Подготовка металла под сварку. Сборка под сварку презентация, доклад
Технология ручной
дуговой сварки
Подготовка металла под сварку
Сборка под сварку
Технология изготовления сварных конструкций включает в себя несколько последовательно выполняемых операций.
Различают основные и вспомогательные операции.
Основными операциями считают
заготовительные (18…24%),
сборочные (10…32%),
сварочные (14…27 %)
отделочные (5… 13%).
Отделочными являются контрольные операции, термическая и механическая обработка, окраска и упаковка.
Доля вспомогательных операций, связанных непосредственно со сваркой, составляет 5… 10 %, а общих, связанных, главным образом, с транспортировкой свариваемых элементов конструкции — 15…42%.
Заготовительные операции:
правка листового и профильного проката,
разметка и наметка,
раскрой проката,
обработка кромок и торцов,
гибочные и вальцовочные
работы
Наиболее часто встречающиеся виды деформирования стальных листов
а — волнистость; б— серповидность; в — местное выпучивание;
г — заломленные кромки; д — местная вогнутость;
е — волнистость поперек части листа
Правка
металла
Правку волнистости листов толщиной от 0,5 до 50 мм производят на многовалковых машинах с количеством валков от 5 до 21. Валки располагают в шахматном порядке.
Нижние приводные валки располагают в неподвижной станине, верхние приводные валки — в подвижной части станины. В зависимости от толщины выправляемых листов подвижную часть станины поднимают или опускают с помощью привода нажима.
Листы толщиной более 40… 50 мм обычно правят под прессом. Тонкие листы, толщиной менее 0,5 мм, правят растяжением на специальных растяжных машинах. Серповидность листовой и широкополосной сталей (искривление в плоскости) поддается правке в ограниченной степени.
Правка
металла
Правку профильного проката производят на сортоправильных (углоправильных) машинах , работающих по той же схеме, что и листоправильные.
Для двутавров и швеллеров такой способ используется только для исправления в плоскости меньшего момента сопротивления. Исправление в другой плоскости осуществляют изгибом на правильно-гибочных прессах кулачкового типа
Правка
металла
Углоправильные вальцы:
2 — редуктор;
3 — литые рамки;
4 — верхние ролики;
5 — нижние приводные ролики
Правку, как правило, производят в холодном состоянии, ограничивая относительное остаточное удлинение наиболее деформированных волокон величиной 1 % или радиусом изгиба равным 50δ (δ – толщина листов). Если необходимо создать более значительные деформации, правку сталей производят в нагретом состоянии.
Если необходимо создать более значительные деформации, правку сталей производят в нагретом состоянии.
Серповидность не поддается исправлению обычными методами.
После правки прокат должен соответствовать следующим требованиям:
Не иметь трещин и расслоений. Допускается наличие местных вмятин по толщине и ширине проката на глубину, не превышающую удвоенной величины минусового допуска для данного вида проката, предусмотренного соответствующим ГОСТ или ТУ, но во всех случаях не более 1 мм по толщине и 3 мм по габаритам сечения.
Предельные прогибы профильного проката по всей длине элемента не должны превышать 0,001l, но не более 10 мм, а прогибы местного искривления – не более 1 мм на длине 1,0 м.
Разметка деталей
Индивидуальная разметка листов трудоемка.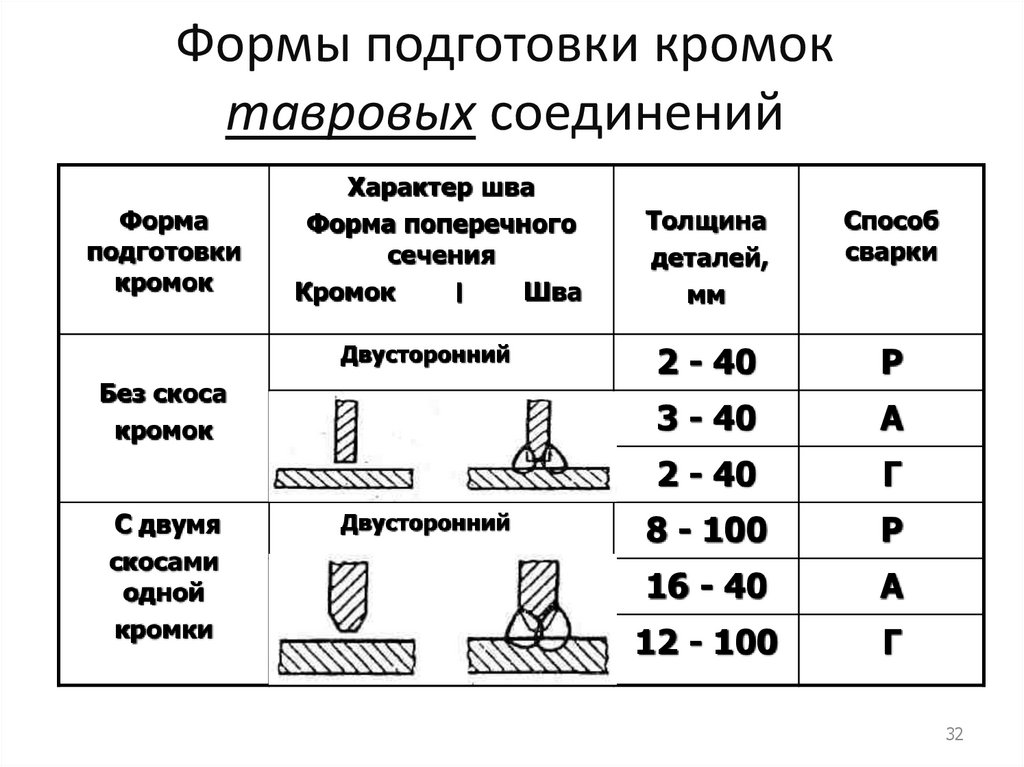
Наметка более производительна, однако изготовление специальных наметочных шаблонов не всегда экономически целесообразно.
Оптический метод позволяет вести разметку без шаблона — по чертежу, проектируемому на размечаемую поверхность. Разметочно-маркировочные машины с пневмокернером производят разметку со скоростью до 8… 10 м/мин при точности +1 мм. В этих машинах применяют программное управление.
Припуски на механическую обработку
(СП 53-101-98)
Припуски на усадку от сварки
(СП 53-101-98)
Механическая резка и обработка кромок
Резку деталей с прямолинейными кромками из листов толщиной до 40 мм, как правило, производят на гильотинных ножницах и пресс-ножницах. Разрезаемый лист 2 заводится между нижним 1 и верхним 4 ножами до упора 5, зажимается прижимом 3. Верхний нож, нажимая на лист, производит скалывание.
Разрезаемый лист 2 заводится между нижним 1 и верхним 4 ножами до упора 5, зажимается прижимом 3. Верхний нож, нажимая на лист, производит скалывание.
±(2…3) мм при резке по разметке
±(1,5…2,5) мм при резке по упору.
Механическая резка
и обработка кромок
Дисковые ножницы позволяют осуществлять вырезку листовых деталей с непрямолинейными кромками толщиной S до 25 мм →
Прямой рез со скосом кромки под сварку можно получить, используя специальные ножницы. При включении гидроцилиндра качающийся ножедержатель 3 поворачивается сначала вокруг оси 6, закрепленной в треугольной пластине 5, производя прямой рез с помощью ножа 9. Когда упор 2 ножедержателя упрется в выступ детали 5, детали 3 и 5 поворачиваются совместно вокруг оси 4, отводя прижим 7 от регулируемого упора 8.
1 — гидроцилиндр;
2 — упор;
3 — ножедержатель;
4 — ось;
5 — пластина с выступом; 6 — ось;
7 — прижим;
8 — регулируемый упор; 9, 10 — ножи
Механическая резка и обработка кромок
При резке на ножницах металл у кромки реза подвергается значительной пластической деформации. Если эта кромка в дальнейшем попадает в зону сварки и полностью переплавляется, то дополнительной обработки не требуется. Если же эта кромка остается свободной, а конструкция работает при переменных нагрузках, то слой пластически деформированного металла целесообразно удалить последующей механической обработкой.
Механическая резка и обработка кромок
См. 1.8 Резка механическая
1.8 Резка механическая
Разделительная термическая резка
Резка
(раскрой)
металла
Электродуговая
и плазменная
резка
Форма подготовки кромок зависит от
толщины свариваемых деталей
способа сварки
Подготовка кромок
Конструктивные элементы разделки кромок под сварку
в- зазор; с – притупление;
β – угол скоса кромок;
α – угол разделки кромок.
1 – без разделки;
2 – с разделкой кромок одной детали;
3 – V-образная разделка;
5 – U-образная разделка;
К-образная разделка.
(см. след. страницу)
Форма подготовленных кромок под сварку стыковых изделий
Подготовка кромок деталей разной толщины
β = (15 ± 2) ̊
L = 5 (S1 – S)
L1 = 2,5 (S1 – S)
Допустимая наибольшая разность толщин стыкуемых деталей , свариваемых без скоса кромок
При разности в толщине
свариваемых деталей
(см. таблицу) можно
таблицу) можно
производить сварку с плавным переходом шва от одной детали к другой.
Формы подготовки кромок стыковых соединений
Формы подготовки кромок стыковых соединений
Формы подготовки кромок
угловых соединений
Формы подготовки кромок
тавровых соединений
Формы подготовки кромок
нахлесточных соединений
Р – ручная сварка, А – автоматическая,
Г – сварка в среде СО2
Гибка листов
Детали цилиндрической или конической формы получают гибкой листов на листогибочных вальцах. При холодной гибке пластическую деформацию, определяемую отношением радиуса изгиба R к толщине листа , S, приходится ограничивать. Если R/S> 25, то гибку обычно выполняют в холодном состоянии, при меньшем значении этого отношения — в горячем.
Если R/S> 25, то гибку обычно выполняют в холодном состоянии, при меньшем значении этого отношения — в горячем.
При гибке в вальцах концевой участок листа а (а) остается почти плоским. Ширина этого участка при использовании трехвалковых вальцов определяется расстоянием между осями валков b (б) и может оказаться значительной. В четырехвалковых вальцах несвальцованным остается только участок с шириной (1 …2)S и, зажатый между средними валками (в). Обеспечение заданной кривизны в зоне стыка может быть получено либо путем калибровки уже сваренной обечайки, либо путем предварительной подгибки кромок под прессом или на листогибочных вальцах с толстым подкладным листом, согнутым по заданному радиусу. Положение листа перед гибкой (г). После выверки параллельности оси валка и кромок листа гибку начинают со средней части.
Использование двухвалковых гибочных вальцов с эластичным полиуретановым покрытием нижнего валка (д) обеспечивает равномерный изгиб по всей длине.
Гибка листов
Для получения деталей из толстого листового металла применяют горячую гибку. Ее осуществляют на гибочных вальцах и на прессах.
Ее осуществляют на гибочных вальцах и на прессах.
Технологический процесс штамповки полуобечаек на гидравлическом прессе:
а — предварительная гибка; б — полная гибка; в — окончательная гибка
Если требуется большая кривизна деталей (малый радиус), гибку проводят в горячем состоянии.
Температура нагрева должна составлять:
для стали с нормативным пределом текучести до 350 МПа включительно следует нагревать до температуры 900…1000 °С;
для стали, поставляемые в нормализованном состоянии, следует нагревать до температуры 900…950 °С;
при гибке и правке стали всех классов прочности с местным нагревом операции связанные с пластическим деформированием металла должны заканчиваться при температуре не ниже 700 °С.
Схема трубогибочного станка с индукционным нагревом:
При холодной гибке профильного проката и труб используют роликогибочные и трубогибочные станки.
При гибке таких профилей возможно образование гофр. В этом случае используют специальные гибочные станки с индукционным нагревом непрерывно перемещаемой и изгибаемой заготовки. Нагрев до температуры 950… 1 000 ̊ С обеспечивает сохранение формы исходного сечения.
При гибке трубы с индукционным нагревом изгибаемая заготовка 3 закрепляется в каретке 2 и направляющих роликах 4, упираясь в упор 1. Гибка производится гибочным роликом 5 при перемещении заготовки кареткой и нагреве ее на узком участке индуктором 6.
На таких станках можно выполнять гибку различных профилей, устанавливая нужные направляющие и гнущие ролики.
а — исходное состояние: 1 — упор; 2 — каретка; 3 — заготовка; 4 — направляющие ролики; 5 — гибочный ролик; 6 — индуктор; б — гибка на 90°; в — гибка на 180°
Схемы и внешний вид профилегибочной установки с индукционным нагревом
Гибка труб
Гибка
углового
проката
Схема гибки листа по сферической поверхности:
1 – исходная заготовка; 2 – бочкообразная насадка;
3 – постель
Схемы гибки в листогибочных машинах с поворотной гибочной балкой:
а – схема машины; б – схема гибки различных деталей:
1 – стол; 2 – прижимная траверса; 3 – поворотная балка;
4 – шаблон; 5 – стойка; 6 – заготовка
Вальцовка швеллеров на листогибочных вальцах
Параметры подготовки кромок
β ≈ (25±2) ̊ — при разделке двух кромок;
β ≈ (45±2) ̊ — при разделке одной кромки;
b ≈ (2 ±1) мм
с ≈ (2 ±1) мм;
кромки должны быть прямолинейны и параллельны;
на кромках не должно быть зарезов глубиной более 1,5 мм
Подготовку кромок производят тепловой (кислородной или плазменной) или механической резкой. В первом случае подготовку кромок стремятся совместить с разделительной резкой заготовки. С этой целью резку выполняют двумя (для получения V – образной разделки) или тремя (для получения Х – образной разделки) резаками, перемещающимися друг за другом
В первом случае подготовку кромок стремятся совместить с разделительной резкой заготовки. С этой целью резку выполняют двумя (для получения V – образной разделки) или тремя (для получения Х – образной разделки) резаками, перемещающимися друг за другом
Для механической резки используется как универсальное оборудование (карусельные, токарные, фрезерные станки), так и специализированное (кромкострогальные станки).
Ручной инструмент для механической резки и обработки кромок
Такой инструмент получил название «кромкорез».
Наиболее универсальной является модель TKF 1500 фирмы Trumpf. Угол фаски плавно регулируется в диапазоне от 20° до 55°. Этим инструментом можно обрабатывать как кромки плоских заготовок, так и кромки труб диаметром от 80 мм. Контур кромки также может быть любым (минимальный радиус для криволинейных контуров всего 55 мм).
Инструмент в процессе резки закрепляет свой режущий аппарат на кромке заготовки и с помощью четырехгранного резца ход за ходом скалывает стружку с края заготовки.
Очистка металла
Для очистки деталей из проката, а также сварных узлов применяют механические и химические способы.
Механическое удаление загрязнения, коррозии (ржавчины) и окалины производят с помощью дробеструйных и дробеметных аппаратов, используют зачистные станки, рабочим органом которых являются металлические щетки, иглофрезы, шлифовальные круги и ленты.
При дробеструйной и дробеметной очистке применяют чугунную или стальную дробь размером 0,7…4 мм в зависимости от толщины металла. Дробеструйную и дробеметную очистку обычно осуществляют в камерах. Через такую камеру лист проходит в вертикальном положении и очищается одновременно с двух сторон.
Химическими способами производят обезжиривание и травление поверхности. Различают ванный и струйный химические методы. В первом случае детали последовательно опускают в ванны с различными растворами и выдерживают в каждом определенное время. Во втором случае последовательная подача растворов различного состава на поверхность деталей производится струйным методом, что позволяет осуществлять непрерывный процесс очистки.
Во втором случае последовательная подача растворов различного состава на поверхность деталей производится струйным методом, что позволяет осуществлять непрерывный процесс очистки.
Химический способ очистки эффективен, однако в производстве сварных конструкций его применение ограничено высокой стоимостью оборудования для очистки сточных вод.
Сборка изделий под сварку
Способы сборки
Сборка обеспечивает точность пригонки и совпадения кромок элементов.
Сборка в целом.
Сборка путем наращивания отдельных элементов.
Поузловая сборка и сварка.
Проверка качества сборки
при сборке учитывают возможность деформации при нагреве изделия и усадке металла шва.
Допускаемое смещение деталей
При сварке стыковых
соединений деталей
(за исключением труб)
допускаются перед сваркой
следующие смещения свариваемых кромок относительно
друг друга:
Соединение деталей прихватками
в монтажных условиях
Прихватки – короткие однослойные швы, выполненные электродами того же типа, что и сварка изделия.
F сеч. прих ≤ ½ · F сеч. шва
и max ≈ 25 … 30 мм²;
L прих. ≈ 20 … 120 мм
Расстояние между прихватками до 500 мм
Установку временных прихваток обычно производят со стороны, обратной началу сварки.
Неудаляемые (остающиеся) прихватки рекомендуют накладывать с лицевой стороны.
Приспособления
для сборки
изделий
Приспособления
для сборки изделий
Приспособления
для
сборки
изделий
Приспособления для сборки изделий
Приспособления для сборки изделий
Скачать презентацию
Подготовка металла под сварку.
 Сборка под сварку
Сборка под сварку1. Технология ручной дуговой сварки
Подготовкаметалла
под сварку
Сборка под сварку
Технология изготовления сварных конструкций
включает в себя несколько последовательно
выполняемых операций.
Различают основные и вспомогательные операции.
Основными операциями считают
заготовительные
(18…24%),
сборочные
(10…32%),
сварочные
(14…27 %)
отделочные
(5… 13%).
Отделочными являются контрольные операции,
термическая и механическая обработка, окраска и
упаковка.
Доля вспомогательных операций, связанных
непосредственно со сваркой, составляет 5… 10 %,
а общих, связанных, главным образом, с
транспортировкой свариваемых элементов
конструкции — 15…42%.
2
Заготовительные операции:
правка листового и
профильного проката,
разметка и наметка,
раскрой проката,
обработка кромок и торцов,
гибочные и вальцовочные
работы
3
4.
 Наиболее часто встречающиеся виды деформирования стальных листова — волнистость; б— серповидность; в — местное выпучивание;
Наиболее часто встречающиеся виды деформирования стальных листова — волнистость; б— серповидность; в — местное выпучивание;г — заломленные кромки;
д — местная вогнутость;
е — волнистость поперек части листа
4
5. Правка металла
Правку волнистости листовтолщиной от 0,5 до 50 мм
производят на
многовалковых машинах с
количеством валков от 5 до
21. Валки располагают в
шахматном порядке.
Нижние приводные валки
располагают в неподвижной
станине, верхние приводные
валки — в подвижной части
станины. В зависимости от
толщины выправляемых
листов подвижную часть
станины поднимают или
опускают с помощью привода
нажима.
Правка
металла
Листы толщиной более 40… 50 мм обычно правят под прессом.
Тонкие листы, толщиной менее 0,5 мм, правят растяжением на
специальных растяжных машинах. Серповидность листовой и
широкополосной сталей (искривление в плоскости) поддается
правке в ограниченной степени.

5
6. Правка металла
Правку профильного прокатапроизводят на
сортоправильных
(углоправильных) машинах ,
работающих по той же схеме,
что и листоправильные.
Для двутавров и швеллеров
такой способ используется
только для исправления в
плоскости меньшего момента
сопротивления. Исправление в
другой плоскости осуществляют
изгибом на правильногибочных прессах кулачкового
типа
Правка
металла
6
7. Правка металла
Углоправильныевальцы:
1 — электродвигатель;
2 — редуктор;
3 — литые рамки;
4 — верхние ролики;
5 — нижние приводные
ролики
7
Правку, как правило, производят в холодном состоянии,
ограничивая относительное остаточное удлинение наиболее
деформированных волокон величиной 1 % или радиусом
изгиба равным 50δ (δ – толщина листов). Если необходимо
создать более значительные деформации, правку сталей
производят в нагретом состоянии.
Серповидность не поддается исправлению обычными
методами.

После правки прокат должен соответствовать следующим
требованиям:
Не иметь трещин и расслоений. Допускается наличие местных
вмятин по толщине и ширине проката на глубину, не
превышающую удвоенной величины минусового допуска для
данного вида проката, предусмотренного соответствующим
ГОСТ или ТУ, но во всех случаях не более 1 мм по толщине и 3
мм по габаритам сечения.
Несовпадение плоскости сечений профильного проката не
должно превышать соответствующих допусков,
установленных ГОСТ или ТУ для данного вида проката.
Предельные прогибы профильного проката по всей длине
элемента не должны превышать 0,001 l, но не более 10 мм, а
прогибы местного искривления – не более 1 мм на длине 1,0
м.
8
9. Разметка деталей
Индивидуальная разметка листов трудоемка.Наметка более производительна, однако
изготовление специальных наметочных шаблонов
не всегда экономически целесообразно.
Оптический метод позволяет вести разметку без
шаблона — по чертежу, проектируемому на
размечаемую поверхность.
 Разметочномаркировочные машины с пневмокернером
Разметочномаркировочные машины с пневмокернеромпроизводят разметку со скоростью до 8… 10 м/мин
при точности +1 мм. В этих машинах применяют
программное управление.
Использование приспособлений для мерной резки
проката, а также машин для термической резки с
масштабной фотокопировальной системой
управления или программным управлением
позволяет обходиться без разметки.
9
10. Припуски на механическую обработку (СП 53-101-98)
Назначениеприпуска
На ширину реза
На фрезерование
торцов
На строгание и
фрезерование
кромок
(на каждую кромку)
Характеристика
припуска
При ручной
кислородной резке
листового проката для
толщины стали, мм:
При машинной
кислородной
и плазменно-дуговой
резке листового проката
для толщины стали, мм:
Припуск,
мм
5-25
4,0
28-50
5,0
50-100
6,0
5-25
3,0
28-50
4,0
50-100
5,0
При ручной резке профильного
проката
4,0
На каждый фрезеруемый торец
5,0
При резке на гильотинных ножницах и
кислородно-дуговой резке
5,0
При резке на газорезательных
машинах
3,0
10
11.
