Преимущества сварных конструкций — Энциклопедия по машиностроению XXL
Переход к сварным конструкциям, как правило, позволяет улучшить технологичность изделия. Это особенно относится к сварным конструкциям узлов и деталей турбин, применение которых позволяет снизить вес и трудоемкость изготовления машин, а во многих случаях — повысить их эксплуатационные качества. Преимуществом сварных конструкций является возможность получения монолитного изделия (практически любых габаритов), составленного из частей, выполненных наиболее рациональным для данной конструкции технологическим процессом ковкой, литьем, штамповкой или прокатом. При этом могут быть использованы такие благоприятные свойства различных технологических процессов, как, например, хорошее формообразование при отливке, высокая степень чистоты поверхности при штамповке, доступность механической обработки частей до их сварки между собой, сочетание различных материалов и т. п. [70]. [c.
Одним из существенных преимуществ сварных конструкций является, как упоминалось выше, возможность сочетания в одном сварном узле сталей разных марок в соответствии с условиями работы того или иного участка данного узла. Это преимущество является особенно заметным для конструкций энергоустановок в связи с наличием значительных перепадов температур и разных условий работы в пределах одного и того же узла. Благодаря сварке открывается возможность изготавливать из высоколегированных сталей лишь небольшие части изделия, находящиеся под действием наиболее высокой температуры и работающие при наибольших напряжениях. Большая же часть конструкции может изготавливаться из относительно дешевой, менее легированной стали. [c.71]
Как было указано выше, одним из существенных преимуществ сварных конструкций является возможность изготовления входящих деталей из различных материалов, выполненных наиболее рациональными технологическими процессами в соответствии с формой и условиями работы данной детали.
При переходе на сварные конструкции технико-экономические преимущества сварных конструкций по сравнению с литыми вызываются в ряде случаев не столько преимуществами сварных, сколько недостатками крайне утяжеленных литых конструкций. Поэтому при обосновании перехода от литых конструкций к сварным сравнительному технико-экономическому анализу должны подвергаться не только существовавший литой вариант конструкции и новый сварной, но и новый облегченный литой вариант. В этом случае переход на сварную конструкцию в ряде случаев будет значительно труднее обосновать, особенно в части снижения трудоемкости, чем при сравнении утяжеленного литого варианта со сварным например, экономию в весе при переходе с литой конструкции станины и плиты двигателя мощностью 2900 л. с. на сварную весом 50 т, т. е. около 17 кг на 1 л. с., можно объяснить только крайне утяжеленным литым вариантом станины.
Каковы преимущества сварных конструкций по сравнению с клепаными, литыми и коваными [c.76]
На рис. 10.39 изображен сварной корпус червячного редуктора. Для того чтобы использовать преимущества сварной конструкции, корпус выполнен тонкостенным с применением гнутых элементов. Корпус должен обеспечить правильное относительное положение осей валов [c.353]
Преимущества сварных конструкций [c.8]
О преимуществах сварных конструкций по сравнению с клепаными конструкциями можно судить на основании сопоставления самых элементарных соединений (фиг. 1). [c.8]
О преимуществах сварных конструкций перед клепаными можно судить по примеру, взятому из практики проектирования и изготовления пролетных строений железнодорожных мостов. Приведенные данные относятся к типовому пролетному строению железнодорожного моста пролетом Ь = 23 м.
 На фиг. 2 приведен узел сопряжения горизонтального пояса главной балки с ее вертикальной стенкой, выполненный в двух вариантах для клепаной конструкции, применявшейся ранее, и для сварной конструкции, принятой в настоящее время для серийного изготовления. Клепаная конструкция является более сложной по форме и значительно уступает по своим показателям сварной конструкции, обладающей более совершенной формой. В сварной конструкции экономия веса главных балок составляет 24,8%, трудоемкость их изготовления снижается на 23,6%, а стоимость пролетного строения уменьшается на 25,4%.
На фиг. 2 приведен узел сопряжения горизонтального пояса главной балки с ее вертикальной стенкой, выполненный в двух вариантах для клепаной конструкции, применявшейся ранее, и для сварной конструкции, принятой в настоящее время для серийного изготовления. Клепаная конструкция является более сложной по форме и значительно уступает по своим показателям сварной конструкции, обладающей более совершенной формой. В сварной конструкции экономия веса главных балок составляет 24,8%, трудоемкость их изготовления снижается на 23,6%, а стоимость пролетного строения уменьшается на 25,4%.
Большие возможности, открывающиеся с применением сварных конструкций, не могут быть полностью обеспечены простым переносом методов и средств, используемых при изготовлении клепаных конструкций. Для полного использования всех преимуществ сварных конструкций необходимо учитывать их некоторые особые свойства, которые заставляют выдвигать ряд новых требований по отношению к применяемым материалам, формам сопряжений и узлов, а также к технологии изготовления. [c.12]
[c.12]
Применение сварки открыло большие возможности совершенствования металлических конструкций и методов их изготовления. О преимуществах сварных конструкций по сравнению с клепаными конструкциями можно судить на основании сопоставления самых элементарных соединений (фиг. 1). [c.180]
Сварка — технологический процесс, широко применяемый во всех отраслях народного хозяйства для изготовления новых и ремонта эксплуатируемых конструкций и механизмов. Преимущества сварных конструкций в настоящее время общепризнаны, [c.13]
Данные о развитии и применении сварки в той отрасли промышленности, к которой относится проектируемое изделие или объект. Принципиальные особенности и преимущества сварных конструкций. [c.9]
У Преимущества сварных конструкций перед клепаными. Сварные конструкции обладают многими преимуществами по сравнению с клепаными. Эти преимущества следующие.
[c. 9]
9]
Преимущества сварных конструкций перед литыми. За годы индустриализации в СССР значительно развилась технология литейного производства. Появился ряд прогрессивных методов литья
Преимущества комбинированных сварных конструкций, в которых использованы одновременно заготовки, полученные различными способами (отливки, поковки, листовой и сортовой прокат), прежде всего проявляются при изготовлении тонкостенных протяженных деталей. [c.171]
Наряду с отмеченными преимуществами сварных заготовок необходимо отметить, что нередко сварные конструкции оказываются более экономичными только потому, что конструкции литых заготовок деталей не всегда достаточно тщательно прорабатываются под углом зрения технологических предпосылок того или иного способа их изготовления. В ряде случаев значительно большую экономию, чем при переходе на сварные заготовки, можно получить в результате тщательной технологической проработки конструкции литых заготовок деталей.
Основные преимущества сварных соединений по сравнению с клёпаными заключаются в более рациональном использовании рабочего сечения элементов, уменьшении веса, в плотности и непроницаемости швов, упрощении конструкций, удешевлении технологического процесса и бесшумности последнего. [c.152]
На некоторых установках за рубежом вальцовочные соединения заменены свар ными, но та-кой способ соединений требует изготовления трубных досок из цветного металла, так как конденсаторные трубки изготовляются в основном из медных сплавов. Это исключает возможность при-менения способа сварки для принятой в СССР и обладающей рядом существенных преимуществ цельносварной конструкции конденсаторов стационарных паровых турбин. Кроме того, сварные соединения затрудняют выем ку и замену трубок. В связи с этим для отечественных конденсаторов разработаны широко использующиеся в настоящее время методы дополнительного) [c.196]
Особое внимание при проектировании было обращено на то, чтобы предотвратить протечки пара и воды в газовый контур, а газа — в паровой контур и чтобы все сварные швы, которым угрожает хотя бы малейшая возможность повреждения, находились вне корпуса парогенератора. Для выполнения этого требования оба конца каждой трубной секции выводятся через стенки корпуса наружу, где подсоединяются к соответствующим коллекторам. Главное преимущество такой конструкции состоит в возможности заглушить секцию при разрыве какой-либо трубы внутри корпуса. В местах, где трубы проходят сквозь стенки корпуса,
[c.71]
Для выполнения этого требования оба конца каждой трубной секции выводятся через стенки корпуса наружу, где подсоединяются к соответствующим коллекторам. Главное преимущество такой конструкции состоит в возможности заглушить секцию при разрыве какой-либо трубы внутри корпуса. В местах, где трубы проходят сквозь стенки корпуса,
[c.71]
Существенным преимуществом принятой конструкции является возможность стыковой сварки труб и, следовательно, рентгенографического контроля всех сварных соединений парогенератора. В отличие от парогенераторов АЭС Энрико Ферми незначительные дефекты в трубах данного парогенератора могут самоуплотняться, так как давление на стенки труб извне всегда больше внутреннего давления. Конструкция допускает надежную продувку и удаление твердых осадков, в связи с чем могут быть снижены требования к водоподготовке. [c.119]
Указанные выше преимущества сварных роторов были реализованы в конструкции роторов турбин фирмы Броун-Бовери (Швейцария), показанной на фиг. 67, Харьковского турбинного завода (фиг. 68) и Ленинградского металлического завода (аустенитные роторы турбин установки ГТ-12-650 (фиг. 69). Отметим некоторые конструктивные особенности сварных роторов, изготавливаемых различными заводами.
[c.117]
67, Харьковского турбинного завода (фиг. 68) и Ленинградского металлического завода (аустенитные роторы турбин установки ГТ-12-650 (фиг. 69). Отметим некоторые конструктивные особенности сварных роторов, изготавливаемых различными заводами.
[c.117]
Значительные перспективы использования электрошлакового процесса имеются при изготовлении комбинированных сварных конструкций из проката, литья и поковок. В этом случае избирательно используются экономические и технологические преимущества фасонного стального литья, кузнечно-прессовых заготовок и толстолистового проката. Обработка сравнительно мелких элементов сварной детали имеет меньшую трудоемкость и может быть выполнена на среднем станочном оборудовании. Необходимость в уникальном оборудовании возникает только при окончательной обработке детали после сварки.
Для уменьшения протечек пара мимо рабочих лопаток в настоящее время почти всегда делается уплотнение по их бандажам (фиг. 62, а). Сварные диафрагмы в этом случае усложняются, увеличивается количество наплавляемого металла и растут сварочные деформации, уменьшается точность изготовления. Увеличивается диаметр опоры диафрагмы, а следовательно, и ее толщина. Единственное преимущество указанной конструкции состоит в том, что уплотнение протачивается и центруется вместе
[c.206]
62, а). Сварные диафрагмы в этом случае усложняются, увеличивается количество наплавляемого металла и растут сварочные деформации, уменьшается точность изготовления. Увеличивается диаметр опоры диафрагмы, а следовательно, и ее толщина. Единственное преимущество указанной конструкции состоит в том, что уплотнение протачивается и центруется вместе
[c.206]
Передвижные паровые котлы в большинстве своем представляют сварные конструкции. Клепаные котлы встречаются за границей и то очень редко, не имеют никаких преимуществ перед сварными, не говоря уже о том, что они значительно тяжелее и сложнее в изготовлении. [c.258]
С помощью контактной сварки изготавливают до 90 % конструкций, свариваемых давлением, и около 50 % всех сварных конструкций. Это объясняется преимуществами контактной сварки перед другими способами высокой производительностью (время сварки одной точки или стыка составляет 0,02… 1,0 с), малым расходом вспомогательных материалов (воды, воздуха), высоким качеством и надежностью сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика. Это экологически чистый процесс, легко поддающийся механизации и автоматизации.
[c.281]
Это экологически чистый процесс, легко поддающийся механизации и автоматизации.
[c.281]
Оценивая в целом эту группу методик, необходимо отметить, что большим преимуществом их является возможность оценки свойств сталей без сварки. В связи с этим данные методики желательно внедрять в первую очередь на металлургических заводах для поплавочной оценки высоколегированных сталей и сплавов на предмет использования их в ответственных сварных конструкциях. [c.133]
Моноблочность или расчлененность конструкций, как уже неоднократно подчеркивалось, является производной ряда факторов, поэтому нельзя настаивать на бесспорном во всех случаях преимуществе моноблочных конструкций. Это нельзя делать по тем причинам, по каким нельзя, например, настаивать на безоговорочном преимуществе сварных конструкций заготовок деталей машин перед литыми. [c.500]
Преимущества сварной конструкции — экономичность при индивидуальном и мелкосерийном производстве и уменьшение веса. При-вёртные направляющие сварных станин протяжных станков закаливаются и шлифуются.
[c.481]
При-вёртные направляющие сварных станин протяжных станков закаливаются и шлифуются.
[c.481]
Преимущества сварных конструкций перед конструкциями, изготовленными другими способами, с применением иных технологических процессов бесспорны. Этим объясняется все более широкое применение сварочных процессов для изготовления разнообразных по своему типу и назначению изделий, сооружений и конструкций из различных металлов и сплавов. Накопленный опыт по проектированию, изготовлению и эксплуатации сварных конструкций убедительно подтверждает возможность создания прочных и работоспособных сварных конструкций для самых раз- 1ПЧНЫХ условий их эксплуатации. [c.21]
Преимущества сварных конструкций в настоящее время не вызывают сомнений. Применение сварки дает не только экономию металла (на 20—25% по сраонению с клепкой и до 50% по сравнению с литьем), экономию времени и рабочей силы, уменьшение расходов на оборудование цехов по изготовлению металлоконструкций, улучшение условий труда, но и позволяет решить ряд сложных технических задач по тозданию принципиально новых конструкций и оборудования. [c.6]
[c.6]
Сварка — технологический процесс, широко применяемый во всех отраслях народного хозяйства для изготовления новых и ремонта эксплуатируемых механизмов, конструкций и оборудования. Преимущества сварных конструкций общепризнаны, их повсеместно применяют взамен литых, клепаных и ковапых изделий. Эти преимущества дают возмон ность уменьшить расход металла, снизить затраты труда, упростить конструкцию оборудования и сократить сроки изготовления. Значительно расширяются возможности механизации основных технологических операций, появляются благоприятные перспективы автоматизации. [c.67]
Тепловые и голографические методы контроля редко применяются для сварных конструкций и соединений. В основном область их применения — электронная промышленность, авиация, космическая техника (выявление не-пропаянных контактов проводников и дефектных узлов, нагревающихся при эксплуатации, сотовые панели самолетов, клеевые соединения и т. д.). Основное их преимущество — бесконтактность с объектом контроля. Недостаток— сложность методик и оборудования. С совершенствованием последних данные методы могут найти широкое применение в промышленности.
[c.220]
Недостаток— сложность методик и оборудования. С совершенствованием последних данные методы могут найти широкое применение в промышленности.
[c.220]
В начале 30-х годов ряд научных организаций СССР (Сварочный сектор Центрального института железнодорожного транспорта, ЦИС НКПС, ВУАН, Сварочный комбинат Оргаметалла, ЦНИИМАШ, ВАТ, НИИСудпрома и др.) приступил к изучению сварных конструкций и соединений. Конструктивные, технологические и экономические преимущества сварных соединений выявлялись все яснее и определеннее. Прежние методы соединения металлических деталей при помощи заклепок все чаще и чаще сравнивались со сварными, и результаты сопоставлений всегда подчеркивали целесообразность широкого использования сварных соединений (Г. А. Николаев, Е. О. Патон, Н. Н. Ры-калин и др.) [142, 143, 238]. [c.116]
За годы семилетки в отдельных отраслях народного хозяйстьа значительно выросла концентрация сварочного производства. Например, в тяжелом машиностроении до 40% сварных конструкций было изготовлено в цехах с годовым выпуском 30—60 тыс. т и более, а 60% — в сварочных цехах с годовым выпуском до 15 тыс. т сварных конструкций [63]. Преимущество цехов с большей концентрацией производства по сравнению с небольшими цехами металлоконструкций состоит в лучшем использовании производственных площадей, при этом коэффициент использования основных производственных фондов возрастает в 3—5 раз, а себестоимость работ в цехах с годовым выпуском конструкций от 30 до 60 тыс. т уменьшается в 2,5 раза по сравнению с цехами в 5 тыс. т.
[c.134]
т и более, а 60% — в сварочных цехах с годовым выпуском до 15 тыс. т сварных конструкций [63]. Преимущество цехов с большей концентрацией производства по сравнению с небольшими цехами металлоконструкций состоит в лучшем использовании производственных площадей, при этом коэффициент использования основных производственных фондов возрастает в 3—5 раз, а себестоимость работ в цехах с годовым выпуском конструкций от 30 до 60 тыс. т уменьшается в 2,5 раза по сравнению с цехами в 5 тыс. т.
[c.134]
Первые научно-исследовательские работы по сварке были выполнены в КПИ в начале 30-х годов акад. АН УССР Е. О. Патоном с учениками. Работы были посвящены изучению прочности элементов сварных конструкций при статических и динамических нагрузках. Эти исследования позволили сделать важнейший вывод о преимуществах электросварки перед клепкой. Они положили начало изучению на Украине одной из ведущих проблем сварочной техники — прочности сварных конструкций и сыграли важную роль в развитии сварочной техники и внедрении сварки в производство металлоконструкций. [c.22]
[c.22]
Для изготовления корпусов турбин, а также арматуры для работы при температурах 650°С находит применение разработанная в ЦНИИТмаше литая аустенитная сталь марки ЦЖ15(аю5 = 13,2 сгю = 10,0 е, = 8—9%). Ввиду того, что при изготовлении корпуса жесткой сварной конструкции приходится сваркой соединять детали сферы и цилиндра, сложным явился технологический процесс сварки, который потребовал некоторого изменения состава по сравнению с предложенными ранее марками стали ЦЖ7 и ЦЖ8. Удовлетворяет заданным требованиям по длительной прочности к сталям для корпусов сталь ЭИ402 и ЭИ402М, разработанная ЛМЗ и ЦКТИ. Опыт эксплуатации этих сталей, равно как и трех других марок трубных сталей, на Каширской ГРЭС покажет преимущества и недостатки каждой и позволит выбрать лучшую для дальнейшего применения. [c.28]
Показаны основные преимущества мн(1гослойных сварных конструкций по сравнению с монолитными. Поставлены задачи, решение которых позволит значительно расширить область применения многослойных конструкций. [c.375]
[c.375]
Габариты спльфонного уплотнения определяются типом примененного сильфона. Штампованные спльфоны занимают гораздо больше места в осевом направлении, чем сильфоны сварной конструкции. Сварной сильфон может иметь входяш,ие одна в другую гофры, и в этом случае сильфонное уплотнение имеет ряд преимуществ перед обычными торцовыми уплотнениями. На валах больших диаметров сильфонные конструкции оказываются более компактными, чем другие типы осевых механических уплотнений. [c.108]
Сварные конструкции используют практически во всех отраслях промышленности, в том числе металлургической, горнорудной, энергетической, строительной, газовой, нефтехимической, химической, нефтяной, нефтеперерабатыващей, транспорта, судостроения и др. (табл. 1.11-1.13). К выполнению сварных конструкций опасных технических устройств в соответствии с требованиями Госгортехнадзора России допускаются только аттестованные сварщики (табл. 1.14). Сварные стальные конструкции по сравнению с клепаными имеют следующие преимущества экономия металла до 15. ..20 %, снижение стоимости и трудоемкости изготовления, улучшение условий труда. По сравнению с литыми конструкциями достигается экономия металла до 30…60 % и уменьшается стоимость изготовления.
