ПП-А и другие мобильные прессы для арматуры, назначение обжимных прессов
Переносные гидравлические арматурные прессы — не самый известный, но довольно важный тип оборудования. Многим заказчикам нужно знать все про ПП-А и другие мобильные прессы для арматуры, про назначение обжимных прессов. Необходимо учитывать и нюансы технологии опрессовки арматуры.
Назначение
В строительной практике очень активно используют механическую стыковку арматуры путем прессования. Выполнить подобную работу помогают переносные гидравлические арматурные прессы. Их основное преимущество — возможность соединения линейных изделий без теплового воздействия.
Независимо от прилагаемых усилий, они действуют равнопрочным образом.
Гарантируется отличное качество строительных соединений.

При использовании качественного прессующего оборудования можно обеспечить:
-
оптимальную надежность стыковки;
-
безопасность при эксплуатации;
-
максимальную стойкость зданий и сооружений к различным механическим воздействиям.
Каждая модель рассчитана на механические стыки стержней периодического профиля с определенным размером по сечению. Сращивание стержней производится довольно эффективно. Что примечательно, время выполнения строительных работ заметно уменьшается. Если использовать вместо опрессовки сварку внахлест, потери конструкционного вещества арматуры будут слишком велики — минимум 3,5, максимум 27%. Кроме того, объем для заполнения бетоном участка в точке стыка оказывается меньше.
Как следствие, общая прочность железобетонной сборки понижается. Качественные прессы формируют соединения встык.
Существенное сокращение потерь стержней, многократное снижение временных затрат и отсутствие необходимости в высококвалифицированных сварщиках — очевидные плюсы гидравлического пресса. Что важно, сокращаются также расходы электроэнергии, и обеспечивается возможность работать даже при отрицательной температуре воздуха.
Устройство и принцип работы
Ключевыми составными частями обжимной техники являются:
-
ручка с кнопкой;
-
маслостанция;
-
прессующий шток;
-
матрицы верхняя и нижняя;
-
полуавтоматический комплекс.


Если говорить предметно про популярные мобильные аппараты ПП-А, то в них, кроме корпуса, есть:
-
поршневой узел;
-
движущаяся верхняя и нижняя матрицы;
-
фиксатор, дополненный тросиком;
-
цепь для удержания нижней матрицы;
-
пара штуцеров;
-
быстроразъемные соединения;
-
крышки;
-
рукояти с кнопками;
-
гибкие электрические кабели;
-
электрические разъемы;
-
гидравлические рукава, рассчитанные на высокое давление;
-
хомуты, позволяющие переносить пресс и ставить его в заданном положении.
Ход обжатия начнется с подачи функциональной жидкости внутрь полости поршня.
Особого внимания заслуживает маслоподающая станция. Перекачка масел производится с помощью насосной группы. Система управления дополняется манометром.
Обязательно предусматривается предохраняющий клапан. Важную роль играет и ограждение, оберегающее людей от травматизма. Ход манипуляций таков:
-
рабочая жидкость в станцию поступает через специальный фильтр;
-
через насос она проходит в рукав, а оттуда движется в распределитель;
-
проконтролировать давление позволяет перепускной клапан;
-
еще один клапан оберегает гидравлический цилиндр;
-
жидкость в бак перемещается через патрубок слива;
-
для поддержания управляющей коробки используется особый кронштейн;
-
предусматривается использование счетчика циклов.

Чтобы прибор опрессовал арматуру, надо надавить на кнопку и удержать ее 3 или 4 секунды. Потом аппарат сам сбросит давление. Шток вернется на исходную позицию. Обжимать муфту придется несколько раз по всей длине до полного завершения работы. Точки опрессовки должны быть разделены промежутком максимум 0,3 см.
Обзор моделей
Востребованностью пользуется модель ПА-80.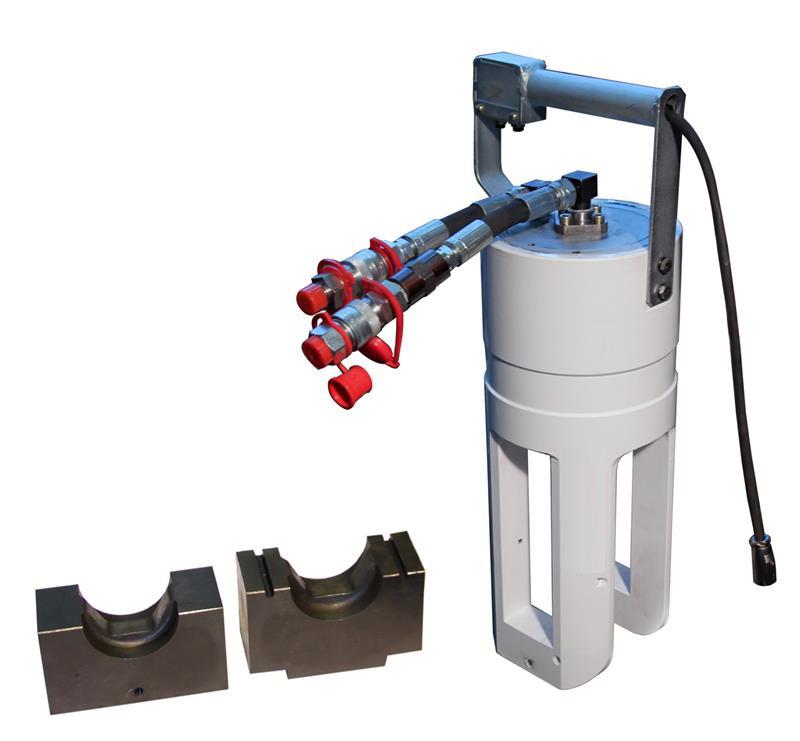 Этот гидравлический пресс рассчитан на механическую стыковку стержневой арматуры сечением 2-4 см. Технические параметры и важные сведения:
Этот гидравлический пресс рассчитан на механическую стыковку стержневой арматуры сечением 2-4 см. Технические параметры и важные сведения:
- обжимное усилие (в килоньютонах) 775;
-
функциональное давление 70 МПа;
-
собственная масса пресса 45 кг;
-
емкость масляного бака 15 л;
-
масса нетто общая (без учета заправки бака) 72 кг;
-
сертификация соответствия по нормативам Росстандарта;
-
успешно пройдено тестирование в ЦНИИС;
-
изделие официально рекомендовано к использованию НИИЖБ;
-
фирменная гарантия на 1 год.
Для стыковки арматуры муфтами можно применять и ПП-А. Изготовители этого пресса основной упор в описании делают на его оптимальную стоимость.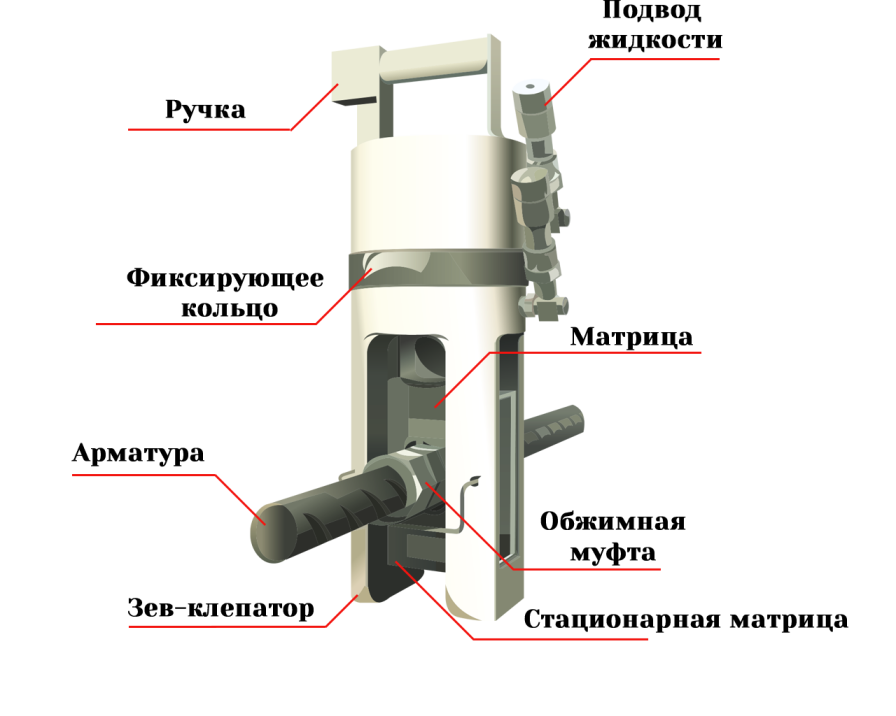
ПП-А легко переносится. Создаваемый стык будет равнопрочен. Работать с таким устройством несложно и безопасно. Модель полностью отвечает ГОСТ 10922-2012.
Управлять процессом опрессовки просто. Другие важные особенности:
-
отсутствие надобности в визуальном контроле обжатия;
-
особо надежный поршневой узел;
-
схема подводки рукавов, рассчитанная на эксплуатацию в любой мыслимой позиции;
-
экономичность работы в промежутках между активными манипуляциями;
-
успешное применение при опрессовке стержневой арматуры даже для самых ответственных проектов строительства в России;
-
высокая производительность;
-
способность обработанной арматуры стабильно функционировать при температуре до –55 градусов Цельсия и в местностях, районированных на сейсмичность 8-9 баллов.

Технология опрессовки арматуры
Проектная документация должна применяться максимально тщательно. Сами муфты для соединения следует формировать из стальных труб без швов либо из универсального круглого проката. Во втором случае понадобится резка металла.
Поперечник сечения соединительной муфты должен воспринимать ограниченную случайную растягивающую нагрузку. Величина этой нагрузки в каждом конкретном случае производится инженерами и техниками.
Прочные опрессованные соединения достигаются только при зазоре между муфтовым блоком и арматурным изделием максимум 0,4 см. Сечение конструкции при этом не учитывается. Так как реальные габариты блоков и труб очень сильно изменяются, отклонение геометрии поперечных участков муфт вполне допустимо — но при этом также требуется выполнение нормативов.
Сечение конструкции при этом не учитывается. Так как реальные габариты блоков и труб очень сильно изменяются, отклонение геометрии поперечных участков муфт вполне допустимо — но при этом также требуется выполнение нормативов.
