Как настроить полуавтомат под нержавейку? — Полуавтоматическая сварка — MIG/MAG
#1 ASh
Отправлено 10 September 2013 11:55
День добрый! Подскажите пожалуйста, что делать. Есть полуавтомат Сварог инвертер mig 160. Необходимо сварить из нержавейки 3 мм кессон.Вопросы:
1. Какой газ или какая смесь газов?
2. Подойдет углекислотный редуктор?
3. Диаметр проволоки?
4. Как правильно настроить аппарат?
Я не профи, поэтому не сочтите вопросы глупыми, заранее благодарен.
- Наверх
- Вставить ник
#2 ustaszx
Отправлено 10 September 2013 13:40
 98% Ar 2% CO2 (в чистом аргоне сильное разбрызгивание). Если нет в продаже, то попробуй смесь аргона с 18-20% СО2
98% Ar 2% CO2 (в чистом аргоне сильное разбрызгивание). Если нет в продаже, то попробуй смесь аргона с 18-20% СО22. Подойдет.
3. 0,8, 1,0 1,2.
4. Для толщины 2,0 варили проволокой 1,0 на 18-20 В, подача около 6 м/с
Проволока OK Autrod 308 L Si. Встык, без разделки, без подкладной пластины.
На минимальной длине дуги.
Можно порошковую проволоку
- Наверх
- Вставить ник
#3 ASh
Отправлено 11 September 2013 11:56
Спасибо за ответ. С баллоном я промахнулся, а для чего применяется чистый аргон? Как шлифуют в случае необходимости шов? Я слышал, что обычные абразивы не подходят.
- Наверх
- Вставить ник
#4 АВН
Отправлено 11 September 2013 18:04
а) для РАДС и плазмы, б) зачем Вам шлифовать кессон?
- Наверх
- Вставить ник
#5 Шурпет
Отправлено 11 September 2013 18:10
подача около 6 м/с
Метров в секунду? Или снова я торможу?
- Наверх
- Вставить ник
#6 ASh
Отправлено 12 September 2013 13:43
Помимо кессона есть необходимость изготовить поручень из нержавейки. Сваривать придется в стык, а затем шлифовать и полировать.
Сваривать придется в стык, а затем шлифовать и полировать.
На кессоне надо ли протравливать сварочный шов? Какая полярность при сварке?
А если сваривать в чистом аргоне? Жалко, целый баллон.
- Наверх
- Вставить ник
#7 митька51
Отправлено 12 September 2013 14:40
Зачем протравливать?Все равно шлифовать-полировать.Плюс на горелке,минус на массе.В чистом аргоне тоже можно,только нужно чуть меньше напряжение и подачу ставить.Лучше потренироваться сразу на кошках.
- Наверх
- Вставить ник
#8 ASh
Отправлено 23 September 2013 10:36
Будь проклят тот день, когда я решил связаться с нержавейкой. Я думал, что руки у меня растут из нужного места, а оно во как вышло…..
Я думал, что руки у меня растут из нужного места, а оно во как вышло…..
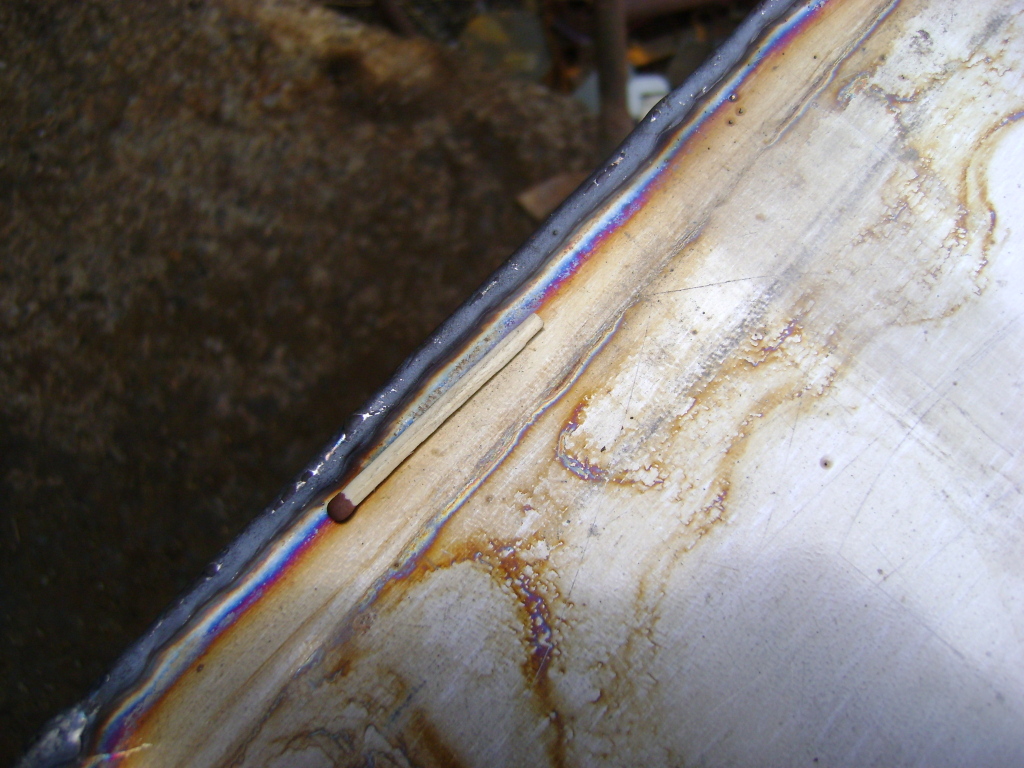
Прошу прокомментировать мой первый опыт.
1. Расход газа выставлял приблизительно 2-3 л/мин. Если на слух, то еле еле шипит. Газ чистый аргон, смеси к сожалению нет.
2. Сначала приходится выставлять напряжение чуть больше, а по мере нагрева металла снижать. Но все равно сплошным швом варить не получается, сильно уводит.
- Наверх
- Вставить ник
#9 митька51
Отправлено 23 September 2013 11:27
Варите с отрывом,пульс режим пока нам не доступен,меньше тепловложение,расход газа можно чуть увеличить.
- Наверх
- Вставить ник
#10 schkaliki
Отправлено 23 September 2013 13:02
Для того, что-бы варить сплошным и не уводило сделайте побольше прихваток. На маске выставите самое большое затемнение и увеличте время задержки. Варите короткими швами , от центра к краям обратно ступенчатым способом и вразброс. А вообще для начала почитайте технологию сварки нержавеющей стали
На маске выставите самое большое затемнение и увеличте время задержки. Варите короткими швами , от центра к краям обратно ступенчатым способом и вразброс. А вообще для начала почитайте технологию сварки нержавеющей стали
- Наверх
- Вставить ник
#11 ASh
Отправлено 24 September 2013 10:07
Я согласен, что надо было бы начать с теории. Но сроки горят, поэтому приходится вести «разведку боем» с Вашей помощью. Спасибо за ответы.
- Наверх
- Вставить ник
#12 алексей79
Отправлено 24 November 2013 12:54
подача около 6 м/с
Метров в секунду? Или снова я торможу?
многовато очень многовато
- Наверх
- Вставить ник
#13 VENDETTA
Отправлено 21 January 2014 13:12
я варю сплошным 20 30 мм потом кратковременный отрыв и дальше попер
- Наверх
- Вставить ник
Как полуавтоматом самостоятельно варить нержавейку?
Автор На чтение 6 мин Просмотров 733 Опубликовано
Нержавеющие стали подвергаются сварочным работам довольно часто, процесс этот требует внимательности. Перед тем как начать варить нержавейку, необходимо ознакомиться с инструкцией процесса, особенностями использования горелки. Схема сварки полуавтоматом нержавеющей стали отличается простотой, хотя и требуется соблюдение всех норм и условий. Для сварки применяется специальная проволока, в состав которой входит никель, позволяющий улучшить характеристики шва.
Схема сварочного процесса.Сама горелка для сварки и схема работ представляют собой:
- корпус горелки, который необходимо наклонять под определенным углом;
- сопло, которое должно находиться под строго определенным углом и на оптимальном расстоянии, чтобы шов прогревался отлично;
- токопроводящий наконечник, который находится внутри сопла;
- электродная сварочная проволока, вставляемая в токопроводящий наконечник;
- сварочная дуга, воздействующая на металл;
- сварной шов, который остается после процесса сваривания деталей;
- сварочная ванна, т.
 е. область расплавленного металла, который образуется под воздействием высоких температур;
е. область расплавленного металла, который образуется под воздействием высоких температур; - капли электрода, которые подаются в ванну;
- газовая защита.
 е. область расплавленного металла, который образуется под воздействием высоких температур;
е. область расплавленного металла, который образуется под воздействием высоких температур;Содержание
- Техники сварки полуавтоматом
- Технология сварки полуавтоматом в условиях защищенной среды
- Основы процесса сварки
- Как снять напряжение?
- Выпрямление деформаций
Техники сварки полуавтоматом
Расплав и перенос электродного материала: A. Капельный метод. Б. Струйный метод. Сварка нержавейки возможна несколькими способами:- импульсная сварка;
- сварка с использованием короткой дуги;
- сварка, во время которой применяется так называемый струйный перенос.
