Требования к фланцевым соединениям и крепежным деталям | Инструкция по ТО и ремонту технологической части системы газового пожаротушения | Разное
Страница 4 из 11
2.6. Требования к сборке и разборке фланцевых соединений.
2.6.1. Сборку фланцевых соединений следует производить в следующем порядке:
· проверить фланцы, включая параллельность уплотнительных поверхностей, прокладку и крепежные детали на соответствие требованиям технологической документации. Во фланцевых соединениях типа «выступ-впадина», «впадина-плоскость», «шип-паз», «паз-плоскость», и «замок» измерить высоту выступа / шипа и глубину впадины / паза и убедиться, что выступ / шип по высоте больше впадины / паза;
· очистить уплотнительные поверхности от загрязнений, обезжирить и осушить;
· нанести смазку на резьбовую часть болтов (шпилек) и гаек
· подготовить и установить прокладку, установить крепеж во фланцевое соединение
· завинтить гайки до достижения их контакта с фланцем и контакта уплотнительных поверхностей фланцев с прокладкой без затяжки крепежа
·
произвести равномерную в крестообразной последовательности и в 3-4 прохода затяжку крепежа, контролируя
после каждого прохода зазор между фланцами.
2.6.2. Во фланцевых соединениях патрубков сосудов и аппаратов, соединительных частей машин, арматуры и трубопроводов отклонение параллельности уплотнительных поверхностей должно определяться при стянутых до контакта с пластиной щупа в месте минимального зазора фланцев как разность между значениями зазора ∆1 и ∆2 (рис. 1).
Отклонение параллельности уплотнительных поверхностей фланцев не должно выходить за пределы, указанные в ТУ на ремонт или конструкторской (проектной) документации на оборудование. В отсутствие таких указаний отклонение параллельности уплотнительных поверхностей не должно быть более ¼ толщины прокладки, указанной в конструкторской документации, но не более 0,4 мм для фланцев диаметром до 1000 мм и 0,8 мм для фланцев диаметром свыше 1000 мм.
Применение при непараллельных
уплотнительных поверхностях клиновых прокладок или неравномерная затяжка крепежа фланцевых соединений
для исправления непараллельности не допускается.
рис. 1
2.6.3. Перед сборкой фланцевых соединений уплотнительные поверхности фланцев должны быть очищены от загрязнений, обезжирены уайт-спиритом или ацетоном по и осушены.
2.6.4. На резьбовую часть болтов (шпилек) и гаек перед сборкой фланцевых соединений должна быть нанесена смазка, указанная в конструкторской и (или) проектной документации на оборудование, трубопроводы. В соответствие таких указаний для смазки резьбы крепежа фланцевых соединений следует применять смесь графита ГС-4 с глицерином в соотношении 25-33% графита и 75-67% глицерина.
2.6.5. Затяжка крепежа фланцевых соединений должна проводиться в крестообразной последовательности, указанной цифрами на (рис.2). Затяжка должна быть равномерной и выполняться в 3-4 прохода.
При разборке фланцевых соединений крепеж следует освобождать в последовательности, обратной последовательности затяжки.
рис. 2
2.6.6. Для затяжки
крепежа при сборке фланцевых соединений оборудования должны применяться гаечные ключи с нормальной
длиной рукоятки, специальные ключи, а также динамометрические ключи. Применение различных рычагов в
целях удлинения плеча при затяжке крепежа фланцевых соединений ключами не допускается.
Применение различных рычагов в
целях удлинения плеча при затяжке крепежа фланцевых соединений ключами не допускается.
Затяжка крепежа фланцевых соединений должна контролироваться по крутящему моменту и осуществляться до достижения его значения, указанного в конструкторской документации.
В отсутствие в конструкторской документации указаний о контроле затяжки крепежа фланцевых соединений оборудования по крутящему моменту, его значение, необходимое для обеспечения герметичности соединения на всех режимах работы оборудования, включая гидроиспытания, может быть определено расчетом с учетом характеристик материала прокладки и требующегося удельного давления на нее.
2.7. Требования к крепежным деталям.
2.7.1.
При ремонте оборудования систем АС крепежные детали (болты, шпильки, гайки, шайбы) фланцевых соединений
должны контролироваться визуально на отсутствие трещин, задиров, забоин и вмятин, несмываемой ржавчины и
других следов коррозии, а на резьбе – заусенцев, забоин и вмятин, препятствующих навинчиванию
(ввинчиванию) контрольной гайки (шпильки), выкрашиваний и сорванных ниток резьбы.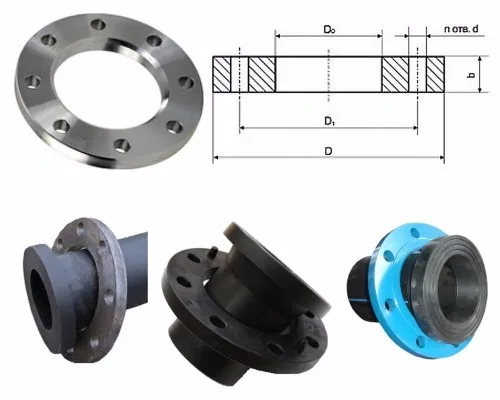
Запасные крепежные детали, подбираемые взамен дефектных, контролируют на соответствие материала и других характеристик требованиям конструкторских документов на оборудование и (или) распространяющейся на него и его составные части нормативно-технической документации, а также на отсутствие на всех обработанных поверхностях, включая резьбу, надрывов, закатов, рванин, плен, трещин, задиров, заусенцев, забоин и вмятин, несмываемой ржавчины и других следов коррозии.
2.7.2. В резьбовой части крепежных деталей не допускаются:
· для болтов, шпилек (с диаметром резьбы до (включительно) 48 мм) – выкрашивания и смятия ниток резьбы, если они по глубине более половины высоты профиля резьбы и их общая длина превышает 8% длины резьбы по винтовой линии, а в одном витке – 1/3 его длины;
· для гаек – выкрашивания и смятия ниток резьбы, если их длина превышает 2/3 витка.
2.7.3. Для болтов, шпилек с диаметром резьбы свыше 48 мм выкрашивания и смятия ниток резьбы не допускаются, если они по
глубине более половины высоты профиля резьбы и их общая длина превышает 2% длины резьбы по винтовой
линии, а в одном витке – 1/5 его длины.
2.7.4. Допускается отклонение от прямолинейности (кривизна стержня) болтов, шпилек, не превышающее 0,3 мм на 100 мм длины для диаметров резьб до (включительно) 24 мм и 0,15 мм на 100 мм длины для диаметров свыше 24 мм.
2.7.5. Отклонение от плоскостности шайб не должно превышать допуска на толщину шайбы.
Сопрягаемые выпуклые и вогнутые шайбы должны иметь площадь прилегания не менее 80%. Неудовлетворительное прилегание следует исправлять притиркой сферических поверхностей. Притертые шайбы должны иметь одинаковую маркировку.
2.7.6. Сколы и смятия металла на гранях шестигранной головки болтов и на гайках высотой более 0,2 высоты головки (гайки) и выводящие размер под ключ за 0,9 номинального размера не допускаются.
2.7.7. Во фланцевых соединениях оборудования систем АС резьбовые глухие отверстия
должны контролироваться на соответствие требованиям технических условий на ремонт или конструкторской
документации, если ТУ на ремонт отсутствуют.
- Назад
- Вперед
| Заглушка с рукояткой ЗР I-10-6 Т-ММ-25-01-06-01 | 10 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-10-6 Т-ММ-25-01-06-01 | 10 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-10-6 Т-ММ-25-01-06-01 | 10 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-15-6 Т-ММ-25-01-06-01 | 15 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-15-6 Т-ММ-25-01-06-01 | 15 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-15-6 Т-ММ-25-01-06-01 | 15 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-20-6 Т-ММ-25-01-06-01 | 20 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-20-6 Т-ММ-25-01-06-01 | 20 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-20-6 Т-ММ-25-01-06-01 | 20 | 6 | Заказать | |
| Заглушка с рукояткой ЗР I-25-6 Т-ММ-25-01-06-01 | 25 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-25-6 Т-ММ-25-01-06-01 | 25 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-25-6 Т-ММ-25-01-06-01 | 25 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-32-6 Т-ММ-25-01-06-01 | 32 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-32-6 Т-ММ-25-01-06-01 | 32 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-32-6 Т-ММ-25-01-06-01 | 32 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-40-6 Т-ММ-25-01-06-01 | 40 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-40-6 Т-ММ-25-01-06-01 | 40 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-40-6 Т-ММ-25-01-06-01 | 40 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-50-6 Т-ММ-25-01-06-01 | 50 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-50-6 Т-ММ-25-01-06-01 | 50 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-50-6 Т-ММ-25-01-06-01 | 50 | 6 | Т-ММ-25-01-06 | |
| Заглушка с рукояткой ЗР I-65-6 Т-ММ-25-01-06-01 | 65 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-65-6 Т-ММ-25-01-06-01 | 65 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-65-6 Т-ММ-25-01-06-01 | 65 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-80-6 Т-ММ-25-01-06-01 | 80 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-80-6 Т-ММ-25-01-06-01 | 80 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-80-6 Т-ММ-25-01-06-01 | 80 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-100-6 Т-ММ-25-01-06-01 | 100 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-100-6 Т-ММ-25-01-06-01 | 100 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-100-6 Т-ММ-25-01-06-01 | 100 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-125-6 Т-ММ-25-01-06-01 | 125 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-125-6 Т-ММ-25-01-06-01 | 125 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-125-6 Т-ММ-25-01-06-01 | 125 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-150-6 Т-ММ-25-01-06-01 | 150 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-150-6 Т-ММ-25-01-06-01 | 150 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-150-6 Т-ММ-25-01-06-01 | 150 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-200-6 Т-ММ-25-01-06-01 | 200 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-200-6 Т-ММ-25-01-06-01 | 200 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-200-6 Т-ММ-25-01-06-01 | 200 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-250-6 Т-ММ-25-01-06-01 | 250 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-250-6 Т-ММ-25-01-06-01 | 250 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-250-6 Т-ММ-25-01-06-01 | 250 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-300-6 Т-ММ-25-01-06-01 | 300 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-300-6 Т-ММ-25-01-06-01 | 300 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-300-6 Т-ММ-25-01-06-01 | 300 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-350-6 Т-ММ-25-01-06-01 | 350 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-350-6 Т-ММ-25-01-06-01 | 350 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-350-6 Т-ММ-25-01-06-01 | 350 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-400-6 Т-ММ-25-01-06-01 | 400 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-400-6 Т-ММ-25-01-06-01 | 400 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-400-6 Т-ММ-25-01-06-01 | 400 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-500-6 Т-ММ-25-01-06-01 | 500 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-500-6 Т-ММ-25-01-06-01 | 500 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-500-6 Т-ММ-25-01-06-01 | 500 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР I-600-6 Т-ММ-25-01-06-01 | 600 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР II-600-6 Т-ММ-25-01-06-01 | 600 | 6 | Т-ММ-25-01-06 | Заказать |
| Заглушка с рукояткой ЗР III-600-6 Т-ММ-25-01-06-01 | 600 | 6 | Т-ММ-25-01-06 | Заказать |
Соединение труб с помощью фланцев
На основании ГОСТИ 24856-2014 под фланцем понимается компонент арматуры, которые применяется для ее соединения с трубами или разными агрегатами. В основном фланцы производят в форме кольца плоской формы, с уплотнительной поверхностью, а также отверстиями под крепежи. В упомянутом ГОСТе сказано о том, что существует несколько видов фланцев: фланец для приварки встык, плоский фланец, а также фланец на резьбе.
В основном фланцы производят в форме кольца плоской формы, с уплотнительной поверхностью, а также отверстиями под крепежи. В упомянутом ГОСТе сказано о том, что существует несколько видов фланцев: фланец для приварки встык, плоский фланец, а также фланец на резьбе.
Трубопроводы, которые оснащены фланцами, называются фланцевыми. Патрубок, который обеспечивает фланцевое подключение к трубе, именуется патрубком фланцевым. Хотя тот или иной метод подключения трубопроводной арматуры приближен к оптимальному своему сочетанию условий (рабочие параметры трубопроводы, материалы), область применения может повлиять на тип присоединения. Тут можно говорить о некой технологической конкуренции разных состыковок арматуры. Допустим, в процессе создания систем трубопроводов, для передачи газа, арматуре фланцевого типа прямо «противопоставляется» приварная арматура.
Как и прочее фланцевое соединение арматуры, вместе с очевидными преимуществами имеет определенные недостатки. В случае с фланцевой арматурой наблюдается перевес в пользу преимуществ. Примечательно, что именно фланцевые соединения зачастую применяются проектировщиками. И это не случайно, ведь качество подобного соединения намного лучше, чем у других типов соединений.
Примечательно, что именно фланцевые соединения зачастую применяются проектировщиками. И это не случайно, ведь качество подобного соединения намного лучше, чем у других типов соединений.
Степень герметичности соединений
Самое главное требование, которое предъявляется к соединению трубопровода с арматурой – это герметичность. Стоит отметить, что утрата герметизации соединений фланцев происходит не по причине объективных изъянов, а по причине несвоевременного и халатного обслуживания. Чтобы соединения на трубопроводе всегда были герметичными, важно регулярно подтягивать фиксаторы фланцев. Разумеется, нельзя забывать о прокладках.
Надежность, возможность многократной установки, применение при различных температурных режимах – все это и не только относится к преимуществам рассматриваемого соединения. С его помощью можно состыковывать трубопроводы практически любого диаметра (от 10 до 1800 мм).
Заметим, что огромное количество разновидностей фланцев не вводит в растерянность специалистов. Наоборот, они имеют множество возможностей для создания качественных соединений. Разные варианты исполнения, стандартные изделия, общие технические требования позволяют выполнять работы на высшем уровне.
Наоборот, они имеют множество возможностей для создания качественных соединений. Разные варианты исполнения, стандартные изделия, общие технические требования позволяют выполнять работы на высшем уровне.
Сегодня в России действует стандарт ГОСТ 33259-2015 Фланцы арматуры, соединения с номинальным давлением до PN250. Размеры, конструкции, общие технические требования. Этот документ заменяет ГОСТы, которые применялись раньше.
В частности, в ГОСТ 33259-2015 приводится 6 типов фланцев. Четыре первых наименования имеют следующее название: стальной, плоский фланец.
Что касается стальных плоских фланцев под приварку, то их одевают на трубу, а потом к ней приваривают.
Свободные фланцы характеризуются тем, что диаметр на внутреннем сечении у них больше, чем на трубе в наружном диаметре. Следовательно, легко выполняется приварка к трубопроводу, а значит, монтаж становится легким.
Плоский фланец из стали на приварном кольце, кроме собственно фланца имеет кольцо, которое совпадает с фланцем по размеру условного диаметра. Посредством сварки можно зафиксировать не только кольцо, но и оставить фланец свободным. Такой способ фиксации полезен при установке фланцевых соединений в местах, куда добраться очень трудно, при потребности в частой замене и ремонте арматуры.
Посредством сварки можно зафиксировать не только кольцо, но и оставить фланец свободным. Такой способ фиксации полезен при установке фланцевых соединений в местах, куда добраться очень трудно, при потребности в частой замене и ремонте арматуры.
Чтобы применять стальные, плоские фланцы свободного типа, на отбортовке нужно подготавливать конец трубы. Его деформируют до появления плоской, упорной поверхности. Данные фланцы лучше всего использовать на трубопроводах, составленных из цветных металлов.
Когда устанавливаются стальные, плоские фланцы свободного типа на хомуте, под приварку вместо замкнутого кольца ставят хомут.
Стальной приварной фланец встык соединяется с помощью одного сварочного шва, который соединяет встык торец трубы с воротником фланца. Внутренний диаметр у него точно такой, как и у трубы.