Нормативные требования также регулируют:
-
допуски перпендикулярности осей;
-
отклонения перекосов торца;
-
нарушение положений стыков;
-
удлинение опрессованной муфты;
-
соответствие опрессовочного оборудования положениям ГОСТ 17411 и ГОСТ 15150.
Подсоединение пресса к источнику питания должно быть выполнено прошедшим аттестацию электриком. Обязательно выбирается показатель давления. После работы непременно оценивают удлинение муфт (на примере контрольных образцов). Соединяющие узлы заранее прочищают. Визуальный контроль облегчается путем пометки краев стержня арматуры контрастным красителем.
Соединяющие узлы заранее прочищают. Визуальный контроль облегчается путем пометки краев стержня арматуры контрастным красителем.
Применение механических соединений стержневой арматуры периодического профиля
Применение механических соединений стержневой арматуры периодического профиля
31 Октября 2017
ГОСТ 10922-2012 внес ясность в применение механических соединений стержневой арматуры диаметром от 16 до 40 мм классов А400, А400С, А500с и А600С: механическая опрессовка стержневой арматуры периодического профиля дает новые возможности и является прекрасной альтернативой другим способам ее стыковки.
Анализируя отечественный и зарубежный опыт работы можно заключить, что технология опрессовки арматурных стержней обладает рядом преимуществ перед другими видами соединений (сварные нахлесточные и стыковые):
+ абсолютно равнопрочный стык;
+ самый экономичный вид стыка;
+ высокая производительность работ по армированию;
+ доступность всех необходимых расходных элементов;
+ возможность производства работ в любых погодных условиях;
+ устойчивость к циклическим нагрузкам;
+ простота и удобство контроля качества стыка;
+ лучшая наполняемость бетоном.
Кроме того метод опрессовки используется в железобетонных конструкциях, где нахлесточные и сварные соединения не допускаются или не применяются из конструктивных соображений.
Современное оборудование , позволяет обеспечивить производство механических соединений арматурного проката с прочностью на растяжение, превышающей фактическое усилие временного сопротивления соединяемого проката (равнопрочные соединения), и с гарантией выносливости для соединения проката в составе железобетонных конструкций, рассчитанных на действие многократно повторяющихся нагрузок, в т.ч. в сейсмоактивных зонах.
Для стыковки арматуры используются арматурные прессы серии ПП-А50, ПП-А80М или ПП-А100М. Все устройства комплектуются специальными обжимными матрицами. Каждому типу арматуры соответствует свой комплект матриц. Пресс соединяется с гидравлической насосной станцией через рукава с быстроразъемными соединениями, устанавливается в любом удобном месте на стройплощадке и легко переносится. Также для для серийного производства соединений механических опрессованных стержневой арматуры используется пресс ПП-А300. Он обладает большей производительностью при меньшей трудоемкости работ.
Также для для серийного производства соединений механических опрессованных стержневой арматуры используется пресс ПП-А300. Он обладает большей производительностью при меньшей трудоемкости работ.
Проверка прочности соединений, выполненных арматурным прессом, производится на разрывных машинах. Стык считается качественным, если разрыв происходит по основному металлу.
Соединение арматурных стержней осуществляется за счет специальных муфт для стыковки арматурыпри соединении стержней одного диаметра, а также муфт переходных для стыковки арматуры разного диаметра, что актуально при многоэтажном строительстве (переходе с одного этажа на другой).
В соответствии с Техническими Условиями ТУ 4842-026-77625325-2009 «Соединения механические опрессованные арматурного проката для железобетонных конструкций» в качестве заготовки для производства муфт применяться бесшовные холодно- и горяче- деформированные трубы (ГОСТ 8731, 8732, 8732-78 и ГОСТ 8734-74), а также стальной горячекатаный металлопрокат (ГОСТ 2590 ) . В качестве материала для соединительных муфт может использоваться сталь марок 10 или 20 по ГОСТ 1050, а так же Ст2 или Ст3 по ГОСТ 380.
В качестве материала для соединительных муфт может использоваться сталь марок 10 или 20 по ГОСТ 1050, а так же Ст2 или Ст3 по ГОСТ 380.
Диаметр и толщина стенки муфты является фиксированной и для каждого диаметра арматуры применяются строго определенные параметры заготовки. ГОСТ 10922-2012 «Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия.» определяет длину соединительной муфты — 4-8 номинальных диаметров стыкуемых стержней. В связи с этим, технические условия предусматривают обжим одной муфты в несколько приемов как с промежутками так и без них.
Не смотря на кажущуюся простоту конструкции соединительных муфт, данные изделия далеко не всегда целесообразно и выгодно производить самостоятельно строительным компаниям. Приобретение дорогостоящего оборудования и его обслуживание, заработная плата рабочих, затраты на электроэнергию, организация закрытой производственной площадки, высокие транспортные расходы и сложности с надлежащим оформлением документов — все это делает производство муфт в условиях строительной площадки нерентабельным.
«Группа компаний ТДМ» — специализированное металлообрабатывающее предприятие имеет необходимое оборудование и подготовленный персонал для производства муфт в полном соответствии с нормативной технической документацией. Отлаженная система и грамотный подход к производственным издержкам позволяет предлагать муфты соединительные для опрессовки арматуры по ценам на 10-15% ниже рыночных!
Наше оборудование уже зарекомендовало себя на крупномасштабных строительствах стадионов, судостроительных верфей и причалов, мостов и тоннелей. А опыт применения данной технологии говорит о том, что помимо экономической выгоды, данный тип соединений обеспечивает лучшую прочность и надежность эксплуатации железобетонных зданий, повышает культуру и экологию производства.
Также читайте статьи:
Анализ мирового опыта механического соединения стержневой арматуры встык опрессовкой муфты.
Устройство и принцип работы систем механического соединения арматуры «ПП-А»
Оборудование в каталоге
Муфты соединительные в каталоге
Причины выбрать механическую стыковку арматуры
При возведении фундаментов и строительстве зданий часто возникает необходимость в соединении арматурных прутьев.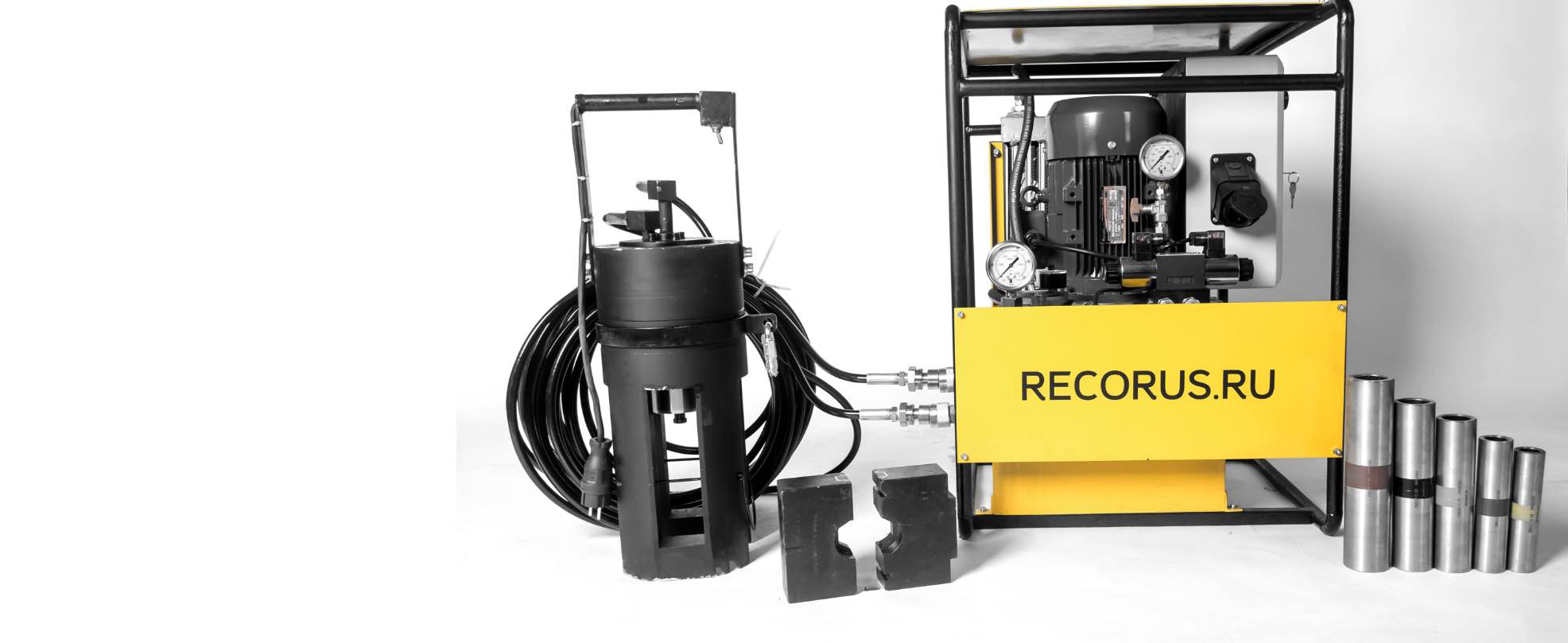 Механические соединения при помощи муфт являются наиболее надежными вариантом стыковки. При этом можно рассчитывать на продолжительную эксплуатацию любого сооружения из бетона.
Механические соединения при помощи муфт являются наиболее надежными вариантом стыковки. При этом можно рассчитывать на продолжительную эксплуатацию любого сооружения из бетона.
Благодаря технологии соединения арматуры HARDMAN существенно сокращаются сроки строительства объектов, и уменьшаются затраты материалов. Больше информации на сайте http://www.hardman-de.com/. Компания предлагает соединительные муфты, а также специальное оборудование для их опрессовывания. Предоставляет обучение персонала и постоянную техподдержку.
Нормативы по соединению арматурных стыков прописаны в СНиП. В настоящее время распространение получили следующие виды: сварочные, механические и соединения внахлест. Далее разберемся со стыковкой прутьев, используя специальные муфты.
Данный вариант соединения подразумевает обязательное использование гидравлического пресса. Если говорить о материалах, для этого потребуется сама арматура и непосредственно муфтовая конструкция. Технология такого соединения является достаточно простой, а проходит соединение так:
На скрепляемые стержни надевается муфта;
Затем осуществляется их обжим, используя пресс.
Для каждого последующего стержня операции повторяются.
