Как настроить сварочный полуавтомат: Параметры и функции
Эта статья поможет исключить ошибки в настройке сварочных устройств и укажет начинающим сварщикам нужное направление. Все значения носят рекомендательный характер, поэтому их не нужно воспринимать слишком буквально. У каждого сварочного полуавтомата свои характеристики и особенности. Также на необходимые настройки сварочника влияют внешние факторы: толщина деталей и их положение в пространстве, конфигурация стыка и т. д. Поэтому отталкивайтесь от своей конкретной ситуации и экспериментируйте.
Регулируемые параметры полуавтоматических сварочников
Как настроить сварочный полуавтомат ? Устройства позволяют регулировать подачу проволоки, силу тока, напряжение дуги, поток защитного газа. Помните, что при неудачном балансе между всеми четырьмя параметрами невозможно обеспечить не только нужную форму шва, но и необходимую глубину провара. Одним из индикаторов того, что настройка сварочного аппарата была выполнена успешно, является размер застывшего шарика на конце присадочного материала – он должен быть небольшим.

Взаимосвязь регулировок или отсутствие влияния можно отследить, пользуясь таблицей:
Напряжение
Величина в сварочных агрегатах может устанавливаться ступенчато или плавно, с помощью механических или цифровых регуляторов. Она зависит от толщины свариваемых заготовок и диаметра сварочной проволоки.
От настройки напряжения зависит прочность соединения, поскольку:
- недостаточное значение параметра приведет к получению чересчур узкого и высокого шва с плохим проваром;
- слишком большое значение способствует формированию чрезмерно широкого шва, возможностью прожига и приварки проволоки к контактному наконечнику.
Некоторые полуавтоматы имеют уже размещенную таблицу с рекомендуемыми значениями. Самым удобным местом для этого является внутренняя сторона крышки, закрывающая катушку с присадочным материалом. Немало подобных таблиц также можно отыскать в интернете.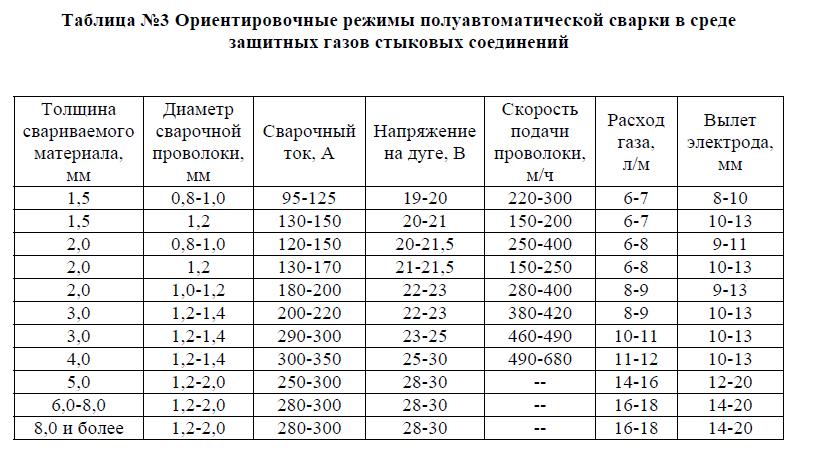
Скорость подачи проволоки / сила тока
Данный параметр меняют вслед за изменением напряжения или сменой диаметра/марки расходного материала. Следует отметить, что в дорогостоящих полуавтоматах может встречаться автоматическая регулировка скорости движения присадки вместе с изменением напряжения (синергетический режим SYN).
Регулируя подачу расходника в сварочных полуавтоматах, вы также автоматически изменяете силу тока, поскольку ток и скорость взаимосвязаны. Чем быстрее движется расходный материал, тем более высокая сила сварочного тока должна прилагаться. Соответственно, возрастает и температураный режим электросварки.
Неправильно заданная регулировка приведет к следующим последствиям:
- слишком высокое значение приведет к тому, что проволока будет не успевать расплавляться и к большому количеству брызг;
- чересчур низкая скорость подачи проволоки приведет к ее расплавлению задолго до прикосновения с деталью, что будет способствовать не только засорению сопла, но и увеличит риск просадок и разрыва шва.


Поток защитного газа
В каждом полуавтомате предусмотрен разъем для соединения с баллоном через газовый шланг. Удастся осуществлять правильный контроль подачи газа, если баллон будет снабжен редуктором с двумя шкалами: давление в МПа или барах (манометр), расход в л/мин (расходометр). Также предусмотрены ротаметры, часто использующиеся на промышленных линиях сварки. Это измерительные приборы, показывающие быстроту расхода вещества путем поднятия поплавка. Они представляют собой прозрачные вертикальные емкости конической формы. Настройка полуавтомата с использованием подобных приспособлений будет более точной.
На баллоне, предназначенном для использования при сварочных работах, можно увидеть два разных вентиля. С помощью первого (на самом баллоне) газ высвобождается из емкости, а с помощью второго регулируется быстрота подачи вещества. Вентиль на баллоне откручивается против часовой стрелки, а регулятор расхода газа – в обратном направлении. Оптимальное значение должно быть около 7-10 л/мин. Эквивалент на манометре – 1-2 кг/см².
Вентиль на баллоне откручивается против часовой стрелки, а регулятор расхода газа – в обратном направлении. Оптимальное значение должно быть около 7-10 л/мин. Эквивалент на манометре – 1-2 кг/см².
Если так получилось, что у вас нет необходимых измерительных приборов, все еще есть возможность измерить величину расхода газовой смеси, правда это не очень удобно. Возьмите обычный резиновый воздушный шарик и наденьте его на горелку, чтобы он надувался после нажатия на курок. Он должен полностью надуваться за 30 секунд – это и будет примерно 7-10 л/мин. Чтобы шарик не проткнула присадка, откройте крышку полуавтомата для сварки и переведите расходник в недвижимое состояние с помощью соответствующего рычага.
О недостаточной подаче защитного вещества свидетельствует образование пор в соединении. Явление обуславливается тем, что в сварочную ванну из-за недостатка защиты просачивается воздух из окружающей среды. Различные элементы, находящиеся в воздушных массах, контактируют со свариваемым металлом, вступая с ним в химическую реакцию.
Чрезмерный расход полуавтоматом газа из баллона, в свою очередь, вряд ли можно определить на глаз. Проще экспериментировать на тестовых металлических болванках, начав с минимального объема вещества в минуту. Можно будет прекратить повышать значение, как только добьетесь исчезновения пор. С другой стороны, специалисты с большим опытом в сварочном деле после десятков часов работы с одним и тем же полуавтоматом умеют определять быстроту газового потока на слух.
Что касается выбора газовой смеси, то он зависит от свойств металла заготовок и необходимого качества исполнения шва:
-
углекислый газ – обеспечивает глубокий провар, но из-за грубого шва и большого количества брызг не подходит для соединения тонколистных заготовок;
- аргон без примесей – для алюминиевых заготовок;
- наиболее популярная сварочная защитная смесь 80% аргона и 20% углекислоты для конструкционных низкоуглеродистых и низколегированных сталей;
В некоторых материалах найдутся другие рекомендации по выбору: смесь углекислоты с аргоном в соотношении 3:1.
 Такую пропорцию стоит опробовать для сварки тонких листов металла. Она гарантирует получение шва малой толщины и обеспечит минимальное количество брызг.
Такую пропорцию стоит опробовать для сварки тонких листов металла. Она гарантирует получение шва малой толщины и обеспечит минимальное количество брызг.- сочетание 98% аргона и 2% углекислоты (или 92% аргона и 8% углекислоты) – для работы с нержавеющей сталью.
Следует помнить, что газовая сварка полуавтоматом неэффективна на открытом пространстве в слишком ветреную погоду и в помещениях с сильным сквозняком. В подобных условиях поток защитного вещества крайне нестабилен, что ведет к повышению риска обрывания пор в структуре шва (вне зависимости от настроенной подачи). В таких случаях лучшим выбором будет флюсовая самозащитная сварочная проволока.
Подбор полярности при полуавтоматическом сваривании
Факт того, подключен электрод к «плюсовому» или «минусовому» разъему, также в значительной степени влияет на процесс сварки полуавтоматом. Есть два сценария:
1. Прямая полярность – горелка подключается к «минусу». Используется при безгазовой электросварке деталей проволокой с флюсом. Режим прямой полярности отличается тем, что максимальная температура приходится не на зону сварки, а на расходный материал. В итоге флюс плавится в 1,5 раза быстрее, поэтому срабатывает именно тем образом, который необходим. Однако дуга становится менее стабильной и на выходе получается обилие шлака.
Используется при безгазовой электросварке деталей проволокой с флюсом. Режим прямой полярности отличается тем, что максимальная температура приходится не на зону сварки, а на расходный материал. В итоге флюс плавится в 1,5 раза быстрее, поэтому срабатывает именно тем образом, который необходим. Однако дуга становится менее стабильной и на выходе получается обилие шлака.
2. Обратная полярность – горелку подключают на «плюс». Применяется при использовании сплошной сварочной проволоки.
Если применить в сварочном устройстве неправильную полярность для определенного вида расходника, это не самым лучшим образом скажется на прочности получившегося соединения. Также некорректный режим сварки может привести к увеличению количества брызг, уменьшению глубины провара, худшему управлению дугой.
Вылет проволоки
Под этой регулировкой подразумевают расстояние от места, где заканчивается токопроводящий наконечник горелки полуавтомата, до проволочного кончика.
 Что касается самого вылета, то рекомендуется следовать таким советам:
Что касается самого вылета, то рекомендуется следовать таким советам:- если используется углекислота или смеси, то разумно держать расстояние в диапазоне 6-10 мм;
- не делайте вылет слишком значительным, так как это ослабляет дугу;
- чем меньше вылет, тем более стабильна дуга и лучше проплавление, даже с не очень большим напряжением;
- сваривание под флюсом требует более длинного вылета, чем обычно (это необходимо для увеличения температуры плавления).
Как вы видите, лучший результат электросварки получится, если вылет расходника в полуавтомате будет как можно более коротким, но не меньше критического значения. Это обусловлено тем, что при отдалении сопла от зоны сваривания уменьшается эффективность газовой защиты.
Обратите внимание! Не путайте вылет и выпуск проволоки. В отличие от первого, выпуск – расстояние от сопла горелки до торцевой части присадочного материала.
Следует учитывать также еще одну регулировку – степень утопленности наконечника горелки внутрь сопла или, наоборот, ее выдвижения наружу. Чем глубже посажен наконечник, тем длиннее нужно делать вылет. Некоторые полуавтоматы для сварки поддерживают изменение расположения наконечника горелки относительно сопла в определенном диапазоне.
Чем глубже посажен наконечник, тем длиннее нужно делать вылет. Некоторые полуавтоматы для сварки поддерживают изменение расположения наконечника горелки относительно сопла в определенном диапазоне.
Каким именно должен быть вылет и выпуск, также можно определить, исходя из диаметра проволоки. Следует ориентироваться на рекомендуемые в таблице значения:
Неправильное расположение элементов горелки может привести к избыточным брызгам, недостаточному провару, короблению, сквозному прожигу.
Как настроить сварочник для сварки алюминия?
Из-за своих химических свойств алюминиевые детали труднее поддаются соединению электрической дугой. Однако, если следовать всем советам, можно добиться желаемого результата.
Как настроить сварочный аппарат полуавтоматической сварки для работы с алюминием? Помните следующее:- Варить нужно на обратной полярности. Это приведет к более эффективному разрушению оксидной пленки.
- Механизм, подающий расходный материал, оснащается четырьмя роликами (в профессиональных аппаратах). Металл мягкий, поэтому стремится к сминанию. Также надо учесть, что потребуются гладкие ролики в форме буквы U, не имеющие насечек.
- Диаметр проволоки следует подбирать меньший, чем у наконечника для сварки алюминия, так как при нагреве металл очень быстро расширяется.
- Горелка должна обладать тефлоновым каналом для подачи проволоки для минимизации трения расходника.
 Это приведет к более эффективному разрушению оксидной пленки.
Это приведет к более эффективному разрушению оксидной пленки.Правильная настройка сварочного полуавтомата для сварки алюминия также включает бережное затягивание ручки подающего механизма. Сделайте это плотно, но не до упора, чтобы алюминиевая проволока не деформировалась.
Как правильно настроить сварочный полуавтомат? | Часто задаваемые вопросы
Полуавтоматами пользуются, как правило, уже опытные сварщики. Полуавтоматическая сварка имеет намного больше возможностей, чем ручная электродуговая сварка. Большое значение при работе такими аппаратами имеют его настройки.
Большое значение при работе такими аппаратами имеют его настройки.
Подготовка к настройке
Прежде чем приступить к настройке полуавтомата, необходимо узнать толщину и химический состав свариваемых деталей; пространственное положение шва и толщину сварочной проволоки. По этим данным из специальных таблиц выбираются значения величины тока сварки или определяется скорость подачи присадочной проволоки, а также подбирается сварочное напряжение. По результатам пробной сварки проводят корректировку этих величин.
Предварительно устанавливается расход защитного газа. Это не представляет трудности, так как на газовом баллоне имеется редуктор, градуированный в литрах. Исходя из своего опыта и толщины металла, сварщики устанавливают расход газа в количестве 6 – 16 литров.
Настройка полуавтомата
Различные модели аппаратов настраиваются по-разному. Мы познакомим вас с наиболее распространенными способами настройки. На панели полуавтомата обычно располагаются регуляторы с надписями «Сварочный ток» и «Напряжение», которым регулируется параметры сварочного процесса тока. Какие величины параметров выбирать, описано в инструкции по эксплуатации для каждого конкретного случая сварки.
Какие величины параметров выбирать, описано в инструкции по эксплуатации для каждого конкретного случая сварки.
Чаще попадаются модели, в которых есть регулятор «Скорость подачи проволоки/Сила тока». Снова начинаем установку с рекомендованного значения. В дальнейшем производим корректировку по результатам сварки. Для опытного сварщика не представляет сложности подкорректировать этот показатель по внешнему виду шва. В дорогих моделях сварочных инверторов встречаются синергетические настройки и дополнительные регуляторы точной подстройки параметров дуги.
Все чаще встречается очень популярная функция настройки дуги «Индуктивность». Эта функция позволяет управлять характеристиками электрической дуги путем изменения инертности выходного контура сварочного аппарата. Использование этой функции значительно повышает качество и надежность сварного соединения, может применяться для снижения разбрызгивания электродного металла и увеличения стабильности сварочной дуги.
Настройка сварочного полуавтомата перед работой
Чтобы правильно настроить сварочный полуавтомат, вовсе не обязательно быть профессиональным сварщиком: достаточно иметь некоторые основные навыки и соблюдать рекомендации по регулировке оборудования. Для этого необходимо учитывать следующие критерии:
Для этого необходимо учитывать следующие критерии:
- интенсивность работы;
- параметры электросети, от которой будет питаться аппарат;
- тип свариваемого металла (сталь, цветной металл, алюминий и т. д.) и его толщина;
- желаемое качество сварки — прочность шва, его эластичность и другие параметры.
