Аппарат плазменной сварки
Проявляется это в существующих преимуществах плазменной сварки:
- Безопасность процесса для сварщика;
- Уникальная возможность экономии электричества;
- Высокий уровень производительности, которым характеризуется соответствующий сварочный аппарат;
- Обеспечение высококачественного результата сварки либо резки.
По своей сути плазменная сварка представляет собой инновационный процесс соединения металлических плоскостей. На сегодня данная разновидность активно применяется в отдельных отраслях производства: машиностроении, приборостроении, на авиационных предприятиях и др.
Используется плазменная сварка при необходимости получения шва высокой прочности. Характерно, что оборудование для плазменной сварки не требует кислородных баллонов.
Технология является экологически чистой, так как в ходе сваривания металла не происходит выделения вредных веществ и газов. Кроме того, посредством плазменного оборудования возможна не только сварка, но и резка металлов и сплавов (достаточно лишь обзавестись соответствующим резаком).
Подробнее о процессе сварки
Для верного представления о технологии сварочного процесса важно детально вникнуть в саму его суть. С точки зрения физики при плазменной сварке ионизированный газ (т.е. плазма) посредством сопла направляется на поверхность свариваемых деталей. Для образования плазмы необходимо обеспечить нагрев рабочего газа до высокой температуры. Достигается это за счет сильного электротока.
Процесс работы плазмой
Применять соответствующий аппарат можно для соединения:
- Тонкостенных труб;
- Различного рода тонких емкостей;
- Деталей, изготовленных из фольги;
- Отдельных элементов ювелирных изделий.
Самостоятельная сборка сварочного аппарата
Аппарат для плазменной сварки, а также резки металлов для своего функционирования нуждается лишь в сжатом воздухе и электричестве. В тех случаях, когда применяется компрессорное оборудование, аппарат потребует только электричества. В результате при осуществлении сварки требуется замена электродов, а также сопла плазмотрона.
Самостоятельное конструирование аппарата плазменной сварки требует кропотливой работы.
Прежде всего, необходимо заняться разработкой схемы блока питания. Именно от такого блока и зависит полноценное функционирование аппарата.
Для проведения работ понадобятся:
- Дроссель от обычного аппарата сварки. Этот элемент необходим для стабилизации напряжения. Если не обеспечить стабильность, то скачки напряжения будут гасить плазму, так необходимую для сварки и резки;
- Тиристорный трехфазный выпрямитель. Его включение в схему объясняется потребностью в ограничении тока в области 50 ампер;
- Обычный стартер автомобиля. Эта деталь нужна для обеспечения автоматического поджога. Впрочем, возможно и применение обычного трамблера. Все это избавит от необходимости ручного поджога.
При создании плазменного сварочного аппарата особо пристальное внимание, безусловно, нужно уделить корпусу. При наличии всех необходимых материалов и неплохих металлообрабатывающих станков самостоятельное изготовление всех основных элементов не вызовет трудностей.
Шов после соединения деталей плазменной сваркой
Для полноценного представления о том, как выглядит собираемый аппарат сварки и резки, предлагаем изучить в интернете большое изобилие схем.
Ключевым элементом для сварки и резки является плазменная горелка. Конструкция ее такова, что это, по сути, удобная рукоятка, в которой расположены анод и катод.
Анод, будучи одновременно и соплом, изготавливается из меди. В ходе сварочного процесса происходит его охлаждение водой. В качестве катода же применяется вольфрам (в том числе и лантанированный).
Для возникновения плазменной дуги между анодом и катодом применяется постоянный ток, имеющий напряжение в 100 В. Именно такая дуга позволяет нагреть до необходимой высокой температуры газ. Сварка начинает работать: возникает поток плазмы, в котором и размещаются свариваемые детали (либо осуществляется резка металлов).
Таким образом, самостоятельное конструирование аппарата для проведения плазменной сварки вполне реально. Результатом станет возможность качественного соединения различных металлических деталей. Собственноручно собранный аппарат пригодится для многих случаев, особенно удобной плазменная сварка своими руками будет при ремонте личного авто.
Современные инверторные сварочные аппараты покрывают большинство потребностей для получения неразъемных соединений металлических заготовок. Но в ряде случаев куда более удобным будет аппарат несколько иного типа, в котором основную роль играет не электрическая дуга, а поток ионизированного газа, то есть плазменный сварочный аппарат. Приобретать его для периодического использования не слишком рентабельно. Можно сделать такой сварочный аппарат своими руками.

Элементы для изготовления плазменного сварочного аппарата.
