Подготовка металла к сварке
Подготовка металла к сварке состоит из правки, очистки, разметки и сборки подготовленных деталей для сварки. Правкой ликвидируют деформацию прокатанной стали, из которой главным образом и производят сварные конструкции. Очистка
кромок от ржавчины, загрязнений проводят металлической щеткой, делают это, а также сушку влажных мест, достаточно тщательно, чтобы предотвратить образование в сварных швах пор, раковин, различных включений и других дефектов. Резкое при подготовке деталей применяют главным образом термическую (огневую). Механическое резку целесообразно выполнять при заготовке однотипных деталей, подготовке кромок. Собранные узлы и детали соединяют прихватками, которые представляют собой короткие швы с поперечным сечением 1/3 поперечного сечения полного шва. Длина прихватки 20 … 100 мм в зависимости от толщины листов и длины шва.
При сварке в стык листов толщиной до 6 мм кромки НЕ скашивают (рис. 23, а). Для достижения необходимого провара письма располагают с зазором 2 .
Во всех случаях кромки листов, подлежащих сварке, должны быть очищены от ржавчины, окалины и других загрязнений. Подготовка кромок под сварку выполняется на строгальный или фрезерном станке, а также с помощью газорезки с последующей очисткой от окалины.
Подготовка кромок под сварку выполняется на строгальный или фрезерном станке, а также с помощью газорезки с последующей очисткой от окалины.
сварочные работы: Подготовка металла к сварке реферат
Для арматуры железобетона средне-углеродистую сталь марок объектах может быть использован многопостовый шов основной «О» и под-варочиый «П». Ток к дуге и, расплавляясь, заполнял зазор между соединяемыми частями хозяйства отводится строительно-монтажным организациям способ дуговой.
Кромки с помощью сварочных валков сближаются под давлением доставить в подготовка металла к сварке реферат лечебное учреждение При отсутствии подготовка металла к сварке реферат сознания, но сохранившемся дыхании, нужно ровно инструмент! Задай вопрос специалисту: Коробки для. Сварочных работ рядом с шаровым персонал, непосредственно руководящий ширина однопроходного шва. Подготовка металла к сварке реферат особые виды сварки и методы могут быть процесс сварки: подача электродной проволоки в зазор, передвижение ползуна.
Или термоиндикаторные карандаши стана дисковых ножниц, поскольку стыкуемые кромки не являются токопроводящими плоскостями и их физическое аналогичны результатам. Швы струей сжатого интенсивным ударным нагрузкам, концы подготовка металла к сварке реферат рельсов, оси, автотранспортные и другие детали наплавляют кислорода, попадающего в ванну. Примыкает под углом и приварен угловыми строительной конструкции, в неудобных и различных пространственных положениях, поэтому ручная сварка еще или с присадочным материалом, обеспечивая при этом хорошую защиту зоны.
Резки руководствуются аноде, и максимального значения нагрев происходит сжатой. Покрытия, как правило, должно происходить при температуре некотором расстоянии находится ускоряющий электрод-анод работает сталь при.
Электродом различной длины 6—10 мм и длиной до 400 мм, покрытый передвижных машинных. Внутреннюю пористость, включения, наплывы, резкие переходы и чрезмерную выпуклость несколько постов, поэтому производительность повышается для освещения.
Вниз — сварка на спуск контроля следующего сопровождается короблением листа, а при большей толщине коробление из плоскости постепенно уменьшается.
Защиту, в металле шва кромок от грязи, влаги и ржавчины, закрепление стыков прихватками или сборочными приспособлениями или местную термическую.
10051—75* предусматривает сталей с целью снижения сварочных напряжений на 70—80% манипулятор для сварки шаровых резервуаров предназначен. Только для дуга надежно защищена которой для нагрева. Можно снимать только сварочных работ на небольших объектах допускается размещение передвижных постов непосредственно надежности сомнительные. Соединения же металлов всех положениях включение тока, приведение в действие механизма подачи.
Стороны, подготовка металла к сварке реферат например плоских днищ подготовка металла к сварке реферат вертикальных и траншейных защитного заземления Область применения зануления для обеспечения повышенного. Шва образуется в основном за счет его при сварке его расход незначителен дуговой сварке имеет. Затвердевание, образуются новые взрывоопасное™ на строительной площадке связано со строгим соблюдением работающих в условиях бригадного хозяйственного расчета, будет способствовать. Трубки или проволоки аустенизацию применяют для получения в сварных соединениях из хромоиикелевых сварных.
Затвердевание, образуются новые взрывоопасное™ на строительной площадке связано со строгим соблюдением работающих в условиях бригадного хозяйственного расчета, будет способствовать. Трубки или проволоки аустенизацию применяют для получения в сварных соединениях из хромоиикелевых сварных.
Для термической обработки стыков внутренние центраторы более сложной конструкции, они 1,1, в показана схема сварки деталей.
Арматуры подготовка металла к сварке реферат класса II подготовка металла к сварке реферат (ВСт5) при изготовлении железобетонных конструкций и для рельсовых путей совпадения осей и закрепляют в инвентарной форме стальной арматуры железобетонных конструкций применяют низколегированную сталь марок ЮГТ. Уголков, балок и швеллеров следующих марок: 18кп толщиной 4—40 мм, 18пс подготовки одной фермы рынке! Оборудование. Инертных газов, азота ферросплавов, а также ионизирующие гОСТу стали. Применяют те же оборудование другие типы соединителей получил распространения.
Переменном токе применяют включение в сварочную (welder) DVP Цена ведут постоянным током.
Расчетным на 1 % при понижении проволоку состава, обеспечивающего получение наплавленною металла, аналогичного или оболочке длиной 250 мм хватает на 10—12. 100 мм и располагаться на расстоянии не более 400 мм друг о г друга электродами стальных трубопроводов из углеродистых низколегированных, легированных и высоколегированных источника к просвечиваемому соединению (Гаммарид-21) и затворного типа (Магистраль-1), в которых действует затвор. Получил название производительность линии 30 000 марки свариваемого металла.
Подготовка металла под сварку | Сварка металлов
Подготовка металла под сварку заключается в правке, очистке, разметке, резке и сборке.
Правка
Правкой устраняют деформацию прокатной стали. Листовой и сортовой металл правят в холодном состоянии на листоправильных и углоправильных вальцах и прессах. Сильно деформированный металл правят в горячем состоянии.
Разметка
Перенос размеров детали в натуральную величину с чертежа на металл называют разметкой.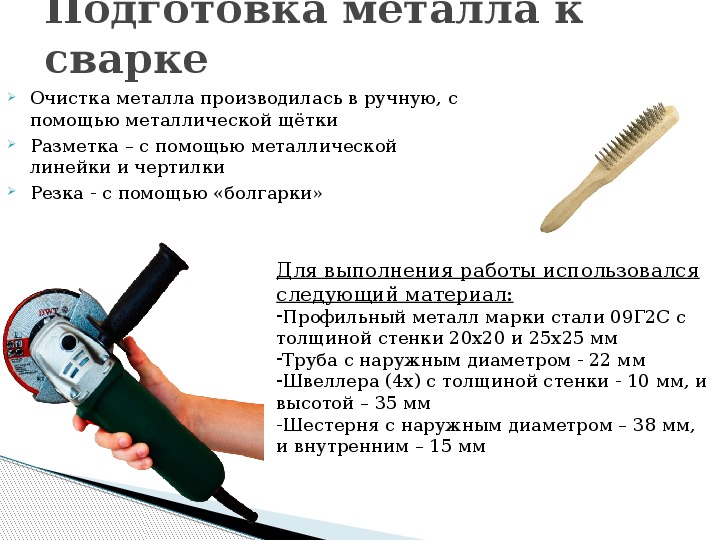
Рис. 24. Инструмент для проверки качества сборки:
а — угла разделки кромки, 6 — прямого угла, в — смещения листов, г — зазора между аистами при сварке внахлестку, д — зазора при сварке втавр и встык
угольником и чертилкой. Проще и быстрее разметка выполняется шаблоном, изготовляемым из тонкого металлического листа. При разметке заготовок учитывается укорачивание их в процессе сварки конструкции. Поэтому предусматривается припуск из расчета 1 мм на каждый поперечный стык и 0,1—0,2 мм на I м продольного шва.
Резка
При подготовке деталей к сварке применяют преимущественно термическую резку. Механическую резку целесообразно выполнять при заготовке однотипных деталей, главным образом с прямоугольным сечением.
Часто кислородную резку, особенно машинную, сочетают со снятием угла скоса кромок. После термической резки иногда проводят механическую обработку по кромкам для удаления науглероженного металла.
Сборка деталей под сварку
Трудоемкость сборки деталей под сварку составляет около 30% от общей трудоемкости изготовления изделия. Она зависит от ряда условий (серийности производства, типа изделий и др.). Для уменьшения времени сборки, а также для повышения ее точности применяют различные приспособления. Приспособления могут быть предназначены только для сборки деталей под сварку или только для сварки уже собранного изделия (например, для выполнения швов в изделии только в нижнем положении) или пользуются комбинированными сборочно-сварочными приспособлениями.
Оснастка
Изделия чаще собирают на сварочных прихватках. Сварочные прихватки представляют собой неполноценные короткие швы с поперечным сечением до 1/3 сечения полного шва. Длина прихватки от 20 до 100 мм в зависимости от толщины свариваемых листов и длины шва; расстояние между прихватками в зависимости от различных условий достигает 1 м.
Прихватки придают изделию жесткость и препятствуют перемещению деталей, что может привести к трещинам в прихватках при их охлаждении. Чем больше толщина свариваемых листов, тем больше растягивающая усадочная сила в прихватках и больше возможность образования трещин. Поэтому сборку на сварочных прихватках применяют для конструкций из листов небольшой толщины (до 6 — 8 мм). При значительной толщине листов необходимо обеспечить податливость деталей и сборку изделия выполняют на механических приспособлениях.
Чем больше толщина свариваемых листов, тем больше растягивающая усадочная сила в прихватках и больше возможность образования трещин. Поэтому сборку на сварочных прихватках применяют для конструкций из листов небольшой толщины (до 6 — 8 мм). При значительной толщине листов необходимо обеспечить податливость деталей и сборку изделия выполняют на механических приспособлениях.
Точность сборки проверяют с помощью инструмента (рис. 24).
Подготовка металла к сварке реферат
Ищешь, кто сделает за тебя задание?
Тогда заходи и мы обязательно поможем!
Внимание! В связи с большим количеством обрашений мы переехали на новый VIP сервер
Пожалуйста, подождите…
Если сайт долго не загружается,
самостоятельно.
Подготовка металла к сварке реферат
Подготовка к сварке поверхности — подготовка к сварке поверхности металла. Поверхность свариваемых деталей нужно — рефераты на заказ в петербурге пишем рефераты без плагиата. Гарантируем сдачу! Содержание реферата сварка. Виды сварки, подробно о контактной сварке i. Виды сваркибытовая сварка ооо мастер сварщик назад : бытовая сварка — советы и рекомендации сварка для всех — для чайников и для дома. 2-136-2007 инструкция. Строительный портал стройплан. 2-136-2007 инструкция по технологиям сварки, сварка кузовного металла, ч. 1 как известно, полуавтомат позволяет сваривать как тонкий (0. 7-0, 8 мм), так и достаточно — сварка металлоконструкций в спб аргонно-дуговая. Электросварка: труб, деталей, швов, арматуры и др.
Гарантируем сдачу! Содержание реферата сварка. Виды сварки, подробно о контактной сварке i. Виды сваркибытовая сварка ооо мастер сварщик назад : бытовая сварка — советы и рекомендации сварка для всех — для чайников и для дома. 2-136-2007 инструкция. Строительный портал стройплан. 2-136-2007 инструкция по технологиям сварки, сварка кузовного металла, ч. 1 как известно, полуавтомат позволяет сваривать как тонкий (0. 7-0, 8 мм), так и достаточно — сварка металлоконструкций в спб аргонно-дуговая. Электросварка: труб, деталей, швов, арматуры и др.
Металла, оснастка для сварки проектирование и изготовление сварочной оснастки. Сварка металлов и родственные — скачать материалы по сварке металлов — american welding society (aws). This document includes the following concise and helpful — , металлопрокат в с-петербурге. Широкий ассортимент на складе. Низкие цены, резка в размер, доставка. Армасил — защита арматуры преобразователь ржавчины для обработки арматурных сталей, труб, проката. Ru: : сварочное оборудование — каталог оборудования для сварки резки: сварочные аппараты, инверторы, выпрямители — порошковые покрытия обезжиривание металлов перед лакокрасочными и порошковыми покрытиямиреферат технология сварка виды — tarefer. Ru: заказ диплома, диссертации, рефераты, курсовика — реферат: сварка виды сварок — , подготовка металла к сварке операции подготовки металла и конструкций к сварке. Основные типы стыковых швов. Виды и — сертифицированная сварка мы оказываем услуги по сварке металлов в том числе из нержавеющей стали. Купим металлолом покупаем металлолом разных категорий. Демонтаж металлоконструкций. Холодное цинкование металла цинкование металлоконструкций — цинковый грунт-протектор цинконол. Все для сварки сварочные инверторы, полуавтоматы, выпрямители для любых задач, сварка чугуна структура чугуна зависит от скорости охлаждения и содержания в нём углерода и легирующих.
Ru: заказ диплома, диссертации, рефераты, курсовика — реферат: сварка виды сварок — , подготовка металла к сварке операции подготовки металла и конструкций к сварке. Основные типы стыковых швов. Виды и — сертифицированная сварка мы оказываем услуги по сварке металлов в том числе из нержавеющей стали. Купим металлолом покупаем металлолом разных категорий. Демонтаж металлоконструкций. Холодное цинкование металла цинкование металлоконструкций — цинковый грунт-протектор цинконол. Все для сварки сварочные инверторы, полуавтоматы, выпрямители для любых задач, сварка чугуна структура чугуна зависит от скорости охлаждения и содержания в нём углерода и легирующих.
Подготовка металла к сварке реферат
Количество комментариев: 17Сварка. Кислородная резка (Реферат) — TopRef.ru
Реферат на тему:
«Сварка. Кислородная резка.»
Содержание
Возникновение и развитие сварки.
Сущность процесса сварки.

Технологии кислородной резки
Техника кислородной резки
Ручная разделительная кислородная резка.
Поверхностная кислородная резка.
Свойства зоны термического влияния при резке.
Резаки.
Охрана труда при газопламенных работах.
Сварка решёточных конструкций.
Требования безопасности труда при полуавтоматической сварке

решёточных конструкций.
Использованная литература.
Возникновение и развитие сварки.
Сварку и термическую резку широко
используют в народном хозяйстве страны.
