Как работает плазменный резак и как сделать правильный выбор?
На улице 2014 год,
газовые резаки уже окончательно уходят с моды и приходят на смену аппараты которые называются плазменный резак, плазморез, аппарат воздушно-плазменной резки, плазменная резка CUT-40, 60, 70, 100, 160.В народе плазменная резка металла — это вид плазменной обработки материалов из металла, при котором в главной роли разрезающего инструмента вместо газового резака используется плазменная струя.
Между электродом (катодом) и соплом аппарата, или между электродом и подопытным металлом поджигается электрическая дуга. В сопло идет подача газа под давлением от 4 до 8 атмосфер, который превращается с помощью электрической дуги в плазму с температурой от 5000 до 30000 градусов и скоростью от 500 до 1500 м/с. Толщина разреза металла может доходить до 200 мм. Изначально поджог дуги осуществляется высоковольтным импульсом или коротким замыканием между форсункой и разрезаемым металлом. Плазмотроны охлаждаются потоком газа (воздушное охлаждение
Толщина разреза металла может доходить до 200 мм. Изначально поджог дуги осуществляется высоковольтным импульсом или коротким замыканием между форсункой и разрезаемым металлом. Плазмотроны охлаждаются потоком газа (воздушное охлаждение
Союзники при получении плазменной дуги газы можно разделить на активные (кислород, воздух) и неактивные (азот, аргон, водород, водяной пар). Активные газы в основном применяются для резки чёрных металлов, неактивные — цветных металлов и сплавов.
Чем плазменный резак лучше старых технологий:
- обрабатываются любые металлы — черные, цветные, тугоплавкие сплавы и т.
 д.
д. - скорость реза небольших и средних толщин в несколько раз выше скорости газопламенной резки.
- небольшой и точный нагрев разрезаемой площади, исключающий ее тепловую деформацию.
- высокая чистота и качество поверхности разреза.
- безопасность процесса резки очень радует (нет необходимости в баллонах с сжатым кислородом, горючим газом и т. д.)
- возможна сложная фигурная резка металла.
 д.
д.
Как работает плазменный резак | InformPhoto.ru
Плазменные резаки работают, подавая электрическую дугу через газ, который проходит через ограниченное отверстие, которое является наконечником горелки. Газом может быть магазин воздуха, азота, аргона, кислорода. и т. д. На небольших машинах воздух является наиболее распространенным и недорогим выбором. Это повышает температуру газа доуровень, что он входит в 4-е состояние материи. Большинство из нас знакомы с первыми тремя: твердым, жидким и газообразным. Ученые называют это дополнительным состоянием плазмы.
До плазменной резки
В предыдущих методах сварки для защиты сварного шва от окисления требовался слой инертного газа вокруг плазменной дуги. Инженеры последних дней, работающие над этой концепцией сварки, осознали возможность повышения температуры за счет ускорения потока газа и ограничения отверстия, через которое он проходил.Благодаря этому инновационному мышлению инженеры успешно разработали устройство, которое будет генерировать огромный уровень тепла, который можно использовать для резки металла. Это огромное количество энергии, генерируемой с помощью этого станка, позволило металлистам с невероятной легкостью и скоростью прорезать самый сложный металл, а главное — ровный и точный разрез. Плазменная резка, безусловно, увлекательная и прогрессивная концепция.
Есть разные способы завести дугу. В некоторых устройствах дуга формируется путем приведения горелки в контакт с поверхностью обрабатываемой детали, а в других используется вспомогательная дуга, которая первоначально создает дугу внутри головок горелки.
Покупка плазменного резака
Необходимо подумать о толщине металла, который вы обычно режете. В продаже есть различные плазменные резаки, в которых указана максимальная толщина, которую они могут резать, это просто не та цифра, которая вам понадобится. Это толщина, которую он будет аккуратно обрезать без большого количества дополнительной работы по очистке края среза перед дальнейшим использованием. Проверьте сначала цены на плазморезы, если финансы позволяют, не стремитесь к этой второй фигуре в качестве цели, попробуйте купить плазменный резак, у которого есть немного добавленная мощность. Вы получите лучшую производительность с вашей машиной, и эта свободная емкость когда-нибудь пригодится.
Плазменные резаки в деталях
В плазменных резаках используется электрическая дуга или электрический разряд, разряженный внутри инертного газа, который проходит через небольшое отверстие. В основе этого канала находится отрицательно заряженный электрод. Когда на этот электрод подается питание и его наконечник входит в контакт с металлом, который должен быть разрезан, образуется цепь, которая в свою очередь превращается в искру.Эта искра нагревает газ, когда он пробивается внутрь маленького канала, поэтому этот нагрев, следовательно, превращает газ в плазменное состояние. Создан поток плазмы, который с легкостью прорезает металл, двигаясь с невероятно быстрой скоростью. Высокоэффективный метод резки тонких и толстых материалов — вот что такое плазменная резка. Фактически это — поток воздуха, который разрезает сталь.
Ручные факелы
Ручные резаки способны разрезать стальную пластину толщиной до 50 мм, хотя, вероятно, более распространенными будут 10-15 мм. У большинства резцов, вероятно, будет спецификация относительно того, какую толщину он будет резать чисто, а также толщину, которую он может разрезать. Разрезанные порезы являются максимальными возможностями плазменных резаков и, скорее всего, требуют очистки перед сваркой или использованием. Роботизированные плазменные резаки могут резать в любом месте до 300 мм. Температура плазмы может достигать 15 000 градусов по Цельсию.
У большинства резцов, вероятно, будет спецификация относительно того, какую толщину он будет резать чисто, а также толщину, которую он может разрезать. Разрезанные порезы являются максимальными возможностями плазменных резаков и, скорее всего, требуют очистки перед сваркой или использованием. Роботизированные плазменные резаки могут резать в любом месте до 300 мм. Температура плазмы может достигать 15 000 градусов по Цельсию.
Резка мягкой стали с помощью плазменного резака
Не перепутайте плазменный резак и резак. Хотя способ их нанесения может быть схожим, резак режет металл пламенем. Плазменный резак, с другой стороны, прорезает металл сжатым воздухом или инертным газом под высоким напряжением. Плазменный резак также более безопасен по сравнению со сварочной горелкой, учитывая, что он использует инертный газ вместо взрывоопасного газа.
Похожие записи:
Загрузка…Плазменная резка металла. Принцип работы
Для осуществления плазменной резки используется такой аппарат, как плазморез. С его помощью формируется поток ионизированного воздуха с высокой температурой (плазма), который и разрезает предмет. Основной принцип плазменной резки заключатся в том, что ионизированный воздух может быть проводников электрического тока.
С его помощью формируется поток ионизированного воздуха с высокой температурой (плазма), который и разрезает предмет. Основной принцип плазменной резки заключатся в том, что ионизированный воздух может быть проводников электрического тока.
Как устроен плазморез и от чего питается
Аппарат складывается с нескольких частей:
- плазмотрон;
- источник питания;
- компрессор;
- кабель-шланги.
Для аппарата в качестве источника питания может быть использован:
- Трансформатор. Его главным преимуществом является то, что он нечувствительный к перепадам напряжения и может резать предметы любой толщины. Среди недостатков – большой вес и низкий КПД.
- Инвертор. С его помощью невозможно резать заготовки большой толщины. Однако, положительных моментов в его использовании значительно больше.
У инвертора КПД на треть выше, чем у трансформатора. Он легче, компактнее и работает стабильнее. кроме того, инвертор стоит дешевле, нежели трансформатор. Его намного проще применять на труднодоступных участках.
Его намного проще применять на труднодоступных участках.
Плазмотрон и компрессор
Эта часть аппарата представляет собой плазменный резак, который непосредственно используют для разрезания заготовки. Плазмотрон является основной частью плазмореза.
Для подачи воздуха в аппарате используется компрессор. Его работа направлена на вихревую подачу воздуха, которая способствует расположению катодного пятна дуги идеально по центру. Если этого не произойдет, плазморез не будет работать эффективно.
Принцип работы и технология
После включения плазмореза, образуется поток ионизированного воздуха под высокой температурой. Одновременно формируется электрическая дуга, которая локально разогревает заготовку – метал плавиться, после чего образуется рез. В этот период температура плазмы составляет до 30 градусов по Цельсию. Частички расплавленного металла сдуваются с поверхности предмета потоком воздуха, который исходит из сопла.
При помощи плазменной резки может быть обработан любой тип металла, если его толщина не превышает 220 мм.
Аппарат начинает действовать после зажигания плазмообразующего газа (от искры в контуре электрической дуги). Искра воспламеняет газ, он ионизируется и преобразовывается в плазму. У нее очень высокая скорость выхода – от 800 до 1500 м/с.
Виды
Есть три вида плазменной резки, которые отличаются в зависимости от среды применения:
- Простой. Используется исключительно воздух и электрический ток.
- С защитным газом. Кроме плазмообразующего, применяется еще и защитный газ, который отгораживает зону реза от воздействия окружающей среды.
- С водой. Вместо защитного газа используется вода, которая выполняет те же функции. Она также охлаждает плазмотрон и вбирает в себя опасные вещества.
Помимо высокой эффективности, плазменная резка обладает еще и безопасностью. Все компоненты и материалы абсолютно пожаробезопасные.
Плазменная резка может осуществляться двумя основными способами:
- Плазменно-дуговой. Обрабатываемая поверхность замыкается в проводящий контур.
- Резка плазменной струей. Металл не включается в проводящий контур. Такой способ можно использовать при наличии стороннего образования с высокой температурой. Его применяют для резки металлов, которые не проводят электрический ток.

Плазменная резка является довольно универсальным инструментом, поэтому у нее очень широкая сфера применения. Ее используют на разных отраслях промышленности для обработки таких предметов и материалов, как трубы, чугун, сталь, бетон и пр.
Что такое плазменный резак и как он работает?
Плазма является одним из четырех состояний вещества, наряду с жидкостью, газом и твердым телом. Технически это ионизированный тип газа, заполненный положительными ионами. Это позволяет плазме стать электропроводящей. Газ, который несет электричество, — называется плазмой.
Плазменная резка включает использование этого газа для резания металла. Из сопла плазматрона выходит поток плазмы, который можно использовать для резки различных веществ.
Что такое плазма?
Как уже упоминалось, плазмой является состояние вещества, состоящего из ионизированного газа. Из-за структуры газа и того факта, что плазма ведет себя как нормальный газ, она представляется большинству внешних источников как еще один вид газа. Вот почему ученым потребовалось столько времени, чтобы обнаружить, что плазма проводит электричество с такой силой, что может гореть и резать.
Вызов плазмы, это на самом деле довольно известный научный принцип. Все, что вам нужно сделать, это активировать газ, достаточный для того, чтобы электроны на внешнем слое отделились. Конечно, сделать это будет немного сложнее, чем просто объяснить это. Тепловая энергия — это нормальный выбор, но технологии создания плазмы просто не было.
Принципиальная функция плазменного резака
Как и любой другой резак, плазматрон направляет плотный поток плазмы, плавящий материал, который вы режете. Существуют различные плазматронов, способные резать различные виды металлов с толщиной от 12 до 50 мм, тут http://www. induktor.ru/catalog/svarochnye_gorelki/plazmotron/ вы можете купить плазменный резак для ваших технических словий. Наиболее часто для питания используется постоянный ток. Он производит пламя, намного более стабильное. Поскольку пламя более стабильно с меньшим количеством тепла, на устройстве не так много износа.
induktor.ru/catalog/svarochnye_gorelki/plazmotron/ вы можете купить плазменный резак для ваших технических словий. Наиболее часто для питания используется постоянный ток. Он производит пламя, намного более стабильное. Поскольку пламя более стабильно с меньшим количеством тепла, на устройстве не так много износа.
Сопло внутри горелки поддерживает постоянный поток газа. Это по существу катод. Анод, другая часть, которая помогает зажечь факел, может быть внутренней или внешней. Когда электрическая дуга начинает протекать между двумя электродами, это нагревает газ, вытекающий из сопла. Поскольку газ движется с такой высокой скоростью, он гарантирует, что вы не получите плазму в сопле. Если вы это сделаете, вы должны немедленно прекратить использовать его.
Вы можете легко найти ряд преимуществ для плазменной резки:
Скорость резания — благодаря использованию плазмы, а не огня, роботизированные плазменные резаки могут прорезать материал примерно на 5 раз быстрее, чем традиционные факелы. Некоторые плазматроны режут металл со скоростью 500 дюймов в минуту.
Некоторые плазматроны режут металл со скоростью 500 дюймов в минуту.
Широкое разнообразие использования. Поскольку плазменные резаки обеспечивают такую быструю и точную резку, вы можете использовать их в большем количестве ситуаций, чем использовать традиционный огненный резак. Тот факт, что они используют азот, позволяет им прорезать самые жесткие металлы.
Простота использования. Вам не нужно какое-либо специальное обучение, чтобы использовать плазматрон. Они используются так же, как традиционные резаками, с несколькими отличиями из-за сокращения топлива.
Безопасность. В то время как слишком много накоплений газа в вашем резаке всегда может вызвать проблемы, азот не известен как легковоспламеняющийся. Это означает, что существует не так много опасностей для безопасности, как это было бы с другими резаками.
Экономичный. Несмотря на свои спецификации в области научной фантастики, плазменный резак на самом деле дешевле, чем водоструйные или лазерные фрезы.
Не нагревает окружающий материал. Одна из самых больших проблем с резаками — это то, как они нагревают материал вокруг разреза. Плазменные горелки не расходуют тепло так же, как традиционный резак. Поэтому вам не придется беспокоиться о повреждении материалы.
Плазменный резак по металлу: устройство, схема, видео
Плазменный резак — один из элементов станка для плазменной резки металла. Основное его предназначение заключается в образовании плазмы. Также известен под названиями «плазматрон» или «горелка».
Какими же особенностями обладает это устройство, какая схема используется для подключения, а главное, что важно учитывать при покупке и дальнейшем использовании изделия?
Из чего состоит
Плазмотрон состоит из нескольких основных элементов:
- Дуговая камера — пространство, в котором и образуется плазма.
- Сопло — превращающее плазменный поток в дугу нужной толщины.
- Электродержатель.
- Системы газо и водоснабжения.
- Изолятор.

Нередко подобное устройство дополнено специальным узлом завихрения, что позволяет стабилизировать дугу.
Как работает
Принцип работы оборудования достаточного прост. После нажатия кнопки, воздух проходит по определенным каналам, попадает в поток, который закручен по спирали, и под большим давлением выходит из сопла, обеспечивая дугу для идеального раскроя материалов.
Изначально возникает разряд между 2 элементами: электродом и соплом — это происходит за счет образования электрического потенциала. В результате зажигается дежурная дуга, которая необходима для возникновения рабочей. За счет вихревого потока электрическая дуга не касается стенок сопла, что позволяет стабилизировать её.
За счет вихревого потока электрическая дуга не касается стенок сопла, что позволяет стабилизировать её.
Тематическое видео: рекомендуем к просмотру.
Виды резаков и особенности выбора
Существует широкий выбор схем и вариантов плазменных резаков, благодаря чему не составит труда подобрать оборудование, которое в полной мере соответствует будущей сфере его использования.
Основные виды:
- для газов, которые содержат кислород;
- для окислительных сред;
- для инертных и восстановительных.
Помимо этого существуют вариации устройства с газожидкостной, водяной и магнитной стабилизацией дуги, но последние два варианта не получили широкого распространения и гораздо менее востребованы, чем иные виды плазматрона.
Стоит учитывать, что плазморез может быть выполнен как на основе инвертора, так и трансформатора.
Второй вариант актуальнее в том случае, если необходимо провести раскрой материалов повышенной толщины. Оборудование же, выполненное из инверторной сварки, отличается экономичностью и простотой использования, что обусловило его широкое распространение.
В зависимости от сферы использования можно выделить еще 2 вида резаков:
- промышленные;
- бытовые.
Они отличаются по мощности и функциональности. Соответственно в домашних условиях будет достаточно ручного аппарата, в то время как для обеспечения максимальной производительности труда, приобретается промышленный вариант.
Прямое и косвенное воздействие
Важно учитывать, что плазменный резак прямого воздействия применяется для работы с различными вариантами металлов, а также сплавами — материалами, которые проводят электроток. Соответственно, в этом случае раскраиваемый лист выступает в качестве одного из элементов цепи.
Соответственно, в этом случае раскраиваемый лист выступает в качестве одного из элементов цепи.
Если же говорить об изделиях, которые не способны проводить ток, то в данном случае более актуален будет резак косвенного воздействия.
Его конструкция несколько отличается, так как дуга образуется внутри сопла, а обработка проводится за счет струи, которая вырывается из отверстия под большим давлением. Такая схема не часто применяется только в том случае, если требуется проведение работ с неметаллическими изделиями.
