Как своими руками настроить полуавтомат сварочный?
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.

В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Содержание статьи
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Читайте также: Исправление дефектов сварки
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.

Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
 Подготовленный металл
Подготовленный металлВы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.

Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Итог
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Вместо заключения
Теперь вы знаете, как правильно настроить сварочный полуавтомат. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Также не верьте тем таблицам, что есть в открытом доступе. В них представлены лишь общие рекомендации по настройке силы тока и напряжения. Эти советы редко подходят для выполнения всех сварочных работ. Вам в любом случае придется подстраивать аппарат. Вы должны понимать, что настройка полуавтомата для сварки тонкого металла и сварки толстого металла — это две разные задачи. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]Как настроить сварочный полуавтомат: фото и описание

Для того, чтобы грамотно выставить настройки сварочного аппарата, недостаточно прочесть инструкцию по эксплуатации. В ней написаны общие параметры, и они не всегда являются целесообразными именно к тем работам, которые вы собираетесь выполнять. Необходимо сделать не один киллометр швов, чтобы на глаз понять, как варить тот или иной материал. А для начинающих сварщиков мы подробно объясним, на что обратить внимание, и какие настройки следует изменить в полуавтоматическом сварочном аппарате.
Основные правила при выборе режима
Нельзя сказать, что существует какой-то определенный оптимальный режим сварки для всех соединений. В каждом отдельном случае необходимо исходить из свойств материала, особенностей заготовки, поворотных углов, толщины металла и прочее. Идеальный и прочный стык получается только тогда, когда все нюансы учтены. А чтобы это понять, попробуйте сварить две детали с разными настройками. Так будет нагляднее для вас, что получится в итоге. Но, а для тех, кто не готов самостоятельно экспериментировать, предлагаем воспользоваться нашими советами.
Беря в руки заготовку и сварочный аппарат, вам нужно вообразить, сколько тепла потребуется, чтобы расплавить этот металл. Другими словами, как быстро должен расплавляться присадочный пруток, чтобы расплавить металлическую поверхность и вступить с ней в диффузию. Для тонких материалов количество тепла будет меньше, чтобы не прожечь насквозь, а для толстых – требуется больший нагрев, чтобы равномерно и глубоко проникло тепло, не оставив не задействованных участков. Отталкиваясь от этого нехитрого умозаключения, вы сможете выставить настройки аппарата наиболее приближенные к оптимальным параметрам.
Теперь перейдем от слов к делу. Сила тока и напряжение дуги являются главными показателями в настройках полуавтомата. Скорость подачи присадки зависит от силы тока, чем ток выше, тем быстрее движется проволока. Сила тока напрямую зависит от стабильного горения дуги и наоборот. Только в случае правильного режимного настроя и уверенных движений мастера, стык получится правильным и прочным.

Основные принципы настроек
В процессе сварки, даже если вы выставили все настройки конкретно под свой вид работ, необходимо время от времени их перенастраивать. Почему так происходит и с чем это связано, вот несколько факторов:
- производители сварочных аппаратов не ставят перед собой цель сделать все агрегаты одинаковыми, в этом и смысл такого ассортимента продукции на рынке. Каждая установка предназначена на определенный круг работ, а значит, ее используют не для единственной детали, а для ряда элементов со своими параметрами и свойствами;
- перепады напряжения электросети вносят особый дискомфорт для настроек подачи тока. Кто-то может включить или выключить мощный электроприбор, что мгновенно отразится на настройках аппарата. Для таких случаев нужно запастись бесперебойными устройствами, иначе сварочный полуавтомат может сгореть;
- если вы сменили баллон с газом, настройки нужно подкорректировать. Не во всех баллонах единая для всех сбалансированная смесь. Диаметр присадочного прутка отличается от предыдущего, в случае, когда вы решили заменить его, даже если он идентичной марки;
- в зависимости от типа шва также нужно подправить настройки или при замене катушки;
Мы рассмотрели наиболее часто встречающиеся варианты, когда необходимо регулировать настройки режима аппарата. В большинстве случаев может и не потребоваться такая процедура, но при смене газа или выборе другого аппарата, при использовании проволоки другого производителя, учитывать вышеперечисленные настройки просто необходимо.
Как настроить полуавтоматическое сварочное оборудование
Если вы подошли к этому этапу, вы наверняка уже умеете пользоваться настройками подачи газа и правильно устанавливать электрод. Мы поговорим о выборе силы сварочного тока и о напряжении, так как эти два момента наиболее важны при сварочных работах. Вы должны научиться выбирать наиболее благоприятный режим зоны сварки.
Для начала найдите ненужный кусок металла, на котором вы сможете тренироваться. Подготовьте его к работе. Очистите от грязи, ржавчины или краски. Пройдитесь шлифовальной машинкой или воспользуйтесь наждачной бумагой. Натрите до блеска. Вот именно на этом материале и пройдет практическое обучение. Не беритесь сразу за чистовик, выполните домашнюю работу на черновике, а после многочисленных попыток вы уже не сможете испортить нужные детали. Хотя бывает всякое.

