этой скорости устройствами высокоскоростного газопламенного напыления дает безусловное преимущество последним.
На рисунке 8 изображена принципиальная схема горелки высокоскоростного газопламенного напыления порошком.
Рис. 8. Принцип высокоскоростного газопламенного напыления.
В настоящее время установки высокоскоростного газопламенного напыления порошком вышли на первое место по популярности среди всех методов термического напыления. Высокоскоростное напыление проволокой распространено реже, так как не дает больших преимуществ по сравнению с обычным газопламенным напылением проволокой, имея все недостатки этого метода.
В связи с распространенностью и принципиальной важностью способа высокоскоростного напыления порошком обсудим его в деталях:
Устройства для высокоскоростного напыления порошком отличаются большим разнообразием конструкций и технических характеристик. Конструкция устройства, в свою очередь, оказывает большое влияние на качество получаемого покрытия. В связи с этим, некорректно говорить о процессе в целом, без рассмотрения особенностей отдельных устройств. Тем не менее, обсудим сначала основные отличительные особенности способа из соображений теории, и лишь затем перейдем к отдельным конструкциям.
Тем не менее, обсудим сначала основные отличительные особенности способа из соображений теории, и лишь затем перейдем к отдельным конструкциям.
Итак, упрощенно говоря, устройство для высокоскоростного газопламенного напыления представляет собой горелку для газопламенного напыления с «надетым» на нее соплом Лаваля. Из теории реактивных двигателей известно, что увеличение скорости пламени соплом происходит за счет снижения его давления и температуры, как изображено на рисунке 9 (М – число Маха):
Рис. 9. Схема действия сопла.
Что же приносит практическое применение сопла для устройств газопламенного напыления:
- Увеличение скорости достигается за счет уменьшения температуры, поэтому температура частиц в устройствах высокоскоростного напыления будет ниже, чем в устройствах газопламенного напыления равной мощности. Для достижения аналогичной температуры частиц, устройства высокоскоростного напыления должны иметь существенно большую мощность, что и имеет место на практике.
- Введение порошка по оси пламени «из бачка» под разряжением, как в обычных пистолетах газопламенного напыления, становится невозможным из-за повышенного давления газа на выходе перед сужением сопла. Необходимо вводить порошок под избыточным давлением несущего газа, с помощью питателя, чтобы преодолеть это повышенное давление газа пламени. Существуют также варианты введения порошка в зону разряжения за сужением сопла, через каналы в сопле, перпендикулярные к оси пламени. Такой ввод порошка неизбежен в случае применения сопел с высокой степенью сжатия (> 10 атм.). В этом случае порошок вовсе минует «горячую» часть пламени, будучи введенным сразу в его «холодную» часть. Соответственно, температура частиц при таком варианте введения порошка, будет еще существенно ниже. В любом случае, применение порошковых питателей для устройств высокоскоростного газопламенного напыления абсолютно необходимо.
- Движение пламени в сопле вызывает его интенсивный нагрев, который необходимо снижать водяным охлаждением, причем, чем длиннее сопло, тем больше тепла необходимо отводить. Таким образом, для достижения сверхзвуковых скоростей необходимы более сложные конструкции с системой водяного охлаждения. Кроме того, охлаждаемое сопло вызывает значительное охлаждение пламени и напыляемых частиц, которое опять приходится компенсировать дополнительной мощностью пламени. Получается замкнутый круг: все более высокая мощность пламени требует все более интенсивного охлаждения, то есть, все больших потерь тепла, причем температура частиц с повышением мощности растет незначительно.
- Ограничение пламени и потока частиц соплом дает таким устройствам важное преимущество: пучок частиц получается узким и концентрированным (кинжальным). Кроме того частицы в этом потоке имеют узкое распределение по энергиям, что практически устраняет проблему с overspray. Оборотной стороной контакта пламени и частиц с соплом является проблема с налипанием отдельных частиц на внутреннюю поверхность сопла (засорение сопла с последующим «плеванием» отскочившими кусками). Эта, специфическая проблема устройств высокоскоростного газопламенного напыления, приводит к ограничениям в выборе напыляемых порошков: частицы порошка не должны полностью расплавляться пламенем во избежание налипания на сопло, то есть, или быть достаточно крупными и/или достаточно тугоплавкими. Так как частицы не расплавляются полностью, то их прилипание к субстрату может происходить только за счет пластической деформации при ударе с большой скоростью, иначе говоря, за счет высокой кинетической энергии. Из этого, в свою очередь, следует вывод о том, что все, недеформируемые в твердом состоянии, материалы (практически все чисто-керамические порошки) непригодны для высокоскоростного газопламенного напыления. Пригодными являются только деформируемые, за счет металлической составляющей, порошки, с возможно более узким распределением частиц по размерам.
- Идеальными для процесса высокоскоростного газопламенного напыления можно считать сферические частицы равного диаметра, состоящие из двух фаз: матрицы из относительно легкоплавкого металла и наполнителя из тугоплавкой керамики. Такие частицы, в потоке относительно холодного быстрого пламени, всегда будут плавиться лишь частично, не прилипая к соплу и, в то же время, за счет пластической деформации при ударе, будут хорошо прилипать к металлическому субстрату и друг к другу. На практике именно такие композитные порошки и позволили методу высокоскоростного газопламенного напыления быстро завоевать столь высокую популярность. Речь идет об агломерированных спеченных порошках Cr3C2-NiCr, WC-Co и других аналогичных металлокерамических порошках, из которых, методом высокоскоростного газопламенного напыления, изготавливаются высококачественные плотные, твердые и износостойкие покрытия (подробнее об особенностях напыления многофазных порошков и об образовании покрытий из них будет рассказано в следующих главах).
- Влияние сопла на ускорение частиц порошка определяется не только увеличением скорости газа, но и в большей степени, тем фактом, что внутри всего сопла частицы разгоняются вместе с газом и лишь после выхода из него начинают замедляться сопротивлением воздуха. Поэтому, несмотря на то, что ускорение газа соплом не зависит напрямую от его длины, а определяется соотношением сечений, скорость частиц порошка тем выше, чем длиннее сопло. Варьируя длину сопла можно в значительной степени менять скорость и температуру частиц: длиннее сопло – частицы быстрее и холоднее, короче сопло – частицы медленнее и горячее. С точки зрения необходимых конструкций и мощностей влияние длины сопла выглядит так: длинное сопло – тяжелая конструкция большой мощности, короткое сопло – легкая конструкция малой мощности.

 Таким образом, для достижения сверхзвуковых скоростей необходимы более сложные конструкции с системой водяного охлаждения. Кроме того, охлаждаемое сопло вызывает значительное охлаждение пламени и напыляемых частиц, которое опять приходится компенсировать дополнительной мощностью пламени. Получается замкнутый круг: все более высокая мощность пламени требует все более интенсивного охлаждения, то есть, все больших потерь тепла, причем температура частиц с повышением мощности растет незначительно.
Таким образом, для достижения сверхзвуковых скоростей необходимы более сложные конструкции с системой водяного охлаждения. Кроме того, охлаждаемое сопло вызывает значительное охлаждение пламени и напыляемых частиц, которое опять приходится компенсировать дополнительной мощностью пламени. Получается замкнутый круг: все более высокая мощность пламени требует все более интенсивного охлаждения, то есть, все больших потерь тепла, причем температура частиц с повышением мощности растет незначительно. Так как частицы не расплавляются полностью, то их прилипание к субстрату может происходить только за счет пластической деформации при ударе с большой скоростью, иначе говоря, за счет высокой кинетической энергии. Из этого, в свою очередь, следует вывод о том, что все, недеформируемые в твердом состоянии, материалы (практически все чисто-керамические порошки) непригодны для высокоскоростного газопламенного напыления. Пригодными являются только деформируемые, за счет металлической составляющей, порошки, с возможно более узким распределением частиц по размерам.
Так как частицы не расплавляются полностью, то их прилипание к субстрату может происходить только за счет пластической деформации при ударе с большой скоростью, иначе говоря, за счет высокой кинетической энергии. Из этого, в свою очередь, следует вывод о том, что все, недеформируемые в твердом состоянии, материалы (практически все чисто-керамические порошки) непригодны для высокоскоростного газопламенного напыления. Пригодными являются только деформируемые, за счет металлической составляющей, порошки, с возможно более узким распределением частиц по размерам. На практике именно такие композитные порошки и позволили методу высокоскоростного газопламенного напыления быстро завоевать столь высокую популярность. Речь идет об агломерированных спеченных порошках Cr3C2-NiCr, WC-Co и других аналогичных металлокерамических порошках, из которых, методом высокоскоростного газопламенного напыления, изготавливаются высококачественные плотные, твердые и износостойкие покрытия (подробнее об особенностях напыления многофазных порошков и об образовании покрытий из них будет рассказано в следующих главах).
На практике именно такие композитные порошки и позволили методу высокоскоростного газопламенного напыления быстро завоевать столь высокую популярность. Речь идет об агломерированных спеченных порошках Cr3C2-NiCr, WC-Co и других аналогичных металлокерамических порошках, из которых, методом высокоскоростного газопламенного напыления, изготавливаются высококачественные плотные, твердые и износостойкие покрытия (подробнее об особенностях напыления многофазных порошков и об образовании покрытий из них будет рассказано в следующих главах). Варьируя длину сопла можно в значительной степени менять скорость и температуру частиц: длиннее сопло – частицы быстрее и холоднее, короче сопло – частицы медленнее и горячее. С точки зрения необходимых конструкций и мощностей влияние длины сопла выглядит так: длинное сопло – тяжелая конструкция большой мощности, короткое сопло – легкая конструкция малой мощности.
Варьируя длину сопла можно в значительной степени менять скорость и температуру частиц: длиннее сопло – частицы быстрее и холоднее, короче сопло – частицы медленнее и горячее. С точки зрения необходимых конструкций и мощностей влияние длины сопла выглядит так: длинное сопло – тяжелая конструкция большой мощности, короткое сопло – легкая конструкция малой мощности.Как видно из вышеизложенного, «простое надевание» сопла Лаваля на устройство газопламенного напыления оказалось совсем непростым. Вместо легкого пистолета с
бачком для порошка, как на рисунке 4, получилось сложное, массивное устройство большой термической мощности, с порошковым питателем и системой водяного охлаждения, практически малопригодное (особенно при большой длине сопла) для ручного напыления, из-за «чудовищного» уровня шума, большого веса и сильной отдачи.
Перейдем теперь к конкретным устройствам.
Установки высокоскоростного газопламенного напыления HVOF с длинным соплом (более 100 мм)Установки с длинным соплом являются наиболее мощными и дорогими, но и дают наивысшую скорость напыляемых частиц. Рассмотрим технические характеристики таких установок на примере, широко распространенного в Германии, устройства К2 фирмы GTV (рисунок 10).
Рассмотрим технические характеристики таких установок на примере, широко распространенного в Германии, устройства К2 фирмы GTV (рисунок 10).
Рис. 10. Устройство K2 от GTV.
На рисунке 11 устройство изображено в разобранном состоянии.
Рис. 11. Основные детали K2.
Особенности устройства:
- Ввод порошка через два инжектора в зону разряжения за сужением сопла, перпендикулярно к оси пламени.
- Использование керосина в качестве горючего с целью получения светящегося пламени (для лучшей передачи тепла от пламени к порошку).
- Автоматическая система зажигания горелки.
- Длина применяемых сопел 100, 150 и 200 мм с внутренними диаметрами от 10 до 12 мм.
- Максимальная термическая мощность кислородно-керосинового пламени более 250 кВт (теплосодержание топлива около 10 кВт-ч на 1 литр керосина).
- Возможность использования в качестве топлива также ацетилена, пропана, и этена.
- Расход кислорода более 1000 л/мин.
- Давление газа на входе в сопло до сужения более 10 атм.
- Скорость газа на выходе из сопла более 2000 м/сек
- Температура пламени на входе в сопло около 2800°C
- Скорость частиц порошка на выходе из сопла около 700 м/сек
- Максимальная производительность по порошку до 10 кг/ч

Как видно из характеристик, высокое давление на входе в сопло (более 10 атм.) привело к необходимости применения конструкционно сложного и термодинамически нерационального радиального ввода порошка в зону разряжения сопла. В результате общая мощность этого устройства с длинным соплом примерно в 10 раз превышает мощность аналогичных по производительности устройств газопламенного напыления порошком. С другой стороны, увеличение скорости частиц с 50 до 700 м/сек дает почти 200 кратное увеличение их кинетической энергии.
Установки высокоскоростного газопламенного напыления HVOF с коротким соплом (менее 100 мм)Устройства с коротким соплом по характеристикам ближе к обычным устройствам газопламенного напыления порошком. Для примера рассмотрим популярные пистолеты Diamond Jet фирмы Sulzer Metco (рисунки 12 и 13). Интересно, что пистолет Air-Cooled Diamond Jet® Spray Guns с величиной разгона газа всего лишь до 1373 м/сек (сопло с малой степенью сжатия в 3,8 атм.) обходится даже без водяного охлаждения. Водоохлаждаемые Water-Cooled Diamond Jet® Spray Guns позволяют достичь скорости газа в 2140 м/сек при степени сжатия в 6,9 атм. Кроме того, сопло водоохлаждаемой модели на 50 мм длиннее и несколько больше в диаметре. Оба варианта реализуют эффективную осевую подачу порошка, с азотом в качестве несущего газа, имеют тепловую мощность в 113 кВт и работают на кислороде (307 л/мин), и горючих газах из списка: водород, метан, этилен, пропилен и пропан.