Преимущества использования устройства
Плазменно-воздушная резка получила широкое распространение в различных сферах. Она активно применяется и в машиностроении, и на промышленных предприятиях, а также в любых других областях деятельности. Это позволяет значительно повысить производительность труда, а также создавать полностью идентичные элементы.
Что же касается преимуществ именно в пользу использования плазматрона, то стоит выделить следующие особенности:
- Простота использования и эффективность обработки.
- Гладкий срез, который не нуждается в шлифовке и механической зачистке.
- Минимальная область нагрева — идеально точный раскрой, а также отсутствие деформации материала.
- Надежная работа — устройство рассчитано на продолжительный период активной эксплуатации.

А чтобы работа была комфортной и удобной, важно правильно подобрать ручной резак — все зависит от того, в каких условиях и с какими материалами предстоит работать.
Какие параметры стоит учитывать
Выбирая плазморез, необходимо детально изучить особенности и технические характеристики изделия. В зависимости от этого будет зависеть срок работы устройства и его функциональность. При сравнении плазменных резаков, стоит определить, для работы с какими материалами они предназначены.
Предпочтительнее выбрать универсальный вариант, особенно если он предназначен для частого использования. Его стоимость выше, но при этом это выгоднее, покупки нескольких отдельных изделий.
Если же важно добиться идеального качества раскроя, а также безупречного разреза, который не нуждается в зачистках, то стоит определить функции изделия, подбирая его в соответствии с обрабатываемыми материалами. Эта информация указывается в технической документации, либо же пометка может быть выполнена на самом аппарате.
Самостоятельное изготовление ручного оборудования
Можно и вовсе собрать необходимое оборудование из инверторной сварки своими силами. Это достаточно простая задача, с которой легко справиться, приобретя необходимые элементы и используя для их соединения подходящую схему.
При выборе электродов стоит отдать предпочтение гафнию, так как это самый безопасный материала. Качество раскроя зависит и от диаметра, а также длины сопла. Выбор параметров зависит от особенностей изделия — для ручного аппарата оптимальны будут показатели 3 и 7 см соответственно.
При этом важно учитывать, что чем длиннее сопло — тем удобнее с ним работать, но срок его службы в этом случае сокращается. Поэтому столь необходимо придерживаться оптимального баланса. Для работы оборудования потребуется и компрессор. Если речь идет о ручной модели, то в случае используется сжатый воздух. Промышленная аппаратура функционирует на основе различных газов и их смесей (водород, кислород, азот, гелий).
Компрессор необходим для подачи сжатого воздуха — он подключается при помощи специального шланга.
А чтобы соединить все элементы схемы, необходимо использовать кабель-шланговый пакет. Соответственно, создавая плазмотрон из инверторной сварки или же трансформатора, необходимо соединить этот источник с электродом.
Соответственно, создавая плазмотрон из инверторной сварки или же трансформатора, необходимо соединить этот источник с электродом.
Как обеспечить безопасность при работе?
Завершив создание плазмотрона, необходимо провести тщательную проверку. Необходимо еще раз свериться со схемой, убедившись в том, что оборудование исправно. Если рабочая дуга не зажигается или же гаснет спустя непродолжительное время работы, то вероятно аппарат неисправен.
При правильном использовании устройства оно полностью безопасно и может применяться даже в домашних условиях — в быту, особенно в сельскохозяйственной сфере, подобные приборы весьма актуальны. Поэтому очень важно соблюдать аккуратность, а также следовать требованиям безопасности. И в результате получится качественный срез, металл не оплавится, а край не будет деформирован или покрыт окалиной.
Заключение
Ручной плазматрон — удобное в работе изделие, которое отличается практичность и эффективностью обработки. Благодаря его применению удается добиться безукоризненного результата, работая с различными типами материалов, как металлами, проводящими ток, так и с другими типами изделий.
Благодаря его применению удается добиться безукоризненного результата, работая с различными типами материалов, как металлами, проводящими ток, так и с другими типами изделий.
Что такое плазма с ЧПУ?
Что такое плазма ЧПУ?В простых терминах объясним, что такое плазменная резка с ЧПУ: плазменная резка использует электричество для превращения воздуха в плазму, четвертую материю (следующую после твердой, жидкой и газовой), которая затем продувается через металл для выполнения разреза.
Плазменная резка — это высокоскоростной и высокоточный способ резки металлов (алюминий, никелевые сплавы, медь, титан, сталь и нержавеющая сталь), который обычно является недорогим и становится все более популярным в отраслях промышленности, желающих сократить расходы на профилирование металлов с помощью внешних источников. Эта операция позволяет сэкономить время и деньги, занимая при этом в целом очень мало места. Для работы станка плазменной резки с ЧПУ необходим только источник сжатого воздуха и электропитания переменного тока, что делает его доступным и реалистичным дополнением к мастерской.
Эта операция позволяет сэкономить время и деньги, занимая при этом в целом очень мало места. Для работы станка плазменной резки с ЧПУ необходим только источник сжатого воздуха и электропитания переменного тока, что делает его доступным и реалистичным дополнением к мастерской.
Плазменная резка всегда была инновационной, но с внедрением в конце 1980-х годов технологии CNC (Computer Numerical Control) она перешла в другую лигу.
Добавление ЧПУ к плазменной резке обеспечивает большую гибкость станков для резки различных форм. Подробный набор инструкций, введенных в систему ЧПУ станков, означает, что дни ручного управления резкой прошли. Программное обеспечение плазменной резки с ЧПУ направляет и управляет плазменной резкой и делает это с высочайшими уровнями скорости и точности.
Плюсы плазменной резки с ЧПУ
- Это точно — с функцией числового компьютерного управления плазменная резка с ЧПУ является наиболее точной и точной формой плазменной резки из всех доступных.
- Это быстрее — программируя свой отрезок от начала до конца, вы никогда не найдете более быстрого способа точной резки.
- Возможность адаптации — настройка ЧПУ для резки различных металлов на разную толщину.
- Это безопаснее — без пламени и горючих газов, это самый безопасный способ резки металла.

Посмотрите, что говорят наши клиенты, и найдите больше видеороликов о плазменной резке с ЧПУ на нашем канале YouTube.
Устранение проблем с качеством плазменной резки
Устранение проблем с качеством плазменной резки
Введение
Как и при любой резке, на качество плазменной резки влияет целый ряд факторов. Вот лишь некоторые из них.
- Тип горелки
- Расположение горелки
- Состояние расходных материалов
- Напряжение дуги или высота резки
- Тип газа
- Чистота газа
- Давление и расход газа
- Толщина материала
- Состав материала
- Состояние поверхности
- Ток резки
- Размер отверстия сопла
- Скорость резки (скорость хода машины)
Большинство из этих переменных взаимозависимы: изменение одной из них влияет на остальные. Часто непросто понять, как устранить проблемы с качеством резки, поэтому мы подготовили для вас описание стандартных решений для распространенных проблем. Начнем с самого понятного параметра.
Часто непросто понять, как устранить проблемы с качеством резки, поэтому мы подготовили для вас описание стандартных решений для распространенных проблем. Начнем с самого понятного параметра.
- Угол резки
- Плоскостность резки
- Шероховатость поверхности
- Окалина
Рекомендуемые параметры резки обычно обеспечивают оптимальные результаты и приведены в руководстве вместе с режимами резки для вашей системы. Однако иногда условия могут отклоняться от стандартных и требуется корректировка параметров. В этом случае следуйте приведенным ниже правилам.
- Меняйте расход и давление газа с небольшим шагом.
- Повышайте или понижайте напряжение дуги с шагом 1 В по мере необходимости.
- Корректируйте скорость резки с шагом 5 % или менее до тех пор, пока не удастся добиться улучшения.
Угол резки
Отрицательный угол резки
Если верхняя часть детали больше ее нижней части, это означает, что угол резки отрицательный. Это может быть вызвано указанными ниже причинами.
Это может быть вызвано указанными ниже причинами.
- Неправильное расположение горелки
- Изгибание или скручивание материала
- Износ или повреждение расходных материалов
- Низкое напряжение дуги
- Слишком низкая скорость резки
Положительный угол резки
Если верхняя часть детали меньше ее нижней части, это означает, что угол резки положительный. Обычно это вызвано указанными ниже причинами.
- Неправильное расположение горелки
- Изгибание или скручивание материала
- Износ или повреждение расходных материалов
- Высокое напряжение дуги
- Слишком высокая скорость резки
- Неправильная сила тока
Плоскостность резки
Скругление сверху и снизу
Как правило, такой эффект возникает только при резке материалов толщиной менее 6 мм. Чаще всего это происходит из-за избытка энергии или из-за использования слишком высокого тока для данной толщины.
Подрез верхнего края
Подрез верхнего края происходит, если стороны поверхности резки загнуты внутрь. Как правило, такой эффект возникает, когда при резке горелка расположена слишком близко к материалу. Это происходит в том случае, если напряжение дуги слишком низкое для данной толщины материала.
Состояние поверхности
Шероховатость, вызванная резкой
Если на поверхности резки наблюдаются однородные шероховатости (иногда только по одной оси), вероятнее всего, они возникли во время процесса резки. Вот возможные причины.
- Износ или повреждение расходных материалов
- Слишком высокий расход газа
Шероховатость, вызванная состоянием машины
Когда шероховатости на поверхности резки неоднородны (часто они бывают расположены только по одной оси), причина этого, вероятно, заключается в характере хода машины. Это может быть вызвано указанными ниже причинами.
- Загрязнение направляющих, колес, рейки или шестерни машины
- Смещение направляющих рельсов
- Износ, повреждение или ослабление крепления колес либо подшипников
Окалина
При резке часто образуется окалина. На это влияет целый ряд факторов. Современные системы плазменной резки поддерживают самые разные режимы работы без образования окалины, поэтому, если вы заметили ее на деталях, вероятнее всего, возникла какая-то проблема. Существует несколько видов окалины: высокоскоростная, низкоскоростная и верхняя.
Высокоскоростная окалина
Когда окалина небольшая, но при этом приварена или закатана на верхней части обрабатываемой детали, это, как правило, вызвано слишком высокой скоростью резки. Окалину такого типа сложно удалить, для этого может потребоваться шлифовка. Часто она сопровождается S-образными бороздками, которые также указывают на слишком высокую скорость резки. Кроме того, необходимо проверить, не слишком ли велико напряжение дуги.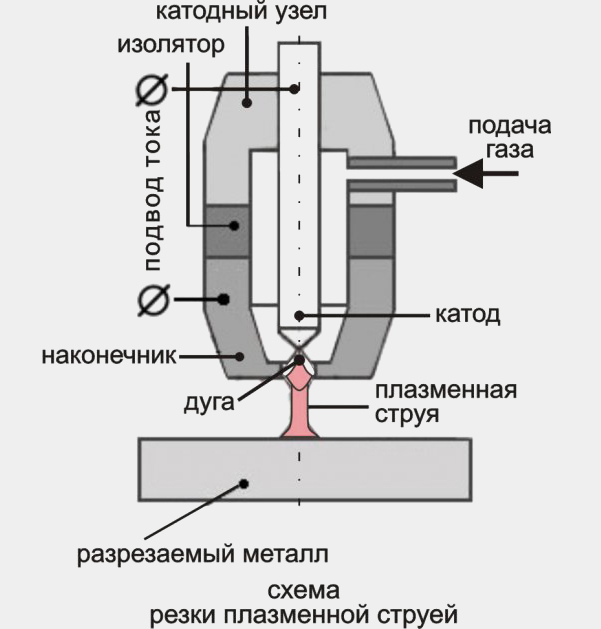
Низкоскоростная окалина
Низкоскоростная окалина представляет собой крупные шаровидные частицы на нижней кромке и обычно легко удаляется. Попытайтесь ускорить резку или повысить напряжение дуги, чтобы увеличить высоту расположения резака.
Верхняя окалина
Такая окалина имеет вид брызг на деталях и обычно легко удаляется. Как правило, она вызвана слишком высокой скоростью или большой высотой расположения резака (высоким напряжением дуги).
Неравномерная окалина
Если окалина неравномерная и образуется вверху или внизу детали, проверьте степень износа расходных материалов.
Другие причины образования окалины
Существуют и другие факторы, которые могут привести к образованию окалины, и большинство из них связано с самим материалом. К их числу относятся температура материала, состояние поверхности (например, интенсивная заводская окалина или ржавчина) и состав. Например, на сплавах с высоким содержанием углерода обычно формируется больше окалины.
Например, на сплавах с высоким содержанием углерода обычно формируется больше окалины.
Что такое плазменная резка и как использовать плазменный резак?
Что такое плазменная резка?Плазменная резка — это процесс плавления, при котором струя ионизированного газа при температуре выше 20 000°C используется для расплавления и удаления материала из разреза. Это тепло расплавляет металл, и поток газа выбрасывает его из реза. Плазменные газы обычно представляют собой аргон, аргон/водород или азот.
Во время процесса между электродом (катодом) и заготовкой (анодом) зажигается электрическая дуга.Электрод утоплен в газовом сопле с водяным или воздушным охлаждением, которое сужает дугу, вызывая образование узкой, высокотемпературной и высокоскоростной плазменной струи.
Когда плазменная струя попадает на заготовку, происходит рекомбинация, и газ возвращается в свое нормальное состояние, выделяя при этом сильное тепло. Плазменные газы обычно представляют собой аргон, аргон/водород или азот. Эти инертные газы можно заменить воздухом, но для этого требуется специальный электрод из гафния или циркония.
Эти инертные газы можно заменить воздухом, но для этого требуется специальный электрод из гафния или циркония.
Использование сжатого воздуха делает этот вариант плазменного процесса весьма конкурентоспособным по сравнению с кислородно-топливным процессом для резки углеродисто-марганцевых и нержавеющих сталей толщиной до 20 мм.Инертные газы предпочтительны для высококачественной резки реактивных сплавов.
Плазменная дуга может резать очень широкий спектр электропроводящих сплавов, включая простую углеродистую и нержавеющую сталь, алюминий и его сплавы, никелевые сплавы и титан. Первоначально этот метод был разработан для резки материалов, которые нельзя было удовлетворительно разрезать кислородно-топливным процессом.
Обычно деталь или лист, подлежащий резке, остаются неподвижными, а плазменный резак перемещается. Кроме того, поскольку стоимость плазменного резака низка по сравнению со стоимостью манипуляционного оборудования, обычно к столу для резки прикрепляют несколько резаков.
Плазменные резаки создают электрическую дугу через газ, проходящий через суженное отверстие. Ограниченное отверстие (сопло), через которое поток газа заставляет его проходить с высокой скоростью, подобно воздуху, проходящему через трубку Вентури в карбюраторе. Этот высокоскоростной газ прорезает расплавленный металл.
Вы также можете думать об этом как о электрически нагретом газовом потоке. Мне нравится думать об этом как о состоянии, в котором все электроны от каждого атома перетекают от атома к атому, а не просто вращаются по орбите.Вне зависимости от того, что происходит в потоке плазмы, резать металлы с ним довольно просто.
Возьмите поток электричества, протекающий через газ, и сузьте его через маленькое отверстие. Сейчас этот поток действительно плотный и движется очень быстро. Образовавшаяся струя может легко расплавить и продуть большинство металлов. Это плазменный резак.
В плазменных резаках обычно используется медное сопло для сужения газового потока при прохождении через него дуги. Эта дуга перескакивает с одного электрода в горелке на что-то другое — обычно на разрезаемый проводящий материал.Это «перенесенная дуга». В некоторых системах используется дуга без переноса, когда она отражается от электрода обратно к соплу, но они обычно не используются для резки.
Эта дуга перескакивает с одного электрода в горелке на что-то другое — обычно на разрезаемый проводящий материал.Это «перенесенная дуга». В некоторых системах используется дуга без переноса, когда она отражается от электрода обратно к соплу, но они обычно не используются для резки.
Это означает, что плазменная резка используется только для токопроводящих материалов, в основном из мягкой стали, нержавеющей стали и алюминия. Но многие другие металлы и сплавы также обладают электропроводностью, например, медь, латунь, титан, монель, инконель, чугун и т. д. Проблема в том, что температура плавления некоторых из этих металлов затрудняет резку с хорошим качеством кромки.
Электрод обычно медный, но с металлической вставкой, куда крепится дуга. Это связано с тем, что медь плавилась бы слишком быстро, если бы дуга прилипала непосредственно к ней. Вольфрам — отличный материал для электродов, поэтому многие электроды имеют вольфрамовую вставку.
