Какую температуру выдерживает латунь
Температура плавления латуни и плавка в домашних условиях
В самом базовом смысле латунь — это сплав, главным компонентом которого выступает медь. В качестве дополнительных могут выступать такие металлы, как цинк, олово (его должно быть не слишком много, чтобы сплав не стало возможным называть бронзой), в гораздо меньшей степени марганец, свинец и даже железо. В древности этот сплав часто называли орихалком, в переводе — «златомедью». К бронзам, однако, сплав по классификации не относится, так как если сравнить температуру плавления латуни и бронзы, у второй она будет гораздо выше.
Как и бронза, латунь имеет довольно широкое применение в разных областях. Её используют в основном в автомобилестроении при изготовлении некоторых болтов и других деталей, для изготовления памятных знаков и наград, труб, гильз химической аппаратуры. Очень часто используется при создании предметов интерьера или отдельных элементов мебели.
Характеристики латуни
Очень важно при изготовлении изделий из латуни покрывать их защитным слоем. Для этого можно использовать обычный лак. Несмотря на свою стойкость к коррозии, она очень подвержена процессам окисления на открытом воздухе. Многие незащищённые детали или предметы интерьера необходимо регулярно чистить, чтобы они не потемнели. Но сделать это легко, ведь латунь очень хорошо полируется
.
Технические показатели сплава
Кроме температуры плавления, у латуни есть ещё несколько важных характеристик, благодаря которым она находит такое широкое применение в различных областях. Вот некоторые из них:
- Удельное электрическое сопротивление — в пределах 0,07−0,08 микроом на метр.
- Плотность — около 8,3−8,7 тонн на кубометр.
- Теплоёмкость — 0,377 килоджоулей на килограмм-Кельвин.
В зависимости от состава, латунь бывает:
- Двойной — сплав только с содержанием меди и цинка.
- Многокомпонентной — содержащей большое количество других металлов и примесей.
Марки латуни и области применения
От состава зависит марка латуни и область её применения. Например, томпак, принадлежащий к классу деформируемых латуней, в котором содержится больше 95% меди, может легко соединяться со сталью, образуя с ней биметалл. Используется такое соединение в изготовлении знаков отличия и различных предметов искусства и интерьера — 
Латуни марки ЛО используются для изготовления конденсаторных трубок, применяемых в разной теплотехнической аппаратуре, например, газовых котлах, автоклавах, сильфонах.
Марка ЛС используется при создании деталей часовых механизмов, переходных и соединительных втулок. Из неё также изготавливают полиграфические матрицы.
ЛМц — содержится в старых советских монетах номиналом до 5 копеек, арматуре, гайках и болтах, а её подвид с приставкой «А» — в деталях речных и морских судов.
Латунь, имеющая маркировку ЛА или ЛЖМ (и её подвиды), также используется для постройки морских судов и самолётов, различных электрических машин и подшипников. Очень распространена в деталях для различной химической техники.
Плавка в домашних условиях
Сплав имеет довольно низкую по сравнению с другими металлами температуру расплавления, а потому возможна его обработка, изготовление и ремонт изделий даже дома. Для этого необходимо собрать специальное оборудование и иметь большую рабочую область, позволяющую соблюдать все меры безопасности, требующиеся при работе с раскалённым или расплавленным металлом.
Необходимые инструменты
Для плавки латуни в домашних условиях нужна печь. Собрать её можно из кирпича, обладающего достаточной огнеупорностью, соединив его таким же термостойким раствором. В качестве нагревательного элемента лучше всего использовать индукционные нагревательные элементы. Это керамические трубки, на которые намотана проволока из нихрома. Они могут разогреваться до больших температур (1000 градусов по Цельсию и больше) и пригодятся для работы с другими, более тугоплавкими металлами и сплавами.
Минимально требуемая мощность источника электричества, которое будет подаваться на нагрев должна быть около 25−30 киловатт. Он должен быть собран из достаточно качественных электротехнических деталей и иметь высокий показатель КПД.
Тигель — ёмкость, где будет, собственно, плавиться металл, можно изготовить из шамота — выпаленной до спекания глины. Для дополнительной жаропрочности и надёжности можно обмазать его раствором силиката калия, или просто «жидким стеклом» с примесью талька.
Описание процесса
В тигель помещается сплав, желательно в виде кусков. Чем мельче они будут, тем легче пойдёт процесс расплавления, так как тепло от нагревательных элементов будет быстрее распределяться между ними. Тигель, при помощи щипцов, помещается в печь, и только после этого начинается её разогрев. Вынимать его из печи можно только после того, как весь объём помещённого в него металла переходит в полностью жидкую форму. Это операция производится с помощью тех же щипцов. Если на поверхности расплавленной латуни образовалась плёнка, её следует с помощью предварительно подготовленной проволоки убрать.
Для изготовления литых изделий из сплава следует использовать специальные формы, вырезанные из дерева или распечатанные на 3D-принтере из материала, более жаропрочного, чем жидкая латунь. Деревянные формы в большинстве своём одноразовые. Алгоритм действий прост: вынимаем тигль, снимаем плёнку, заливаем и ждём полного остывания.
Деревянные формы в большинстве своём одноразовые. Алгоритм действий прост: вынимаем тигль, снимаем плёнку, заливаем и ждём полного остывания.
Техника безопасности
Для проведения всех операций с металлами, разогреваемыми до очень высоких температур необходимо заботиться о своей безопасности и минимизации влияния процесса на здоровье. Следует помнить, из каких металлов состоит латунь, при какой температуре плавится конкретный образец и каким образом она достигается. Вот несколько советов:
- Используйте защитные перчатки, одежду из материалов, плохо поддающихся горению — шерсти, хлопка и других. Не стоит использовать одежду из синтетики, она может очень быстро загореться.
- Позаботьтесь о защите глаз и лица с помощью очков и масок, так как случайная капля расплавленного металла может стоить вам зрения или причинить серьёзный ожог коже лица.
- Литьё необходимо выполнять в месте с достаточной вентиляцией, так как в его процессе выделяются вещества, которые, приобретая достаточную концентрацию, могут нанести большой вред вашему здоровью.

- Для того чтобы свести к минимуму риски поджога или случайного воспламенения близлежащих предметов, можно застелить поверхность, на которой будет располагаться печь асбестовым листом. Опять же, не забывайте при этом о хорошей вентиляции.

Следуя таким правилам, вы сможете безопасно и эффективно выполнять действия с раскалёнными или расплавленными металлами, не опасаясь причинения вреда себе и окружающим.
Температура плавления латуни: плавка в домашних условиях
Иногда необходимо провести срочный ремонт латунных изделий или изготовить какую-то деталь. Для этого потребуется расплавить кусочки лома в домашних условиях. Плавка латуни осуществляется в специальных печах или самодельных горнах. Как расплавить латунь и сделать отливку, научат специалисты.
Основные характеристики латуни
Прежде, чем решить, как же расплавить латунь в домашних условиях, нужно определить температурный режим. Латунные сплавы на основе меди по химическому составу бывают двухкомпонентные с различной долей цинка, и многокомпонентные, содержащие свинец, висмут и другие металлы. Зная маркировку сплава, легче определить точную температуру плавки латуни. Эти данные есть в справочных таблицах.
Зная маркировку сплава, легче определить точную температуру плавки латуни. Эти данные есть в справочных таблицах.
Часто приходится пользоваться непонятным ломом, сложно определить марку металла по цвету, сплавы незначительно различаются оттенками. Чтобы расплавить немаркированный лом, нужно ориентироваться на температурный диапазон 880–950°С. Чем меньше цинка в составе, тем ниже температура плавления. Желательно предохранять от окисления металл, который темнеет со временем. Такой лом, прежде чем расплавить, зачищают до блеска. Лом присыпают угольной крошкой. Плавление металла под такой шубой будет проходить быстрее. Важно учитывать, что не все сплавы обладают хорошей текучестью, расплавить их иногда сложно.
Особенности обработки и область применения
Как и другие медные сплавы, латунь хорошо поддается резке, ковке, штамповке. Она обладает хорошими антифрикционными свойствами, не корродирует, эстетично выглядит, за это ценится дизайнерами. Найти дома кусочки желтого металла не трудно. Из него делают декор, светильники, радиодетали, фурнитуру. Латунь тверже меди, из нее делают запорную арматуру, переходники, отводы для трубопроводов, системы отопления. Расплавить дома можно любые ненужные части трубопровода.
Из него делают декор, светильники, радиодетали, фурнитуру. Латунь тверже меди, из нее делают запорную арматуру, переходники, отводы для трубопроводов, системы отопления. Расплавить дома можно любые ненужные части трубопровода.
Что понадобится для плавки
Расплавлять латунь в домашних условиях можно газовой горелкой. Ее устанавливают под тиглем вертикально. Для снижения потерь тепла зону нагрева экранируют огнеупорными материалами или толстым железом.
Удобно использовать муфельную компактную печь фабричного производства. Если приходится заниматься домашней плавкой металлов, такую вещь стоит приобрести. Владельцы частных домов сооружают горн из шамотного кирпича с воздушным поддувом. Сразу делают каркас для установки тигля, крышку.
Необходимо подготовить огнеупорный тигель. Можно использовать готовый керамический, выдерживающий температуру до 1300°С или графитовый, он очень надежный, подходит для многоразового применения, главное вовремя удалять шлак, когда он только хватился. Умельцы делают тигли самостоятельно из шамотной крошки, кремнезема, жидкого стекла, обмазывают готовую форму тальком. Для захвата горячего тигля используют длинные щипцы. Желательно приготовить мощную подставку, которую сложно расплавить.
Умельцы делают тигли самостоятельно из шамотной крошки, кремнезема, жидкого стекла, обмазывают готовую форму тальком. Для захвата горячего тигля используют длинные щипцы. Желательно приготовить мощную подставку, которую сложно расплавить.
Для отливки деталей делают формы:
- из гипса, облепляют им восковую копию будущей детали;
- смеси цемента и тормозной жидкости.
Эти формы нужно поставить на песок или огнеупорную подставку большого размера, их нужно будет заполнять расплавленной субстанцией.
Для снятия шлака с латуни понадобится ложечка или проволочная петля. Не стоит забывать про противопожарную и собственную безопасность.
Плавка латуни в домашних условиях: пошаговая инструкция
Когда все подготовительные работы завершены, можно приступать к работе. Небольшая инструкция поможет справиться с плавкой латуни в домашних условиях. Нужно четко соблюдать последовательность операций:
- Подготовка лома заключается в его нарезке, чем меньше кусочки, тем быстрее образуется расплав. Темную патину с металла снимают, это лишний шлак. Лом подсушивают, чтобы не оставалось влаги, способной спровоцировать выброс расплава.
- В процессе подготовки печи к работе до 100°С прогревают формы, устанавливают их на подставку или песок, выравнивают.
- Греют тигель, его лучше раскалять до желтоватого свечения. Затем заполняют его латунным ломом. Сверху присыпают измельченным древесным углем.
- В прогретую печь погружают тигель с ломом, повышают температуру до 950°С. Ни в коем случае нельзя помешивать расплав в процессе нагрева, активизируется окисление, образуется больше отходов.
- Когда металл полностью расплавится, с нее нужно снять шлак, окалину. Делают это ложечкой или петлей.
- Пора заполнять форму. Расплавленную латунь быстро переливают из тигля, оставляют застывать. Затем снимают оставшуюся корочку металла с тигля.
 Темную патину с металла снимают, это лишний шлак. Лом подсушивают, чтобы не оставалось влаги, способной спровоцировать выброс расплава.
Темную патину с металла снимают, это лишний шлак. Лом подсушивают, чтобы не оставалось влаги, способной спровоцировать выброс расплава.Плавить лом нужно небольшими порциями по 30–50 грамм, при необходимости тигель загружают несколько раз.
При выполнении всех условий можно сделать латунную отливку самостоятельно. Когда нужно расплавить небольшой кусочек металла, его кладут на изложницу. Направляют пламя газовой горелки на лом. Через 2–3 минуты образуется большая капля. Занимаясь расплавкой медных сплавов нужно надевать плотную х/б спецовку. При случайном попадании горячей латуни на кожу риск ожогов в такой одежде снижается.
Когда нужно расплавить небольшой кусочек металла, его кладут на изложницу. Направляют пламя газовой горелки на лом. Через 2–3 минуты образуется большая капля. Занимаясь расплавкой медных сплавов нужно надевать плотную х/б спецовку. При случайном попадании горячей латуни на кожу риск ожогов в такой одежде снижается.
Латунь – свойства, плавка
Что такое латунь? Это сплав металлов на основе меди. Основным легирующим компонентом является цинк, но при необходимости он может заменяться марганцем, железом, никелем или свинцом. Вот почему промышленность выпускает несколько марок сплава. Самые популярные из них две: двухкомпонентная (в составе только медь и цинк) и многокомпонентная латунь (в составе помимо меди и цинка есть несколько легирующих элементов). У каждой марки свой температурный предел, позволяющий перевести твердый металл в жидкое состояние. Данная статья расскажет о том, какой должна быть температура плавления латуни, как можно расплавить металл в домашних условиях, на что нужно обращать внимание, желая соблюсти все технологические особенности процесса.
Как расплавить латунь в домашних условиях?
Специалисты знают, что латунь плавится при температуре, диапазон которой составляет 880-950 градусов по Цельсию (он гораздо меньше, чем у бронзы). Следовательно, важно приобретать печь, которая позволит расплавить сплав до того момента, когда другие компоненты металла окислятся. Если эксперименты со сплавами перестают быть просто хобби, целесообразно приобретать и устанавливать печи, способные нагреваться до 1100 градусов и выше. Тогда доступен будет процесс плавки бронзы и других цветных металлов.
Кроме печи для работы понадобится специальный набор инструментов. Нужно приобрести графитовый тигель – емкость, в которой будет плавиться латунь, нарезанную кусками, а потом расплавить ее в печи. Каждый тигель лучше использовать под определенный сплав металла (тигель для бронзы нельзя потом применять для плавки латуни). Новый тигель предварительно закаливается, только после этого он становится пригодным для плавки цветного металла. Делается это просто: печь прогревается до температуры 95 градусов, в нее погружается емкость для плавления, и оставляется там минут на двадцать. После этого тигель должен остыть.
Делается это просто: печь прогревается до температуры 95 градусов, в нее погружается емкость для плавления, и оставляется там минут на двадцать. После этого тигель должен остыть.
Тигель в печь погружается и вынимается из нее при помощи стальных щипцов. Еще под рукой должна быть большая ложка. Она поможет удалить с поверхности жидкого металла шлак. Литейный ковш – приспособление, при помощи которого придерживают тигель, наклоняют его, желая вылить жидкую латунь в форму.
Перед тем, как помещать сплав в топку, важно почистить латунь, промыть металла мылом, очистить при помощи него загрязнения в виде масляных пятен, продуктов окисления. Если изделия, выбранные для переплавки, покрыты лаком, лучше снять его слой специальным химическим составом (разбавителем лака, например).
Обратите внимание! Снимать лак нужно на улице или в хорошо проветриваемом помещении. Руки лучше защитить перчатками.
Печь устанавливается в хорошо проветриваемом помещении, специалисты рекомендуют просто выставлять ее на улицу под навес. Во время нагрева любого металла (латуни и бронзы в том числе) в воздух попадают токсины, углекислый газ, сама печь эффективнее работает при наличии большого количества воздуха. Поэтому улица – лучшее место для монтажа описываемого оборудования.
Во время нагрева любого металла (латуни и бронзы в том числе) в воздух попадают токсины, углекислый газ, сама печь эффективнее работает при наличии большого количества воздуха. Поэтому улица – лучшее место для монтажа описываемого оборудования.
Рядом с печью важно установить ящик с песком. Он является необходимой частью обеспечения безопасности проведения подобного рода работ. Только над ящиком с сухим песком можно переносить жидкую латунь и переливать ее в форму. Если капля жидкого металла (бронзы в том числе) соприкоснется с капельками влаги, вода моментально превратиться в пар и разбрызгает горячий металл.
Там, где продается оборудование для плавки, продается и специальные атрибуты одежды, помогающие обезопасить человека и во время плавки бронзы, и во время плавки латуни. Это перчатки, сшитые из прочной кожи, высокие ботинки и жароупорный фартук. Их необходимо надевать на одежду из хлопка, имеющую длинные рукава и длинные штаны. Они защитят кожу от случайных капель горячего металла.
Обратите внимание! Ни в коем случае перед плавкой металла нельзя надевать на себя синтетику. Этот материал быстро загорается, долго горит, в случае форс-мажора синтетика усугубит ситуацию.
Последний предмет экипировки – защитная маска (или очки) на лице, а также респиратор с фильтром Р100. Без него плавить латунь нельзя. Компонентные добавки имеют более низкую температуру плавления, чем медь. Поэтому, прежде чем латунь расплавится,все примеси сгорят, выделяя едкий дым. Он при дыхании попадет в легкие. Последствия могут быть опасными для здоровья человека.
Подробный алгоритм плавки
- Нагреваем формы в печи до 100 градусов по Цельсию. Подобная операция позволит избавиться от влаги, способной спровоцировать разбрызгивание металла. По этой же причине важно прожечь и ложку. Горячие детали нужно положить в ящик с песком.
- Кладем латунь в тигель.
- Прогреваем печь наполовину необходимой температуры (точки плавления).
- Помещаем тигель в тело печи. И повышаем температуру до 930 градусов. При необходимости температуру можно повышать на 30 градусов. Выбор режима нагрева зависит от типа выбранной латуни. Опытный специалист способен на глаз определить, готов ли металл к заливке. Он пылает желтым светом с оранжевым отливом, его цвет становится неразличимым при дневном свете.
 И повышаем температуру до 930 градусов. При необходимости температуру можно повышать на 30 градусов. Выбор режима нагрева зависит от типа выбранной латуни. Опытный специалист способен на глаз определить, готов ли металл к заливке. Он пылает желтым светом с оранжевым отливом, его цвет становится неразличимым при дневном свете.
И повышаем температуру до 930 градусов. При необходимости температуру можно повышать на 30 градусов. Выбор режима нагрева зависит от типа выбранной латуни. Опытный специалист способен на глаз определить, готов ли металл к заливке. Он пылает желтым светом с оранжевым отливом, его цвет становится неразличимым при дневном свете.Обратите внимание! Увеличение температуры выше токи плавления латуни поможет заметно ускорить процесс плавки, но подобное действие способно спровоцировать окисление металла.
- После того как латунь в печи расплавится, с ее поверхности ложкой нужно снять продукты окисления. Перемешивать сам состав ни в коем случае нельзя. Действовать важно осторожно. Главное – предотвратить образование пузырьков воздуха в сплаве. Они не позволят вылить качественную форму.
- Когда латунь полностью расплавится, ее можно будет вынимать из печи. Стальными щипцами подцепляется тигель и аккуратно укладывается на литейный ковш. После этой операции будет легко перелить жидкий металл из тигеля в форму. Чтобы печь не остыла, необходимо в тигель положить новую порцию латуни и отправить ее в жаровню.
 Чтобы печь не остыла, необходимо в тигель положить новую порцию латуни и отправить ее в жаровню.
Чтобы печь не остыла, необходимо в тигель положить новую порцию латуни и отправить ее в жаровню.Плавка латуни – опасный процесс, под рукой обязательно должен быть огнетушитель. Специалисты рекомендуют всем новичкам предварительно тренироваться и плавить небольшие порции металла и только потом осваивать большие объемы. Печь для плавки можно купить в специализированном магазине, но при необходимости ее можно собрать и самостоятельно, но делать это можно только в присутствии опытного печника. В процессе плавки латуни выделяются опасные для человека газы (оксид цинка), вот почему так важно соблюдать все правила безопасной экипировки.
Температура плавления латуни и бронзы: плавка в домашних условиях
Такой параметр, как температура плавления латуни, является важным во многих ситуациях. Объясняется это тем, что данный металл, основу которого составляет медь, очень активно используется для производства продукции различного назначения. Зная температуру плавления данного металла, можно даже в домашних условиях изготавливать из него не только предметы интерьера, но и элементы различных конструкций.
Максимально возможное измельчение металла – одно из главных условий плавки латуни в домашних условиях
Характеристики и сферы применения латуни
Среди множества разновидностей латуни наибольшее распространение получили два ее типа – двойная и многокомпонентная. Основным элементом, определяющим характеристики данного сплава, является цинк, который может присутствовать в нем в количестве от 5 до 45%. Кроме цинка, в составе латуни в зависимости от ее марки могут присутствовать марганец, железо, никель и свинец, которые также оказывают влияние на ее свойства.
Простые латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и другой медный сплав – бронза, активно используется в различных отраслях промышленности. Кроме того, из латуни изготавливают элементы мебельных конструкций и предметы интерьера. Основной технологической операцией, позволяющей придать изделию из латуни требуемую конфигурацию, является литье, которое, как уже говорилось выше, можно выполнить и в домашних условиях. Естественно, чтобы провести такую операцию, необходимо знать, при какой температуре латунь плавится.
Естественно, чтобы провести такую операцию, необходимо знать, при какой температуре латунь плавится.
Режимы обработки простых и свинцовых латуней (нажмите для увеличения)
В зависимости от химического состава латуни температура ее плавления может находиться в интервале 880–950°. Основным элементом, который оказывает влияние на данный параметр, является цинк: чем его больше в составе латуни, тем при меньшей температуре ее можно расплавить.
Плавка – не единственная технологическая операция, которой хорошо поддается латунь. Как и бронза, этот сплав можно подвергать различным видам механической обработки. Более того, для соединения латунных деталей можно использовать сварку. На текучесть латуни в расплавленном состоянии, что особенно важно учитывать при выполнении литья, негативно влияют такие химические элементы в ее составе, как свинец и висмут.
Сложнолегированные латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и бронза, которая также относится к категории сплавов, выполненных на основе меди, – цветной металл, что во многом и определяет сферы ее применения. Изделия из латуни, имеющей желто-золотистый цвет, отличаются высокими декоративными характеристиками, но для того чтобы со временем они не чернели от взаимодействия с окружающим воздухом, их необходимо покрывать защитными составами.
Изделия из латуни, имеющей желто-золотистый цвет, отличаются высокими декоративными характеристиками, но для того чтобы со временем они не чернели от взаимодействия с окружающим воздухом, их необходимо покрывать защитными составами.