Для примера рассмотрим популярные пистолеты Diamond Jet фирмы Sulzer Metco (рисунки 12 и 13). Интересно, что пистолет Air-Cooled Diamond Jet® Spray Guns с величиной разгона газа всего лишь до 1373 м/сек (сопло с малой степенью сжатия в 3,8 атм.) обходится даже без водяного охлаждения. Водоохлаждаемые Water-Cooled Diamond Jet® Spray Guns позволяют достичь скорости газа в 2140 м/сек при степени сжатия в 6,9 атм. Кроме того, сопло водоохлаждаемой модели на 50 мм длиннее и несколько больше в диаметре. Оба варианта реализуют эффективную осевую подачу порошка, с азотом в качестве несущего газа, имеют тепловую мощность в 113 кВт и работают на кислороде (307 л/мин), и горючих газах из списка: водород, метан, этилен, пропилен и пропан.
Рис. 12. Air-Cooled Diamond Jet® Spray Guns.
Рис. 13. Water-Cooled Diamond Jet® Spray Guns.
Скорости частиц порошка производителем не публикуются, но, по данным из разных источников можно сказать, что максимальная скорость частиц для Air-Cooled Diamond Jet® Spray Guns составляет около 450 м/сек, а для Water-Cooled Diamond Jet® Spray Guns, — около 650 м/сек.
Так же как и при простом газопламенном напылении, существуют конструкции высокоскоростных устройств с коротким соплом для напыления внутренних поверхностей. По причине геометрических ограничений, — это самые маломощные устройства среди установок HVOF.
В качестве примера рассмотрим устройство ID CoolFlow фирмы Thermico GmbH (рисунки 14-16):
Рис. 14. ID CoolFlow. Рис. 15. ID CoolFlow.
Рис. 16. Напыление внутренних поверхностей отверстий диаметром от 250 мм.
Устройство имеет максимальную термическую мощность в 35 кВт и сопло, длиной всего 30 — 40 мм. Для достижения частицами сверхзвуковой скорости с помощью такого короткого сопла, используется профиль с высокой степенью сжатия (давление в камере сгорания до 15 атм, скорость пламени на выходе из сопла более 2000 м/сек), а также применяются тонкозернистые порошки, частицы которых разгоняются и нагреваются гораздо быстрее, чем обычные, с размером частиц около 50 мкм. При использовании агломерированных спеченных порошков металл-карбид с размером частиц до 15 мкм, удается не только придать им скорость выше 500 м/сек, но и обеспечить необходимую температуру, и это несмотря на то, что ввод порошка производится в «холодную» зону пламени после сужения сопла. Важным, для напыления внутренних поверхностей, преимуществом устройства ID CoolFlow в комбинации с тонкозернистыми порошками, является очень короткий, по меркам HVOF, факел пламени. В результате всего вышеперечисленного, становится возможным напыление внутренних поверхностей отверстий с диаметром от 150 мм при расходе порошка до 60 г/мин.
Важным, для напыления внутренних поверхностей, преимуществом устройства ID CoolFlow в комбинации с тонкозернистыми порошками, является очень короткий, по меркам HVOF, факел пламени. В результате всего вышеперечисленного, становится возможным напыление внутренних поверхностей отверстий с диаметром от 150 мм при расходе порошка до 60 г/мин.
Кроме устройств, работающих на кислороде, существуют также устройства, использующие воздух в качестве окислителя топлива (HVAF). Так как использование воздуха значительно снижает температуру пламени, то конструкции таких установок нацелены на придание частицам порошка высокой скорости при низкой температуре. Частицы порошка при этом не оплавляются, а просто нагреваются до температуры, достаточной для пластической деформации при соударении с субстратом. Разумеется, что использование недеформируемых (хрупких) материалов в этом процессе исключено.
По скоростям частиц и их температурам устройства HVAF находятся между устройствами HVOF и устройствами холодного напыления, о которых будет рассказано далее.
На рисунке 17 изображено устройство HVAF: M3™ Supersonic Spray Gun от фирмы UniqueCoat Technologies, LLC.
Рис. 17. Устройство M3™ Supersonic Spray Gun.
Устройство работает на пропане или пропилене, имеет сопло длиной около 300 мм и позволяет разогнать частицы порошка до скоростей 1000-1200 м/сек. Как следует из описания изготовителя, установка M3™ Supersonic Spray Gun позволяет получать плотные покрытия из спеченных агломерированных порошков металл-карбид с содержанием металла (Ni или Co) от 7%.
Достоинства и недостатки метода высокоскоростного газопламенного напыленияДостоинства:
- Основное достоинство способа, без сомнения, состоит в высокой скорости напыляемых частиц. Благодаря высокой скорости, практически во всех случаях получаются покрытия с минимальной пористостью (< 2%).
- Узкий, концентрированный пучок частиц полностью решает проблему overspray, характерную для устройств простого газопламенного напыления.
- Относительно хорошая, по сравнению с обычным газопламенным напылением, связь с субстратом из-за расплющивания частиц на его поверхности (прочность связи 60-80 МПа против 20-40 МПа для покрытий, нанесенных газопламенным напылением). По этой же причине, метод позволяет напылять покрытия на поверхности с относительно малой шероховатостью (возможна предварительная пескоструйная обработка мелкозернистым корундом, которая, в отличие от обработки грубозернистым корундом или колотой металлической дробью, не вызывает опасных дефектов поверхности).
- Поверхность образующегося покрытия имеет шероховатость < 10 мкм, что позволяет, в некоторых случаях, отказаться от механической обработки.
- Устройства типа ID CoolFlow позволяют получать высококачественные, плотные покрытия даже на внутренних поверхностях.
- В некоторых случаях возможно использование тонкозернистых порошков, дающих преимущества в равномерности структуры покрытий.

Недостатки:
- Главный недостаток способа высокоскоростного напыления не бросается в глаза, мало кому известен и редко упоминается даже в специальной литературе. Недостаток этот понимается только в сравнении с технологиями плазменного напыления, о которых будет рассказано далее. Речь идет о том, что из-за кислородосодержащей атмосферы пламени, восстановление оксидов железа, никеля, кобальта, вольфрама и некоторых других, на частицах порошка затруднено, а на поверхности субстрата невозможно (происходит только частичное восстановление оксидов меди и молибдена в порошке, но не на субстрате). Наоборот, кислород пламени вызывает дополнительное окисление железа, хрома и алюминия, как в порошке, так и на поверхности субстрата. В результате, окисленная поверхность напыляемого изделия препятствует образованию металлургической связи между металлом основы и металлом порошка, — между ними всегда существует тонкая пленка оксида. Такие же пленки имеются и между расплющенными частицами, образующими покрытие, то есть, прочной металлургической связи нет и внутри покрытия (толщина пленки оксида может составлять всего несколько нанометров, но и этой, никак не регистрируемой, толщины достаточно для прерывания металлической связи). Негативные последствия такого строения, будут подробно обсуждаться в главе книги, посвященной образованию покрытий.
- Вторым важным недостатком метода высокоскоростного газопламенного напыления является его узкая специализация: с безусловным успехом способ используется только для одного класса порошков, — агломерированных спеченных порошков металл-карбид, где металлом может быть сплав никеля или кобальта, а карбидом — карбиды хрома или вольфрама. Этот класс порошков, разработанный специально для установок высокоскоростного газопламенного напыления, позволяет напылять плотные износостойкие покрытия с твердостью 800-1400 HV, которые используются в технике в качестве альтернативы гальваническим хромовым покрытиям. Хотя формально метод рекомендован для напыления целого ряда чисто металлических порошков, таких хороших результатов, как для порошков металл-карбид, больше нигде добиться не удается. Почему это так, тоже будет рассмотрено в части книги, посвященной механизму образования покрытий.
- Менее важные недостатки способа связаны с его сложностью и высокой ценой, энергоемкостью, малой пригодностью для ручного и мобильного применения и очень высоким уровнем высокочастотного шума. По всем этим параметрам сверхзвуковое газопламенное напыление уступает простому газопламенному напылению и примерно соответствует атмосферному плазменному напылению.
 Недостаток этот понимается только в сравнении с технологиями плазменного напыления, о которых будет рассказано далее. Речь идет о том, что из-за кислородосодержащей атмосферы пламени, восстановление оксидов железа, никеля, кобальта, вольфрама и некоторых других, на частицах порошка затруднено, а на поверхности субстрата невозможно (происходит только частичное восстановление оксидов меди и молибдена в порошке, но не на субстрате). Наоборот, кислород пламени вызывает дополнительное окисление железа, хрома и алюминия, как в порошке, так и на поверхности субстрата. В результате, окисленная поверхность напыляемого изделия препятствует образованию металлургической связи между металлом основы и металлом порошка, — между ними всегда существует тонкая пленка оксида. Такие же пленки имеются и между расплющенными частицами, образующими покрытие, то есть, прочной металлургической связи нет и внутри покрытия (толщина пленки оксида может составлять всего несколько нанометров, но и этой, никак не регистрируемой, толщины достаточно для прерывания металлической связи).
Недостаток этот понимается только в сравнении с технологиями плазменного напыления, о которых будет рассказано далее. Речь идет о том, что из-за кислородосодержащей атмосферы пламени, восстановление оксидов железа, никеля, кобальта, вольфрама и некоторых других, на частицах порошка затруднено, а на поверхности субстрата невозможно (происходит только частичное восстановление оксидов меди и молибдена в порошке, но не на субстрате). Наоборот, кислород пламени вызывает дополнительное окисление железа, хрома и алюминия, как в порошке, так и на поверхности субстрата. В результате, окисленная поверхность напыляемого изделия препятствует образованию металлургической связи между металлом основы и металлом порошка, — между ними всегда существует тонкая пленка оксида. Такие же пленки имеются и между расплющенными частицами, образующими покрытие, то есть, прочной металлургической связи нет и внутри покрытия (толщина пленки оксида может составлять всего несколько нанометров, но и этой, никак не регистрируемой, толщины достаточно для прерывания металлической связи). Негативные последствия такого строения, будут подробно обсуждаться в главе книги, посвященной образованию покрытий.
Негативные последствия такого строения, будут подробно обсуждаться в главе книги, посвященной образованию покрытий.
Процесс холодного газодинамического напыления был изобретен физиками А.П. Алхимовым, В.Ф. Косаревым и А.Н. Папыриным в середине 80-х годов в новосибирском институте теоретической и прикладной механики.
Технология холодного напыления основана на использовании кинетической энергии, выделяющейся при расширении сжатого, подогретого газа в сопле Лаваля, то есть сверхзвуковая скорость напыляемых частиц, величиной 300-1200 м/сек, достигается высоким давлением газа (сжатого воздуха, азота или гелия) на входе в сопло в комбинации с соответствующим профилем и длиной сопла.
В настоящее время различают два «подвида» холодного газодинамического напыления, защищеные соответствующими патентами:
1. Холодное газодинамическое напыление низкого давления (Low Pressure Cold Spray). В качестве рабочего газа используется сжатый воздух давлением 5-10 атм, расходом 0,5 м3/мин, и мощностью подогрева 3-5 кВт. Для напыления покрытий используются механические смеси металлических и керамических порошков, в основном, смеси алюминий-цинк-корунд и медь-корунд. Для чистых металлических порошков способ практически непригоден из-за недостака кинетической энергии (скорость частиц не выше 400 м/с).
Патенты на способ холодного напыления низкого давления и устройства серии ДИМЕТ принадлежат обнинскому центру порошкового напыления (ОЦПН).
К варианту холодного напыления низкого давления следует отнести и технологию американской фирмы Inovati. Благодаря использованию чистого гелия, в устройствах серии KM удается реализовать высокие скорости частиц алюминия при относительно низком давлении газа (3,5 атм) и малой тепловой мощности (2,5 кВт) [для разгона частиц в гелии требуется гораздо меньше энергии, чем в воздухе или азоте]. С другой стороны, расход гелия, равный 200 л/мин, ограничивает применение установок KM исключительно аэрокосмической областью, где они изредка используются для нанесения алюминиевых покрытий. Для «нормальных» применений технология Inovati слишком дорогая.
С другой стороны, расход гелия, равный 200 л/мин, ограничивает применение установок KM исключительно аэрокосмической областью, где они изредка используются для нанесения алюминиевых покрытий. Для «нормальных» применений технология Inovati слишком дорогая.
2. Холодное газодинамическое напыление высокого давления (High Pressure Cold Spray). В качестве рабочего газа используются азот или гелий при давлениях выше 15 атм, расходе более 2 м3/мин, и мощностью подогрева более 18 кВт. Для напыления используются чистые металлические порошки металлов размером 5- 50 мкм.
Основные патенты на этот «западный» вариант холодного газодинамического напыления были куплены в 2006 году немецкой фирмой Cold Gas Technology GmbH (CGT), изготавливающую устройства серии KINETIKS.
Устройства ДИМЕТ (DYMET) работают на сжатом воздухе от стандартного компрессора (6-8 атм) и потребляют всего 3,3 кВт электроэнергии от сети 220 В. Несмотря на отсутствие защитного газа и «слабые», по сравнению с мощными устройствами KINETIKS, параметрами газовой струи, на оборудовании ДИМЕТ получаются вполне неплохие покрытия с низкой пористостью и высокой прочностью сцепления с субстратом. Секрет заключается в использовании многокомпонентных порошков, состоящих из смеси частиц одного или нескольких мягких металлов (алюминия, цинка, меди, олова, свинца и никеля) и частиц корунда. Причины, по которым введение корунда в металлические порошки принципиально улучшает качество металлических покрытий будут обсуждаться в этой книге еще не раз, а пока просто запомним этот факт, очень важный не только с практической, но и с теоретической точки зрения.