В некоторых фонариках меньшего размера используется электрод в виде карандаша, сделанный полностью из вольфрама с заостренным концом. Проблема с вольфрамом в том, что он горит в присутствии кислорода. Поэтому, если вы используете кислород или сжатый воздух в качестве режущего газа, вставка изготовлена из материала, называемого гафнием.Гафний живет намного дольше в присутствии кислорода, но немного стирается каждый раз, когда зажигается дуга.
Проблема с вольфрамом в том, что он горит в присутствии кислорода. Поэтому, если вы используете кислород или сжатый воздух в качестве режущего газа, вставка изготовлена из материала, называемого гафнием.Гафний живет намного дольше в присутствии кислорода, но немного стирается каждый раз, когда зажигается дуга.
По той же причине, по которой вы используете кислород в ацетиленовой горелке, кислород в плазменном потоке реагирует с мягкой сталью. Поэтому чистый кислород используется только при резке низкоуглеродистой стали или «углеродистой стали». Эта химическая реакция между кислородом плазмообразующего газа и основным металлом ускоряет процесс резки и улучшает качество кромки.
Однако, поскольку кислород не реагирует так же, как нержавеющая сталь или алюминий, для этих металлов можно использовать более дешевые газы, такие как азот или сжатый воздух (который в любом случае является азотом).
Другие специальные газы иногда используются для других целей. В плазменной маркировке используется газ аргон (совершенно другая тема). Смесь аргона и водорода часто используется при резке более толстой нержавеющей стали или алюминия. Некоторые люди используют смесь водорода и азота или метана и азота при резке более тонкой нержавеющей стали.Каждая смесь имеет свои преимущества (улучшенное качество резки) и недостатки (стоимость и обработка).
В плазменной маркировке используется газ аргон (совершенно другая тема). Смесь аргона и водорода часто используется при резке более толстой нержавеющей стали или алюминия. Некоторые люди используют смесь водорода и азота или метана и азота при резке более тонкой нержавеющей стали.Каждая смесь имеет свои преимущества (улучшенное качество резки) и недостатки (стоимость и обработка).
Как пользоваться плазменным резаком?
Пользоваться плазменным резаком очень удобно и достаточно просто. Преимущество заключается в том, что на основе металла можно выполнять разрезы «свободной формы» на основе маршрута фрезера. Поскольку эта машина проводит плазму, создавая цепь, требуется заземляющий зажим, как при сварке.
Шаг 1: Выберите рабочее место. Поскольку мы планируем резать металл, важно разместить металл на надежной поверхности, обеспечивающей свободу движений. Идеально подойдет «решетка» или подобная поверхность, которая действует как стол.
Шаг 2: Подключите устройство. Убедитесь, что устройство выключено, и включите его.
Шаг 3: Подключите воздух. Подключите внешний воздушный компрессор к плазменной резке. Это делается для того, чтобы поток плазмы оставался под высоким давлением. Чтобы зафиксировать соединения, оттяните внешний фланец штекерного соединения и вставьте штекерное соединение.
Шаг 4. Включите подачу воздуха. Включите воздушный поток. В этом случае поверните рычаг на 90 градусов от перпендикулярного к воздуховоду до прямого.
Шаг 5: Прикрепите зажим заземления. Положите металл, который вы используете, на стол и прикрепите зажим заземления рядом с местом, где вы хотите резать.
Шаг 6: Включите машину. Включите машину, установив переключатель позади устройства в положение ON.
Шаг 7: Установите ток. В данном случае мы устанавливаем значение 25 для листа 18 ga.
Шаг 8: Разрежьте металл. Используйте курок на пистолете, чтобы активировать плазменный резак. Обратите внимание, что спусковой крючок имеет предохранитель, который необходимо снять, прежде чем вы сможете нажать на спусковой крючок. Держите фрезер (конец сопла) близко к металлу и используйте направляющие, окружающие сопло, чтобы обвести шаблоны, если таковые имеются.
Шаг 9: Выключите машину. Когда вы закончите резать металл, выключите станок.
Шаг 10: Отсоедините зажим заземления. Отсоедините зажим заземления от обрабатываемого металла.
Шаг 11: Выключите воздух. В этом случае отключите подачу воздуха, повернув рычажок на 90 градусов от линии до линии, перпендикулярной линии.
Шаг 12: Смотать все шланги. Завершить линию плазменной пушки, авиалинию и наземную линию.
Плазменная резка Плазменная резка Советы по улучшению результатовЕсли при выборе и использовании плазменной резки вы примете во внимание несколько советов и рекомендаций, вы сможете улучшить результаты.
Совет 1. Выберите правильный плазменный резакПри выборе плазменного резака необходимо учитывать следующие ключевые факторы: выходная мощность, скорость резки, входная мощность, рабочий цикл, а также вес и размер.Выбирая машину, подумайте о задачах, которые вы выполняете чаще всего.
- Выходная мощность : Требуемая выходная мощность в основном зависит от толщины и типа разрезаемого материала. Два стандарта: номинальный и секционный разрезы. Номинальный разрез — это толщина мягкого металла, которую оператор может вручную разрезать со скоростью 15 дюймов в минуту (IPM). Тяжелая резка — это максимальная толщина, с которой может справиться плазменная резка. Скорость движения ниже, и может потребоваться очистка разреза.
- Скорость резки: Обычно указывается в дюймах в минуту (IPM).Одному станку, который режет материал толщиной 1/2 дюйма, может потребоваться пять минут, а другому — одну. Скорость резки существенно влияет на время производства.
- Потребляемая мощность: Вы всегда используете плазменный резак в одном и том же месте или вам нужна портативность и возможность использования различных источников питания? Ищите плазменные резаки с различными вариантами производительности. Некоторые могут переключаться со 120 вольт на 240 вольт.
- Рабочий цикл: Рабочий цикл — это время, в течение которого машина может резать в 10-минутном цикле без перегрева.Если рабочий цикл машины составляет 60%, машина может непрерывно работать шесть из десяти минут, а затем должна охлаждаться в течение оставшихся четырех минут. Больший рабочий цикл важен при выполнении длинных пропилов, при работе с высокопроизводительными приложениями или при использовании машины в жарких условиях.
- Вес и размер : Если вам важна портативность, существует множество портативных устройств весом менее 45 фунтов.
 Тяжелая резка — это максимальная толщина, с которой может справиться плазменная резка. Скорость движения ниже, и может потребоваться очистка разреза.
Тяжелая резка — это максимальная толщина, с которой может справиться плазменная резка. Скорость движения ниже, и может потребоваться очистка разреза. Больший рабочий цикл важен при выполнении длинных пропилов, при работе с высокопроизводительными приложениями или при использовании машины в жарких условиях.
Больший рабочий цикл важен при выполнении длинных пропилов, при работе с высокопроизводительными приложениями или при использовании машины в жарких условиях.Внимательно прочтите руководство по эксплуатации, чтобы ознакомиться с безопасной и правильной работой вашего плазменного резака.Это поможет вам оптимизировать возможности вашего плазменного резака и обеспечить безопасное использование машины.
Совет 3. Обратите внимание на установкуПрикрепляйте заземляющий зажим только к чистому металлу. При необходимости сошлифуйте ржавчину или краску, так как они препятствуют прохождению электричества.
Также поместите зажим заземления как можно ближе к вырезу или, если возможно, к самой заготовке. Проверьте свои кабели на наличие изношенных мест, ослабленных соединений или чего-либо, что может излишне мешать прохождению тока.
Чтобы правильно отрегулировать силу тока или нагрев режущего блока, выполните несколько пробных резов с высокой силой тока. Затем вы можете уменьшить ток в зависимости от скорости движения. Если сила тока слишком высока или скорость движения слишком мала, разрезаемый материал может нагреться и вызвать чесотку.
Совет 4. Проследите путь, прежде чем резатьПроследите путь, который вы хотите вырезать, не нажимая на курок. Для длинных разрезов потренируйтесь в своих движениях перед нажатием на спусковой крючок, чтобы убедиться, что у вас достаточно свободы движений для непрерывного разреза.Остановка и повторный запуск в одном и том же месте затруднены и обычно приводят к неровностям на кромке реза.
Вы также можете сделать выкройку из того же материала, с которым будете работать. Таким образом, вы убедитесь, что используете правильные настройки и крейсерскую скорость.
Совет 5. Используйте правильную технику Используйте нережущую руку в качестве опоры для другой руки. Это стабилизирует вашу режущую руку, обеспечивает свободу движений во всех направлениях и помогает поддерживать постоянное расстояние от 1/16 до 1/8 дюйма.Обратите внимание, что большинству людей легче притянуть фонарик к себе, чем оттолкнуть.
Это стабилизирует вашу режущую руку, обеспечивает свободу движений во всех направлениях и помогает поддерживать постоянное расстояние от 1/16 до 1/8 дюйма.Обратите внимание, что большинству людей легче притянуть фонарик к себе, чем оттолкнуть.
Сохранение зазора от 1/16 дюйма до 1/8 дюйма увеличивает производительность станков меньшего размера и продлевает срок службы расходных материалов.
Используйте фаркоп, если он им оснащен. Это позволяет упереть резак в заготовку, сохраняя оптимальное расстояние, не касаясь металла наконечником, что негативно сказывается на качестве реза и сроке службы расходного материала.
Начните резку, поместив резак как можно ближе к краю основного металла. Нажмите триггер, чтобы запустить ток смещения. Загорается вспомогательная дуга, а затем режущая дуга. Как только дуга зажжется, медленно перемещайте горелку по металлу.
Отрегулируйте скорость так, чтобы режущие искры вылетали из нижней части металла. В конце реза слегка наклоните резак к концу реза или ненадолго остановитесь, чтобы завершить рез. Остаточный воздух остается вскоре после отпускания курка для охлаждения горелки и расходных деталей.
Остаточный воздух остается вскоре после отпускания курка для охлаждения горелки и расходных деталей.
Если наконечник или электрод изношены или повреждены, это повлияет на качество резки. Поэтому регулярно проверяйте расходные материалы. Если отверстие наконечника неправильное и/или покрыто брызгами, выбросьте его. Если на кончике электрода образовалась ямка, выбросьте его.
Расходные материалы изнашиваются при каждом резе, но такие факторы, как влажность в системе подачи воздуха, резка слишком толстых материалов или несовершенная технология, увеличивают износ расходных материалов. Для наилучшего качества резки рекомендуется менять местами наконечник и электрод.
Не перетягивайте держатель расходных материалов. Части внутри действительно должны двигаться (разделяться), чтобы создать дугу. Так что просто используйте свой палец, чтобы затянуть чашку.
Совет 7: следите за скоростью движения Чем быстрее вы едете (особенно при работе с алюминием), тем чище будет ваш рез. При резке более толстого материала включите машину на полную мощность и изменяйте скорость движения. Для более тонкого материала уменьшите силу тока и переключитесь на наконечник с меньшей силой тока, чтобы сделать узкий пропил.
При резке более толстого материала включите машину на полную мощность и изменяйте скорость движения. Для более тонкого материала уменьшите силу тока и переключитесь на наконечник с меньшей силой тока, чтобы сделать узкий пропил.
При разумной скорости движения дуга должна выходить из материала под углом от 15 до 20 градусов против направления движения. Если он идет прямо вниз, значит, вы двигаетесь слишком медленно. Если он брызгает назад, это означает, что вы двигаетесь слишком быстро.
Если вы едете с правильной скоростью и используете нужное количество тепла, вы получите очень чистый срез с меньшим количеством чесотки на нижней стороне среза и небольшим или нулевым искажением металла.
Совет 8. Соблюдайте меры безопасности Для надлежащей безопасности плазмы необходимо защищать открытые участки кожи.Вам понадобятся сварочные перчатки и сварочный халат или другая огнестойкая одежда. Застегните манжеты рубашки, карманы и воротник, чтобы предотвратить попадание искр.
Защитите свои глаза с помощью подходящей теневой линзы для плазменного резака, который вы планируете использовать. В инструкции по эксплуатации указан необходимый цвет для силы тока. Вы можете использовать обычные очки для плазменной резки/кислородной резки или сварочный шлем с режимом резки.
Процедуры безопасности должны строго соблюдаться при каждом применении плазменной резки.
Преимущества и недостатки плазменной резки Преимущества плазменной резки- Возможность резки всех токопроводящих материалов. Газовая резка, хотя и подходит для резки толстых металлов, ограничивается только черными металлами.
- Отличное качество для толщины до 50 мм.
- Максимальная толщина до 150 мм.
- Относительно дешев для нарезки средней толщины.
- Лучший способ резки нержавеющей стали и алюминия средней толщины.
- Доступны станки с ЧПУ, обеспечивающие высокую точность и повторяемость.
- Может резать в воде, что приводит к уменьшению ЗТВ. Также снижает уровень шума.
- Меньший пропил по сравнению с газовой резкой.
- Более высокая скорость резки, чем при кислородной резке.

- Большая ЗТВ по сравнению с лазерной резкой.
- Качество более тонких листов и пластин не такое хорошее, как при лазерной резке.
- Допуски не такие точные, как при лазерной резке.
- Не достигает такой толщины, как гидроабразивная или газовая резка.
- Оставляет ЗТВ, чего не делает гидроабразивная резка.
- Более широкий пропил, чем при лазерной резке.
Часто задаваемые вопросы
Что такое плазменная резка? Плазменная резка (плазменно-дуговая резка) представляет собой процесс плавления, при котором струя ионизированного газа при температуре выше 20 000°C используется для расплавления и удаления материала из разреза. Это тепло расплавляет металл, и поток газа выбрасывает его из реза. Плазменные газы обычно представляют собой аргон, аргон/водород или азот.
Это тепло расплавляет металл, и поток газа выбрасывает его из реза. Плазменные газы обычно представляют собой аргон, аргон/водород или азот.
Плазменные резаки работают, посылая электрическую дугу через газ, проходящий через суженное отверстие. Ограниченное отверстие (сопло), через которое проходит газ, заставляет его сжиматься с высокой скоростью, как воздух, проходящий через отверстие в карбюраторе. Этот высокоскоростной газ прорезает расплавленный металл.
СВЯЗАННЫЕ СООБЩЕНИЯНасколько сильно нагревается плазменный резак?
0Последнее обновление
Вам интересно, насколько сильно нагревается плазменный резак? Поскольку это наиболее эффективное средство резки металла с помощью тепла, это должна быть невероятно горячая система.Плазменный резак может прорезать до 200 дюймов материала в минуту. Ученые и инженеры работали над усовершенствованием технологии увеличения тепла. До сих пор, с менее чем 35 дюймов в минуту до 200 дюймов в минуту, они приобрели огромную тягу. Это только начало того, чего, по нашему мнению, можно достичь с помощью плазмы. Некоторые люди даже делают его в своих микроволновых печах из винограда. Смотрите здесь.
Ученые и инженеры работали над усовершенствованием технологии увеличения тепла. До сих пор, с менее чем 35 дюймов в минуту до 200 дюймов в минуту, они приобрели огромную тягу. Это только начало того, чего, по нашему мнению, можно достичь с помощью плазмы. Некоторые люди даже делают его в своих микроволновых печах из винограда. Смотрите здесь.
Что такое плазма?
Знаете ли вы, что плазма является четвертым состоянием вещества после газа? Вещество переходит из твердого состояния в жидкое, газообразное, а затем в плазму.Основное различие между каждой стадией заключается в температуре, которую она достигает.
Молекулы в первых трех состояниях увеличивают свое расстояние в зависимости от температуры, от плотных друг к другу, как твердое тело, до разлетающихся, как газ. Плазма идет еще дальше в разделении за счет отрыва электронов от молекул. При этом он сближает молекулы в одно целое, в отличие от газа, за счет электрической силы, создаваемой в процессе.
Когда электроны разделяются, эта интенсивная электрическая энергия, которая развивается, удерживает их всех вместе, образуя плазму, это палящее состояние материи. Именно этот яростный жар используется для резки металла с помощью плазменного резака.
Именно этот яростный жар используется для резки металла с помощью плазменного резака.
Насколько сильно нагревается плазменный резак?
Приращения между каждым состоянием материи значительно увеличиваются. Например, для воды требуется всего 2° F, чтобы превратить твердое тело в жидкость, и еще 212° F, чтобы превратить эту жидкость в газ. Прирост числа от 2 до 210 увеличивается еще более чем на 10 000 в форме плазмы. Струя плазменного резака достигает 40 000° F или 22 000° C .
Это безумно горячий материал, который можно держать под рукой. В то время как некоторые плазменные резаки представляют собой большие машины, управляемые автоматизированными системами, окруженными защитными ограждениями и мощными средствами безопасности, наиболее распространенные плазменные резаки представляют собой ручные устройства без защитного ограждения, которые зависят от ручного управления оператором. Здесь их может купить любой желающий менее чем за 300 долларов.