На основании ГОСТ 33259-2015, для типов 01,02, 11 и 21 предусмотрено 2 ряда размеров. Предпочтительным считается первый ряд.
Уплотнительная поверхность
Один из важных конструктивных элементов фланца – это уплотнительная поверхность. На основании ГОСТ 33259-2015, было принято 10 исполнений с подробным указанием размеров.
На основании ГОСТ 33259-2015, было принято 10 исполнений с подробным указанием размеров.
Если говорить об оптимальной форме фланцев, то предпочтительной считается круглая форма. Намного реже встречаются фланцы прочих форм. Тем не менее, в нормативах указано, что можно выпускать фланцы даже с квадратным сечением. На них выполняется минимум 4 отверстия для крепления. Примечательно, что в отверстиях на фланцах (для крепежей) могут выполнять резьбу.
Производство фланцев: технология и материалы
Обычно фланцы изготавливают из низколегированной, углеродистой стали, которая устойчива к коррозии. Если используется чугун, то применяются следующие марки: СЧ15, СЧ20, ковкий чугун КЧ30-6; чугун высокой прочности ВЧ 40 и ВЧ 45.
Что касается фланцев типа 01-04, то для их производства можно использовать листовой прокат. В том случае, когда швы по всему сечению соединены сваркой, то фланцы также можно изготавливать сварными. Однако для изделий типа 11 листовой металл не используется. Тут применяются штампованные заготовки или поковки.
Тут применяются штампованные заготовки или поковки.
Фланцы, которые выполнены методом горячей ковки металла, штамповкой, прокатом максимально отвечают современным эксплуатационным требованиям. Лучше всего, когда после горячей штамповки изделия проходят дополнительную термическую закалку.
Чугунные фланцы деформируются в меньшей степени. Однако обращаться с ними нужно бережно, если учесть, что чугун – материал хрупкий. Например, при затяжке креплений нужно соблюдать порог силы, чтобы не сломать чугун.
Крепежи
Трудно переоценить роль крепежных элементов во фланцах. С помощью шпилек или болтов нужно соединять элементы, которые будут подвержены высоким нагрузкам. Обычно крепежи выполняют с того же металла, что и фланец.
При выполнении отверстий для крепежей на фланцах, нужно соблюдать симметрию в плане вертикальной и горизонтальной оси. Обычно крепежи поставляют в комплекте вместе с фланцем. Только так можно получить гарантию совместимости деталей.
Прокладки на соединениях
Когда подбирается прокладка для фланцевого соединения, обязательно нужно учесть характер среды, с которой будет работать трубопровод.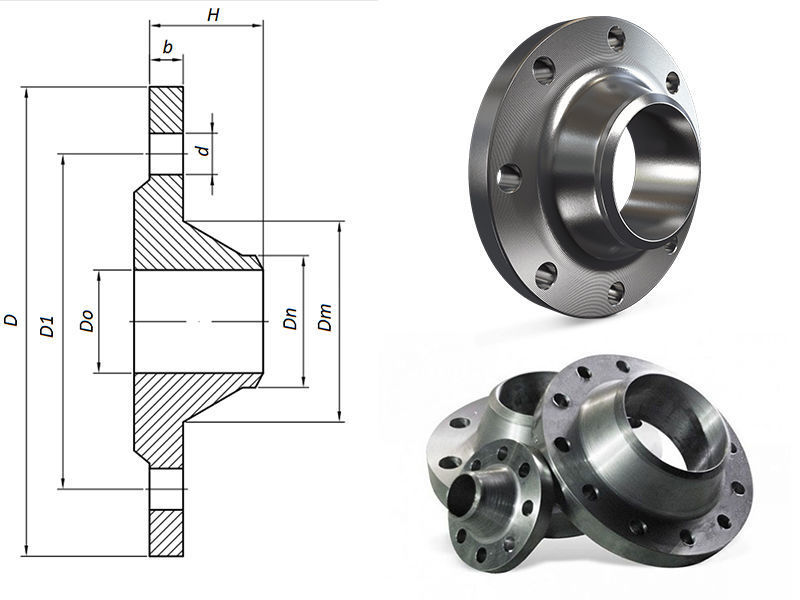 Также во внимание принимаются следующие параметры: температура, давление, окружающая среда. Уплотнение фланцев может быть подвижным или неподвижным. В зависимости от того применяют легкоплавкие уплотнители, паронит, резину, прочие материалы. Что касается фланцев плоского исполнения, то их герметизируют с помощью гофрированных или металлических прокладок, которые имеют мягкую набивку.
Также во внимание принимаются следующие параметры: температура, давление, окружающая среда. Уплотнение фланцев может быть подвижным или неподвижным. В зависимости от того применяют легкоплавкие уплотнители, паронит, резину, прочие материалы. Что касается фланцев плоского исполнения, то их герметизируют с помощью гофрированных или металлических прокладок, которые имеют мягкую набивку.
Очень важным параметром при соединении фланца с трубопроводом является усилие, с которым сжимается прокладка. Как правило, оно измеряется в сотнях килоньютонов.
Если говорить о том, какие размеры имеют прокладки, то отметим, что они призваны обеспечить сборку узла с учетом поверхностей, которые занимает собственно уплотнитель. Когда выполняется центрирование всего узла, не должно быть выдавливания прокладки. Чтобы уплотнительная прокладка лучше зафиксировалась на фланце, могут применяться дополнительные конструктивные элементы фланца. В частности, шип и паз на двух поверхностях, противолежащих друг другу, может быть некий замок. Он не только защищает прокладку, но и увеличивает степень герметизации соединения.
Он не только защищает прокладку, но и увеличивает степень герметизации соединения.
Фильтр угловой ФУ-50
ОКП 36 8965
Фильтры угловые ФУ-50, ФУ-50А, ФУ 50 С предназначены для предварительной очистки от механических примесей нефтепродуктов. Фильтры в зависимости от материала выпускаются в двух исполнениях: со стальным корпусом ФУ-50 и с алюминиевым корпусом — ФУ-50А.
Фильтры устанавливаются на линиях приемных трубопроводов резервуаров и ТРК.
По устойчивости к воздействию климатических факторов внешней среды фильтры изготавливаются в исполнении У и УХЛ, категория размещения 1 по ГОСТу 15150-69.
Пример обозначения при заказе:
ФУ- 50А У1 ТУ 3689-007-10524112-2002, где
50— условный проход;
У1 — климатическое исполнение;
А — алюминиевый корпус.
Разрешение Федеральной службы России по экологическому, технологическому и атомному надзору №РРС 00-24373 от 27.04.2007 г.
| Технические характеристики | |||
Наименование параметра |
ФУ-50* |
ФУ-50А* |
|
Условный проход DN |
50 |
50 |
|
Габаритные размеры, мм, не более |
длина L |
215 |
202 |
ширина B |
230 |
140 |
|
высота H |
280 |
260 |
|
Присоединительные размеры, мм |
D |
140 |
140 |
D1 |
110 |
110 |
|
d |
14 |
14 |
|
n, шт |
4 |
4 |
|
Масса, кг, не более |
6,8 |
4 |
|
* — Фильтры угловые по требованию заказчика могут быть изготовлены под фланцевое соединение «шип-паз». Во фланцах изделий выполняется «паз». По желанию заказчика изделие может быть укомплектовано ответными фланцами по ГОСТ 12815. Уплотняющие прокладки не поставляются.
Во фланцах изделий выполняется «паз». По желанию заказчика изделие может быть укомплектовано ответными фланцами по ГОСТ 12815. Уплотняющие прокладки не поставляются.
Получить оплаченную продукцию Вы можете: заказав доставку по г. Москве и МО, также мы осуществляем отгрузку ТК «Деловые линии» или самовывозом с нашего склада.
Адрес представительства Автоспецкомплект:
16-й километр МКАД, г. Дзержинский, Дзержинское шоссе, дом 1.
Трехэтажное строение ЗАО «ТРАНСКОМСЕРВИС», второй этаж, офис 223.
Как добраться (на общественном транспорте):
- С ж/д станции Люберцы нужно проехать автобусом №20, 21 до остановки «Таможня»;
- От станции метро Кузьминки на автобусе №347 доехать до Газораздаточной и пройти вперед 50 метров; можно воспользоваться маршрутами № 904, 470, 595, тогда вам нужно выходить на пересечении ул.Энергетиков и Дзержинского шоссе.
- От станции метро Люблино маршрутный автобус 305, остановка «автомойка»;
Как добраться на авто:
- Двигаясь по МКАД, 14 км.
 (белая дача, ТЦ Мега) поворот в область, перед эстакадой взять правее. На светофоре под стрелку на право, далее прямо до встречающей вывески «Добро пожаловать в г. Дзержинский). Справа трехэтажное строение ТРАНСКОМСЕРВИС с синей крышей.;
(белая дача, ТЦ Мега) поворот в область, перед эстакадой взять правее. На светофоре под стрелку на право, далее прямо до встречающей вывески «Добро пожаловать в г. Дзержинский). Справа трехэтажное строение ТРАНСКОМСЕРВИС с синей крышей.; - Двигаясь по МКАД, 16 км. поворот в область, по ул. Энергетиков всегда прямо. На первом светофоре под стрелку поворот налево. Слева парковка и трехэтажное строение ТРАНСКОМСЕРВИС с синей крышей.;
 (белая дача, ТЦ Мега) поворот в область, перед эстакадой взять правее. На светофоре под стрелку на право, далее прямо до встречающей вывески «Добро пожаловать в г. Дзержинский). Справа трехэтажное строение ТРАНСКОМСЕРВИС с синей крышей.;
(белая дача, ТЦ Мега) поворот в область, перед эстакадой взять правее. На светофоре под стрелку на право, далее прямо до встречающей вывески «Добро пожаловать в г. Дзержинский). Справа трехэтажное строение ТРАНСКОМСЕРВИС с синей крышей.;Покупать комплектующие для спецтехники и просто аксессуары для грузового авто транспорта, а также оборудование для АЗС и нефтебаз стало проще и удобнее. Благодаря множеству сервисов нашего сайта и квалифицированных менеджеров. А оформление заказа максимально упрощено.
1. Выбираем товары
Позвольте представить вам ряд полезных сервисов нашего интернет-магазина, которые могут пригодиться вам в процессе покупки.
Поиск – чтобы не терять время на поиски, можно воспользоваться поиском по магазину.
К примеру, вам необходим Фонарь Экотон 1, но вы не знаете где его найти:
- В правом верхнем углу пишет текст запроса, далее «Найти»;
- В сформированной выкладке выбираем нужный нам товар;
Подбор товара по фото — Если ваш заказ нестандартный, вы не смогли подобрать самостоятельно нужные товары в каталоге или просто требуется помощь менеджера в оформлении покупки, вы можете сделать заявку на обратную связь, в форме «Обратный звонок» есть возможность прикрепить изображение товара. Допустим, вы точно не знаете название и модификацию конкретного оборудования, а подбираете товар по внешнему сходству. Вы можете прикрепить к форме заказа фотографию нужной модели и дать комментарий, менеджер расскажет вам, сможет ли выполнить ваш конкретный запрос или поможет подобрать модель с аналогичными параметрами.
Допустим, вы точно не знаете название и модификацию конкретного оборудования, а подбираете товар по внешнему сходству. Вы можете прикрепить к форме заказа фотографию нужной модели и дать комментарий, менеджер расскажет вам, сможет ли выполнить ваш конкретный запрос или поможет подобрать модель с аналогичными параметрами.
2. Оформляем покупки
Купить в один клик — Теперь вы можете купить товар в один клик без обязательных регистраций и утомительных заполнений множества форм!
Допустим, вы хотите приобрести счетчика жидкости:
- 1. Выбираете в «Каталоге» слева раздел «Счетчики учета жидкости».
- 2. Выбираете нужную вам торговую марку и модификацию счетчика жидкости.
- 3. Нажимаете кнопочку «купить в один клик».
- 4. В открывшемся окошке вписываете свое имя и номер телефона, можно дописать уточнения по заказу и желаемое количество товара.
- 5. Все. Просто ждите нашего звонка.
- 6. В течение ближайшего часа с вами свяжется наш специалист и задаст ряд уточняющих вопросов, а также сможет проконсультировать вас и разъяснить нюансы сделки и доставки.
Узнать оптовую цену – если Вас интересует большой объем закупок, на сайте реализована возможность уточнить «оптовую цену»! В этом случае мы применяем индивидуальный подход к каждому клиенту.
Допустим, вы хотите приобрести аптечку автомобильную:
- 1. В каталоге переходите на страницу Аптечка автомобильная;
- 2. Нажимаем кнопку «Узнать оптовую цену»;
- 3. Заполняем форму: Контактное лицо, мыло, город, объем закупок;
- 4. В течение ближайшего часа с вами свяжется наш специалист и задаст ряд уточняющих вопросов, а также сможет проконсультировать вас и разъяснить нюансы сделки и доставки.
Корзина покупателя — Это аналог корзины в супермаркете. Если, к примеру, вы собрались приобрести в нашем магазине сразу несколько товаров, вам будет удобней нажимать кнопку «купить». Так выбранный товар автоматически переместится в вашу покупательскую корзину и на кнопке «купить» появиться надпись в «корзине». Завершив процесс выбора вам необходимо нажать на кнопку в «корзине» или нажать на саму корзину, которая находиться в правом верхнем и нижнем углах, далее вы перейдете к своему заказу в корзине, где сможете просмотреть все выбранные товары, отсортировать нужные и заполнить условия доставки и олаты. После заполнения всех строк, Вам необходимо нажать на кнопку оформить. Все, ваш заказ принят к обработке. Ждите звонка для уточнения или счет на оплату.
После заполнения всех строк, Вам необходимо нажать на кнопку оформить. Все, ваш заказ принят к обработке. Ждите звонка для уточнения или счет на оплату.
3. Оплачиваем заказ
Оплата производится по безналичному и наличному расчету
При оплате по безналичному расчету, для юридических лиц потребуются реквизиты компании. Для физических лиц потребуются паспортные данные для оформления квитанции для оплаты в любом отделении банка, счет (квитанция) действительна в течении 5 дней и также может быть оплачена банковской картой. Также Вы можете рассчитаться через сервис Яндекс Деньги. Отпуск продукции осуществляется при условии ее 100% предоплаты.
Также Вы можете оплатить товар за наличный расчет в офисе нашей компании и при наличии товара на складе;
Внимание, для того, чтобы получить товар:
- Юр. лицо — необходимо при себе иметь круглую печать компании или доверенность.
- Физ. лицо — необходимо при себе иметь паспорт или доверенность (если товар получает доверенное лицо плательщика) на получение товара.

При завершении сделки покупатель получает на руки полный пакет документов: чеки или квитанции об оплате, накладные и счета, договор о сотрудничестве и, конечно, сертификаты качества на всю приобретенную продукцию компании.
Компания Автоспецкомплект (АСК) открывает новое направление – Аксессуары для грузового транспорта!!! На сайте представлен огромный ассортимент аксессуаров и комплектующих на любой карман. В индивидуальном порядке готовы предложить мелко оптовые цены, за информацией обращайтесь к менеджерам нашей компании, по телефону +7 (495) 227-59-31
Мы дорожим своей репутацией и поэтому работаем на основе договора, где оговорены основные моменты: цена и порядок расчетов, условия поставки, порядок приема-передачи товара, гарантийный срок, ответственность сторон и др..
Мы готовы обсуждать спорные пункты, если таковые возникнут. После подписания обеими сторонами договор вступает в силу и действует оговоренный ранее период.
Скачать договор
Если вы заинтересованы в постоянном и плодотворном сотрудничестве, звоните нам по телефонам: +7 (495) 197-69-31; +7 (985) 227-59-31 и пишите на почту: oooask@bk. ru
Работа ручным фрезером по дереву: фото, видео
Фрезеровка по дереву. Уроки.