 Припуски на усадку от сварки (СП 53-101-98)Назначение
Припуски на усадку от сварки (СП 53-101-98)Назначениеприпуска
На усадку
при сварке
Характеристика
припуска
Припуск,
мм
Стыковые швы (усадка
перпендикулярно
стыку):
листовой прокат
толщиной, мм :
< 16
1,0
< 40
2,0
> 40
3,0-4,0
Профильный прокат:
уголок, швеллер…
с высотой стенки, мм
≤ 400
1,0
> 400
1,5
Продольные угловые швы,
на каждый 1 метр шва
1,0
11
12. Механическая резка и обработка кромок
Резку деталей с прямолинейными кромками излистов толщиной до 40 мм, как правило,
производят на гильотинных ножницах и прессножницах. Разрезаемый лист 2 заводится между
нижним 1 и верхним 4 ножами до упора 5,
зажимается прижимом 3. Верхний нож, нажимая
на лист, производит скалывание.
При длине отрезаемого элемента 1 …4 м
погрешность размера обычно составляет:
±(2…3) мм при резке по разметке
±(1,5…2,5) мм при резке по упору.

12
13. Механическая резка и обработка кромок
1 — гидроцилиндр;2 — упор;
3 — ножедержатель;
4 — ось;
5 — пластина с
выступом;
6—
ось;
7 — прижим;
8 — регулируемый упор;
9, 10 — ножи
Дисковые ножницы позволяют осуществлять вырезку
листовых деталей с непрямолинейными кромками толщиной S
до 25 мм →
Прямой рез со скосом кромки под сварку можно получить,
используя специальные ножницы.
При включении гидроцилиндра качающийся ножедержатель 3
поворачивается сначала вокруг оси 6, закрепленной в
треугольной пластине 5, производя прямой рез с помощью
ножа 9. Когда упор 2 ножедержателя упрется в выступ детали
5, детали 3 и 5 поворачиваются совместно вокруг оси 4, отводя
прижим 7 от регулируемого упора 8. Нож 10 совершает рез на
скос.
13
14. Механическая резка и обработка кромок
При резке на ножницах металл у кромкиреза подвергается значительной
пластической деформации. Если эта
кромка в дальнейшем попадает в зону
сварки и полностью переплавляется, то
дополнительной обработки не требуется.

Если же эта кромка остается свободной, а
конструкция работает при переменных
нагрузках, то слой пластически
деформированного металла
целесообразно удалить последующей
механической обработкой.
14
15. Механическая резка и обработка кромок
1516
17
См. 1.8 Резка механическая
18
19. Разделительная термическая резка
1920. Резка (раскрой) металла
2021. Электродуговая и плазменная резка
2122. Подготовка кромок
Форма подготовки кромок зависит оттолщины свариваемых деталей
способа сварки
22
23. Конструктивные элементы разделки кромок под сварку
в- зазор; с – притупление;β – угол скоса кромок;
α – угол разделки кромок.
1 – без разделки;
2 – с разделкой кромок
одной детали;
3 – V-образная разделка;
4 – X-образная разделка;
5 – U-образная разделка;
К-образная разделка.
(см. след. страницу)
23
24
25. Форма подготовленных кромок под сварку стыковых изделий
2526.
 Подготовка кромок деталей разной толщиныL = 5 (S1 – S)
Подготовка кромок деталей разной толщиныL = 5 (S1 – S)β = (15 ± 2)
L1 = 2,5 (S1 – S)
26
27. Допустимая наибольшая разность толщин стыкуемых деталей , свариваемых без скоса кромок
При разности в толщинесвариваемых деталей
(см. таблицу) можно
производить сварку с
плавным переходом шва
от одной детали к другой.
Вид
сварки
Толщина
тонкой
детали,
мм
Разность
толщины
деталей
Ручная
дуговая
1-4
5-20
21-30
> 30
1
2
3
4
Под
флюсом
2-4
5-30
31-40
> 40
1
2
4
6
2-3
4-30
31-40
> 40
1
2
4
6
Дуговая
в защитном
газе
27
28. Формы подготовки кромок стыковых соединений
Формаподготовки
кромок
С
отбортовкой
Характер шва
Форма поперечного
сечения
Кромок
׀
Шва
Односторонний
Односторонний
Без скоса
кромок
Толщина
деталей,
мм
Способ
сварки
1-4
Р
1.
 5 — 3
5 — 3А
1- 3
Г
1 -6
Р
2 – 12
А
1-6
Г
28
29. Формы подготовки кромок стыковых соединений
Формаподготовки
кромок
Характер шва
Форма поперечного
сечения
Кромок
׀
Шва
Двусторонний
Без скоса
кромок
С
V-образным
скосом
кромок
Односторонний
Толщина
деталей,
мм
Способ
сварки
3-8
Р
20 — 60
А
3 — 10
Г
3 — 60
Р
8 – 24
А
8 — 30
Г
29
Форма
подготовки
кромок
Характер шва
Форма поперечного
сечения
Кромок
׀
Шва
С
X-образным
скосом
кромок
Двусторонний
С
K-образным
скосом
кромок
Двусторонний
С
U-образным
скосом
кромок
Двусторонний
Толщина
деталей,
мм
Способ
сварки
8 — 120
Р
20 — 60
А
12 — 120
Г
8 — 100
Р
20 — 30
А
12 — 100
Г
15 — 100
Р
30 – 100
А
30
31.
 Формы подготовки кромок угловых соединенийФорма
Формы подготовки кромок угловых соединенийФормаподготовки
кромок
Характер шва
Форма поперечного
сечения
Кромок
׀
Шва
Двусторонний
Без скоса
кромок
Двусторонний
Со скосом
одной
кромки
Толщина
деталей,
мм
Способ
сварки
2 — 30
Р
6 — 14
А
2 — 30
Г
3 — 60
Р
8 — 20
А
8 — 30
Г
31
32. Формы подготовки кромок тавровых соединений
Формаподготовки
кромок
Характер шва
Форма поперечного
сечения
Кромок
׀
Шва
Двусторонний
Без скоса
кромок
С двумя
скосами
одной
кромки
Двусторонний
Толщина
деталей,
мм
Способ
сварки
2 — 40
Р
3 — 40
А
2 — 40
Г
8 — 100
Р
16 — 40
А
12 — 100
Г
32
33. Формы подготовки кромок нахлесточных соединений
Формаподготовки
кромок
Без скоса
кромок
Характер шва
Форма поперечного сечения
Кромок
׀
Шва
Двусторонний
Толщина
деталей,
мм
Способ
сварки
2 — 60
Р
2–4
А
Р – ручная сварка, А – автоматическая,
Г – сварка в среде СО2
33
34.
 Гибка листовДетали цилиндрической или конической
Гибка листовДетали цилиндрической или коническойформы получают гибкой листов на
листогибочных вальцах. При холодной гибке
пластическую деформацию, определяемую
отношением радиуса изгиба R к толщине
листа , S, приходится ограничивать. Если
R/S> 25, то гибку обычно выполняют в
холодном состоянии, при меньшем значении
этого отношения — в горячем.
При гибке в вальцах концевой участок листа а (а) остается почти
плоским. Ширина этого участка при использовании трехвалковых
вальцов определяется расстоянием между осями валков b (б) и
может оказаться значительной. В четырехвалковых вальцах
несвальцованным остается только участок с шириной (1 …2) S и,
зажатый между средними валками (в). Обеспечение заданной
кривизны в зоне стыка может быть получено либо путем калибровки
уже сваренной обечайки, либо путем предварительной подгибки
кромок под прессом или на листогибочных вальцах с толстым
подкладным листом, согнутым по заданному радиусу.
 Положение
Положениелиста перед гибкой (г). После выверки параллельности оси валка и
кромок листа гибку начинают со средней части.
Использование двухвалковых гибочных вальцов с эластичным
полиуретановым покрытием нижнего валка (д) обеспечивает
равномерный изгиб по всей длине.
34
35
36
37. Гибка листов
Для получения деталей из толстого листовогометалла применяют горячую гибку. Ее
осуществляют на гибочных вальцах и на прессах.
Технологический процесс штамповки полуобечаек на гидравлическом прессе:
а — предварительная гибка; б — полная гибка; в — окончательная гибка
37
Если требуется большая кривизна деталей
(малый радиус), гибку проводят в горячем
состоянии.
Температура нагрева должна составлять:
для стали с нормативным пределом текучести
до 350 МПа включительно следует нагревать до
температуры 900…1000 °С;
для стали, поставляемые в нормализованном
состоянии, следует нагревать до температуры
900…950 °С;
при гибке и правке стали всех классов
прочности с местным нагревом операции
связанные с пластическим деформированием
металла должны заканчиваться при
температуре не ниже 700 °С.

38
39. Схема трубогибочного станка с индукционным нагревом:
При холодной гибке профильногопроката и труб используют
роликогибочные и трубогибочные
станки.
При гибке таких профилей
возможно образование гофр. В этом
случае используют специальные
гибочные станки с индукционным
нагревом непрерывно
перемещаемой и изгибаемой
заготовки. Нагрев до температуры
950… 1 000 С обеспечивает
сохранение формы исходного
сечения.
При гибке трубы с индукционным
нагревом изгибаемая заготовка 3
закрепляется в каретке 2 и
направляющих роликах 4, упираясь
в упор 1. Гибка производится
гибочным роликом 5 при
перемещении заготовки кареткой и
нагреве ее на узком участке
индуктором 6.
На таких станках можно выполнять
гибку различных профилей,
устанавливая нужные
направляющие и гнущие ролики.
а — исходное состояние:
1 — упор; 2 — каретка; 3 —
заготовка; 4 — направляющие
ролики;
5 — гибочный
ролик; 6 — индуктор; б — гибка на
90°; в — гибка на 180° 39
Схемы и внешний вид
профилегибочной установки с индукционным
нагревом
40
41.
 Гибка труб41
Гибка труб41Гибка
углового
проката
42
Схема гибки листа по сферической поверхности:
1 – исходная заготовка; 2 – бочкообразная насадка;
3 – постель
43
Схемы гибки в листогибочных машинах с поворотной гибочной балкой:
а – схема машины; б – схема гибки различных деталей:
1 – стол; 2 – прижимная траверса; 3 – поворотная балка;
4 – шаблон; 5 – стойка; 6 – заготовка
44
45. Вальцовка швеллеров на листогибочных вальцах
4546. Параметры подготовки кромок
β ≈ (25±2) — при разделке двух кромок;β ≈ (45±2) — при разделке одной кромки;
b ≈ (2 ±1) мм
с ≈ (2 ±1) мм;
кромки должны быть прямолинейны и параллельны;
на кромках не должно быть зарезов глубиной более 1,5 мм
46
Подготовку кромок производят тепловой (кислородной или
плазменной) или механической резкой. В первом случае
подготовку кромок стремятся совместить с разделительной резкой
заготовки. С этой целью резку выполняют двумя (для получения V
– образной разделки) или тремя (для получения Х – образной
разделки) резаками, перемещающимися друг за другом
Для механической резки используется как универсальное
оборудование (карусельные, токарные, фрезерные станки), так и
специализированное (кромкострогальные станки).

47
48. Ручной инструмент для механической резки и обработки кромок
Такой инструмент получилназвание «кромкорез».
Наиболее универсальной является
модель TKF 1500 фирмы Trumpf.
Угол фаски плавно регулируется в
диапазоне от 20 до 55 . Этим
инструментом можно
обрабатывать как кромки плоских
заготовок, так и кромки труб
диаметром от 80 мм. Контур
кромки также может быть любым
(минимальный радиус для
криволинейных контуров всего 55
мм).
Инструмент в процессе резки
закрепляет свой режущий аппарат
на кромке заготовки и с помощью
четырехгранного резца ход за
ходом скалывает стружку с края
заготовки.
48
49. Очистка металла
Для очистки деталей из проката, а также сварных узловприменяют механические и химические способы.
Механическое удаление загрязнения, коррозии (ржавчины) и
окалины производят с помощью дробеструйных и дробеметных
аппаратов, используют зачистные станки, рабочим органом которых
являются металлические щетки, иглофрезы, шлифовальные круги и
ленты.

При дробеструйной и дробеметной очистке применяют чугунную или
стальную дробь размером 0,7…4 мм в зависимости от толщины
металла. Дробеструйную и дробеметную очистку обычно
осуществляют в камерах. Через такую камеру лист проходит в
вертикальном положении и очищается одновременно с двух сторон.
Химическими способами производят обезжиривание и травление
поверхности. Различают ванный и струйный химические методы.
В первом случае детали последовательно опускают в ванны с
различными растворами и выдерживают в каждом определенное
время.
Во
втором случае последовательная подача растворов различного
состава на поверхность деталей производится струйным методом, что
позволяет осуществлять непрерывный процесс очистки.
Химический способ очистки эффективен, однако в производстве
сварных конструкций его применение ограничено высокой
стоимостью оборудования для очистки сточных вод.
49
50. Сборка изделий под сварку
5051.
 Способы сборки1.
Способы сборки1.2.
3.
Сборка обеспечивает точность
пригонки и совпадения кромок
элементов.
Сборка в целом.
Сборка путем наращивания
отдельных
элементов.
Поузловая сборка и сварка.
51
52. Проверка качества сборки
при сборке учитывают возможностьдеформации при нагреве изделия и усадке
металла шва.
52
53. Допускаемое смещение деталей
При сварке стыковыхсоединений деталей
(за исключением труб)
допускаются перед сваркой
следующие смещения свариваемых кромок относительно
друг друга:
Толщина детали, мм
Смещение ∆ , мм
< 4
0,5
4 … 10
1
10 … 100
0,1 S, но не более 3 мм
> 100
0,01 S+2, но не более 4 мм
53
54. Соединение деталей прихватками в монтажных условиях
Прихватки – короткие однослойные швы,выполненные электродами того же типа,
что и сварка изделия.
F сеч. прих ≤ ½ · F сеч. шва
и
max ≈ 25 … 30 мм²;
L прих.
 ≈ 20 … 120 мм
≈ 20 … 120 ммРасстояние между прихватками до 500 мм
Установку временных прихваток обычно
производят со стороны, обратной началу
сварки.
Неудаляемые (остающиеся) прихватки
рекомендуют накладывать с лицевой
стороны.
54
55. Приспособления для сборки изделий
5556. Приспособления для сборки изделий
5657. Приспособления для сборки изделий
5758. Приспособления для сборки изделий
5859. Приспособления для сборки изделий
59Презентация сварка
Главная » Статьи » Презентация сварка
Презентация на тему Сварка металлов
Скачать презентацию бесплатно в формате PowerPoint [ppt(x)]:
Ещё начиная с конца 19 века сварка металла стала приобретать большую популярность в строительстве, машиностроении, в военной промышленности и т.д. Сварка металла обеспечивает надежное соединение деталей и плюс ко всему таким образом экономится металл.
На сложность сварки влияет масса характеристик — это температура плавления, состав, вид сварки и т.д.
Лучше всего сварке поддаются различные стали. Труднее всего производить сварку цветных металлов, из-за специфических свойств.
В промышленности основными видами сварки являются:
- Электродуговая. Берется тепло выделяемое от электрического тока.
- Стыковая электросварка. Производится зажим металлов и подача тока.
- Точечная сварка. Производится сварка в отдельных местах стыка.
- Роликовая. Применяется для соединения листов металла.
Также есть ещё химическая, газовая, механическая (кузнечная), лазерная и другие виды сварки. Подробная презентация раскрывает каждый вид сварки, приводятся многочисленные схемы сварочной аппаратуры, соединений. Видеообзор слайдов наглядно демонстрирует насколько полно и широко раскрывается тема сварки в данной презентации. Так что качайте — не пожалеете.
skachat-prezentaciju-besplatno.ru
Презентация на тему Профессия сварщик — скачать презентацию
Слайд 1Описание слайда:
Есть такая профессия – сварщик. Все профессии нужны, Все профессии важны, А сварщика работа – Всех нужней, и всех важней!
Все профессии нужны, Все профессии важны, А сварщика работа – Всех нужней, и всех важней!
Слайд 2Описание слайда:
Сварщики Сварщик — рабочий, специалист сварочного производства. Сварщик — профессия ответственная, почти виртуозная, от качества работы которого зависит многое — долговечность и устойчивость строительных конструкций, работа и срок службы различной техники.
Слайд 3Описание слайда:
Применение Сварочные работы применяются во многих отраслях промышленности. Сварщики трудятся на стройплощадках, создавая конструкции и системы различных коммуникаций, в промышленности, где применяют свой опыт и навыки в машиностроении, кораблестроении и в других областях, таких как, энергетика, нефтеперерабатывающая промышленность, сельское хозяйство. Трудно назвать такой сегмент производства, где не применялся бы труд сварщика.
Слайд 4Описание слайда:
Специализации Сварщик, как профессия, подразделяется на несколько специализаций: сварщик ручной дуговой сварки, газосварщик, оператор автоматических сварочных аппаратов. Рабочие всех этих специальностей занимаются одним делом — соединением металлических конструкций, сложных аппаратов, деталей, узлов методом сплавления металлов. От мастерства сварщиков зависит качество сварочных швов. Любые ошибки, небрежность, допускаемые в работе, могут привести к катастрофическим последствиям. Страшно подумать, к чему могла бы привести некачественная работа по сварке нефте- или газопроводов. Сварщик — профессионал должен знать электротехнику, технологию плавления металлов, свойства газов, применяемых для антиокисления, методы и принципы действия используемых агрегатов и оборудования. Большое значение имеет соблюдение техники безопасности и производственной санитарии.
Рабочие всех этих специальностей занимаются одним делом — соединением металлических конструкций, сложных аппаратов, деталей, узлов методом сплавления металлов. От мастерства сварщиков зависит качество сварочных швов. Любые ошибки, небрежность, допускаемые в работе, могут привести к катастрофическим последствиям. Страшно подумать, к чему могла бы привести некачественная работа по сварке нефте- или газопроводов. Сварщик — профессионал должен знать электротехнику, технологию плавления металлов, свойства газов, применяемых для антиокисления, методы и принципы действия используемых агрегатов и оборудования. Большое значение имеет соблюдение техники безопасности и производственной санитарии.
Слайд 5Описание слайда:
Плюсы профессии К плюсам профессии можно отнести престижность и высокую востребованность на рынке труда, как в государственном секторе экономики, так и в частном. Молодым специалистам, только что окончившим училище, работу долго искать не придётся — она находит их сама. Сварщиков без опыта охотно принимают в жилищно-коммунальные хозяйства, в частные организации сферы обслуживания. С приобретением опыта, им поручаются более ответственные дела и работы в промышленности, на стройках. Соответственно, увеличивается зарплата.
Сварщиков без опыта охотно принимают в жилищно-коммунальные хозяйства, в частные организации сферы обслуживания. С приобретением опыта, им поручаются более ответственные дела и работы в промышленности, на стройках. Соответственно, увеличивается зарплата.
Слайд 6Описание слайда:
Минусы профессии Минусы профессии — тяжёлые условия труда, работа на открытых строительных площадках при любой погоде, большая нагрузка на зрение из-за высокой яркости электрической дуги, инфракрасного и ультрафиолетового излучения. Электросварщики относятся к профессиям «горячего цеха» из-за высокой вредности производства вследствие большого выделения газов и тепла при сварочных работах.
Слайд 7Описание слайда:
Личные качества Физическая сила и выносливость. Острота зрения и цветовосприятия. Гибкость, подвижность рук, ног и всего тела. Развитый вестибулярный аппарат. Умение длительно сосредотачивать внимание. Хорошая зрительно-моторная координация. Пространственное воображение и техническое мышление. Аккуратность. Уравновешенность.
Пространственное воображение и техническое мышление. Аккуратность. Уравновешенность.
Слайд 8Описание слайда:
Образование Обучиться профессии сварщика можно в профессионально-технических училищах, колледжах. Обучение проводится 3 года на базе 9 классов и 2 года на базе 11 классов по специальностям «сварщик электросварочных и газосварочных работ» и «наладчик сварочного и газоплазморезательного оборудования».
Слайд 9Описание слайда:
Правила безопасности К электросварочным, газосварочным работам допускаются лица не моложе 18 лет, прошедшие специальную подготовку и проверку теоретических знаний, практических навыков, знаний инструкций по охране труда и правил пожарной безопасности и имеющие «Удостоверение сварщика», запись в квалификационном удостоверении о допуске к выполнению специальных работ и специальный талон по технике пожарной безопасности.
Слайд 10Описание слайда:
Великие сварщики Николай Николаевич Бенардос (26 июля 1842 — 8 сентября 1905), —русский изобретатель, создатель электрической дуговой сварки(1881).
Слайд 11Описание слайда:
Николай Гаврилович Славянов (1854—1897) — изобретатель дуговой электросварки металлов.
Слайд 12Описание слайда:
Лука Иванович Борчанинов (?—1905) — рабочий, один из первых сварщиков в России, работал под руководством Славянова.
Слайд 13Описание слайда:
Борис Евгеньевич Патон (р. в 1918 г.) — советский учёный в области металлургии и сварки. Академик АН УССР.
Слайд 14Описание слайда:
Валерий Николаевич Кубасов (р. в 1935 г.) — советский космонавт, первым в мире провёл сварочные работы в космосе.
Слайд 15Описание слайда:
Сварщик — это сила Давление в баллоне газа, Искра рождает пламя, Металл расплавит разом До красно-горящего знамя И тут же в ванну подаётся Нагретая присадка Не всё так сразу удаётся, Что б было ровненько и гладко Ложится слой за слоем Шов тянется дорожкой Да дело не простое Но научиться можно Ведь сварщик — это сила Для выпуска машин И стать им всем под силу Не только для мужчин
mypresentation. ru
ru
СВАРКА Сварка – технологический процесс получения неразъёмных соединений деталей путем их местного или общего нагрева, пластической деформации или совмещении. — презентация
1 СВАРКА Сварка – технологический процесс получения неразъёмных соединений деталей путем их местного или общего нагрева, пластической деформации или совмещении того и другого.
2 Электродуговая сварка Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата.
3 Сварка в среде защитных газов При сварке в среде защитных газов в зону горения дуги под небольшим давлением подается газ, который вытесняет воздух из этой зоны и защищает сварочную ванну от кислорода и азота воздуха.
4 Электрошлаковая сварка При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды
5 Газопламенная сварка Источником теплоты является газовый факел, образующийся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан, блаугаз, бензин, бензол, керосин и их смеси.
В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан, блаугаз, бензин, бензол, керосин и их смеси.