Оборудование и компоненты
Изготовить микроплазменный сварочный аппарат проще всего на основе уже имеющегося инверторного сварочного аппарата. Для выполнения такой модернизации вам понадобятся следующие компоненты:
- любой инверторный сварочный аппарат для TIG сварки со встроенным осциллятором или без него;
- сопло с вольфрамовым электродом от TIG-сварочника;
- аргоновый баллон с редуктором;
- небольшой кусочек прутка из тантала или молибдена диаметром и длиной до 20 мм;
- фторопластовая трубка;
- медные трубки;
- небольшие кусочки листовой меди толщиной 1-2 мм;
- электронный балласт;
- резиновые шланги;
- гермоввод;
- хомуты;
- проводка;
- клеммы;
- автомобильный бачок стеклоочистителя с электронасосом;
- выпрямительный блок питания электронасоса стеклоочистителя.

Устройство плазменного сварочного аппарата.
Работы по доводке и изготовлению новых деталей и узлов потребуют использования следующего оборудования:
- токарный станок;
- электропаяльник;
- горелка для пайки с баллоном;
- отвертки;
- нож;
- пассатижи;
- амперметр;
- вольтметр.
Вернуться к оглавлению
Теоретические основы
Сварочный аппарат для плазменной сварки может быть одного из 2-х основных типов: открытого и закрытого. Основная дуга сварочного аппарата открытого типа горит между центральным катодом горелки и изделием. Между соплом, которое служит анодом, и центральным катодом горит только дежурная дуга для возбуждения основной в любой момент времени. Сварочный аппарат закрытого типа имеет только дугу между центральным электродом и соплом.
Сделать долговечный сварочный аппарат своими руками по 2-му принципу довольно трудно. При прохождении основного сварочного тока через сопло-анод этот элемент испытывает колоссальные тепловые нагрузки и требует очень качественного охлаждения и использования соответствующих материалов. Обеспечить термостойкость конструкции, когда делается такой аппарат своими руками, очень трудно. Когда делается плазменный аппарат своими руками, для долговечности лучше выбирать открытую схему.
Вернуться к оглавлению
Практическая реализация

Принципиальная схема плазменного сварочного аппарата.
Часто при кустарном изготовлении плазменного сварочного аппарата сопло вытачивают из меди. При отсутствии альтернативы такой вариант возможен, но сопло становится расходным материалом даже при прохождении через него только дежурного тока. Его придется часто менять. Если удастся достать небольшой кусочек кругляка из молибдена или тантала, лучше сопло изготовить из них. Тогда можно будет ограничиваться периодической чисткой.
Размер центрального отверстия в сопле подбирают опытным путем. Начинать нужно с диаметра 0,5 мм и постепенно растачивать его до 2 мм, пока поток плазмы не станет удовлетворительным.
Конусный зазор между центральным вольфрамовым катодом и соплом-анодом должен составлять 2,5-3 мм.
Сопло вкручивается в полую рубашку охлаждения, которая через фторопластовый изолятор соединяется с держателем центрального электрода. В рубашке охлаждения циркулирует охлаждающая жидкость. В качестве таковой в теплое время года можно использовать дистиллированную воду, зимой лучше антифриз.

Схема блока управления плазменного сварочного аппарата.
Рубашка охлаждения представляет собой 2 полые медные трубки. Внутренняя диаметром и длиной около 20 мм располагается на переднем конце внешней трубки с диаметром около 50 мм и длиной порядка 80 мм. Пространство между торцами внутренней трубки и стенками наружной запаивают тонкой листовой медью. В рубашку с помощью газовой горелки впаивают медные трубки диаметром 8 мм. По ним поступает и отводится охлаждающая жидкость. Кроме того, к рубашке охлаждения нужно припаять клемму для подачи положительного заряда.
Во внутренней трубке делают резьбу, в которую вкручивают съемное сопло из термостойких материалов. На выдвинутом конце наружной трубки также нарезают внутреннюю резьбу. В нее вкручивается изолирующее кольцо из фторопласта. В кольцо вкручивается держатель центрального электрода.
Через стенку наружной трубки в пространство между рубашкой охлаждения и фторопластовым изолятором впаивается трубка подачи аргона такого же диаметра, как для охлаждения.
По рубашке охлаждения циркулирует жидкость из бачка стеклоочистителя. Питание на насос его электродвигателя подается через отдельный выпрямитель на 12 В. Выход для подачи на бачке уже есть, возврат жидкости можно врезать через стенку или крышку бачка. Для этого в крышке сверлится отверстие и вставляется отрезок трубки через гермоввод. Резиновые шланги циркуляции жидкости и подачи аргона соединяются со своими трубками хомутами.

Схема плазменного наплавления порошка.
Положительный заряд берется от основного источника питания. Для ограничения тока через поверхность сопла подбирается подходящий электронный балласт. Подаваемый электрический ток должен иметь постоянное значение в районе 5-7 А. Оптимальная величина тока подбирается экспериментально. Это должен быть минимальный ток, который обеспечивает устойчивое горение дежурной дуги.