Фрезерование – процесс обработки материала с удалением его частей определенной формы и создание конфигурации для получения отверстий, пазов, соединений, деталей сложной формы. Фреза представляет собой инструмент с одним или несколькими лезвиями, которые производят резку путем своего вращения.
Как фрезеровать дерево
Существуют определенные правила работы с деревом, соблюдая которые вы сохраните себе здоровье. Они сами по себе несложные, перечислим их ниже.
- Деталь, предназначенная для обработки, должна быть надежно зафиксирована на рабочем столе, без люфта. Данное условие исключит смещение или срыв детали из гнезда.
- Перемещение лезвий фрезерного станка должно быть направлено вдоль древесной заготовки. При несоблюдении этого правила пострадает качество кромок линии распила, ровность ее границ.
- Для выполнения фрезеровки фигур сложной формы, таких как окружность, эллипс и других, рекомендуется применение циркулей, позволяющих выполнить закругления различного радиуса.

Чем фрезеровать дерево
Для фрезеровки дерева существуют такие фрезерные станки:
- Погружные – подходят для отверстий, пазов – движение фрезы происходит по вертикальной оси.
- Окантовочные – подходят только для кромок, фасок. Имеют в наличии направляющий подшипник.
- Ламельные – идеально подходят для округлых продольных канавок.
- Дюбельные – подходят для пазов под дюбели, для сборки типа «шип-паз».
Уход за инструментом
За любым прибором необходимо правильно ухаживать, чтобы взамен получить полный функционал возможностей для прогрессивной и успешной работы. Всегда проще вовремя устранить мелкий недостаток, нежели потом тратиться на дорогостоящий ремонт или новый агрегат.
- Всегда отслеживайте внешнее состояние аппарата. Не должно быть трещин, вмятин и других видимых недостатков, способных привести прибор в нерабочее состояние.
- Не забывайте очищать вентиляционную систему, которая будет засоряться при каждом использовании гравёра – в ней будет копиться пыль и остатки материала, над которым проводились работы.
Правила работы ручным фрезерным инструментом
Научиться пользоваться фрезером по дереву совсем не сложно. Даже без опыта работы сделать первый рез начинающим мастерам будет намного проще, если правильно выполнять все правила. Прежде всего, необходимо обеспечить выполнение правил техники безопасности – работу нельзя начинать без защитных очков или еще лучше лицевой защитной маски.
Второе правило требует, чтобы все фрезерные работы выполнять только острым инструментом. Тупая режущая кромка будет рвать волокна, или шлифовать поверхность, оставляя после себя обугленные места.
Ну и конечно, третье правило – при работе обрабатываемая деталь должна жестко фиксироваться к верстаку. Ну а если работа проводится на фрезерном станке, сам фрезер должен иметь жесткое крепление.
Со временем если регулярно работать фрезером по дереву появится и опыт, и сноровка. Выработаются и особые приемы работы с инструментом. А вот для начинающих общий алгоритм действий может быть таким:
- Перед началом работ проводится осмотр инструмента и подготовка рабочего места;
- Подбирается подходящая фреза и закрепляется в цанге;
- Устанавливается скорость вращения и глубина фрезерования;
- Заготовка закрепляется на верстаке;
- Проверяется правильность настройки фрезера;
- Одеваются очки;
- Фрезер включается в сеть.
- Начинается процесс фрезерования.

Регулировка скорости вращения
Качество работы во многом зависит от того насколько правильно выбрана скорость вращения рабочего вала с цанговым патроном. Дело в том, что при высоких скоростях для фрез большого диаметра, например, диаметром 22-44 мм заметно увеличивается вибрация. А если учесть что при работе с твердыми породами дерева еще увеличивается и сопротивление материала, то удержать в руках машину будет весьма непросто.
Поэтому работа ручным фрезером по дереву предусматривает еще и правильно выбранную скорость вращения цанги. При работе рекомендуется использовать такие настройки инструмента:
- Для фрез с диаметром хвостовика 4-10 мм рекомендуется устанавливать скорость равную 5-7 единиц на регуляторе скоростей;
- Для фрез среднего диаметра – 12-20 мм – показатели 3-4 единицы;
- Для больших фрез 22-44 мм – скорость рекомендуется установить на показателе 1-2 единицы.
Для твердых пород стоит придерживаться этого режима скоростей вращения цангового патрона, а вот для мягких пород коридор можно расширить, увеличив верхнюю границу на 1-2 пункта.
Фиксация фрезы
Установка фрезы осуществляется при выдернутом из сети шнуре электропитания. Хвостовик вставляется в патрон до проточенной отметки или до упора.
Перед зажимом цангового патрона блокируется фиксатором вал (стоит сказать, что у разных машин он разный, в некоторых для этого есть отдельный рычаг, для других специальный ключ), и только после этого делается окончательный зажим цанги так, чтобы фреза прочно зафиксировалась.
Регулировка глубины фрезерования
Регулировка глубины фрезерования у разных моделей ручных фрезеров имеет свои особенности, в одних эту функцию выполняет регулировочный винт, в других это делается при помощи ограничителей на штанге, третьи модели используют револьверную подставку. Все эти приспособления дают возможность обеспечить выбор необходимой глубины фрезерования для работы.
Необходимость такой регулировки вызвана тем, что для фрезерования глубоких пазов, например, для установки дверного замка, для уменьшения нагрузки на двигатель удобнее сделать несколько проходов глубиной по 4-5 мм, чем сразу делать фрезерование на полную глубину механизма.
Типичный случай: небольшой изгиб
Большинство досок этой категории коробится при разбухании или усушке, адаптируясь к влажности окружающей среды. Планируйте будущую прямую кромку таким образом, чтобы получить на лицевых поверхностях изделия эффектный текстурный рисунок. Доски, относящиеся к данной категории, обрабатываются по- разному в зависимости от их длины.
Доски длиной менее 0,3 м обрабатываются быстро
Для коротких досок используйте наиболее простые варианты: строгально-фуговальный, круглопильный станки или ленточную пилу. Строгальный станки обычно оказывается быстрее, даже если для получения прямой кромки потребуется выполнить несколько проходов. Такая же техника используется и при пилении на станках: доска распиливается продольно, при этом вдоль параллельного упора движется ее вогнутая кромка. Полученные таким способом кромки, будучи прямыми, имеют следы пиления, которые можно быстро удалить за один проход на строгальном станке. Фрезерный стол позволит получить такое же качество, что и строгальный станок, однако для его настройки требуется больше времени.
Правильно выбирайте инструменты для получения прямых кромок
Инструменты и приемы, применяемые для спрямления кромок, различаются в зависимости от степени изгиба и длины доски. Пользуйтесь данной схемой принятия решений для выбора инструментов и приемов, оптимальных для использования в каждой конкретной ситуации. Дополнительные варианты описаны в статье.
Доски длиной 0,3-0/9 м: множество возможностей
С досками такой длины (толщина и ширина доски могут быть любыми) у вас имеется выбор из наибольшего числа вариантов. На строгальном станке такие доски можно обработать двумя способами. Первый из них представляет собой обычное строгание вогнутой кромки с небольшим съемом материала за каждый проход, пока кромка не станет прямой. Второй вариант предполагает выполняемое в несколько проходов предварительное строгание сначала одного края доски, а затем другого, как показано на рисунке вверху. Так повторяют до тех пор, пока изгиб не исчезнет почти полностью, после чего строгают всю кромку доски целиком. Ленточная пила и круглопильный станок также справятся с задачей, но лишь с одним существенным дополнением.
Ленточная пила и круглопильный станок также справятся с задачей, но лишь с одним существенным дополнением.
Чтобы обеспечить контакт вогнутой кромки доски с продольным упором при обработке досок длиной более 30 см, добавьте длинную накладку, как показано на фото ввнизу слева. Длина накладки равна удвоенной длине заготовки, увеличенной на 300 мм. Отцентрируйте накладку относительно пильного диска и закрепите ее на продольном упоре станка при помощи струбцин или двустороннего скотча на тканевой основе.
Вспомогательный упор обеспечивает прямолинейное движение заготовки, благодаря которому опиленная кромка будет прямой.
Изготавливая вспомогательный продольный упор для фрезерного стола, сделайте в его середине вырез, чтобы фреза вращалась свободно.
Производители
Фрезы для выравнивания слэбов поставляются различными компаниями. Но выбирать следует не столько поставщика, сколько конкретную модель. Хорошую репутацию имеет CMT PRO 901.3206. Это изделие оборудуют сменными ножами. Производитель позиционирует его как оптимальный вариант для неопытных фрезеровщиков.
Производитель позиционирует его как оптимальный вариант для неопытных фрезеровщиков.
Технические параметры таковы:
- наружный диаметр – 3,175 см;
- хвостовик имеет сечение в 1,2 см;
- высота прорезающей части – 0,57 см;
- суммарная длина – 6 см.
Заслуживает внимания и CMT PRO Z2. Такая фреза оборудуется напаянными ножами. Для их получения применяют отборный карбид вольфрама. Режущее изделие подходит для выравнивания:
- общих заготовок крупной площади;
- плит;
- щитов.
Это свойство, которое в технике называют бреющим углом, позволяет поддерживать ровные края и такое же дно в любом пазу. Основные обрабатываемые материалы — древесина различной прочности, стружечные плиты и МДФ.
Основные параметры:
- длина – 10 см;
- высота – 7 см;
- ширина – 7 см;
- масса – 0,15 кг;
- сечение – 3,175 см;
- курс кручения – RH.
Привлекательной альтернативой можно считать и Dimar 1601045.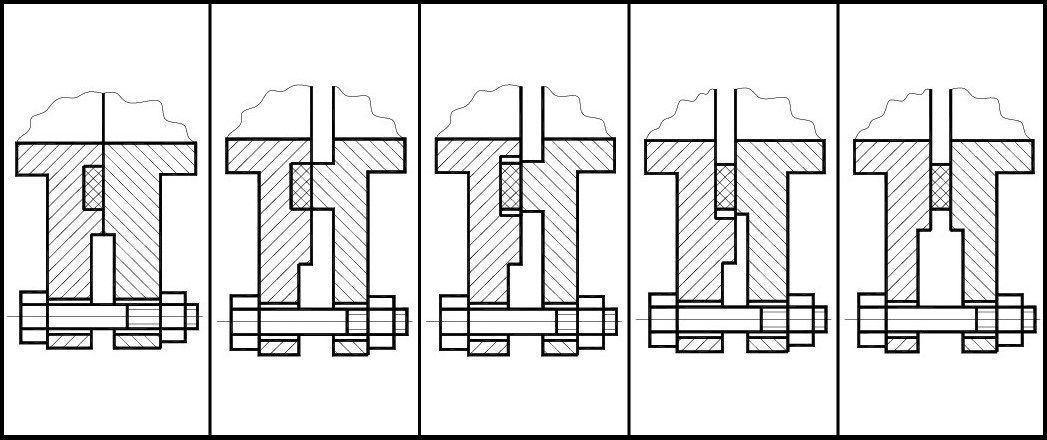 Такая выравнивающая фреза имеет сменяемые ножи. Производитель позиционирует свой товар как подходящий для фрезеров малой мощности. При сечении в 4,2 см высота прорезающей части равняется всего 0,6 см. Сечение хвостовой части равно 0,8, а суммарная длина — 7 см. Масса — 150 граммов, а еще здесь предусмотрено целых 6 рабочих зубьев против 2 в предыдущей модели.
Такая выравнивающая фреза имеет сменяемые ножи. Производитель позиционирует свой товар как подходящий для фрезеров малой мощности. При сечении в 4,2 см высота прорезающей части равняется всего 0,6 см. Сечение хвостовой части равно 0,8, а суммарная длина — 7 см. Масса — 150 граммов, а еще здесь предусмотрено целых 6 рабочих зубьев против 2 в предыдущей модели.
Но перечисление моделей можно вести еще долго, а стоит все же подойти к делу иначе: через описание их производителей. Среди множества фирм в этой области очень хорошие позиции занимают европейские поставщики. Речь идет не только об уже упоминавшийся марке CMT.
В западноевропейских странах запатентовано множество сплавов для инструмента такого рода. Одна корпорация Bosch владеет не менее чем 5000 только действительных патентов (не считая истекших и тех, что еще не утверждены).
Заслуживает внимания и производство фрез в США. Речь идет о таких марках, как:
- Jet;
- SGS;
- Ondrud;
- Micro100 и ряде аналогичных компаний.

Американский подход состоит в применении особо прочных сплавов. Но даже на общем фоне выделяются фрезеровочные приспособления Best Carbid. Товары под этой маркой покрывают особыми покрытиями, что позволяет успешно работать с различными материалами. Есть варианты для:
- цветных металлов всех типов;
- сплавов на базе никеля;
- титана;
- различных марок стали.
Солидную конкуренцию фирмам из ЕС и США составляют японские концерны. Речь идет о следующих марках:
- XEBEC;
- Kyocera;
- NS Tool;
- Mitsubishi
- Dijet.
Япония может похвастаться еще и изобилием специфических марок металла. Что касается южнокорейских изделий, то они дешевле продукции трех названных ведущих центров, однако по качеству вполне с нею сопоставимы. Нельзя сбрасывать со счетов и отечественных поставщиков, таких как «Глобус», «Корвет» и так далее. Да, технологии в основном устаревшие, но зато качество самих материалов вполне достойно. С китайской продукцией все существенно сложнее.
С китайской продукцией все существенно сложнее.
В основном в КНР делаются фрезы из бюджетных сплавов с уровнем твердости не выше 55 HRC. Более твердые варианты тоже есть, но сырье для них импортируется. Рекомендуется приобретать фрезеровочное оборудование от крупных изготовителей. Фирмы Jtol, Djtol отличаются отличным оснащением производства. Их продукция находится на том же уровне цены и качества, что и товары из Европы.
Что такое фрезер и для чего он нужен
Фрезер — это устройство для обработки дерева или металла. Они обрабатывают плоские и фасонные поверхности, формирует также технологические выемки — паз, гребень, выемки под установку петель и т.п. По способу установки есть стационарные станки (есть разных типов для выполнения разных операций), а есть ручные фрезеры. Ручные электрофрезеры — универсальный инструмент, который позволяет проводить любые операции. Для смены операции всего лишь надо поменять насадку — фрезу и/или ее расположение на детали.
Станки используются в основном при массовом производстве. В них фреза установлена неподвижно, а движется заготовка — по определенной траектории. При работе ручным фрезером ситуация противоположная — закрепляют неподвижно заготовку, двигают фрезер. При обработке больших объемов одинаковых деталей удобнее закрепить ручной фрезер на горизонтальной поверхности, сделав нечто похожее на фрезеровальный станок.
Самодельный фрезеровальный станок — горизонтальная плоскость с отверстием посредине, к которой снизу крепится ручной фрезер
Есть много различных видов фрезеровальных станков, но для домашнего мастера или для полупрофессионального использования больше подходят универсальные. В них устанавливаются различные фрезы и специальные приспособления, что позволяет выполнять любые операции. Просто для их выполнения требуется больше времени и сноровки, чем на специализированном станке.
Что можно сделать при помощи ручного фрезера:
Подобные операции используются в столярном деле, при производстве и сборке мебели. Даже врезать замок или петли на двери — это тоже может ручной фрезер. Причем сделает это намного быстрее и элегантнее, чем аналогичные операции, но выполненные при помощи ручного инструмента.
Причем сделает это намного быстрее и элегантнее, чем аналогичные операции, но выполненные при помощи ручного инструмента.
Фрезеровка древесины
Назначение
На фото показан процесс изготовления объемного узора.
Фрезеровка – это процесс механической обработки заготовки специальным режущим инструментом, называемым фрезой, при котором этот инструмент совершает вращательное движение вокруг собственной оси, а заготовка перемещается поступательно относительно рабочего вала станка. Также может перемещаться сам вал относительно неподвижной заготовки.