6 Плазменная сварка процесс электрической сварки плавлением, в котором в качестве источника тепла используется энергия плазмы. Плазма представляет собой сжатую электрическую дугу, в которую принудительно вдувается плазмообразующий газ. По энергетическим характеристикам плазменная дуга занимает промежуточное место между электрической дугой и лазерным лучом.
7 Лазерная сварка Источником теплоты служит лазерный луч.
8 Контактная сварка является основным видом сварки давлением термомеханического класса. Она осуществляется с применением давления и нагрева места сварки проходящим через заготовки электрическим током. Основными видами контактной сварки являются стыковая, точечная и шовная.
9 Контактная сварка
10 Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия
11 Холодная сварка Холодная сварка представляет собою соединение однородных или неоднородных металлов при температуре ниже минимальной температуры рекристаллизации; сварка происходит благодаря пластической деформации свариваемых металлов в зоне стыка под воздействием механического усилия.
www.myshared.ru
Презентация на тему: Профессия сварщик
Описание слайда:
Есть такая профессия – сварщик.Все профессии нужны,Все профессии важны,А сварщика работа – Всех нужней, и всех важней!
Описание слайда:
Сварщики Сварщик — рабочий, специалист сварочного производства.Сварщик — профессия ответственная, почти виртуозная, от качества работы которого зависит многое — долговечность и устойчивость строительных конструкций, работа и срок службы различной техники.
Описание слайда:
ПрименениеСварочные работы применяются во многих отраслях промышленности. Сварщики трудятся на стройплощадках, создавая конструкции и системы различных коммуникаций, в промышленности, где применяют свой опыт и навыки в машиностроении, кораблестроении и в других областях, таких как, энергетика, нефтеперерабатывающая промышленность, сельское хозяйство. Трудно назвать такой сегмент производства, где не применялся бы труд сварщика.
Описание слайда:
СпециализацииСварщик, как профессия, подразделяется на несколько специализаций: сварщик ручной дуговой сварки, газосварщик, оператор автоматических сварочных аппаратов. Рабочие всех этих специальностей занимаются одним делом — соединением металлических конструкций, сложных аппаратов, деталей, узлов методом сплавления металлов. От мастерства сварщиков зависит качество сварочных швов. Любые ошибки, небрежность, допускаемые в работе, могут привести к катастрофическим последствиям. Страшно подумать, к чему могла бы привести некачественная работа по сварке нефте- или газопроводов. Сварщик — профессионал должен знать электротехнику, технологию плавления металлов, свойства газов, применяемых для антиокисления, методы и принципы действия используемых агрегатов и оборудования. Большое значение имеет соблюдение техники безопасности и производственной санитарии.
Описание слайда:
Плюсы профессииК плюсам профессии можно отнести престижность и высокую востребованность на рынке труда, как в государственном секторе экономики, так и в частном. Молодым специалистам, только что окончившим училище, работу долго искать не придётся — она находит их сама. Сварщиков без опыта охотно принимают в жилищно-коммунальные хозяйства, в частные организации сферы обслуживания. С приобретением опыта, им поручаются более ответственные дела и работы в промышленности, на стройках. Соответственно, увеличивается зарплата.
Молодым специалистам, только что окончившим училище, работу долго искать не придётся — она находит их сама. Сварщиков без опыта охотно принимают в жилищно-коммунальные хозяйства, в частные организации сферы обслуживания. С приобретением опыта, им поручаются более ответственные дела и работы в промышленности, на стройках. Соответственно, увеличивается зарплата.
Описание слайда:
Минусы профессииМинусы профессии — тяжёлые условия труда, работа на открытых строительных площадках при любой погоде, большая нагрузка на зрение из-за высокой яркости электрической дуги, инфракрасного и ультрафиолетового излучения. Электросварщики относятся к профессиям «горячего цеха» из-за высокой вредности производства вследствие большого выделения газов и тепла при сварочных работах.
Описание слайда:
Личные качестваФизическая сила и выносливость. Острота зрения и цветовосприятия. Гибкость, подвижность рук, ног и всего тела. Развитый вестибулярный аппарат. Умение длительно сосредотачивать внимание. Хорошая зрительно-моторная координация. Пространственное воображение и техническое мышление. Аккуратность. Уравновешенность.
Развитый вестибулярный аппарат. Умение длительно сосредотачивать внимание. Хорошая зрительно-моторная координация. Пространственное воображение и техническое мышление. Аккуратность. Уравновешенность.
Описание слайда:
ОбразованиеОбучиться профессии сварщика можно в профессионально-технических училищах, колледжах. Обучение проводится 3 года на базе 9 классов и 2 года на базе 11 классов по специальностям «сварщик электросварочных и газосварочных работ» и «наладчик сварочного и газоплазморезательного оборудования».
Описание слайда:
Правила безопасностиК электросварочным, газосварочным работам допускаются лица не моложе 18 лет, прошедшие специальную подготовку и проверку теоретических знаний, практических навыков, знаний инструкций по охране труда и правил пожарной безопасности и имеющие «Удостоверение сварщика», запись в квалификационном удостоверении о допуске к выполнению специальных работ и специальный талон по технике пожарной безопасности.
Описание слайда:
Великие сварщикиНиколай Николаевич Бенардос (26 июля 1842 — 8 сентября 1905), —русский изобретатель, создатель электрической дуговой сварки(1881).
Описание слайда:
Николай Гаврилович Славянов (1854—1897) — изобретатель дуговой электросварки металлов.
Описание слайда:
Лука Иванович Борчанинов (?—1905) — рабочий, один из первых сварщиков в России, работал под руководством Славянова.
Описание слайда:
Борис Евгеньевич Патон (р. в 1918 г.) — советский учёный в области металлургии и сварки. Академик АН УССР.
Описание слайда:
Валерий Николаевич Кубасов (р. в 1935 г.) — советский космонавт, первым в мире провёл сварочные работы в космосе.
Описание слайда:
Сварщик — это сила Давление в баллоне газа, Искра рождает пламя, Металл расплавит разом До красно-горящего знамя И тут же в ванну подаётся Нагретая присадка Не всё так сразу удаётся, Что б было ровненько и гладко Ложится слой за слоем Шов тянется дорожкой Да дело не простое Но научиться можно Ведь сварщик — это сила Для выпуска машин И стать им всем под силу Не только для мужчин
ppt4web.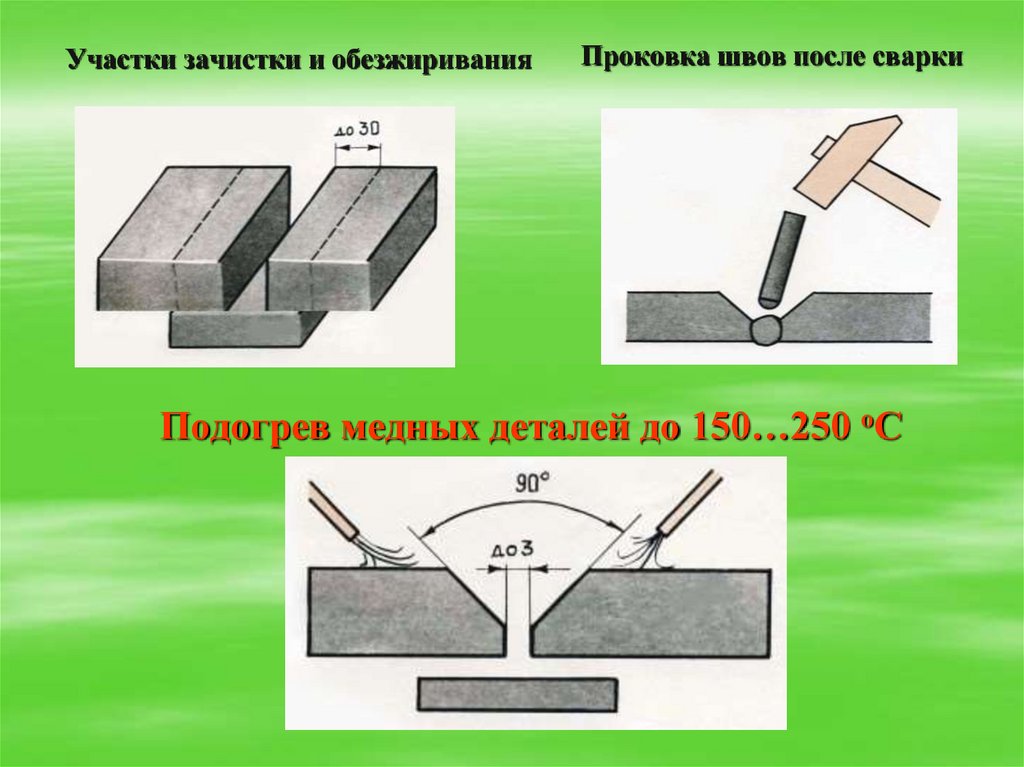 ru
ru
Презентация на тему Профессия сварщик
Нажмите для полного просмотра!
Вы можете ознакомиться и скачать
Презентация на тему Профессия сварщик .
Презентация содержит 15 слайдов.
Презентации для любого
класса можно скачать бесплатно. Если материал и наш сайт презентаций Вам
понравились
–
поделитесь им с друзьями с помощью социальных кнопок и добавьте в закладки в
своем
браузере.
Слайды и текст этой презентации
Слайд 1
Описание слайда:
Есть такая профессия – сварщик. Все профессии нужны, Все профессии важны, А сварщика работа – Всех нужней, и всех важней!
Слайд 2
Описание слайда:
Сварщики Сварщик — рабочий, специалист сварочного производства. Сварщик — профессия ответственная, почти виртуозная, от качества работы которого зависит многое — долговечность и устойчивость строительных конструкций, работа и срок службы различной техники.
Слайд 3
Описание слайда:
Применение
Сварочные работы применяются во многих отраслях промышленности. Сварщики трудятся на стройплощадках, создавая конструкции и системы различных коммуникаций, в промышленности, где применяют свой опыт и навыки в машиностроении, кораблестроении и в других областях, таких как, энергетика, нефтеперерабатывающая промышленность, сельское хозяйство. Трудно назвать такой сегмент производства, где не применялся бы труд сварщика.
Трудно назвать такой сегмент производства, где не применялся бы труд сварщика.
Слайд 4
Описание слайда:
Специализации
Сварщик, как профессия, подразделяется на несколько специализаций: сварщик ручной дуговой сварки, газосварщик, оператор автоматических сварочных аппаратов. Рабочие всех этих специальностей занимаются одним делом — соединением металлических конструкций, сложных аппаратов, деталей, узлов методом сплавления металлов. От мастерства сварщиков зависит качество сварочных швов. Любые ошибки, небрежность, допускаемые в работе, могут привести к катастрофическим последствиям. Страшно подумать, к чему могла бы привести некачественная работа по сварке нефте- или газопроводов. Сварщик — профессионал должен знать электротехнику, технологию плавления металлов, свойства газов, применяемых для антиокисления, методы и принципы действия используемых агрегатов и оборудования. Большое значение имеет соблюдение техники безопасности и производственной санитарии.
Большое значение имеет соблюдение техники безопасности и производственной санитарии.
Слайд 5
Описание слайда:
Плюсы профессии К плюсам профессии можно отнести престижность и высокую востребованность на рынке труда, как в государственном секторе экономики, так и в частном. Молодым специалистам, только что окончившим училище, работу долго искать не придётся — она находит их сама. Сварщиков без опыта охотно принимают в жилищно-коммунальные хозяйства, в частные организации сферы обслуживания. С приобретением опыта, им поручаются более ответственные дела и работы в промышленности, на стройках. Соответственно, увеличивается зарплата.
Слайд 6
Описание слайда:
Минусы профессии
Минусы профессии — тяжёлые условия труда, работа на открытых строительных площадках при любой погоде, большая нагрузка на зрение из-за высокой яркости электрической дуги, инфракрасного и ультрафиолетового излучения.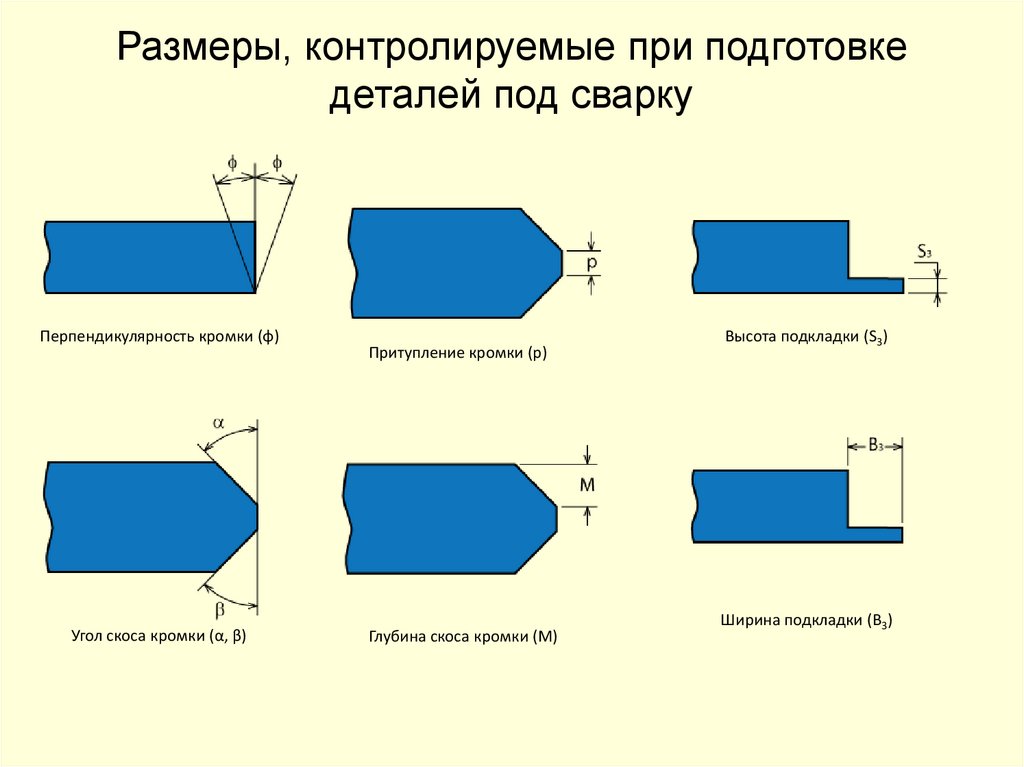 Электросварщики относятся к профессиям «горячего цеха» из-за высокой вредности производства вследствие большого выделения газов и тепла при сварочных работах.
Электросварщики относятся к профессиям «горячего цеха» из-за высокой вредности производства вследствие большого выделения газов и тепла при сварочных работах.
Слайд 7
Описание слайда:
Личные качества Физическая сила и выносливость. Острота зрения и цветовосприятия. Гибкость, подвижность рук, ног и всего тела. Развитый вестибулярный аппарат. Умение длительно сосредотачивать внимание. Хорошая зрительно-моторная координация. Пространственное воображение и техническое мышление. Аккуратность. Уравновешенность.
Слайд 8
Описание слайда:
Образование
Обучиться профессии сварщика можно в профессионально-технических училищах, колледжах. Обучение проводится 3 года на базе 9 классов и 2 года на базе 11 классов по специальностям «сварщик электросварочных и газосварочных работ» и «наладчик сварочного и газоплазморезательного оборудования».
Слайд 9
Описание слайда:
Правила безопасности К электросварочным, газосварочным работам допускаются лица не моложе 18 лет, прошедшие специальную подготовку и проверку теоретических знаний, практических навыков, знаний инструкций по охране труда и правил пожарной безопасности и имеющие «Удостоверение сварщика», запись в квалификационном удостоверении о допуске к выполнению специальных работ и специальный талон по технике пожарной безопасности.
Слайд 10
Описание слайда:
Великие сварщики Николай Николаевич Бенардос (26 июля 1842 — 8 сентября 1905), —русский изобретатель, создатель электрической дуговой сварки(1881).
Слайд 11
Описание слайда:
Николай Гаврилович Славянов (1854—1897) — изобретатель дуговой электросварки металлов.
Слайд 12
Описание слайда:
Лука Иванович Борчанинов (?—1905) — рабочий, один из первых сварщиков в России, работал под руководством Славянова.
Слайд 13
Описание слайда:
Борис Евгеньевич Патон (р. в 1918 г.) — советский учёный в области металлургии и сварки. Академик АН УССР.
Слайд 14
Описание слайда:
Валерий Николаевич Кубасов (р. в 1935 г.) — советский космонавт, первым в мире провёл сварочные работы в космосе.
Слайд 15
Описание слайда:
Сварщик — это сила Давление в баллоне газа, Искра рождает пламя, Металл расплавит разом До красно-горящего знамя И тут же в ванну подаётся Нагретая присадка Не всё так сразу удаётся, Что б было ровненько и гладко Ложится слой за слоем Шов тянется дорожкой Да дело не простое Но научиться можно Ведь сварщик — это сила Для выпуска машин И стать им всем под силу Не только для мужчин
Теги Презентация на тему Профессия сварщик
Похожие презентации
Презентация успешно отправлена!
Ошибка! Введите корректный Email!
Mypresentation. ru
ru
Презентация по технологии «Дефекты сварных швов при газовой сварке»
Дефекты при газовой сварке и причины их появления
Учебный элемент разработан в ГОУ НПО «Профессиональное училище №3» г. Калуга
Основные режимы газовой сварки. Дано: толщина свариваемого металла S, мм. Определите основные режимы сварки и заполните таблицу вида:
Вариант 1. S = 2 мм Вариант 2. S = 4 мм
Наименование режима
Величина и значение
№ наконечника горелки
Способ сварки
Диаметр проволоки
Угол наклона горелки
Движения горелкой и проволокой
Эталон ответа варианта 1.
Наименование режима
Величина и значение
№ наконечника горелки
№ 1 (S/2)
Способ сварки
Диаметр проволоки
S 2
d пр= —— + 1 = —- + 1 = 2 мм
2 2
Угол наклона горелки
α = 20 О + 5 О · (2 -1) = 20 О + 5 О = 25 О
Движения горелкой и проволокой
Эталон ответа варианта 2.
Наименование режима
Величина и значение
№ наконечника горелки
№ 2 (S/2)
Способ сварки
Диаметр проволоки
S 4
d пр = —— = —- = 2 мм
2 2
Угол наклона горелки
α = 20 О + 5 О · (4 -1) = 20 О + 15 О = 35 О
Движения горелкой и проволокой
Дефекты сварных швов
- Причины появления дефектов:
— использование присадочных материалов, не соответствующих свариваемому металлу или не подготовленных к сварке;
— неправильная подготовка деталей и сборка под сварку;
— неправильно выбранные режимы газовой сварки;
— нарушение технологии сварки или недостаточная квалификация сварщика.
Рассмотрим несколько образцов стыков, выполненных газовой сваркой
Определите дефект и причину его появления
Составим в конспекте таблицу, которую заполним сегодня на уроке
Режимы и параметры сварки
Наименование дефекта.
Определение дефекта.
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Причина образования
(№ из колонки1)
Что это за дефект?
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Шлаковые включения
Влияние режимов сварки на причины появления:
1. Наклон горелки;
Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Шлаковые включения
Шлаковые включения — это полости в металле шва, заполненные неметаллическим веществом. Неметаллические включения имеют объемную, часто неровную форму, ослабляют сечение, могут быть концентраторами напряжений.
Причины возникновения этих дефектов:
— загрязненная поверхность кромок под сварку и присадочной проволоки — №6;
— сварка окислительным пламенем — №3;
— плохое перемешивание жидкого металла проволокой в процессе сварки — №7.
Занесем в таблицу рассмотренный дефект
Режимы м параметры сварки
Наименование дефекта.
Определение дефекта.
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Причина образования
(№ из колонки1)
Шлаковые включения – полости в металле шва, заполненные неметаллическим веществом
3, 6, 7
Что это за дефект?
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
Скорость сварки;
9. Квалификация сварщика.
Перегрев металла
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Перегрев металла
Перегрев металла сварного соединения — это структурные изменения металла, которые приводят к утрате пластичности.
Внешним признаком перегрева может быть окисная пленка («цвета побежалости») на поверхности зоны термического влияния.
Причины возникновения перегрева:
— большая мощность пламени — №4;
— малая скорость сварки — №8.
Устранить перегрев можно только термообработкой
Заполните вторую строку таблицы
Что это за дефект?
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Непровар
корневой
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
Скорость сварки;
9. Квалификация сварщика.
межслойный
кромочный
Непровар
Непровар — это несплавление основного и наплавленного металла из-за неполного расплавления кромки.
Причины возникновения этого дефекта:
— неподготовленные кромки: ржавые, со следами масла, грязи — №7;
— неправильно направлено пламя — №1;
— большая скорость сварки — №8;
— большое расстояние от торца сопла до пятна нагрева основного металла — №1, 6.
Заполните третью строку таблицы
Что это за дефект?
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
?
Прожог
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Прожог
Прожог сварного шва — это сквозное отверстие в корне шва, образовавшееся в результате вытекания сварочной ванны.
Причины возникновения прожога:
— большой зазор между свариваемыми деталями- №7;
— малое притупление кромок — №7;
— большая мощность пламени — №4;
— малая скорость сварки — №8.
Заполните следующую строку таблицы
Что это за дефект?
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Трещины
Трещины могут располагаться
— на поверхности шва – наружные
— внутри шва – внутренние,
наиболее опасные, т.к. являются невидимыми
Наружные трещины — это разрыв металла в сварном шве или в прилегающих к нему зонах термического воздействия.