Страшно подумать, кто может размахивать этими высокотехнологичными машинами, но мне нравится ими пользоваться.Плазменные резаки облегчают резку практически любой сплошной металлической пластины.
Изображение предоставлено i3Detroit Bluecam, Flickr
.Что ждет плазменную резку в будущем?
Хотя высококлассные плазменные резаки могут прорезать металлические пластины со скоростью 200 дюймов в минуту при температуре 40 000°F, некоторые ученые зафиксировали температуру плазмы, достигающую почти 10 триллионов градусов по Фаренгейту. Маловероятно, что кто-то захочет использовать это тепло для разрезать металлическую пластину, но это показывает возможности новой плазменной технологии.Возможность использовать это невероятное состояние материи просто феноменальна.
Нынешний недостаток плазменного резака заключается в том, что он оставляет окалина, остатки расплавленного металла, на углах разрезаемого материала. С другой стороны, машины для лазерной и водяной резки оставляют чистую поверхность реза, а это означает, что после их использования почти не требуется отделочных работ. Многие сварщики, вероятно, хотели бы иметь в своих мастерских лазерную или водяную резку для получения таких чистых срезов. Однако эти резаки значительно дороже, не выпускаются в переносных диапазонах и режут от трех до 100 раз медленнее, чем плазменный резак.Многие производители используют их, но эти качества делают их нежелательными для типичной мастерской.
Многие сварщики, вероятно, хотели бы иметь в своих мастерских лазерную или водяную резку для получения таких чистых срезов. Однако эти резаки значительно дороже, не выпускаются в переносных диапазонах и режут от трех до 100 раз медленнее, чем плазменный резак.Многие производители используют их, но эти качества делают их нежелательными для типичной мастерской.
Однако с появлением в инженерном мире чистовой отделки лазерной и водяной резки будущее за плазменной резкой, несомненно, будет за развитием технологий в этой области. Если они смогут производить более гладкие разрезы с той же или даже более высокой скоростью, их эффективность будет непревзойденной для других машин, которые появляются.
Изображение предоставлено: Деваес, Викимедиа
Заключительные мысли
Каким бы забавным и полезным ни был плазменный резак для резки металла, выделяемое им тепло доказывает ужасающий риск для любого, кто не осторожен.То, как работает плазменный резак, означает, что он, скорее всего, не расплавит ваш палец, если вы подожжете его плазмой. Тем не менее, это может привести к серьезным повреждениям, если ваш палец окажется под металлом, который вы режете, из-за сильного тепла, которое проходит под разрезаемым металлом.
Тем не менее, это может привести к серьезным повреждениям, если ваш палец окажется под металлом, который вы режете, из-за сильного тепла, которое проходит под разрезаемым металлом.
В следующий раз, когда вы будете работать с плазменным резаком, подумайте о 40 000 ° F, которые вы держите в своем распоряжении. Там серьезная жара. Не стесняйтесь оставлять свои комментарии и вопросы ниже.
Использованные источники:
https://www.thefabricator.com/article/plasmacutting/the-life-and-times-of-plasma-cutting
https://www.engineeringtoolbox.com/melting-temperature-metals-d_860.html
https://www.esabna.com/us/en/education/blog/what-is-the-best-value-plasma-laser-or-waterjet.cfm
https://www.livescience.com/46506-states-of-matter.html
https://education.jlab.org/qa/plasma_01.html
https://www.seeker.com/lhc-smashes-highest-man-made-temperature-record-1765929082.html
Изображение заголовка: jbolles, Flickr
Что такое плазменный резак и как он работает?
Металлообработка сегодня является одной из важнейших отраслей промышленности. Независимо от того, работаете ли вы на производстве или вам нужны детали или продукты, полученные в результате этого, или вы работаете в ремонтной бригаде, или полагаетесь на нее, сварщики влияют на вашу жизнь.
Независимо от того, работаете ли вы на производстве или вам нужны детали или продукты, полученные в результате этого, или вы работаете в ремонтной бригаде, или полагаетесь на нее, сварщики влияют на вашу жизнь.
Эти сварщики, в свою очередь, полагаются на свои инструменты. Для выполнения любой задачи нужны правильные инструменты, и так же, как маляру нужна кисть, лесорубу нужен топор, а строителю нужен молоток, сварщику нужен плазменный резак.Тем не менее, эти другие инструменты были с нами на протяжении веков и являются одними из наших самых распространенных инструментов. Плазменные резаки, напротив, довольно новы и остаются загадкой для многих людей, не занимающихся металлообработкой.
Что такое плазменный резак и как он работает? Плазменный резак — это режущий агент, использующий плазму для резки металлических поверхностей. Плазменные резаки работают при очень высоких температурах. Это означает, что вам необходимо убедиться, что у вас есть защитные газы, чтобы держать их под контролем, а также достаточное оборудование для обеспечения безопасности, чтобы защитить себя.
Однако, имея это в виду, давайте сделаем шаг назад и ответим на еще более насущный вопрос — что такое плазма? Кажется, это очень важно знать, учитывая, насколько это важно для работы этого инструмента, а также тот факт, что это целое состояние материи.
Тем не менее, хотя вы знаете, что такое твердое тело, жидкость и газ, есть вероятность, что даже если вы узнали о плазме как о четвертом состоянии материи в школе, ее описание будет для вас более неуловимым, чем другие состояния материи.Частично это связано с тем, что плазма сама по себе является более сложным и менее определенным состоянием, чем другие.
Проще говоря, плазма — это перегретый газ, который при достаточно высокой температуре состоит из атомов, потерявших часть или все свои электроны и поэтому заряженных положительно, что заставляет их вести себя иначе, чем другие состояния материи.
Узнайте больше о температуре плазменного резака – Здесь вы можете найти статью с нашего веб-сайта : Насколько сильно нагревается плазменный резак? Реальные факты -2020
Для наших целей это означает, что плазма может быть выдавлена и использована в качестве сверхгорячего вещества, которое, хотя и похоже на газ, может быть лучше использовано для целей сварки из-за того, как его можно использовать.
В то время как газ может быть немного ненаправленным и трудноуправляемым, для сравнения, плазма может быть нагрета и направлена в определенном направлении, что делает ее идеальной для резки толстых поверхностей, таких как различные металлы.
Таким образом, он может достигать большего проплавления и выполнять свою задачу по резке лучше, чем другие варианты сварки.
Как работают плазменные резаки?Вся эта теория хороша, но как насчет того, как работают плазменные резаки на практике?
Как указано выше, плазменные резаки работают, нагревая газ, чтобы он стал плазмой, которую затем можно использовать для резки металлов, и они делают это частично, проталкивая плазму через узкое сопло с высокой скоростью.Подумайте о мощном аэрозольном очистителе.
Вода выходит из форсунки с такой высокой скоростью и с такой огромной силой, что буквально сдувает мусор. Тот же принцип работает с плазменными резаками, которые выбрасывают газовую плазму.
Кроме того, плазменные резаки работают, посылая электричество в виде дуги через газ и узкое сопло. Газ может меняться и меняется в зависимости от работы, и мы скоро займемся этим.
А пока знайте, что какой бы тип газа вы ни использовали, сочетание электричества и перегретого газа под давлением делает и без того горячее вещество еще более горячим и готовым к разрезанию толстого алюминия, нержавеющей стали или других металлов.Различные металлы и толщины требуют различных газов и конфигураций.
Многие современные плазменные резаки используют вспомогательную дугу. Обычно он расположен между соплом и электродом, пропускающим электричество через него. Это используется для ионизации газа, что важно для облегчения переноса дуги, а также для общего качества и характера плазмы.
Плазменная резка для начинающих >> Посмотрите видео ниже
 com/embed/9qXja6MEsdE?start=9&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/9qXja6MEsdE?start=9&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Ниже приведены четыре различных вида газа, которые обычно используются в качестве защитных газов для плазменных резаков:
- Сжатый воздух: Опасно, что это самый дешевый из перечисленных здесь защитных газов, поэтому его часто используют любители, энтузиасты-любители и другие непрофессионалы, ищущие наиболее доступный способ сварки.Тем не менее, он также может использоваться профессионалами, обеспечивая хороший и чистый рез мягкой и нержавеющей стали.
- Кислород: Этот тип газа является еще одним недорогим, и может очень хорошо резать мягкую сталь, что делает его предпочтительным для работы с этим конкретным типом металла. При этом его эффективность ограничена с нержавеющей сталью и алюминием, и его не рекомендуется использовать с этими типами металлов, отчасти потому, что он может их окислить.
 При этом его эффективность ограничена с нержавеющей сталью и алюминием, и его не рекомендуется использовать с этими типами металлов, отчасти потому, что он может их окислить.
При этом его эффективность ограничена с нержавеющей сталью и алюминием, и его не рекомендуется использовать с этими типами металлов, отчасти потому, что он может их окислить.- Азот: Как азот, так и аргон-водород используют различные газы помимо «обычного» воздуха, которые служат защитными газами для облегчения резки. Азот использует для этой цели CO2. Это отличный выбор для работы с мягкой сталью и алюминием, хотя он немного менее эффективен для нержавеющей стали . Кроме того, он может образовывать немного окалины, поэтому вам нужно будет очистить лишний расплавленный металл после того, как вы закончите работу.Вода — еще один вариант, который может помочь ему лучше работать с определенными поверхностями, поэтому вам следует проверять все в каждом конкретном случае.
- Аргон Водород: Это наиболее точно сбалансированный газ из этого списка. Водород и аргон будут смешиваться в разных соотношениях в зависимости от типа поверхности, которую вы будете резать . Хотя не рекомендуется использовать этот тип газа для мягкой стали, он может хорошо работать с нержавеющей сталью и алюминием толщиной более половины дюйма.
 Хотя не рекомендуется использовать этот тип газа для мягкой стали, он может хорошо работать с нержавеющей сталью и алюминием толщиной более половины дюйма.
Хотя не рекомендуется использовать этот тип газа для мягкой стали, он может хорошо работать с нержавеющей сталью и алюминием толщиной более половины дюйма.Ответ на вопрос о том, какой газ для плазменной резки подходит для данной работы, во многом определяется характером самой работы.
| алюминий | | | | | | Аргон-Водород | Азот | Отличные порезы в толщине больше 1 /2´ | Превосходный рез толщиной более 1/2´ | Неэффективен (поверхность реза шероховатая и обугленная) | Воздух | Воздух | Хорошая поверхность реза – Высокая скорость реза – Простота использования | Хорошая поверхность реза – Высокая скорость реза – Экономичный | Идеальный пропил – Высокая скорость реза – Экономичный | Кислород | Воздух | Не рекомендуется | Отличное качество реза – Высокая скорость реза – Очень мало мусора | Не рекомендуется | Азот | Воздух | Хорошая поверхность реза – Увеличенный срок службы | Хорошая поверхность реза – Длинный R Часть rifeSpan | более жесткая поверхность — создать некоторые вырезать нити | NATROGEN | Вода | Отличная нарезанная поверхность — более длительная часть срок службы | Отличная нарезанная нарезанная поверхность — отличная роль срок службы | . |  Азот | Углекислый газ | Превосходная поверхность среза – Увеличенный срок службы | Превосходная поверхность реза – Великолепный срок службы | Удовлетворительная поверхность среза – высвобождение некоторых нитей | |
Первое, что следует учитывать при выборе среди различные типы газов плазменной резки — это металл, который вы хотите разрезать.Особые сильные и слабые стороны каждого газа отмечены выше. Например, кислород и воздух хорошо сочетаются с мягкой сталью, а азот — с нержавеющей сталью и алюминием.
Здесь важно отметить, что большинство этих газов предлагают, по крайней мере, некоторые возможности резки большинства различных типов металлов. Вы редко столкнетесь со случаем, когда газ не будет работать. Скорее, все дело в контроле качества и доступности.
Например, сжатый воздух , как правило, вполне доступен по цене, тогда как аргон-водород дороже.Тем не менее, последний гораздо более эффективен при резке более крупных и толстых материалов, а также может обеспечить более гладкий рез на многих из перечисленных здесь поверхностей.
Таким образом, вопрос доступности не является односторонним. Для небольших, более быстрых и простых работ сжатый воздух может быть более доступным вариантом. Однако для больших и толстых металлических поверхностей инвестиции в аргон-водород могут быть лучшим выбором в долгосрочной перспективе.
Инвестиции в более качественные газы и форсунки по сравнению с менее дорогими также могут окупиться в долгосрочной перспективе.
Наконец, некоторые комбинации, такие как кислород на нержавеющей или низкоуглеродистой стали, категорически не рекомендуются, поэтому убедитесь, что вы не нарушаете ни одно из этих ограничений. Тем не менее, при плазменной резке единственными ограничениями, кроме этих, являются ограничения вашего воображения. Пока у вас есть правильные комбинации газа и металла и правильные инструменты для работы, нет предела тому, что вы можете сделать.
Что насчет пилотной арки? Мы уже упоминали пилотную арку, но теперь давайте подробнее. Они играют важную роль в современных плазменных резаках, повышая их эффективность — но как?
Они играют важную роль в современных плазменных резаках, повышая их эффективность — но как?
Пилотные дуги помогают выполнять более чистый рез с помощью плазменного резака, помогая избежать непосредственного касания кончиком резака металла.
Когда приходится прижимать сопло близко к металлу, это может вызвать серьезные проблемы. Это может не только загрязнить сопло, но и привести к образованию большего количества остаточного шлака. Помогая устранить это, вспомогательные дуги обеспечивают более гладкий и чистый рез.
Это также увеличивает срок службы расходных материалов, используемых плазменным резаком, как описано ниже.
Что насчет расходных материалов? Как и следовало ожидать, сварка требует много энергии и может довольно быстро изнашивать используемые в процессе детали. Детали, израсходованные в процессе сварки, называются расходными материалами, и, поскольку они «расходуются», их необходимо со временем заменять.
Тем не менее, «расходные материалы» — это общий термин для широкого спектра различных деталей, от удерживающих колпачков и электродов до форсунок и генераторов защитного газа. Срок службы каждой из этих частей разный, и действительно, разные детали от разных брендов также имеют разный срок службы.
Эти сроки службы также могут различаться в зависимости от того, как используются детали. Точно так же, как мы говорим, что «сжигание свечи с обоих концов» быстро израсходует ее, использование плазменных резаков при более высоких температурах или более интенсивных режимах может быстрее прожечь расходные материалы.
К счастью, вы можете приобрести запасные комплекты расходных материалов, которые позволят вам продолжать резку. Все, что вам нужно сделать, это отсоединить форсунку, заменить изношенные детали и снова приступить к работе.
Преимущества дуговой резкиУчитывая все это, что делает плазменный резак таким ценным? Мы знаем, что он может генерировать невероятно горячий луч, который можно использовать для резки, но как насчет этого?
Во-первых, плазменные резаки невероятно полезны для резки различных металлических поверхностей, что невозможно сделать с помощью других инструментов. Любой, кто когда-либо видел, как лезвия пилят твердый металл, знает, что этот процесс может быть шумным, искровым и невероятно опасным. Таким образом, теоретически плазменная резка может обеспечить более гладкую и безопасную резку.
Любой, кто когда-либо видел, как лезвия пилят твердый металл, знает, что этот процесс может быть шумным, искровым и невероятно опасным. Таким образом, теоретически плазменная резка может обеспечить более гладкую и безопасную резку.
Связанные чтения: Может ли плазменный резак резать алюминий? | Полное руководство – 2020
Это также может привести к более чистым порезам. Одна из больших проблем резки металла заключается в том, что это может привести к тому, что останется много мусора или окалины. Дуговые резаки в своих лучших проявлениях могут помочь избежать этой проблемы, удерживая сопло от соприкосновения с металлом, что упрощает получение гладких, чистых разрезов с ограничением образования окалины.
Более того, из-за огромного количества тепла лучшая дуговая резка позволяет использовать устройства, которые могут резать металл, как масло.
Тогда есть вопрос точности. Если вы выполняете резку, требующую большой точности и аккуратности, дуговая резка может оказаться чрезвычайно полезной, особенно по сравнению с пильным полотном и другими подходами.
Если вы зашли так далеко и все еще заинтересованы в приобретении плазменного резака, вам следует рассмотреть следующие дополнительные вопросы:
- Какой толщины большинство металлов, которые вы хотите разрезать?
- Какой толщины самый толстый металл, который вы хотите разрезать?
- Как быстро вам нужно выполнить эти разрезы?
Как уже упоминалось выше, аргон-водород может хорошо работать с нержавеющей сталью и алюминием толщиной более половины дюйма, и это лишь один пример того, как сочетание газовой и плазменной резки может повлиять на то, насколько хорошо вы сможете нарезать на определенную толщину.