[c.58]
..20 %, снижение стоимости и трудоемкости изготовления, улучшение условий труда. По сравнению с литыми конструкциями достигается экономия металла до 30…60 % и уменьшается стоимость изготовления.
[c.58]
В России интенсивное применение сварки с одновременным проведением широкого круга исследований по технологии, металлургии, прочности сварных конструкций, разработке сварочного оборудования началось с середины 20-х годов в различных регионах страны. Во Владивостоке (В.П. Вологдин, Н.Н. Рыкалин, Г.К. Татур, С.А. Данилов), в Москве (Г.А. Николаев, К.К. Хренов, К.В. Любавский) в Ленинграде (В.П. Никитин, А.А. Алексеев, Н.О. Окерблом) и т.д. Особую роль в развитии и становлении сварки сыграл академик Е.О. Патон, создавший в 1929 г. лабораторию, а впоследствии и Институт электросварки АН УССР, в котором в конце 30-х годов был разработан новый способ — автоматическая сварка под флюсом. Там же в 1949 г. был создан принципиально новый вид сварки плавлением — электрошлаковая сварка. Широкое применение в промышленности находит разработанный в 50-х годах в ЦНИИТМАШе К.В. Любавским и Н.М. Новожиловым способ сварки плавящимся металлическим электродом в среде углекислого газа. Его существенными преимуществами является универсальность (автоматический и полуавтоматический), высокая производительность и качество, экономичность. Электронно-лучевая сварка была разработана французскими учеными в конце 50-х годов. Использование для сварки оптических квантовых генераторов-лазеров началось в 60-х годах. Сварка занимает достойное место в ряду других технологических процессов. Это обусловлено универсальностью, возможностью значительной экономии металла, возможностью создания уникальных конструкций, которые при других технологических процессах создать невозможно.
[c.9]
Широкое применение в промышленности находит разработанный в 50-х годах в ЦНИИТМАШе К.В. Любавским и Н.М. Новожиловым способ сварки плавящимся металлическим электродом в среде углекислого газа. Его существенными преимуществами является универсальность (автоматический и полуавтоматический), высокая производительность и качество, экономичность. Электронно-лучевая сварка была разработана французскими учеными в конце 50-х годов. Использование для сварки оптических квантовых генераторов-лазеров началось в 60-х годах. Сварка занимает достойное место в ряду других технологических процессов. Это обусловлено универсальностью, возможностью значительной экономии металла, возможностью создания уникальных конструкций, которые при других технологических процессах создать невозможно.
[c.9]
Преимущества контактной сварки — Энциклопедия по машиностроению XXL
С помощью контактной сварки изготавливают до 90 % конструкций, свариваемых давлением, и около 50 % всех сварных конструкций.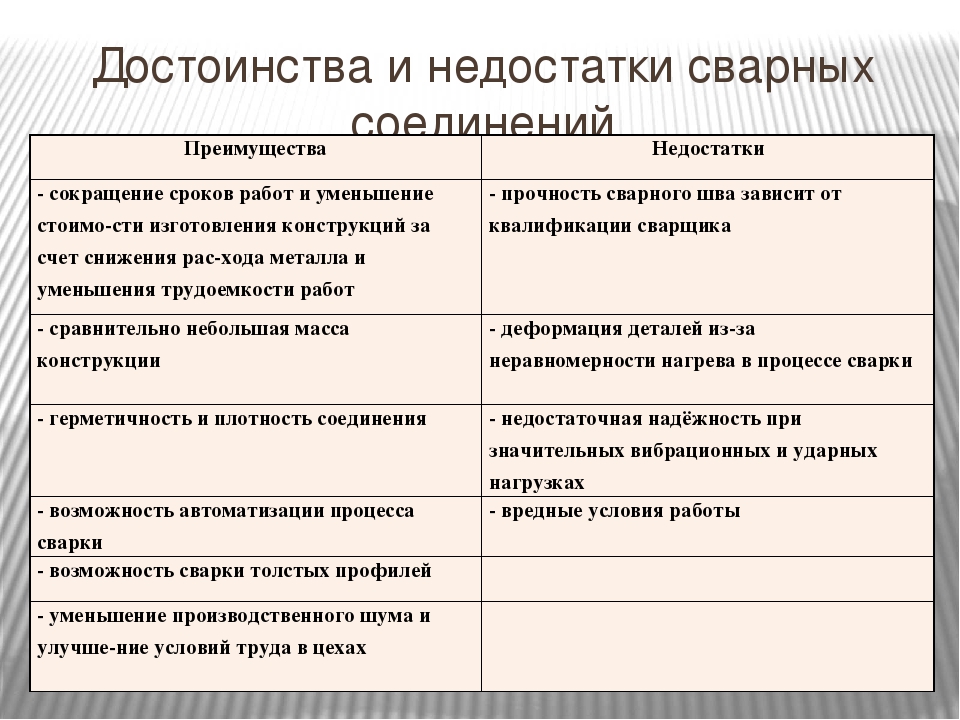 Это объясняется преимуществами контактной сварки перед другими способами высокой производительностью (время сварки одной точки или стыка составляет 0,02… 1,0 с), малым расходом вспомогательных материалов (воды, воздуха), высоким качеством и надежностью сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика. Это экологически чистый процесс, легко поддающийся механизации и автоматизации.
[c.281]
Это объясняется преимуществами контактной сварки перед другими способами высокой производительностью (время сварки одной точки или стыка составляет 0,02… 1,0 с), малым расходом вспомогательных материалов (воды, воздуха), высоким качеством и надежностью сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика. Это экологически чистый процесс, легко поддающийся механизации и автоматизации.
[c.281] В чем заключаются преимущества контактной сварки [c.292]
В этом заключается основное преимущество контактной сварки пересекающихся стержней. [c.236]
На основе опыта показаны технико-экономические преимущества контактной сварки и основные направления технического прогресса. Дано описание сварочного оборудования, а также приспособлений, применяемых для сварки, эффективно работающих в современном сварочном оборудовании. [c.2]
[c.2]
ПРЕИМУЩЕСТВА КОНТАКТНОЙ СВАРКИ [c.6]
Сваркой встык получают трубы диаметром 100 мм и выше. Торцы труб оплавляют плоским нагревательным инструментом (рис. 8, г) и затем соединяют при некотором давлении. Большим преимуществом контактной сварки труб является простота ее выполнения. Хорошее качество сварки может быть обеспечено при соблюдении оптимальной технологии сварочного процесса и применении совершенного сварочного оборудования. [c.20]
Соединения сварные (ГОСТ 2601—84 ). Сварка —один из наиболее прогрессивных способов соединения составных частей изделия — имеет значительные преимущества перед литьем и соединением заклепками. Существует много видов сварки и способов их осуществления, напрнмер ручная дуговая (ГОСТ 5264—80 ), автоматическая и полуавтоматическая сварка под флюсом (ГОСТ 11533—75), дуговая сварка в защитном газе (ГОСТ 14771—76 ), контактная сварка (ГОСТ 15878—79) и др. (Подробнее см. ГОСТ 19521—74. Сварка металлов. Классификация.)
[c.272]
Сварка металлов. Классификация.)
[c.272]
Основными параметрами процесса сварки трением являются скорость вращения свариваемых деталей, величина осевого усилия при нагреве и проковке, величина осадки при нагреве, длительность приложения усилия проковки. Преимуществами сварки трением являются высокая производительность процесса, малые затраты энергии (в 5—10 раз меньше, чем при стыковой контактной сварке), [c.118]
Сварка давлением незначительно изменяет химический состав, структуру и свойства металла. С ее помощью могут быть получены сварные соединения с такими же свойствами, как у основного металла без дополнительной обработки после сварки. Это одно из основных преимуществ сварки давлением перед сваркой плавлением. Но большинство способ ов сварки давлением (за исключением контактной сварки) требует создания особых условий (например, вакуума при диффузионной сварке, обеспечения безопасности работ при сварке взрывом), либо они применимы только для небольшой группы конструкций деталей. Поэтому сварка плавлением применяется чаще.
[c.7]
Поэтому сварка плавлением применяется чаще.
[c.7]
Применение таких источников сварочного тока позволяет разработать подвесные машины для контактной сварки, имеющие целый ряд преимуществ перед машинами переменного и постоянного тока снижение массы и габаритных размеров сварочных трансформаторов в 5—10 раз по сравнению со сварочными трансформаторами частотой 50 Гц высокоскоростное регулирование параметров сварочного тока. [c.170]
Сварочные прессы высокочастотной сварки пластмасс состоят из двух частей генератора частот и рабочего органа — электродов, являющихся одновременно зажимами. Свариваемые листы помещаются между электродами в поле высокой частоты (рис. 66), где и происходит их нагревание. При этом, поскольку электрический ток проходит по всей толще материала, а отдача тепла окружающей среде у внешних слоев больше, внутренние слои нагреваются сильнее, чем наружные. В отличие от контактной сварки создается впечатление холодной сварки. На практике нагревание изнутри создает ряд преимуществ. Помимо лучшего использования энергии и быстрого нагрева, при нажатии материал не выдавливается из-под электродов и сваривание происходит по всей его толще.
[c.166]
В отличие от контактной сварки создается впечатление холодной сварки. На практике нагревание изнутри создает ряд преимуществ. Помимо лучшего использования энергии и быстрого нагрева, при нажатии материал не выдавливается из-под электродов и сваривание происходит по всей его толще.
[c.166]
Сварное соединение, аналогичное соединению, выполненному контактной точечной или шовной сваркой, образуется при совместном действии на свариваемые поверхности ультразвуковых колебаний и механических усилий. Под действием этих колебаний происходят разрушение поверхностных пленок и местный нагрев свариваемых поверхностей. Механическое усилие сближает нагретые частицы металла и создает условия образования сварного соединения. По сравнению с контактной сваркой сварка ультразвуком дает следующие преимущества возможность сварки металлов очень малой [c.265]
Потребная мощность при ультразвуковой сварке в 10—15 раз меньше, чем при точечной контактной сварке. Преимуществом ультразвуковой сварки является отсутствие структурных изменений в зоне шва и переходной зоне.
[c.367]
Преимуществом ультразвуковой сварки является отсутствие структурных изменений в зоне шва и переходной зоне.
[c.367]
Установлена возможность применения магнитного усилия сжатия для контактной сварки заглушек из циркалоя-2 с трубами топливных ядерных элементов, изготовленных из циркониевого сплава [84]. Этот метод обеспечивает минимальное изменение свойств соединяемых деталей без расплавления вещества, помещенного в трубу. Процесс, протекающий без оплавления деталей (в твердой фазе подобно диффузионной сварке), имеет следующие преимущества высокое качество сварного соединения, обладающего мелкозернистой структурой высокая производительность (250 сварок в 1 ч) и дешевизна (наиболее экономичен применительно к тепловыделяющим элементам ядерных реакторов) точный контроль времени протекания сварочного тока и его величины. Автоматическая схема регулирования сварочного цикла обеспечивает сварку одним неуравновешенным импульсом тока с амплитудным значением для циркония 77 500 а см- (два импульса по 12 мсек), для вольфрама 232 ООО а/с. и (один импульс 5 мсек). Сплавы циркония можно успешно сваривать без защитной атмосферы, если время сварки меньше 20 мсек.
[c.371]
и (один импульс 5 мсек). Сплавы циркония можно успешно сваривать без защитной атмосферы, если время сварки меньше 20 мсек.
[c.371]
К преимуществам газопрессовой сварки относятся высокое качество сварных соединений, отсутствие необходимости в присадочном материале и мощных источниках электроэнергии, возможность использования природных газов и дешевизна оборудования. Однако у газопрессовой сварки есть и недостатки неравномерность нагрева изделия по сечению при сварке в пластическом состоянии металла и более низкая производительность по сравнению с контактной сваркой. [c.355]
Контактная сварка отличается высокой производительностью, легко допускает механизацию и автоматизацию процессов изготовления деталей, обеспечивает снижение расхода основных и вспомогательных материалов. Указанные преимущества особенно сильно проявляются при массовом и крупносерийном производстве в стационарных условиях. [c.333]
Рассмотренный способ сварки имеет большие перспективы и преимущества минимальная затрата времени и высокая прочность соединения. Недостатками являются невозможность применения в стесненных условиях, значительное количество подготовительных операций. Контактную сварку применяют для соединения полиэтиленовых пленок. Технология процесса аналогична свар Ке винипластовых пленок.
[c.56]
Недостатками являются невозможность применения в стесненных условиях, значительное количество подготовительных операций. Контактную сварку применяют для соединения полиэтиленовых пленок. Технология процесса аналогична свар Ке винипластовых пленок.
[c.56]
Большим преимуществом контактной стыковой сварки является также и то, что этим способом возможно ведение сварочно-монтажных работ в зимних условиях. [c.202]
Одним из наиболее производительных и экономичных способов производства сварных изделий и конструкций является контактная сварка. По сравнению с другими видами сварки она имеет целый ряд преимуществ. Среди них — экономия основных и вспомогательных материалов (полностью исключается расход флюса и электродной проволоки), улучшение условий труда, улучшение качества продукции, в том числе увеличение долговечности конструкций, снижение стоимости работ и т. п. При замене газовой и дуговой сварки контактной производительность труда возрастает в 3—6 раз. [c.3]
[c.3]
Данные таблицы В говорят о преимуществах контактной стыковой сварки колец прядильных и ткацких станков по сравнению с горячей ковкой. [c.46]
Крупным преимуществом радиочастотной контактной сварки является также и то, что при этом методе не требуется производить подготовку поверхности деталей под сварку, а также защищать расплавленный металл от воздействия кислорода воздуха. [c.85]
Крупным преимуществом контактной стыковой сварки является [c.7]
По сравнению с газопрессовой сваркой стыковая контактная сварка имеет ряд преимуществ, в частности не требует кислорода и ацетилена. По этим причинам в железнодорожных депо и вагоноремонтных мастерских электросварка с использованием стационарных или передвижных сварочных машин имеет широкое применение. Так как все узловые станции обеспечены электроэнергией, необходимой для выполнения сварочных работ, то основное преимущество газопрессовой сварки — отсутствие потребности в электроэнергии — не имеет в данном случае практического значения.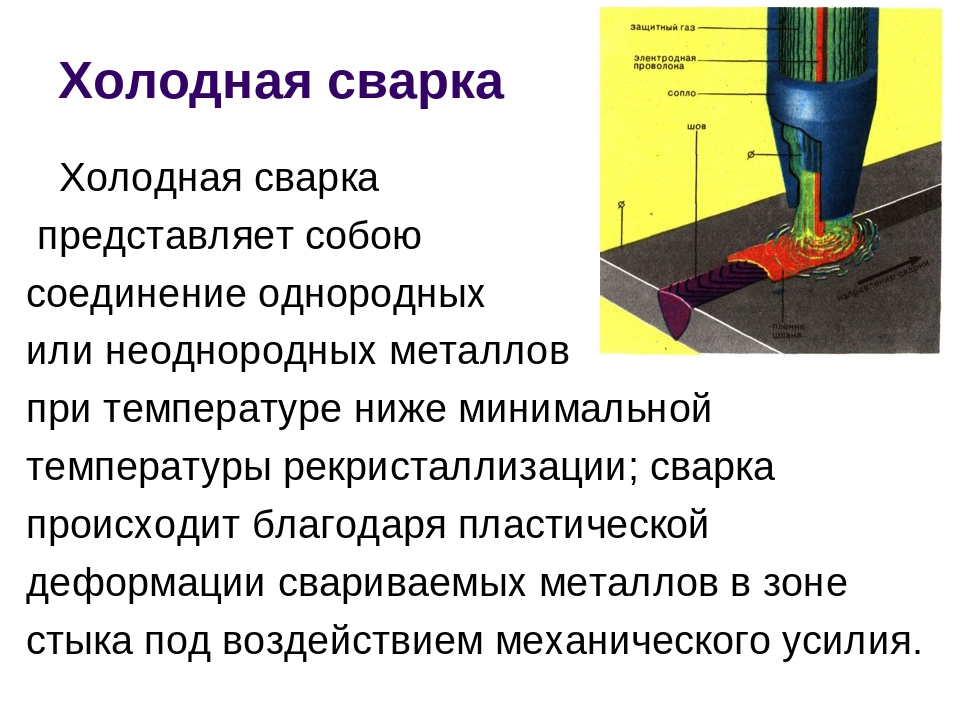 [c.43]
[c.43]
По сравнению с контактной сваркой сварка трение.м и.меет следующие преимущества [c.594]
Контактная сварка высокопроизводительна, позволяет значительно проще механизировать и автоматизировать процессы изготовления деталей, сократить расход основных и вспомогательных материалов. Эти преимущества особенно заметно проявляются в массовом И крупносерийном производстве. [c.242]
При сварке этим способом для нагрева соединяемых деталей используют тепло, образующееся в стыке при трении двух поверхностей в результате преобразования механической энергии в тепловую непосредственно в свариваемом узле. Сварка трением имеет целый ряд преимуществ по сравнению с другими видами стыковой сварки высокую производительность, высокое и стабильное качество сварного соединения, позволяет сваривать разнородные металлы и сплавы в различных сочетаниях, характеризуется высокими энергетическими показателями (при сварке трением углеродистой стали обыкновенного качества удельная электрическая мощность равна 15—20 Вт/мм , а при электрической контактной сварке —120—150 Вт/мм ) и улучшает условия труда. [c.302]
[c.302]
Первое — основное — направление предусматривает создание таких способов, которые обеспечат соблюдение заданных значений главных параметров технологического процесса сварки автоматически на основе программного регулирования. Речь идет о контроле, осуществляемом посредством счетно-решающих систем, — активном контроле, предупреждающем брак непосредственно во время сварки, а не обнаруживающем его после окончания сварки на готовых изделиях. При таком контроле, следовательно, достигается еще одно преимущество не расходуется дополнительное время на проведение качественных проверок, что, между прочим, имеет особое значение для высокопроизводительной контактной сварки, при которой ощутимы потери времени, исчисляемые даже минутами. [c.284]
Контактной сваркой называется такая сварка, при которой свариваемые детали нагреваются теплом, выделяемым при протекании электрического тока через свариваемые детали или контакты между ними, и соединяются с помощью механического усилия. Контактная сварка получила широкое распространение в приборостроении вследствие ее преимуществ, а именно высокого качества сварки и однородности механических свойств соединения, простоты осуществления и универсальности процесса, возможности его автоматизации и т. д.
[c.262]
Контактная сварка получила широкое распространение в приборостроении вследствие ее преимуществ, а именно высокого качества сварки и однородности механических свойств соединения, простоты осуществления и универсальности процесса, возможности его автоматизации и т. д.