Первый шаг поиска настроек
Первым делом настройте напряжение сварочной дуги. Рекомендуемый диапазон от 15 до 20 V. Следующим параметром будет выставление силы тока на 100А. В одной руке вы держите горелку, а второй рукой вы регулируете настройки. Таким образом, результат от настроек вы видите моментально. Обратите внимание на стабильность дуги и на звук, который она издает. Приятный треск не должен резонировать. Расплавленный металл сейчас не имеет значения, вы должны определить параметры тока и дуги, при которых работа протекает на высшем уровне. Крутите ручку настроек плавными движениями по чуть-чуть, буквально на одно-два деления. Когда вы найдете оптимальный вариант, эти значения нужно зафиксировать. Не полагайтесь на память, запишите либо сфотографируйте.
Второй шаг поиска настроек
Здесь все намного сложнее и кропотливее. Предыдущие параметры записаны. Теперь снижайте ток, а напряжение оставляйте на неизменном уровне. Дойдите до того предела, когда дуга горит на грани, запишите показания. После доведите силу тока до максимума, при тех же показаниях напряжения. Сделайте заметки.
На данный момент у вас получилось три параметра при постоянном напряжении:
|
Напряжение V |
Сила тока А средние значения |
Сила тока А, минимальное значение |
Сила тока А, максимальное значение |
|
15-20 |
100 |
х |
|
Следующие значения максимума и минимума силы тока записывайте при уменьшении напряжения на пол вольта, потом еще на пол вольта, пока дуга не перестанет гореть. После выставьте настройки средних значений, с которых вы начинали эксперимент и повышайте напряжение в той же последовательности, фиксируя силу сварочного тока.
Выводы
Теперь вы точно знаете, в какой точке нижней и верхней аппарат перестанет работать. Можете нарисовать график и повесить на стену как напоминалку. Настройки аппарата проводите в этих пределах. Также не пропустите, в статье — как работает полуавтоматический сварочный аппарат — вы узнаете их основные виды и подробный обзор устройства.
Благодаря таким знаниям, вы сможете настроить сварочный агрегат под любой вид работ с металлическими деталями различной толщины, подобрать режимы для определенного размера проволоки или смеси инертного газа. Также не стоит забывать о том, что в инструкциях приведены значения с учетом средней температуры. В каждом конкретном случае, необходимо настраивать параметры индивидуально.
Как правильно настроить сварочный полуавтомат для работы?
Сварочные технологии уверенно вошли в нашу жизнь. Сегодня сварка используется не только для производственных целей, но и для бытового использования, естественно, потребители задаются вопросом, как настроить полуавтомат сварочный для правильной работы. Если инверторный сварочный аппарат доступен практически каждому, то покупка полуавтомата вызывает ряд вопросов и выполнения, определённых правил эксплуатации. Перечислять все возможные положительные характеристики полуавтоматов можно бесконечное количество раз, но многие покупатели, которые приобретают сварочное оборудование, не знают, как правильно настроить сварочный полуавтомат.

Сварочный аппарат Вестер
Операции перед началом работы 

Перед тем, как приступить к работе, опытный сварщик проводит качественную настройку и регулировку сварочного полуавтомата. В частности производится непосредственная регулировка подачи силы тока, а также вспомогательные узлы и компоненты, в частности – скоростной режим подачи проволоки, иные вспомогательные характеристики. В самом процессе работы, даже если вы все установили, так как надо, необходимо дополнительно осуществлять настройку сварочного полуавтомата, в зависимости от условий эксплуатации и целевого предназначения сварочного оборудования.
Устройство в обязательном порядке должно быть подключено к специальной системе подачи защитных видов газа – аргон, углекислотный баллон или к смеси газовых компонентов. Обязательно проверяем требуемое количество, и объем проволоки, которую мы используем в барабанном механизме. Если проволоки недостаточно или мало, заправляем барабан новым материалом и протягиваем до рабочей рукоятки.
Для того чтобы обеспечить качественные и необходимые первичные параметры подготовки к работе, необходимо выполнить следующие условия и принцип как настроить сварочный полуавтомат инверторного типа для конкретных характеристик работы:
- Определяемся с размерами и толщиной свариваемой поверхности металлов любого типа.
- Выявляем характеристики пространственного положения сверяемых частей металла- вертикальное или горизонтальное.
- Учитываем толщину используемой проволоки для технологической работы.
Учитывая вышеуказанные требования, можно потом с лёгкостью решить вопрос как настроить сварочный полуавтомат для работы с различными видами и вариантами металлических изделий. Далее вы можете по своим ощущениям и по условиям проведения технологической операции производить корректировку агрегата, и добавлять свои функционалы управления.
Табличные значения данных для сварочных работ
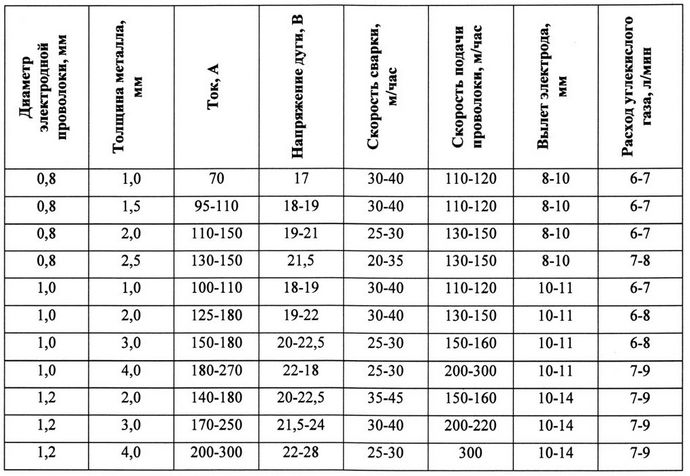
Существует определённый регламент, разработанный опытным путём, и таблица сварочных токов для полуавтомата поможет вам сделать правильную регулировку и настройку оборудования. Ниже мы приведём таблицу, которая поможет вам правильно настроить агрегат, исходя из конкретных условий работы с металлическими поверхностями
Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
1 -1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 – 180 |
3 | 1,2 | 21 | 180-230 | 180 – 240 |
| 4 – 5 | 1,2 | 25 | 200-300 | 350 – 450 |
8 | 1,6 | 30 | 300 | 550 – 650 |
Этих данных вполне достаточно для вас, чтобы можно было решить вопрос, как настроить полуавтомат сварочный Ресанта для сварки. В любом случае, это рекомендуемые параметры, а более точные данные настройки вы можете отрегулировать непосредственно в рабочем процессе.
Скоростной режим подачи газа