Наружные трещины могут быть:
- продольные – расположенные вдоль
шва, т.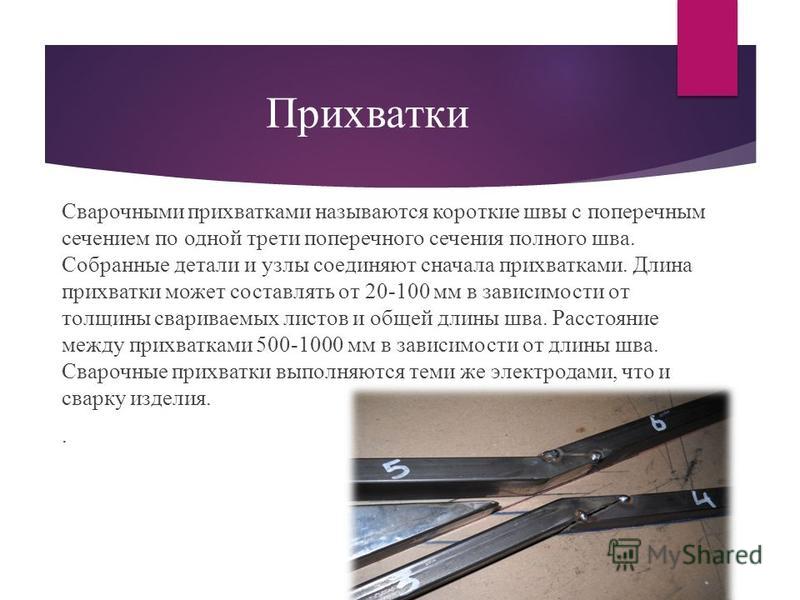 е. по его направлению;
е. по его направлению;
— поперечные – расположенные
перпендикулярно направлению шва;
— разветвленные
Трещины
Наружные трещины — это разрыв металла в сварном шве или в прилегающих к нему зонах термического воздействия.
Причины возникновения трещин:
— жесткое закрепление сварного соединения — №7;
— нарушение технологии сварки — №1, 2, 5, 8, 9;
— наличие пересекающихся швов — №7;
— сварка при низких температурах — №3, 4, 6, 9.
Заполните следующую строку таблицы
Что это за дефект?
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Подрезы
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Подрезы
Подрез – это углубления (канавки), часто острые, возникающие на границе поверхности основного и наплавленного металла и уменьшающие сечение металла.
Причины возникновения подрезов:
— большой угол наклона горелки по отношению к вертикали — №1;
— большая мощность пламени — №4;
— малый диаметр присадки и неравномерная её подача в зону плавления — №5, 6;
— недостаточная задержка конца присадки по краям шва при поперечных перемещениях — №6.
Заполните следующую строку таблицы
Что это за дефект?
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Наплывы
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Наплывы
Наплывы — это натекание металла на поверхность основного или ранее наплавленного металла для сплавления с ним.
Причины возникновения этого дефекта:
— большая мощность пламени — №4;
— неправильные движения горелки и проволоки — №6.
Заполните следующую строку таблицы
Что это за дефект?
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Свищи и усадочные раковины
Влияние режимов сварки на причины появления:
1. Наклон горелки;
Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Свищи
Свищ — это поверхностные полости, которые имеют воронкообразную или трубчатую форму.
Свищ нарушает плотность шва
Причины возникновения свищей:
— плохая зачистка кромок и присадочной проволоки от ржавчины, грязи, масла — №7;
— большая мощность пламени — №4
Заполните следующую строку таблицы
Усадочные раковины
Незаплавленный кратер или усадочная раковина — это впадина, которая образуется в результате усадки расплавленного металла сварочной ванны при окончании сварки.
Причины возникновения:
— резкий обрыв пламени — №4, 8.
Заполните следующую строку таблицы
Что это за дефект?
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Газовые поры
Влияние режимов сварки на причины появления:
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
Скорость сварки;
9. Квалификация сварщика.
Газовые поры
Газовые поры возникают при перенасыщении сварочной ванны газами, вследствие загрязненности кромок изделия, влажности и т.д.
Газовые поры могут быть равномерными, в виде скоплений или в виде цепочки
Недопустимы — поры наружные и внутренние более 4 шт на 100 мм шва с размером 1 мм,
— скопление более 5 пор на 1 см 2 шва
Газовые поры
Газовые поры — это полости на поверхности или внутри шва, образуемые газом, который выделяется из металла сварочной ванны при ее застывании.
Причины появления пор в шве:
— плохая зачистка кромок и проволоки от ржавчины, следы от масла, грязи — №7;
— большое расстояние от торца сопла до пятна нагрева — №1;
— неправильный выбор присадочной проволоки- №5;
— резкий отрыв пламени — №4, 8, 9.
Заполните следующую строку таблицы
Проверим конспект урока
Режимы м параметры сварки
Наименование дефекта.
Определение дефекта.
1. Наклон горелки;
2. Способ сварки;
3. Вид пламени;
4. Мощность пламени;
5. Диаметр проволоки;
6. Движения горелкой и проволокой;
7. Подготовка основного металла и присадочного материала под сварку;
8. Скорость сварки;
9. Квалификация сварщика.
Причина образования
(№ из колонки1)
Шлаковые включения
3, 6, 7
Перегрев
4, 8
Непровар
1, 6, 7, 8
Прожог
4, 7, 8
Трещина
1,2,3,4,5,6,7, 8, 9
Подрезы
1, 4, 5, 6
Наплывы
4, 6
Свищи и усадочная раковина
4, 7, 8
Поры
1,4,5,7,8,9
В таблице в колонке 2 записаны определения каждого дефекта
Какие дефекты образуются из-за неправильно выбранных режимов:
- Наклона горелки?
- Большой мощности пламени?
- Плохой подготовки металла под сварку?
4. Неправильно выбранных движений горелки и проволоки?
Неправильно выбранных движений горелки и проволоки?
Посмотрите на образцы, лежащие на Ваших партах – найдите ответ на поставленные вопросы.
Но на качество сварного соединения влияют не только оборудование и уровень подготовки специалистов – также важна подготовка деталей и изделий под сварку: очистка (от ржавчины, масла, краски, влаги, грязи, снега, льда, окалины), разделка, подготовка кромок и фасок и т. д. Немного теории
Ниже на рисунке показаны основные типы сварных соединений:
При сварке элементов строительных конструкций встык наиболее часто встречаются кромки (фаски) с V- и Х-образными симметричными разделками, а также кромки без разделки (рисунок «без скоса кромок», значительно реже применяются чашеобразная (рисунок «с криволинейным скосом кромок»). Для чего необходима обработка кромки заготовки?
В процессе сварки происходит проплавление металла, что в последствие обеспечивает соединение краев друг с другом. Кромки готовят исключительно механическим способом. Важно помнить, что подготовленная под сварку кромка — это кромка с фаской и притуплением. Для нарезки кромок используются фаскосниматели, кромкорезы, кромкоскалывающие машины — все это название одного типа оборудования. И делится оно на следующие виды:
Кромкорезы также различаются по назначению: для листового металла и для профильного. В итоге, разделка кромки – это процесс тонкий и очень простой, если используется качественный инструмент. Производители современного оборудования идут за пожеланиями клиентов и стараются сделать свою продукцию более универсальной. Но все-равно, для того, чтобы избежать лишних расходов, необходимо определить: какие задачи требуется решать. Свой инструмент для каждой задачи Каталог компании «Шлифовальные технологии» включает в себя все перечисленные типы оборудования для подготовки кромки металла под сварку. Передвижные кромкорезы для стальных, металлопластиковых и пластиковых труб, листов представлены двумя моделями машин: агрегаты для снятия фаски СНР-21G и СНР-12G. Они предназначены для снятия фаски с листов металла толщиной до 50 мм. Работают по нержавеющей и углеродистой стали, пластику, черным и цветным металлам, комбинированным материалам. Из ручных кромкоскалывающих станков компания предлагает также две модели: агрегат для снятия фаски СНР-7 и аппарат СНР-12. С их помощью легко обрабатываются листовые заготовки толщиной до 30 мм с фасками шириной до 6 – 12 мм. Оборудование позволяют достаточно быстро и просто снять необходимый слой материала с кромки. За один проход по листу (трубе – у трубных моделей) срез обрабатывается сразу по всей ширине.
В тяжелом машиностроении и судостроении хорошо зарекомендовали себя передвижные фаскосниматели. Особо зарекомендовал себя передвижной фаскосниматель модели СМФ900 от компании OMCA. Данный передвижной фаскосниматель СМФ-900 предназначен для разделки кромок, как в стационарном варианте, так и в мобильном (например на балансире для обработки кромки под сварку на деталях крупных размеров, расположенных на рабочем столе). Обработка производится дисковой фрезой диаметром 63 мм с пятью твёрдосплавными пластинами.
Оборудование этой же фирмы также представлено и в разделе ручных фаскоснимателей. Наиболее популярные модели с электроприводом: МФ 760М, МФ 700М, МФ 750М, а также агрегат с пневмоприводом — AMBL 0307. С помощью подобного инструмента можно обрабатывать заготовки из углеродистой и нержавеющей сталей и невязких цветных металлов. Это – переносной кромкофрезерный агрегат, оборудованный устройствами изменения угла снимаемой фаски и вылета фрезы с ручной подачей. Практически для каждой модели представленного оборудования существует целый набор дополнительных устройств и приспособлений – опять же под конкретные нужды и задачи. Более подробно со всем оборудованием можно ознакомиться в on-line каталоге компании «Шлифовальные технологии». |
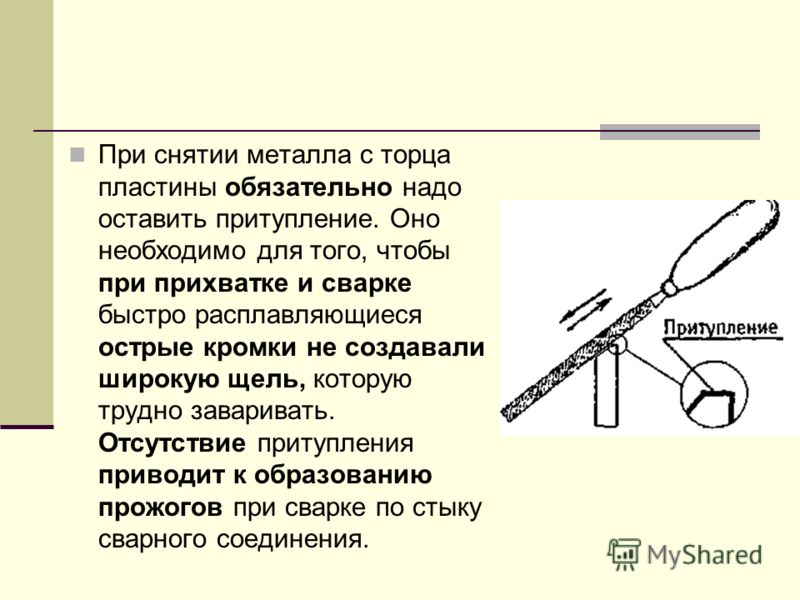 Стыковые швы без разделки кромок имеют наименьший объем наплавленного металла и могут быть применены при ручной сварке для деталей толщиной до 6—8 мм, при полуавтоматической сварке в углекислом газе до 10 мм, а при автоматической сварке под флюсом — до 30 мм. V-образную разделку кромок рекомендуется применять при ручной сварке деталей толщиной от 8 до 30 мм, при сварке деталей в среде углекислого газа толщиной 12—24 мм и при автоматической сварке под флюсом толщиной более 30 мм Х-образная разделка является двухсторонней. X-образная разделка применяется для стыков, которые в процессе сварки можно кантовать. При Х-образной разделке стыковые швы имеют меньший объем наплавленного металла, а обработка таких кромок требует больших затрат труда, чем при V-образной разделке.
Стыковые швы без разделки кромок имеют наименьший объем наплавленного металла и могут быть применены при ручной сварке для деталей толщиной до 6—8 мм, при полуавтоматической сварке в углекислом газе до 10 мм, а при автоматической сварке под флюсом — до 30 мм. V-образную разделку кромок рекомендуется применять при ручной сварке деталей толщиной от 8 до 30 мм, при сварке деталей в среде углекислого газа толщиной 12—24 мм и при автоматической сварке под флюсом толщиной более 30 мм Х-образная разделка является двухсторонней. X-образная разделка применяется для стыков, которые в процессе сварки можно кантовать. При Х-образной разделке стыковые швы имеют меньший объем наплавленного металла, а обработка таких кромок требует больших затрат труда, чем при V-образной разделке. Если же толщина металла больше 3-5 мм, получение полного и качественного соединения становится затруднительным. Механическая подготовка кромок позволяет создать так называемую сварочную ванну, которая заполняется сварочным составом, что обеспечивает необходимый провар.
Если же толщина металла больше 3-5 мм, получение полного и качественного соединения становится затруднительным. Механическая подготовка кромок позволяет создать так называемую сварочную ванну, которая заполняется сварочным составом, что обеспечивает необходимый провар. Причем, для каждого профиля существует свой тип оборудования.
Причем, для каждого профиля существует свой тип оборудования.  В стандартной комплектации аппараты поставляется с тремя фрезами по черной стали. Обработка кромки производится путем скалывания специальной фрезой. Передвижные кромкоскалывающие машины серии СНР могут снимать фаски с верхней и нижней сторон листа.
В стандартной комплектации аппараты поставляется с тремя фрезами по черной стали. Обработка кромки производится путем скалывания специальной фрезой. Передвижные кромкоскалывающие машины серии СНР могут снимать фаски с верхней и нижней сторон листа.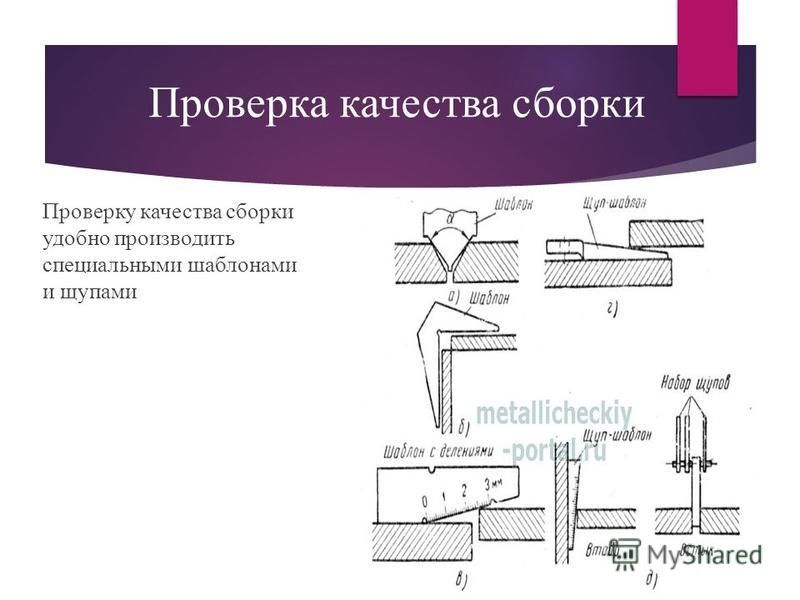 Это оборудование применяется для обработки длинных заготовок. Обслуживание этих фаскоснимателей, несмотря на их большой вес и габариты, выполняется одним оператором.
Это оборудование применяется для обработки длинных заготовок. Обслуживание этих фаскоснимателей, несмотря на их большой вес и габариты, выполняется одним оператором.
Как подготовить металл к сварке
Woodward Fab
Сварка является одним из важных производственных процессов, используемых в различных производственных подразделениях. Для сварки рассматриваются различные типы металлов. Как и любой другой производственный процесс, он также проводится с использованием различных инструментов для обеспечения точности. Тем не менее, перед фактическим процессом сварки предпринимается несколько шагов, чтобы обеспечить его целесообразность. Подготовка металла является одним из важных этапов сварки металлов, поскольку наилучшие сварные швы получаются из более чистых металлов. На протяжении многих лет обсуждается несколько советов по сварке металлов; однако советы по очистке металла обсуждаются редко. В этой статье вы найдете несколько простых советов по очистке металла.
Тем не менее, перед фактическим процессом сварки предпринимается несколько шагов, чтобы обеспечить его целесообразность. Подготовка металла является одним из важных этапов сварки металлов, поскольку наилучшие сварные швы получаются из более чистых металлов. На протяжении многих лет обсуждается несколько советов по сварке металлов; однако советы по очистке металла обсуждаются редко. В этой статье вы найдете несколько простых советов по очистке металла.
Подготовка металла зависит от типа сварки, которую вы планируете делать. Существует два типа сварочных процессов: сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). В обоих этих методах используется электрическая дуга; однако они различаются по своему подходу. При сварке МИГ металлические листы очищаются не полностью. С другой стороны, при сварке TIG металлические детали должным образом очищаются перед сваркой. Следующие простые советы помогут подготовить металлы для любого типа сварки:
- Используйте проволочную щетку для удаления густых загрязнений: Это один из самых простых методов подготовки металла.
 Проволочная щетка — это основной инструмент, используемый для удаления густых загрязнений с любого металлического предмета. Эти проволочные щетки легко доступны на большинстве сварочных аппаратов, поскольку они используются для удаления флюса с готовой заготовки. Обязательно используйте специальные проволочные щетки для разных металлов. Например, вам нужно использовать стальную проволочную щетку, чтобы удалить загрязнения с куска алюминия.
Проволочная щетка — это основной инструмент, используемый для удаления густых загрязнений с любого металлического предмета. Эти проволочные щетки легко доступны на большинстве сварочных аппаратов, поскольку они используются для удаления флюса с готовой заготовки. Обязательно используйте специальные проволочные щетки для разных металлов. Например, вам нужно использовать стальную проволочную щетку, чтобы удалить загрязнения с куска алюминия. - Используйте угловую шлифовальную машину и лепестковый диск: Лист можно подготовить для сварки TIG или MIG с помощью угловой шлифовальной машины и лепесткового диска. Любое покрытие, существующее на толстом листе, может быть легко удалено с помощью лепесткового диска. Однако этот инструмент не рекомендуется для тонких металлических листов, поскольку он может удалить много других материалов. После удаления покрытия следует очистка ацетоном. Этот метод блестяще работает для деталей шасси, которые требуют тяжелой сварки.
- Использование плазменного резака для частой резки толстого металла: Многие сварочные работы требуют резки толстых металлов под нужными углами перед сваркой. Это легко сделать с помощью плазменной резки. Эти фрезы могут потребовать больших первоначальных инвестиций; однако они полезны по нескольким причинам. Плазменные резаки помогут вам сэкономить на топливе, времени предварительного нагрева, а также выполнять быструю резку толстых металлов с небольшими пропилами. Эти резаки являются идеальным выбором для сварочных предприятий, которые хотят сэкономить на материальных затратах, а также на рабочем времени.
- Используйте абразивоструйную очистку для ржавых материалов: Если металлический лист заржавел и не может быть очищен ни одним из обсуждавшихся выше методов, то идеально подходит для абразивоструйной очистки. Этот метод помогает удалить загрязнения с металла, после чего его необходимо очистить с помощью ацетона, чтобы удалить остатки химических загрязнений. Одна из основных проблем, с которыми сталкивается этот тип подготовки металла, заключается в том, что абразивная поверхность может захватывать частицы металла, которые впоследствии могут вызвать коррозию металлической детали. Таким образом, всегда рекомендуется избегать этого метода очистки алюминия, поскольку он чувствителен к загрязнениям, которые могут оставаться на металлическом листе даже после его очистки ацетоном.
 Проволочная щетка — это основной инструмент, используемый для удаления густых загрязнений с любого металлического предмета. Эти проволочные щетки легко доступны на большинстве сварочных аппаратов, поскольку они используются для удаления флюса с готовой заготовки. Обязательно используйте специальные проволочные щетки для разных металлов. Например, вам нужно использовать стальную проволочную щетку, чтобы удалить загрязнения с куска алюминия.
Проволочная щетка — это основной инструмент, используемый для удаления густых загрязнений с любого металлического предмета. Эти проволочные щетки легко доступны на большинстве сварочных аппаратов, поскольку они используются для удаления флюса с готовой заготовки. Обязательно используйте специальные проволочные щетки для разных металлов. Например, вам нужно использовать стальную проволочную щетку, чтобы удалить загрязнения с куска алюминия. Это легко сделать с помощью плазменной резки. Эти фрезы могут потребовать больших первоначальных инвестиций; однако они полезны по нескольким причинам. Плазменные резаки помогут вам сэкономить на топливе, времени предварительного нагрева, а также выполнять быструю резку толстых металлов с небольшими пропилами. Эти резаки являются идеальным выбором для сварочных предприятий, которые хотят сэкономить на материальных затратах, а также на рабочем времени.
Это легко сделать с помощью плазменной резки. Эти фрезы могут потребовать больших первоначальных инвестиций; однако они полезны по нескольким причинам. Плазменные резаки помогут вам сэкономить на топливе, времени предварительного нагрева, а также выполнять быструю резку толстых металлов с небольшими пропилами. Эти резаки являются идеальным выбором для сварочных предприятий, которые хотят сэкономить на материальных затратах, а также на рабочем времени. Таким образом, всегда рекомендуется избегать этого метода очистки алюминия, поскольку он чувствителен к загрязнениям, которые могут оставаться на металлическом листе даже после его очистки ацетоном.
Таким образом, всегда рекомендуется избегать этого метода очистки алюминия, поскольку он чувствителен к загрязнениям, которые могут оставаться на металлическом листе даже после его очистки ацетоном.В дополнение к этим чистящим средствам вам также могут потребоваться другие инструменты и оборудование для процессов сварки металлов. Они включают в себя сварочные столы, сварочную тележку, сварочные зажимы, сварочные шлемы и так далее. Важно, чтобы вы получали эти предметы первой необходимости от надежного производителя, такого как Woodward Fab. Компания также предлагает широкий ассортимент плазменных резаков, сварочных аппаратов, сварочных аппаратов MIG и т.д.
Связанный пост:
- Знайте о 5 основных типах сварочных процессов
- Станок плазменной резки — его работа и использование
- 8 важных советов по повышению безопасности сварки
- Разница между сваркой и изготовлением листового металла
- Распространенные ошибки, которых следует избегать при выборе сварочного аппарата
Как подготовить металл к сварке? – Welders Lab
Вы все настроены на сварочную работу. Может быть, это ваша первая работа, или, может быть, вы опытный сварщик и просто очень взволнованы предстоящей работой. Вы берете свое снаряжение и инструменты и отправляетесь в путь к месту сварки.
Может быть, это ваша первая работа, или, может быть, вы опытный сварщик и просто очень взволнованы предстоящей работой. Вы берете свое снаряжение и инструменты и отправляетесь в путь к месту сварки.
Когда вы приедете, деталь, которую вы собираетесь сваривать, будет сальной и покрытой грязью. Вы замечаете отслаивающуюся ржавчину, и ваше волнение быстро превращается в закатывание глаз.
