Лучшие сварочные полуавтоматы | Всё для Сварки
Содержание
- Чем отличаются бытовые, полупрофессиональные и профессиональные полуавтоматы
- Принцип работы полуавтоматов
- Рейтинг брендов полуавтоматов
- Наш топ и краткий обзор лучших полуавтоматов
Сварка MIG/MAG — одна из самых распространенных. Она производительна и не требует больших операционных затрат. Для работы нужны защитный газ для защиты сварочной ванны, однако доступна и самозащитная порошковая проволока, и аппарат.
Для MIG сварки используют инверторные источники питания с высоким КПД и хорошими сварочными характеристиками. Чтобы качественно сваривать металл разных видов и толщины аппарат должен соответствовать целям покупки по техническим данным.
Помогаем выбрать лучший сварочный полуавтомат, который будет удовлетворять ваши потребности дома, в гараже или мастерской.
Чем отличаются бытовые, полупрофессиональные и профессиональные полуавтоматы
Полуавтоматы применяют в бытовых, полупрофессиональных и профессиональных целях. Различаются они по характеристикам и габаритам. При этом компактные размеры — не всегда говорят о том, что аппарат предназначен исключительно для дома и дачи.
Различаются они по характеристикам и габаритам. При этом компактные размеры — не всегда говорят о том, что аппарат предназначен исключительно для дома и дачи.
Бытовые модели для дачных работ
Это легкие, мобильные однофазные аппараты со встроенным проволокоподающим механизмом. В большинстве случаев максимальный сварочный ток не превышает 200 А, поэтому такие полуавтоматы — оптимальное решение для работы с конструкционной и нержавеющей сталью толщиной от 0,5 до 6 мм. Хорошие сварочники оснащены дополнительным функционалом: регулировкой индуктивности, дожиганием проволоки, холостым прогоном.
Полупрофессиональные полуавтоматы для гаража, ремонта в небольших мастерских
Небольшие аппараты в моноблочном исполнении. В зависимости от модели их подключают к одно- или трехфазной сети. Такой тип полуавтоматов отличает более высокая мощность, сваривать можно на токе до 300 А проволокой до 1,2 мм и работать с металлом толщиной до 10 мм, а также расширенный функционал и универсальность. Их могут оснащать функцией сварки прихваточным швом или 2Т/4Т и синергетическим управлением для быстрого выбора режимов. Полупрофессиональные аппараты позволяют использовать крупные катушки весом до 15 кг, что сокращает количество замен и время простоев.
Их могут оснащать функцией сварки прихваточным швом или 2Т/4Т и синергетическим управлением для быстрого выбора режимов. Полупрофессиональные аппараты позволяют использовать крупные катушки весом до 15 кг, что сокращает количество замен и время простоев.
Профессиональные аппараты для производства
Полуавтоматы для профессиональных целей оснащают встроенными или выносными механизмами подачи проволоки. Они работают от трехфазной сети, имеют высокий выходной ток — от 350 А и более, сваривают проволокой до 1,6 мм. Аппараты имеют 4-роликовую подачу, многоступенчатую регулировку напряжения и заварки кратера. Есть модели, поддерживающие водяное охлаждение, которое можно подключать при необходимости.
Принцип работы полуавтоматов
Принцип работы аппаратов прост. Дуга горит между поверхностью металла и непрерывно подаваемой сварочной проволокой. Активный или инертный газ защищает дугу и сварочную ванну от попадания воздуха.
В зависимости от газа и параметров процесса расплавленный металл переходит в сварочную ванну мелкими или крупными каплями. При импульсной дуге величина и частота падения капель регулируются.
При импульсной дуге величина и частота падения капель регулируются.
Длинная дуга с крупнокапельным переносом возникает при сварке в окиси углерода или смеси с большим содержанием СО2. Из-за большой сварочной ванны она пригодна только для работы в положениях РА и РВ. Короткая дуга с мелкокапельным переходом возникает во всех защитных газах на малых токах. Такая сварка оптимальна для тонколистового металла, корневых проходов. Дуга с мельчайшими каплями появляется при сварке в аргоне и смесях с его преобладанием.
Для оптимальных условий и качественной сварки дуга не должна быть слишком короткой или слишком длинной.
Рейтинг брендов полуавтоматов
Цена сварочника зависит не только от характеристик, но и бренда. Мы составили рейтинг производителей из разных ценовых сегментов:
- Сварог. Предлагает широкий ассортимент полуавтоматов — от бытовых до промышленных и 5-летнюю гарантию на аппараты. В линейке три серии оборудования, позволяющие выбрать простую модель для периодического использования и мощный сварочник с расширенным функционалом и сварочным током до 500 А для ежедневной работы на производстве.

- Аврора. Производит полуавтоматы бюджетного сегмента, который подойдут для бытового и полупрофессионального использования, и более дорогие профессиональные и индустриальные. В линейке даже относительно недорогих аппаратов есть модели с синергетическим управлением.
- FoxWeld. Поставляет аппараты европейского производства для полупрофессиональных и профессиональных целей. Большинство младших моделей 3-в-1 — универсальны и могут использоваться для сварки разными способами. В линейке есть полуавтоматы с ПВ 100% на максимальном токе, которые могут работать без остановки длительное время и служат годами.
- Кедр. Выпускает полуавтоматы для профессиональной и промышленной сварки. Все аппараты мультифункциональны, индустриальные модели сертифицированы НАКС. Они подходят для работы на предприятии в тяжелых условиях и имеют ПВ 100% на токе в 500 А.

Для того, чтобы определить, какой сварочный полуавтомат лучше купить под ваши задачи, нужно определить: каковы планируемая толщина свариваемого металла и выходная мощность аппарата, его минимально необходимый функционал и бюджет.
Наш топ и краткий обзор лучших полуавтоматов
Мы сравнили характеристики разных моделей и расскажем, какие сварочные полуавтоматы хороши для разных целей и почему.
Бытовые полуавтоматы
Инвертор Аврора POLO 160 — компактный, легкий и недорогой однофазный полуавтомат с аналоговой панелью. Он подходит для использования в бытовых целях и новичкам. Максимальный сварочный ток 160 А — аппарат работает с проволокой до 0,8 мм и металлом толщиной до 6 мм. Для настройки режима достаточно установить скорость подачи проволоки. Значения силы тока и напряжения выбираются автоматически. Изменить длину дуги можно ручкой регулировки индуктивности.
Для тех, кто хочет бюджетный полуавтомат с расширенным функционалом, оптимален Аврора Динамика 2000. Он подключается к однофазной сети, максимальный сварочный ток 180 А позволяет сваривать проволокой до 1 мм. Управление аналоговое — скорости подачи проволоки и напряжение настраиваются ручками. Регулировка индуктивности поможет уменьшить количество брызг.
Полупрофессиональные полуавтоматы
Хороший вариант для легкого режима работы — мобильный Аврора SPEEDWAY 180 SYNERGIC с отличными сварочными характеристиками для однофазного аппарата. Полуавтомат сам оптимизирует сварочные параметры, благодаря синергетическому управлению. Он универсален и подходит для сварки ММА, которую упрощает полный набор дополнительных функций: антистик, горячий старт, регулируемый форсаж дуги.
Если нужен полуавтомат с широкими возможностями, большим ПВ и сварочным током, рекомендуем REAL SMART MIG 200 BLACK. Он подходит для средних режимов работы и предлагает три полноценных способа сварки: MIG, ММА и TIG. Множество дополнительных функций облегчают сварку различных швов — протяженных, лицевых, требующих глубокого провара и старт на разных режимах.
Профессиональные полуавтоматы
Небольшой полуавтомат Сварог MIG 250 F — хороший выбор для производственной мастерской, профессиональных ремонтных работ и обслуживания. Использование больших катушек до 20 кг повышает производительность. Выносной подающий механизм позволяет работать на расстоянии 25 м от источника. Аппарат работает с проволокой до 1,2 мм и дает возможность сваривать металл до 10 мм
Использование больших катушек до 20 кг повышает производительность. Выносной подающий механизм позволяет работать на расстоянии 25 м от источника. Аппарат работает с проволокой до 1,2 мм и дает возможность сваривать металл до 10 мм
Для средних производственных нагрузок отлично зарекомендовал себя Аврора SKYWAY 350 DUAL PULSE с синергетикой. Он сваривает проволокой до 1,2 мм и может работать в режиме Double Pulse. Функцию используют при сварке тонколистового металла, угловых швов, швов с особыми требованиями к внешнему виду и сталей, которые требуют минимума подводимой теплоты.
Для высоких нагрузок и производственной сварки проволокой до 1,6 мм можно выбрать Кедр AlphaMIG-500S Plus. Аппарат с ПВ 100% работает без перерыва долгое время. Механизм с 4-роликовым приводом обеспечивает плавную подачу проволоки. Синергетическое управление сокращает время настройки, качество сварки стабильно и меньше зависит от навыков сварщика.
Ещё один мощный и эффективный полуавтомат для индустриальной сварки — Сварог MIG 5000. Он многофункционален, переключается между режимами MIG и ММА для сварки проволокой до 1,6 мм или электродом до 6 мм, позволяет работать с алюминием. Для повышения качества сварки и производительности предусмотрены протяжка проволоки и продувка газа, режим 2Т/4Т, заварка кратера и подключение водяного охлаждения при необходимости.
Он многофункционален, переключается между режимами MIG и ММА для сварки проволокой до 1,6 мм или электродом до 6 мм, позволяет работать с алюминием. Для повышения качества сварки и производительности предусмотрены протяжка проволоки и продувка газа, режим 2Т/4Т, заварка кратера и подключение водяного охлаждения при необходимости.
Как правильно настроить сварочный полуавтомат, признаки неверной настройки
Начинающие пользователи такого оборудования наверняка задаются вопросом: какой сварочный полуавтомат имеет необходимые настройки и не требует дополнительной отладки? Однако таких моделей не существует по двум причинам. Во-первых, сама технология изготовления не дает возможности задать одинаковые параметры для каждого экземпляра. Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
При этом сохранение заводских параметров существенно сокращает возможности использования прибора, потому что разные металлы и сплавы нужно соединять в разных условиях. Комплект поставки обычно включает инструкции по самостоятельной отладке оборудования, но их зачастую недостаточно. Поэтому каждый опытный мастер знает, как подключить и правильно настроить сварочный полуавтомат для работы с конкретным материалом. Подобный опыт нередко дополняет и уточняет заводские инструкции.