Возбуждение дежурной дуги между соплом и вольфрамовым катодом может осуществляться одним из двух способов. Встроенным в сварочный аппарат осциллятором или при его отсутствии контактным способом. Второй вариант требует усложнения конструкции плазменной горелки. Держатель центрального электрода при контактном возбуждении делают подпружиненным относительно сопла.
При нажатии на резиновую кнопку штока, соединенного с держателем электрода, острый конец центрального вольфрамового катода контактирует с конусной поверхностью штока. При коротком замыкании в точке контакта резко повышается температура, что позволяет возбудить дугу при отведении пружиной катода от анода. Контакт должен быть очень кратковременным, иначе поверхность сопла пригорит.
Возбуждение тока высокочастотным осциллятором предпочтительнее для долговечности конструкции. Но его приобретение или даже изготовление делает самодельный сварочный аппарат для плазменной сварки нерентабельным.
При работе положительный вывод сварочного аппарата соединяется с деталью без балласта. Когда сопло оказывается на расстоянии несколько миллиметров от заготовки, электрический ток переключается с сопла на деталь. Его значение вырастает до выставленного на сварочном аппарате, а образование из аргона плазмы интенсифицируется. Регулируя подачу аргона и сварочный ток, можно добиться необходимой интенсивности течения плазмы из сопла.
Вернуться к оглавлению
Дополнительные указания

Схема плазменной сварки открытой и закрытой плазменной струей.
Недостатком этой конструкции является расход аргона. Баллона хватает на несколько часов непрерывной работы. Вместо аргона можно использовать сжатый воздух или водяной пар. Такие модификации больше подходят для плазменной резки металлов. Так как эти газы не являются нейтральными и окисляют металл.
Кроме того, горение дуги в атмосфере этих газов не такое устойчивое, как в аргоне. Работа на воздухе ускоряет износ и засорение сопла. В плазмотронах заводского изготовления воздух проходит предварительное осушение и очистку.
В самодельных аппаратах для подачи воздуха используют автомобильные компрессоры на 12 В с производительностью до 50-60 л/мин. Для работы на воде нужен портативный парогенератор. Это может быть металлическая герметичная емкость с установленными внутри нее титановыми электродами. Заполнять ее нужно дистиллированной водой. Подключение электродов выполняется к сети переменного тока на 220 В.
Часто для эффективно отсечения кислорода поверх рубашки охлаждения устанавливают еще 1 кожух-сопло. На его вход подают гелий или аргон. Поток из этого сопла струится вокруг потока плазмы.
В качестве источника питания необязательно использовать инвертор или сварочный выпрямитель. Для этого можно применять любой диодный мост, выдерживающий ток от 50 А. Точное значение регулируется дополнительным дросселем.
Плазменная сварка — принцип работы аппарата
Сегодня промышленность развивается довольно быстрыми темпами. Ежегодно появляются новые технологии сварки, которые пользуются огромным спросом в частном домостроении. Благодаря этим методикам существенно облегчаются строительные работы, при этом сварочное оборудование становится все более производительным и безопасным. К таким методикам можно отнести плазменную сварку.
Что собой представляет сварка плазмой
Появление в современных технологиях новых видов металлических сплавов заставило специалистов разрабатывать новые методики, чертежи оборудования для сварки изделий, изготовленных из них. Так как многие современные металлы плохо поддаются традиционным техникам сваривания. В результате появился новый плазменный метод сваривания металлических образцов, который успешно используется при выполнении различных ремонтно-монтажных процессах.
Основные отличия плазменной технологии сваривания
Плазменная сварка чем-то напоминает аргонную сварку, но характерные отличия присутствуют. Например, она отличается рабочей температурой, которая намного выше. Сварочная дуга может иметь температуру от 5 до 30 тысяч градусов. Благодаря этому качеству, используя плазменную технологию сваривания, можно соединять элементы строительных конструкций, которые невозможно сварить самодельным и стандартным заводским оборудованием, температура дуги которых не превышает 5 тысяч градусов.

Принцип действия плазменной сварки
Сущность данной сварки: посредством воздействия на металлическую поверхность потока ионизированного газа, проводимого электрический ток, происходит плавление металла. При нагреве дуги газ подвергается ионизации, уровень которой увеличивается с повышением температуры газа. Плазменная струя, которой характерна сверхвысокая температура, повышенная мощность, формируется из обыкновенной дуги после сжатия, вдувания в дугу, образующуюся плазмообразующим газом, в качестве которого обычно выступает аргон (редко используется водород, гелий).