Ключевые этапы настройки
В первую очередь подбирается необходимая сила тока. Она должна соответствовать толщине материала, чтобы он прогревался достаточно глубоко, но при этом не горел. Таблицы соответствия силы тока и толщины материала обычно есть в инструкции к сварочному аппарату, поэтому до начала работы необходимо внимательно ознакомиться с этим документом.
Также в соответствии с указаниями инструкции устанавливается необходимая скорость подачи сварочной проволоки. Если она будет слишком высокой — флюс не успеет расплавиться, и шов просто не сформируется. При низкой скорости подачи проволока будет сгорать, и добиться желаемого результата опять же удастся.
Следующий шаг настройки полуавтомата — выбор требуемого напряжения. Этот параметр зависит от возможностей электросети, к которой будет подключаться оборудование. Поскольку выставить этот параметр с первой попытки довольно сложно, особенно для новичка — попробуйте поработать для начала с пробными заготовками. Как только шов сформируется правильно — настройка завершена, и можно приступать к работе.
Другие важные нюансы работы со сварочным полуавтоматом
При работе со сварочным полуавтоматом, равно как и с любым другим типом подобного оборудования, следует соблюдать минимальные требования техники безопасности. Работать необходимо в специальной одежде, которая закрывает тело и особенно руки, а также не пренебрегать перчатками и сварочной маской.
Если вы выполняете сварочные работы в газовой среде, то до начала сварки надежно установите баллон, предварительно убедившись, что он не поврежден, откройте вентиль и выберите необходимый показатель давления.
Не забывайте об обязательных перерывах в работе: они нужны для того, чтобы устройство могло остыть и не вышло из строя из-за перегрева.
Как настроить сварочный полуавтомат
Как настроить сварочный полуавтомат
Отличительной чертой работы сварочного полуавтомата является автоматическая подача электрода (проволоки) в сварочную зону. Передвижение горелки, розжиг дуги, поддержание определенного режима сварщик выполняет вручную. Самый распространенный способ использования данного оборудования — сварка в среде защитных газов.
В качестве присадки может применяться порошок. Он входит в конструкцию сварочной порошковой проволоки — полой трубки, заполненной флюсом. Сгорая, порошок превращается в газ и защищает соединительный шов от окисления. При этом не требуется использование громоздких баллонов с газом, что положительным образом влияет на скорость процесса и упрощает работу.
Сварочные полуавтоматы используются:
- в быту. Такие аппараты выдают ток до 200А, работают непродолжительное время, подключаются к однофазной сети, имеют небольшую мощность, достаточную для сварки тонких листов и используют проволоку до 1мм;
- на строительных площадках и станциях технического обслуживания автомобилей. Используются полупрофессиональные устройства с силой тока до 300А;
- в промышленности. Применяются профессиональные (сила ток свыше 300А) аппараты с высоким рабочим ресурсом и напряжением 380В.
 Такие аппараты выдают ток до 200А, работают непродолжительное время, подключаются к однофазной сети, имеют небольшую мощность, достаточную для сварки тонких листов и используют проволоку до 1мм;
Такие аппараты выдают ток до 200А, работают непродолжительное время, подключаются к однофазной сети, имеют небольшую мощность, достаточную для сварки тонких листов и используют проволоку до 1мм;Комплектация полуавтоматов
Основными составными элементами полуавтоматов являются:
- Источник тока. Для профессионального использования применяются модели с высокой мощностью, высокочастотной стабилизацией тока и цифровым дисплеем. В зависимости от источника питания полуавтоматы подразделяются на следующие типы:
- трансформаторы с выпрямителем;
- инверторы.
- Механизм для подачи проволоки. В зависимости от способов перемещения они бывают:
- толкающими. Метод основан на проталкивании проволоки из корпуса по рукаву, сквозь механизм подачи;
- тянущими. Данный способ организуется путем притягивания проволоки в ручку горелки, где располагается рабочий механизм и направлением ее на горелку;
- толкающе-тянущими. Такая модель передвижения проволоки основана на одновременной работе двух механизмов — в корпусе и ручке. Используется при очень длинном рукаве.
- Горелка с рукавом. Модель зависит от типа сварки — MIG или MAG. Правильный выбор данных элементов влияет на удобство использования аппарата и производительность процесса. Горелки различаются характеристиками:
- нагрузкой напряжения;
- средой охлаждения;
- способом управления;
-
подключением.

- Кабель для замыкания сварочной цепи. Сварочные кабеля относится к силовым проводам подвижного соединения, и различаются в зависимости от числа жил в кабеле (от 1-й до 4-х) и их сечения.
- Трубка для подачи газа к штуцеру.
- Баллон в комплекте с редуктором.
- Пульт управления пуском, движением проволоки, состоянием дуги.
Основные параметры настройки полуавтоматов
Регулировка параметров аппарата проводится непосредственно перед началом сварки, а более точная — в процессе работы.
Перед началом работы линию подключения полуавтомата необходимо выделить дифференцированным предохранителем и розеткой с заземлением. Газовый баллон к аппарату подключается посредством редуктора и газового шланга. Рабочее давление должно быть не меньше 1-3 атм в зависимости от расхода проволоки. При обмерзании редуктора необходимо установить обогрев. Проверяется кабельное соединение и его полярность — «+» на горелке, «-» на детали. Затем устанавливается катушка с проволокой и регулируется прижимной ролик механизма подачи. Проволока должна быть ровной без изломов, узлов и очагов коррозии. Следующий шаг заправка проволоки, при этом выворачивается наконечник и снимается сопло. При включении аппарата необходимо нажать кнопку горелки для того, чтобы проволока вышла на 10-15 см, после чего кнопка отпускается. После установки сопла и наконечника регулируется скорость подачи проволоки.
Рабочее давление должно быть не меньше 1-3 атм в зависимости от расхода проволоки. При обмерзании редуктора необходимо установить обогрев. Проверяется кабельное соединение и его полярность — «+» на горелке, «-» на детали. Затем устанавливается катушка с проволокой и регулируется прижимной ролик механизма подачи. Проволока должна быть ровной без изломов, узлов и очагов коррозии. Следующий шаг заправка проволоки, при этом выворачивается наконечник и снимается сопло. При включении аппарата необходимо нажать кнопку горелки для того, чтобы проволока вышла на 10-15 см, после чего кнопка отпускается. После установки сопла и наконечника регулируется скорость подачи проволоки.
Чтобы качественно сваривать поверхности необходимо настроить:
- Силу тока. Его показатели настраиваются в зависимости от толщины металла и диаметра проволоки. Регулировка силы тока может производиться механическим или электронным способом. Механическая регулировка производится по первичной обмотке соединением галетным переключателем определенного количества витков. Электронная регулировка осуществляется с применением тиристоров. Регулировка по первичной обмотке чаще всего применяется в аппаратах бытового исполнения.
 Электронная регулировка осуществляется с применением тиристоров. Регулировка по первичной обмотке чаще всего применяется в аппаратах бытового исполнения.
Электронная регулировка осуществляется с применением тиристоров. Регулировка по первичной обмотке чаще всего применяется в аппаратах бытового исполнения.- Скорость подачи проволоки. Этот процесс зависит от узла — регулятора скорости. Его неполадки приводят к сбоям в работе сварочного полуавтомата. При этом медленно подающаяся проволока прихватывается к наконечнику и без постоянной чистки контактной части работа становится невозможной. Также неисправность регулятора может привести к повышенной скорости подачи проволоки. Она выходит большими порциями, не позволяющими приступить к сварке. Для нормального сварочного процесса необходимо отрегулировать скорость подачи проволоки. Регулирующий узел может сдвинуться со своего места. Это влияет на частые сбои в работе. Для ликвидации проблемы устраняется нарушение положения устройства.
- Давление газа. При работе на полуавтомате используются баллоны с углекислым или другим газом в соответствии с металлом соединяемых поверхностей. Необходимое для работы давление устанавливается редуктором. Защитный газ к соленоиду подается по шлангу, который в процессе эксплуатации грубеет и трескается, в результате чего работа останавливается. Для возобновления работы износившуюся трубку необходимо заменить новой.
 Необходимое для работы давление устанавливается редуктором.
Необходимое для работы давление устанавливается редуктором. Что необходимо знать при покупке полуавтомата?
Чтобы избежать ошибок при работе с полуавтоматом, прежде всего, необходимо ознакомиться с характеристикой аппарата и инструкцией по его эксплуатации. При этом нужно знать:
- напряжение в электросети;
- какие металлы предстоит соединять;
- где приобрести запасные детали в случае ремонта.
Важно. Для хранения проволоки необходимо защищенное от сырости место. Влага способствует появлению коррозии и ухудшению сварочного процесса.
 Новые технологии позволяют работать быстрее, удобнее и качественней. Своевременное профилактическое обслуживание, замена расходных частей и использование материалов в соответствии с требованиями модели, поможет длительное время наслаждаться качественной работой полуавтомата и значительно сократить средства на ремонт.
Новые технологии позволяют работать быстрее, удобнее и качественней. Своевременное профилактическое обслуживание, замена расходных частей и использование материалов в соответствии с требованиями модели, поможет длительное время наслаждаться качественной работой полуавтомата и значительно сократить средства на ремонт. Вернуться в раздел
Настройка механизма подачи проволоки в полуавтомат
Сварочные полуавтоматы — удобный и распространенный вид сварочной техники. Производительность сварки полуавтоматом зависит от правильной регулировки всех его технологических параметров, в том числе и режима подачи сварочной проволоки. Эту функцию выполняет специальный механизм подачи проволоки для полуавтомата. Современные конструкции позволяют регулировать скорость в диапазоне 50-600 мм/с.
Конструктивные варианты
Исходными требованиями к рассматриваемому узлу является его универсальность, сравнительно быстрая переналаживаемость, возможность работы с проволокой различного диаметра, компактность и возможность управлять скоростью перемещения проволоки к зоне сварки.
Типовая конструкция данного узла включает в себя:
1. Катушку, на которой устанавливается кассета с исходным материалом.
2. Приводной асинхронный трехфазный двигатель переменного тока, который рассчитывается на работу со сравнительно небольшим рабочим напряжением (не выше 36 В).
3. Многоступенчатый червячный редуктор, при помощи которого можно изменять скорость перемещения проволоки.
4. Сменные зубчатые колеса, от которых получают вращение подающие ролики.
5. Комплект подающих роликов, которые имеют возможность своего осевого регулирования под различный диаметр сварочной проволоки.
6. Подающая втулка, которая, в зависимости от размещения узла, обеспечивает перемещение материала вне его корпуса.
7. Опорная рама, на которой размещены все элементы данного узла. Рама может снабжаться транспортирующими колесиками.
8. Блок предварительного натяжения проволоки (устанавливается до роликов).
Компоновка отдельных узлов, из которых состоит подача проволоки для полуавтомата, зависит от способа подачи проволоки. Она может быть тянущей, толкающей и смешанной.
Она может быть тянущей, толкающей и смешанной.
Тянущий вариант предусматривается в том случае, когда мощности приводного электродвигателя недостаточно для того, чтобы протягивать проволоку роликами с максимально требуемой скоростью. Для этого механизм протягивания размещается в ручке сварочной горелки. Это хоть и утяжеляет саму горелку, но способствует более равномерной скорости перемещения, что особенно важно для обеспечения повышенного качества сварного шва и стабильности его габаритных размеров. Для того, чтобы рука сварщика не уставала, предусматривается специальная подставка. Вследствие этого такая конструкция менее распространена, поскольку рассчитана в основном на сварщиков-профессионалов. При толкающем варианте все подвижные детали располагаются в корпусе самого узла, а точное направление обеспечивается соответствующей регулировкой направляющей втулки, которая располагается после приводных роликов. Такая компоновка требует, чтобы узел подачи располагался рядом с рабочим местом сварщика.
В случае возникновения каких-либо проблем с данным механизмом сварка прервется, что неизбежно отразится на ее качестве. Поэтому толкающая подача более требовательна к надежности действия приводного электродвигателя. Комбинированная подача, когда в узле имеется и толкающий, и тянущий приводы, наиболее безопасна: при возникновении проблем внутри корпуса перемещение продолжится автономным устройством, которое смонтировано в сварочной горелке. Тем не менее такая схема отличается наибольшей сложностью, а потому применяется вынужденно: например, при значительных расстояниях между полуавтоматом и механизмом подачи. Тянуще-толкающей подачей оснащаются наиболее мощные типоразмеры сварочных полуавтоматов. Таким образом, выбор наиболее подходящей схемы механизма подачи сварочной проволоки для полуавтомата зависит от условий сварки и квалификации работающего.
Как производится настройка узла
Операции предварительной регулировки значительно облегчаются, если сварочный полуавтомат оснащен блоком электронного управления. В этом случае изменение скорости перемещения сварочной проволоки может производиться при помощи так называемого пропорционального управления, когда интенсивность нажатия на управляющую кнопку замедляет или ускоряет вращение подающих роликов.
В этом случае изменение скорости перемещения сварочной проволоки может производиться при помощи так называемого пропорционального управления, когда интенсивность нажатия на управляющую кнопку замедляет или ускоряет вращение подающих роликов.
Происходит это следующим образом. Асинхронный двигатель может изменять скорость вращения ротора несколькими способами:
1. Увеличением скольжения ротора. Способ имеет существенный недостаток — повышенные потери мощности с последующим перегревом двигателя. Поэтому он пригоден только при кратковременном режиме управления и с проволокой малых диаметров, когда усилие подачи значительно меньше, чем крутящий момент, который развивает электродвигатель;
2. Включением в цепь ротора дополнительных резисторов, которые замедлят его вращение. В этом случае регулировка производится только ступенчато, а габаритные размеры устройства увеличиваются, что не всегда приемлемо;
3. Изменением напряжения на статоре, которое выполняется специальным электронным регулятором напряжения. Такой способ наиболее современен — практически отсутствуют электрические потери, а двигатель не перегружается, но и стоимость механизма в этом случае будет наибольшей.
Такой способ наиболее современен — практически отсутствуют электрические потери, а двигатель не перегружается, но и стоимость механизма в этом случае будет наибольшей.
Пропорциональное управление, кроме того, позволяет включать регулятор напряжения постепенно. Из-за этого скорость роликов будет изменяться плавно, а тормозной момент от инерции подаваемого материала оказывается минимальным. Как следствие, прорыв проволоки практически исключается.
Кроме регулировки скорости вращения роликов, современные механизмы подачи сварочной проволоки позволяют управлять и иными параметрами. Например, усилием прижима проволоки роликами.