В принципе, работы по механическому соединению арматуры проходит очень быстро. При необходимости, замене муфтам могут выступать трубы с достаточной толщиной стенок. Еще применение нашли муфты, имеющие перегородку по центру.
Стыковка механического типа применяются для стержней разного диаметров, потому что в операции принимает участие гидропресс. Важная особенность данного способа в том, что монтаж может осуществляться одним человеком. Что подходит для возведения частных построек. Таким образом, не придется тратиться на зарплату рабочим, потому что работу с прессом осилит даже строитель с недостатком опыта. Кроме того, способ отличается экономным расходом материала.
Практикуя данный вариант соединения, получается очень прочная конструкция. При этом операции могут осуществляться при любых погодных условиях.
На правах рекламы
Стыковка арматуры муфтами или нахлестам, сколько диаметр
Нахлест арматуры является самым простым и надежным способом соединения стержней между собой. Нахлест гарантирует длительную эксплуатацию любого бетонного сооружения. Несмотря на свою простоту, есть несколько моментов, которые нужно изучить перед началом работы. В СНиП есть отдельные пункты, посвященные соединению стержней арматуры, поэтому в этой статье мы пройдемся по основным положениям. Также стоит затронуть и другие способы стыковки стержней, с которыми стоит ознакомиться.
Нахлест гарантирует длительную эксплуатацию любого бетонного сооружения. Несмотря на свою простоту, есть несколько моментов, которые нужно изучить перед началом работы. В СНиП есть отдельные пункты, посвященные соединению стержней арматуры, поэтому в этой статье мы пройдемся по основным положениям. Также стоит затронуть и другие способы стыковки стержней, с которыми стоит ознакомиться.
Виды стыковки
Нормы и правила по соединению стержней арматуры описаны в СНиП, сегодня используется три вида: сварочные, механические соединения и нахлест. Со сварочными работами должно быть все понятно, что касается механических вариантов, то в этом случае соединение стержней происходит при помощи спрессованных или резьбовых муфт. Нас интересует нахлест арматуры, поэтому рассмотрим три вида этого соединения:
- стержни с петлями, лапками или крюками – самый простой вид для работы своими руками;
- арматура с прямыми концами приваркой или монтажом;
- профильные прутья.

Нахлест применяется в том случае, если сечение стержней не превышает 40 мм. В документе ACI 318-05 сказано, что сечение должно быть не более 36 мм. Этот диапазон был выбран лишь потому, что не было зарегистрированных испытаний с использованием больших диаметров, соответственно, подтверждения безопасности соединения в СНиП нет.
Схема стыков. Здесь показано соединение для ленточного фундамента.
Основные положения СНиП
Правила и нормы строительства запрещают скреплять стержни в зонах приложения и местах, где на конструкцию действует максимальная загрузка. Монтаж стержней может осуществляться как с вязальной проволокой, так и без нее. Что касается арматуры, сечение которой составляет 25-30 миллиметров, то здесь специалисты рекомендуют использовать муфтовое или спрессованное соединения.
Между стержнями, которые будут идти внахлест, должно быть расстояние минимум 25 миллиметров и выше, тогда бетон сможет заполнить весь каркас будущего сооружения. Также нахлест может быть выполнен при помощи вязальной проволоки, в таком случае дистанция между стержнями можно быть равно 0. Наибольшее расстояние между прутьями необходимо выбирать так, чтобы оно не превышало 4-х диаметров арматурных элементов. Что касается расстояния между парами стыков, то при таком виде крепления оно должно быть не менее 30 миллиметров, но и не меньше двух диаметров.
Также нахлест может быть выполнен при помощи вязальной проволоки, в таком случае дистанция между стержнями можно быть равно 0. Наибольшее расстояние между прутьями необходимо выбирать так, чтобы оно не превышало 4-х диаметров арматурных элементов. Что касается расстояния между парами стыков, то при таком виде крепления оно должно быть не менее 30 миллиметров, но и не меньше двух диаметров.
Механический способ соединения
Схема армирования, где используются ребра жесткости. Под номером «1» указана армированная сетка, под номером «2» – вертикальные прутья.
Если прутья будут стыковаться при помощи механического соединения, то обязательным требованием будет наличие гидравлического пресса. Что касается материалов, то для этого процесса нужны прутья, а также резьбовая и прессованная муфты.
Технология механического соединения является одной из самых простых, проходит монтаж следующим образом:
- На стержень необходимо надеть муфту.
- Далее происходит обжим при помощи пресса.
- Для следующего стержня арматуры схема работы повторяется.

Как видите, процесс проходит достаточно быстро. В качестве альтернативы муфтам могут использоваться толстостенные трубы. Также применяются муфты с центральной перегородкой. Механическое соединение используется для прутьев разного диаметров, так как в работе участвует гидравлический пресс. Главный плюс этого способа для частного строительства заключается в том, что справить с монтажом можно своими руками. Вам не придется нанимать рабочих, так как прессом может работать даже начинающий строитель
Величины при перехлесте
Длина прутков в первую очередь зависит от сечения арматуры, поэтому определиться с выбором вам поможет следующая таблица, в которой собранны основные размеры по СНиП:
В СНиП также можно найти таблицы, где указана длина анкеровки, в зависимости от марки бетонной смеси. Длина может зависеть и от типа арматура (на растяжение или на сжатие). К примеру, для марки цементной смеси M450 длина составляет 20 сантиметров. Длина для бетона более низкого качества M250 будет уже 158 сантиметров.
Длина может зависеть и от типа арматура (на растяжение или на сжатие). К примеру, для марки цементной смеси M450 длина составляет 20 сантиметров. Длина для бетона более низкого качества M250 будет уже 158 сантиметров.
Теперь вы знаете, сколько диаметров составляет минимальное расстояние и сколько составляет длина стержней, в зависимости от марки бетонной смеси. Осталось пройтись по нескольким важным пунктам СНиП:
- Если используется нахлест, то в монтаже в обязательном порядке должны использоваться добавочные прутья – это обязательное требование СНиП;
Нахлест, где соединение имеет вид крестообразной формы, должен выполняться при помощи отожженной проволокой или хомутов.
Сварка арматуры в прошлом — что же пришло на замену? | ММА сварка для начинающих
Сварка арматуры — это не единственный способ соединения металлических стержней на сегодняшний день. Скорее, это старый способ соединения, от которого всё чаще отказываются в последнее время.
Скорее, это старый способ соединения, от которого всё чаще отказываются в последнее время.
На смену сварки пришли различные другие способы, более современные и отвечающие нынешним запросам касательно экономии. Так, например, муфтовое соединение арматуры позволяет ускорить срок сдачи строительного объекта в несколько раз. Происходит это за счет снижения расходов на стыковку арматуры, а также, за счет роста скорости строительных работ.
Муфтовое соединение арматуры
Муфтовое соединение позволяет добиться прочной, надёжной и непрерывной конструкции из арматуры. Возможность применить это способ соединения арматуры в железобетонных конструкциях, позволило в несколько раз сэкономить и ускорить строительство объектов.
Применение муфт для стыковки арматуры даёт такие возможности:
- Полностью отказаться от проведения сварочных работ необходимых для соединения арматуры;
- Увеличить в целом темпы выполнения строительных работ по возведению арматурного каркаса;
- Даёт проектировщикам большую гибкость при составлении проектных решений;
- Позволяет снизить коэффициент армирования и сэкономить строительные материалы;
- Увеличивает экономические показатели проекта.

Сварка арматуры постепенно уходит в прошлое. Варить может далеко не каждый, для этого нужен опыт и знания. Муфтовое соединение арматуры не требует какой-либо специальной подготовки от работника, достаточно лишь понять принцип, как это работает.
При этом скорость муфтового соединения поражает. Всего лишь за одну смену, работник может осуществить более 100 стыков, используя отдельный комплект оборудования для этих целей. Вот почему в 3-5 раз увеличивается скорость выполнения строительных работ.
Ну и далеко не последнее преимущество муфтового соединения заключается в том, что оно показывает достойные показатели касательно сейсмостойкости. И если обычное соединение арматуры, внахлёст, способно разойтись вследствие динамических нагрузок, то арматура соединённая муфтами, лучше противостоит различному роду воздействиям.
Как происходит стыковка арматуры муфтами
Муфта для соединения арматуры устроена, таким образом, что внутри неё имеется резьба или небольшие обжимные кольца. В зависимости от типа, муфты бывают резьбовыми и обжимными. Для соединения арматуры резьбовыми муфтами, ответная часть резьбы должна находиться и на конце арматуры.
В зависимости от типа, муфты бывают резьбовыми и обжимными. Для соединения арматуры резьбовыми муфтами, ответная часть резьбы должна находиться и на конце арматуры.
Для монтажа обжимных муфт, используется специальный гидравлический пресс, который обжимает муфту вдоль, либо поперёк. При этом получается очень прочное и неразъёмное соединение арматуры. Единственным его недостатком, является сложность процесса и довольно большая длительность выполнения по времени.
Чтобы нарезать резьбу на арматуре для последующего её соединения муфтами, уходит гораздо меньше времени, чем на обжатие муфты прессом.
Еще статьи про сварку:CRSI: соединительный стержень
Железобетонные конструкции спроектированы так, чтобы вести себя монолитно. Правильно спроектированные стыки отдельных арматурных стержней являются ключевым элементом в передаче сил через конструкцию и создании пути нагрузки. Архитектор / инженер предоставляет местоположение, длину нахлеста и соответствующую информацию на структурных чертежах.
Простое соединение внахлест
Соединение внахлест является преобладающим методом соединения арматурных стержней.Стержни могут быть разнесены друг от друга или соприкасаться. Для соединений внахлест контактные соединения предпочтительны по той практической причине, что при соединении вместе их легче защитить от смещения во время укладки бетона. Бесконтактные соединенные внахлест стержни не должны располагаться слишком широко друг от друга, чтобы в бетоне между стержнями образовалась зигзагообразная трещина.
Длина стыка внахлест зависит от прочности бетона, типа бетона, предела текучести (марки) арматурных стержней, размера стержней, расстояния между стержнями, покрытия бетона и количества стяжек или хомутов.Длина соединения внахлест всегда указывается на чертежах размещения и может быть найдена либо в деталях, либо в таблицах нахлеста, либо в общих примечаниях. Дополнительную информацию о соединениях внахлест можно найти здесь.