Как и бронза, латунь обладает высокой устойчивостью к коррозии, что позволяет успешно применять данный сплав для производства предметов, которые эксплуатируются в условиях повышенной влажности. Широкому распространению изделий из латуни в различных отраслях промышленности способствует и то, что она обладает хорошими антифрикционными свойствами.
Одним из достоинств данного сплава, что особенно важно при выполнении литья, является его низкая склонность к ликвации.
Освоив технику литья латуни, можно создавать настоящие шедевры
Изделия из сплавов, выполненных на основе меди, к числу которых относится латунь, широко используются не только в промышленности, но и в быту. В связи с этим информация о том, как плавить такой металл, какая у него температура плавления и как правильно выполнять из него литье, может оказаться полезной во многих ситуациях.
Что потребуется для литья
Зная о том, как плавят латунь, можно не только выполнять ремонт латунных изделий, но и в домашних условиях изготавливать их. Чтобы на практике заняться литьем латуни или бронзы, следует подготовить соответствующее оборудование, часть которого можно изготовить своими руками. Кроме того, следует учитывать, что не все марки латуни и бронзы обладают хорошей текучестью, что значительно затрудняет их литье.
Для того чтобы расплавить латунь или бронзу, которые отличаются достаточно высокой температурой плавления, потребуется специальная печь. Многие домашние мастера самостоятельно изготавливают такие печи, работающие по индукционному принципу. В качестве основы подобного нагревательного приспособления можно использовать огнеупорный кирпич. Элементы кирпичного каркаса соединяются между собой при помощи специального раствора, способного выдерживать высокую температуру.
Самодельная плавильная печка с усиленным металлическим каркасом
Емкость, в которой будет выполняться само плавление (тигель), может быть также изготовлена в домашних условиях. В качестве материала для нее подойдут графит или шамотный кирпич. Более предпочтительным материалом для изготовления тигля, по признанию многих специалистов, является шамотный кирпич. Такой материал отличается долговечностью и позволяет выполнить значительно большее количество плавок, чем сосуд из графита.
В качестве материала для нее подойдут графит или шамотный кирпич. Более предпочтительным материалом для изготовления тигля, по признанию многих специалистов, является шамотный кирпич. Такой материал отличается долговечностью и позволяет выполнить значительно большее количество плавок, чем сосуд из графита.
Тигель из огнеупорной глины, обмазанный жидким стеклом с тальком
Важнейшим элементом печи, в которой латунь или бронзу можно подвергнуть плавлению, является нагревательный элемент. Конечно, можно выполнять нагрев тигля и при помощи угля, но большей эффективностью и удобством использования обладают печи, нагрев в которых осуществляется при помощи индукционного принципа. Для того чтобы сделать и эффективно использовать нагревательное устройство такого типа, вам потребуется источник тока, мощность которого составляет порядка 20–25 кВт.
Плавка латуни требует применения такого вещества, как бура, которая добавляется в сплав для улучшения его характеристик. Учитывая тот факт, что вам придется работать с металлом, который имеет очень высокую температуру, надо предусмотреть все меры безопасности. Одной из таких мер, которая позволяет минимизировать риск возгорания различных предметов, расположенных в непосредственной близости с плавильной печью, является использование асбестового листа, которым нужно застелить участок пола.
Для изготовления нагревательных элементов печи понадобится толстая нихромовая проволока и керамические трубки
Для извлечения тигля с расплавленной латунью необходимы специальные щипцы с длинными ручками, а все работы, сопряженные с воздействием высокой температуры, следует выполнять в плотных перчатках и защитных очках. Поскольку при плавке из латуни начинает выделяться цинк, пары которого вредны для здоровья, в месте выполнения литья нужно предусмотреть хорошую вентиляцию.
В домашних условиях можно выполнять не только плавку, но также и сварку (пайку) латуни. Для выполнения этой технологической операции, при помощи которой можно вернуть к жизни поломанные изделия из данных сплавов, вам потребуются газовая горелка и специальный припой, основу которого составляет техническое серебро. Такой припой, как и флюс, специально предназначенный для пайки цветных металлов, можно приобрести в готовом виде или сделать его самостоятельно, используя для этого техническое серебро и медь.
Такой припой, как и флюс, специально предназначенный для пайки цветных металлов, можно приобрести в готовом виде или сделать его самостоятельно, используя для этого техническое серебро и медь.
После того как все оборудование и необходимые инструменты подготовлены, можно приступать непосредственно к литью латуни.
Процесс плавки
Для того чтобы латунь быстрее перешла в жидкое состояние, лучше помещать ее в тигель в измельченном виде. Следует иметь в виду: чем меньше будут такие куски, помещенные в тигель, тем быстрее начнется процесс плавления.
После того как вы наполните тигель измельченным металлом, необходимо установить сосуд в печь и начать ее нагрев до температуры плавления латуни. Если для плавки латуни вы используете заводскую муфельную печь, то следить за процессами, протекающими в тигле, можно через специальное окошко. В том случае, если вы самостоятельно изготовили печь простейшей конструкции, вам понадобится крышка из огнеупорного материала, которой будет закрываться емкость для плавления латуни.
Плавку в компактной печке заводского изготовления можно производить прямо на кухне
Тигель извлекается из печи только тогда, когда весь металл, который в него помещен, полностью расплавился. Для вынимания емкости с латунью следует пользоваться специальными щипцами и делать это максимально аккуратно. На поверхности латуни, подвергнутой плавлению, всегда присутствует пленка, которую в обязательном порядке надо убрать. Выполнить такую операцию совсем несложно, если взять для этого обычную стальную проволоку.
Для литья изделия из латуни вы должны подготовить форму, благодаря которой металл, переходя из жидкого расплавленного состояния в твердое, примет требуемые очертания. Заливка латуни в такую форму выполняется только после того, как удалена пленка, о которой говорилось выше. Затем вам останется только дождаться, когда латунь, залитая в форму, полностью перейдет в твердое состояние и остынет.
Заливка форм латунным расплавом
В домашних условиях можно использовать и более упрощенный вариант плавильной печи, применяя в качестве нагревательных элементов газовую горелку. Подвергнуть латунь плавлению таким образом можно, надежно закрепив газовую горелку под сосудом для плавки в вертикальном положении. При этом важно следить за тем, чтобы пламя, которое выдает горелка, равномерно охватывало всю нижнюю часть сосуда.
Процесс плавки пойдет быстрее, если использовать вторую горелку
Используя такое простое приспособление, следует иметь в виду, что латунь, которая будет плавиться в тигле, подвергается значительному окислению. Чтобы минимизировать последствия этого процесса, который негативно отражается на характеристиках сплава, можно использовать обычный древесный уголь.
Таким образом, существует несколько способов, позволяющих эффективно расплавить латунь в домашних условиях. Выбирая один из них в зависимости от своих предпочтений и финансовых возможностей, вы сможете изготавливать из латуни методом литья изделия различного назначения.
Температура плавления латуни: плавка в домашних условиях
Иногда необходимо провести срочный ремонт латунных изделий или изготовить какую-то деталь. Для этого потребуется расплавить кусочки лома в домашних условиях. Плавка латуни осуществляется в специальных печах или самодельных горнах. Как расплавить латунь и сделать отливку, научат специалисты.
Для этого потребуется расплавить кусочки лома в домашних условиях. Плавка латуни осуществляется в специальных печах или самодельных горнах. Как расплавить латунь и сделать отливку, научат специалисты.
Основные характеристики латуни
Прежде, чем решить, как же расплавить латунь в домашних условиях, нужно определить температурный режим. Латунные сплавы на основе меди по химическому составу бывают двухкомпонентные с различной долей цинка, и многокомпонентные, содержащие свинец, висмут и другие металлы. Зная маркировку сплава, легче определить точную температуру плавки латуни. Эти данные есть в справочных таблицах.
Часто приходится пользоваться непонятным ломом, сложно определить марку металла по цвету, сплавы незначительно различаются оттенками. Чтобы расплавить немаркированный лом, нужно ориентироваться на температурный диапазон 880–950°С. Чем меньше цинка в составе, тем ниже температура плавления. Желательно предохранять от окисления металл, который темнеет со временем. Такой лом, прежде чем расплавить, зачищают до блеска. Лом присыпают угольной крошкой. Плавление металла под такой шубой будет проходить быстрее. Важно учитывать, что не все сплавы обладают хорошей текучестью, расплавить их иногда сложно.
Особенности обработки и область применения
Как и другие медные сплавы, латунь хорошо поддается резке, ковке, штамповке. Она обладает хорошими антифрикционными свойствами, не корродирует, эстетично выглядит, за это ценится дизайнерами. Найти дома кусочки желтого металла не трудно. Из него делают декор, светильники, радиодетали, фурнитуру. Латунь тверже меди, из нее делают запорную арматуру, переходники, отводы для трубопроводов, системы отопления. Расплавить дома можно любые ненужные части трубопровода.
Что понадобится для плавки
Расплавлять латунь в домашних условиях можно газовой горелкой. Ее устанавливают под тиглем вертикально. Для снижения потерь тепла зону нагрева экранируют огнеупорными материалами или толстым железом.
Удобно использовать муфельную компактную печь фабричного производства. Если приходится заниматься домашней плавкой металлов, такую вещь стоит приобрести. Владельцы частных домов сооружают горн из шамотного кирпича с воздушным поддувом. Сразу делают каркас для установки тигля, крышку.
Необходимо подготовить огнеупорный тигель. Можно использовать готовый керамический, выдерживающий температуру до 1300°С или графитовый, он очень надежный, подходит для многоразового применения, главное вовремя удалять шлак, когда он только хватился. Умельцы делают тигли самостоятельно из шамотной крошки, кремнезема, жидкого стекла, обмазывают готовую форму тальком. Для захвата горячего тигля используют длинные щипцы. Желательно приготовить мощную подставку, которую сложно расплавить.
Для отливки деталей делают формы:
- из гипса, облепляют им восковую копию будущей детали;
- смеси цемента и тормозной жидкости.
Эти формы нужно поставить на песок или огнеупорную подставку большого размера, их нужно будет заполнять расплавленной субстанцией.
Для снятия шлака с латуни понадобится ложечка или проволочная петля. Не стоит забывать про противопожарную и собственную безопасность.
Плавка латуни в домашних условиях: пошаговая инструкция
Когда все подготовительные работы завершены, можно приступать к работе. Небольшая инструкция поможет справиться с плавкой латуни в домашних условиях. Нужно четко соблюдать последовательность операций:
- Подготовка лома заключается в его нарезке, чем меньше кусочки, тем быстрее образуется расплав. Темную патину с металла снимают, это лишний шлак. Лом подсушивают, чтобы не оставалось влаги, способной спровоцировать выброс расплава.
- В процессе подготовки печи к работе до 100°С прогревают формы, устанавливают их на подставку или песок, выравнивают.
- Греют тигель, его лучше раскалять до желтоватого свечения. Затем заполняют его латунным ломом. Сверху присыпают измельченным древесным углем.
- В прогретую печь погружают тигель с ломом, повышают температуру до 950°С. Ни в коем случае нельзя помешивать расплав в процессе нагрева, активизируется окисление, образуется больше отходов.
- Когда металл полностью расплавится, с нее нужно снять шлак, окалину. Делают это ложечкой или петлей.
- Пора заполнять форму. Расплавленную латунь быстро переливают из тигля, оставляют застывать. Затем снимают оставшуюся корочку металла с тигля.
 Ни в коем случае нельзя помешивать расплав в процессе нагрева, активизируется окисление, образуется больше отходов.
Ни в коем случае нельзя помешивать расплав в процессе нагрева, активизируется окисление, образуется больше отходов.Плавить лом нужно небольшими порциями по 30–50 грамм, при необходимости тигель загружают несколько раз.
При выполнении всех условий можно сделать латунную отливку самостоятельно. Когда нужно расплавить небольшой кусочек металла, его кладут на изложницу. Направляют пламя газовой горелки на лом. Через 2–3 минуты образуется большая капля. Занимаясь расплавкой медных сплавов нужно надевать плотную х/б спецовку. При случайном попадании горячей латуни на кожу риск ожогов в такой одежде снижается.
Латунь
Латунь, от немецкого Latun, это двойной или многокомпонентный сплав на основе меди, где основным легирующим элементом является цинк (до 50%), иногда с добавлением олова, никеля, свинца, марганца, железа и других элементов. Хотя цинк был открыт только в XVI веке, латунь была известна уже древним римлянам, т.е. до н.э. До конца XVIII в. латунь получали плавкой меди с цинковой рудой, смешанной с древесным углём. В XIX в. этот способ был вытеснен прямым сплавлением меди с металлическим цинком, такая латунь впервые была получена в Англии в 1781 году. В Западной Европе и России в XIX веке латунь использовали в качестве поддельного золота.
Хотя цинк был открыт только в XVI веке, латунь была известна уже древним римлянам, т.е. до н.э. До конца XVIII в. латунь получали плавкой меди с цинковой рудой, смешанной с древесным углём. В XIX в. этот способ был вытеснен прямым сплавлением меди с металлическим цинком, такая латунь впервые была получена в Англии в 1781 году. В Западной Европе и России в XIX веке латунь использовали в качестве поддельного золота.
Латунь имеет плотность — 8300—8700 кг/м³, удельную теплоёмкость при 20 °C — 0,377 кДж·кг−1·K−1 и удельное электрическое сопротивление — (0,07-0,08)×10−6 Ом·м. Температура плавления латуни в зависимости от состава достигает 880—950 °C. Латунь плавится при температуре ниже точки плавления меди, с увеличением содержания цинка температура плавления понижается. Латунь достаточно хорошо сваривается и прокатывается. Хотя поверхность латуни, если не покрыта лаком, чернеет на воздухе, в общем, она лучше сопротивляется действию атмосферы, чем медь и намного медленней изнашивается. Латунь имеет жёлтый цвет и отлично полируется, поэтому широко используется в качестве недорогих декоративных покрытий и изделий «под золото».
Латунь имеет жёлтый цвет и отлично полируется, поэтому широко используется в качестве недорогих декоративных покрытий и изделий «под золото».
Варьирование температуры обработки и массовой доли (и состава) примесей позволяет получать различные механические свойства латуней. Некоторые латуни куются и обрабатываются только «на холодную», некоторые – только при определенном нагреве. Но все латуни, при нагреве около 90% от точки плавления, становятся хрупкими, что позволяет их дробить в мелкодисперсный «песок».
Висмут и свинец оказывают вредное влияние на латунь, уменьшая способность к деформации в горячем состоянии.
Благодаря хорошей обрабатываемости давлением в горячем и холодном состояниях, высоким механическим свойствам, красивому цвету и сравнительной дешевизне, латуни являются самыми распространёнными из медных сплавов. Легкость обработки позволяет получать латунные листы, ленты, прутки, трубы, вить пружины и ламели, пружинные контакты, проволоку, а также штамповать детали любой сложности (деформируемые латуни), изготавливать отливки (литейные латуни, При увеличении содержания цинка, цвет латуни изменяется от красноватого до светло-желтого.
Простые латуни это сплавы меди только с цинком. Латуни, содержащие до 10% Zn, называют томпаками, а от 10 до 20% — полутомпаками. Такие сплавы, отличаются хорошей коррозионной стойкостью и повышенной пластичностью, их используют для изготовления радиаторных и конденсаторных труб, листов и ленты для плакирования стали. Латунь, содержащую около 30% Zn и способную к глубокой вытяжке, называют патронной и широко применяют для изготовления изделий холодной штамповкой, а также прессованием и волочением. Латуни используются также в общем машиностроении, приборостроении, теплотехнике и многих др. отраслях промышленности.
Для улучшения механических, антикоррозионных и других свойств, к двойным сплавам меди с цинком добавляют алюминий, олово, железо, марганец, никель, кремний, свинец и другие элементы (в сумме примерно до 10%). Многокомпонентные (или специальные) латуни называют алюминиевыми, кремнистыми, алюминиево-никелевыми, железомарганцовистыми и т. п. Латунь, содержащая около 15% Zn и 0,5% Al, имеет красивый золотистый цвет и повышенную стойкость против атмосферной коррозии; такой сплав используют как заменитель золота для знаков отличия и художественных изделий. Латуни с добавкой до 1,5% Sn (так называемые морские латуни) имеют повышенную стойкость против коррозии в морской воде. Добавка свинца (до 3%) делает стружку ломкой и позволяет получать при обработке резанием поверхность высокой чистоты (автоматная латунь). Свинцовистые латуни применяются в автомобильной и часовой промышленности (часовые латуни).
п. Латунь, содержащая около 15% Zn и 0,5% Al, имеет красивый золотистый цвет и повышенную стойкость против атмосферной коррозии; такой сплав используют как заменитель золота для знаков отличия и художественных изделий. Латуни с добавкой до 1,5% Sn (так называемые морские латуни) имеют повышенную стойкость против коррозии в морской воде. Добавка свинца (до 3%) делает стружку ломкой и позволяет получать при обработке резанием поверхность высокой чистоты (автоматная латунь). Свинцовистые латуни применяются в автомобильной и часовой промышленности (часовые латуни).
Многие латуни, содержащие более 20—30% Zn, склонны к коррозионному растрескиванию из-за одновременного действия остаточных напряжений в изделии и коррозионного воздействия аммиака, а также сернистого газа во влажной атмосфере. Это явление называют сезонной болезнью латуни, т. к. усиленное коррозионное растрескивание происходит в месяцы с повышенной влажностью воздуха. Растрескивание предотвращают, применяя отжиг для уменьшения остаточных напряжений (при 250—300°С).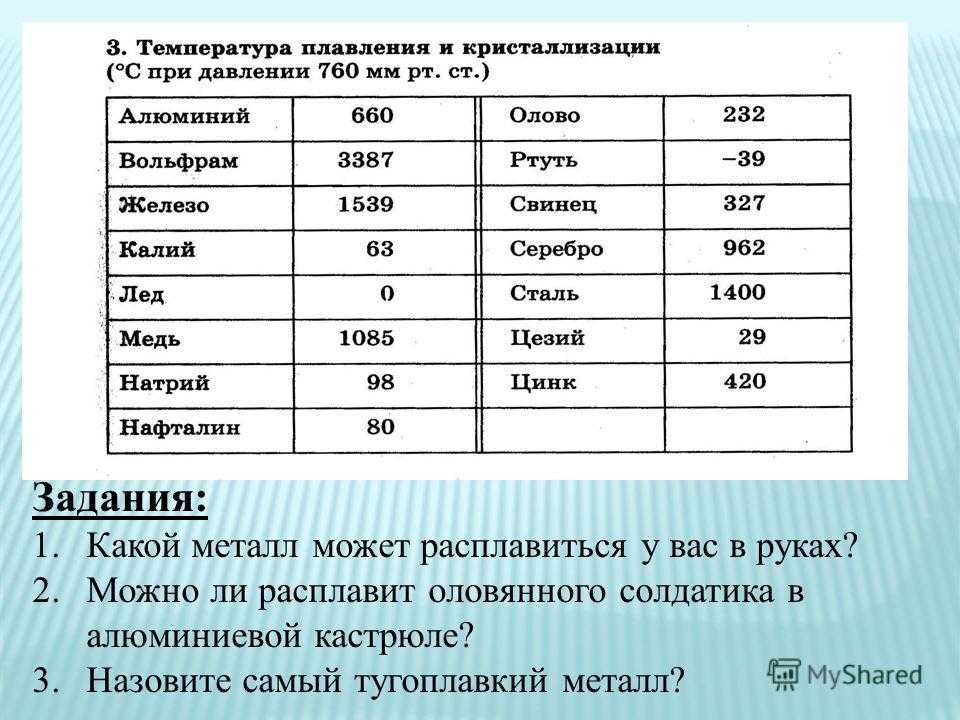
Порядок маркировки
Принята следующая маркировка. Сплав латуни обозначают буквой «Л», после чего следует буквы основных элементов, образующих сплав. В марках деформируемых латуней первые две цифры после буквы «Л» указывают среднее содержание меди в процентах. Например, Л70 — латунь, содержащая 70 % Cu. В случае легированных деформируемых латуней указывают ещё буквы и цифры, обозначающие название и количество легирующего элемента, ЛАЖ60-1-1 означает латунь с 60 % Cu, легированную алюминием (А) в количестве 1 % и железом в количестве 1 %. Содержание Zn определяется по разности от 100 %. В литейных латунях среднее содержание компонентов сплава в процентах ставится сразу после буквы, обозначающей его название. Например, латунь ЛЦ40Мц1,5 содержит 40 % цинка (Ц) и 1,5 % марганца (Мц).
Деформируемые латуни
Томпак (фр. tombac, от малайск. tambaga — медь) — латунь с содержанием 90—97% меди. Обладает высокой пластичностью, антикоррозионным и антифрикционными свойствами, хорошо сваривается со сталью, его применяют для изготовления биметалла сталь-латунь. Благодаря золотистому цвету, томпак используют для изготовления художественных изделий, знаков отличия и фурнитуры.
Обладает высокой пластичностью, антикоррозионным и антифрикционными свойствами, хорошо сваривается со сталью, его применяют для изготовления биметалла сталь-латунь. Благодаря золотистому цвету, томпак используют для изготовления художественных изделий, знаков отличия и фурнитуры.