Комплект поставки обычно включает инструкции по самостоятельной отладке оборудования, но их зачастую недостаточно. Поэтому каждый опытный мастер знает, как подключить и правильно настроить сварочный полуавтомат для работы с конкретным материалом. Подобный опыт нередко дополняет и уточняет заводские инструкции.
Параметры настроек
Работу сварочных полуавтоматов описывают четыре технические характеристики:
- напряжение дуги – изменение этого параметра влияет на значение силы тока;
- сила тока и скорость подачи проволоки – две связанных характеристики с прямо пропорциональной зависимостью друг от друга;
- расход защитного газа – он увеличивается с повышением значений предыдущих характеристик.
Эти четыре параметра определяют направления, по которым необходимо настроить оборудование для того или иного материала. Важно понимать, что отладка не может сохраняться долгое время в силу следующих наиболее частых причин:
- незначительный ремонт оборудования, установка новых комплектующих;
- изменение химического состава газовой смеси, применяемой как защитная среда;
- перепады и скачки напряжения электрического тока, питающего аппарат;
- использование присадочной проволоки другой марки и/или с иным составом.

Даже в ряду родственных моделей одного и того же производителя нередко наблюдаются существенные различия в заводских настройках. Подобные расхождения бывают и у разных приборов с идентичными заявленными характеристиками. Чтобы научиться регулировать сварочные полуавтоматы под конкретные задачи, необходимо привыкнуть к особенностям функционирования оборудования и выявить в нем закономерности и причинно-следственные связи.
Рекомендации по настройке
Четыре рабочих характеристики оборудования намечают пять направлений его регулировки: защитная газовая смесь, напряжение, полярность, скорость подачи и вылет проволоки. Рассмотрим каждый аспект более подробно.
Подбор газовой смеси
Для защиты соединяемых деталей и оборудования от высоких температур и искр в зону сварки нагнетают газовую смесь или какой-то чистый газ. Для сварочных полуавтоматов используют два вещества: углекислый газ (диоксид углерода) и инертный материал аргон. Возможно четыре варианта их комбинации для разных сплавов и качества шва:
- Чистый углекислый газ – подходит для толстых листов или крупных изделий из сплавов на основе железа (чугун, сталь), обеспечивает глубокий проплав, но дает большое количество искр, а шов получается в итоге грубым и некрасивым.
- Первая смесь обоих газов – на три четверти (75 %) состоит из аргона и на одну четверть (25 %) из углекислоты. Состав подходит для работы с тонкими листами и с небольшими деталями. Дает минимум брызг, а спайка получается аккуратной.
- Вторая смесь обоих газов – на 98 % состоит из аргона и на 2 % из углекислого газа. Основное назначение такой среды – сваривание деталей из нержавеющей или оцинкованной стали, медных сплавов. Минимум брызг, высокое качество шва.

Чистый аргон – применяется для соединения деталей из алюминия, меди, сплавов на их основе, а также вообще для работы с цветными металлами. Обеспечивает почти полное отсутствие искр, а шов выходит тонким, ровным, чистым и красивым.
Чем больше в составе защитной среды аргона, тем аккуратнее, чище и тоньше получается соединение. Углекислый газ дает довольно грубое соединение и не подходит для тонких металлических листов, мелких деталей и цветных металлов.
Настройка напряжения
Настраивать этот параметр необходимо с учетом требуемой глубины провара, а также толщины соединяемых листов или размеров деталей. Чем больше энергии потребуется на плавление припоя и обрабатываемого сплава, на горение сварочной дуги, тем выше должен быть установленный вольтаж аппарата, который преобразует энергию электрического тока в тепловую.
Регулировка вольтажа носит ступенчатый характер. Большинство современных аппаратов позволяют установить необходимый для работы вольтаж в два этапа.
- Сначала с помощью переключателя на задней стороне полуавтомата выбирается один из двух режимов работы прибора. Режимы отмечены цифрами «1» и «2».
В результате получается четыре варианта вольтажа. Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Настройка скорости подачи проволоки
Регулировать этот параметр следует после выбора напряжения электрического тока. Эта очередность связана с тем, что скорость подачи определяет скорость плавления, которая одновременно зависит от вольтажа. Когда присадочная нить начинает плавиться, скорость ее продвижения снижается. Если этот параметр окажется ниже или выше соответствующего ему вольтажа, качество соединения сильно снизится:
- Если присадочная нить будет подаваться слишком быстро, то при контакте с металлом она начет деформироваться прежде, чем успеет расплавиться. Она также будет липнуть к обрабатываемой поверхности, обильно искря и брызгая. Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
- При слишком медленной подаче проволока рискует сгореть, так и не успев расплавиться. При этом забивается наконечник горелки. Если же присадочная нить все-таки начала плавиться, это не гарантирует качественной работы. При контакте с металлом нить будет давать рваный шов с просадками и волнистостью.
 Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.Настраивать скорость подачи присадочного материала приходится чаще, чем другие характеристики оборудования. После каждой смены напряжения и замены на другую присадочную нить прежние настройки сбиваются, и их нужно регулировать заново. Современные модели часто облегчают этот аспект благодаря опции автоматической настройки.
Количественное выражение взаимосвязи настроек и результата отражено в таблице:
Регулировка полярности
Этот параметр сварочных полуавтоматов настроить проще всего. На корпусе обычно помещают таблицу, в которой указано, для какого металла или сплава более предпочтительна прямая, а для какого – обратная полярность. В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
Выбор зависит от конструктивных типов присадочной проволоки. На сегодня их два:
- Простая. Это омедненная цельная нить, при работе с которой всегда используют защитный газ. Она не имеет никаких дополнительных добавок, поэтому перед началом работы поверхность необходимо особенно тщательно очистить. Такую присадочную нить можно применять только в помещении, но она почти не дает искр и брызг, а шов получается тонким, ровным, аккуратным и чистым, без шлаков.
- С флюсом. Это добавка в центре проволоки, при ее плавлении образующая защитный газ, поэтому внешняя среда из аргона или углекислоты не требуется, как и тщательная очистка поверхности – незначительные загрязнение не помешают. С таким припоем можно работать даже на улице в ветреную погоду, но брызг и искр будет очень много. По шву образуется много шлака, который нужно счищать.

Простая медная нить – это всегда обратная полярность и подключение к плюсовой клемме. Отрицательный заряд при этом подается на свариваемый материал. Присадочная нить с флюсом требует прямой полярности и соединения через минусовой разъем. При этом свариваемую деталь соединяют с клеммой с положительным зарядом. Разница зарядов и создает электрическое напряжение и электромагнитное поле.
Настройка вылета проволоки
Вылетом называют расстояние между концом наконечника и концом самой проволоки, то есть часть ее длины, на которую она выдвинута из наконечника. Если отрегулировать этот параметр правильно, получится избежать обильных брызг, коробления свариваемого материала, его прожига и недостаточного провара. Выпуском считается расстояние от сопла горелки до проволочного торца. При малых диаметрах выпуск и вылет равны друг друга, при увеличении толщины нити выпуск уменьшается на 1-10 мм.
На практике применяют три основных варианта вылета в зависимости от конструкции газового сопла и применяемой защитной среды:
- В общем случае выпуск должен быть как можно меньше – порядка 0,6-1,0 см. Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
- При использовании в качестве защитной среды чистого аргона вылет присадочной нити может превышать 1 см. Существуют модели с автоматической регулировкой этого параметра, при которой шаг выпуска составляет порядка 3 мм.
- Если наконечник газового сопла углублен внутрь его корпуса, то слишком короткий вылет не обеспечит нормального плавления. Поэтому чем сильнее наконечник утоплен в корпусе горелки, тем больше должно быть значение выпуска.
 Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.Чем толще проволока, тем меньше должен быть вылет, иначе в зоне сварки ее окажется больше, чем сварочный полуавтомат способен обработать. И если короткий выпуск просто не позволяет сформировать наплав и сварной шов или не обеспечит нужной глубины провара и прочности шва, то слишком длинный создает избыток припоя, что приведет к прожиганию и короблению металла, обильным брызгам и искрению.
Взаимосвязь вылета, выпуска, диаметра и расхода газа отражены в таблице:
Самые частые сбои и их признаки
Если сварочный полуавтомат не был правильно настроен и отрегулирован, в процессе его работы могут возникать различные сбои и ошибки. Ниже перечислены наиболее распространенные из них, а также признаки, по которым их можно распознать:
- Если проволока подается слишком быстро для выбранного напряжения, она не образует дугу, а просто приварится к одной из соединяемых деталей.
- При нехватке или отсутствии защитного газа в зоне сварки обильно вылетают брызги, а шов становится пористым и приобретает зелено-коричневую окраску.
- Если напряжение и/или скорость подачи присадочной нити недостаточны, сварка не проникнет глубоко в толщу соединяемых деталей, и шов будет непрочным.
- При слишком высоком для данной толщины металла вольтаже закономерно произойдет прожигание свариваемых листов или деталей.
- Если присадочную нить подавать слишком медленно, при касании металла она будет частично оплавляться, оставаясь на конце рабочего наконечника.
- При удалении горелки от места сварки далее 0,6-1,2 см шов получится прерывистым, а в процессе работы будет обильное разбрызгивание припоя.
- Если материал не очищен, а заземление плохо закреплено, сварка будет идти рывками, а шов получится рваным. Со стороны кажется, что причина в низком напряжении или малой скорости подачи проволоки, но это не так.

Кроме того, треск и щелчки во время сварки говорят о низкой скорости подачи припоя. Недостаток газовой среды увеличивает количество брызг и искр. Прерывистый шов и непроваренные (пропущенные) участки указывают на то, что поверхность металла не была очищена и должным образом подготовлена к сварке. Зазубрины и разная толщина шовного наплава – результат неравномерного ведения горелки по месту соединения.