Кинетическая энергия химических элементов, находящихся в газе, в процессе ионизации значительно увеличивает тепловую энергию плазменной дуги. При этом дуга, если сравнивать с обычной, имеет возможность в разы повысить на поверхность металла давление благодаря уменьшению собственного диаметра.
Преимущества плазменной технологии
- В отличие от газосварки скорость резки металла толщиной 5-20 сантиметров по плазменной методике выше в три раза.
- Высокая точность швов, получаемых в результате плавления, сварки металла, качество выполняемых работ практически исключает необходимость последующей обработки краев изделий.
- Плазменная резка применяется для обработки практически любых типов металла. Например, можно варить образцы из запорожской стали, чугуна, меди, алюминия.
- При выполнении сварки металл не подвергается деформациям даже при необходимости вырезания сложных фигур. Плазменная методика сваривания предоставляет возможность выполнять резку по неподготовленной предварительно металлической поверхности, к примеру, ржавой или покрытой слоем краски. При этом краска в рабочей зоне плазменной дуги не воспламеняется.
- Отсутствует потребность в аргоне, ацетилене, кислороде. Это существенно снижает финансовые затраты.
- Высокая степень безопасности выполнения работ, так как не используются газовые баллоны. Этот показатель говорит об экологичности процесса.
Разновидности плазменного сваривания
В зависимости от используемых инструментов, плазменная сварка бывает:
- на токах с любой полярностью;
- с проникающей/непроникающей дугой;
- точечная, импульсная;
- автомат, полуавтомат, ручная;
- с проволокой присадочной, и без.
В случае использования малых токов методика соединения называется микроплазменной, которая является наиболее востребованной. Данная схема востребована при производстве конструкций толщиной до 1,50 мм – это обычно соединение тонкостенных труб, емкостей, приваривание мелких элементов к тяжелым конструкциям, изготовление ювелирных украшений, термопар, а также сваривания образцов из фольги. Тонкостенные металлические изделия также варят с использованием электрозаклепок.
Если соединение производится посредством присадочной проволоки, тогда используется цельнотянутая проволока (порошковая).
Особенности микроплазменного соединения
Сварка по плазменной схеме бывает трех вариантов, зависимо от силы тока, используемой в процессе работы:
- микроплазменная технология сваривания на токах — 0,1А-25А;
- соединение с наличием средних токов — 25А-150А;
- соединение с наличием больших токов — 150А и выше.

Первая вариация более востребованная. В процессе соединения металлических образцов посредством низкоамперного тока формируется дежурная дуга. Она бесперебойно горит меж соплом водоохлаждения из меди и двухмиллиметрового сечения вольфрамовым электродом.
Основная дуга формируется после подведения плазмотрона к поверхности обрабатываемого металлического образца. Газ, формирующий плазму, подается по соплу плазмы, диаметр которого может быть 0,5-1,5 миллиметров.
Максимальный диаметр дуги плазмы 2 миллиметра. Благодаря этому показателю на относительно небольшом элементе обрабатываемого изделия формируется довольно большая тепловая энергия. Подобный тип сварочных работ, как и сварка электрозаклепками, более всего эффективен для металлических образцов, толщина которых составляет меньше 1,5 миллиметра.
Для формирования плазмы, защитной газовой среды по этой технологии применяется аргон. В зависимости из какого металла или сплава образец, дополнительно могут использоваться добавки для увеличения КПД «плазмы».
Плазменный сварочный аппарат способен соединять металлические изделия в разных режимах. Диапазон использования сварки довольно обширный:
- крепление мембран к масштабным конструкциям;
- производство тонкостенных труб, емкостей;
- сваривание фольги;
- изготовление ювелирных украшений;
- множество прочих соединений.
Сварка своими руками
Подобный тип сваривания металла в бытовых условиях первоначально не использовался, так как предполагал высокой квалификации от сварщика. На сегодняшний день благодаря совершенствованию самой методики и применяемого оборудования, существуют сварочные агрегаты, которые можно использовать в домашних условиях. Методика работы очень простая. Для выполнения сварочных работ нужно приобрести соответствующее оборудование, присадочную проволоку, электроды, ознакомиться с инструкцией эксплуатации устройства.
Советы для начинающих
- Электрод предварительно необходимо заточить до конусообразной формы, при этом угол затачивания должен составлять максимум 30 градусов.
- Важно! Правильность установки электрода. Его ось должна совпасть с осью насадок для формирования газа.
- Сварочный стык подвергается аналогичной обработке, как при сварке аргоном.
- Необходимо обязательно зачистить, затем обезжирить кромки обрабатываемого изделия.
- Необходимо проследить, чтобы не было зазоров больше 1,5 миллиметра.
- Дополнительно зачищаются участки прихватки, они должны быть такого же качества, как сварной шов.
- Можно приступать к сварочным работам.