Основной рабочий орган фрезерного станка – это фреза. Она представляет собой режущую головку, закрепленную на хвостовике, который имеет определенный размер (обычно 8 мм) и фиксируется в патроне, надетом на вал двигателя. Обычно фреза – это многозубый инструмент, изготовленный из инструментальной стали различной прочности. Бывают затылованные и незатылованные фрезы.
Сверло фрезеровальное по дереву перьевое системы «Зубр».
В зависимости от особенностей оборудования и организации процесса обработки фрезерование может различаться по таким признакам:
- По пространственной ориентации шпинделя станка различают вертикальное и горизонтальное фрезерование. Современные производственные станки обычно имеют универсальное исполнение и способны производить вертикальную и горизонтальную обработку под разными углами с использованием различного инструмента;
- По направлению вращения фрезы относительно движению заготовки или шпинделя станка различают встречное и попутное вращение. Встречное движение обеспечивает большую производительность и безопаснее, тогда как попутное вращение дает более высокое качество обработки, но опасно вырыванием заготовки;
- По типу используемого инструмента бывает фасонное, концевое, торцевое периферийное фрезерование и другие виды обработки.
Изготовление подобных изделий своими руками требует высокого мастерства и большого опыта.
Основные типы фрезерования, применяемые наиболее часто:
| Тип обработки | Назначение |
| Концевая | Производит пазы, подсечки канавки, карманы (пазы с выходом на более чем одну поверхность), окна (пазы с выходом на одну поверхность), зенки, отверстия, сквозные пазы |
| Торцевая | Выполняет обработку больших плоских поверхностей, гравировку, циклевание плоскостей, выточку узоров на плоскости |
| Фасонная | Изготовление контурных профилей, багетов, плинтусов и прочих погонных деталей, элементов украшений и т. д. д. |
| Периферийная | Выемка сложных пазов, углублений и т.п. |
Фигурные элемента выполнены на фрезерном станке.
Типы оборудования
Цена качественного оборудования достаточно высока.
Современные станки чаще всего представляют собой многофункциональные универсальные устройства, способные выполнять самые разные действия и решать различные производственные задачи.
При этом можно выделить такие их разновидности:
- Фрезеровальный станок по дереву с ЧПУ (числовым программным управлением). Оснащен памятью и микропроцессором, которые с помощью специального программного обеспечения осуществляют управление процессом обработки по заданным параметрам. Значительно облегчает и упрощает процесс производства, сокращает время на изготовление одной единицы продукции, сокращает затраты на оплату труда персонала, повышает производительность предприятия;
- Ручной фрезерный станок. Предназначен для использования в домашних мастерских, в индивидуальных производствах, на небольших частных предприятиях. Чаще всего используется для изготовления пазов, зенок, карманов, проушин и прочих крепежных отверстий;
- Копировально-фрезерный станок. Устройство снимает форму готового изделия и копирует ее по заготовке. Для работы используются шаблоны для фрезерования по дереву, с которых снимается сложная форма для копии;
- Токарно-фрезерный станок. Предназначен для изготовления профильных изделий круглой, многогранной или винтовой формы сечения;
- Настольный фрезерный станок напоминает ручной вариант, оснащенный специальным рабочим столом и направляющими приспособлениями;
- Бытовой станок представляет собой обрабатывающий комплекс, который поможет распилить, просверлить, расточить, зенковать или выстрогать деревянную заготовку.
 Чаще всего используется для изготовления пазов, зенок, карманов, проушин и прочих крепежных отверстий;
Чаще всего используется для изготовления пазов, зенок, карманов, проушин и прочих крепежных отверстий;Станок с программным управлением.
Сложные станки, устройства с программно-числовым управлением, токарные и копировальные станки используют на производственных предприятиях. Для личных и домашних нужд такие машины не используют из-за дороговизны, крупных габаритов и низкой потребности в подобных операциях в условиях индивидуального хозяйства.
Ручной аппарат для фрезеровки дерева.
Разновидности фрезера
Чтобы выбрать, какой ручной фрезер по дереву подходит для выполнения заданной цели или предназначен для универсального применения, следует ознакомиться с вариантами производства этого инструмента и для чего используется каждый из них.
Разновидности насадокИсточник perego-shop.ru
Штанговый
Погружная модель имеет корпус, который закрепляется на специальной штанге, по которой может передвигаться вертикально. В нижней части направляющей крепится опорный механизм. На него ставится весь агрегат и с помощью боковых ручек, на которые нужно надавить, он погружается в материал.
После окончания работы следует отпустить рукоятки, и фрезер поднимется вверх под давлением пружин. С его помощью можно делать пазы, вырезы, отверстия или соединения, а также фигурные узоры. Из-за высокого функционала данная модель считается универсальной, но повышенный вес не даёт хорошо работать по вертикальным участкам. Работа фрезером для начинающих с этим инструментом будет более простой и понятной.
Работа фрезером для начинающих с этим инструментом будет более простой и понятной.
Инструмент с погружным механизмомИсточник i.allo.ua
Окантовочный
Кромочный инструмент (триммер) способен работать не только по горизонтальным поверхностям, но и по вертикальным. Чаще всего он имеет небольшой размер, благодаря чему им можно пользоваться одной рукой. Сам корпус имеет сужение и специальное прорезиненное покрытие. Это нужно, чтобы использовать его в качестве рукояти.
Нижняя часть устройства имеет скользящую поверхность для предотвращения появления царапин, а также для более плавного движения. Глубина погружения фрезы изменяется с помощью специальной шкалы. С этим инструментом можно использовать дополнительные насадки: параллельный упор – для обработки края детали или уголков, а также втулку для копирования, которая позволяет делать рез по шаблону.
С помощью этого инструмента можно обрабатывать ламинированные или покрытые шпоном детали, выбирать пазы, делать закругление углов, пригонку заготовок, и неглубокие вырезу под декорирование. Рекомендуется применять триммер для использования в мастерских, в которых требуется ежедневная работа по обработке кромок.
Рекомендуется применять триммер для использования в мастерских, в которых требуется ежедневная работа по обработке кромок.
Окантовочный фрезерИсточник www.rucne-naradie.sk
Ламельный
Корпус такого инструмента имеет горизонтальный корпус и по своей форме конструкции похож на болгарку. В нижней части он имеет механизм для работы, а над ним крепится широкая рукоять. Эту модель оснащают дисковой фрезой для врезки в дерево. Для работы требуется надавить инструментом на материал, чтобы погрузить резец внутрь. Таким образом, можно сделать специальный паз для крепления овальных деталей (ламелей).
Рекомендуется работать ручным фрезером этого типа для выборки пазов или подрезки деталей. Этот станок не подходит для редкого использования, так как его приобретение себя не окупит. Поэтому следует выбирать такую модель для частого применения в мастерских, для которых он необходим каждый день.
Ламельный фрезерИсточник laukar.com
Присадочный
Такой тип фрезерного инструмента по форме и конструкции имеет сходство с ламельным, но в его механизме есть существенное отличие. Для работы эта модель использует 2 спиральные фрезы, которые работают по принципу дрели. С их помощью делается точное соединение деталей, так как они врезаются в материал на определённом расстоянии друг от друга. При погружении наконечники вырезают пазы, в которые можно устанавливать шканты.
Для работы эта модель использует 2 спиральные фрезы, которые работают по принципу дрели. С их помощью делается точное соединение деталей, так как они врезаются в материал на определённом расстоянии друг от друга. При погружении наконечники вырезают пазы, в которые можно устанавливать шканты.
Эту разновидность инструмента применяют в производстве мебели для соединения деталей, участки крепления которых нужно сделать невидимыми. Фреза для этого инструмента может быть дюбельная или шкантовая. С их помощью можно вытачивать отверстия для разъёмных и не разборных соединений.
Присадочный фрезерИсточник harrer.at
Ротационный
Этот вид инструмента по принципу работы похож на штанговый, но имеет меньший размер и зауженный корпус, как у окантовочного. Его можно использовать для работы по дереву или с керамической плиткой. Также он способен обрабатывать гипсокартонные перекрытия, ДСП, пластик и мягкие виды металла. Его скорость оборотов достигает 30 тыс. в минуту из-за чего есть возможность работы с твёрдыми материалами.
Маленький размер устройства даёт возможность работы ручным фрезером по дереву с помощью одной руки, так как масса у него небольшая. При замене резца, можно установить алмазный стержень или фрезу для работы с керамикой. С помощью данного вида инструмента, если он оснащён регулировкой оборотов, выполняются работы по материалам различной плотности, например, резка отверстий или обработка кромок.
Ротационный фрезерИсточник allegroimg.com
Видео-уроки по работе c ручным фрезером
При установке дверей необходимо врезать петли, как это сделать при помощи фрезера — в следующем видео (там же есть о том, как сделать паз, например, под установку добора).
Как сделать самодельный фрезеровальный станок из образков ламината (можно фанеры) и как сделать шиповое соединение для ящиков (стола, например) — в следующем видео
Работа ручным фрезером по дереву неплохо показана в следующем видео, но он на английском языке. Даже если вы не знаете английский, не пожалейте времени, посмотрите. Многие операции станут понятнее.
Выбор электрофрезера
Для того, чтобы фрезеровать в домашних условиях, рекомендуется выбрать универсальный инструмент, которым является электрофрезер со сменной базой – погружной и кромочной, благодаря которым он выполняет любые разновидности работ по дереву в зависимости от выбранного типа фрезы. Лучше, если он будет иметь регулировку скорости, работать с фрезой диаметром не менее 8 мм, оптимальная мощность должна составлять 800-1300 Вт
При выборе инструмента следует обратить внимание на реальную глубину погружения фрезы, от которой будет зависеть максимальная глубина получившегося паза
Самым лучшим вариантом для зажима фрезы является конусная цанга, а для выключателя – фиксирующая кнопка. Чем плавнее работа штангового механизма, тем долговечнее инструмент.
Немаловажным моментом работы электрофрезера является правильный выбор фрезы, которая состоит из цилиндрического хвостовика различного диаметра (6,8 или 12 мм) и части с режущей кромкой.
По конструкции разделяют фрезы на следующие виды:
- Монолитные
- Сборные
- Со сменными лезвиями.
В зависимости от вида обработки, выполняемой фрезой, она также бывает нескольких разновидностей:
- Пазовая фреза применяется для формирования пазов.
- Профильная – для придания кромке декоративного профиля.
- Кромочная и фальцевая фреза применяются для обработки краев изделия.
- Галтельная – для вырезания «U»-образной выемки на изделии.
- Конусная фреза скашивает кромку изделия под углом 45 градусов.
- Калевочная – формирует закругленную кромку.
Распространенные приемы
Самые широко используемые приемы фрезеровки дерева – выравнивание поверхности, выборка пазов, фрезерование края и работа по шаблону. Чаще других применяется работа по шаблону. Этот прием представляет собой точное скольжение копировальной втулки по кромке трафарета. Такой способ работы позволяет намного упростить выполнение шпоночных пазов, торцовок, фигурных вырезов, раскроя деталей, выполнение декоративных элементов. Шаблон изготавливают из фанеры 8-12 мм толщиной. На нее наносится рисунок и выпиливается электролобзиком. С помощью шаблона можно выполнить любой затейливый узор, выточить мелкие детали, скопировать нужное количество одинаковых фрагментов изделия. Фрезер по закрепленному шаблону передвигается с высокой точностью, что позволяет отразить на деревянной поверхности желаемый результат высокого качества.
Фрезерование кромки можно осуществлять как с шаблоном, так и без него. Для этого используют прямые кромочные фрезы. Шаблоном может послужить любая ровная доска, длиннее обрабатываемой заготовки. Это нужно для исключения образования неровностей по краям кромки.
Для выполнения фигурной кромки необходимо подготовить поверхность. В первую очередь надо выровнять обрабатываемую кромку заготовки прямой кромочной фрезой. В противном случае она повторит кривизну кромки, по краю которой будет двигаться ролик. После этого необходимо изготовить шаблон с нужным рисунком. Его фиксируют на рабочей поверхности и выполняют вырезание по контуру. Если нужно снять большой слой для получения требуемого рисунка, то используют лобзик, а чистовую работу выполняют фрезой, иначе она быстро затупится.
С помощью фигурной (галтельной) фрезы можно выполнить на деревянной заготовке продольный рисунок. Это можно сделать с помощью шаблона или специального упора.
Изучив фрезерное устройство и научившись его правильно использовать, можно намного упростить и ускорить столярные работы, одновременно повысив их качество. А резьба по дереву, выполненная своими руками с помощью фрезера, украсит интерьер и станет объектом гордости за выполненную работу.