Сварное соединение внахлест
В целом CRSI не рекомендует ручную дуговую сварку в полевых условиях.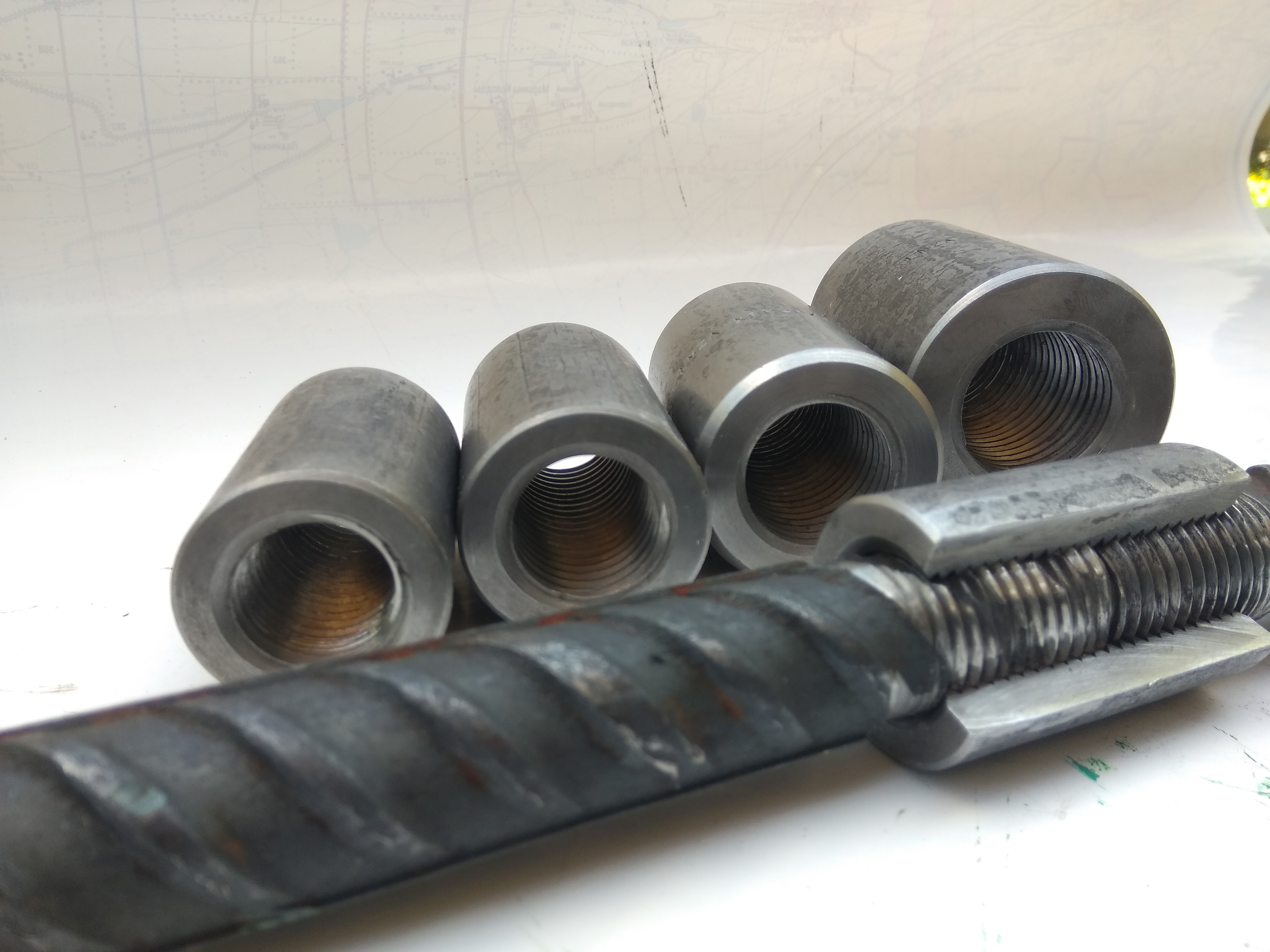 Однако, при необходимости, сварные стыки выполняются путем электродуговой сварки арматурных стержней. Для проектов любого масштаба ручная дуговая сварка обычно является наиболее дорогостоящим методом из-за прямых и косвенных затрат на надлежащий осмотр.Правильно спроектированные и изготовленные сварные соединения требуют большего внимания, чем простое заявление в контрактной документации: «Все сварные соединения должны соответствовать « Нормам по сварке конструкций — арматурная сталь » (AWS D1.4 / D1.4M: 2011)».
Однако, при необходимости, сварные стыки выполняются путем электродуговой сварки арматурных стержней. Для проектов любого масштаба ручная дуговая сварка обычно является наиболее дорогостоящим методом из-за прямых и косвенных затрат на надлежащий осмотр.Правильно спроектированные и изготовленные сварные соединения требуют большего внимания, чем простое заявление в контрактной документации: «Все сварные соединения должны соответствовать « Нормам по сварке конструкций — арматурная сталь » (AWS D1.4 / D1.4M: 2011)».
Хотя Сварочные нормы и правила являются всеобъемлющим документом, для проекта со сварной арматурой требуются другие важные элементы, такие как химический анализ стали, полевой осмотр, наблюдение и контроль качества. CRSI не рекомендует соединять поперечины небольшими сварочными швами, известными как «прихваточные швы».«Прихваточная сварка — фактор, связанный с хрупким разрушением узлов арматуры.
Муфта для стержня с деформированной резьбой
Это механическое соединение, для которого требуются специальные стержни с резьбовой прокаткой, деформации по всей длине которых соответствуют стандарту ASTM A615. Соединения собираются контргайками и резьбовыми муфтами, затем гайки затягиваются с заданным крутящим моментом. В качестве альтернативы контргайки можно не устанавливать, если стержни можно затянуть вместе. Специальное оборудование позволяет использовать его для концевых анкеровок в бетоне или для соединения с конструкционными стальными элементами.Прутки могут быть пламенными или пропиленными.
Соединения собираются контргайками и резьбовыми муфтами, затем гайки затягиваются с заданным крутящим моментом. В качестве альтернативы контргайки можно не устанавливать, если стержни можно затянуть вместе. Специальное оборудование позволяет использовать его для концевых анкеровок в бетоне или для соединения с конструкционными стальными элементами.Прутки могут быть пламенными или пропиленными.
Муфта с высаженной прямой резьбой
Это механическое соединение, состоящее из соединительной муфты с внутренней прямой резьбой на каждом конце, которая соединяет два арматурных стержня с высаженным концом с соответствующей внешней резьбой. Высаживание концов стержня позволяет увеличить площадь поперечного сечения в резьбовой части, чем площадь поперечного сечения стержня.
Этот тип стыка может состоять либо из трех частей (два конца стержня и соединитель с внутренней резьбой), либо из двух частей, при этом соединительный элемент может быть выкован за одно целое или предварительно установлен на конце стержня. Эти системы также доступны в виде приварных муфт, переходных муфт, позиционных муфт и стержней с головкой.
Эти системы также доступны в виде приварных муфт, переходных муфт, позиционных муфт и стержней с головкой.
Муфта с прямой резьбой без высадки
Это механическое соединение, состоящее из муфты с внутренней прямой резьбой на каждом конце, которая соединяет два арматурных стержня с соответствующей внешней резьбой. Поскольку нарезка резьбы уменьшает чистую площадь поперечного сечения арматурного стержня, некоторые производители используют стержни на один размер больше, в то время как другие производители используют стержни с пределом прочности на растяжение и предел текучести, достаточным для преодоления потери чистой площади за счет нарезания резьбы.
Этот тип соединения состоит из трех частей (два конца стержня и муфта с внутренней резьбой). Эти системы также доступны в виде приварных муфт, переходных муфт и позиционных муфт.
Муфта резьбовая с холодным обжимом
Резьбовая муфта с холодной обжимкой состоит из наружной и внутренней частей с предварительно выполненной резьбой, которые обжимаются на арматурных стержнях с помощью обжимного пресса со специальными штампами. На концах стержня резьбы не требуется. Соединение стержней завершается установкой одного компонента с предварительной резьбой в другой.Трехкомпонентная соединительная муфта доступна для сращивания изогнутых стержней, которые нельзя повернуть. Дополнительные детали включают переходные муфты для соединения стержней разных размеров, муфты, используемые для соединения стержней с конструкционными стальными элементами, и муфты с фланцами, имеющими отверстия для гвоздей. Потоки запечатаны и защищены для будущих приложений расширения.
На концах стержня резьбы не требуется. Соединение стержней завершается установкой одного компонента с предварительной резьбой в другой.Трехкомпонентная соединительная муфта доступна для сращивания изогнутых стержней, которые нельзя повернуть. Дополнительные детали включают переходные муфты для соединения стержней разных размеров, муфты, используемые для соединения стержней с конструкционными стальными элементами, и муфты с фланцами, имеющими отверстия для гвоздей. Потоки запечатаны и защищены для будущих приложений расширения.
Муфта с конической резьбой
Это механическое соединение, состоящее из муфты с конической резьбой, которая соединяет стержни с соответствующей конической резьбой.Муфта устанавливается путем поворота стержня или втулки с помощью гаечных ключей с крутящим моментом, указанным производителем. Для сращивания гнутых или изогнутых стержней используются специальные позиционные муфты с хомутами. Адаптации позволяют использовать концевые анкерные крепления в бетоне или соединения со стальными конструкционными элементами. Концы прутка могут быть обрезанными или пропиленными. Концы прутка требуют нарезания конической резьбы на заданную длину.
Концы прутка могут быть обрезанными или пропиленными. Концы прутка требуют нарезания конической резьбы на заданную длину.
Муфта с прямой резьбой с высаженными концами арматуры
Это механический стык, состоящий из формующих головок на концах стержней, которые должны быть соединены с помощью гидравлической машины от производителя стыка, которая предназначена для установки между близко расположенными стержнями.Концы высаженных стержней стыкуются друг с другом и удерживаются на месте с помощью соединителя с прямой резьбой с наружной и внутренней резьбой, который устанавливается на стержнях перед формированием головок. Муфта устанавливается путем поворота охватываемого или охватываемого компонента и затяжки с рекомендованным производителем крутящим моментом; вращения штанги не требуется. Гнутые или изогнутые стержни можно сращивать с помощью одного и того же устройства. Адаптации позволяют использовать концевые анкерные крепления в бетоне или соединение с резьбовой шпилькой.