Короткая дуга применяется в том случае, когда работа производится для тонкого металла. Использование струйного переноса эффективно для соединения толстых деталей. Технология импульсной сварки является процессом управляемым.
Металл для проволоки в ванну вводится импульсами, при этом подача осуществляется по одной капле.

Дуга работает при среднем уровне тока, тепловложение уменьшается, как и зона общего термического влияния. Размер сварочной ванны получается оптимальным, а это важно для нержавеющей стали. При импульсной технологии также почти не наблюдаются брызг расплавленного металла. Это экономит материалы, сам процесс получается более безопасным. Время для зачистки шва уменьшается, поверхность получается качественной.
Можно ли варить черный металл и нержавейку? Да, такой процесс возможен, но только при выполнении некоторых условий. Надо учесть, зачем используется нержавеющая сталь, какой именно черный металл будет применен. Важно подобрать правильную присадочную проволоку, брать обычную не стоит, так как качество шва получится плохим. При использовании дуги и аргоновой смеси требуется брать специальные присадки из нержавеющей стали.
Вернуться к оглавлению
Как самостоятельно и красиво создать ландшафтный дизайн?
Технология сварки полуавтоматом в условиях защищенной среды
Чтобы ответить на вопрос, как варить полуавтоматом нержавеющую сталь, необходимо четко определить все требования к такому процессу.
Подготовительные работы:
Схема сварки в среде защитного газа.- Газ для сварки берется с таким составом: 70% специальной сварочной углекислоты (можно брать пищевую), 30% аргона В.
- Полярность при работе применима обратная. Полярность прямая возможна только при работе под флюсами.
- Вылет сварочной проволоки должен составлять 6-12 мм. При сварке расстояние от сопла должно составлять 5-15 мм. Рабочий расход газовой сварочной смеси будет составлять 6-12 м³/мин при соблюдении давления в 0,05-0,2 атмосферы. Уменьшать количество газа нельзя, так как в этом случае шов получится недостаточным, качество его будет низким. Возможна и такая ситуация, при которой углерод начнет сильно выгорать, как и легирующие добавки.
- Соблюдать угол сварки надо таким образом, чтобы он смотрел назад. Электрод рекомендуется наклонять в сторону, противоположную ходу шва. Наклон соблюдается в 5-10 градусов. Это дает хорошую глубину провара, шов получается более качественный и ровный. Если угол наклонить вперед, то шов получается широким, а глубина провара меньшей. Последний вариант лучше всего подходит для тонкого металла.
- При сварочном процессе необходимо пользоваться осушителем. Это требуется по той причине, что состав баллона на 60% состоит из воды, при выходе у шва образуется кислота под воздействием высокой температуры и углекислоты. Но эта кислота намного ухудшает качество шва, а осушитель эту проблему может решить. В его качестве используется силикагель либо медный купорос, которые прокаливаются при температуре в 200°C примерно за 15 минут. На 3-4 рабочих объема баллонов необходимо взять всего 100 г такого осушителя.
- Требуется обеспечить защиту от брызг металла. Обычно для этого рекомендуют пользоваться меловым водным раствором.
 Если угол наклонить вперед, то шов получается широким, а глубина провара меньшей. Последний вариант лучше всего подходит для тонкого металла.
Если угол наклонить вперед, то шов получается широким, а глубина провара меньшей. Последний вариант лучше всего подходит для тонкого металла.Вернуться к оглавлению
Основы процесса сварки
Специальная сварочная нержавеющая проволока сама по себе является электродом, что упрощает процесс сварки.Нержавеющие стали выпускаются 3-х марок, от выбора такой марки будет сильно зависеть процесс сварки:
- пищевая нержавеющая сталь, низколегированная;
- пищевая, химическая нержавеющая сталь, среднелегированная;
- жаропрочная, выдерживающая высокое давление, химическая нержавеющая сталь, высоколегированная.

Чтобы варить полуавтоматом правильно, необходимо использовать специальную проволоку:
- Первые два вида такой сварочной проволоки во время варки обеспечивают смешивание всех легирующих элементов, но металл выгорает, особенно это касается хрома. Происходит процесс так называемого корродирования, когда встречаются агрессивные среды.
- Третий вид сварочной проволоки является специальным, во время сварки не образуются трещины, напряжения в шве, т. е. стык получается качественным.
Подготовительные работы по металлу:
- Поверхность свариваемых деталей надо обезжирить, полностью удалить все следы оксидной пленки. Делается это механическим методом либо с использованием специальных кислот.
- Перед самой сваркой необходимо будущий шов обезводить, для чего его горелкой прогревают до 100°C. Но во время сварки все оставшиеся излишки выкипают автоматически, особенно если делается сплошной шов.
- Есть вариант подготовки, при котором прогревается область металла вокруг будущего шва до 200°C, в некоторых случаях такую процедуру проводят для всей заготовки. Это позволяет уменьшить влияние на металл около шва во время его нагрева при сварке.
- Не рекомендуется греть 2 разных типа стали, только одного типа.
 Это позволяет уменьшить влияние на металл около шва во время его нагрева при сварке.
Это позволяет уменьшить влияние на металл около шва во время его нагрева при сварке.Для боков лучше всего выполнять нахлест с проваркой по двум сторонам, сами кромки можно подогнуть наружу, внутренний угол не проваривается. Наружные кромки часто обрабатывают роликами по методу прессовки.
https://moyakovka.ru/youtu.be/OvpbnoHZlSM
Вернуться к оглавлению
Как снять напряжение?
При сварке полуавтоматом важно снять напряжение с металла, применяются такие действия:
- Напряжение при отпуске в 560-660°C снимаются. Такой процесс включает прогрев свариваемой детали до необходимой температуры, после чего сама деталь остужается на открытом воздухе.
- Если достигается температура в 760°C, то наблюдается такой процесс, как восстановление хрома на шве. Это позволяет быстро снять напряжение, чтобы обеспечить требуемое качество сварки.
- Для тонкостенных деталей напряжение отлично снимается. Если начинать проколачивать молотками шов уже после сварки, то соблюдается температура работы всего в 100°C.
 Если начинать проколачивать молотками шов уже после сварки, то соблюдается температура работы всего в 100°C.
Если начинать проколачивать молотками шов уже после сварки, то соблюдается температура работы всего в 100°C.https://moyakovka.ru/youtu.be/tv-wgQk5aJw
Вернуться к оглавлению
Выпрямление деформаций
После окончания сварки необходимо выполнить такие действия, направленные на удаление возможных деформаций:
- Через специальную гладилку молотком обрабатывается деталь, которая должна плотно прилегать к наковальне.
- Если на поверхности образовался пузырь, то по краю требуется простучать его молотком, аккуратно приближаясь к самому пузырю. С другой стороны эту область также можно прогреть горелкой, двигаясь по кругу в 30-60 мм. Двигаться надо только в шахматном порядке, не прекращать простукивание молотком.
https://moyakovka.ru/youtu.be/NopfUuLBbRo
Сварка нержавеющей стали полуавтоматом требует определенных навыков. Сам процесс включает подготовку области сварки, проволоки для работы. После сварки, если есть необходимость, выполняется работа по устранению деформаций.
Cварка нержавейки полуавтоматом: углекислотой, в аргоне, проволока
Главная » Сварка » Металлы и Сплавы
Металлы и Сплавы
Автор admin На чтение 3 мин. Просмотров 1.5k. Опубликовано
Нержавеющая сталь представляет собой легированный сплав с добавлением хрома и других химических компонентов. Благодаря этому получен материал с высокими антикоррозийными качествами.
В тоже время, такой сложный состав привел к изменению физических и механических свойств стали. Так сварка нержавейки полуавтоматом или другими способами имеет целый ряд нюансов.
Содержание
- Особенности нержавеющей стали влияющие на технологию сварки
- Подготовка заготовок
- Технология сварки
- Сварка в защитной среде из других газов
Особенности нержавеющей стали влияющие на технологию сварки
В первую очередь необходимо учитывать следующие физические свойства нержавеющей стали:
- Невысокая (по сравнению с обычной сталью) теплопроводность может привести к перегреву прилегающей к сварочной ванне зоны, что вызывает потерю или ухудшение антикоррозионных качеств. Поэтому применяется пониженный сварочный ток.
- Значительное расширение металла при тепловом воздействии, поэтому при сварке необходимо оставлять между деталями определенный зазор.
- Металл имеет существенное электросопротивление, которое приводит к значительному нагреву электрода.
- Длительный перегрев может также привести к утрате антикоррозионных качеств, поэтому шов необходимо дополнительно охлаждать.
 Поэтому применяется пониженный сварочный ток.
Поэтому применяется пониженный сварочный ток.Все нержавеющие стали можно разделить по степени легирования. Проволока для сварки нержавейки полуавтоматом вбирается исходя из марки стали.
Низколегированную нержавейку (пищевую) можно варить и обычной сварочной проволокой, но все-таки предпочтение стоит отдавать специальным составам, это станет гарантией качества.
