Много шлака при сварке электродами
Многие сварщики, особенно начинающие, задаются вопросом: почему, когда варишь электродами много шлака. В основном, появление шлаков является результатом высокой скорости затвердевания раскаленного сварочного шва, также может указывать на низкий профессионализм сварщика или на низкое качество электродов. Давайте в этой статье подробно разберем каждую из причин более подробно.
Первая причина – высокая скорость затвердения и остывания металла. Если для сварки вы подбираете качественные электроды, которые образуют в сварочной ванне много шлака, расплавленный металл может больше находиться в жидком состоянии, благодаря чему шлаки и другие ненужные составляющие всплывут на поверхность. Также если вы для сварки используете качественные электроды, наплавленный металл будет более высокого качества и менее засорен шлаками и им подобными включениями.
Часто вероятность образования шлаков можно определить по марке сварочных электродов. Если вы применяете электроды с тонкой обмазкой, будьте внимательны, потому как вероятность формирования шлаков в сварочном шве очень высока.
Шлаковые включения можно поделить на микроспопические и макроскопические. Макроскопические включения имеют форму сферы, а также продолговатые вытянутые хвосты. Они могут образовываться в сварочном шве из-за плохой очистки кромок свариваемого металла. Микроскопические шлаковые включения появляются при образовании химических соединений во время плавления металла. Они проявляют себя в момент, когда металл начинает кристаллизоваться.
Следующая причина – низкий профессионализм сварщика. Если у вас совсем немного опыта, а перед вами стоит задача сварить ответственную конструкцию, то лучше пригласите профессионала. Это избавит вас от мучений с плохими сварочными швами, а также даст гарантию долгой службы конструкции. Чтобы получить опыт, начинайте варить простые вещи. Если будете браться за любую мелкую работу, связанную со сваркой, сможете быстро освоиться в этом деле, и совсем скоро будете выполнять ответственные и сложные швы.
В заключение можно сказать, что при хорошем старании можно научиться варить так, чтобы избегать попадания шлака в сварочный шов. Для того, чтобы сварочный шов был ровным, а присутствие шлака в нем было сведено к нулю, применяйте качественные электроды. Чаще всего для сварки применяются электроды АНО, которые дают возможность начинающим сварщикам набраться опыта и делают сварочный процесс более удобным и простым. С помощью этого вида электродов вы можете даже не будучи профессионалом сварочного дела, варить качественные швы и прочные конструкции.
Сварка инвертором для начинающих: как варить без шлаковых включений?
Почему появляются шлаковые включения? Такие проблемы возникают обычно при сварке инвертором у начинающих. Когда сварщик варит, например, в направлении, как это можно видеть на фото, шлак может пойти вперед дуги, вперед сварочной ванны и подтечь под нее, оставаясь внутри шва из-за того, что не успел всплыть наружу.
В основном эта проблема присуща сварке в нижнем положении. Но особенно ситуация усугубляется, если деталь идет на спуск. В таком случае шлак гораздо быстрее стекает вперед, чем сварочная ванна. Также включения шлака могут возникать, если подобран слишком малый ток для данной толщины или по причине подбора слишком больших зазоров. При сварке по вертикали обычно включений не бывает – шлак стекает вниз, а шов остается сверху. В таком случае не существует проблем даже при сварке на малых токах. То же при работе в горизонтальном положении.
Но особенно ситуация усугубляется, если деталь идет на спуск. В таком случае шлак гораздо быстрее стекает вперед, чем сварочная ванна. Также включения шлака могут возникать, если подобран слишком малый ток для данной толщины или по причине подбора слишком больших зазоров. При сварке по вертикали обычно включений не бывает – шлак стекает вниз, а шов остается сверху. В таком случае не существует проблем даже при сварке на малых токах. То же при работе в горизонтальном положении.
Проблемы с шлаком встречаются чаще всего при сварке в нижнем положении и при прохождении потолка.
Если случаются просадки в электросетке и варить можно только на малом токе, не желательно «жужжать» в нижнем положении, а необходимо деталь или заготовку поставить под уклон и варить снизу –вверх. Если тока совсем мало, нужно деталь поставить вертикально. Шлак будет стекать вниз, а шов нормально ложиться.
Если с электросетью в вашей мастерской все в порядке и тока хватает шлаковые включения все-равно возникают. Обычно это происходит при сварке на постоянке из-за воздействия на ферросплавы обмазки магнитного дутья. Когда горит электрод дуга начинает клониться в направлении массивной детали. Дуга может гореть в сторону или по кругу. Часто это явление ярко проявляется в угловых швах и на второй половине электрода. Вот в таких случаях и проявляются шлаковые включения в шве.
Обычно это происходит при сварке на постоянке из-за воздействия на ферросплавы обмазки магнитного дутья. Когда горит электрод дуга начинает клониться в направлении массивной детали. Дуга может гореть в сторону или по кругу. Часто это явление ярко проявляется в угловых швах и на второй половине электрода. Вот в таких случаях и проявляются шлаковые включения в шве.