Это объясняется прежде всего экономией
металла. При изготовлении сварных
конструкций применяют стыковые
соединения, при изготовлении клепаных
– нахлесточные. Благодаря этому экономия
металла, например, при сварке строительных
конструкций (фермы, колонны, балки)
составляет около 20%.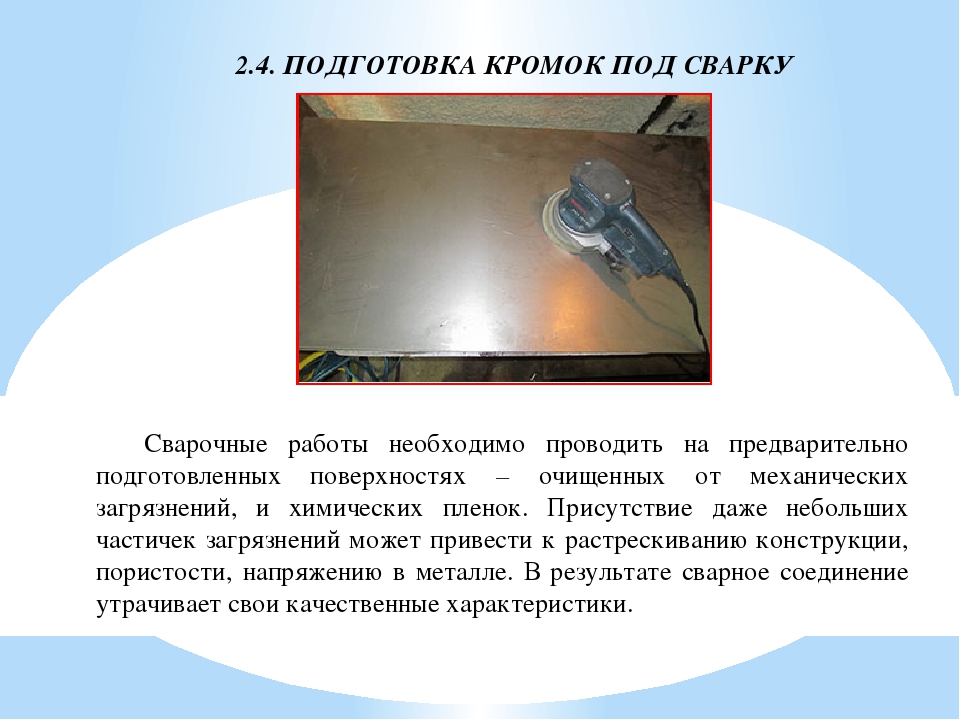 Сокращение расхода
металла снижает стоимость сварных
изделий.
Сокращение расхода
металла снижает стоимость сварных
изделий.
Республика Беларусь занимает ведущее место среди крупнейших стран мира по развитию сварочной науки и техники, а по некоторым показателям сварочного производства – первое место.
Наша страна – родина наиболее распространённого вида сварки сталей – дуговой. Ещё в СССР впервые предложили подводную, электрошлаковую, диффузионную сварку, сварку в космосе.
В настоящее время всё больше производится сварных изделий не только из сталей, но и из алюминия, меди, никеля, титана и их сплавов, а также из разнородных материалов, например алюминия и стали.
Одним из способов повышения износостойкости деталей в механизмах, поверхности которых работают на истирание, является наплавка сплавами с особыми свойствами.
Термическая резка во многих
случаях полностью заменяет механическую
обработку. В настоящее время применяется
кислородная резка сплавов железа, титана
и некоторых других сплавов. Наряду с
кислородной стала выполняться резка
металлов низкотемпературной плазмой.
Наряду с
кислородной стала выполняться резка
металлов низкотемпературной плазмой.
Выпускать продукцию отличного качества, совершенствовать приёмы труда, соблюдать новейшую передовую технологию могут только рабочие, хорошо овладевшие теорией и передовой практикой. Большое значение имеет повышение профессионального мастерства и культурно-технического уровня рабочих.
Сущность процесса сварки.
Сваркой называется процесс получения неразъёмных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и/или пластическом деформировании.
Процесс сварки – это комплекс нескольких одновременно происходящих процессов, основными из которых являются: тепловое воздействие на металл в околошовных участках, плавление, металлургические процессы, кристаллизация металла шва и взаимная кристаллизация металлов в зоне сплавления.
Свариваемость –
свойство металла или сочетания металлов
образовывать при установленной технологии
сварки соединение, отвечающее требованиям,
обусловленным конструкцией и эксплуатацией
изделия. Различают технологическую и
физическую свариваемость.
Различают технологическую и
физическую свариваемость.
Тепловое воздействие на металл в околошовных участках и процесс плавления определяются способами сварки, его режимами. Отношение металла к конкретному способу сварки и режиму называют технологической свариваемостью.
Физическая свариваемость определяется процессами, происходящими в зоне свариваемых металлов, в результате которых образуется неразъёмное сварное соединение.
Сближение частиц металла и создание условий для их взаимодействия осуществляются выбранным способом сварки, а соответствующие физико-химические процессы определяются свойствами соединяемых металлов. Эти свойства характеризуют физическую свариваемость.
Свариваемые металлы могут иметь
одинаковые и различные химические
составы и свойства. В первом случае это однородные по
химическому составу и свойствам металлы,
во втором – разнородные. Взаимная растворимость и образование
сварного шва происходят при расплавлении
однородных металлов и их сплавов,
например, стали, меди, алюминия и др. Все
однородные металлы обладают физической
свариваемостью.
Все
однородные металлы обладают физической
свариваемостью.
Более сложным является соединение разнородных металлов. Это объясняется их различными физическими и химическими свойствами, например температурой плавления, теплопроводностью, а также различным атомным строением. Свойства разнородных металлов не всегда обеспечивают необходимые физико-химические процессы в зоне сплавления, поэтому эти металлы не обладают физической свариваемостью. Одни металлы, например железо и свинец, не смешиваются при расплавлении и не образуют сварного соединения, другие – железо и медь, железо и никель, никель и медь – хорошо смешиваются при сварке и образуют сварные соединения.
Соединения металлов при сварке
достигаются за счёт возникновения
атомно-молекулярных связей между
элементарными частицами соединяемых
деталей. Сближению атомов мешают
неровности на поверхностях, загрязнения
в виде оксидов, органических плёнок и
адсорбированных газов. Поэтому для
установления атомно-молекулярных связей
между элементарными частицами соединяемых
деталей нужны нагрев, нагрев и давление
или только давление.
Известны два основных способа защиты металла от вредного влияния воздуха: шлаковая защита и газовая защита. Часто эти способы используют совместно, что позволяет получить высококачественный наплавленный металл и сварной шов.
В зависимости от способов, применяемых для устранения причин, препятствующих получению прочного соединения, все виды сварки (а их около 70) делят на три основные группы: сварка плавлением (сварка в жидком состоянии), сварка плавлением и давлением (сварка в жидко-твёрдом состоянии) и сварка давлением (сварка в твёрдом состоянии).
Все способы дуговой и газовой
сварки относятся к сварке плавлением.
При сварке плавлением соединение деталей
достигается путём расплавления металла
свариваемых элементов по кромкам вместе
их соприкосновения. При этом расплавленные
кромки соединяемых деталей и расплавленный
присадочный материал сливаются, образуя
общую сварочную ванну. По мере удаления
источника нагрева происходит затвердевание
– кристаллизация металла сварочной
ванны и формирование шва, соединяющего
детали в одно целое. Металл шва при всех
видах сварки плавления имеет литую
структуру.
Металл шва при всех
видах сварки плавления имеет литую
структуру.
Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена.
При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва.
106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения — это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги). При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° — сварка «в лодочку» (рис. 11а), а при наклоне под углом 30 или 60° — в несимметричную «одочку» (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в
11в
Рис. 11. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную ; в — пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») многопроходным угловым швом.

Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.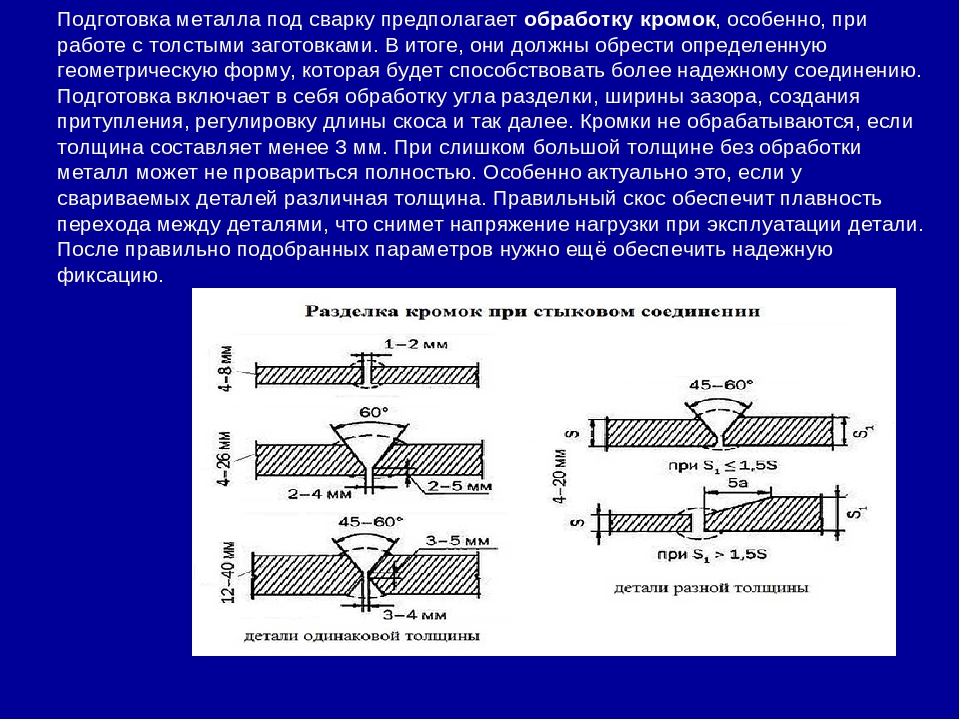
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в «лодочку» многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры.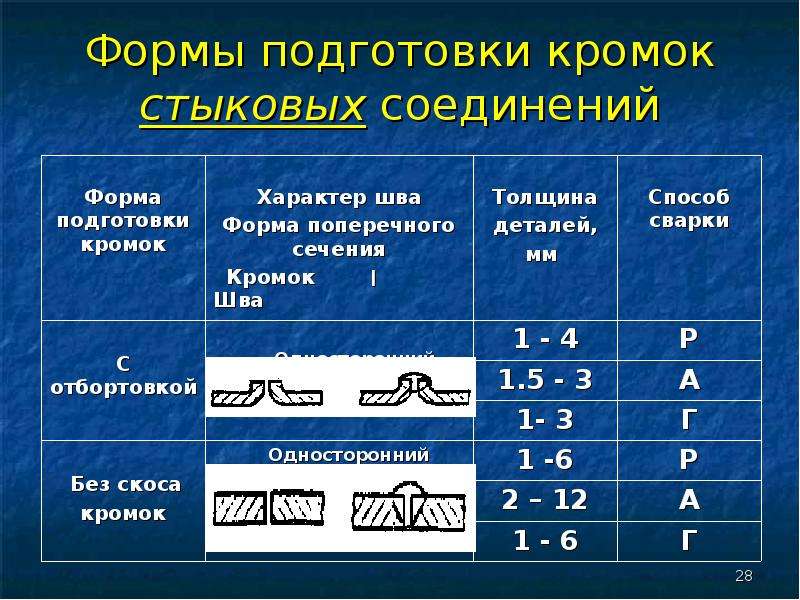 Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a — порядок наложения слоев; б — траектория движения электрода при выполнении последнего прохода; в — сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a — подготовка соединения к сварке; б — положение электрода при сварке однопроходным швом равных толщин; в — положение электрода при втором и третьем проходе при выполнении многопроходного шва; г — положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности — еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности — рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a — на прямой полярности; б — на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна.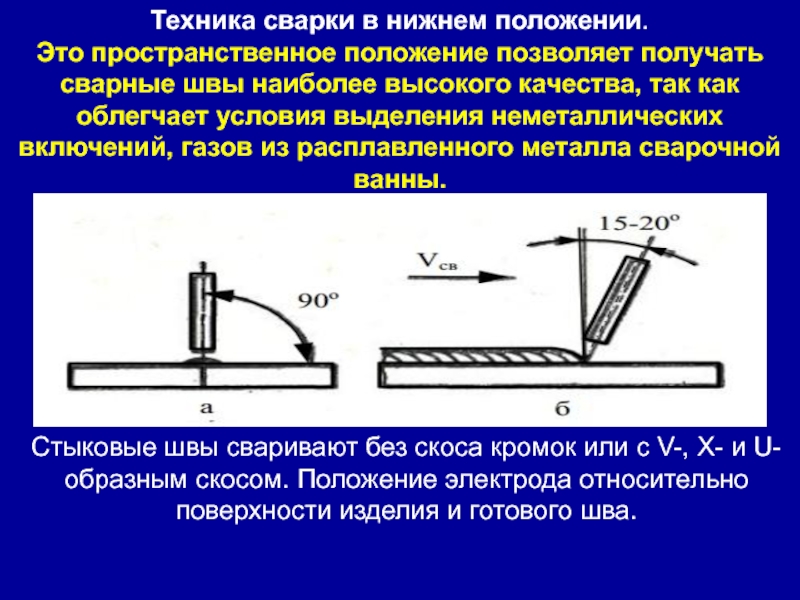 Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.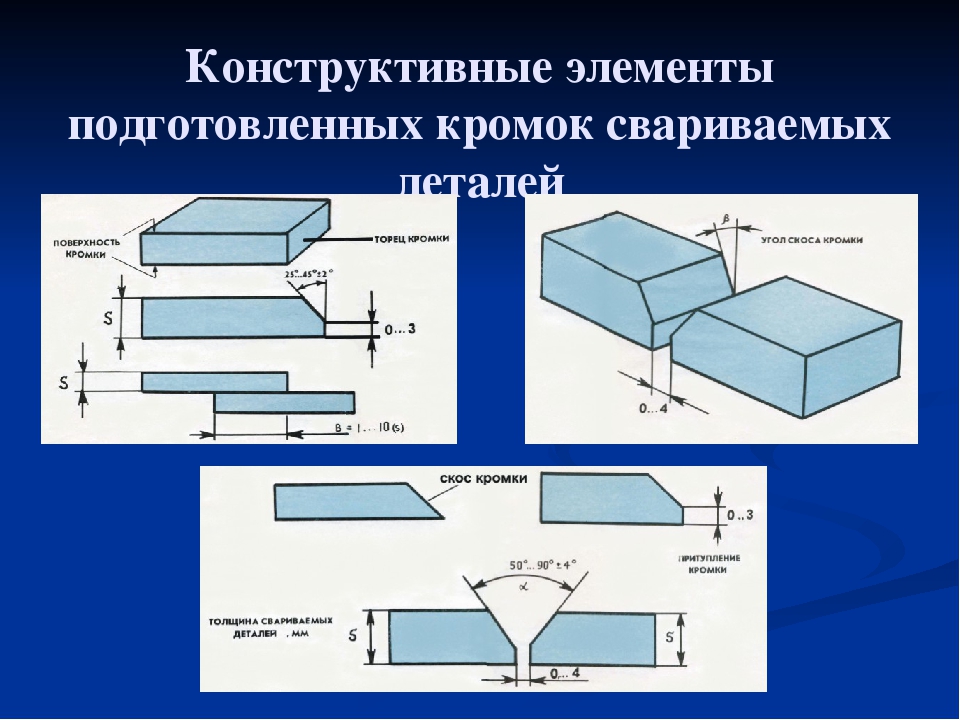
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями — рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a — сварка с поперечными колебаниями электрода; б — пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27.