Соединительная муфта, заполненная раствором
Соединительная муфта в форме двойной усечки заполнена безусадочным высокопрочным раствором на цементной основе.Сращиваемые арматурные стержни вставляются во втулку и стыкуются в центре втулки. Пространство между стержнем и втулкой заполнено безусадочным раствором для передачи усилий между деформированной поверхностью стержней и деформированной внутренней поверхностью втулки. Никакой специальной подготовки концов прутков не требуется, за исключением обычной очистки. Относительно широкие рукава также могут компенсировать незначительные перекосы стержней и комбинации стержней разного размера.
Комбинированная втулка с цементным раствором и резьбой
Этот тип механического соединения, в основном используемый для сборного железобетона, сочетает в себе два распространенных метода механического соединения.Один конец втулки прикрепляют к арматурному стержню (арматуре) с помощью резьбы. Затем соединение завершается, когда другой конец стержня вставляется в муфту, а пространство между стержнем и муфтой заполняется высокопрочным раствором. Широкая горловина рукава допускает незначительное смещение стержня во время монтажа. Широкая горловина также позволяет переключаться между барами разных размеров.
Затем соединение завершается, когда другой конец стержня вставляется в муфту, а пространство между стержнем и муфтой заполняется высокопрочным раствором. Широкая горловина рукава допускает незначительное смещение стержня во время монтажа. Широкая горловина также позволяет переключаться между барами разных размеров.
Стальная муфтовая муфта
Муфтовая муфта, заполненная сталью, представляет собой механическое соединение, в котором расплавленный металл или «стальной наполнитель» блокирует канавки внутри втулки с деформациями арматурного стержня.Специальные детали позволяют использовать их в качестве концевых анкеров или соединений с конструкционными стальными элементами. Концы стержня, отрезанные со срезом, пламенем или пропилом, можно использовать в качестве «стального наполнителя», заполняющего пространство между концами стержня. Однако рекомендуется проверка конца стержня.
Муфта холодного обжима
В муфте с холодной обжимкой используется гидравлический обжимной пресс со специальными штампами для деформации втулки вокруг концов сращиваемых арматурных стержней. Это обеспечивает надежную механическую блокировку арматурных стержней.Сращиваемые стержни вставляются в гильзу на равные расстояния. Прутки могут быть разрезанными на ножницы, пламенем или распилом, однако рекомендуется проверка конца стержня. С помощью этой системы можно соединять стержни разных размеров. Это механическое соединение может также использоваться для соединения арматурных стержней с конструкционными стальными элементами. Для сращивания арматурных стержней с эпоксидным покрытием требуются более длинные рукава.
Это обеспечивает надежную механическую блокировку арматурных стержней.Сращиваемые стержни вставляются в гильзу на равные расстояния. Прутки могут быть разрезанными на ножницы, пламенем или распилом, однако рекомендуется проверка конца стержня. С помощью этой системы можно соединять стержни разных размеров. Это механическое соединение может также использоваться для соединения арматурных стержней с конструкционными стальными элементами. Для сращивания арматурных стержней с эпоксидным покрытием требуются более длинные рукава.
Соединительная муфта с срезным винтом
Этот тип механического соединения состоит из соединительной втулки с винтами со срезной головкой, которые предназначены для срезания с заданным крутящим моментом.Арматурные стержни вставляются так, чтобы встретиться с центральным упором в соединительной втулке, и винты затягиваются. В процессе затяжки заостренные винты вставляются в стержни. Для одного типа стыков винты заставляют стержни контактировать с внутренними направляющими для захвата.:quality(98)/www.dehn.de/store/f/10471116/HDVORSCHAU/308046_1.jpg) Для другого типа стыка винты заставляют стержни вклиниваться в сходящиеся внутренние стенки соединительной муфты. Винты можно затянуть с помощью стандартного торцевого ключа или пневматического ударного ключа. Для стыковки двух неподвижных стержней доступны соединительные втулки без центрального упора.
Для другого типа стыка винты заставляют стержни вклиниваться в сходящиеся внутренние стенки соединительной муфты. Винты можно затянуть с помощью стандартного торцевого ключа или пневматического ударного ключа. Для стыковки двух неподвижных стержней доступны соединительные втулки без центрального упора.
Прессованная муфта
Этот тип механического соединения производится путем холодного выдавливания соединительной втулки по обоим концам стержня за одну операцию. Затем соединительная втулка центрируется по стыкуемым концам стержня и присоединяется к одному стержню путем затягивания установочного винта. Гидравлический пресс, предназначенный для установки между близко расположенными стержнями из арматурной стали, затем проталкивает волочильный штамп по всей длине соединительной втулки. Материалы муфты плотно обтекают деформацию стержня, что создает стык.
Также доступны экструдированные переходные муфты для соединения двух арматурных стержней разного размера. Прутки могут быть разрезаны на ножницы, пламенем или пропилены; однако рекомендуется проверка конца стержня.
Прутки могут быть разрезаны на ножницы, пламенем или пропилены; однако рекомендуется проверка конца стержня.
Муфта сцепления с двойным клином
Эта соединительная муфта состоит из втулки из ковкого чугуна с двумя внутренними клиньями. Две серии конических винтов расположены по длине втулки напротив клиновидного профиля в втулке. Каждый арматурный стержень выступает из рукава примерно на один диаметр стержня.Специальной подготовки концов прутка не требуется. Когда винты затягиваются, они вдавливаются в поверхность стержней и вклинивают стержни в сходящиеся стороны профиля рукава. Винты можно затягивать с помощью подходящих ударных ключей или ручных гаечных ключей с храповым механизмом. Головки винтов рассчитаны на срезание при заданном моменте затяжки. С помощью этой соединительной муфты можно соединять стержни размером от # 3 до # 6 [от # 10 до # 19], а также стержни разных размеров без покрытия или с эпоксидным покрытием.
Соединительная втулка со срезным болтом / клином
Предназначенная в первую очередь для сращивания стержней меньшего диаметра, размером от # 3 до # 6 [от # 10 до # 19], соединительная втулка имеет овальное поперечное сечение, что позволяет перекрывать два арматурных стержня одинакового диаметра во втулке. Каждый стержень выходит из рукава примерно на один диаметр стержня. После того, как втулка установлена правильно, через отверстие на плоской поверхности втулки продевается клиновидный круглый штифт. Клин проходит между стержнями и проходит через отверстие напротив отверстия для вставки. Палец клина приводится в движение ручным гидроцилиндром.
Каждый стержень выходит из рукава примерно на один диаметр стержня. После того, как втулка установлена правильно, через отверстие на плоской поверхности втулки продевается клиновидный круглый штифт. Клин проходит между стержнями и проходит через отверстие напротив отверстия для вставки. Палец клина приводится в движение ручным гидроцилиндром.
Механический соединитель дюбелей
Механические соединения дюбелей используются для предотвращения проникновения стержней или их выхода из форм и железобетонных конструкций.Все доступные системы состоят из нескольких компонентов. Соединительный компонент имеет внутреннюю резьбу, а другой компонент имеет внешнюю резьбу. Компонент с внутренней резьбой обычно предназначен для крепления непосредственно к опалубке и обычно заключен в оболочку при первой укладке бетона. Эти системы доступны во множестве дизайнов, конфигураций, размеров и форм.
Механические соединения только с компрессией
Использование концевого подшипника для передачи сжатия от стержня к стержню требует, чтобы концы стержней были обрезаны в пределах 1–1 / 2 квадрата к продольной оси стержней.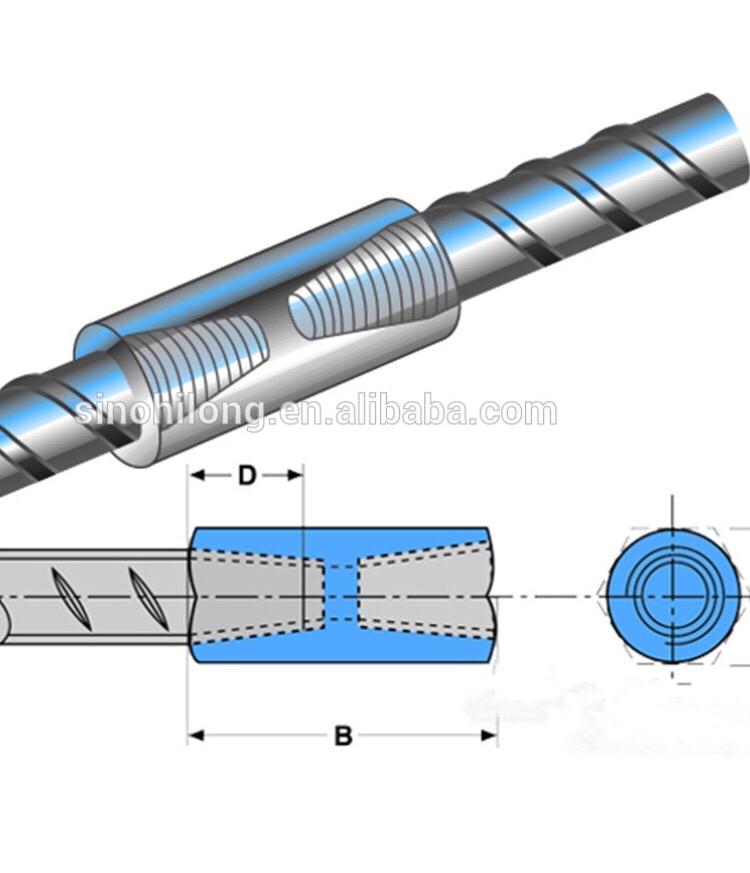 При сборке на месте такие механические стыки при установке должны входить с точностью до 3 градусов. Для обеспечения концентрической опоры используются коммерческие устройства.
При сборке на месте такие механические стыки при установке должны входить с точностью до 3 градусов. Для обеспечения концентрической опоры используются коммерческие устройства.
Необходимые ресурсы
Арматурные стержни: анкерные крепления и соединения
Арматурные стержни: анкерные крепления и соединения — исчерпывающий источник информации о разработке и соединении арматурных стержней. Включает обширные таблицы развертки и длины соединения внахлест.Также включает расширенную информацию о столбцах с заголовками. Основано на спецификациях мостов ACI 318-08 и AASHTO.