Секрет заключается в использовании многокомпонентных порошков, состоящих из смеси частиц одного или нескольких мягких металлов (алюминия, цинка, меди, олова, свинца и никеля) и частиц корунда. Причины, по которым введение корунда в металлические порошки принципиально улучшает качество металлических покрытий будут обсуждаться в этой книге еще не раз, а пока просто запомним этот факт, очень важный не только с практической, но и с теоретической точки зрения.
Рис. 18. ДИМЕТ 421.
Благодаря простоте конструкции и относительно невысокой стоимости эксплуатации оборудования ДИМЕТ, вариант холодного газодинамического напыления низкого давления уже приобрел популярность в России (на Западе он по-прежнему почти не применяется). Основные области применения — ремонт алюминиевых радиаторов, алюминиевых и чугунных головок блоков цилиндров, других автомобильных деталей, а также локальная защита от коррозии сварных соединений. Покрытия алюминий-цинккорунд, хотя и не являются абсолютно плотными (пористость > 1%), все-же обеспечивают, в толстых слоях, герметизацию субстрата при достаточно высокой прочности сцепления с ним (до 100 МПа).
Рис. 19. Устройство KM-PSC от Inovati.
Рис. 20. KINETIKS® 8000 HP Gun от CGT.
Устройства KINETIKS, разрабатываемые по варианту холодного газодинамического напыления высокого давления, используют нагрев газа до температур: 400-950°C, что вплотную приближает их к устройствам HVAF. Так, например, KINETIKS® 8000 HP Gun работает на азоте с давлением 40 атм нагретым до 950°C при расходе 160 м3/час (нагреватель 57 кВт).
В связи с узко ограниченной областью применения, высокой ценой и необходимости в использовании больших количеств азота или даже гелия, мощные автоматизированные устройства холодного напыления высокого давления пока не получили широкого распространения. Важную роль в их слабом успехе играет тот факт, что покрытия из мягких металлов высокого качества могут быть нанесены и другими, более экономичными, способами.
Несмотря на заявления производителя о возможности напыления практически любых металлов, на практике устройства холодного газодинамического напыления высокого давления применяются только для мягких металлов и сплавов. Для одного из этих материалов, — меди, использование устройств холодного напыления, работающих на горячем азоте, дает действительно очень хорошие результаты. Напыление меди таким способом даже получило уже некоторое распространение в электротехнике.
Для одного из этих материалов, — меди, использование устройств холодного напыления, работающих на горячем азоте, дает действительно очень хорошие результаты. Напыление меди таким способом даже получило уже некоторое распространение в электротехнике.
Почему же при напылении меди получается покрытие с более высоким качеством, чем медное HVAF-покрытие? Здесь действуют два фактора:
- В потоке азота с температурой 600-800°C пленки оксида на частичках меди полностью восстанавливаются и, поэтому, в покрытии возникают настоящие металлические связи (высокое парциальное давление кислорода в пламени HVAF препятствует полному восстановлению оксидов меди). Для других мягких металлов с более высоким сродством к кислороду, таких как цинк, олово или алюминий этот механизм не действует.
- Благодаря низкой температуре частиц в процессе образования покрытия, в нем возникают только относительно низкие, некритичные растягивающие напряжения, тогда как с ростом температуры частиц и, особенно, в случае их кристаллизации из расплава, напряжения растяжения в покрытии могут достичь его предела прочности. В этом смысле способ холодного газодинамическое напыления имеет преимущество перед HVOF и HVAF для напыления чисто металлических покрытий из любых легкоплавких металлов.
 В этом смысле способ холодного газодинамическое напыления имеет преимущество перед HVOF и HVAF для напыления чисто металлических покрытий из любых легкоплавких металлов.
В этом смысле способ холодного газодинамическое напыления имеет преимущество перед HVOF и HVAF для напыления чисто металлических покрытий из любых легкоплавких металлов.Детонационное напыление, — это процесс, при котором порошок ускоряется и нагревается энергией взрыва газовоздушной или газокислородной смеси. В качестве горючего могут использоваться ацетилен, метан или пропан-бутан. По параметрам скорости частиц и их температуре детонационное напыление несколько превосходит метод HVOF, отличаясь от него, в первую очередь, дискретной подачей порошка. В зависимости от конструкции установки частота циклов может достигать 8-10 Гц, но в большинстве случаев она равна 3-4 Гц.
Схема детонационного напыления (рисунок 21):
Рис. 21. Принцип детонационного напыления.
(1) Ацетилен (2) Кислород (3) Азот (4) Напыляемый порошок (5) Устройство воспламенения (6) Выходная труба с водяным охлаждением (7) Деталь
Первая работоспособная детонационная установка была разработана фирмой Union Carbide (UC), США в 50-х годах. Скорость истечения газов на срезе ствола длиной 1,4 м составляла 1300 м/сек.
Скорость истечения газов на срезе ствола длиной 1,4 м составляла 1300 м/сек.
Из-за дискретности нанесения порошка, сложности и ненадежности конструкции, способ так и не получил сколько-нибудь широкого распространения. До сих пор существуют только лабораторные и полупромышленные устройства, коммерческих установок на Западе было создано очень мало. Так, например, в Германии только два устройства детонационного напыления собственной разработки (D-GunTM и Super-DGunTM) использует фирма Praxair Surface Technologies.
Несколько обобщая и упрощая ситуацию, можно сказать, что детонационное напыление уже полностью вытеснено, изобретенным позже, процессом сверхзвукового газопламенного напыления, имеющего перед детонационным напылением практически одни лишь преимущества.
Электродуговое напыление проволокойЭлектродуговое напыление проволокой [по-русски также электродуговая металлизация или, сокращенно, — ЭДМ], — один из первых методов напыления, изобретенный Шоопом в 1918 году. Наряду с газопламенным напылением проволокой, этот способ до сих пор широко применяется рядом предприятий «с устойчивыми традициями». На рисунке 22 изображена схема электродугового напыления.
Наряду с газопламенным напылением проволокой, этот способ до сих пор широко применяется рядом предприятий «с устойчивыми традициями». На рисунке 22 изображена схема электродугового напыления.
Рис. 22. Принцип электродугового напыления.
По всем важным параметрам напыления и образования покрытий, способы электродугового и газопламенного напыления проволокой практически идентичны. Разумеется, электродуговое плавление дает более высокую, чем ацетиленокислородное пламя, температуру, но какой из ходовых проволочных материалов требует более 3000°C? Даже молибденовую проволоку распыляют в ацетиленокислородной горелке, а более 99% всех распыляемых проволок составляют проволоки из легкоплавких цинка и алюминия, применяемые для защиты больших металлоконструкций от коррозии.
Единственным потенциальным преимуществом электродугового распыления проволоки перед газопламенным является возможность вести процесс напыления полностью без кислорода. Теоретически возможно использовать азот для раздувания капель, уменьшая тем самым их окисление. Однако, из-за большого расхода газа на раздувание, на практике все равно почти всегда применяется сжатый воздух. В остальном оба «проволочных» процесса имеют одинаковые недостатки, уже описанные выше.
Однако, из-за большого расхода газа на раздувание, на практике все равно почти всегда применяется сжатый воздух. В остальном оба «проволочных» процесса имеют одинаковые недостатки, уже описанные выше.
По конструкции устройства электродугового напыления сложнее устройств газопламенного напыления проволокой, так как требуется две проволоки между которыми горит дуга, кроме того, пистолеты газопламенного напыления компактней и легче, но менее производительны. Кстати, именно рекордная производительность устройств электродугового напыления (до 100 кг/час) привлекает к ним внимание потребителей. Ни одна другая технология термического напыления не позволяет напылять столько материала в единицу времени.
Из современных коммерческих устройств электродугового напыления, выпускаемых на Западе, можно отметить установки фирмы Sulzer Metco различной мощности и назначения:
Рис. 23. FLEXI ARCTM 200 (300). Рис. 24. SmartArcTM.
Рис. 25. VISU ARCTM 350.
Рис. 26. ECO ARCTM 250 (350, 600).
В России некоторое распространение получил способ активированной дуговой металлизации, разработанный в уральском институте сварки под руководством профессора Коробова Ю.С. (установки АДМ). Отличием способа активированной дуговой металлизации от обычной электродуговой металлизации является использование продуктов сгорания пропана вместо сжатого воздуха. Таким образом, устройство активированной дуговой металлизации является комбинацией устройства дугового напыления с газовой горелкой. Подобная комбинация позволяет несколько улучшить качество напыляемых покрытий при сохранении низкой себестоимости процесса. Улучшение качества происходит потому, что металлические частицы (капельки расплава) окисляются в продуктах сгорания существенно меньше, чем в чистом воздухе. В тоже время горение пропана придает потоку газа высокую скорость без необходимости в использовании мощных компрессоров высокого давления, то есть делает процесс технологичнее.
В ЗАО НПП «Машпром» было разработано два типа устройств АДМ: с обычной и со сверхзвуковой пропано-воздушной горелкой (сопло Лаваля). Покрытия, полученные на обычном устройстве АДМ не отличаются от покрытий традиционной электродуговой металлизации. Высокоскоростное устройство АДМ (рисунок 27) отличается относительно узким конусом напыления и позволяет получать покрытия с повышенной плотностью при удвоенной эффективности использования материала. Высокая плотность энергии в высокоскоростном устройстве АДМ имеет и свою оборотную сторону: ресурс этого устройства меньше, чем у обычных устройств электродугового напыления.
Рис. 27. Установка АДМ с соплом.
Просмотров: 2 468
Обычные объявленияНайдено 32 объявлений Найдено 32 объявленийХотите продавать быстрее? Узнать как | |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||







.files/image157.png)




 Выпуск 1992
Выпуск 1992


 Аналог Димет.
Аналог Димет.
 Цинк Медь.Медь
Цинк Медь.Медь
 Cold Gas Dynamic Spray REYMAiR
Cold Gas Dynamic Spray REYMAiR

 Алюминий Цинк.Цинк
Алюминий Цинк.Цинк



 .
.





 Оборудование высокого давления 380 В
Оборудование высокого давления 380 В






Напыление карбида вольфрама — Центр защитных покрытий — Урал
Центр защитных покрытий — Урал (ЦЗПУ) производит газотермическое напыление износостойких и коррозиестойких покрытий на роторы и другие изделия сложной формы методом HVOF. Уникальная структура покрытия HVOF препятствует распространению трещин и расслаивания. Полная автоматизация процесса гарантирует стабильность качества получаемых покрытий и высокие эксплуатационные характеристики. Термическое напыление и наплавка износостойких металлокерамических покрытий на основе карбидов вольфрама является сегодня наиболее технологичным и востребованным способом защиты изделий от износа. Наилучшей альтернативой хромированию сегодня считается высокоскоростное газопламенное напыление карбида вольфрама. Карбид вольфрама широко известный сплав, обладающий высокой твердостью и повышенными износостойкими свойствами. Твердость карбида вольфрама (WC) более 60 HRC. Модуль упругости – 69 ГПа. Покрытия из WC обладают высокими прочностными показателями.
Уникальная структура покрытия HVOF препятствует распространению трещин и расслаивания. Полная автоматизация процесса гарантирует стабильность качества получаемых покрытий и высокие эксплуатационные характеристики. Термическое напыление и наплавка износостойких металлокерамических покрытий на основе карбидов вольфрама является сегодня наиболее технологичным и востребованным способом защиты изделий от износа. Наилучшей альтернативой хромированию сегодня считается высокоскоростное газопламенное напыление карбида вольфрама. Карбид вольфрама широко известный сплав, обладающий высокой твердостью и повышенными износостойкими свойствами. Твердость карбида вольфрама (WC) более 60 HRC. Модуль упругости – 69 ГПа. Покрытия из WC обладают высокими прочностными показателями.
Напыление карбида вольфрама
Напыление HVOF покрытия происходит быстрее по сравнению со стандартным хромированием. Обычно напыление карбида вольфрама на детали занимает по времени 1-2 часа, в то время как хромирование более суток. К тому же, в отличие от хромирования, HVOF покрытия карбида вольфрама не подвержены водородному охрупчиванию. Все эти рабочие факторы, в тандеме с уменьшением частоты ремонта и сокращением времени на восстановление, позволяют сократить время простоя деталей в эксплуатации и увеличить жизненный цикл изделий.
Обычно напыление карбида вольфрама на детали занимает по времени 1-2 часа, в то время как хромирование более суток. К тому же, в отличие от хромирования, HVOF покрытия карбида вольфрама не подвержены водородному охрупчиванию. Все эти рабочие факторы, в тандеме с уменьшением частоты ремонта и сокращением времени на восстановление, позволяют сократить время простоя деталей в эксплуатации и увеличить жизненный цикл изделий.
Область применения карбида вольфрама в составе твёрдых сплавов – наплавка или напыление слоя повышенной износостойкости на детали, испытывающие при своей эксплуатации повышенные нагрузки от сил трения. Это имеет особое значение для бурового, режущего и штампового инструмента.
Напыление на стекло – особенности технологии
Технология напыления на стекло различных покрытий
Напыление оксидов металлов и самих металлов на поверхность стекла дает возможность улучшать качество стекла, а еще придавать ему определенные дополнительные свойства, которые весьма полезны. Наверняка многие из нас отмечали в фильмах «односторонние» зеркала.