Чем быстрее вы выполняете разрезы, тем менее точными они могут быть. Тем не менее, вы также можете инвестировать в технологии, которые помогут вам выполнять автоматизированную резку на более высоких скоростях.
Тогда есть проблема с напряжением. Различные плазменные резаки питаются от разного напряжения и выдают разную силу тока. Эти суммы определяются тем, сколько энергии они могут получить, что может повлиять на то, где и как вы можете их использовать.
Эти суммы определяются тем, сколько энергии они могут получить, что может повлиять на то, где и как вы можете их использовать.
Например, напряжение около 120 В, как правило, совместимо с розетками, которые есть в вашем доме .Это делает их идеальными для любителей и тех, кто хочет использовать плазменные резаки в домашних условиях, так как вы можете просто подключить их и работать. Однако более высокие напряжения, такие как 250 В, вероятно, будут слишком высокими для домашней розетки. Таким образом, вам нужно будет купить специальный адаптер или генератор, чтобы использовать их безопасным образом.
На что обращать внимание при выборе плазменного резакаВсе это подводит нас к последнему вопросу — что вы должны искать в плазменном резаке?
Это, естественно, будет варьироваться в зависимости от множества факторов, не последним из которых является то, чего вы хотите достичь.
Например, , если вы ищете плазменный резак для хобби, например, для лепки металлических деталей , вам нужно найти что-то доступное по цене, с низким напряжением и использующее доступные газы, такие как сжатый воздух.
Для тех, кто хочет использовать плазменный резак в профессиональных целях, вероятно, желательны более высокие напряжения. Если вам нужно резать особенно толстый металл, вам нужно найти плазменный резак, который хорошо работает с водородом, аргоном или азотом.
Вам также может понадобиться плазменный резак, который предлагает вспомогательную дугу для точности и простоты использования. Кроме того, устройство с легко заменяемыми расходными материалами может впоследствии избавить от головной боли.
Заключение Плазменные резаки— это сложные машины, но основная идея, стоящая за ними, проста — они очень горячие и режут очень гладко и чисто. При правильном использовании они могут стать тем инструментом, который вам нужен, чтобы с легкостью выполнить следующий проект по сварке металлов.
Рекомендуемое чтение
Насколько сильно нагревается плазменный резак? Реальные факты -2020
Гидроабразивная резка против плазменной резки | Отличия и их использование
Различия между плазменным резаком и кислородно-ацетиленовым резаком
Плазменный резак не дает дуги (7 проверенных методов устранения неполадок)
Стабильность дуги станка плазменной резки с ЧПУ напрямую влияет на качество резки.
Нестабильность плазменной дуги может привести к неровному разрезу, накоплению наростов на кромках и т. д.
Также приведет к уменьшению срока службы соответствующих компонентов системы управления и частой замене форсунок и электродов.
На основе анализа этого явления предлагаются следующие решения:
Слишком высокое давление воздухаЕсли давление воздуха на входе намного превышает 0,45 МПа, после образования плазменной дуги избыточный поток воздуха сдует концентрированный столб дуги, что рассеет энергию столба дуги и ослабит интенсивность резки плазменной дуги. .
Причины высокого давления воздуха включают:
- Неправильный ввод кондиционера
- Предохранительный клапан воздушного фильтра, регулируемый слишком высоко
- Перепускной клапан воздушного фильтра неисправен
Решение задачи:
- Проверьте, правильно ли отрегулировано давление воздушного компрессора
- Является ли давление между воздушным компрессором и предохранительным клапаном воздушного фильтра неисправным
- Если после запуска редукционный клапан воздушного фильтра поворачивается для регулировки переключателя, а давление на манометре не изменяется, это указывает на то, что редукционный клапан воздушного фильтра неисправен и требует замены.

Когда машина плазменной резки работает, если рабочее давление намного ниже, чем давление, требуемое спецификацией, это означает, что скорость выброса плазменной дуги ослаблена, а входной поток воздуха меньше указанного значения.
В настоящее время высокоэнергетическая и высокоскоростная плазменная дуга не может быть сформирована, что приводит к плохому качеству разреза, непроницаемому разрезу и накоплению наростов на кромке.
Причины низкого атмосферного давления включают:
- Компрессору не хватает воздуха
- Регулировка давления клапана кондиционирования воздуха машины плазменной резки слишком низкая
- Загрязнение маслом электромагнитного клапана
- Воздушный канал засорен
Решение задачи:
Перед использованием обратите внимание на дисплей выходного давления воздушного компрессора. Если не соответствует требованиям, отрегулируйте давление или отремонтируйте воздушный компрессор.
Если не соответствует требованиям, отрегулируйте давление или отремонтируйте воздушный компрессор.
Если давление воздуха на входе достигло требований, проверьте, правильно ли отрегулирован предохранительный клапан воздушного фильтра и соответствует ли дисплей давления требованиям резки.
В противном случае необходимо ежедневно обслуживать предохранительный клапан воздушного фильтра, чтобы обеспечить сухой воздух и отсутствие загрязнения маслом.
Если качество входящего воздуха плохое, это вызовет загрязнение маслом электромагнитного клапана, сердечник клапана будет трудно открыть, и порт клапана не может быть полностью открыт.
Кроме того, если давление в сопле горелки слишком низкое, также необходимо заменить электромагнитный клапан.
Уменьшение поперечного сечения газового канала также приведет к снижению давления воздуха. Воздушная трубка может быть заменена в соответствии с инструкцией.
Плохой контакт между заземляющим проводом и заготовкой Заземление является важной подготовкой перед резкой.
Если специальный заземляющий инструмент не используется или на поверхности заготовки имеется изоляция, а заземляющий провод с серьезным старением используется в течение длительного времени, заземляющий провод будет плохо контактировать с заготовкой.
Для проверки наличия изоляции, влияющей на контакт между заземляющим проводом и поверхностью заготовки, следует использовать специальные инструменты для заземления. Следует избегать старения заземляющего провода.
Сопла и электроды горелки перегораютПричины преждевременного повреждения форсунки:
- Неправильная установка сопла, например, незатянутая резьба
- Неправильная регулировка всех шестерен
- Охлаждающая вода не поступает должным образом, когда работает резак, который необходимо охлаждать водой
- Частое искрение
Решение задачи:
- Правильно отрегулируйте положение шестерни в соответствии с техническими требованиями резки заготовки
- Проверьте, надежно ли установлено сопло резака
- Заранее прокачайте охлаждающую воду, если форсунка должна пропускать охлаждающую воду
- При резке расстояние между резаком и заготовкой следует регулировать в соответствии с толщиной заготовки
Когда машина плазменной резки работает, первое, что нужно сделать, это зажечь плазменную дугу. Высокочастотный осциллятор активирует газ между электродом и внутренней стенкой сопла, который генерирует высокочастотный разряд, и газ частично ионизируется с образованием небольшой дуги.
Высокочастотный осциллятор активирует газ между электродом и внутренней стенкой сопла, который генерирует высокочастотный разряд, и газ частично ионизируется с образованием небольшой дуги.
Эта небольшая дуга приводится в действие сжатым воздухом и выбрасывается из сопла для зажигания плазменной дуги.
Это основная задача искрового генератора.
В нормальных условиях время работы искрового генератора составляет всего 0,5 ~ 1 с.
Причина, по которой дуга не может быть отключена автоматически, обычно заключается в том, что компонент платы управления не сбалансирован, а зазор между разрядным электродом искрового генератора не подходит.
Решение проблемы:
- Разрядный электрод искрового генератора следует часто проверять, чтобы его поверхность оставалась гладкой
- Своевременная регулировка зазора разрядного электрода искрового генератора (0,8 ~ 1,2 мм)
- При необходимости замените панель управления
В месте использования станка плазменной резки имеются крупные электротехнические сооружения. Выход из строя основных элементов цепи машины плазменной резки приведет к слишком низкому входному напряжению переменного тока.
Выход из строя основных элементов цепи машины плазменной резки приведет к слишком низкому входному напряжению переменного тока.
Решение проблемы:
Проверьте, имеет ли электросеть, подключенная к машине плазменной резки, достаточную грузоподъемность и соответствуют ли спецификации линии электропередач требованиям.
Место установки станка плазменной резки должно находиться вдали от крупного электрооборудования и мест, где есть электрические помехи.
Во время использования машины плазменной резки пыль и грязь на компонентах плазменной резки следует регулярно очищать и проверять, не стареет ли проволока.
ПрочиеВ дополнение к вышеуказанным причинам слишком низкая скорость резки, вертикальность резака и заготовки, а также навыки оператора плазменной резки также влияют на стабильность плазменной дуги. Пользователи должны обратить внимание на эти аспекты!
МАГАЗИН ПЛАЗМЕННОЙ РЕЗКИ ДЖОРДЖА — Все о плазменной резке
Давайте поговорим о плазменной резке, все названия и цвета для меня не имеют значения.
Сегодня на рынке представлено множество плазменных резаков, от дешевых специальных моделей за 200 долларов до топовых моделей за 4000 долларов. И попытка выяснить, что вам нужно или нужно, и стоимость, кажется, иногда приводит к тому, что вы получаете неправильный плазменный резак для ваших нужд.
Вот почему я здесь, чтобы попытаться помочь вам получить плазменный резак, который соответствует вашим потребностям, без больших затрат.
Итак, если вы ищете свой первый плазменный резак, подумываете о его модернизации или вам просто нужны ответы на тот, который у вас уже есть, то здесь вы можете это сделать.
Начну с того, что вам понадобится воздушный компрессор, который обеспечит эффективную работу вашего плазменного резака. Большинство плазменных резаков работают при «режущем» давлении воздуха от 60 до 80 фунтов на квадратный дюйм. Я рекомендую компрессор, который будет производить 5 кубических футов в минуту при давлении 90 фунтов на квадратный дюйм или более, бак объемом не менее 20 галлонов и максимальное давление 120 фунтов на квадратный дюйм или более. Чем больше плазменный резак, тем больше воздушный компрессор. Я также рекомендую использовать шланг 3/8″ под давлением 120 фунтов на квадратный дюйм для плазменного резака для достижения наилучших результатов.
Чем больше плазменный резак, тем больше воздушный компрессор. Я также рекомендую использовать шланг 3/8″ под давлением 120 фунтов на квадратный дюйм для плазменного резака для достижения наилучших результатов.
Фильтр/водоотделитель для удаления почти всего, что содержится в сжатом воздухе, вам не нужно тратить много средств на очистку. воздух для вашего плазменного резака до фильтров.
————————————————— ———————————-Расходные материалы
Я действительно не рекомендую покупать расходные материалы для вашего плазменные резаки. Я обнаружил, что вы не получите очень хорошей жизни от большинства расходных материалов послепродажного обслуживания.
Расходные материалы для вторичного рынка или копии могут показаться выгодной сделкой и сэкономить деньги, но на самом деле это не так в долгосрочной перспективе. Они не могут быть изготовлены из того же материала или обработаны с теми же допусками, что и заводские. Это может вызвать всевозможные проблемы из-за быстрого износа, короткого замыкания, плохой резки или просто неработоспособности, что может привести к повреждению плазменного резака.
Это может вызвать всевозможные проблемы из-за быстрого износа, короткого замыкания, плохой резки или просто неработоспособности, что может привести к повреждению плазменного резака.
———————————————— ————————————————— ——————-
ПЕРЕТЯГИВАЙТЕ ИЛИ СТАНЬТЕ
Это может помочь вам лучше понять это.
Несколько слов о резке с зазором и перетаскиванием с помощью плазменного резака.
— Двумя основными расходными частями плазменной горелки являются электрод и сопло.Некоторые пользователи называют насадку наконечником… поэтому, чтобы избежать путаницы, я буду называть их электродами и насадками.
— Электрод вставляется в горелку….где он электрически соединяется с отрицательным выходом источника питания плазмы. Электрод (в воздушной плазменной горелке) имеет кусок гафния, связанный с его медным корпусом, гафний в электроде используется в качестве эмиттера электронов… именно здесь формируется плазменная дуга с температурой 25 000 градусов. Слизь гафния может достигать температуры 3000 F., так что это воздушное охлаждение в воздушных плазмотронах ниже 130 ампер, жидкостное охлаждение в более мощных плазменных системах.
Слизь гафния может достигать температуры 3000 F., так что это воздушное охлаждение в воздушных плазмотронах ниже 130 ампер, жидкостное охлаждение в более мощных плазменных системах.
— Насадка точно надевается на электрод и отделяется завихрителем (или каким-либо непроводящим изолятором) для поддержания надлежащего расстояния между двумя частями электрического и воздушного потока. Форсунка обеспечивает электрическое соединение со схемой управления вспомогательной дугой внутри источника питания. Эта схема подключает сопло к положительному выходу источника питания в режимах зажигания дуги и без передачи вспомогательной дуги.При обычной резке сопло отключается от положительного, по существу «плавающего» с электрической точки зрения. Основная функция сопла состоит в том, чтобы превратить дугу в идеально круглую высокоскоростную струю перегретого газа. Его вторичная функция состоит в том, чтобы запустить дугу, позволяя электрической энергии проходить от отрицательного электрода к положительному соплу . .. создавая повышение температуры в воздушном потоке, которое ионизирует воздух, делая его более электропроводным, что позволяет вспомогательной дуге загореться. инициируется и выходит через отверстие сопла.
.. создавая повышение температуры в воздушном потоке, которое ионизирует воздух, делая его более электропроводным, что позволяет вспомогательной дуге загореться. инициируется и выходит через отверстие сопла.
— Как только вспомогательная дуга установлена и предполагается, что плазменная горелка находится близко к материалу, подлежащему резке (материал присоединен к положительному выходу источника питания через рабочий кабель, часто (неправильно) называемый «кабель заземления». Если вспомогательная дуга находится близко (обычно менее 1/4 дюйма) от материала, то вспомогательная дуга будет передавать некоторую энергию материалу, и электрический ток будет течь по рабочему кабелю обратно к положительной стороне Источник питания обнаруживает протекание электрического тока и дает сигнал цепи управления вспомогательной дугой отсоединить сопло от плюсового соединения…. и в этот момент вся мощность передается от пути вспомогательной дуги (отрицательный электрод к положительному соплу) к пути передачи дуги (отрицательный электрод к положительному материалу или заготовке). Теперь источник питания увеличивает мощность от низкой силы вспомогательной дуги до высокой силы тока при резке… процесс плазменной резки начался!
Теперь источник питания увеличивает мощность от низкой силы вспомогательной дуги до высокой силы тока при резке… процесс плазменной резки начался!
— Ранние плазменные резаки всегда имели открытое сопло… другими словами, сопло выступало из передней части резака. С любым плазмотроном более 40 ампер при переносной дуговой резке (сопло плавает электрически)….если сопло касается заготовки (подключенной через рабочий кабель к плюсу)…..ожидайте, что сопло изменит свой потенциал с «плавающего» на положительный (такой же, как и у заготовки). Таким образом, перетаскивание любого открытого сопла плазменной горелки по материалу приводит к тому, что сопло переключается обратно на положительное, позволяя отрицательному потенциалу электрода переходить с электрода на сопло (внутри резака), а затем через медный корпус сопла вниз к положительному. рабочий кусок. Это явление известно как «двойная дуга».Ожидайте, что когда любой плазменный резак, работающий на 40 ампер или выше, с открытым соплом касается пластины, возникает двойная дуга. Это вызывает «расщепление тока» (некоторая часть энергии идет на режущую дугу, часть разделяется и замыкается на материале), что снижает мощность резки. Двойная дуга к материалу также вызывает «прилипание», что является следствием того, что медь пытается привариться к материалу… обычно делая плавное движение резака шероховатым и обеспечивая очень грубую кромку реза. Последний, но, пожалуй, самый неприятный эффект: очень быстро изнашивается насадка….вы увидите некруглое, покрытое кратерами отверстие сопла всего через несколько минут резки тягой….. предполагается, что отверстие формирует дугу… так что представьте, как будет выглядеть разрез с некруглым отверстием . (сильно меняющаяся угловатость, шероховатые края, медленная скорость резки).
Это вызывает «расщепление тока» (некоторая часть энергии идет на режущую дугу, часть разделяется и замыкается на материале), что снижает мощность резки. Двойная дуга к материалу также вызывает «прилипание», что является следствием того, что медь пытается привариться к материалу… обычно делая плавное движение резака шероховатым и обеспечивая очень грубую кромку реза. Последний, но, пожалуй, самый неприятный эффект: очень быстро изнашивается насадка….вы увидите некруглое, покрытое кратерами отверстие сопла всего через несколько минут резки тягой….. предполагается, что отверстие формирует дугу… так что представьте, как будет выглядеть разрез с некруглым отверстием . (сильно меняющаяся угловатость, шероховатые края, медленная скорость резки).