Техническая нота (ETN-D-2): Стыки внахлест в шахматном порядке
Целью данной технической записки является ознакомление с смещением стыков внахлестку во избежание скопления арматурных стержней в области стыков внахлестку.
3 Способы соединения арматурных стержней
3 Способы соединения арматурных стержней
В большинстве железобетонных конструкций невозможно обеспечить сплошные стержни полной длины из-за производственных, производственных и транспортных ограничений. Правильная стыковка арматурных стержней так важна для целостности железобетона.
Правильная стыковка арматурных стержней так важна для целостности железобетона.
Существует три метода сращивания арматуры:
Соединение внахлест
Сварные соединения
Механические соединения
Соединение внахлест обычно является наиболее распространенным и наиболее экономичным, а сварные соединения обычно требуют наиболее дорогостоящих работ в полевых условиях.Однако соединение внахлестку также создает некоторые проблемы в процессе строительства. Соединения внахлест вызывают скопление в местах соединения, иногда делая их использование невозможным; Соединение арматуры в критических точках напряжения; Заливка арматуры, затрудняющая прохождение бетона по желобу; Недостаточная длина стыка внахлест; Определение длины стыка при использовании разных типов арматуры; Кроме того. Не разрешается использовать соединение внахлест для стержней №14 и №18, за исключением сжатия, только для стержней №11 или меньшего размера.
Чтобы решить эти проблемы, промышленность также использовала механические устройства для создания стыков арматуры. Обычно в механических соединениях используется металлическое устройство для соединения двух частей арматуры. Эти арматурные стержни должны иметь резьбовые концы арматурных стержней, чтобы они входили в муфту, а затем стык натягивается на арматурный стержень. другие типы систем механического соединения арматуры просто захватывают арматурный стержень без необходимости иметь резьбовой арматурный стержень на стройплощадке. Некоторые из этих систем механического соединения арматуры можно быстро и легко установить с помощью ручных инструментов; Это возможность использования на арматуре больших сортов; Он будет работать как сплошной кусок арматуры, с другой стороны, он обладает превосходными усталостными характеристиками.
В заключение, каждый метод сварки имеет свои преимущества и подходит для конкретных приложений. Если стыки внахлест недопустимы или непрактичны в использовании, следует использовать механические соединения или сварные стыки. Для проектов любого масштаба ручная дуговая сварка обычно является наиболее дорогостоящим методом из-за прямых и косвенных затрат на надлежащий осмотр. Механические соединения выполняются с помощью запатентованных соединительных устройств. Информация о рабочих характеристиках и данные испытаний должны быть получены напрямую от производителей сращивающих устройств.
Для проектов любого масштаба ручная дуговая сварка обычно является наиболее дорогостоящим методом из-за прямых и косвенных затрат на надлежащий осмотр. Механические соединения выполняются с помощью запатентованных соединительных устройств. Информация о рабочих характеристиках и данные испытаний должны быть получены напрямую от производителей сращивающих устройств.
Bar Swage Rebar Splice — рентабельные ремонтные муфты
Preshcon Bar Swage Механический соединитель арматурных стержней по большей части является ремонтной муфтой, хотя ее применение много и разнообразно, ее обычно включают в строительный проект, когда возникают неожиданные осложнения, требующие решения для ремонта арматуры. Для резьбовых муфт для арматуры посетите нашу страницу «IRON MAN», посвященную муфтам для арматуры BMS.
Механический соединитель арматуры
Одним из примеров ситуации, когда необходимо интегрировать механическую систему соединения арматурных стержней с прессовкой стержней, является случай, когда некоторые стартовые стержни, которые были случайно порезаны во время строительства фундамента, теперь препятствуют установлению распорки.
Наверное, на ум приходят три других решения:
- Взлом — для того, чтобы выявить приемлемую длину круга с помощью взлома, часто требуется чрезвычайно обширный, чрезмерно разрушительный и дорогостоящий, а во многих ситуациях оказывается абсолютно невозможным.
- Сварка — часто не одобряется, поскольку вполне вероятно, что потребуются меры контроля качества рентгеновского излучения. Резьбовые соединители для арматуры
- — к сожалению, даже наши соединители для арматурных стержней IRON MAN BMS не могут решить эту проблему, поскольку резьбонарезные станки не могут нарезать резьбу на уже отлитые стержни.
Пруток Swage Механические стыки предлагают идеальное решение без каких-либо проблем.
- Наш Bar Swage стык арматурных стержней производится методом холодной обжимки без чрезмерного нагрева, поэтому сохраняется первоначальная целостность арматурного стержня. Доступный визуальный осмотр
- обеспечивает простой, ненавязчивый контроль качества, концы арматурных стержней не требуют специальной подготовки, а система механического сращивания стержней Bar Swage сращивает арматуру с любой гальванической защитой или гофрированным рисунком.
- Наши соединители арматуры выпускаются в размерах от 16 мм до 40 мм до идеального зеркального отражения размеров арматурных стержней; он может быть установлен в любых погодных условиях и идеально подходит как для новых строительных проектов, так и для конструктивных ремонтных решений.

Для получения дополнительной информации или нашего полного каталога свяжитесь с нашим напряженным отделом продаж.
Обжимка стыков арматуры
Bar Swage Стыки арматуры прижимаются к концам двух смежных стержней. Пресса Bar Swage прижимает втулку вниз к концу стержня в серии зажимов, которые прикладываются под высоким давлением.
Эта простая процедура выполняется в два этапа:
- Первый этап — прижать половину рукава к незакрепленной штанге.
- На втором этапе неопрессованный конец рукава надевается на закрепленную планку, и прессование завершается на месте.
Стандартный стержень Swage используется для соединения двух стержней, которые можно напрямую соединить вместе с помощью гидравлического пресса.
| Диаметр стержня | 16 | 20 | 25 | 28 | 32 | 40 | |
| Втулка I / D без пресса | a | 19.4 | 23,3 | 29,0 | 33,5 | 38,5 | 46,5 |
| Втулка O / D без прессования | г | 27 | 39 | 45 | 51 | 60 | 70 |
| Длина рукава без сжатия | б | 96 | 120 | 140 | 170 | 180 | 250 |
| Длина сжатого рукава | л | 120 | 150 | 170 | 190 | 200 | 280 |
| Вес рукава (кг) | 0. 17 17 | 0,33 | 0,63 | 1,10 | 1,33 | 2,56 |
Все размеры могут быть изменены с предварительным уведомлением
Обжимной стержень Сертификаты на стыки арматурыBar Swage муфты для арматуры спроектированы и изготовлены в соответствии с BSENISO9001. Кроме того, муфта была протестирована на соответствие следующим международным нормам проектирования:
Британский институт стандартов: BS4449, BS4461
Американский институт бетона: ACI 318, ACI 359
Стержень обжима Соединение
- Поместите втулку на конец продолжающей планки, используя калибр для позиционирования.Прижмите гильзу к перекладине серией укусов. Обычно это можно сделать на месте, используя жим лежа.
- Поместите неопрессованный конец рукава над закрепленным стержнем.
- Используя гидравлический пресс, наденьте втулку на фиксированную штангу за несколько приемов.

Пресс для холодной экструзии, соединительная муфта для арматуры
Соединительная муфта для пресса холодной экструзии
Характеристики продукта:
Система пресса для холодной экструзии представляет собой разновидность гибкого соединения, разработанного в соответствии с требованиями строительной площадки .Это простой в использовании метод соединения арматуры, нет необходимости собирать арматуру на заводе.
Муфта пресса для холодной экструзии выдавливается на концах арматуры под давлением устройства высокого давления. Результат испытания такого типа соединения может гарантировать, что предел прочности на разрыв образца соединения составляет не менее 125% от нормального предела текучести арматуры. (Марка арматуры: 500 МПа)
(Марка арматуры: 500 МПа)
Система пресса для холодной экструзии представляет собой соединение встык, которое подходит для применений, требующих как растяжения, так и сжатия.
Преимущества:
1. Подходит для проектов ремонта или модернизации
2. Подходит для любых концов арматуры, подвергнутых холодной резке
3. Не уменьшает площадь поперечного сечения арматуры
4. Все муфты имеют индивидуальные марки и номера партий, поэтому сырье легко отследить. Полностью произведено в соответствии со стандартом ISO 9001.
Руководство по установке муфты холодного гидравлического пресса для арматуры
1.Работы по подготовке площадки: очистить и выпрямить арматуру.
2. Отметьте на арматуре половину длины муфты.
3. Поместите муфту на требуемую длину, чтобы ограничить площадь экструзии, а затем отметьте оба конца муфты пресса для холодной экструзии.
4. Мы не можем выдавливать муфту за пределы области маркировки после маркировки. Мы должны выдавить стяжку от середины в обе стороны.
Мы должны выдавить стяжку от середины в обе стороны.
5. Подготовьте гидравлический инструмент и установите соответствующие пресс-формы. Подготовьте насос к подключению питания.Если напряжение двигателя 380 В или 440 В, сначала поверните переключатель в положение правильного двигателя.
6. Вставьте половинную длину муфты на арматурный стержень, подсоедините согласно маркировке.
7. Выдавить муфту с требуемым давлением.
8. Остановите экструзию, когда давление достигнет заданного размера.
9. Вышеописанный процесс повторяется много раз в зависимости от требований к размеру.
10. Подготовьте столько концов арматуры, сколько необходимо для соединения.
11. Вставьте арматурный стержень, необходимый для соединения, в муфту, выдавленную на первом стержне.
12. Повторите процесс выдавливания соединительной арматуры.
| Сначала подготовьте муфту | Во-вторых, поместите арматуру в муфту |
| В-третьих, выдавите муфту на арматуру, затем вставьте вторую арматуру | Четвертое, завершите соединение |
Прочность прессового соединения холодной экструзии не ниже нормальной прочности арматуры при испытаниях на растяжение. Он также может проводить окончательные механические испытания, которые могут сломаться на шине за пределами соединения в соответствии с запросами клиента.
Он также может проводить окончательные механические испытания, которые могут сломаться на шине за пределами соединения в соответствии с запросами клиента.
Параметр для муфты установки муфты холодного гидравлического пресса
Прикладные проекты
Машина совместима с муфтой пресса холодной экструзии
диаметр технологической арматуры. от 16 мм до 32 мм YJ-800 может обрабатывать арматуру диаметром.от 36 мм до 40 ммYJ650 вся машина + депрессор YJ800, может обрабатывать 16-40 мм.