Двойные деформируемые латуни
Марка | Область применения
|
Л96, Л90, Л85, Л80 | Детали машин, приборов теплотехнической и химической аппаратуры, змеевики, сильфоны и др. |
Л70 | Гильзы химической аппаратуры, отдельные штампованные изделия |
Л68 | Большинство штампованных изделий |
Л63 | Гайки, болты, детали автомобилей, конденсаторные трубы |
Л60 | Толстостенные патрубки, гайки, детали машин |
Многокомпонентные деформируемые латуни
Марка | Область применения |
ЛА77-2 | Конденсаторные трубы морских судов |
ЛАЖ60-1-1 | Детали морских судов. |
ЛАН59-3-2 | Детали химической аппаратуры, электромашин, морских судов |
ЛЖМа59-1-1 | Вкладыши подшипников, детали самолетов, морских судов |
ЛН65-5 | Манометрические и конденсаторные трубки |
ЛМц58- 2 | Гайки, болты, арматура, детали машин |
ЛМцА57-3-1 | Детали морских и речных судов |
ЛO90-1, ЛO70-1, ЛO62-1, ЛO60-1 | Конденсаторные трубы теплотехнической аппаратуры |
ЛС63-3, ЛС74-3 | Детали часов, втулки |
ЛС64-2 | Полиграфические матрицы |
ЛС60-1, ЛС59-1 | Гайки, болты, зубчатые колеса, втулки |
ЛЖС58-1-1 | Детали, изготовляемые резанием |
ЛК80-3 | Коррозионностойкие детали машин |
ЛМш68-0,05 | Конденсаторные трубы |
ЛАНКМц75- 2- 2,5- 0,5- 0,5 | Пружины, манометрические трубы |

Литейные латуни
Марка | Область применения |
ЛЦ16К4 | Детали арматуры |
ЛЦ23А6ЖЗМц2 | Массивные червячные винты, гайки нажимных винтов |
ЛЦЗОАЗ | Коррозионно-стойкие детали |
ЛЦ40С | Литые детали арматуры, втулки, сепараторы, подшипники |
ЛЦ40МцЗЖ | Детали ответственного назначения, работающие при температуре до 300 °C |
ЛЦ25С2 | Штуцера гидросистемы автомобилей |
Большую часть лома латуни, поступающего на наш приемный пункт, составляют различные сантехнические детали, краны, фланцы, метизы, обрезки труб, радиаторы и змеевики.
 Часто встречаются латунные вкладыши, сепараторы подшипников, различные токарные детали — втулки, переходники, шпильки и прочее. Лом электротехнической латуни — трущиеся контакты и втулки валов, различные щетки и токосъемники.
Часто встречаются латунные вкладыши, сепараторы подшипников, различные токарные детали — втулки, переходники, шпильки и прочее. Лом электротехнической латуни — трущиеся контакты и втулки валов, различные щетки и токосъемники.Поскольку латунь применяется в промышленности довольно широко, образуется большое количество латунной стружки. Данный вид отходов латуни получается при механической обработке латунных заготовок, такой как фрезерование, сверление, токарная обработка.
ООО «Красмет» закупает весь спектр лома и отходов латуни и других медных сплавов.
В случае, если Вы хотите продать лом и отходы латуни или других медных сплавов, заключить договор о поставках металлолома в адрес нашей компании, заказать вывоз металлолома, а также получить информацию по вопросам приема металлолома, ценам на металлолом на момент сдачи, позвоните нам и Вас сориентируют по ценам и условиям покупки лома и отходов латуни и стоимости услуг.
Телефоны специалистов:
+7 391 293 30 32
Так же обратиться к нам можно по электронной почте:
Припой + Аноды, графит, припой… › Русский металл
Припой COLMONOY 226a. Никелевый припой 226а (колмоной) прекрасно подходит для наплавки и напыления газотермическим методом, ремонта сильно изношенных деталей для агрессивных сред и высоких нагрузок. Благодаря этому припою можно значительно продлить срок полезной эксплуатации изделий. Можно встретить колмоной 226а в стекольной промышленности – например, при реставрации пресс-форм. Состав: Ni – 97%. Твердость по Бриннелю 16-22. Пониженная температура плавления. Выпускается в порошке.
Припой 35А. Алюминиевый припой 35А часто выпускается в прутках, чушках (или слитках), а также проволоке и порошке. Так как плавится при t от 577 до 630°C – идеален для пайки заготовок из Al, изделий из его сплавов и прочих компонентов. Содержание основного компонента — 72%, остальное – Cu, Si. Припой 35А дает надежное и прочное соединение.
Припой 35А дает надежное и прочное соединение.
Припой А4047. С пайкой алюминиевых изделий отлично справится припой А4047 с содержанием основного элемента 86,5%. В примесях – Si, Fe, Cu, Mn, Mg, Zn. Это текучий, пластичный материал, с коррозионной стойкостью. Чаще всего в продаже можно найти прутки и проволоку. Плавится при 570°C, а при 580-600°C уже можно паять. Предел прочности – 2,464 г/куб.см.
Припой АВИА-1. Специальный низкотемпературный припой АВИА-1, который плавится при 200°C и требует к себе осторожного отношения из-за своей токсичности, обусловленной наличием кадмия. Представляет собой композицию Sn 55%, Cd 20% b Zn 25%. АВИА-1 можно использовать для ответственных деталей, которые работают в сложных условиях, а также для токоведущих из Al и сплавов.
Припой АВИА-2. Как и АВИА-1, припой АВИА-2 – специальный припой, для эффективной спайки алюминиевых деталей, работающих в сложных условиях. Однако, температура плавления припоя АВИА-2 выше, чем у своего предшественника на 50°C.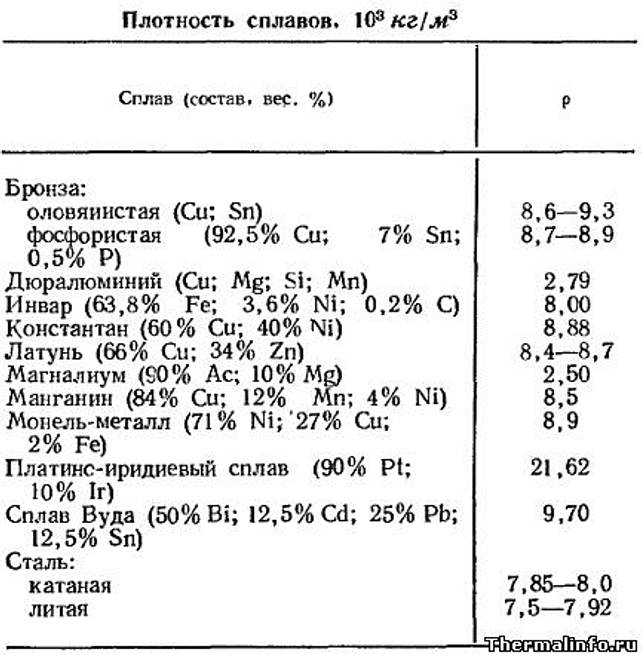 Но, из-за кадмия, такой же токсичный. Помимо Cd и Al, в составе содержатся Sn, Zn.
Но, из-за кадмия, такой же токсичный. Помимо Cd и Al, в составе содержатся Sn, Zn.
Припой АКД-12. Припой АКД-12 представляет из себя эвтектический, силуминовый порошковый припой, благодаря которому можно получить однородные и прочные соединения. Плавится при 580°C, предел прочности 147 МПа, плотность – 2,6 г/куб.см. Отлично подходит для пайки изделий на основе Al и сплавов. Изделия после пайки могут использоваться в активных средах.
Припой АМг-5. Алюминиевый припой АМг-5, который продается во многих формах: лист, пруток, лента, профиль, проволока. Основной компонент – алюминий. Предел прочности этого припоя составляет 270 МПа. Пайка может происходить при 200-300°С.
Припой АНМц 0,6-4-2. Никелевый припой АНМц 0,6-4-2 относится к высокотемпературным (850-1100°C) припоям. Чаще всего применяется для инструмента из твердых сплавов. Как правило, изделия, паянные этим припоем, испытывают высокие нагрузки на шов. Наиболее часто выпускается в лентах и порошках.
Припой ВПр11-40Н. Порошковый никелевый припой ВПр11-40Н является высокотемпературным (980-1020°C) припоем и обеспечивает прочность на срез 260-300 МПа. Может заполнять зазоры до 1 мм. Позволяет совмещать пайку и термообработку. Его соединения жаростойкие, с минимальной эрозией. Чаще всего применяется для тонкостенных конструкций, литых деталей из жаропрочных сплавов. Используется в машиностроении, авиастроении, электротехнике и других сферах промышленности. Также припой ВПр11-40Н отлично подойдет для пайки в вакууме.
Порошковый никелевый припой ВПр11-40Н является высокотемпературным (980-1020°C) припоем и обеспечивает прочность на срез 260-300 МПа. Может заполнять зазоры до 1 мм. Позволяет совмещать пайку и термообработку. Его соединения жаростойкие, с минимальной эрозией. Чаще всего применяется для тонкостенных конструкций, литых деталей из жаропрочных сплавов. Используется в машиностроении, авиастроении, электротехнике и других сферах промышленности. Также припой ВПр11-40Н отлично подойдет для пайки в вакууме.
Припой ВПр14. Порошковый припой ВПр14 на никелевой основе обеспечит вашим соединениям высокую жаропрочность. Идеально подойдет для пайки и реставрации деталей, заготовок и изделий из жаропрочных сплавов.
Припой ВПр2. Медно-марганцево-никелевый припой ВПр2 (Cu 66-72%, Mn 22-26%) встречается в продаже в листах, прутках, фольге, проволоке, полосах. Самофлюсующийся. Высокотемпературный (960-980°C), по свойствам схож с серебряными припоями, но в некоторых свойствах их превосходит. Пластичность, текучесть, плотность 8,1 г/куб.см. Подходит для пайки нержавеющих сталей в среде аргона, для сталей марок 12X13, 0SX17H5M3 (Х17Н5МЗ), 12Х25Н16Г7АР (ЭИ835), 12Х18Н10Т, 08Х15Н5Д2Т (ВНС-2), ХН78Т (ЭИ435). Например, стальные заготовки марки 12Х18Н9Т, паянные этим припоем, могут непродолжительное время работать при температуре до 500°C. Применяется также в пайке и лужении тугоплавких сталей, керамики, графита в жидких и неагрессивных газообразных средах. Используется в авиастроении.
Пластичность, текучесть, плотность 8,1 г/куб.см. Подходит для пайки нержавеющих сталей в среде аргона, для сталей марок 12X13, 0SX17H5M3 (Х17Н5МЗ), 12Х25Н16Г7АР (ЭИ835), 12Х18Н10Т, 08Х15Н5Д2Т (ВНС-2), ХН78Т (ЭИ435). Например, стальные заготовки марки 12Х18Н9Т, паянные этим припоем, могут непродолжительное время работать при температуре до 500°C. Применяется также в пайке и лужении тугоплавких сталей, керамики, графита в жидких и неагрессивных газообразных средах. Используется в авиастроении.
Припой ВПр35. Оловянно-свинцовый припой ВПр35 плавится при 200°C. Может заменить собой серебросодержащий припой и обеспечить на 20-40% более прочное соединение. Прекрасно противостоит коррозии, его можно использовать в любых климатических условиях без ЛКМ покрытия. Применяется в авиастроении. В продаже идет чаще всего в виде проволоки.
Припой ВПр40. Оловянно-свинцовый припой ВПр40 плавится при 250°C. Применяется в авиастроении. В продаже чаще всего встречается в виде проволоки и чушек.
Припой ВПр7. Медный припой ВПр7 дает качественные и надежные соединения, отличающиеся высокой прочностью.
Припой ВПр8. Никелевый припой ВПр8 относится к высокотемпературным припоям (плавится при 1130-1140°C). Основной элемент – Ni 41-51%, остальное — примеси Si, Nb, Co, V, Mn. Плотность припоя равна 7,6 г/куб.см. Выпускается в форме лент и других изделий. Прекрасно подходит для пайки в вакууме.
Припой ВПр9. Припой ВПр9 основан на серебре, известен также под маркой ПсрМО-5. Температура плавления этого припоя составляет 215-240°C. Чаще всего этот припой используется для соединения и лужения никеля, меди и сплавов, с посеребренной керамикой. Выпускается в проволоке и полосах.
Припой Г40НХ. Марганцевый припой Г40НХ (Mg 40%) подходит для молибдена и стали марок 14Х17Н2 (ЭИ268), 0SX17H5M3 (Х17Н5МЗ), 12Х25Н16Г7АР (ЭИ835), 09Х15Н8Ю (Х15Н9Ю), 12Х18Н10Т, 12X21 Н5Т (ЭИ811), 08Х15Н5Д2Т (ВНС-2), 10X11 h30T3P (ЭИ690), 10Х12Н22ТЗМР (ЭИ6Э6М) ЭП-105, НХ35ВТЮ (ЭИ787), ХН78Т (ЭИ435), ХН75МБТЮ (ЭИ602), ХН60ВТ (ЭИ868), ХН77ТЮР (ЭИ437Б), ХН70ВМТЮ (ЭИ617). Выпускается в лентах и полосах.
Выпускается в лентах и полосах.
Припой Г70НХ. Марганцевый припой Г70НХ (Mg 70%) дает хорошие, плотные швы без дефектов. Допкомпоненты – никель, хром. Подходит для соединения молибденовых и стальных заготовок. В продаже встречается в лентах и полосах.
Припой ГФК. Порошковый многокомпонентный медно-цинковый припой ГФК содержит: Cu 74%, Zn 7%. Плавится при 1180°C.
Припой Л62. Латунный медно-цинковый припой Л62 отлично подходит для соединения бронзовых, никелевых изделий, а также для деталей из стали и латуни. Плюс этого припоя – температура плавления (800-1120°C) ниже, чем у соединяемых деталей. К минусам можно отнести изменение химического состава из-за выгорания цинка, но проблема решается присадкой кремния. Нельзя также использовать этот припой для ответственных деталей, подвергающимся высоким нагрузкам. Предел прочности на растяжение 40,6-44,8 кг/кв.мм. Сопротивление срезу 25,0-33,3 кг/кв.мм. Угол загиба 30-10-2°. Выпускается в прутах, пасте, гранулах.
Припой Л63. Латунный медно-цинковый припой Л63 отлично подходит для соединения бронзовых, никелевых изделий, а также для деталей из стали и латуни. Температура плавления 950°C.
Латунный медно-цинковый припой Л63 отлично подходит для соединения бронзовых, никелевых изделий, а также для деталей из стали и латуни. Температура плавления 950°C.
Припой Л68. Латунный медно-цинковый припой Л68 подходит для соединения бронзовых, никелевых изделий, а также для деталей из стали и латуни.
Припой ЛК 62-0,5. Латунный припой ЛК 62-0,5 отличается высокой износостойкостью и противостоянию коррозии. Благодаря отличной пластичности можно получить соединение высокой плотности. Относится к биологически безвредным припоям. Его можно охарактеризовать как долговечный и надежный. Применяется в разных областях промышленности. Выпускается в прутках, проволоке, чушках.
Припой ЛМцЖ 57-1,5-0,75. Специальный медно-цинковый припой ЛМцЖ 57-1,5-0,75 содержит меди 56-58%. Из-за температуры плавления (873°C) и жидкотекучести этот припой дает вполне удовлетворительные соединения для изготовления и ремонта инструмента (дереворежущего в том числе), пластин из твердых сплавов. В продаже встречается в виде пластин, лент.
В продаже встречается в виде пластин, лент.
Припой ЛНКоМц 49-9-0,2-0,2. Высокотемпературный латунный припой ЛНКоМц 49-9-0,2-0,2 выпускается в виде проволоки, пластин, таблеток. Подойдет для пайки меди, цинка и твердых сплавов. Чаще всего применяется для инструмента.
Припой ЛНМц 49-9-0,2. Латунный многокомпонентный припой ЛНМц 49-9-0,2 плавится при 910-955°C, выпускается в таблетках, пасте с флюсом. Подходит для пайки металлообрабатывающего инструмента.
Припой ЛНМц 60-9-5. Латунный многокомпонентный припой ЛНМц 60-9-5, высокотемпературный припой , температура плавления 949-995°C. Используется для фрез дорожных машин, горнорежущего инструмента из твердых сплавов. Выпускается в пасте, порошках, таблетках, пластинах.
Припой ЛО 60-1. Латунный многокомпонентный припой ЛО 60-1 плавится при 900°C. Основных элементов: Cu 59-61%, Zn 36,5-40%. Плотность припоя равна 8,5 г/куб.см. Сопротивление на разрыв 360-540 Мпа в зависимости от сплава, который может быть твердым или мягким.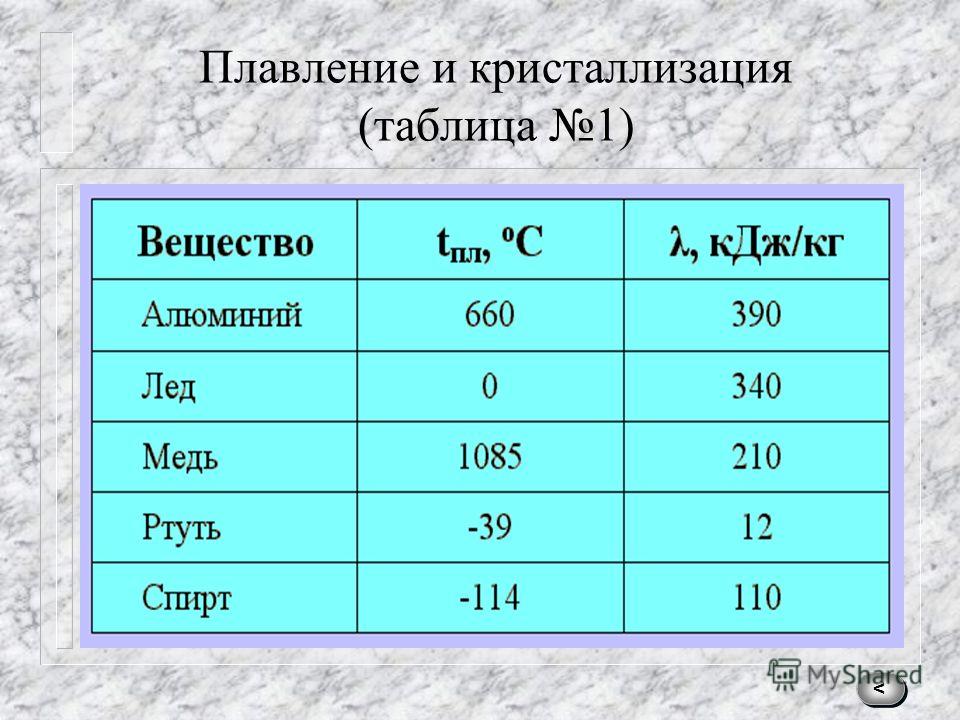 Твердость материала 145-155 Мпа. Идеален для конденсаторных труб, теплотехнической аппаратуры. При работе следует соблюдать технику безопасности.
Твердость материала 145-155 Мпа. Идеален для конденсаторных труб, теплотехнической аппаратуры. При работе следует соблюдать технику безопасности.
Припой ЛОК 62-0,6-0,4. Латунный многокомпонентный припой ЛОК 62-0,6-0,4 с высокими показателями по прочности. Он позволяет получать высокопрочные соединения. Предел прочности на растяжение 41,0-45,0 кг/кв.мм. Сопротивление срезу 30,2-33,4 кг/кв.мм. Угол загиба 62,86°. Выпускается в прутках, в виде проволоки и слитков. Используется преимущественно для меди и сплавов, а также латуни, бронзы, стали.
Припой МТ4047. Многокомпозитный припой МТ4047, предел прочности которого – 2,646 г/куб.см, а температура плавления 570°C. Основные элементы: Al 86,5%, Si 12%, Fe 0,8%, Cu 0,3%. Припой дает высокую сопротивляемость коррозии готового соединения. Пайка осуществляется при 580-600° соединений из Al + Al, Al + Cu. Уместен для пайки рам, систем кондиционирования, тонкостенных алюминиевых элементов, радиаторов, автомобильных кондиционеров.
Припой МФ10. Медно-фосфорный высокотемпературный припой МФ10 отлично заполняет зазоры между деталями, позволяет получить шов высокого качества и прочности. Плавится при 714-820°C. Идет для пайки медных изделий. Используется при производстве электродвигателей, трансформаторов, шинопроводов, генераторов.
Медно-фосфорный высокотемпературный припой МФ10 отлично заполняет зазоры между деталями, позволяет получить шов высокого качества и прочности. Плавится при 714-820°C. Идет для пайки медных изделий. Используется при производстве электродвигателей, трансформаторов, шинопроводов, генераторов.
Припой МФ2. Медно-фосфорный высокотемпературный припой МФ2 с содержанием Сu 90-91,5%, Р 8,5-10,0%. Плотность составляет 8,4 г/куб.см. Плавится при 707-850°C. Часто используется для газопламенной бесфлюсовой пайки меди и медных сплавов в восстановительных средах, а также — с погружением в расплавы солей. Выпускается в лентах.
Припой МФ3. Медно-фосфорный высокотемпературный припой МФ3 с содержанием Сu 91,5-93%, Р 7,0-8,5%. Плотность составляет 8,5 г/куб.см, плавление происходит при 714-860°C. Преимущественно используется в газопламенной бесфлюсовой пайке Cu и сплавов в восстановительных средах, с погружением в расплавы.
Припой МФ4. Медно-фосфорный высокотемпературный припой МФ4 (плавится при 714-820°C). Применяется для соединения медных изделий, а также в производстве электродвигателей, трансформаторов, шинопроводов, генераторов. Выпускается в лентах и прутках.
Применяется для соединения медных изделий, а также в производстве электродвигателей, трансформаторов, шинопроводов, генераторов. Выпускается в лентах и прутках.
Припой МФ9. Медно-фосфорный высокотемпературный припой МФ9 (плавится при 714-820°C). Прекрасно заполняет зазоры между спаянными изделиями. Позволяет получить прочный и качественный шов. Выпускается в лентах.
Припой МцФЖ 24-6-0,75. Специальный марганцевый припой МцФЖ 24-6-0,75 с температурой плавления 690°C, пределом прочности 220 Мпа, плотностью 7800 кг/куб.м. Превосходный припой для газоплазменной и индукционной пайки, в печи и методом погружения в расплав. Подходит для конструкционных узлов РЭА без переменных нагрузок. Используется в качестве частичной замены серебряных припоев в паяных швах, не рассчитанных на прочность. Паяемые материалы — медные сплавы. Форма выпуска — прутки.
Припой П-100М. Высокотемпературный припой П-100М (860-890°C). Его основа – Cu, Zn, Mn. Обеспечивает прочность паяного изделия – 216-225 Мпа. Часто используется для индукционной пайки твердых сплавов ВК, ТК, нержавеющей стали, чугуна при обдирке, чистовой и черновой обработки металла. Применяется также для пайки малоразмерных пластин до 5 мм. Форма выпуска — таблетки, порошок.
Часто используется для индукционной пайки твердых сплавов ВК, ТК, нержавеющей стали, чугуна при обдирке, чистовой и черновой обработки металла. Применяется также для пайки малоразмерных пластин до 5 мм. Форма выпуска — таблетки, порошок.