Вообще, в процессе сварки недостаточно иметь в виду только усредненные инструкции и рекомендации. Обязательно нужно обращать внимание на мелочи и подмечать опытным путем, какой результат получается при тех или иных настройках и движениях горелки.
Рекомендательные значения основных параметров представлены в таблице:
Приобретение сварочных полуавтоматов
Перечисленные выше рекомендации по настройке в равной степени справедливы для сварочных полуавтоматов любой торговой марки, модели и модификации. То же касается и наиболее распространенных сбоев в работе оборудования и признаков, которые позволяют их выявить. Конечно, отрегулировать аппарат под свои нужды проще, если заводские настройки более соответствуют требуемым для работы параметрам.
В каталоге компании «Строительные ресурсы» представлен широкий выбор сварочных полуавтоматов для соединения всех основных рабочих сплавов: железных, алюминиевых, медных. Это удобные инверторные моноблоки отечественной марки «Сварог», которая не уступает по техническим характеристикам аналогичному оборудованию зарубежных брендов «Аврора» (китайское производство) или «Ресанта» (латвийская компания).
Газ для сварки полуавтоматом – выбор газа для сварочных работ
Сварочный полуавтомат повышает качество шва и скорость работы сварщика. Механизированная сварка не предполагает замену электродов — вместо прутков в таком аппарате используется проволока, подаваемая с катушки. Поэтому сварщику не приходиться разрывать шов, теряя время и нарушая герметичность соединения. Кроме того, работа в полуавтоматическом режиме позволяет соединять заготовки толщиной от десятых долей миллиметра до нескольких сантиметров, причем конструкционным материалом соединяемых элементов может быть практически любой металл или сплав. Однако эти преимущества невозможны без использования специального газа для сварки полуавтоматом, защищающего сварочную ванну.
Механизированная сварка не предполагает замену электродов — вместо прутков в таком аппарате используется проволока, подаваемая с катушки. Поэтому сварщику не приходиться разрывать шов, теряя время и нарушая герметичность соединения. Кроме того, работа в полуавтоматическом режиме позволяет соединять заготовки толщиной от десятых долей миллиметра до нескольких сантиметров, причем конструкционным материалом соединяемых элементов может быть практически любой металл или сплав. Однако эти преимущества невозможны без использования специального газа для сварки полуавтоматом, защищающего сварочную ванну.
Какой газ нужен для механизированной сварки
Технология полуавтоматической сварки предполагает использование в качестве флюса активного или защитного газа. Первый меняет физико-химические характеристики шва, второй — защищает металл от окисления, что особенно актуально при соединении заготовок из алюминия или быстро окисляемых сплавов.
Типичными представителями инертной группы являются аргон (Аг) и гелий (Не). В активную группу входит азот (N), кислород (O), углекислый газ (CO2). Самыми популярными смесями являются:
В активную группу входит азот (N), кислород (O), углекислый газ (CO2). Самыми популярными смесями являются:
- аргоно-углекислый состав (Аг + СО2) — инертно-активная среда, снижающая разбрызгивание электрода;
- аргоно-гелиевый состав (Аг + Не) — защитная среда, повышающая тепловую мощность дуги;
- аргоно-кислородная газовая смесь (Аг + О2) — инертно-активная среда для низколегированных и легированных сталей;
- углекисло-кислородная смесь (СО2 + О2) — активная среда, повышающая производительность полуавтомата.
Критерии выбора газа или смеси для полуавтомата
При выборе смеси или технически однородной среды принято обращать внимание на следующие критерии: тип конструкционного материала свариваемых заготовок, толщину формируемого шва, диаметр проволоки.
В итоге выбор смеси для сварочных работ сводится к изучению таблицы, в которой указаны составы, рекомендуемые для каждого металла или сплава, с учетом глубины ванны и других характеристик.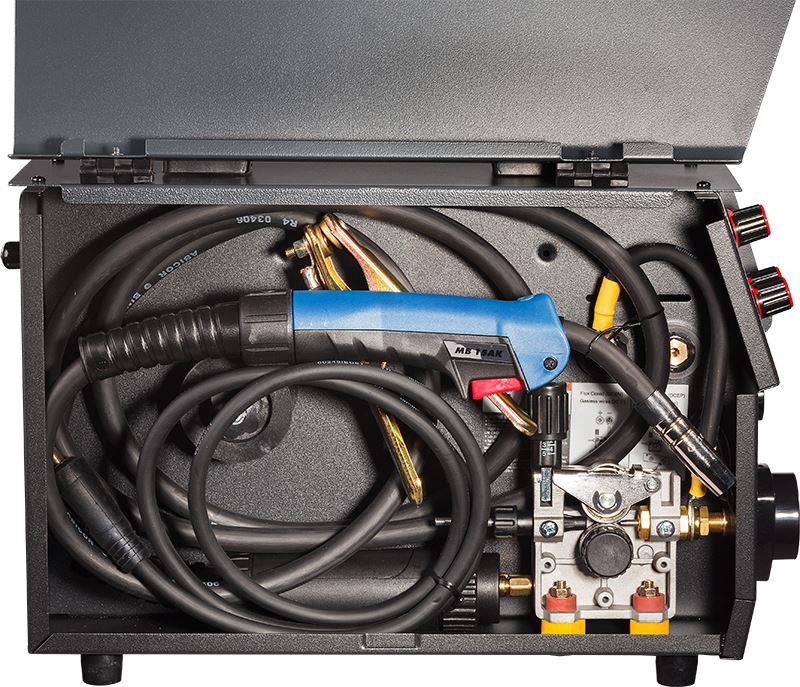
Кроме того, опытный сварщик учитывает «бонусный» эффект, который дает та или иная среда. Например, углекислые газы обеспечивают минимальное разбрызгивание присадочного металла (электрода), поэтому с их помощью удобно варить потолочные швы. В этом случае СО2 убережет сварщика от контакта с каплями расплавленного металла.
Технология сварки в полуавтоматическом режиме
Принцип работы сварочного полуавтомата основан на хорошо изученном электродуговом процессе. Разница потенциалов между электродом и заготовкой позволяет сформировать электрическую дугу, температуры которой хватит на расплавление присадочного и свариваемого металла. Застывшая присадка контактирует с металлом заготовки на атомарном уровне, образуя шов с прочностью до 90% от показателя основного конструкционного материала.
Однако в работе полуавтомата есть свои особенности. Во-первых, проволока-электрод подается в зону сварочной ванны непрерывным потоком, проходя сквозь токопроводящий мундштук. Причем расход присадочного металла можно регулировать вручную, нажимая на кнопку подачи. Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
Благодаря этому уменьшается количество брызг, стабилизируются параметры дуги, повышается производительность труда сварщика, снижается общая трудоемкость любого сварочного процесса.
Особенности выполнения сварки под газом
Техника работы на полуавтомате практически не отличаются от принципов применения классических аппаратов. С помощью полуавтомата можно варить горизонтальные и вертикальные швы, выполнять прихватывание заготовок, проваривать герметичные соединения, формировать сопряжение встык и внахлест.
Способ формирования соединений полуавтоматическим сварочным аппаратом не отличается от классических методик, реализуемых с помощью ММА-оборудования. Температурные режимы и сила сварочного тока определяется по общепринятой схеме — исходя из толщины стыков и диаметра электрода.
Единственной индивидуальной особенностью, которой обладает полуавтоматический газосварочный процесс, является простота соединения тонких заготовок. Поэтому полуавтомат используется преимущественно в кузовном ремонте и во время сборки тонколистовых металлоконструкций.
Основные преимущества сварки с газовой защитой
- Узкая зона высокотемпературного воздействия, поэтому MIG-MAG процессы не меняют свойства свариваемых металлов.
- Отсутствие задымления в зоне сварочной ванны, что облегчает визуальный контроль качества шва.
- Универсальность применения — MIG-MAG процессы совместимы с любыми металлами: от титана или алюминия до высоколегированной или конструкционной стали.
- Отсутствие ограничений по пространственному положению детали — отрегулировав напор горелки, можно варить потолочные или наклонные швы, не испытывая никаких затруднений.
- Нет ограничений по толщине — эта технология допускает сваривание листовых заготовок с толщиной от 0,2-0,5 миллиметра. Верхняя граница толщины соединения определяется только мастерством сварщика.
- Отсутствие необходимости зачищать швы даже при многослойной наплавке — флюс улетучивается после прекращения подачи смеси из горелки.
- Максимально возможная производительность труда даже при средней квалификации сварщика.
 Верхняя граница толщины соединения определяется только мастерством сварщика.
Верхняя граница толщины соединения определяется только мастерством сварщика.Все эти преимущества станут доступны только в случае поставки качественной смеси, подготовленной по ГОСТ и ТУ. Некачественные составы приведут к потере прочностных характеристик.
ООО «ИТЦ Промэксервис» готово предоставить заказчику высококачественный газ для сварочных работ, в любых объемах, с доставкой по Москве или Подмосковью. Мы работаем с крупными компаниями и физическими лицами, предлагая высокое качество и низкие цены. ИТЦ Промэксервис — лидер рынка с 1999 года.