Настройка подачи газа
Хотя этот параметр не является важным и существенным, тем не менее, вы должны контролировать требуемый расход газа по показателям редуктора, который установлен на газобаллоном оборудование. Рекомендуется установить общий режим расхода газа на отметке 6-16 литров. Более точный параметр расхода потребуется установить только в том случае, если вы будете использовать в своей работе определённую толщину металла.
Сколько вольт нужно для сварки?
Теперь остаётся решить, как настроить сварочный полуавтомат Telwin Bimax, используя данные таблицы по вольтажу. Как видно чем толще металл для сварки и резки, тем выше вольтаж оборудования. Используя ведомые данные, можно настроить оборудование для эффективного расплавления и резки металла. Таким образом, правильно установив вольтаж, мы эффективно проведём расплавление и нагрев металла. Сложность вызывает только то, если мы будем в своей работе использовать нестандартные размеры конструкции, которые имеют разницу не только по толщине, но и по основным характеристикам металлических соединений.

Выбор напряжения полуавтомата
Для высоколегированных материалов и цветных металлов, можно найти данные в интернете. Некоторые пользователи недоуменно говорят, почему для одного и того же материала указывается большой диапазон разброса вольтажа от 1 до 10. В данном случае необходимо руководствоваться техническими данными производителя оборудования, а также особенностями проведения сварочных работ.
Режим скорости подачи проволоки
Скоростной режим подачи проволоки является вспомогательным решением вопроса, как настроить полуавтомат сварочный Сварог. В данном случае необходимо учитывать скорость подачи совместно с силой используемого тока. Оба ведомых параметра взаимосвязаны между собой. Чем выше сила тока, тем быстрее подаётся проволока. Вместе с этим качество скоростного режима подачи может упасть по одной причине, если вы увидите на шве сильные эффекты наплавления или неправильный сдвиг. В данном случае необходимо регулировать в большую или меньшую сторону зависимости от дальнейшего эффекта работы сварочного оборудования.

Регулировка скорости подачи проволоки
Сегодня промышленность выпускает автоматические режимы скоростной подачи проволоки, но такие агрегаты, как правило, рассчитаны на профессиональную работу сварщика. Для бытовых вариантов сварочного оборудования решить задачу как настроить полуавтомат сварочный Lorch придётся самостоятельно, точнее, путём подбора соответствующего режима на панельной части прибора полуавтомата для сварки.
Дополнительные параметры точной настройки
Кроме этого, есть варианты дополнительной настройки регулировки оборудования, которые предполагают реализацию таких вариантов:
- Индуктивность. Параметр позволяет настроить основную жёсткость дуги и добиться эффективного показателя качества шва. Этот параметр подходи для случаев сварки с тонкими листовыми материалами стали.
- High/Low. Переключатели подачи скоростного режима проволоки «быстро-медленно», в отличие от стандартного варианта скоростного режима подачи проволоки в барабане. Обратите внимание, что это функционал предусмотрен во многих моделях сварочного оборудования, поэтому вам придётся тщательно изучить особенности применения данного эффекта на практике.
Заключение
Полуавтомат стал незаменимым помощником, как в быту, так и в промышленном производстве. Чтобы точно настроить оборудование, необходимо тщательно изучить инструкцию, и найти оптимальное решение для настройки рабочего оборудования в соответствии с критериями сварки, резки металла. Никогда не бойтесь экспериментировать, но в то же время, всегда помните о технике пожарной и электрической безопасности. На результатах экспериментов можно построить необходимый режим регулировки сварочного полуавтомата в действии.
Видео: настройка полуавтомата
Как настроить полуавтоматическую сварку
Полуавтоматическая сварка может улучшить пластичность и обеспечить качественный контакт с металлическими или легированными частями изделия. Если вы знаете принцип работы специализированного полуавтоматического оборудования, потребительские материалы, режимы и технологию сварки, научиться готовить металл на машине не так уж сложно.
Полуавтоматические источники энергии используются на предприятиях, в мастерских, на рабочих местах и дома. Опытные мастера обучают специальных мастеров приобретению необходимых навыков в процессе настройки сварщика, но вы можете готовить полуавтоматически без сохранения расплавленного металла и диоксида углерода. Ключ заключается в том, чтобы правильно регулировать значение сварочного тока и эффективно управлять горелкой.