Прокладка паронитовая ГОСТ 15180-86
+7 (495) 641 16 85 город Москва
Главная \ Каталог товаров \ МАТЕРИАЛЫ ДЛЯ УПЛОТНЕНИЯ И ИЗОЛЯЦИИ \ Прокладка паронитовая для фланцевых соединений, ГОСТ 15180-86
Наименование — Прокладка паронитовая для фланцевых соединений ГОСТ 15180-86
Применение — плоская эластичная кольцевая паронитовая прокладка используется в соответствии с ГОСТ 15180-86 для уплотнения фланцевых соединений трубопроводов
Страна — производитель — Россия
Рабочая среда — пресная перегретая вода, насыщенный и перегретый пар, сухие нейтральные и инертные газы, воздух, водные растворы солей, жидкий и газообразный аммиак, спирты, жидкий кислород и азот, тяжёлые и лёгкие нефтепродукты
Исполнение — А по ГОСТ 15180-86
Температура применения = — 50°С . . . + 450°С ( максимальная )
Материал — паронит ПОН-Б ( Паронит Общего Назначения ) ГОСТ 481-80
Толщина прокладки = 2 ÷ 4 мм
Гарантийный срок хранения = 2 года
Сертификат / паспорт ( по запросу )
Цена / прайс ( по запросу )
Технические характеристики и размеры
Наименование | Ду | Ру | Наружный диаметр | Внутренний диаметр | Толщина прокладки | Вес 1000 штук (кг) | Стоимость |
| Прокладка паронитовая Ду 15 Ру 10-40 | 15 | 10÷40 | 50 | 20 | 2 | 7 | цена по запросу |
| Прокладка паронитовая Ду 20 Ру 10-40 | 20 | 10÷40 | 60 | 25 | 2 | 9 | цена по запросу |
| Прокладка паронитовая Ду 25 Ру 10-40 | 25 | 10÷40 | 69 | 29 | 2 | 13 | цена по запросу |
| Прокладка паронитовая Ду 32 Ру 10-40 | 32 | 10÷40 | 81 | 38 | 2 | 16 | цена по запросу |
| Прокладка паронитовая Ду 40 Ру 10-40 | 40 | 10÷40 | 91 | 45 | 2 | 20 | цена по запросу |
| Прокладка паронитовая Ду 50 Ру 10-40 | 50 | 10÷40 | 106 | 57 | 2 ( 3 ) | 26 ( 39 ) | цена по запросу |
| Прокладка паронитовая Ду 65 Ру 10-40 | 65 | 10÷40 | 126 | 75 | 2 ( 3 ) | 33 ( 50 ) | цена по запросу |
| Прокладка паронитовая Ду 80 Ру 10-40 | 80 | 10÷40 | 141 | 87 | 2 ( 3 ) | 40 ( 60 ) | цена по запросу |
| Прокладка паронитовая Ду 100 Ру 10-16 | 100 | 10÷16 | 161 | 106 | 2 ( 3 ) | 47 ( 71 ) | цена по запросу |
| Прокладка паронитовая Ду 100 Ру 25-40 | 100 | 25÷40 | 166 | 106 | 2 ( 3 ) | 52 ( 78 ) | цена по запросу |
| Прокладка паронитовая Ду 125 Ру 10-40 | 125 | 10÷40 | 191 | 132 | 2 ( 3 ) | 61 ( 92 ) | цена по запросу |
| Прокладка паронитовая Ду 150 Ру 10-16 | 150 | 10÷16 | 216 | 161 | 2 ( 4 ) | 66 ( 99 ) | цена по запросу |
| Прокладка паронитовая Ду 150 Ру 25-40 | 150 | 25÷40 | 222 | 161 | 2 ( 4 ) | 75 (113) | цена по запросу |
| Прокладка паронитовая Ду 200 Ру 10-16 | 200 | 10÷16 | 271 | 216 | 2 ( 4 ) | 86 (129) | цена по запросу |
| Прокладка паронитовая Ду 250 Ру 10-16 | 250 | 10÷16 | 327 | 264 | 2 ( 4 ) | 120 (180) | цена по запросу |
| Прокладка паронитовая Ду 300 Ру 16 | 300 | 16 | 382 | 318 | 2 ( 4 ) | 144 (288) | цена по запросу |
| Прокладка паронитовая Ду 350 Ру 16 | 350 | 16 | 442 | 372 | 4 | 183 | цена по запросу |
| Прокладка паронитовая Ду 400 Ру 16 | 400 | 16 | 495 | 421 | 2 ( 4 ) | 211 (422) | цена по запросу |
| Прокладка паронитовая Ду 500 Ру 16 | 500 | 16 | 615 | 528 | 2 ( 4 ) | 312 (624) | цена по запросу |
ООО «ПРОТОН» рассмотрит Ваши заявки на плоские уплотнительные эластичные прокладки из различных материалов, таких как: 1) паронит, 2) техпластина ТМКЩ, 3) картон, 4) фторопласт — 4; 5) силикон и композиционных материалов на их основе для фланцев арматуры и соединительных частей трубопроводов с уплотнительными поверхностями исполнений 1 ÷ 9 (А, Б, В, Г, Д) по ГОСТ 12815-80 для условных диаметров ( Ду ) от 10 до 3000 мм с условным давлением ( Ру ) от 1 до 200 кгс/см2
Аналоги этого товара
| Прокладки резиновые из МБС 7В-14 ГОСТ 15180-86 | Прокладки резиновые из ТМКЩ-С ГОСТ 15180-86 |
Сопутствующие товары
| Фланцы стальные ГОСТ 12820-80 ГОСТ 12821-80 | Болты и гайки ГОСТ 7798-70 ГОСТ 5915-70 | Шпильки стальные резьбовые |
Возврат в on-line каталог >>
Получить консультацию, узнать цены или оформить заявку, чтобы купить
этот товар Вы сможете, прислав запрос по электронной почте на адрес:
proton. lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
ООО «ПРОТОН», Россия, Москва, проспект Андропова, дом 38
Официальный сайт: www.proton-st.ru, тел.: +7 (495) 641 16 85
Фитинги и муфты для спринклерных труб: типы и применение
Фитинги с канавками облегчают прокладку спринклерной трубы даже при работе с резьбовыми или фланцевыми системами
Фитинги с канавками упрощают соединение труб уже более 100 лет. Не все фитинги для спринклерных труб имеют канавки — сварка, фланцевое соединение и соединение на основе клея также возможны, — но сегодня они используются в противопожарной защите и в широком спектре других отраслей. Они обеспечивают значительную экономию времени, сокращая время установки и усилия, связанные с осмотром и техническим обслуживанием.
Читайте дальше, чтобы узнать о:
- Системы с желобками и о том, как понимание ключевых терминов облегчает выбор фитингов для спринклерных труб
- Муфты и способы их соединения практически с любым типом труб
- Заглушки с канавками — как для концов участков трубопроводов, так и для дренажа
- Отводы с желобками (с коротким и большим радиусом)
- Тройники, механические тройники, тройники и другие фитинги для разделения потока с канавками
Вы также можете перейти к сжатому списку фитингов, которые есть в наличии и готовы к отправке, включая муфты, крышки, колена и различные тройники.
Фитинги с канавками почти ничего не могут сделать, но само разнообразие может сбить с толку
Давайте немного упростим мир фитингов для труб с канавками. Грубо говоря, эти фитинги для спринклерных труб бывают:
- Муфты, , которые соединяют две вещи вместе (включая трубы, клапаны и любые другие устройства с рифлеными концами).
- Прочие фитинги или аксессуары , которые подсоединяются к системе трубопроводов — как правило, с помощью муфт — и либо изменяют направление потоков воды, изменяют размеры или типы труб, действуют как выпускное отверстие или останавливают движение воды.
Фитинги с канавками для спринклерных труб и водопровода имеют размеры, соответствующие трубам, к которым они присоединяются — обычно диаметром от 2 до 12 дюймов . Для применений с особенно большими трубами (такими как водопровод или нефтяной трубопровод) производители могут предлагать муфты гораздо большего размера, некоторые из которых превышают 6 футов в диаметре.
Фитинги спринклерной трубы с концевыми адаптерами используются там, где заканчивается участок трубы . Например, Т-образный фитинг может иметь один резьбовой конец, предназначенный для использования в качестве выпускного отверстия, часто ведущего к клапану или пожарному спринклеру. Резьбовые концевые переходники 1/2″ и 3/4″ с национальной трубной резьбой (NPT) часто соединяются с головками спринклеров , а резьбовые концы 1 ″ могут соединяться с ниппелями или дренажными клапанами.
Кроме того, на сливных крышках (и нескольких других фитингах) иногда упоминаются слова концентрический или эксцентрический. Эти слова описывают размещение выпускного отверстия : сливы на концентрических крышках находятся в центре (очень похоже на яблочко), в то время как эксцентрические крышки размещают отверстие не по центру. Необходимость эксцентриковой или концентрической крышки зависит от ориентации трубы. Для труб, проходящих вертикально, можно использовать колпачок любого типа, но для горизонтальных труб следует использовать эксцентриковый слив с заглушкой или сливным клапаном, расположенным внизу , чтобы убедиться, что вся вода может стекать из трубы.
Муфты — как гибкие, так и жесткие — скрепляют трубы спринклера даже в тяжелых условиях
Почти каждый раз, когда рифленая труба меняет направление и/или высоту — и даже иногда, когда это не так, — вы найдете рифленые муфты. Эти фитинги для спринклерных труб обычно соединяют две трубы или фитинги одинакового диаметра: 4-дюймовые трубы соединяются с 4-дюймовыми клапанами, 2-дюймовые колена — с 2-дюймовыми трубами и так далее. Эти фитинги обычно доступны в диаметрах до 12 дюймов. А некоторые производители предлагают гораздо более крупные модели для размещения труб высотой более четырех футов.
В мире трубопроводов трудно придумать что-либо с пазовыми фитингами , к которым нельзя было бы присоединить . Производители предлагают муфты с фланцами и с канавками и даже муфты со встроенными переходниками, которые позволяют монтажникам соединять две близко расположенные трубы разных размеров. Эти переходные муфты имеют большое значение: в то время как для традиционных методов требуются две муфты (по одной для каждого размера трубы) и фитинг, установленный между ними, переходные муфты обеспечивают те же преимущества в гораздо более ограниченном пространстве.
Но существуют различия даже между стандартными муфтами одинакового размера, одним из наиболее важных из которых является сейсмическая готовность муфты. Жесткие муфты скрепляют трубы почти как сварной шов, образуя прямые герметичные соединения. Гибкие муфты помогают системам пожаротушения выдерживать землетрясения, создавая соединения, которые изгибаются при вибрации здания. Хотя жесткие типы встречаются гораздо чаще, ведущие нормы пожарной безопасности могут требовать использования гибких муфт в некоторых зданиях, подверженных сильной вибрации. Чтобы узнать больше об этих требованиях, ознакомьтесь с нашей серией статей о сейсмическом проектировании и спринклерных системах пожаротушения.
Посмотрите наш список покупок рифленых муфт и других фитингов для спринклерных труб.
Колпачки, самые простые фитинги для спринклерных труб, не просто закрывают открытые концы труб
В сочетании с подходящей муфтой стандартный колпачок закрывает открытый конец трубы или фитинга. Хотя они довольно просты, каждая используемая крышка должна быть:
- Рассчитана на давление, с которым сталкивается система
- Подходящий размер для установки рядом стоящих фитингов
- Установлен правильно, идентификационные метки направлены наружу, стяжные болты полностью затянуты
А на некоторых даже есть текст, который гласит «ЭТА СТОРОНА ВНУТРИ» на противоположной стороне.Конец трубы может служить удобным местом для проверки или слива системы. Поэтому многие производители рифленых фитингов предлагают специальные сливные пробки с резьбовым отверстием. Как упоминалось ранее, ориентация трубы определяет, какие типы заглушек можно использовать:
- Эксцентриковые заглушки со смещенным от центра сливным отверстием следует использовать с горизонтальными трубами
- Концентрические заглушки с центральным сливом могут использоваться с вертикальными трубами
Эти отверстия могут соединяться со сливным клапаном или с резьбовой заглушкой, но результат один и тот же: специалисты по техническому обслуживанию и менеджеры объектов имеют удобный доступ к небольшому выпускному отверстию в конце линии.
Посмотрите наш список покупок рифленых муфт и других фитингов для спринклерных труб.
Выбор локтя требует определения правильного радиуса и угла поворота.
Углы локтя различаются, но большинство из них предлагают либо четверть оборота (колена под 90 градусов), либо восьмую часть поворота (колена под 45 градусов). Существуют также меньшие типы с шестнадцатым и тридцатьм вторым поворотом (22-1/2 и 11-1/4 градуса).
Некоторые из этих фитингов для спринклерных труб имеют наименьшее возможное вращение, в то время как другие изгибаются немного большими дугами. Как правило, 90-градусное колено с «коротким радиусом» поворачивается вокруг радиуса, равного номинальному диаметру трубы.
Если, например, вы соедините четыре коротких 2-дюймовых колена вместе в круг, центр этого круга будет на расстоянии 2 дюйма от центра каждого колена. Для отводов с большим радиусом это расстояние составляет 1 1/2 номинального диаметра трубы, поэтому центр круга, образованного четырьмя коленами длиной 2 дюйма, находится на расстоянии 3 дюйма от центра каждого колена.
Выбор между короткими и длинными отводами может быть обусловлен стоимостью и удобством: если все, что имеет значение, — это поворот на 90, 45 или меньше градусов, отводы с коротким радиусом обычно дешевле. Изгибы с коротким радиусом также делают возможным установку в условиях ограниченного пространства. Но более крутые повороты приведут к более медленным потокам и более низкому давлению, чем большие. Там, где важно максимизировать давление и скорость потока, колена с большим радиусом обеспечивают лучшую производительность.
Посмотрите наш список покупок рифленых муфт и других фитингов для спринклерных труб.
Механические и стандартные тройники могут ускорить установку фитингов спринклерной трубы, если их тщательно выбрать.
Тройники, наряду с другими фитингами, такими как тройники и крестовины, направляют единый поток воды в двух или даже трех направлениях. Крестовины и тройники — вот и все, что нужно — с правильным набором труб и соединений вода может быть доставлена в несколько мест. Тройники играют аналогичную роль, но с одним дополнительным моментом: некоторые имеют резьбовые выходы, которые могут подключаться непосредственно к пожарным спринклерам (или резьбовым ниппелям спринклеров), выступая в качестве «терминальных» фитингов.
Есть еще вопрос как тройник соединяется с трубами. Подобно тройникам «звезда» и крестовинам, стандартные тройники могут быть установлены в линию с использованием муфты на каждом отверстии для соединения с соседними трубами и фитингами. Но производители также предлагают механические тройники , которые крепятся без каких-либо дополнительных муфт. Каждый находится на отверстии, просверленном в боковой части трубы, направляя воду к трубам с канавками, резьбовым ниппелям, головкам пожарных спринклеров, клапанам или другим выходам. Механические тройники могут крепиться с помощью U-образного болта — устройства, которое обычно используется с трубами меньшего размера — или могут соединяться, как муфты с канавками, путем наматывания вокруг трубы, служащей впускным отверстием.
Мы составили краткий обзор нашего каталога фитингов для рифленых труб и того, как каждый фитинг может упростить установку спринклерной системы. Несмотря на то, что нет двух одинаковых работ, это надежная линейка продуктов, которая помогает подрядчикам плавно переходить между различными размерами и типами труб — даже при сгибании острых углов или установке в ограниченном пространстве.
Вопросы? Позвоните нам по телефону +1 (888) 361-6662, напишите по электронной почте [email protected] или просмотрите полный список продукции с канавками.
Спринклерные фитинги и муфты с желобками
Рифленая торцевая и сливная пробки |
|
| Рифленые муфты |
|
Колено с желобками |
|
Стандартные тройники с пазами |
|
Механические тройники с пазами |
|
Первоначально этот блог был размещен по адресу blog. qrfs.com . Если эта статья вам помогла, свяжитесь с нами по телефону Facebook.com/QuickResponseFireSupply или в Twitter @QuickResponseFS .
Самодельный шипорезный станок чертежи схема. Ласточкин хвост, шип-паз и другие приспособления для фрезера своими руками
Шиповые соединения деревянных деталей — самые надежные. Но точно вырезать канавку и шип — непростая задача. Недаром существует множество приспособлений, облегчающих эту работу. 06 об одном из них, сделанном своими руками, рассказывает наш автор.
Случайно увидел в интернете дизайн этого устройства. Одна иностранная компания рекламировала свое устройство под названием Kerfmaker .
Предназначен для создания аккуратного паза циркулярной пилой.
По своей простоте и отличным результатам использования я считаю это устройство просто гениальным. Меня останавливала его высокая цена, и я решил сделать подобное устройство из подручных материалов самостоятельно.
Как использовать шипорез
Чтобы было проще понять конструкцию устройства, я сначала опишу, как им пользоваться, а уж потом — процесс изготовления. Для примера попробую соединить два бруска квадратного сечения крест-накрест. С таким приспособлением сделать это очень просто.
1. Само устройство очень похоже на штангенциркуль с глубиномером. Он имеет два ползунка, которые можно перемещать и фиксировать. Более короткий нужен для учета толщины пильного полотна. Устройство раз и навсегда поможет забыть о том, что его необходимо учитывать при выполнении паза.
2. Для измерения толщины диска зажимаю его между концом приспособления и любой вертикальной плоскостью, плотно прижатой к диску с другой его стороны. В зависимости от того, нужно ли прибавлять или убавлять толщину диска, бегунок или я выдвигаю…
3. … или нажать. После этого положение короткого ползуна надежно фиксируется гайкой.
4. Следующим шагом длинным бегунком, как штангенциркулем, измеряю толщину заготовки, после чего ползунок также фиксирую гайкой. Устройство готово для изготовления паза. Он имеет небольшой шаг на одном конце. Эти две длины крепления задают положение краев будущего паза.
5. Для работы использую маленькую распиловочную станину. Устанавливаю «шпаргалку» и выставляю высоту диска, половину толщины заготовки.
6. Перехожу непосредственно к изготовлению паза. Устанавливаю приспособление более длинной стороной и фиксирую ограничителем – планкой, прижатой струбциной. Делаю первый разрез.
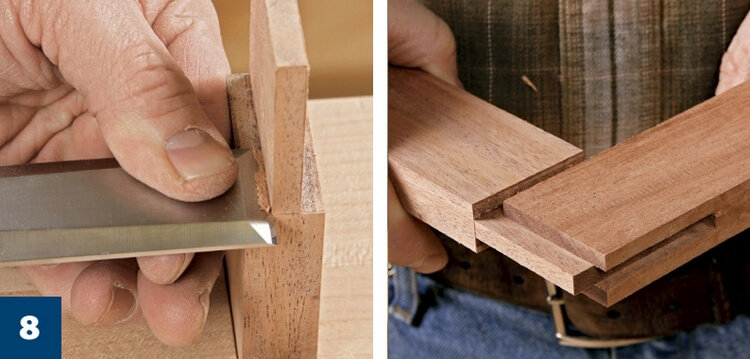
7. Не снимая ограничитель, переворачиваю прибор более короткой стороной и снова прижимаю до упора. Заготовка переместилась ровно на ширину паза с учетом толщины пильного диска. Делаю второй разрез. Я удаляю дерево между пропилами либо стамеской, либо той же пилой.