Подготовка заготовок
На качество шва оказывает огромное влияние процесс подготовки заготовок.
Если подготовка кромок деталей может выполняться любыми возможными способами, то к очистке и обезжириванию поверхностей стоит отнестись с особой серьезностью:
- Удаление оксидной пленки и обезжиривание поверхности может выполняться механической зачисткой или обработкой кислотой (в этом случае требуется последующее травление).
- Так же необходимо удалить из зоны сварки влагу (выполнить обезвоживание), для чего заготовку следует прогреть до 100 градусов.
- Высоколегированную нержавеющую сталь стоит прогревать до температуры 200 градусов, это снизит воздействие высоких температур на околошовную зону.

Низколегированные металлы нагревать не следует.
После выполнения подготовительных работ можно приступать к сварке.
Технология сварки
Сварка нержавейки полуавтоматом в аргоне может выполняться несколькими способами:
- Тонкие листы нержавеющей стали варятся короткой электрической дугой, для чего расстояние от электрода (проволоки) до заготовок устанавливается минимальным.
- Сварку толстолистовых деталей осуществляют методом струйного переноса присадочного металла. Это позволяет обеспечить более быстрое заполнение шва металлом, что приводит к уменьшению времени выполнения работ и предупреждает перегрев металла.
- Самый удобный и управляемый вид полуавтоматической сварки — импульсная. При этом расплавленная проволока подается в зону сварки небольшими каплями, такая импульсная подача обеспечивает возможность выполнять работы при сниженной силе сварочного тока. Именно такой метод применяется чаще всего.
 При этом расплавленная проволока подается в зону сварки небольшими каплями, такая импульсная подача обеспечивает возможность выполнять работы при сниженной силе сварочного тока. Именно такой метод применяется чаще всего.
При этом расплавленная проволока подается в зону сварки небольшими каплями, такая импульсная подача обеспечивает возможность выполнять работы при сниженной силе сварочного тока. Именно такой метод применяется чаще всего.Сварка в защитной среде из других газов
Кроме применения аргона для защиты сварочной зоны практикуется и сварка нержавейки полуавтоматом углекислотой. Но применение данного метода допускается только при использовании специальной проволоки. В состав такой сварочной проволоки в обязательном порядке должны входить раскислители, которые предотвратят появление пор в шве. В качестве таких элементов в проволоку добавляют кремний или марганец.
Технически возможно применение даже пищевой углекислоты, но в этом случае система подачи газа должна содержать влагоотделитель (силикагель, медный купорос или другие, поглощающие влагу вещества).
Достаточно часто применяют и смесь углекислого газа и аргона (70 и30% соответственно). Это позволяет несколько снизить себестоимость сварки.
Сварка нержавеющих сталей в среде защитных газов считается одной из самых перспективных технологий на сегодняшний день. Благодаря ей существует возможность получения надежного соединения с наименьшими трудозатратами.
Сварка нержавейки полуавтоматом | REAA
explorer
Я люблю строить самолеты!
- #1
Всем доброго дня!
требуется сварить ферму и стойки на новом самолете с нержавейки но ТИГа нет, есть отличный инвенторный полуавтомат. Скажите пожалуйста кто пробовал или варит нержу полуавтоматом, есть ли смысл в этой затее или лучше копить на ТИГ? Какие газовые смеси, точнее смеси с каким процентным содержанием аргона и углекислоты лучше использовать при сварке нержи полуавтоматом?
Скажите пожалуйста кто пробовал или варит нержу полуавтоматом, есть ли смысл в этой затее или лучше копить на ТИГ? Какие газовые смеси, точнее смеси с каким процентным содержанием аргона и углекислоты лучше использовать при сварке нержи полуавтоматом?
ddprofs
Я люблю строить самолеты!
- #2
Привет! как гаражный любитель варю 1мм нерж. проволокой .Черновые швы -без ничего, обычным 152 полуавтоматом (инверторный лучше) для чистого шва без окалины применяю углекислоту с осушением и подогревом .величина тока и скорость подачи проволоки зависят от толщины металла. Перед ответственным швом и перед вообще сваркой делаю контрольный маленький шов на похожих кусочках металла.
Перед ответственным швом и перед вообще сваркой делаю контрольный маленький шов на похожих кусочках металла.
samlander
Гость
- #3
Сварил, летаю. Нет перегрева при сварке. ТИГ гораздо страшнее. А так Все гут. Только сварной нужен опытный, сам не вари.
Удачи.
ALEXBOND
Full Member
- #4
Сварка в аргоне лучше всего. полуавтомат на втором месте
полуавтомат на втором месте
samlander
Гость
- #5
Alexsahka сказал(а):
Сварка в аргоне лучше всего.полуавтомат на втором месте
Нажмите, чтобы раскрыть…
Теория? Варили?Летаете?
explorer
Я люблю строить самолеты!
- #6
Можно конечно не заморачиваться и сварить нержу обычной омедненкой в угликислоте, но тогда сарные швы один фиг придётся подвергать антикоррозийной обработке, а от этого хочется уйти. Скорость сварки полуавтоматом больше чем просто тигом да и удобнее им работать, хотя это дело привычки, думаю зарядить баллон сесью аргоном 92% и 8% углекислости или аргона 80% и 20% углекислоты зарядить в па нержавеющую проволоку и попробовать что получится. А вообще нашел информацию что для полуавтоматов нужна смесь 98% аргона и 2% кислорода. Вот на видео как варится нержа полуавтоматом, в принципе результат очень даже ничего смотреть с 1:38 http://m.youtube.com/watch?v=dc2C1LSOoek
Скорость сварки полуавтоматом больше чем просто тигом да и удобнее им работать, хотя это дело привычки, думаю зарядить баллон сесью аргоном 92% и 8% углекислости или аргона 80% и 20% углекислоты зарядить в па нержавеющую проволоку и попробовать что получится. А вообще нашел информацию что для полуавтоматов нужна смесь 98% аргона и 2% кислорода. Вот на видео как варится нержа полуавтоматом, в принципе результат очень даже ничего смотреть с 1:38 http://m.youtube.com/watch?v=dc2C1LSOoek
парящий
Больше хорошей погоды !!!
- #7
Вадим лучше всего варить аргоном нужно поменять полярность на полуавтомате+проволока нержавейка. В аргоне полуавтомат варит значительно лучше.Работал так с полгода.
В аргоне полуавтомат варит значительно лучше.Работал так с полгода.
explorer
Я люблю строить самолеты!
- #8
Валера, спасибо! Именно так я и хотел сделать
Рябиков
Изобретаем решительно все!
- #9
Может это поможет. Рассказано довольно интересно и подробно.
Рассказано довольно интересно и подробно.
https://www.youtube.com/watch?v=OvpbnoHZlSM
Но всё-таки АрДЭС будет лучше.
Сварка полуавтоматом добавляет веса довольно существенно.
samodelkin_33rus
Я люблю этот Форум!
- #10
Ну на счет веса это как сварить . А так варится нержавейка полуавтоматом очень хорошо , лучший вариант конечно на аргоне , но на смеси тоже не плохо получается . Единственно что ток ставьте немного меньше при таких же толщинах чем на черном металле .
bellkin
Я люблю строить самолеты!
- #11
explorer сказал(а):
Всем доброго дня!
требуется сварить ферму и стойки на новом самолете с нержавейки но ТИГа нет, есть отличный инвенторный полуавтомат.Нажмите, чтобы раскрыть…
 Скажите пожалуйста кто пробовал или варит нержу полуавтоматом, есть ли смысл в этой затее или лучше копить на ТИГ? Какие газовые смеси, точнее смеси с каким процентным содержанием аргона и углекислоты лучше использовать при сварке нержи полуавтоматом?
Скажите пожалуйста кто пробовал или варит нержу полуавтоматом, есть ли смысл в этой затее или лучше копить на ТИГ? Какие газовые смеси, точнее смеси с каким процентным содержанием аргона и углекислоты лучше использовать при сварке нержи полуавтоматом?Полуавтоматом варить проще и легче и меньше околошовную зону перегреваешь , нержа перегрев не очень любит — зерно растёт а это чревато вероятностью межкристаллитной коррозии в неблагоприятных условиях . Полуавтоматом можно варить и в углекислоте , даже где-то методичка лежит по такой сварке дома , коррозионная стойкость в воде не уменьшается и такая сварка допущена для водопроводов , но естественно сварка ведётся нержавеющей проволокой и потом больше зачистки окисленной зоны шва .
ТИГ для сварки ферм требует хорошего навыка и тщательной подгонки стыков при тонкостенной трубе , если не варил то не морочься и смотри на полуавтомат .
Говорю как сварщик , на хим. предприятии варил аргоном несколько лет всё подряд начиная от титана и заканчивая магнием .
предприятии варил аргоном несколько лет всё подряд начиная от титана и заканчивая магнием .
HAINOV
Я люблю строить самолеты!
- #12
Из своего опыта. Лет 20 варю из нержавейки баки и выхлопные системы. Не для самолетов, правда, для земной техники. На мой взгляд, нержавека варится даже лучше, чем черная сталь. Пробовал и аргон, и смеси. И даже простой стальной омедненой проволокой с углекислотой — и то швы получаются красивые и герметичные. Только защитить от коррозии их потом нужно.