[c.262]
Контактор на управляемых кремниевых вентилях. Игнитронные контакторы и прерыватели имеют значительные преимущества перед механическими и электромагнитными контакторами. Применение бесконтактного включения и выключения мощных трансформаторов сварочных машин упрощает их обслуживание и дает возможность резко повысить производительность контактной сварки. Однако игнитронные контакторы имеют существенные не- достатки, главные из которых падение напряжения в дуговом разряде (около 20 в) и зависимость надежности зажигания от качества ламп и величины внешней нагрузки. [c.124]
Главное преимущество асинхронных включателей — простота и относительная дешевизна. В мащинах для контактной сварки применяются три типа асинхронных включателей механические, электромагнитные и ионные. [c.204]
[c.204]
Значительные преимущества точечных и роликовых соединений перед другими видами неразъемных соединений позволяют считать, что объем применения контактной сварки в ответственных силовых соединениях будет непрерывно возрастать. [c.215]
Распределение материала в книге по отношению ко всем процессам сварки давлением неравномерно. Явное преимущество имеет контактная сварка. В настоящее время это справедливо по количеству эксплуатируемого в СССР оборудования для сварки давлением на долю контактной сварки приходится не менее 97%. [c.3]
Однако в практических условиях детали не могут подвергаться такой сложной обработке, как нанесение сеток рисок. Наиболее рациональной практически оказывается зачистка поверхностей стальными щетками. Существенным преимуществом ультразвуковой сварки по сравнению с контактной можно считать тот факт, [c.112]
Прокатка сварных соединений имеет ряд преимуществ перед проковкой, но уступает ей по маневренности.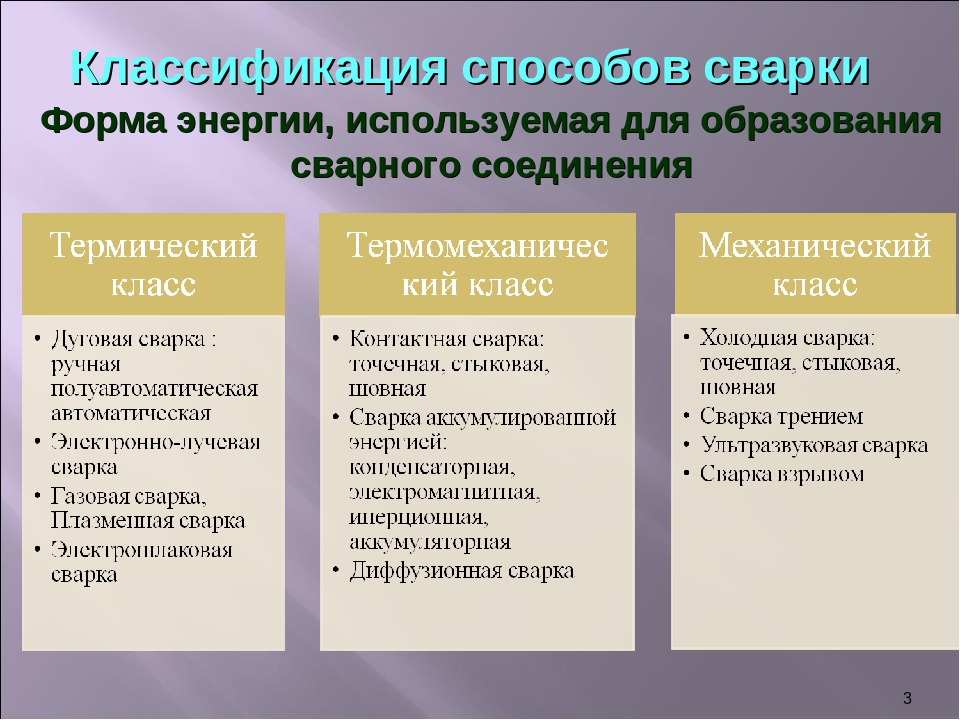 Прокатку в основном применяют для устранения деформаций тонкостенных элементов, вызванных продольной усадкой дуговых стыковых сварных соединений или нахлесточных, выполненных контактной сваркой. Прокатку осуществляют цилиндрическими роликами с прямолинейной образующей ширина роликов обычно составляет 8—
[c.75]
Прокатку в основном применяют для устранения деформаций тонкостенных элементов, вызванных продольной усадкой дуговых стыковых сварных соединений или нахлесточных, выполненных контактной сваркой. Прокатку осуществляют цилиндрическими роликами с прямолинейной образующей ширина роликов обычно составляет 8—
[c.75]
Помимо приведенных выше преимуществ по сравнению со стыковой сваркой оплавлением сварка трением цапф и балок картера позволяет отказаться от дорогостоящей операции срезки грата и брызг металла, неизбежных при контактной сварке оплавлением. Наличие брызг металла и грата на внутренней полости картера [c.335]
Преимуществами контактной сварки по сравнению с другими способами сварки являются высокая производительность, простота механизации и автоматизации процессов изготовления деталей сокращение васхода электроэнергии, основных и вспомогательных материалов. Эти преимущества особенно заметно проявляются в массовом и крупносерийном производстве. [c.5]
[c.5]
Технико-экономические преимущества контактной сварки наиболее ярко проявляются в массовом производстве. Именно поэтому она стала одним из основных технологических процессов на многих передовых предприятиях автомобильной промышленности (Московский и Горьковский автомобильные заводы), авиационной промышленности, котлостроения (завод Красный котельщик , Подольский завод), вагоностроения (Калининский вагоностраительный завод. Ленинградский завод им. Егорова), на заводах железобетонных конструкций и др. В совершенствовании технологии контактной оварки и оснащении ее современным оборудованием значительных успехов добились в последние годы многие заводы, на-учно-исследовательские институты, исследовательские лаборатории высших учебных заведений. [c.144]
Выявленные преимущества сварки трением показыва1рт, что этот метод является энергетически более экономичным, требует меньших технологических припусков и поэтому в некоторых случаях является более рентабельным, чем контактная сварка. [c.45]
[c.45]
Преимуществами дугоконтактной сварки по сравнению с контактной стыковой сваркой является снижение потребляемой мощности на 30—50%, меньшие габариты оборудования, меньшие усилия сжатия, значительно большее удобство пользования оборудованием при сварке различных фасонных изделий. Режимы дугоконтакгной сварки труб приведены в табл. 86. [c.280]
Нержавеющие стали обладают весьма высокой стойкостью против окисления и даже, находясь в тяжелых условиях эксплуатации, не коррозируют. Они имеют предел прочности, превышающий в 1,5—2 раза предел прочт ности малоуглеродистой стали. Благодаря таким преимуществам нержавеющие стали все более широко применяются в современной промышленности. Поэтому их свариваемость представляет особый интерес. Большое удельное электрическое сопротивление и малая теплопроводность нержавеющих сталей — свойства, благоприятствующие контактной сварке. Однако опыт предприятий показывает, что контактная электросварка нержавеющих сталей должна выполняться на жестких режимах. Это объясняется, во-первых, ухудшением физических и химических свойств нержавеющих сталей при медленном нагреве и охлаждении и, во-вторых, большим коэффициентом линейного расширения при нагреве, в силу чего крупногабаритные детали и узлы могут покоробиться.
[c.9]
Это объясняется, во-первых, ухудшением физических и химических свойств нержавеющих сталей при медленном нагреве и охлаждении и, во-вторых, большим коэффициентом линейного расширения при нагреве, в силу чего крупногабаритные детали и узлы могут покоробиться.
[c.9]
При устройстве крупногабаритных конструкций листы кровельной стали обычно соединяются при помощи фаль-цевых швов — стоячих и лежачих. Опыт изготовления сварных конструкций, в которых соединения листов выполняются контактной сваркой нахлестными швами, показывает, что этот способ имеет значительные техникоэкономические преимущества экономия основных и вспомогательных материалов, снижение затрат времени, повышение долговечности и т. п. (табл. 9). [c.64]
В сравнении с контактной сваркой и сваркой давлением сварка ультразвуком обладает следующими преимуществами а) возможность соединения деталей неограниченно малой толщины б) осуществление процесса сварки в твердом состоянии и без существенного нагрева всой детали, что открывает большие перспективы для соединения ме-
[c. 607]
607]
Вообще при контактной сварке на самый процесс сваривания металла приходится очень небольшая часть общего времени прохождения сварочного тока. Очевидно, что если разделить суммарную величину больших кратковременных мощностей, требуемых для собственно сваржи, на все рабочее время сварки, то на каждый миг этого времени придется чрезвычайно мало мощности, следовательно, не будет усложняться работа питающих силовых сетей. В этом — первое преимущество данного способа оварки. [c.162]
Главные преимущества холодной сварки перед дру-ги.ми способами — это дешевизна и быстрота процесса. Для него не требуется ни сложное оборудование, ни ква-лиqbициpoвaниaя рабочая сила. По производительности сварка холодным способо.м превосходит контактную сварку, так как она не требует затрат времени на сборку и на проверку качества. Соединения, выполняемые холодной сваркой, получаются однородны.ми, контролировать нужно только давление. [c.202]
Наиболее распространенными из неподвижных соединений узлов и деталей кузова являются сварные соединения, имеющие ряд преимуществ по сравнению с клепаными. Сварные соединения обеспечивают полную герметичность шва, меньшую массу узла, они экономичнее клепаных соединений. Жесткость сварных соединений значительно выше, чем клепаных. Вместе с тем, сварные соединения при динамических нafpyзкax кузова не всегда являются надежными вследствие более низкой усталостной прочности сварных швов по сравнению с усталостной прочностью основного металла. Остаточные напряжения, возникающие при сварке металла, могут вызвать коробление и усадку деталей. При ремонте кузовов применяется газовая ацетилено-кислородная сварка, электродуговая в среде углекислого газа и контактная (точечная и роликовая). Из контактной сварки предпочтительнее роликовая, обеспечивающая непрерывность сварного шва и тем самым отсутствие коррозии в соединении деталей. Для наиболее распространенной ацетилено-кислородной сварки деталей кузова применяют инжекторные горелки ГСМ-53 с наконечниками № 1 и 2.
[c.373]
Задача.
Билет № 19
Напряжения и деформации при сварке (понятия, виды, классификация, причины их возникновения, способы борьбы).

Технология и техника кислородной резки (основные условия резки металлов, назначение, сущность).
Задача.

Билет № 20
1. Кислородно-флюсовая резка металла.
Баллоны для сжатых и сжиженных газов (типы, давление, окраска, надписи на баллонах, требования техники безопасности).
Задача.
Билет № 21
Сварка цветных металлов (медь и ее сплавы, алюминий, титан).
Сварочные полуавтоматы (назначение, классификация, устройство, требования техники безопасности).
Задача.
Билет № 22
Особенности сварки легированных сталей.
Газовая сварка трубных конструкций.
Задача.
Билет № 23
Газовые шланги (рукава) (назначение, классификация, требования техники безопасности).
Сварка чугуна (газовая, дуговая).
Задача.

Глава 2
ОТВЕТЫ НА ЭКЗАМЕНАЦИОННЫЕ ВОПРОСЫ И ПРАКТИЧЕСКИЕ ЗАДАНИЯ
Билет № 1
Вопрос 1. Преимущества и недостатки сварки перед другими способами соединения деталей, ее общая классификация и сущность.
Сварка является одним из выдающихся русских изобретений и впервые была освоена в нашей стране. Несомненно, Россия является лидером по количеству важных открытий в области науки и техники. Сейчас невозможно представить себе ни одной отрасли в хозяйстве или машиностроении, где бы не применялась сварка.
В 1802 г. русский
академик Василий Владимирович
Петров впервые в мире изучил и описал
явление электрической
дуги, возникающей при пропускании
электрического
тока через два стержня из угля и металла
и имеющей очень высокую температуру;
он также
указал на возможность использования
тепла электрической
дуги для расплавления металлов.
Спустя 80 лет русские инженеры Николай Николаевич Бенардос и Николай Гаврилович Славянов разработали промышленные способы электрической сварки металлов.
Н.Н. Бенардос в 1882 г. изобрел способ дуговой сварки с применением угольного электрода. А после им были разработаны следующие способы сварки: дугой, горящей между двумя и несколькими электродами; в атмосфере защитного газа; контактной точечной сварки, с помощью клещей. А также изобрел ряд конструкций сварных автоматов, запатентовал много изобретений в области сварочного оборудования и процессов сварки.
Н.Г. Славянов в
1888 г. изобрел дуговую сварку плавящимся
металлическим электродом. С помощью
специально
обученного коллектива сварщиков он
исправлял
дуговой сваркой брак литья, восстанавливал
детали
паровых машин и т. д. Он создал первый
сварочный генератор и автоматический
регулятор длины дуги,
разработал флюсы, повышающие качество
наплавленного
металла.
Большой вклад в развитие сварки внес Институт электросварки имени Е.О. Патона, который в 1934 г. в Киеве организовал известный советский ученый, академик Евгений Оскарович Патон. Под его руководством коллектив института разработал новый прогрессивный метод автоматической дуговой сварки под слоем флюса, который начал применяться с 1940 г.
Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном нагреве или пластическом деформировании, или совместным действием того и другого.
До появления сварки широко использовали клепочные и болтовые соединения. Применение сварки позволяет использовать самые разнообразные профили металла.
Межатомные
связи могут устанавливаться только
тогда,
когда соединяемые атомы получат
дополнительную энергию для преодоления
существующего между ними
определенного энергетического барьера. Эту энергию
называют энергией
активации. При
сварке ее вводят
извне путем нагрева (термическая
активация) или пластического деформирования
(механическая активация).
Эту энергию
называют энергией
активации. При
сварке ее вводят
извне путем нагрева (термическая
активация) или пластического деформирования
(механическая активация).
В зависимости от вида энергии при выполнении соединения различают два вида сварки: плавлением и давлением.
При сварке плавлением детали по соединяемым кромкам оплавляют под действием источника нагрева. Образуется общий объем жидкого металла при расплавлении двух кромок, называемый сварочной ванной. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварочный шов.
Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей.
Именно
вид энергии активации является основой
физических
признаков видов сварки, а их более 150
видов.
По физическим признакам сварка
классифицируется
на три класса (сх. 1): термический,
термомеханический,
механический.
К термическому классу относят все виды сварки плавлением, осуществляемые с использованием тепловой энергии, — газовую, дуговую, электрошлаковую, электронно-лучевую, лазерную и др.
К термомеханическому классу относят все виды сварки, осуществляемые с использованием тепловой энергии и давления, — контактную, диффузионную, газо- и дугопрессовую, кузнечную и др.
Схема 1
Схема 1
Преимущество электродуговой сварки перед другими технологиями
Для соединения отдельных металлических деталей используется сварка. Существует множество технологий проведения таких работ. Выбор сварочного аппарата – ответственное мероприятие, ведь от этого зависит результат технологического процесса.
Виды сварки
В зависимости от конкретной технологии можно получить соединение металлических деталей разной толщины и прочности. Выбор вида сварки зависит от множества критериев:
- сплавы металлов, из которых состоят детали;
- условия, в которых проводятся работы;
- технологические требования и условия.
Сварку металлов можно условно поделить на два типа – газовая и электрическая. Второй вид более востребован. Электрическая сварка тоже делится на два подвида – контактная и дуговая. В первом случае для формирования сварного шва требуется непосредственное соприкосновение электрода с поверхностью. При дуговой сварке между электродом и поверхностью есть небольшое расстояние – электрическая дуга. Благодаря этому можно получить тонкий, практически незаметный, но прочный шов. Если процесс идет вручную, но с автоматической подачей присадочной проволоки, такую технологию называют mig mag.
В условиях производства в цехе можно наладить полностью автоматическую сварку при помощи огромных агрегатов, где соединяемые элементы подаются вместе с электродом, а человек участвует в процессах опосредованно. На строительных объектах или любых других полевых условиях требуются компактные аппараты, которые быстро переносятся с места на место. Единственное обязательное условие – бесперебойный источник электрического тока.
Овладеть навыками электрической дуговой сварки может каждый. При соблюдении правил и условий эксплуатации оборудования этот процесс безопасен. Чтобы сделать прочные и тонкие сварные швы, требуется достаточный опыт. От этого часто зависит безопасность эксплуатации строения, сооружения, поэтому сварщик должен обладать достаточный квалификацией и регулярно ее повышать.
Как подобрать сварочный аппарат
Качество используемого оборудования тоже имеет немаловажное значение. Если вам нужна mag сварка, купить подходящие аппараты для этого процесса можно у крупного поставщика. Обязательно изучите техническую документацию перед покупкой, чтобы убедиться, что конкретная разновидность оборудования подходит для поставленных целей. Оформите заказ с доставкой и гарантией от производителя.
Информио
×Неверный логин или пароль
×Все поля являются обязательными для заполнения
×Сервис «Комментарии» — это возможность для всех наших читателей дополнить опубликованный на сайте материал фактами или выразить свое мнение по затрагиваемой материалом теме.
Редакция Информио.ру оставляет за собой право удалить комментарий пользователя без предупреждения и объяснения причин. Однако этого, скорее всего, не произойдет, если Вы будете придерживаться следующих правил:
- Не стоит размещать бессодержательные сообщения, не несущие смысловой нагрузки.
- Не разрешается публикация комментариев, написанных полностью или частично в режиме Caps Lock (Заглавными буквами). Запрещается использование нецензурных выражений и ругательств, способных оскорбить честь и достоинство, а также национальные и религиозные чувства людей (на любом языке, в любой кодировке, в любой части сообщения — заголовке, тексте, подписи и пр.)
- Запрещается пропаганда употребления наркотиков и спиртных напитков. Например, обсуждать преимущества употребления того или иного вида наркотиков; утверждать, что они якобы безвредны для здоровья.
- Запрещается обсуждать способы изготовления, а также места и способы распространения наркотиков, оружия и взрывчатых веществ.
- Запрещается размещение сообщений, направленных на разжигание социальной, национальной, половой и религиозной ненависти и нетерпимости в любых формах.
- Запрещается размещение сообщений, прямо либо косвенно призывающих к нарушению законодательства РФ. Например: не платить налоги, не служить в армии, саботировать работу городских служб и т.д.
- Запрещается использование в качестве аватара фотографии эротического характера, изображения с зарегистрированным товарным знаком и фотоснимки с узнаваемым изображением известных людей. Редакция оставляет за собой право удалять аватары без предупреждения и объяснения причин.
- Запрещается публикация комментариев, содержащих личные оскорбления собеседника по форуму, комментатора, чье мнение приводится в статье, а также журналиста.

Претензии к качеству материалов, заголовкам, работе журналистов и СМИ в целом присылайте на адрес
×Информация доступна только для зарегистрированных пользователей.
Уважаемые коллеги. Убедительная просьба быть внимательнее при оформлении заявки. На основании заполненной формы оформляется электронное свидетельство. В случае неверно указанных данных организация ответственности не несёт.
Общие сведения о сварке — презентация онлайн
1. ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ
МДК 01.02 Технологические приемы сборки изделий под сварку.
ТЕМА УРОКА:
ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ
1. Определение сварки
2. Преимущества сварки перед другими
видами соединений
3. Условия образования сварных соединений
4. Классификация видов сварки
В соответствии с ГОСТ 2601 – 84
Сварка –
процесс получения
неразъемного соединения посредством
установления межатомных связей между
соединяемыми частями при их местном
или общем нагреве или пластическом
деформировании
или
совместном
действии того и другого.