полуавтоматы сварочные
- Вы здесь:
- сварочные аппараты
- аппараты для автосервиса
- сварочные полуавтоматы (MIG-MAG) для СТО
 org/ListItem»>
Главная
org/ListItem»>
ГлавнаяПодробнее
Сортировка
Цена Цена Наличие Название
Производитель:
Выбрать производителя
aurora
bestweld
blue-weld
brima
foxweld
FUBAG
gys
mars
RHD
Telwin
барс
кедр
РЕСАНТА
сварог
сорокин
тсс
Показано 1 — 24 из 261
15243060150
Товары
Артикул: 127989-
RUB 1336
13YM36YM руб
Купить в 1 клик
В наличии
Артикул: 127987-00
RUB 1912
19YM12YM руб
Купить в 1 клик
В наличии
Артикул: 127990-00
RUB 3252
32YM52YM руб
Купить в 1 клик
В наличии
Артикул: 127993-00
RUB 3783
37YM83YM руб
Купить в 1 клик
В наличии
Артикул: 127988-00
RUB 4096
40YM96YM руб
Купить в 1 клик
В наличии
Артикул: 127992-00
RUB 4304
43YM04YM руб
Купить в 1 клик
В наличии
Артикул: 75714-00
RUB 10575
10YM57YM5 руб
Купить в 1 клик
В наличии
Линия: Next Generation
Скорость подачи проволоки, м/мин: 1,5-16
Режим работы (ПВ), %: 50
Номинальный сварочный ток, А: 160
Напряжение холостого хода, В: 50
Напряжение сети, В: 220
Артикул: 60293-00
RUB 16490
16YM49YM0 руб
Купить в 1 клик
В наличии
Вес без упаковки, кг: 9. 82 кг
82 кг
Режим сварки: С газом/без газа
Класс товара: Бытовой
Наличие сетевой вилки: Да
Кейс: Нет
Мощность, Вт: 3300
Артикул: 11095-00
RUB 16990
16YM99YM0 руб
Купить в 1 клик
В наличии
Габариты: 420 X 290 X 660 Миллиметров
Вес: 35 Килограмм
Вид: полуавтоматический
свариваемые материалы: углеродистая сталь
Тип источника питания: инверторный
потребляемая мощность, кВт: 5
Род сварочного тока: постоянный(DC)
Тип входной сети(число фаз): однофазный(220)
Артикул: 132620-00
RUB 18349
18YM34YM9 руб
Купить в 1 клик
В наличии
Напряжение питания, В: 220
Тип сварки: MMA / MIG / MAG / TIG
Потребляемая мощность, кВт: 6,1
Напряжение холостого хода, В: 62,0
Сварочный ток в режиме MIG/MAG, А: 20 — 140
Диапазон сварочного тока в режиме ММА, А: 20 — 140
Артикул: 60297-00
RUB 19490
19YM49YM0 руб
Купить в 1 клик
В наличии
Вес без упаковки, кг: 9. 9 кг
9 кг
Режим сварки: С газом/без газа
Класс товара: Бытовой
Наличие сетевой вилки: Да
Кейс: Нет
Мощность, Вт: 4800
Артикул: 66293-00
RUB 20564
20YM56YM4 руб
Купить в 1 клик
В наличии
Артикул: 66284-00
RUB 21581
21YM58YM1 руб
Купить в 1 клик
В наличии
Артикул: 24024-00
RUB 21581
21YM58YM1 руб
Купить в 1 клик
В наличии
Габариты: 466 X 197 X 480 Миллиметров
Вес: 14 Килограмм
Вид: полуавтоматический
свариваемые материалы: углеродистая сталь
Тип источника питания: инверторный
потребляемая мощность, кВт: 3. 4
4
Род сварочного тока: постоянный(DC)
Тип входной сети(число фаз): однофазный(220)
Артикул: 60298-00
RUB 21590
21YM59YM0 руб
Старая цена:
22790,00 руб
Ваша скидка:
-1200,00 руб
Купить в 1 клик
В наличии
Вес без упаковки, кг: 10.74 кг
Режим сварки: С газом/без газа
Класс товара: Профессиональный
Наличие сетевой вилки: Да
Кейс: Нет
Мощность, Вт: 5500
Артикул: 11094-00
RUB 21675
21YM67YM5 руб
Купить в 1 клик
В наличии
Габариты: 420 X 290 X 660 Миллиметров
Вес: 28 Килограмм
Вид: полуавтоматический
свариваемые материалы: углеродистая сталь
Тип источника питания: трансформаторный
потребляемая мощность, кВт: 4
Род сварочного тока: постоянный(DC)
Тип входной сети(число фаз): однофазный(220)
Артикул: 75595-00
RUB 21860
21YM86YM0 руб
Купить в 1 клик
В наличии
fbgManual_IRMIGv2019. pdf: Скачать
pdf: Скачать
Напряжение, В: 220
Напряжение питания, В: 220
Тип сварки: MIG/MAG / MMA
Потребляемая мощность, кВт: 4,6
Напряжение холостого хода, В: 60
Артикул: 106009-00
RUB 21860
21YM86YM0 руб
Купить в 1 клик
В наличии
fbgManual_IRMIG160180SYN. pdf: Скачать
pdf: Скачать
Напряжение, В: 220
Тип сварки: ММА/MIG/MAG/TIG
Потребляемая мощность, кВт: 6.2
Напряжение холостого хода, В: 65
Диапазон сварочного тока, А: 15 — 160
Артикул: 121824-00
RUB 22290
22YM29YM0 руб
Купить в 1 клик
В наличии
fbgManual_IRMIGv2019. pdf: Скачать
pdf: Скачать
Артикул: 11093-00
RUB 22688
22YM68YM8 руб
Купить в 1 клик
В наличии
Габариты: 390 X 275 X 545 Миллиметров
Вес: 26 Килограмм
Вид: полуавтоматический
свариваемые материалы: углеродистая сталь
Тип источника питания: трансформаторный
потребляемая мощность, кВт: 4
Род сварочного тока: постоянный(DC)
Тип входной сети(число фаз): однофазный(220)
Артикул: 75593-00
RUB 24130
24YM13YM0 руб
Купить в 1 клик
В наличии
fbgManual_IRMIGv2019. pdf: Скачать
pdf: Скачать
Напряжение питания, В: 220
Тип сварки: MIG/MAG / MMA
Потребляемая мощность, кВт: 5,1
Напряжение холостого хода, В: 60
Сварочный ток в режиме MIG/MAG, А: 26-180
Артикул: 75717-00
RUB 24557
24YM55YM7 руб
Купить в 1 клик
В наличии
Линия: Re
Скорость подачи проволоки, м/мин: 1,5-16
Режим работы (ПВ), %: 60
Номинальный сварочный ток, А: 200
Напряжение холостого хода, В: 60
Напряжение сети, В: 220
Артикул: 93432-00
RUB 24590
24YM59YM0 руб
Купить в 1 клик
В наличии
Техническое описание: Скачать
Инструкция по использованию: Скачать
Артикул: 26715-00
RUB 24590
24YM59YM0 руб
Купить в 1 клик
В наличии
Габариты: 340 X 205 X 450 Миллиметров
Вес: 15 Килограмм
Максимально потребляемый ток, А: 28
Скорость подачи проволоки, м/мин: 1-12
Диаметр порошковой проволоки, мм: 0,8-1,0
Диаметр сплошной стальной проволоки, мм: 0,6-1,0
Диаметр проволоки из нержавеющей стали, мм: 0,8-1,0
Защитный газ: CO2; Ar + CO2
Выбираем полуавтомат сварочный
Сварка сегодня широко применяется в бытовых условиях, поскольку с ее помощью можно произвести любые ремонтные, монтажные и строительные работы с металлическими деталями. Но без специального оборудования вам не удастся получить нужный результат. Кроме того, специальная техника поможет произвести любые работы гораздо быстрее и проще.
Но без специального оборудования вам не удастся получить нужный результат. Кроме того, специальная техника поможет произвести любые работы гораздо быстрее и проще.
Если вам необходимо разрезать или соединить (сварить) металлические детали, стальную арматуру или трубы, демонтировать старый фундамент, изготовить металлическую конструкцию типа мангала, отремонтировать, например, ворота или прикрепить к ним петли, вам не обойтись без сварки и соответствующего оборудования. Решить многие бытовые проблемы и обеспечить высококачественную сварку вам поможет оптимально подобранная модель полуавтомата сварочного в комплекте с очками для сварки, специальной одеждой, определенным типом электродной или порошковой проволоки, электродержателями и сварочными кабелями.
Как правильно выбрать?
В нашем ассортименте вы встретите богатый выбор подобного оборудования от различных мировых производителей, разных размеров и массы, по низким и высоким ценам. Выбрать подходящий вариант вам помогут квалифицированные сотрудники нашей компании. Полуавтоматы сварочные инверторные, трансформаторные, электродуговые, однофазные с воздушным охлаждением, с микропроцессорным управлением или, работающие по усовершенствованной технологии IGBT или MOSFET , EWM-forceArc и EWM-coldArc присутствуют в нашем каталоге.
Полуавтоматы сварочные инверторные, трансформаторные, электродуговые, однофазные с воздушным охлаждением, с микропроцессорным управлением или, работающие по усовершенствованной технологии IGBT или MOSFET , EWM-forceArc и EWM-coldArc присутствуют в нашем каталоге.
Но такое оборудование выбирается, прежде всего, в зависимости от условий и типа планируемых работ. Соответственно, чем больше сфера применения, мощность, размеры и качество сварки, тем дороже стоит такое оборудование, но для его работы следует предварительно проверить состояние сети. Для бытовых нужд обычно хватает следующих параметров: сварочный ток максимум 160-200А, напряжение холостого хода 50-90В, ПВ (продолжительность времени непрерывной работы) от 30 до 100%.
Можно также сориентироваться по дополнительным возможностям: например, может ли данное устройство работать от бензогенератора или только от трансформатора, возможно ли его использование в автомастерских или только в домашних условиях, какие дополнительно металлы, кроме стали, может варить данное оборудование? Но в любом случае приобретенный у нас полуавтомат сварочный – это надежная строительная техника с большим сроком службы. Становитесь нашим постоянным клиентом, наш широкий ассортимент, доступные цены и система скидок вам понравится.
Становитесь нашим постоянным клиентом, наш широкий ассортимент, доступные цены и система скидок вам понравится.