Способы соединения:
Стандартный стык с параллельной резьбой
Простое соединение путем вращения стержня до полного зацепления резьбы. Параллельная резьба: нет риска неправильного совпадения резьбы. Нет риска нарезания резьбы.
Добавление длины стыка
Даже если оба стержня не вращаются, используйте стандартный соединитель JBCZ. Муфта полностью входит в удлиненную резьбу соединительного стержня.
Муфта полностью входит в удлиненную резьбу соединительного стержня.
Сборка просто завершается стыковкой стержней встык и прикручиванием муфты к первому стержню до полного зацепления.
Соединительный мостик
Когда конец арматурного стержня не может быть закрыт (например, ситуация, которая произошла при производстве каркаса арматуры), соединение JBCZ является методом решения этой проблемы. Два конца стержня имеют резьбу стандартной длины, затем используется (оборудование для мостового соединения) для соединения двух арматурных стержней.
Уменьшающее соединение
При соединении двух стержней разного диаметра в большинстве ситуаций можно уменьшить размер стержня с большим диаметром, а затем использовать стандартную муфту для его соединения. Но мы рекомендуем специальную переходную муфту, чтобы избежать сложной задачи предварительного планирования необходимости переходной муфты.
Клеммное соединение
Это удобная альтернатива стержням с крючками для обеспечения концевых анкеров в перегруженных местах. Стандартные анкерные головки JBCZ имеют круглую форму и чистую опорную поверхность, в 4 или 9 раз превышающую поперечное сечение стержня.
Стандартные анкерные головки JBCZ имеют круглую форму и чистую опорную поверхность, в 4 или 9 раз превышающую поперечное сечение стержня.
Свариваемые перемычки
Для композитных конструкций, в которых арматурные стержни должны быть приварены к конструкционной стали, используйте свариваемые муфты JBCZ, которые специально изготовлены из низкоуглеродистой стали и имеют большую фаску для сварки под углом.
II.Наши инструменты для проверки :
стадион, аэропорт, выставочный центр, высотное здание, жилой дом, торговый центр, конференц-центр, строительство железной дороги, надземный и высокоскоростной железнодорожный вокзал и другие проекты.С 1987 года мы производим муфты для арматурных стержней с высаженной штамповкой с параллельной резьбой, в то же время мы являемся первым поставщиком, занимающимся разработкой, производством, производством, продажей, использованием со всей необходимой поддержкой, у нас есть собственный отдел инженерных услуг и более 200 работники технической службы на месте. В соответствии с требованиями к качеству соединения арматуры и техническими инновациями на месте, мы в любое время предоставим техническое обслуживание и разработаем, чтобы обеспечить более эффективную обратную связь на месте с производственным штабом JBCZ.В связи с некоторыми местными проблемами, производственный штаб будет постоянно совершенствовать наши собственные продукты, так что улучшается технология соединения арматурных стержней. Благодаря такому эффективному способу, качество соединительной муфты и машины JBCZ было эффективно улучшено, только собственное удовлетворение, так что это может быть гарантировано заказчику!
В соответствии с требованиями к качеству соединения арматуры и техническими инновациями на месте, мы в любое время предоставим техническое обслуживание и разработаем, чтобы обеспечить более эффективную обратную связь на месте с производственным штабом JBCZ.В связи с некоторыми местными проблемами, производственный штаб будет постоянно совершенствовать наши собственные продукты, так что улучшается технология соединения арматурных стержней. Благодаря такому эффективному способу, качество соединительной муфты и машины JBCZ было эффективно улучшено, только собственное удовлетворение, так что это может быть гарантировано заказчику!
RFQ
Q: Вы торговая компания или производитель?
A: Мы на заводе. Мы ПЕРВЫЙ производитель муфт для арматуры с 1987 года.
Q: Как долго ваш срок доставки?
A: Обычно это 5-10 дней, если товар есть на складе. Или это в течение 15-20 дней, если товара нет на складе, это в зависимости от количества.
Q: Предоставляете ли вы образцы? Это бесплатно или за дополнительную плату?
A: Да, мы можем предложить образец бесплатно, но клиентам не нужно оплачивать стоимость фрахта.
Q: Каковы ваши условия оплаты?
A: Оплата 100% предоплата. Могу общаться.
B: Все платежи проходят через Aliababa Onetouch или гарантийный платеж Alibaba
Q: Можете ли вы произвести соединитель арматуры под нашей лентой?
A: Мы можем настроить размер, маркировку муфты, мы можем просто быть вашим OEM-заводом в Китае
Q: Как я могу узнать качество муфты для арматуры JBCZ?
A: Мы можем отправить вам БЕСПЛАТНЫЙ ОБРАЗЕЦ для тестирования, или вы можете отправить нам свой арматурный стержень, мы соединим его с нашим соединителем для арматуры, а затем отправим вам обратно, если результат теста плохой, мы заплатим вам за курьерские расходы.
Q: Где находится ваша компания?
A: Наша компания находится между Шанхаем и Нанкином, Китай, если вы приедете в аэропорт Шанхая, мы будем рады встретить вас. Поездка от аэропорта до нашей компании на машине займет от 2 до 3 часов. Добро пожаловать к нам в гости!
Поездка от аэропорта до нашей компании на машине займет от 2 до 3 часов. Добро пожаловать к нам в гости!
JBCZ Международный отдел обслуживания клиентов
Почтовый ящик: [email protected]
Страница не найдена — Redstar
Beğeni ve Takipçi Satın Alifresiz İnstagram Beğeni Satın Al: Hesabını Güvenle Kullan
Ifresiz İnstagram beğeni satın al, sen de güvenli hizmet ile tanış.2018 yılından bugüne kadar binlerce Türk ve yabancı İnstagram profiline beğeni ve takip desteği veren takip2018 ile siz de hizmet alırken şifrenizi paylaşmak zorunda kalmazsınız. İşletme hesabınızdaki değerli kullanıcıların güven içinde olduğunu hissedebilirsiniz. Ifresiz İnstagram Beğeni Satın Al: Hesabını Güvenle Kullan Günümüzde birçok İnstagram kullanıcısı beğeni ve takipçi satın alırken profil şifresini paylaşmak zorunda kalmaktadır. İşletme hesapları için büyük bir sorun haline gelen bu yöntem, takip2018 ile hayatınızdan çıkıyor.Siz de şifresiz İnstagram beğeni satın al paketleri ile tanışın. Profiliniz ve takipçileriniz güvende kalsın. Dolandırıcılardan Kurtulmak İçin Güvenilir Firma ile alışın
Ifre Talep etmeyen, size sunduğu hizmet günü içerisinde beğeni ve takipçilerinizi size sağlayan bir firma ile çalışmak ister misiniz? Takip2018 ile siz de kaliteli, gerçek ve organik takipçi ve profillere ulaşabilirsiniz. Aylık ve paylaşım bazlı beğeni paketleri ile kazancınızı artırabilir ve İnstagram’da güvenilir bir işletme profiline sahip olabilirsiniz.Promosyonlu İnstagram Beğeni Satın Al: Даха Фазла Казань
Takip2018 güvencesi ile satın aldığınız beğeni paketleri sayesinde siz de farklı alanlarda da kazanabilirsiniz. Beğeni satarken, видео izleme hediyesi sunan birbirinden değerli hizmet paketleri ile siz de hem fotoğraflarınız hem de videolarınız ile kazanç elde edebilirsiniz. Hemen Teslim İnstagram Beğeni Paketleri ile Tanışın
Satın alma işlemi yaptığınız ее размер bir paketin sunulan tarihler arasında sağlandığını hesabınız üzerinden görebilirsiniz.Hemen teslim İnstagram paketleri ile beğeni ve takipçileriniz artarken ürün ve hizmetlerinizin de kısa sürede tanındığını fark edebilirsiniz.
Profiliniz ve takipçileriniz güvende kalsın. Dolandırıcılardan Kurtulmak İçin Güvenilir Firma ile alışın
Ifre Talep etmeyen, size sunduğu hizmet günü içerisinde beğeni ve takipçilerinizi size sağlayan bir firma ile çalışmak ister misiniz? Takip2018 ile siz de kaliteli, gerçek ve organik takipçi ve profillere ulaşabilirsiniz. Aylık ve paylaşım bazlı beğeni paketleri ile kazancınızı artırabilir ve İnstagram’da güvenilir bir işletme profiline sahip olabilirsiniz.Promosyonlu İnstagram Beğeni Satın Al: Даха Фазла Казань
Takip2018 güvencesi ile satın aldığınız beğeni paketleri sayesinde siz de farklı alanlarda da kazanabilirsiniz. Beğeni satarken, видео izleme hediyesi sunan birbirinden değerli hizmet paketleri ile siz de hem fotoğraflarınız hem de videolarınız ile kazanç elde edebilirsiniz. Hemen Teslim İnstagram Beğeni Paketleri ile Tanışın
Satın alma işlemi yaptığınız ее размер bir paketin sunulan tarihler arasında sağlandığını hesabınız üzerinden görebilirsiniz.Hemen teslim İnstagram paketleri ile beğeni ve takipçileriniz artarken ürün ve hizmetlerinizin de kısa sürede tanındığını fark edebilirsiniz. Siz de sosyal medyada tanınan bir profile sahip olmak isterseniz, takip2018 beğeni paketlerinin profesyonel desteğine başvurmalısınız. Сын Пайлашим Инстаграм Бешени Сатин Аль: Такипчилерини Артыр
Sosyal medyada takipçi artırma hilesi yapmak büyük bir risk almak demektir. Siz de hilesiz bir şekilde popüler olmak istiyorsanız, İnstagram beğeni satın al ayrıca instagram takipçi arttırma paketleri paketlerini değerlendirmelisiniz.Bu paketler ile satın aldıınız son paylaşım bazlı hizmetler, profilinizin Keşfet sayfasında yer almasını sağlayacaktır. Бу да йени ве kalıcı takipçilere ulaşmanıza destek olur. Ekonomik İstagram Beğeni Paketleri Satın Al
İnstagram üzerinden binlerce yeni takipçiye ulaşmak ve aktif takipçiler tarafından beğenilmek ister misiniz? Siz де İnstagram beğeni satın alma işleminizi ekonomik fiyatlara gerçekleştirebilirsiniz. Takip2018 ekonomik ve dolu dolu paketleri ile sizi rakiplerinizin bir adım önüne geçirme garantisi veriyor.Сиз де uygun fiyatlı sosyal medya destek paketlerini inceleyin, yeni takipçilere hızla ulaşın.