Преимущества сварки перед другими
способами соединения деталей.

— экономия металла;
— сокращение сроков работ и уменьшение
стоимости изготовления конструкций;
— возможность изготовления изделий сложной
формы;
— возможность широкого использования сварки и
резки при ремонте;
-удешевление технологического оборудования;
— герметичность соединений;
— уменьшение производственного шума.
Условия образования сварных соединений
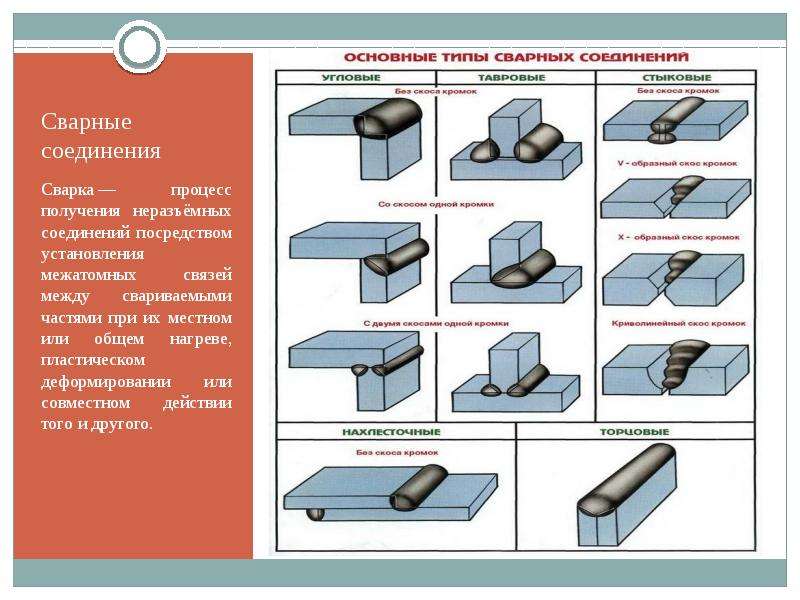
Посредством сварки соединяют преимущественно детали из металла. Однако
сварные соединения применяют и для деталей из неметаллов – пластмассы, стекла,
керамики или их сочетаний.
Для получения сварных соединений не требуется какие- либо специальные
соединительные элементы (заклепки, накладки, болты, винты и т.д). Соединение
происходит за счет образования связей между атомами соединяемых деталей. Для
получения сварного соединения недостаточно простого соприкосновения
поверхностей соединяемых деталей. Межатомные связи устанавливаются только
тогда, когда атомы соединяемых деталей получают извне некоторую
дополнительную энергию, необходимую для преодоления существующего между ними
энергетического барьера.
 Энергию извне называют энергией активации. При сварке
Энергию извне называют энергией активации. При сваркеее вводят в зону соединения извне путем нагрева (термическая активация) или
пластического деформирования (механическая активация).
Сближение свариваемых частей и
введение энергии активации в зону
сварки – необходимые условия для
образования
неразъемных
сварных
соединений.
Классификация видов и способов сварки.
В зависимости от характера энергии
активации при выполнении соединений
различают два основных вида сварки:
плавлением;
давлением
Сущность сварки плавлением состоит в том, что металл
по кромкам свариваемых частей оплавляется под действием
источника нагрева, оплавленные поверхности смачиваются
и покрываются (заполняются) расплавленным металлом.
Образующийся от нагрева жидкий металл одной кромки
самопроизвольно
соединяется
(в
какой-то
мере
перемешивается) с жидким металлом другой кромки,
создается общий объем жидкого металла, который
называется сварочной ванной.
 После охлаждения металла
После охлаждения металласварочной ванны получается металл шва.
Сущность сварки давлением состоит в непрерывном
или прерывистом пластическом деформировании металла
по кромкам свариваемых частей.
В настоящее время различают более 150 видов сварочных процессов.
ГОСТ 19521 – 74 классифицирует
сварочные
процессы
по
основным
физическим, техническим и технологическим
признакам.
Основой физических признаков классификации видов сварки является форма энергии,
используемая для получения сварного соединения.
По физическим признакам все виды сварок
относят к одному из трех классов; термическому,
термомеханическому, механическому.
Термический класс – все виды сварки
плавлением,
осуществляемые
с
использованием тепловой энергии (газовая,
дуговая,
электрошлаковая,
плазменная,
электронно-лучевая, лазерная)
Термомеханический класс – все виды сварки
плавлением, осуществляемые с использованием
тепловой
энергии
и
давления
(контактная,
диффузионная,
кузнечная,
газопрессовая,
дугопрессовая)
Механический класс – все виды сварки давлением,
проводимые с использованием механической энергии
(холодная, трением, ультразвуковая, взрывом)
По техническим признакам сварочные
процессы классифицируют:
— в зависимости от способа защиты металла в зоне сварки (в
воздухе, в вакууме, в защитном газе, под флюсом, по флюсу, в
пене, с комбинированной защитой),
— по типу защитного газа (в активных газах, в инертных газах,
в смеси инертных и активных газах),
— по виду активного газа (в азоте, в водяном паре, в углекислом
газе, в водороде, в смеси активных газов),
— по виду инертного газа (в аргоне, в гелии, в смеси аргона с
гелием),
— по непрерывности процесса (непрерывные, прерывистые),
— по степени его механизации (ручные, механизированные,
автоматизированные, автоматические)
По
технологическим признакам
сварочные процессы классифицируют:
— по роду и полярности тока (постоянным током,
переменным током, на прямой полярности, на обратной
полярности),
-по виду электрода (сварка плавящимся электродом,
сварка неплавящимся электродом),
— по форме сварного соединения.
технология, применение, схема, недостатки и преимущества
История появления
История сварки трением с перемешиванием (СТП) началась в 1991 году. Это была инновационная разработка Британского Института Сварки (TWI). Спустя несколько лет технология была использована в строительстве самолетов и морских судов.
Первыми компаниями, запустившими новую технологию в производство, были норвежская Marine Aluminium и американская Boeing. На своих предприятиях они использовали сварочное оборудование концерна ESAB, специализирующегося на разработках в области ротационной сварки трением (РСТ).
С 2003 года компания непрерывно ведет исследования возможностей сварки трением с перемешиванием. Например, были разработаны способы сваривания алюминиевых сплавов и их модификаций, применяющихся в областях строительства самолетов, морских судов и железнодорожных контейнеров.
В авиастроении была найдена возможность заменить заклепочные соединения сварными. Причем скорость сварки методом СТП значительно превышает скорость электродуговой. Сварной шов длинной 6 метров может быть сформирован за одну минуту, тогда как скорость сварки обычным способом достигает всего 0,8-2 м/мин при толщине детали 0,5 см.
Сварной шов длинной 6 метров может быть сформирован за одну минуту, тогда как скорость сварки обычным способом достигает всего 0,8-2 м/мин при толщине детали 0,5 см.
svarka-24.info
Новый метод получения сварных соединений, получивший название «сварка трением с перемешиванием» (СТП) был разработан Британским институтом сварки (TWI) в 1991 г. [1]. Интенсивное изучение данного процесса, направленное на совершенствование технологии и оборудования, позволило внедрить данный способ за рубежом в производство высокотехнологичных изделий в таких отраслях как вагоно-, судо-, авиастроение и многих других. Сварка трением с перемешиванием относится к процессам соединения материалов в твердой фазе и поэтому лишена недостатков, связанных с расплавлением и испарением металла. Исследователи данного процесса считают, что если 10% общего объема сварных соединений в США заменить СТП, то будет достигнуто на 500 млн. фунтов/год меньше выделений парникового газа. Расчетная экономическая выгода промышленности США от внедрения СТП в промышленное производство составляет $4,9 млрд. /год [2].
/год [2].
Сущность процесса заключается в следующем (рис. 1). Для сварки используют инструмент в форме стержня, состоящий из двух основных частей, а именно: заплечика или бурта (утолщенная часть) и наконечника (выступающая часть). Размеры этих конструктивных элементов выбирают в зависимости от толщины и материала свариваемых деталей.
Длину наконечника устанавливают приблизительно равной толщине детали, подлежащей сварке. Диаметр заплечика может изменяться от 1,2 до 25 мм. Вращающийся с высокой скоростью инструмент в месте стыка вводится в соприкосновение с поверхностью заготовок так, чтобы наконечник внедрился в заготовки на глубину, примерно равную их толщине, а заплечик коснулся их поверхности. После этого инструмент перемещается по линии соединения со скоростью сварки. В результате работы сил трения происходит нагрев металла до пластического состояния, перемешивание его вращающимся инструментом и вытеснение в освобождающееся пространство позади движущегося по линии стыка инструмента. Объем, в котором формируется шов, ограничивается сверху заплечиком инструмента. По окончании сварки вращающийся инструмент выводят из стыка за пределы заготовки. В связи с асимметрией структуры швов в поперечном сечении сварных соединений, полученных сваркой трением с перемешиванием, принято различать сторону набегания, где направление вращения инструмента совпадает с направлением сварки, и противоположную сторону – отхода.
Объем, в котором формируется шов, ограничивается сверху заплечиком инструмента. По окончании сварки вращающийся инструмент выводят из стыка за пределы заготовки. В связи с асимметрией структуры швов в поперечном сечении сварных соединений, полученных сваркой трением с перемешиванием, принято различать сторону набегания, где направление вращения инструмента совпадает с направлением сварки, и противоположную сторону – отхода.
Рис. 1. Схема процесса сварки трением с перемешиванием.
СТП применяют в основном для соединения материалов со сравнительно низкой температурой плавления, прежде всего алюминиевых [3] и магниевых сплавов [4]. Выполнена успешная сварка данным способом медных [5], никелевых и титановых сплавов [2], а также сталей [6]. С помощью СТП сваривают алюминиевые сплавы толщиной до 75 мм за один проход [7]. Сварка трением с перемешиванием позволяет получать нахлесточные соединения алюминиевых листов толщиной от 0,2 мм [8]. Скорость сварки сплава 6082 толщиной 5мм может достигать 6 м/мин [9]. Основными параметрами процесса СТП являются: скорость сварки, частота вращения инструмента, усилия прижатия и перемещения инструмента, угол наклона инструмента, его размеры. Усилия прижатия и перемещения зависят от типа свариваемого материала, его толщины и скорости сварки. Сварка образцов из сплава 7010 – Т7651 толщиной 6,35 мм при изменении скорости сварки в диапазоне от 59 до 159 мм/мин и скорости вращения инструмента от 180 до 660 об/мин показала, что при увеличении скорости вращения увеличивается тепловложение в металл и в сварном соединении формируется микроструктура с более однородными зернами [10]. При этом также повышаются прочностные и пластические свойства до определенного предела. При увеличении скорости сварки необходимо увеличивать скорость вращения инструмента для достижения оптимальных условий. Однако для полного отсутствия дефектов, а также для обеспечения всех необходимых свойств, надежности и технологичности необходимо строго выбирать режимы, оптимально подходящие для определенной продукции.
Основными параметрами процесса СТП являются: скорость сварки, частота вращения инструмента, усилия прижатия и перемещения инструмента, угол наклона инструмента, его размеры. Усилия прижатия и перемещения зависят от типа свариваемого материала, его толщины и скорости сварки. Сварка образцов из сплава 7010 – Т7651 толщиной 6,35 мм при изменении скорости сварки в диапазоне от 59 до 159 мм/мин и скорости вращения инструмента от 180 до 660 об/мин показала, что при увеличении скорости вращения увеличивается тепловложение в металл и в сварном соединении формируется микроструктура с более однородными зернами [10]. При этом также повышаются прочностные и пластические свойства до определенного предела. При увеличении скорости сварки необходимо увеличивать скорость вращения инструмента для достижения оптимальных условий. Однако для полного отсутствия дефектов, а также для обеспечения всех необходимых свойств, надежности и технологичности необходимо строго выбирать режимы, оптимально подходящие для определенной продукции.
Большинство исследователей указывают на следующие преимущества сварки трением с перемешиванием по сравнению с другими способами получения неразъемных соединений [11, 12]:
– в зоне сварки лучше сохраняются свойства основного металла по сравнению со способами сварки плавлением;
– отсутствие вредных испарений и ультрафиолетового излучения в процессе сварки;
– возможность получения бездефектных швов на сплавах, которые при сварке плавлением склонны к образованию горячих трещин и пористости в швах;
– не требуется использование присадочного материала и защитного газа, удаление поверхностных оксидов на кромках перед сваркой, а также шлака и брызг после сварки;
– отсутствуют потери легирующих элементов металла при его сварке.
Уровни выделений Cr, Cu, Mn, Cr+6 при СТП сталей по сообщению RockwellScientific (США) значительно ниже (<0,03, <0,03, <0,02 и <0,01 мг/мм3 соответственно), чем при аргонодуговой сварке (0,25, 0,11, 1,88 и 0,02 мг/мм3 соответственно) [2].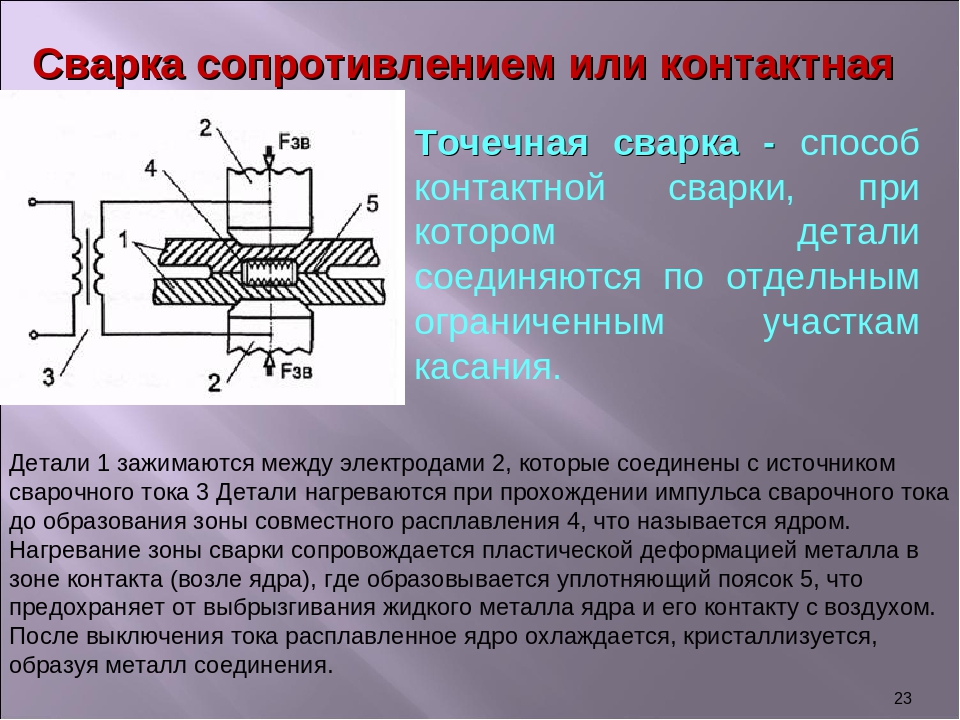 Сравнение затрат на производство при использовании сварки трением с перемешиванием и сварки плавящимся электродом (СПЭ) показало, что начальные капиталовложения при СТП более высокие, но с увеличением объемов производства сварка трением с перемешиванием становится экономически выгоднее, чем дуговая сварка [11].
Сравнение затрат на производство при использовании сварки трением с перемешиванием и сварки плавящимся электродом (СПЭ) показало, что начальные капиталовложения при СТП более высокие, но с увеличением объемов производства сварка трением с перемешиванием становится экономически выгоднее, чем дуговая сварка [11].
Рис. 2. Распределение температур в продольном сечении образца.
Судя по экспериментальным результатам TWI, максимальная температура при сварке трением с перемешиванием составляет около 70% значения температуры плавления и для алюминия не превышает 550°С. Тепловложение при СТП меньше, чем при аргонодуговой сварке примерно в 2 раза и для сплава 6N01 – Т5 толщиной 4 мм равно соответственно 190 и 390 Дж/мм (скорость сварки 500 мм/мин) [13]. С помощью математического моделирования тепловых процессов при СТП в работе [14] построено распределение температур в свариваемой пластине (рис. 2). Более низкая температура зоны соединения при сварке трением с перемешиванием по сравнению со сваркой плавящимся электродом объясняет меньший уровень угловых деформаций в сварном соединении. При СТП угловая деформация равна 1/5÷1/7 значений при СПЭ [12] (рис. 3).
При СТП угловая деформация равна 1/5÷1/7 значений при СПЭ [12] (рис. 3).
Рис. 3. Сравнение угловой деформации при сварке трением с перемешиванием и сварке плавящимся электродом (алюминиевый сплав серии 6000, толщина 2 мм).
Предполагается, что из-за невысокого уровня температур процесса, остаточные напряжения низкие. Но жесткое закрепление налагает большие ограничения на деформацию пластин. Это препятствует сокращению металла при охлаждении зоны динамической рекристаллизации и зоны термического влияния (ЗТВ) в продольном и в поперечном направлении, приводя к поперечным и продольным остаточным напряжениям. При СТП сплавов 2024 – Т3 і 6013 – Т6 обнаружено, что продольные остаточные напряжения выше поперечных (скорость сварки составляла 300 ÷ 1000 мм/мин, скорость вращения инструмента – 1000 ÷ 2500 об/мин). Высокие растягивающие напряжения преобладают в ЗТВ. Величина остаточных напряжений уменьшается при снижении скорости сварки и скорости вращения инструмента. Максимальные значения продольных растягивающих напряжений достигают значений 30 ÷ 60% предела текучести сварного соединения и 20 ÷ 50% предела текучести основного металла [15].
Рис. 4. Схема зон стыкового соединения, выполненного СТП: А – основной металл, В – зона термического влияния (ЗТВ), С – зона термомеханического влияния, D – зона динамической рекристаллизации (сторона набегания слева).
Макроструктура сварных соединений при сварке трением с перемешиванием характеризуется особенностями, не свойственными швам, полученным способами сварки плавлением. Типичным для СТП является образование в центре соединения ядра, которое содержит овальные концентричные кольца, различающиеся структурой [16]. К ядру примыкает сложный профиль, который образует верхнюю часть шва. Образование овальных колец связывается с особенностями перемешивания металла наконечником инструмента. В сварном соединении при СТП выделяют четыре зоны, которые схематически представлены на рисунке 4. Непосредственно к зоне А (основной металл) примыкает зона В, где металл заготовок остается недеформированным и изменяет свою структуру только под воздействием нагрева (зона термического влияния). Зона С, где металл подвергается значительным пластическим деформациям и нагреву, названа зоной термомеханического влияния (ЗТМВ). Зона D – это ядро соединения, где происходит динамическая рекристаллизация. Твердость металла уменьшается в направлении от основного металла к центру шва, и минимальное значение достигается в ЗТВ (рис. 5). Снижение твердости в ЗТВ происходит за счет перестаривания, уменьшения плотности дислокаций либо за счет обоих этих механизмов.