Припой П-14. Высокотемпературный припой П-14 (640-680°C). Его основа – Cu, P (фосфор) 5,3-6,3%, Sn (олово) 3,5-4,5%. Обеспечивает прочность паянных соединений из латуни равной 290-320 Мпа. Подходит для соединения меди и сплавов, серебра. При пайке медных изделий можно не использовать флюс. Часто используется в холодильниках, теплообменниках, калориферах, кондиционерах, бытовых смесителях, волноводах, электромашинах высокой мощности и т.д.
Припой П-14К (калиброванный). Высокотемпературный калиброванный медно-фосфорный припой П-14К с примесью олова. Состав: Cu (медь) — основа, P (фосфор) 5,3-6,3%, Sn (олово) 3,5-4,5%. Плавление происходит при 640-680°C. Пайка в печи происходит при 800-820°C, а в газовом пламени — при температуре равной 720-740°C. Припой дает прочность латунных соединений 290-320 Мпа, ударная вязкость разрушения которых 1,5-3,0 кДж*м/кв.см. Подходит в качестве замены серебра на 45%. Часто используется для паяных соединений меди, ее сплавов и серебра. При пайке меди можно не применять флюс. Часто используется для холодильников, теплообменников, калориферов, кондиционеров, бытовых смесителей, волноводов, электромашин высокой мощности и т.д. Форма выпуска — прутки, проволока, лента, кольца, закладные элементы сложной формы для автоматической пайки.
Припой П150А. Низкотемпературный (плавление 150-170°C) цинковый припой П150А содержит цинка 2,6%, олова – 38%, остальное составляет кадмий. Плотность равна 8,0 г/куб.см. Незаменим для пайки изделий из алюминиевых сплавов и неметаллических материалов с алюминиевым покрытием.
Припой П200А. Легкоплавкий оловянно-цинковый припой П200А плавится при 200°C. Содержание элементов в составе: Sn 89-91%, Zn 9-11%. Примеси отсутствуют. Используют преимущественно для пайки алюминия и алюминиевых сплавов, меди. Форма выпуска — чушки, прутки.
Форма выпуска — чушки, прутки.
Припой П-21. Высокотемпературный припой П-21 имеет следующий химический состав: Cu 55-57%, Zn 34-37%, Sn 7%, Ni – остальное. Плавление происходит при 800-830°C. Температура пайки осуществляется при рабочей температуре 850-890°C. Используется для соединения тонкостенных стальных деталей, а также пайки сверхпрочных конструкций. Отлично подходит для пайки меди, никеля и его сплавов, стали.
Припой П250А. Низкотемпературный припой П250А имеет следующий химический состав: Sn (олово) 80%, Zn (цинк) 20 %, Cu (медь) 0,15%. Плавление происходит при 200-250°C. Температура пайки 300°C. Физические характеристики: временное сопротивление разрыву 44,1 МПа, удельное электрическое сопротивление 10,6 Ом*м, плотность 7030 кг/куб.м. Наиболее часто припой П250А используют для лужения проводов из алюминия и сплавов.
Припой П300Б на 80% состоит из цинка, остальное – Al, Cu. Плавится при 410°C, для пайки идеальная температура — 700-750°C. Часто используется для пайки методом заливки алюминиевых проводов с деталями из меди.
Припой П425А представляет из себя сочетание Al (20%), Cu (15%), Zn (65%). Температура плавления равна 415-425°C, пайку рекомендуется осуществлять при 440-460°C. Используется для пайки алюминиевых изделий и сплавов АМц, АМг, Д16, Д20, АЛ2, АП9, АЛ11 и других.
Припой П-47 плавят из: Cu 43-45%, Mn 9,5-1,05%, Ni 2-4%, Sn 3,5-4,5%, Zn – остальное. Температура плавления равна 760-810°C, пайка всегда проводится при более высоких температурах – в этом случае при 840-860°C. Прочность на срез составляет 290-310 МПа. Припой П-47 используется для твердосплавного инструмента (в том числе высоконагруженного), высокопрочных сталей, компрессоров, и т.д. Отлично подходит для соединения твердых сплавов стали, меди, никеля и их сплавов. Форма выпуска — проволока, лента.
Припой П-81 представляет собой состав: Cu 52-54%, Zn 32-36%, P 6-7%, Ni 6-7 %. Температура плавления этого припоя равна 630-660°C, пайка происходит при 680-700°C. Предел прочности соединения на срез 170 МПа, герметичность под давлением не более 16 атм. Припой П-81 подходит для пайки, например, в производстве часов, холодильного оборудования, термодатчиков, теплообменников, калориферов и т.д. Идеален для соединения никеля, меди, серебра, чугуна, стали, различных сплавов и их сочетаний. Форма выпуска — прутки, проволока, закладные элементы.
Припой П-81 подходит для пайки, например, в производстве часов, холодильного оборудования, термодатчиков, теплообменников, калориферов и т.д. Идеален для соединения никеля, меди, серебра, чугуна, стали, различных сплавов и их сочетаний. Форма выпуска — прутки, проволока, закладные элементы.
Припой П-87 плавится при 1140°C и отлично подходит для стальных конструкций. В продаже встречается в порошке.
Припой ПАН-212 пользуется спросом для пайки и лужения в радиотехнике, электронике, теплоэнергетической промышленности, а также в авиа- и машиностроении, производстве инструментов и некоторых других направлениях.
Припой ПАН-21ку входит в группу многокомпонентных латунных припоев. Предназначен для пайки твердых сплавов, режущего инструмента (дисковые пилы, фрезы, коронки), испытывающего вибрационные и ударные нагрузки.
Припой ПВ209. Процесс пайки происходит при t 600-850°C. Припой ПВ209 подходит для соединения заготовок конструкций из стали, Cu и сплавов, к которым предъявлены повышенные требования стойкости против коррозии и надежности соединения.
Припой ПД63Цн. Является аналогом ПАН-212. Пайка этим припоем инструмента из твердых сплавов типа ВК и ТК осуществляется при 1015°C.
Припой ПДОл5П7. Порошковый композитный медный припой ПДОл5П7, активно использующийся совместно с флюсом ПВ209 для ручной и автоматической пайки при температуре 700-720°C. Этим припоем можно соединять медные детали и изделия на основе медных сплавов. Также ПДОл5П7 можно использовать как достойную замену ПСр45 и ПСр25. Прочность соединения отличная – 180-200 МПа.
Припой ПЖ60НХБ. Самофлюсующийся припой ПЖ60НХБ активно используется при ремонте, наплавке и изготовлении составного инструмента из стали с высокой режущей способностью. Тем не менее, подойдет и для неметаллических материалов. Основа данного припоя – Fe 46%, остальные компоненты – Ni 35%, Cr 16%, Ti 1,2%. T пайки=1185°C. Прочность соединения – 400 МПа.
Припой ПЖК-35 отлично подходит для стали марок НХ35ВТЮ (ЭИ787), ХН62МВКЮ (ЭИ867), 12X21 Н5Т (ЭИ811), 12Х18Н9.
Припой ПИ-25, Самофлюсующийся припой ПИ-25. Основа – Cu. Используют для небольшого инструмента, твердосплавных пил и фрез, электроконтактных установках. Пайка осуществляется в пределах 880-930°C, прочность соединения на срез составляет 270-300 МПа. Продается в виде порошка, пасты и ленты.
Основа – Cu. Используют для небольшого инструмента, твердосплавных пил и фрез, электроконтактных установках. Пайка осуществляется в пределах 880-930°C, прочность соединения на срез составляет 270-300 МПа. Продается в виде порошка, пасты и ленты.
Припой ПК60Ц-40 используется преимущественно для наружных деталей различных приборов из оцинкованной стали, цинковых и медных сплавов. В его составе: цинка 40%, кадмия 60%. Плавится при 310°C.
Припой ПМ-17. Медно-марганцевый припой ПМ-17. Используется в тех же сферах, что и остальные припои аналогичных качеств, как, например, ВПр2: для пайки и лужения деталей и изделий из нержавеющих и тугоплавких сталей, керамики, графита в жидких и неагрессивных газообразных средах: например, аргоновых.
Припой ПМГ-9. Медно-германиевый припой ПМГ-9 незаменим для пайки керамики и сплавов. В продаже чаще встречаются проволока и лента. Применяется в моторостроении, а также машиностроении и электронике.
Припой ПМГРН 10-1,5В. Медно-германиевый припой ПМГРН 10-1,5В незаменим для пайки керамики и сплавов. В продаже чаще встречаются проволока и лента.
В продаже чаще встречаются проволока и лента.
Припой ПМОФЦр 6-4-0,03. Медно-фосфорный высокотемпературный припой ПМОФЦр 6-4-0,03, температура плавления которого составляет 610°C, а плотность — 7,2 г/куб.см. Химический состав: Сu около 87%. Часто используется в газопламенной бесфлюсовой пайки для соединения изделий из меди и сплавов. А также методом погружения в расплавы солей в восстановительных средах.
Припой ПМФ3. Медно-фосфористый припой ПМФ3, где меди 91,5-93%, фосфора 7-8,5%. Температура плавления равна 725-860°C. Успешно используется для пайки медных изделий и заготовок из медных сплавов, в том числе различных токоведущих частей машин и аппаратов.
Припой ПМФ6. Медно-фосфористый припой ПМФ6 используется для соединения меди и её сплавов, в том числе различных токоведущих частей машин и аппаратов. Готовые изделия лучше не подвергать ударным и изгибающим нагрузкам.
Припой ПМЦ-38. Медно-цинковый припой ПМЦ-38 содержит меди 60-68%, плавится при 700-950°C. Подходит для соединения медных деталей и изделий из медных сплавов.
Подходит для соединения медных деталей и изделий из медных сплавов.
Припой ПМЦ-48. Медно-цинковый припой ПМЦ-48, где меди 46-50%, цинка 54-60%. Плавится этот припой при 860-870°C. Физические показатели: предел прочности на растяжение 27,8-34,0 кг/кв. мм или 220 МПа, сопротивление срезу 18,0-25,0 кг/кв. мм, угол загиба 5-25°. Используется для паяных соединений медных изделий и заготовок из медных сплавов при температуре плавления выше 900°. Рекомендуется использовать для деталей, которые не подвергаются изгибу, вибрации, ударным нагрузкам.
Припой ПОВи-0,5. Оловянно-висмутовый припой ПОВи-0,5 отличается высокой устойчивостью к коррозии, что свойственно оловянным покрытиям. Аналогично ПОИН 92, он широко применяется в качестве защитного слоя для соединяемых деталей. Припой востребован в радиоэлектронике, он заметно улучшает антифрикционные и антикоррозионные свойства изделий, а также обеспечивает хорошую паяемость. У олова ест недостатки, которые нейтрализуются содержанием висмута.
Припой ПОИн-50. Легкоплавкий бессвинцовый припой ПОИн-50 содержит 50% олова. Превосходно подходит для пайки и лужения блоков РЭА и микродеталей ячеек, например, для изделий СВЧ. При 175°C происходит плавление припоя. Плотность ПОИн-50 составляет 9375 кг/куб. м.
Припой ПОМ-1 — разновидность оловянно-медных припоев. Используется в основном для низкотемпературной и капиллярной пайки. Например, с его помощью можно произвести пайку медных фитингов из чистой меди или ее сплавов. Используются такие фитинги и трубы в горячем и холодном водоснабжении, в системах охлаждения, а также водяного отопления, водоочистных сооружениях, канализации и газопроводах.
Припой ПОМ-3 – это композиция из основного элемента — олова, с добавлением не более 3,5% меди. ПОМ-3 оптимально подходит для соединения деталей из тех сплавов, в составе которых преобладающие компоненты — олово и медь. Плавится ПОМ-3 при температуре в 230-250°C. При соблюдении технологии пайки вы получите прочное и надежное соединение.
Припой ПОС 45. Оловянно-свинцовый припой ПОС 45, в составе которого Sn 45%, Pb 55%. Хорошо справляется с лужением и пайкой электроаппаратуры, заготовок из оцинкованного железа. Дает надежное, герметичное соединение.
Припой ПОС 51. Оловянно-свинцовый припой ПОС 51, в составе которого Sn 51%, Pb 49%. Хорошо справляется с лужением и пайкой электроаппаратуры, заготовок из оцинкованного железа.
Припой ПОС 63. Оловянно-свинцовый припой ПОС 63, в составе которого Sn 63%, Pb 37%. Пайка электроаппаратуры, радиоаппаратуры, печатных плат и точных приборов. Температура плавления припоя ПОС 63 — 183°C.
Припой ПОС 68. Оловянно-свинцовый припой ПОС 68, в составе которого Sn 68%, Pb 32%. Лужение и пайка электроаппаратуры, радиоаппаратуры, печатных плат и точных приборов, где недопустим перегрев.
Припой ПОС 70. Оловянно-свинцовый припой ПОС 70, в составе которого Sn 70%, Pb 30%.
Припой ПОСВ-33. Висмутовый припой ПОСВ-33 с содержанием основного элемента – 34%. Приблизительно в таких же долях – свинец и олово. Температура плавления припоя равна 120-130°C. Плотность ПОСВ-33 составляет 9,5 г/куб. см. Используется для соединения медных изделий и деталей из медных сплавов, не допускающих нагрева выше 150°С; элементов автоматики с фиксированной температурой срабатывания (например, сюда можно отнести размыкатели, предохранители).
Приблизительно в таких же долях – свинец и олово. Температура плавления припоя равна 120-130°C. Плотность ПОСВ-33 составляет 9,5 г/куб. см. Используется для соединения медных изделий и деталей из медных сплавов, не допускающих нагрева выше 150°С; элементов автоматики с фиксированной температурой срабатывания (например, сюда можно отнести размыкатели, предохранители).
Припой ПОСВ-45А. Очень пластичный висмутовый припой ПОСВ-45А с отличными влагостойкими показателями. Может использоваться в пайке оловянно-свинцовых, медных сплавов. t° плавления = 117°C. Припой ПОСВ-45А рекомендован в качестве заменителя ПОИн-52. Часто в продаже встречается порошок, паста и фольга ПОСВ-45С – тот же самый припой, но в сочетании с фольгированной свинцовой подложкой.
Припой ПОСВ-50. Висмутовый припой ПОСВ-50 в своем химическом составе содержит свинец 24,5%, олово 24,5%, висмут 51%. Температура плавления ПОСВ-50 равна 90-92°C. Плотность припоя составляет 9,6 г/куб. см. ПОСВ-50 часто используется для соединения медных изделий и деталей, которые нельзя нагревать выше 150°С.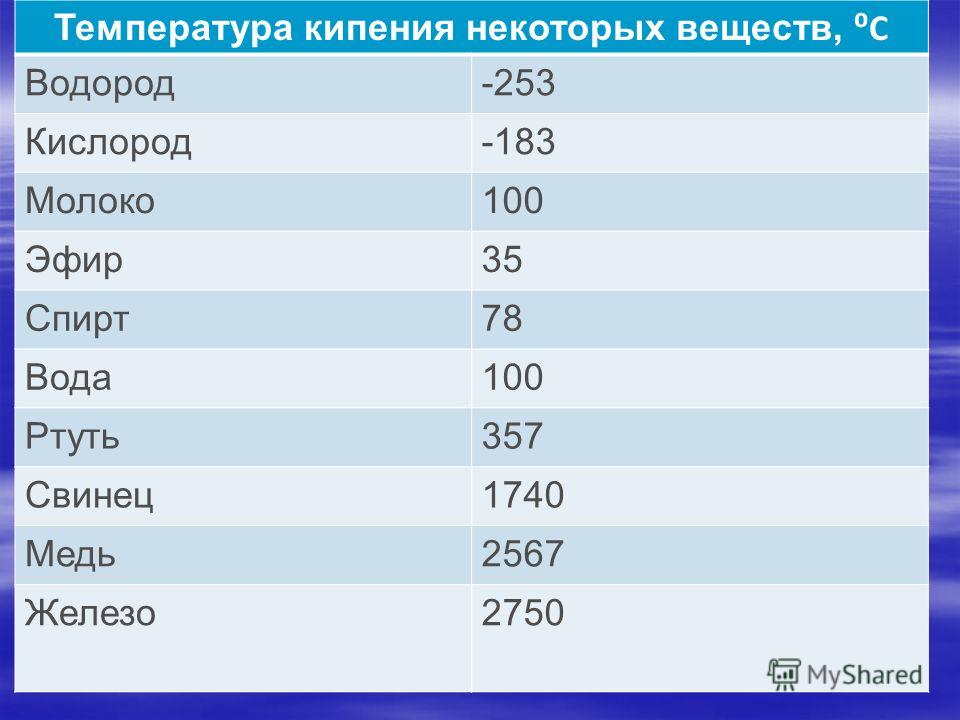
Припой ПОСВи — из группы оловянно-свинцово-висмутовых припоев, предназначенных для пайки и лужения заготовок из сплавов Sn, Pb, Bi. ПОСВи плавится при 120-130°C. Плотность 9,3 г/куб. см. Сопротивление на разрыв составляет 58,9 МПа. Отлично растекается, противостоит коррозии и быстро застывает. Некоторые показатели (например, t° плавления, плотность и состав) могут меняться в зависимости от марки: ПОСВи-20, ПОСВи-33, ПОСВи-61 и других.
Припой ПОСИ-30. Мягкий индиевый припой ПОСИ-30 с t° плавления 117-200°C и плотностью 8,42 г/куб. см. В его составе индия – 3%, Pb – 28%, Sn – 42%. ПОСИ-30 отлично подходит для пайки заготовок из металла (Cu), стекла и других изделий. У этого припоя отличная текучесть, что хорошо отражается на прочности соединения. Припой ПОСИ-30 успешно применяют в радиоэлектронике.
Припой ПОСК 36-17. Легкоплавкий бессурьмянистый припой ПОСК 36-17 применяется для чувствительных деталей к перегреву, а также для пайки и лужения медных деталей, никеля, латуни, бронзы, посеребренных деталей, металлизированной керамики, полупроводниковой техники и для ступенчатой пайки конденсаторов. Содержит: Sn, Pb, Cd.
Содержит: Sn, Pb, Cd.
Припой ПОСК 51. Легкоплавкий бессурьмянистый припой ПОСК 51 применяется для чувствительных деталей к перегреву, а также для пайки и лужения медных деталей, никеля, латуни, бронзы, посеребренных деталей, металлизированной керамики, полупроводниковой техники и для ступенчатой пайки конденсаторов. Популярен припой ПОСК 51 в ювелирной промышленности.
Припой ПОСК 61. Легкоплавкий бессурьмянистый припой ПОСК 61 применяется для чувствительных деталей к перегреву, а также для пайки и лужения медных деталей, никеля, латуни, бронзы, посеребренных деталей, металлизированной керамики, полупроводниковой техники и для ступенчатой пайки конденсаторов. Популярен припой ПОСК 61 в ювелирной промышленности. Содержит: Sn, Pb, Cd.
Припой ПОСМ-0,5. Свинцово-оловянно-медный припой ПОСМ-0,5, составляющие элементы которого: Sn (59-61%), Sb, Сu (0,5-0,7%), Pb (37,5%). Плотность 8,50 г/куб.см, 184°C – температура плавления. Используется для лужения пассивной части микросхем с тонкими медными покрытиями (примерно 0,5…0,6 мкм).
Припой ПОССу 18-05. Малосурьмянистый припой ПОССу 18-05 содержит олова 17-18%, сурьмы 0,2-0,5%, остальное – свинец. Температура плавления припоя 183-277°C. Пайка ПОССу 18-05 происходит при 325°C. Физические свойства: плотность 10200 кг/куб. м, удельное электрическое сопротивление 0,198 Ом*м, предел прочности на растяжение 36 Мпа. Чаще всего используется для лужения и пайки трубок теплообменников, электроламп.
Припой ПОССу 18-2. Свинцово-оловянно-сурьмянистый припой ПОССу 18-2 плавится при 188-270°C, а в пайке используется при 290°C. Химический состав: олово 17-18%, сурьма 2%, свинец – остальное. Физические свойства: плотность 10100 кг/куб. м, удельное электрическое сопротивление 0,206 Ом*м, предел прочности на растяжение 40 Мпа. Используется для пайки в автомобилестроительной промышленности.
Припой ПОССу 30-2. Свинцово-оловянно-сурьмянистый припой ПОССу 30-2 плавится при 185-250°C, а в пайке используется при 290°C. Химический состав: олово 30%, сурьма 2%, свинец – остальное. Физические свойства: плотность 9600 кг/куб. м, удельное электрическое сопротивление 0,182 Ом*м, предел прочности на растяжение 40 Мпа. Используется для лужения и пайки в холодильном, электроламповом производстве.
Физические свойства: плотность 9600 кг/куб. м, удельное электрическое сопротивление 0,182 Ом*м, предел прочности на растяжение 40 Мпа. Используется для лужения и пайки в холодильном, электроламповом производстве.
Припой ПОССу 30-3. Свинцово-оловянно-сурьмянистый припой ПОССу 30-3 используется в пайке при рабочей температуре 290°C. Химический состав: олово 30%, сурьма 3%, свинец – остальное.
Припой ПОССу 40-0,5 имеет следующий состав: олово 40%, сурьма 0,5%, свинец – остальное. Температура плавления припоя составляет 183-235°C. Пайка осуществляется при 285°C. Физические свойства припоя: плотность 9300 кг/куб. м, удельное электрическое сопротивление 0,169 Ом*м, предел прочности на растяжение 40 Мпа. Используется для лужения и пайки жести, а также обмоток электрических машин и для пайки монтажных элементов моточных и кабельных изделий.
Припой ПОССу 4-4 на 4% состоит из олова, на 4% из сурьмы, и на 92% — свинца. Температура плавления данного припоя составляет 239-265°C. Применяется для лужения и пайки бронзовых, латунных, медных деталей в автомобилестроении. Форма выпуска: паста, фольга, чушки, прутки, порошок, проволока.
Применяется для лужения и пайки бронзовых, латунных, медных деталей в автомобилестроении. Форма выпуска: паста, фольга, чушки, прутки, порошок, проволока.