Siz de sosyal medyada tanınan bir profile sahip olmak isterseniz, takip2018 beğeni paketlerinin profesyonel desteğine başvurmalısınız. Сын Пайлашим Инстаграм Бешени Сатин Аль: Такипчилерини Артыр
Sosyal medyada takipçi artırma hilesi yapmak büyük bir risk almak demektir. Siz de hilesiz bir şekilde popüler olmak istiyorsanız, İnstagram beğeni satın al ayrıca instagram takipçi arttırma paketleri paketlerini değerlendirmelisiniz.Bu paketler ile satın aldıınız son paylaşım bazlı hizmetler, profilinizin Keşfet sayfasında yer almasını sağlayacaktır. Бу да йени ве kalıcı takipçilere ulaşmanıza destek olur. Ekonomik İstagram Beğeni Paketleri Satın Al
İnstagram üzerinden binlerce yeni takipçiye ulaşmak ve aktif takipçiler tarafından beğenilmek ister misiniz? Siz де İnstagram beğeni satın alma işleminizi ekonomik fiyatlara gerçekleştirebilirsiniz. Takip2018 ekonomik ve dolu dolu paketleri ile sizi rakiplerinizin bir adım önüne geçirme garantisi veriyor.Сиз де uygun fiyatlı sosyal medya destek paketlerini inceleyin, yeni takipçilere hızla ulaşın.
Китай производитель муфт для арматуры, резьбонарезной станок для стальных стержней, поставщик соединительной муфты для стальных стержней
Тип бизнеса:
Производитель / Завод и Торговая Компания
Год основания:
2012-01-17
Сертификация системы менеджмента:
ISO 9001
Среднее время выполнения:
Время выполнения в пиковый сезон: один месяц
Время выполнения в межсезонье: в течение 15 рабочих дней
Служба OEM / ODM
Доступен образец
Соединительная втулка для стальных стержней, Соединительная муфта для строительной арматуры, производитель / поставщик станков для высадки арматуры в Китае, предлагающие высокое качество New Gen. Роскошный виниловый пол с жестким сердечником Spc 100% водонепроницаемый, устойчивый к царапинам, простая установка, 4 мм 5 мм 100% девственный материал Жесткий основной виниловый настил Водонепроницаемый настил Unilin Click Lock Spc, хорошее качество Китайская фабрика 0,5 мм 0,3 мм Слой износа 4 мм Толщина 5 мм ПВХ Полы Spc и так далее.
Роскошный виниловый пол с жестким сердечником Spc 100% водонепроницаемый, устойчивый к царапинам, простая установка, 4 мм 5 мм 100% девственный материал Жесткий основной виниловый настил Водонепроницаемый настил Unilin Click Lock Spc, хорошее качество Китайская фабрика 0,5 мм 0,3 мм Слой износа 4 мм Толщина 5 мм ПВХ Полы Spc и так далее.
Соединения внахлест в колоннах — Арматура
В многоэтажных зданиях было бы идеально, если бы каждый из продольных стержней колонны мог быть размещен как единое целое по всей высоте конструкции.Однако это невозможно сделать по практическим причинам, поэтому длина продольных стержней равна высоте каждого этажа.
При притирке стальных стержней из последовательных этажей важно обеспечить правильную передачу усилий от арматурных стержней верхнего этажа к арматурным стержням нижнего этажа. Это может быть достигнуто с помощью сварки, однако этот метод имеет ряд технических трудностей и используется только в особых случаях. Обычно применяемая практика — это соединение арматуры внахлест i. е. притирка арматуры контактным способом.
е. притирка арматуры контактным способом.
Длина размещенных стержней должна быть увеличена на дополнительную длину, называемую «длина нахлеста» , которая должна быть равной или большей длины, необходимой для притирки соответствующих стержней между двумя последовательными этажами. Эта длина равна диаметру арматурного стержня, умноженному на «коэффициент контакта» (его значение варьируется от 45 до 60).
Важно досконально понимать, как на практике выполняется соединение внахлестку.Всегда нужно помнить, что для того, чтобы стремена обеспечивала удержание, каждая арматура должна быть помещена внутри одного из их углов. Однако это трудно сделать в начале и в конце соединения внахлест, и это может быть достигнуто только с помощью специальных методов. В случае, если арматура соединяется вместе на объекте, соединение внахлестку обязательно должно выполняться в соответствии с первым способом, показанным на противоположном рисунке.
Стартовые стержни нижнего этажа должны быть прямыми, в то время как арматурные стержни верхнего этажа должны быть согнуты в местах их соединения. Изогнутая часть должна доходить до одного или двух хомутов. Использование арматурных стержней диаметром больше Ø20 или Ø25 делает гибку на месте чрезвычайно трудной, если не практически невозможной, поэтому арматурные стержни перед их размещением необходимо согнуть с помощью гибочного станка.
Изогнутая часть должна доходить до одного или двух хомутов. Использование арматурных стержней диаметром больше Ø20 или Ø25 делает гибку на месте чрезвычайно трудной, если не практически невозможной, поэтому арматурные стержни перед их размещением необходимо согнуть с помощью гибочного станка.
В следующей таблице показаны необходимые длины нахлеста в мм для трех разных диаметров арматуры в сочетании с тремя разными марками бетона.
Изогнутые арматурные стержни можно соприкасать с прямыми в любом направлении, как показано на следующих рисунках.
Рисунок 4.2.3-17: Вид сбоку трехмерных диаграмм изгибающего момента, соответствующих огибающей [M y ]
В случае отсутствия требований к сейсмостойкости и по причинам удобства эксплуатации, предпочтительно размещать больше стержней меньшего диаметра по периметру вместо меньшего количества стержней большего диаметра. Когда требуется сейсмический расчет, как, например, для колонн, упомянутых в этой книге, предпочтительно размещать арматурные стержни только внутри углов хомутов, таким образом гарантируя, что не произойдет коробление. Поэтому лучше использовать меньшее количество прутков с большим диаметром. Более того, конструкции, спроектированные таким образом, чтобы выдерживать сейсмическую опасность, имеют значительное количество стальной арматуры в местах стыков, поэтому небольшое количество арматурных стержней колонн обеспечивает надлежащее армирование.
Поэтому лучше использовать меньшее количество прутков с большим диаметром. Более того, конструкции, спроектированные таким образом, чтобы выдерживать сейсмическую опасность, имеют значительное количество стальной арматуры в местах стыков, поэтому небольшое количество арматурных стержней колонн обеспечивает надлежащее армирование.
арматура из 16 стержней, 4 Ø20 + 12 Ø14
эквивалентная арматура, состоящая из 8 стержней, 4 Ø25 + 4 Ø20
Использование продольных стержней диаметром более Ø20 допускается только при соблюдении следующих условий:
(a) Использование высокопрочной бетонной смеси для уменьшения необходимой длины нахлеста.
(b) Обязательное использование гибочного станка для гибки продольных арматурных стержней (в местах соединения внахлест) и, конечно же, точной деталировки с точными размерами арматурных стержней.
(c) Использование крана в качестве одиночной арматуры Ø25 с длиной 4,65 м и весом около 18 кг.
Первое условие касается бетонной промышленности, а второе и третье относятся к формированию и размещению арматурной стали. Последние два условия обсуждаются ниже.
Не следует скептически относиться к расширенному использованию высокопрочных бетонных смесей, таких как C30 / 37:
(a) Его легко производить в большинстве цементных производств.
(b) Хотя они имеют относительно более высокую стоимость по сравнению с обычными бетонными смесями, их использование позволяет использовать меньшее количество арматурной стали.
(c) Он имеет низкую пористость из-за высокого содержания цемента, что обеспечивает более длительный срок службы структурного каркаса. Это очень важно в тех случаях, когда здания находятся в неблагоприятной окружающей среде, например, на расстоянии <1 км от моря.
В большинстве стран Европы с развитой строительной промышленностью используются классы прочности бетона выше C25 / 30, даже если сейсмическая активность в них незначительна или отсутствует.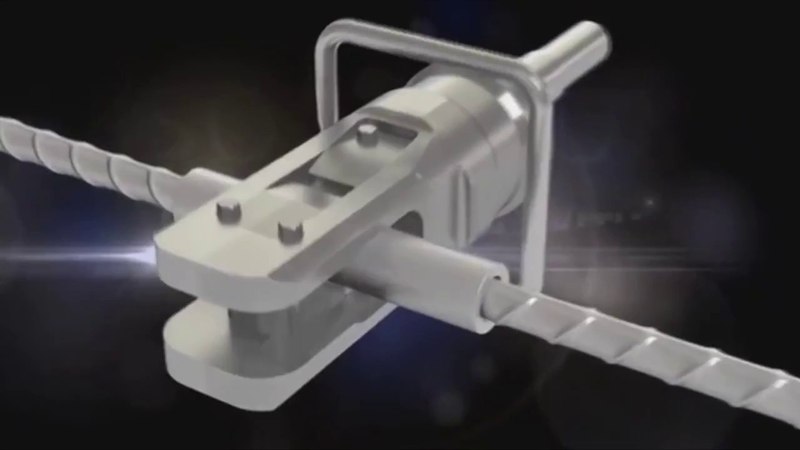 В такой сейсмически активной стране, как Греция, использование бетона высоких классов прочности не только более экономично, но и технически обязательно. .
В такой сейсмически активной стране, как Греция, использование бетона высоких классов прочности не только более экономично, но и технически обязательно. .
Индустриализация строительства вместе с разработкой арматуры способствует все более широкому использованию сборных каркасов для хомутов, а также сборных колонн, которые устанавливаются с помощью крана.
Сборная арматура и ее механическая реализация — это две одновременно развивающиеся технологии.
Сейсмостойкие колонны имеют большую массу. Например, наименьшая допустимая колонна, упомянутая ранее (стремена и продольная арматура), имеет массу, равную 60 кг, в отличие от обычных антисейсмических колонн, масса которых намного больше. Обычная колонна 400/400 с хомутами Ø10 / 100, размещенными в ромбической схеме, и продольной арматурой 8 Ø20, весит 150 кг, а также обычная колонна 500/500, с хомутами, расположенными в поперечном расположении, и продольной арматурой 12 Ø20, вес 230 кг. .
Нравится:
Нравится Загрузка .