8. Повторяю операцию со второй заготовкой и получаю идеальное соединение. Конечно, порядок разрезов можно изменить. Плотность подгонки регулируется легким перемещением короткого ползунка. Устройство также подходит при использовании параллельного упора. Таким образом, он позволяет получить идеальные тавровые и угловые соединения.
Производственная процедура
Сейчас я вам расскажу как я делал это устройство.
9. Самым сложным для меня было найти подходящие гайки с накаткой, но и они нашлись в старых запасах. В качестве материала для слайдеров я использовал дубовые плашки. В конструкции много пустот – и дерево должно быть прочным. Кроме того, на дубе сложно оставить вмятины от гаек, что может сказаться на точности и качестве крепления.
Толщина заготовок должна быть немного больше наружного диаметра гаек, чтобы они не мешали лежать прибору на боку, но и не слишком велика, иначе будет неудобно закручивать гайки.
10. Две основные части приспособления соединены шпунтом и пазом. Я немного перемудрил с ними и сделал их в виде ласточкина хвоста. Но здесь достаточно обычного прямоугольного паза. В любом случае ширина канавки (а для ласточкина хвоста самое узкое место) должна быть больше диаметра резьбы гайки.
12. Детали с прорезанными пазами.
13. Для фиксации короткого бегунка использовал срез шпильки — обычным метчиком нарезал резьбу в отверстии и вкрутил шпильку.
Для длинного ползуна использовал болт с короткой резьбой. Я выбрал этот, потому что эта часть устройства часто двигается и канавки в дереве будут просверлены резьбой. Из-за ласточкиного хвоста длинный ползунок соединяется с верхней частью двумя частями, иначе болт не может быть вставлен в канавку. С прямоугольным пазом их можно жестко собрать в один.
В конце приклеил вертикальный упор — и устройство готово. Максимальная ширина паза, который можно сделать с помощью этого приспособления, составляет 100 мм. Для меня этого вполне достаточно, но можно сделать более длинную базу для решения больших задач.
Самодельное приспособление для нарезки шип-паз: фото
Ручной нож DUOLVQI для овощерезки Универсальная круглая картофелерезка для сыра…
834,37 руб.
Бесплатная доставка★★ ★★ ★★ ★★ ★★ (4,70) | Заказы (635)
2 шт. /компл. Миниатюрный самодельный скребок, практичный…
Согласитесь, быстро и качественно вырезать идеальный круглый шип на концах круглых деревянных заготовок очень проблематично. Ну, конечно, если вы не являетесь счастливым обладателем шипорезного станка с ЧПУ. Для тех, чья мастерская или мастерская не так богато «набита», предлагаем изящный способ решения этой проблемы. Сделать простой и надежный проводник из подручных материалов за 15 минут
1. Заготовка
Вам понадобится небольшой брусок дерева или МДФ. Примерные размеры — сечение 4х4 см, длина около 10 см. Однако все зависит от диаметра предполагаемого шипа и размера заготовки.
2. Отверстие под заготовку
Просверлите в бруске отверстие диаметром, равным диаметру вашей круглой заготовки. Если отверстие получится с небольшим припуском, то будет очень хорошо.
Небольшое пособие не помешает. В дальнейшем это облегчит обрезку шипа. Но не переусердствуйте, иначе можно получить люфт
3. Ограничитель
Для того, чтобы заготовка не вышла из строя при обработке, необходимо будет установить ограничитель. Для этого вырежьте из ДВП или тонкой плиты МДФ размер, равный основанию вашего бруска. Можно, конечно, приклеить основу к бруску столярным клеем, но есть смысл поступить проще – соединить эти две детали двухсторонним скотчем.
4. Установите маршрутизатор
Теперь установите шипорез. Используйте прямой резак. Установите высоту шипа, не забудьте компенсировать толщину стопора.
5. Отрегулируйте упор
Отрегулируйте упор фрезера так, чтобы центр фрезера совпадал с центром отверстия в шаблоне
6. Фрезерование паза
На этом этапе вырежьте паз в шаблонной заготовке. Лучше это делать в 2-3 прохода. На упоре можно поставить метку, чтобы каждый проход заканчивался в одном и том же месте, а именно в центре отверстия.
Кондуктор готов!
7. Закрепите кондуктор
Полученный кондуктор необходимо надежно прикрепить к упору фрезерного станка. Проще всего это сделать с помощью зажима. Отрегулируйте выступ фрезы по диаметру вашего будущего круглого шипа.
Даже небольшая неточность, помноженная на количество шипов, может испортить шиповое соединение, считающееся одним из самых капризных в изготовлении. Описанное ниже приспособление обеспечивает точное и быстрое соединение шипов для изготовления ящиков. К тому же с помощью одного приспособления можно делать шипы разного размера.
Приспособление состоит из трех основных частей — основания, которое крепится к фрезерному столу струбцинами, подвижного салазка с вертикальным упором и сменных накладок для изготовления шипов различных размеров. Все детали светильника изготовлены из березовой фанеры толщиной 19 мм и массива дерева. Детали просто склеены между собой. Длина базы зависит от ширины фрезерного стола. Измерьте расстояние от правого края до оси фрезы. Для измерения вставить в цинг V-образный резец. Острый кончик фрезы расположен точно на оси вращения. К полученному размеру прибавьте 70 мм, чтобы определить длину основания (в нашем случае 356 мм). Затем сделайте приспособление, показанное на картинке.
Чтобы салазки легко скользили вдоль основания, при сборке обеспечьте небольшой зазор, вставив кусочки бумаги между основанием и направляющими. Если вы планируете использовать зажимное приспособление для изготовления шипов разных размеров, сделайте несколько сменных прокладок. При переходе на другой размер вам придется установить новую накладку. Чтобы сделать Т-образный паз в накладке, сначала выберите центр паза прямой фрезой, затем используйте Т-образный паз для окончательного прохода.
Размеры выступов и шипов зависят от диаметра используемой фрезы, но поскольку регулируемые накладки взаимозаменяемы, можно выбрать любой размер фрезы. Чтобы стыки выглядели аккуратно, то есть начинались и заканчивались целыми шипами и выступами, ширина деталей должна быть кратна диаметру фрезы. Для подгонки сделайте из обрезков две пробные заготовки, имеющие такую же длину и толщину, как и стороны коробки, но шире на 3 мм, чем окончательная высота коробки.
Даже небольшие отклонения размеров суммируются за несколько проходов, образуя соединение. Поэтому оставляйте на заготовках небольшой запас по ширине, чтобы потом не было неприятных сюрпризов. Вы можете легко удалить оставшуюся часть припуска, когда соединения будут готовы.
Теперь установите приспособление на фрезерный стол, настройте его и сделайте ящик за 12 простых шагов.
Подберите фрезу в зависимости от толщины деталей, например, для изготовления дюбелей шириной 6 мм в стенах толщиной 6 мм. Но можно взять фрезу большего диаметра для изготовления более крупных шипов.
Прикрепите основание приспособления к столу фрезера, совместив фрезу с центром выреза. Поместите заготовку на основание и установите выступ фрезы так, чтобы он немного выступал сверху.
Установите ползунок с вертикальным упором над основанием и зафиксируйте накладку, совместив ее концы заподлицо с ползунами. Сдвиньте салазки вперед, чтобы сделать вырез в накладке с помощью фрезы.
Сделайте из обрезков Т-образный угольник, чтобы зафиксировать расстояние от края фрезерного стола до накладки. Т-образный угольник должен иметь достаточную высоту, чтобы его конец упирался в накладку.
Выпилите из твердой древесины шаблон квадратного сечения, который плотно входит в вырез накладки. Распилите его на две части и соедините их вместе, чтобы переместить накладку.
Удалите Т-образный угольник и планки, затем сделайте второй вырез в накладке. Отрежьте стопор штифта до длины 51 мм и вклейте его в новую проушину заподлицо с тыльной стороной колодки.
Для проверки настроек прижмите край испытательного образца к упору штифта. Сдвиньте ползунок вперед, чтобы сделать первый выступ в заготовке.
Наденьте первый выступ на стопор штифта и отфрезеруйте второй выступ. Продолжайте операцию до конца, каждый раз устанавливая новую проушину на стопор штифта.
Для формирования первого пропила в углу соседней заготовки вставьте вторую часть рейки между ней и штифтовым упором. Сделав первый проход, отложите рейку в сторону.
Прижмите угловой паз к упору штифта и выполните второй проход. Последовательно сформируйте все шипы и выступы соединения. Подпилите стороны коробки до окончательной ширины, удалив неполные шипы.
Выполните пробную сборку соединения. Он должен легко соединяться силой рук, но не разъединяться под собственным весом. При необходимости измените настройки.
Фирменные хомуты для склейки коробов позволяют обжимать детали с выступающими концами шипов, но при этом распределять давление на все соединение.
Чтобы коробки шиповых соединений получились безупречными, следуйте советам:
- Перед соединением расположите стороны коробки так, как они будут окончательно склеены, и разметьте их. Чтобы не перепутать их ориентацию, отметьте внешнюю и верхнюю стороны каждой стены. Помните, что соединения на противоположных стенах должны быть выполнены одинаково.
- Фреза с восходящей спиралью обеспечивает более чистый срез с минимальным количеством сколов. Кроме того, силы резания при работе такой фрезы направлены вниз, прижимая заготовку к столу и не давая ей подняться.
- При обработке древесины, склонной к сколам, прикрепите ненужную накладку к переднему краю заготовки с помощью двустороннего скотча.
- Всегда делайте шипы немного длиннее; их выступающие концы могут быть легко удалены шлифовальной или копировальной фрезой после сборки коробки. Чтобы на крайних шипах не появлялась стружка, прижмите к ним струбциной кусок бруса или доски.
- Если днище ящика с прямыми шипами необходимо вставить в шпунты стенок, собрать коробку насухо, зафиксировать стенки струбцинами и выбрать шпунты изнутри шлицевой фрезой с подшипником. Затем сделайте закругления на углах днища в соответствии с радиусом фрезы.
- Склейте коробки в течение 24 часов после соединения. Оставленные детали на несколько дней могут привести к усадке или вздутию шипов, что затруднит сборку или даже сделает ее невозможной.
- Склеивание четырех соединений с большим количеством шипов и люверсов заставляет вас торопиться. Сэкономьте время, нанеся клей только на внутренние края шипов.
При использовании контента данного сайта необходимо ставить активные ссылки на этот сайт, видимые пользователям и поисковым роботам.
Для шлицевой резьбы и выпиливания мелких деталей из дерева, фанеры, оргстекла, пластика и других материалов используют электролобзики различных конструкций и типов. Это могут быть ручные («пионерские»), механические и электрические лобзики. В различных журналах приводились схемы самодельных электролобзиков с приводом от электродвигателей и даже электродрели. Как сделать самодельный лобзик станок читайте в этой статье.
С помощью настольного электролобзика в домашних условиях можно сделать мебель, красивые узорчатые полки и многое другое. Механизм позволяет вырезать гладкие и извилистые детали из дерева, пластика и плотных пеноматериалов. Чтобы самодельный прибор полностью соответствовал требованиям, необходимо тщательно подобрать подходящую конструкцию.
Конструкция и технические характеристики
Устройство электролобзика любой модели должно содержать:
- пила
- ;
- кривошип в сборе; 9привод 0011;
- устройство натяжения пилы;
- Рабочий стол;
- вспомогательные механизмы.
Обрабатываемый материал укладывается на рабочий стол. Некоторые модели оснащены поворотным устройством, изменяющим наклон поверхности. Чтобы облегчить разметку материала своими руками, на поверхность наносится градуировка.
Чем больше стол, тем длиннее можно сделать разрез. В среднем этот показатель составляет 30 – 40 см.
Мощность привода для самодельного настольного станка составляет около 150 Вт.
Кривошипный узел преобразует вращательное движение привода в возвратно-поступательное и передает его на пилу. В среднем частота колебаний файла в минуту составляет 800 — 1000. Амплитуда вертикального перемещения не более 5 см. Некоторые модели позволяют выбирать скорость движения в зависимости от свойств материала.
Ручной лобзиковый напильник может работать с деревом, пластиком толщиной не более 10 см, имеющим длину до 35 см. Для разных видов материалов и работ напильника различаются, их ширина составляет 2 — 10 мм.
Ручное натяжное устройство фиксирует пильный диск для равномерного распила, представляет собой винтовую или листовую пружину.
Типы машин
Конструктивно все лобзиковые устройства можно разделить:
- с нижним суппортом;
- с двойной опорой;
- на подвеске;
- с градусной шкалой и упорами;
- универсальный.
Наиболее распространены модели с нижним суппортом. Их ложе разделено на две половины: нижнюю и верхнюю. Вверху находится модуль резки и очистки. Внизу — модуль управления, электродвигатель, передаточный механизм и тумблер. Позволяет обрабатывать листы материала любого размера.
с двойным суппортом отличаются наличием дополнительной рейки на верхней половине станины. Такие приспособления хороши для создания негабаритных деталей. Их проще установить, чем предыдущую версию. Обе модели позволяют обрабатывать материал не толще 8 см. К станку прилагается рабочий стол с регулировкой угла наклона и высоты.
Подвесные станки не оснащены монолитной станиной, они очень мобильны. Во время обработки движется режущий модуль, а не материал. Рабочий модуль обычно крепится к потолку своими руками, поэтому размеры материала не ограничены. Режущий инструмент перемещается вручную независимо от станины, создавая очень сложные узоры.
Станки с градусной шкалой и упорами хороши для чистовой работы по чертежам. Дизайн позволяет избежать ошибок. Универсальные лобзики могут выполнять несколько операций, связанных с резанием: сверление, полирование, шлифование.
Изготовление станка своими руками
Чертеж самодельного настольного лобзика: 1 — вкладыш-коромысло (2 шт. ), 2 — серьга (2 шт.), 3 — стол, 4,6 — винты, 5 — тяга, 7 — эксцентрик, 8 — основание, 9 — оси сережек , 10 — верхнее коромысло, 11 — ось коромысла, 12 — барашек, 13 — поперечина натяжного винта (2 шт), 14 — натяжной винт, 15 — качалка, 16 — нижнее коромысло, 17 — коробка, 18 — двухручьевой шкив, 19- промежуточный вал, 20 — втулка стойки, 21 — пластина стола, 22 — подшипник с крышкой (2 шт.), 23 — шкив электродвигателя.
На чертеже настольного станка своими руками количество узлов необходимо минимизировать, это: качалка с закрепленной пилой, рама и электродвигатель. Можно взять двигатель от старой электромашины.
Владельцам ручного электролобзика повезло больше. Из листа фанеры можно сделать подставку и прикрепить к ней электролобзик. Чтобы починить электролобзик своими руками, вам придется проделать отверстия в основании инструмента. Самая простая модель готова.
Теперь о более сложных и функциональных. Кровать своими руками делается из фанеры 12 мм, толстого пластика или текстолита. Это база, ящик для размещения двигателя и механизмов, рабочий стол. С другой стороны у нас качалка с эксцентриком. Между собой они соединены металлической пластиной с втулками подшипников. Вся конструкция крепится саморезами. Для монтажа промежуточного вала подготовьте пару подшипников. Двухниточный металлический шкив насажен на вал максимально плотно, винтовое соединение зафиксировано. Таким же образом можно сделать эксцентрик.