Тонкая нержавейка тоже варится легко. Баки из 0,5 варил проволокой 0,6.
Баки из 0,5 варил проволокой 0,6.
пупсик56
Я люблю строить самолеты!
- #13
В принципе в посте 10 все сказано. ТИГ сварка и предназначена для Вашего случая. Все оговорки, что кто-то варил тем и сем и все просто здорово, это личное мнение того, кто это сварил для себя и сам на этом летает. Если действительно хотите понять варить ТИГ или ПОЛУАВТОМАТОМ, зайдите на профильные форумы сварщиков, там все давно описано.
Да, я уже как-то писал на форуме, но пример был отвергнут, но тем не менее обратите внимание как сварены рамы горных велосипедов, а нагрузки там совсем не детские и варят их ТИГом. И еще обратите внимание на качество шва.
И еще обратите внимание на качество шва.
samlander
Гость
- #14
…и толщины рам горных Велосипедов тоже 2-3 мм.
Юноша, не путайтесь сами и не путайте других.
[highlight]Я как профессиональный сварщик предпочту полуавтомат , им проще добиться хорошего качества шва с требуемым катетом и сквозным проваром , тиг швы выглядят покрасивше но в реальности трудоёмкость выше чуть-ли не на порядок и при этом гарантированный неизбежный перегрев металла . А новичок просто не сможет .[/highlight]
В золото. Вот лучший ответ.
Вот лучший ответ.
bellkin
Я люблю строить самолеты!
- #15
pupsik56 сказал(а):
В принципе в посте 10 все сказано. ТИГ сварка и предназначена для Вашего случая. Все оговорки, что кто-то варил тем и сем и все просто здорово, это личное мнение того, кто это сварил для себя и сам на этом летает. Если действительно хотите понять варить ТИГ или ПОЛУАВТОМАТОМ, зайдите на профильные форумы сварщиков, там все давно описано.
Да, я уже как-то писал на форуме, но пример был отвергнут, но тем не менее обратите внимание как сварены рамы горных велосипедов, а нагрузки там совсем не детские и варят их ТИГом.Нажмите, чтобы раскрыть…
 И еще обратите внимание на качество шва.
И еще обратите внимание на качество шва.Я как профессиональный сварщик предпочту полуавтомат , им проще добиться хорошего качества шва с требуемым катетом и сквозным проваром , тиг швы выглядят покрасивше но в реальности трудоёмкость выше чуть-ли не на порядок и при этом гарантированный неизбежный перегрев металла . А новичок просто не сможет .
P,S, И к слову рамы великов алюминиевые , и варят их роботом полуавтоматом
Руслан 7000
Старейший участник
- #16
HAINOV сказал(а):
Из своего опыта.
Тонкая нержавейка тоже варится легко. Баки из 0,5 варил проволокой 0,6.Нажмите, чтобы раскрыть…

А ацетиленом тонкую нержу случайно не пробовали ?.. Мне просто такие работы предстоят и хотелось бы об этом узнать по лучше.
HAINOV
Я люблю строить самолеты!
- #17
Не пробовал. Да и нет у меня давно такой сварки, как-то она ни к чему. По железу бессмысленна, алюминий не варит.
Руслан 7000
Старейший участник
- #18
HAINOV сказал(а):
По железу бессмысленна, алюминий не варит.
Нажмите, чтобы раскрыть…
Вот я даже не знаю что и сказать на это… (по тому что алюминий с присадками ацетиленом варится хорошо (не все марки правда но варится) а наши деды и отцы ацетиленом как-то железо в своё время очень долго варили) Сварка не плохая (просто нужно знать как ей пользоваться). Единственный недостаток — дорогая и не удобная по сравнению с тем же полуавтоматом или электродной. Ну и нержу я просто пока варить не пробовал (думал у вас спросить)
HAINOV
Я люблю строить самолеты!
- #19
Смысл пользоваться древними технологиями, когда есть современные? Назовите мне хоть один плюс ацетиленовой сварки.
А вот минусов сколько угодно. Металл вокруг перегревает и коробит, толстое вообще не сварить, зазоры не заплавить, скорость сварки мизерная. Полуавтомат — на порядок качественнее и быстрее. А главное — не отжигает металл вокруг и не деформирует.
Алюминий пытаться варить ацетиленом? А какой смысл, если его гораздо проще сварить TIG-ом? Или тем же полуавтоматом, зарядив в него алюминиевую проволоку и заменив газ на аргон.
Руслан 7000
Старейший участник
- #20
Про перегрев метала вокруг шва — это миф (созданный кривыми ручёнками очередного сварщика-алкаша который даже не знает что есть множество насадок с разными диаметрами сопел (я встречал и такое что люди много лет варили ацетиленом и жаловались что метал ведёт а сами даже не знали что кроме тройки есть ещё и единичка и нулёвка (при которой вообще можно ювелирные украшения сваривать))). А во всём остальном я с вами ПОЛНОСТЬЮ согласен (в ацетиленовой сварке больше минусов чем плюсов). Толстый метал что б сварить так пол балона ацетилена нужно «выкинуть» а полуавтоматом тонкий метал раз в 10 быстрее сваривать можно (пока я маленьким соплом «скрепочки» поделаю «полуавтоматчик» на два метра вперёд уйдёт). И вот кстати о том что полуавтоматом можно варить алюминий я вообще не знал (спасибо за инфу). Но вот к примеру мне сейчас нужно будет тонкую нержу варить и варить в таком месте узком что даже наконечник нулёвочки туда еле подлезет а вот полуавтоматом к этому месту я думаю вообще добратся невозможно будет (там трубка-то подающая газ — большая…)
А во всём остальном я с вами ПОЛНОСТЬЮ согласен (в ацетиленовой сварке больше минусов чем плюсов). Толстый метал что б сварить так пол балона ацетилена нужно «выкинуть» а полуавтоматом тонкий метал раз в 10 быстрее сваривать можно (пока я маленьким соплом «скрепочки» поделаю «полуавтоматчик» на два метра вперёд уйдёт). И вот кстати о том что полуавтоматом можно варить алюминий я вообще не знал (спасибо за инфу). Но вот к примеру мне сейчас нужно будет тонкую нержу варить и варить в таком месте узком что даже наконечник нулёвочки туда еле подлезет а вот полуавтоматом к этому месту я думаю вообще добратся невозможно будет (там трубка-то подающая газ — большая…)
свойства сплава, сваривание в среде углекислого газа и аргона
Употребляемое в разговорной речи слово «нержавейка» представляет собой низкоуглеродистую сталь с добавлением хрома. В результате взаимодействия с кислородом хром создает защитную оксидную пленку, которая противодействует ржавлению металла.
Если в составе металлического сплава находится от 12% хрома, то он уже относится к категории нержавеющих и обладает устойчивостью к коррозии. В то же время работа с этим материалом требует определенной подготовки металла перед проведением сварочных работ. На качество сварочных работ влияет выбор рабочего сварочного режима и правильный подбор расходных материалов.
- Свойства нержавеющего сплава
- Сварка полуавтоматом
- В среде аргона
- В среде углекислого газа
Поверхностный антикоррозийный слой металла обладает устойчивостью к восстановлению. В составе современных антикоррозийных сплавов могут присутствовать в незначительных количествах: углерод, титан, никель, молибден, ниобий. Все эти элементы также повышают стойкость к коррозии и улучшают качество стали.
В зависимости от микроструктуры нержавеющая сталь может иметь различные свойства и применяться в разной среде:
- Сталь с содержанием хрома и никеля относится к классу аустенитной. Ее отличают высокие показатели устойчивости к ржавлению, пластичностью, прочностью и немагнитностью.
- Сплав с содержанием хрома и железа называется ферритным. Он устойчив к термической закалке и может использоваться в агрессивной среде.
- Сплав с содержанием углерода и хрома называется мартенситным и используется в слабоагрессивной среде. Объясняется такое применение высокой твердостью и одновременно хрупкостью сплава.
 Ее отличают высокие показатели устойчивости к ржавлению, пластичностью, прочностью и немагнитностью.
Ее отличают высокие показатели устойчивости к ржавлению, пластичностью, прочностью и немагнитностью.Свойства нержавеющего сплава
Начинающему сварщику рекомендуется учитывать некоторые свойства химического состава стального сплава, чтобы выполнить работу качественно. Среди основных параметров обычно выделяют:
- Низкую теплопроводность. Теплопроводность нержавеющей стали ниже в два раза по сравнению с другими металлами. В процессе сварочных работ металл может расплавиться больше, чем это необходимо. Устойчивость к коррозии в результате этого снизится. Для устранения негативных последствий мастера уменьшают силу тока на 20% и дополнительно охлаждают шов.
- Минимальный уровень температуры плавления. Для сохранности устойчивости к ржавлению в процессе работ сохраняют оптимальный режим температуры.