Плавность подачи обеспечивается за счет увеличения количества подающих роликов. Обычно их пять: два ролика (прижимные) располагаются вверху, а остальные (подающие) располагаются ниже оси подачи проволоки. Исходный зазор между верхними и нижними роликами должен быть равен толщине проволоки: только в этом случае фрикционный захват будет надежным. Однако сварочная проволока в большинстве случаев изготавливается из мягкой, малоуглеродистой стали, которая пластически деформируется, а омедненная проволока, кроме того, еще и уменьшает коэффициент трения. Поэтому перед первым включением устройства передний торец проволоки заостряют, и в таком состоянии вводят в зазор, после чего ролики сдвигают на расстояние, которое гарантированно обеспечит надежный прижим материала к рабочим поверхностям роликов. Последним этапом регулировки является регулировка натяжения сварочной проволоки, разматываемой с кассеты. Она выполняется при помощи накидной гайки, которая предусматривается на корпусе механизма подачи. В комплект рассмотренного узла входят также сменные пары зубчатых колес, при помощи которых производится переналадка механизма под другой диаметр проволоки. Таким образом, наладка узла подачи выполняется в результате последовательной настройки скорости вращения ротора электродвигателя, усилия прижима роликов к материалу и изменения размеров подающих роликов.
Исходный зазор между верхними и нижними роликами должен быть равен толщине проволоки: только в этом случае фрикционный захват будет надежным. Однако сварочная проволока в большинстве случаев изготавливается из мягкой, малоуглеродистой стали, которая пластически деформируется, а омедненная проволока, кроме того, еще и уменьшает коэффициент трения. Поэтому перед первым включением устройства передний торец проволоки заостряют, и в таком состоянии вводят в зазор, после чего ролики сдвигают на расстояние, которое гарантированно обеспечит надежный прижим материала к рабочим поверхностям роликов. Последним этапом регулировки является регулировка натяжения сварочной проволоки, разматываемой с кассеты. Она выполняется при помощи накидной гайки, которая предусматривается на корпусе механизма подачи. В комплект рассмотренного узла входят также сменные пары зубчатых колес, при помощи которых производится переналадка механизма под другой диаметр проволоки. Таким образом, наладка узла подачи выполняется в результате последовательной настройки скорости вращения ротора электродвигателя, усилия прижима роликов к материалу и изменения размеров подающих роликов.
Настройка полуавтомата — Энциклопедия по машиностроению XXL
Для пояснения, как производится кинематическая настройка зубострогальных станков, ниже приводится пример настройки полуавтомата типа 526 (фиг. 170). [c.285]Упражнение 2. Ознакомиться с особенностями наладки и настройки полуавтоматов моделей 116 или 118 завода и.м. С. Орджоникидзе. [c.298]
Упражнение. Разобрать основные принципы настройки полуавтомата. [c.314]
Пуск, наладка и регулировка станка. Для настройки полуавтоматов модели 1283 необходимо на пульте загрузочной позиции переключатель полуавтомат установить в положение наладка затем нажатием кнопки гидроагрегат включить электродвигатель гидроагрегата. Через несколько секунд после этого кнопкой гл. двигатель включают электродвигатель главного движения. После чего нажатием кнопки на пульте первой рабочей позиции шпиндель — пуск включают шпиндель, который должен вращаться против часовой стрелки. [c.403]
[c.403]
Упражнение 2. Рассмотреть особенности настройки полуавтоматов типа 1282—1283. [c.411]
Требования к форме торцов свариваемых стыковой электросваркой заготовок значительно ниже, чем для машин трения неперпендикулярность торцов может достигать 1,5 мм, припуск — 5 мм. Колебания размера сваренной заготовки по длине зависят от косины подготовленных под сварку торцов и могут быть получены в пределах 0,5 мм. Отсутствие жестких требований к неточностям ( юрмы и размеров заготовок при стыковой электросварке делает ее незаменимой при сварке заготовок, торцы которых образованы рубкой. Ориентировочные режимы настройки полуавтоматов моделей СИ-086 и СА-2 приведены в табл. 10.13. [c.336]
Ориентировочные режимы настройки полуавтоматов моделей СИ-086 и СЛ-2 [c.337]
Настройка полуавтомата на заданный режим производится следующим образом. По выбранному режиму сварки для заданной скорости подачи электродной проволоки устанавливаются необходимые сменные шестерни (по таблице скоростей). Регулятором трансформатора или реостатом генератора постоянного тока (в зависимости от того, каким током пользуются для сварки) устанавливается необходимый сварочный ток, который проверяется по амперметру. Контролю подвергают также напряжение дуги.
[c.172]
По выбранному режиму сварки для заданной скорости подачи электродной проволоки устанавливаются необходимые сменные шестерни (по таблице скоростей). Регулятором трансформатора или реостатом генератора постоянного тока (в зависимости от того, каким током пользуются для сварки) устанавливается необходимый сварочный ток, который проверяется по амперметру. Контролю подвергают также напряжение дуги.
[c.172]
Настройка полуавтомата производится сменными шестернями. Скорости вращения шпинделя переключаются автоматически. [c.87]
Настройка полуавтомата для нарезания косозубых колес отличается от настройки полуавтомата для нарезания прямозубых колес. Схема нарезания червячной фрезой косозубого колеса дана на рис. 29. [c.50]
Ориентировочные режимы настройки полуавтомата при сварке заготовок инструмента [c.79]
В табл. 12 приведены ориентировочные рекомендуемые режимы настройки полуавтомата. [c.80]
[c.80]
Настройка полуавтомата на обработку заготовок для фрез с разным количеством зубьев производится установкой рукоятки реле счета импульсов в нужное положение. [c.119]
Настройка полуавтомата 5140. При настройке станка устанавливают на соответствующие скорости коробку коростей и коробку подач, а также подбирают числа зубьев сменных колес гитары. Исходными данными для [c.136]
Настройка полуавтомата мод. 6792 производится на основании следующих расчетных формул (см. фиг. III, 2). [c.32]
Для ручного поворота главного распределительного вала при настройке полуавтомата червячное колесо г = 45 механизма подачи посажено на вал свободно и связывается с валом посредством кулачковой муфты 25, для управления которой служит рукоятка 9 (фиг. 111, 20). [c.59]
Механизм дифференциальной подачи состоит из кулачка 13 и рычагов 16, 17, 19. Положение опорного штифта 18 в рычаге 19 можно изменять поворотом рукоятки 20. При этом изменяются плечи дифференциального механизма, как это требуется для настройки полуавтомата на необходимую величину врезания.
[c.84]
При этом изменяются плечи дифференциального механизма, как это требуется для настройки полуавтомата на необходимую величину врезания.
[c.84]
В целях расширения номенклатуры деталей для изготовления методом холодной обработки давлением и унификации технологической оснастки институтом разработаны и внедрены на заводах нормали на крепежные детали, чертежи на отдельные детали с учетом их технологичности чертежи инструмента и оснаш,ения к высадочным автоматам, резьбонакатным полуавтоматам, прессам, протяжным станкам и др. инструкции по эксплуатации и настройке перечисленного оборудования. [c.201]
Столы — Приводы 9 — 440 Настройка — Формулы 9 — 436 Зубопритирочные станки-полуавтоматы Комсомолец — Характеристики технические 7—178 [c.82]
Разительные перемены произошли в профессиональном составе рабочих кадров машиностроения, ведущей отрасли промышленности. . Переход на крупносерийное и массовое производство и внедрение специальных и агрегатных станков, полуавтоматов, автоматов и автоматических линий вызвало появление профессии наладчика, который выполняет предварительную настройку и наладку оборудования, а также систематически наблюдает за ним. С 1925 по 1954 г. число наладчиков, настройщиков станков и автоматов увеличилось в 44 раза, а электромонтеров в 42,5 раз.
[c.148]
. Переход на крупносерийное и массовое производство и внедрение специальных и агрегатных станков, полуавтоматов, автоматов и автоматических линий вызвало появление профессии наладчика, который выполняет предварительную настройку и наладку оборудования, а также систематически наблюдает за ним. С 1925 по 1954 г. число наладчиков, настройщиков станков и автоматов увеличилось в 44 раза, а электромонтеров в 42,5 раз.
[c.148]
Электрические схемы полуавтоматов с электроприводом постоянного тока обеспечивают плавную настройку скорости подачи проволоки путем изменения якорного тока в цепи двигателя механизма подачи. Для этой цели предусмотрен регулятор напряжения. [c.158]
| Рис. 144. Фрезерная бабка полуавтомата с механизмом настройки (о> и подъема (б) 198 |
 Цепь главного движения со звеном настройки, выполненным в виде однопарной гитары сменных колес а Ь, связывает вращение электродвигателя Ml с вращением червячной фрезы 1.
[c.231]
Цепь главного движения со звеном настройки, выполненным в виде однопарной гитары сменных колес а Ь, связывает вращение электродвигателя Ml с вращением червячной фрезы 1.
[c.231]Приведенное усилие пружины подъема пластин Р определяется величиной запаса усилия АО, однако при недостаточном опыте эксплуатации и небрежном отношении к механизму подъема пластин может иметь место срыв тормозного устройства при взведенной подъемной пружине. Поэтому при необходимости кассетирова-ния пакета пластин большого веса приведенное усилие в целях безопасности работы должно быть заранее определено. При настройке полуавтомата без кассеты нельзя нажимать контрольный шток 6, если пружина взведена. Во избежание случайного нажатия на шток в схему полуавтомата должна быть включена блокировка. [c.165]
Настройка полуавтомата для сварки заключается в следующем. В зависи1 гости от толщины свариваемых деталей — при сварке в стык или от сечения швов — при сварке угловых швов, пользуясь данными табл. 38—42, подбирают величину сварочного тока и соответствующую ей скорость подачи сварочной проволоки. Для обеспечения заданной скорости подачи проволоки подбирают и устанавливают в подающем механизме необходимые сменные шестерни. При подборе шестерен
[c.405]
38—42, подбирают величину сварочного тока и соответствующую ей скорость подачи сварочной проволоки. Для обеспечения заданной скорости подачи проволоки подбирают и устанавливают в подающем механизме необходимые сменные шестерни. При подборе шестерен
[c.405]
Настройка полуавтомата на требуемую скорость резания и величину обката, делення и нодачи осуществляется сменными зубчатыми колесами. [c.204]
НАСТРОЙКА ПОЛУАВТОМАТА 5К324 ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ПРЯМОЗУБЫХ КОЛЕС [c.43]
НАСТРОЙКА ПОЛУАВТОМАТА 5К324 ДЛЯ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС [c.57]
Пакетный переключатель ППМ служит для переключения в цепи двигателя подающего жханмзиа ДПМ на следующие положения /(Холостой ход — электрод вверх или Холостой ход — электрод вниз . При этих положениях сварочная цепь разомкнута и сварочная проволока может быть подана по направлению к изделию (вниз) или от изделия (вверх). Этим пользуются для настройки полуавтомата перед сваркой.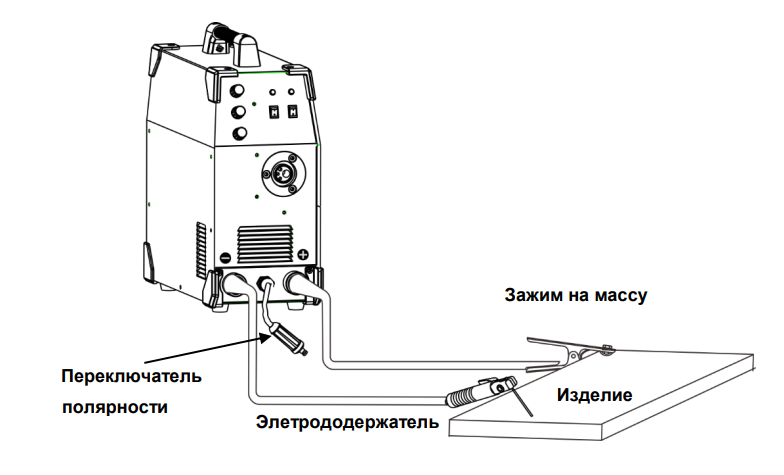 [c.61]
[c.61]
Настройка полуавтомата мод. 6793У производится на основании следующих формул (см. фиг. П1, 7) [c.38]
Отличительной особенностью рассматриваемого полуавтомата является наличие программного устройства в блоке управления БУСП-1, которое обеспечивает программирование линейной зависимости сварочного тока при изменении технологических данных (марки электродной проволоки, ее диаметра, режима сварки и т. д.). Это упрощает настройку полуавтомата и сокращает количество органов управления. Режим сварки задают изменением положения ручки регулятора напряжения источника питания. Четырехроликовый подающий механизм типа [c.133]
Настройка полуавтомата на заданный режим сводится к следующему а) по таблице выбирается режим сварки б) рукоятками коробки скоростей на подающем механизме устанавливается требуемая скорость подачи электрода в) дросселем-регулятором или регулятором генератора постоянного тока устанавливается требуемый ток и напряжение дуги и проверяются по показаниям цpибopoвi во время пробных наплавок.
 Электрическая схема полуавтомата ПШ-54 надежно и устойчиво работает при напряжении
[c.207]
Электрическая схема полуавтомата ПШ-54 надежно и устойчиво работает при напряжении
[c.207]На автоматах, полуавтоматах и револьверных станках детали обрабатывают Способом автоматического получения размеров, для чего станки предварительно настраивают на размер. Перемещение инструмента относительно детали ограничивается упррами. При одновременной обработке несколькими инструментами (набором резцов, фрез и т. п.) установку их на размер (настройка) производят по шаблонам. [c.51]
Обработка колеса на шестишпиндельном полуавтомате с одноин-дексной схемой настройки показана на рис. 269. Вторая сторона колеса должна обрабатываться на другом таком же станке. [c.452]
Двухиндексная схема настройки предусматривает обработку заготовки зубчатого колеса полностью на одном станке. Технологическая наладка полной обработки заготовки зубчатого колеса на одном восьмишпиндельном полуавтомате показана на рис. 270.
[c. 452]
452]
Если в процессе выполнения операции требуется многократное повторное перемещение подвиясного элемента и при очередном повторном перемещении сигналы положения вырабатываются при новых положениях подвижного элемента, а скорости его рабочего хода и главного рабочего движения автоматически изменяются, то применяют систему программно-путевого управления. При программпо-путевом управлении имеется несколько групп путевых упоров и каждая группа подает сигналы положения только при одном определенном повторном цикле движений. Программа работы— последовательность и скорость движений отдельных подвижных элементов фиксируют при настройке станка с помощью переключателей пли других устройств, размещаемых на пульте управления. Программно-путевое управлеипе используют прп автоматизации револьверных станков, которые при этом превращаются в прутковые быстро-переналаживаемые токарные автоматы или в быстропереналаживаемые полуавтоматы для патронных работ.
[c.518]
При программпо-путевом управлении имеется несколько групп путевых упоров и каждая группа подает сигналы положения только при одном определенном повторном цикле движений. Программа работы— последовательность и скорость движений отдельных подвижных элементов фиксируют при настройке станка с помощью переключателей пли других устройств, размещаемых на пульте управления. Программно-путевое управлеипе используют прп автоматизации револьверных станков, которые при этом превращаются в прутковые быстро-переналаживаемые токарные автоматы или в быстропереналаживаемые полуавтоматы для патронных работ.