Наверняка многие из нас отмечали в фильмах «односторонние» зеркала.
При их помощи, те, кто находятся вне комнаты, могут наблюдать за теми, кто внутри. Последние же, в свою очередь, не будут видеть тез, кто находится снаружи, и способы разглядеть в этом стекле лишь свое отражение.
Такие стекла ест в реальности и чаще всего применяются не для шпионажа, а для защиты разных объектов от посторонних взглядов, и для их создания применяется зеркальное напыление на стекло.
Технологические особенности напыления
Принцип подобного эффекта основан на том, что затемненное помещение довольно сложно рассматривать на фоне более ярких отражений.
На сегодняшний день нет полупрозрачных зеркал, которые бы имели возможность пропускать свет в одну сторону и не пропускать в иную. Для того, чтобы делать такое стекло, люди стали применять специальные способы, которые позволяют изделия с односторонним эффектом.
Так, простые зеркала могут представлять собой стекла, на задней поверхности которых нанесено крайне плотное, а также толстое отражающее покрытие. Зеркала, которые имеют одностороннюю прозрачность, делают по аналогии, но при этом применяется более тонкий, а еще пропускающий свет слой покрытия.
Зеркала, которые имеют одностороннюю прозрачность, делают по аналогии, но при этом применяется более тонкий, а еще пропускающий свет слой покрытия.
В роли альтернативы на сегодняшний день часть применяют зеркальную пленку, которая будет нанесена на поверхность изделия. Такая зеркального типа пленка может быть легко нанесена на уже готовое изделие.
Есть два основных метода напыления:
- Пиролитический метод (он осуществляется еще при изготовлении).
- Вакуумный тип напыления (наносятся на готовые типы изделий, посредством установок специального типа).
На сегодняшний день есть несколько видов разновидностей напыления вакуумного типа, и самыми популярными можно называть магнетронное высокоскоростное и ионно-плазменное.
Подробности.
 Виды
ВидыМагнетронное напыление
Такая разновидность обработки будет предполагать нанесение на стеклянные поверхности разные виды металлов и их соединений посредством применения метода магнетронного напыления. Изделия обрабатывают в условиях закрытого пространства. Такой тип обработки поводят на молекулярном уровне, за счет чего изделия получают высокие эксплуатационные и качественные характеристики. Для получения требуемого эффекта часто применяют различные газы – азот, кислород или даже аргон. В процессе реакции на поверхности изделий получаются слои металлов. Это будет обеспечивать возможность изготавливать стекла с разными заданными характеристиками.
Стекла, тонировка которых была сделана с применением технологии магнетронного напыления, есть целый ряд достоинств:
- Прекрасные светоотражающие характеристики.
- Прекрасные характеристики теплового отражения.
- Благодаря возможности моделирования толщины слоя металла, который был нанесен, производители способы делать стекла с требуемыми характеристиками светового отражения и светового пропускания.
- Такой тип покрытия может применяться даже для обработки узорчатых стекол.
- Относительно небольшая, а также допустимая стоимость.

Рассмотрим вторую технологию обработки.
Ионно-плазменное напыление
Для того, чтобы наносить ионно-плазменный тип напыления на стекло, следует обязательно поместить изделие в условиях вакуума. При закрытом пространстве находится инертный газ, катоды, имеющие отрицательный заряд и металлическое покрытие, анод, который заряжен положительно, а еще подшипник с тройными вкладышами
. Слой напыления во время обработки наносят именно на подшипник. Плазменный способ дает возможность нанесения на поверхность изделий сплавы всевозможных металлов, а еще их соединений, таких как серебро, титан, алюминий, хром, никель и прочее. Качество наносимых покрытий всегда будут напрямую зависеть от поверхностного качества.
В таком деле следует учесть еще и такие моменты, как фактура или шероховатость заготовки, качество подготовки самой поверхности, а еще культура производства. Можно отметить, что сдерживающим фактором, который будет оказывать воздействие на распространение такого способы можно называть весьма жесткие требования к подготовке поверхности, а еще цена применяемого оборудования.
Можно отметить, что сдерживающим фактором, который будет оказывать воздействие на распространение такого способы можно называть весьма жесткие требования к подготовке поверхности, а еще цена применяемого оборудования.
Сапфирное
Отдельного внимания будут заслуживать стекла с напылением сапфира. В часовой промышленности такая технология часто применяется для того, чтобы создавать циферблаты. В роли материала для производства применяется минеральное стекло, которое же, в свою очередь, искусственно выращивают из кристаллов кремния оксида. Для любителей особенно прочных стекол, швейцарские мастера делали стекла даже из сапфира искусственного происхождения.
Таким изделиям будет характерна высокая прочность и не менее большая стоимость. Решение между ценой и прочностью было найдено после того, как были изобретены стекла минерального типа, на которое было нанесено напыление из сапфиров. Такой тип напыления имеет прочность сапфирового и цену простого минерального.
 Единственным недостатком можно называть быстрый срок истирания.
Единственным недостатком можно называть быстрый срок истирания.Итоги
Технологии дают возможность нанести на поверхность стекол тонирующие качественные, низкоэмиссионные, самоочищающиеся покрытия, которые могут иметь эффективность любой заданной степени. Покрытия, в составе которых есть оксиды, обладают большей степенью прочности, нежели покрытия из металлов. Они куда устойчивее к воздействиям и отличаются химическим родством со стеклами.
Технология нанесения покрытий термическим напылением
Нанесение покрытий термическим напылением относится к ряду процессов, при которых на основу наносится покрытие для улучшения функциональных характеристик. Многие типы покрытий можно наносить с помощью процессов термического напыления. Покрытия могут иметь толщину от тысячной до одной восьмой дюйма. Покрытия, наносимые методом термического напыления, используются для защиты деталей от износа, истирания, коррозии, высоких температур и т. Д., А также для увеличения размеров деталей меньшего размера.
Многие типы покрытий можно наносить с помощью процессов термического напыления. Покрытия могут иметь толщину от тысячной до одной восьмой дюйма. Покрытия, наносимые методом термического напыления, используются для защиты деталей от износа, истирания, коррозии, высоких температур и т. Д., А также для увеличения размеров деталей меньшего размера.
Процессы нанесения покрытий термическим напылением включают нанесение покрытий из потока высокоскоростных мелкодисперсных частиц в расплавленном или полурасплавленном состоянии, падающих на подложку.В этих процессах используется тонкоизмельченный исходный материал или иногда металлическая проволока, которая расплавляется и разбивается на мелкие капли. Пистолет для нанесения покрытия добавляет тепловую энергию, чтобы привести материалы в пластичное или расплавленное состояние, и ускоряет эти материалы с высокой скоростью по направлению к подложке.
Существует несколько различных способов нанесения покрытия методом термического напыления. Они различаются по способу приложения тепловой и кинетической энергии к исходному материалу, по форме исходного материала (порошок или проволока), а также по относительной скорости и температуре пламени.У каждого процесса есть преимущества и недостатки, а некоторые оптимизированы для определенных типов покрытий.
Они различаются по способу приложения тепловой и кинетической энергии к исходному материалу, по форме исходного материала (порошок или проволока), а также по относительной скорости и температуре пламени.У каждого процесса есть преимущества и недостатки, а некоторые оптимизированы для определенных типов покрытий.
BryCoat Thermal Spray Coatings наносятся роботом для точного контроля свойств и толщины покрытия, а также для повторяемости процесса. BryCoat также полагается на передовые системы управления технологическим процессом, чтобы гарантировать оптимальное качество покрытий. Покрытия термическим напылением также можно наносить с помощью ручных пистолетов.
Технология нанесения покрытий методом термического напыления
- Материал покрытия начинается в виде порошка или проволоки.Доступен широкий спектр материалов
- Термораспылитель подает энергию к частицам материала покрытия и переносит покрытие к части основы. Энергия может быть тепловой (тепловая) или кинетической (скорость). Доступно несколько различных технологий:
- HVOF
- Плазменный спрей
- Пламенный спрей
- Термораспылитель управляется промышленным роботом для точного повторяемого контроля покрытия
- Когда частицы расплавленного материала ударяются о подложку, они схлопываются в уплощенные капли и ламеллярные слои, образуя связную структуру покрытия.
- Охлаждение подложки используется для управления температурным приростом подложки.
 Доступно несколько различных технологий:
Доступно несколько различных технологий:Сравнение технологий термического напыления
В этой таблице приведены типичные промышленные значения для различных методов нанесения покрытия термическим напылением.
| Процесс | HVOF | Плазма | Пламя |
|---|---|---|---|
| Скорость частиц (м / с) | 800 | 300 | 40 |
| Температура частиц / газа (° C) | 3 000 | 14 000 < | 3 000 |
Адгезия (фунт / кв.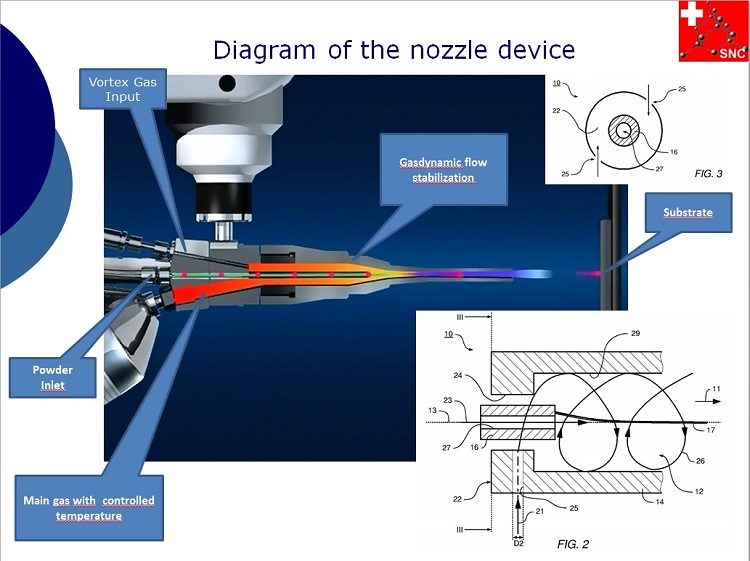 Дюйм) Дюйм) | > 10 000 | > 7 000 | 1 000 |
| Оксиды (%) | <2 | <3 | 12 |
| Пористость (%) | <2 | <5 | <15 |
Параметры управления процессом
- Порошковый материал
- Состав
- Геометрия
- Регулируемая скорость подачи газа-носителя
- Термораспылитель
- Разгон
- Тепловая энергия частиц
- Скорость выхода частиц
- Расплавленные и полурасплавленные частицы перемещаются к поверхности детали
- Регуляторы расхода газа
- Роботизированное управление пистолетом
- Расстояние отвала
- Скорость поворота
- Несколько проходов покрытия для получения необходимой толщины
- Угол покрытия
- Подготовка поверхности основания
- Очистка
- Шероховатость поверхности
- Маскировка участков, на которые нельзя наносить покрытие
- Контроль температуры основания
- Системы охлаждения
- Локальные изменения температуры
- Органы управления системой покрытия
- Кабина акустическая
- Пылесборник и переработка материалов покрытия
Этапы процесса
- Очистка / обезжиривание деталей
- Маскировка
- Подготовка поверхности к покрытию
- Взрывные
- Демаскирование / Очистка
- Маскировка / подготовка к нанесению покрытия
- Покрытие
- Демаскирование
- Вторичные операции, такие как удаление заусенцев или чистовая обработка
- Инспекция и испытания
Металлизация, электрическая дуга, пламенное напыление
Металлизация — это общее название, данное процессу термического напыления, который используется для нанесения покрытия на металл на поверхности изделий. Полученные металлические покрытия могут использоваться в защитных, декоративных или функциональных целях. Эти покрытия также известны своей долговечностью, эффективностью и универсальностью. A&A Coatings специализируется на трех типах процессов металлизации:
Полученные металлические покрытия могут использоваться в защитных, декоративных или функциональных целях. Эти покрытия также известны своей долговечностью, эффективностью и универсальностью. A&A Coatings специализируется на трех типах процессов металлизации:
- Электродуговое напыление
- Распыление порошка для горения
- Распыление на проволоку для горения
Процесс нанесения покрытия методом металлизации | Электродуговое напыление
В этом процессе мы используем две металлические проволоки, которые электрически заряжены с противоположной полярностью, в качестве сырья для покрытия.Это заставит их образовывать расплавленную дугу между собой. Затем мы введем инертный газ или воздух с высокой скоростью, чтобы вызвать распыление теперь расплавленного материала и продвинуть его на подложку, чтобы сформировать покрытие. Если вы выберете процесс электродугового напыления, мы сможем напылять любые металлы с температурой плавления ниже 10 000 ° F.
В зависимости от используемого оборудования и применяемого материала, A&A Coatings может обеспечить металлические покрытия с полуметаллургическими связями или механическими связями до 5000 P-S-I.Искажения не произойдет, поскольку подложка не подвергается воздействию высокой температуры выше 250 ° F.
Процесс металлизации покрытия | Распыление порошка для сжигания
В этом процессе основной принцип источника тепла такой же, как и при распылении проволоки, за исключением того, что порошки подаются через пламя и перемещаются с высокой скоростью кислорода или воздуха на подложку. Как и в случае с процессом металлизации, любой металлический или керамический порошок с температурой плавления ниже 5500 ° F. можно распылять. Этот процесс в основном используется для истираемых покрытий и твердой наплавки распылением / плавлением.