- Сварка своими руками осуществляется с использованием постоянного тока. Его величина должна находиться в установленном диапазоне.
- До начала сваривания образцов, за 10-15 секунд, подается газ, который после обрыва дуги выключается через 15 секунд.
- Плазмотрон в процессе работы должен быть расположен от заготовки на расстоянии менее одного сантиметра.
- Сварочную дугу рекомендуется держать до полного завершения шовного соединения.
- Нельзя в период сваривания перегревать металл. После достижения критической точки сварка приостанавливается, осуществляется охлаждение металлического образца, после чего сварочные работы можно возобновлять.
- Пистолет (горелку) нужно передвигать равномерно, тогда можно рассчитывать на получение высококачественного сварного соединения.
Сварочный аппарат «Горыныч»
Многофункциональная сварка «Горыныч» – это один из наиболее востребованных сварочных агрегатов отечественного производства. Это действительно качественный инструмент, который позволяет выполнять сварочные работы в домашних условиях своими руками. Необходимо отметить, что в линейке оборудования «Горыныч» есть аппараты различной мощности (8,10,12А).
Для бытовых работ прекрасно подойдет устройство на 8А, 10-ти амперный аппарат характеризуется ценой/производительностью, а вот более мощное оборудование на 12А уже считается профессиональным. Агрегат для сварки марки «Горыныч» является довольно популярным как в России, так и на Украине (в частности, в Запорожье), в Белоруссии.
Выпуск 5 — Самодельный микроплазменный сварочный аппарат
Микроплазменный сварочный аппарат (далее МПА) предназначен для резки низкотемпературной плазмой материалов, в том числе и тугоплавких; сварки и пайки черных и цветных металлов. Возможности МПА позволяют с успехом использовать его при ремонте и изготовлении различных металлических и неметаллических конструкций, сантехнического оборудования.
Технические характеристики МПА
Напряжение питающей сети — 220+15В,однофазное
Частота питающей сети — 50 Гц
Потребляемая мощность, мах — 1,5 кВт
Масса плазмотрона, мах — 1,2 кг
Температура факела, мах — 8500° С
Расход жидкости, мах — 0,2 л/час
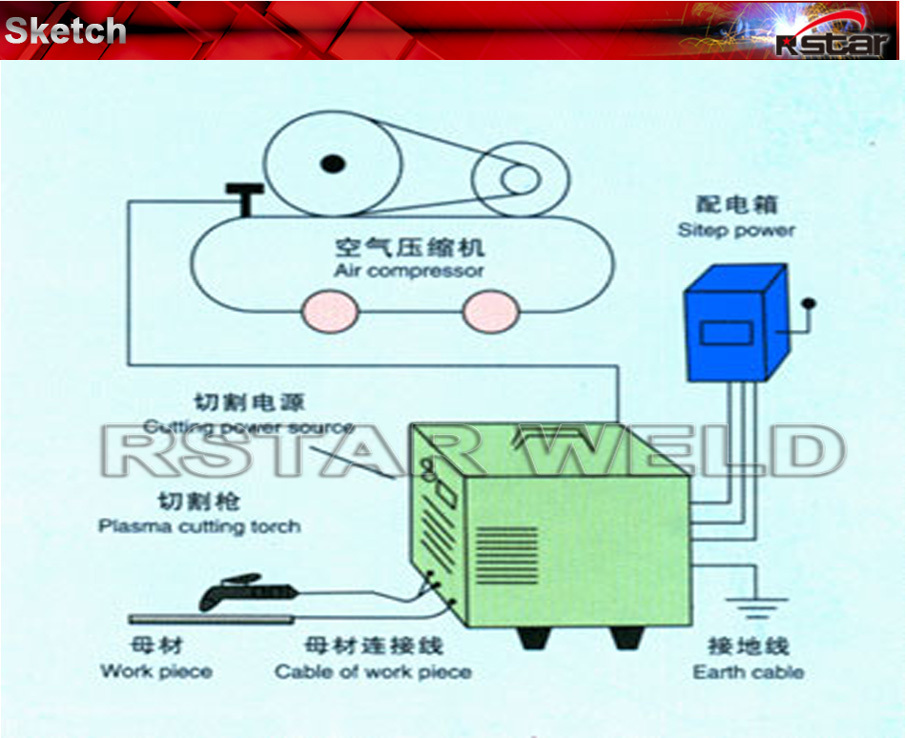
Принцип работы МПА
МПА реализует способ плазменной сварки материалов плазменной дугой косвенного действия с использованием в качестве плазмообразующей среды пара, причем парообразование происходит непосредственно в плазмотроне МПА путем испарения сииртоводяной (или ацетон + вода) смеси, заполняющей специальную емкость плазмотрона.