[c.518]
При работе на токарном станке одним быстрорежущим резцом нормальной формы или твердосплавным с многокромочной непере-тачиваемой режущей пластиной величина S сравнительно небольшая, но она растет по мере усложнения формы и удорожания материала инструмента. Поэтому норма стойкости для фасонных резцов увеличивается, что особенно заметно при эксплуатации многоинструментальных станков, автоматов и полуавтоматов, так как здесь помимо высокой стоимости инструмента имеют место большие за траты на их настройку велико), Очевидно, в этом случае
[c. 164]
164]
Рассмсхемы обработки и структуры но[ 1ы времени применяются и к групповым наладгам, в которых предусмотрена обработка деталей разных наименований или одной детали с нескольких сторон при промежуточных переустановках. Высокопроизводительные многоместные многоинструментные параллельные и параллельно-последовательные схемы обработки эффективно использовать и при недостаточном объеме выпуска одноименных деталей. Групповые наладки возможны на любых станках. В операционные партии деталей, обрабатываемых при многоместных схемах (см. рис. 4 — 6), могут входить детали разных наименований. На вертикальном многошпиндельном полуавтомате при двухцикловой настройке и перекладывании заготовки из первой загрузочной позиции во вторую заготовка в нечетньк позициях обрабатывается с одной стороны, а в четных — с другой. [c.398]
Сварочный полуавтомат Grovers MIG 200 (MIG/MAG)
Сварочный полуавтомат Grovers MIG 200 (MIG/MAG)Если вам нужен сварочный полуавтомат для профессионального использования, чтобы варить кузовной металл и выполнять другую, рутинную работу по сварке, то обязательно присмотритесь к инвертору Grovers MIG 200 (MIG/MAG). Лёгким и компактным, вполне по доступной цене, сварочным полуавтоматом Grovers MIG 200 (MIG/MAG) можно варить тончайший металл, как в среде инертного, так и активного газа.
Лёгким и компактным, вполне по доступной цене, сварочным полуавтоматом Grovers MIG 200 (MIG/MAG) можно варить тончайший металл, как в среде инертного, так и активного газа.
Легкость управления и интуитивно понятный интерфейс, позволяет быстро настроить полуавтомат под собственные нужды и предпочтения в сварке. В настройках инвертора уже сохранены основные параметры различных видов сварки, а также есть возможность добавить и сохранить собственные.
В общем, сегодняшний обзор посвящён флагманскому сварочному полуавтомату Grovers MIG 200. Почему стоит выбрать именно этот полуавтомат, а не другой, из более дорогих аналогов.
Преимущества полуавтомата Grovers MIG 200 (MIG/MAG)
К многочисленным преимуществам сварочного полуавтомата Grovers MIG 200 (MIG/MAG), которые вполне оправдывают выбор, относятся следующие:
- Аппарат имеет лёгкое управление и понятный интерфейс. Запутаться в настройках полуавтомата невозможно, даже новичку в сварке;
- Благодаря наличию встроенных программ, можно выбрать какую-то конкретную, для решения самых различных задач по сварке. Также в процессе эксплуатации можно подстроить настройки под свои нужды или сохранить совершенно новую надстройку, чисто «под себя»;
- Полуавтомат Grovers MIG 200 оснащён надёжнейшим стальным механизмом, конструкция которого оснащена мощнейшим электрическим мотором повышенного ресурса. В результате этого варить сварочным полуавтоматом одно удовольствие: проволока подаётся равномерно и без натяжения, она не люфтит и не заедает. Всё это улучшает качество проведения сварочных работ и выводит их на принципиально новый уровень;
- Варить полуавтоматом получится и в среде аргона на постоянном токе. Немаловажно и то, что сварочный полуавтомат Grovers MIG 200 в процессе аргонодуговой сварки можно гибко настроить под собственные нужды: уменьшить или нарастить сварочный ток, осуществить продувку горелки газом и многое другое.
 Также в процессе эксплуатации можно подстроить настройки под свои нужды или сохранить совершенно новую надстройку, чисто «под себя»;
Также в процессе эксплуатации можно подстроить настройки под свои нужды или сохранить совершенно новую надстройку, чисто «под себя»;Ну и, пожалуй, самое главное преимущества сварки аргоном с использованием этого популярного полуавтомата связаны с тем, что здесь не нужно осуществлять вручную управление подачей газа и «чиркать», чтобы зажечь дугу. Горелка полуавтомата оснащена надежным кнопковым розжигом дуги, что очень легко сделать при нажатии кнопки.
Горелка полуавтомата оснащена надежным кнопковым розжигом дуги, что очень легко сделать при нажатии кнопки.
Особенности полуавтомата
Среди основных особенностей инверторного аппарата для сварки Grovers MIG 200, является три режима сварки: MIG/TIG/MMA. Контроль за сваркой можно осуществлять по большому и многофункциональному LCD дисплею.
Сварочный аппарат оснащён высокопроизводительным микропроцессором, который все время следит за точностью выполнения сварочных программ. Аппарат легко подходит для сварки от электрогенератора, он поддерживает функцию мягкого старта без разбрызгивания металла.
Особый класс защиты сварочного полуавтомата позволяет использовать его даже в самых суровых регионах России. Ну а мощный механизм подачи сварочной проволоки и быстрая возможность смены полярности, позволят использовать аппарат еще с большей эффективностью.
Поделиться в соцсетях
ПолуавтоматVs. Автоматическое изготовление | Джозеф машина
Жилое оконное ограждение — это востребованная отрасль, в которой особое внимание уделяется характеристикам продукции и отказоустойчивости. Даже мельчайшие детали выделяют производственные линии среди конкурентов
Даже мельчайшие детали выделяют производственные линии среди конкурентов
Выбор подходящего производственного оборудования для ваших линий — полуавтоматического или полностью автоматического — может существенно повлиять на ваши потребности в рабочей силе, качестве продукции и производительности. Это важное решение должно основываться на сильных сторонах и целях вашей производственной линии.
В этой статье мы расскажем о плюсах и минусах каждого типа производственной линии, а также о том, что следует учитывать при принятии решения о том, что лучше всего подходит для вашей работы.
Краткий обзор автоматизации JMC
Полностью автоматические станки могут выполнять несколько производственных операций, таких как распиловка, сверление, фрезерование и очистка, в пределах одной ячейки. Это может быть очень полезно для операций с ограниченным пространством или рабочей силой, но требует регулярного обслуживания и специализированных технических специалистов для поддержания работоспособности линий.
Полуавтоматические устройства выполняют один набор операций, таких как сверление или распиловка, требуя, чтобы у операций было больше устройств для создания полного окна и больше труда для перемещения материала по линии.
Полуавтоматические системы могут быть спроектированы так, чтобы изготавливать целые окна быстрее, чем полностью автоматические аналоги, но полностью автоматическая линия поддерживает более стабильное качество продукции.
Все наши пильные машины включают пилы Zero Scrap, которые режут на самом краю экструзии.Даже в местах пересечения разрезов пилы никогда не снимают больше материала, чем ширина полотна.
Полуавтомат: больше труда, больше производительности
Полуавтоматическая система выполняет часть производственного процесса, и операторы перемещают материалы от одной машины к другой.
Полуавтоматические линии с надежной рабочей силой идеально подходят для операций, требующих высокой скорости.
Как правило, они безопаснее, быстрее и точнее, чем изготовление вручную.
Все лезвия и сверла размещены в отсеках, которые нельзя открыть во время работы, что значительно снижает вероятность травмирования рабочего по сравнению с ручным изготовлением.
Скорость производства
Полуавтоматические производственные линии более производительны, чем полностью автоматические системы, потому что чем больше машин, тем больше материала может быть на линии одновременно.
Операторы полуавтоматических станков должны работать вместе, чтобы не отставать, передавая линейные детали по линии на следующую машину. Чем больше в руках каждого продукта, тем выше риск дефектов качества. Но эти усилия могут вознаградить вас меньшим временем цикла.
Время цикла резки
Давайте взглянем на нашу двустороннюю торцовочную пильную машину ZDM-4590.Оператор размещает на стойке предварительной нагрузки два линейных профиля, которые направляются на место захватом подачи с сервоуправлением. Профили нарезаются двумя торцовочными пилами с независимым горизонтальным ходом от 45 до 90 градусов. Нарезанные профили затем проталкиваются на разгрузочную стойку.
Нарезанные профили затем проталкиваются на разгрузочную стойку.
Горизонтальная пила с V-образным пазом ZHVN-4545 с нулевым обрезанием отходов имеет два под углом 16 дюймов с независимым горизонтальным ходом под углом 45 градусов. Его большая зона среза делает его идеальным для нескольких дорожек из алюминиевых, виниловых или стекловолоконных профилей.
Он может изготавливать большое количество деталей с временем цикла от резки до резки от восьми до 10 секунд.
Верно — от восьми до 10 секунд. Сколько времени требуется вашей команде, чтобы выполнить одну и ту же работу?
Эффективность программного обеспечения
В то время как полуавтоматические системы больше полагаются на квалифицированный персонал, производители линейных экструзионных систем производства, такие как Joseph Machine, упорно трудятся, чтобы облегчить процесс для операторов. Эти машины, например, оснащены модулем опережающей оптимизации, который определяет, как эффективно разрезать линейные экструзии для выполнения нескольких заказов с минимальными остатками материала.
Что это значит для вас? Что ж, если 16-футовая палка используется для изготовления одного окна с небольшой длиной, модуль проанализирует будущие заказы и найдет пристанище для оставшегося материала, а затем предварительно обработает детали, чтобы рабочий отложил их в сторону.
Они также включают программное обеспечение для диагностического обслуживания Joseph, разработанное специально для предупреждения оператора о необходимом обслуживании или ремонте. Это избавит вашу машину и цех от непредвиденных простоев, производственных потерь или недовольных клиентов.
Более дешевое обслуживание, квалифицированные рабочие
Полуавтоматы дешевле и проще в обслуживании, чем их полностью автоматические аналоги. Но ваши сотрудники должны передавать материалы по конвейеру, а это означает, что больше незавершенных работ, людей и машин на производстве одновременно.
Это затрудняет своевременное производство и увеличивает риск задержки из-за сбоя технологического процесса, а также создает дополнительные опасности для движения и безопасности на вашем предприятии.
Полностью автоматический: более длительный цикл, более высокое качество
Полностью автоматические станки выполняют большую часть производственных работ за вас, выполняя вырезы, сверление отверстий и фрезерование на одном станке.Этот поток отдельных частей означает, что один человек может выполнять работу многих, практически стоя на месте. Это резко снижает количество отходов, рабочей силы и трафика на вашем предприятии.
Снижение потребности в рабочей силе
Руководители заводов по всей стране постоянно сталкиваются с проблемой: трудно найти хорошую помощь, а еще сложнее сохранить.
Это то, что делает переход на полностью автоматические системы привлекательными для производственных цехов. У автоматов нет больничных, они не ищут лучшей зарплаты и выходят на пенсию только тогда, когда вы решаете снять их с конвейера.
Каждая полностью автоматическая линия может сократить количество ваших рабочих рук на четыре или пять человек.
Сэкономленные на производстве трудозатраты могут быть распределены по линии на операции, которые необходимо выполнять вручную, например, прикрепление оконных защелок.
Умное производство
Полностью автоматический процессор SFMC Flexline использует сервоуправляемую подачу для проталкивания линейки в многопильный узел. Затем экструзия разрезается и обрабатывается для полного изготовления детали в серии поточных этапов, размещенных в одной ячейке.
Система может быть оснащена программным обеспечением линейной оптимизации, которое анализирует заказы продуктов и сегментирует линейные показатели для наиболее эффективного создания нескольких окон.
Если что-то из линейного остается, наше программное обеспечение предварительного просмотра переходит к предстоящим заказам, чтобы увидеть, можно ли из оставшегося материала изготовить какие-либо детали и отложить их в сторону. Одинокая часть будет сгруппирована с остальной частью окна, как только другие части будут созданы из следующего линеала.
Хотя некоторое количество брака неизбежно, автоматические операции могут иметь выход материала 95% или более, что значительно повышает рентабельность инвестиций по сравнению с нашими конкурентами.
Эти полностью автоматизированные системы предлагают многочисленные системы безопасности, включая датчики, которые ищут препятствия на входе и отключают систему, если, например, оператор вставляет руку в зону подачи. Двери камеры не открываются, пока инструменты находятся в движении, что обеспечивает оптимальную безопасность и занимает мало места.
Качество, сервис и обслуживание
Производители, известные своим превосходным качеством продукции, могут быть уверены, что их система Joseph Machine только улучшит их репутацию.
Мы устанавливаем датчики, которые контролируют температуру и остроту лезвия, чтобы техническим специалистам было легче выявлять и обнаруживать механические проблемы или проблемы, связанные с обслуживанием, например затупившееся полотно пилы, прежде чем они повлияют на качество продукции.
Полностью автоматические системы требуют большего обслуживания, чем полуавтоматические системы, чтобы поддерживать надлежащую функциональность. Ваша команда будет получать инструкции по регулярному обслуживанию, и если у вас нет на месте кого-либо, кто мог бы обслуживать систему, наших технических специалистов можно нанять для посещения объекта каждые три месяца, чтобы все работало бесперебойно.
Ваша команда будет получать инструкции по регулярному обслуживанию, и если у вас нет на месте кого-либо, кто мог бы обслуживать систему, наших технических специалистов можно нанять для посещения объекта каждые три месяца, чтобы все работало бесперебойно.
Освобождение площади
Инкапсуляция всей линии в машине размером 30 на 6 футов экономит примерно половину площади по сравнению с полуавтоматическими машинами. Вы можете добавить еще одну полностью автоматическую линию с небольшой дополнительной площадью, что может означать разницу между размещением нескольких линий на одном объекте или необходимостью искать больше недвижимости для расширения операции.
Это большая разница. Добавление еще одной машины — гораздо более эффективный способ увеличения мощности, чем увеличение площади здания.Больше места в здании означает больше затрат на квадратный фут, а это означает, что для покрытия инвестиций требуется дополнительная производительность, что оказывает большее давление на вашу команду.
Непрерывное развитие
Мы постоянно работаем над совершенствованием наших технологий и предлагаемых услуг.
Клиенты скоро смогут внедрить нашу систему облачных информационных панелей, которая позволит нашим техническим специалистам отслеживать ваши линии на предмет таких проблем, как перегрев, позволяя вашим операторам сосредоточиться на получении максимальной производительности вашей системы.
Найдите свою прибыль
Что нужно вашему предприятию по производству окон, чтобы получить большую прибыль?
Рассмотрите факторы, которые имеют наибольшее влияние на вашу прибыль.
Спросите себя:
- Что нужно улучшить вашей работе — скорость или последовательность?