снятые с производства сварочные полуавтоматы (MIG-MAG) для СТО
Ваша корзина
Корзина пуста
Пожалуйста, подождите
Каталог продукции
Производители
Выбери производителяabacADAaetal-koAPACaspenatmosauroraaustria emailbattipavbergbestweldblue-weldbrexitbriggs-and-strattonbrimachaffoteauxcoltcomarocomeccondtrolCrossAirCrown csbCTGdaishinDaliDDEdeltadiamDiamasterDiscoverDr.SchulzeELTENAendressep-gensetesabESBEsson ETALON BATTERYeuro-lifteuroluxeuropowerewmfiacFIRMANfoxweldfricoFUBAGgarageGarmingavgazvoltGearsenGENERACgeneral climategeneral electricgeneral securitygesangeshtghibliGMGen Power SystemsgreengeargrostgrundfosgyshanshazeHeinhelmutHIDENhikoki hitachihondahuberthhusqvarnaHUTERHYUNDAIImpulseInform-LegrandIPCkarcherKEN koshinkospelkraftmannkraftwellkristalLANCHES laskilavorleicaleochliderlifanlimparmagnus-profimarsmasaltamastermegamet machineMNBmrh toolsmvaeneoclimaNewEnergynilfisk-altononameomaoptimaoxliftpatriotpowermanpramacproalmazprogressprojahnproliftprorabProtech Red LinergkRHDriellorothenbergerrucelfRUPESrussian engineering groupS. P.E.sacred sunsassinsauermannsdmosecurity forceselcosialsicamsiccomsiviksolbySTARK COUNTRYsteinelstemsumakesunteksuper-egoTech-NickTelwin termicaTopAutotopweldTORtranslastriodtritontrommelbergtropik-linevektorVelyenVenturaVIPER viraxvisionvollvolterWACKER NEUSONwbrwusleyYellow BatteryyuasazammerzecazitrekzongshenZupperармадаарсеналбарсвепрьвихрьвольтвостокДПКзавод им. КозловаЗИФинэлтисток дизельгенераторыисток РуселткедркитайлебедяньполигонпрофмашпрофтеплоремезаРЕСАНТАроссиярусэлтсварогСИБТАЛЬ сорокинсплитстоунсскстанкоимпорттепломашткмтропиктсстулерштильЭНЕРГИЯэнерготех
P.E.sacred sunsassinsauermannsdmosecurity forceselcosialsicamsiccomsiviksolbySTARK COUNTRYsteinelstemsumakesunteksuper-egoTech-NickTelwin termicaTopAutotopweldTORtranslastriodtritontrommelbergtropik-linevektorVelyenVenturaVIPER viraxvisionvollvolterWACKER NEUSONwbrwusleyYellow BatteryyuasazammerzecazitrekzongshenZupperармадаарсеналбарсвепрьвихрьвольтвостокДПКзавод им. КозловаЗИФинэлтисток дизельгенераторыисток РуселткедркитайлебедяньполигонпрофмашпрофтеплоремезаРЕСАНТАроссиярусэлтсварогСИБТАЛЬ сорокинсплитстоунсскстанкоимпорттепломашткмтропиктсстулерштильЭНЕРГИЯэнерготех
Полуавтоматическая сварка
Контакты Поиск по сайту
Россия, г. Петропавловск-Камчатский, проспект Победы, 2/5 г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-34-33 WhatsApp +79098904703 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: sales@svarka41.
|
УНИВЕРСАЛЬНЫЕ ПОЛУАВТОМАТЫ Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей — сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля. Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа. Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка.
Сопло горелки — на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход — сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки — через каждые полгода. Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы — от 5 до 10 часов непрерывной работы. Проверка горелки перед сваркой Режимы полуавтоматической сварки
|
 pro
pro Полуавтоматы могут быть нескольких видов:
Полуавтоматы могут быть нескольких видов: И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» — для эксплуатации в районах с умеренным климатом; «ХЛ» — в районах с холодным климатом; «Т» — тропическое исполнение.
И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» — для эксплуатации в районах с умеренным климатом; «ХЛ» — в районах с холодным климатом; «Т» — тропическое исполнение. Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие — закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее — ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока.
Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие — закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее — ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы.
Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы. Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной.
Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами.
К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены.
Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены.Сварка металла полуавтоматом в Екатеринбурге
Полуавтоматическая сварка – это процесс соединения металлических поверхностей, при котором шов получается ровным и полностью защищенным от окисления, так как при этом используется защитный газ. От ручной дуговой сварки она отличается автоматизацией процесса, благодаря чему от человека требуется намного меньше усилий для создания качественного сварочного шва. MIG – международное обозначение процесса сварки металлов в среде инертного газа, такого как гелий или аргон. MAG – это международное обозначение сварки в среде активного газа, такого как азот или углекислый газ.
MIG – международное обозначение процесса сварки металлов в среде инертного газа, такого как гелий или аргон. MAG – это международное обозначение сварки в среде активного газа, такого как азот или углекислый газ.
Преимущества полуавтомата
Технология сварки полуавтоматом сложна только для новичков. Как только человек поймет устройство аппарата, принцип его работы и освоит технику безопасности, он сможет успешно и эффективно его применять. Используется полуавтомат в основном для соединения деталей из железа, стали и алюминия.
При необходимости сварочные работы с помощью полуавтомата можно проводить без использования защитного газа. Такая сварка проводится с применением специальной проволоки, представляющей собой трубку из металла с порошком, который плавится под действием высокой температуры и образует газ, защищающий поверхность свариваемых деталей от окисления в процессе сварки. Это позволяет не тратиться на баллоны с газом. Ассортимент порошковой проволоки дает возможность организовывать оптимальный режим горения дуги для соединения заготовок из различных металлов.
MIG-MAG сварка применяется практически во всех отраслях промышленности. Основной сферой применения является машиностроение, судостроение, мостостроение, производство металлоконструкций, приборостроение. Не обойтись без полуавтоматов в слесарных мастерских и мастерских по ремонту автомобилей.
Этапы работы
Прежде чем приступать к сварке полуавтоматом нужных изделий новичкам в этом деле рекомендуется поучиться варить на металлических обрезках, не представляющих ценности. Мастерам своего дела также не помешает перед началом сваривания нужных деталей сделать пробный шов на ненужных обрезках. Для работы им потребуется сварочный аппарат, баллон с газом, защитные перчатки, защитная маска, спецодежда.
После проведения всех подготовительных работ нужно подключить массу к свариваемому металлу. Если работать нужно с деталями, имеющими небольшие размеры, то сваривание можно проводить на специальном металлическом столе, к которому подключают соответствующий проводник. Если стола нет, то сварку можно проводить на листе металла, который имеет толщину не меньше 2 мм.
Если стола нет, то сварку можно проводить на листе металла, который имеет толщину не меньше 2 мм.
До начала сварки металлические детали надо обязательно хорошо очистить от мусора и смазочных веществ при помощи специальной щетки или обычной ветоши. Сначала свариваемые детали нужно максимально близко расположить друг к другу и хотя бы в двух местах произвести точечное сваривание. Это нужно для того, чтобы детали стали неподвижными. Если требуется наварить один металлический лист на другой, то рекомендуется воспользоваться струбцинами, при помощи которых привариваемые детали будут надежно закреплены. Как только неподвижность деталей будет обеспечена, можно начинать работу по выполнению сварочного шва.
Для правильного образования дуги нужно коснуться проволокой деталей из металла, к которым подключена масса. После этого проволоку нужно оторвать на минимальное расстояние для того, чтобы образовалась стабильно горящая электрическая дуга. Это даст возможность проварить шов, перемещая дугу над свариваемыми деталями от одного края до другого.
Особенно сложным процессом является сварка алюминия. К свариванию алюминия и других цветных металлов стоит приступать только после того, как будет хорошо освоена технология сварки полуавтоматом черных металлов. Сварка деталей из алюминия производится при помощи постоянного тока обратной полярности. Перед тем как начинать сварку, нужно зачистить поверхность деталей от оксидной пленки и нагреть детали при помощи газовой горелки или в печи. После этого сварочный аппарат требуется включить в режим переменного тока высокой частоты и подключить баллон с аргоногелиевой смесью или аргоном. Затем следует произвести запал дуги и поддерживать ее длину в пределах 12-15 мм. В качестве присадочной проволоки в этом случае применяется алюминиевая проволока. Для стабильной подачи такой проволоки применяется сопло, имеющее большой диаметр. Поскольку этот металл характеризуется повышенной текучестью, то под изделие при сваривании нужно устанавливать подкладку.
Сварка при помощи полуавтомата сводится к тому, что на изделие автоматически подается проволока, и работник подбирает режим работы и формирует сварной шов. Прочность получаемого в процессе изделия зависит в основном от того, насколько удачно был подобран режим работы.
Прочность получаемого в процессе изделия зависит в основном от того, насколько удачно был подобран режим работы.
Особенности
Сварочный полуавтомат состоит из таких частей:
- корпуса с мощным трансформатором;
- шланга, предназначенного для подачи газа к горелке;
- кабелей для подключения к электросети;
- механизма, который подает проволоку.
Принцип работы аппарата, предназначенного для полуавтоматической сварки, заключается в следующем: одновременно с защитным газом на горелку подается сварочный ток. При этом в горелке в качестве электрода используется сварочная проволока, подающаяся в автоматическом режиме посредством специального механизма. Электрическая дуга, образующаяся между проволокой и свариваемым изделием, расплавляет металл в среде, состоящей из защитного газа, поэтому шов получается качественным и не содержит окислов.
Начинать работать рекомендуется с настройки сварочного аппарата, так как идеальный сварочный шов может получиться только при правильно отрегулированной силе подаваемого тока. Для каждого изделия нужно выбирать свой индивидуальный режим работы. На профиль шва большое влияние оказывает напряжение на дуге. Подбирать этот параметр нужно при помощи ручной регулировки, так как он зависит от толщины подвергаемого сварке металла. Производители обычно указывают в инструкциях, какая должна быть сила тока для сваривания деталей той или иной толщины. Кроме того, нужно отрегулировать скорость подачи сварочной проволоки при помощи специального механизма. Наилучшим диаметром проволоки для сваривания является 0,8 мм, но в случае сваривания деталей из очень тонкого металла можно взять проволоку диаметром 0,6 мм. Оптимальный расход проволоки составляет 35-40 мм/с.
Для каждого изделия нужно выбирать свой индивидуальный режим работы. На профиль шва большое влияние оказывает напряжение на дуге. Подбирать этот параметр нужно при помощи ручной регулировки, так как он зависит от толщины подвергаемого сварке металла. Производители обычно указывают в инструкциях, какая должна быть сила тока для сваривания деталей той или иной толщины. Кроме того, нужно отрегулировать скорость подачи сварочной проволоки при помощи специального механизма. Наилучшим диаметром проволоки для сваривания является 0,8 мм, но в случае сваривания деталей из очень тонкого металла можно взять проволоку диаметром 0,6 мм. Оптимальный расход проволоки составляет 35-40 мм/с.