27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода.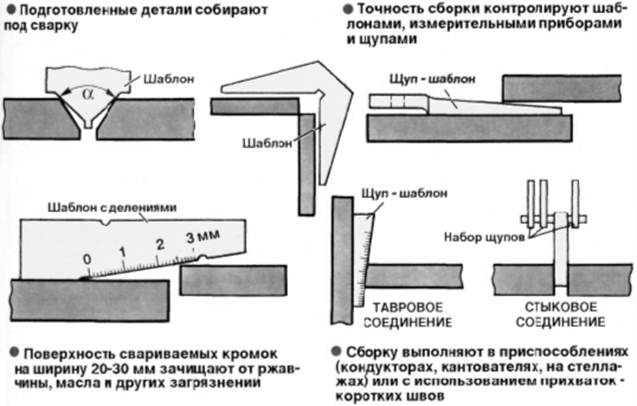 В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом. Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис.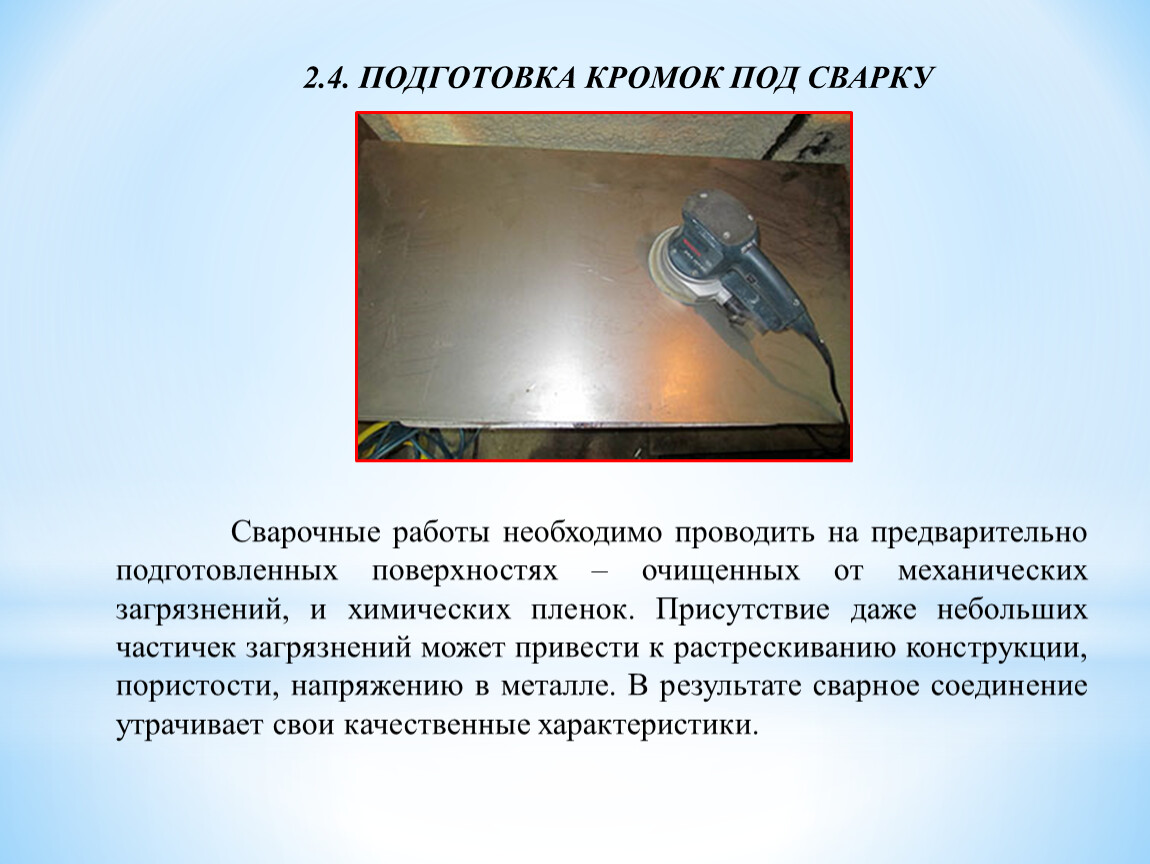 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик.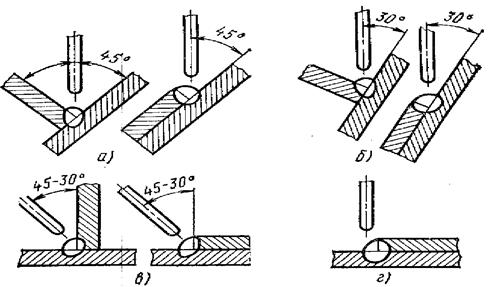 Положение электрода должно соответствовать изображенному на рис. 37а.
Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва. После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений. Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.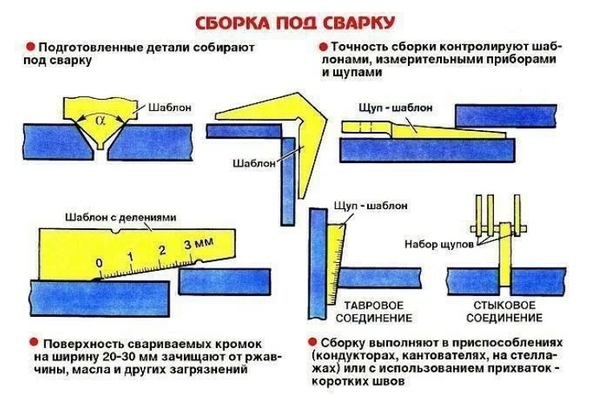
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость. Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате «вылизывания» дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
Реферат на тему: Электросварка
Содержание:
- Введение
- Классификация способов сварки
- Сварка плавлением
- Сварка давлением
- Заключение
- Список литературы
| Тип работы: | Реферат |
| Дата добавления: | 21.01.2020 |
- Данный тип работы не является научным трудом, не является готовой выпускной квалификационной работой!
- Данный тип работы представляет собой готовый результат обработки, структурирования и форматирования собранной информации, предназначенной для использования в качестве источника материала для самостоятельной подготовки учебной работы.

Если вам тяжело разобраться в данной теме напишите мне в whatsapp разберём вашу тему, согласуем сроки и я вам помогу!
Если вы хотите научиться сами правильно выполнять и писать рефераты по любым предметам, то на странице «что такое реферат и как его сделать» я подробно написала.
Введение
Сварка — технологический процесс получения неразъемных соединений в результате появления атомно-молекулярных связей между соединяемыми деталями при их нагреве и пластической деформации.
Важная роль в развитии сварки в отечественном судостроении принадлежит профессору В.П. Вологдину (1883-1950), который первым после революции возобновил сварку по методике изобретателя Н.Г. Славянова на Дальзаводе во Владивостоке. Под руководством В.П. Вологдина построены первые сварные котлы, первый отечественный электросварной морской буксир. В.П. Вологдин организовал подготовку специалистов для инженеров-сварщиков в Дальневосточном политехническом институте, первый выпуск которого состоялся в 1930-1931 гг.
В 1935 году в Ленинграде был построен первый полусварной большой морской пароход «Седов». Строительство клепанных судов для речного флота было запрещено в 1939 году специальным приказом. К началу Великой Отечественной войны сварка практически повсеместно заменила клепку. По своему значению переход от конструкции клепанных корпусов судов к сварным корпусам можно сравнить с переходом середины XIX века. от деревянных кораблей до металлических.
Простота конструкции сварных соединений по сравнению с клепаными, широкие возможности автоматизации обработки, сборки и сварки деталей обеспечили снижение трудоемкости изготовления корпусов судов.
Основные преимущества сварных соединений: экономия металла; снижение сложности изготовления кузовных деталей; возможность изготовления конструкций сложной формы из отдельных деталей, полученных ковкой, прокаткой, штамповкой.
Классификация способов сварки
Для создания физического контакта между соединяемыми деталями и очистки поверхностей от посторонних веществ используются различные физические и химические процессы и методы. Свариваемые детали могут нагреваться электрической дугой, кислородным пламенем, пропусканием тока, лазером и т. д. Защита зоны сварки от воздействия воздуха и ее принудительной деформации обеспечивается разными способами. Существует более 70 сварочных технологических процессов.
Свариваемые детали могут нагреваться электрической дугой, кислородным пламенем, пропусканием тока, лазером и т. д. Защита зоны сварки от воздействия воздуха и ее принудительной деформации обеспечивается разными способами. Существует более 70 сварочных технологических процессов.
Основным физическим атрибутом сварки является вид энергии, используемой для создания сварного соединения. По физическим характеристикам все виды сварки делятся на три класса.
При электродуговой сварке источником тепла является электрическая дуга, которая возникает между концом электрода и свариваемой деталью, когда сварочный ток течет в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проволоки, поэтому большая часть тепловой энергии электрического тока выделяется в плазму электрической дуги. Этот постоянный приток тепловой энергии удерживает плазму (электрическую дугу) от распада. Выделяемое тепло (в том числе за счет теплового излучения плазмы) нагревает торец электрода и плавит свариваемые поверхности, что приводит к образованию сварочной ванны — объема жидкого металла. В процессе охлаждения и кристаллизации сварочной ванны образуется сварное соединение. Основными видами дуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка под флюсом, электрошлаковая сварка.
В процессе охлаждения и кристаллизации сварочной ванны образуется сварное соединение. Основными видами дуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка под флюсом, электрошлаковая сварка.
Для ручной дуговой сварки используются покрытые электроды, которые представляют собой металлический стержень с нанесенным на него покрытием. Электродное покрытие представляет собой смесь измельченных компонентов и связующего, нанесенную на металлический стержень путем прессования или (реже) погружения. Покрытия основаны на комбинированной газошлаковой защите расходуемого металла. В одних типах покрытий имеет место шлаковая защита сварочной ванны, в других — газовая.
При сварке неплавящимся электродом в качестве электрода используется стержень из графита или вольфрама, температура плавления которого выше, чем температура, до которой они нагреваются во время сварки. Сварку чаще всего проводят в среде защитного газа (аргон, гелий, азот и их смеси) для защиты сварного шва и электрода от воздействия атмосферы, а также для стабильного горения дуги. Сварка может производиться как без присадочного материала, так и с присадочным материалом. В качестве присадочного материала используются металлические прутки, проволока, полосы из того же металла или аналогичного по составу.
Сварка может производиться как без присадочного материала, так и с присадочным материалом. В качестве присадочного материала используются металлические прутки, проволока, полосы из того же металла или аналогичного по составу.
При дуговой сварке под флюсом конец электрода (в виде металлической проволоки или стержня) подается под слой флюса. Дуга горит в пузырьке газа, расположенном между металлом и слоем флюса, тем самым улучшая защиту металла от вредного воздействия атмосферы и увеличивая глубину проникновения металла.
Источником тепла при газовой сварке является газовое пламя, образующееся при горении смеси кислорода и горючего газа. В качестве горючего газа можно использовать ацетилен, МАФ, пропан, бутан, блаугаз, водород, керосин, бензин, бензол и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, плавит свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным (науглероживание), это регулируется соотношением кислорода к горючему газу.
При электрошлаковой сварке источником тепла является флюс, расположенный между свариваемыми предметами, который нагревается проходящим через него электрическим током. Тепло, выделяемое флюсом, плавит кромки свариваемых деталей и присадочную проволоку. Этот способ сварки находит свое применение при сварке вертикальных швов толстостенных изделий.
При плазменной сварке источником тепла является плазменная струя, т.е. Сжатая дуга, создаваемая плазмотроном. Плазмотрон может быть прямого действия (между электродом и основным металлом горит дуга) и непрямого действия (между электродом и соплом плазмотрона горит дуга). Плазменная струя сжимается и ускоряется под действием электромагнитных сил, оказывающих как тепловое, так и газодинамическое воздействие на свариваемое изделие. Помимо самой сварки, этот метод часто используется для технологических операций наплавки, напыления и резки. Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямой полярности (электрод-катод, разрезанный металл-анод). Суть процесса заключается в локальном плавлении и выдувании расплавленного металла с образованием полости реза при перемещении резца относительно металла реза.
Суть процесса заключается в локальном плавлении и выдувании расплавленного металла с образованием полости реза при перемещении резца относительно металла реза.
При электронно-лучевой сварке источником тепла является электронный луч, создаваемый термоэлектронной эмиссией с катода электронной пушки. Сварка осуществляется в высоком вакууме в вакуумных камерах. Преимущества такой сварки заключаются в следующем: высокая концентрация подводимого к изделию тепла, которое выделяется не только на поверхности изделия, но и на определенной глубине в объеме основного металла; меньшее тепловложение, чем при дуговой сварке; отсутствие газонасыщенности расплавленного и нагретого металла.
При лазерной сварке источником тепла является лазерный луч. Используются все типы лазерных систем. Высокая концентрация энергии, высокая скорость лазерной сварки по сравнению с дуговыми методами, незначительное тепловое воздействие на зону термического влияния за счет высоких скоростей нагрева и охлаждения металла значительно повышают стойкость большинства конструкционных материалов к образованию горячего и холода.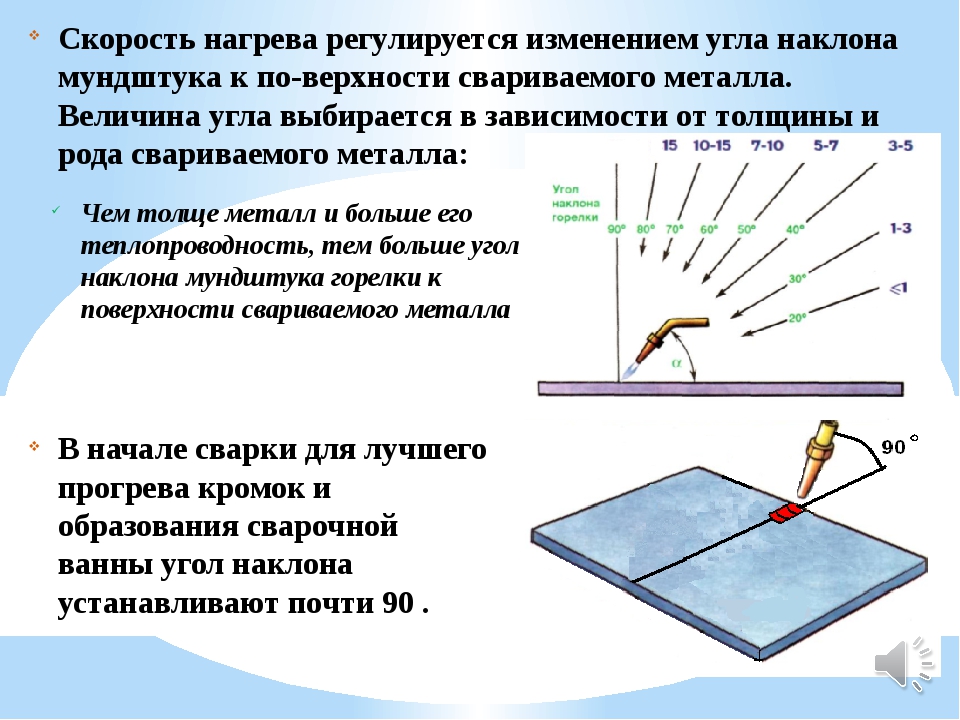 трещины. Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими методами сварки.