Если на вашем предприятии необходимо произвести как можно больше окон за одну смену, то вам подойдут полуавтоматические линии. Но если качество вызывает больше беспокойства, обратитесь к полностью автоматическому решению.
- Вам не хватает квалифицированной рабочей силы и вы хотите перераспределить больше своих сотрудников по производственной линии?
Полностью автоматизированные линии могут обслуживаться одним квалифицированным оператором, что позволяет вам перераспределить сотрудников по линии.
- Вы хотите освободить место в тесноте или вам необходимо расширить свою деятельность без приобретения дополнительной недвижимости?
Полностью автоматические системы могут сэкономить половину площади полуавтоматических систем.
Принять меры
Мы можем помочь провести аудит вашей деятельности, чтобы решить, какое решение лучше для вас. Запросите консультацию и сообщите нам, как мы можем помочь вам в достижении ваших целей.
Альтернативные методы сбора данных
Релевантно для: AFA Administrators
В этом разделе описаны методы автономного сбора данных устройства, которые могут использоваться в качестве альтернативы включению устройства в AFA из области администрирования и автоматическому сбору данных.
Примечание: Поскольку это статические файлы, а не действующие устройства, изменения конфигурации, такие как обновления динамического маршрута, появляются в AFA только при повторном обновлении файла.
Кроме того, AFA не может отслеживать изменения в реальном времени или отслеживать, кто мог вносить каждое изменение на устройстве. Обновления представлены только в отчетах, созданных после обновления.
ActiveChange не поддерживается для файловых устройств.
В этой теме:
Когда использовать эти процедуры
Хотя мы рекомендуем, как правило, собирать данные с живых устройств автоматически, для этого необходимо, чтобы устройство AFA было подключено к сети устройства.
Это не всегда возможно, и вы можете захотеть проанализировать устройства в другом месте или в сети, к которой вы не можете подключиться напрямую.
Кроме того, у вас могут быть устройства L3, где эти данные уже собираются существующим набором инструментов.
Примечание: Мы рекомендуем клиентам убедиться, что AFA имеет самые свежие данные об устройстве, что помогает обеспечить полноту карты сети и точность моделирования трафика.
Полные данные об устройстве обычно включают анализ инфраструктуры маршрутизации ядра и уровня распределения, а также межсетевых экранов.
Вернуться к началу
Рекомендуемый сбор данных об устройствах по типам устройств
Собирайте данные со своих устройств в полуавтоматическом или ручном режиме с помощью скриптов, предоставленных AlgoSec.
Для каждого типа устройства есть рекомендуемый метод, а именно:
| КПП | Подробнее см .:
|
Cisco | Подробнее см. Маршрутизаторы и устройства Cisco. |
| Можжевельник | Дополнительные сведения см. В разделе «Устройства Juniper». |
| Fortinet Fortigate | Подробнее см. В Fortinet Fortigate (руководство). |
| Palo Alto Networks | Подробнее см. Palo Alto Networks (руководство). |
| McAfee Firewall Enterprise (Forcepoint Sidewinder) | Подробнее см. McAfee Firewall Enterprise (Sidewinder) (руководство). Примечание: Поддержка брендов Forcepoint (Sidewinder, StoneGate) и Hillstone устарела в версии ASMS A30.00. Если вы определили эти устройства в более ранней версии ASMS, эти устройства все еще доступны вам (со всеми существующими возможностями), но вы не можете добавлять новые после обновления. |
| Symantec BlueCoat | Дополнительные сведения см. В Symantec Blue Coat (руководство). |
 X и ниже.
X и ниже. Дополнительные сведения см. В соответствующей статье базы знаний AlgoPedia.
Дополнительные сведения см. В соответствующей статье базы знаний AlgoPedia.Доступ к сценариям полуавтоматического сбора данных на портале AlgoSec. Подробнее см. Скрипты полуавтоматического сбора данных.
В зависимости от конфигурации вашей системы файлы устройств также могут быть получены следующим образом:
| Использовать последний отчет AFA | Совет: Если ваше устройство поддерживается только как EA, убедитесь, что поддержка устройства включена по мере необходимости как в производственной, так и в тестовой среде. |
| Создать файл JSON вручную | Если у вас нет другого устройства для сбора данных, создайте файл вручную. Дополнительные сведения см. В разделе «Статическая поддержка универсальных устройств». |
 Для получения дополнительной информации см. Расширение поддержки устройств.
Для получения дополнительной информации см. Расширение поддержки устройств.Примечание. AFA в настоящее время не поддерживает ручной сбор данных с устройств мониторинга.
Вернуться к началу
Добавить статическое файловое устройство в AFA (UI)
Эта процедура описывает, как добавить файловое устройство в AFA из области администрирования AFA .
Сделайте следующее:
В AFA перейдите на страницу настройки устройств. Подробнее см. Доступ к странице НАСТРОЙКА УСТРОЙСТВ.
На странице выбора поставщика и устройства щелкните Устройство из файла справа.
- В поле Имя введите имя файлового устройства.
Выберите файл, который вы хотите проанализировать, выбрав один из следующих вариантов:
Загрузить новый Загрузите файл со своего компьютера. Найдите и выберите свой файл.
Размер файла не должен превышать 20 МБ.
Для файлов большего размера скопируйте файл в каталог / home / afa / algosec / fwfiles и используйте опцию Existing on server .
Для получения дополнительных сведений см. Рекомендуемый сбор данных об устройствах по типам устройств.
Существует на сервере Выберите файл, уже сохраненный на сервере AFA, в каталоге / home / afa / algosec / fwfiles .
Выберите файл, который вы хотите проанализировать, из раскрывающегося списка.
Определите, как AFA должен получать информацию о маршрутизации устройства.
Выберите одно из следующего:Автомат - Автомат.Автоматически генерировать информацию о маршруте устройства после анализа или мониторинга.
- Статическая таблица маршрутизации (URT). Информацию о маршрутизации устройства возьмите из предоставленного вами статического файла. Дополнительные сведения см. В разделе Указание данных маршрутизации вручную.
Статическая таблица маршрутизации (URT). Возьмите информацию о маршрутизации устройства из предоставленного вами статического файла.
Для получения дополнительных сведений см. Указание данных маршрутизации вручную.
Выберите опцию Мониторинг изменений в реальном времени , чтобы включить оповещение в реальном времени об изменениях конфигурации.Дополнительные сведения см. В разделе Настройка мониторинга в реальном времени.
- Выберите Установить права пользователя , чтобы установить права пользователя для этого устройства.
- Нажмите Готово. Новое устройство будет добавлено в дерево устройств.
Если вы выбрали «Установить права доступа», откроется диалоговое окно «Редактировать пользователей».
В отображаемом списке пользователей выберите одного или нескольких пользователей, чтобы предоставить доступ к отчетам для этой учетной записи.
Чтобы выбрать нескольких пользователей, нажмите кнопку CTRL при выборе.
Нажмите ОК , чтобы закрыть диалоговое окно.

 Выберите одно из следующего:
Выберите одно из следующего:
Появится сообщение об успешном выполнении, подтверждающее добавление устройства. Теперь устройство отображается в дереве устройств в AFA и будет включено в аналитические отчеты ALL_FIREWALLS.
Вернуться к началу
Добавить статическое файловое устройство в AFA (CLI)
Эта процедура описывает, как добавить файловое устройство в AFA с помощью команд интерфейса командной строки.
Сделайте следующее:
Поместите все собранные файлы данных устройства, например, в следующий каталог на сервере AFA: home / afa / algosec / fwfiles /
Для получения дополнительных сведений см.
Рекомендуемый сбор данных об устройствах по типам устройств.Суммируйте файлы в один файл CSV со следующими столбцами:
название Отображаемое имя устройства, используемое в дереве устройств и во всех других местах вокруг ASMS.
путь Расположение файла устройства на компьютере AFA в каталоге / home / afa / algosec / fwfiles .
full_analysis Определяет, выполнять ли полный анализ.
Чтобы оптимизировать производительность во время анализа устройства, введите № .
Например:
названиепутьfull_analysisMYROUTER/home/afa/algosec/fwfiles/MyRouter.rd№MYNEXUS/ главная / afa / algosec / fwfiles / MyNexus. nexus №Сохраните файл CSV в каталоге home / afa / algosec / fwfiles / на сервере AFA.
- Войдите на сервер AFA как пользователь afa .
Запустите import_devices -t <имя файла CSV> -f ФАЙЛ
, где <имя файла CSV> — это имя файла CSV, который вы сохранили на предыдущем шаге.
Например: import_devices -t BulkL3Devices.csv -f ФАЙЛ
 Рекомендуемый сбор данных об устройствах по типам устройств.
Рекомендуемый сбор данных об устройствах по типам устройств. nexus
nexus По завершении все устройства, перечисленные в файле CSV, будут показаны в дереве устройств в AFA и будут включены в аналитические отчеты ALL_FIREWALLS.
Вернуться к началу
Скрипты полуавтоматического сбора данных
Доступ к сценариям сбора данных, используемым для любого полуавтоматического процесса, с портала AlgoSec (требуется учетная запись пользователя портала).
Эти сценарии используют те же команды для копирования файлов и создания каталогов, которые перечислены в процедурах ручного сбора данных. M ), добавленные Windows системы удаляются на целевой платформе.
M ), добавленные Windows системы удаляются на целевой платформе.
Если у вас есть сжатый файл ckp_collect.z , разверните файл следующим образом:
Скопируйте ckp_collect.z на сервер Check Point SmartCenter, работающий в Sun Solaris, SecurePlatform или Linux.
Выполните одну из следующих команд:
| Солнечные платформы | распаковать ckp_collect.Z |
| SecurePlatform или платформы Linux | gunzip ckp_collect.Z |
Создаются файлы ckp_collect и ckp_log_collect , а сжатый файл ckp_collect.z удаляется.
Эти сценарии готовы к запуску по мере необходимости.
Вернуться к началу
Чем отличается полуавтоматическое оружие от пулемета?
В 1994 году законодатели США приняли федеральный запрет на использование штурмового оружия, направленный на то, чтобы убрать полуавтоматическое оружие с улиц. Закон об общественной безопасности и защите от использования огнестрельного оружия в развлекательных целях, срок действия которого истек 10 лет спустя, мало что сделало, чтобы успокоить людей, находящихся на обоих концах дискуссии о контроле над огнестрельным оружием. Тем не менее, политики, граждане и лоббисты с обеих сторон продолжают спорить, следует ли возродить закон или что-то подобное [источник: Плюмер].
Закон об общественной безопасности и защите от использования огнестрельного оружия в развлекательных целях, срок действия которого истек 10 лет спустя, мало что сделало, чтобы успокоить людей, находящихся на обоих концах дискуссии о контроле над огнестрельным оружием. Тем не менее, политики, граждане и лоббисты с обеих сторон продолжают спорить, следует ли возродить закон или что-то подобное [источник: Плюмер].
Для тех, кто стремится помешать высокопроизводительному «штурмовому» оружию, запрет был отмечен лазейками, которые позволили производителям обойти закон, кое-где изменив конструкцию.Во-первых, закон не запрещал все полуавтоматическое оружие, что могло бы быть применимо к подавляющему большинству оружия, представленного на рынке. Вместо этого закон запрещал 18 конкретных моделей оружия, включая определенные типы AR-15 и AK-47, и только те, которые были произведены после 1994 года [источник: Plumer].
Сторонники контроля над огнестрельным оружием назвали запрет беззубым, отметив, что некоторые из запрещенных конструктивных особенностей — байонетные крепления, гранатометы, глушители и пламегасители — не вникают в суть того, почему это оружие опасно: их способность стрелять выключить несколько раундов за короткий промежуток времени. Тем не менее, закон ограничил количество магазинов, вмещающих более 10 патронов [источник: Plumer].
Тем не менее, закон ограничил количество магазинов, вмещающих более 10 патронов [источник: Plumer].
Для многих владельцев оружия и хорошо финансируемых лоббистов Национальной стрелковой ассоциации (NRA) запрет был ненужным посягательством на их конституционно гарантированное право на ношение оружия. По словам этих людей, запрет на оружие также мало помогает сдерживанию насилия. Один из аргументов — отнимите у преступника пистолет, и он воспользуется ножом или ломом. «Больше оружия, меньше преступности» — другое. NRA сообщает, что с 1991 по 2012 год количество убийств сократилось вдвое, а количество полуавтоматических пистолетов выросло на 50 миллионов [источник: NRA].
По мере продолжения дебатов недавние усилия по контролю за оружием были сосредоточены на установлении более жесткого запрета на полуавтоматическое оружие, а также на ограничении крайне нерегулируемых выставок оружия, на которых частные лица, не считающиеся дилерами, могут продавать оружие без проведение проверки биографических данных. Тем временем местные усилия по контролю над огнестрельным оружием продвинулись вперед в городах и штатах по всей стране. Хотя в 2008 году Верховный суд США постановил, что тотальный запрет на оружие является неконституционным, очень жесткие ограничения остаются в силе в таких местах, как Нью-Йорк и Массачусетс [источник: Плюмер].
Тем временем местные усилия по контролю над огнестрельным оружием продвинулись вперед в городах и штатах по всей стране. Хотя в 2008 году Верховный суд США постановил, что тотальный запрет на оружие является неконституционным, очень жесткие ограничения остаются в силе в таких местах, как Нью-Йорк и Массачусетс [источник: Плюмер].
У нас еще не закончилась огневая мощь. По ссылкам на следующей странице вы найдете дополнительную информацию о пулеметах и полуавтоматическом оружии.
Первоначально опубликовано: 28 января 2013 г.
Полуавтоматические и полностью автоматические машины — Piedmont National
Полуавтоматические и полностью автоматические машины
Один из первых вопросов, который задают как внутренние торговые представители, так и внешние конечные пользователи, — когда мне следует автоматизировать?
Ответ состоит из нескольких факторов, включая, помимо прочего:
- Тип оборудования, в котором клиент нуждается или думает, что он ему нужен
- Повышенная эффективность — получение большего за аналогичный или меньший срок
- Экономия труда — попытка сделать больше с меньшими затратами
- Оптимальная экономия материалов — максимальное использование элементов, которые вносят свой вклад вывозят продукт за дверь, но прибывают в конечный пункт назначения в таком же состоянии, в каком он оставался. потратить или должны потратить для достижения необходимого результата или окупаемости инвестиций (ROI), чтобы оправдать упакованную стоимость (обратите внимание, я не назвал цену машины)
 потратить или должны потратить для достижения необходимого результата или окупаемости инвестиций (ROI), чтобы оправдать упакованную стоимость (обратите внимание, я не назвал цену машины)
потратить или должны потратить для достижения необходимого результата или окупаемости инвестиций (ROI), чтобы оправдать упакованную стоимость (обратите внимание, я не назвал цену машины)В зависимости от того, как вы хотите автоматизировать, (термоусадочные системы, упаковка оборудование, упаковочные машины и машины для запечатывания / формования ящиков) каждую группу машин можно разделить на 2 группы — полуавтоматические и полностью автоматические.