Для защиты места проведения сварки от окисления применяется защитный газ. Самым доступным по цене вариантом является углекислотный баллон с редуктором. Редуктор с манометром нужны для контроля давления защитного газа, которое должно составлять около 0,2 атмосфер. Также обязательно перед началом сварки полуавтоматом нужно отрегулировать величину выступания из сопла сварочной проволоки. Она не должна превышать 5 мм. Если проволока выступает больше, чем на 5 мм, то ее нужно сделать короче при помощи кусачек. Между кромками свариваемых деталей должен быть интервал, составляющий 1 мм при толщине металла до 10 мм и 10% от толщины металла при его толщине, превышающей 10 мм.
Она не должна превышать 5 мм. Если проволока выступает больше, чем на 5 мм, то ее нужно сделать короче при помощи кусачек. Между кромками свариваемых деталей должен быть интервал, составляющий 1 мм при толщине металла до 10 мм и 10% от толщины металла при его толщине, превышающей 10 мм.
Виды сварочных аппаратов
Аппараты для сварки бывают стационарными и переносными. В зависимости от используемой проволоки, различают автоматы с электродом из алюминия, стали и универсальные. Стационарные агрегаты предназначены для проведения регулярных сварочных работ. Переносные аппараты являются наиболее современными и удобными в использовании.
Для работы в условиях мастерских стоит отдавать предпочтение аппаратам бытового класса, а для профессионального использования подходят только мощные дорогостоящие агрегаты. Между собой такие аппараты отличаются не только по мощности, но и по времени непрерывной работы. Выбор оборудования для проведения сварки на сегодняшний день очень большой. Наибольшей популярностью у потребителей пользуются универсальные модели, которые работают с разными видами горелок в разных режимах.
Наибольшей популярностью у потребителей пользуются универсальные модели, которые работают с разными видами горелок в разных режимах.
Техника безопасности
Во время сварки полуавтоматом нужно соблюдать такие правила техники безопасности:
- Перед тем как приступать к работе, нужно обязательно ознакомиться с инструкцией к прибору для сварки.
- Корпус сварочного аппарата обязательно должен быть заземлен.
- В случае любых даже самых незначительных неисправностей аппарат нельзя эксплуатировать.
- Во время перерывов в работе необходимо обязательно отключать аппарат от электросети и выключать подачу защитного газа.
- Запрещается работать с полуавтоматом рядом с легковоспламеняющимися или взрывоопасными предметами или веществами.
- Во время работы с этим устройством нужно обязательно использовать защитные перчатки и защитную маску.
Современные защитные маски оснащены механизмами, которые позволяют обеспечивать качественную защиту при горении дуги. Поэтому при затухании дуги окошко маски будет достаточно прозрачным, чтобы продолжать работу, не снимая ее.
Поэтому при затухании дуги окошко маски будет достаточно прозрачным, чтобы продолжать работу, не снимая ее.
Во время сварки проволоку нужно вести прямо. Нельзя направлять на себя сопло горелки. Поскольку при проведении этого процесса выделяется большой объем газа, то проводить процедуру рекомендуется только в оборудованном вентиляцией помещении или на улице.
Компания УЗЛК предлагает услуги сварки любых металлических изделий по очень доступным ценам. В своей работе наши имеющие большой опыт работы специалисты используют только мощные промышленные агрегаты и тщательно соблюдают технологию, поэтому швы получаются прочными и эстетичными, а металлические изделия – качественными.
Советы по выбору сварочной горелки
Выбор правильного оборудования для сварочных работ имеет решающее значение для достижения высокого качества сварки и производительности, а также для устранения дорогостоящих простоев. В том числе сварочные пистолеты. Изображение предоставлено Tregakiss
В том числе сварочные пистолеты. Изображение предоставлено Tregakiss
Выбор правильного оборудования для сварочных работ имеет решающее значение для достижения высокого качества сварки и производительности, а также для устранения дорогостоящих простоев. В том числе сварочные пистолеты.
Во многих случаях производители используют сочетание сварочных процессов и пистолетов. Например, в тяжелом оборудовании и общем производстве часто используется полуавтоматическая сварка вместе с роботизированной сваркой. В нефтегазовой отрасли и судостроении преобладают полуавтоматическая сварка и стационарная автоматизация. Сочетание сварочных процессов и оборудования позволяет компаниям, обслуживающим эти отрасли, сваривать детали различных объемов и размеров.
Однако эти технологические смеси могут создавать проблемы с точки зрения выбора пистолета. Вот почему так важно знать, какие характеристики сварочной горелки лучше всего использовать для достижения желаемых результатов сварки и максимальной эффективности.
Рабочий цикл и сила тока
Одним из наиболее важных факторов для всех пистолетов — полуавтоматических, роботизированных и стационарных автоматических — является выбор правильного рабочего цикла. Рабочий цикл — это количество времени в 10-минутном периоде, в течение которого пистолет может работать, не перегреваясь. В случае полуавтоматического сварочного пистолета это точка, в которой сварочная ручка становится неприятно горячей.
Производители оценивают свое оружие по-разному. При выборе любого типа оружия важно, чтобы желаемый рабочий цикл соответствовал тому, что будет фактически доставлено. Пистолеты рассчитаны на 60% и 100% рабочий цикл. Если для операции требуется продолжительное время горения дуги, хорошим вариантом может быть выбор пистолета со 100% рабочим циклом. Это позволит сваривать в течение полных 10 минут, не перегреваясь и не перегреваясь, что может привести к отказу горелки.
Использование пистолета с правильной силой тока также имеет решающее значение и должно соответствовать требованиям применения. Полуавтоматические пистолеты доступны в диапазонах от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и от того, имеют ли они воздушное или водяное охлаждение. Средний диапазон составляет от 350 до 600 ампер.
Полуавтоматические пистолеты доступны в диапазонах от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и от того, имеют ли они воздушное или водяное охлаждение. Средний диапазон составляет от 350 до 600 ампер.
Полуавтоматическая сварочная горелка
Полуавтоматическая горелка для дуговой сварки металлическим электродом (GMAW) является основным оборудованием сварщика, используемым ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным и соответствовал требованиям работы.
Тип рукоятки напрямую влияет на удобство сварщика. Некоторые производители пистолетов предоставляют возможность индивидуальной настройки своего продукта, позволяя сварщику выбирать стиль, который он или она предпочитает. Прямые и изогнутые ручки являются распространенными вариантами. Вентилируемые ручки также доступны для уменьшения тепла.
Ищите сварочные пистолеты с механическими компрессионными фитингами, поскольку они более долговечны и могут быть отремонтированы в случае повреждения. Пистолеты с обжатыми фитингами ремонту не подлежат.
Пистолеты с обжатыми фитингами ремонту не подлежат.
Другие характеристики пистолета, которые следует учитывать при выборе:
Полуавтоматическая горелка для дуговой сварки металлическим электродом (GMAW) является основным оборудованием сварщика, используемым ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным и соответствовал требованиям работы. Изображение предоставлено Tregakiss
- Силовые кабели: Выберите самый короткий из возможных, чтобы предотвратить перекручивание, которое может привести к проблемам с подачей проволоки. Более короткие кабели также, как правило, легче и удобнее для оператора сварки и являются хорошим выбором, если пространство внутри сварочной камеры ограничено или в крепежных элементах для работы.
- Триггеры: Доступно несколько стилей, в том числе стандартные, с блокировкой, с двойным нажатием и двойным расписанием. Проконсультируйтесь с производителем пистолета GMAW или доверенным дистрибьютором, чтобы сделать лучший выбор.
- Горловина пистолета: Доступны гибкие и вращающиеся варианты для повышения комфорта и обеспечения доступа к труднодоступным сварным швам. Те, у которых меньше изгиб, как правило, уменьшают вероятность проблем с подачей проволоки.
 Проконсультируйтесь с производителем пистолета GMAW или доверенным дистрибьютором, чтобы сделать лучший выбор.
Проконсультируйтесь с производителем пистолета GMAW или доверенным дистрибьютором, чтобы сделать лучший выбор.Оператору сварки может потребоваться некоторое время методом проб и ошибок, чтобы подобрать горелку, подходящую для работы, и наиболее предпочтительную горелку. Общение с членами команды или руководством может помочь.
Роботизированные сварочные горелки
Роботизированные сварочные горелки доступны в обычном и сквозном исполнении с различной силой тока, причем последние сегодня наиболее популярны. Как следует из названия, роботизированные сварочные пистолеты со сквозной рукой пропускают кабель питания через руку робота, а не через руку, как в обычном пистолете. Эта функция помогает уменьшить износ кабеля, вызванный удерживанием кабеля внутри отливки робота, что устраняет необходимость в дополнительных устройствах управления кабелем.
При выборе сварочной горелки со сквозным плечом ключевое значение имеет правильная длина кабеля, чтобы избежать скручивания или перегиба, что происходит при слишком длинном кабеле. Если кабель слишком короткий, он может растянуться и привести к преждевременному выходу из строя. Производители обычно предлагают сквозные пистолеты с заданной длиной кабеля, которая может быть согласована с конкретной моделью робота. Однако, если монтажный кронштейн механизма подачи изготовлен по индивидуальному заказу или устройство подачи установлено в нестандартном положении, требования к длине пистолета могут измениться для кабелей, проходящих через руку.
Длина и угол шейки являются дополнительными факторами, влияющими на выбор роботизированной сварочной горелки. Производители обычно предлагают грифы короткой, средней и большой длины с углами от 180 до 45 градусов. Также доступны опции по специальному заказу, отвечающие требованиям к центральной точке инструмента (TCP).
Важно учитывать варианты крепления для защиты пистолета и дополнительные технологии, которые могут повысить его производительность.
- Муфта: Это электронное периферийное устройство крепится к роботу для защиты его и пистолета от повреждений в случае столкновения с инструментами или деталями. Он останавливает робота, чтобы можно было оценить любой ущерб и проверить TCP перед возобновлением производства. Сцепление используется с роботами, у которых нет программного обеспечения для обнаружения столкновений.
- Твердое крепление: Это альтернатива муфте для удержания роботизированного пистолета GMAW на месте на роботах с программным обеспечением для обнаружения столкновений.