Испарение происходит за счет тепловой энергии, выделяемой горящей дугой на электродах плазмотрона. На рис.1 представлена схема работы плазмотрона МПА. Он состоит из катода 1; сопла — анода 2 с каналами для прохождения плазмообразующей среды; емкости, заполненной пористым (влаговпитывающим) термостойким материалом 3; крышки из электроизоляционного материала 4; источника питания 5.
Работа плазмотрона происходит следующим образом. В емкость 3 заливается спиртоводяная смесь, от источника питания подают напряжение между катодом и анодом. Дуга поджигается путем перемещения катода до соприкосновения с анодом. Тепловая энергия, выделяемая горящей дугой на аноде и катоде, испаряет жидкость в емкости 3. Образующиеся пары поступают в зону гор
Малый Электрический Микро-Луч Плазменный Diy Mig
маленький электрический микро-луч плазменный сварочный аппарат diy mig
Каковы особенности сварочного аппарата H-луч? :
1. Продольный сварочный аппарат Gantry (аппарат для дуговой сварки) может сваривать параллельные швы за один раз, особенно нерегулярную балку
(участок изменения ≤20 °). В настоящее время это один из самых полезных сварочных аппаратов для дуговой сварки в промышленности специальных транспортных средств.
2.Портальный продольный сварочный аппарат использует передовые технологии ввода ПЛК и микроэлектроники. Отличается хорошим качеством сварки, аккуратным сварочным швом, легким и удобным управлением, высокой эффективностью и низкими затратами.
3. Машина использует гибкую и надежную технологию профилирования для выполнения автоматической трассировки шва и автоматической регулировки. Во время процедуры сварки не возникает явления дрожания, и, таким образом, эффективность работы может быть значительно улучшена.
4.Процессор может обрабатывать две группы данных и управлять двумя факелами, чтобы отслеживать точку звезды и останавливаться в конце. Машина имеет систему самопроверки, когда происходит сбой, система может показать вам, где находится ошибка. Аппарат отличается хорошим качеством сварки, удобством эксплуатации и высокой эффективностью. Он может обеспечить ваше изделие стабильным качеством сварки, а также обеспечить стабильное качество сварки при серийном производстве.
Как выглядит машина?
Машина использует гибкую и надежную технологию профилирования для выполнения автоматической трассировки шва и автоматической регулировки.Во время сварки
ине имеют явления дрожания, и, таким образом, эффективность работы может быть значительно улучшена.
Двойные горелки Дуговая сварка под флюсом, Портальный сварочный аппарат для продольной балки, Автоматическая сварочная машина для H-образного профиля, Автоматическая портальная сварка под флюсом, Специальный сварочный аппарат для балок прицепов, Профильная балка H шасси, сварочный аппарат для H-профилей, сварочный аппарат с конической балкой, аппарат для дуговой сварки под флюсом, аппарат для сварки мостового профиля, автомат для сварки, автомат для дуговой сварки под флюсом, аппарат для сварки под флюсом с мостовым профилем, сварочный аппарат для сечения Прицепы, U-образный профилегибочный станок, Сварочный аппарат для H-образного профиля, Сварочный аппарат для балок фургонов, Gantry Type Welding Machine
Каковы параметры для машины H-лучевой сварки? :
Модель | QTGW18-2.8 | ||
Датчик | 2795 мм | ||
Длина рельса | 18м (спроектировано) | ||
Эффективная длина сварки | 153 (спроектировано) | Эффективная ширина сварки | 200-600 мм |
Скорость возврата | 4 м / мин | ||
Скорость сварки | 1200-2500 мм | ||
2.5-3-4мм | |||
Ход (слева и справа) | 700мм | ||
Ход (вверх и вниз) | 300мм | ||
Сварочная проволока емкостью | 25 кг | ||
Объем регенератора сварочного потока | 100 кг * 2 | ||
ширина полотна | 200-600мм | ||
Высота крыла Высота крыла -300мм | |||
Толщина пластины крыла | 14-25мм | ||
Применение | Углеродистая сталь, низколегированная сталь | ||
Сварка | Сварка плоских углов | ||
| Контроллер | Конвертер частоты переменного тока Бесступенчатый регулятор скорости rsion | ||
Источник питания | AC 380 В 50 Гц | ||
Привод | Двухсторонний привод |
Нажмите здесь для получения дополнительной информации !!!
Каковы перспективы ?:
Сварка Наша перспектива:
Как упаковать и загрузить аппарат для сварки двутавровой балки ?:
Нажмите здесь для получения дополнительной информации !!!
Avout Us:
Нажмите здесь для получения дополнительной информации !!!
FAQ:
Y.Вы производство или торговая компания?
M: Мы являемся профессиональным производителем сварочных и режущих машин многих видов.
Y: Как упаковать?