ПОЛУАВТОМАТИЧЕСКИЙ
Как правило, полуавтоматическое оборудование включает оператора, запускающего процесс и завершающего работу машины. Полностью автоматическая система запускает процесс и завершает его с минимальной помощью оператора. Например, на очень простом полуавтоматическом обмотчике стретч водитель вилочного погрузчика помещает поддон с продуктом на поворотный стол, прикрепляет конец пленки к поддону и нажимает кнопку, чтобы начать обертывание. После завершения водитель погрузчика разрезает пленку. Наконец, водитель вилочного погрузчика поднимет поддон и переместит его.
Наконец, водитель вилочного погрузчика поднимет поддон и переместит его.
ПОЛНОСТЬЮ АВТОМАТИЧЕСКИЙ
Используя этот аналогичный пример в полностью автоматической системе, поддон с продуктом помещается на приводной роликовый конвейер, который либо только что выгружает поддон на этот конвейер (например, паллетоукладчик), либо для максимальной производительности водитель вилочного погрузчика загружает подающий конвейер с поддоном (-ами). Поддоны будут перемещаться по одному в зону упаковки и с помощью датчиков начнут процесс упаковки.После завершения пленка автоматически разрезается, и поддон выгружается на разгрузочный конвейер, ожидая, пока водитель вилочного погрузчика заберет поддон. В этом сценарии у водителя вилочного погрузчика есть время, чтобы получить другие поддоны, вместо того, чтобы ждать процесса упаковки в нашем полуавтоматическом примере.
Кто ты? PNC обладает опытом и знаниями, чтобы помочь вам определить, готова ли ваша организация перейти на полуавтоматическое или полностью автоматическое приложение, и когда именно.
и автоматическая эспрессо-машина
При покупке домашней эспрессо-кофемашины изучение различных доступных опций может быть довольно сложной задачей.При выборе кофемашины эспрессо, если вы выберете полуавтоматическую, автоматическую или даже супер-автоматическую кофемашину, это может вызвать некоторую путаницу, если вы не уверены в различиях между каждой из них. Каждый из этих трех типов будет иметь свой набор преимуществ и преимуществ при их использовании, но если вы новичок в приготовлении собственного эспрессо, иногда бывает трудно различить каждый из них. Продолжайте читать, чтобы узнать обо всех различиях между полуавтоматической и автоматической кофемашиной эспрессо, чтобы понять, какая из них является правильным выбором с учетом ваших предпочтений и образа жизни.
Как работают эспрессо-машины
Прежде чем выбрать подходящую кофемашину для эспрессо, неплохо узнать больше о том, как они работают. Независимо от того, используете ли вы ручную, полуавтоматическую или автоматическую кофемашину эспрессо, все они используют давление, чтобы нагнетать горячую воду через утрамбованную шайбу с мелкой кофейной гущей. Шайба помещается в аксессуар, известный как портафильтр, который позволяет воде проходить через кофейную гущу в вашу чашку. Процесс приготовления эспрессо займет от 25 до 30 секунд.На это влияют различные факторы, в том числе размер кофейной гущи и ваши личные предпочтения. Если все сделано правильно, в результате получается восхитительный сливочный шот эспрессо с высоким содержанием кофеина.
Шайба помещается в аксессуар, известный как портафильтр, который позволяет воде проходить через кофейную гущу в вашу чашку. Процесс приготовления эспрессо займет от 25 до 30 секунд.На это влияют различные факторы, в том числе размер кофейной гущи и ваши личные предпочтения. Если все сделано правильно, в результате получается восхитительный сливочный шот эспрессо с высоким содержанием кофеина.
Первые эспрессо-машины
В то время как автоматические эспрессо-машины теперь стали стандартом, особенно в кафе и других коммерческих учреждениях, первые эспрессо-машины управлялись вручную. Бариста потребуется вручную потянуть за рычаг, чтобы создать нужное давление и вытащить порцию эспрессо.Хотя сегодня вы все еще можете приобрести эспрессо-кофемашины с ручным управлением, они уже не так популярны, как раньше, поскольку для их использования требуется довольно много усилий. В 1940-х годах итальянский изобретатель навсегда изменил мир эспрессо. На рынке была представлена новая, более удобная в использовании кофемашина, не столь утомительная в использовании, и началась новая эра эспрессо. Сегодня мы знаем эту кофемашину как полуавтоматическую кофемашину эспрессо.
Сегодня мы знаем эту кофемашину как полуавтоматическую кофемашину эспрессо.
Что такое полуавтоматические эспрессо-машины?
Полуавтоматическая кофемашина эспрессо отличается от машины с ручным выравниванием во многих отношениях.Вместо того, чтобы опускать рычаг для активации поршня на машине, в этих машинах используется электрический насос. Из-за этого все, что вам нужно сделать, это нажать кнопку, которая сделает выстрел за вас. Это позволило эспрессо добиться еще большего успеха во всем мире, поскольку больше не требовалось столько физической выносливости и силы, чтобы стать хорошим бариста.
Тем не менее, об этом типе эспрессо-кофемашины следует отметить то, что она не является полностью автоматической, и бариста по-прежнему отвечает за все остальное, например, помол кофе, загрузку портафильтра, утрамбовку кофе и начало ротации. нажав кнопку.Хотя использование полуавтоматической машины требует некоторой ручной работы, многим бариста и домашним бариста он нравится, поскольку он позволяет им полностью контролировать шот. Это привело к тому, что полуавтоматические кофемашины эспрессо стали наиболее распространенным типом в специализированных кофейнях и для домашнего использования.
Это привело к тому, что полуавтоматические кофемашины эспрессо стали наиболее распространенным типом в специализированных кофейнях и для домашнего использования.
Что такое автоматические эспрессо-машины?
Что такое автоматическая эспрессо-машина? Для некоторых людей уровень контроля над эспрессо, приготовленным в полуавтоматической кофемашине, может быть пугающим, поэтому автоматическая кофемашина может быть лучше, если это звучит как вы.Однако эти машины очень похожи на полуавтоматы. Вам все равно нужно будет измельчить и утрамбовать кофе, а затем нажать кнопку, чтобы начать работу. Однако основное различие между полностью автоматической и полуавтоматической кофемашиной заключается в том, что вам не нужно рассчитывать время и самостоятельно останавливать поток воды, поскольку в этих машинах есть встроенный таймер, который прерывает выстрел после нужного количества время прошло. Это делает их удобным вариантом, поскольку вы можете легко заняться чем-нибудь еще, пока варится эспрессо, и вы не вернетесь к переполненной чашке.
Однако обратная сторона использования автомата заключается в том, что вы больше не можете контролировать продолжительность выстрела. В то время как промышленный стандарт составляет 25–30 секунд, пятисекундный диапазон в любом случае может привести к огромным различиям во вкусе. Поскольку время регулирует автомат, а не вы, нет возможности экспериментировать и исследовать, как разное время экстракции влияет на ваш кофе.
Что такое супер автоматические эспрессо-машины?
Супер автоматические кофемашины эспрессо — это более современная версия, которая часто используется в коммерческих целях.Суперавтоматическая машина разработана так, чтобы работать по принципу «все включено», и сделает все за вас, включая помол кофе, настройку портафильтра, утрамбовку кофе, вытяжку и приготовление молока на пару.
Когда дело доходит до удобства, суперавтомат, безусловно, лучший выбор, поскольку он надежен, когда дело доходит до получения одного и того же кадра каждый раз. Однако, с другой стороны, вы мало что сможете сделать, если вам не нравится вкус шота. Некоторые машины позволяют вам вносить некоторые изменения в такие факторы, как размер помола, но имейте в виду, что они, как правило, очень ограничены.Вы можете, например, внести некоторые изменения во время выстрела, но обычно вы будете ограничены примерно пятисекундным диапазоном, что может быть достаточно хорошо, но не даст вам много места для экспериментов с разными вещами. .
Некоторые машины позволяют вам вносить некоторые изменения в такие факторы, как размер помола, но имейте в виду, что они, как правило, очень ограничены.Вы можете, например, внести некоторые изменения во время выстрела, но обычно вы будете ограничены примерно пятисекундным диапазоном, что может быть достаточно хорошо, но не даст вам много места для экспериментов с разными вещами. .
Одним из основных недостатков суперавтоматической эспрессо-кофемашины является то, что они не позволяют готовить на пару собственное молоко для приготовления латте-арта или капучино. И независимо от того, насколько близко они могут подойти или насколько хорошо они рекламируются, вы не можете ожидать, что суперавтоматический автомат будет производить молоко на пару, которое будет таким же гладким или сливочным по сравнению с ручным приготовлением на пару.
Выбор подходящей эспрессо-машины для вас
Несмотря на то, что всем трем основным типам автоматических кофемашин есть свое место в мире, существуют разные плюсы и минусы каждой из них, которые следует учитывать при определении того, является ли полуавтоматическая или полностью автоматическая автоматический — лучший вариант для ваших предпочтений и образа жизни. Если вы хотите легко и стабильно получать эспрессо и эспрессо без необходимости делать что-либо с кофемашиной или кофе, то суперавтоматическая машина может стать для вас идеальным выбором.С другой стороны, полуавтоматическая кофемашина может быть лучшим выбором для вас, если вы хотите больше контролировать эспрессо, чтобы вы могли экспериментировать и исследовать, играя с переменными. В качестве альтернативы выберите автомат, если вы хотите иметь некоторый контроль над эспрессо, не сосредотачиваясь на нем утром. Полуавтоматические и автоматические машины, как правило, имеют паровую трубку для ручного приготовления на пару, поэтому любой из них — хороший выбор, если вы хотите приготовить латте-арт. С другой стороны, суперавтоматы готовят молоко для вас, но они часто самые дорогие из трех, поэтому не лучший выбор для людей с ограниченным бюджетом.
Если вы хотите легко и стабильно получать эспрессо и эспрессо без необходимости делать что-либо с кофемашиной или кофе, то суперавтоматическая машина может стать для вас идеальным выбором.С другой стороны, полуавтоматическая кофемашина может быть лучшим выбором для вас, если вы хотите больше контролировать эспрессо, чтобы вы могли экспериментировать и исследовать, играя с переменными. В качестве альтернативы выберите автомат, если вы хотите иметь некоторый контроль над эспрессо, не сосредотачиваясь на нем утром. Полуавтоматические и автоматические машины, как правило, имеют паровую трубку для ручного приготовления на пару, поэтому любой из них — хороший выбор, если вы хотите приготовить латте-арт. С другой стороны, суперавтоматы готовят молоко для вас, но они часто самые дорогие из трех, поэтому не лучший выбор для людей с ограниченным бюджетом.
Факторы, которые следует учитывать при выборе кофемашины для приготовления эспрессо
Определить, является ли для вас полуавтоматической, автоматической или суперавтоматической кофемашиной, может быть непросто. Чтобы выбрать наиболее подходящий для вас вариант, примите во внимание следующие факторы:
Чтобы выбрать наиболее подходящий для вас вариант, примите во внимание следующие факторы:
Стоимость: Сумма, которую вы должны потратить, может повлиять на то, какую автоматическую кофемашину эспрессо вы выберете. В целом, вы обычно можете ожидать, что заплатите больше за суперавтоматический станок по сравнению с полуавтоматом, при этом полностью автоматические машины находятся где-то посередине с точки зрения цены.Однако имейте в виду, что если вы выберете полуавтомат, могут потребоваться дополнительные расходы на аксессуары, такие как шлифовальные машины.
Образ жизни: Обдумайте свой образ жизни, чтобы определить, какой тип кофемашины вам подойдет лучше всего. Если вы очень заняты и у вас нет много времени для приготовления кофе по утрам, измельчение и утрамбование зерен может быть для вас не лучшим выбором, а суперавтоматическая машина может быть самым удобным вариантом. С другой стороны, если у вас есть время, чтобы сварить свой эспрессо, и вам нравится идея насладиться моментом, полуавтоматическая машина может подойти вам, поскольку вы более вовлечены и, следовательно, больше связаны с пивоварением. опыт.Если вам нужно что-то посередине, предлагающее большее удобство или больший контроль, автоматическая кофемашина эспрессо с полуавтоматическими функциями — хороший выбор.
опыт.Если вам нужно что-то посередине, предлагающее большее удобство или больший контроль, автоматическая кофемашина эспрессо с полуавтоматическими функциями — хороший выбор.
Полуавтоматические и автоматические кофемашины эспрессо — самый популярный выбор для людей, которые хотят начать готовить эспрессо дома самостоятельно. Супер автоматические машины также становятся все более популярными из-за высокого уровня удобства, которое они предлагают. Если вы хотите приготовить себе эспрессо дома, это, вероятно, будет одним из первых вариантов, которые вы сделаете.Автомат или суперавтомат отлично подходят для всех, кто ценит удобство и скорость. С другой стороны, если вам нужно больше контроля, чтобы экспериментировать с приготовлением эспрессо, идеально подойдет полуавтоматическая кофемашина.
В чем разница между ручными, полуавтоматическими, автоматическими и полностью автоматическими упаковщиками для склеивания папок?
Если вы производитель картонных коробок или гофрированного картона, который хочет добавить фальцевально-склеивающий упаковщик или фальцевально-склеивающий укладчик к своему фальцевально-склеивающему устройству, вы, вероятно, встретили на рынке несколько решений. Сборные столы, полуавтоматические коллекторы, станции помощи при упаковке, фальцевально-склеивающие упаковщики и фальцевально-склеивающие укладчики — это лишь некоторые примеры множества решений, представленных на рынке.
Сборные столы, полуавтоматические коллекторы, станции помощи при упаковке, фальцевально-склеивающие упаковщики и фальцевально-склеивающие укладчики — это лишь некоторые примеры множества решений, представленных на рынке.
И разные поставщики упаковочного оборудования предлагают разные решения с разными функциями, возможностями и уровнями автоматизации.
Какой из всех этих вариантов фасовочно-склеивающий / укладчик подходит именно вам?
Как вы выбираете лучшую упаковочную систему, соответствующую потребностям, производству и бюджету вашей компании?
Правда есть…Ваш выбор упаковочной системы зависит от того, какой уровень автоматизации требуется вашей линии склейки.
Другими словами, выбор фальцевально-склеивающего упаковщика или укладчика зависит от того, насколько вы хотите автоматизировать процесс упаковки.
В этой статье будут рассмотрены различные уровни автоматизации на рынке и их сравнение друг с другом, чтобы вы могли узнать, какой фальцевально-склеивающий упаковщик лучше всего подходит для вас.
Ручные, полуавтоматические, автоматические и полностью автоматические упаковщики: в чем разница?
«Что мне следует использовать с ручной упаковкой, такой как сборный стол или полностью автоматический упаковщик?»
Это вопрос производителей ящиков №1, которые, как и вы, задают нам, когда они ищут фальцевально-склеивающий упаковщик или фальцевально-склеивающий укладчик.