- Продувка воздухом: Эта дополнительная функция продувает сжатым воздухом переднюю часть роботизированной сварочной горелки, очищая ее от мусора. Это помогает снизить риск загрязнения сварного шва и поддерживает высокое качество сварки.
Если компания впервые внедряет роботизированную сварку, обязательно, чтобы выбор роботизированной сварочной горелки был частью процесса планирования. Модели САПР для моделирования помогают убедиться, что пистолет подходит к рабочей зоне, имеет доступ к сварному шву и маневрирует вокруг приспособлений.
Модели САПР для моделирования помогают убедиться, что пистолет подходит к рабочей зоне, имеет доступ к сварному шву и маневрирует вокруг приспособлений.
Стационарные автоматические сварочные горелки
В отличие от роботизированных сварочных горелок, которые прикрепляются к руке робота, перемещающегося вокруг неподвижной детали, фиксированные автоматические сварочные горелки остаются на одном месте, пока деталь движется. Например, трубу можно прокатывать, пока пистолет сваривает соединение. Либо пистолеты можно установить в держатель и перемещать по линейному сварному шву с помощью закаточной машины.
Длина шейки ключевая для стационарного автоматического пистолета. Он должен быть достаточно длинным, чтобы полностью достать до детали и обеспечить правильный доступ к сварному соединению. Большинству ружей требуется горловина от 12 до 16 дюймов, но есть исключения, которые могут потребовать настройки. На рынке также доступны несколько углов шейки. Самый распространенный угол — 180 градусов, но грифы также доступны с изгибами на 22, 45 и 60 градусов.
Длина кабеля тоже важна. Расстояние от механизма подачи проволоки может варьироваться в зависимости от свариваемой детали. Обычно питатель устанавливается на стрелу, для чего может потребоваться кабель длиной до 15 футов. В других ситуациях питатель может быть установлен прямо на инструменте. В этом случае доступны бескабельные автоматические стационарные горелки, которые состоят из горелки, горловины и штыря питания, который подключается непосредственно к механизму подачи проволоки.
Другие мысли
Помимо выбора необходимых функций для полуавтоматических, роботизированных и стационарных автоматических сварочных горелок, важно учитывать расходные материалы. В частности, системы расходных материалов, которые можно использовать с каждым из этих типов пистолетов, могут помочь оптимизировать запасы и предотвратить ошибки при установке. Например, если используется один тип и размер контактного наконечника, риск ошибки оператора при переключении исключается. Это, в сочетании с правильными функциями сварочной горелки, может значительно помочь минимизировать время простоя и повысить эффективность на протяжении всей операции сварки.
Сварочная каретка подходит для полуавтоматической сварки.
Позиционеры работы и нагрузки
Системы ошибок-O 28 июля 2004 г.
Поделиться:
Сводка пресс-релиза:
Mini-Vert с установленной сварочной горелкой, приводом на 4 колеса, работающим от аккумулятора, может перемещать и нести сварочную горелку в горизонтальном или вертикальном положении, что позволяет выполнять непрерывные однородные угловые швы. Быстрое крепление горелки позволяет быстро перемещать сварочный пистолет с одной стороны аппарата на другую.
Оригинальный пресс-релиз:
Mini-Vert…… Электроинструмент для сварки
Bug-O Systems рада объявить о пополнении нашей линейки портативных автоматов для сварки и резки , Мини-Верт. Эта сверхкомпактная сварочная тележка представляет собой полноприводную машину для угловой сварки, работающую от аккумулятора. Это значительно улучшит качество и увеличит производительность для тех, кто занимается полуавтоматической сваркой.

Mini-Vert — электроинструмент для сварки. Просто закрепите сварочную горелку, и Mini-Vert обеспечит непрерывную высококачественную сварку во всех положениях. Представьте себе плотника, который закручивает все свои шурупы с помощью ручной отвертки вместо аккумуляторной отвертки с электроприводом. Почему сварщики должны класть все сварные швы вручную? Mini-Vert — это электроинструмент, с помощью которого можно сваривать.
Для получения дополнительной информации о Mini-Vert обращайтесь: Bug-O Systems, 3001 West Carson St., Pittsburgh, PA USA USA 15204-1899 Телефон: 1-800-245-3186 добавочный 10, факс: 1-412-331-0383 www.bugo.com
Больше из Краски и покрытия
Просмотреть все официальные документы и тематические исследования
Просмотреть все ресурсы
- Аддитивное производство/3D-производство
- Автоматика
- Предприниматели
- Промышленность 4.0
- Технология
- Бизнес и промышленность
- Регулятор
- Перекрепление
- CAD и BIM
- Изготовление на заказ
- СТЕРЖЕНЬ
- Маркетинг по электронной почте
- События
- Лидогенерация
- Маркетинг
- Ретаргетинг
- ROI и аналитика
- Стратегия продаж
- SEO
- Социальные сети
- Стратегия веб-сайта
- Клеи и герметики
- Сельскохозяйственная и фермерская продукция
- Изделия для архитектурного и гражданского строительства
- Автоматический ID
- Химикаты и газы
- Чистящие средства и оборудование
- Системы связи и оборудование
- Компьютерное оборудование и периферийные устройства
- Строительное оборудование и принадлежности
- Органы управления и контроллеры
- Изготовление на заказ
- Дисплейное и презентационное оборудование
- Электрооборудование и системы
- Электронные компоненты и устройства
- Взрывчатые вещества, вооружение и вооружение
- Крепеж и скобяные изделия
- Оборудование для измерения расхода жидкости и газа
- Обработка и приготовление пищи
- Товары и оборудование для здоровья, медицины и стоматологии
- ОВКВ
- Этикетки Теги Вывески и оборудование
- Принадлежности и оборудование для лабораторий и исследований
- Смазочные материалы
- Машины и инструменты для обработки
- Транспортировка и хранение материалов
- Обработка материалов
- Материалы
- Механические компоненты и узлы
- Механическая передача мощности
- Горнодобывающая промышленность, бурение нефтяных скважин, продукты и оборудование для переработки
- Изделия для монтажа и крепления
- Непромышленные товары
- Оптика и фотоника
- Упаковочные продукты и оборудование
- Краски и покрытия
- Мебель для растений и аксессуары
- Портативные инструменты
- Печатное и копировальное оборудование
- Оборудование для розничной торговли и продаж
- Робототехника
- Оборудование для обеспечения безопасности
- Датчики, мониторы и преобразователи
- Услуги
- Программное обеспечение
- Испытания и измерения
- Продукция текстильной промышленности
- Тепловое и отопительное оборудование
- Таймеры и часы
- Продукция транспортной отрасли
- Системы технического зрения
- Управление отходами и оборудование для обращения с отходами
- Сварочное оборудование и расходные материалы
Найдите и оцените OEM-производителей, производителей на заказ, сервисные компании и дистрибьюторов.
Будьте в курсе отраслевых новостей и тенденций, анонсов продуктов и последних инноваций.
Найти материалы, комплектующие, оборудование, расходные материалы для техобслуживания и многое другое.
Более 10 миллионов моделей от ведущих OEM-производителей, совместимых со всеми основными программными системами САПР.
Начать поиск поставщиков Заявите о профиле своей компании ico-arrow-default-right ico-supplierБолее 500 000 подробных профилей поставщиков
ico-white-paper-case-studyБолее 300 000 статей и технических документов
ico-product6 миллионов+ промышленных товаров
ico-cadБолее 10 миллионов 2D- и 3D-чертежей САПР
Что такое автоматизированная сварка? Сварочные автоматы подразделяются на две основные категории: Полуавтоматические и Полностью автоматические . Полностью автоматическая сварка использует специальную машину или серию машин для загрузки заготовки, установки детали или горелки в нужное положение, эффекта сварки, следить за контролем качества, а затем выгружать готовое изделие. Дополнительная «деталь на месте» и качество конечного продукта чеки также могут быть встроены в машину, если это необходимо. В зависимости от деталей конкретной операции механизатор может быть, а может и не быть.
Какие виды сварки лучше всего подходят для автоматизации?Приложения, которые больше всего выигрывают от автоматизации, должны соответствовать одному или всем из следующих трех основных требований:
Отличные кандидаты для автоматизации включают, помимо прочего, прецизионные устройства, такие как батареи, конденсаторные банки, соленоиды, датчики, преобразователи и контрольно-измерительные приборы, металлические сильфоны и уплотнения, релейные блоки и корпуса, элементы лампочек, топливо фильтры, термосы, медицинские компоненты, ядерные устройства, трубы к арматуре, сердечники трансформаторов, клапанные элементы и подушки безопасности составные части. Компании, производящие ограниченное количество продуктов, могут извлечь выгоду из полуавтоматической системы, но не могут быть кандидатами. для полностью автоматизированных сварочных систем.
Преимущества автоматизированной сварки Преимущества хорошо спроектированных сварочных систем варьируются от улучшения качества сварки до снижения переменных затрат на оплату труда.
Планирование автоматизации сваркиПреимущества системной автоматизации сопровождаются некоторыми проблемами. Хотя эти факторы можно контролировать, их следует быть признанным с самого начала проекта автоматизированной сварки.
Стратегия проекта автоматизированной сваркиВо времена, когда качество и производительность являются лозунгами поставщиков, а клиенты требуют превосходных продуктов, внедрение автоматизированной сварочной системы может определить, останется ли компания конкурентоспособной. Используйте следующую стратегию и рекомендации помочь избежать подводных камней. Цели и детали проектаКаковы точные цели проекта? Что вы, , конкретно , хотите улучшить, ускорить или иным образом изменить с помощью автоматизации сварки?
Автоматизация сварки Поставщики: Тщательно изучите поставщика средств автоматизации. Образцы сварных швов:Перед покупкой любой системы попросите поставщика предоставить вам образцы сварных швов с использованием стандартных производственных деталей, если это возможно. Это покажет сварной шов. возможное качество и скорость сварки. Результатом хорошо продуманного плана автоматической системы сварки является огромная экономия времени и денег. Преимущества вытекают из качества сварки, экономии труда, снижения затрат, простоты эксплуатации, повторяемости, надежности, брака и переделки сокращение и повышение производительности. Поскольку компании все чаще сталкиваются с растущими затратами и глобальной конкуренцией, это преимущества, которые современная производственная организация просто не может позволить себе игнорировать.