Одна из первых вещей, которую вы усвоите как сварщик, это то, что подготовка поверхности является важной частью вашего успеха в сварке. Вы должны подготовить свою поверхность соответствующим образом, иначе вы можете столкнуться со всевозможными проблемами.
Подготовка поверхности для сварки имеет важное значение, и вы должны понимать, как работать и подготавливать множество проблем с поверхностью.
Как именно вы подготавливаете металл к сварке? В зависимости от металла, если есть жир или масло, их следует удалить тряпкой и вытереть насухо. Вы также захотите удалить всю ржавчину или прокатную окалину с помощью угловой шлифовальной машины, так как это может привести к неправильной шлифовке и не позволить сварному шву проникнуть в основной металл.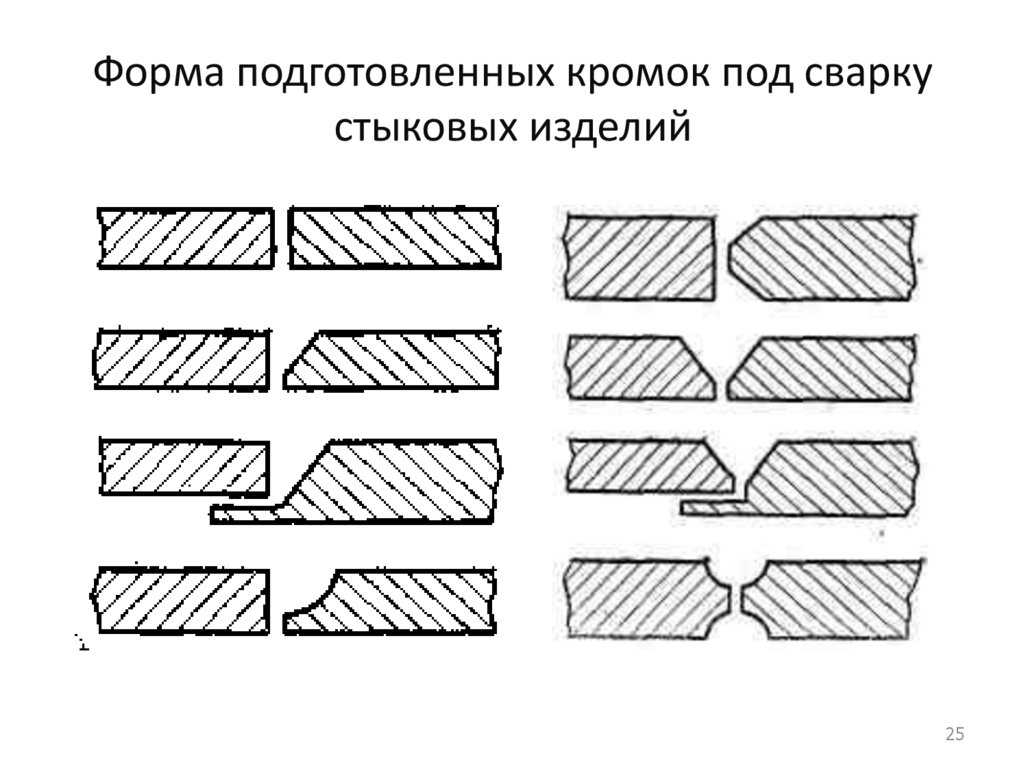
В этом руководстве мы расскажем, как подготовить металл к сварке. Мы дадим вам базовый обзор подготовки, а затем познакомим вас с некоторыми конкретными ситуациями, с которыми вы можете столкнуться, а также поделимся некоторыми инструментами, которые могут быть вам полезны в процессе.
Продолжайте читать, чтобы узнать самые важные сведения о подготовке поверхностей к сварке.
Как подготовить металл к сварке. Полное руководство
Не для того, чтобы читать вам лекцию, но подготовка рабочей поверхности, возможно, является одним из самых важных шагов в любом процессе сварки.
Не пропустите этот шаг! В вашей сумке для снаряжения и инструментов у вас должны быть соответствующие инструменты и аксессуары, чтобы справиться со всем, что может бросить на вас ваша поверхность.
Такие вещи, как масло, смазка, ржавчина, коррозия, грязь или что-то еще, будут иметь значение при сварке. Так что просто будьте активны и оцените эти сценарии, прежде чем начать.
Подготовить поверхность. Сварка — это не только тепло и сварочное оборудование, это работа от начала до конца, а начало включает в себя подготовку.
Как подготовить поверхность для сварки
Чтобы подготовить поверхность, вам нужно просто начать с основного подхода к очистке поверхности для сварки. Протрите поверхность, используя что-то вроде Low VOC PRE или даже ацетон.
Эти химикаты могут помочь удалить масла, пятна, жир и другие остатки, поэтому вам не нужно беспокоиться о том, что какие-либо остатки могут негативно повлиять на сварной шов.
Примечание сбоку: Будьте осторожны, если вы наносите легковоспламеняющиеся жидкости на поверхность металла. Не используйте сварочный аппарат рядом с такими легковоспламеняющимися жидкостями, так как это может привести к пожару.
Даже совершенно новый металл, который никогда не подвергался сварке, должен быть очищен, потому что он, скорее всего, имеет какое-то покрытие, например прокатную окалину, которое снижает риск ржавчины и так далее.
Никогда не принимайте как должное чисто выглядящий кусок металла. Просто сотрите их все в качестве лучшей практики.
Различные типы сварки требуют разных элементов, чтобы определить, насколько чистой или идеальной должна быть ваша поверхность.
Например, сварка MIG не обязательно должна иметь абсолютно чистую поверхность, хотя вы все равно должны пройти процесс подготовки.
Что касается подготовки металла к сварке, обычно требуется гораздо больше, чем просто протирка металла.
Скорее всего, вам потребуется пройти весь процесс, начиная с первой очистки металла и заканчивая процессами, включающими чистку щеткой, шлифовку, пескоструйную обработку и/или пескоструйную обработку.
Если ваш металл правильно очищен и подготовлен, вы, скорее всего, получите наилучший сварной шов, когда приступите к сварочной части работы.
Вот общая пошаговая иллюстрация того, как вы должны работать в процессе подготовки металла.
- Протрите поверхность ацетоном или подходящим чистящим средством.
- Удалите примеси , ржавчину или другие изменения, которые могут повлиять на сварной шов. Эти инструменты могут помочь.
- Проволочная щетка
- Угловая шлифовальная машина
- Плазменный резак
- Абразивоструйная очистка
- Завершающие штрихи для очистки поверхности – шлифовка или удаление остатков.
- Завершите окончательную протирку подходящим чистящим средством, чтобы удалить любой отслоившийся мусор.

3 различных ситуации, с которыми вы можете столкнуться при чистке металла
Думаю, вы знаете, о чем я сейчас скажу. Не все поверхности будут одинаковыми. Некоторые поверхности представляют собой уникальные проблемы, в то время как другие будет просто очистить и подготовить.
Вот наиболее распространенные ситуации, с которыми вы столкнетесь при подготовке к сварке.
- Масляные или жирные поверхности
- Ржавые или абразивные поверхности
- Окрашенные поверхности
#1 Масляные или жирные поверхности
коррозии или других остатков ваш процесс подготовки не должен быть слишком сложным.
Вам понадобится очиститель с низким содержанием летучих органических соединений или ацетон. Вам также понадобится стальная мочалка или проволочная щетка для процесса очистки.
Для очистки маслянистых или жирных поверхностей просто используйте подходящее чистящее средство, а также проволочную щетку или стальную проволоку.
Вы можете либо сначала пройтись по поверхности стальной щеткой, а затем протереть поверхность очистителем, либо использовать какую-либо комбинацию. Мы рекомендуем использовать проволочную щетку, а затем очиститель для достижения наилучших результатов.
Кстати, не допускайте перекрестного загрязнения кистей различными металлами. Держите отдельные щетки для разных металлов, чтобы избежать других проблем, или используйте что-то, что можно выбрасывать после каждого использования.
#2 Ржавые или абразивные поверхности
Что касается подготовки ржавого металла к сварке, необходимо помнить, что сначала необходимо удалить ржавчину или любой абразивный материал на металле, а затем соответствующим образом очистить металл, чтобы удалить любые остаток.
Давайте проясним, у вас никогда не должно быть ржавчины в зоне сварки. Это означает, что перед сваркой необходимо позаботиться о ржавчине или любых других абразивных материалах. Для удаления ржавчины можно использовать наждачную бумагу, стальную щетку или угловую шлифовальную машину. Эти инструменты помогают удалить ржавчину и другие покрытия, чтобы вы могли двигаться дальше.
После того, как вы очистите поверхность от ржавчины, вы можете очистить ее, прежде чем продолжить.
#3 Окрашенный металл
Последний совет: также удалите краску с металла. Когда дело доходит до краски, это может вызвать всевозможные проблемы со сварным швом.
Сначала будут выделяться токсичные пары, которые небезопасно вдыхать.
Во-вторых, это не позволит вашему сварному шву проникнуть в металл так же хорошо, как правильно чистая поверхность, так как сначала он должен прожечь металл.
Наконец, если у вас есть краска на поверхности металла, вы даже не сможете зажечь дугу с помощью сварщика, так как краска будет действовать как проводник и не позволит сварщику создать полный контур для начала сварки.
Таким образом, вам придется не только отшлифовать поверхность области, которую вы собираетесь сваривать, но и отшлифовать место, чтобы установить заземляющий зажим.
2 Инструменты, которые могут помочь в очистке поверхности сварки
Вы уже видели, как мы упоминали различные инструменты, которые помогут вам в процессе очистки.
Есть два специальных инструмента, которые мы рекомендуем вам приобрести и держать под рукой для очистки поверхностей сварки.
- Проволочная щетка
- Угловая шлифовальная машина
Эти два инструмента должны подходить для подготовки практически любой поверхности под сварку.
Вы также можете увидеть предложения по таким вещам, как стальная вата, плазменные резаки, наждачная бумага или даже пескоструйная обработка. Это другие подходящие варианты, но не обязательные.
Проволочная щетка
Проволочной щеткой можно добиться многого. Проволочные щетки соскребают ржавчину или другие покрытия, которые мешают выполнению сварочных работ. Стальная вата работает так же, как проволочная щетка, но проволочные щетки, как правило, легче контролировать и с ними легче работать.
Стальная вата работает так же, как проволочная щетка, но проволочные щетки, как правило, легче контролировать и с ними легче работать.
Не загрязнять поверхности. Это особенно важно, если вы работаете с различными видами стали или алюминия. Вы можете пометить свои кисти для конкретных поверхностей, если это работает лучше всего.
Что бы вы ни делали, не используйте одну и ту же проволочную щетку на разных типах поверхностей, так как вы с большей вероятностью загрязните участок и создадите себе большие проблемы.
Угловая шлифовальная машина
Угловая шлифовальная машина может стать отличным электроинструментом для очистки поверхностей.
В зависимости от обрабатываемой поверхности вы даже можете комбинировать угловую шлифовальную машину с лепестковым диском.
При использовании угловой шлифовальной машины помните о скорости, давлении и насадках угловой шлифовальной машины.
Обязательно используйте соответствующие настройки и посуду для соответствующих поверхностей.
ВСЕГДА ли нужно очищать металл перед сваркой?
Краткий ответ на этот вопрос — да. Дело в том, что очистка поверхности — это то, что даст вам качественный сварной шов.
Сварка MIG не требует такой чистой поверхности, но при сварке TIG вам нужна безупречная поверхность.
Если вам нужен хороший провар или качественный сварной шов, всегда очищайте поверхность.
Если вы ремонтируете что-то на семейной ферме или работаете с ненесущим предметом, то потенциально можете обойтись без очистки поверхности, просто знайте, что в конечном итоге это может быть не лучший сварной шов.
Заключение
Правильная подготовка поверхности для сварки, возможно, является одним из самых важных элементов сварочных работ.
Если вы не очистите или не подготовите поверхность должным образом, вы расстроитесь или разочаруетесь в качестве сварного шва.
Когда дело доходит до этого, если вы не подготовите свой металл должным образом перед сваркой, ваш металл с меньшей вероятностью пропитается, и ваш сварной шов, скорее всего, закончится дефектами.
Кроме того, это может привести к проблемам с безопасностью, поскольку ваш сварной шов может быть нестабильным или ненадежным.
Технология сварки | Описание курсов
WELD-080 НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
3,0 шт. | 54 часа лекций
Обзоры общих теорий и приложений неразрушающего контроля (НК) в той мере, в какой они связаны
к признанным в отрасли системам контроля качества. Подчеркивает правильные методы оценки
с использованием вихретокового контроля (ET), теста на проникновение жидкого красителя (PT), магнитопорошкового теста
(MT), рентгенографический тест (RT) и ультразвуковой тест (UT). Могут понадобиться деловые поездки.
Единицы не относятся к степени младшего специалиста.
WELD-092 ВВЕДЕНИЕ В ИЗГОТОВЛЕНИЕ МЕТАЛЛА
2,0 шт. | 18 часов лекций, 54 часа лабораторных работ
| 18 часов лекций, 54 часа лабораторных работ
Первый курс из трех частей, посвященных изучению принципов и практики
изготовление металла, включая компоновку и методы проектирования, уделяя особое внимание правильному
эксплуатация сверлильного, режущего, резьбонарезного, шлифовального и сопутствующего оборудования. Ученики
подвергаются основным методам проектирования, используемым для изготовления основных металлических проектов.
WELD-093 ПРОМЕЖУТОЧНОЕ ИЗГОТОВЛЕНИЕ МЕТАЛЛА
2,0 шт. | 18 часов лекций, 54 часа лабораторных работ
Предварительные требования: WELD-092
Второй курс из трех частей, изучающих принципы и практику
изготовление металла, уделяя особое внимание правильной работе гибки, токарной обработки, резки,
фрезерное и сопутствующее оборудование. Студенты знакомятся с усовершенствованными методами проектирования
используется для изготовления промежуточных металлических проектов.
Студенты знакомятся с усовершенствованными методами проектирования
используется для изготовления промежуточных металлических проектов.
WELD-094 УСОВЕРШЕНСТВОВАННОЕ ИЗГОТОВЛЕНИЕ МЕТАЛЛА
2,0 шт. | 18 часов лекций, 54 часа лабораторных работ
Предварительные требования: WELD-093
Третий курс из трех частей, изучающих принципы и практику
изготовление металлоконструкций, уделяя особое внимание безопасной и правильной эксплуатации металлообрабатывающего оборудования.
Учащиеся создают сложные проекты, включающие проектирование, компоновку, механическую обработку, изготовление,
и технологии сварки.
WELD-096 СЕРТИФИКАЦИЯ СВАРКИ И ПОДГОТОВКА ЛИЦЕНЗИИ
3,0 шт. | 54 часа лекций
Рекомендуемая подготовка: WELD-101C и WELD-124
Обзор практических приложений и основных понятий для подготовки студентов к
Департамент строительства и безопасности города Лос-Анджелес, письменное задание по сварке конструкций
сертификационное испытание.
WELD-101A ВВЕДЕНИЕ В ДУГОВУЮ СВАРКУ ЭКРАНИРОВАННЫМ МЕТАЛЛОМ
2,5 шт. | 27 часов лекций, 54 часа лабораторных работ
Первая из трех частей, знакомящих с теорией и применением экранированных
дуговая сварка металлическим электродом (SMAW). Особое внимание уделяется процедурам безопасности, использованию сварочного оборудования SMAW.
и надлежащие методы сварки в соответствии с
с программой SENSE Американского общества сварщиков.
WELD-101B ПРОМЕЖУТОЧНАЯ ЭКРАНИРОВАННАЯ ДУГОВАЯ СВАРКА МЕТАЛЛА
2,5 шт. | 27 часов лекций, 54 часа лабораторных работ
Предварительное условие: WELD-101A
Вторая из трех частей по теории и применению экранированных металлов
дуговая сварка (РДС). Особое внимание уделяется процедурам безопасности, использованию сварочного оборудования SMAW и
методы сварки среднего уровня в соответствии с Американским обществом сварщиков
программа СМЫСЛ.
WELD-101C УСОВЕРШЕНСТВОВАННАЯ ДУГОВАЯ СВАРКА В ЭКРАНИРОВАННОМ МЕТАЛЛЕ
2,5 шт. | 27 часов лекций, 54 часа лабораторных работ
Пререквизиты: WELD-101B
Третья часть серии из трех частей по теории и применению дуги в защитных газах
сварка (РДС). Особое внимание уделяется процедурам безопасности, использованию сварочного оборудования SMAW и передовых технологий.
уровне техники сварки в соответствии с программой SENSE Американского общества сварщиков.
Сертификация работы сварщика подчеркивается.
WELD-112A ВВЕДЕНИЕ В ГАЗОВУЮ ДУГОВУЮ СВАРКУ
2,5 шт. | CSU 27 часов лекций, 54 часа лабораторных работ
Первая из трех частей, знакомящих с фундаментальной теорией и применением
дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Особое внимание уделяется процедурам безопасности, использованию оборудования GTAW,
и надлежащие методы в соответствии с SENSE Entry-Level Американского общества сварщиков.
программа сварщика.
Особое внимание уделяется процедурам безопасности, использованию оборудования GTAW,
и надлежащие методы в соответствии с SENSE Entry-Level Американского общества сварщиков.
программа сварщика.
WELD-112B ПРОМЕЖУТОЧНАЯ ГАЗОВАЯ ВОЛЬФРАМОВАЯ ДУГОВАЯ СВАРКА
2,5 шт. | CSU 27 часов лекций, 54 часа лабораторных работ
Предварительные требования: WELD-112A
Вторая из трех частей серии, посвященной фундаментальной теории и применению
дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Особое внимание уделяется процедурам безопасности, использованию оборудования GTAW,
и надлежащие методы в соответствии с SENSE Entry-Level Американского общества сварщиков.
программа сварщика. 9
2,5 шт. | CSU 27 часов лекций, 54 часа лабораторных работ
Предварительные требования: WELD-112B
Третья часть серии из трех частей, знакомящая с фундаментальной теорией и применением
дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Особое внимание уделяется процедурам безопасности, использованию оборудования GTAW,
и надлежащие методы в соответствии с SENSE Entry-Level Американского общества сварщиков.
программа для сварщиков. проекты по металлу.
Особое внимание уделяется процедурам безопасности, использованию оборудования GTAW,
и надлежащие методы в соответствии с SENSE Entry-Level Американского общества сварщиков.
программа для сварщиков. проекты по металлу.
СВАРКА 113A ВВЕДЕНИЕ В СВАРКУ ТРУБ
4,0 шт. | CSU 36,00 часов лекций, 108,00 часов лабораторных работ
Условие: WELD-101C, Со-требование: WELD-113B
Первый в серии, посвященной фундаментальной теории и применению сварки труб
с использованием процесса дуговой сварки металлическим электродом в среде защитного газа (SMAW). Процедуры, ведущие к мастерству
в проектировании сварных соединений, предварительной сварке, базовой металлургии и связанных с ними нормах сварки
и стандарты подчеркнуты. Акцент на положениях сварки 1G, 2G, 5G и 6G с использованием
электроды из мягкой стали в соответствии с API-1104 Американского института нефти.
СВАРКА 113B СХЕМА И ИЗГОТОВЛЕНИЕ ТРУБ
3,0 шт. | CSU 36,00 часов лекций, 54,00 часов лабораторных работ
Предварительные требования: WELD-101C, дополнительные требования: WELD-113A
Изучение основных концепций, используемых при компоновке и изготовлении трубных соединений
и арматура. Особое внимание уделяется построению соединений труб, обычно используемых в
трубной промышленности. Используются соответствующие математические расчеты и методы резки.
подготовить студентов к поступлению в области, связанные с трубопроводной арматурой.
СВАРКА 113C СВАРКА ПРОМЕЖУТОЧНОЙ ТРУБЫ
4,0 шт. | CSU 36,00 часов лекций, 108,00 часов лабораторных работ
Предварительные требования: WELD-113A
Рекомендуемая подготовка: WELD-112B
Третий в серии курсов по дальнейшему развитию навыков сварки труб и
методы в соответствии с API 1104 в дополнение к теории и применению в трубах
сварка с использованием газовой вольфрамовой дуговой сварки (GTAW) труб из углеродистой стали. Закрывает места сварки
1G, 2G, 5G и 6G с использованием подъема в гору в соответствии с American Mechanical.
Инженерные нормы (ASME) по давлению и сосудам.
Закрывает места сварки
1G, 2G, 5G и 6G с использованием подъема в гору в соответствии с American Mechanical.
Инженерные нормы (ASME) по давлению и сосудам.
WELD 113D ADVANCED PIPE WELDING
4,0 шт. | CSU 36.00 часов лекций, 108.00 часов лабораторных работ
Предварительные требования: WELD-113C
Курс Capstone для продолжения развития передовых навыков сварки труб. Включает
теория и применение трубной сварки труб из углеродистой стали с использованием дуговой сварки металлическим газом
(GMAW в положениях сварки 2G, 5G и 6G с использованием спуска и подъема.
студентов для сертификации сварки труб в соответствии с Американским обществом
Инженеры-механики (ASME) и Американское общество сварщиков (AWS)
WELD-114A ВВЕДЕНИЕ В АВТОМАТИЗИРОВАННУЮ РОБОТИЗИРОВАННУЮ СВАРКУ
2,5 единицы | 27 часов лекции | Лаборатория на 54 часа
Первая из трех частей серии, посвященной фундаментальной теории и практическому применению
автоматизации роботизированной сварки. Подчеркивает осведомленность о безопасности, методы программирования,
и основные приложения дуговой сварки металлическим газом с использованием шестиосевых роботизированных сварочных систем.
Подчеркивает осведомленность о безопасности, методы программирования,
и основные приложения дуговой сварки металлическим газом с использованием шестиосевых роботизированных сварочных систем.
WELD-114B ПРОМЕЖУТОЧНАЯ АВТОМАТИЗАЦИЯ РОБОТОВ ДЛЯ СВАРКИ
2,5 шт. | 27 часов лекции | 54 часа лабораторных работ
Предварительные требования: WELD-114A
Вторая часть из трех частей, знакомящих с теорией среднего уровня и практическими занятиями.