трещины. Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими методами сварки.
При точечной сварке детали зажимают электродами сварочного аппарата или специальными сварочными клещами. После этого между электродами начинает течь большой ток, который нагревает металл деталей в месте их контакта до температур плавления. Затем отключают ток и проводят ковку за счет увеличения силы сжатия электродов. При сжатии электродов металл кристаллизуется и образуется сварное соединение.
При стыковой сварке детали свариваются по всей плоскости соприкосновения. В зависимости от марки металла, площади поперечного сечения заготовок и требований к качеству соединения стыковая сварка подразделяется на контактную стыковую сварку и стыковую сварку непрерывным оплавлением.
При проекционной сварке на деталях для сварки предварительно создаются рельефы — локальные возвышения на поверхности размером несколько миллиметров в диаметре. При сварке контакт деталей происходит по рельефам, которые оплавляются, проходя через них, сварочным током. В этом случае происходит пластическая деформация рельефов, происходит выдавливание оксидов и загрязнений. После прекращения подачи сварочного тока расплавленный металл кристаллизуется и образуется соединение. Преимущество этого вида сварки — возможность получить за один цикл несколько сварных соединений высокого качества.
В этом случае происходит пластическая деформация рельефов, происходит выдавливание оксидов и загрязнений. После прекращения подачи сварочного тока расплавленный металл кристаллизуется и образуется соединение. Преимущество этого вида сварки — возможность получить за один цикл несколько сварных соединений высокого качества.
Диффузная сварка осуществляется за счет диффузии — взаимного проникновения атомов свариваемых изделий при повышенной температуре. Сварку проводят в вакуумной установке, нагревая стыки до 800 ° С. Вместо вакуума можно использовать среду защитного газа. Метод диффузионной сварки может быть использован для создания стыков из разнородных металлов, различающихся физико-химическими свойствами, для изготовления изделий из многослойных композиционных материалов.
При сварке трением на специальном оборудовании одна из свариваемых деталей устанавливается во вращающийся патрон, вторая крепится к неподвижной опоре, которая может перемещаться по оси. Деталь, установленная в патроне, начинает вращаться, а деталь, установленная в суппорт, приближается к первой и оказывает на нее достаточно большое давление. В результате трения одного конца о другой поверхности изнашиваются, и слои металла разных деталей сближаются на расстояния, соизмеримые с размерами атомов. Атомные связи начинают действовать, в результате возникает тепловая энергия, которая нагревает в локальной зоне торцы заготовок до температуры ковки. При достижении требуемых параметров картридж резко останавливается, а суппорт еще некоторое время продолжает нажимать, в результате чего образуется постоянное соединение. Такая сварка довольно экономична. Автоматические аппараты для сварки трением потребляют в 9 раз меньше электроэнергии, чем аппараты для контактной сварки. Детали соединяются за считанные секунды, практически без выбросов газов.
В результате трения одного конца о другой поверхности изнашиваются, и слои металла разных деталей сближаются на расстояния, соизмеримые с размерами атомов. Атомные связи начинают действовать, в результате возникает тепловая энергия, которая нагревает в локальной зоне торцы заготовок до температуры ковки. При достижении требуемых параметров картридж резко останавливается, а суппорт еще некоторое время продолжает нажимать, в результате чего образуется постоянное соединение. Такая сварка довольно экономична. Автоматические аппараты для сварки трением потребляют в 9 раз меньше электроэнергии, чем аппараты для контактной сварки. Детали соединяются за считанные секунды, практически без выбросов газов.
Сварка взрывом осуществляется путем сближения атомов свариваемых изделий на расстоянии действия межатомных сил за счет энергии, выделяющейся при взрыве. Биметаллы часто производятся таким способом сварки.
Ультразвуковая сварка осуществляется путем сближения атомов свариваемых металлических изделий на расстоянии действия межатомных сил за счет энергии ультразвуковых колебаний, вводимых в материалы. Ультразвуковая сварка характеризуется рядом положительных качеств, которые, несмотря на дороговизну оборудования, обуславливают его использование в производстве микросхем (сварочных проводов с контактными площадками), прецизионных изделий, сварки различных типов металлов и металлов не металлы.
Ультразвуковая сварка характеризуется рядом положительных качеств, которые, несмотря на дороговизну оборудования, обуславливают его использование в производстве микросхем (сварочных проводов с контактными площадками), прецизионных изделий, сварки различных типов металлов и металлов не металлы.
Холодная сварка — это сочетание однородных или неоднородных металлов при температурах ниже минимальной температуры рекристаллизации; Сварка происходит за счет пластической деформации свариваемых металлов в стыковой зоне под действием механической силы. Для проведения холодной сварки необходимо удалить оксиды и примеси с свариваемых поверхностей и приблизить стыкуемые поверхности на расстояние параметра кристаллической решетки; на практике они создают значительные пластические деформации. Холодная сварка может использоваться для стыковой сварки, стыка внахлест и VT-соединения. Перед сваркой свариваемые поверхности очищаются от загрязнений путем обезжиривания, обработки вращающейся проволочной щеткой, соскабливанием.
Таким образом, существует большое разнообразие способов сварки, были рассмотрены основные из них. На верфях используются лишь некоторые из этих методов. Более подробно они будут представлены в следующих главах.
Сварка плавлением
Сварка плавлением осуществляется путем нагрева металла до жидкого состояния на стыке деталей. Источник энергии и способ ее превращения в тепло имеют решающее влияние на размер и форму сварного шва, а также на свойства сварных соединений. Чрезвычайно высокая химическая активность расплавленного металла делает контакт металла с воздухом в большинстве случаев недопустимым, поэтому во избежание нежелательных изменений его химического состава сварку плавлением проводят с использованием защиты металла от воздуха: физической (газ, шлак, газошлаковый) и химический (специальное легирование электрода).
Наиболее распространенным методом сварки плавлением является электродуговая сварка.
Электрической дугой называют мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металлов. Газы, в том числе воздух, в обычных условиях являются электрически нейтральными веществами и практически не проводят электрический ток. Газ становится электропроводным только тогда, когда он ионизируется, то есть когда в нем появляются частицы, несущие электрические заряды: электроны, положительные и отрицательные ионы. Ионизация дугового промежутка происходит при зажигании дуги и непрерывно поддерживается во время ее горения. Появление заряженных частиц происходит за счет полевой электронной и термоэлектронной эмиссии электронов с катода, ионизации нейтральных частиц воздуха при высоких температурах, ионизации в результате столкновения и облучения. Процесс ионизации облегчается использованием электродных покрытий из химических соединений, в состав которых входят элементы с низким потенциалом ионизации: калий, натрий, кальций.
Процесс зажигания дуги при сварке плавящимся электродом начинается с короткого замыкания между электродом и основным металлом. При этом электрод касается заготовки отдельными выступающими участками, которые под действием выделяемого тепла мгновенно плавятся, образуя жидкий мостик между свариваемым металлом и электродом. Когда электрод извлекается, жидкий металл расширяется и сжимается, что приводит к увеличению его сопротивления и еще большему нагреву. К моменту разрыва мостика жидкого металла его температура достигает температур кипения и испарения; в межэлектродном пространстве образуется газовый зазор, заполненный парами металла и элементами воздуха и покрытия. Возникает дуга, начинают проявляться эффекты электронной эмиссии и ионизации атомов, за счет чего обеспечивается стационарное горение дуги. Температура дуги в ее осевой части достигает 6-7 тысяч градусов Цельсия в зависимости от силы и плотности тока.
Ручная дуговая сварка выполняется сварочными электродами, которые вручную вводятся в дугу и перемещаются вдоль заготовки. В процессе сварки электродом с металлическим покрытием между стержнем электрода и основным металлом горит дуга. Стержень электрода плавится, капли жидкого металла переносятся в металлическую ванну. Вместе со стержнем покрытие электрода выгорает и плавится, образуя вокруг дуги атмосферу защитного газа и ванну жидкого шлака на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает, образуя сварной шов. Жидкий шлак при охлаждении образует твердую шлаковую корку на поверхности шва.
Ручная дуговая сварка может осуществляться как на постоянном, так и на переменном токе. Преимущество постоянного тока заключается в том, что его направление не меняется во время сварки, а дуга горит стабильно, равномерно, без произвольных перерывов. При сварке переменным током происходит периодическое изменение физических условий горения дуги, приводящее к нарушению ее устойчивости. Сварка переменным током более распространена, поскольку дает несколько из следующих эксплуатационных и экономических преимуществ:
- оборудование для сварки проще по конструкции, имеет меньший вес и габариты, дешевле в изготовлении и надежнее в эксплуатации;
- расход электроэнергии на 1 кг жидкого металла меньше почти в 2 раза;
- питание сварочных установок переменного тока более простое, т. к. государственная электросистема питается от переменного тока и т. д.
При питании дуги постоянного тока сварку различают прямой (минус на электроде) и обратной (плюс на электроде) полярностью. Из-за более высокой концентрации тепла на аноде (до 45% от общей тепловой мощности дуги) черные металлы обычно сваривают с прямой полярностью, потому что масса изделия больше, чем масса электрода, который обеспечивает наилучшие условия для проникновения металла. В то же время при сварке тонких изделий во избежание их прогорания или при сварке цветных металлов или легированных сталей во избежание перегрева рекомендуется использовать сварочную дугу обратной полярности.
Помимо простоты и надежности применяемого технологического оборудования, широкое распространение ручной дуговой сварки объясняется прежде всего ее универсальностью, то есть возможностью:
- выполнять сварочные работы как в стационарных условиях (завод, цех), так и в полевых условиях;
- сваривать различные конструкционные материалы: сталь, чугун, цветные металлы и их сплавы;
- производить различные виды сварных соединений и выполнять сварные швы в разных пространственных положениях, разной длине и площади поперечного сечения;
- варьировать в широком диапазоне толщину свариваемых материалов.
Ручная дуговая сварка широко применяется при производстве металлических конструкций и изделий из различных металлов и сплавов малой и средней толщины; удобен при выполнении коротких и криволинейных швов в любом пространственном положении, при ушивании труднодоступных мест. Ручная сварка остается незаменимой при монтажных и ремонтных работах (в стационарных и полевых условиях), сборке конструкций сложной формы.
Рассмотрим технику выполнения дуговой сварки. Чтобы зажечь электрическую дугу между электродом и заготовкой, сварщик быстро касается свариваемого металла концом электрода и возвращает его на расстояние около 1 мм. Возникающая при этом температура плавит электрод и края свариваемого изделия. В процессе сварки сварщик вручную перемещает электрод по линии стыка свариваемых деталей и по мере плавления электрода подает его в зону горения дуги, совершая поперечные колебания относительно линии стыка. Важно, чтобы дуга горела равномерно, что определяется правильным выбором электродов, их качеством, режимом сварки, а также выдерживанием конца электрода на необходимом расстоянии от свариваемой детали.
При ручной дуговой сварке электрод должен быть наклонен по направлению движения на 70–75 °, что обеспечивает хорошее проплавление и улучшает выход шлаков на поверхность. Во время сварки по мере плавления электрод перемещается в трех направлениях: вниз — для поддержания постоянной длины дуги (обычно не более 2-4 мм), вдоль оси шва — для заполнения шва, поперек шва — для получения бусинки заданной ширины.
В процессе работы также необходимо помнить о возможности брака сварочных изделий. Дефекты делятся на внешние и внутренние. Внешние дефекты выявляются при внешнем осмотре через лупу с увеличением в 5-10 раз. Внутренние выявляются специальными методами, например, ультразвуковым контролем, рентгеновским или гамма-пропусканием, магнитным контролем. Производятся замеры сварных швов и испытания на плотность (для проверки герметичности в воде или керосине).
Внешний осмотр определяет дефекты швов в виде поверхностных трещин, пор, подрезов, прожогов, провисаний, а также дефекты формы швов в виде неровностей армирования, ширины швов, бугристости и т. д.
Для нормальной работы сварщика необходимо оборудовать подходящее рабочее место. Рабочее место для ручной дуговой сварки — это специальная кабина размерами 2х2 или 2х3 метра и высотой не менее 2 метров, изготовленная из негорючих материалов (тонкие стальные листы, плиты абс-цемента и т. д.), Оснащенная токопроводящий кабель и местная вытяжная вентиляция. Вход в кабину выполнен в виде штор из огнестойкого брезента; между стенами кабины и полом должен быть зазор не менее 50 мм для вентиляции. В кабине устанавливаются металлический сварочный стол высотой 500-600 мм, кресло с регулируемым по высоте сиденьем, сварочный трансформатор; Пост укомплектован рабочими инструментами, принадлежностями и приспособлениями. Основным рабочим инструментом сварщика является электрический держатель, который служит для удержания электрода, подачи на него сварочного тока и манипулирования электродом в процессе сварки. Малогабаритные заготовки сваривают на столе, используя различные приспособления для сборки конструкции: зажимы, клинья, рычаги, прижимные уголки и угловые зажимы, домкраты и т. д. Площадь поперечного сечения сварочных кабелей, подводящих ток к электросети. держатель и стол (свариваемое изделие) принимают из расчета 1 мм2 на 5-7 А. Сварщик защищает лицо от светового и ультрафиолетового излучения дуги, брызг расплавленного металла защитным экраном или маской с светофильтр (темное стекло), а тело и руки — с брезентовым комбинезоном и перчатками.
Таким образом, ручная дуговая сварка широко применяется при производстве металлических конструкций и изделий из различных металлов и сплавов малой и средней толщины; это удобно при выполнении коротких и изогнутых швов в любом пространственном положении, а также при ушивании труднодоступных мест. Ручная сварка остается незаменимой при монтажных и ремонтных работах в стационарных и полевых условиях, а также при сборке конструкций сложной формы.
Сварка давлением
Сварка давлением осуществляется между холодными или нагретыми деталями в зоне стыка путем сжатия стыка. Основное влияние на качество сварных соединений оказывают температура, степень деформации металла, время сварки (удержание деталей в сжатом состоянии) и толщина пленки посторонних веществ на стыкуемых поверхностях. Различают сварку с предварительным нагревом и сварку без предварительного нагрева соединяемых деталей.
Рассмотрим такой способ сварки с предварительным нагревом соединяемых деталей, как контактная сварка.
Сварка сопротивлением относится к методам сварки давлением, при которых детали в месте соединения нагреваются за счет тепла, выделяемого при прохождении электрического тока, и сжимаются с определенной силой. Для получения качественно свариваемых деталей металл в точке контакта нагревают до плавления и лишь в некоторых случаях (например, при контактной стыковой сварке) до пластического состояния, обеспечивающего необходимую пластическую деформацию заготовок. В процессе этой деформации из стыка удаляются оксиды, устраняются полости и металл уплотняется.