M: слой Frist, покрытый пластиковой пленкой для водонепроницаемости, второй слой: покрытый пеной для защиты машины от сотрясений, третий слой: стальной футляр или деревянные футляры.
Y: Будет ли упаковка достаточно прочной?
М: Наша упаковка достаточно прочная, почти все наши машины упакованы таким образом, и клиенты получают в хорошем состоянии, поэтому, пожалуйста, не беспокойтесь, вы получите сварочный аппарат в хорошем состоянии., но также можем упаковать как ваше требование
Y: Как вы можете гарантировать качество сварочного аппарата?
M: мы прошли тест ISO, и если у вас есть время, вы можете приехать на наш завод, чтобы проверить машину перед заказом. И у нас есть гарантия на один год, бесплатные запчасти можно отправить бесплатно в течение одного года.
Y: Как установить и эксплуатировать машину?
M: 1. машина установлена нами перед отправкой, вам необходимо установить некоторые детали в соответствии с vedio и руководством, которое мы вам отправим.
2.инженер может прийти на вашу сторону, чтобы установить для вас, если это необходимо
3. Установка и эксплуатация Обучение может быть предложено на нашем заводе или на вашей стороне.
.начало
конец
RSTAR 2015 Новый цифровой портативный инверторный сварочный аппарат для плазменной резки постоянного тока Cut50
Описание продукта 1 0002
Описание продуктаПередовая инверторная технология, высокая частота резки;
2. С устройством поддержания дуги, применимым к автоматическому режущему оборудованию;
3. Дотроньтесь до дуги;
4. Стабильная дуга, длительное время работы.
5. 220 В однофазный, переносной, с вентиляторным охлаждением, термостатическая защита, подходит для домашнего использования и семейного использования.
6. Серия D предназначена для входного напряжения 110/220 с автоматическим изменением входного напряжения
7. Комплектующие: резак, сварочный кабель, зажим заземления, картонная коробка.
Позиция | CUT-50 / 50D | ||||
Входное напряжение питания | AC110 / 220V ± 10% | ||||
Частота: | 50/60 Гц | ||||
Арендованная входная мощность | 6.3KVA | ||||
Номинальный входной ток | 28.7A | ||||
Напряжение без нагрузки | 225В | ||||
| Диапазон тока | 20 -50A | ||||
Номинальное выходное напряжение | 100V | ||||
Номинальный рабочий цикл | 900% | 50% | 40 Вт | ||
Эффективность: | 85% |
Демонстрация видео:
6 мм-15 мм kness
ссылка:
youtu.быть / 71Smg185sSg
youtu.be/HEPDlIkr0bw youtu.be/tnu-0k9hef8








СВАРОЧНЫЙ ПЛАЗМЕННЫЙ РЕЗЧИК CUT50 СВАРОЧНЫЙ СТАНОК БЕСПЛАТНАЯ ДОСТАВКАUS $ 350.00 / Шт |
Низкочастотный плазменный резак с ЧПУ CUT50LUS $ 599.00 / шт. |
Одиночное напряжение 220 В RSTAR INVERTER AIR PLAZMA CUTTER 60 СВАРОЧНОЕ ОБОРУДОВАНИЕ БЕСПЛАТНАЯ ДОСТАВКАдолл. США 550,00 / шт. |
ЦИФРОВОЙ CUT50A ИНВЕРТЕРПЛАЗМЕННЫЙ РЕЗКА СВАРНЫЙUS $ 330.00 / шт |
AC / DC TIG200 PULSE ARC200 WELDER PLASMA CUTTER WELD 4в1 super200pUS $ 850,00 / шт |
инвертор 3в1 TIG200A + arc200a + Cut50a Сварочный аппаратUS $ 500,00 / шт. |
CT416 ARC + TIG + ПЛАЗМЕННАЯ РЕЗКА СВАРОЧНАЯ МАШИНАUS $ 499.00 / шт. |
1. Особенности плазменной резки:
1). Низкий уровень шума и высокая точность вращения
2). Занимает мало места,
3). Работает с высокой эффективностью
4). Порезы Автоматически с высокой точностью и используют материалы Эффективно
5).Он имеет компактов дизайн, легкий вес и небольшой по размеру
6). Это легко перемещать, подходит для сайта помещении или на открытом
7). Система управления Самостоятельно разработана с учетом оптимизированного программированием,
Легко учиться и работать
8). Операция Интерфейс, просто и ясно, может хранить более чем 80 программ
9). ЖК-экран динамических и статических отображение графики может конвертировать CAD файл к
Запрограммируйте один на компьютере и передайте
на машину через USB-флеш-диск перед автоматическим обрезанием, которое также может
Сделайте, введя простую инструкцию
в машине для программирования резки.