— Технология экранированных горелок. Экран — это еще один компонент, который крепится к передней части горелки. В то время как оригинальные экранированные плазменные резаки были представлены компанией Hypertherm в середине 1980-х… срок действия большей части запатентованных технологий истек (есть некоторые исключения!), и любой может использовать экранированную технологию для устранения двойной дуги и обеспечения резки с сопротивлением без заедания и более длинного сопла. жизнь.Экран прикрепляется к горелке с помощью непроводящих нитей, которые позволяют экрану электрически плавать, передняя часть экрана имеет отверстие и часто несколько выпускных отверстий, поскольку между экраном и соплом проходит некоторый поток охлаждающего воздуха. Щитки предназначены для ручной резки с правильной длиной дуги при перетаскивании непосредственно по поверхности заготовки, а также существуют механизированные или «зазорные» щитки, которые предназначены для удержания резака на правильном расстоянии с помощью какой-либо автоматизированной системы контроля высоты резака. для механизированной резки.
жизнь.Экран прикрепляется к горелке с помощью непроводящих нитей, которые позволяют экрану электрически плавать, передняя часть экрана имеет отверстие и часто несколько выпускных отверстий, поскольку между экраном и соплом проходит некоторый поток охлаждающего воздуха. Щитки предназначены для ручной резки с правильной длиной дуги при перетаскивании непосредственно по поверхности заготовки, а также существуют механизированные или «зазорные» щитки, которые предназначены для удержания резака на правильном расстоянии с помощью какой-либо автоматизированной системы контроля высоты резака. для механизированной резки.
-Существует много других вещей, для которых экран используется в современных горелках сегодня, которые улучшают контроль высоты, толщины прожига, плотности энергии дуги, а также позволяют использовать различные защитные газы для улучшения металлургии на определенных материалах.
Вывод: для некоторых горелок доступны открытые сопла, которые рекламируются как «перетаскивающие» наконечники, часто эти сопла имеют замковое соединение на лицевой стороне, позволяющее перетаскивать. .. вместо гладкой поверхности, наблюдаемой на других конструкциях сопел.Если сопло открыто (как описано выше), независимо от формы переднего конца… ожидайте двойного дугообразования, прилипания и сокращения срока службы. Если вы можете получить экранированную технологию для своего резака… это всегда лучший выбор для драг-резки… лучшее качество, лучший срок службы.
.. вместо гладкой поверхности, наблюдаемой на других конструкциях сопел.Если сопло открыто (как описано выше), независимо от формы переднего конца… ожидайте двойного дугообразования, прилипания и сокращения срока службы. Если вы можете получить экранированную технологию для своего резака… это всегда лучший выбор для драг-резки… лучшее качество, лучший срок службы.
При силе тока менее 40 ампер вы можете выполнять резку открытым соплом с помощью большинства резаков с приемлемыми результатами… двойная дуга по-прежнему возникает, но при достаточно низкой мощности, поэтому побочные эффекты не так заметны. Перетаскивание с более высокой силой тока с открытым соплом приведет к плохим результатам!
Надеюсь, это поможет понять, как сопротивление и зазор при плазменной резке!
———————————————— ————————————————— ——————-
Распространенные неисправности плазменной резки
1.Недостаточное проникновение
а. Слишком высокая скорость резания
Слишком высокая скорость резания
b. Резак наклонен слишком сильно
c. Металл слишком толстый
d. Изношенные детали горелки
e. Слишком низкий ток резки
2. Основная дуга гаснет
a. Слишком низкая скорость резания
b. Слишком большое расстояние между горелкой и заготовкой
c. Слишком большой ток резки
d. Рабочий кабель отсоединен
e. Изношенные детали горелки
3. Чрезмерное образование окалины
a. Слишком низкая скорость резания
b. Слишком большое расстояние между горелкой и заготовкой
c.Изношенные детали горелки
d. Неправильный ток резки
4. Короткий срок службы деталей резака
a. Масло или влага в источнике воздуха
b. Превышение возможностей системы (материал слишком толстый)
c. Чрезмерное время вспомогательной дуги
d. Слишком низкий расход воздуха (неправильное давление)
e. Неправильно собранная горелка
f. Неправильные детали горелки для операции
г. Использованные неоригинальные детали
———————————————————- ————————————————— ————————
Когда менять электрод
Я рекомендую менять электрод каждый раз, когда вы меняете наконечник/насадку. Это не всегда то, почему это работает, но это убережет вас от неприятностей.
Это не всегда то, почему это работает, но это убережет вас от неприятностей.
Не вдаваясь в технические подробности, я скажу своими словами, чтобы было легче понять. (Надеюсь, может быть)
Электрод — это часть, которая получает тепло и, так сказать, поддерживает горение огня. Тепло контролируется гафнием, установленным в центре переднего конца электрода. Гафний имеет длину или глубину всего около 1/8 дюйма, без него электрод просто расплавится, так как в основном это медь.
Есть несколько причин для замены электрода, даже если он выглядит неплохо. Это не мертвая точка выстрела, это приведет к плохой резке и чрезмерному износу наконечника / сопла. Кроме того, плохой электрод может привести к промахам или проблемам с вспомогательной дугой.
ПРИМЕЧАНИЕ: ВЫ НЕ МОЖЕТЕ СОХРАНИТЬ ЭЛЕКТРОД, ШЛИФОВАЯ, ШЛИФОВАЛЬНАЯ, НАПИЛЬНАЯ ИЛИ ПРОВОРАЧИВАЮЩАЯ НА ПРОВОЛОКАХ!!! ТАК ЧТО ВЫБИРАЙТЕ ЭТО ИЗ СВОЕЙ ГОЛОВЫ!!!!
Время замены электрода наступает, когда углубление/ямка/отверстие на конце электрода достигает глубины 1/16 дюйма или около того. Если вы не замените электрод до того, как он потеряет свой центральный сердечник, это приведет к повреждению головки горелки. Я видел их и похуже, они сгорали прямо в головке факела. Это обойдется вам в цену новой головки горелки из-за замены электрода за несколько долларов.
Если вы не замените электрод до того, как он потеряет свой центральный сердечник, это приведет к повреждению головки горелки. Я видел их и похуже, они сгорали прямо в головке факела. Это обойдется вам в цену новой головки горелки из-за замены электрода за несколько долларов.
Я надеюсь, что это поможет вам с вашим плазменным резаком повысить производительность ваших электродов и расходных материалов, а также сэкономить деньги.
Вот небольшой совет для всех, у кого есть плазменный резак с горелкой с задним зажиганием IPT/PT 40/60.Электрод имеет собственный встроенный калибр на резьбовом конце, если выемка/ямка/отверстие вашего электрода выглядят так, замените его.
————————————————————- ————————————————— ———————
Давление воздуха плазменной резки, как его настроить, когда и зачем менять.
Как я писал ранее в этой теме, я рекомендую 120 фунтов на квадратный дюйм со шлангом 3/8 дюйма для плазменного резака.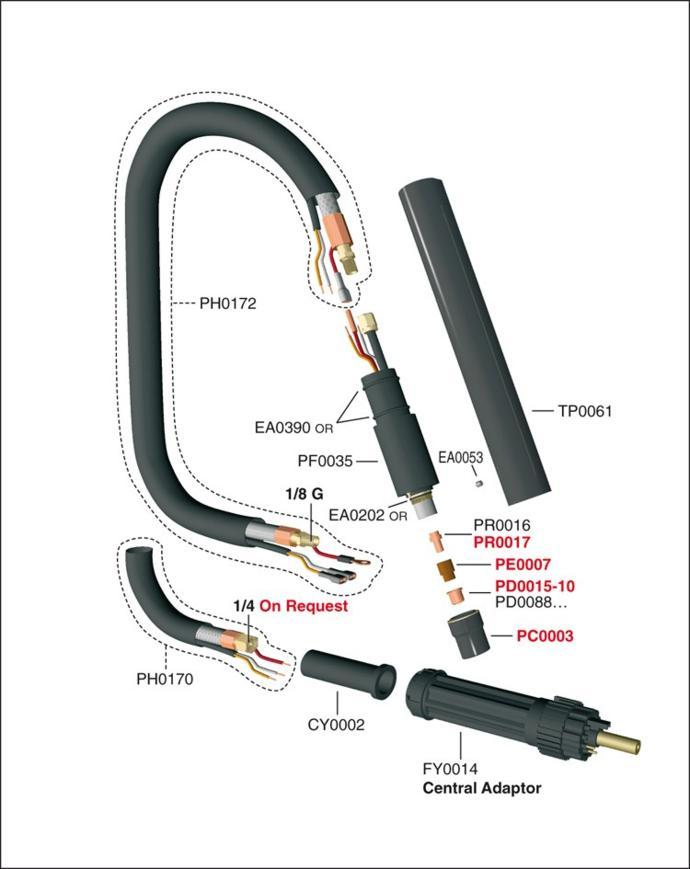 Это потому, что вам нужны давление и объем для эффективной настройки и запуска плазменного резака.
Это потому, что вам нужны давление и объем для эффективной настройки и запуска плазменного резака.
Способы настройки давления воздуха на плазменном резаке могут различаться в зависимости от модели, но это основная причина, по которой следует ее устанавливать.
Большинство плазменных резаков, но не все, имеют регулируемый регулятор и манометр. Включите плазменный резак, если он имеет установленный переключатель или установленную настройку, это позволит воздуху начать поступать из резака. На некоторых плазменных резаках вам нужно нажать на спусковой крючок, чтобы запустить постпоток. С потоком воздуха установите ваш регулятор на рекомендуемое давление в руководстве, если в нем указана настройка (в большинстве руководств указан диапазон, скажем, от 60 до 80 фунтов на квадратный дюйм), поэтому установите его примерно на 75 фунтов на квадратный дюйм. эта настройка даст 20 000 кадров в секунду, выходящих из вы наконечник / сопло для ионизации воздуха (чтобы он воспламенился). Установите переключатель обратно в положение отключения, посмотрите на манометр, который может показывать от 80 до 95 фунтов на квадратный дюйм или более. Примечание: БОЛЕЕ ДАВЛЕНИЕ ВОЗДУХА, чем указано в руководстве, не улучшит качество резки…
Установите переключатель обратно в положение отключения, посмотрите на манометр, который может показывать от 80 до 95 фунтов на квадратный дюйм или более. Примечание: БОЛЕЕ ДАВЛЕНИЕ ВОЗДУХА, чем указано в руководстве, не улучшит качество резки…
Это связано с тем, что давление в шланге увеличилось. Вот почему вы получите быстрый выброс воздуха, когда нажмете на спусковой крючок, пока давление не выровняется, и продолжите обучение на настройке 75 фунтов на квадратный дюйм, необходимой для резки.
Почему 75 фунтов на квадратный дюйм? Я обнаружил, что большинство плазменных резаков в диапазоне от 40 до 60 ампер лучше всего работают при этой настройке для резки низкоуглеродистой стали толщиной до 1/2 дюйма.
Большинство, но не все компании/продавцы плазменной резки работают с K.I.S.S. (будьте проще, глупо) система. Например, плазменный резак 62204, продаваемый Harbour Freight. Это хороший плазменный резак, который сделает много отличных работ, но HF продает наконечник/сопло только одного размера (0,9 мм, 40 ампер) для этого плазменного резака, чтобы выполнять всю вашу резку. И да, это работает, если вы скрепор или просто режете металл, а затем шлифуете по размеру и не заботитесь о дополнительных расходах, времени очистки, чистых прямых резах, острых углах и т. д.эта система работает. Таким образом, на 62204 есть горелка IPT40, вы можете получить наконечники / сопла на 20, 30 и 40 ампер, а также расходные материалы на 40 ампер и экранированные расходные материалы. Так почему бы HF не продавать их? Что ж, большинство покупателей не понимают, для чего нужны все эти расходные материалы, а вы знаете, что продавец никогда даже не догадается, для чего они нужны, так что K.I.S.S. здесь работает система.
И да, это работает, если вы скрепор или просто режете металл, а затем шлифуете по размеру и не заботитесь о дополнительных расходах, времени очистки, чистых прямых резах, острых углах и т. д.эта система работает. Таким образом, на 62204 есть горелка IPT40, вы можете получить наконечники / сопла на 20, 30 и 40 ампер, а также расходные материалы на 40 ампер и экранированные расходные материалы. Так почему бы HF не продавать их? Что ж, большинство покупателей не понимают, для чего нужны все эти расходные материалы, а вы знаете, что продавец никогда даже не догадается, для чего они нужны, так что K.I.S.S. здесь работает система.
Итак, вы в гараже и хотите вырезать несколько цветов для дворового искусства, которое хотела бы ваша жена, из 1/16-дюймового листа, вы запускаете плазменный резак (возможно, даже) устанавливаете новый наконечник/сопло и начните срезать, да, цветы выглядят как (зомби-снежинки), а не цветы.Итак, вы пробуете разные значения давления воздуха и настройки усилителя, все равно лучше не становится, так что теперь вы начинаете думать об этом куске плазменного резака. Ну, это не плазменный резак K.I.S.S. система не собирается резать его в этом случае. (каламбур)
Ну, это не плазменный резак K.I.S.S. система не собирается резать его в этом случае. (каламбур)
Здесь вступает в игру давление от 60 до 80 фунтов на квадратный дюйм, а также использование подходящего размера наконечника/сопло и настроек усилителя для выполняемой работы по резке. Эмпирическое правило заключается в том, что чем тоньше металл, чем меньше размер отверстия наконечника/сопла, тем меньше силы тока и давления воздуха вам потребуется для резки.Я расскажу об этих настройках позже.
———————————————— ————————————————— ——————-
Это то, что я обнаружил для работы с большинством сопел/наконечников плазменной резки, которые большинство людей имеют в своих магазинах или гаражах.
0,6 мм/0,025 дюйма — от 15 до 20 А — от 50 до 55 фунтов на кв. дюйм
0,8 мм/0,030 дюйма — от 21 до 30 А — от 55 до 60 фунтов на кв. 70 фунтов на кв. дюйм
1,0 мм/0,035 дюйма — от 41 до 50 А — от 65 до 75 фунтов на кв. дюйм
дюйм
1.1 мм/0,040 дюйма — от 51 до 60 А — от 65 до 75 фунтов на кв. дюйм
1,2 мм/0,045 дюйма — от 61 до 70 А — от 75 до 80 фунтов на кв.
Или проверьте настройки в руководстве пользователя
————————————- ————————————————— ——————————
Хорошо, тогда когда вы в последний раз меняли фильтр/фильтр-сепаратор на своем воздушном компрессоре ?—————-Я жду—————————— ————-
Должен признаться, но я не меняю их так часто, как следовало бы.В последний раз я менял элемент на своем компрессоре несколько лет назад, элемент стоил около 129 долларов от Grainger.
Я отдаю плазменные резаки на ремонт, и около 25% проблем связаны с воздухом. Забиты фильтры, воздухопроводы, регуляторы и горелки, полные ржавчины, воды, льда, грязи, песка и т. д. один.
На некоторых указан номер фильтра и инструкция по его замене, но не указано, когда это делать.
———————————————— ————————————————— ——————-
Я получаю много звонков и писем от людей, у которых проблемы с плазменными резаками. Плохой рез, много брака, невозможность резки толстого металла и так далее.
Я повторял это несколько раз, но я расскажу об этом здесь снова, надеюсь, более подробно, чтобы все могли понять.
Я прочитал много руководств по плазменной резке о требованиях к воздуху, которые, я бы сказал, неплохие, но искажены или нет информации, которая действительно работает.Вот то, что я обнаружил за многие годы плазменной резки, которые работают лучше всего почти для всех плазменных резаков, представленных сегодня на рынке.