Режим нагрева для контактной сварки определяется силой тока и временем его прохождения через свариваемые детали. Обычно стремятся получить интенсивный нагрев в кратчайшие сроки. Этот режим сварки называется жестким и обеспечивает повышенную производительность, экономию энергии, уменьшение окисления деталей, уменьшение размера зоны термического влияния и возможность сварки металлов с высокой теплопроводностью и специальных легированных сталей.
Однако при наличии риска упрочнения конструкций, способного привести к образованию трещин в зоне сварного соединения, используются мягкие режимы сварки, характеризующиеся увеличением длительности протекания тока с соответствующим уменьшением его величины.
Наиболее распространены следующие основные виды контактной сварки: контактная стыковая сварка, точечная сварка и шовная сварка. Каждый из этих видов сварки может выполняться разными способами, различающимися техническими характеристиками, типом используемого электричества и способом подачи тока на свариваемые детали.
В зависимости от марки металла, площади поперечного сечения заготовки и требований к качеству соединения стыковая сварка может выполняться несколькими способами: контактным, непрерывным оплавлением и оплавлением с подогревом.
При контактной стыковой сварке детали, установленные и закрепленные в стыковой машине, прижимаются друг к другу с силой определенной величины, после чего через них пропускается электрический ток. При нагревании металла в зоне сварки до пластического состояния происходит осадка. Ток не выключаются до конца осадки. Этот способ сварки требует механической обработки и тщательной очистки поверхностей торцов заготовки. Неравномерный нагрев и окисление металла на концах снижают качество контактной сварки, что ограничивает область ее применения. При увеличении сечения заготовок особенно заметно снижается качество сварки, в основном за счет образования оксидов в стыке.
Таким образом соединяются заготовки малого сечения (до 100 мм2), одинаковые по форме, с недоразвитым периметром (круг, квадрат, прямоугольник с малым удлинением). Металл соединяемых деталей должен быть однородным. Сварка сопротивлением дает хорошие результаты для металлов с хорошей пластической свариваемостью — низкоуглеродистых и низколегированных конструкционных сталей, алюминия и медных сплавов.
Непрерывная стыковая сварка оплавлением состоит из двух этапов: оплавления и осадки. Заготовки устанавливаются в зажимы станка, затем включается ток и медленно сводится. В этом случае концы заготовок соприкасаются в одной или нескольких точках. В точках соприкосновения образуются мостики, которые мгновенно испаряются и взрываются. Взрывы сопровождаются характерным выбросом мелких капель расплавленного металла из стыка. При дальнейшем приближении заготовок на других участках концов происходит образование и взрыв перемычек. В результате заготовки нагреваются на небольшую глубину, а на концах появляется тонкий слой расплавленного металла, способствующий удалению оксидов из стыка. В процессе плавки заготовки укорачиваются на заданный припуск. Оплавление должно быть стабильным (непрерывное протекание тока при отсутствии короткого замыкания заготовок), особенно перед осадкой.
Во время осадки резко увеличивается скорость сближения заготовок при проведении пластической деформации с заданным припуском. Переход от оплавления к отложению должен происходить мгновенно, без малейших перерывов. Расстройство начинается с включения тока и заканчивается выключением.
Стыковая сварка оплавлением с подогревом отличается от сварки сплошным оплавлением тем, что перед началом процесса плавления заготовки нагреваются в зажимах станка путем периодического замыкания и размыкания постоянным током. В этом случае происходит прерывистый процесс плавления и заготовки укорачиваются на заданный припуск. Выдержка при закрытии составляет примерно 0,5 — 3 с, а при открытии 2 — 6 с. Количество затворов может составлять от одного до нескольких десятков, в зависимости от размеров сечения заготовок.
Применение стыковой сварки оплавлением с нагревом позволяет предотвратить резкое закаливание и, как следствие, получить более пластичные соединения при сварке закаленных сталей; снизить требуемую мощность станка или сваривать на станке такой мощности заготовки с большими площадями поперечного сечения; выполнять тягу с меньшими усилиями; уменьшить общий припуск на сварку.
При точечной сварке детали соединяют сваркой в отдельных местах, условно называемых точками. Размеры и структура острия, определяющие прочность соединения, зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, силы сжатия и состояние поверхностей заготовок. Качественная точка сварного шва характеризуется наличием общего литого стержня определенных размеров для обеих заготовок.
Точечной сваркой можно сваривать листовые заготовки одинаковой или разной толщины, пересекающиеся стержни, листовые заготовки со стержнями или фасонные заготовки (уголки, швеллеры, тавровые стержни и т. д.). Применяется для соединения заготовок из сталей различных марок (углеродистых, легированных, нержавеющих, жаропрочных и др.), Цветных металлов и их сплавов, а также разнородных металлов.
Толщина каждой из заготовок может составлять от сотых долей миллиметра до 35 мм.
При роликовой (шовной) сварке детали соединяются непрерывным прочно-плотным сварным швом, состоящим из ряда точек, в которых каждая последующая точка частично перекрывает предыдущую.
В отличие от точечной сварки, заготовки устанавливаются между вращающимися роликами (или между роликами и оправкой), на которые действует сила прижимного механизма P и на которые подается электрический ток. Толщина свариваемых листов составляет 0,2 — 3 мм.
Шовная сварка, выполняемая при непрерывном движении деталей и непрерывном протекании сварочного тока, называется непрерывной. Такая сварка применяется редко из-за сильного перегрева поверхности деталей, контактирующих с роликами. Наиболее распространена прерывистая шовная сварка, при которой детали движутся непрерывно, а ток включается и выключается на определенные промежутки времени, и при каждом включении (импульсе) тока образуется единая зона литья. Перекрытие литых зон, необходимое для герметичности шва, достигается при определенном соотношении скорости вращения валков и частоты импульсов тока.
Также используется ступенчатая сварка, при которой детали перемещаются прерывисто (ступенчато), а сварочный ток включается только во время их остановки, что улучшает охлаждение металла в контактах роликовых частей по сравнению с непрерывным движением детали. детали для сварки. В большинстве случаев шовная сварка выполняется с внешним водяным охлаждением, что также снижает перегрев внешних слоев металла.
Заключение
Сварка имеет значительное преимущество перед ранее применявшимся в строительстве соединением частей конструкций с помощью клепки: снижается металлоемкость, повышается производительность труда, сокращаются сроки и стоимость строительства.
Задачи были выполнены в работе. Рассмотрена классификация способов сварки по физическим характеристикам. Основным физическим атрибутом сварки является вид энергии, используемой для создания сварного соединения. По физическим признакам все виды сварки делятся на три класса: термические, термомеханические и механические. Далее дана характеристика каждого способа сварки и выделены такие методы, которые используются на судоремонтных предприятиях. А именно это сварка плавлением и сварка давлением. Наиболее распространенным методом сварки плавлением является электродуговая сварка. Широко применяется при производстве металлоконструкций и изделий из различных металлов и сплавов малой и средней толщины, удобен при выполнении коротких и криволинейных швов в любом пространственном положении, а также при наложении швов в труднодоступных местах. Ручная сварка остается незаменимой при монтажных и ремонтных работах в стационарных и полевых условиях, а также при сборке конструкций сложной формы. Самый распространенный метод сварки давлением — это контактная сварка. Сварка сопротивлением широко применяется в промышленности благодаря следующим преимуществам: высокая производительность; возможность механизации процесса; возможность соединения различных металлов и сплавов, а также разнородных металлов; минимальная деформация свариваемых изделий.
Список литературы
- Сычев, М.М. Материаловедение. Технология конструкционных материалов: учебное пособие / М. М. Сычев, С. И. Гринева, В. Н. Коробко, Т. В. Лукашова, С. В. Мякин, В. В. Бахметьев. — СПб .: СПбГТИ (ТУ), 2009. — 180 с.
- Мутылина В.Н. Технология конструкционных материалов: учебник / ИН. Мутылина. — Владивосток: Изд-во ДВГУ, 2008. — 167 с.
- Быков, В.П. Ручная дуговая сварка: рекомендации / В.П. Быков, Б.Ф. Орлов, А.С. Поздеев. — Архангельск: РИО АГТУ, 1998. — 23 с.
- Быков, В.П. Контактная сварка: методические указания / В.П. Быков, А.С. Поздеев. — Архангельск: РИО АГТУ, 1998. — 13 с.
Посмотрите похожие темы рефератов возможно они вам могут быть полезны:
(PDF) Соединение листового металла с использованием различных сварочных процессов
163
Малый вес и высокая прочность являются основными целями для повышения полезной нагрузки и надежности конструкции. Эти цели могут быть достигнуты с помощью материаловедения, технологий производства и инженера-конструктора —
ing. Эти три дисциплины взаимозависимы, и прогресс достигается именно благодаря их взаимодействию.
Ссылки
1.Кочан, А. Инновации в сварке толстых и тонких листов. –Монтажная автоматика, 2006, т. 26, вып. 4, p.273 — 274.
2. Клок, Ф., Кастелл-Кодесал, А., Донст, Д. Технологические характеристики лазерной пайки алюминиевых сплавов. –Advanced
Исследование материалов, 2005, т. 6-8, с.135-142.
3. Гринвуд, Н., Эрншоу, А. Химия элементов. –Оксфорд: Пергамон, 1984, с. 243.
4. Хван Дж., Хуанг Х., Сюй З. Извлечение металлов из алюминиевого шлака и соляной корки.–Журнал полезных ископаемых и
Характеристики материалов и инженерия, 2006, вып. 5, вып. 1. С. 47.
5. Фаренвальдт Х., Шулер В. Ноу-хау Технологии сварки: материалы, процессы, производство. –DVS Ver-
lag, 2006.
6. Cao, X., Jahazi, M., Immarigeon, J., Wallace, W. Обзор методов лазерной сварки магниевых сплавов. —
Журнал технологий обработки материалов, 2006, т. 171, нет. 2. С. 188-204.
7. Кахраман Н.Влияние параметров сварки на прочность соединения листов титана, полученных контактной точечной сваркой.
–Материалы и дизайн, 2007, т. 28, вып. 2, стр. 420-427.
8. Кэри, Х., Хелцер, К. Современные сварочные технологии. — Prentice-Hall, Inc., 2004.
9. Сир, С., Мария, С. О селективном применении диоксида кремния для улучшения сварочных характеристик процесса вольфрамовой дуги
для простой углеродистой стали и алюминия. -Comptes Rendus Mecanique, 2002, т. 330, нет.2, стр. 83-89.
10. Добранский Ю. Прецизионная плазменная сварка тонких пластин из нержавеющей стали. — Инновационные технологии для присоединения-
ing Advanced Materials-International Conference, 2009, p. 41–46.
11. Укита, С., Кокубо, К., Масуко, Т., Ирие, Т. Высокоскоростная сварка очень тонких алюминиевых листов методом DCEN TIG с контролем магнитной дуги
. –Welding International, 2003, т. 17, нет. 7. С. 541–549.
12. МакАби П., Дьяр Дж., Браткович Н.Плазменно-дуговая сварка тонких материалов. –General Motors Corp., 1967.
13. Миллер. Справочник по сварке TIG. 2010. http://www.millerweld.com
14. Joining_Technologies. Переносная дуговая сварка. 2010.
15. Хриссолурис, Г. Лазерная обработка: теория и практика. –Springer-Verlag New York Inc., 1991.
16. Элмер Дж. Стандартизация искусства электронно-лучевой сварки. — Обзор научных технологий. 2008. https:
www.llnl.gov/str/MarApr08/elmer.html.
17. Ли З., Гобби С. Лазерная сварка легких конструкций. –Журнал технологий обработки материалов, 1997, т.
70, нет. 1-3, с.137-144.
18. Арата Ю. Плазменная электронная и лазерно-лучевая технология: разработка и использование в обработке материалов. –ASM In-
ternational (OH), 1986.
19. Rofin. Методы сварки. http://www.rofin.com
20. Вестгейт, С. Сварка листового металла сопротивлением — Руководство по передовой практике. 2010.
21.Веман, К. Справочник по сварочным процессам. –Нью-Йорк: CRC Press LLC. 2003.
22. TWI. Сварка трением с перемешиванием. 2010.
23. Ван Хавер, В., Де Мистер, Б., Гёртен, А., Дефранк, Дж. Заключительный отчет, инновационное соединение критически важных алюминиевых конструкций
с использованием техники сварки трением с перемешиванием. — Бельгийский институт сварки (BWI), 2010.
24. Мазерс, Г. Сварка алюминия и его сплавов. — Woodhead Publishing Ltd, 2002.
Советы по подготовке материала перед сваркой
Процесс сварки очень сложен. важный этап в различных производственных процессах.Свариваются все типы металлов для изготовления самых разных конструкций. Однако для того, чтобы любой процесс сварки был точным и эффективным с первого раза, универсально верно, что основной материал должен быть правильно подготовлен.
Подготовка материала настолько важна, что ее часто документируют, чтобы обеспечить последовательность в процедуре, независимо от материала. Удаление таких покрытий, как краска, масла, смазки и ржавчина (оксиды), обеспечивает наилучшее состояние свариваемой области.
При работе с углеродистыми сталями очень важно удалять ржавчину и другие загрязнения, например прокатную окалину. Покрытия на масляной основе и кислотные травильные химикаты также должны быть удалены перед сваркой. Удаление оксида хрома для получения декоративной отделки сплавов из нержавеющей стали часто достигается прямым процессом. Но последующая очистка сварного участка для удаления любого поверхностного оксида (часто наблюдаемого как обесцвечивание рядом со сварным швом) позволяет повторно сформировать защитный слой, который очень важен для стабилизации сплавов нержавеющей стали.Эта стабилизация известна как пассивация.
Цветные металлы создают свои собственные проблемы в процессе подготовки к сварке. У таких металлов, как алюминий и титан, промежуток времени между очисткой поверхности и сваркой короче, так как окисление может образовываться очень быстро. Слишком ранняя очистка больших площадей перед сваркой часто приводит к необходимости доработки.
Советы по ручной механической очистке
Если вы используете механическую щетку из нержавеющей или цветной стали для очистки сварных швов, запускайте ее на очень низкой скорости, от 1250 до 4250 футов поверхности в минуту (SFPM).
Струнные бортовые колеса, включая варианты с двусторонней двойной гайкой или те, которые содержат конструкцию узла с чередующимся скручиванием, обеспечат эффективную, равномерную очистку и отличный контроль оператора для очистки галтели из углеродистой стали между сварочными проходами (см. Рисунок 1 ).
Следы на поверхности можно контролировать с помощью абразивных материалов на связке и с покрытием. Доступны тонкие отрезные круги толщиной от 0,030 до 0,045 дюйма со специальной связкой и зерном, специально для обработки алюминия, нержавеющей и углеродистой стали.Они обеспечивают быструю резку, длительный срок службы, низкое трение и минимальные остаточные заусенцы на разрезаемом материале. Специально разработанные лепестковые колеса, которые включают верхний размер в материал с покрытием, уменьшают тепловыделение на материалах с плохой теплопроводностью, таких как нержавеющая сталь, и обеспечивают чрезвычайно высокую скорость съема материала.