Припой ПОССу 5-1 состоит из олова (5%), сурьмы (1%), свинца (94%). Температура плавления равна 275-308°C. Свойства: плотность 11200 кг/куб. м, удельное электрическое сопротивление 0,200 Ом*м. Используется для лужения и пайки медных, латунных, бронзовых деталей, работающих при повышенных температурах (например, для трубчатых радиаторов). Форма выпуска: лента, порошок, прутки, чушки.
Припой ПОССу 95-5. Сурьмянистый припой ПОССу 95-5 имеет следующий химический состав: олово 94-96%, сурьма 4-5%, свинец – остальное. Температура плавления этого припоя равна 234-240°C. Пайка осуществляется при 290°C. Физические свойства: плотность 7300 кг/куб. м, удельное электрическое сопротивление 0,145 Ом*м, предел прочности на растяжение 40 Мпа. Используется преимущественно для горячего лужения и пайки коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин устойчивого к нагреву исполнения и с повышенными частотами вращения.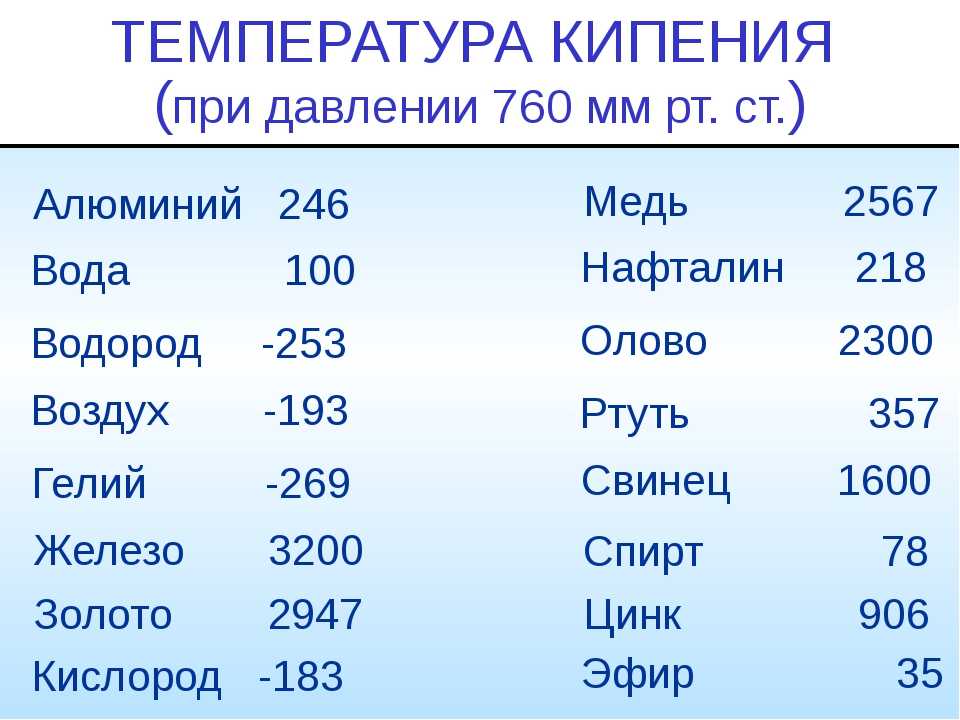 Для пайки трубопроводов и различных деталей электрооборудования. Форма выпуска: прутки, проволока, чушки.
Для пайки трубопроводов и различных деталей электрооборудования. Форма выпуска: прутки, проволока, чушки.
Припой ПОЦ-10. Цинковый низкотемпературный припой с содержанием Zn 9-11%, Sn – остальное. Температура плавления 199-210°C. Плотность припоя составляет 7,3 г/куб.см. Используется припой ПОЦ-10 для пайки изделий из алюминиевых сплавов и неметаллических материалов с алюминиевым покрытием.
Припой ПОЦ-12. Оловянно-цинковый припой ПОЦ-12 содержит 12% олова. Подходит для пайки полупроводниковой техники, различных деталей, изделий из меди, алюминия, бронзы, латуни, никеля. Подходит для посеребренных деталей. Используется в лужении и пайке ювелирных изделий.
Припой ПОЦ-40. Оловянно-цинковый припой с содержанием Sn 40%. Используется для пайки деталей из Al и сплавов. Может быть использован для пайки латуни, бронзы, никеля, меди и других. Используется в разных отраслях промышленности.
Припой ПОЦ-50. Оловянно-цинковый припой по составу имеет структуру: Sn 50%, Zn 50%. Температура плавления ПОЦ-50 ниже, чем у материалов соединяемых деталей. Стоит отметить высокое сопротивление припоя разрыву и резу. Припой ПОЦ-50 отлично подходит для пайки изделий из Al и алюминиевых сплавов. Форма выпуска — прутки, чушки.
Температура плавления ПОЦ-50 ниже, чем у материалов соединяемых деталей. Стоит отметить высокое сопротивление припоя разрыву и резу. Припой ПОЦ-50 отлично подходит для пайки изделий из Al и алюминиевых сплавов. Форма выпуска — прутки, чушки.
Припой ПОЦ-60. Оловянно-цинковый припой ПОЦ-60 прочный и пластичный. Химический состав: Sn 60%, Zn 40%. Используется для пайки алюминиевых деталей и заготовок из алюминиевых сплавов. Может быть использован для пайки латуни, бронзы, никеля, меди и других. Используется в разных отраслях промышленности.
Припой ПОЦ-80. Оловянно-цинковый припой ПОЦ-80 очень похож на припой ПОЦ-60, несмотря на то, что олова там меньше. Однако, припой ПОЦ-80 отличается большей вязкостью и сопротивлению на разрыв и на срез. Химический состав припоя ПОЦ-80: Sn 80%, Zn 20%.
Припой ПОЦ-90. Оловянно-цинковый припой с содержанием: Sn 90%, Zn 10%. Припой ПОЦ-90 дает высокую сопротивляемость разрыву и срезу, вязкость припоя. Но большой процент олова показывает, что сам по себе припой довольно хрупкий.
Припой ПрМФСу 92-6-2-20 используется преимущественно для пайки насосных роторов. Низкотемпературный, с отличной текучестью, высокой прочностью и удовлетворительной стойкостью к коррозии. Выпускается в виде прутков, колец, порошка и проволоки.
Припой ПрМЦФЖ24-6-0,75. Как и все припои на основе соединения Cu + P, припой ПрМЦФЖ24-6-0,75 будет достойной заменой серебряного припоя. Можно использовать в изделиях ювелирной промышленности, для пайки латуни, бронзы и Cu, для холодильного и газового оборудования. Паяные изделия припоев ПрМЦФЖ24-6-07-,75 не следует подвергать ударным нагрузкам, вибрациям и изгибу.
Припой Пр-С27 (сормайт). Выпускается припой Пр-С27 (сормайт) в форме прутков для ремонта и наплавки рабочих поверхностей разных деталей, подверженных изнашивающим нагрузкам и температуре до 500°С. Наиболее часто применяется для запорной арматуры, газо- и нефтепроводов, сельскохозяйственной, строительной и дорожной техники.
Припой ПР-Х10Н64В15 представляет из себя наплавочный порошок на основе Ni. Применяется для изготовления пресс-форм, а также для восстановления и придания больше прочности формокомплектам в стекольной промышленности. Ni придает припою вяжущие свойства, устойчивость к химическому воздействию.
Применяется для изготовления пресс-форм, а также для восстановления и придания больше прочности формокомплектам в стекольной промышленности. Ni придает припою вяжущие свойства, устойчивость к химическому воздействию.
Припой ПМФ-2 — это медно-фосфорный высокотемпературный припой, к которым также относятся марки ПМФ-1, ПМФ-3, ПМФ-7 и другие. Процентное содержание Cu в припое ПМФ-2 – 92,5%, остальное – P. Плавится ПМФ-2 при 710-715°. Вместо флюса можно применять буру в порошке. Используют ПМФ-2 в качестве замены припоев на основе Cu + Zn, Ag. Он прекрасно справляется с пайкой токоведущих медных деталей, не подвергающихся изгибу и не испытывающих ударных нагрузок.
Припой ПФОЦ 7-3-2. Медно-фосфорный высокотемпературный припой ПФОЦ 7-3-2 с составом: Сu (86,5-91,5%), Zn, Sn, P. Температура плавления составляет 680-700°C. Плотность припоя равна 6,5 г/куб. см. Можно использовать для газопламенной бесфлюсовой пайки медных изделий и заготовок из медных сплавов в восстановительных средах, например, с погружением в расплавы солей.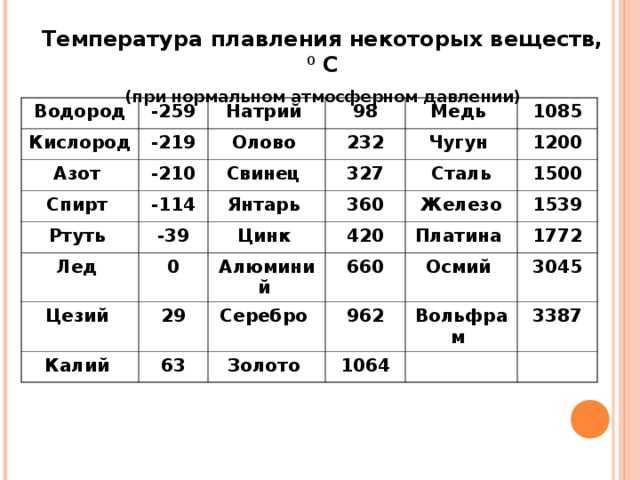
Припой ПЦК-40-60. Цинко-кадмиевый припой ПЦК-40-60 с содержанием кадмия 40%, цинка 60%. Успешно применяется для пайки проводов и посеребренной керамики.
Припой ПЦКдСу25-5. Цинк-кадмиево-сурьмянистый припой ПЦКдСу25-5 с составом: цинк 25%, кадмий 70%, сурьма5%. Подходит для соединения алюминиевых сплавов. Кадмий делает припой более текучим, а также задает температуру плавления в 340-480°C.
Припой ПЦМ4А7. Цинк-медно-оловянный припой ПЦМ4А7 наиболее часто выпускается в прутках.
Припой ПЦО-12. Специальный легкоплавкий цинк-оловянный припой ПЦО-12 с содержанием цинка — 12%. Форма выпуска — прутки, слитки, паста, порошок.
Припой Св-08ХМФ представляет собой состав из легированной стали. Используется для сварки дефектов стального литья из хромомолибденованадиевой стали типа 12Х1МФ, 20ХМФА и 15Х1М1ФЛ, работающего при высоких температурах. Форма выпуска — проволока (стальная холоднотянутая).
Припой ЦАМ-4-1. Припой на основе меди (1%), цинка (95%) и алюминия (4%). Припой ЦАМ-4-1 гарантирует соединениям высокую прочность, отличную текучесть. Используется в полиграфии, автомобилестроении, а также в электротехнике. Форма выпуска — чушки.
Припой ЦАМ-4-1 гарантирует соединениям высокую прочность, отличную текучесть. Используется в полиграфии, автомобилестроении, а также в электротехнике. Форма выпуска — чушки.
Припой ЦО-12. Цинк-оловянный припой ЦО-12 состоит из Zn 88%, Sn 12%. Температура плавления: 500-550°C. Физические свойства припоя: среднеплавкий, плотность 7,6 г/куб.см. Часто используется для пайки жил алюминиевых проводов и кабелей во многих сферах промышленности. Форма выпуска — слитки.
Припой ЦОП-20Н. Цинк-оловянный припой ЦОП-20Н с распределением массовой доли по компонентам: Zn 20%, Sn 80%, Ga 1,5%. Рабочая температура ниже на 70-75°, чем у припоя ЦОП-40. Среди положительных моментов можно отметить хорошую смачиваемость и растекаемость. Применяется для лужения при восстановлении и соединении алюминиевых проводов
Медно-германиевый припой ПМГр0,10-2,8В (№ 698), ПМГрК4-2,5В (№ 570), ПМГрН5-2,5В (№ 507), ПМГрН10-1,5В (№ 702) ТУ 48-21-662-79. И др.
Медно-марганцевый припой П-65 (П-50), он же припой Г30Д60НХЦ по ТУ 14-1-4330-87 или ОСТ 34-13-198-80. Обычно производится в виде листа, ленты толщиной 0,1-2 мм или закладных элементах – пластина, кольцо, шайба. Используется для пайки изделий в криогенном оборудовании. Временное сопротивление разрыву 280—330 Мпа, предел прочности на срез 230—260 МПа. Пайку элементов криотехники ведется в вакууме в печи, температура 990°С, выдержка 15 мин и далее охлаждение всего вместе с печкой.
Обычно производится в виде листа, ленты толщиной 0,1-2 мм или закладных элементах – пластина, кольцо, шайба. Используется для пайки изделий в криогенном оборудовании. Временное сопротивление разрыву 280—330 Мпа, предел прочности на срез 230—260 МПа. Пайку элементов криотехники ведется в вакууме в печи, температура 990°С, выдержка 15 мин и далее охлаждение всего вместе с печкой.
ОЛОВО, СВИНЕЦ, ЦИНК И ИХ СПЛАВЫ
Олово — блестящий белый металл, обладающий низкой температурой плавления (231°С) и высокой пластичностью. Применяется в составе припоев, медных сплавов (бронза) и антифрикционных сплавов (баббит).
Свинец — металл голубовато-серого цвета, обладает низкой температурой плавления (327°С) и высокой пластичностью. Входит в состав медных сплавов (латунь, бронза), антифрикционных сплавов (баббит) и припоев.
Цинк — светло-серый металл с высокими литейными и антикоррозионными свойствами, температура плавления 419°С. Входит в состав медных сплавов (латунь) и твердых припоев.
Припои. Припой — это металлы или сплавы, используемые при пайке в качестве связки (промежуточного металла) между соединяемыми деталями. Припои имеют более низкую температуру плавления, чем соединяемые металлы. Незначительный нагрев соединяемых металлов, а вследствие этого отсутствие изменения структуры металла являются основным преимуществом пайки в сравнении со сваркой.
Табл. 14.
Оловянно-свинцовые и оловянные припои
| Марка | Основные компоненты, % (свинец — остальное) | Температура плавления, °С | Назначение | ||
| олово | другие элементы | соли-дус | лик- видус | ||
| ПОС-90 | - | Пайка и лужение пищевой посуды и медицинской аппаратуры | |||
| ПОС-61 | - | Пайка и лужение электро- и радиоаппаратуры, печатных систем | |||
| ПОС-40 | - | Пайка деталей из оцинкованного железа | |||
| ПОС-61 М | Медь 2 | Пайка тонкой медной проволоки и фольги | |||
| ПОССу-50-0,5 | Сурьма до 0,5 | ||||
| ПОССу-30-0,5 | То же | Пайка листового цинка, радиаторов | |||
| ПОССу-40-2 | Сурьма 1,5-2,0 | Пайка холодильных установок | |||
| ПОССу-18-2 | То же | Пайка в автомобильной промышленности | |||
| ПОССу-4-6 | Сурьма 5—6 | Пайка и лужение в автомобильной промышленности | |||
| П250А | Цинк 20 | Пайка деталей из алюминиевых сплавов |
По температуре расплавления припои (табл.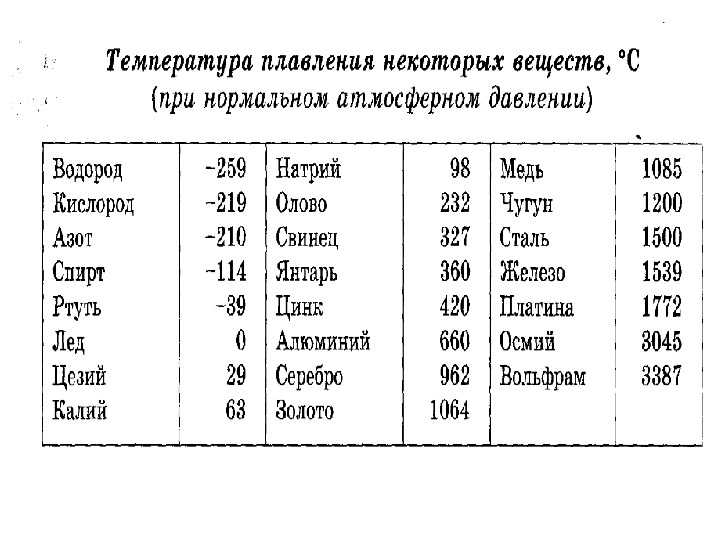 14) подразделяют на легкоплавкие (145—450°С), среднеплавкие (450—1100°С) и высокоплавкие 1100—1850°С). К легкоплавким относят оловянно-свинцовые (ПОС), оловянные, малосурьмянистые и сурьмянистые (ПОССу) и другие припои; медно-цинковые (латуни) относят к среднеплавким (905-985°С), а многокомпонентные на основе железа—к высокоплавким (1190—1480°С).
14) подразделяют на легкоплавкие (145—450°С), среднеплавкие (450—1100°С) и высокоплавкие 1100—1850°С). К легкоплавким относят оловянно-свинцовые (ПОС), оловянные, малосурьмянистые и сурьмянистые (ПОССу) и другие припои; медно-цинковые (латуни) относят к среднеплавким (905-985°С), а многокомпонентные на основе железа—к высокоплавким (1190—1480°С).
Оловянно-свинцовые припои широко применяют во всех отраслях промышленности. Для снижения охрупчивания олова при низких температурах в состав припоев вводят сурьму. Оловянно-свинцовые припои имеют низкую коррозионную стойкость во влажной среде. В этих условиях паяные соединения необходимо защищать лакокрасочными покрытиями.
Оловянные припои имеют высокую прочность, пластичность и коррозионную стой кость. Их применяют при пайке радиотехнической и электронной аппаратуры.
Табл. 15.
Медно-цинковые припои
| Марка | Основные компоненты,% (цинк — остальное) | Температура плавления, °С | Назначение | ||
| медь | другие элементы | соли-дус | ликвидус | ||
| ПМЦ-36 | - | Пайка латуней и бронз с содержанием не более 68% меди | |||
| ПМЦ-48 | - | Пайка латуней и бронз с содержанием более 68% меди | |||
| ПМЦ-54 Л63 Л 68 | 54 63 68 | - | 880 905 938 | Пайка стали, жести, медных сплавов | |
| ЛЖМц-57—1,5-0,75 ЛНМц-50-2 | 57 50 | Марганец, железо по 1 Никель, марганец по 2 | 865 849 | 873 872 | Пайка инструментов |
| МцН-48-10 | Никель 10 | Пайка чугуна |
Медно-цинковые припои (латуни) широко применяют для пайки большинства металлов (табл.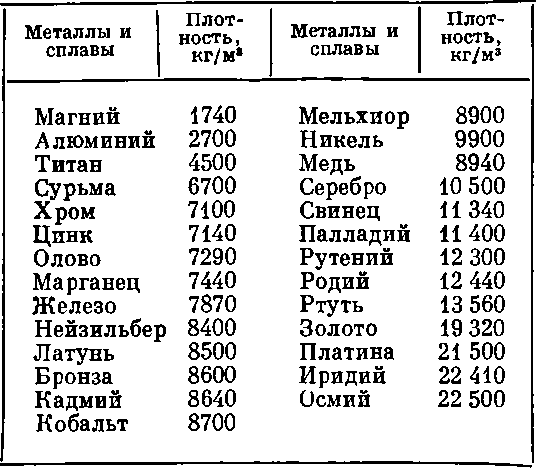 15). Для повышения прочности паяных соединений в медно-цинковые припои вводят олово, никель и марганец. Добавки олова понижают температуру плавления латуни, повышают коррозионную стойкость и улучшают жидкотекучесть припоя.
15). Для повышения прочности паяных соединений в медно-цинковые припои вводят олово, никель и марганец. Добавки олова понижают температуру плавления латуни, повышают коррозионную стойкость и улучшают жидкотекучесть припоя.
При пайке сложных изделий со швами на вертикальной стенке применяют пастообразные и порошковые припои. Легкоплавкие пастообразные припои состоят обычно из трех частей: порошкообразного припоя, флюса и загустителя. Так, пасту состава: припой Пор ПОССу-30-2 (70%), вазелин (20%), бензойная кислота (1,2%), аммоний хлористый (1,2%) и эмульгатор ОП-7 (0,6%) — применяют для пайки стальных, медных и никелевых изделий.
Тугоплавкие порошкообразные припои применяют для пайки твердосплавных пластин при производстве режущего инструмента. Состав припоя: ферромарганец (40%), ферросилиций (10%), чугунная стружка (20%), медная стружка (5%), толченое стекло (15%) — плавится при температуре 1190-1300°С.
Применение цинка. Цинк имеет хорошую коррозионную стойкость в атмосферных условиях и в пресной воде. Медь — металл красного цвета. Плотность 8,93 г/см3, температура плавления 1083°С, температура кипения 2310°С. В чистом виде хорошо куется и обладает высокой тягучестью.
Медь — металл красного цвета. Плотность 8,93 г/см3, температура плавления 1083°С, температура кипения 2310°С. В чистом виде хорошо куется и обладает высокой тягучестью.
Самородная медь легко обрабатывается, а изготовленные из нее детали имеют привлекательный вид, что способствовало использованию меди человеком намного раньше других металлов для изготовления различных орудий труда и предметов домашнего обихода.
В настоящее время медь добывают из руд. Медные руды содержат большое количество различных примесей, поэтому их сначала обогащают методом флотации, а затем уже получают в чистом виде.
Качество меди определяется ее примесями, которые довольно разнообразны и непостоянны. Наиболее опасными примесями меди считаются висмут и свинец. Они не растворяются в меди и образуют легкоплавкие эвтектики (структура, определяемая одновременным затвердеванием двух фаз металла).