Расход — это количество воздуха, которое вы выходите из шланга определенного размера при заданном давлении. Подумайте об этом так: водяной шланг диаметром 1/4 дюйма при давлении 55 фунтов на квадратный дюйм может наполнить ведро объемом 5 галлонов, скажем, за 10 минут, а шлангу диаметром 5/8 дюйма требуется чуть более 4 минут, чтобы наполнить ведро объемом 5 галлонов.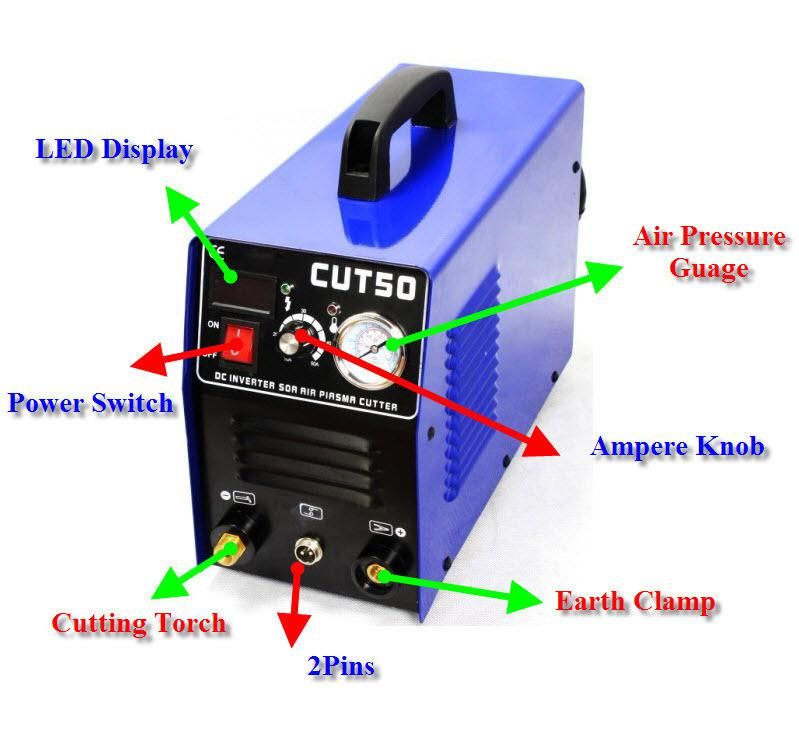 (это пример только для обсуждаемой темы)
(это пример только для обсуждаемой темы)
Итак, вот что я рекомендую для большинства плазменных резаков: 120 фунтов на квадратный дюйм со шлангом 3/8 дюйма к фитингу или регулятору на задней панели плазменного резака.С потоком воздуха из резака (многие плазменные резаки имеют кнопку или переключатель настройки подачи воздуха) установите регулятор плазменного резака в диапазоне от 60 до 80 фунтов на квадратный дюйм. 60 фунтов на квадратный дюйм будет для тонкого металла с низким усилием, скажем, калибра 22, а 80 фунтов на квадратный дюйм будет для максимального тока и резки толстого металла, скажем, от 3/4 дюйма до 1 дюйма. Я устанавливаю все свои плазменные резаки на поток 70 фунтов на квадратный дюйм, так как это покрывает большую часть резки от 30 до 40 ампер, и настраиваю по мере необходимости.
Я надеюсь, что это поможет ответить на некоторые вопросы, которые могут у вас возникнуть о требованиях к воздуху для плазменной резки.
Теперь, чтобы добавить гаечного ключа в работу того, что я только что опубликовал. Все это зависит от того, какой металл вы режете, при каком усилии вы пытаетесь его резать и какие расходные материалы вы используете.
Все это зависит от того, какой металл вы режете, при каком усилии вы пытаетесь его резать и какие расходные материалы вы используете.
———————————————— ————————————————— ——————-
Зачем люди это делают!!!!!!!!!!!!!!!!!!!
На днях получил в ремонт плазменный резак. Прежде всего, снимите крышку и очистите ее, а также проверьте ее перед подключением.Очистил от паутины и металлической пыли, все выглядело хорошо, проверил горелку на расходные материалы, проверил рабочий зажим и кабель, все вроде в порядке. Подсоедините воздух и увидите, что регулятор был прокручен до 120 фунтов на квадратный дюйм, намного больше, чем требовалось от 60 до 80 фунтов на квадратный дюйм (я должен был сразу понять, что что-то не так), отрегулировал это, установил заглушку и подключил ее. Включил его, вентилятор работал, но больше ничего не работало. Провел несколько тестов мощности и обнаружил, что трансформатор делителя мощности неисправен. Установил новый трансформатор, включил и он ожил.Настройте его на разрез, и он работал для первого разреза, но не запускал повторно (запуск вспомогательной дуги) для следующего разреза.
Установил новый трансформатор, включил и он ожил.Настройте его на разрез, и он работал для первого разреза, но не запускал повторно (запуск вспомогательной дуги) для следующего разреза.
Теперь вещи приобретают совершенно новый смысл в том, чтобы рвать на себе волосы, пытаясь выяснить, почему они не перезапускают пилотную дугу. Удалите наконечник и электрод и установите новые, все равно не получится. Снимите головку горелки и почистите ее, все равно не работает. Снимите весь узел резака и очистите его, а также пропустите воздух через кабель резака, чтобы убедиться, что в воздушных линиях нет ничего.собрал все обратно, все равно не работает. Затем снимите регулятор и воздушные клапаны, разберите их и очистите, установите на место, и, как вы уже догадались, никакой работы.
Теперь у меня есть 4 часа в этом и 100+ градусов в магазине, так что мне становится очень жарко, поэтому я иду в офис, чтобы немного остыть. Сидя там в кондиционере, попивая чай со льдом, думая об этом, а потом загорается лампочка, я помню, что несколько лет назад у меня было это с плазменным резаком. Вернитесь в магазин и снимите стопорную чашку расходного материала, там был ответ, почему она не будет работать.Дешёвая китайская копия стопорной чашки, поставил новую оригинальную стопорную чашку и опустил и вот работает.
Вернитесь в магазин и снимите стопорную чашку расходного материала, там был ответ, почему она не будет работать.Дешёвая китайская копия стопорной чашки, поставил новую оригинальную стопорную чашку и опустил и вот работает.
Люди этого не понимают, использование этих дешевых копий вторичного рынка принесет вам больше проблем и денег в долгосрочной перспективе, чем просто покупка правильных оригинальных расходных материалов.
Я могу сказать вам, что покупатель не будет доволен этим счетом из-за дешевой копии стопорной чашки.
———————————————— ————————————————— ——————-
На днях я получил электронное письмо с вопросом, почему металл, который он резал, деформировался, когда он его резал, и как предотвратить его деформацию.
Когда вы отрезаете тонкие полоски от листа металла, он будет деформироваться или скручиваться в сторону от более крупного куска, так как он получает больше всего тепла в процессе резки. С горелкой O / A он будет сильно деформироваться / скручиваться, но также будет немного деформироваться / скручиваться с помощью плазменного резака.
С горелкой O / A он будет сильно деформироваться / скручиваться, но также будет немного деформироваться / скручиваться с помощью плазменного резака.
Допустим, вы хотите отрезать 2-дюймовую полосу металла от 3-футовой пластины. Чтобы помочь остановить зажим деформации/скручивания на прямой кромке, начните рез примерно на 1/2 дюйма от края, отрезайте примерно 10 дюймов, затем остановитесь, продвиньтесь вперед на 1/2 дюйма, затем сделайте следующие 10 дюймов или около того, отрежьте остановку и оставьте 1/2 дюйма и сделайте последний разрез, но оставьте последние 1/2 дюйма неразрезанными.Дайте ему остыть в течение нескольких минут, затем вернитесь и отрежьте все детали диаметром 1/2 дюйма.
Отрезанный кусок будет почти идеально прямым.
Пошаговое руководство по использованию плазменного резака
Читая и исследуя, я заметил, что есть много людей, которым интересно «Как пользоваться плазменным резаком», поэтому я решил поделиться с вами своим опытом и знаниями, которые я приобрел с течением времени.
Люди, знающие работу плазмореза, умеют делать действительно очень ценные и удивительные произведения искусства.
Конечно, вы сможете это сделать, когда узнаете принцип работы самого механизма.
Здесь вы можете увидеть некоторые виды работ.
Как и все в жизни, ничего не происходит в одночасье, поэтому требуется немного терпения и хорошей практики, в поисках решения я наткнулся на то, что на самом деле лучше идти шаг за шагом , а не спешить с процедура.
Достаточно учиться понемногу каждый день, как проходят дни, и ты внимательно учишься, знания будут приобретаться со временем, и ты будешь все больше и больше уверен в себе, а когда будешь оглядываться назад, ты будешь поражен тем, насколько вы на самом деле продвинулись.
Я хочу, чтобы вы стали лучшим слесарем и научились пользоваться плазменным резаком. Так что не волнуйтесь, когда мы пройдем полное руководство по работе с плазменным резаком.
Даже если вы ничего не знаете об этом механизме, уверяю вас, что у вас будут хорошие практические знания. Все, что вам нужно сделать после этого, это применить его на практике адекватным образом, о чем мы расскажем в этой статье.
В этой статье мы рассмотрим
- Зачем нужен плазменный резак
- Механизм и его настройки
- Полная работа с плазменным резаком
Прежде чем начать, я предлагаю вам взглянуть на мой пост, где я рассказал о некоторых очень важных деталях, которые вам нужно знать, о плазменном резаке, « насколько горяч плазменный резак », мерах предосторожности и т. д. см. больше
Потому что, кроме того, когда мы узнаем, « как пользоваться плазменным резаком », мы должны знать, насколько опасной может быть работа с ним, если мы не соблюдаем меры безопасности.
Вот почему так важно предпринять все необходимые шаги, чтобы защитить себя.
Нужно ли покупать плазменный резак?
В самом начале я пользовался болгаркой и ленточной пилой по металлу, пока однажды не наткнулся на плазморез.
Тогда я решил немного подробнее изучить «что такое плазменный резак», и когда я обнаружил, насколько он эффективен и насколько облегчает повседневную жизнь, я решил позволить себе один из них и, к своему большому удивлению, получил больше, чем ожидалось.
Иметь плазменный резак — это действительно здорово, он сэкономит вам много времени и сил. Как только вы начнете резать с помощью плазменного резака, вы увидите, насколько увлекательным это может быть на самом деле и насколько простым в обращении.
Все инструменты, которые вы использовали до сих пор для резки металла, вы увидите, что они бесполезны и сложны в работе по сравнению с плазменным резаком, благодаря ему можно резать разные типы металлов, разные размеры, конечно, в зависимости от мощность выбранной вами машины.
Итак, если вы готовы, давайте познакомимся с небольшим плазменным резаком и узнаем, какие типы доступны на рынке
Как пользоваться плазменным резаком шаг за шагом
Судя по моему личному опыту, плазменный резак — это простая машина. Базовая обычная ручная модель имеет свои электрические входы резака и газ, что очень важно знать, что плазменная резка нуждается в подаче сухого воздуха.
Базовая обычная ручная модель имеет свои электрические входы резака и газ, что очень важно знать, что плазменная резка нуждается в подаче сухого воздуха.
Если вы хотите быть любителем, плазменные резаки в целом очень популярны, и люди покупают их, это те, которые работают на 110 или 120 В , и это довольно хороший выбор, так как эти модели доступны почти везде.
Поскольку этот тип плазменного резака чрезвычайно портативный, плазменные резаки на 110 В имеют свои ограничения, они в основном используются для резки более тонких материалов. Например, прохром, медь и алюминий, конечно, вы можете резать некоторые другие более тонкие типы металла.
Для более тонкого металла рекомендую эту модель. увидеть больше
Итак, все, что вам нужно сделать, это отрегулировать воздух и подключить станок, и вы готовы к работе. Следующее, что вам нужно сделать, это просто пометить металл и начать резку.
При резке металла вы должны иметь в виду, что большинству плазменных резаков требуется 220 В, чтобы иметь возможность резать металл толщиной более ⅜ дюймов и более, конечно, в большинстве случаев это также зависит от плазменного резака.
Полный рабочий процесс с плазменным резаком.
- Когда вы будете готовы использовать плазменный резак, убедитесь, что все подключено и готово к работе. Разумеется, безопасность превыше всего.
- Если мы находимся в закрытом помещении мастерская мы должны открыть окна, чтобы обеспечить вентиляцию.
- Чтобы предотвратить пожар , мы должны устранить все легковоспламеняющиеся вещества, которые находятся поблизости.
Регулировка станка
- Если нашей машине нужен наружный воздух, мы должны немедленно подключить линию, если машина сжимает собственный воздух, мы должны проверить, подключена ли установка к электричеству, а также проверить, включен ли манометр и вырабатывается ли воздух .
Машина будет иметь определенное давление воздуха для оптимальной резки, обязательно ознакомьтесь с инструкциями.
Когда мы начнем снижать давление воздуха, оно упадет, но не удивляйтесь, это совершенно нормально и ожидаемо.
когда вы отпускаете затвор и останавливаете уменьшение давления, давление возвращается к любому выбранному вами значению в фунтах на квадратный дюйм, и прибор отображает текущее значение в фунтах на квадратный дюйм.
Размещение объектов
- Предмет, который будем резать (металл) ставим в тиски, на пилы или крепим к столу, проверяем ток.
- Приспособьтесь к материалу, который мы режем, если металл толще, многие машины обычно имеют 50 AMP, как эти
- На что нужно обратить особое внимание, так это на то, что когда мы режем металл, нужно проверять, куда он упадет, чтобы он не упал ни на нас, ни на кабель.
- Место среза зачищается проволочным кругом или болгаркой до чистого металла
- Нам нужно провести линию по месту разреза металлическим мелом или любым другим имеющимся у вас маркером.
- Прикрепите заземляющий зажим плазменного резака к куску металла, который останется неподвижным после резки.
Защита
- Давайте наденем защитное снаряжение. Хорошая защита для глаз, лучше всего иметь затемненные очки или сварочный шлем серых оттенков.
Начало работы
- Подключаем плазморез и воздушный шланг, проверяем, получает ли наш станок энергию и воздух.
- Если все хорошо, мы готовы к работе.
Берем резак и выравниваем его под углом 90 градусов к нашей заготовке.
- Выравнивает тело с куском металла, чтобы мы были дальше от искр, чтобы иметь четкое представление о нашем разрезе и защитить себя от падения металла после самого разреза, потому что он очень горячий.
Сама регулировка реза
- Следующее, что мы проверяем, это можем ли мы перемещать плазмотрон по всему диапазону движения разреза, чтобы нам не пришлось менять средний разрез.
- Опустите крышку плазменной панели
- Слегка расположите плазменный резак над куском металла, чтобы по возможности предотвратить отдачу (это невозможно, если вы начинаете резать в середине куска металла)
Запускаем машину
- Мы нажимаем переключатель или кнопку на горелке и делаем надрез, используя легкий встроенный диапазон движения.

- Важно отметить, что мы следим за скоростью движения, легко определить, двигаетесь ли вы слишком быстро или слишком медленно, если вы двигаетесь слишком быстро, искры и грязь летят к вам, оператору, если это случается, это означает, что вы идете слишком быстро.
- Мы должны двигаться медленно, а не заставлять машину, в какой-то момент вы можете заметить неровный рез. Если вы двигаетесь слишком медленно, у вас может быть место для смещения резака влево или вправо, что приведет к неравномерному резу, если вы не пользуетесь путеводителем.
Скорость движения правильная, если вся грязь и мусор падают на пол.
Наконец
- Продолжаем, пока не услышим удар металла об пол, так вы будете знать, что процесс завершен, если в каком-то случае он не отделился, вам понадобится помощь молотков.
- В самом конце надо дать металлу остыть, прежде чем поднимать его с земли, потому что он очень горячий, мелкие кусочки намного горячее, если не смотрели, то здесь видно как горячо плазма есть.

- Следующее, что нужно иметь в виду, это то, что если вы только начинаете или планируете резать металл. Таким образом, правило состоит в том, что чем толще металл, тем медленнее скорость. Если вы двигаетесь слишком быстро, как я в начале, тщательного реза не добьешься, поэтому важно следить за работой самой машины, а не форсировать ее.
Сводка
Расходные материалы
Как и при сварке, расходные материалы есть, так же как и расходные материалы для плазменной резки, но, в основном, у плазменных резаков основным элементом, который часто меняется, является сам наконечник.
Но это относится не ко всем брендам, поэтому некоторые плазменные ножи сконструированы таким образом, что вам приходится покупать их наконечники.
, в то время как другие поставляются с крышками общего дизайна, которые доступны по гораздо более низкой цене
Это просто то, что вам нужно иметь в виду, когда вы решаете, какой нож купить.
Какой плазморез купить?
До сих пор мы рассмотрели несколько фактов о самом плазменном резаке, его настройках и о том, как на самом деле используется плазменный резак (как он работает), технические характеристики, теперь давайте сменим тему и поговорим о том, какой плазменный резак купить.
Чтобы облегчить вам выбор, в магазине вы можете найти различные типы плазменных резаков, я даже отсортировал некоторые модели по рекомендованной цене, от самых дешевых до самых дорогих, см. подробнее
Если вы задаетесь вопросом, какой плазморез купить, вы должны знать, что все зависит исключительно от вас и ваших потребностей и проектов (цель, для которой вы планируете его использовать).
Вам нужно поставить перед собой четкую цель, для чего вам нужен плазморез, что вы планируете с ним делать, хотите ли вы его купить для художественных целей, или для конкретной работы, или для полевых работ.