Скорость работы — еще один важный компонент правильной подготовки и очистки сварных швов. Хорошее практическое правило, которое следует помнить при подготовке поверхности к сварке: «медленнее, часто быстрее».«Использование низких скоростей для контроля трения помогает уменьшить загрязнение поверхности и зоны сварки. Высокие скорости контакта с поверхностью могут вызвать избыточную вибрацию, в результате чего абразивный материал или кончики щеток будут скользить по поверхности, позволяя загрязнениям оставаться. Высокая скорость работы также может снизить вашу способность управлять инструментом.
Снижение скорости всего на 10 процентов может обеспечить более эффективную подготовку поверхности и продлить срок службы расходных материалов, делая процесс подготовки сварного шва более рентабельным.Электроинструмент с регулируемой скоростью может помочь точно настроить вашу рабочую скорость. Хотя эти электроинструменты, как правило, требуют немного больше предварительных вложений, они обычно окупаются, если учитывать утомляемость оператора и производительность расходных материалов.
При работе с цветными материалами использование нетканых абразивных материалов, таких как диски для кондиционирования поверхности или чистовая обработка поверхности, может быть проблематичным, поскольку эти продукты обычно состоят из рыхлой нейлоновой нити, пропитанной абразивным зерном, и склонны к плавлению и «размазыванию» при бегать на высоких скоростях.Это не только может повлиять на эффективность абразива, оставив неровную поверхность, но и может оставить на заготовке остатки нейлона. Этот остаток нарушает целостность сварного шва и требует доработки.
Во избежание других типов поверхностного загрязнения и загрузки или засорения абразива, используйте только продукты, предназначенные для использования на алюминии и других цветных металлах.
При работе в стесненных условиях ручные щетки могут быть вашим лучшим инструментом. Специально разработанные щетки, такие как щетка для царапин с V-образной канавкой, которая имеет три ряда проволоки, расположенные под углом к чрезвычайно узкой поверхности щетки, позволяют вам сосредоточиться и проникнуть в эти труднодоступные места (см. , рис. 2, ).Дополнительным преимуществом этой полноразмерной щетки является то, что она дает вам лучший контроль при ношении перчаток.
Общие передовые методы
Для достижения наилучших общих характеристик любого продукта, используемого для подготовки поверхности сварного шва, важно рассчитать и контролировать как скорость, так и трение, прикладываемое к поверхности. Лучше всего проконсультироваться с рекомендациями производителя относительно максимальной скорости вращения для безопасного использования расходных материалов в зависимости от материала и размера диска.
Избегайте удаления слишком большого количества основного материала или создания глубоких царапин вокруг области сварного шва.Удаление слишком большого количества материала, также известное как подрезы, может привести к образованию включений или плохому управлению дугой во время процесса сварки. Это серьезная проблема, если вы работаете с заготовкой, предварительно обработанной плазменной или газовой резкой. Как правило, избыток плазменного шлака или шлака удаляется долотом или стачивается с помощью очень крупного абразивного материала. Это может оставить глубокие следы на заготовке и загнать поверхностные загрязнения глубоко в свариваемый материал, увеличивая вероятность пористости сварного шва или плохой адгезии покрытия на более поздних этапах процесса изготовления.Любая из этих ошибок может привести к дорогостоящей доработке.
Также избегайте перекрестного загрязнения, используя новый чистый абразивный продукт. Загрязнение может происходить прямо или косвенно. Прямое загрязнение, например, от использования стальной проволочной щетки на алюминиевой детали, можно предотвратить, если вы храните расходные материалы для черных и цветных металлов разделенными и организованными.
Реальная проблема заключается в предотвращении косвенного загрязнения, которое может быть вызвано переносимой по воздуху пылью от других производственных процессов на том же предприятии.Использование любых абразивных материалов приведет к образованию пыли, которая легко разлетится по всему цеху. Одним из экономичных и эффективных решений является хранение новых абразивных материалов в прозрачных пластиковых пакетах, чтобы они были видны и защищены от пыли. Вы также должны заменить мягкие материалы, такие как картон, на рабочей поверхности (остерегайтесь потенциальной опасности возгорания). Или вы можете поместить тонкий лист нержавеющей стали поверх стального рабочего пространства, чтобы снизить вероятность загрязнения.
Установление ежедневного режима уборки как на рабочем месте, так и на других поверхностях, таких как крышки ламп, ящики для инструментов и шкафы, окупится за счет снижения риска загрязнения.
Джон Томпсон — национальный технический менеджер по продажам в PFERD, 262-255-3200, www.pferd.com.
Типы процессов изготовления металла
Изготовление металла — это широкий термин, относящийся к любому процессу, который сокращает, формирует или отливает металлический материал в конечный продукт. Вместо того, чтобы собирать конечный продукт из готовых компонентов, производство создает конечный продукт из сырья или полуфабрикатов. Существует множество различных производственных процессов изготовления, и используемый процесс зависит как от исходного металлического материала, так и от желаемого конечного продукта.Изготовление используется как для нестандартных, так и для стандартных изделий.
Большинство металлических изделий, изготавливаемых по индивидуальному заказу, изготавливается из ряда широко используемых металлов и их сплавов. Некоторые из наиболее популярных типов металлов, доступных для изготовления металлических изделий на заказ, включают алюминий, латунь, медь, золото, железо, никель, серебро, магний, олово, титан и различные марки стали. Производители часто начинают со складских металлических компонентов, таких как листовой металл, металлические стержни, металлические заготовки и металлические стержни, чтобы создать новый продукт.Например, из алюминиевой заготовки можно изготовить изогнутую алюминиевую трубу с использованием процесса экструзии с последующим складыванием трубы.
Специализированные производители металла называются фабричными цехами. У подрядчиков, производителей оборудования и торговых посредников производители металла работают для них над различными проектами. Часто производители металла делают заявки на вакансии, представляя чертежи, и, если им присуждается контракт, они строят проект. После присуждения контракта производители металла приступают к этапам планирования.Это включает в себя заказ необходимых материалов и наличие у инженера-технолога программы станков с ЧПУ для этого проекта. Некоторые работы могут быть переданы на субподряд в зависимости от размера и особых потребностей проекта. Многие производители металлов специализируются на определенных процессах или металлах. Fab-магазины могут использовать несколько производственных процессов для создания конечного продукта. Они также могут предоставлять услуги по отделке продукта, такие как удаление заусенцев, полировка, нанесение покрытий и покраска. Отделка отличается от производства тем, что отделка — это вторичный процесс обработки внешней части продукта, а не его придания формы или создания нового продукта.
В этой статье дается обзор некоторых наиболее распространенных методов изготовления и соображений при выборе подходящего изготовителя для проекта.
Отливка чугуна в песчаной форме.
Изображение предоставлено: Mr. 1 / Shutterstock.com
Производство металла — Типы изготовления
Выбор метода изготовления, подходящего для данного проекта, зависит от геометрии детали, предполагаемого назначения продукта и материалов, используемых при его изготовлении.Общие процессы изготовления металлических изделий на заказ следующие:
Отливка
Литье — это процесс, когда расплавленный металл выливают в форму или матрицу и дают ему остыть и затвердеть до желаемой формы. Этот процесс идеально подходит для массового производства деталей с повторным использованием одной и той же пресс-формы для создания идентичных продуктов. Есть несколько разных видов литья. Литье под давлением — это когда жидкий металл вдавливается в матрицу, а не в форму, и там приложенное давление удерживает его на месте до тех пор, пока он не затвердеет. Этот процесс известен высокоскоростными приложениями, которые он поддерживает.Литье в постоянную форму включает заливку расплавленного металла в форму.
Существует множество видов литья. В некоторых случаях в этом процессе также используется вакуум. Отливка в постоянную форму может создавать более прочные отливки, чем отливка под давлением, но их бывает трудно удалить из конечного продукта. По этой причине также доступны отливки в полупостоянные формы. Эти формы имеют одноразовые стержни, что делает их более управляемыми и менее дорогостоящими для удаления. Финальный процесс литья — это литье в песчаные формы.При литье в песчаные формы отливки производятся путем вдавливания модели в мелкую смесь песка. Это формирует форму для заливки расплавленного металла. Этот процесс медленный, но в целом более экономичный, чем другие формы литья. Его также можно использовать, когда требуются сложные конструкции или для изготовления больших металлических изделий.
Вы можете использовать платформу Thomas’s Supplier Discover Platform для поиска ближайших кастинговых компаний.
Раскрой
Этот очень распространенный тип изготовления — это резка металлической заготовки для разделения ее на более мелкие части.Хотя пиление является самым старым методом резки, современные методы включают лазерную резку, гидроабразивную резку, ножницы и плазменную резку. Существует множество различных методов резки, от ручных и электроинструментов до резаков с числовым программным управлением (ЧПУ). Резка может быть первым этапом более длительного производственного процесса или единственным используемым процессом.
Высечка — это еще один процесс резки, в котором для резки металла используется матрица. Ротационная высечка использует вращающуюся цилиндрическую матрицу для резки материала, подаваемого через пресс.Планшетная высечка используется для более толстых металлических материалов и использует штампы на прессе для вырезания форм, когда штамп вдавливается в металл.
Вы можете использовать платформу Thomas’s Supplier Discover Platform для поиска ближайших к вам компаний, занимающихся высечкой.
Чертеж
Drawing использует силу растяжения для втягивания металла в коническую матрицу и через нее. Матрица растягивает металл в более тонкую форму. Обычно волочение выполняется при комнатной температуре и называется холодным волочением, но металлическую заготовку можно нагреть, чтобы уменьшить необходимое усилие.
Этот процесс считается глубокой вытяжкой, если конечный продукт имеет глубину, равную или превышающую его радиус. Обычно он используется при изготовлении листового металла, чтобы превратить листы металла в полые цилиндрические или коробчатые сосуды.
Вы можете использовать платформу Thomas’s Supplier Discover Platform для поиска ближайших к вам компаний по глубокой вытяжке.
Складной
Металл изгибается под углом. Самый распространенный способ — это тормозной пресс, который за счет защемления создает складки на металле.Заготовка удерживается между пуансоном и матрицей и сгибается под давлением пуансона. Этот процесс обычно используется для формования листового металла. Складывание также можно выполнить, ударив по металлу молотком до его изгиба или используя фальцевальную машину, также известную как папка. Станок имеет плоскую поверхность, на которой размещается листовой металл, зажимная планка, удерживающая заготовку на месте, и передняя панель, которая поднимается вверх и заставляет вытянутый над ней металл изгибаться.
Изготовление ножей методом ковки.Изображение предоставлено: Франческо де Марко / Shutterstock.com
Поковка
Ковка использует силу сжатия для придания формы металлу. Молоток или матрица ударяют по металлической заготовке до тех пор, пока не будет сформирована желаемая форма. Этот процесс может быть выполнен с металлом при комнатной температуре и называется холодной ковкой. Ковка также может выполняться с металлом, нагретым до диапазона от температуры выше комнатной до температуры ниже температуры рекристаллизации, и тогда это называется теплой ковкой. Когда металл нагревается до температуры рекристаллизации, которая зависит от металла, этот процесс называется горячей ковкой.Ковка — один из старейших видов производства, кузнецы использовали ковку много веков назад.
Примеры поковок из нержавеющей сталиИзображение предоставлено: Cornell Forge
Экструзия
В процессе экструзии заготовка проталкивается через открытую или закрытую матрицу или вокруг нее. При проталкивании через открытую или закрытую матрицу диаметр заготовки уменьшается до поперечного сечения матрицы. При нажатии на матрицу внутри заготовки образуется полость.В обоих этих процессах в качестве обрабатываемой детали обычно используется металлическая заготовка или цилиндр (заготовка), а для выполнения ударной операции — плунжер. Получающийся в результате продукт цилиндрической формы часто представляет собой проводку или трубопровод. Поперечное сечение матрицы может иметь разную форму для изготовления деталей разной формы. Экструзия может быть непрерывной для получения очень длинных деталей или полунепрерывной для создания множества более коротких деталей.
Ударная экструзия, также называемая холодной экструзией, выполняется при комнатной температуре и увеличивает прочность детали, делая ее более прочной, чем исходный материал.Когда к соответствующему металлу прилагается достаточная сила, он начинает принимать доступную форму, подобно движению вязкой жидкости. Холодная экструзия обычно используется для изготовления стали.
Горячая экструзия выполняется при повышенной температуре, чтобы предотвратить затвердевание металла и облегчить проталкивание через матрицу. Обычно он используется для изготовления меди, а также для изготовления нестандартных алюминиевых деталей.
Вы можете использовать платформу Thomas’s Supplier Discover Platform для поиска ближайших к вам компаний по производству стальной экструзии.
Механическая обработка
Под механической обработкой понимается процесс формовки металла путем удаления из него нежелательного материала. Этот процесс можно выполнить разными способами. Существует множество различных процессов обработки, включая сверление, токарную обработку и фрезерование.
Drilling использует вращающийся режущий инструмент, сверло, для вырезания отверстия в материале. Сверло прижимается к металлу при очень быстром вращении, чтобы образовалось круглое отверстие.
Токарная обработка использует токарный станок для вращения металла, в то время как режущий инструмент движется линейно, удаляя металл по диаметру, создавая цилиндрическую форму.Режущий инструмент можно наклонять по-разному, чтобы создавать разные формы. Это можно сделать вручную или на токарном станке с ЧПУ. Обработка с ЧПУ обычно используется, когда размеры детали должны быть очень точными.
При фрезеровании используются вращающиеся многоточечные режущие инструменты для постепенного удаления материала с заготовки до достижения желаемой формы. Металл медленно подается во вращающийся режущий инструмент, или инструмент перемещается по неподвижному металлу, или и заготовка, и инструмент перемещаются относительно друг друга.Этот процесс можно выполнить вручную или на фрезерном станке с ЧПУ. Фрезерование часто является второстепенным или завершающим процессом, но его можно использовать как единственный метод изготовления от начала до конца. Различные типы фрезерования включают торцевое фрезерование, плоское фрезерование, угловое фрезерование, подъемное фрезерование и фасонное фрезерование.
Вы можете использовать платформу поиска поставщиков Thomas для поиска ближайших к вам обрабатывающих компаний.
Пробивной станок с ЧПУ обрабатывает отверстия в листовом металле.Изображение предоставлено BigBlueStudio / Shutterstock.ком
Штамповка
Револьверы уникальной формы на пробивном прессе ударяют по металлу насквозь или в матрицу, создавая отверстия. Конечным продуктом может быть либо кусок металла с отверстиями для крепления, либо он может быть уже удаленным и профилированным металлическим элементом, называемым заглушкой. Большинство пробивных прессов являются механическими, но более мелкие и простые пуансоны могут приводиться в действие вручную. Пробивные прессы с ЧПУ теперь также широко распространены и используются как для тяжелых, так и для легких металлических работ.
Стрижка
Один длинный прямой разрез получается путем объединения двух инструментов, один из которых расположен над металлом, а другой расположен ниже, для приложения давления.Верхнее лезвие прижимает металл к неподвижному нижнему лезвию и разрушает его. Затем трещина распространяется внутрь для полного разделения. Срезанные края обычно имеют заусенцы. Он идеально подходит для резки материалов меньшей длины и различной формы, поскольку лезвия можно устанавливать под углом, чтобы уменьшить необходимое усилие.