Как приготовить полуавтомат
Этот вопрос интересен для начинающих, особенно для тех, кто выбирает на практике свои технологии. Нужно работать с полуавтоматическими типами устройств: как и почему они отличаются друг от друга. От этого зависит выбор потребительских материалов и технологических процессов.
Разница между устройствами:
- Тип исполнения (переносной, переносной, стационарный).
- Направление (домашнее, полупрофессиональное и профессиональное).
- Напряжение питания (220, 380 В).
- Система дуговой защиты (безопасный тип, неактивные и неактивные газы, под слоем потока, комбинированный тип).
- Система охлаждения горением (естественная, искусственная).
- Тип проволоки (в том числе стальная, алюминиевая, легированная проволока, сварка, соединение этих типов).
- Способ контроля скорости подачи проволоки (пошаговый, плавный, пошаговый).
- Способ подачи проволоки (push, pull и attach – эти два типа).
- Где установлены контрольные устройства (независимые, установлены).
Основные преимущества технологии сварки зависят от конструкции некоторых компонентов, выпускаемых компаниями в разных странах мира. Во всех моделях подача электродной проволоки механизирована, а перемещение и обращение с горелкой осуществляется самой сваркой (от 0,6 до 2,5 мм).
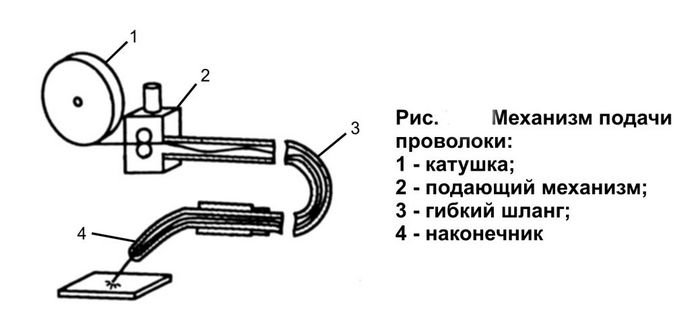
Провод подается через специальный кабель, называемый гибким шлангом. Инструмент проектирования имеет следующие узлы:
- Механизм подачи.
- Шланговая проволока.
- Свет.

Механизм подачи состоит из электродвигателя и коробки скоростей. Его целью является вращение цилиндра, изменение скорости передачи провода и проталкивание кабеля. Это может быть с одним или двумя двойными роликами.
В зависимости от конструктивных характеристик механизма подачи, скорость подачи может быть плавной или постепенной. Разместите закрытые или открытые устройства, включая открытую тележку. Он зависит от веса установленного картриджа (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Изменения в процессе сварки
Чтобы сделать пошив гладким и красивым, вам необходимо знать полуавтоматическое устройство и правильно его настраивать. Необходимо установить требуемые параметры в соответствии с нормативными таблицами, прилагаемыми к характеристикам конкретного типа устройства.
Приготовление в потоке с небольшим потоком невозможно: это повлияет на качество стежков, а иногда кусочки не будут сгибаться вместе. Следуют следующему принципу: чем больше металла, тем выше напряжение рабочего напряжения или напряжения (зависит от принципа работы полуавтоматического устройства).
подбор и отладка оптимальных режимов
Эксплуатация сварочного аппарата предполагает осваивание обширных знаний и практик. Табличные схемы с пропорциональностью силы тока и металла — это всего лишь база.
Только практикой возможно достичь качественного результата, используя разные настройки, в частности — свойства самого полуавтомата и заготовок.
Ниже изложены универсальные рекомендации по самостоятельной настройке полуавтоматического сварочного аппарата, включая критерии, с учетом которых возможно добиться рационального режима сварки.
Они будут особенно полезны для новичков, но сведущие мастера тоже могут почерпнуть что-то новое.
Содержание статьиПоказать
Краткие сведения
Прежде чем начать рассчитывать оптимальный режим сварки, нужно принять во внимание следующие факты. Настроить режим сварки для частного случая возможно, но он не будет универсальным.
Чтобы получить оптимальный результат, нужно просчитать тип, толщину металла, тип шва, пространственное положение при сварке. Опираясь на эти данные, подбирать необходимые настройки полуавтомата.
Для этого, однозначно, требуется правильно отрегулировать аппарат. Принцип его работы заключается в корректировании величины тепла, применяемого к плавлению присадочной проволоки.
Логично, что количество тепла для металла разной толщины, потребуется разное. Игнорируя этот фактор, тонкий металл может быть прожжен, а толстый — непроварен.
Теперь перейдем к конкретике. Полуавтомат имеет две базовые установки: напряжение дуги и сила сварочного тока. Сила тока пропорциональна скорости, с которой проволока подается в зону сварки.
С возрастанием силы тока увеличивается скорость подачи проволоки.
При самостоятельной настройке сварочного полуавтоматического аппарата стоит помнить о том, что значения напряжения дуги и силы тока — взаимосвязанные величины. Неприемлемо устанавливать регулировки наобум.
Наиболее подходящий режим сварки будет достигнут только при точных показателях, пропорциональных друг другу, силы тока и напряжения дуги. На иллюстрации показан принцип этой связи. Сила тока обозначается «скоростью подачи».
Критерии регулировки