Расчет стоимости автоматизированной сварочной системыСколько автоматизации вам нужно? Основные параметры:Заработная плата операторов и квалифицированных сварщиков несколько различается в зависимости от географического положения. Основные допущения, использованные при расчетах ниже следующие: Количество рабочих часов в год: 2000 (40 часов в неделю x 50 недель в год) Ручной сварочный аппарат Стоимость
Затраты оператора
В таблице ниже приведен простой пример расчета рентабельности инвестиций только на основе стоимости оборудования и рабочей силы.
При наличии достаточных производственных требований выбор в пользу автоматизированной сварки становится очевидным, исходя только из показателей оплаты труда. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вернуться к началу | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
О Pro-Fusion | Copyright 2003-2015 Pro-Fusion by Elderfield & Hall. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 При полуавтоматической сварке оператор вручную загружает деталь (детали) в сварочное приспособление. Затем контроллер сварки управляет горелкой/деталью.
движения и параметры сварки для обеспечения качественного воспроизводимого сварного шва. После завершения сварки оператор удаляет
законченная часть, и процесс начинается снова.
При полуавтоматической сварке оператор вручную загружает деталь (детали) в сварочное приспособление. Затем контроллер сварки управляет горелкой/деталью.
движения и параметры сварки для обеспечения качественного воспроизводимого сварного шва. После завершения сварки оператор удаляет
законченная часть, и процесс начинается снова.
 Большинство
явными преимуществами являются:
Большинство
явными преимуществами являются: Полностью автоматическая система с достаточным количеством станций может работать в четыре раза быстрее.
скорость полуавтоматической системы или в восемь раз больше скорости квалифицированного сварщика.
Полностью автоматическая система с достаточным количеством станций может работать в четыре раза быстрее.
скорость полуавтоматической системы или в восемь раз больше скорости квалифицированного сварщика.
 Автоматизировать
части, которые все еще будут примерно в следующем году.
Автоматизировать
части, которые все еще будут примерно в следующем году. Есть ли у них навыки как в технологии сварки, так и в автоматизации? Попросите соответствующие
использованная литература.
Есть ли у них навыки как в технологии сварки, так и в автоматизации? Попросите соответствующие
использованная литература.
 безопасность, налоги по безработице, страхование и т. д.)
безопасность, налоги по безработице, страхование и т. д.) Для полного анализа фактических затрат также необходимо учитывать следующее:
Для полного анализа фактических затрат также необходимо учитывать следующее: (одна смена 8 часов)
(одна смена 8 часов) обычный вопрос — сколько автоматизировать.
обычный вопрос — сколько автоматизировать. 
Многоцелевой полуавтоматический сварочный аппарат ESAB REBEL EMP 215ic TIG/MMA/MIG
- Товар
- Описание
- Что в коробке
Описание
Выделять
ЛИТОЙ АЛЮМИНИЕВЫЙ ПИТАТЕЛЬ.
Конструкция этого механизма подачи литых материалов повышает долговечность, снижает образование проволочной стружки и гнезд птиц, обеспечивает легкую замену приводных роликов (без использования инструментов) и обеспечивает постоянную производительность подачи. В целом он имеет оптимизированное выравнивание и долговечные компоненты приводной стойки, которые обеспечивают точную и плавную подачу проволоки.
МНОГОМАТЕРИАЛЬНЫЙ.
Сварка стали, нержавеющей стали и даже алюминия.
ХРАНЕНИЕ ПАРАМЕТРОВ СВАРКИ.
Сохранение до четырех параметров сварки для каждого процесса; идеально подходит для переключения между работами.
ФУНКЦИЯ УДЕРЖАНИЯ КУРКА 2T/4T.
Снижает утомляемость оператора при сварке MIG или TIG.
РЕГУЛИРУЕМЫЙ КОНТРОЛЬ СИЛЫ ДУГИ.
Оптимизирует работу электрода для сварки ММА и позволяет оператору на короткое время увеличить напряжение дуги, чтобы избежать погасания и «зависания» дуги, когда дуга слишком короткая.
РЕГУЛИРУЕМОЕ УПРАВЛЕНИЕ ГОРЯЧИМ ПУСКОМ .
Увеличивает начальный сварочный ток, чтобы избежать прилипания электрода к заготовке; особенно полезно для электродов с трудным запуском.
РЕГУЛИРОВКА ВРЕМЕНИ ПРЕДВАРИТЕЛЬНОЙ И ПОСЛЕПРОДУЧНОЙ ПОДАЧИ ГАЗА.
Продувает газовую линию и предотвращает пористость в начале и конце сварки; особенно полезен при сварке MIG алюминия.
IP23S.
Корпус создан для защиты вас и вашей машины. Разработанный в соответствии с более высокими стандартами, Rebel может выдерживать суровые условия окружающей среды.
Вы не знаете, что такое обычный день – каково это работать с 9 до 5 за столом. Вы не знаете, где окажетесь на следующей работе, но знаете, что должны быть готовы ко всему.
Когда речь идет о сварке, это означает любой процесс, любую мощность, любой материал, всегда и везде. Знакомьтесь, Ребел.
Универсальная машина для сварки чего угодно, в которой есть все необходимое для выполнения работы — от начала до конца. Это совсем не типично.
ПРАВДА // ТЕХНОЛОГИЯ SMART MIG
Независимо от того, занимаетесь ли вы сваркой два или 20 лет, Rebel облегчит вашу работу с помощью sMIG (smartMIG). Для новичков есть базовый режим, упрощающий настройку. Для опытных пользователей предлагается эксклюзивная встроенная система контроля дуги, которая постоянно контролирует сварку и адаптируется для получения превосходных воспроизводимых сварных швов.
Для новичков есть базовый режим, упрощающий настройку. Для опытных пользователей предлагается эксклюзивная встроенная система контроля дуги, которая постоянно контролирует сварку и адаптируется для получения превосходных воспроизводимых сварных швов.
ПРАВДА // ОБЩАЯ КОМПЛЕКТАЦИЯ
Для сборки и сварки требуется нечто большее, чем машина. Поэтому, когда вы покупаете Rebel, вы можете рассчитывать на все необходимое оборудование прямо из коробки.
САМАЯ НЕВЕРОЯТНАЯ МАШИНА НА МЕСТЕ.
НАСТОЯЩАЯ МНОГОПРОЦЕССНАЯ.
- MIG-сварка профессионального уровня, включая сварку с флюсовой проволокой
- Отличные характеристики ММА, включая нержавеющую сталь
- Исключительная производительность сварки TIG до 5 А
БОЛЬШОЙ, 4,3 ДЮЙМА. (86 мм) ЦВЕТНОЙ ЭКРАН.
- Интуитивно понятный ЖК/TFT-дисплей
- Хорошо защищен передними ручками и массивной композитной рамкой
- Легко переключаться с одного процесса на другой
- Встроенное электронное руководство, перечень запасных частей и руководство по параметрам сварки
- Многоязычные возможности
SMIG TECHNOLOGY.
- Эксклюзивное встроенное динамическое управление дугой, которое постоянно отслеживает сложные характеристики дуги, адаптируясь к вашей технологии, чтобы обеспечить ровную, стабильную дугу и превосходные, воспроизводимые сварные швы
- Дает меньше брызг
- Два режима — базовый и расширенный
Базовый режим сокращает время обучения MIG – задайте диаметр проволоки и толщину материала, и вы готовы к сварке
Расширенный режим дает полный контроль над регулировкой характеристик дуги по своему вкусу
МУЛЬТИМАТЕРИАЛ.
Сварка стали, нержавеющей стали и даже алюминия.
ХРАНЕНИЕ ПАРАМЕТРОВ СВАРКИ.
Сохранение до четырех параметров сварки для каждого процесса; идеально подходит для переключения между работами.
РЕГУЛИРУЕМАЯ ИНДУКТИВНОСТЬ.
Идеально подходит для точной настройки стабильности дуги и контроля разбрызгивания.
РЕГУЛИРУЕМЫЙ КОНТРОЛЬ ПРОГОРАНИЯ.
Предотвращает застревание проволоки в сварочной ванне или обратное возгорание, что может привести к повреждению контактного наконечника.
РЕГУЛИРУЕМАЯ РЕГУЛИРОВКА СИЛЫ ДУГИ.
Оптимизирует работу электрода для сварки ММА и позволяет оператору на короткое время увеличить напряжение дуги, чтобы избежать погасания и «зависания» дуги, когда дуга слишком короткая.
РЕГУЛИРУЕМОЕ УПРАВЛЕНИЕ ГОРЯЧИМ ПУСКОМ .
Увеличивает начальный сварочный ток, чтобы избежать прилипания электрода к заготовке; особенно полезно для электродов с трудным запуском.
.
Для оптовой покупки, пожалуйста, свяжитесь с нами для оптовой цены
Что в коробке
ESAB Rebel EMP 215ic TIG/MMA/MIG
Электрододержатель Esab
Зажим заземления Esab
МиГ-горелка Esab
Газовый шланг 4,5 м
Контактные наконечники
Приводные ролики для 0,6-1,0 мм
Катушка 200 мм Проволока 0,8 мм Aristo Rode 12,50 5 кг
Горелка TIG Esab ET17-V
Регулятор газа аргон
ПоследниеБольше
Китайский производитель машин для печати этикеток, Ультразвуковая машина для резки этикеток, Поставщик чернил Perfectos
Популярные продукты
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендация продавца
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Противоэпидемический продукт
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/завод, Торговая компания | |
| Основные продукты: | Машина для печати этикеток
,
Ультразвуковая машина для резки этикеток
,
Перфектос Чернила
,
Ультразвуковой . .. .. | |
| Сертификация системы менеджмента: | ИСО 9001 |
H&Y International Co., Ltd. является одной из лучших профессиональных компаний по разработке и производству флексографических печатных машин и машин для ультразвуковой резки этикеток. У нас есть трех- и восьмицветная высокоскоростная флексографическая печатная машина для печати этикеток, только ультразвуковая резка, машины для центральной и торцевой фальцовки.