применение роботизированной автоматизации сварки. Подчеркивает осведомленность о безопасности, программирование
методы, а также применение дуговой сварки металлическим электродом в промежуточном газе с использованием шестиосевого робота.
сварочные системы.
WELD-114C ADVANCED ROBOTIC АВТОМАТИЗАЦИЯ СВАРКИ
2,5 шт. | 27 часов лекции | 54 часа лабораторных работ
| 27 часов лекции | 54 часа лабораторных работ
Предварительные условия: WELD-114B
Третья часть из трех частей, знакомящих с теорией продвинутого уровня и практическим применением
автоматизации роботизированной сварки. Подчеркивает осведомленность о безопасности, методы программирования,
и передовые приложения для сварки GMAW с использованием шестиосевых роботизированных сварочных систем.
WELD-130 СВАРОЧНАЯ МЕТАЛЛУРГИЯ
3,0 шт. | Лекция продолжительностью 54 часа
Знакомит с основами металлургии применительно к сварке, уделяя особое внимание обычной термообработке.
процедуры, процедуры улучшения сварки и термоконтроль напряжений и деформаций
по отношению к черным и цветным металлам.
WELD-132 ЧТЕНИЕ ЧЕРТЕЖЕЙ ДЛЯ СВАРЩИКОВ И ПРОИЗВОДИТЕЛЕЙ
3,0 шт. | лекция 54 часа
| лекция 54 часа
Рекомендуемая подготовка: MFGT-090
Изучает методы интерпретации чертежей, обычно используемые при сварке и изготовлении металлов.
отрасли. Знакомство с распространенными типами чертежей, символами, видами, линиями, размерами и
допуски. Особое внимание уделяется анализу символов сварки, утвержденных Американским
Общество сварщиков (AWS) и Международная организация по стандартизации (ISO).
7 Ways Abrasives Enhance Welding & Fabrication Part 2 Шлифовка сварных швов Очистка Полировка и подготовка поверхности
Эта статья является частью 2, завершающей нашу серию из двух частей о абразивы для сварки и изготовления . В части 1 мы обсудили использование абразивов для резки, очистки и ремонта сварных швов металлов на протяжении всего процесса сварки. Мы закончим эту серию руководством по использованию абразивов для шлифовки, смешивания и полировки сварных швов. Если вы хотите наверстать упущенное в первой части, вы можете найти ее по ссылке выше.
Если вы хотите наверстать упущенное в первой части, вы можете найти ее по ссылке выше.
СОДЕРЖАНИЕ ИЗДЕЛИЯ
ЧАСТЬ 1 — Абразивы для сварки и изготовления Часть 1 — Резка, очистка и ремонт сварных швов
- Абразивы для изготовления металлов — Резка и надрез
- Очистка поверхности шва
- Формирование шва и снятие фаски
- Шлифовка между проходами сварки
- Ремонт сварных швов и исправление ошибок
- Рекомендации по абразиву для новых сварщиков
ЧАСТЬ 2. Абразивы для шлифовки сварных швов Очистка Полировка и подготовка поверхности
- Окончательная обработка сварных швов – очистка сварных швов, шлифовка, снятие заусенцев, смешивание и сглаживание
- Абразивы для подготовки поверхности покрытия
- Рекомендуемые абразивные материалы
4. Абразивы для финишной обработки сварных швов – очистка сварных швов, шлифовка, удаление заусенцев, смешивание и сглаживание
В зависимости от конечного использования сварной шов может нуждаться только в очистке, чтобы удалить любые поверхностные дефекты или загрязнения. Например, сварочному столу или верстаку нужны только функциональные сварные швы без острых заусенцев, о которые можно порезаться, если их не удалить. В других случаях сварной шов можно зашлифовать и смешать с окружающим основным металлом.
Например, сварочному столу или верстаку нужны только функциональные сварные швы без острых заусенцев, о которые можно порезаться, если их не удалить. В других случаях сварной шов можно зашлифовать и смешать с окружающим основным металлом.
Источник изображения – Министерство транспорта США
Дефекты после сварки и поверхностное загрязнение включают брызги сварки, шлак, окисление или потускнение поверхности, обесцвечивание, неглубокие поверхностные трещины, прилипшие кончики электродов, заусенцы, органические загрязнения, подрезы и излишки сварочного материала.
Проволочных щеток, полугибких дисков, нетканых материалов для подготовки поверхности и лепестковых шлифовальных кругов должно быть достаточно для очистки сварного шва.
Для сварных швов, требующих удаления более крупных дефектов , таких как заусенцы, кончики электродов, пористость, трещины и излишки сварочного материала, можно использовать абразивные диски или ленты с покрытием, лепестковые диски и абразивные круги с вогнутым центром на связке. Очистители сварных швов или электрополировщики представляют собой электрохимический инструмент для очистки сварных швов. Они обычно используются для очистки и пассивации сварных швов из нержавеющей стали.
Очистители сварных швов или электрополировщики представляют собой электрохимический инструмент для очистки сварных швов. Они обычно используются для очистки и пассивации сварных швов из нержавеющей стали.
Чрезмерное армирование или слишком большое количество сварочного материала, выходящего за пределы поверхности или корня сварного шва, могут привести к концентрации напряжений и более слабому сварному соединению. Чрезмерное армирование считается дефектом в большинстве норм сварки, и шлифовка лишнего материала может исправить этот дефект.
Чтобы зашлифовать наплавленный валик и удалить дефекты поверхности сварки, начните с как можно более мелкого размера зерна, который обеспечивает достаточную скорость съема металла, чтобы избежать удаления слишком большого количества материала и ослабления сварного соединения. Более крупные зерна, такие как зернистость 24 и 36, могут создавать глубокие вмятины и царапины, требующие дополнительных абразивных операций для удаления.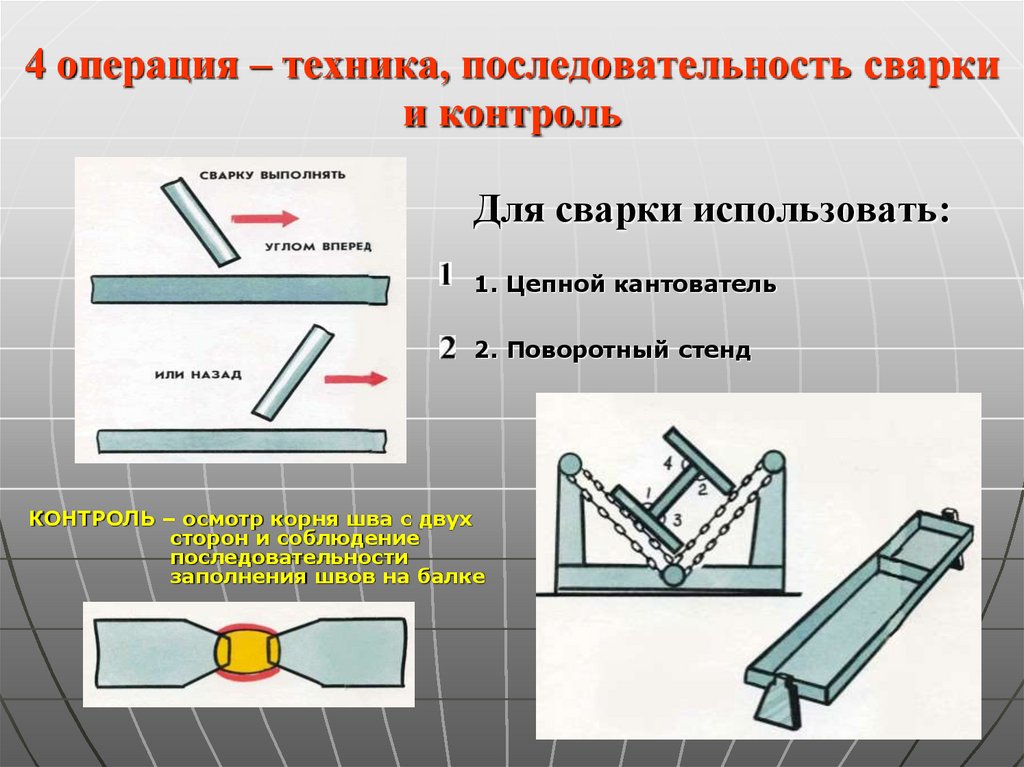
В худшем случае глубокая выемка от агрессивного шлифовального круга или диска может потребовать точечной сварки для заполнения полости. Продукты с зернистостью от 40 до 60 обычно являются хорошей отправной точкой. Если абразивный материал на основе оксида алюминия зернистостью от 40 до 60 шлифуется слишком медленно или быстро изнашивается, попробуйте сначала керамические или циркониевые абразивы, прежде чем переходить на абразивный материал зернистостью 24 или 36.
После того, как сварной шов будет отшлифован, можно использовать абразивные материалы с зернистостью от 80 до 120, чтобы смешать оставшийся шов с окружающим металлом заготовки. При правильном смешивании сварной объект будет выглядеть так, как будто он сделан из цельного куска металла, и расположение сварных швов будет трудно определить. Если необходимо согласовать шероховатость поверхности обрабатываемых деталей, то дополнительное сглаживание или шлифовка мелкозернистыми абразивами, такими как продукт с зернистостью от 120 до 180, может улучшить и дополнительно сгладить поверхность.
5. Абразивы для шлифовки углов сварных швов или угловых швов и труднодоступных швов
Стыковые сварные швы формируются между кромками двух поверхностей, поэтому к сварным швам легко получить доступ для очистки, удаления заусенцев, сглаживания и шлифовки. Сварные швы внахлестку и кромки также могут быть легко нанесены на абразивный диск или круг. Угловые, тавровые или угловые сварные швы образуются, когда одна заготовка перпендикулярна другой заготовке.
Стыковые сварные швы формируются между кромками двух поверхностей, поэтому к сварным швам легко получить доступ для очистки, удаления заусенцев, сглаживания и шлифовки. Сварные швы внахлестку и кромки также могут быть легко нанесены на абразивный диск или круг. Угловые, тавровые или угловые сварные швы образуются, когда одна заготовка перпендикулярна другой заготовке.
Углы сварки могут быть труднодоступными при использовании абразивных дисков, полугибких дисков и шлифовальных кругов. Эти продукты отлично подходят для очистки сварных швов, плоской шлифовки сварного шва и выравнивания сварных швов на плоских поверхностях, но не в углах, карманах и труднодоступных местах. Край шлифовального круга с вогнутым центром может проникнуть в угловой сварной шов и стачивать его, но, вероятно, произойдет перешлифовка, подрезание и врезание в стороны. Узкие лепестковые круги, узкие абразивные ленты, кассетные ролики, поперечные колодки, спиральные ленты и другие абразивы и инструменты, предназначенные для шлифовки труднодоступных мест, являются лучшим вариантом.
Эти продукты отлично подходят для очистки сварных швов, плоской шлифовки сварного шва и выравнивания сварных швов на плоских поверхностях, но не в углах, карманах и труднодоступных местах. Край шлифовального круга с вогнутым центром может проникнуть в угловой сварной шов и стачивать его, но, вероятно, произойдет перешлифовка, подрезание и врезание в стороны. Узкие лепестковые круги, узкие абразивные ленты, кассетные ролики, поперечные колодки, спиральные ленты и другие абразивы и инструменты, предназначенные для шлифовки труднодоступных мест, являются лучшим вариантом.
Абразивы с таким уровнем гибкости, как установленные лепестковые круги, крестовины и нетканые материалы могут соответствовать шлифуемой форме, что позволяет этим гибким абразивным продуктам зачищать углы сварки .
Для основной очистки сварных швов, такой как удаление шлака, брызг, обесцвечивания или окисления.
также подойдет проволочный круг, установленный на угловой шлифовальной машине.
Для небольших работ с ограниченным количеством угловых сварных швов более медленный ручной подход с использованием ручных напильников, абразивных листов, магазинных роликов и нетканых ручных подушечек для очистки или отделки сварного угла может быть достаточно. Хотя это приводит к более медленным процессам, преимущество заключается в том, что дополнительные электроинструменты, такие как ленточные шлифовальные машины или шлифовальные машины, не нужно приобретать.
Когда сварной шов в углу необходимо выровнять, а затем зашлифовать, узкие абразивные ленты, спиральные ленты или картриджные ролики и лепестковые диски могут помочь. Если один конец сварного угла открыт и доступен, то спиральные ленты и картриджные ролики, установленные на карандаше или шлифовальном станке, могут зачистить или отшлифовать угловой сварной шов. Также подойдут насадные наконечники и твердосплавные борфрезы на шлифовальной машине.
На угол с большим сварным швом , узкая абразивная лента на шлифовальном станке с напильником могла задеть валик. Желаемый конечный радиус галтели должен быть больше, чем диаметр спиральной ленты, кассетного валика или контактного колеса на шлифовальном станке с напильником, поэтому этот подход более приемлем для больших конструкций. Абразивная лента имеет гораздо большую площадь абразивной поверхности, поэтому она прослужит гораздо дольше, чем насадные головки, твердосплавные боры, спиральные ленты или кассетные ролики. Для шлифовки и чистовой обработки длинного углового сварного шва потребуется множество насадок, твердосплавных борфрез, спиральных лент или патронных роликов.
На угловой сварной шов, где оба конца открыты , кромка некоторых лепестковых дисков, установленных на угловой шлифовальной машине, может очистить и в некоторой степени отшлифовать угловые валики. Лепестковые диски, способные шлифовать углы, имеют некоторые абразивные лепестки, открытые или немного выступающие за основу из стекловолокна. Лепестковый диск с крупной зернистостью может перешлифовать сварной шов или создать углубления за пределами сварного шва, поэтому начинайте шлифовку осторожно или с легким нажимом, используя лепестковый диск с более мелкой зернистостью.
*Основные типы сварных соединений, источник изображения — U.S. NRC
6. Абразивы для шлифовки и полировки
Изделия из нержавеющей стали, алюминия и бронзы часто полируют и полируют для получения зеркальной поверхности. Эти металлы устойчивы к коррозии во многих средах, поэтому не требуют дополнительных защитных покрытий.
Для получения полированной поверхности используется ряд абразивных продуктов с увеличивающейся тонкостью или размером зерна. Полировка используется для получения блестящей, зеркальной поверхности.
Сварные швы стальных сплавов, которые будут подвергаться гальванопокрытию, скорее всего, необходимо будет отшлифовать до полировки или полировки, чтобы добиться ожидаемого блеска и блеска хромированных или никелированных поверхностей. Поскольку гальванические слои очень тонкие, внешний вид поверхности с гальванопокрытием зависит от исходной обработки поверхности. Если целью является отшлифованная или матовая поверхность с защитным слоем покрытия, то полировка не требуется. Такой же подход потребуется и для анодированных алюминиевых сварных поверхностей.
Перед полировкой сварного объекта для получения блестящей или полированной поверхности можно использовать более мелкие абразивные ленты, абразивные диски и нетканый абразив для удаления или затушевывания грубых царапин от предыдущих этапов шлифовки, смешивания и сглаживания сварных швов. Если сварной шов изначально был выровнен с помощью лепесткового диска с зернистостью 40, то вы можете захотеть сгладить царапины с помощью лепестковых дисков с зернистостью 80 или 120 или фибровых дисков.
Затем поверхность можно дополнительно сгладить абразивами с более мелким зерном, неткаными дисками или неткаными лепестковыми дисками для подготовки поверхности. Например, грубые царапины можно удалить с помощью лепесткового диска из нетканого материала среднего размера (зернистость 120–180), а затем лепесткового диска из нетканого материала с мелким размером (зернистость 280–360).
При полировке алюминиевых сварных швов, финишная обработка мелкозернистым кругом для подготовки поверхности с последующей обработкой
Ультратонкий диск для подготовки поверхности должен подготовить поверхность к полировке. Хотя отделка из ультратонкого нетканого круга может быть приемлемой в зависимости от конкретной отделки или внешнего вида.
«Полировочные ленты» или более тонкие (от 150 до 600 зернистости) абразивные ленты часто используются на этапе «полировки» перед полировкой детали полировальным составом. Ленты из нетканого материала также используются для удаления царапин и завихрений.
В некоторых случаях используется полировальная абразивная лента или нетканый круг или лента для получения сатинированной или матовой отделки, как на дверях холодильника из нержавеющей стали. Сатиновая отделка часто является лучшим выбором, если к вашему проекту будут прикасаться или прикасаться, потому что отпечатки пальцев и грязные пятна более заметны на сильно отполированных блестящих металлических поверхностях.
Сатиновая или линейная отделка также может быть получена на сварных изделиях с использованием втулок абразивного барабана или абразивных лепестковых кругов для смешивания, а затем чередующихся и нетканых лепестковых кругов для удаления царапин. Эти абразивные изделия в форме барабана используются в электроинструментах для подготовки поверхности, которые также известны как линейные или контурные инструменты для наплавки, а также в барабанных шлифовальных или шлифовальных машинах.
Полировальные круги или полировальные круги, полировальные барабаны и войлочные полировальные диски используются в сочетании с абразивными полировальными составами для получения полированных или зеркальных поверхностей на металлических поверхностях.
Полировальные составы содержат абразивное зерно в виде жирной или восковой палочки. Они доступны в различных размерах зерна или классах. Грубые полировальные составы используются для удаления очень мелких царапин, оставшихся после полировки или сглаживания дисков, лент или нетканых материалов с последующей окончательной полировкой составом для цветной полировки, содержащим очень мелкие абразивные зерна. производят яркую зеркальную отделку .
Для больших плоских сварных объектов больше всего подходят полировальные барабаны, войлочные полировальные диски или войлочные лепестковые диски. Полировальные круги обычно используются на настольных полировальных машинах для металлических предметов, которые можно держать в руках и подносить к кругу, что может быть полезно, если ваш сварной объект можно держать в руке.
7. Абразивы для подготовки поверхности покрытия
Покраска и покрытие являются последним шагом во многих сварочных проектах, будь то ремонт кузова автомобиля, изготовление сварного стула для вашего патио, сварка велосипедной рамы из высокопрочной стальной трубы или изготовление сварной полки для вашей гостиной.
Для сварных конструкций из стали требуется защитное покрытие или слой краски для предотвращения ржавчины, а также для улучшения общего внешнего вида. Если ваш сварочный объект изготовлен из нержавеющей стали, титана или алюминия, то матовая или полированная поверхность подойдет для большинства применений. Даже алюминий выиграет от защитного покрытия, если проект будет использоваться во влажной или соленой среде.
В то время как гальванические покрытия могут потребовать исключительно гладкой или полированной поверхности для зеркального вида, краски, порошковые покрытия и толстослойные покрытия не требуют сверхгладкой поверхности и не выигрывают от нее. На самом деле, более шероховатая поверхность может обеспечить подрезы, позволяющие покрытию лучше прилипать к поверхности . Более толстые порошковые покрытия и толстослойные облицовочные материалы на самом деле не нуждаются в очень гладкой поверхности. Как и в случае с прочными сварными швами или прочным клеевым соединением, самым важным аспектом обеспечения прилипания краски или покрытия к поверхности является правильная очистка и подготовка поверхности, что возвращает нас к тому, с чего мы начали.
Для очистки и подготовки поверхности швов перед покраской можно использовать широкий спектр абразивов, включая диски из абразивного волокна, абразивные ленты, проволочные щетки, лепестковые диски и нетканые абразивные изделия.
Резюме и где я могу найти абразивные материалы для своего сварочного проекта?
Абразивы играют важную роль в производстве и сварке, потому что абразивная шлифовка, резка и отделка необходимы на каждом этапе изготовления компонентов и процесса соединения.
Для эффективного и безопасного использования этих абразивных изделий в производстве и сварке необходимо соблюдать все инструкции по эксплуатации и ограничения скорости абразивных изделий, ручных электроинструментов и шлифовальных машин. Абразивы и шлифовка снижают затраты на сварку и соединение за счет сокращения времени, необходимого для изготовления, подготовки поверхностей соединений, устранения дефектов сварки и окончательной обработки законченных сварных швов.
Абразивы незаменимы и находятся в наборах инструментов большинства сварщиков и производителей. Если вы только начинаете заниматься сваркой или являетесь опытным сварщиком и спрашиваете: « Где я могу найти абразивные материалы для своего сварочного проекта? » — тогда вот список абразивов и инструментов, которые вы должны иметь или добавить в свой набор инструментов в зависимости от деталей ваших проектов:
- Отрезные пилы — Для резки деталей из прутков, труб, уголков и других металлических материалов.
- Отрезные или отрезные круги – для резки форм или деталей, подлежащих сварке, снятия фаски и разрезания плохих сварных швов.
- Шлифовальные круги с вогнутым центром — Для очистки и подготовки поверхности до, во время и после сварки, снятия фаски со швов перед сваркой и зачистки пор или трещин в плохих сварных швах.
- Лепестковые круги или диски из синтетического волокна — для очистки и подготовки поверхности до и после сварки, а также для сглаживания, выравнивания и чистовой обработки сварных швов.
- Узкие абразивные ленты или специальные абразивы (спиральные круги, лепестковые круги и т. д.) — для очистки, шлифовки и выравнивания углов угловых сварных швов.
- Кольцевые пилы и пильные полотна по металлу — для надрезания труб и проделывания отверстий в листе или пластине
- Нетканые абразивы или проволочные круги и щетки — для очистки и подготовки поверхности до, во время и после сварки, а также для сглаживания, полировки, удаления заусенцев и рафинирования заканчивается.
- Полировальные диски или круги – для полировки сварных швов, требующих блестящей или зеркальной отделки.
Выбор конкретного абразивного продукта также зависит от металлического сплава сварного шва. Лучший абразивный продукт для твердосплавной стали может быть совершенно другим для абразива, оптимизированного для мягкого алюминия. Каталог продукции Empire Abrasives содержит дополнительную информацию о конкретных продуктах для алюминия, а также трудно поддающихся шлифованию нержавеющих сталей и легированных сталей.
Символы сварки кромок – интерпретация чертежей металлических изделий
Сварной шов с разделкой кромок используется, когда детали соединяются в одной плоскости. Эти сварные швы будут применяться в стыковом соединении и могут иметь или не иметь подготовку перед сваркой. По этой причине существует несколько типов символов разделочной сварки.