Чтобы самостоятельно отрегулировать настройки сварочного полуавтомата, нужно опираться на определенные критерии. Однозначно, при работе потребуется делать постоянную регулировку аппарата и корректировать режим сварки. О причинах обязательности таких действий расписано ниже.
Завод-производитель выпускает одинаковые модели полуавтоматических аппаратов, но в силу несущественных различий деталей появляется специфичность позиции каждого полуавтомата по сравнению с другими, такой же модели.
Поэтому любые сведения о настройке определенной модели, неактуальны для конкретно вашего полуавтомата. Такая информация поможет приблизиться к нужным вам настройкам, но в случае слепого следования, вряд ли они подойдут на 100%.
Чтобы предупредить сгорание прибора, либо его выход из строя, нужно учитывать несколько факторов. Особое влияние имеет напряжение электросети.
Его перепад, проседание могут спровоцировать разные причины — от немощной проводки до электроприбора, параллельно включенного в общую сеть.
Также на параметры влияет температура при сварочных работах, диаметр и марка присадочной проволоки. Кроме того, необходимо постоянно перенастраивать устройство, если был дозаправлен газовый баллон.
Характеристики и свойства состава защитной смеси или газа могут различаться, что тоже влияет на наладку.
Помимо указанных критериев, нужно брать в расчет потребность корректировки установок аппарата при смене катушки проволоки, или при изменении положения в пространстве самого сварочного аппарата.
Эти характеристики базовые. Описанные ситуации могут не возникнуть, к тому же далеко не всегда понадобится перенастройка прибора. Однако есть обстоятельства, которые делают надстройку обязательной.
Например, при смене типа, марки сварочной проволоки, или же замене модели аппарата. Или при смене газа, в частности, если заменили углекислоту аргоном.
Либо газовой смесью заменили аргон. Существуют различные критерии, которые нужно учитывать, поднастраивая аппарат.
Наладка сварочного полуавтомата

Конкретизируем, какие именно самостоятельные настройки полуавтомата понадобятся для подбора подходящего режима сварки. В статье не будет затрагиваться тема заправки присадочной проволоки или регулировки подачи защитного газа.
С особенностями этих этапов рекомендуем ознакомиться заранее. Сейчас же сделаем упор именно на подбор силы тока и напряжения.
Именно эти две величины играют большую роль при регулировке для наиболее подходящего режима сварки, как показано на схеме выше.
Этап подготовки

Первоначально понадобится лист металла небольшой величины, толщиной около 5 мм. Его необходимо подготовить к сварке. Почистить все загрязнения, удалить коррозию, а также возможные остатки краски.
После этого следует зачистить поверхность. Можно использовать наждачную бумагу, металлическую щётку или шлифовальную машинку.
Этот кусок металла нужен для того, чтобы на нем можно было пробовать установленный режим, при этом обучаясь.
Не стоит сразу брать детали и заготовки. Чтобы их не повредить, для таких случаев лучше использовать куски металла, испортить которые не жаль.
Подбор оптимальных настроек : 1 этап

В первую очередь рекомендуем отрегулировать напряжение дуги. Изначально лучше выставить низкий показатель, примерно 15-20В, справедливо будет также выставить невысокий показатель силы тока, не более 100А.
Очень удобно, что в работе свободна одна рука, так как вы держите горелку одной рукой. Задействуйте вторую для подстройки. Так вы сможете корректировать режим, не отвлекаясь от процесса.
Пробуем сформировать сварной валик, акцентируем внимание на дугу и звук, параллельно надстраивая сварочный аппарат.
Показателями правильно отрегулированных настроек сварочного полуавтомата является чистый, равномерный звук и относительно постоянное горение дуги с минимальным разбрызгиванием.
Не следует озадачиваться глубиной проплава и формой валика, сейчас нужно определить при каких показателях можно добиться правильного горения дуги. При этом важно делать регулировку буквально на 1-2 значения, чтобы максимально точно подстроить аппарат.
Подбор оптимальных настроек : 2 этап