Для изменения амплитуды движения качалки на эксцентриковом фланце выполнены четыре круглых сквозных отверстия с резьбой, удаленных от оси на разное расстояние. Меняя место установки винта, регулируют качание качалки. Представляет собой пару деревянных хомутов, шарнирно прикрепленных к стойке. Задние концы коромысел содержат сквозные прорези, в них вставлены натяжные винты. На концах спереди закреплен напильник, подвижный за счет металлических шарниров. Перед креплением напильник вставляется в паз рабочей поверхности стола.
Механизм крепления пильного диска очень важен.
Кресло-качалку желательно сделать из цельного куска материала. На верхней стороне сделан паз для коромысла, на нижнем торце вырезано отверстие в форме прямоугольника для второго коромысла. Чтобы было легче вырезать отверстия, можно сложить подставку из двух частей.
Видео как сделать электролобзик своими руками:
Независимо от того, какие инструменты у вас есть, вы сможете успешно выполнить это проверенное временем соединение. Просто выберите один из этих проверенных методов с использованием широкого спектра инструментов, от недорогих инструментов, которые у вас, вероятно, есть под рукой, до специализированных машин.
Начните с основ: общие правила для соединений штырь-гнездо
Независимо от того, как вы формируете шипы и гнезда, эти насадки помогут вам получить идеально подогнанные, прочные соединения для любого продукта.
- Правильные соединения всегда начинаются с аккуратной маркировки. Используйте проверенную стальную линейку и угольник и отметьте линии разметки остро заточенным карандашом, рейсмусовым станком или разметочным ножом.
- Простое правило, которое легко запомнить: при разметке гнезда на торце или кромке толщину заготовки нужно разделить на три равные части. Внешние две трети станут стенками гнезда, а среднюю треть следует удалить. Итак, в плате толщиной 18 мм (рисунок ниже) делается гнездо шириной 6 мм по центру края заготовки. При использовании материала толщиной более 18 мм ширина полости может быть более одной трети толщины заготовки при условии, что толщина стенки полости не менее 6 мм — это обусловлено прочностью соображения.
Сначала сделайте гнезда
Способ №1. Простой кондуктор для дюбельных соединений
Первые два метода выбора гнезд включают сверление ряда перекрывающихся отверстий и удаление лишнего материала между ними. Отверстия должны располагаться перпендикулярно краю доски, и с этой задачей отлично справляются приспособления для дюбелей. Они особенно полезны при работе с материалом толщиной около 18 мм, для чего подходят втулки обыкновенного диаметра 6 мм, как раз соответствующего ширине раструба. (Большинство этих приспособлений имеют втулки для сверления отверстий 6, 8 и 10 мм, а некоторые имеют втулку для отверстий 12 мм.) Спиральное сверло по дереву с центральным острием — режет чище и не дает сколов на поверхности.
Для ограничения глубины отверстия прикрепите к сверлу стопорное кольцо или сделайте «флажок» из малярного скотча.
Удерживая стамеску перпендикулярно краю доски, осторожно срежьте неровности по бокам гнезда. Если долото острое, молоток не понадобится.
Чтобы сделать гнездо, прикрепите приспособление к заготовке, поместив его на край отмеченного гнезда так, чтобы край отверстия едва касался линий разметки, обозначающих край и стенки гнезда. Просверлите отверстие, предварительно задав необходимую глубину сверления. Сделайте то же самое для другого конца розетки, как показано на рисунке. вверху слева. Теперь переставьте кондуктор и просверлите еще несколько отверстий между двумя крайними отверстиями. После этого просверлите материал между ними, центрируя сверло по перемычкам между ними.
После удаления большей части лишнего материала отшлифуйте и выровняйте боковые стенки гнезд долотом. Используйте стамеску настолько широкой, насколько позволяет размер гнезда. Если вы предпочитаете прямоугольные гнезда, обрежьте стамеской углы той же ширины, что и гнездо.
Способ №2. Тот же принцип, но используется сверлильный станок
если у вас есть сверлильный станок, то для большей производительности и точности используйте его вместо электродрели и сверлильного кондуктора. Вам понадобится упор (если только плоская доска, прижатая к столу станка), чтобы установить гнездо и удерживать его параллельно краям заготовки. С помощью угольника проверьте прямоугольность стола по отношению к сверлу. Установите в патрон станка остроконечное спиральное сверло или сверло Форстера, центральное острие таких сверл препятствует выходу сверла из намеченной точки. Отрегулируйте ограничитель глубины сверления в соответствии с глубиной гнезда.
Так же, как и при использовании кондуктора, сначала просверлите отверстия на концах будущего гнезда. Затем просверлите между ними ряд отверстий, оставив перемычки шириной около 3 мм. Закончив сверление, обрежьте стамеской стенки и углы гнезда.
Способ №3. Использование погружного фрезера
Этот метод включает фрезерование гнезда с увеличением глубины на 6 мм за каждый проход. В дополнение к погружному фрезеру вам понадобится острая фреза (мы рекомендуем фрезу с восходящей спиралью) и боковой упор или специальный инструмент для удержания фрезы в пределах линий разметки. Вы можете контролировать начальную и конечную точки фрезерованного гнезда на глаз или прикрепить к заготовке стопорные планки, ограничивающие продольное перемещение фрезера.
Самодельный или заводской фрезерный инструмент, аналогичный показанному на рисунке выше, станет универсальным дополнением к любой мастерской. Верхняя пластина из прозрачного плексигласа позволяет легко совместить центральные линии приспособления с отметками на заготовке. Длина и ширина шлицевого отверстия приспособления должны быть несколько больше размеров гнезда с учетом разницы диаметров фрезы и копировальной втулки, перемещающейся в шлицевом отверстии. Дополнительные затраты на покупку готового светильника компенсируются его быстрой установкой и гибкой регулировкой размера гнезда. Примерами таких устройств являются модели Mortise Pal и Leigh Super FMT. Крепление Mortise Pal имеет встроенный зажим и поставляется с шестью шаблонами для фрезерования раструбов разной ширины и длины (дополнительные шаблоны можно приобрести отдельно). Приспособление для стола Leigh Super FMT (www.leighjigs.com) позволяет фрезеровать гнездо и шип за один установ. В комплект входят направляющие и фрезы для шпилек и гнезд пяти различных размеров. Дополнительные направляющие продаются отдельно.
ЧИСТАЯ КРАЙ. При резке узких заготовок, таких как эта подставка, используйте струбцину, чтобы прижать вспомогательную деревянную доску, чтобы стабилизировать фрезер. ПУСТОЙ КОНЕЦ. Простое приспособление создает широкую и устойчивую опорную поверхность для фрезера при выполнении карманов на концах заготовок.
Способ №4. Сверлить квадратные отверстия легко
Конечно, с технической точки зрения долбежный станок не сверлит, а долбит квадратные отверстия. Прямоугольное гнездо выдалбливается вокруг круглого отверстия одновременно со сверлением последнего, для чего используется специальный шнековый бур, расположенный внутри полого резца-зубила 9.0075 (более нежное фото слева). Этот метод выбора гнезда является самым быстрым, но и самым дорогостоящим. Настольные слоттеры, покрывающие почти все ваши потребности в раскрое, стоят примерно S225-500, стоимость напольных моделей начинается от $900. (Обратите внимание, что некоторые специальные машины не поставляются с фрезами и сверлами, которые стоят 10-30 долларов каждая, а набор из четырех штук начинается с 40 долларов. )
Сверло имеет глубокие канавки, которые быстро удаляют стружку, а внешнее квадратное долото обеспечивает чистые стенки кармана.
Длинная рука фрезы создает усилие, необходимое для погружения фрезы в заготовку.
Настроив слот-машину, выбрать такое гнездо можно менее чем за минуту.
Вот как работает игровой автомат. Сначала установите в станок зубило с дрелью. Отрегулируйте ограничитель глубины в соответствии с глубиной гнезда. Выровняйте упор параллельно фрезе так, чтобы фреза находилась точно между линиями разметки. Сначала сформируйте концы раструба, а затем удалите материал между ними, сделав отверстия внахлест. Если вам нравится этот метод, но вы не готовы покупать специализированный станок, подумайте о приобретении долбежного приспособления для вашего сверлильного станка. Такие устройства относительно недороги (65-125 долларов). Форсунка установлена на пиноли станка (фото ниже) и работает точно так же, как долбежный станок. Недостатком является то, что вы не сможете использовать станок для обычного сверления, пока не снимете приспособление.
Всего за 20 минут вы можете превратить сверлильный станок в долбежный станок, установив насадку-насадку на пиноль.
Теперь сделайте шипы и вставьте их в гнезда
Вставные шипы удобно использовать с фрезерованными гнездами. Отпилите шипы от длинной заготовки, выточенной до необходимого сечения.
В зависимости от выбранного способа раскроя и имеющихся инструментов можно сделать шипы на концах деталей, либо вставные (отдельные) шипы, соединяющие две детали в гнезда.
Использование вставных шпилек предполагает выбор гнезд в обеих соединяемых деталях, в которые вставляется выпиленная шпилька, подходящая к обоим гнездам (фото справа). Вместо того, чтобы покупать заготовки для штифтов, вы можете изготовить их самостоятельно из обрезков древесины лиственных пород (на всякий случай работайте с обрезками длиной не менее 305 мм). Просто обрежьте заготовку до толщины, которая позволит шипу плотно войти в гнездо. Если концы раструба полукруглые, отфрезеруйте соответствующие галтели на заготовках для дюбелей. После этого отпилите от заготовки шипы необходимой длины.
Способ №1. Рифленый диск поможет быстро справиться с шипами
Наборный пазовый диск позволяет вырезать шипы с высокой точностью и минимальными затратами времени. Тонкая регулировка толщины диска не требуется, так как излишки материала удаляются за несколько проходов. Чтобы нарезать шипы таким образом, используйте два крайних диска, между которыми поместите три промежуточных отбойных диска толщиной 3,2 мм. Для предотвращения сколов на выходе диска из заготовки прикрепите к поперечному (угловому) упору пильного станка накладку из фанеры или МДФ.
После установки шлицевого диска в станок отрегулируйте его вылет так, чтобы он едва касался линии маркировки шипа на заготовке. Используя кусок материала той же толщины, что и заготовка, сделайте по одному проходу с обеих сторон и проверьте посадку получившегося шипа. Отрегулируйте смещение лезвия и повторите пробные проходы. В результате должна получиться плотная посадка шипа в гнезде.
ПАЗОВЫЙ ДИСК ОБРАЗУЕТ ОДНОВРЕМЕННО ПЛЕЧИ И ЩЕЧКИ ШИПОВ
Прорезной диск работает быстро и прост в использовании, но часто оставляет характерные царапины, требующие дополнительной шлифовки.
Сначала выпилите передние щечки шипа с пазовым диском, а затем боковые щечки. Высокий поперечный упор обеспечит опору заготовки при распиловке боковых щечек.
Теперь установите продольный (параллельный) упор станка так, чтобы он ограничивал длину шипа. Измерьте расстояние между упором и зубцами самого дальнего от упора внешнего диска — это расстояние определяет линию плеч шипа. Пока направляющая планка параллельна пильному полотну и пазам поперечной направляющей, выполнение прохода не приведет к защемлению пильного диска или отбрасыванию заготовки назад. Выпилите при этих настройках станка обе лицевые щечки шипа на всех заготовках. После этого, не меняя положения продольного упора, формируют боковые щечки шпилек, соответствующим образом регулируя вылет диска для получения нужной ширины шпильки. Когда вы закончили выпиливать шипы, уберите шероховатости с их щечек зензубелем или шлифовальным бруском.
Способ №2. С шипорезной кареткой шипы будут более гладкими
Шипорезная каретка, аналогичная показанной на правом фото ниже , стоит примерно столько же, сколько хороший диск с прорезями ($100-150), но обеспечивает более чистую поверхность шиповых щечек. Установите выступ пильного диска в соответствии с шириной плеч. Затем, продвигая заготовку с помощью поперечного упора, сформируйте все четыре выступа шипа, как показано на левом фото ниже. При необходимости при выпиливании краевых (боковых) подвесок отрегулируйте вылет диска. Предварительное формирование плеч гарантирует, что они будут чистыми и четкими.
Сначала сделайте надрезы, образующие плечи шипа. Подайте заготовку с помощью углового (поперечного) упора, используя продольный упор как ограничитель длины шипа.
Отрегулируйте шипорезную каретку так, чтобы после выпиливания щеки шипа срез свободно падал в сторону, а не был зажат между диском и кареткой.
Для вырезания щечек просто зажмите заготовку на конце в каретке, отрегулируйте каретку так, чтобы линия разметки совпала с краем пильного диска, отрегулируйте вылет диска и сделайте рез. Переверните заготовку и подпилите противоположную щеку шипа. Выпиленный таким образом шип будет располагаться ровно по центру (если шип должен быть смещен к одной из сторон заготовки, его следует выпиливать двумя разными установками). Шипорезные каретки позволяют формировать шипы не только под прямым углом, их задний упор можно наклонять. Если хотите сэкономить, сделайте шипорезную каретку самостоятельно.
Способ №3. Шипы на ленточной пиле — грубо и быстро
Настройка ленточной пилы с шипами так же проста, как и установка обычной продольной пилы. Предварительно сформируйте подвески с шипами на циркулярной пиле, как описано в Методе № 2. После этого установите направляющую планку ленточной пилы так, чтобы толщина разрезаемого шипа была примерно на 0,8 мм больше требуемой, и сделайте пропил (фото ниже).
При формировании щечек шипа подавайте доску медленно, чтобы пильный диск не изгибался и не образовывались закрученные шипы. Будьте осторожны, чтобы прекратить подачу заготовки после того, как разрез упал в сторону, чтобы случайно не пропилить подвеску шипа. Щеки, выпиленные на ленточной пиле, будут немного шероховатыми. Для лучшей адгезии клея сделайте их гладкими с помощью шлифовального блока или зентаба.
Способ №4. Зачем резать, если есть фрезерный стол?
Вы можете фрезеровать гладкие и аккуратные дюбели на фрезерном столе с помощью всего одной фрезы, поперечного и параллельного упора. Сначала вставьте прямую фрезу максимально возможного диаметра в цангу фрезера и отрегулируйте ее выступ по линиям маркировки шипа. Установите направляющую планку стола фрезера так, чтобы она ограничивала длину шипа. При этом он должен быть установлен параллельно пазу для поперечного (углового) упора – это обеспечивает перпендикулярность выступов шипа к краям заготовки.
Зазор между колодками продольного упора позволяет удалять стружку пылесосом.
Когда вы закончите наладку, начните фрезерование, сначала проходя по торцу. Последовательно выполнять один проход за другим до тех пор, пока конец заготовки не соскользнет по продольному упору. (Если сначала сформировать плечо шипа, существует риск того, что заготовка может вырваться из рук при последующих проходах.)
Лампочки для аэропортов и запасные лампы для аэродромов
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
6.6A/32W Лампочка MR-16 — Освещение аэропорта GN127
44,00 $ 40,68 $
Добавить в корзину
6.
6A/150W — Лампочка MR-16 GN710 — Освещение аэропорта$48.00 46,44 $
Добавить в корзину
EXL — 30 Вт — Лампа с приподнятым краем — Лампа освещения аэропорта — GE 11478
12,50 $
6.6A/45W — T10/P — Лампа для обозначения края РД — GE 23295
9,20 $ 8,75 $
Добавить в корзину
6,6 А/30 Вт — T10/1P — Лампа для обозначения края РД — GE 23294
9,20 $ 8,75 $
Добавить в корзину
GN590 6.6A / 62 Вт / MR-16 / 2-контактная база — (замена Crouse Hinds 20590)
$32,00 30,48 $
Добавить в корзину
Лампа с приподнятым краем EVV 120 Вт — Торговая марка Genesis Lamp
$19,60 18,70 $
Добавить в корзину
Осевая лампа 6,6 А/45 Вт — с предохранителем — GN464-F
$56.