- Межкристаллитную коррозию. Является результатом образования карбидного соединения хрома и железа. Растекание, приводящее к коррозии металла, происходит при повышении температуры более 500 градусов. Для устранения нежелательных эффектов применяются различные способы охлаждения свариваемых конструкций.
- Высокий уровень линейного расширения стали. Литейная усадка стали происходит благодаря высоким температурам. Превышение температурного режима может привести к деформации металла и появлению между свариваемыми деталями трещин. С этой целью при работе с нержавейкой рекомендуется оставлять небольшие зазоры на расширение.
- Высокий показатель электрического сопротивления. Этот показатель может послужить причиной нагрева электродов из стали высоколегированного типа. Для предупреждения высокого нагревания длина электродов из никеля и хрома не превышает 350 мм.
 Устойчивость к коррозии в результате этого снизится. Для устранения негативных последствий мастера уменьшают силу тока на 20% и дополнительно охлаждают шов.
Устойчивость к коррозии в результате этого снизится. Для устранения негативных последствий мастера уменьшают силу тока на 20% и дополнительно охлаждают шов. Этот показатель может послужить причиной нагрева электродов из стали высоколегированного типа. Для предупреждения высокого нагревания длина электродов из никеля и хрома не превышает 350 мм.
Этот показатель может послужить причиной нагрева электродов из стали высоколегированного типа. Для предупреждения высокого нагревания длина электродов из никеля и хрома не превышает 350 мм.Сварка полуавтоматом
При использовании различных способов сваривания нержавеющей стали можно получить различные по качеству результаты. Для сварки в безгазовой среде применяют порошковую проволоку. Этот метод обеспечивает получение ровного и красивого шва. Но такой шов в процессе эксплуатации изделия может поржаветь.
Для предотвращения таких последствий и получения качественного результата сварщики используют полуавтомат с применением стальной проволоки и углекислоты. Идеальным является состав газа из 2% углекислоты и 98% аргона. Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Применение полуавтомата позволяет подавать проволоку в сварочную область механизированным путем. Полуавтомат позволяет охлаждать горелку, осуществлять высококачественные соединения в аргоновой среде, регулировать скорость подачи присадочной проволоки и производить сварку в труднодоступных местах.
Перед осуществлением сварочных работ поверхность свариваемых деталей подготавливают:
- Зачищают поверхность с помощью металлической щетки и обезжиривают при помощи специальных средств: уайт-спирита, ацетона или авиационного бензина.
- Прогревают свариваемые детали до 100 градусов, чтобы сварочная зона просохла и не имела влаги.
Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
При использовании обычной проволоки показатели могут быть хуже. Методы современной сварки нержавеющих металлов:
- Тонколистовые металлы соединяют методом короткой дуги.
- Толстолистовые металлы соединяют методом струйного переноса.
- Экономия ресурсов высокой производительности осуществляется методом сварки импульсного характера. Этот метод позволяет подавать проволоку короткими импульсами.
 Этот метод позволяет подавать проволоку короткими импульсами.
Этот метод позволяет подавать проволоку короткими импульсами.В среде аргона
Полуавтоматическая сварка в среде аргона позволяет увеличить производительность. Технология такой сварки позволяет осуществлять не только сваривание толстых металлов, но и получать надежные высококачественные соединения, привлекательные по внешнему виду.
В состав сварочной проволоки должен быть включен никель для повышения качества производимых работ. Для сваривания толстостенных металлов применяют смесь аргона и углекислого газа.
Сварщику следует помнить, что изделия в процессе работы могут деформироваться из-за длительного нагрева. Решить эту проблему можно простукиванием и прогревом деталей. С этой целью можно применять бытовую газовую горелку.
В среде углекислого газа
При проведении сварочных работ в среде углекислого газа полуавтоматом должны выполняться следующие требования:
- Применение обратной полярности.
- Выдержка угла наклона электрода. Тонкие металлы можно проваривать наклоном проволоки вперед. Этот метод делает шов шире, а глубину провара меньше.
- Величина вылета проволоки не должна превышать 12 мм.
- Обеспечение контроля за расходом газа. Слишком маленький или очень большой расход газа может отрицательно сказаться на итоговом результате.
- Применение осушителя. В процессе сварки металла при высоких температурах из баллонов с газовой смесью выделяется вода, которая при взаимодействии с углекислотой снижает прочность шва. Медный купорос, применяемый в качестве осушителя, позволяет сохранить качество сварного шва.
- Не следует начинать и заканчивать сварку по краю детали. Это может привести к появлению водородных трещин. Рекомендуется отступать от края изделия не менее 5 см.

 com/embed/XFdfhKRYyPE»>
com/embed/XFdfhKRYyPE»> Как варить полуавтоматом — видео, особенности
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Газосварка – универсальное решение
Трудно найти отрасль, где бы ни использовалась газосварка – способ прочного соединения металлов друг с другом в стадии расплава пламенем особых температур. Ведь ацетилен горит при 3 200-3 400 градусах.
Технология газовой сварки простая. Этот способ может заменить электродуговую, но газовую – нет. Но все же первая приоритетна на тонких металлах. Дуга же их просто расплавит, как в мартене, а не скрепит.
Этот способ может заменить электродуговую, но газовую – нет. Но все же первая приоритетна на тонких металлах. Дуга же их просто расплавит, как в мартене, а не скрепит.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
 Так заготовка не перегреется и не прогорит;
Так заготовка не перегреется и не прогорит;При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Соединение нержавейки с черной сталью
Сварку таких материалов ведут при постоянном токе. Положение проволоки – строго перпендикулярное к рабочей зоне.
В составе проволоки из нержавейки должны содержаться марганец, а также никель, например, марки ESAB OK, Autrod. Специальная переходная проволока наплавляет буферный слой, который и соединяет детали.
Приваривая сталь Ст40 к нержавейке, можно использовать проволоку 08Г2С. Это упрочняет шов двух разнородных металлов после остывания. Самое главное в процессе – это, чтобы нержавейка не стала сильно текучей, а черный металл не остался твердым. Шов делается как можно шире и максимально глубоким.
Это упрочняет шов двух разнородных металлов после остывания. Самое главное в процессе – это, чтобы нержавейка не стала сильно текучей, а черный металл не остался твердым. Шов делается как можно шире и максимально глубоким.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолочный;
- нижний.
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.

Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Достоинства и недостатки
Несомненные преимущества сварки нержавейки полуавтоматом:
- Высокая производительность сочетана с качественным соединением;
- незначительное выделение дыма, что сохраняет здоровье и окружающую среду;
- небольшое разбрызгивание металла, вследствие автоматической подачи проволоки;
- универсальность – можно сваривать различные по толщине заготовки, а также разнородные металлы.

Один существенный недостаток – громоздкий газовый баллон. Это дополнительные затраты на его приобретение и неудобное перемещение.
Распространение метода стало возможным с развитием технологий и автоматизации процессов. Применяется в основном в промышленности для крупномасштабного производства. Работа со сварочным полуавтоматом, хотя требует определенных знаний и умений, все же остается одним из популярных видов обработки металлов. Подробнее о том как работать сварочным полуавтоматом можете в нашей статье.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
 Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получитсяЕсли не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Видео описание
Как научиться варить газосваркой, ацетиленом.
Внимание! Кислород в баллонах всегда МАСЛООПАСЕН! Поэтому погрузка и разгрузка резервуаров в рукавицах, пропитанных маслом, категорически запрещена. Также нельзя пользоваться промасленной ветошью для протирки баллонов с O2 – это приведёт к взрыву со всеми вытекающими последствиями!
Как создается давление
1 – генератор; 2 – кислоррод; 3 – редуктор; 4 – шланг; 5 – горелка; 6 – присадочный пруток; 7 – заготовка Источник mechanicinfo.ru
Давайте подробнее разберемся, как работает сварка ацетиленом и кислородом при помощи принципиальной схемы, которую вы видите на верхнем изображении. Кислород привозят на производство в стальных баллонах, выкрашенных в синий цвет, где он содержится под давлением до 150 атмосфер или 1,52 МПа (как кто привык). Эти резервуары заправляют на специальных заводах, которые есть по всей стране. Такая доставка, как правило, осуществляется не напрямую, например, на материальный железнодорожный склад (МЧ) с завода приходит вагон с баллонами. Оттуда его разбирают ЖД организации типа ТЧ, ВЧД, НГЧ, ШЧ, ПЧ, ЭЧ, то есть предприятия, ответственные за движение поездов. Карбид, кстати, получают по такой же схеме, поэтому крупным предприятиям/компаниям намного проще справляться с обеспечением.
Эти резервуары заправляют на специальных заводах, которые есть по всей стране. Такая доставка, как правило, осуществляется не напрямую, например, на материальный железнодорожный склад (МЧ) с завода приходит вагон с баллонами. Оттуда его разбирают ЖД организации типа ТЧ, ВЧД, НГЧ, ШЧ, ПЧ, ЭЧ, то есть предприятия, ответственные за движение поездов. Карбид, кстати, получают по такой же схеме, поэтому крупным предприятиям/компаниям намного проще справляться с обеспечением.