Какой плазменный резак мне следует использовать в полевых условиях?
Как видите, на рынке много плазменных резаков, есть разные марки, лучший тот, который закончит работу, цены варьируются от дешевых от 200$ до 3к$.
Из этих более дешевых моделей большинство имеют солидную производительность и могут без проблем закончить работу, но если вы из тех, у кого карман поглубже и вам нужна серьезная машина, с которой все работы завершатся без проблем, то это то, что вам нужно. лучший выбор.увидеть больше
Подводя итог, для полевых работ вам понадобится станок с 15’ или 20’ проводом. Это потому, что с помощью такого механизма вы легко устроитесь на работу, легко сможете подключить воздух и электричество.
Заключение
Мы подошли к самому концу, я искренне надеюсь, что это руководство помогло вам, в этом руководстве мы рассмотрели науку, стоящую сразу за плазменным резаком.
Получение нового инструмента может быть по-настоящему увлекательным, теперь посмотрите насколько плазменный резак необходим всем людям, занятым в резке металла или каком-то производстве, он сэкономит вам много времени и откроет перед вами массу возможностей.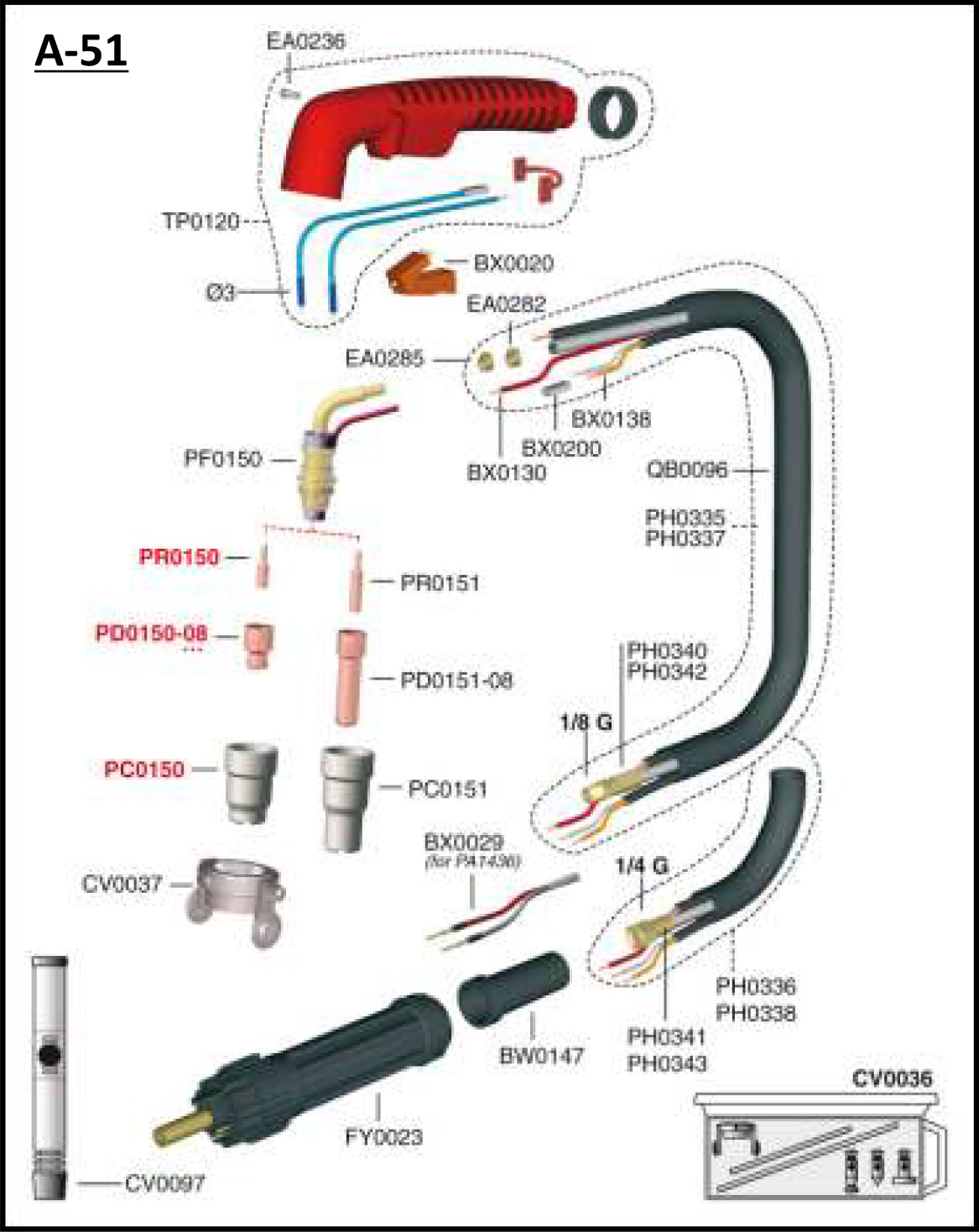
И открывает массу возможностей, когда речь идет о строительстве всего, что связано с металлами, имейте в виду, что даже сегодня вы можете иметь свой собственный плазменный резак, на рынке представлено множество марок и моделей. Но менее чем за 700 долларов можно получить хороший станок, конечно для начала, со временем по мере продвижения вы купите более качественный плазморез.
Автор : Алекс Бегович
Часто задаваемые вопросыСамые частые вопросы и ответы
Q1.Как работает плазменный резак шаг за шагом?
Плазменные резаки работают, посылая электрическую дугу через газ, проходящий через суженное отверстие. Газ может быть цеховым воздухом, азотом, аргоном, кислородом. и т. д. Это повышает температуру газа до такой степени, что он переходит в 4-е состояние вещества.
Q2. Можно ли использовать плазменный резак во время дождя?
Участник. Если вы не используете его под проливным дождем (когда поездка, вероятно, пойдет раньше), я не вижу проблемы. Как раз наоборот, так как пары немного удушливы и лучше не вдыхать их.
Как раз наоборот, так как пары немного удушливы и лучше не вдыхать их.
Q3. Будет ли плазменный резак резать ржавый металл?
Плазменный резак чисто и быстро прорезает металл толщиной 1/8 дюйма так же просто, как провести линию. … Плазменная резка любого электропроводящего металла, включая нержавеющую сталь, низкоуглеродистую сталь, алюминий и т. д., без предварительного нагрева. Плазма также отлично подходит для резки окрашенного, грязного или даже ржавого металла.
Q4. Какое давление воздуха требуется для плазменной резки?
Так сколько воздуха нужно для плазменной резки? Требования к воздуху для плазменной резки потребуют около 4-8 стандартных кубических футов в минуту при давлении 90-120 фунтов на квадратный дюйм.Это распространяется как на блоки, предназначенные для стали толщиной до 3/8 дюйма, так и на большие блоки, которые могут обрабатывать 7/8 дюйма.
Q5. Можно ли резать дерево плазменным резаком?
Можно резать листы любой толщины от 30G до 1 дюйма, в зависимости от используемого плазменного резака. … Пластмасса и древесина не являются электропроводными и не подлежат плазменной резке. Однако вы можете использовать дисковую пилу, фрезер или другой инструмент, если хотите разрезать эти материалы на станке PlasmaCAM.
… Пластмасса и древесина не являются электропроводными и не подлежат плазменной резке. Однако вы можете использовать дисковую пилу, фрезер или другой инструмент, если хотите разрезать эти материалы на станке PlasmaCAM.
Разница между газовой, плазменной и гидроабразивной резкой
Если вам нужна резка металла по размеру, вы можете выбрать один из множества процессов резки.Однако не все процессы подходят для каждой работы или любого типа металла. Для вашего проекта может подойти такой метод, как газовая резка, плазменная резка или гидроабразивная резка, но важно знать различия между процессами резки.
Разница между газовой, плазменной и гидроабразивной резкой
Пламенная резка
Пламенная резка — это процесс термической резки, в котором используется кислород и источник топлива для создания пламени с достаточной энергией, чтобы расплавить и разрезать материал.Использование кислорода и топлива в процессе газопламенной резки является причиной того, что его также часто называют «кислородной резкой». Газовая резка использует нейтральное пламя для нагрева материала до температуры воспламенения. Когда это достигается, оператор нажимает на рычаг, который выпускает в пламя дополнительный мощный поток кислорода. Это используется для разделения материала и сдувания расплавленного металла или окалины.
Газовая резка использует нейтральное пламя для нагрева материала до температуры воспламенения. Когда это достигается, оператор нажимает на рычаг, который выпускает в пламя дополнительный мощный поток кислорода. Это используется для разделения материала и сдувания расплавленного металла или окалины.
Преимущества и недостатки газовой резки
Пламенная резка имеет то преимущество, что она очень портативна, так как не требует источников питания.Баллон для кислорода, баллон для горючего газа, шланги, горелка и зажигалка — это все, что требуется. Это делает его отличным выбором для полевых работ. Еще одним преимуществом газовой резки является то, что она может резать очень толстые металлы. При правильном оборудовании и газовых потоках сталь толщиной в несколько футов можно резать с помощью процесса газопламенной резки. Газовая резка также имеет низкую стоимость оборудования.
Пламенная резка является невыгодной, когда речь идет о материалах, которые можно резать. Газовая резка обычно ограничивается углеродистой сталью, низколегированной сталью и чугуном.Большинство других типов материалов невозможно аккуратно разрезать в процессе газовой резки. Пламенная резка также обычно медленнее, чем плазменная резка и гидроабразивная резка.
Газовая резка обычно ограничивается углеродистой сталью, низколегированной сталью и чугуном.Большинство других типов материалов невозможно аккуратно разрезать в процессе газовой резки. Пламенная резка также обычно медленнее, чем плазменная резка и гидроабразивная резка.
Из-за тепла, возникающего при газовой резке, обрезаемые металлические кромки часто могут образовывать тонкий и хрупкий слой затвердевшей стали, известный как обезуглероженный слой. Это может потребоваться удалить в зависимости от приложения. Область около обезуглероженного слоя (известная как зона термического влияния) также может быть изменена под воздействием тепла от газовой резки.Без термической обработки после резки, такой как отжиг, это может привести к тому, что металл в зоне термического влияния станет твердым и хрупким, что может привести к растрескиванию.
Плазменная резка
Плазменно-дуговая резка — еще один процесс термической резки. Однако, в отличие от резки пламенем, здесь используется электрическая дуга для ионизации и нагрева газа с образованием плазмы, используемой для резки материала. Электрическая дуга создается в плазменном резаке за счет использования вольфрамового электрода. Заготовка включается в электрическую цепь с горелкой с помощью заземляющего зажима.Плазма, однажды ионизированная вольфрамовым электродом, перегревается и взаимодействует с заземленной деталью. В качестве плазмообразующего газа можно использовать различные газы, и лучший из них зависит от разрезаемого материала. Струя перегретого плазмообразующего газа разделяет металл, а также сдувает окалину.
Электрическая дуга создается в плазменном резаке за счет использования вольфрамового электрода. Заготовка включается в электрическую цепь с горелкой с помощью заземляющего зажима.Плазма, однажды ионизированная вольфрамовым электродом, перегревается и взаимодействует с заземленной деталью. В качестве плазмообразующего газа можно использовать различные газы, и лучший из них зависит от разрезаемого материала. Струя перегретого плазмообразующего газа разделяет металл, а также сдувает окалину.
Преимущества и недостатки плазменной резки
Плазменная резка позволяет выполнять высококачественную резку намного быстрее, чем пламенная резка. Ширина пропила некоторых систем плазменной резки также может быть намного меньше.Плазменная резка может использоваться для большинства металлов, которые относительно хорошо проводят электричество. Это означает, что плазменная резка не ограничивается сталью и чугуном, как резка пламенем. Вместо этого плазменную резку можно использовать для резки алюминия, нержавеющей стали, меди, титана и многих других металлов. Процесс также легко автоматизируется.
Процесс также легко автоматизируется.
Однако плазменная резка не может резать материалы такой же толщины, как те, которые можно резать пламенной резкой. Как правило, плазменная резка не лучший выбор для материалов толщиной более нескольких дюймов.Плазменная резка также может резать только те материалы, которые могут быть частью электрической цепи.
Гидроабразивная резка
Гидроабразивная резка — это метод механической резки, при котором для резки материала используется высокоскоростной поток воды под высоким давлением. Вода вытесняется из водоструйной режущей головки насосом высокого давления. Для материалов, которые более твердые и трудные для резки, таких как металлы, в воду обычно добавляют абразивный материал, чтобы увеличить режущую способность и помочь увеличить скорость перемещения.Излишняя вода и материал, которые теряются в процессе резки, собираются в резервуаре на стороне материала, противоположной головке гидроабразивной резки.
Преимущества и недостатки гидроабразивной резки
Гидроабразивная резка позволяет резать различные материалы, а не только металлы. Гидроабразивная резка также намного чище, чем плазменная или газовая резка, поскольку не выделяет вредных паров. Гидроабразивная резка также не является термическим процессом, и вода охлаждает материал во время резки, что означает отсутствие тепла, которое может повлиять на механические и химические свойства области разреза.Гидроабразивная резка также может сочетаться с автоматизацией.
Гидроабразивная резка также намного чище, чем плазменная или газовая резка, поскольку не выделяет вредных паров. Гидроабразивная резка также не является термическим процессом, и вода охлаждает материал во время резки, что означает отсутствие тепла, которое может повлиять на механические и химические свойства области разреза.Гидроабразивная резка также может сочетаться с автоматизацией.
Гидроабразивная резка не подходит для толстой резки твердых металлов. Более толстые и твердые металлы могут снизить скорость резки и снизить качество резки. Оборудование для гидроабразивной резки также дорогое и может потребовать некоторого обслуживания.
Должен ли я использовать газовую резку, плазменную резку или гидроабразивную резку?
Хотя следует учитывать и другие факторы, вот несколько рекомендаций по выбору процесса резки:
Пламенная резка: Газовую резку следует использовать, когда необходимо резать толстые стали или чугуны, а затраты на оборудование должны быть сведены к минимуму.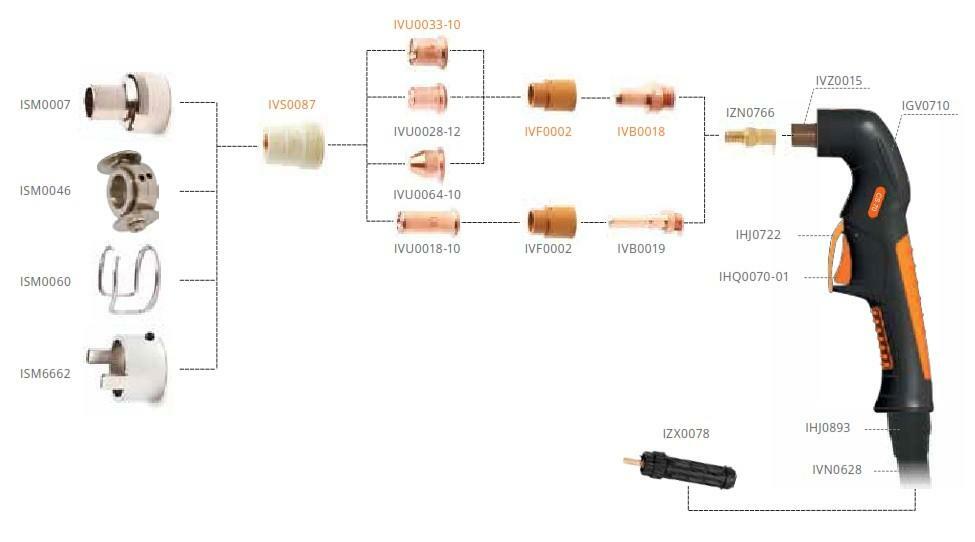
Плазменная резка: Вы должны использовать плазменную резку, когда требуется высококачественная резка металлов толщиной менее 3-4 дюймов.
Гидроабразивная резка: Используйте гидроабразивную резку для резки точных деталей без воздействия тепла на рез. Гидроабразивная резка также подходит для автоматизированной резки и резки неметаллических материалов.
Металлические супермаркеты
Metal Supermarkets — крупнейший в мире поставщик мелких партий металла с более чем 100 обычными магазинами в США, Канаде и Великобритании.Мы являемся экспертами в области металлов и предоставляем качественное обслуживание клиентов и продукцию с 1985 года.
В супермаркетах металлов мы поставляем широкий ассортимент металлов для различных применений. Наш склад включает в себя: мягкую сталь, нержавеющую сталь, алюминий, инструментальную сталь, легированную сталь, латунь, бронзу и медь.
У нас есть широкий ассортимент форм, включая стержни, трубы, листы, пластины и многое другое.