И реальность такова, что существует больше, чем эти два варианта.
Фактически, ручная упаковка и полностью автоматические упаковщики — это два противоположных конца спектра автоматизации, но между этими двумя есть много других решений, о которых большинство компаний уклоняется от упоминания.
И это просто потому, что они хотят продать вам свои более дорогие машины.
Все машины на рынке делятся на 4 уровня автоматизации: ручная упаковка, полуавтоматическая упаковка, автоматическая упаковка и полностью автоматизированная упаковка.
И это относится к предварительным упаковщикам, упаковщикам, штабелерам и предварительным питателям.
Прежде чем мы объясним разницу между этими 4 уровнями автоматизации, важно, чтобы вы знали, что определения этих четырех уровней являются нашими собственными определениями, а не словарными определениями.
Они всегда относительно того, что происходит после фальцевально-склеивающего устройства. Тем не менее, эти 4 уровня автоматизации являются «неформально принятыми» отраслевыми стандартами категорий, которые группируют различные типы фальцевально-склеивающих машин (или систем упаковки).
Имеет смысл? Давайте нырнем!
1. Ручная упаковка
Категория «Вручную» — это отправная точка операции фальцевально-склеивающего устройства, при которой весь процесс упаковки выполняется вручную.
На самом низком конце категории ручной работы клиенты будут упаковывать вещи непосредственно в конце компрессионной ленты фальцевально-склеивающего устройства.
Другими словами, они собирались толпой людей в конце компрессионной ленты склеивающего устройства и просили их упаковать вещи как можно быстрее. К счастью, мы редко видим, как это происходит.
К счастью, мы редко видим, как это происходит.
Кроме того, у клиентов обычно есть самые простые столы из дерева или нержавеющей стали и «наклоняемые держатели / подставки», используемые для наклона ящиков, которые должны быть упакованы вместе с ящиками.
Пример этого, который мы видели во время одного из посещений наших клиентов, показан на изображении ниже:
Персонал, упаковывающий ящики в ящики на основном столе с «поворотным держателем / подставкой», который используется для наклона ящиков.
Первым шагом вперед будет установка конвейера после компрессионной ленты фальцевально-склеивающего устройства, чтобы ваш персонал, занимающийся упаковкой, мог накапливать больше коробок на метр конвейера.Этот конвейер называется «накопительным конвейером».
Накопительный конвейер снижает скорость движения черепицы и позволяет разместить больше коробок за тот же период времени. Это более эргономично, легче поддерживать скорость и намного удобнее работать с несколькими людьми.
Следующим шагом будет переход с ваших базовых столов с наклонными держателями / подставками на «настоящие наклонные столы».
На трехмерном изображении ниже показан действительный наклонный стол:
Трехмерное графическое представление «актуальных поворотных столов».”
Как правило, на данном этапе эти наклоняемые столы еще не имеют никакой автоматизации или пневматики, а только подставку для ящика, которую можно задвинуть на конвейер.
Чаще всего мы видим эти наклонные столы, сделанные из дерева или нержавеющей стали, которые используются для удержания ящиков так, что они наклонены под углом. Целью наклона ящиков является предотвращение падения ящиков в ящик.
Еще одним шагом вперед было бы добавление функции поворота коробки.
Эта функция поворота коробки позволяет вам поворачивать коробки на 90 ° влево или на 90 ° вправо, а также контролировать ориентацию коробки в соответствии с требуемой конфигурацией упаковки коробки. Если не перевернуть, ваши коробки будут стоять вертикально, и вам потребуется вручную повернуть их на 90 °, чтобы поместить в ящик.
Если не перевернуть, ваши коробки будут стоять вертикально, и вам потребуется вручную повернуть их на 90 °, чтобы поместить в ящик.
То, что на самом деле делает токарный станок, — это позиционирование / ориентация коробок таким образом, чтобы упаковщик (а) облегчил упаковку.
🔍
Рекомендуется : Заинтересованы в том, чтобы узнать больше о том, что такое устройство для токарной обработки коробок и какие преимущества он дает для процесса упаковки? Ознакомьтесь с разделом «Что такое токарный станок и действительно ли он мне нужен?»После выполнения всех предыдущих шагов у вас теперь будет самая обычная машина «Помощь при упаковке» или «Помощь при упаковке» в категории «Руководство»: Стол для сбора.
Ниже показано изображение коллекционного стола в действии от одного из наших клиентов:
Стол для сбора, который мы видели во время одного из наших визитов на завод клиента.
Handypack GT Bobst, Omega Pack Station KBA Duran и FAS 480 Tünkers — вот некоторые примеры наиболее широко распространенных столов для сбора в западных странах.
В IMPACK наши столы для сбора — это «пункты помощи по упаковке».
Самые популярные на рынке сборные столы имеют прямой угол слева или справа с функцией поворота коробки и некоторой формы наклоняемого стола (будь то базовый стол или фактический наклонный стол).
Уровень автоматизации поворотного стола всегда зависит от технических характеристик продукта каждой соответствующей компании.
Некоторые предлагают больше возможностей, чем другие. Спросите своего поставщика упаковочного оборудования о технических характеристиках поворотного стола и уровне автоматизации.
Но, как и в случае с традиционным процессом ручной упаковки, вам все равно придется вручную упаковать коробки на столе для сбора и самостоятельно закрывать крышку ящика, заклеивать его лентой и извлекать. Это полностью ручная работа без необходимости ведения дел.
Другими словами, хотя столы для сбора лучше представляют коробки для упаковщика, чтобы упаковать коробки в коробки, они не автоматизированы и не имеют какой-либо автоматизации. Если компания предлагает автоматическое закрытие крышки корпуса и заклеивание лентой с помощью своих сборных столов, то это дополнительные конфигурации, которые поставляются сторонними поставщиками.
Если компания предлагает автоматическое закрытие крышки корпуса и заклеивание лентой с помощью своих сборных столов, то это дополнительные конфигурации, которые поставляются сторонними поставщиками.
, как правило, не имеют автоматизации и включают полностью ручную работу.
Короче говоря, столы для сбора служат просто помощником / помощником в традиционном процессе ручной упаковки.
Возможность управлять целым рядом ящиков одним движением, а не ограниченными партиями, является решающим моментом между ручными и полуавтоматическими категориями.
Например, возможность перемещать 200 коробок в ящик одним движением вместо перемещения нескольких небольших партий по 50 коробок, или столько, сколько ваши руки позволят вам поднять, является самым первым шагом к полу- автоматизация.
Зная, что интеграция герметизации ящиков в процесс упаковки — вот что подталкивает иглу к полуавтоматической категории.
🚀 Краткое описание: Ручная упаковка — это когда весь процесс упаковки выполняется вручную.
Добавление периферийных устройств, таких как накопительные конвейеры, фактические наклоняемые столы, устройства для поворота ящиков и т. Д., Будет служить «помощником при упаковке» или «помощником при упаковке», чтобы предложить вашим операторам более удобное обращение с ящиками. При этом Collecting Tables не включает в себя автоматизации, управления делами и является полностью ручной работой. Самым популярным помощником при ручной упаковке является Стол для сбора. Таблицы для сбора информации IMPACK — это «Пункты справки по упаковке.”
 Добавление периферийных устройств, таких как накопительные конвейеры, фактические наклоняемые столы, устройства для поворота ящиков и т. Д., Будет служить «помощником при упаковке» или «помощником при упаковке», чтобы предложить вашим операторам более удобное обращение с ящиками. При этом Collecting Tables не включает в себя автоматизации, управления делами и является полностью ручной работой. Самым популярным помощником при ручной упаковке является Стол для сбора. Таблицы для сбора информации IMPACK — это «Пункты справки по упаковке.”
Добавление периферийных устройств, таких как накопительные конвейеры, фактические наклоняемые столы, устройства для поворота ящиков и т. Д., Будет служить «помощником при упаковке» или «помощником при упаковке», чтобы предложить вашим операторам более удобное обращение с ящиками. При этом Collecting Tables не включает в себя автоматизации, управления делами и является полностью ручной работой. Самым популярным помощником при ручной упаковке является Стол для сбора. Таблицы для сбора информации IMPACK — это «Пункты справки по упаковке.”2. Полуавтоматическая упаковка
Мы начинаем говорить о полуавтоматическом процессе, когда фальцевально-склеивающий упаковщик или укладчик включает в себя хотя бы одну автоматизированную функцию.
Это означает, что оператор полуавтоматического упаковщика / штабелеукладчика остается ключевым фактором процесса упаковки, но с помощью по крайней мере одной автоматической функции.
Например, для упаковщика Ergosa от IMPACK эта автоматическая функция является системой управления делами. То есть Ergosa является полуавтоматическим, поскольку включает в себя автоматизированный процесс управления делами.
То есть Ergosa является полуавтоматическим, поскольку включает в себя автоматизированный процесс управления делами.
IMPACK’S Ergosa: Полуавтоматический упаковщик с характеристиками автоматического упаковщика. (Примечание: эта конкретная Ergosa A была изготовлена на заказ как размер XL для одного из наших клиентов и намного больше, чем наши стандартные Ergosa A).
Первым этапом автоматизации в этой категории по умолчанию будет управление делами, то есть наличие автоматического способа извлечения гильзы, складывания створок (вручную или автоматически) и подачи ее в запайщик ящиков.
Вы можете возразить, что наличие нескольких столов для ручной сборки, где все заполненные ящики с каждой станции сходятся к одному автоматическому запайщику ящиков, который управляет клапанами, также является полуавтоматическим упаковщиком.
С этим можно согласиться. Это, безусловно, веский аргумент, и мы очень часто видим его при посещении сайтов клиентов.
Но использование универсальности человека на столе для сбора не ограничивается ведением дел. Существует множество способов расширить масштабы автоматизации и повысить производительность склеивающего устройства.
Существует множество способов расширить масштабы автоматизации и повысить производительность склеивающего устройства.
Некоторые примеры включают в себя автоматический толкатель для заполнения ящиков, интеграцию автоматического счетного и разделяющего устройства для подсчета ящиков, добавление модуля автоматического инвертирования партий для ящиков с аварийной блокировкой / автоматическим опусканием дна, включение машины для сборки ящиков и т. Д. .
Некоторые полуавтоматические фасовочно-склеивающие машины более автоматизированы, чем другие.
Учитывая, что на рынке почти нет известных фальцевально-склеивающих машин, которые можно было бы классифицировать как полуавтоматические упаковщики, мы возьмем в качестве примера наш полуавтоматический упаковщик Ergosa.
В серии IMPACK Ergosa есть две версии: Ergosa A и Ergosa C.
Ergosa A предлагает 2 режима упаковки:
«Горизонтальный режим» для коробок малого и среднего размера, включая прямые линии, 4-х и 6-ти углы, с возможностью многорядной, многослойной упаковки.
Режим «Pick & Place (или ручной)» для сложных ящиков, требующих постоянной регулировки и исправления, а также ящиков с аварийной блокировкой / автоматическим опусканием дна.

Ergosa C предлагает те же 2 режима упаковки, указанные выше, + 1 дополнительный дополнительный режим упаковки и несколько дополнительных преимуществ:
«Вертикальный режим» с модулем PerPack для ящиков среднего и большого размера, включая прямые линии, 4-х углы, 6-углы, а также ящики с аварийной блокировкой / автоматическим опусканием дна (в паре с модулем пакетного инвертирования MFA) с одним или двухрядная (ие), однослойная упаковка.
Универсальность и модульность упаковщика Ergosa дает вам гибкость в индивидуальной настройке вашей машины и расширении масштабов автоматизации за счет добавления или исключения нескольких режимов и опций.
Это означает, что у вас есть возможность добавлять и удалять любой из этих вышеупомянутых режимов в зависимости от ваших производственных требований. Таким образом, вам никогда не придется платить за конкретный режим, который вы бы никогда не использовали.
Таким образом, вам никогда не придется платить за конкретный режим, который вы бы никогда не использовали.
Таким образом, с каждым добавленным дополнительным режимом (горизонтальный режим, вертикальный режим и режим выбора и размещения) и (или) настраиваемой конфигурацией вы увеличиваете объем своей автоматизации в полуавтоматической категории.
После того, как вы добавили все три режима (или их комбинацию), вы можете еще больше повысить уровень автоматизации, интегрировав модуль INTRO в Ergosa для разделения. Это позволяет полностью автоматизировать подсчет и разделение ваших ящиков.
Наивысший уровень автоматизации в категории полуавтоматических устройств — это добавление модуля пакетного инвертирования MFA к пакеру Ergosa C в вертикальном режиме для обработки ящиков с аварийным замком / автоматическим опусканием.
Вот где вы действительно можете проявить ловкость оператора.
Ящики с аварийным закрытием / автоматическим опусканием днища могут быть разных форм, разновидностей, типов и размеров, с множеством возможностей блокировки и множеством способов перемещения ящиков.
Следовательно, заставить робота справиться со всем этим без сбоев практически невозможно.
Что ж — возможно, не «невозможно» само по себе, учитывая, что в 2020 году НАСА уже запустило космический корабль на Марс, но это сложно, дорого и подходит только для определенных типов постановок.
Таким образом, вы не сможете обрабатывать сложные коробки (например, коробки с аварийным закрытием / автоматическим дном) с бюджетным диапазоном полуавтоматического упаковщика с использованием автоматического упаковщика.
Чем больше вы пытаетесь автоматизировать человека, тем сложнее и дороже это получается.
Это то, что приводит нас в категорию автомобилей!
🚀 Краткое описание: Полуавтоматический упаковщик — это упаковщик с фальцевальным склеиванием, который предлагает полуавтоматический процесс упаковки. Он включает в себя как минимум одну автоматическую функцию, и оператор по-прежнему является ключевым фактором процесса упаковки, но с помощью как минимум одной автоматической функции.

Универсальность и модульность полуавтоматического упаковщика позволяет настраивать вашу машину и повышать уровень ее автоматизации в соответствии с вашими производственными целями.«Ergosa» — это полуавтоматический упаковщик IMPACK с характеристиками автоматического упаковщика, который является самым продаваемым упаковщиком для фальцевально-склеивающего устройства.
🔎 Рекомендовано:
Хотите узнать больше о пакере Ergosa от IMPACK, его функциях и преимуществах? Прочтите «Что такое упаковщик Ergosa от IMPACK и как он может улучшить мой процесс упаковки?»
Хотите знать, какой режим упаковки упаковщика Ergosa лучше всего подходит для каких типов ящиков? Ознакомьтесь с «Какие 3 основных режима упаковки у Ergosa Packer и какой режим лучше всего подходит для моего производства?»
3.Автоматическая упаковка
IMPACK’s Virtuo: высокопроизводительный автоматический фальцевально-склеивающий упаковщик и один из немногих упаковщиков на рынке, который может работать как с картоном, так и с гофрированным картоном.
Время для полной и грубой честности:
По правде говоря, многие клиенты очень воодушевляются, когда компании предлагают и обсуждают решения по автоматизации и полной автоматизации.