Зона С, где металл подвергается значительным пластическим деформациям и нагреву, названа зоной термомеханического влияния (ЗТМВ). Зона D – это ядро соединения, где происходит динамическая рекристаллизация. Твердость металла уменьшается в направлении от основного металла к центру шва, и минимальное значение достигается в ЗТВ (рис. 5). Снижение твердости в ЗТВ происходит за счет перестаривания, уменьшения плотности дислокаций либо за счет обоих этих механизмов.
Рис. 5. Распределение твердости в зоне сварного соединения сплава 7075 – Т7351 [17].
О высоком уровне механических свойств сварных соединений сообщают многие исследователи. При СТП сварное соединение сплава 6082 –Т6 имеет предел прочности σв=245 МПа, тогда как основной металл имеет σв=317 МПа. Для 6082 –Т4, состаренного после сварки, σв=308 ÷ 310 МПа. Испытания на усталость свидетельствуют о более высоком уровне механических свойств соединений при СТП по сравнению с аналогичными при аргонодуговой сварке [18].
Авторы [19] проводили исследования механических свойств соединений, полученных сваркой трением с перемешиванием сплава 5083 при криогенных температурах, что имело целью подготовить производство емкостей для сжиженного водорода. Образцы толщиной 30 мм были сварены со скоростью 40 мм/мин. Исследования при 77К в жидком азоте, 20К в жидком водороде и 4К в жидком гелии показали, что уровень свойств соединений при СТП выше, чем при аргонодуговой сварке.
Образцы толщиной 30 мм были сварены со скоростью 40 мм/мин. Исследования при 77К в жидком азоте, 20К в жидком водороде и 4К в жидком гелии показали, что уровень свойств соединений при СТП выше, чем при аргонодуговой сварке.
Рис. 6. Механические свойства сварного соединения, выполненного различными способами сварки.
Проблемами СТП литейных алюминиевых сплавов занимались авторы работы [20]. В промышленном производстве литейные сплавы часто приходится сваривать с получаемыми экструдированием. Использовали сплавы ADC1 и А6061 – Т6 толщиной 4мм. Результаты, полученные при СТП, сравнивались с аналогичными при аргонодуговой и лазерной сварке. Как видно из рисунка 6, СТП обеспечивает лучшие свойства соединений. Предел прочности составляет 80% прочности А6061 – Т6. При испытании на изгиб разрушение при сварке трением с перемешиванием происходит по основному металлу. О положительных результатах сварки трением с перемешиванием разнородных сплавов, а также алюминиевых сплавов со сталями сообщается в публикации [21]. При СТП стали SS400 и сплава А5083 толщиной 2 мм предел прочности был равен 240 МПа, что составляет 86% прочности алюминиевого сплава.
При СТП стали SS400 и сплава А5083 толщиной 2 мм предел прочности был равен 240 МПа, что составляет 86% прочности алюминиевого сплава.
Рис. 7. Установка для точечной сварки трением с перемешиванием (слева), поперечное сечение (вверху справа) и внешний вид образцов (внизу справа).
В качестве недостатка способа СТП авторы [2, 12] отмечают образование в конце шва отверстия, равного диаметру наконечника, что требует выведения шва за пределы рабочего сечения заготовки или заполнения отверстия после сварки с помощью других методов, таких как вварка трением специальных пробок.
Происходящее совершенствование технологии и оборудования позволяет преодолеть существующие недостатки, а также расширить области применения способа. Хотя сварка трением с перемешиванием применяется в основном для стыковых и нахлесточных швов, возможно также получение угловых, тавровых, точечных швов. Точечную сварку трением с перемешиванием можно реализовать двумя способами. Первый способ – это точечная сварка погружением (PFSW), который был запатентован фирмой Mazda (Япония) в 2003 году. При этом вращающийся инструмент погружается в деталь, доводя до пластического состояния и перемешивая металл под заплечиком. После этого инструмент поднимается, оставляя характерное углубление в детали. Второй способ – точечная сварка трением с заполнением шва (RFSW), который запатентован GKSS– GmbH в 2002 году [2]. Для этого способа используют инструмент, у которого наконечник и заплечик имеют раздельные системы привода. Вращающийся инструмент опускается в деталь, при этом наконечник выдавливает и перемешивает находящийся под ним металл, а после он убирается, и металл под заплечиком заполняет углубление, и, таким образом, получается шов без отверстия (рис. 7).
При этом вращающийся инструмент погружается в деталь, доводя до пластического состояния и перемешивая металл под заплечиком. После этого инструмент поднимается, оставляя характерное углубление в детали. Второй способ – точечная сварка трением с заполнением шва (RFSW), который запатентован GKSS– GmbH в 2002 году [2]. Для этого способа используют инструмент, у которого наконечник и заплечик имеют раздельные системы привода. Вращающийся инструмент опускается в деталь, при этом наконечник выдавливает и перемешивает находящийся под ним металл, а после он убирается, и металл под заплечиком заполняет углубление, и, таким образом, получается шов без отверстия (рис. 7).
Рис. 8. Внешний вид инструмента из поликристаллического кубического нитрида бора [2].
Сварочный инструмент обычно изготавливается из инструментальных сталей Н13 (AISI), SKD61, SKD 11, SKH 57 (JIS), нержавеющей мартенситной стали SUS440C(JIS). При этом возможно использование составных инструментов, у которых наконечник изготовлен из кобальтового сплава МР159, а заплечик – из Н13 [22]. Для сварки методом СТП сталей толщиной до 0,5″ MegaStir разработала инструмент из поликристаллического кубического нитрида бора. Его стойкость против разрушения выше и позволяет придать наконечнику форму необходимую для благоприятного течения металла в зоне сварки (рис. 8). Инструмент по отношению к поверхности детали располагают под небольшим углом 2 ÷ 3° [16, 23]. При таком расположении инструмента под небольшим углом к поверхности детали достигаются наиболее высокие показатели качества.
Для сварки методом СТП сталей толщиной до 0,5″ MegaStir разработала инструмент из поликристаллического кубического нитрида бора. Его стойкость против разрушения выше и позволяет придать наконечнику форму необходимую для благоприятного течения металла в зоне сварки (рис. 8). Инструмент по отношению к поверхности детали располагают под небольшим углом 2 ÷ 3° [16, 23]. При таком расположении инструмента под небольшим углом к поверхности детали достигаются наиболее высокие показатели качества.
Рис. 9. Конструкция инструмента Bobbin Tool.
Инструмент, одновременно выполняющий также роль подкладки соединяемых заготовок, приведен на рисунке 9 [24]. В NASA разрабатывается саморегулирующийся инструмент, длина наконечника которого определяется силами, действующими на него. При отклонении нагрузки на наконечник от заданного значения, происходит автоматическая корректировка его длины. Это позволяет сваривать заготовки переменного сечения и избегать образования отверстия при выполнении кольцевых швов.
Рис. 10. Варианты конструкции рабочего инструмента WhorlTM.
Для сварки алюминиевых сплавов значительной толщины разработаны семейства инструментов WhorlTM(рис. 10) и TrifluteTM[25], которые позволяют выполнять сварку за один проход алюминиевых сплавов толщиной 50 мм. Новыми вариантами СТП являются технологии Re– StirTM, Skew– StirTM, Com– StirTM[26]. Технология Re– StirTM с переменным вращением инструмента по часовой и против часовой стрелки позволяет исключить асимметрию шва, присущую традиционной СТП. По технологии Skew– StirTM инструмент немного наклонен по отношению к шпинделю машины так, что точка пересечения осей шпинделя и инструмента, получившая название фокусной точки, может располагаться над, под или в свариваемой заготовке в зависимости от свойств материала и параметров режима. Это позволяет получить при вращении инструмента в процессе сварки более широкий шов. Инструменты A – SkewTMи Flare – TrifluteTMобеспечивают формирование более прочных нахлесточных соединений. Технология Com– StirTM состоит в совмещении в процессе сварки вращательного и орбитального движений инструмента. В результате получают более широкие швы и в основном применяют для соединения разнородных материалов. Разработана система с двумя параллельными инструментами Twin – StirTM [27].
Технология Com– StirTM состоит в совмещении в процессе сварки вращательного и орбитального движений инструмента. В результате получают более широкие швы и в основном применяют для соединения разнородных материалов. Разработана система с двумя параллельными инструментами Twin – StirTM [27].
Рис. 11. Соединения, выполненные на автомобиле Mazda RX – 8 с помощью точечной сварки трением с перемешиванием [2].
Развитие новых технологий сварки трением с перемешиванием продолжается. В Университете Миссури – Колумбия (США) занимаются разработкой СТП с сопутствующим дополнительным нагревом при пропускании тока через наконечник инструмента. Центр обработки и соединения передовых материалов (США) разрабатывает СТП с индукционным предварительным подогревом материала, что позволит увеличить скорость сварки, уменьшить силы, действующие на инструмент, и уменьшить его износ [2]. В работе [28] изучается возможность использования лазера для предварительного подогрева металла при СТП магниевых сплавов.
Рис. 12. Оборудование для сварки трением с перемешиванием в вертикальном положении.
Благодаря небольшому количеству факторов, влияющих на процесс СТП, и достаточно простой конструкции оборудования, способ идеально подходит для автоматизации и роботизации [29]. Установка Tricept805 позволяет выполнять сварку алюминия толщиной до 10 мм.
Сварка трением с перемешиванием уже используется многими производителями различных высокотехнологичных изделий. Фирмы GDLS (GeneralDynamicsLandSystems) и EWI (EdisonWeldingInstitute) провели совместные работы, целью которых было обеспечить требуемые баллистические характеристики соединений броневых плит из алюминиевого сплава 2195 – Т87 для морских бронированных транспортеров. Сварка методом СТП вместо аргонодуговой плит толщиной 31,8 мм позволила получить приемлемые прочностные свойства соединений и более пластичные (в 2 – 3 раза) швы. В итоге сварные соединения (в том числе угловые) успешно прошли баллистические испытания [22].
Рис. 13. Установка для сварки трением с перемешиванием топливного бака ракеты «Delta» на предприятии «Boeing».
13. Установка для сварки трением с перемешиванием топливного бака ракеты «Delta» на предприятии «Boeing».
Для предотвращения ухудшения свойств сверхпроводящей Nb – Ti проволоки её необходимо соединять с жестким элементом из чистого Al при температуре ниже 400°С. Раньше для этого использовали низкотемпературную пайку, но паяные швы имели низкую прочность. СТП обеспечила требуемые свойства сварного соединения в жидком гелии [12].
В течение трех лет с 2003 года компания FordMotorCo. (США) изготовила несколько тысяч автомобилей FordGT, применяя СТП для сварки центрального отсека, который вмещает и изолирует топливный бак от внутреннего отделения и обеспечивает пространственную жесткость каркаса [2]. СТП повышает точность размеров и на 30% увеличивает прочность по сравнению со сходными узлами при дуговой сварке в защитном газе. В другой работе [30] описывается процесс изготовления точечной сваркой трением кузова автомобиля MazdaRX – 8 (рис. 11). С 2003 года было произведено свыше 100 тыс. автомобилей, двери которых изготовлены точечной сваркой трением [7]. На основании успешного применения данного способа сварки сообщается о планах фирмы выполнить подобные соединения на новом поколении автомобилей модели MX – 5.
автомобилей, двери которых изготовлены точечной сваркой трением [7]. На основании успешного применения данного способа сварки сообщается о планах фирмы выполнить подобные соединения на новом поколении автомобилей модели MX – 5.
Рис. 14. Самолет Eclipse 500 с узлами, изготовленными сваркой трением с перемешиванием.
Активно занимаются изучением процесса СТП в аэрокосмической сфере (рис. 12) [24]. В 2001 году процесс внедрен в производство внешнего бака ракеты носителя для возвращаемых космических кораблей. Технология предусматривает сварку 8 продольных швов на резервуаре из сплава 2195 для жидкого водорода и 4 продольных шва на резервуаре для жидкого кислорода. Это приблизительно ½ мили швов на каждом баке. Разрабатывается оборудование для ремонтной сварки трением с перемешиванием в условиях космического вакуума. Концепция основана на том, что высокая скорость вращения инструмента (30000 об/мин) при СТП позволит уменьшить усилия, необходимые для выполнения сварки.
начала использовать сварку трением с перемешиванием при производстве ракеты «Delta» II и III (рис.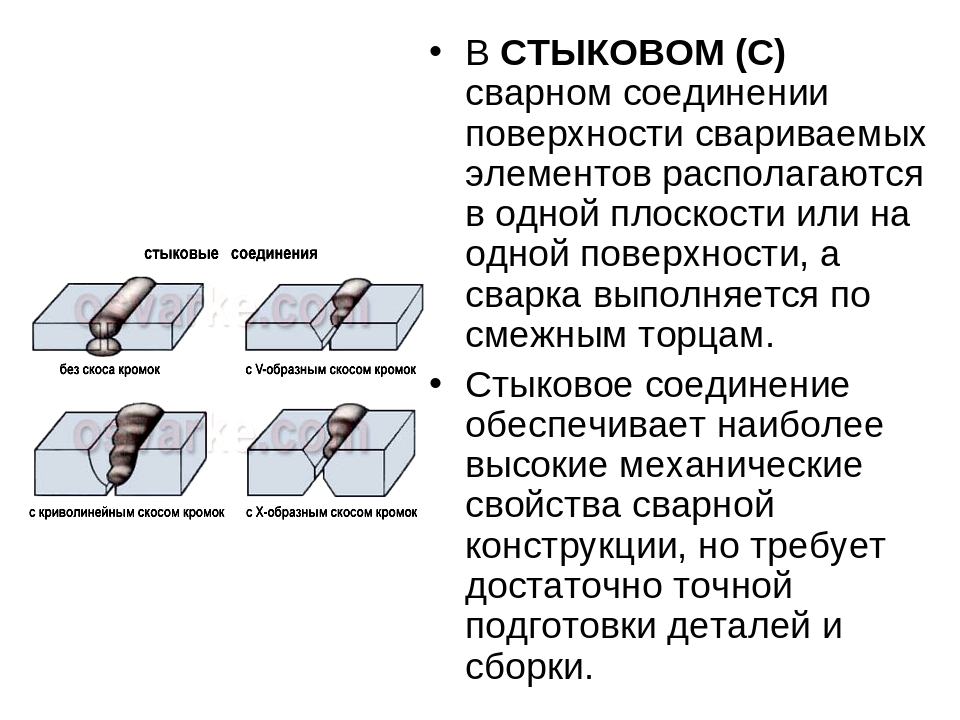 13) [31]. Сварка выполняется на топливном баке длиной 8,4 м, на баке для жидкого кислорода длиной 12 м и на других конструкциях. Сварка трением с перемешиванием обеспечивает повышение качества (один дефект на 76,2 м шва) по сравнению с аргонодуговой сваркой (один дефект на 8,4 м шва). При СТП уменьшается время изготовления сварной конструкции. Производство ракет «Delta» II выросло с 8 до 17 единиц в год.
13) [31]. Сварка выполняется на топливном баке длиной 8,4 м, на баке для жидкого кислорода длиной 12 м и на других конструкциях. Сварка трением с перемешиванием обеспечивает повышение качества (один дефект на 76,2 м шва) по сравнению с аргонодуговой сваркой (один дефект на 8,4 м шва). При СТП уменьшается время изготовления сварной конструкции. Производство ракет «Delta» II выросло с 8 до 17 единиц в год.
О работах по СТП оребренных панелей для крыла самолета из сплавов 2024, 7475, 7050 толщиной 4 мм сообщается в статье [32]. Высокое качество соединений обеспечено при использовании СТП на самолете Airbus А350 и двух новых версиях А340 (А340 – 500 и А340 – 600) [2]. Компания EclipseAviation завершает сертификацию реактивного самолета бизнес класса Eclipse 500 с узлами, изготовленными методом СТП (рис. 14).
Рис. 15. Внешний вид экспериментальной установки для СТП тонколистовых (1,8 ÷ 2,5 мм) алюминиевых сплавов.
Приведенный анализ опубликованной информации свидетельствует о том, что сварка трением с перемешиванием успешно развивается и находит применение в различных отраслях промышленного производства. Большинство публикаций касаются сварки алюминиевых сплавов средней и сравнительно большой толщины. Следует иметь в виду, что затруднения обычно возникают при соединении заготовок толщиной 0,5 – 3 мм, а также более 40 мм. В связи с этим, а также с возникающими осложнениями при обеспечении точности сборки тонкостенных заготовок под сварку в ИЭС им. Е. О. Патона проведены исследования процесса СТП на специальной экспериментальной установке (рис. 15). Работы выполнены на алюминиевых сплавах АМг6, 1201, 1460 толщиной 1,8 … 2,5 мм. На рис. 16 приведен внешний вид сварного соединения сплава АМг6, полученного методом СТП. Одновременно проверена эффективность сварочных инструментов с различными профилями рабочей части.
Большинство публикаций касаются сварки алюминиевых сплавов средней и сравнительно большой толщины. Следует иметь в виду, что затруднения обычно возникают при соединении заготовок толщиной 0,5 – 3 мм, а также более 40 мм. В связи с этим, а также с возникающими осложнениями при обеспечении точности сборки тонкостенных заготовок под сварку в ИЭС им. Е. О. Патона проведены исследования процесса СТП на специальной экспериментальной установке (рис. 15). Работы выполнены на алюминиевых сплавах АМг6, 1201, 1460 толщиной 1,8 … 2,5 мм. На рис. 16 приведен внешний вид сварного соединения сплава АМг6, полученного методом СТП. Одновременно проверена эффективность сварочных инструментов с различными профилями рабочей части.
Рис. 16. Внешний вид шва, полученного сваркой трением с перемешиванием (алюминиевый сплав АМг6 толщиной 2 мм).
Установлено, что соединения при данном способе сварки обладают высоким уровнем механических свойств (коэффициент прочности сварных соединений составляет 0,7 ÷ 0,9 от уровня прочности основного металла (табл. )) и подтверждена актуальность работ по усовершенствованию способа сварки трением с перемешиванием конструкций с применением тонколистовых материалов.
)) и подтверждена актуальность работ по усовершенствованию способа сварки трением с перемешиванием конструкций с применением тонколистовых материалов.
Таблица
Механические свойства соединений алюминиевых сплавов, полученных сваркой трением с перемешиванием
| Алюминиевыйсплав | Прочность сварного соединения σвсв, МПа | Угол загиба сварного соединения α, град |
| АМг6 | 343 | 180 |
| 1420 | 362 | 96 |
| 1201 | 294 | 180 |
| 1460 | 325 | 180 |
Литература
- US Pat. No 5460317. Friction stir butt welding/ W.M. Thomas, E.D. Nicholas, J.C. Needham et al.; Опубл. 1995.
- Arbegast W.J. Friction stir welding. After a decade of development// Welding J. – 2006. – 85, №3. – P. 28 – 35.