Процесс металлизации покрытия | Спрей для проволоки для сжигания
В этом процессе мы подаем распыляемый материал в форме проволоки в пламя топливного газа с кислородом, где он расплавляется за счет тепла (температура до 5500 ° F) этого сгорания. Сжатый воздух концентрируется вокруг пламени, распыляя расплавленный материал на мелкие сферические частицы и выталкивая эти частицы с высокой скоростью на подложку.
Сжатый воздух концентрируется вокруг пламени, распыляя расплавленный материал на мелкие сферические частицы и выталкивая эти частицы с высокой скоростью на подложку.
Мы можем управлять распылением и плавлением металлов с различными точками плавления, контролируя скорость подачи проволоки через пламя.Если вы выберете этот метод, мы можем распылить любую проволоку, если она имеет температуру плавления ниже 5500 ° F.
Преимущества металлизации
- Для достижения изоляции
- Устойчивость к коррозии
- Значительные преимущества по стоимости
- Не подвержено деградации
- Анодная защита поверхности
- Нет времени или температуры отверждения для ограничения металлизации
- Более сильная адгезия, чем у краски
- Дольше, чем краска
- Быстрее и производительнее
- Шероховатость поверхности не более 0.05 мм
- Можно распылять чистые металлы и сплавы
- Может работать в экстремальных температурных условиях
Применения для металлизации
- Наружная защита мостов и других крупных стальных конструкций
- Наружная защита морских нефтяных платформ
- Наружная защита замки и ворота для плотин
- Армирование трубопроводов
- Предотвращение армирования стали в бетоне
- Ремонт котла
- Покрытия настила
- Устойчивость к истиранию
- Устойчивость к коррозии
- Ремонт изношенных компонентов
Компания A&A Coatings имеет многолетний опыт работы процессы металлизации, и у нас есть высокопроизводительное оборудование для механической обработки, лаборатории и хорошо налаженный инженерный отдел, чтобы удовлетворить ваши потребности. Позвоните нам сегодня, чтобы запросить информацию о любых конкретных материалах для металлизации или процессах, которые вас интересуют.
Позвоните нам сегодня, чтобы запросить информацию о любых конкретных материалах для металлизации или процессах, которые вас интересуют.
Обзор термической напылительной металлизации конструкций на основе полимеров
П. Фошайс и А. Варделл, Тепло, масса и импульс Перенос при формировании покрытия плазменным напылением, Int. J. Therm. Sci. , 2000, 39 (9-11), п. 852-870
Артикул Google ученый
П.Fauchais и G. Montavon, Тепловое и холодное напыление: последние разработки, Key. Англ. Mater. , 2008, 384 , п. 1-59
Статья Google ученый
Р. В. Смит и Р. Найт, Термическое напыление I: уплотнение порошка — от покрытия до формования, J. Minerals Metals Mater. Soc. , 1995, 47 (8), p 32-39
В. Смит и Р. Найт, Термическое напыление I: уплотнение порошка — от покрытия до формования, J. Minerals Metals Mater. Soc. , 1995, 47 (8), p 32-39
Статья Google ученый
J.R. Davis, Справочник по технологии термического напыления , ASM International, Materials Park, OH, 2004, стр. 1-36
Google ученый
А. Макдональд, М. Ламонтань, К. Моро и С. Чандра, Воздействие плазменных металлических частиц на горячие и холодные поверхности стекла, Thin Solid Films , 2006, 514 (1 -2), п. 212-222
Статья Google ученый

М.П. Дьюар, А.Г. Макдональд, А.П. Герлих, Межфазный нагрев при низком давлении холодного газодинамического напыления алюминиевых покрытий, J. Mater. Sci. , 2012, 47 (1), p 184-198
Статья Google ученый
Т. Шмидт, Ф. Гартнер, Х. Ассади и Х. Крей, Разработка обобщенного окна параметров для холодного напыления, Acta Mater. , 2006, 54 (3), p 729-742
Статья Google ученый
P. Fauchais, M. Fukumoto, A. Vardelle и M. Vardelle, Знания о формировании Splat: приглашенный обзор, J. Therm. Спрей Технол. , 2004, 13 (3), стр. 337-360
Статья Google ученый
 org/ScholarlyArticle»> 9.
org/ScholarlyArticle»> 9.А. Мориди, С. Хассани-Гангарадж, М. Гуальяно и М. Дао, Покрытие холодным распылением: Обзор систем материалов и перспективы на будущее, Surf. Англ. , 2014, 30 (6), p 369-395
Статья Google ученый
Т. Гоял, Р.С. Валиа, Т. Сидху и С. Самир, Обзор процессов технологии нанесения покрытий и последних достижений, Национальная конференция по достижениям в производственных технологиях, 2012 г. , Чандигарх, 2012 г., стр. II-1-II-5.
Д.С. Терриен, А.Г. Макдональд и П. Мертини, Измерение температуры плоских пластин из полимерного композиционного материала, покрытых кремнием-алюминий, Международная конференция по термическому напылению 2012 г. (Хьюстон, Техас), 2012 г., стр. 1-6
1-6
F.N. Лонго, Промышленный справочник по рынкам, материалам и областям применения термически напыляемых покрытий, J. Therm. Спрей Технол. , 1992, 1 (2), стр. 143-145
Статья Google ученый
М. Виджай, В. Сельвараджан, С. Югесваран, П.В. Анантападманабхан и К. Срикумар, Влияние параметров напыления на эффективность осаждения и износостойкость композиционных покрытий из оксида алюминия и диоксида титана, нанесенных плазменным напылением, Plasma Sci.Technol. , 2009, 11 (6), p 666-673
Статья Google ученый
О. Стир, Фундаментальный анализ затрат на холодное напыление, Международная конференция по термическому напылению, 2013 г. , Пусан, 2014 г., стр. 131-139
, Пусан, 2014 г., стр. 131-139
B. Система защиты от льда, Ind. Robot , 2001, 28 (4), p 313-315
Артикул Google ученый
Ф. Робитайл, М. Яндузи, С. Хинд и Б. Йодоин, Металлическое покрытие аэрокосмических композитов углерод / эпоксидная смола с помощью процесса импульсного газодинамического напыления, Surf. Пальто. Technol. , 2009, 203 (19), p 2954-2960
Статья Google ученый
Н. Хуонник, М. Абдельгани, П. Мертини и А. Макдональд, Осаждение и определение характеристик напыленного пламенем алюминия на отвержденное стекло и эпоксидные трубки, армированные базальтовым волокном, Surf. Пальто. Technol. , 2010, 205 (3), п. 867-873
Пальто. Technol. , 2010, 205 (3), п. 867-873
Статья Google ученый
Р. Гонсалес, А. Макдональд и П. Мертини, Влияние напыляемых пламенем покрытий из Al-12Si на поведение разрушения композитных труб, армированных волокном под давлением, Polym. Тест. , 2013, 32 (8), p 1522-1528
Статья Google ученый
D.С. Терриен, Анализ теплопередачи напыленных пламенем металлополимерных композитных конструкций, Университет Альберты, 2013. Диссертация
Х. Ашрафизаде, П. Мертини и А. Макдональд, Определение распределения температуры внутри полиуретановых подложек Во время нанесения покрытий алюминий-12-кремний, напыленных пламенем, с использованием моделирования и экспериментов по функции Грина, Surf. Пальто. Technol. , 2014, 259 , p 625-636
Пальто. Technol. , 2014, 259 , p 625-636
Артикул Google ученый
X.L. Чжоу, A.F. Chen, J.C. Liu, X.K. Ву и Дж. Чжан, Приготовление металлических покрытий на композитах с полимерной матрицей методом холодного напыления, Surf. Пальто. Technol. , 2011, 206 (1), p 132-136
Статья Google ученый
В. Хуанг, X. Фан, Ю. Чжао, X. Чжоу, X. Мэн, Ю. Ван, Б. Цзоу, X. Цао и З. Ван, Изготовление термобарьерных покрытий на полиимиде. Матричные композиты с воздушно-плазменным напылением, Surf.Пальто. Technol. , 2012, 207 , р 421-429
Статья Google ученый
 org/ScholarlyArticle»> 23.
org/ScholarlyArticle»> 23.M.J. Vucko, P.C. Кинг, А.Дж. Пул, К. Карл, М.З. Джахеди и Р. де Нис, Холодное напыление металла: инновационная технология защиты от обрастания, Biofouling , 2012, 28 (3), стр. 239-248
Статья Google ученый
Д. Жиро, Ф. Борит, В.Гипонт, М. Джиндин и Дж.М. Малхэр, Металлизация полимера с использованием холодного напыления: нанесение алюминиевого покрытия из полиамида 66, Международная конференция по термическому напылению 2012 г., (Хьюстон, Техас), 2012 г., стр. 265-270.
А. Ганесан, Дж. Аффи, М. Ямада и М. Фукумото, Исследования адгезионных свойств медного покрытия, нанесенного методом холодного напыления на полимерную основу из ПВХ, Surf. Пальто. Technol. , 2012, 207 , p 262-269
Статья Google ученый
 org/ScholarlyArticle»> 26.
org/ScholarlyArticle»> 26.М. Гардон, А. Латорре, М. Торрелл, С. Доста, Дж. Фернандес и Дж. М. Гилемани, Титановые покрытия, напыляемые холодным газом на биосовместимый полимер, Mater. Lett. , 2013, 106 , п.97-99
Статья Google ученый
Х. Йе и Дж. Ван, Приготовление алюминиевого покрытия на лексане холодным распылением, Mater. Lett. , 2014, 137 , п.21-24
Статья Google ученый
Х. Ашрафизаде, П. Мертини, А. Макдональд, Оценка влияния параметров газопламенного напыления на микроструктуру и электропроводность покрытий из Al-12Si, нанесенных на полиуретановые подложки, Международная конференция по термическому напылению 2015 (Лонг-Бич, Калифорния), 2015, с. 370-376.
С. Курода, Дж. Кавакита, М. Ватанабе и Х. Катанода, Теплое напыление — новый процесс нанесения покрытия, основанный на высокоскоростном ударе твердых частиц, Sci. Technol. Adv.Mater. , 2008, 9 (3), p 1-17
Статья Google ученый
С. Сампат, Возможности термического напыления функциональных материалов, электроники и датчиков, Adv. Mater. Процесс. , 2013, 171 (11), стр 69-70
Google ученый
П. Мертини, К. Джусс и Белл, Устойчивые к коррозии и эрозии полимерные композитные трубы для гидротранспорта нефтеносных песков, NACE-International Corrosion Conference Series (New Orleans, LO), 2008, pp.086671-086678.
J.H. Ку, Б. Маскопф, Г. МакКорд, П. Ван Дайн, Б. Спенсер, У. Соратия и С. Венумбака, Характеристика пожаробезопасных композитов с полимерной матрицей для военно-морского флота, на Международном симпозиуме и выставке SAMPE (Сан-Маркос). , TX), 2001, стр. 2170-2182.
R.N. Уолтерс, Пожаробезопасные полимерные композиты, Международный симпозиум и выставка SAMPE (Лонг-Бич, Калифорния), 2002 г., стр. 716-727
Дж. Войер, П. Шульц и М. Шрайбер, Проведение напыленных пламенем алюминиевых покрытий на текстильных тканях, J. Therm. Спрей Технол. , 2008, 17 (4), p 583-588
Статья Google ученый
Дж. Слоан, 787 интегрирует новую составную систему удаления обледенения крыла, январское издание. Композиты с высокими эксплуатационными характеристиками, стр. 27, Gardner Business Media, 2009
T.G. Макнотон и К. Horch, Металлизированные полимерные волокна как провода и внутрипучковые микроэлектроды, J.Neurosci. Методы , 1996, 70 (1), стр. 103-110
Статья Google ученый
Дж. Сигель и В. Котал, Получение тонких металлических слоев на полимерах, Acta Polytech. , 2007, 47 (1), п. 9-11
Google ученый
Т. Дюге, Ф. Сенок, Л. Лаффонт и К. Валас, Металлизация полимерных композитов с помощью металлоорганического химического осаждения меди из паровой фазы: характеристики пленок, обусловленных функционализацией поверхности, Surf.Пальто. Technol. , 2013, 230 , p 254-259
Статья Google ученый
К.П. Гриценко, Металлополимерные оптические носители информации производства PECVD, Thin Solid Films , 1993, 227 (1), стр 1-2
Статья Google ученый
Дж. Войер, П. Шульц и Шрайбер, Электропроводящие алюминиевые покрытия, напыленные пламенем на текстильные подложки, Международная конференция по термическому напылению, 2008 г. , (Маастрихт, Лимбург), 2008 г., стр.818-823.
L. Pawlowski, The Science and Engineering of Thermal Spray Coatings , 2nd ed., Wiley, New York, 2008
Google ученый
К. Кацулис, Б.К. Кандола, П. Майлер и Э. Кандаре, Характеристики изгиба после пожара эпоксидно-нанокомпозитных композитов из стекловолокна, содержащих обычные антипирены, Композиты, часть A , 2012, 43 (8), стр. 1389-1399
Статья Google ученый
Введение в термическое напыление. Oerlikon Metco. http://www.oerlikon.com/ecomaXL/files/metco/oerlikon_Thermal_Spray_Brochure_EN5.pdf. 2014. Последний доступ: 1 июня 2015 г.