По существующей маркировке Государственного комитета СССР по стандартам наивысшая марка меди нулевая (МО) может содержать не более 0,1 % примесей.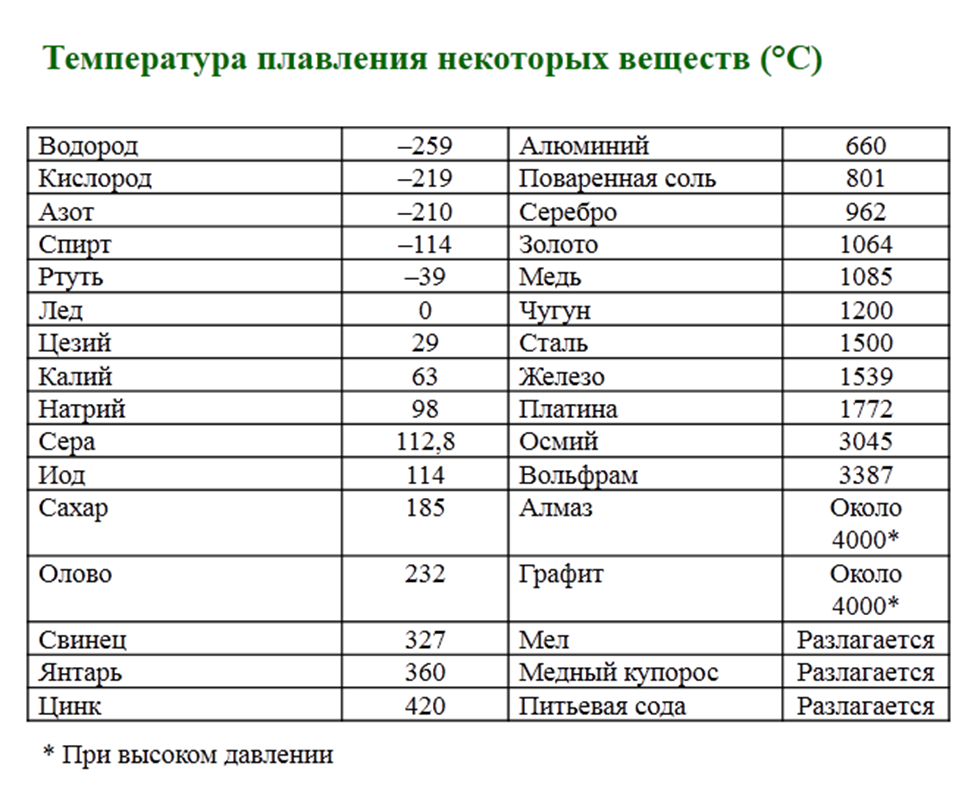 В низших по качеству марках общее количество примесей доходит до 1 %.
В низших по качеству марках общее количество примесей доходит до 1 %.
На поверхности чистой меди в сухой среде образуется очень тонкая пленка окислов, которая является хорошей защитой от окисления более глубоких ее слоев.
Во влажной среде или в присутствии двуокиси углерода на поверхности меди появляется зеленоватый налет — карбонат меди, который очень ядовит для организма. С повышением температуры окисление меди усиливается.
Растворяется медь легко в серной и азотной кислотах, аммиаке и других растворителях.
Медь обладает высокой тепло- и электропроводностью, поэтому около половины всей добываемой меди идет на изготовление электрических проводов. Из меди также изготовляют заводскую аппаратуру, котлы, чаны и др.
Широкое применение в машиностроении, аппаратурной технике и других отраслях народного хозяйства нашли сплавы, в состав которых в различных пропорциях входит медь. Среди этих сплавов наиболее важными являются латунь, бронза, нейзильбер и др.
Латунь — технический сплав меди с цинком. Государственный комитет СССР по стандартам маркирует сорта латуни буквой «Л» с последующей цифрой, означающей процентное содержание меди в сплаве, например Л-90—латунь, содержащая 90 % меди и 10 % цинка. В практике эта латунь известна под названием «Томпак». По свойствам сплав близок к меди, но имеет желтоватый оттенок.
Латунь Л-68 содержит 68 % меди и 32 % цинка. В практике она называется патронной, или гильзовой, латунью. Отличается повышенной прочностью и твердостью по сравнению с чистой медью.
Технические латуни имеют хорошую пластичность, легко прокатываются до тончайших листов при обычной температуре, но с рекристаллизационными отжигами на некоторых промежутках. Промежуточный отжиг необходим для предупреждения коррозийного растрескивания, так как со временем в изделиях из латуни, содержащей участки напряжения, происходит самопроизвольное растрескивание. Промежуточный отжиг снимает участки напряжения.
Отжиг проводят в муфельных печах при температуре не более 250. ..300 °С. При более высоких температурах отжиг не только не предупреждает от образования трещин, а даже способствует их появлению, что объясняется присутствием некоторого количества свинца. Только чистую, не содержащую свинца, латунь можно подвергать отжигу при более высоких температурах.
Бронза — сплав меди с алюминием, кремнием, бериллием или другими элементами. Соответственно присутствующему элементу бронза называется алюминиевой, кремнистой, бериллиевой и др.
Перечисленные виды бронзы сравнительно новые и отличаются от наиболее давних оловянистых более высоким коэффициентом
усадки и более высокими показателями механических и химических свойств. Кроме того, бериллиевая бронза по сравнению с другими видами имеет высокую твердость и упругость.
Нейзильбер — сплав меди с цинком, никелем и др. Содержит около 50 % меди, 18…22 % цинка и 13,5… 16,5 % никеля.
Сплав серебристого цвета. Температура плавления 1000…1200°С, твердость по Бринеллю 80 кг/см2. Обладает хорошими механическими и антикоррозийными свойствами. В полости рта нейзильбер покрывается тонкой окиспой пленкой, которая предохраняет изделие от более глубоких разрушений.
В ортопедической практике используется для изготовления временных челюстно-лицевых и ортодонтических аппаратов, а также репонирующих приспособлений.
Раньше из нейзильбера изготовляли штампованные каппы. После внедрения в практику акриловых пластмасс применение штампованных металлических капп резко сократилось.
До внедрения в стоматологическую практику нержавеющей стали были сделаны попытки изготовления из нейзильбера несъемных конструкций протезов (коронок, мостовидных протезов и др.). Соединение отдельных частей таких протезов осуществлялось при помощи серебряного припоя.
Для зубопротезных целей медь в чистом виде не применяется, но широко используется в различных сплавах. Она входит в состав сплавов золота, платины и припоев.
Некоторые сплавы меди нашли применение для изготовления временных ортодонтических и челюстно-лицевых аппаратов, колец для получения слепков при изготовлении трехчетвертных коронок. В челюстно-лицевой ортопедии и ортодонтии в качестве лигатур применяют латунную проволоку. Из сплавов меди изготавливают также некоторые инструменты и мелкое оборудование—молотки, кюветы и др.
\ Алюминий — металл серебристо-белого цвета. По распространенности в природе занимает первое место среди металлов. ‘Он входит в состав глин, полевых шпатов, слюды и других минералов.
Впервые алюминий получен Валером в 1827 г. Первый алюминиевый завод в СССР был построен в 1932 г., однако уже в 1935 г. СССР по производству алюминия занимал третье место в мире.
Главное достоинство алюминия —его легкость. Он почти в 3 раза легче меди и железа. Плотность 2,72 г/см3, температура плавления 658 °С, температура кипения 1800 °С, коэффициент расширения при нагревании 0,0000225. Обладает хорошей электро- и теплопроводностью, пластичностью.
Алюминий маркируется по чистоте. Алюминий высшей марки (АОО) содержит до 0,3% примесей, низшей—до 3,5 %. Постоянными примесями алюминия являются железо и кремний.
При обычной температуре на воздухе алюминий быстро покрывается тонким слоем окисной пленки (А1г0з), которая в дальнейшем предохраняет его от коррозии. Чем чище алюминий, тем выше его антикоррозийные свойства.
Алюминий легко растворяется в разбавленной азотной, серной. и соляной кислотах. Весьма неустойчив к растворам поваренной соли,
Легкость и хорошая антикоррозийная стойкость металла способствовали его широкому применению. В настоящее время алюминий получил широкое распространение для алитирования — покрытия поверхности стальных и чугунных изделий алюминием с целью защиты этих изделий от окисления при нагревании.
Стальные изделия, подвергшиеся алитированию, не окисляются на воздухе даже при нагревании до 900 °С.
По электропроводности алюминий уступает меди, но его большое преимущество в легкости способствовало тому, что алюминий постепенно вытесняет медь как материал для изготовления электрических проводов.
Сплавы алюминия нашли широкое применение в авиационной и автомобильной промышленности, а также в других отраслях народного хозяйства, особенно в быту.
Среди сплавов, содержащих алюминий, получили распространение сложные сплавы, наиболее важными из которых являются дюралюминий (дюраль), силумин, магнолий, уранит и др.
В стоматологической практике алюминий используется в виде алюминиевой проволоки диаметром 1,5—2 мм для изготовления проволочных шин типа шин Тигерштедта и других видов. Из алюминиевой бронзы (сплава алюминия и меди) изготовляют несъемные каппы и лигатурную проволоку.
Были сделаны попытки применения сплавов алюминия—ура-ния и магналия (80 ч. алюминия и 20 ч. магния) для изготовления базисов пластинчатых протезов. Однако ввиду сложности технического характера, плохой пайки и сварки отдельных частей протезов, что затрудняло укрепление искусственных зубов на базисной пластинке *, мягкости алюминия и его сплавов, приводящей к деформации базисов, а также вследствие того, что алюминий разлагается под влиянием слюны и оказывает вредное влияние на организм, алюминий и его сплавы как базисный материал не нашли применения в стоматологической практике.
Дюралюминий, или дюраль (от фр. (1иг—твердый), содержит около 94 % алюминия, 4 % меди, 1 % магния, 1 % марганца и не-
* Пайка и сварка алюминиевых сплавов образует швы, которые по прочности уступают основному металлу. Более надежное соединение алюминиевых частей на заклепках.
которое количество железа и кремния. Кремний и железо являются неизбежными спутниками сплава вследствие применения недостаточно чистого алюминия. Марганец вводится для повышения антикоррозийных свойств. Основным достоинством сплава является то, что при плотности, близкой к плотности алюминия, он имеет высокую прочность и твердость. Твердость дюраля по Бринеллю 1200 гк/см2 (почти равна твердости мягкой стали), температура плавления 605 °С.
Дюраль широко используется в авиационной промышленности, судостроении и других отраслях народного хозяйства. До внедрения акриловых пластмасс в стоматологическую практику широко применялся для изготовления капп и других ортопедических и че-люстно-лицевых аппаратов. В настоящее время в зубопротезной технике применяется редко, в основном для изготовления временных аппаратов и некоторого оборудования (кюветы, кюветные рамки и др.).
Пайка дюралюминиевых деталей недостаточно прочная и осуществляется при помощи олова.
Магналий—сплав алюминия и магния, в составе которого 70 % алюминия и 30 % магния. По свойствам очень близок к дюралюминию, но имеет несколько меньшую твердость по сравнению с дюралем и более высокую температуру плавления.
Плотность магналия 2,5 г/см3, твердость по Бринеллю 900 кг/см2, температура плавления 657 °С. В химическом отношении является малоустойчивым сплавом. Легко растворяется в соляной кислоте и щелочах. Устойчив к воздействию серной кислоты.
Хорошая текучесть и малая усадка выгодно отличает магналий от других сплавов в литейном производстве.
Применяется для изготовления металлических капп, наклонных плоскостей при ортодонтическом лечении аномалий зубных рядов. СОзХ ХСаСОз), а также некоторые другие соединения, в том числе сульфаты и хлориды.
Первоначально магний получали путем электролиза хлористого магния, а несколько позже стали получать путем электролиза карналлита. Известный электролитический способ получения магния основан на восстановлении окиси магния (М§0) при температуре около 2000 °С.
Магний—один из самых легких металлов, используемых в промышленности. Его плотность 1,74 г/см3, твердость по Бринеллю 30 кг/см2, температура плавления 650 °С, температура кипения 1126°С .Обладает пластичностью только в нагретом состоянии. В химическом отношении очень неустойчив. Хорошо растворя-
ется в кислотах. При нагревании в присутствии кислорода воздуха легко воспламеняется и горит ярко-белым пламенем, что используется в фототехнике. На воздухе мало применяется, так как покрывается тонким слоем окиси, которая защищает его от дальнейшего окисления.
В чистом виде магний ни в промышленности, ни в зубопротезной технике не применяется, но входит в состав многих сплавов алюминия, цинка, меди. -48Ю2НгО) и асбест (СаО-ЗМ§0-45Ю2). В зубопротезной технике тальком посыпают гипсовые модели для предупреждения прилипания воска во время проведения модели-ровочных работ. Он входит в состав некоторых термопластических и эвгенолоксицинковых слепочных материалов.
Асбест применяется при пайке мостовидных и других конструкций протезов и аппаратов, если пайка осуществляется вне модели. Кроме того, он используется как термоустойчивая прокладка в обогревательных приборах, литейных печах и др.
Свинец — металл голубовато-белого цвета. В природе находится в виде различных соединений, наиболее важным из которых является свинцовый блеск (РЬ5).
Чистый свинец тяжелый, но очень мягкий металл. Его плотность 11,34 г/см3, температура плавления 327,3 °С, температура кипения 1555 °С. Обладает плохой электропроводностью.
На воздухе быстро покрывается тонким слоем окиси, которая-предохраняет от окисления более глубокие его слои. Хорошо растворяется в азотной и уксусной кислоте, а также щелочах, образуя при этом токсичные соединения.
Свинец широко используется в аккумуляторной промышленности и для изготовления боеприпасов. Он входит также в состав некоторых красителей.
В соединении с другими материалами используется для изготовления подшипников и прокладок в некоторых аппаратах, в том числе в паровых стерилизаторах и вулканизаторах.
Входит в состав легкоплавких сплавов типа меллот-металл, из которых изготовляют штампы и контрштампы для коронок и других деталей. На свинцовых прокладках (плитках) производится
обивка гильз перед штамповкой коронок. Обивка гильз из золото-платиновых сплавов на свинцовых подкладках нежелательна.
Цинк — металл синевато-белого цвета. Содержание в земной коре составляет до 0,02 %. Добывают цинк из рудных соединений, главным образом, цинковой обманки и гамлея.
• Для обогащения содержания цинка руды вначале подвергают обжигу в многоподовых печах. Из обогащенных руд получают цинк электролитическим или дистилляционным способом.
Плавится цинк при температуре 419 °С, при температуре 913 °С превращается в пар, твердость по Бринеллю 350 кг/см2. Легко разрывается при растяжении. При обычной температуре хрупок, а при температуре 100 °С хорошо гнется и прокатывается в листы.
На воздухе покрывается тонким слоем окиси, которая предохраняет его от дальнейшего окисления.
Цинк при взаимодействии с кислотами и щелочами вступает в химическое взаимодействие, вследствие чего образуются соли цинка. При взаимодействии с водой на поверхности цинка образуется тонкая пленка гидроокиси цинка, которая предохраняет от дальнейшего взаимодействия цинка с водой.
Широко используется цинк для изготовления оцинкованной стали, используемой как кровельный материал, в полиграфической промышленности и для изготовления гальванических элементов.
Входит в состав сплава с медью (латуни), который широко применяют в народном хозяйстве, а также в зубопротезной практике для изготовления лигатурной проволоки и временных ортодонти-ческих и челюстно-лицевых аппаратов. Олово — металл серебристо-белого цвета. Редко встречается в природе в самородках, чаще в оловянных рудах—оловянный камень. Содержание его в земной коре невелико, около 0,008 %.
Олово легко выплавляется из руд и потому применяется человеком с давних пор в основном в виде сплава с медью — бронзы. В настоящее время чистое олово получают путем электролиза оловянных руд.
Плотность чистого олова 7,28 г/см3, температура плавления 231,9 °С, температура кипения 2270 °С, твердость по Бринеллю 30— 50 кг/см2. Легко прокатывается в тонкие листы — оловянную фольгу или станиоль. Хорошо проводит тепло, но обладает малой электропроводностью.
Отрицательным свойством олова является большая его усадка при переходе из расплавленного в твердое состояние.
При температуре ниже 13,2 °С белое олово превращается в серое, имеющее другую кристаллическую решетку и другие свойства. Чем ниже температура, тем скорость превращения белого олова
в серое увеличивается. После нагрева олова до температуры выше 161 °С олово приобретает третью модификацию с ромбической решеткой, обладает большой хрупкостью и легко растирается в порошок.
При обычных условиях олово не окисляется, а нагретое до температуры плавления переходит в двуокись олова. Хорошо растворяется в концентрированной соляной и азотной кислотах, с водой не реагирует.
Олово широко применяется для покрытия медных и металлических деталей — лужения, а также для соединения металлических деталей — паяния.
В зубопротезной технике олово используется для временной, контактной, пайки стальных мостовидных протезов. Оно входит в состав легкоплавких сплавов, применяемых для штамповки коронок, металлических базисов протезов и других деталей. \1Кадмий — металл белого цвета. По свойствам и цвету напоминает цинк, содержится вместе с цинком в составе цинковых руд, но в меньших количествах.
Добывают кадмий из отходов цинкового производства.
Плотность 8,65 г/см3, температура плавления 321 °С, температура кипения 778 °С, твердость по Бринеллю 60 кг/см2, легко режется ножом, хорошо куется.
Хорошо растворяется в соляной и серной кислотах. Во влажной среде покрывается серой окисной пленкой.
Кадмий широко используется в электротехнике. Добавка его к меди значительно повышает срок службы медных проводов. Введение кадмия в типографские сплавы способствует уменьшению их износа.
В зубопротезной технике применяется в составе легкоплавких сплавов типа мелот-металл, припоев для пайки золотых и стальных частей. В составе припоев он значительно понижает температуру плавления и повышает диффузию его в спаиваемый металл.
Введение кадмия в состав сплава (припоя) представляет некоторые трудности. Как металл, имеющий низкую температуру кипения, он быстро превращается в пар и улетучивается еще до расплава других компонентов сплава. Поэтому в состав сплава кадмий вводят последним, под прикрытием огнеупорного тигля, препятствующего испарению жидкой фракции кадмия. Висмут—элемент, относящийся к группе металлоидов, но имеющий резко выраженные свойства металлов. В природе встречается в виде соединений — висмутовая охра, висмутовый блеск, в соста-
ве никелевых и кобальтовых руд, значительно реже находится в
свободном состоянии. Содержание висмута в земной коре весьма невелико (0,00001 %).
Добыча висмута осуществляется путем плавления обогащенных висмутовых руд в специальных печах в присутствии угля и известняка.
В свободном состоянии имеет красновато-белый цвет с блестящей поверхностью.
Плотность 9,8 г/м3, температура плавления 271,3°С; температура кипения 1420 °С. Обладает большой твердостью (по Бринеллю 350 кг/см2) и усадкой 3,3 %. Хрупкий, хорошо растворяется в азотной и серной кислотах. При обычной температуре на воздухе не окисляется.
Соли висмута широко используются в медицинской практике. В стоматологической технике применяются в составе легкоплавких сплавов, в том числе сплавов типа мелот-металл, применяемых для понижения температуры плавления и повышения твердости сплава.
V ЛЕГКОПЛАВКИЕ СПЛАВЫ
Легкоплавкими называются сплавы металлов, точка плавления которых ниже точки плавления олова (232 °С).
В состав их входят различные компоненты—олово, свинец, висмут, кадмий, цинк, индий и др. В зависимости от характера ком понентов и их количественного соотношения получают сплавы, обладающие различными свойствами. Свойства сплавов определяют показания для их применения. Например, сплавы, применяемые для предохранительных пробок в паровых стерилизаторах и вулканизаторах, сплавы для изготовления моделей, штампов и др.
Маркируют легкоплавкие сплавы буквой «А» и цифрой, указывающей температуру плавления сплава, например Л-199, что означает легкоплавкий сплав, имеющий температуру плавления 199°С.
В табл. 7 представлены наиболее часто встречающиеся марки легкоплавких сплавов с указанием количественного содержания входящих в их состав компонентов.
Некоторые легкоплавкие сплавы используются в качестве припоев Так, сплав Л-199 используется как оловянно-цинковый припой (\1арка ПОЦ-90), а Л-183—как оловяпно свинцовый припой (мар ка ПОС-61). тзв»
Л-199
Л-183 Л-141 Л-130 Л-96 Л-Ь8 Л 58 Л-47
очень важно для обеспечения формы изготовляемой детали. В зубопротезной технике легкоплавкие сплавы применяются как вспомогательные материалы для изготовления штампов и контрштампов, металлических базисов или капп, деталей для отливки металлических и комбинированных моделей и др.
Наибольшее распространение в стоматологии получили сплавы, представленные в табл. 8.
Сплав № 1, предложенный Меллотом, получил название меллот-металла. Это название иногда неправильно распространяется и на другие сплавы. Меллот-металл выпускается в упаковке по 10 цилиндрических блоков массой 60 г каждый.
Одна и та же масса легкоплавкого сплава может быть использована неограниченное количество раз. При применении ее не следует перегревать, так как перегрев приводит к испарению некоторых компонентов и повышению коэффициента усадки сплава.
Техника применения легкоплавких сплавов простая. При изготовлении штампа вначале изготавливают его форму. Материалом для формы штампа чаще всего служит гипс. В металлической ложке расплавляют легкоплавкий металл и заливают форму. Через 0,5—2 мин форму раскрывают и извлекают из нее металлический штамп.
Для изготовления контрштампа расплавленный легкоплавкий металл заливают в металлическою форму, имеющую гладкие стенки
8 Сплавы из легкоплавких металлов, применяемыев зубопротезнойтехнике
| 1\0МП Н И1Ь | Температура | |||||
| С пв
. V 2 -V 3
| Рис\п т 50 48 49 | Свинец 32 19 20 | 0 «10ПО 18 20 12 | 1\а»1мии 13 10 | Индий | плавления, °С 98 65 55 |
с очертаниями усеченного конуса, расширяющегося кверху (металлическую кювету для штамповки коронок). Дном формы служит точно припасованный по отверстию стержень со штоком, удобным для вынимания отлитого контрштампа. В расплавленный металл, залитый в эту кювету, погружают на определенную глубину ранее изготовленный штамп, предварительно покрытый слоем липкого пластыря. Последнее необходимо для создания зазора между штампом и контрштампом на толщину гильзы, из которой будет изготовлена коронка. После отвердевания металла слиток извлекают из кюветы, а затем раскалывают, освобождая таким образом находящийся внутри штамп. Если части расколотого слитка сложить, получится контрштамп, а его внутренние стенки, где раньше был заключен штамп, имеют очертания, аналогичные очертаниям штампа.