- Ito T., Motohashi Y., Goloborodko A. et al. Microstructures and room temperature mechanical properties in friction-stir-welded joints of 7075 aluminum alloys// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 9 – 13.
- Aritoshi M. Friction stir welding of magnesium alloys sheets// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 18 – 23.
- Nakata K. Friction stir welding of copper and copper alloys// Journal of the Japan Welding Society. – 2005. – 74, №3. – P. 14 – 17.
- Klingensmith S., Dupont J.N., Marder A.R. Microstructural characterization of a double-sided friction stir weld on a superaustenitic stainless steel// Welding J. – 2005. – May. – P. 77 – 85.
- Martin J. Pushing the boundaries – friction stir goes deeper than before// TWI Connect. – 2006. – January/February. – P. 1.
- Teh N.J. Small joints make a big difference// TWI Connect. – 2006. – 143, №4. – Р. 1.
- Эрикссон Л.Г., Ларссон Р. Ротационная сварка трением – научные исследования и новые области применения// Технология машиностроения. – 2003. – №6. – Р. 81 – 84.
- Hassan A.A., Prangnell P.B., Norman A.F. et al. Effect of welding parameters on nugget zone microstructure and properties in high strength aluminium alloy friction stir welds// Sci. Technol. Weld. Joining. – 2003. – 8, №4. – Р. 257 – 268.
- Defalco J. Friction stir welding vs. fusion welding// Welding J. – 2006. – 85, №3. – P. 42 – 44.
- Okamura H., Aota K., Ezumi M. Friction stir welding of aluminum alloy and application to structure// J. of Jap. Institute of Light Metals. – 2000. – 50, №4. – P. 166 – 172.
- Aota K., Okamura H., Masakuni E. et al. Heat inputs and mechanical properties friction stir welding// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Lambrakos S.G., Fonda R.W., Milewski J.O. et al. Analysis of friction stir welds using thermocouple measurements// Sci. Technol. Weld. Joining. – 2003. – 8, №5. – Р. 385 – 390.
- Dalle Donne C., Lima E., Wegener J. et al. Investigation on residual stresses in friction stir welds// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Volpone M., Mueller S.M. Friction stir welding (FSW): le ragioni di un successo// Rivista Italiana della Saldatura. – 2005. – №1. – Р. 23 – 30.
- Chao Y.P., Wang Y., Miller K.W. Effect of friction stir welding on dynamical properties of AA 2024-T3 and AA 7075-T7351// Welding J. – 2001. – №8. – Р. 196 – 200.
- Ericsson M., Sandstorm R. Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG// International Journal of Fatigue. – 2003. – №25. – P. 1379 – 1387.
- Hayashi M., Oyama K., Eguchi H. et al. Mechanical properties of friction stir welded 5083 aluminum alloy at cryogenic temperatures// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Nagano Y., Jogan S., Hashimoto T. Mechanical properties of aluminum die casting joined by FSW// Proc. of the 3rd International Friction Stir Welding Symposium, Kobe, Japan, 27 – 28 September, 2001.
- Kimapong K., Watanabe T. Friction stir welding of aluminum alloy to steel// Welding J. – 2004. – October. – P. 277 – 282.
- Colligan K.J. , Konkol P.J., Fisher J.J. et al. Friction stir welding demonstrated for combat vehicle construction// Welding J. – 2003. – March. – P. 34 – 40.
- Shibayanagi T., Maeda M. Characteristics of microstructure and hardness in friction stir welded 7075 aluminum alloy joints// Trans. JWRI. – 2004. – 33, №1. – P. 17 – 23.
- Ding J., Carter R., Lawless K. et al. Friction stir welding flies high at NASA// Welding J. – 2006. – March. – P. 54 – 59.
- Dolby R.E., Johnson K.J., Thomas W.M. The joining of aluminium extrusions// La metallurgia italiana. – 2004. – №3. – P. 25 – 30.
- Pekkari B. The future of welding and joining// Svetsaren. – 2004. – №1. – Р. 53 – 59.
- Thomas W., Staines D. Better joints using two contra – rotating FSW tools// TWI Connect. – 2006. – May/June. – P. 7.
- Kohn G., Greenberg Y., Makover I. et al. Laser – assisted friction stir welding// Welding J. – 2002. – February. – P. 46 – 48.
- Cook G.E., Smartt H.B., Mitchell J.E. et al .Controlling robotic friction stir welding//Welding J. – 2003. – June. – P. 28 – 34.
- Kato K., Sakano R. Development of spot friction welding and application for automobile body// J. of Light Metal Welding & Construction. – 2004. – 42, №11. – P. 8 – 13.
- Imuta M., Kamimuki K. Development and Application of Friction Stir Welding for Aerospace Industry// Proc. of the IIW International Conference on Technical Trends and Future Prospectives of Welding Technology for Transportation, Land, Sea, Air and Space, Osaka, Japan, 15 – 16 July, 2004. – P. 53 – 64.
- Kumagai M. Application of FSW for aircraft// Welding Technology. – 2003. – 51, №5. – P. 74 – 78.
 – 2005. – 74, №3. – P. 9 – 13.
– 2005. – 74, №3. – P. 9 – 13. – 2005. – №1. – Р. 23 – 30.
– 2005. – №1. – Р. 23 – 30. , Konkol P.J., Fisher J.J. et al. Friction stir welding demonstrated for combat vehicle construction// Welding J. – 2003. – March. – P. 34 – 40.
, Konkol P.J., Fisher J.J. et al. Friction stir welding demonstrated for combat vehicle construction// Welding J. – 2003. – March. – P. 34 – 40. – 2003. – June. – P. 28 – 34.
– 2003. – June. – P. 28 – 34.Суть процесса
Соединение металлов происходит за счет разогрева в зоне сварки методом трения. Основным сварочным инструментом сварки трением с перемешиванием является металлический стержень, состоящий из двух половинок: бурта и заплечика.
Своей выступающей частью вращающийся стержень погружается в материал, вызывая сильный нагрев. Его подачу ограничивает заплечик, не позволяя пройти насквозь свариваемую деталь.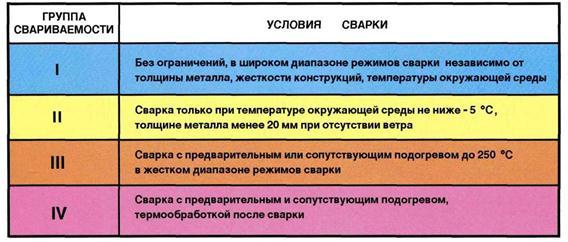 В зоне нагрева материал значительно увеличивает свою пластичность и, придавливаемый заплечиком, формирует единую массу.
В зоне нагрева материал значительно увеличивает свою пластичность и, придавливаемый заплечиком, формирует единую массу.
Следующим этапом происходит перемещение стержня вдоль свариваемой зоны. Двигаясь вперед, бурт перемешивает разогретую металлическую массу, которая после остывания образует прочное соединение.
Общая информация
Сваркой трением (или фрикционная сварка) — метод соединения однородных и разнородных металлов, суть которого заключается в нагреве двух деталей путем их трения друг о друга. Образующееся в ходе трения тепло плавит металл, формируя неразъемное соединение. Но трение — не единственное, что используется во время сварки. Здесь также большую роль играет проковка деталей после сварки, а также давление, оказываемое на заготовки.
Как видите, суть сварки трением крайне проста, поэтому такое сварочное оборудование применяется на многих современных производствах. Данный метод позволяет улучшить качество и производительность труда без найма дополнительных сотрудников высокой квалификации.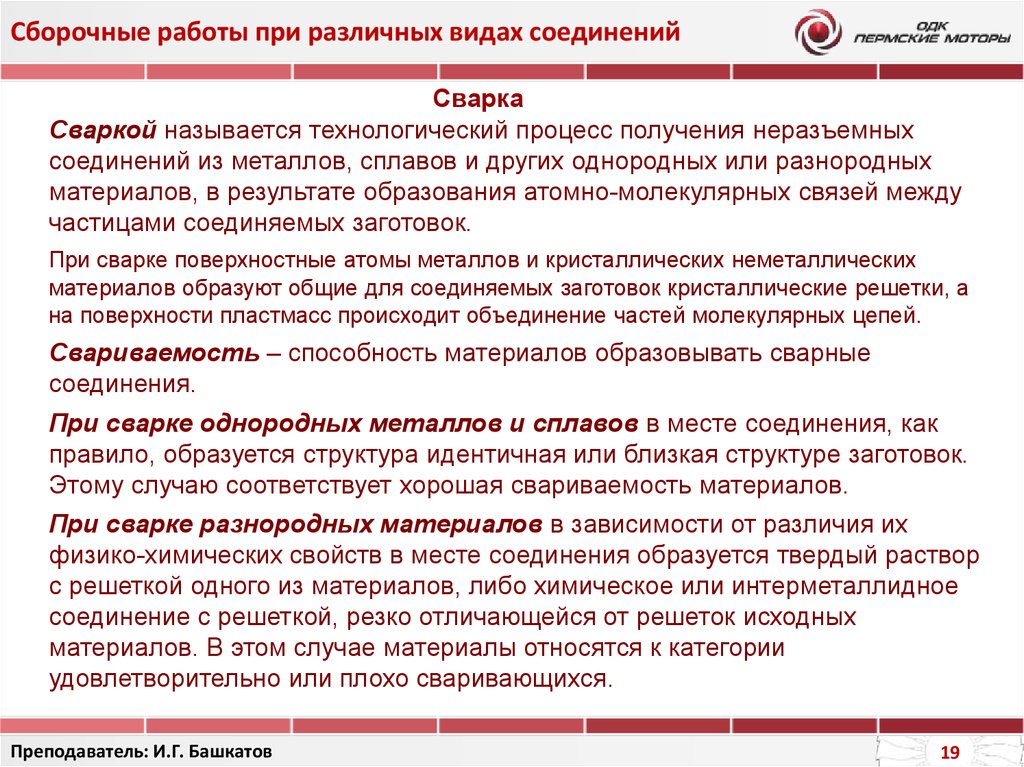 Достаточно обучить сварщика, как правильно настраивать оборудование, остальные процессы проходят в автоматическом режиме.
Достаточно обучить сварщика, как правильно настраивать оборудование, остальные процессы проходят в автоматическом режиме.
Что влияет на качество СТП
Сварка трением с перемешиванием — это процесс постоянно развивающийся. Но уже сейчас можно выделить несколько параметров, влияющих на качество соединения:
- Усилие, создаваемое инструментом.
- Скорость подачи сварочной головки.
- Величина бурта.
- Окружная скорость вращения стержня.
- Угол наклона.
- Усилие подачи стержня.
Манипулирование характеристиками сварки позволяет достигать соединения разнородных металлов. Например, алюминия и лития. Литий благодаря своей малой плотности и высокой прочности может выступать как легирующий компонент деталей из алюминиевых сплавов, что позволяет применять эту технологию в аэрокосмической отрасли.
Сварка трением с перемешиванием может с легкостью заменить ковку, штамповку, литье, когда они применяются для производства деталей из трудно сочетающихся металлов. Например, сталей со структурой аустенита и перлита, стали из алюминия или бронзы.
Например, сталей со структурой аустенита и перлита, стали из алюминия или бронзы.
Область применения
Фрикционная сварка изначально разрабатывалась для оборонной промышленности, атомного комплекса. Затем метод стали использовать в машиностроении, электротехнике. Радиальным методом сваривают трубы для добывающей отрасли. Подходит для соединения плохо свариваемых металлов, магниевых, алюминиевых сплавов, цветных металлов, углеродистой, легированной стали, разнородных пластичных сплавов. Технология заменяет клепку, контактную электросварку. Используется для наплавки режущего инструмента, восстановления деталей.
В каких сферах применяется
Такие сферы производства, как автомобилестроение, постоянно работают над тем, как увеличить прочностные качества изделия при уменьшении его массы. В связи с этим непрерывно идет внедрение новых материалов, которые были ранее не свойственны ввиду сложности обработки. Все чаще силовые элементы, такие как подрамники, а иногда и кузова целиком, делают из алюминия или его сочетания с другими материалами..jpg)
Так, в 2012 году компания “Хонда” применила аддитивные технологии и сварку трением с перемешиванием для производства подрамников для своих автомобилей. Они внедрили сочетание стали и алюминия.
При производстве сварных элементов кузова из алюминия может возникать прожиг листов металла. Этого недостатка лишена СТП. Кроме того, что потребление электричества снижается в 1,5-2 раза, снижаются затраты на расходные материалы, такие как сварочная проволока, защитные газы.
Кроме производства автомобилей СТП применяется в следующих областях:
- Строительное производство: алюминиевые опорные фермы, пролеты мостов.
- Железнодорожный транспорт: рамы, колесные тележки, вагоны.
- Судостроение: переборки, элементы конструкции.
- Авиастроение: топливные баки, части фюзеляжа.
- Пищепром: различные емкости для жидких продуктов (молоко, пиво).
- Производство электротехники: корпуса электродвигателей, параболические антенны.
Кроме алюминиевых сплавов сварка трением с перемешиванием применяется для получения соединений меди, например, при производстве медных контейнеров для захоронения отработанного радиоактивного топлива.
Достоинства СТП
Исследование СТП позволило подобрать режимы сварки при соединении различных групп сплавов. Несмотря на то, что изначально СТП разрабатывалась для работы с металлами с низкой температурой плавления, такими как алюминий (660 °C), впоследствии стала применяться для соединения никеля (1455 °С), титана (1670 °C), железа (1538 °C).
Исследования показывают, что шов, полученный таким способом, полностью соответствует по своей структуре металлу свариваемых деталей и имеет более высокие показатели прочности, меньшие затраты трудоемкости и низкую остаточную деформацию.
Правильно подобранный режим сварки гарантирует соответствие материала шва и свариваемого металла по следующим показателям:
- усталостная прочность:
- прочность на изгиб и растяжение;
- ударная вязкость.
Технология
Теперь перейдем непосредственно к технологии сварки. Первый этап — это подготовка металла. Она обязательна и выполняется вне зависимости от выбранной вами технологии сварки. Но при сварке трением подготовка не особенно важна, поскольку все неровности можно исправить. А качество подготовки деталей не влияет на качество готово шва.
Но при сварке трением подготовка не особенно важна, поскольку все неровности можно исправить. А качество подготовки деталей не влияет на качество готово шва.
Так что вы можете разрезать детали с помощью ножниц по металлу или дисковой пилы. Если будут какие-о неровности, то их можно затереть или просто нагревать детали подольше. Вам даже не обязательно удалять загрязнения, масло, признаки коррозии или следы краски, поскольку все эти недостатки нивелируются при нагреве металла.
Куда важнее правильно установить режим сварки, поскольку от этого уже напрямую зависит качество сварного соединения.
Преимущества перед другими видами сварки
СТП имеет множество достоинств. Среди них:
- Нетоксична. В отличие от других разновидностей, здесь нет горения электрической дуги, благодаря которой расплавленный металл испаряется в зоне сварки.
- Увеличение скорости формирования шва, благодаря чему снижается время производственного цикла.
- Снижение затрат на электроэнергию в два раза.
- Отсутствие необходимости в дальнейшей обработке сварного шва. Инструмент для сварки трением с перемешиванием в процессе работы формирует идеальный шов, не требующий зачистки.
- Нет необходимости в дополнительных расходных материалах (сварочной проволоки, технических газов, флюсов).
- Возможность получения соединений металлов, недоступных для остальных видов сварки.
- Нет необходимости в особой подготовке сварочных кромок, за исключением очистки и обезжиривания.
- Получение однородной структуры шва без пор, в результате чего становится проще контроль качества, который регламентирован для сварки трением с перемешиванием ГОСТ Р ИСО 857-1-2009.

Разновидности сварки трением
Инерционная сварка
Инерционная сварка
была изобретена в США и широко там распространена. Инерционная сварка отличается от обычного способа сварки трением лишь тем, что потребляемая из электрической сети энергия, преобразованная электродвигателем в механическую энергию, поступает к месту сварки не непосредственно, а предварительно (в промежутках между сварками) аккумулируется в маховике машины.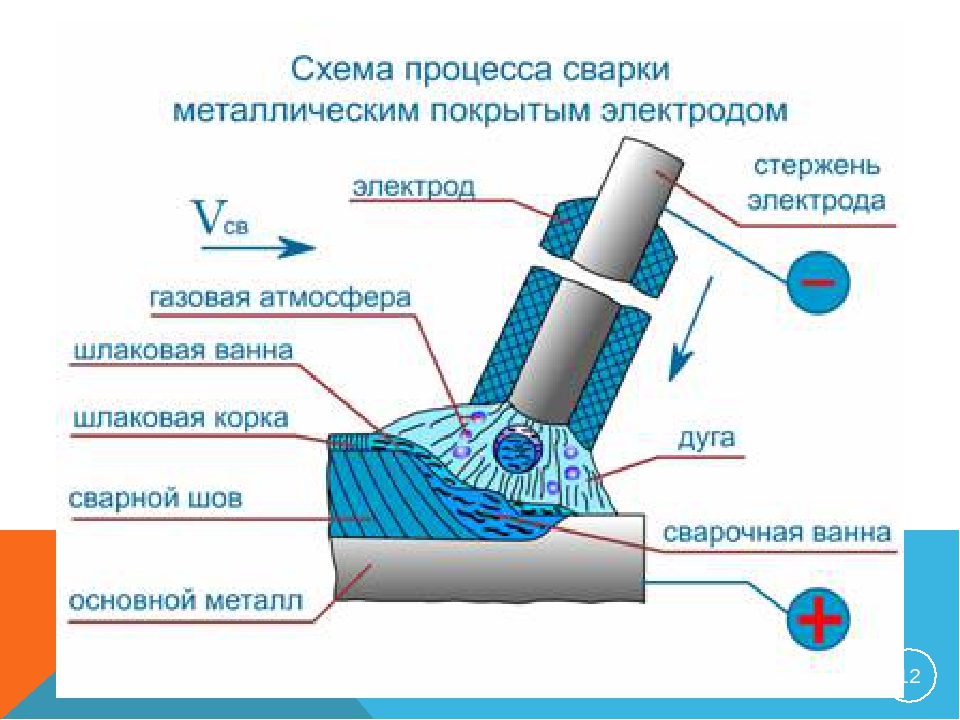 Эта особенность процесса позволила своеобразно решить некоторые вопросы технологии и конструкцию оборудования.
Эта особенность процесса позволила своеобразно решить некоторые вопросы технологии и конструкцию оборудования.
Процесс инерционной сварки заранее закрепленных в зажимах подлежащих сварке заготовок начинается с того, что маховик машины с помощью электродвигателя приводится во вращение. По мере нарастания угловой скорости маховика в нем нарастает запас кинетической энергии Эк, величина которого определяется из уравнения
где J — момент инерции маховика и связанных с ним вращающихся частей машины; ω — угловая скорость маховика.