Для подключения ацетиленовой сварки на баллон с кислородом сварщик устанавливает редуктор, который понижает давление со 150 на 3-10 атмосфер и дальше газ направляется к горелке. По другому шлангу в это время к горелке движется ацетилен.
Примечание: для сварки ацетиленом C2h3 не всегда вырабатывают непосредственно на рабочем месте в генераторе из воды и карбида кальция. В некоторых ситуациях газ заказывают на заводе, и он поступает по назначению в баллонах белого цвета.
Полуавтоматическая эспрессо-машина Gaggia Classic из матовой нержавеющей стали
Любимая Gaggia Classic — это компактная полуавтоматическая машина с выдающимся корпусом из полированной нержавеющей стали и профессиональным качеством сборки. Многие считают ее лучшей эспрессо-машиной начального уровня с одним бойлером, и она надежно прослужит вам долгие годы.
Многие считают ее лучшей эспрессо-машиной начального уровня с одним бойлером, и она надежно прослужит вам долгие годы.
Что-то ищете?
Похоже, вы нашли один из наших старых списков продуктов! Он хорошо покатался и наслаждается заслуженным отдыхом. Вместо этого мы собрали несколько отличных альтернатив ниже для вашего рассмотрения.
Нужна помощь? Поговорите с одним из наших экспертов: 585-924-7170
Автор: Gaggia
Gaggia Classic Pro улучшает многолетнюю репутацию своего предшественника. Благодаря обновленной паровой трубке, кулисным переключателям, индикаторам температуры и обтекаемой раме 100% итальянского производства Gaggia Classic Pro является лучшей эспрессо-машиной начального уровня на рынке.
439,00 $
Посмотреть продукт
Владение Gaggia Classic The Classic, как следует из названия, является классическим дополнением к любой кухне. Мы обожаем эту машину. У многих из нас есть такой дома, поэтому вкусный шот доступен в любой момент на работе или во время игры. Это машина с одним бойлером, предназначенная для приготовления богатого итальянского эспрессо через группу коммерческого стиля. Взбивайте молоко по вкусу с помощью специально разработанной Gaggia палочки-панарелло, которая автоматически взбивает молоко и превращает его в пенку для капучино. Тем не менее, Classic здесь гибок, что нам нравится, потому что машина может быть оснащена палочкой для латте-арта для ручного добавления воздуха во время приготовления на пару. Он также может заваривать с использованием эспрессо-гущи или капсул ESE, заменив стандартную корзину на прилагаемую корзину под давлением; делает Classic универсальным как для новичков, так и для профессионалов. Classic — это доступная точка входа в мир эспрессо, а его компоненты коммерческого класса прослужат долгие годы. Таким образом, он действительно оправдывает свое название.
У многих из нас есть такой дома, поэтому вкусный шот доступен в любой момент на работе или во время игры. Это машина с одним бойлером, предназначенная для приготовления богатого итальянского эспрессо через группу коммерческого стиля. Взбивайте молоко по вкусу с помощью специально разработанной Gaggia палочки-панарелло, которая автоматически взбивает молоко и превращает его в пенку для капучино. Тем не менее, Classic здесь гибок, что нам нравится, потому что машина может быть оснащена палочкой для латте-арта для ручного добавления воздуха во время приготовления на пару. Он также может заваривать с использованием эспрессо-гущи или капсул ESE, заменив стандартную корзину на прилагаемую корзину под давлением; делает Classic универсальным как для новичков, так и для профессионалов. Classic — это доступная точка входа в мир эспрессо, а его компоненты коммерческого класса прослужат долгие годы. Таким образом, он действительно оправдывает свое название.
Gaggia разработала Classic с учетом роста пользователей. При включении кулисного переключателя он нагревается до температуры заваривания чуть более чем за пять минут, что отражается его подсветкой при достижении температуры заваривания. Еще одна выдающаяся коммерческая особенность — трехходовой электромагнитный клапан, который сбрасывает давление после пропаривания и высушивает шайбу для легкой утилизации. Учитывая конструкцию с одним котлом, необходимо, чтобы машина нагревалась до температуры пара перед текстурированием молока, что она делает за шестьдесят секунд или меньше. Чтобы вернуться к температуре заваривания, просто промойте группу всего пара. Все эти продуманные функции продолжают впечатлять нас год за годом, в то время как другие машины уходят в безвестность. Это большой шаг вперед с точки зрения цены, но если вы ищете возможность одновременного заваривания и приготовления на пару, взгляните на наши предложения машин с теплообменом и двухконтурных котлов. Или, если вам нужна более доступная машина начального уровня, взгляните на Carezza De LUXE от Gaggia; он имеет заваривание под давлением и предварительную инфузию.
При включении кулисного переключателя он нагревается до температуры заваривания чуть более чем за пять минут, что отражается его подсветкой при достижении температуры заваривания. Еще одна выдающаяся коммерческая особенность — трехходовой электромагнитный клапан, который сбрасывает давление после пропаривания и высушивает шайбу для легкой утилизации. Учитывая конструкцию с одним котлом, необходимо, чтобы машина нагревалась до температуры пара перед текстурированием молока, что она делает за шестьдесят секунд или меньше. Чтобы вернуться к температуре заваривания, просто промойте группу всего пара. Все эти продуманные функции продолжают впечатлять нас год за годом, в то время как другие машины уходят в безвестность. Это большой шаг вперед с точки зрения цены, но если вы ищете возможность одновременного заваривания и приготовления на пару, взгляните на наши предложения машин с теплообменом и двухконтурных котлов. Или, если вам нужна более доступная машина начального уровня, взгляните на Carezza De LUXE от Gaggia; он имеет заваривание под давлением и предварительную инфузию.
Уникальный дизайн с одним бойлером
Алюминиевый бойлер Classic с высокой теплопроводностью имеет два нагревательных элемента, встроенных в его внешние стороны, что обеспечивает равномерное распределение тепла. В бойлерной системе используется самая мощная из доступных систем, которая обеспечивает превосходную температурную стабильность и быстрое время нагрева при включении или при переходе от заваривания к приготовлению на пару.
1/4
Предыдущая
Паровая трубка Pannarello
Следующая
Групповая головка коммерческого стиля
Групповая головка коммерческого стиля
Групповая головка коммерческого размера Classic является единственной в своем роде в своем классе. Хромированная латунная группа и головка портафильтра в значительной степени обеспечивают температурную стабильность, а размер 58 мм обеспечивает более равномерное насыщение. Не забудьте взять 58-миллиметровый металлический темпер для использования с коммерческой корзиной или замените его корзиной под давлением, чтобы заваривать с использованием капсул ESE.
2/4
Предыдущий
Уникальная конструкция с одним бойлером
Next
3-ходовой электромагнитный клапан
3-ходовой электромагнитный клапан
3-ходовой электромагнитный клапан — это коммерческая функция, которая сбрасывает давление воды из головки группы, когда переключатель заваривания отключается после пивоварение. Это высыхает, чтобы предотвратить капание, и позволяет легко выбить шайбу из портафильтра всего одним нажатием.
3/4
Предыдущий
Головка группы коммерческого стиля
Следующий
Паровая трубка Pannarello
Паровая трубка Pannarello
Трубка Pannarello Classic автоматически добавляет воздух в молоко через отверстие в верхней части трубки. Это упрощает вспенивание для новичков и, в сочетании с возможностями капсул Classic ESE, делает их доступными для всех пользователей. Обновите палочку для латте-арта для большего контроля.
4/4
Предыдущий
Трехходовой электромагнитный клапан
Следующий
Уникальная конструкция с одним котлом
Обзоры
Поделитесь своими мыслями, опытом и фотографиями идеальных настроек, отправив обзор своей машины. Присоединяйтесь к нашему сообществу страстных кофеманов или просто вдохновляйтесь своими коллегами, любящими эспрессо, когда вы обдумываете свою следующую кофемашину.
Присоединяйтесь к нашему сообществу страстных кофеманов или просто вдохновляйтесь своими коллегами, любящими эспрессо, когда вы обдумываете свою следующую кофемашину.
ОГНЕСТРЕЛЬНОЕ ОРУЖИЕ — ВИНТОВКИ — ПОЛУАВТОМАТИЧЕСКИЕ ВИНТОВКИ — Страница 1
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
Быстрый просмотр
LMT Дефенс
Полуавтоматическая винтовка LMT Defense L129A1 Reference Rifle 7,62×51 16 дюймов
Эталонная винтовка LMT Defense L129A1 под патрон 7,62×51. Эта винтовка оснащена 16-дюймовым стволом из нержавеющей стали с поворотом вправо 1:11,25″ и пламегасителем с тремя выступами. Верхняя часть ствольной коробки CQBMWS имеет непрерывную планку Пикатинни длиной 19,25″ на 12…
Быстрый просмотр
ЛМТ Дефенс
Полуавтоматическая модель LMT Defense Standard Patrol Model SBR 10,5″
Модель LMT Standard Patrol под патрон 5,56×45 (.
223). *Это SBR регулируется ATF.