Теперь приступаем к рутинной части. Обязательно фиксируйте все значения! Самыми первыми запишем исходные параметры начальной точки работы дуги. Затем пробуем уменьшать силу тока при постоянном значении величины напряжения.
Снижайте ток на несколько значений, пытаясь подобрать то граничащее, при котором дуга горит стабильно, но ещё устойчива. Фиксируйте эти показатели.
Далее, не изменяя значение напряжения, постепенно увеличивайте ток, подбирая значение, при котором дуга будет гореть относительно стабильно. Зафиксируйте эти данные также.
В итоге вы сделаете 3 записи. При постоянной величине напряжения 15-20В, сила тока: менее 100А, минимально допускаемая сила тока и максимально допускаемая сила тока.
Далее пробуем понизить на 0,5В начальную величину напряжения (15-20В) и снова регулировать ток, находя показатели, при которых дуга будет гореть стабильно. Зафиксируйте эти данные.
Продублируйте процесс понижения значения напряжения на 0,5В с целью выведения подходящих значений силы тока до той границы, пока полуавтомат не прекратит варить. Опять фиксируйте все показатели.
После проведения описанных манипуляций, вы получите значение минимальной величины напряжения и значение минимальной, а также максимальной силы тока, при которой аппарат сможет выполнять сварочные работы.
На последующем этапе верните исходные показатели (15-20В, 100А) и повторите процесс самостоятельной настройки сварочного полуавтомата, только изменяя напряжение дуги на 0,5В больше установленного значения.
Шаг за шагом, вы приблизитесь к значению точки напряжения, при которой сварка станет нереальной. Запишите этот показатель.
График настроек

Что дают проведенные действия? Вы составляете рабочую схему, применимую именно для вашего аппарата. Для наглядности хорошо начертить график с указанием ваших настроек.
За образец можно использовать график самостоятельной настройки сварочного полуавтомата, изображенный на иллюстрации выше.
Вы ориентируетесь в возможностях вашего сварочного аппарата, осведомлены о минимально и максимально дозволенных величинах силы тока и напряжения для нужного режима.
При выполнении последующих работ вы сможете легко разобраться в деталях сварочного процесса и выстроить подходящие настройки.
Заключение
Подведем итоги. В статье собран опыт практикующих специалистов, которые неоднократно сталкивались с самостоятельной настройкой полуавтоматического аппарата и осуществлением сварочных работ.
Учитывайте, что не бывает комплекса установок, единственно подходящего для всех видов сварочных работ.
При настройке берите в расчет тип и толщину металла, диаметр и тип посадочной проволоки,положение аппарата в пространстве, тип газа и другие факторы, способные влиять на результат.
Не нужно слепо следовать схемам настроения, представленным в интернете либо в пособиях. Они дают лишь примерные рекомендованные значения напряжения и силы тока.
На деле их применение редко оказывается возможным. Каждый аппарат необходимо настраивать отдельно. Особенно важно следить за настройками при сварке тонкого или толстого металла, и корректировать их.
Настройка сварочного полуавтомата (видео)
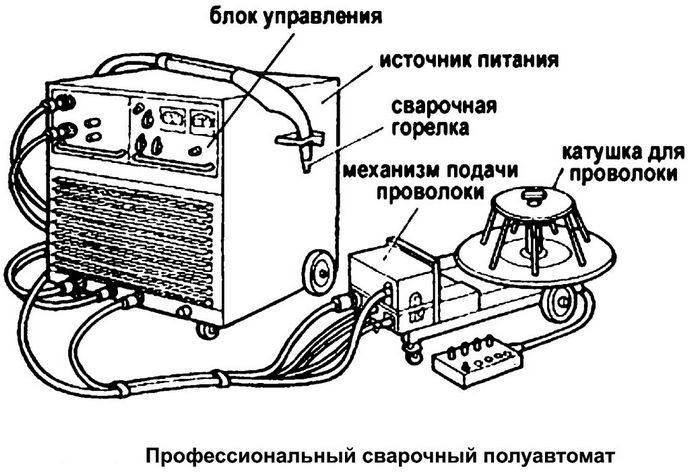
Многие из начинающих мастеров хотят узнать, как настроить сварочный полуавтомат правильно. Для начала нужно понять принцип работы и особенности конструкции оборудования. Дело в том, что сварочный полуавтомат является не только сложным, но и дорогостоящим прибором. СПА представляет собой многофункциональное оборудование. Нормальная работа такого устройства зависит во многом от правильности настройки его перед работой. Аппараты для проведения сварочных работ полуавтоматическим способом являются универсальными и практичными. В настоящий момент они считаются одними из наиболее распространенных в народном хозяйстве.

Устройство сварочного полуавтомата.
Применение этого оборудования в быту позволяет производить качественные сварные швы. При помощи полуавтомата можно осуществлять сваривание заготовок, сделанных из цветных металлов без использования дополнительных элементов. В процессе проведения сварочных работ в качестве защитной среды применяется углекислый газ или аргон.
Требования, предъявляемые к процессу сварки
Использование мощного сварочного оборудования требует строгого соблюдения правил безопасности, так как сварочные полуавтоматы используют ток высокого напряжения и силы. Такой ток способен нанести вред здоровью человека. При нарушении правил эксплуатации такого оборудования возможно возникновение возгорания.
При неправильной настройке полуавтомата может быть спровоцирован выход его или его компонентов из строя.