Когда накопленная энергия достигнет заданной величины Зmax, необходимой и достаточной для сварки деталей, а угловая скорость достигнет соответственно величины
специальное устройство, реагирующее на величину угловой скорости, сработает и пошлет сигнал на механизм, подключающий шпиндель машины к вращающемуся маховику и отключающий маховик от приводного двигателя.
Одна из свариваемых деталей при этом приводится во вращение; если детали предварительно были прижаты осевым усилием одна к другой, то в стыке начинается процесс тепловыделения. Момент сил трения МT в стыке является единственным (если не считать потерь на трение в узлах машины) тормозным моментом в системе, и, следовательно, им определяется тормозной путь («выбег»)
Момент сил трения МT в стыке является единственным (если не считать потерь на трение в узлах машины) тормозным моментом в системе, и, следовательно, им определяется тормозной путь («выбег»)
и длительность торможения (сварки) tсв; работа трения может быть записана в виде
Совместное решение приведенных выражений позволяет определить время сварки как
где k — коэффициент пропорциональности.
Таким образом, режим сварки данных деталей при уже выбранном для них маховике однозначно определяется лишь двумя параметрами процесса — величиной запасенной энергии и моментом трения в стыке, или иначе — начальной угловой скоростью маховика ωmax и усилием Р (удельным давлением) сжатия деталей.
Как видно из рис. 47, время нагрева при инерционной сварке в несколько раз меньше, чем при обычной сварке трением, что является основной особенностью этой разновидности сварки, определяющей ее технологические преимущества; так, например, кратковременный цикл нагрева-охлаждения позволяет с помощью инерционной сварки соединять такие разнородные материалы, как титан с алюминием и другие сочетания, в то время как при обычной сварке трением это в ряде случаев невыполнимо. Следует, однако, отметить, что в некоторых случаях эта особенность инерционной сварки оказывается вредной: при соединении материалов, склонных к образованию закалочных структур, например быстрорежущей стали с конструкционной, вследствие быстротечности термического цикла соединения получаются хрупкими, в них возможно образование закалочных трещин.
Следует, однако, отметить, что в некоторых случаях эта особенность инерционной сварки оказывается вредной: при соединении материалов, склонных к образованию закалочных структур, например быстрорежущей стали с конструкционной, вследствие быстротечности термического цикла соединения получаются хрупкими, в них возможно образование закалочных трещин.
Значительное сокращение машинного времени инерционной сварки по сравнению с обычной сваркой трением не означает, однако, что производительность процесса также резко возрастает; при одинаковой мощности, потребляемой из сети машинами, и при сварке идентичных заготовок время одного цикла сварки в обеих сравниваемых разновидностях сварки трением практически одинаково, так как при инерционной сварке в качестве составляющей в него входит достаточно большое время разгона тяжелого маховика.
Отрицательной особенностью машин для инерционной сварки следует считать ведение процесса на повышенных угловых скоростях при больших осевых усилиях, что требует применения тяжелых подшипниковых узлов и зажимов, выдерживающих большие радиальные усилия. В результате машины для инерционной сварки сложнее, тяжелее и дороже машин для обычной сварки трением, а так как они не отличаются существенно повышенной производительностью, целесообразность их использования ограничивается теми случаями, когда соединяют материалы в сочетаниях, не сваривающихся обычным способом сварки трением (алюминий—титан и др.)
В результате машины для инерционной сварки сложнее, тяжелее и дороже машин для обычной сварки трением, а так как они не отличаются существенно повышенной производительностью, целесообразность их использования ограничивается теми случаями, когда соединяют материалы в сочетаниях, не сваривающихся обычным способом сварки трением (алюминий—титан и др.)
Орбитальная сварка
Орбитальная сварка
является разновидностью сварки трением и отличается тем, что она позволяет осуществлять соединение не только круглых заготовок, но также и заготовок любой произвольной формы сечения. Это достигается путем вращения обеих свариваемых заготовок с одинаковой угловой скоростью в одну и ту же сторону (синхронно и синфазно). При этом, даже если торцы заготовок и были прижаты один к другому, силы трения между ними возникнуть не могут, до тех пор, однако, пока оси вращения обеих заготовок совпадают. Достаточно одну из них сместить параллельно самой себе на некоторую величину эксцентриситета е, как тотчас же в стыке возникнет трение, начнется тепловыделение и т. д.
д.
Эта схема процесса (рис. 48) отличается от других разновидностей сварки трением тем, что каждая точка на торце одной из свариваемых заготовок описывает окружности относительно соответствующей точки на торце второй заготовки с угловой скоростью, равной угловой скорости заготовок. Следовательно, мощность тепловыделения на всей поверхности трения постоянна и определяется, как обычно, величиной удельного давления, которая в данном случае может быть найдена из выражения
а ее численные значения должны лежать в пределах, обычных для сварки трением — от 0,5 до 2 м/с (для черных металлов и алюминия). Процесс тепловыделения завершается в результате принудительного совмещения осей все еще вращающихся заготовок; в то же время к свариваемым заготовкам прикладывается проковочное давление, и их совместное вращение прекращается; к моменту полной остановки деталь оказывается сваренной.
Кроме названной особенности — возможности сварки деталей некруглого сечения, орбитальная сварка обладает другим важным преимуществом — повышенной производительностью.
При орбитальной сварке нет необходимости оси свариваемых деталей совмещать с осью вращения, и, следовательно, вместо одной пары заготовок на планшайбах, смонтированных на шпинделях машины, на разном удалении от оси вращения могут быть закреплены и одновременно свариваться не одна пара заготовок, а несколько таких пар; при этом мощность машины и величина осевого усилия должны быть соответственно увеличены.
Орбитальной сваркой благодаря синхронности вращения заготовок можно осуществлять соединение таких заготовок, которые после сварки должны быть строго сориентированы по углу поворота.
Процесс орбитальной сварки пока еще не нашел промышленного применения, что, вероятно, объясняется недостаточной популяризацией возможностей орбитальной сварки.
Орбитальная сварка. Orbital Welding — ESAB
Видео: ESAB.ru
Как проверяется качество сварного шва
Качество сварки проверяется двумя разновидностями контроля. Первый подразумевает разрушение опытного образца, полученного в результате соединения двух деталей.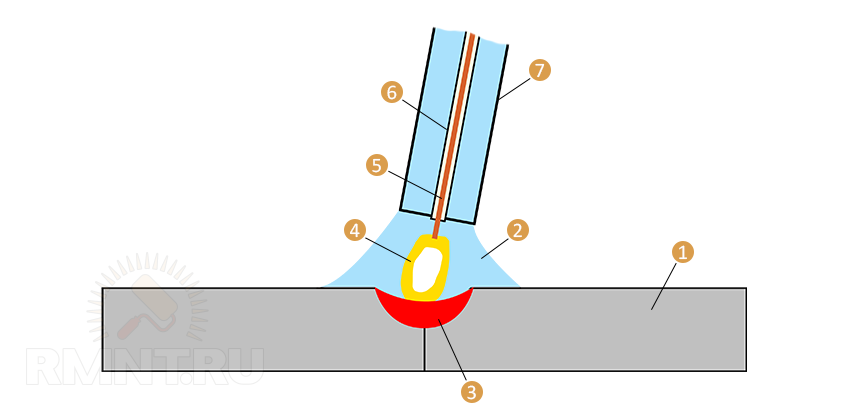 Второй допускает проверку без разрушения. Применяются такие методы, как оптический контроль, аудиометрическое исследование. Оно помогает определить наличие пор и неоднородных включений, ухудшающих характеристики шва. Результаты звукового контроля представляют собой диаграмму, наглядно показывающую места отклонения акустического эха от нормы.
Второй допускает проверку без разрушения. Применяются такие методы, как оптический контроль, аудиометрическое исследование. Оно помогает определить наличие пор и неоднородных включений, ухудшающих характеристики шва. Результаты звукового контроля представляют собой диаграмму, наглядно показывающую места отклонения акустического эха от нормы.
Недостатки метода
При многочисленных достоинствах метод сварки трением имеет сопутствующие минусы:
- Отсутствие мобильности. СТП предполагает соединение неподвижных деталей, жестко закрепленных в пространстве. Это накладывает на оборудование для сварки трением с перемешиванием определенные свойства, такие как неподвижность.
- Низкая универсальность. Громоздкое оборудование настраивается на выполнение однотипных операций. В связи с этим приспособления для сварки проектируются под конкретные задачи. Например, для сваривания автомобильных боковин на конвейере, и ни для чего другого.
- Сварочный шов имеет радиальную структуру. В связи с этим при определенных видах деформации или при работе детали в агрессивной среде может накапливаться усталость сварного шва.
 В связи с этим при определенных видах деформации или при работе детали в агрессивной среде может накапливаться усталость сварного шва.
В связи с этим при определенных видах деформации или при работе детали в агрессивной среде может накапливаться усталость сварного шва.Разновидности СТП по принципу действия
Сварочные процессы, использующие в основе трение, можно разделить на несколько типов:
- Линейное трение. Суть метода сводится к получению неразъемного соединения не в результате действия вращающегося наконечника, а по причине движения деталей друг относительно друга. Воздействуя на поверхность в точке соприкосновения, они создают трение и, как следствие, высокую температуру. Под давлением происходит расплавление примыкающих частей, и возникает сварное соединение.
- Радиальная сварка. Этот метод применяется для производства емкостей большого диаметра, железнодорожных цистерн. Он сводится к тому, что стыки деталей разогреваются вращающимся кольцом, одетым снаружи. Силой трения оно вызывает температуру, близкую к температуре плавления. Примером предприятия, использующего данную технологию, может служить чебоксарская фирма по производству цистерн “Сеспель”. Сварка трением с перемешиванием занимает основную долю сварочных работ.
- Штифтовая сварка. Данная разновидность заменяет собой заклепочное соединение. Этот вид применяется при соединениях внахлест. Вращающийся штифт в месте соприкосновения разогревает свариваемые детали. От высокой температуры происходит расплавление, и штифт проникает внутрь. Остыв, он создает прочное неразъемное соединение.
Применяемое оборудование
Для сваривания используют металлорежущие станки, но они не подходят для длительного применения, быстро выходят из строя. Специальные машины с блоком управления созданы по одному принципу: силовой привод подводится к двигающимся механизмам. Для фиксации свариваемых заготовок предусмотрены зажимные устройства, двигающие механизмы. Работает оборудование в автоматическом или полуавтоматическом режиме (укладка заготовок, выемка готовых изделий производится в ручном режиме). Машины бывают универсальными и под определенную технологию. На некоторых устройствах предусмотрена предварительная подготовка свариваемых поверхностей, заточка и выравнивание кромок.
Разновидности СТП по уровню сложности
Сварочные операции, выполняемые при помощи трения, можно условно разделить на плоскостные и объемные. Главное отличие этих разновидностей в том, что в первом случае сварочный шов формируется в двухмерном пространстве, а во втором в трехмерном.
Так, для плоскостных соединений предприятие по выпуску сварочного оборудования ESAB разработало 2D-установку LEGIO. Она представляет собой настраиваемую систему для сварки трением с перемешиванием различных цветных металлов. Разные размерные группы оборудования позволяют сваривать детали малых и больших размеров. Согласно маркировке оборудование LEGIO имеет несколько компоновок, которые отличаются количеством сварочных головок, возможностью сварки по нескольким осевым направлениям.
Для сварочных работ со сложным положением в пространстве существуют 3D-роботы. Такие аппараты устанавливаются на автомобильных конвейерах, где требуются сварные швы непростой конфигурации. Одним из примеров таких роботов может служить установка Rosio производства ESAB.
Плюсы и минусы
Среди преимуществ сварки трением можно отметить отличное качество сварных швов, высокую производительность сварки и возможности сварки разнородных металлов. Недостатки есть и порой они критичны. Так, например, нельзя варить детали любого размера, поскольку станки рассчитаны под работу с заготовками определенных габаритов. К тому же вы не сможете сварить детали, у которых площадь поперечного сечения больше, чем 150 мм2. В остальном же сварка трением характеризуется, как крайне эффективная.
Преимущества сварки перед клепкой
Сварка — это метод, который широко используется в обрабатывающей промышленности для соединения похожих или разнородных материалов. Этот процесс скульптуры обычно выполняется при определенной температуре и давлении. Во время этого процесса выделяется сильный нагрев, чтобы соединить материалы друг с другом.
По сути, сварка — один из популярных производственных процессов, который в основном используется для изготовления стальных конструкций.Процесс сварки обычно делится на разные категории. Наиболее распространенными типами являются Дуговая сварка металлическим электродом в защитных оболочках (SMAW), Дуговая сварка вольфрамовым электродом (GTAW), Дуговая сварка металлическим электродом в среде защитного газа (GMAW) и т. Д.
Клепка — это один из видов процесса ковки, который можно использовать для соединения деталей. По сути, заклепка — это механическая застежка, состоящая из цилиндрического вала. Заклепка имеет куполообразную головку и цилиндрический хвост.Как правило, во многих отраслях машиностроения используются заклепки восьми типов. Они включают глухие заклепки, заклепки заподлицо, приводные заклепки, самопробивные заклепки, заклепки Оскар, заклепки с фрикционным замком, сплошные заклепки, самопробивные заклепки и заклепки из конструкционной стали. Многие консалтинговые компании по сварке выяснили некоторые преимущества сварки перед клепкой.
Основные преимущества сварки над клепкой:
1. Вес: Клепанные конструкции обычно имеют больший вес по сравнению со сварными конструкциями.В технике сварки косынки по этой причине не используются.
2. КПД: Сварные соединения всегда обеспечивают очень высокий КПД, тогда как общий КПД сравнительно ниже в клепаных соединениях.
3. Дополнения и изменения: Дополнения и изменения могут быть легко внесены в сварные конструкции по сравнению с клепаными конструкциями.
4.Гладкие конструкции: Гладкие конструкции вы получите после сварки. Гладкие сварные конструкции выглядят очень красиво, тогда как заклепка никогда не дает гладких структур.
5. Прочность: Сварные соединения обладают очень хорошей прочностью по сравнению с клепаными соединениями.
6. Зазор: Инженеры-сварщики могут легко соединить любую часть металла с помощью сварочных устройств, тогда как при клепке требуется достаточный зазор.
7. Время: Еще одно важное преимущество заключается в том, что сварка занимает гораздо меньше времени по сравнению с процессом клепки.
8. Цилиндрические формы: Цилиндрические формы очень легко свариваются, тогда как клепка не идеальна для этих форм.
9. Прочность: Сварные соединения очень прочные и долговечные.Их нелегко согнуть. Современные жесткие рамы обычно изготавливаются путем сварки, а не клепки.
10. Натяжные элементы: В процессе сварки натяжные элементы не могут быть ослаблены по сравнению с клепаными соединениями
В принципе, сварка предпочтительнее не везде. Это зависит от многих инженерных аспектов. Оба процесса очень важны во многих отраслях промышленности, но с точки зрения эффективности, долговечности и прочности сварка предпочтительнее клепки.Что такое сварка Определение и преимущества Недостатки Сварка
Сварка — это процесс соединения двух или более металлов, похожих или не похожих на металлический расплав, путем нагрева выше точки плавления и ниже точки плавления. Этот процесс может быть осуществлен путем оказания давления или без него. Кроме того, это может происходить с добычей присадочного металла или без него вообще с добавлением присадочного металла.
Ниже приведены преимущества и недостатки или ограничения использования сварных соединений:
Преимущества сварки:- Сварка обеспечивает постоянное соединение.
- Соединительный шов может быть прочнее исходного материала при использовании присадочного металла и правильной технике.
- В целом, затраты на сварочный процесс являются наиболее экономичными с точки зрения использования материалов и затрат на изготовление.
- Сварку можно производить не только на фабриках, но и в полевых условиях.
- Обычно сварка выполняется вручную и требует дорогостоящего носителя заряда.
- Кроме того, сварочный процесс требует больших затрат энергии, что может быть опасно.
- Результаты сварки трудно демонтировать, поэтому в случае необходимости демонтажа изделия для ремонта или технического обслуживания метод сварки не будет использоваться для процесса смены изделий.
- Дефектный сварной шов может охватывать его и не видеть. Дефект может снизить прочность соединения.
Сварка может применяться в различных местах и в различных отраслях промышленности.Как технология прививки для коммерческих продуктов, большая часть процесса сварки выполняется на заводах.
Но в некоторых традиционных сварочных процессах, таких как дуговая сварка и газовая сварка на кислородном топливе, используется оборудование, которое позволяет легко переключать процессы на заводах, а также в строительстве в таких областях, как судостроение, ремонтные мастерские для автомобилей и другие.
В основном сварка используется для:- Строительство (здания, мосты)
- Трубопроводы, сосуды под давлением, котлы, резервуары для хранения
- Строительство судов
- Самолеты и космические аппараты
- Автомобильная промышленность
Как правило, сварка выполняется опытными операторами: сварщиком, которому помогает слесарь.Дежурный сварщик вручную контролирует процесс сварки, чтобы объединить компоненты с другими компонентами. Слесарь, отвечающий за подготовку компонентов, сварочного оборудования, держателей свариваемых компонентов (сварочная арматура).
Коэффициент запаса прочности при сварке, Процесс сварки в основном представляет опасность для человека:
- Высокотемпературный расплавленный металл — это соединяемая деталь.
- При сварке Кислород, ацетилен (топливо) — легковоспламеняющийся материал.
- В процессе сварки используется значительное количество энергии для плавления поверхности соединяемых компонентов.
- Во многих сварочных процессах в качестве источника тепла используется электричество, поэтому существует опасность поражения электрическим током / коротких потоков.
- При электросварке испускание ультрафиолетового излучения очень вредно для зрения, поэтому для просмотра требуется шлем / маска со стеклянными окнами, настолько темными.
- Искры, ступенчатый расплавленный металл, дым и плавящиеся детали повышают риск сварочных процессов.
Сварочная автоматика
Из-за опасности, которую представляет ручная сварка, а также усилий по повышению производительности и качества сварки, разрабатывается широкий спектр средств механизации и автоматизации сварки, который подразделяется на:
- Аппарат сварочный (сварочные аппараты).
Оператор (человек) постоянно контролирует процесс и взаимодействует с оборудованием для управления операциями, такими как FCAW и GMAW. - Automatic Welding (автоматическая сварка).
Инструменты, позволяющие проводить процесс без настройки управления оператором (человеком), например оборудование для регулировки положения заготовки (приспособления) по времени сварки. - Robotic Welding (сварочные роботы).
Программируемый промышленный робот или манипулятор, используемый для автоматического управления процессом, например, относительным перемещением сварочной головки (сварочной головки) к заготовке.
Тип сварных соединений:
Тип сварных соединений, существует пять (5) основных типов сварных соединений.
- Соединение встык
- Угловой шарнир
- Соединение внахлестку
- Тройник
- Кромочный стык
Преимущества и недостатки сварных соединений
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ СВАРНЫХ СОЕДИНЕНИЙ
Ниже приведены преимущества сварных соединений.
Срок из-за отсутствия косынок и других соединителей сварные швы обычно более легкий.