00
54,90 $Добавить в корзину
6.6A Лампочка MR-16 (62 Вт) GN 624
$35,55 33,90 $
Добавить в корзину
EXL — 30 Вт — Лампа с приподнятым краем — Бренд Genesis Lamp Lighting Airport
$12,60 12,00 $
Добавить в корзину
6.6A/105W — Лампочка MR-16 (Гнездовые разъемы) GN39F — Освещение аэропорта
31,75 $ $30,25
Добавить в корзину
6,6 А / 48 Вт MR-16 (флажковые разъемы) — GN-116 Освещение аэропорта
$41,00 38,28 $
Добавить в корзину
Q20A/PAR56/C — 300 Вт — Приподнятый фонарь приближения — GE 15482 Освещение аэропорта
68,00 $ $65,90
Q20A/PAR56/C — 300-ваттный приподнятый фонарь — бренд Genesis Lamp
66,37 $ 61,45 $
Добавить в корзину
116 Вт / 230 В — A21 — Лампочка для движения 8M — Освещение аэропорта и препятствий
$12,45 11,90 $
Добавить в корзину
6,6 А/45 Вт — T8 — Лампа обозначения края РД — EXT 3000
$17.
00
16,30 $Добавить в корзину
EXM — 45 Вт — Лампа с приподнятым краем — GE 11482 Освещение аэропорта
$12,60 $12.00
20531 6,6 А/200 Вт Лампа с приподнятым краем — освещение аэропорта
$28.00 26,50 $
Добавить в корзину
6.6A/32W Лампочка MR-16 — Освещение аэропорта GN127
6,6 А/32 Вт — лампочка MR-16 GN127 (2 гнездовых разъема) Эта галогенная лампа для освещения аэропортов представляет собой MR-16 мощностью 6,6 ампер / 32 Вт, узкое пятно с гладкой поверхностью. Разъемы представляют собой 2 плоских изолированных гнезда на 4-дюймовых гибких проводах. Срок службы лампы составляет 1000 часов. Аэропорт…
6.
6A/150W — Лампочка MR-16 GN710 — Освещение аэропорта6.6A/150W — Лампа MR-16 GN710 — Освещение аэропорта Эта галогенная лампа для освещения аэропортов представляет собой узкое пятно MR-16 мощностью 6,6 А/150 Вт с гладкой поверхностью. Разъемы представляют собой 2-плоские гнезда на 15-дюймовых гибких проводах. Срок службы лампы 1000 часов, номинальная светоотдача…
EXL — 30 Вт — Лампа с приподнятым краем — Лампа освещения аэропорта — GE 11478
ЭТА ЛАМПА БОЛЬШЕ НЕ ПОСТАВЛЯЕТСЯ КОМПАНИЕЙ G.E. Нажмите здесь, чтобы перейти к > Сменной лампе Genesis Lamp EXL LAMP GE-11478 — EXL — 30 Вт — Лампа с приподнятым краем — Лампочка Аэропорта Новая — Описание: Эта вольфрамовая галогенная лампа для освещения аэропорта имеет мощность 6,6 А/30…
12,50 $
6.6A/45W — T10/P — Лампа для обозначения края РД — GE 23295
GE 23295 — 6.
6A/45W — T10/P — Лампа обозначения края рулежной дорожки — Освещение аэропорта
Описание: Это лампа накаливания для освещения аэропортов, 6,6 ампер / 45 Вт на цоколе P28 (нажимной поворот).
Перекрестная ссылка на лампочку в аэропорту Airport Lighting co. 101 АТГ…6,6 А/30 Вт — T10/1P — Лампа для обозначения края РД — GE 23294
GE 23294 — 6.6A/30W — T10/1P — Лампа идентификации края рулежной дорожки — Освещение аэропорта Описание: Это лампа накаливания для освещения аэропортов, 6,6 ампер / 30 Вт на цоколе P28 (нажимной поворот). Это внешнее стекло T10, 1000 часов и OAL 3,63. Филамент — это…
GN590 6.6A / 62 Вт / MR-16 / 2-контактная база — (замена для Crouse Hinds 20590)
GN590 6,6 А / 62 Вт / MR-16 / 2-контактная база — (замена для Crouse Hinds 20590) Эта галогенная лампа для освещения аэропортов представляет собой узкое пятно MR-16 мощностью 6,6 А/62 Вт с гладкой поверхностью.
Разъемы представляют собой контакты G5.3. Срок службы лампы 1000 часов, номинальный свет…Лампа с приподнятым краем EVV 120 Вт — Торговая марка Genesis Lamp
EVV — 120 Вт — Лампа с приподнятым краем — Освещение аэропорта Марка лампы Genesis Описание: Эта вольфрамовая галогенная лампа EVV для освещения аэропорта представляет собой 6,6-амперный — 120-ваттный на GZ9.5 керамическое основание. Это плоская нить C Bar 6. Световой центр находится на расстоянии 39 мм от низа…
Осевая лампа 6,6 А/45 Вт — с предохранителем — GN464-F
Лампа на осевой линии 6,6 А/45 Вт — с предохранителем — GN464-F • Лампа накаливания для аэропорта — освещение в аэропорту Описание: Эта галогенная лампа для освещения аэропортов на 6,6 А — 45 Вт с вырезом (предохранителем) с двухсторонним латунным цоколем с ключами, прикрепленными к.
..6.6A Лампочка MR-16 (62 Вт) GN 624
Лампа накаливания MR-16, 6,6 А (62 Вт) GN 624 12-дюймовые выводы, женские разъемы Эта галогенная лампа для освещения аэропортов представляет собой узкое пятно MR-16 мощностью 6,6 А/62 Вт с гладкой поверхностью. Коннекторы представляют собой 2-плоские гнезда на гибких проводах 12 дюймов. Срок службы лампы составляет 1000…
EXL — 30 Вт — Лампа с приподнятым краем — Бренд Genesis Lamp Lighting Airport
EXL — 30 Вт — Лампа с приподнятым краем — Освещение аэропорта Описание: Эта вольфрамовая галогенная лампа для освещения аэропорта представляет собой 6,6-амперный — 30-ваттный керамический цоколь GZ9.5. Срок службы лампы 1000 часов, центр света находится на расстоянии 25,4 мм от дна керамики. Световой поток 450…
6.
6A/105W — Лампочка MR-16 (Гнездовые разъемы) GN39F — Освещение аэропорта6,6 А/105 Вт — лампа накаливания MR-16 (гнездовые разъемы) GN39F — Освещение аэропорта Описание: Освещение аэропорта и электрические лампочки аэропорта. Эта галогенная лампа представляет собой узкое пятно MR-16 мощностью 6,6 А/105 Вт с гладкой лицевой стороной. Соединители 2-х плоские гнездовые на 4″…
6,6 А / 48 Вт MR-16 (флажковые разъемы) — GN-116 Освещение аэропорта
6.6A/48w Соединители флага MR-16 — GN-116 Лампочка для аэропорта Описание: Эта галогенная лампа для освещения аэропортов представляет собой узкое пятно MR-16 мощностью 6,6 А/48 Вт с гладкой поверхностью. Разъемы представляют собой два гнездовых разъема с флажками на 4-дюймовых гибких проводах. Срок службы лампы составляет 1000 часов и…
Q20A/PAR56/C — 300 Вт — Приподнятый фонарь приближения — GE 15482 Освещение аэропорта
ЭТА ЛАМПА PAR БОЛЬШЕ НЕ ПОСТАВЛЯЕТСЯ В КОМПАНИИ G.
E.
Нажмите здесь, чтобы узнать о замене торговой марки Genesis Lamp PAR LAMP
GE 15482 — Q20A / PAR56 / C — 300 Вт — Подъемный фонарь для захода на посадку — Освещение аэропорта
Описание: Галогенная лампа освещения аэропорта 20 Ампер — 300 Вт…$68.00 $65,90
Q20A/PAR56/C — 300-ваттный приподнятый фонарь — бренд Genesis Lamp
GE 15482 — Q20A/PAR56/C — Подъемный фонарь мощностью 300 Вт — Освещение аэропорта Это галогенная лампа для освещения аэропортов на 20 ампер — 300 Вт, номинал 56, со средней линзой заливающего света и мощными соединениями на концах. Эта лампа одобрена FAA, диаметр OAL составляет 5 дюймов, а внешний диаметр — 7 дюймов…
116 Вт / 230 В — A21 — Лампочка для движения 8M — Освещение аэропорта и препятствий
116w/230v — A21 — Лампочка для движения 8M — Освещение аэропорта Описание: Это 116A21/TS, 116 Вт, 230 вольт, форма A21, прозрачная лампа накаливания для освещения аэропортов.
Основание — латунный средний винт, нить накала С-9, срок службы при 230 вольт — 8000…EXM — 45 Вт — Лампа с приподнятым краем — GE 11482 Освещение аэропорта
ЭТА ЛАМПА БОЛЬШЕ НЕ ПОСТАВЛЯЕТСЯ КОМПАНИЕЙ G.E. Нажмите здесь, чтобы узнать о замене торговой марки Genesis Lamp EXM LAMP GE 11482 EXM — 45 Вт — Лампа с приподнятым краем — Освещение аэропорта — Описание: Эта вольфрамовая галогенная лампа для освещения аэропорта представляет собой 6,6 А — 45 Вт на GZ9..5…
$12,60 $12.00
20531 6,6 А/200 Вт Лампа с приподнятым краем — освещение аэропорта
200 Вт — 20531 — Лампа с приподнятым краем — Освещение аэропорта Описание: Эта галогенная лампа для освещения аэропортов представляет собой 6,6-амперный — 200-ваттный светильник на керамическом основании GZ9.
5. Нить СС8.
Центр света находится на расстоянии 39 мм от дна керамики. Ресурс лампы 2000 часов, номинал…
Сравнить Выбрано
Лампы накаливания для замены взлетно-посадочной полосыЛампы накаливания для взлетно-посадочной полосы используются в осветительных приборах аэродрома для боковых огней рулежной дорожки, боковых огней взлетно-посадочной полосы, огней зоны приземления взлетно-посадочной полосы, опознавательных огней конца взлетно-посадочной полосы, а также указателей и маркеров взлетно-посадочной полосы.
Освещение аэродрома — ксеноновые проблесковые лампы и импульсные лампы Проблесковые лампы и проблесковые лампы производятся компанией Genesis Lamp Corp. Используются для освещения взлетно-посадочной полосы аэропорта, освещения зоны приземления, огней приближения, осевых огней взлетно-посадочной полосы, опознавательных огней конца взлетно-посадочной полосы, а также препятствий освещение.
Эти лампы используются в проблесковых маяках средней и высокой интенсивности. Эти лампы соответствуют требованиям FAA L-801 и L-802. Доступны от 250 до 1000 Вт.
Лампы осевой линии взлетно-посадочной полосы аэропорта — освещение аэропортаЛампы освещения взлетно-посадочной полосы используются для осевых огней взлетно-посадочной полосы и рулежных дорожек, огней зоны приземления, а также для осветительных приборов аэродрома. Светильники для аэропортов в этой категории варьируются от светильников старого типа L-852, требующих двухсторонних латунных предохранителей с предохранителем, до более новых светильников, когда лампы представляют собой отражатели MR 11 и MR 16.
Лампы освещения порогов аэропортов — освещение аэропортов Лампы освещения порогов аэропортов — эти лампы для аэропортов имеют мощность 20 ампер/500 Вт и срок службы 500 часов. Светильники Hinds и патрубок используются в светильниках Seimens Airfield Lighting.
Эти двухштыревые лампы освещения аэродромов используются в осветительных приборах взлетно-посадочных полос аэродромов. Сменные лампочки входят в приподнятые краевые светильники для краевого освещения взлетно-посадочной полосы, краевого освещения рулежной дорожки и знаков взлетно-посадочной полосы.
Освещение аэродрома, лампы с приподнятыми краями — 2-контактные лампы с предварительной фокусировкой 2-контактные лампы с предварительной фокусировкой — 2PPF Двухконтактные лампы с предварительной фокусировкой для аэропортов производятся компанией Genesis Lamp с использованием всех компонентов GE, включая GY9.5 и GZ9.5 базы. Лампы представляют собой вольфрамово-кварцевые галогенные лампы и сертифицированы. Лампочки в аэропорту имеют ток 6,6 ампер и мощность 20, 30, 45, 115, 120, 175, 200 ватт. 0033
Лампы накаливания Т-образной формы бывают размеров T 10 и T 14. Размеры и мощность варьируются от 30, 45, 200, 204, 210 при силе тока 6,6 ампер. Сменные лампочки используются в осветительных приборах аэродрома для края взлетно-посадочной полосы, края рулежной дорожки, указателя конца взлетно-посадочной полосы, зоны приземления взлетно-посадочной полосы, а также знаков взлетно-посадочной полосы и указателей расстояния.
Люминесцентные лампы для вывесок аэродромовЛампы для вывесок аэропортов
Лампы DCR — встроенные светильники — освещение аэропортов Освещение тротуаровЛампы DCR (двойное контактное кольцо) производятся корпорацией Genesis Lamp Corporation и используют компоненты освещения GE. Диапазон мощности этих аэродромных фонарей составляет 45, 115, 185 и 200 Вт при силе тока 6,6 Ампер.
Лампы MR — освещение аэропортов Описание: Рефлекторные лампы MR 11 и MR 16 представляют собой галогенные лампы накаливания с вольфрамовым кварцем. Они доступны в двух типах: 1-й — это лампы для освещения аэропортов, производимые Genesis Lamp Corporation, 2-й — стандартные товары, производимые GE, Philips и Osram. Сменные лампочки представляют собой точечные 12-градусные или граненые отражатели с внутренней стороны. Мощность лампочек 30, 45, 48, 62, 105 и 150 Вт при 6,6 Ампер.
Лампы для освещения аэропортов представляют собой вольфрамово-кварцевые галогенные лампы или ксеноновые стробоскопические лампы-вспышки. Номинальные размеры освещения: Par 20, 30, 36, 38, 46, 56, 64. Ток лампы для галогенных типов освещения составляет либо 6,6 ампер, либо 20,0 ампер. Параметр 64 используется в основном в системах освещения VASI или вращающихся маяках аэропортов.
Лампочки для аэропортов — Лампочки PK30d / PKX30d Лампы PK30d и PKX30d представляют собой вольфрамово-кварцевые галогенные лампы с металлическим основанием и двумя гибкими изолированными проводами. Эти лампы используются для освещения аэродромов, приподнятых краевых огней взлетно-посадочной полосы, огней взлетно-посадочной полосы, огней рулежной дорожки, осевых огней на тротуаре, систем освещения приближения к взлетно-посадочной полосе, PAPI, а также знаков взлетно-посадочной полосы и указателей расстояния.
Огни взлетно-посадочной полосы, освещение аэродрома и другое авиационное освещение должны быть надежными. Genesis Lamp предлагает самый широкий в США ассортимент запасных ламп для авиационного освещения, произведенных в США. Мы предлагаем на выбор авиационные лампы торговой марки Genesis Lamp, а также лампы GE, Osram, Philips и Sylvania. Наша продукция работает с оборудованием Honeywell, Cooper Crouse-Hinds и ADB Siemens.
Ищете ли вы лампочки для самолетов, освещения взлетно-посадочной полосы, фонари для вертолетных площадок, габаритные огни для рулежных дорожек, лампы для приподнятых огней приближения или лампы для маяков в аэропортах, у нас есть запасные лампочки, которые вам нужны. Наши авиационные лампочки производятся в США и могут поставляться по всему миру.
Genesis Lamp предлагает широкий выбор заградительного освещения FAA, заградительного освещения башни, самолета/авиационного заградительного освещения и предупредительной световой сигнализации для самолетов.
Освещение аэропортов, огни взлетно-посадочной полосы, огни аэропортов, системы освещения аэродромов, системы управления и мониторинга аэродромного освещения