Это оружие оснащено 10,5-дюймовым хромомолибденовым ванадиевым стволом 1:7″ с правым поворотом, криогенно обработанным стволом и полуавтоматической нижней ствольной коробкой Defender с шестью…Быстрый просмотр
LMT Дефенс
Полуавтоматическая модель LMT Defense Standard Patrol Model SBR 14,5 дюйма
Модель LMT Standard Patrol под патрон 5,56×45 (.223). Это оружие оснащено 14,5-дюймовым хромомолибденовым ванадиевым стволом 1:7″ с правым поворотом, криогенно обработанным стволом и полуавтоматической нижней ствольной коробкой Defender с шестипозиционным прикладом M4 поколения 2. Это…
Быстрый просмотр
LMT Дефенс
Полуавтоматическая винтовка LMT Defense Standard Patrol Model 16 дюймов
Модель LMT Standard Patrol под патрон 5,56×45 (.223). Это оружие оснащено 16-дюймовым хромомолибденовым ванадиевым стволом 1:7″ с правым поворотом, криогенно обработанным стволом и полуавтоматической нижней ствольной коробкой Defender с шестипозиционным прикладом M4 поколения 2.
Это твой…Быстрый просмотр
LMT Дефенс
LMT Defense MARS-H полуавтоматический 6.5 Creedmoor ствол 20 дюймов
Полуавтоматическая винтовка LMT Defense MARS-H под патрон 6.5 Creedmoor. Эта винтовка оснащена 20-дюймовым стволом из нержавеющей стали с поворотом 1:8, планкой Пикатинни 19,25 дюйма на верхней части ствольной коробки и точками крепления M-LOK на остальных сторонах. Стволы MARS-H…
Быстрый просмотр
LMT Дефенс
LMT Defense MARS-H 7.62×51 DMR 20″
Самозарядная винтовка LMT Defense MARS-H под патрон 7,62×51 (.308). Эта винтовка оснащена 20-дюймовым хромированным стволом 5R с нарезом 1:11,25 дюйма вправо, планкой Пикатинни 19,25 дюйма на верхней части ствольной коробки и точками крепления M-LOK на остальных сторонах. МАРС-Н…
Быстрый просмотр
LMT Дефенс
Боевая винтовка MARS-H 7,62×51 13,5 дюйма со штифтами LMT с 3 зубцами Пламегаситель
LMT Defense MARS-H Battle Rifle Полуавтоматическая винтовка под патрон 7,62×51 (.
308). Эта винтовка оснащена 13,5-дюймовым хромированным стволом с поворотом вправо 1:10 и пламегасителем LMT с тремя штифтами, достигающими общей длины ствола 16 дюймов.Быстрый просмотр
LMT Дефенс
Полуавтоматическая винтовка LMT Defense MARS-H 7,62×51 M-LOK
Самозарядная винтовка LMT Defense MARS-H под патрон 7,62×51 (.308). Эта винтовка имеет 16-дюймовый хромированный ствол с поворотом вправо 1:10, 19Планка Пикатинни .5″ на верхней части ствольной коробки, с точками крепления M-LOK на остальных сторонах. Используя…
Быстрый просмотр
LMT Дефенс
LMT Defense MARS-L PDW 5,56 10,5-дюймовый ствол SBR
LMT Defense MARS-L PDW полуавтоматический SBR под патрон 5.56NATO. Этот SBR оснащен 10,5-дюймовым хромированным стволом с поворотом 1: 7 вправо, 14,5-дюймовой планкой Пикатинни на верхней части ствольной коробки и точками крепления M-LOK на остальных сторонах.
МАРС-Л…Быстрый просмотр
LMT Дефенс
Полуавтоматическая поршневая винтовка LMT Defense MARS-L 5.56 M-LOK
Самозарядная винтовка LMT Defense MARS-L под патрон 5.56NATO. Эта винтовка оснащена 16-дюймовым хромированным поршневым стволом с поворотом 1:7 вправо, 14,5-дюймовой планкой Пикатинни 1913 года на верхней части ствольной коробки и точками крепления M-LOK на остальных сторонах. …
Быстрый просмотр
LMT Оборона
Полуавтоматическая винтовка LMT Defense MARS-L 5.56 M-LOK
Самозарядная винтовка LMT Defense MARS-L под патрон 5.56NATO. Эта винтовка имеет 16-дюймовый хромированный ствол с поворотом 1:7 вправо, 14,5-дюймовую планку Пикатинни 1913 года на верхней части ствольной коробки и точки крепления M-LOK на остальных сторонах. Рельс монолитный…
Быстрый просмотр
LMT Дефенс
Полуавтоматическая винтовка LMT Lewis Machine & Tool MARS-L CQB 5.
56 NATOПолуавтоматическая винтовка Lewis Machine & Tool CQB MARS-L QUAD под патрон 5,56×45 мм НАТО. Это огнестрельное оружие оснащено 16-дюймовым хромированным стволом, свободно плавающим внутри 9,25-дюймового цевья CQB с четырьмя планками Пикатинни, двусторонним управлением, креплением для ремня QD,…
 223). *Это SBR регулируется ATF.
Это оружие оснащено 10,5-дюймовым хромомолибденовым ванадиевым стволом 1:7″ с правым поворотом, криогенно обработанным стволом и полуавтоматической нижней ствольной коробкой Defender с шестью…
223). *Это SBR регулируется ATF.
Это оружие оснащено 10,5-дюймовым хромомолибденовым ванадиевым стволом 1:7″ с правым поворотом, криогенно обработанным стволом и полуавтоматической нижней ствольной коробкой Defender с шестью…7 лучших полуавтоматических пистолетов с металлическим каркасом
В тренде: патроны в наличии, лучшие винтовки AR-15 и лучшие пистолеты для начинающих
В полуавтоматических пистолетах с металлическим каркасом есть что-то, что кажется правильным.
Полимерные ружья — это круто и все такое, но массивная металлическая рама дает заметные преимущества, особенно для спортивных стрелков.
Горстка 1911-х, знаешь, просто болтается.Будь то олдскульный 1911 или современный спортивный пистолет, есть множество отличных вариантов, которые отвечают стандартам надежности и точности, а также доставляют удовольствие!
Но какую модель купить?
Я люблю хорошие пистолеты с металлической рамкой, как и многие из вас, поэтому мы хотели взглянуть на лучшие из лучших в нескольких разных ценовых категориях.
Ищете ли вы новый пистолет для самообороны, который будет храниться в прикроватном сейфе, новый пистолет для соревнований, чтобы выкурить ваших приятелей на следующем матче USPSA, новый пистолет для переноски или просто забавную игрушку для стрельбы из здесь для всех.
Ох, старые добрые дни сжигания патронов на стрельбище.Давайте поговорим о том, что делает полуавтоматические пистолеты с металлическим каркасом такими замечательными, о некоторых потенциальных недостатках и о том, какие из них больше всего стоят ваших с трудом заработанных долларов.
Краткое изложение наших лучших решений
Наиболее испытанный в боевых условиях
Beretta 92FS
Служил предпочтительным оружием для вооруженных сил США, надежный, прочный
659 долларов США в Brownells Перейти к деталям
Best Bang for Your Buck
Bersa TPR9
Недорогой, фантастический спусковой крючок и направляющие во всю длину.
402 доллара в Kygunco Перейти к деталям
Лучший для защиты дома
CZ 75 SP-01
Отлично подходит для защиты дома или в качестве служебного оружия, надежное и прочное
786 долларов в Kygunco Перейти к деталям
Лучшее ружье для соревнований
CZ Shadow 2 9 мм
Идеально подходит для производственного отдела, оптоволоконная мушка, отлично работает
1256 долларов США в Kygunco Перейти к деталям
Содержание
Загрузка. ..
Почему полуавтомат с металлическим каркасом?
Я уже слышу учеников Глока. «Зачем возиться с пистолетом в металлической рамке? Полимер легче, пружинит, а не деформируется, и изгибается, чтобы поглотить отдачу».
Фанаты Глока прямо сейчас.Да, все это так, но у металлических рам есть и преимущества. Ну, в основном только одно преимущество, но оно большое .
Пистолет с металлическим каркасом тяжелее . Теперь вы можете спросить себя, зачем мне что-то тяжелое? На самом деле это хорошо.
Дополнительный вес поглощает энергию отдачи, значительно облегчая последующие выстрелы и быструю стрельбу. Как для соревнований, так и для повседневного использования, это может быть огромным преимуществом!
Есть причина, по которой Staccato 2011, Sig P320 X-5 Legion, CZ Shadow 2 и многие другие популярные ружья для соревнований имеют определенный вес.
CZ Shadow 2 Многие феноменальные классические ружья также существуют в этой области, например, 1911 и CZ 75. Эти ружья имеют достаточную историю, поэтому ими стоит владеть только из-за родословной. Не говоря уже о том, что это одни из самых любимых пистолетов.
У всех владельцев оружия должен быть хотя бы один 1911, и вы не можете изменить мое мнение.
ДВЕ МИРОВЫЕ ВОЙНЫ , черт возьми!Кроме того, важна эстетика и предпочтения, что бы ни говорили оружейные интернет-гуру. Да, это инструменты и даже оружие, но нам не может нравиться их внешний вид.