Электросхема сварочного полуавтомата.
Прежде чем приступать к проведению работ, следует выполнить соответствующую настройку СПА. Холостая работа полуавтомата не должна быть связана с выдачей рабочего тока к наконечнику рабочего рукава.
Перед проведением сварки требуется подключить заземление к специальной клемме на корпусе агрегата. Настраивать устройство следует в соответствии с толщиной свариваемого металла и его видом. Каждый прибор при изготовлении комплектуется инструкцией, в которой имеются разработанные производителем таблицы настройки. Они содержат значения рабочих параметров, которые требуется установить при подготовке устройства к сварным операциям.
Процесс настройки оборудования связан с осуществлением контроля напряжения и силы тока на сварной проволоке, которая выполняет роль электрода.
Технология управления функционированием прибора предполагает выполнение следующего алгоритма действий:
- включение микровыключателя;
- подача напряжения на двигатель, приводящий в движение катушку проволоки;
- подача напряжения на реверсивную обмотку двигателя катушки;
- подача напряжения на отсекатель газа.
В процессе подготовки обрезают лишнюю проволоку, оставив 3 мм от конца горелки.
Настройка полуавтоматической сварки для проведения сварочных работ

Схема полуавтоматической сварки.
Осуществлять настраивание дозировки подачи количества инертного газа из газового баллона можно двумя способами:
- автоматическим;
- ручным.
Правильно проведенная предварительная настройка полуавтомата позволяет образованной электрической дуге гореть ровно, обеспечивая проведение сварочного процесса без образования брызг. При проведении сварки необходимо следить за тем, чтобы не происходило закипания металла в месте сваривания. Для этого нужно правильно настроить прибор перед использованием. Подачу газа в область проведения сварки можно отрегулировать на слух, так как защитный газ при осуществлении операции сваривания при прохождении через сопло издает негромкий шум.
При регулировании подачи газа в зону проведения производственной операции нужно следить за тем, чтобы защитный газ не дул в зону плавления металла, а обдувал ее. В случае появления шипящих звуков и при быстром плавлении проволоки требуется уменьшить поток газа.
В процессе работы, если все параметры отрегулированы правильно, образуется устойчивая электродуга, которая горит с характерным потрескиванием. На качество сварного шва огромное влияние оказывает не только скорость подачи защитного газа, но и его тип.
Устройства полуавтомата, позволяющие проводить изменения параметров его работы

Функциональная схема источника питания сварочного полуавтомата.
Работа любого сварочного устройства связана с функционированием в нем сварочного трансформатора. В полуавтоматических устройствах используются механические или бесконтактные способы регулировки параметров рабочего тока. При использовании бесконтактного способа регулирования в конструкции прибора предусмотрена установка коммутационной электронной платы. Этот способ регулировки является более предпочтительным, так как он имеет значительный ресурс в плане переключений.
Простейшее устройство, позволяющее проводить настройку агрегата для работы, – это дроссель. Оно имеет несколько ступеней настройки при переключении рычага. Каждая из них соответствует увеличению или уменьшению уровня индуктивности. Еще одним из устройств, используемых в конструкции прибора для проведения настройки, является активный дроссель.
При применении в конструкции сварочника этого устройства при настройке не потребуется осуществлять механическое переключение, что обеспечивает наличие плавной настройки агрегата. Использование в устройстве прибора активного дросселя дает возможность осуществлять более точную настройку сварочного аппарата.
Величина рабочего тока при использовании полуавтомата должна быть настроена таким образом, чтобы в процессе проведения сварных работ не происходило прожигания металла. Чтобы правильно определить нужные параметры рабочего тока, требуется при проведении ответственных работ выполнить экспериментальную сварку на металлической пластине, изготовленной из того же металла, что и заготовка, которая подвергается свариванию. Изменение показателей сварочного тока происходит за счет применения в конструкции прибора реостата, который является наиболее эффективным устройством, позволяющим изменять параметры тока.
Рекомендации при проведении настройки полуавтомата