Сварка процесс происходит быстрее, так как не требует сверления отверстий.
Сварка более адаптируема, чем другие типы соединений и даже могут использоваться в круговых
труб.
100% эффективность может быть достигнута при сварке там, где поскольку соединение, такое как болты, может иметь максимальный КПД 70 — 80%.
Шум производится в процессе сварки относительно меньше.
Сварные швы обычно есть хороший эстетичный вид.
Сварной соединения герметичны и водонепроницаемы и могут использоваться для резервуаров с водой и газа танки.
Сварной суставы жесткие.
Несоответствие дырок в сварном соединении никогда не будет.
Чередование стыков легко выполняется в случае сварных соединений.
Однако Сварное соединение имеет следующие недостатки.
Из-за неравномерного нагрева и охлаждения, члены могут деформироваться в процессе сварки.
Возможность хрупкого разрушения больше в случае сварных соединений.
Сварной соединения более подвержены отказу из-за усталостных напряжений.
проверка сварных швов — дело сложное и дорогое.Это можно сделать только работает
NDT.
Высоко для сварки требуются квалифицированные специалисты.
Правильный сварка в полевых условиях затруднена.
Сварной суставы чрезмерно жесткие.
Сварка | Определение, виды, преимущества, недостатки
Что такое сварка?
Сварка — это производственный процесс, который используется для соединения материалов (обычно металлов) путем плавления.Этот сплав осуществляется с помощью температуры (или давления).
Это наиболее распространенный процесс изготовления, обычно используемый для сталей или нержавеющей стали.
Соединения, полученные It, являются прочными по своей природе, а это значит, что при отсоединении сварных деталей мы должны их повредить.
Виды сварки
По месту и материалу работы бывает разных видов.
1. Газовая сварка
Для сварки металлов используются топливные газы и кислород. Требуется наполнитель.
2. Дуговая сварка в среде защитного металла (SMAW)
Это процесс ручной дуговой сварки, в котором для наложения сварного шва используется плавящийся электрод, покрытый флюсом.
3. Дуговая сварка вольфрамовым электродом (GTAW)
Это процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод.
Зона сварки и электрод защищены от окисления или другого атмосферного загрязнения инертным защитным газом (аргон или гелий). В нем используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные швы, он не требуется.
4. Газовая дуговая сварка (GMAW)
Это процесс сварки, при котором между расходуемым проволочным электродом и металлом заготовки образуется электрическая дуга, которая нагревает металл заготовки, заставляя их плавиться и соединяться.
5. Сварка под флюсом
Это обычный процесс дуговой сварки. Для этого требуется расходный твердый или трубчатый (с металлическим сердечником) электрод с непрерывной подачей.
Расплавленный сварной шов и зона дуги защищены от атмосферного загрязнения путем «погружения» под слой гранулированного плавкого флюса, состоящего из извести, кремнезема, оксида марганца, фторида кальция и других соединений.
В расплавленном состоянии флюс становится проводящим и обеспечивает прохождение тока между электродом и изделием. Этот толстый слой флюса полностью покрывает расплавленный металл, предотвращая разбрызгивание и искры.
6. Сварка сопротивлением
Это относится к группе сварочных процессов, таких как точечная и шовная сварка, которые производят слияние соединяемых поверхностей, где тепло для образования сварного шва генерируется электрическим сопротивлением материала в сочетании со временем и силой, используемой для удержания материалов вместе во время сварки. .
Преимущества сварных соединений перед заклепочными
- Они легче
- Стоимость сварного шва ниже
- Герметичные и герметичные
- Срок их изготовления меньше
- Нет проблемы концентрации напряжений
- Хороший внешний вид
- Их сила высока
- Легко сделать многие детали, которые сложно склепать
Преимущества сварных конструкций перед чугунными
- Они легче по весу
- Больше гибкости
- Легкая обработка
- Меньшие капитальные вложения
Недостатки сварных соединений
- Низкая способность гасить вибрации
- Детали, производимые It, склонны к термической деформации из-за выделяемого тепла
- Качество изготавливаемых деталей зависит от квалификации оператора
- Проверка сварных соединений дорогостоящая и требует специалиста
Сварка VS Другие методы »Класс сварки
Сварка и другие методы
В мире производства существуют различные методы соединения материалов.Каждый из методов может иметь характеристики, которые делают его подходящим для производимого изделия. Сварка ни в коем случае не является «лучшим» способом соединения деталей, однако мы рассмотрим некоторые из основных преимуществ и недостатков сварки по сравнению с другими процессами соединения.
Вот несколько основных преимуществ сварки.
Требуется немного специального инструмента, который может потребовать модификации при внесении изменений в конструкцию.
- Возможности коррозии / эрозии сводятся к минимуму по сравнению с болтовым соединением / клепкой, поскольку сварка снижает вероятность появления поверхностей, которые могут улавливать коррозионные материалы или вызывать турбулентность в соединении.
Сварные швы могут быть более устойчивыми к усталостным повреждениям, чем некоторые болтовые соединения, благодаря способности обеспечивать плавные переходы в сварных соединениях с такой чистовой обработкой, как шлифование или механическая обработка.
Сварка позволяет соединять материалы кромка к кромке лучше, чем механические крепежные детали, такие как заклепки и болты.
Сварка может выполняться быстрее, чем многие другие процессы, благодаря сокращению времени подготовки (сверление отверстий, сбор крепежа и инструментов, предварительная очистка от клея и т. Д.).Хотя фактическая установка или затяжка болтов может быть быстрее, общее рабочее время, затраченное на подготовку, может быть больше.
В большинстве случаев сварные соединения сохраняют ту же прочность, что и соединяемый материал. Это включает прочность на разрыв, ударную вязкость, твердость, пластичность и т. Д.
Недостатки сварки
Обычно требует больше навыков, чем другие процессы. Пошаговая процедура может быть написана практически для любого метода сборки, который может позволить любому работнику с возможностью чтения выполнять задачу.Сварка может иметь все письменные инструкции в мире, но требует развитых навыков и ловкости рук.
ПОЖАР. Другие методы обычно не предполагают возможности сжигания людей и оборудования.
Дым от сварки может быть опасен для здоровья. Хотя многие компании приняли меры по снижению рисков, многие по-прежнему уделяют мало внимания сварке по сравнению с защитой глаз, ушей и рук.
Деформация, вызванная сваркой, меняется, если сварка выполняется с использованием различных технологий.Сохранение сварного шва с точными размерами до и после сварки практически невозможно. Во многих случаях степень искажения приемлема, однако она существует.
Стоимость оборудования в некоторых случаях может быть выше. Ручная дрель, болты / гайки, ключи — все, что может понадобиться в некоторых случаях.
Не такой портативный, как клеи или механические крепления.
Сварку трудно выполнять во влажных, ветреных или подводных условиях.Болты или клепки — нет.
Сварка работает только с материалами, которые могут плавиться и затвердевать, и которые относятся к тем же типам материалов. Сварочные процессы для соединения дерева с пластиком, пластика с металлом, металла со стеклом и т. Д. Отсутствуют.
Общая сварка имеет множество применений, в которых она может применяться безопасно и экономично. Однако не исключайте и другие методы. По мере развития технологий появляются новые возможности, которые могут быть лучше старых. Держите свой разум открытым.
Преимущества и недостатки сварных соединений
01 сентября 2018 г. | 0 комментариевисточник: https://pixabay.com/en/construction-worker-welding-welder-1717893/
Задумывались ли вы о применении сварных соединений для своих металлоконструкций? Есть несколько способов соединить металлы вместе, чтобы построить конструкцию. Клепание и сварка — это два способа. Но почему лучше использовать сварные швы?
Преимущества сварных соединений
- Сварное соединение — предпочтительный вариант для полезной цели.Этот тип соединения дает 100% гарантию того, что соединение достаточно прочное, чтобы выдерживать давление. Заклепочные соединения обычно обеспечивают не менее 75% прочности соединения.
- Стальные конструкции могут быть сложными, и в этих стальных конструкциях наиболее удобный способ выполнения соединения — это сварка. В случае стальных труб важно отметить, что сложные конструкции более доступны для сборки для более прочного соединения с помощью сварки.
- Сварка — это метод, обеспечивающий более жесткое соединение стальных конструкций.Это важное требование к конструкционным каркасам из стали.
- Хотя клепка может быть хорошей стратегией для соединения металлических частей, это не лучший вариант для конструкций, которые будут предъявлены иску в населенных пунктах.
- Сварные конструкции приятнее для глаз, так как их соединение металлов становится эстетичным. По сравнению с клепкой, когда соединения можно четко идентифицировать, сварка объединяет всю конструкцию в одно целое.
Недостатки сварных соединений
- Сварные соединения не допускают никакого расширения.Сокращения в соединении могут сделать его слабым. Через некоторое время он склонен к образованию трещин.
- Внутренние и внешние деформации могут возникать, когда области соединения подвергаются неравномерному нагреву в процессе сварки.
- Из-за возможного сильного нагрева может возникнуть усталость в местах соединения стали. Вот почему важно, чтобы со стальным соединением посредством сварки работал только специалист, чтобы гарантировать, что соединение не подвергается чрезмерному нагреву.
- Контроль сварной стали требует больше времени и точности. Проверка стабильности соединения требует большего.
Будете ли вы делать сварные соединения вместо клепаных? Это, безусловно, ваш лучший вариант, но вам нужно будет привлечь экспертов. Они точно знают, как использовать преимущества сварных соединений, а также устранять недостатки и сводить их к минимуму.
ссылка на аутсорсинг:
Опубликовано в сварке конструкции из конструкционной стали | Комментарии к записи Преимущества и недостатки сварных соединений
отключеныСоединение металлов: пайка против сварки
Соединение металлов: пайка против сварки
Существует несколько методов соединения металлов, включая сварку, пайку и пайку.В чем разница между сваркой и пайкой? В чем разница между пайкой и пайкой? Давайте рассмотрим различия, сравнительные преимущества и общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет вам определить оптимальный подход для вашего приложения.
Как работает пайка
Пайка выполняется совершенно иначе, чем сварное соединение. Первая большая разница в температуре — пайка не плавит основные металлы.Это означает, что температуры пайки неизменно ниже, чем температуры плавления основных металлов. Температуры пайки также значительно ниже, чем температуры сварки тех же основных металлов, при этом требуется меньше энергии.
Если пайка не расплавляет основные металлы, как она соединяется с ними? Он работает путем создания металлургической связи между присадочным металлом и поверхностями двух соединяемых металлов. Принцип, по которому присадочный металл протягивается через соединение для создания этой связи, — это капиллярное действие.При пайке вы применяете тепло к основным металлам. Затем присадочный металл контактирует с нагретыми деталями. Он мгновенно плавится под действием тепла в основных металлах и полностью протягивается капиллярным действием через соединение. Так делается пайка.
Применения пайки включают электронику / электротехнику, аэрокосмическую промышленность, автомобилестроение, HVAC / R, строительство и многое другое. Примеры варьируются от систем кондиционирования воздуха для автомобилей до высокочувствительных лопастей реактивных турбин, вспомогательных компонентов и ювелирных изделий.Пайка дает значительное преимущество в областях, где требуется соединение разнородных основных металлов, включая медь и сталь, а также неметаллов, таких как карбид вольфрама, оксид алюминия, графит и алмаз.
Сравнительные преимущества. Во-первых, паяное соединение — это прочное соединение. Правильно выполненное паяное соединение (например, сварное соединение) во многих случаях будет таким же прочным или прочным, как соединяемые металлы. Во-вторых, соединение выполняется при относительно низких температурах, в диапазоне от примерно 1150 ° F до 1600 ° F (от 620 ° C до 870 ° C).
Наиболее важно то, что неблагородные металлы никогда не плавятся. Поскольку основные металлы не плавятся, они обычно могут сохранять большую часть своих физических свойств. Такая целостность основного металла характерна для всех паяных соединений, включая соединения как тонкого, так и толстого сечения. Кроме того, более низкий нагрев сводит к минимуму опасность деформации или коробления металла. Учтите также, что более низкие температуры требуют меньше тепла — значительный фактор экономии.
Другим важным преимуществом пайки является легкость соединения разнородных металлов с использованием флюса или сплавов с порошковой сердцевиной / покрытием.Если вам не нужно плавить неблагородные металлы, чтобы соединить их, не имеет значения, имеют ли они сильно различающиеся точки плавления. Вы можете паять сталь с медью так же легко, как сталь со сталью. Сварка — это совсем другая история, потому что вы должны расплавить основные металлы, чтобы сплавить их. Это означает, что если вы пытаетесь сварить медь (точка плавления 1981 ° F / 1083 ° C) со сталью (точка плавления 2500 ° F / 1370 ° C), вы должны использовать довольно сложные и дорогие методы сварки. Полная простота соединения разнородных металлов с помощью обычных процедур пайки означает, что вы можете выбрать любые металлы, которые лучше всего подходят для функции сборки, зная, что у вас не возникнет проблем с их соединением, независимо от того, насколько сильно они различаются по температурам плавления.
Кроме того, паяное соединение имеет приятный внешний вид. Здесь проводится дневное и ночное сравнение между крошечным аккуратным скруглением паяного шва и толстым неровным валиком сварного шва. Эта характеристика особенно важна для соединений на потребительских товарах, где внешний вид имеет решающее значение. Паяное соединение почти всегда можно использовать «как есть», без каких-либо чистовых операций — еще одна экономия средств.
Пайка предлагает еще одно существенное преимущество перед сваркой, поскольку операторы обычно получают навыки пайки быстрее, чем навыки сварки.Причина кроется во внутренней разнице между двумя процессами. Линейный сварной шов должен отслеживаться с точной синхронизацией подачи тепла и наплавки присадочного металла. Паяное соединение, с другой стороны, имеет тенденцию «создавать себя» за счет капиллярного действия. Фактически, значительная часть навыков, связанных с пайкой, связана с проектированием и проектированием соединения. Сравнительная скорость обучения высококвалифицированных операторов является важным фактором затрат.
Наконец, пайку относительно легко автоматизировать.Характеристики процесса пайки — широкий диапазон нагрева и простота установки присадочного металла — помогают устранить потенциальные проблемы. Существует множество способов автоматического нагрева стыка, множество форм припоя и множество способов их нанесения, так что операцию пайки можно легко автоматизировать практически для любого уровня производства.
Как работает сварка
Сварка соединяет металлы путем их плавления и сплавления, обычно с добавлением сварочного присадочного металла.Соединения получаются прочными — обычно такими же прочными, как соединяемые металлы, или даже прочнее. Чтобы сплавить металлы, вы прикладываете концентрированный нагрев непосредственно к месту соединения. Это тепло должно быть высокой температуры для плавления основных металлов (соединяемых металлов) и присадочных металлов. Следовательно, температуры сварки начинаются с точки плавления основных металлов.
Сварка обычно подходит для соединения больших сборок, в которых обе металлические секции относительно толстые (0,5 дюйма / 12,7 мм) и соединены в одной точке.Поскольку валик сварного шва имеет неправильную форму, он обычно не используется в изделиях, требующих косметических швов. Применения включают транспорт, строительство, производство и ремонтные мастерские. Примерами являются роботизированные сборки, а также изготовление сосудов под давлением, мостов, строительных конструкций, самолетов, железнодорожных вагонов и путей, трубопроводов и т. Д.
Сравнительные преимущества . Поскольку сварочное тепло очень интенсивное, оно обычно локализовано и точечно; нецелесообразно наносить его равномерно на большой площади.Этот четко очерченный аспект имеет свои преимущества. Например, если вы хотите соединить две небольшие полосы металла в одной точке, практичным будет метод контактной сварки сопротивлением. Это быстрый и экономичный способ изготовления сотен и тысяч прочных неразъемных соединений.
Однако, если соединение является линейным, а не точечным, возникают проблемы. Местный нагрев при сварке может стать недостатком. Например, если вы хотите сварить встык два куска металла, вы начнете со снятия фаски с краев металлических деталей, чтобы оставить место для сварочного присадочного металла.Затем вы свариваете, сначала нагревая один конец области соединения до температуры плавления, затем медленно перемещая тепло вдоль линии соединения, нанося присадочный металл синхронно с теплом. Это типичная обычная сварочная операция. Правильно выполненный сварной шов не менее прочен, чем соединенные металлы.
Однако у этого метода сварки линейных стыков есть недостатки. Соединения выполняются при высоких температурах — достаточно высоких, чтобы плавить как основные металлы, так и присадочный металл.Эти высокие температуры могут вызвать проблемы, в том числе возможное искажение и коробление основных металлов или напряжения в зоне сварного шва. Эти опасности минимальны, когда соединяемые металлы толстые, но они могут стать проблемой, когда основные металлы имеют тонкие сечения. Кроме того, высокие температуры обходятся дорого, поскольку тепло — это энергия, а энергия стоит денег. Чем больше тепла вам нужно, чтобы сделать стык, тем больше будет затрат на производство стыка.
Теперь рассмотрим автоматизированный процесс сварки.Что происходит, если вы присоединяетесь не к одной сборке, а к сотням или тысячам сборок? Сварка по своей природе создает проблемы для автоматизации. Соединение контактной сваркой, выполненное в одной точке, относительно легко автоматизировать. Однако, как только точка становится линией — линейным соединением — снова необходимо провести линию. Эту операцию отслеживания можно автоматизировать, перемещая линию соединения, например, мимо нагревательной станции и автоматически подавая присадочную проволоку с больших катушек. Однако это сложная и требовательная установка, которая оправдана только в том случае, если у вас большие партии идентичных деталей.
Имейте в виду, что методы сварки постоянно совершенствуются. Сварку на производстве можно производить электронным лучом, разрядом конденсатора, трением и другими методами. Эти сложные процессы обычно требуют специального и дорогостоящего оборудования, а также сложных и трудоемких настроек. Подумайте, подходят ли они для более коротких производственных циклов, изменения конфигурации сборки или типичных повседневных требований к соединению металлов.
Выбор правильного процесса соединения металлов
Если вам нужны долговечные и прочные соединения, вы, вероятно, сузите круг вопросов, касающихся соединения металлов, до сварки, а не пайки.При сварке и пайке используются термические и присадочные металлы. И то, и другое может выполняться на производственной основе. Однако на этом сходство заканчивается. Они работают по-разному, поэтому помните, что нужно учитывать при пайке и сварке:
- Размер в сборе
- Толщина профилей основного металла
- Требования к стыкам в точках или линиях
- Металлы присоединяются
- Необходимое количество окончательной сборки
Другие варианты? Механически скрепленные соединения (резьбовые, стержневые или заклепочные) обычно не сравнятся с паяными по прочности, устойчивости к ударам и вибрации или герметичности.Адгезионное соединение и пайка обеспечат прочное соединение, но, как правило, ни одно из них не может обеспечить прочность паяного соединения — такую же или большую, чем у самих основных металлов. Они также, как правило, не могут производить соединения, устойчивые к температурам выше 200 ° F (93 ° C). Когда вам нужны постоянные, прочные соединения металла с металлом, пайка является сильным конкурентом.