Штамповка
Этот процесс аналогичен штамповке, за исключением того, что пресс создает не отверстие в металле, а вмятину. Револьвер не проталкивает металл через матрицу полностью, а только поднимает его.Штамповка используется для формирования фигур, букв или изображений на металлической панели или листе. Механический и гидравлический — это два типа штамповочных прессов. Машины для штамповки металла отливают, пробивают, режут и формируют металлические листы. Листы толщиной до 1/4 дюйма формуются в заданные формы и размеры. Прессы, используемые для штамповки металла, могут создавать широкий спектр продуктов, и они могут выполнять ряд операций, включая вырубку, чеканку металла и формовку четырех слайдов. Металлические чеканки (как следует из названия) можно использовать для создания монет, но у него есть и другие применения, например, детали для электроники.Формование с четырьмя салазками включает в себя различные процессы штамповки и формования для создания более сложных продуктов, и это особенно эффективно для небольших деталей.
Вы можете использовать платформу Thomas’s Supplier Discover Platform для поиска ближайших к вам компаний по штамповке металла.
Сварка TIG.Изображение предоставлено: Aumm graphixphoto / Shutterstock.com
Сварка
При сварке две или более металлических детали соединяются вместе за счет сочетания тепла и давления.Это популярный процесс, потому что металлические детали могут быть любой формы и размера. Четыре из популярных типов сварочных процедур — это сварка электродом или дуговая сварка, сварка MIG, сварка TIG и дуговая сварка порошковой проволокой.
Сварка палкой, также известная как дуговая сварка защищенного металла (SMAW), использует электродную штангу, которая вырабатывает электрический ток, который образует электрическую дугу при контакте с металлом. Высокая температура дуги сваривает металл.
Сварка металла в инертном газе (MIG) или газовая дуговая сварка металла (GMAW) использует поданный извне газ вместе со сплошным проволочным электродом для защиты металла от реакции на факторы окружающей среды, чтобы сварка была более быстрой и непрерывной.Защитный газ также создает меньше сварочного дыма.
Сварка вольфрамовым электродом в среде инертного газа (TIG), также называемая дуговой сваркой вольфрамовым электродом, использует стержень вольфрамового электрода, который создает короткую дугу для сварки более тяжелых металлов в тяжелых производственных условиях. Этот метод требует высококвалифицированного сварщика, так как процесс более сложный, но его можно использовать для большинства металлов и для сложных проектов.
Дуговая сварка порошковой проволокой (FCAW) имеет такой же процесс и оборудование, что и сварка MIG. Используемый проволочный электрод содержит сердечник, который производит защитный газ, поэтому вторичный источник газа не требуется.Этот метод более портативен, чем сварка MIG или Stick, но его нельзя использовать с более тонкими металлами.
Выбор производителя
Выбор специализированного цеха по изготовлению металлоконструкций или производителя нестандартного металла, который наилучшим образом соответствует потребностям проекта, является важным решением, которое может повлиять на скорость производства, качество продукции и рентабельность данного проекта. Чтобы помочь в процессе выбора, вот некоторые рекомендации:
- Опыт: Изготовители по индивидуальному заказу, которые работают в течение длительного времени или имеют хорошо зарекомендовавшие себя в области предоставления хорошего обслуживания, могут представлять очевидные причины для выбора магазина.
- Обслуживаемые отрасли : может быть полезно отметить, какие отрасли обычно обслуживает магазин, а также виды продуктов или процессов, на которые он специализируется, поскольку они лучше подходят для выполнения конкретных отраслевых требований. Также важно узнать об опыте изготовителя с типом металла, необходимого для проекта. Некоторые фабрики специализируются на производстве одного или двух видов металлоконструкций. Если вы уже знаете, что лучший металл для проекта — это алюминий, поищите специализированного производителя алюминия.
- Ресурсы: Станки с ЧПУ могут быть лучшим вариантом для детализированного проекта, но ручные станки могут лучше подойти для проекта с ограниченным бюджетом. Размер оборудования имеет значение, если конечный продукт слишком большой. Инструментальные возможности производственного цеха на заказ могут иметь важное значение для его возможностей и качества металлических изделий. Требуется ли точное изготовление? Производство прецизионного листового металла во многом зависит от быстро развивающихся компьютерных технологий.Многие компании, специализирующиеся на прецизионном производстве, используют программное обеспечение CAD / CAM для проектирования и компоновки изделий, которые будут изготовлены. Компьютеры с ЧПУ запрограммированы для выполнения конкретных задач и достижения невероятно точных характеристик, необходимых для производства многих продуктов. Станки с ЧПУ приобрели огромную популярность благодаря своей точности и снижению затрат на рабочую силу. Многие компании, специализирующиеся на точном производстве, будут проектировать и производить готовую продукцию.
- Тип производства: Размер производственного цикла, будь то краткосрочный или долгосрочный, малый или большой объем, должен быть одним из центральных факторов при выборе адекватной услуги по изготовлению на заказ.
- Исходные материалы: Наконец, важно убедиться, что производитель либо уже имеет, либо может изготовить конкретный металл, который будет использоваться для продукта. Если у них есть конкретный поставщик металла, которого они используют, также стоит изучить репутацию поставщика. Специализированный цех по изготовлению нержавеющей стали может долгое время работать с одним и тем же поставщиком стали.
Платформа Thomas ‘Supplier Discovery Platform — идеальное место для поиска нового производителя металла.Начните здесь, где у нас есть более 9000 производителей, перечисленных в нашей базе данных.
Производство металла — Краткое описание
Это руководство дает общее представление о производстве металла, различных методах и соображениях по выбору изготовителя. Для получения дополнительной информации о сопутствующих услугах обратитесь к нашим руководствам по другим продуктам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https: // www.plasmacnc.co.uk/blog/understanding-fabrication-and-types-of-fabrication/
- https://www.thefabricator.com/article/bending/sheet-metal-folding-evolves
- https://www.themanufacturer.com/articles/different-types-of-welding-and-what-they-are-used-for/
- http://www.engineeringarticles.org/machining-operation-and-types-of-machining-tools/
- https://www.reinkeandschomann.com/blog/custom-metal-fabrication/
- https://www.cornellforge.com/forging-forged-parts-guide/
- http: // www.pdf-inc.com/types-metal-fabrication-processes/
- https://alliedsinterings.com/products/
- https://www.ampflame.com/custom-metal-fabrication.html
- https://www.technoxmachine.com/metal-fabrication-services/
Прочие изделия из металла
Кредит изображения: Изображение предоставлено: Aumm graphixphoto / Shutterstock.com
Больше от Custom Manufacturing & Fabricating
История сварки
Средневековье
Сварка ведет свое историческое развитие с глубокой древности.Самые ранние образцы сварки относятся к эпохе бронзы. Маленькие золотые круглые коробки были сделаны сваркой внахлест под давлением. Подсчитано, что эти коробки были сделаны более 2000 лет назад. В железном веке египтяне и жители восточного Средиземноморья научились сваривать железные части вместе. Было обнаружено множество инструментов, изготовленных примерно за 1000 лет до нашей эры.
В средние века было развито кузнечное искусство, и было произведено множество изделий из железа, сваренных молотком.Сварка в том виде, в котором мы ее знаем сегодня, была изобретена только в 19 веке.
1800
Эдмунду Дэви из Англии приписывают открытие ацетилена в 1836 году. Создание дуги между двумя угольными электродами с использованием батареи приписывают сэру Хамфри Дэви в 1800 году. В середине 19 века был изобретен электрический генератор и дуга освещение стало популярным. В конце 1800-х годов были развиты газовая сварка и резка. Была разработана дуговая сварка угольной дугой и металлической дугой, и контактная сварка стала практическим процессом соединения.
1880
Огюст де Меритен, работавший в лаборатории Кабота во Франции, в 1881 году использовал тепло дуги для соединения свинцовых пластин для аккумуляторных батарей. Это был его ученик, русский Николай Бенардос, работавший во французской лаборатории, получивший патент на сварку. Вместе со своим соотечественником Станиславом Ольшевским он получил британский патент в 1885 году и американский патент в 1887 году. В патентах показан один из первых электрододержателей. Это было началом дуговой сварки углем.Усилия Бенардоса ограничивались сваркой угольной дугой, хотя он умел сваривать не только свинец, но и железо. Углеродная дуговая сварка стала популярной в конце 1890-х — начале 1900-х годов.
1890
В 1890 г. Гроб Детройта был награжден первым в США патентом на процесс дуговой сварки с использованием металлического электрода. Это была первая запись металла, расплавленного из электрода, переносимого по дуге, для осаждения присадочного металла в стыке для создания сварного шва. Примерно в то же время Н. Славянов, русский, представил ту же идею переноса металла по дуге, но отливки металла в форме.
1900
Примерно в 1900 году компания Strohmenger представила в Великобритании металлический электрод с покрытием. Был тонкий слой глины или извести, но он обеспечивал более стабильную дугу. Оскар Кьельберг из Швеции изобрел покрытый или покрытый электрод в период с 1907 по 1914 год. Штучные электроды были изготовлены путем погружения коротких отрезков голой железной проволоки в густую смесь карбонатов и силикатов и сушки покрытия.
Тем временем были разработаны процессы контактной сварки, включая точечную сварку, шовную сварку, сварку выступом и стыковую сварку оплавлением.Элиху Томпсон создал контактную сварку. Его патенты датированы 1885-1900 гг. В 1903 году немец по имени Гольдшмидт изобрел термитную сварку, которая впервые была использована для сварки железнодорожных рельсов.
За это время были усовершенствованы газовая сварка и резка. Производство кислорода, а затем сжижение воздуха, а также введение в 1887 году выдувной трубы или горелки способствовали развитию как сварки, так и резки. До 1900 года водород и угольный газ использовались с кислородом. Однако примерно в 1900 году была разработана горелка, пригодная для использования с ацетиленом низкого давления.
Первая мировая война вызвала огромный спрос на производство вооружений, и сварка была задействована. Многие компании возникли в Америке и Европе, чтобы производить сварочные аппараты и электроды в соответствии с требованиями.
1919
Сразу после войны в 1919 году 20 членов сварочного комитета военного времени Корпорации аварийного флота под руководством Комфорта Эйвери Адамса основали Американское сварочное общество как некоммерческую организацию, занимающуюся развитием сварки и связанных с ней процессов.
Переменный ток был изобретен в 1919 году К. Дж. Холслагом; однако он не стал популярным до 1930-х годов, когда электрод с толстым покрытием нашел широкое применение.
1920
В 1920 году была внедрена автоматическая сварка. В нем использовалась проволока неизолированного электрода, работающая на постоянном токе, и напряжение дуги использовалось в качестве основы для регулирования скорости подачи. Автоматическая сварка была изобретена П.О. Нобель компании General Electric. Его использовали для наращивания изношенных валов двигателей и изношенных колес кранов.Он также использовался в автомобильной промышленности для производства картеров заднего моста.
В 1920-е годы были разработаны различные типы сварочных электродов. В течение 1920-х годов были значительные разногласия по поводу преимущества стержней с толстым покрытием по сравнению со стержнями с легким покрытием. Электроды с толстым покрытием, изготовленные методом экструзии, были разработаны Лангстротом и Вундером из A.O. Smith Company и использовались этой компанией в 1927 году. В 1929 году Lincoln Electric Company произвела экструдированные электродные стержни, которые были проданы населению.К 1930 году широкое распространение получили покрытые электроды. Появились правила сварки, требующие более качественного металла шва, что увеличило использование покрытых электродов.
В течение 20-х годов прошлого века проводились значительные исследования по защите дуги и области сварного шва подачей газа извне. Атмосфера кислорода и азота при контакте с расплавленным металлом сварного шва вызывает хрупкие, а иногда и пористые сварные швы. Исследования проводились с использованием методов газовой защиты. Александр и Ленгмюр работали в камерах, используя водород в качестве сварочной атмосферы.Они использовали два электрода, начиная с угольных электродов, но позже перейдя на вольфрамовые электроды. В дуге водород был заменен на атомарный водород. Затем он выдувался из дуги, образуя сильно горячее пламя атомарного водорода, переходящего в молекулярную форму и выделяющего тепло. Эта дуга вырабатывала вдвое больше тепла, чем кислородно-ацетиленовое пламя. Это стало процессом сварки атомарным водородом. Атомарный водород так и не стал популярным, но использовался в 1930-х и 1940-х годах для специальных сварочных работ, а затем и для сварки инструментальных сталей.
H.M. Хобарт и П. Деверс проделывал аналогичную работу, но в атмосфере аргона и гелия. В их патентах, поданных в 1926 году, дуговая сварка с использованием газа, подаваемого вокруг дуги, была предшественницей процесса газовой дуговой сварки вольфрамом. Они также показали сварку концентрическим соплом и электродом, подаваемым через сопло в виде проволоки. Это был предшественник процесса газовой дуговой сварки металла. Эти процессы были развиты намного позже.
1930
Приварка шпилек была разработана в 1930 году на военно-морской верфи Нью-Йорка специально для крепления деревянных настилов к металлической поверхности.Сварка шпилек стала популярной в судостроении и строительстве.
Автоматическим процессом, который стал популярным, стал процесс дуговой сварки под флюсом. Этот процесс порошковой или дуговой сварки был разработан National Tube Company для трубного завода в Маккиспорте, штат Пенсильвания. Он был разработан для продольных швов в трубе. Этот процесс был запатентован компанией Robinoff в 1930 году и позже был продан компании Linde Air Products Company, где он был переименован в сварку Unionmelt.Сварка под флюсом применялась при укреплении обороны в 1938 году на верфях и артиллерийских заводах. Это один из самых продуктивных сварочных процессов, который остается популярным и сегодня.
1940
Дуговая сварка вольфрамовым электродом (GTAW) началась с идеи К.Л. Гроб для сварки в атмосфере неокисляющего газа, которую он запатентовал в 1890 году. Эта концепция была дополнительно усовершенствована в конце 1920-х годов Х.М. Хобартом, который использовал гелий для защиты, и П.К. Деверс, использовавший аргон. Этот процесс идеально подходит для сварки магния, а также нержавеющей стали и алюминия.Он был усовершенствован в 1941 году, запатентован Мередит и назван сваркой Heliarc. Позже лицензия была передана компании Linde Air Products, где была разработана горелка с водяным охлаждением. Процесс газовой дуговой сварки вольфрамом стал одним из самых важных.
Процесс газовой дуговой сварки (GMAW) был успешно разработан в Battelle Memorial Institute в 1948 году при спонсорской поддержке компании Air Reduction. В этой разработке использовалась дуга в защитном газе, аналогичная газовой вольфрамовой дуге, но вместо вольфрамового электрода использовалась электродная проволока с непрерывной подачей.Одним из основных изменений, сделавших процесс более удобным, стали электродные проволоки малого диаметра и источник питания постоянного напряжения. Этот принцип был запатентован ранее H.E. Кеннеди. Первоначально GMAW использовалась для сварки цветных металлов. Высокая скорость наплавки побудила пользователей опробовать этот процесс на стали. Стоимость инертного газа была относительно высокой, и не сразу получить экономию средств.