Символы этих канавок почти идентичны символам, которые их обозначают.
Когда сварной шов применяется только к одной стороне соединения, он называется сварным швом с разделкой кромок. Например, ниже показан символ сварки одного сварного шва с V-образной канавкой на другой стороне. Все сварные швы с одинарной разделкой следует считать полным проплавлением (CJP), если не указано иное.
Если сварка должна выполняться с обеих сторон соединения, это называется сваркой с двойной разделкой. Например, ниже приведено обозначение сварного шва с разделкой кромок под двойным скосом.
Теория, лежащая в основе сварки с одинарной разделкой и сварки с двойной разделкой, применима ко всем символам сварки разделкой. Воссоздавать все эти образы было бы излишним.
К чему призывают эти символы?
В некоторых случаях на стрелке появляется изгиб. Это называется разрывом в стрелке, которая будет обозначать, с какой стороны сустава потребуется подготовка к нему. Например, если одиночный скос должен быть применен к левой стороне соединения, пунктирная стрелка будет указывать именно на эту сторону соединения.
Если бы не было указывающей стрелки, сварщик или монтажник выбирал бы, какую сторону следует подготовить в соответствии со своими знаниями. Это может быть проблемой, если у инженера есть особые потребности в детали или сварном шве.
Викторина
Нарисуйте символ, представляющий канавку ниже, и назовите ее (не забудьте указать, какая сторона соединения подготовлена):
Нарисуйте символ V-образной канавки на другой стороне ниже:
Размеры разделки под сварку
При необходимости к разделке под сварку можно добавить несколько размеров. Это может включать угол разделки, раскрытие корня, радиус разделки, глубину подготовки разделки и размер сварного шва разделки. Бывают случаи, когда эта информация может быть вообще не включена. Это означало бы, что сварщик сам решает, как деталь будет подготовлена и сварена.
Угол канавки показан в градусах и будет включать всю канавку, если это V-образная канавка, это будет размер от одной поверхности канавки до другой. Его можно спутать с углом наклона. Угол скоса составляет только половину V-образной канавки. Этот размер показан внутри самого символа сварки. Существует возможность для двух разных углов, если вы применяете сварной шов с двойной разделкой. Стрелка и другая сторона не обязательно должны совпадать по углам.
Сварной шов с разделкой кромок является наиболее распространенным швом, имеющим корневое отверстие. Это зазор, который должен быть между двумя свариваемыми элементами. Корневое отверстие есть не всегда, и этот размер можно не указывать в символе сварки. Обычно в детали делают корневое отверстие, чтобы обеспечить полное проникновение или даже проплавление. Символ проплавления включен в дополнительные символы сварки.
Канавки, связанные с подготовкой U и J, представляют собой особый сварной шов. Эти сварные швы, если они выполнены в соответствии со стандартами, обрабатываются с определенным радиусом канавки, а также с притупленной поверхностью. Эти размеры должны быть показаны на виде детали или в разрезе, которые отмечены в конце символа сварки.
Подготовка канавки может быть вызвана тем, насколько глубоко вы должны подготовить деталь. Это называется глубиной канавки. V-образные канавки, j-канавки и u-образные канавки являются наиболее часто используемыми размерами сварных швов по глубине. Хотя это не означает, что его нельзя применять к другим. Размер будет показан слева от символа сварки.
Когда мы начинаем добавлять больше элементов, символы становятся довольно сложными. Проще всего замедлиться, посмотреть на каждый отдельный фрагмент и применить его к тому, что мы узнали. Например, сварной шов ниже представляет собой сварной шов с V-образной канавкой на другой стороне. Этот сварной шов имеет глубину канавки ½ дюйма, корневое отверстие 1/16 дюйма и 9Угол паза 0 градусов.
При использовании глубины канавки, которая не соответствует полной глубине детали, мы оставляем плоскую область в основании. Эта область называется корневой поверхностью. Более распространенный термин, который вы услышите, — это земля. На приведенной выше диаграмме у нас есть канавка глубиной ½ дюйма, а у нас есть часть ¾ дюйма. Это оставляет нам корневую грань размером ¼ дюйма.
Размер сварного шва часто ассоциируется со сварным швом с разделкой кромок. Этот размер сварного шва представляет собой глубину провара, которую вы получите при наложении сварного шва. Когда применяется сварка, мы должны плавить в корень детали, поэтому наш сварной шов должен быть больше по размеру, чем подготовка соединения. Этот размер будет отображаться слева от символа сварки. В сочетании с глубиной разделки размер сварного шва будет указан в скобках. Если размер сварного шва не указан, сварной шов должен быть с полным проплавлением.
В случае канавки, которая показывает глубину подготовки канавки, но не показывает размер сварного шва. Шов должен быть не менее глубины разделки. Если вы не выполнили сварной шов хотя бы этого размера, вы не получите достаточного сплавления или сварной шов не заполнит канавку.
Бывают случаи, когда размеры канавок не указываются. Если соединение симметричное, то сварной шов должен быть с полным проплавлением. Это легко изобразить с помощью двойной v-образной канавки.
На изображении выше показан сварной шов с двойной V-образной канавкой. Глубина канавки не указана, поэтому по усмотрению сварщика детали подготавливаются на ¼ дюйма с обеих сторон для создания симметричного соединения.
При работе с двойной канавкой, имеющей одинаковые размеры с обеих сторон, необходимо, чтобы размеры были указаны с обеих сторон от базовой линии. Это важно, потому что если не указать один размер, размер будет неизвестен, и это может повредить сварной шов.
Также бывают случаи, когда сварка не требуется для проникновения на глубину канавки. Самый простой способ добиться этого — поместить размер размера сварного шва слева от символа сварного шва, размер которого меньше толщины материала.
С обеих сторон может быть нанесен сварной шов для обеспечения провара через толщину канавки без подготовки детали. Это будет ограничено меньшей толщиной материала в зависимости от процесса, который используется для сварки.
Две раструбные канавки, включая скошенную и V-образную, будут очень распространены при работе с листовым металлом, а также при сварке труб, которые могут иметь большой радиус на углах. Это довольно часто встречается в трубах толщиной ¼ дюйма и выше. При работе с листовым металлом обычно делают соединение такого типа, чтобы сплавить детали вместе. Вместо использования наполнителя материал, из которого сделана фаска раструба, может иметь ножку 1/8 дюйма или около того, и он компенсирует наполнитель.
При использовании любого из этих символов важно знать разницу между глубиной подготовки разделки и размером сварного шва. Подобно обычному скосу или V-образному вырезу, подготовка глубины канавки будет слева от символа сварного шва, а также слева от размера сварного шва, который будет показан в скобках. Длину можно добавить в размере справа от символа сварки.
Задняя часть, Основа Сварка, Наплавка
Символ реверса или реверса одинаков для обоих, вы должны смотреть на хвост для получения дополнительной информации, чтобы различать их.
Задний сварной шов – это когда сварной шов выполняется в канавке соединения, после чего следует сварной шов, накладываемый на корневую сторону. Это чаще всего используется для обеспечения полного проникновения в канавки CJP. Задний сварной шов обычно применяется после того, как корень был отшлифован или выдолблен, чтобы убедиться, что сварной шов выполнен из достаточного количества материала. Пытаясь запомнить разницу между обратным и подварным швом, вы всегда должны возвращаться назад, чтобы выполнить задний шов.
Подварочный шов выполняется на корневой стороне канавки, чтобы гарантировать, что сварной шов, который будет выполняться в канавке, не проплавится через заднюю сторону. Это также может помочь обеспечить CJP.
Ниже представлен подварочный шов.
Ниже представлен задний сварной шов.
Бывают случаи, когда хвост будет опущен на чертеже, а в хвосте будет примечание, в котором может быть указано, в каком порядке должны быть выполнены сварные швы. Это может быть что-то простое, например, «сначала делается сварной шов с другой стороны», или может включать в себя истинные термины, такие как «сварка канавки со скосом с другой стороны перед обратным сварным швом со стороны стрелки».
Наплавочные швы
Наплавочные швы выполняются за один или несколько проходов к деталям по разным причинам. Они могут включать накопление изношенного материала, наплавку детали или увеличение размеров детали. Этот символ может быть только на стороне соединения со стрелкой. Важно, чтобы стрелка указывала именно на то место, где должно быть добавлено покрытие.
Эти сварные швы могут включать толщину сварного шва, которая будет располагаться слева от символа сварного шва, а также может указывать длину справа от символа. С этим типом сварки он, скорее всего, будет иметь подробный вид с размерами для сварки.
Когда для поверхностного сварного шва может потребоваться несколько слоев, это может быть указано в примечании к чертежу или также может быть определено контрольными линиями. Бывают случаи, когда может быть более одной опорной линии, которая определяет порядок работы. Например, если вы думаете о подкладочном шве, он будет указан на опорной линии, ближайшей к стрелке, а сварной шов с разделкой кромок будет размещен на второй опорной линии.
Чтобы показать это в наплавке, может потребоваться определенный размер для первого слоя наплавки, а затем другой размер для второго или последующих слоев. Если есть изменение направления, это может быть показано в хвостовой части многопозиционного символа сварки.
Наплавочный шов будет проходить по всей длине детали, если нет размера, примечания или других признаков, указывающих на то, что он не заполнен. Это также играет роль при сварке вала или другого круглого объекта. С круглым объектом, а не продольным (длинный размер) или боковым (короткий размер) детали, вы можете увидеть осевое (длина вала) или окружное (вокруг вала). Когда будет выполняться сварка вала или другая круглая часть должна быть вызвана, иначе может быть применена неправильная процедура.
Металлы | Бесплатный полнотекстовый | Влияние подготовки поверхности на границу раздела соединений Al-Cu, полученных магнитно-импульсной сваркой
1. Введение
Использование конструкций из нескольких материалов для сложных легких приложений заметно; однако это требует внедрения технологий соединения разнородных материалов. Эти соединения производятся с использованием различных технологий, таких как механическое крепление, соединение плавлением, склеивание и т. д., каждая из которых может обеспечить различные уровни прочности. Прочность соединения, обеспечиваемая процессом сварки плавлением, может превосходить прочность, достигаемую при применении клеев или крепежных изделий; однако разнородная поверхность соединения может быть очень восприимчива к раннему разрушению, вызванному образованием и распространением трещин. Сварка разнородных материалов, например алюминия (Al) с медью (Cu), представляет собой сложную задачу, поскольку эти материалы имеют разные точки плавления, теплопроводность, объемную удельную теплоемкость и коэффициенты теплового расширения [1,2]. Растрескивание может возникать на границе сварки во время затвердевания, а также может быть вызвано напряжениями, вызванными разницей коэффициентов теплового расширения основных материалов, или из-за присутствия хрупких фаз, таких как интерметаллические фазы и т. д. Учитывая увеличение При выполнении разнородных соединений для достаточно пластичных материалов необходимо применение соединения пластической деформацией, и этот производственный подход не требует внешнего подвода тепла, поскольку вместо этого на заготовку оказывается давление [3]. Соединение с пластической деформацией можно разделить на металлургические и механические процессы, первый тип включает повышение температуры, вызванное сильным эффектом пластической деформации, например, во время процесса сварки трением, механический тип может быть достигнут без термического воздействия, такого как клепка. Однако существуют и другие методы, такие как сварка взрывом и магнитно-импульсная сварка (ИМС), и эти процессы также связаны с высокоскоростной пластической деформацией и эффектами столкновения [4]. Давление обеспечивается взрывчатым веществом для первой техники. Что касается MPW, сила отталкивания создается, когда два противоположных магнитных поля встречаются друг с другом, это создает давление, необходимое для соединения [3,5], т. цель), это вызывает столкновение, которое связано с пластической деформацией. MPW рассматривается как твердотельный процесс соединения. Тем не менее, в некоторых исследованиях сообщается об образовании жидкой фазы [6], на которую влияет схема обработки, могут возникать дефекты, такие как пустоты, трещины и зоны оплавления, если параметры превышают окно обработки [7].
В процессе MPW два противоположных тока, один из которых проходит через катушку, которая индуцирует вихревой ток в флаере, это создает магнитное поле между катушкой и летательным аппаратом, это взаимодействие вызывает силы Лоренца, с помощью которых отталкивающее давление выталкивает флаер на цель. Это давление должно обеспечивать достаточную энергию для возникновения пластической деформации материала флаера, а также достаточную кинетику для склеивания. Этот процесс выполняется в течение нескольких секунд [8]. Что касается условий обработки, то скорость и угол удара являются жизненно важными параметрами, первая является характеристикой оборудования (электрическая энергия заряда, частота разрядного тока, индуктивность катушки) и свойств материалов, таких как прочность и проводимость. Что касается угла удара, на него влияет геометрия свариваемых материалов. Кроме того, тип материала, размеры материалов, такие как толщина пластины, зазор между материалами (зазор), электропроводность, прочность, удлинение и состояние поверхности, также являются эффективными параметрами для MPW [5,9].].
Процессы ударной сварки, такие как MPW, связаны со струйным явлением, которое состоит из тонких слоев оксида, флюса и целевых металлов, а также загрязняющих веществ с соприкасающихся поверхностей. Эта струя управляется углом столкновения и должна улететь, иначе она застрянет на границах столкновения. Таким образом обеспечивается чистая поверхность, а первичные металлы контактируют под экстремальным давлением, в результате чего образуются атомные связи летательного аппарата и мишени [4].
Что касается морфологии стыка, полученного MPW, ожидается волнистая микроструктура. Однако эта морфология зависит от энергии столкновения, угла удара и геометрии сустава [10]. MPW также имеет незначительную зону термического влияния на границе раздела [7,11]. Кроме того, микро- или субмикромасштабное локальное плавление и затвердевание также можно рассматривать как механизм связывания для MPW, однако это зависит от уровня подводимой энергии [11]. В дополнение к параметрам обработки, геометрическому дизайну и характеристикам материалов были проведены некоторые исследования для оценки влияния подготовки поверхности на качество склеивания для процесса MPW [12,13,14,15], как показано в таблице 1. Однако , есть два исследования, в которых четко показано влияние предварительной обработки на качество соединения [12,14], а в двух других работах упоминается, что условия обработки, такие как угол удара, сильно определяют качество сварного шва [13,15].
Таким образом, основная цель данного исследования включает дальнейшие оценки влияния шероховатости поверхности на качество сварки, такие как микроструктура (с целью оценки образования интерметаллических фаз и волнистой структуры) и предел прочности при растяжении. Были выбраны две металлические системы, а именно Al и Cu. Эта биметаллическая система обеспечивает более легкую сборку, чем Cu/Cu. Поскольку площадь поперечного сечения проводника поддерживает прохождение тока, использование более легкого материала может привести к увеличению площади поверхности для более высокого тока. Однако образование интерметаллических соединений сильно влияет на электрические и механические свойства соединения Al/Cu, а также приводит к отсутствию долговременной электрической стабильности [16]. Поэтому все еще необходимы дальнейшие исследования передовых методов, таких как MPW, чтобы оценить влияние подготовки поверхности на сварной шов.
2. Материалы и методы
Базовыми материалами для данного исследования были коммерческий алюминиевый сплав АА 6063-Т5 (98,9 % Al, 0,7 Mg и 0,4 Si (в масс. %), заявленные AZO MATERIALS) и медь R300 (99,99 % Cu, 0,01% O 2 (в ат.%) в качестве летучего и мишени соответственно.Физические и механические свойства алюминиевого сплава и меди представлены в таблице 2. Al представлял собой трубку длиной 100 мм, Толщина стенки 1 мм, внешний диаметр 20 мм. Медный стержень с диаметром, адаптированным из родственного исследования [17] на основе расстояния зазора, который дал наилучшие результаты (ϕ = 16 мм). Несколько медных стержней были поверхность, обработанная для получения различной шероховатости поверхности, эти обработки включали механическую обработку (обозначена буквой M в этом исследовании), пескоструйную обработку (G), полировку (P), химическое воздействие (Q), смазку (O) и нарезание резьбы (R). замасленной поверхности, предназначенной для изучения процесса MPW, когда он применяется для очень загрязненной поверхности сварки, это ок. n выяснить, относится ли очистка поверхности перед сваркой к сплошному соединению и может ли возникновение явления струи эффективно удалить слой загрязнения и создать сварной шов.
Что касается свойств поверхности основных материалов и номенклатуры пар Al/Cu, использованных в этом исследовании, то фланец из алюминия представлял собой экструдированную трубку, ожидаемую шероховатость поверхности в среднем почти 4 мкм. Что касается мишени, медные стержни были обработаны на токарном станке и соединены с алюминиевыми трубками под названием Al/Cu-M; обработанные стержни были подвергнуты пескоструйной обработке, а соединение названо Al/Cu-G, цель состояла в том, чтобы заменить обработанную поверхность новой топографией для изучения; другие обработанные медные стержни были отшлифованы наждачной бумагой до зернистости 1200 для удаления следов токарного станка, эти стержни были соединены и получили название Al / Cu-P. Некоторые обработанные поверхности подверглись химическому воздействию в растворе 50 мл HNO 9.0822 3 , 10 мл H 2 N 2 и 50 мл H 2 O на 90 с, эти прикрепленные стержни были соединены с алюминиевой трубкой и названы Al/Cu-Q; жирные образцы были приготовлены с использованием высоковязкого смазочного масла на обработанных медных поверхностях и названы Al/Cu-O; и, наконец, резьбовые стержни были созданы с шагом 1 мм на поверхностях обработанных стержней, соединенных с алюминиевой трубкой и названных Al/Cu-R. Шероховатость этих медных заготовок измеряли с помощью оптического бесконтактного профилографа. Для каждого условия было проведено в общей сложности три измерения, и средние результаты представлены в таблице 3, где Ra — среднее значение шероховатости, а Rq — среднеквадратичное значение шероховатости. Так, наибольшее значение шероховатости имеют дробеструйные образцы со средним значением шероховатости 4,8 мкм, а полированные образцы имеют наименьшую шероховатость, около 0,6 мкм.
Медные и алюминиевые детали были подвергнуты ультразвуковой очистке с ацетоном в течение пяти минут (до и после любой обработки поверхности), чтобы должным образом очистить поверхность и убедиться в отсутствии каких-либо загрязнений, которые могли бы повлиять на процесс соединения. Однако жирный образец был исключен из этой процедуры очистки.
Сварочные опыты проводились с использованием магнитно-импульсной системы 25/25, состоящей из конденсаторной батареи и высоковольтного шкафа для заряда конденсаторов, способного генерировать 25 кДж при зарядном напряжении 25 кВ. Батарея конденсаторов имела общую емкость 80 мкФ и общую индуктивность 0,1 мкГн, внутреннее сопротивление 19 Ом.мК, обеспечивающий ток до 400 кА. Электромагнитный привод представлял собой одновитковую катушку из стали 40CrMnNiMo 7 с внешним диаметром 20 мм, пригодную для сварки цилиндрических деталей. На рис. 1 показана установка прибора MP, который включает одновитковую катушку (часть A на рис. 1a), установленную на станции (B на рис. 1a) оборудования MPW и окруженную экранирующей рамой. Схема сварного узла также показана на рисунке 1b.
На рис. 2 показано окно сварки, из которого были выбраны параметры сварки для соединения алюминиевой трубы с медным стержнем, как показано в таблице 4. Окно сварки может дать нам представление о диапазоне сварки, это окно было получено из результатов. испытаний на сжатие аналогичных алюминиевых труб и медных стержней в предыдущем исследовании [18] с учетом влияния трех основных параметров, таких как зарядное напряжение, ширина воздушного зазора (S) и расстояние перекрытия (LWZ), это было возможно контролировать эти параметры в процессе MPW. Условия эксперимента, которые привели к успешной сварке, составляют две плоскости, показанные в этом окне (рис. 2). Однако комбинация различных зазоров и расстояний внахлест приведет к успешному сварному шву, если выбранная энергия обеспечивает соответствующую скорость удара. Кроме того, следует отметить, что форма окна сварки может изменяться путем применения различных входных параметров, поэтому каждый эксперимент может иметь свое собственное окно сварки в зависимости от значений энергии, расстояния перекрытия (LWZ) и зазора, используемых для выполнения сварки.
Что касается наблюдений за микроструктурой, то образцы были разрезаны (по середине шва и перед прорезью катушки) и отполированы с помощью стандартных металлургических процедур, полированные образцы не травились, а затем наблюдались с помощью сканирующего электронного микроскопия (СЭМ) на оборудовании FEI QUANTA 400 FEG (Hillsboro, OR, USA) с использованием режима визуализации обратного рассеяния электронов (EBI). Кроме того, распределение химического состава по границам раздела анализировали с помощью датчика электронно-дисперсионной спектроскопии (ЭДС) Oxford Instrument (Оксфордшир, Великобритания), затем эти результаты сравнивали с равновесной бинарной фазовой диаграммой Cu-Al [2].
Что касается механических свойств сварных экспериментов, то было проведено испытание на одноосное растяжение на машине, показанной на рисунке 3а (модель Instron 4507), при скорости деформации 2 мм/мин. Параметры испытаний на растяжение были рассчитаны в соответствии со стандартом ASTM A 370 и представлены в таблице 5. Кроме того, необходимо было подготовить новые захваты для стабилизации цилиндрических образцов, чтобы выполнить испытание на растяжение, как показано на рисунке 3. Поскольку образцы на растяжение имеют трубчатые сечения, на концах труб достаточно далеко вставлены плотно прилегающие металлические заглушки. Эта сборка была разработана в соответствии с конструкцией заглушки, упомянутой в ASTM A 370, и применялась для обеспечения правильного захвата образцов губками. Эта сборка гарантировала удержание образца без разрушения стенок пробирки. Кроме того, пробки не проникали в ту часть образца, где измерялось удлинение.