После штамповки коронок из золотоплатиновых сплавов в формах, изготовленных из легкоплавких металлов, на коронках остаются частицы легкоплавкого сплава в виде налета. Этот налет снимают путем погружения коронки в соляную кислоту на 2—3 мин. Затем коронку тщательно’ промывают водой и протирают. В противном случае легкоплавкий металл при подогревании вступает в химическое соединение с золотоплатиновым сплавом, в результате чего образуется отверстие в изделии или полное его сгорание.
ОТБЕЛЫ
В процессе изготовления металлических частей зубопротезных конструкций производят термическую обработку деталей, что повышает и ускоряет химическое взаимодействие металла с кислородом воздуха. В результате такого воздействия на поверхности металла образуется окисная пленка (окалина), ухудшающая внешний вид металла, затрудняющая процессы обработки, шлифовки и полировки поверхности. В полости рта в процессе химических реакций могут образоваться химические соединения, способные вызвать отравление организма. Поэтому еще до обработки детали окалину следует снять. Удаление окисной пленки со всей поверхности детали при помощи флюсов нецелесообразно, так как это требует применения высокой температуры, что ухудшает структуру поверхностного слоя металла и может привести к расплавлению шва. Кроме того, флюсы на поверхности стальной детали окалину не растворяют. Удаление окисной пленки со всей поверхности металлических частей зуботехнических конструкций до шлифовки и полировки осуществляется при помощи различных химических реактивов, именуемых отбелами. Взаимодействие отбелов с окисной пленкой по существу является реакцией восстановления.
В качестве отбелов применяют водные растворы многих кислот (соляной, серной, азотной и др.) и их смеси.
Соляная кислота (НС1) — бесцветная жидкость с резким запахом хлористого водорода. Получают путем растворения в воде хлористого водорода. Основным промышленным способом получения хлористого водорода является сжигание водорода в струе хлора (Н. О), хлористый калий (КС1) и т. д. В связи с этим соляную кислоту широко используют для получения различных солей, в металлургии, при добыче благородных металлов, а также в медицинской промышленности.
В зубопротезной практике соляную кислоту используют как от-бел при отбеливании изделий, изготовленных из золотоплатиновых сплавов. Входит в состав отбелов для хромоникелевой нержавеющей стали.
Для отбеливания зубопротезных конструкций, изготовленных из сплавов золота и серебряцо-палладиевых сплавов, применяют 40 % водный раствор соляной кислоты. Изделие нагревают докрасна, а затем опускают в сосуд с раствором соляной кислоты и закрывают крышкой. Через 1—2 мин изделие извлекают из раствора и промывают в проточной воде.
Все работы с соляной кислотой следует проводить в вытяжном шкафу, так как пары ее оказывают вредные влияния на слизистую оболочку дыхательных путей. Нельзя допускать попадания ее на одежду, кожу и инструменты. Хранят соляную кислоту в стеклянной посуде с притертой пробкой. 2 + Од.
Смесь, состоящая из 1 ч. азотной кислоты и 3 ч. соляной кислоты, называется «царской водкой». Название происходит от способности этой смеси растворять «царя металлов» — золото.
В промышленности азотная кислота широко используется для изготовления азотистых удобрений, красителей, взрывчатых веществ, лекарственных средств и др.
В зубопротезной технике используется как составная часть от-бела для хромоникелевых сплавов. Чистая азотная кислота может быть применена для аффинажа золота методом квартования.
Серная кислота (Нг504) — бесцветная маслянистая жидкость. Температура кипения 338°С, при температуре замерзания 10,4 °С превращается в твердую кристаллическую массу. В химическом отношении серная кислота представляет собой соединение серного ангидрида (80з) с водой (НгО). В промышленности серная кислота получается путем окисления сернистого ангидрида до серного ангидрида с последующим его взаимодействием с водой.
Серная кислота является весьма хорошим окислителем. В зубопротезной технике ее используют для отбеливания серебра. Входит в состав электролитов.
Ортофосфорная кислота (НзР04) — бесцветные прозрачные кристаллы. Плавится при температуре 42,3 °С. Хорошо растворяется в воде. Получают ортофосфорную кислоту путем кипячения мета-фосфорной кислоты или путем окисления красного фосфора азотной кислотой.
Ортофосфорная кислота входит в состав цементов, применяемых в стоматологической практике.
Лимонная кислота—бесцветные кристаллы, хорошо растворимые ъ воде и этиловом спирте. Применяется широко в пищевой и медицинской промышленности. Были попытки использования 5 % раствора лимонной кислоты в качестве отбела.
В качестве отбелов для обработки поверхностей деталей, изготовленных из нержавеющей стали, применяют смесь кислот. Наиболее часто применяют смесь, состоящую из 6 ч. азотной кислоты, 47 ч. соляной кислоты,47 ч. воды. В этом растворе стальные изделия кипятят в течение 1—2 мин.
Если окисная пленка имеет значительную толщину, ее растворение проводят в два этапа. На первом этапе проводят травление — в течение 3—4 мин деталь кипятят в растворе, состоящем из 22 ч. серной кислоты, 44 ч соляной кислоты и 34 ч воды. В качестве реактива для травления может быть рекомендован раствор, состоящий из 23 ч. серной кислоты, 27 ч. соляной кислоты и 50 ч. воды.
После травления деталь вынимают из раствора, промывают водой, снимают окалину и приступают ко второму этапу отбеливания. Для этого деталь погружают в раствор, состоящий из 10 ч. серной кислоты, 2 ч. натриевой селитры и 88 ч. воды. Раствор подогревают до температуры 50…60 °С и выдерживают в нем деталь в течение 10 мин.
Отбелы взаимодействуют не только с окисной пленкой, находящейся на поверхности металла, но частично растворяют и сам металл. Поэтому во избежание порчи изделия необходимо строго соблюдать режим отбеливания.
В последнее время для ослабления действия отбела стали применять ингибиторы. Ингибиторы более активно поглощаются поверхностным слоем металла, чем находящиеся в составе отбелов кислоты, и, таким образом, влияние кислот на металл частично или полностью исключается.
В качестве ингибиторов рекомендуется «Уникод ПБ-5», полученный путем конденсации анилина и уротропина.
В процессе отбеливания происходит выделение паров кислот, которые оказывают вредное воздействие на организм. В связи с этим все процессы отбеливания необходимо проводить в вытяжном шкафу.
Протезы и металлическая основа бюгельных протезов или ши-нирующих аппаратов, изготовленных из кобальтовых сплавов, отбеливанию не подлежат. В процессе отливки этих конструкций в ли-тейно-плавильных печах нет условий для образования окисной пленки, но расплавленный кобальтохромовый сплав в момент залива его в литьевую форму прилипает к форме, и после извлечения отливки из литьевой формы требуются определенные усилия для отделения остатков формы с поверхности отливки. Отделение осуществляется механическим путем в пескоструйном аппарате или химическим путем в расплаве гидроокиси калия. Для этого отливку опускают на 2 мин в расплав гидроокиси калия, а затем промывают проточной водой. Погружение отливки в расплавленный раствор следует производить осторожно для предупреждения разбрызгивания раствора (температура плавления 360°С) и получения ожогов.
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Стоматологическое литье осуществляется путем предварительного изготовления восковой репродукции отливаемой детали с последующей заменой воска металлом. Для этого восковую заготовку вначале покрывают оболочкой, состоящей из соответствующих материалов. Если воск из этой оболочки удалить, образуется полость,
или литьевая форма, аналогичная восковой модели. Эту полость впоследствии заполняют расплавленным металлом.
Литьевой формой называется специально изготовленный сосуд, внутренние стенки которого по своим очертаниям соответствуют очертаниям требуемой отливки (А. т вступать в химическое соединение с элементами расплавленного металла и тем самым ухудшить его качество. Формовочные материалы должны иметь такой коэффициент термического расширения, который мог бы компенсировать усадку расплавленного металла, заливаемого в форму.
По продолжительности службы литейные формы делятся на разовые, полупостоянные и постоянные. В стоматологической практике наиболее часто используются разовые литьевые формы. В зависимости от применяемого металла и состава формовочной массы стенки литьевой формы могут быть однослойные или двухслойные. Однослойные формы используются в основном в тех случаях, когда заливаемый металл имеет не слишком высокую температуру плавления. Примером такой формы является форма для заливки легкоплавкого металла при изготовлении штампа, а также форма для отливки изделий из сплавов золота и др.
В качестве формовочного материала однослойной литьевой формы часто используется гипс или гипсовые формовочные массы.
В гипсовых формовочных массах гипс выполняет роль связующего вещества, а в качестве основы чаще всего используется окись кремния (до 75 %), реже окись алюминия.
⇐ Предыдущая234567891011Следующая ⇒
Читайте также:
різновиди і температура плавлення » Довідник зварника
При якій температурі плавиться латунь? Чи варто плавити її в домашніх умовах? Як відбувається лазерне різання латуні? Ці питання ставив кожен, хто стикався з потребою виготовити що-небудь із сплаву міді і цинку. Від правильно вибраного температурного режиму залежить швидкість плавки латуні і якість майбутнього виробу. Щоб уникнути псування матеріалу, ознайомтеся з корисною інформацією.
Зміст статті
- 1 Де застосовується латунь
- 2 Різновиди латуні
- 3 При якій температурі плавиться латунь
- 4 Для чого потрібна плавка латуні
- 5 Розплавити латунь в домашніх умовах
- 6 Чи можна паяти латунь
Де застосовується латунь
Такий кольоровий метал, як латунь, є сплавом міді і цинку (до50%) з можливими домішками невеликої кількості легуючих елементів. Вона має високу тепло — і електропровідність, щільність в межах8300-8800 кг/м3 і міцність до600 Мн/м2. Завдяки цим якостям, а також привабливому золотисто-жовтому кольору, латунь широко використовується:
- У мистецтві. Статуетки, бюсти відомих діячів часто виготовляються з цього матеріалу, оскільки він добре піддається дії високих температур. До того ж в пошуку ідеальних форм готову скульптуру завжди можна переплавити.
- При дизайні інтер’єру і екстер’єру. Стильні світильники, рами для дзеркал, стільниці із сплаву міді і цинку створюють атмосферу1970-х і модерну середини століття і виконують утилітарні функції. Щоб сплав не почорнів під впливом повітря, вироби покриваються захисними складами.
вироби з латуні
- У будівництві. Бронза і латунь стійкі до корозії, тому вироби з них можуть застосовуватися в умовах високої вологості. Замочна і балансування латунна арматура поширена при монтажі водопроводів.
Різновиди латуні
Залежно від складу хімічних речовин, латунь підрозділяється на:
- Двокомпонентні, або прості. Такі сплави включають переважно мідь і цинк, кількість інших елементів незначна. У свою чергу, серед них виділяються:
- Альфа-латуні, або однофазні. У них міститься менше39 % цинку, тому немає необхідності доводити температуру плавлення до905 C, щоб він розчинився в міді.
- Бета-латуни, або двофазні. Друга фаза латуні виникає, якщо у складі сплаву знаходиться більша кількість цинку, ніж те, яке може розчинитися. Як правило, b – латуни не такі пластичні, як а-латуни, але міцніші.
- Багатокомпонентні, або спеціальні. Вони складаються з міді, цинку і таких легуючих елементів, як залізо, олово, кремній, алюміній, марганець і свинець.
По мірі і якості обробки латуні бувають:
- Що деформуються. Для виготовлення деталей використовуються такі стани латуні, що деформується, як особливо тверде (з обтисканням >50%), тверде (з обтисканням >30%), напівтверде (з обтисканням 10-30 %) і м’яке (сплави, що відпалюють). Суміш міді і цинку представлена у вигляді трубок з круглим перерізом, дроту, стрічок, листів.
- Ливарні. Латунь ливарні-легкоплавкий різновид, що містить в собі не менше50-80% міді, решта-цинк і легуючі елементи. Сюди відносяться отримані латунні вироби, а також арматура.
При якій температурі плавиться латунь
Температура плавлення латуні складає880-950 C. Цей показник змінюється залежно від хімічного складу сплаву. Питома теплота плавлення латуні не співпадає з температурою литва. Особливо добре це помітно при плавці свинцевої латуні, яка має понижену плинність. Різниця між температурами їх плавлення і литва складає145-185 C. Наприклад, латунь марки ЛС59-1В плавиться при температурі900 C, але литво можна здійснювати при1030-1080 C. Для марок ЛС59—1 і ЛС74—3 ці показники складають885-895 C / 1030-1080 C і965 C /1120-1160 C відповідно, і т. д. У двокомпонентної латуні температури плавлення і литва співпадає. Наприклад, у Л60 це885-895 C, Л80-965-1000 C, Л96-1055-1070 C.
Питома теплоємність латуні складає380 Дж/(кг С). Інакше кажучи, щоб нагрівати380 кг до температури1 З, необхідно витратити1 Дж енергії.
Зверніть увагу: чим більше знаходиться в латуні свинцю і вісмуту, тим проблематичней її буде розплавити. Найшвидше плавиться латунь, що містить в собі велику кількість цинку. Сплави, де кількість цього елементу доходить до32,5 %, можна обробляти і без нагрівання, за допомогою протягання або плющення.
Для чого потрібна плавка латуні
Як правило, латунь плавиться перш, ніж з неї виготовлять фасонні частини, конденсаційні труби, сепаратори, черв’ячні гвинти, втулки, а також інші деталі, призначені для використання при високих температурах (до300 градусів за Цельсієм). Плавлять латунь для відливання перил, ка
рнизів, дверних ручок, декоративних панно, рам для дзеркал і картин. З цього сплаву можуть відлити і кухонне начиння: чайники, самовари, підноси, хлібники, декоративний посуд для розміщення на стіні. Для виготовлення сувенірів і прикрас також згодиться суміш міді і цинку.
Знаючи, як розплавити латунь, можна здійснити це в домашніх умовах. У побуті з розплавленої латуні відливають больстеры, потиличники, меблеву і віконну фурнітуру і так далі
Розплавити латунь в домашніх умовах
Устаткування для плавки латуні в домашніх умовах є індукційною піччю з вогнетривких матеріалів, тиглем з графіту або шамотної цеглини, ливарним ковшом, сталевими щипцями і об’ємною ложкою. Перш ніж плавити метал, тигель необхідно упродовж20-30 хвилин прожарити при температурі не менше95 С. Ложка потрібна для видалення шлаку, щипці-для виймання тигля з печі, а ківш-для підтримки тигля при розливанні металу.
Для забезпечення безпеки земля має бути застелена азбестовим листом, а розплавлений метал треба проносити до форм строго над ящиком з піском. Обов’язкова наявність спеціальної екіпіровки. Щоб уникнути отруєння токсичними речовинами, пекти варто розташувати на відкритому повітрі або в добре провітрюваному приміщенні.
Коли устаткування буде готове до роботи, що підлягає плавленню матеріал змізерніють і поміщають в тигель, який вирушає в піч. Тигель повинен залишатися в печі до повного розплавлення металу. Простежити цей процес можна через віконце, якщо пекти заводського виробництва, або ж періодично підводячи вогнетривку кришку, якщо пекти саморобна. Рідка латунь виливається у форму, де повинна остигнути перед остаточною обробкою.
Розплавити латунь в домашніх умовах можна і за допомогою газового пальника. Для цього її розміщують під місткістю, в якій знаходиться подрібнений сплав. Рівномірно прогріваючи дно місткості, можна добитися рідкого стану металу.
Врахуйте, що під час плавки необхідно запобігати появі навіть дрібних бульбашок, які можуть зіпсувати якість майбутнього виробу. Розплавлений метал перемішувати не можна, навіть під час видалення шлаку з його поверхні.
Чи можна паяти латунь
Багатьох новачків, як правило, хвилюють питання: паяється латунь або ні і до скількох градусів її можна нагрівати. Відповідь однозначна : паяти латунь можна. Зробити спайку латунних поверхонь цілком реально, хоч і знадобиться більше вправності, ніж при з’єднанні звичайним припоєм. Припій для латуні повинен складатися з міді і срібла, сполучених в співвідношенні1 до2. Розміщені на азбестовій основі деталі змочують флюсом ( бура, борна кислота, вода), посипають подрібненим припоєм, потім нагрівають газовим пальником. Температура не повинна перевищувати700 C щоб уникнути деформації деталей, нагрів треба робити поступово.
Різниця між температурами плавлення припою і латунних деталей не перевищує50 З, тому при перегріванні є ризик отримати замість якісного виробу великий зливок. Якщо робота була виконана якісно, то шов матиме такий же колір, як і латунна поверхня деталі. Це пояснюється хімічною дифузією. Останній етап пайки-видалення залишків флюсу. Для цього використовується гаряча трипроцентна сірчана кислота, яка потім змивається з виробу водою.
термодинамика — Как литейные заводы предотвращают выкипание цинка при сплавлении с алюминием?
Спросил
Изменено 5 лет, 3 месяца назад
Просмотрено 4k раз
$\begingroup$
Каким образом литейные заводы предотвращают выкипание металлов с более низкой температурой кипения, таких как цинк, при сплавлении в печи с металлами с более высокой температурой кипения, такими как алюминий?
- термодинамика
- металл
- температура кипения
- металлургия
- сплав
$\endgroup$
$\begingroup$
Когда сплавы изготавливаются путем смешивания расплавленных металлов (фактически сплав должен содержать только один металл и, по крайней мере, еще одно соединение, металл или нет), металлы необходимо нагревать только до точки плавления, а не до точки кипения . oC}$ 9oC}$, оба металла обязательно расплавятся. Но при такой высокой температуре жидкий цинк также выкипал бы, а пары окислялись бы на воздухе. Метод, принятый в этом случае, состоит в том, чтобы сначала нагреть металл с более высокой температурой плавления, а именно медь. Когда это расплавлено, твердый цинк добавляется и быстро растворяется в жидкой меди до того, как очень много цинка выкипит. Тем не менее, при изготовлении латуни необходимо учитывать неизбежные потери цинка, которые составляют примерно одну двадцатую часть цинка. Следовательно, при взвешивании металлов перед легированием необходимо добавлять дополнительное количество цинка.
Резюме, TL;DR:
В вашем примере с алюминием и цинком каждый металл плавится значительно ниже любой из их температур кипения, так что потеря в результате улетучивания не является проблемой. Однако бывают случаи, например сплав меди и цинка, когда температура кипения одного металла ниже температуры плавления другого. Один из способов свести к минимуму (но не устранить) потерю более летучего металла — быстро растворить его в тугоплавком металле, а затем охладить раствор. Хотя это не устраняет потерь из-за улетучивания, но может значительно уменьшить проблему. И на самом деле, поскольку сплавы часто состоят преимущественно из одного металла, в любом случае на практике нередко растворяют меньшие компоненты в первичном компоненте.
Я надеюсь, что пример, который я привел, отвечает на ваш вопрос. Пожалуйста, не стесняйтесь обращаться за разъяснениями в комментариях ниже.
$\endgroup$
3
$\begingroup$
В реальных условиях потери цинка из латуни очень незначительны благодаря поддержанию температуры ниже точки кипения цинка и добавлению флюсов для создания покрытия из шлака. Когда литейщик перекручивает и перегревает печь, происходит «кипение цинка», образуется исключительно плотный белый «туман» оксида цинка. Я признаю, что сделал это однажды. В стали Zn, Pb и т. д. преднамеренно испаряются (и собираются в мешочных камерах) для очистки стали.
$\endgroup$
1
Твой ответ
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.Где находится температура плавления латуни? Разъяснено в блоге часто задаваемых вопросов
Последнее обновление: 30 мая 2022 г.
Это вопрос, который время от времени задают наши эксперты. Теперь у нас есть полное подробное объяснение и ответ для всех, кто заинтересован!
Вопрос задан: Ольгой Куигли, доктором медицины
Оценка: 4,6/5 (22 голоса)
Температура плавления латуни: Красный: 1810-1880°F/990-1025°C . Желтый: 1660-1710°F/905-932°C .
Какова температура плавления латуни?
Его температура плавления составляет 1880 F (1025 C) . Латунь: 1700 F (927 C) Латунь представляет собой сплав меди.
Можно ли плавить латунь в домашних условиях?
Металл, желтый сплав меди и цинка, плавится при 788 градусов по Фаренгейту и кипит при 1742 по Фаренгейту. … Сегодня люди могут плавить латунь дома . Латунь используется для изготовления различных предметов, включая пули, солнечные часы и скульптуры. Латунь также используется для изготовления дверных ручек, монет и болтов.
Плавится ли латунь раньше стали?
Латунь имеет относительно низкую температуру плавления по сравнению с железом, сталью или золотом , но все же требует специальной печи. Многие начинающие любители металлообработки начинают с алюминия, который легче плавить, но латунь часто является следующим шагом.
Какой металл легче всего расплавить?
В общем, алюминий легко плавится и до него легко добраться. Совет: многие люди расплавляют пустые алюминиевые банки из-под газировки, чтобы создать алюминиевые металлические формы. Нагревайте алюминий, пока он полностью не расплавится.
Справочник по температурам плавления металлов (ºF)
Найдено 21 связанных вопросов
Какой металл имеет самую высокую температуру плавления?
Из всех металлов в чистом виде вольфрам имеет самую высокую температуру плавления (3422 °C, 6192 °F), самое низкое давление паров (при температуре выше 1650 °C, 3000 °F) и самую высокую прочность на растяжение.
Можно ли плавить латунь в стальном тигле?
Загрузите в тигель латунь, которую хотите расплавить. Используйте тигель, изготовленный из смеси глины и графита, т.к. металлические тигли могут расплавиться во время процесса.
При какой температуре размягчается латунь?
Для медных и латунных сплавов физический процесс отличается, и температура мягкого отжига составляет от 300°C до 650°C для медных сплавов и от 425°C до 650°C для латунных сплавов .
Как определить, что это латунь?
Цельная латунь не обладает магнитными свойствами. Если магнит прилипает, предмет обычно стальной или чугунный с латунным покрытием. Если магнит не прилипает, вы можете продолжить проверку, поцарапав скрытую область острым предметом. Если вы видите блестящую желтую царапину, предмет, скорее всего, из цельной латуни.
Можно ли плавить латунь на костре?
Чтобы расплавить собственный металл на костре, не нужны вентиляторы, воздуходувки , древесный уголь или другие крайности. Пока горел огонь, я сделал форму, поместив латунную трубу диаметром 1 1/2 дюйма и длиной около 2 дюймов поверх большого плоского куска нержавеющей стали. … На самом деле они довольно быстро растаяли.