P.C. Кинг, А.Дж. Пул, С. Хорн, Р. де Нис, С. Гулиция и М.З. Джахеди, Встраивание частиц меди в полимеры с помощью холодного напыления, Surf. Пальто. Technol. , 2013, 216 , п. 60-67
Статья Google ученый
M.J. Vucko, P.C. Кинг, А.Дж. Пул, М.З. Джахеди и Р. де Нис, Полиуретановые сейсмостойкие покрытия: применение металлической заделки методом холодного напыления, Biofouling , 2013, 29 (1), стр. 1-9
Статья Google ученый
A.S.M. Энг и К. Берндт, Обзор методов испытаний покрытий термическим напылением, Int. Mater. Ред. , 2014, 59 (4), стр. 179-223
Статья Google ученый
R. Lupoi и W. O’Neill, Нанесение металлических покрытий на поверхности полимеров с использованием холодного напыления, Surf. Пальто. Technol. , 2010, 205 (7), п. 2167-2173
Статья Google ученый
Дж. Аффи, Х. Окадзаки, М. Ямада и М. Фукумото, Изготовление алюминиевого покрытия на подложку из углепластика методом холодного напыления, Mater. Пер. , 2011, 52 (9), p 1759-1763
Статья Google ученый
А. Стерджен, Б. Данн, С. Селотто и Б. О’Нил, Покрытия, наносимые методом холодного напыления для полимерных композитных подложек, 10-й Международный симпозиум по материалам в космической среде и 8-я Международная конференция по защите материалов и конструкций в a Space Environment (Коллиур, Лангедок-Руссильон), 2006, стр. 616-1-616-6.
М. Фукумото, Х. Терада, М. Машико, К. Сато, М. Ямада и Э. Ямагути, Осаждение мелких частиц меди методом холодного напыления, Mater.Сделки , 2009 г., 50 (6), п. 1482-1488
Статья Google ученый
Б. Йодойн, П. Ричер, Г. Берубе, Л. Айдельштайн, А. Эрди-Бетчи и М. Яндузи, Импульсное газодинамическое напыление: анализ процесса, разработка и отдельные примеры покрытия, Surf . Пальто. Technol. , 2007, 201 (16-17), p 7544-7551
Статья Google ученый
г. Нельсон, Дж. Нычка, А.Г. Макдональд, Структура, фазы и механический отклик биоактивных стеклянных композиционных покрытий из сплава титана, Mater. Sci. Англ. C , 2014, 36 (1), p 261-276
Статья Google ученый
Х. Бойер, А. Макдональд и П. Мертини, Распыление пламенем электропроводящих следов на полимерных подложках для системных интегрированных композитных структур, в: Composites 2012 (Лас-Вегас, Невада), 2012, стр.1-6.
M.H.A. Малек, Н.Х. Саад, С.К. Абас и Н.М.Ша, Обзор термического дугового напыления, в: Международная конференция по производству, оптимизации, промышленной и материальной инженерии, 2013 г., (Бандунг, Западная Ява), 2013 г., стр. 012028-1-012028-11.
X. Ван, Дж. Хеберлейн, Э. Пфендер и В. Герберих, Влияние конфигурации сопла, давления газа и типа газа на свойства покрытия при электродуговом напылении проволоки, J. Therm. Спрей Технол. , 1999, 8 (4), p 565-575
Статья Google ученый
А. Лю, М. Го, М. Чжао, Х. Ма и С. Ху, Эрозионно-стойкое покрытие, нанесенное дуговым напылением для композитных подложек с полимерной матрицей, армированных углеродным волокном, Surf. Пальто. Technol. , 2006, 200 (9), p 3073-3077
Статья Google ученый
А. Лю, М. Го, Дж. Гао и М. Чжао, Влияние связующего покрытия на прочность сцепления при сдвиге эрозионного и термостойкого покрытия для термореактивного полиимида, армированного углеродным волокном, Surf.Пальто. Technol. , 2006, 201 (6), стр. 2696-2700
Статья Google ученый
Э. Лугшайдер и Т. Вебер, Плазменное напыление — инновационная технология нанесения покрытий: варианты процесса и применение, IEEE Trans. Plasma Sci. , 1990, 18 (6), р. 968-973
Статья Google ученый
А. Ганесан, М. Ямада и М.Фукумото, Влияние обработки поверхности углепластика на морфологию трещин и адгезионную прочность покрытия, в: Международная конференция по термическому напылению 2013 г. (Пусан, Йоннам), 2014 г., стр. 236-244
Р. Бейдон, Г. Бернхарт и Ю. Сеги, Измерение адгезии металлических покрытий к армированным волокном пластическим материалам, Surf. Пальто. Technol. , 2000, 126 (1), р 39-47
Статья Google ученый
С. Гуаньхун, Х. Сяодун, Дж. Цзюсин и С. Юэ, Параметрическое исследование Al и Al 2 O 3 Керамические покрытия, нанесенные воздушно-плазменным напылением на полимерную подложку, Appl. Серфинг. Sci. , 2011, 257 (17), п. 7864-7870
Статья Google ученый
Г. Сан, Х. Хе, Дж. Цзян, Ю. Сан и Ю. Чжун, Исследование осаждения Al 2 O 3 Покрытия на полимерные подложки с помощью плазменного распыления / Двухэтапный метод микродугового окисления, J.Therm. Спрей Технол. , 2013, 22 (1), п. 27-35
Статья Google ученый
М. Меллали, П. Фоше и А. Гримо, Влияние шероховатости и температуры подложки на адгезию / когезию покрытий из оксида алюминия, Surf. Пальто. Technol. , 1996, 81 (2-3), п. 275-286
Статья Google ученый
W. Huang, Y.Чжао, X. Фан, X. Мэн, Й. Ван, X. Цай, X. Цао и З. Ван, Влияние связующих покрытий на термостойкость термобарьерных покрытий, нанесенных на композиты с полимерной матрицей с помощью процесса воздушно-плазменного напыления. J. Therm. Спрей Технол. , 2013, 22 (6), p 918-925
Статья Google ученый
Х. Ашрафизаде, А. Макдональд и П. Мертини, Нанесение электропроводящих покрытий на литые полиуретановые эластомеры с помощью процесса напыления пламенем, J.Therm. Спрей Технол. , 2016, 25 (3), p 419-430
Статья Google ученый
А. Лопера-Валле, А. Макдональд, Использование напыляемых пламенем покрытий в качестве нагревательных элементов для композитных конструкций на основе полимеров, в: International Thermal Spray Conference 2015 (Long Beach, CA), 2015, pp. 1183-1190
A. Lopera-Valle и A. McDonald, Применение напыленных пламенем покрытий в качестве нагревательных элементов для композитных конструкций на основе полимеров, J.Therm. Спрей Технол. , 2015, 24 (7), p 1289-1301
Статья Google ученый
А. Ганесан, М. Ямада и М. Фукумото, Механизм нанесения покрытия холодным распылением на термопластические и термореактивные полимерные подложки, J. Therm. Спрей Технол. , 2013, 22 (8), p 1275-1282
Статья Google ученый
К. Бейлер и М. Хиршлер, Справочник SFPE по технике противопожарной защиты , 3-е издание, Национальная ассоциация противопожарной защиты (Куинси, Массачусетс), 2001, стр. 1-110-1-131.
P.S. Ghoshdastidar, Heat Transfer , 2-е изд., Oxford University Press, Нью-Дели, Индия, 2012 г., стр. 529-577
Google ученый
Л. Павловски, Распределение температуры в покрытиях, нанесенных плазменным напылением, Тонкие твердые пленки , 1981, 81 (1), стр. 79-88
Статья Google ученый
М. Флористан, Р. Фонтарнау, А. Киллинджер и Р. Гадоу, Разработка электропроводящих покрытий, напыленных плазменным напылением на стеклокерамические подложки, Surf. Пальто. Technol. , 2010, 205 (4), п. 1021-1028
Статья Google ученый
Ф. Хьюго, Дж. Патру, П. Фоша и Л. Бьянки, Моделирование термомеханического поведения субстрата во время плазменного напыления, J. Mater. Процесс. Technol. , 2007, 190 (1-3), п. 317-323
Статья Google ученый
Ю. Чен, X. Лян, Ю. Лю, Дж. Бай и Б. Сюй, Конечно-элементное моделирование образования покрытия и переходного теплопереноса в процессе электродугового напыления, Int. J. Тепломассообмен , 2010, 53 (9-10), p 2012-2021
Статья Google ученый
Я. Чжу, Х. Ляо и К. Кодде, Переходный термический анализ и моделирование образования покрытия процесса термического напыления методом конечных разностей, Surf.Пальто. Technol. , 2006, 200 (16-17), р. 4665-4673
Статья Google ученый
Й. Бао, Т. Чжан и Д. Т. Гоун, Нестационарное нагревание подложки и покрытия во время термического напыления, Surf. Пальто. Technol. , 2005, 194 (1), р 82-90
Статья Google ученый
Т. Чжан, Ю. Бао, Д. Т. Гоун и П.Мейсон, Влияние движущегося пламени на температуру полимерных покрытий и подложек, Prog. Орг. Пальто. , 2011, 70 (1), p 45-51
Статья Google ученый
S.C. Wu, H.O. Чжан, К. Тан, Л. Чен и Г.Л. Ван, Бессеточный анализ температуры подложки в процессе плазменного напыления, Int. J. Therm. Sci. , 2009, 48 (4), п. 674-681
Статья Google ученый
Х. Ашрафизаде, П. Мертини и А. Макдональд, Аналитическое и численное определение переходной температуры в полиуретановой подложке во время процесса напыления пламенем, в: Международный конгресс Канадского общества машиностроения , Торонто, ОН, 2014 С. 1-6.
Ю. Чжао, З. Ву и С. Бай, Исследование тепловых свойств графеновой пены / графеновых листов, наполненных полимерными композитами, Композиты, часть A , 2015, 72 , стр. 200-206
Статья Google ученый
С.М. Лебедев и О. Гефле, Оценка электрических, морфологических и термических свойств теплопроводных полимерных композитов, , прим. Therm. Англ. , 2015, 91 , п. 875-882
Статья Google ученый
W. Fan, J. Li, Y. Zheng, T. Liu, X. Tian, R. Sun, Влияние термоокислительного старения на теплопроводность эпоксидных композитов, армированных углеродным волокном, Polym.Деграда. Stab. , 2016, 123 , р 162-169
Статья Google ученый
Y.J. Noh, S.Y. Ким, Синергетическое улучшение теплопроводности в полимерных композитах, наполненных углеродным волокном на основе пека и нанопластинами графена, Polym. Тест. , 2015, 45 , p 132-138
Статья Google ученый
Ю. Чжао, Ю.Чжан, З. Ву и С. Бай, Синергетическое улучшение тепловых свойств полимерных композитов с помощью графеновой пены и технического углерода, Composites Part B , 2016, 84 , p 52-58
Article Google ученый
ASTM E384-11e1, Стандартный метод испытаний твердости материалов по Кнупу и Виккерсу, Вест Коншохокен, Пенсильвания, ASTM International, 2011.
B.D. Каллити, Элементы рентгеновской дифракции , 2-е изд., Эддисон-Уэсли, Ридинг, Массачусетс, 1978
Google ученый
S.M. Уолли, Историческое происхождение испытаний на твердость при вдавливании, Mater. Sci. Technol. , 2012, 28 (9-10), р 1028-1044
Статья Google ученый
Л. Бергер, Комплексные твердые материалы , 1-е изд., Эльзевир, Оксфорд, 2014 г., стр. 471-506
Google ученый
P.L. Fauchais, J.V.R. Хеберлейн и М. Булос, Основы термического напыления — от порошка до детали , 1-е изд., Спрингер, Нью-Йорк, 2014 г., стр. 1113-1235
Google ученый
C.K. Линь и К. Берндт, Измерение и анализ адгезионной прочности для покрытий, нанесенных термическим напылением, J. Therm. Спрей Технол. , 1994, 3 (1), p 75-104
Статья Google ученый
Э. Лопес Кантера и Б.Г. Меллор, Вязкость разрушения и морфология трещин в эродированных покрытиях WC-Co-Cr, нанесенных термическим напылением, Mater. Lett. , 1998, 37 (4-5), p 201-210
Статья Google ученый
J.M. Antunes, A. Cavaleiro, L.F. Menezes, M.I. Simoes, J.V. Fernandes, Процедура испытания на ультрамикротвердость с помощью индентора Виккерса, Surf. Пальто. Technol. , 2002, 149 (1), п. 27-35
Статья Google ученый
ASTM C1326-13, Стандартный метод испытания твердости передовой керамики при вдавливании по Кнупу, Вест Коншохокен, Пенсильвания, ASTM International, 2013.
ASTM C1327-15, Стандартный метод испытания твердости передовой керамики при вдавливании по Виккерсу, Запад Conshohocken, PA, ASTM International, 2015.
D. Chicot, H. Ageorges, M. Voda, G. Louis, MA Ben Dhia, CC Паласио и С. Косман, Твердость термо напыленных покрытий: актуальность шкалы измерений, Surf.Пальто. Technol. , 2015, 268 , стр 173-179
Статья Google ученый
Г.К. Бешиш, К.В. Флори, Ф.Дж. Ворзала и В.Дж. Ленлинг, Вязкость разрушения керамических покрытий, нанесенных термическим напылением, определяемая методом вдавливания, J. Therm. Спрей Технол. , 1993, 2 (1), п. 35-38
Статья Google ученый
М.Гелл, Дж. Эрик, В. Кришнакумар, К. Маккаррон, Б. Барбер, Ю. Сон и В.К. Толпыго, Прочность связи, механическое напряжение связи и механизмы отслаивания термобарьерных покрытий, Surf. Пальто. Technol. , 1999, 120-121 , p 53-60
Статья Google ученый
C.C. Берндт, Адгезия покрытий, наносимых пламенем и плазменным напылением, Университет Монаша, 1980. Диссертация.