3. Результаты и обсуждение
3.1. Микроструктура поверхностей раздела
Что касается образования волнистой структуры на границах раздела как общего аспекта соединений, выполненных методом MPW, то морфология поверхностей раздела, которые видны на полированных поперечных сечениях (рис. 4), выявила образование слабая волнистость швов, полученная с использованием механически обработанных образцов (рис. 4а), пескоструйных (рис. 4б), полированных (рис. 4в) и химически закрепленных (рис. 4г) образцов. На двух других образцах со смазкой и резьбой такого эффекта не наблюдается. Кроме того, видно, что картина волнистости, наблюдаемая в химически обработанном образце, наиболее выражена. Это показывает, что ни очень гладкая поверхность (полученная полировкой), ни очень шероховатая поверхность (полученная пескоструйной обработкой) не были эффективными, поэтому шероховатость должна быть умеренной. Что касается морфологии поверхностей соединений, полученных в образцах со смазкой и резьбой (рис. 4д, е), волнообразный рисунок не наблюдается ни в одном из этих условий. Это означает, что на формирование струи в процессе MPW повлияло наличие масла и нитей. Что касается этого воздействия на смазываемую поверхность, то оно согласуется с другим исследованием [12]. Энергии не хватило для удаления загрязнения и создания волнистого узора. Этот недостаток может быть связан со сварочными окнами, примененными в этом исследовании (рис. 2). Кроме того, струя также не была устойчивой к образованию волнистого рисунка на поверхности резьбы, а это означает, что формирование струи было заблокировано топографией поверхности резьбы.
Что касается образования металлургических связей на стыках поверхностей в качестве гарантии склеивания, на рисунке 4 представлена некоторая информация о микроструктуре стыковочных поверхностей. MPW считается процессом сварки в твердом состоянии, но контрасты, показанные на этих изображениях, подтверждают наличие фаз, атомный контраст которых отличается от основных материалов Al и Cu (обозначены белыми стрелками на изображениях, показанных на рис. 4a–d). ). Более того, на границах этих стыков образовался волнообразный рисунок. В таблице 6 представлены средние значения толщины этих слоев, которые видны в этих микроструктурах (соединения Al/Cu-M, G, P и Q, как показано на рисунке 4). Это означает, что на поверхностях этих листов и мишеней во время сварки произошла диффузия или плавление. Однако время связывания в MPW настолько мало, что гипотеза диффузии недостижима, поэтому подтверждается плавление. Подводимая энергия в сочетании с этими четырьмя поверхностями (M, G, P и Q) создавала струйные и локально нагретые поверхности, достаточные для расплавления основных материалов из алюминия и/или меди в крошечных зонах, посредством которых они реагировали, а затем затвердевали [6,7]. . Более того, эти границы раздела (рис. 4a–d) также состоят из темных промежуточных слоев между прореагировавшими зонами, которые, как представляется, соединения Al/Cu-G и Al/Cu-Q содержат наименьшие слои. Этот промежуточный слой состоит из частиц оксида, что означает, что формирование струи было недостаточно сильным, чтобы отбрасывать эти соединения от сопрягаемой поверхности; это также указывает на то, что окна сварки не соответствовали геометрии, используемой в этом исследовании. Более того, оказывается, что последний интерфейс содержит пористые прореагировавшие зоны. Эти наблюдения под микроскопом также показали, что реакционные зоны, образованные на медном основном материале, выглядят почти непрерывными на медной стороне, а самый тонкий слой образовался в образце, подвергнутом пескоструйной обработке. Однако на алюминиевой основе образовались карманообразные зоны.
Образование интерметаллических фаз на смазанных или резьбовых основаниях не наблюдалось (рис. 4д,е). Похоже, что присутствие масла и резьбовой топографии влияли на угол удара, определяющий энергию/скорость удара, и, следовательно, приводили к рассеиванию кинетической энергии на сопрягаемых поверхностях.
Что касается типа прореагировавших зон, образующихся на границе этих стыков, анализ ЭДС был выполнен в зонах интереса, как показано на рисунке 5, полуколичественные результаты представлены в таблице 7. Поскольку основные элементы меди и алюминия эти результаты коррелировали с фазовой диаграммой Al-Cu [2], хотя эти значения были получены в неравновесных условиях. В таблице 5 показано, что, независимо от методов подготовки, эти прореагировавшие зоны обычно представляли собой CuAl 2 интерметаллид, также известный как θ-фаза. Однако на эту оценку повлияло объемное взаимодействие, которое является характерным явлением метода анализа SEM/EDS. Это требует дальнейших оценок (в качестве будущих работ), таких как просвечивающая электронная микроскопия и анализ дифракции обратного рассеяния электронов.
В связанном исследовании, в котором использовались аналогичные окна обработки [17], сообщалось об образовании других интерметаллических соединений (которые содержат большее количество меди), поэтому взаимодействие атомов меди и алюминия изменилось. Длина образца, использованного для этого исследования, была больше, чем в соответствующем исследовании, что, вероятно, повлияло на окно сварки и, следовательно, на тепловое и атомное взаимодействие. Таким образом, повторная оптимизация параметров обработки для этой длины образца предлагается для будущих работ. Кроме того, в интерметаллидах видны микротрещины, перпендикулярные границе раздела, а не параллельные ей, образовавшиеся в системах Al/Cu-M и Al/Cu-P со стороны меди (желтые стрелки на рис. 5а, в). ). Наличие остаточных напряжений из-за усадки при затвердевании и/или различий в твердости между интерметаллидом и окружающей областью может способствовать образованию этого дефекта.
Что касается также влияния локализованного плавления, которое связано с нагревом выше температуры плавления Al или Cu и последующим очень быстрым процессом затвердевания, это может способствовать образованию микропустот, наблюдаемых в интерметаллических зонах (Рисунок 5), который является очень концентрированным для поверхности соединения, подвергшейся пескоструйной очистке.
Кроме того, на микроструктуру этих поверхностей может влиять поверхностная энергия этих сопрягаемых поверхностей, которые были подготовлены различными методами.
3.2. Испытание на растяжение
В таблице 8 представлены значения нагрузки, зарегистрированные в точках разрушения сварных швов, выполненные в этом исследовании, полученные в результате испытаний на одноосное растяжение. Все соединения разрушились в зонах сварки, за исключением образца, изготовленного путем нарезания резьбы (Al/Cu-R), в этом образце разрушение произошло в основании алюминиевой трубы, как показано на рис. 6. Это означает, что сопротивление сплава Al/Cu-R соединение превосходило основной материал, хотя металлургической связи не было. Возникновение отказа в основном материале является признаком прочного соединения.
Наименьшая растягивающая нагрузка, зарегистрированная в этом исследовании, относится к соединению, полученному с использованием смазанного образца (Al/Cu-O), это слабое соединение объясняется отсутствием сварки из-за чрезмерного загрязнения и низкой эффективностью соединения. струйное явление. Тем не менее, соединение, выполненное с использованием резьбовой мишени (Al/Cu-R), показало самую высокую нагрузку в точке разрушения. Это достижение связано с появлением обжимного соединения, а не сварки (рис. 4f и рис. 5f). Что касается значений нагрузки, в Таблице 8 также показано, что соединение Al/Cu-Q следует за соединением Al/Cu-R, микроструктура интерфейса соединения (рис. 4d и рис. 5d) способствовала этому уровню нагрузки, а также характер волнистости, который является сильной характеристикой процесса MPW, был более выражен в соединении Al/Cu-Q.
На самом деле, на влияние шероховатости поверхности повлияли сварочные окна. Однако требуется умеренная шероховатость и идеально чистая поверхность, что согласуется с аналогичными исследованиями [19].
4. Выводы
Техника высокоскоростной пластической деформации была применена к разнородным трубчатым сборкам Al/Cu посредством приложения сил магнитного импульса. В этом исследовании оценивалось влияние шероховатости поверхности медного целевого компонента на качество соединения с учетом микроструктуры интерфейса и нагрузки на разрушение, полученной в результате испытания на одноосное растяжение.
Состояние поверхности целевого компонента влияет на качество сварки. Однако невозможно соотнести шероховатость поверхности мишени с границей волнистости, а также с растягивающей нагрузкой. Тем не менее, формирование волнистого рисунка на границе стыка требует умеренной шероховатости, поскольку ни самая гладкая поверхность (полированная медь), ни наименее гладкая поверхность (пескоструйная обработка) не создавали волнистого рисунка, а наилучший рисунок формировался в стыке, полученном использование химически обработанной поверхности. Шероховатость поверхности должна была влиять на формирование струи и, следовательно, на рисунок на границе стыка. Хотя MPW называется твердотельным процессом, было подтверждено наличие локализованного плавления. Образование интерметаллических соединений (в основном Al 2 фаза Cu) на границах раздела стыков Al/Cu, на которых обнаружены волнообразные узоры, подтверждается. Кроме того, в этих прореагировавших зонах также образовались микропустоты и несколько микротрещин.
Самое прочное соединение было получено при использовании мишени с резьбой, и это было достигнуто без образования какого-либо интерметаллида или волнистости на границе раздела. Это соединение разрушилось у основания алюминиевой трубы во время испытания на растяжение, что указывает на прочное соединение, хотя оно не относится к металлургическому типу. Таким образом, в процессе MPW очень сложно добиться эффективной металлургической связи.
Узел соединения, подготовленный смазкой на поверхности мишени, вышел из строя во время процесса MPW, а это означает, что предварительным условием для этого процесса является подготовка чистой поверхности.
Для этого исследования такие параметры, как расстояние отступа, уровень напряжения и расстояние LWZ, оставались постоянными, и это расположение было реализовано для изучения влияния условий поверхности на те же условия работы. Однако представляется, что длина образцов может влиять на формирование швов. Таким образом, для любой конструкции новое окно сварки должно быть оптимизировано.
Вклад авторов
Вклад в концептуализацию этого исследования, A.R., I.V.d.O. и G.A.T.; участвовал в экспериментах, A.M.R.; способствовал концептуализации и написанию рукописи, O.E.; при условии доработки, O.E. и А.Р. Все авторы прочитали и согласились с опубликованной версией рукописи.
Финансирование
Это исследование не получило внешнего финансирования.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Литература
- Свойства и выбор: Цветные сплавы и материалы специального назначения, 10-е изд. ; ASM International: Алмере, Нидерланды, 1990 г.; Том 2.
- Ках, П.; Вималрадж, К.; Мартикайнен, Дж.; Суоранта, Р. Факторы, влияющие на свойства сварного шва Al-Cu за счет образования интерметаллических соединений. Междунар. Дж. Мех. Матер. англ. 2015 , 10, 10. [Google Scholar] [CrossRef][Green Version]
- Мори, К.И.; Бэй, Н.; Фратини, Л.; Микари, Ф .; Теккая А.Е. Соединение пластической деформацией. CIRP Анн.-Производ. Технол. 2013 , 62, 673–694. [Google Scholar] [CrossRef]
- Ван, Х.; Ван, Ю. Процесс высокоскоростной ударной сварки: обзор. Металлы 2019 , 9, 144. [Google Scholar] [CrossRef][Green Version]
- Канг Б.-Ю. Обзор магнитно-импульсной сварки. Дж. Велд. Присоединиться. 2015 , 33, 7–13. [Google Scholar] [CrossRef][Green Version]
- Псык В.; Риш, Д.; Кинси, Б.Л.; Теккая, А.Е.; Кляйнер, М. Электромагнитное формование — обзор. Дж. Матер. Процесс. Технол. 2011 , 211, 787–829. [Google Scholar] [CrossRef]
- Cai, W.; Дэн, Г .; Вивек, А .; Ли, Дж.; Хан, Х .; Мишра, Р.С.; Komarasamy, M. Обзор современного состояния соединения металлов в твердом состоянии. Дж. Мануф. науч. англ. 2019 , 141, 031012. [Google Scholar] [CrossRef]
- Ватанабэ, М.; Кумаи, С. Высокоскоростная деформация и поведение при столкновении пластин из чистого алюминия при магнитно-импульсной сварке. Матер. Транс. 2009 , 0
0826. [Google Scholar] [CrossRef][Green Version]
- Капил А.; Шарма, А. Магнитно-импульсная сварка: эффективный и экологически чистый метод соединения нескольких материалов. Дж. Чистый. Произв. 2015 , 100, 35–58. [Google Scholar] [CrossRef]
- Бен-Арци, А.; Стерн, А .; Фраге, Н.; Шрибман, В.; Садот, О. Механизм формирования волны при магнитно-импульсной сварке. Междунар. Дж. Импакт Инж. 2010 , 37, 397–404. [Google Scholar] [CrossRef]
- Стерн, А.; Шрибман, В.; Бен-Арци, А .; Айзенштейн М. Интерфейсные явления и механизм соединения при магнитно-импульсной сварке. Дж. Матер. англ. Выполнять. 2014 , 23, 3449–3458. [Google Scholar] [CrossRef]
- Ву, X.; Шанг, Дж. Исследование магнитно-импульсной сварки Al/Cu и характеристика интерфейса. Дж. Мануф. науч. англ. 2014 , 136, 051002. [Google Scholar] [CrossRef]
- Ребенсдорф, А.; Бём, С. Повышение воспроизводимости соединений, сваренных магнитно-импульсной технологией, с использованием градиентной топографии поверхности. В материалах 7-й Международной конференции по высокоскоростной штамповке, Дортмунд, Германия, 27–28 апреля 2016 г.; стр. 125–136. [Академия Google]
- Цуй, Дж.; Солнце, Т .; Гэн, Х .; Юань, В .; Ли, Г .; Чжан, X. Влияние обработки поверхности на механические свойства и микроструктуру соединения Al-Fe внахлестку с помощью магнитно-импульсной сварки. Междунар. Дж. Адв. Произв. Технол. 2018 , 98, 1081–1092. [Google Scholar] [CrossRef]
- Ребенсдорф, А.; Бём, С. Магнитно-импульсная сварка. Исследование сварки высокопрочных алюминиевых сплавов и сталей, а также влияние производственных колебаний на результаты сварки тонких металлических листов. Сварка. мир 2018 , 62, 855–868. [Google Scholar] [CrossRef]
- Lee, W.-B.; Банг, К.-С.; Юнг, С.-Б. Влияние интерметаллида на электрические и механические свойства сварных трением биметаллических соединений Cu/Al при отжиге. Дж. Эллой. комп. 2005 , 390, 212–219. [Google Scholar] [CrossRef]
- Оливейра, И.; Кавалейро, А .; Табер, Г.; Рейс, А. Магнитно-импульсная сварка разнородных материалов: алюминий-медь. В дизайне материалов и приложениях; Сильва, LFMd, изд.; Springer: Берлин/Гейдельберг, Германия, 2017 г.; стр. 419–431. [Google Scholar] [CrossRef]
- Инес Виейра де Оливейра, И. В. Импульсная технология как инструмент соединения нескольких материалов; Инженерный факультет Университета Порту: Порту, Португалия, 2016 г. [Google Scholar]
- Марре, М.; Ведделинг, К.; Хаммерс, Т .; Мерцкирх, М.; Раутенберг, Дж.; Теккая, А .; Шульце, В.; Бирманн, Д.; Забель, А. Инновационные методы соединения легких конструкций, часть II. квасцы. Междунар. Дж. Индиана Рез. заявл. 2010 , 86, 55–59. [Академия Google]
Рисунок 1. Установка, применяемая для выполнения MPW в этом исследовании: ( a ) сборка катушки (A) на станции оборудования, ( b ) расположение катушки-флайера-мишени (которые сохранялись постоянными в этом исследование).
Рисунок 1. Установка, применяемая для выполнения MPW в этом исследовании: ( a ) сборка катушки (A) на станции оборудования, ( b ) расположение катушки-флайера-мишени (которые сохранялись постоянными в этом исследование).
Рисунок 2. Окно обработки, применяемое для сварки в этом исследовании (адаптировано из [18]).
Рисунок 2. Окно обработки, применяемое для сварки в этом исследовании (адаптировано из [18]).
Рисунок 3. ( a ) Размещение сварного образца между зажимами для испытания на растяжение, ( b ) зажимами, используемыми для удерживания образцов (конструкция SOLIDWorks ® ).
Рисунок 3. ( а ) Размещение сварного образца между захватами для испытания на растяжение ( b ) захватами, используемыми для удерживания образцов (конструкция SOLIDWorks ® ).
Рисунок 4. Изображения SEM/BSE из ( a ) Al/Cu-M, ( b ) Al/Cu-G, ( c ) Al/Cu-P, ( d ) Al/Cu-Q, ( e ) соединения Al/Cu-O и ( f ) соединения Al/Cu-R, изготовленные методом MPW.
Рис. 4. Изображения SEM/BSE из ( a ) Al/Cu-M, ( b ) Al/Cu-G, ( c ) Al/Cu-P, ( d ) Al/Cu-Q, ( e ) Al/Cu- O и ( f ) Соединения Al/Cu-R, изготовленные методом MPW.
Рисунок 5. Изображения SEM/BSE, использованные для химического анализа интересующих зон на границах раздела ( a ) Al/Cu-M, ( b ) Al/Cu-G, ( c ) Al/Cu-P , ( d ) Al/Cu-Q, ( e ) Al/Cu-O и ( f ) соединения Al/Cu-R, полученные методом MPW.
Рисунок 5. Изображения SEM/BSE, использованные для химического анализа интересующих зон на границах раздела ( a ) Al/Cu-M, ( b ) Al/Cu-G, ( c ) Al/Cu-P , ( d ) Al/Cu-Q, ( e ) Al/Cu-O и ( f ) соединения Al/Cu-R, полученные методом MPW.
Рисунок 6. Образец для растяжения Al/Cu-R, показывающий зону разрушения (на желтой вставке).
Рисунок 6. Образец для растяжения Al/Cu-R, показывающий зону разрушения (на желтой вставке).
Таблица 1. Краткое изложение связанных исследований о влиянии подготовки поверхности для процесса MPW.
Таблица 1. Краткое изложение связанных исследований о влиянии подготовки поверхности для процесса MPW.
| Материалы | Условия приготовления | Результаты | Ref. |
|---|---|---|---|
| AA6063-O Алюминий (флаер) на трубы C110 Cu (цель) | A: тангенциальные царапины по длине меди, сделанные на токарном станке B: осевые царапины по длине Cu зернистостью 200 C: A + высоковязкое смазочное масло на силиконовой основе | A: за C: не удалось | [12] |
| EN AW-1050 Алюминий (флаер) по стали S235 JR (целевые) листы | Ленточное шлифование Лазерная абляция | Неясно объяснено | [13] |
| Шлифование стали вертикальной сварке (VW) | VW обеспечивает волнообразную поверхность раздела и лучшие механические свойства PW обеспечивает прямую поверхность раздела с меньшей диффузией элементов | [14] | |
| EN AW-6016-T6 Алюминий (флаер) к стальным листам DC04 (цель) | Необработанная поверхность Полированная поверхность Лазерная абляция | Предварительная обработка поверхности не была существенной Окно обработки было наиболее важным фактором | [15] |
Таблица 2. Физико-механические свойства алюминиевой пластины и медной мишени, использованных в данном исследовании.
Таблица 2. Физико-механические свойства алюминиевой пластины и медной мишени, использованных в данном исследовании.
| Материал | Плотность (кг/м 3 ) | Youg’s Modulus (GPA) | Прочность на доход (MPA) | Shear Modul МПа) | Твердость (HV) | Прочность на излом (МПа·м) | Температура плавления (°C) | Electrical Resistivity (μΩcm) | |
|---|---|---|---|---|---|---|---|---|---|
| Cu-R300 | 8940–8950 | 127 | 250 | 45–50 | 290–360 | 90–110 | 43. 2–57.6 | 1083 | 1.70–1.74 |
| AA 6063-T5 | 2660–2710 | 67.2–70.7 | 113–125 | 25.3–26.6 | 158–175 | 61.8–68.3 | 30–36 | 615–655 | 3,08–3,21 |
Таблица 3. Измерение шероховатости медных стержней Р300.
Таблица 3. Измерение шероховатости медных стержней Р300.
| Sample Indication | M | G | P | Q |
|---|---|---|---|---|
| Ra (µm) | 1. 5 | 4.8 | 0.6 | 2.1 |
| Rq (µm) | 1,9 | 6,1 | 0,7 | 2,5 |
Таблица 4. Параметры сварки, применяемые в данном исследовании, сохранялись постоянными [17].
Таблица 4. Параметры сварки, применяемые в данном исследовании, сохранялись постоянными [17].
| Energy [kJ] | Voltage [kV] | LWZ [mm] | Air Gap [mm] |
|---|---|---|---|
| 10.24 | 16 | 8 | 1 |
Таблица 5. Параметры испытаний на растяжение согласно ASTM A 370.
Таблица 5. Tensile tests parameters according to ASTM A 370.
| Cell | Type of Grip | Test Speed |
|---|---|---|
| 200 kN | Hydraulic | 2 mm/min |
Table 6. Средняя толщина (в мкм) интерметаллических слоев, образующихся на границе стыков, полученная в данном исследовании.
Таблица 6. Средняя толщина (в мкм) интерметаллических слоев, образующихся на границе стыков, полученная в данном исследовании.
| Joint | Aluminium Side | Copper Side |
|---|---|---|
| Al/Cu-M | 0 to 12 ± 8 | 23 ± 22 |
| Al/Cu-G | 17 ± 15 | 27 ± 15 |
| Al/Cu-P | от 0 до 13 ± 7 | 11 ± 7 |
| Al/Cu-Q | от 0 до 30 ± 13 | 18 ± 15 |
Таблица 7. Результаты SEM/EDS, полученные для зон интереса, указанных на изображениях на рисунке 5.
Таблица 7. Результаты SEM/EDS, полученные для зон интереса, указанных на изображениях на рисунке 5.
| Зона | Al (ат.%) | Cu (ат.%) | Другие (ат.%) | Вероятное соединение |
|---|---|---|---|---|
| Z1 | 63 | 37 | — | θ |
| Z2 | 72 | 28 | — | θ |
| Z3 | 62 | 38 | — | θ |
| Z4 | 70 | 30 | — | θ |
| Z5 | 66 | 34 | — | θ |
| Z6 | 65 | 35 | — | θ |
| Z7 | 67 | 33 | — | θ |
| Z8 | 2. 8 | 1.0 | 19.3 O 2 , 76.4 C , 0.5 S | — |
| Z9 | 1.5 | 26.3 | 5.6 O 2 , 66.6 C | — |
| Z10 | 93 | 7 O 2 | — | |
| Z11 | 68 | — | 25 C, 7 O 2 | — |
| Z12 | — | 88 | 10 C, 2 O 2 | — |
Таблица 8.