2.Параметр:
| Модель | Станок плазменной резки с ЧПУ LXP1530 (другие модели поставляются отдельно) |
| Рабочий размер | 1500 * 3000 мм (4,3×8,2 фута) (другие рабочие размеры являются дополнительными) |
| Три оси повторить точность позиционирования | ± 0.05mm |
| точность процесса | ± 0.35mm |
| Система передачи | X, Y: Тайвань Hiwin высокой точности, нулевой клиренс увеличена линейная направляющая + стойка Z: контроль напряжения дуги |
| Максимум.скорость резания | 15000mm / мин |
| Рабочее напряжение | AC220 / 50HZ |
| Система контроля | Система плазменной резки STARFire Стандартная высокая чувствительность устройства напряжение дуги |
| поддержка программного обеспечения | FASTCAM, AutoCAD и т.д. |
| Формат инструкции | G-код |
| система привода | Шаговый двигатель |
| Плазменный источник питания | Китай Huayuan 63/100/160 / 200А (опционально Hypertherm — 45А, 65А, 85А, 105А, 125А, 200А) |
3.Сборочные детали:
4. Применение плазменной резки:
1). Применяемые отрасли
Судостроительные, Строительное оборудование, транспортное оборудование, авиационно-космическая промышленность, Строительство моста,
Военно-промышленная, ветроэнергетика, конструкционная сталь
, контейнеры для котлов, сельскохозяйственная техника, электрошкафы на шасси, производители лифтов,
Текстильное оборудование, Защита окружающей среды
Оборудование, Ect.
2). Применяемые материалы
Алюминий, медь, титан, никель, железо, оцинкованный лист, белая сталь, титан плита, углеродистая сталь,
Нержавеющая сталь, легированная сталь, композитный металл
5. Образцы:
6. Послепродажное обслуживание:
1). 2 года гарантии качества, машина с основными деталями (за исключением расходных материалов) должна быть заменена
бесплатно (некоторые детали будут сохранены) при возникновении проблем в течение гарантийного срока.
2). Пожизненное обслуживание бесплатно.
3). Бесплатный учебный курс на нашем заводе.
4) .18 часов в режиме онлайн и по электронной почте каждый день, бесплатная техническая поддержка. Мы ответим вам в течение 24 часов
после получения вашей проблемы машины.
5) .Машина была проверена и отрегулирована перед поставкой.Мы сделаем фотографии машины и сделаем
Машинное рабочее изображение для вас, после получения вашего согласия, тогда мы закажем корабль.
6). Обеспечить техническое обслуживание до двери (у нас есть профессиональные инженеры, чтобы предложить установку машины
ввод в эксплуатацию и обслуживание), если клиенты оплачивают расходы на билет.
7). Если у вас возникли проблемы во время использования. Вам нужен наш техник, чтобы судить
где проблема и помочь вам решить ее.Мы можем предоставить зрителю команды и скайпу с камерой до
все ваши проблемы решены.
7. Детали компании:
8.Пакет и доставка:
10. Заказчик посещений:
11.Горячие продукты:
12. Наша команда:
14.FAQ:
1) Это первый раз, когда я использовать этот вид машины, это легко работать?
Есть английское руководство или руководство видео, которые показывают, как использовать машину.
Если есть еще какие-либо вопросы, мы можем говорить с телефона или скайп.
2) Можете ли вы порекомендовать мне ПЛАЗМЕННЫЙ СТАНОК, спасибо?
Да, чтобы дать вам подходящую машину, пожалуйста скажите мне максимальную рабочую площадь, материалы
для обработки и толщины для обработки материалов резки. Тогда идеально подходит
Машина будет рекомендована.
3) Если машина имеет любую проблему после того, как я заказал это, как я мог сделать?
Бесплатные детали отправляются вам в гарантийный период, если у машины возникли проблемы. Бесплатно
послепродажное обслуживание .жизнь для машины, пожалуйста, не стесняйтесь связаться с нами, если ваша машина есть
любая проблема. Мы дадим вам 24-часовое обслуживание с телефона и Skype.
4) MOQ?
Наш MOQ 1 комплект машины. Мы могли бы послать машину к вашей стране порт напрямую, пожалуйста,
сообщите нам название вашего порта. Там будет лучше доставка груза и цена машины отправить вам
5) Условия оплаты?
а.30% T / T заранее, 70% T / T перед тем Шипин.
б. Безопасная оплата Alibaba, 100% платите Alibaba.
6) сроки доставки?
Мы организуем доставку в качестве условий, мы оба согласились с после подтверждения
покупатель.
Связаться с Мэгги Мэн
skype: export04_6 / export04 (@) unichcnc.com
Электронная почта: export01 (@) unichcnc.com
WhatsApp: +8613218977181
Wechat: mqy7723
,