И это может быть легкая продажа для нас, поставщиков упаковочного оборудования, движимых чистым соблазном клиента, чтобы всю работу выполнял робот, но это теоретическое восприятие.
На практике все обстоит иначе, и мы хотим убедиться, что вы знаете об этом, прежде чем связывать себя с каким-либо поставщиком упаковочного оборудования.
Вы можете добавить столько автоматических функций, сколько захотите, к полуавтоматическому фальцевально-склеивающему упаковщику, но на самом деле, пока оператор активно участвует в процессе упаковки, это все еще полуавтоматический процесс.
Теперь это становится автоматизированным процессом, когда участие оператора строго ограничивается фоновыми задачами, такими как подача в фальцевально-склеивающий упаковщик пустых ящиков или управление полными ящиками.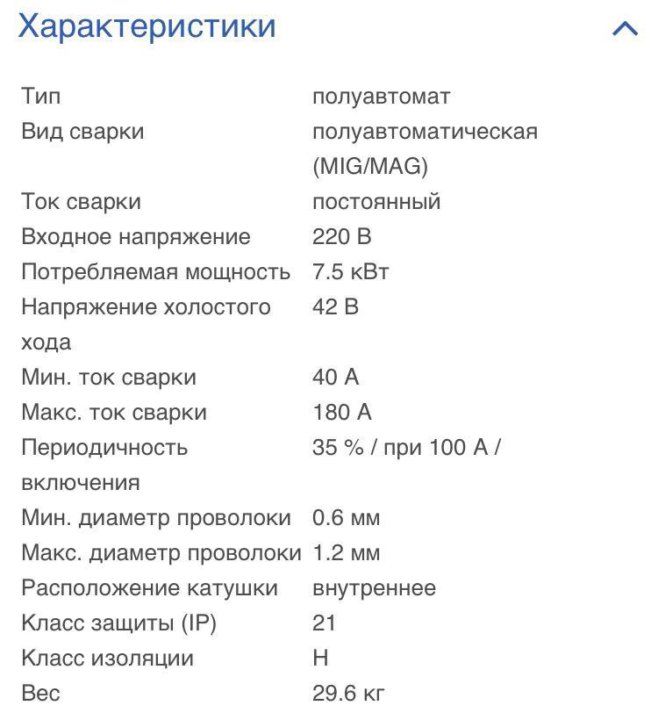
Хотя их участие ограничено, оператор все еще присутствует. Люди по-прежнему являются частью автоматического процесса.
И если кто-то скажет вам иное, вероятно, они дезинформированы.
Из соображений эффективности или эргономики человек все еще присутствует и усердно работает в автоматическом процессе.
Да — все подготовительные работы, включая размещение всех ящиков в ящиках, теперь выполняются машиной автоматически, но, как и в случае с полуавтоматическим процессом, оператор по-прежнему находится в автоматическом процессе.
Они все еще на месте,
Они еще в стоимости
Они все еще на заработной плате,
Это один и тот же человек с таким же названием и одним и тем же описанием должности, выполняющий (более или менее) одну и ту же работу.
И это относится к упаковщику Virtuo от IMPACK или к любым другим популярным автоматическим упаковщикам на рынке, таким как CartonPack, Diana Packer или J-Pack.
Итак, вот вам интересный вопрос 👇:
Если оператор требуется для работы автоматического упаковщика с фальцевально-склеивающим устройством — как с полуавтоматическим упаковщиком с фальцевально-склеивающим устройством — и вы можете достичь той же скорости, что и автоматический упаковщик с полуавтоматическим упаковщиком. упаковщик, зачем вам платить более высокую цену за автоматический упаковщик?
упаковщик, зачем вам платить более высокую цену за автоматический упаковщик?
На рынке нет упаковщика, который полностью копирует движения руки человека.Для человека так естественно брать коробку из черепицы, когда возникает проблема.
И надо признать, что так же легко вообразить мысль об автоматизации движений рук оператора, но когда вы начинаете думать о задействованной механике, вы сталкиваетесь с неудачным осознанием того, что для робота практически невозможно скопировать все эти движения. естественные движения человека.
Вы можете возразить, что существуют полностью автоматизированные роботы для укладки на поддоны, которые могут имитировать большинство движений человека, и это, несомненно, верно.
Но для вас важно знать, что в этих проектах объем очень четко определен, всегда один и тот же, никогда не меняется, всегда точен и совершенен.
Что произойдет, если потребуется небольшая модификация?
Робот полностью выходит из строя.
Но человек просто приспособится: вот коробка торчит или выдвигается вперед . .. человек может просто починить ее собственными руками.
.. человек может просто починить ее собственными руками.
Вы просто не можете автоматизировать каждое действие, которое делает человек.
Мы организуем все вокруг фальцевально-склеивающего упаковщика так, чтобы процесс был максимально автоматизированным и эффективным, но мы полагаемся на человека, чтобы сделать это возможным.
Вы, конечно, можете попытаться имитировать многие из этих человеческих движений с помощью автоматизации, точно так же, как вы можете запустить космический корабль на Марс, но вопрос в том, какой ценой вы готовы это сделать?
Готовы ли вы заплатить миллионы долларов за машину, которая полностью автоматизирована и идеально настроена с нулевым допуском на ошибку, но при этом полностью не прощает модификаций?
Вот где реализм должен быть интегрирован в ваш процесс принятия решений: всегда будет компромисс между универсальностью и производительностью.
У вас не может быть универсальности полуавтоматического упаковщика с автоматическим упаковщиком, но вы можете достичь производительности автоматического упаковщика с полуавтоматическим упаковщиком: критический момент, который необходимо признать.
🚀 Краткое описание: Автоматический упаковщик — это фальцевально-склеивающий упаковщик, который предлагает автоматизированный процесс упаковки. Машина становится ключевым фактором процесса упаковки, и теперь оператор ограничивается выполнением фоновых задач, таких как загрузка в фальцевально-склеивающий упаковщик пустых ящиков или управление полными ящиками.
Тем не менее, оператор по-прежнему присутствует постоянно и должен управлять автоматическим упаковщиком, как и полуавтоматическим упаковщиком, за исключением того, что процесс более автоматизирован с меньшей универсальностью, но с большей производительностью. Virtuo — это автоматический упаковщик IMPACK.
4. Полностью автоматизированная упаковка
IMPACK. Полностью автоматический упаковщик: Virtuo Packer + автоматический податчик ящиков (ACF).
Это «Святой Грааль» автоматизации, где все работает само по себе — в буквальном смысле.
Другими словами, весь процесс упаковки автоматически управляется без необходимости присутствия оператора (или других людей) во время работы.
Итак, переход в полностью автоматический режим будет означать автоматизацию того, что человек раньше делал в автоматическом процессе, то есть помещал пустые гильзы в машину.
В полностью автоматизированном процессе машина теперь может самостоятельно размещать пустые ящики, а затем автоматически забирать заполненные ящики и запечатывать их.
Оператор участвует только во время настройки и регулировки.Но как только машина настроена и запущена, оператор может перейти к деятельности с более высокой добавленной стоимостью.
Инвестиции здесь могут быть экспоненциальными, потому что человек всегда может делать то, что машина не может или может, но при значительно более высоких затратах.
Но что более важно, переход в полностью автоматический режим не заставит вас двигаться быстрее. Это очень распространенное заблуждение.
Почему?
В полностью автоматизированном процессе вы, по сути, автоматизируете человека, который только что загружал пустые ящики в машину.
Этот оператор никогда не был узким местом, поэтому фальцевально-склеивающий упаковщик никогда не будет ограничен этим человеком, который просто загружает пустые коробки в машину.
Фальцевально-склеивающий упаковщик уже делал все остальное автоматически в рамках автоматизированного процесса, и удаление того оператора, который просто заполняет ящики, не ускорит вашу работу. Вы будете бежать с той же скоростью, но с большей производительностью.
Машина заполняет себя пустыми ящиками, затем берет их и запечатывает полностью автоматически, не требуя присутствия оператора.Полностью автоматизированный процесс заставит вас работать не быстрее, а с той же скоростью, но с большей производительностью. Virtuo + ACF — это полностью автоматический упаковщик IMPACK и единственный на рынке полностью автоматический упаковщик для гофрированного и картонного картона.
🔎 Рекомендовано:
Не знаете, что выбрать: полуавтоматический упаковщик или автоматический упаковщик? Сравните “ Полуавтомат Vs. Полностью автоматические упаковщики «, чтобы узнать, что лучше для вашей компании.
Затем сравните «Автоматические упаковщики и Полностью автоматические упаковщики», чтобы выбрать лучший фасовочно-склеивающий упаковщик для нужд, производства и бюджета вашей компании.
Какой фальцевально-склеивающий упаковщик лучше всего подходит для вас?
«Итак, какой упаковщик лучше для моей компании ?!»
Ответ на этот вопрос — далеко не простой универсальный ответ.
Все зависит от ассортимента вашей продукции, типа производства, конфигурации упаковки, индивидуальных потребностей и набора взаимосвязанных факторов.
Стол для сбора (ручная упаковка) обычно выбирают клиенты по умолчанию, когда в процесс принятия решений не вкладывается много размышлений или анализа.
На этом этапе клиенты обычно пробовали бы все, чтобы повысить производительность своей фальцевально-склеивающей машины, не вкладывая средств, но их фальцевально-склеивающая машина раскрыла свой максимальный потенциал.
Видите ли, независимо от того, насколько вы организуете свои рабочие процессы, стандартизируете настройку машины и оптимизируете производственные процессы, наступит момент, когда ваша склейка папок достигнет максимальной скорости, и вы ничего не сможете сделать, чтобы заставить эту машину работать быстрее без дополнительные решения.
Это просто неизбежно.
Следовательно, первый шаг, который предпримет клиент, — это добавление вспомогательного средства / вспомогательного средства упаковки к их традиционному процессу ручной упаковки, например, к столу для сбора. И это решение очень часто принимается в результате мысли, что «это есть у всех, так что давай купим».
Нет вопросов.
Если у вас небольшие производственные партии с большим количеством изменений в смену, и у вас никогда не было «помощи при упаковке» или «вспомогательных средств для упаковки», тогда стол для сбора, такой как станции помощи по упаковке IMPACK, или другие столы для сбора, представленные на рынке — может стать отличным первым шагом, который поможет упростить процесс упаковки за счет лучшего представления / ориентации коробок для упаковщиков.
Теперь наступит момент, когда ваш стол для сбора будет ограничен его ручными функциями, что на самом деле является переломным моментом от ручной упаковки к полуавтоматическим упаковщикам.
Тем не менее, вы можете заставить свой сборный стол делать больше, чем они делают. Другими словами, все сборные столы можно легко адаптировать, чтобы сделать их полуавтоматическими.
Большинство компаний не станут этого делать, потому что, естественно, они хотят, чтобы вы выбрали полуавтоматические или автоматические фальцевально-склеивающие машины, которые имеют гораздо более высокую цену.
Но это конечно возможно, легко и недорого.
В IMPACK мы не ограничены определенной категорией.
Да, мы стандартизируем наши машины, чтобы держать под контролем объемы и производственные затраты, но с технической точки зрения мы не исключены.
Если вы предпочитаете расширить возможности своего коллекционного стола вместо инвестиций в новую машину, мы открыты и готовы помочь вам сделать то, что, по вашему мнению, лучше всего для вас.
Мы очень часто видим клиентов, которые начинают со сборной таблицы, и когда они ограничиваются ручным процессом, они сами пытаются автоматизировать эти решения, добавляя автоматические функции.
Иногда они добиваются успеха, иногда терпят поражение, а иногда они обращаются к нам, потому что потерпели неудачу.
Теперь, если у вас есть широкий ассортимент коробок, сложных коробок или разнообразный ассортимент продукции, требующий постоянных корректировок и корректировок, полуавтоматический упаковщик, такой как Ergosa от IMPACK, может стать идеальным решением.
И точка перехода от полуавтоматического к автоматическому режиму такая же, как и от ручного к полуавтоматическому. Это потому, что на самом деле нет перехода от полуавтоматического режима к автоматическому.Обычно клиент начинает с ручного процесса, а затем переходит либо в полуавтоматический, либо в автоматический путь.
Если у вас есть более длительные производственные циклы, простые продукты и все требования для авто, то вы можете пойти по пути авто.
А затем, чтобы еще больше повысить эффективность и устранить всех вовлеченных людей, вы можете перейти на полностью автоматический режим. Но это зависит от того, есть ли у вас подходящие условия, необходимая площадь, гибкий бюджет и идеальный ассортимент продукции.
Прогнозируемая рентабельность инвестиций и ассортимент продукции (как существующий, так и прогнозируемый в будущем) будут ключевыми решающими факторами, обосновывающими, какие инвестиции принесут наилучшую окупаемость для вашей компании.
Ваши следующие шаги:
Теперь, когда у вас есть четкое представление о 4 различных уровнях автоматизации, пришло время сравнить различные системы упаковки / штабелирования:
Начните со сравнения ручных, полуавтоматических, автоматических и полностью автоматических упаковщиков для склеивания папок и изучения их плюсов и минусов, чтобы понять, какой уровень автоматизации подходит для вашей компании.
Затем, если вы не уверены, стоит ли вам выбирать стол для сбора, такой как Bobst’s Handypack GT или Folder-Gluer Packer, ознакомьтесь со статьей «В чем разница между сборными таблицами и Ergosa Packer?»
Затем узнайте, сколько может вам стоить фальцевально-склеивающий упаковщик и какие факторы влияют на его стоимость.
Наконец, узнайте, какой фальцевально-склеивающий упаковщик подходит именно вам, прочитав «Какой фальцевально-склеивающий упаковщик вам подходит?»

Полуавтоматическая разливочная машина — модификации от Liquid Packaging Solutions
Полуавтоматическая разливочная машина — модификации от Liquid Packaging Solutions| Общие типы жидкостей | Низкая вязкость | Высокая вязкость |
|---|---|---|
| Вода при 70 ° F | 1 | 5 |
| Кровь или керосин | 10 | 10 |
| Антифриз или этиленгликоль | 15 | 15 |
| Моторное масло SAE 10 или кукурузный сироп | 50 | 100 |
| Моторное масло SAE 30 или кленовый сироп | 150 | 200 |
| Моторное масло SAE 40 или касторовое масло | 250 | 500 |
| Моторное масло SAE 60 или глицерин | 1000 | 2000 |
| Кукурузный сироп или мед Karo | 2000 | 3000 |
| Черная меласса | 5000 | 10 000 |
| Шоколадный сироп Hershey | 10 000 | 25 000 |
| Кетчуп Heinz или французская горчица * | 50 000 | 70 000 |
| Томатная паста или арахисовое масло | 150 000 | 200 000 |
| Crisco Shortening or Lard | 1 000 000 | 2 000 000 |
| Состав для уплотнения | 5 000 000 | 10 000 000 |
| Оконная замазка | 100000000 | 100000000+ |