Если вам нравится внешний вид пистолета с металлическим каркасом, то, по нашему мнению, этого достаточно, чтобы его купить.
Просто имейте в виду несколько вещей…
Проблемы упаковки всего этого металла
Недостатком более тяжелого оружия является то, что его неудобно носить с собой. По этой причине список из 9 0009 компактный или субкомпактный , полуавтоматические пистолеты с металлическим каркасом короткие, и в этот список входит только один пистолет меньшего размера.
Почему?
Она толстая Чтобы получить максимальную отдачу от этой металлической рамы, нужно иметь пистолет большего размера. С меньшей моделью отдача будет довольно быстрой. Вы упустите некоторые преимущества снижения отдачи тяжелой цельнометаллической конструкции. Ружья
Итак, какое оружие выиграло за лучших в целом ? Я так рада, что ты спросил.
Лучшие полуавтоматические пистолеты с металлической рамкой
Эти пистолеты с металлической рамкой по тем или иным причинам выделяются среди остальных. Используйте их по своему усмотрению, будь то переноска, защита дома, соревнования или просто забава на стрельбище.
1. Beretta 92FS и 92X Performance
Я долго боролся с тем, какую версию Beretta 92 перечислить. В конце концов, я просто решил включить оба.
Beretta 92FS — одно из самых проверенных в боях огнестрельных оружий. M9, официальный пистолет США на протяжении десятилетий, в основном представляет собой 92FS (только с другими прицелами и ремнем).
Конструкция с открытым верхом и система полусвободного затвора делают это ружье абсурдно надежным. Это большая часть того, почему так много американских военнослужащих отправляются с ним по всему миру.
Имея вместимость 15 патронов, Beretta использует конструкцию двойного/одинарного действия. Затвор предлагает довольно плавное нажатие на спусковой крючок DA и четкий режим SA — 9.0009 лучшее из обоих миров .
Большинство протестированных в боевых условиях
Если вы неравнодушны к идее 92FS, то 92X Performance может быть даже лучше. В 92X Performance используется такое же действие DA/SA.
Чем отличаются модели? Более тяжелый затвор, скелетонизированный молоток, пружины для соревнований, удлиненный бобровый хвост, прямая задняя рукоятка и улучшенные прицельные приспособления, а также несколько агрессивных насечек, помогающих вашему хвату во время быстрой стрельбы.
Она выглядит агрессивно, но стреляет очень мягко.В целом, 92FS — это классический боевой пистолет, а 92X Performance — современная модернизация, предназначенная для соревнований. Оба они превосходят в своих ролях.
2. Bersa TPR9
Знаю, знаю. Некоторых из вас может удивить, что Bersa попала в список лучших пистолетов с металлическим каркасом. Я сам был настроен скептически, пока не получил в руки один.
Модель Bersa TPR9 представляет собой пистолет DA/SA с рамкой из сплава, который основан на общей конструкции Walther P88.
Резьбовая версия TPR9 с Griffin Micro Comp. Это ружье стреляет изумительно и выглядит не так уж и плохо.Так что же делает этот пистолет достойным этого списка?
Во-первых, он имеет направляющие во всю длину, передние зубцы для взвода, зубцы с эффектом памяти на раме для упора пальцев, передние и задние зубцы для рукоятки, двойной предохранитель/спусковой крючок и спуск затвора, вместимость 17 патронов и a чертовски хороший триггер .
Чего тебе все это стоит? Менее 450 долларов , иногда даже ниже 350 долларов.
Подгонка и отделка у меня отличные. Takedown — самый простой из всех пистолетов, которыми я владею, для этого требуется лишь простое движение рычага. Спусковой крючок потрясающий по цене, с 4,5-фунтовым одинарным действием, который имеет более короткий сброс , чем мой CZ Shadow 2 или Beretta 92X Performance!
С полноразмерными, компактными вариантами стволов и стволами с резьбой, честно говоря, нет ни одного ружья с металлической рамкой, которое сочетало бы столько функций по этой цене. Что касается ценности, то это оружие неприкасаемо.
Best Bang for Your Buck
3. CZ 75 SP-01
У нас есть полный обзор на CZ 75 SP-01 если вы хотите узнать больше о том, почему мы обожаем этот пистолет, но хватит сказать — рулит.
Во-первых, это CZ 75. Все хипстеры согласны, что это превосходно.
CZ 75 — второй по значимости пистолет в мире (после 1911), и на то есть веские причины. Эти легендарные пистолеты использовались во всем мире. Разговор о проверенном в боях; CZ 75 зарекомендовал себя в действительно суровых условиях.
#ClassicМодель SP-01 — это феноменальное ружье, и оно абсолютно соответствует производственному классу USPSA. Не будем забывать, что это также очень популярное оружие для самообороны.
В целом, это один из наиболее универсальных вариантов в этом списке, который, по нашему мнению, должен иметь каждый владелец оружия в какой-то момент.
Несмотря на то, что это надежный пистолет, он не получает наивысших оценок среди спортивного оружия в этом списке. Эта честь достается нашему следующему догадыванию.
Лучший для защиты дома
4. CZ Shadow 2
CZ Shadow 2 был разработан для одной и только одной цели — стать лучшим спортивным оружием Производственного подразделения на планете .
Мы думаем, что это ему удалось.
Есть несколько отличных пушек, которые могут составить конкуренцию Shadow 2 за свои деньги, но для готового варианта это невероятно сложно превзойти. Особенно по цене.
Он построен на платформе CZ 75 и надежен, как швейцарские часы. Высокий бобровый хвост и выемка на спусковой скобе помогают лучше контролировать отдачу. Говоря об отдаче, она еще больше улучшена сверхтяжелым затвором.
Мы упоминали, что вы также получаете сменный магазин и отполированный спусковой крючок? Гладкое, как стекло, нажатие на спусковой крючок двойного действия обеспечивает четкий рывок в режиме одинарного действия.
Сверху вы получаете оптоволоконную переднюю стойку с регулируемым прицелом HAJO, который обеспечивает очень точную стрельбу даже при скорострельной стрельбе.
Лучшее ружье для соревнований
5. Sig Saur P226
Sig Sauer P226 — еще одно легендарное служебное ружье, которое мы просто обязаны были включить. Этот неизменно популярный пистолет, используемый всеми, от морских котиков до техасских рейнджеров, существует уже несколько десятилетий.
Не похоже, что в ближайшее время он никуда не денется.
4,4-дюймовый ствол — хороший размер для этого типа пистолета. Хотя пистолет весит чуть более 2 фунтов, на самом деле он довольно хорошо сидит на бедре.
Просто, может быть, не пытайтесь носить его спрятанным, если вы не носите куртку.
По характеристикам пушка — танк. Это возьмет избиение и продолжит идти. Устойчивость делает его отличным вариантом для службы или защиты дома.
Хотя 92FS превзошел его и стал пистолетом, заменившим 1911 в вооруженных силах США (несколько спорно), это оружие до сих пор используется во всем мире силами США и их союзников, а также правоохранительными органами.
Короче говоря, если вы ищете что-то с хорошей военной родословной и доброй репутацией надежного, P226 будет трудно превзойти.
Лучший полноразмерный
6.
Springfield 1911 EMPВы когда-нибудь хотели носить с собой модель 1911? Вы сразу поняли, что большинство из них слишком велики?
Мальчик, у меня для тебя новости.
Springfield 1911 EMP здесь, чтобы спасти вас!
Этот пистолет калибра 1911 офицерского размера имеет 3-дюймовый ствол и является воплощением «скучно надежного». Он каждый раз взрывается, что является наиболее важным аспектом ношения оружия.
Это так мило!Красивый и узкий, как и следовало ожидать от 1911 с одним стеком, EMP хорошо переносит удары. Стальная рама поглощает отдачу от 9-миллиметрового патронника. Кроме того, ружье оснащено двойной пружинной системой отдачи с направляющим стержнем по всей длине, чтобы облегчить стрельбу.
Ночные прицелы Tritium поставляются вместе с ЭМИ, которые почти обязательны для переносного оружия.
Если вы хотите узнать больше об этом ружье и о том, почему мы его любим, посмотрите наше полное видео обзор .
Best Compact Carry Option
7. Wilson Combat CQB Tactical LE
О, привет, это еще один 1911.
Не просто 1911… о нет. Насколько мне известно, Wilson Combat CQB — это THE 1911 9.0010 .
Это окончательное развитие дизайна 1911 года.
Боевой пистолет, созданный для отрядов спецназа и спецназа, может показаться излишеством для большинства людей, но если вы хотите лучшее из лучшего, то это то, что вам нужно.
Хотите быть на вершине? Уилсон на первом месте.Вы получаете полный комплект легендарных деталей Wilson Combat, в том числе пуленепробиваемый предохранитель High Ride Beavertail и расширенный отсек для магазина, а также улучшенную защиту большого пальца.
5-дюймовый спичечный ствол изготавливается вручную на заводе, что делает его одним из самых точных ружей в этом списке.
Это не дешево и не для всех. Если у вас есть наличные деньги и вы действительно хотите иметь один из лучших полуавтоматических пистолетов с металлическим каркасом, этот пистолет может быть для вас.