A.A. Эльмурси и Н.Патель, Процедуры измерения адгезии для покрытий кинетическим и термическим напылением с использованием прибора для испытания на отрыв, J. Adhes. Sci. Technol. , 2004, 18 (5), p 597-606
Статья Google ученый
М. Ивошевич, Р. Найт, С.Р. Калидинди, Г. Пальмезе и Дж. Саттер, Адгезивные / когезионные свойства термически напыляемых функционально-градиентных покрытий для композитов с полимерной матрицей, J. Therm. Спрей Технол., 2005, 14 (1), p 45-51
Статья Google ученый
Х. Ассади, Ф. Гертнер, Т. Столтенхофф и Х. Крей, Механизм связывания при напылении холодным газом, Acta Mater. , 2003, 51 (15), p 4379-4394
Статья Google ученый
ASTM D4541-09e1, Стандартный метод испытания прочности покрытий на отрыв с использованием портативных тестеров адгезии, Вест Коншохокен, Пенсильвания, США, ASTM International, 2009.
C.C. Берндт, Методология испытания адгезии при растяжении для термически напыленных покрытий, J. Mater. Англ. , 1990, 12 (2), p 151-158
Статья Google ученый
С. Амада, Т. Хиросе, Влияние предварительной обработки абразивоструйной очисткой на адгезионную прочность покрытий, напыленных плазмой: фрактальный анализ шероховатости, Surf. Пальто. Technol. , 1998, 102 (1-2), стр 132-137
Статья Google ученый
M. Sexsmith и T. Troczynski, Тест на адгезию к отслаиванию для покрытий термическим напылением, J. Therm. Спрей Технол. , 1994, 3 (4), р. 404-411
Статья Google ученый
Х. Курцвег, Р. Б. Хейманн, Т. Трочински и М.Л. Уэйман, Разработка биокерамических покрытий с плазменным напылением со связующими покрытиями на основе титана и диоксида циркония, Биоматериалы , 1998, 19 (16), стр. 1507-1511
Статья Google ученый
К. Болис, Л. Берт, М. Бусти, М. Арригони, С. Баррадас и М. Джандин, Физический подход к испытанию адгезии с использованием лазерных ударных волн, J. Phys. D , 2007, 40 (10), p 3155-3163
Артикул Google ученый
С. Баррадас, Р. Молинс, М. Дженден, М. Арригони, М. Бусти, К. Болис, Л. Берт и М. Дюко, Применение испытаний на ударную адгезию лазером для изучения Межламеллярная прочность и адгезия покрытия к субстрату при холодном напылении меди на алюминий, Surf.Пальто. Technol. , 2005, 197 (1), стр. 18-27
Статья Google ученый
Л. Берте, М. Арригони, М. Бусти, Ж. Кук-Леландайс, К. Бруссиллу, Г. Фабр, М. Джанден, В. Гипон и М. Нивар, State-of-the -Art Laser Adhesion Test (LASAT), Nondestr. Тест. Eval. , 2011, 26 (3-4), р 303-317
Статья Google ученый
Х. Чен, Дж. Юань, Дж. Хуанг, К. Рен, Ю. Лю, С. Лу и Х. Ли, Крупномасштабное производство супергидрофобного полиуретана / нано-Al 2 O 3 Покрытия от Распыление суспензии пламенем для защиты от коррозии, Appl. Серфинг. Sci. , 2014, 311 , п. 864-869
Артикул Google ученый
JD Osorio, A. Lopera-Valle, A. Toro и JP Hernandez-Ortiz, Phase Transformations in Air Plasma-Stavized Yttria-Stabilized Zirconia Thermal Barrier Coatings, Dyna , 2014, 81 ( 185), п.13-18
Статья Google ученый
Д. Брэндон и В. Д. Каплан, Микроструктурные характеристики материалов , 2-е изд., Вили, Нью-Йорк, 2008
Google ученый
Я. Илавский, C.C. Берндт, Дж. Картикеян, Ртутная порометрия керамики, напыляемой плазмой, J. Mater. Sci. , 1997, 32 (15), p 3925-3932
Статья Google ученый
Дж. Матейчек, Б. Колман, Дж. Дубски, К. Нойфус, Н. Хопкинс и Дж. Цвик, Альтернативные методы определения состава и пористости истираемых материалов, Mater. Charact. , 2006, 57 (1), p 17-29
Статья Google ученый
M. Legg, M.K. Юсель, И. Гарсия де Кареллан, В. Каппатос, К. Сельчук, Т. Ган, Акустические методы контроля биообрастания: обзор, Ocean Eng. , 2015, 103 , п. 237-247
Статья Google ученый
Д.М. Йебра, С. Киил и К. Дам-Йохансен, Противообрастающие технологии — прошлые, настоящие и будущие шаги на пути к эффективным и экологически чистым противообрастающим покрытиям, Prog. Орг. Пальто. , 2004, 50 (2), p 75-104
Статья Google ученый
Р. Гонсалес, А.Г. Макдональд и П. Мертини, Метод обнаружения повреждений для армированных волокном полимерных композитов с использованием покрытий Al-12Si, напыленных пламенем, в: SAMPE Seattle 2014 Conference , (Сиэтл, Вашингтон) , 2014, с.4056-1-4056-11
Р. Гонсалес, П. Мертини и А. Макдональд, Структура обнаружения повреждений для армированных волокном полимерных композитов с использованием покрытий Al-12Si, напыленных пламенем, in: Canadian International Conference по композитным материалам , (Эдмонтон, AB), 2015, стр. 1-8
M. Fasching, FB Принц, Л. Weiss, «Smart» Coatings: A Technical Note, J. Therm. Спрей Технол. , 1995, 4 (2), p 133-136
Статья Google ученый
М. Пруденциати и М.Л. Гуальтьери, Электрические свойства термически напыленных резисторов на основе Ni и Ni20Cr, J. Therm. Спрей Технол. , 2008, 17 (3), п. 385-394
Статья Google ученый
С. Сампат, Х. Герман, А. Патель, Р. Гамбино, Р. Гринлоу и Э. Торми, Методы термического напыления для изготовления мезоэлектроники и датчиков, в: Materials Development for Direct Write Technologies , 24 апреля 2000 г. — 26 апреля 2000 г., стр.181-188
A. Sharma, R.J. Гамбино и С. Сампат, Электропроводность в термически напыленных тонких металлических покрытиях, в: Осеннее собрание Общества исследования материалов 2005 г., , 2006 г., стр. 287-292.
Н. Маргадант, С. Зигманн, Й. Патшайдер, Т. Келлер, В. Вагнер, Я. Илавский, Я. Писацка, Г. Барбезат и П.С. Фиала, Взаимосвязи между микроструктурой и свойствами и взаимосвязь между свойствами термически напыленных покрытий из никелевого сплава, in International Thermal Spray Conference 2001 , Singapore, 2001, pp.643-652.
A. Sharma, R.J. Гамбино и С. Сампат, Анизотропные электрические свойства металлических покрытий, нанесенных методом термического напыления, Acta Mater. , 2006, 54 (1), стр 59-65
Google ученый
А. Лопера-Валле и А. Макдональд, Покрытия, напыляемые пламенем, как элементы защиты от обледенения для армированных волокном полимерных композитных конструкций: моделирование и эксперименты, Int. J. Тепломассообмен , 2016, 97 , p 56-65
Статья Google ученый
Н. Бхикхун, А.Р. Абу Талиб, М.Р. Хассан, Покрытия с помощью термического напыления для композитов с полимерной матрицей в газотурбинных двигателях: предварительный литературный обзор, Int. Rev. Aerosp. Англ. , 2014, 7 (3), стр 84-87
Google ученый
Улучшенное покрытие — термическое напыление
| Техники: | |
Процесс напыления пламенем
Процесс напыления дуги
Процесс плазменного напыления
Процесс детонационного напыления
Процесс напыления HVOF (высокоскоростное кислородное топливо)
Процесс динамического напыления холодным газом
В процессе плазменного напыления используется электрическая дуга постоянного тока для генерирования потока высокотемпературного ионизированного плазменного газа, который действует как источник тепла для распыления.Материал покрытия в форме порошка переносится потоком инертного газа в плазменную струю, где он нагревается и продвигается к подложке.
Благодаря высокой температуре (15000 ° C) и высокой тепловой энергии плазменной струи можно распылять материалы с высокими температурами плавления.
Плазменный распылитель состоит из медного анода и вольфрамового катода, оба из которых охлаждаются водой. Плазменный газ (аргон, азот, водород, гелий) течет вокруг катода и через анод, имеющий форму сужающегося сопла.
Плазма инициируется высоковольтным разрядом, который вызывает локализованную ионизацию и создает токопроводящий путь для дуги постоянного тока между катодом и анодом. Нагрев сопротивления от дуги приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется с образованием плазмы. Плазма выходит из анодного сопла в виде свободного или нейтрального плазменного пламени (плазмы, не переносящей электрический ток).
Плазменное напыление дает высококачественное покрытие за счет сочетания высокой температуры, источника тепла с высокой энергией, относительно инертной среды для распыления и довольно высоких скоростей частиц, обычно 200–300 м / с.
Плазменное напыление имеет то преимущество, что оно позволяет распылять материалы с очень высокой температурой плавления, такие как тугоплавкие металлы, такие как вольфрам, и керамику, например цирконий. Покрытия с плазменным напылением, вероятно, составляют самый широкий спектр покрытий и применений термического напыления и делают этот процесс наиболее универсальным.
Top
Что такое напыление металла / термическое напыление?
Металлическое напыление, также известное как Термическое напыление. включает покрытие разнообразного диапазона поверхностей металлическим покрытием с использованием распыления расплавленных частиц.
Существует целый ряд методов напыления металла, включая напыление пламенем, напыление проволочной дугой, плазменное напыление, детонационное напыление, высокоскоростное кислородно-топливное напыление (HVOF), теплое напыление, холодное напыление и высокоскоростное воздушное топливо.
Техника распыления, которая подходит вам, будет зависеть от ряда различных факторов, включая используемое вами приложение, а также ваш бюджет, рабочие сроки и предпочтительную отделку.
Мы создали полезное руководство, в котором изложено все, что вам нужно знать о напылении металлов — мы надеемся, что вы найдете его полезным!
Как работает напыление металла?
Распыление металла — это процесс, который используется в самых разных отраслях промышленности и предполагает использование высокой степени нагрева для достижения расплавленного состояния.
По достижении расплавленного состояния материал тщательно распыляется на мелкие частицы, а затем распыляется на поверхность, с которой вы работаете. Как только частицы попадают на поверхность, они мгновенно выравниваются, выравниваются и затвердевают, образуя прочный, долговечный и водостойкий слой.
Хотя этот метод используется в ряде различных секторов, он в основном связан с антикоррозийным и инженерным рынками, где важны точность, качество, противопожарная защита, защита и долговечность.Помня об этом, вы быстро обнаружите, что этот метод используется для нанесения отделочных покрытий, создания антикоррозионных слоев и термобарьеров, а также для оптимизации износостойкости.
Преимущества металлического напыления
Вот еще несколько преимуществ, связанных с напылением металла…
- Повышенная прочность
- Измененные электрические свойства
- Повышенная или пониженная защита от коррозии
- Повышенная твердость
- Повышенное или пониженное трение
- Повышенная износостойкость
- Дополнительная защита поврежденных материалов
Но одна из основных причин, почему этот метод так популярен и широко используется, заключается в том, что скорость осаждения поверхности выше и проще, чем при любых других процессах нанесения покрытия.
Системы и процессы термического напыления IRS
Подробно ниже представлены системы и процессы термического напыления, предлагаемые IRS Surfacing Technologies.
HVOF Metallurgical & Ceramic Chemistries
Для высококачественных покрытий с низкой пористостью и отличной прочностью сцепления. Карбиды вольфрама + хрома — полные керамические диапазоны до 1450 Hv. Химические, жаропрочные и износостойкие покрытия с пористостью менее 0,5%. Доступны химически стойкие сплавы G30, C22, C276, Ultimet и титан.
Высокоэнергетическое жидкое топливо — 8-осевая робототехника и встроенный поворотный стол ABB.
Для высококачественных, плотных и толстослойных наплавок из мягких сплавов, антикоррозионных и износостойких материалов. Диапазон карбида вольфрама превышает 1699Hv. Отложения с чрезвычайно низкой пористостью толщиной более 3,0 мм. Inconel 625, Hastelloy C276, Ultimet и большинство коррозионно-стойких сплавов. Мягкие алюминиевые подшипниковые сплавы, полный ассортимент карбида вольфрама, хрома и титана в стандартных или фирменных матрицах.Доступен чистый титан. Собственный анализ для удовлетворения особых требований. Включает полностью скоординированную 8-осевую робототехнику и поддержку программного обеспечения.
Plasma ARC (N.T.A.)
Полностью керамическая износостойкая, химически стойкая и термобарьерная серия, включая оксид хрома, чистый оксид алюминия, оксид алюминия, диоксид титана и оксид циркония иттрия. Износостойкость карбида вольфрама и хрома.
Плазменный спрей (NTA)
Покрытия, указанные выше, по внутренним диаметрам и отверстиям.
Plasma Arc (P.T.A.)