Упрочняет ли латунь закалка?
Закалка латуни в воде НЕ закаляет латунь . Латунные изделия твердеют из-за проклейки, обжига и т. д. Поэтому латунь трескается после многократных обжигов и нагрузок, если они не были отожжены.
В чем разница между латунью и бронзой?
Латунь и бронза являются металлическими сплавами, что означает, что они представляют собой комбинацию двух или более различных металлов. Латунь состоит из меди и цинка, тогда как бронза состоит из меди и олова , иногда с добавлением других элементов, таких как фосфор или алюминий.
Какой материал лучше всего подходит для тигля?
Тигли и их крышки изготавливаются из материалов, устойчивых к высоким температурам, обычно фарфор, оксид алюминия или инертный металл . Одним из первых применений платины было изготовление тиглей. Керамика, такая как оксид алюминия, цирконий и особенно магнезия, выдерживает самые высокие температуры.
Имеет ли латунь ценность лома?
Желтая латунь также часто встречается в сантехнических материалах и трубах. … Мы заплатим вам около 1,50 доллара за фунт за вашей латуни. Просто убедитесь, что ваша латунь чистая, в ней нет пластика, резины или стали. Следующий чрезвычайно ценный вид лома – это медь.
Медь сегодня чего-нибудь стоит?
Латунь принесет вам около . от 90 до 1,50/фунт . Если у вас есть латунь, которая не является ломом, вы можете попытаться продать ее на онлайн-рынке, через объявления или на распродажах. Имейте в виду, что если вы продаете его через Интернет, вам нужно будет отправить его, а доставка хэви-метала недешева.
Какой самый твердый металл?
Четыре самых прочных и твердых металла на Земле
- Вольфрам: самый прочный металл на Земле. Из всех металлов вольфрам лидирует по прочности на растяжение. …
- Хром: самый твердый металл на Земле. Хром – самый твердый металл, известный человеку. … Сталь
- : самый прочный сплав на Земле. …
- Титан.
Какой металл не плавится?
15 металлов с самой низкой температурой плавления: ртуть , франций, цезий, галлий, рубидий, калий, натрий, индий, литий, олово, полоний, висмут, таллий, кадмий и свинец.
Насколько горячей должна быть латунь, чтобы расплавить ее? — Кто Сделал Что
Это температуры плавления обычных типов металлов: Алюминий: 660°C (1220°F) Латунь: 930°C (1710°F)
Кроме того, пропан расплавит латунь?
Пропановая плавильная печь предназначена для плавки до 44 фунтов. (20 кг) из металлов. Он идеально подходит для плавки золота, серебра, меди, алюминия, латуни, бронзы, чугуна и других металлов.
Имея это в виду, можно ли плавить латунь в домашних условиях? Металл, желтый сплав меди и цинка, плавится при 788 градусах по Фаренгейту и кипит при 1742 по Фаренгейту… Сегодня люди могут плавить латунь дома . Латунь используется для изготовления различных предметов, включая пули, солнечные часы и скульптуры. Латунь также используется для изготовления дверных ручек, монет и болтов.
Сопутствующее содержимое
- 1 Что можно использовать для плавки латуни?
- 2 Можно ли плавить латунь на костре?
- 3 В чем можно плавить латунь?
- 4 Может ли пропановая горелка плавить бронзу?
- 5 Можно ли плавить медь пропановой горелкой?
- 6 Сколько стоит плавленая латунь?
- 7 Могу ли я переплавить пенни и продать медь?
- 8 Что можно использовать в качестве тигля?
- 9 Сколько стоит латунь?
- 10 Какие металлы можно плавить на костре?
- 11 Является ли латунь огнеупорной?
- 12 Может ли костер расплавить медь?
- 13 Как плавить латунь в домашних условиях?
- 14 Можно ли плавить металл пропановой горелкой?
- 15 Можно ли плавить бронзу?
- 16 Можно ли паять только пропаном?
- 17 Какой металл можно плавить паяльной лампой?
- 18 Насколько горячим будет металл при пропановой горелке?
- 19 Сколько сейчас стоит латунь за фунт?
- 20 Стоит ли латунь денег?
- 21 Как определить, является ли латунь антикварной?
Что можно использовать для плавки латуни?
Купите печь для плавки металла , которая может достигать температуры 2000ºF (1100ºC), изготовленную из огнеупорного материала, способного выдерживать такое тепло. Большая часть латуни плавится при температуре до 1650ºF (900ºC), но более высокая максимальная температура даст вам погрешность и облегчит заливку латуни.
Можно ли плавить латунь на костре?
Чтобы расплавить свой собственный металл на костре, не нужны вентиляторы, воздуходувки , древесный уголь или другие крайности. Пока горел огонь, я сделал форму, поместив латунную трубу диаметром 1 1/2 дюйма и длиной около 2 дюймов поверх большого плоского куска нержавеющей стали. … На самом деле они довольно быстро растаяли.
В чем можно плавить латунь?Подготовить печь для плавки металла .
Большая часть латуни плавится при температуре до 1650ºF (900ºC), но более высокая максимальная температура даст вам погрешность и облегчит заливку латуни. Выберите печь, достаточно большую, чтобы вместить тигель и латунь, которую вы собираетесь плавить.
Может ли пропановая горелка плавить бронзу? Да , если у вас синее концентрированное пламя, это будет очень близко к 2500 градусов по Фаренгейту. Проблема в том, что тепло отводится от металла. Можно было бы расплавить медь пропановым пламенем, но вам потребуется гораздо больший источник тепла, то есть гораздо большая горелка.
Вы можете плавить медь дома, если у вас есть горелка, способная достигать 2000 градусов по Фаренгейту . Этот проект довольно опасен, и его не должны выполнять дети.
Сколько стоит плавленая латунь?Мы заплатим вам около 1,50 доллара за фунт за вашу латунь. Просто убедитесь, что ваша латунь чистая, в ней нет пластика, резины или стали. Следующий чрезвычайно ценный вид лома – это медь.
Могу ли я переплавить пенни и продать медь? Переплавка , формирование, уничтожение или иное изменение монет США, включая пенни, не является незаконным, если только цель не является мошеннической или с целью продажи сырья для монет с целью получения прибыли. Проекты, в которых в качестве материалов используются монеты, полностью легальны в США.
Тигли и их крышки изготавливаются из материалов, устойчивых к высоким температурам, обычно фарфор, оксид алюминия или инертный металл . Одним из первых применений платины было изготовление тиглей. Керамика, такая как оксид алюминия, цирконий и особенно магнезия, выдерживает самые высокие температуры.
Сколько стоит латунь?Цены на металлолом за фунт:
| Металл | Цена, $/фунт |
|---|---|
| Изолированный медный кабель | 1,00–2,00 долл. США/фунт Запрос шахты |
| ЛАТУНЬ | |
| Сантехника Латунь | 1,20–1,70 долл. США/фунт Запрос шахты |
| Латунные радиаторы | $1,60-$2,00/фунт Запросить шахту |
Любой из вас может работать с медью и бронзой в простом костре, который вы можете развести дома. Это связано с тем, что оба металла имеют низкую температуру плавления. Простой дровяной огонь обеспечит все тепло, необходимое для плавления любого металла. Ни один дровяной огонь не горит настолько, чтобы расплавить железо.
Точные свойства различных латуней зависят от состава латунного сплава, особенно от соотношения меди и цинка. … Металл обладает хорошей теплопроводностью и электропроводностью (его электропроводность может составлять от 23% до 44% электропроводности чистой меди), а является износостойким и искроустойчивым .
Может ли костер расплавить медь?Итак, температура дров колеблется в огромном диапазоне. Даже титан и сталь плавятся или горят в очень горячих дровах. Но при относительно прохладном огне походной дровяной печи медь должна быть в порядке, если ее держать вдали от самых горячих частей огня . Может немного окислиться.
Как плавить латунь в домашних условиях?- Разогрейте печь. Убедитесь, что рядом с печью нет легковоспламеняющихся материалов.
- Наденьте защитный фартук, перчатки и защитные очки.
- Проверьте небольшой кусочек латуни в тигле, чтобы убедиться, что он плавится должным образом.
- Определите количество латуни, которую вы хотите расплавить, и поместите латунь в тигель в печи.
Пропановая горелка, переносной инструмент для розжига, может использоваться для пайки, обжига концов веревок и плавки металла, а также для других задач. … Средняя температура плавления большинства типов металлов составляет около 1800 градусов, а максимальная температура плавления пропановой горелки составляет около 1900 градусов.
Можно ли плавить бронзу? Мало что зная о литье, можно ли плавить и отливать бронзу в домашней мастерской? Абсолютно. Он плавится при температуре ниже 2000°F , поэтому его легко плавить в тигельной печи, работающей на пропане или природном газе.
Вы можете , но вы должны контролировать окружающую среду, чтобы потери тепла в атмосферу и детали были ниже, чем тепло, подаваемое в паяное соединение. …
Какой металл можно расплавить паяльной лампой?Алюминиевый лом из фольги или банок из-под напитков можно переплавить с помощью пропановой паяльной лампы. Этот металл имеет температуру плавления 1200 градусов по Фаренгейту (660 градусов по Цельсию), но обычные паяльные лампы с пропаном производят пламя вдвое выше температуры.
Насколько горячим будет металл от пропановой горелки? Процесс плавки металла займет намного больше времени, чем большинство других проектов, так как пропановая горелка может достигать определенной максимальной температуры. Средняя температура плавления большинства типов металлов составляет около 1800 градусов, а максимальная температура плавления пропановой горелки составляет около 1900 градусов .
Цены на металлолом
| Тип | Цена за фунт. |
|---|---|
| Латунь (сантехника, трубы) | 1,05 $ |
| Бронза | 1,23 доллара США |
| Латунные корпуса | 0,81 долл. США |
| Латунный счетчик воды | 0,50–0,85 долл. США |
Объяснение цен на лом латуни На рынке металлолома стоимость латуни варьируется в зависимости от типа, но обычно стоит около от 1,25 до 2 долларов за фунт или от 0,08 до 0,12 долларов за унцию.
Как узнать, является ли латунь антикварной? Иногда антикварные предметы изготавливаются из цельной латуни, но также часто встречаются предметы, покрытые или обернутые более тонким слоем латуни. Отличить можно с помощью магнита . Если вы поднесете магнит к предмету и почувствуете натяжение, вы знаете, что предмет покрыт латунью.
Общее, знания
Хранение радиоактивных материалов
Периодическая таблица Table HomeС тех пор как в августе 2003 года вышла моя научно-популярная статья о цинковом литье, я получил несколько вопросы о том, действительно ли литье цинка безопасно, и несколько человек сказали мне, что это не так, включая уважаемого профессора химии, который назвал меня «глупым» за рекомендацию цинка в качестве литейный металл на том основании, что его использование вызовет серьезные проблемы со здоровьем.
Однако это не так: расплавленный чистый цинк не вызывает проблем со здоровьем, кроме очевидных горит, если облить себя.
Есть два основных пути, по которым люди думают, что цинковое литье представляет опасность для здоровья:
Сварка оцинкованной (оцинкованной) стали и литье из латуни (медно-цинковый сплав).
Оба эти действия могут вызвать у вас тошноту от вдыхания паров оксида цинка, поэтому люди
озабоченность по поводу литья цинка не лишена оснований. Но эти действия различаются
важные пути отливки чистого цинка.
При оценке любого риска я всегда хотел бы сначала спросить, что самое худшее, что может случиться? может случиться? В случае плавления свинца, например, ответ довольно мрачный: даже небольшое количество свинца в организме может вызвать серьезные, долгосрочные неврологические повреждения или, возможно, рак. Особенно для детей воздействие едва обнаруживаемых уровней свинец тесно связан с повреждением головного мозга. Вы не хотите возиться со свинцом.
Следующий вопрос: существуют ли невидимые кумулятивные эффекты, которые могут причинить вам вред
без вашего ведома об этом, пока не стало слишком поздно. Например, горячая печь либо горит
вы или нет: если вы закончите готовить, не обжегшись, вы можете быть уверены,
что через неделю не проснешься с ожогом. Загар отличается: вы можете загореть
себя в течение многих лет, не болея, а затем внезапно обнаруживаете, что у вас рак кожи.
Свинец — еще один пример того, что оказывает невидимое долгосрочное вредное воздействие.
Так что же самое худшее может произойти от воздействия цинка, и может ли это вызвать скрытые долгосрочные последствия?
При нагревании цинка до высокой температуры (при температуре кипения около 900°С или выше) он горит и образует дым оксида цинка. Как и любой дым, оксид цинка раздражает легкие, что приводит к затруднению дыхания: Это неопасная ситуация, и она сразу же проясняется, когда вы уходите от источник дыма. Люди, подвергающиеся воздействию высоких концентраций оксида цинка в течение длительного периода времени, могут также развивается состояние, известное как «цинковый озноб», «лихорадка металлического дыма», «лихорадка медных литейщиков» или ряд другие красочные термины. Это включает лихорадку, тремор и другие неприятные симптомы.
Однако лихорадка металлического дыма, которая редко встречается в наши дни, является чисто временным состоянием.
который проходит без каких-либо известных долгосрочных эффектов или осложнений. Смеяться точно не над чем
около, но максимальным недостатком воздействия цинка является лихорадка и озноб, которые проходят
и тогда вы поправляетесь. Это не похоже на свинцовый или солнечный загар, который может быть опасным для жизни.
последствия в будущем, или как угарный газ, который может убить вас на месте.
И вы даже не можете получить цинковый холод от плавления и литья чистого цинка.
При сварке оцинкованной стали образуются пары цинка, поскольку сварка происходит при очень, очень высоких температуры: цинковое покрытие на дюйм или около того в каждом направлении от сварного шва сгорел в клубящихся белых облаках оксида цинка. Тот, кто научился сваривать, много раз предупреждали о необходимости носить специальную маску при сварке оцинкованной стали, и это хорошая идея. Я всегда использую один при сварке оцинкованного листа.
При плавлении латуни (медно-цинкового сплава) также образуется большое количество паров оксида цинка,
потому что температура плавления латуни высока, близка к температуре кипения цинка. Фактически,
парциальное давление паров цинка над котлом с расплавленной латунью может составлять почти половину атмосферы!
Неудивительно, что такой котел испускает большое количество сине-белого дыма оксида цинка.
Но ситуация с кастрюлей с расплавленным чистым цинком при температуре плавления около 420°C очень другой. Парциальное давление паров цинка над только что расплавленным цинком равно примерно в 2500 раз ниже температуры плавления типичных латунных сплавов. И котел с расплавленным цинком быстро образует корку из твердого шлака оксида цинка, что, вероятно, снижает фактическое давление паров цинка до нуля, за исключением случаев, когда металл только что перемешанный или вылитый (и тогда это все еще только 1/2500 количества, полученного литьем из латуни).
Пары оксида цинка очень легко увидеть: они представляют собой ярко-белые или сине-белые частицы
дым, видимый даже при очень низких концентрациях. Я видел, как создается оксид цинка
различными способами, включая сварку, обжиг металлического цинка паяльной лампой, перегрев
горшка с цинком и т. д. Я даже видел оксид цинка, полученный при плавлении цинка в микроволновой печи.
Но за все годы литья цинка я ни разу не видел дыма оксида цинка, исходящего из горшка. цинка, расплавленного на электрической плите. Просто так не бывает, потому что температуры нет
достаточно высок.
Возможно, небольшая концентрация оксида цинка образуется ниже порог видимости. Если бы это был свинец или оксид свинца, это было бы проблемой, потому что вдыхать даже небольшое количество свинца действительно вредно. Но это явно дело не в цинке. Вдыхание малых концентраций цинка не вызывает долгосрочные или постепенные эффекты. Не накапливается в крови и нервной системе. как свинец может. Если вы не чувствуете немедленного неприятного эффекта от того, что вы делаете с цинком, то это не приносит вам никакого вреда.
На основании этих фактов я абсолютно убежден, как и ряд экспертов
химиков, металлургов и литейщиков, с которыми я консультировался, что плавление чистого цинка или
сплавы, содержащие цинк (но не свинец), которые плавятся при температуре около 450°С или ниже,
не представляет опасности для здоровья при вдыхании паров цинка. Да, вы можете определенно
очень сильно обожжетесь, если прольете его, но это предел того, что вы
надо побеспокоиться.
Таблица Менделеева Главная
Топливный газ и температура плавления
Различные горючие газы (ацетилен, пропан, природный газ) горят при разных температурах и лучше всего подходят для различных ювелирных операций. На этой диаграмме показаны максимальные температуры, при которых горят обычные горючие газы, а также температуры плавления некоторых из наиболее распространенных металлов, используемых в ювелирных изделиях и кузнечном деле. Загрузите документ Топливный газ и температура плавления в формате PDF. Вы также можете прочитать текстовое описание этой информации ниже.
см. сопутствующие товары ниже
| Топливный газ | Максимальная температура | Характеристики |
|---|---|---|
| Ацетилен | 3300°F | Самая высокая температура пламени. Доступно множество вариантов фонарика. Образует сажу и не может использоваться с платиной. Необходимо приобрести у поставщика сварки/газа. Не продается в большинстве хозяйственных магазинов. |
| Пропан | 2800°F | Менее дорогой, чем ацетилен, и более доступный. Чистое горение. Можно приобрести в небольших одноразовых баллонах. Более низкая температура пламени, чем у ацетилена. Не следует хранить в помещении. |
| Водород | 2650°F | Относительно высокая температура пламени. Идеально подходит для литья платины, потому что это чистое горение. Дорого и доступно только у специализированных поставщиков. |
| МАПП® | 2900°F | Комбинация сжиженного нефтяного газа и метилацетилен-пропадиена. Доступен в небольших одноразовых баллонах. Чистое горение и высокая температура. |
| Природный газ | 2750°F | Понижение температуры. Безопасно и экономично, если у вас уже есть подключение к природному газу, но для установки требуется профессионал. |
| Бутан | 1760°F | Доступно и легкодоступно. Небольшие контейнеры означают, что это очень портативно. Низкая температура. |
| Металл | Символ | Температура плавления по Цельсию | Температура плавления по Фаренгейту |
|---|---|---|---|
| Алюминий | Ал | 660°С | 1220°F |
| Латунь/бронза | 954°С | 1750°F | |
| Медь | Медь | 1083°С | 1981°F |
| Золото | Золото | 1063°С | 1945°F |
| Железо/сталь | Фе | 1539°С | 2802°F |
| Свинец | Пб | 327°С | 621°F |
| Никель | Ni | 1455°С | 2651°F |
| Палладий | Pd | 1555°С | 2831°F |
| Платина | Пт | 1773°С | 3224°F |
| Серебро, Высокое качество | Аг | 961°С | 1761°F |
| Серебро, Стерлинг | 893°С | 1640°F | |
| Олово | Сн | 232°С | 450°F |
| Цинк | Цинк | 419°С | 787°F |
При какой температуре плавится латунь? – TheKnowledgeBurrow.
comДжим Браун Популярные
Содержание
- 1 При какой температуре плавится латунь?
- 2 Опасно ли плавить латунь?
- 3 Какой металл легче всего расплавить?
- 4 Что лучше бронза или латунь?
- 5 Можно ли плавить латунь в самодельной печи?
- 6 Может ли литейный цех плавить латунь и алюминий при высокой температуре?
При какой температуре плавится латунь?
Точки плавления различных металлов
| Точки плавления | ||
|---|---|---|
| Металлы | Фаренгейтов (ф) | по Цельсию (с) |
| Латунь, красный | 1810-1880 | 990-1025 |
| Латунь, желтая | 1660-1710 | 905-932 |
| Бронза | 1675 | 913 |
Опасно ли плавить латунь?
Это опасно по двум основным причинам. Во-первых, наличие расплавленного металла при высоких температурах опасно по очевидным причинам. Другой опасностью могут быть пары от сжигания цинка в латуни. Цинк имеет более низкую температуру плавления, чем медь, и может гореть при плавке или изготовлении латуни. Испарения от этого немного опасны.
Является ли латунь термостойкой?
Латунь является отличным проводником тепла и устойчива к коррозии, особенно к гальванической коррозии морской водой. Чаще всего латунь используется в музыкальных инструментах, декоративной отделке, винтах, радиаторах, гильзах и многом другом.
Какой металл можно расплавить в огне?
Любой из вас может обрабатывать медь и бронзу в простом огне, который можно развести дома. Это связано с тем, что оба металла имеют низкую температуру плавления. Простой дровяной огонь обеспечит все тепло, необходимое для плавления любого металла. Ни один дровяной огонь не горит настолько, чтобы расплавить железо.
Какой металл легче всего расплавить?
В целом, алюминий легко плавится и до него легко добраться. Совет: многие люди расплавляют пустые алюминиевые банки из-под газировки, чтобы создать алюминиевые металлические формы. Нагревайте алюминий, пока он полностью не расплавится. Продолжайте нагревать литейный цех до тех пор, пока в тигле больше не будут видны твердые куски.
Что лучше бронза или латунь?
Независимо от добавления элементов бронза обладает большей твердостью, чем чистая медь. С другой стороны, латунь в основном содержит медь и цинк, последний из которых обеспечивает повышенную прочность и пластичность… Различия между бронзой и латунью.
| Бронза | Латунь |
|---|---|
| Более твердый, более хрупкий | Повышенная пластичность |
Бронза дороже латуни?
Бронза — отличный металл для лома, и она всегда стоит больше, чем латунь, но меньше, чем медь. Бронза обычно состоит из 90 процентов меди и 10 процентов цинка. Бронза также известна как красная латунь по сравнению с желтой латунью. Чтобы бронза оценивалась иначе, чем латунь, она должна содержать 80-90% меди.
Можно ли расплавить сталь огнем?
Сталь часто плавится при температуре около 1370°C (2500°F). Многие сайты ссылаются на разницу в температуре плавления стали и температуре горения авиакеросина как на доказательство того, что Всемирный торговый центр не мог рухнуть от пожаров с самолетов.
Можно ли плавить латунь в самодельной печи?
Используя нашу самодельную печь — на этот раз мы плавим латунь 😀 Это было успешно, так как вы можете видеть, как расплавленный металл вытекает в этот чугунный тигель. Следующий проект будет более интересным, и мы попробуем отлить формы и сделать что-то из этого металла, а также плавить медь.