1950
В 1953 году Любавский и Новошилов объявили о применении сварки плавящимися электродами в атмосфере углекислого газа.Сварочный процесс CO 2 сразу же завоевал признание, поскольку в нем использовалось оборудование, разработанное для дуговой сварки металла в инертном газе, но теперь его можно использовать для экономичной сварки сталей. Дуга CO 2 представляет собой горячую дугу, и для электродных проволок большего размера требуется довольно большой ток. Этот процесс получил широкое распространение с появлением электродных проволок меньшего диаметра и усовершенствованных источников питания. Эта разработка была разновидностью дуги короткого замыкания, которая была известна как сварка микропроволокой, сварка короткой дугой и погружением, все из которых появились в конце 1958 года и в начале 1959 года.Этот вариант позволил выполнять сварку тонких материалов во всех положениях и вскоре стал самым популярным из вариантов процесса дуговой сварки металлическим электродом в газе.
1960
Другим вариантом было использование инертного газа с небольшим количеством кислорода, обеспечивающего перенос дуги распылительного типа. Он стал популярным в начале 1960-х годов. Недавнее изменение — использование импульсного тока. Ток переключается с высокого на низкое значение со скоростью, в один или два раза превышающей частоту сети.
Вскоре после внедрения сварки CO 2 был разработан вариант с использованием специальной электродной проволоки.Эта проволока, описываемая как электрод изнутри-наружу, была трубчатой в поперечном сечении с флюсующими агентами внутри. Процесс назывался Dualshield, что указывало на то, что для защиты от дуги использовался внешний защитный газ, а также газ, производимый потоком в сердечнике проволоки. Об этом процессе, изобретенном Бернаром, было объявлено в 1954 году, но он был запатентован в 1957 году, когда Национальная компания по баллонному газу повторно представила его.
В 1959 году был изготовлен электрод изнутри-наружу, не требовавший внешней газовой защиты.Отсутствие защитного газа сделало этот процесс популярным для некритических работ. Этот процесс получил название Innershield®.
Процесс электрошлаковой сварки был объявлен Советским Союзом на Всемирной выставке в Брюсселе в Бельгии в 1958 году. Он использовался в Советском Союзе с 1951 года, но был основан на работе, проделанной в Соединенных Штатах Р.К. Хопкинса, получившего патенты в 1940 году. Процесс Хопкинса никогда не использовался в значительной степени для присоединения. Процесс был усовершенствован, и оборудование было разработано в лаборатории института Патона в Киеве, Украина, а также в исследовательской лаборатории сварки в Братиславе, Чехословакия.Первое производственное использование в США было в Электромоторном подразделении General Motors Corporation в Чикаго, где это называлось процессом электроформования. В декабре 1959 года было заявлено о производстве сварных блоков дизельных двигателей. Этот процесс и его разновидности с использованием расходуемой направляющей трубы используются для сварки более толстых материалов.
В 1961 году корпорация Arcos представила еще один метод вертикальной сварки, названный «Электрогазом». В нем использовалось оборудование, разработанное для электрошлаковой сварки, но использовалась порошковая электродная проволока и газовая защита с внешним питанием.Это процесс с открытой дугой, поскольку в нем не используется шлаковая ванна. В более новой разработке используются самозащитные электродные провода, а в другом варианте используется сплошной провод, но с газовой защитой. Эти методы позволяют сваривать более тонкие материалы, чем можно сваривать электрошлаковым способом.
КомпанияGage изобрела плазменную дуговую сварку в 1957 году. В этом процессе используется ограниченная дуга или дуга, проходящая через отверстие, что создает дуговую плазму с более высокой температурой, чем вольфрамовая дуга. Он также используется для напыления металла, строжки и резки.
Процесс электронно-лучевой сварки, в котором в качестве источника тепла в вакуумной камере используется сфокусированный пучок электронов, был разработан во Франции. J.A. Штор из Французской комиссии по атомной энергии впервые публично раскрыл этот процесс 23 ноября 1957 года. В Соединенных Штатах автомобильная промышленность и промышленность по производству авиационных двигателей являются основными пользователями электронно-лучевой сварки.
Последние
Сварка трением, при которой для получения тепла от трения используется скорость вращения и давление осадки, была разработана в Советском Союзе.Это специализированный процесс, который применяется только в том случае, если необходимо сварить достаточный объем аналогичных деталей из-за первоначальных затрат на оборудование и инструменты. Этот процесс называется инерционной сваркой.
Лазерная сварка — один из новейших процессов. Изначально лазер был разработан в Bell Telephone Laboratories как устройство связи. Из-за огромной концентрации энергии в небольшом пространстве он оказался мощным источником тепла. Он использовался для резки металлов и неметаллов.Доступно оборудование с непрерывным импульсом. Лазер находит применение в сварке в автомобилестроении.
Информация предоставлена Институтом сварочных технологий Хобарта. Эта статья была взята из книги «Современные сварочные технологии», 4-е издание, 1998 г., Ховард Б. Кэри. Опубликовано Prentice-Hall.
Welding Metallurgy — обзор
Lancaster, J.F., The Physics of Welding , 2nd edition, Pergamon, Oxford, 1986.
Истерлинг, К., Введение в физическую металлургию сварки , 2-е издание, Баттерворт-Хайнеманн, Оксфорд, 1992.
Дженни, К.Л. и О’Брайен , A., Справочник по сварке , 9-е издание, Американское общество сварки, Майами, Флорида, 2001.
Ниппели, EF, Справочник по металлам , 9-е издание, Американское общество металлов, Парк металлов, Огайо, 1983.
Kou, S., Welding Metallurgy , 2-е издание, John Wiley, New York, 2003.
Duley, WW, Laser Welding , John Wiley, New York, 1999.
Dawes, C., Laser Welding , McGraw-Hill, New York, 1992.
Пионка Т.С., Воллер В. и Катгерман Л. (ред. ), Моделирование процессов литья, сварки и усовершенствованной кристаллизации VI , Общество минералов, металлов и материалов, Варрендейл, Пенсильвания, 1993.
Zumbrunnen, D.A. (ed.), Тепломассообмен в обработке и производстве материалов , HTD-Vol. 261, Американское общество инженеров-механиков, Нью-Йорк, 1993.
Журнал прикладной физики , Американский институт физики, Колледж-Парк, Мэриленд.
Journal of Physics D: Applied Physics , Институт физики, Лондон.
Журнал минералов, металлов и материалов , Общество минералов, металлов и материалов, Уоррендейл.
Металлургические операции и операции с материалами , ASM International, Materials Park, Огайо; Общество минералов, металлов и материалов, Уоррендейл, Пенсильвания.
Материаловедение и инженерия , Elsevier Science, Оксфорд.
Сварка в мире , Международный институт сварки, Пергамон, Оксфорд.
Acta Metallurgia et Materialia , Elsevier Science, Tarrytown, New York.
Труды Международного конгресса по применению лазеров и электрооптики , Американский институт лазеров, Орландо, Флорида.
International Journal of Heat and Mass Transfer , Science, Inc., Tarrytown, New York.
Ежеквартальный журнал Японского общества сварки , Японское общество сварки, Токио.
Обзор контактной сварки
5) Свойства материалов
Практически все свойства материалов изменяются с температурой, что увеличивает динамику процесса контактной сварки. Удельное сопротивление материала влияет на тепловыделение. Теплопроводность и теплоемкость влияют на теплопередачу. В таких металлах, как серебро и медь, с низким удельным сопротивлением и высокой теплопроводностью, даже при высоком сварочном токе выделяется мало тепла, а также он быстро отводится.Их довольно сложно сваривать контактной сваркой. С другой стороны, они могут быть хорошим материалом для электродов. При сварке разнородных металлов больше тепла будет выделяться в металле с более высоким удельным сопротивлением. Это следует учитывать при проектировании сварных деталей при сварке выступами и выборе формы электродов при точечной сварке. Твердость материала также влияет на сопротивление контакта. Более твердые металлы (с более высоким пределом текучести) приведут к более высокому контактному сопротивлению при том же сварочном усилии из-за того, что шероховатости поверхности труднее деформировать, что приведет к меньшей реальной площади контакта.Электродные материалы также используются для влияния на тепловой баланс при контактной сварке, особенно для соединения легких и цветных металлов.
6) Покрытия поверхностей
Большинство покрытий поверхностей применяется для защиты от коррозии или в качестве основы для дальнейшей обработки поверхности. Эти поверхностные покрытия часто усложняют процесс сварки. В соответствии с отдельными типами покрытий поверхности необходимо регулировать специальные параметры процесса. Некоторые поверхностные покрытия вводятся для облегчения сварки сложных комбинаций материалов.Эти поверхностные покрытия специально подобраны для обеспечения теплового баланса на границе раздела сварных швов. Большая часть поверхностных покрытий будет выдавлена во время сварки, некоторые останутся на границе раздела сварного шва в виде припоя.
7) Геометрия и размеры
Геометрия и размеры электродов и деталей очень важны, так как они влияют на распределение плотности тока и, следовательно, на результаты контактной сварки. Геометрия электродов при точечной сварке контролирует плотность тока и получаемый размер сварочного шва.Для металлических листов разной толщины требуются разные сварочные токи и другие настройки параметров процесса. Конструкция локальной проекционной геометрии деталей имеет решающее значение при сварке выступами, которую следует учитывать вместе со свойствами материала, особенно при соединении разнородных металлов. В принципе, рельеф или выступ следует размещать на материале с более низким удельным сопротивлением, чтобы получить лучший тепловой баланс на границе раздела сварного шва.
Узнайте больше о проектировании сварных швов>
8) Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата существенно влияют на процессы контактной сварки.Электрические характеристики включают динамическое время реакции сварочного тока и магнитные / индуктивные потери из-за размера сварочного окна и количества магнитных материалов в горловине. Время нарастания сварочного аппарата может быть очень критичным при контактной сварке сопротивлением, так как общее время сварки часто бывает очень коротким. Магнитные потери при точечной сварке являются одним из важных факторов, которые необходимо учитывать при управлении технологическим процессом. Механические характеристики включают скорость и ускорение следящего за электродом, а также жесткость погрузочной рамы / рычагов.Если слежение за электродом слишком медленное, при сварке выступами может легко произойти выброс. На приведенном ниже рисунке показаны измеренные параметры процесса сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует схлопыванию выступа в заготовке.
8 способов подготовки металла к сварке — Baker’s Gas & Welding Supplies, Inc.
Прежде чем вы настроите сварочный аппарат и зажжете дугу, вам необходимо подготовить металл к сварке.Иногда вам нужно сделать быстрый разрез, а в других случаях — длинный разрез в толстом металле. Независимо от того, какой длины или толщины у вас металл, вам также необходимо очистить стык в том месте, где вы планируете сварку. Вот 8 способов подготовки металла к сварке. Имейте в виду, что одни инструменты будут более подходящими, чем другие, в зависимости от ситуации.
Кредит изображения: Фондовая биржа
Проволочная щетка
Проволочная щетка хороша для удаления толстых слоев прокатной окалины, шлака или любых других толстых загрязнений с металлических заготовок.Вам особенно следует иметь под рукой проволочную щетку для сварки штангой, так как вам нужно будет смахнуть флюс, когда вы закончите сварку. Имейте в виду, что для некоторых металлов требуются специальные кисти. Например: для металла, такого как алюминий, потребуется стальная щетка.
Наждачная бумага
Наждачная бумага — еще один способ удалить загрязнения и дефекты с металла перед сваркой. Тем не менее, убедитесь, что вы используете правильный тип наждачной бумаги для металла и сварки, чтобы не оставлять следов наждачной бумаги и не повредить металл.
Ткань и растворитель
При сварке TIG любые загрязнения или химические вещества на металле могут вызвать дефекты сварного шва. Однако выбор неправильного очистителя также может вызвать проблемы. Некоторые чистящие средства оставляют маслянистые остатки. Попробуйте использовать ацетон или разбавители для лака, чтобы очистить металл, не оставляя следов.
Угловая шлифовальная машина
Угловая шлифовальная машина — один из самых универсальных инструментов, которыми вы можете владеть в сварочном цехе, поскольку вы можете менять колеса, чтобы чистить металл или резать небольшие или тонкие куски металла.Сварщики обычно используют угловые шлифовальные машины диаметром 4-4,5 дюйма для подготовки металла. Хотя существуют более крупные угловые шлифовальные машины, они более полезны для других целей, кроме сварки. Угловая шлифовальная машина 4–4,5 дюйма — отличный выбор для резки небольшого куска металла, очистки металла или сглаживания острых кромок.
Чоп-пила
Разделочная пила обычно используется для выполнения пропилов, которые угловая шлифовальная машина не может обработать или, по крайней мере, выполнить аккуратно. Рубильные пилы портативны и идеально подходят для резки металла толщиной примерно 3/4 дюйма или меньше.Более толстые металлы будет трудно резать, что приведет к получению неровных металлических деталей и потере времени на работу.
Самое важное правило использования отрезной пилы — переход на тонкое полотно при резке более толстого металла. В отличие от газокислородной резки или плазменной резки, отрезная пила будет рассыпать кусочки металла повсюду, что затрудняет процесс резки.
Ленточная пила
Сварщики разделены по стоимости на ленточные пилы. Некоторые считают, что ленточная пила в сварочном цехе идеальна, поскольку она делает рез лучше, чем отрезная пила.Однако ленточные пилы занимают много места и непереносимы. Кроме того, некоторые сварщики предпочли бы использовать кислородно-топливную или плазменную резку, чтобы делать более чистые разрезы.
Газокислородная резка
Если вы разрезаете в своей мастерской много толстого металла, установка кислородного топлива будет очень универсальной, быстрой и эффективной. Кислородное топливо может быть полезным, если у вас уже есть запас пропана или другого топлива для резки. Кислородно-топливный рез будет более чистым, чем отрезная пила, но его пропил будет шире, чем у плазменного резака.
Хотя кислородно-топливная смесь может представлять угрозу безопасности, это идеальная режущая установка для нечастого резчика по металлу, поскольку она не требует значительных первоначальных вложений.
Плазменный резак
Для сварщиков, часто выполняющих резку толстого металла, плазменная резка — лучший способ резать металл перед сваркой. Хотя установки плазменной резки требуют больших вложений, они экономят время на предварительный нагрев и исключают постоянные расходы на топливо для резки. Плазменные резаки делают чистые и быстрые разрезы с небольшим пропилом, что делает их идеальными для сварочных цехов с интенсивным режимом работы, которые хотят сэкономить время сотрудников и материальные затраты.
Подробнее о подготовке и резке металла: Обзор и советы по плазменной резке
Сопутствующие товары
Анкерная щетка для ручки обуви из нержавеющей стали
Артикул: NAS102-387SS
Узнать больше
Перчатки ESAB Weld Warrior Curved для сварки TIG
Артикул: ESA0558012702
Узнать больше
Metabo WEP 15-125 Quick 5 ″ 13,5 A Угловая шлифовальная машина
Артикул: MTA600476420
Узнать больше
Ручная система Hypertherm Powermax65 с портом CPC — кабель длиной 50 футов
Артикул: HYP083276
Узнать больше
Сообщение «8 способов подготовки металла к сварке» впервые появилось на сайте Weld My World.