Панель сварочного полуавтомата.
Выбор параметров сварочного тока следует осуществлять в зависимости от толщины металла, подвергаемого свариванию, и толщины проволоки, применяемой в процессе работы.
Чаще всего при изготовлении прибора к нему крепится специальная пластина с указанием на ней рекомендуемых параметров для работы с различными диаметрами проволоки и толщины металла.
При отсутствии такой пластины с рекомендуемыми техническими параметрами сварочного тока нужно придерживаться советов, которые дают специалисты в области эксплуатации полуавтоматических сварочных устройств.
Специалисты рекомендуют при использовании в работе металла толщиной 1-1,5 мм настраивать силу рабочего тока в диапазоне от 20 до 50 А и с повышением показателя толщины металла силу тока следует увеличивать. При толщине металла, подвергаемого свариванию в 11-15 мм, сила тока сварки должна варьироваться в диапазоне от 170 до 280 А.
На силу рабочего тока большое влияние оказывает толщина проволоки: чем меньше диаметр расходного материала, тем с меньшим током можно работать при проведении сваривания.
Регулировка силы тока осуществляется при помощи специального переключателя, который располагается на корпусе устройства. Дополнительно в полуавтомате используется подстроечный реостат.
При неправильном подборе силы тока в процессе работы может происходить прожигание металла, что приводит к появлению дырки в заготовке.
При подборе требуемой силы тока и проведении пробной сварки не рекомендуется использовать металл с наличием на нем защитного слоя из цинка, так как при его сваривании выделяется большое количество вредных соединений.
При проведении регулировки скорости движения проволоки следует помнить, что перемещение расходного материала обладает определенной степенью инертности, что приводит при неизменности показателя скорости вращения катушки к плавному увеличению ее движения сразу после запуска прибора.
После правильно проведенной регулировки в процессе работы сварочная проволока после своего плавления не должна растекаться. При недостаточной силе тока плавления проволоки не происходит.
Как настроить сварочный полуавтомат видео
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Подготовленный металл
Вы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Вместо заключения
Теперь вы знаете, как правильно настроить сварочный полуавтомат. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Также не верьте тем таблицам, что есть в открытом доступе. В них представлены лишь общие рекомендации по настройке силы тока и напряжения. Эти советы редко подходят для выполнения всех сварочных работ. Вам в любом случае придется подстраивать аппарат. Вы должны понимать, что настройка полуавтомата для сварки тонкого металла и сварки толстого металла — это две разные задачи. Желаем удачи в работе!
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
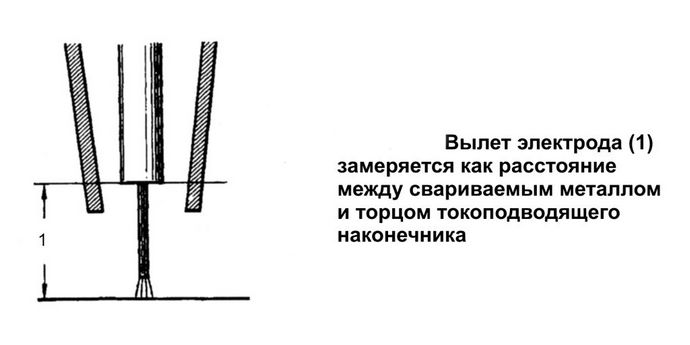
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.

Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Приветствую Вас на блоге kuzov.info!
p, blockquote 1,0,0,0,0 —>
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
p, blockquote 2,0,0,0,0 —>
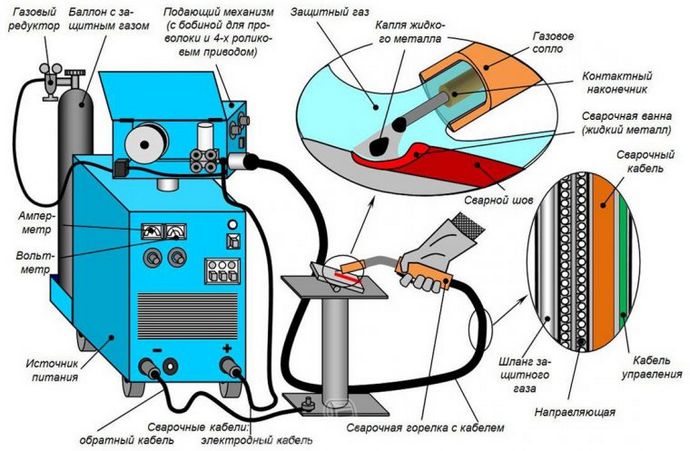
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG / MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
p, blockquote 3,0,0,0,0 —>
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
p, blockquote 4,0,0,0,0 —>
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
p, blockquote 5,0,1,0,0 —>
Содержание:
Какие регулировки имеет сварочный полуавтомат?
На полуавтомате три настройки:
p, blockquote 7,0,0,0,0 —>
- Напряжение (несколько режимов)
- Скорость подачи проволоки
- Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
p, blockquote 8,0,0,0,0 —>
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
Настройка скорости подачи проволоки

p, blockquote 9,0,0,0,0 —>
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
p, blockquote 10,0,0,0,0 —>
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
p, blockquote 11,1,0,0,0 —>
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
p, blockquote 12,0,0,0,0 —>
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
p, blockquote 13,0,0,0,0 —>
Проволока для сварки
p, blockquote 14,0,0,0,0 —>
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
p, blockquote 15,0,0,0,0 —>
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
p, blockquote 16,0,0,0,0 —>
Положение наконечника горелки относительно сопла
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
p, blockquote 17,0,0,1,0 —>
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG / MAG ”.
p, blockquote 18,0,0,0,0 —>
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
p, blockquote 19,0,0,0,0 —>
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
p, blockquote 20,0,0,0,0 —>  На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
p, blockquote 21,0,0,0,0 —>  Сварочные швы в разрезе
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.