Твердые непористые покрытия с молекулярной связью. Все сплавы, карбиды вольфрама, хрома, титана и никеля. Сплавы с высоким содержанием никеля и бронзы и т. Д. Стеллит, хастеллой, инконель, монель и т. Д. Также спирально-сварные наплавки с осциллятором и низким уровнем разбавления.
Плазменный спрей (PTA)
Покрытия для отверстий, стволов, линий подачи, штампов и т. Д.
Плазменный спрей (PTA)
Покрытия для отверстий, стволов, линий подачи, матриц и т. Д.
Плазменный распылитель (PTA)
Покрытия для отверстий, стволов, линий подачи, штампов и т. Д.
Гиперзвуковой спрей с двойным барабаном
Хромовые сплавы, Алюминий Магний, Бронза, Нержавеющие и Углеродистые сплавы, Хастеллой и Карбиды Вольфрама, а также восстановление компонентов, подшипников. журналы и покрытия роликов и т. д. Оффшорное и химическое антикоррозионное покрытие. Хромированные сплавы и псевдометаллические покрытия для блоков Capstan Bull и канатных шкивов.Сплавы Hastelloy C22 и G30.
Techni-Chorde
Полный спектр наплавочных сплавов плюс керамическое оборудование среднего размера. Рокдур варьируется в хордах. Никелевые сплавы плюс многие другие анализы.
Дуговый распылитель с высокой скоростью
Высокоскоростные напыления дуговым напылением с использованием высокоплотных покрытий с более высокой связью во всех расходных материалах. Значительно лучшая целостность и меньшая структура частиц, чем стандартные напыления дуги.
Спрей ArcSpray Bore-Spray
Полностью углеродистая сталь, никель и бронзовые сплавы.
Пламя-спрей
Стандартные устройства для пламенного напыления флюсовых сплавов. Самые распространенные системы в эксплуатации.
Fusion
Полный спектр процессов сварки, включающий системы всех ведущих производителей. Восстановление прессовой оснастки и штампов. Твердые, плотные, практически без пористости, молекулярно-сплавленные отложения, при которых подвод тепла к подложке не является чрезмерной проблемой.
Rokide / Norton Ceramics.
Мы являемся единственным центром приложений Rokide / Norton, оборудованным и одобренным в Великобритании.Система распыления Rokide запатентована и уникальна тем, что она проецирует на подложку только полностью расплавленные частицы, в отличие от плазмы процессов пламенного распыления. В результате значительно улучшилась антикавитационная стойкость, особенно в приложениях с точечным контактным давлением, таких как конусы для волочения проволоки и т. инструмент для волочения проволоки.
Спрей для нейлона и пластика
Антикоррозийные, химически стойкие покрытия с низким коэффициентом трения для шкивов, желобов и компонентов, которые должны противостоять кислотному воздействию при низких температурах неабразивных материалов, где требуется относительно дешевое решение.Также подходит для улучшения декора большинства цветов. Нейлон 1 и ЭВА пластик.
Новинка! Карбид вольфрама 80 Rc на инструментальной стали
С молекулярной связью. Не сколоть и не отсоединить !!! Может применяться для шнеков для литья под давлением, компонентов поворотных клапанов, гильотинных лезвий и т. Д.
Почему выбирают IRS Surfacing Technologies Ltd
IRS Surfacing специализируется на предоставлении полного спектра собственной технологии создания термоизоляции, которая была разработана с учетом индивидуальных требований, возникающих в широком спектре специализированных отраслей.
Обладая более чем 20-летним опытом работы в отрасли, мы продолжаем предоставлять высококачественные и экономичные решения проблем преждевременного и серьезного износа в аэрокосмической, оффшорной, химической и производственной отраслях.
Прежде всего, IRS действительно придерживается принципа «могу — могу помочь» как с нашей очень ценной армией сторонников, так и с новыми клиентами.
Если у вас есть какие-либо вопросы о каких-либо наших услугах, не стесняйтесь связаться с ними или посетить https: //www.adl-usa.com /. Наша дружная и услужливая команда всегда готова ответить на любые ваши вопросы, чтобы вы всегда находили правильное решение для ваших нужд.
Обратите внимание: Процедурная и химическая помощь и техническая поддержка на месте предоставляется без каких-либо обязательств.
Для получения более подробной информации о наших услугах по напылению металлов, пожалуйста, свяжитесь с нами.
Дата публикации: 1 января 2019 г.Категория: Металлическое напыление, Системы термического напыления
| Основы термического напыления Знание преимуществ и ограничений различных методов термического напыления может помочь вам выбрать лучший процесс для вашего покрытия. Тодд Дегитц и Клаус Доблер Фиг.1 — Пучок теплообменных трубок с покрытием из карбида вольфрама и кобальта. С момента своего создания почти век назад термическое напыление превратилось из технологии, предназначенной для быть экономичным ремонтом изношенных компонентов и несовместимые детали с процессом, используемым для улучшенные характеристики деталей и увеличенный срок службы компонентов OEM. Как часть процесса развития, термическое напыление превратилось из первоначального процесса газопламенного напыления в электрическую дугу, плазму и высокоскоростные кислородотопливные системы.Кроме того, палитра материалов доступна для термическое напыление расширилось от металлических сплавов до керамика, полимеры и карбиды. Один из многих промышленные районы, в которых термическое напыление зарекомендовало себя, являются недорогой альтернативой наплавке наплавкой и хромированию. Целью данной статьи является ознакомление с характеристиками четырех процессов термического напыления — пламени, дуги, плазмы и высокоскоростного кислородного топлива (HVOF) — и обсудить различные типы износостойких и / или антикоррозийные покрытия, которые могут быть получены с помощью этих процессов. Введение в
Термальный спрей
Некоторые из ограничений термического спрея включают следующее:
Процессы термического напыления Распыление пламенем Распыление пламенем требует очень небольшого количества оборудования и может быть легко выполнено на заводе или на месте. Этот процесс довольно недорогой и обычно используется для нанесения металлических сплавов. При относительно низких скоростях движения частиц процесс газового напыления будет обеспечивать самые большие накопления для данного материала из всех процессов термического напыления. Низкая скорость частиц также приводит к тому, что покрытия становятся более пористыми и окисленными по сравнению с другими покрытиями, наносимыми термическим напылением. Пористость может быть полезной в областях, где масло используется в качестве смазки.Определенное количество масла всегда остается в покрытии и, таким образом, увеличивает срок его службы. Оксиды увеличивают твердость и повышают износостойкость. Что касается наплавки, самофлюсующиеся сплавы обычно наносятся пламенным напылением, а затем наплавляются на деталь. Процесс плавления обеспечивает металлургическое соединение с подложкой, высокую прочность сцепления между частицами и очень низкие уровни пористости. Рис. 2 — Покрытие из карбида вольфрама и кобальта, нанесенное на этот конус сверла, обеспечивает высокую износостойкость. Дуговое напыление В процессе дугового напыления две проволоки вставляются в горелку и соприкасаются друг с другом у сопла. Электрическая нагрузка на провода заставляет концы проводов плавиться при соприкосновении. Газ-носитель, такой как воздух или азот, используется для снятия расплавленного материала с проволоки и его транспортировки к заготовке. Дуговое напыление является относительно недорогим, простым в освоении, портативным и довольно простым в обслуживании. Низкая скорость частиц обеспечивает высокую максимальную толщину покрытия для данного материала.Последние достижения в конфигурациях сопел и горелок обеспечивают больший контроль над качеством покрытия и формой распыления. С помощью правильного оборудования можно производить вытянутую форму распыления или распылять компоненты с очень маленьким внутренним диаметром. Что касается недостатков, то дуговое напыление ограничивается электропроводящей сплошной проволокой и порошковой проволокой. Плазменное напыление Плазменное напыление изначально было разработано для напыления керамики и до сих пор остается основным методом ее нанесения.С помощью этой техники также можно распылять металлы и пластмассы. Скорости частиц для плазмы выше, чем для пламенного и дугового напыления, и в результате покрытия обычно более плотные и имеют более мелкую шероховатость поверхности после напыления. Однако недостатком повышенной плотности является то, что максимальная толщина покрытия для данного материала обычно уменьшается. Поскольку с помощью этого метода можно эффективно распылять как металлы, так и керамику, плазменное напыление позволяет автоматизировать и сократить количество этапов процесса.Например, для керамических покрытий обычно требуется металлическое связующее покрытие для улучшения прочности связи. С помощью плазменной системы можно сначала нанести связующее покрытие, а затем сразу же нанести керамический материал. Рис. 3 — Процесс HVOF, используемый для нанесения покрытия из карбида хрома на этот шаровой кран. Высокоскоростное кислородное топливо Процесс высокоскоростного кислородного напыления (HVOF) был изобретен всего 20 лет назад, но он расширил возможности применения термического напыления в области, которые когда-то были недоступны.При распылении HVOF комбинация технологических газов, таких как водород, кислород, пропилен, воздух или керосин, впрыскивается в камеру сгорания горелки под высоким давлением и воспламеняется. Результирующие скорости газа достигают сверхзвуковых скоростей. Порошок впрыскивается в пламя и также разгоняется до сверхзвуковых скоростей. Результатом являются самые плотные доступные покрытия термическим напылением. Процесс HVOF является предпочтительным методом распыления износостойких карбидов, а также подходит для нанесения износостойких и / или коррозионно-стойких сплавов, таких как Hastelloy, Triballoy и Inconel.Благодаря высокой кинетической энергии и низкой тепловой энергии, которые процесс HVOF передает распыляемым материалам, покрытия HVOF очень плотные, с пористостью менее 1%, имеют очень высокую прочность сцепления, прекрасную отделку поверхности после напыления и низкий уровень оксидов. Эти свойства позволили напыляемым покрытиям HVOF стать привлекательной альтернативой облицовке и хромированию. Ниже приведены примеры приложений, использующих процесс HVOF. На рис. 1 показан пучок труб теплообменника, на который нанесено покрытие из карбида вольфрама и кобальта.Покрытие наносится методом HVOF вместо плакирования, потому что плотное, устойчивое к эрозии покрытие представляет собой недорогую альтернативу. Во втором случае такое же покрытие было нанесено на конус сверла — рис. 2. Покрытие из карбида вольфрама и кобальта было задано для обеспечения высокой износостойкости. На рис. 3 процесс HVOF был использован для нанесения покрытия из карбида хрома на шаровой кран. Карбид хрома был выбран для обеспечения износостойкости и коррозионной стойкости.После распыления покрытие можно отшлифовать и отполировать до размеров или оставить в состоянии после распыления. Outlook Примеры из таких отраслей, как энергетика, химическая, нефтехимическая, строительная, горнодобывающая и целлюлозно-бумажная промышленность, показывают, что срок службы компонентов увеличился на 50-75%.Уменьшая преждевременный выход из строя компонентов, детали с термическим напылением сэкономят тысячи долларов на вынужденных простоях. Благодаря широкому выбору методов нанесения и выбора покрытий, поверхности с термическим напылением предлагают решение для замены деталей, предотвращения износа и устойчивости к коррозии. Тодд Дегитц ([email protected]) — менеджер по продажам, а Клаус Доблер — специалист по термопреобразованию. Инженер, Сент-Луис Металлизинг Ко., Сент-Луис, Миссури. |
Покрытие методом термического напыления | Curtiss-Wright Surface Technologies
Термораспылительные покрытия CWST для турбомашинного оборудования обеспечивают технологии, необходимые для сегодняшних высокопроизводительных и высококачественных промышленных турбин:
- Управление температурой
Термобарьерные покрытия могут максимизировать эффективность турбины за счет повышения температуры обжига при одновременном снижении термической усталости компонентов, коробления, окисления и растрескивания.Комбинация керамических и суперсплавных компонентов в термоизоляционных покрытиях GPX отражает тепло обратно в путь для продуктов сгорания и изолирует детали, эффективно снижая температуру их поверхности. - Контроль износа
Износ из-за вибрации, трения, перепадов температур и давления сокращает срок службы компонентов турбомашин. И если не принять меры, может вызвать дорогостоящие внеплановые отключения. Покрытие, контролирующее износ, может продлить срок службы критически важных деталей турбомашин в 10 раз.Повсюду, где металл соприкасается с металлом, можно нанести покрытие для контроля износа. - Контроль коррозии — низкая температура
Коррозия компонентов турбомашин обходится операторам в миллиарды долларов ежегодно из-за преждевременного выхода из строя деталей и индуцированного аэродинамического сопротивления. Покрытия для защиты от коррозии могут значительно снизить коррозионные повреждения, обеспечивая при этом гладкую аэродинамическую поверхность на лопатках компрессора и узлах статора. Покрытия Tough CWST также обеспечивают устойчивость к эрозии от пыли и высокоскоростных газов. - Контроль коррозии — высокая температура
Компоненты турбины, подверженные коррозии при высоких температурах (+ 1000 ° F), не только разрушаются быстрее, чем при более низких температурах, но также подвержены растрескиванию из-за термической усталости и цикличности. Высокотемпературные покрытия диффундируют в подложку, создавая почти непроницаемую оксидную поверхность, которая может уменьшить образование накипи и трещин из-за термоциклирования. - Контроль окисления
Высокотемпературное окисление — это состояние газовых турбин, наиболее ответственное за преждевременный выход из строя компонентов «горячей секции».Поскольку конструкторы продолжают повышать температуру зажигания турбины, компоненты из суперсплавов приближаются к своим теоретическим пределам. Покрытия, стойкие к окислению, расширяют эти пределы, препятствуя проникновению кислорода к поверхности компонента, обеспечивая при этом временный слой, способный защитить деталь между капитальными ремонтами.