Как избавиться?
Если вы увидели, что шлак «обгоняет» сварочную ванну, можно сделать небольшой пробег вперед электродом по прямой линии, чтобы его встряхнуть. Если это не помогло, можно применить другой способ, который заключается в увеличении дуги, за счет чего шлак обратно сдувает по направлению к жидкой ванне. Также можно пытаться «загнать шлак обратно» меняя угол наклона детали (если позволяют ее габариты) в соответствующем направлении.
Шлаки сварочные — Справочник химика 21
В 50-х годах на строительстве газопроводов стала широко применяться автоматическая сварка под флюсом, отличающаяся малой трудоемкостью и высоким качеством сварных соединений. Однако этот способ сварки сопряжен с трудностями, связанными с текучестью расплавленного металла и шлака и необходимостью удерживать их в сварочной ванне. Чтобы металл не протекал в трубу, корень шва предварительно проваривают ручной или полуавтоматической сваркой в среде углекислого газа, а до 1962 г. под шов внутрь трубы вставляли подкладные кольца, которые уменьшали пропускную способность газопровода. [c.104]
Шлак сварочный Шлак торфяной Шроты [c.309]
Электрошлаковая сварка. Принцип электрошлаковой сварки состоит в расплавлении электродного металла и оплавлении основного (свариваемого) металла за счет выделения теплоты при протекании тока через расплавленный шлак (флюс), обладаюш,ий достаточной электропроводностью. Схема процесса показана на рис. 5.25. Один или несколько сварочных электродов 4 вводятся в зазор между свариваемыми деталями 1. Формирование сварного шва осуществляется двумя медными водоохлаждаемыми ползунами 2, перемещаемыми по изделию автоматически со скоростью, равной скорости сварки.
Начальной стадией процесса электрошлаковой сварки является образование шлаковой ванны, для чего сварочный флюс расплавляется электрической дугой на дне пускового колодца, образованного поверхностями свариваемых деталей, водоохлаждаемыми ползунами и нижними (начальными) планками. По мере увеличения объема жидкого электропроводного шлака растет доля сварочного тока, протекающего через шлак, плотность тока в дуге становится недостаточной для ее устойчивого горения, и дуга гаснет. [c.297]
Кроме перечисленных руд, в доменную плавку идут различные суррогаты -железных руд шлаки сварочных и мартеновских печей, окалина и др. В настоящее время для выплавки чугуна начинают использовать пиритные огарки, получающиеся в сернокислотном производстве. Так как-в большинстве случаев пиритные огарки содержат медь, то при использовании их в доменных печах получают высококачественный медистый чугун. [c.433]
Применяют для ФО фторида в водах [34 410, 491 592, с 113—118], минеральном сырье [608], флюсах [34], оловянных рудах, концентратах, продуктах цинкового производства [629], мартеновских шлаках, сварочных флюсах, экзотермических смесях [481 592, с. 113—118], соединениях ниобия, тантала [702, с. 105— 1)1№ , ЭФО фторида (фто,ра) в газах [329], [c.159]
113—118], соединениях ниобия, тантала [702, с. 105— 1)1№ , ЭФО фторида (фто,ра) в газах [329], [c.159]
Удаление ныли и шлаков при сварочном производстве [c.1080]
Для образования шлаковой ванны может также применяться так называемый жидкий старт , при котором шлак, расплавленный в отдельной установке, заливают в пусковой колодец, после чего включают источник сварочного тока и сварка производится без зажигания дуги. [c.297]
Особое внимание следует обращать на сварные соединения, являющиеся, как правило, наиболее подверженными коррозии. Материал сварочной проволоки и технология сварки должны обеспечивать получение сварного соединения, металл щва и зона термического влияния которого имеют значения стационарного потенциала, близкие к потенциалу основного металла. Сварной щов и зона термического влияния не должны быть анодными по отнощению к основному металлу. Поверхность сварного шва, находящаяся в контакте с коррозионной средой, должна быть чистой от окалины, шлаков, гладкой.
Кроме обеспечения вяжущих свойств, жидкое стекло участвует в формировании химического состава шлака в процессе сварки. Жидкие стекла являются также ионизатором — источником ионов К и Ма , требуемых для протекания процесса сварки. Натриевое жидкое стекло для производства сварочных электродов должно характеризоваться значением силикатного модуля 2,7—3,0. [c.207]
Детали, подвергаемые магнитной дефектоскопии, предварительно очищают от грязи, просушивают. С контролируемой поверхности удаляют остатки сварочного шлака и металлических брызг. [c.314]
П1роверка качества сварных швов резервуаров и газгольдеров. Перед проверкой швы тщательно очищают от шлака, сварочных брызг, окалин и визуально осматривают для выявления подрезов, непроваров шва, трещин и возможных прожогов и расслоения металла. В первую очередь проверяют на плотность сварные швы днища (монтажные и заводские). [c.263]
В первую очередь проверяют на плотность сварные швы днища (монтажные и заводские). [c.263]
Таким образом, переход от ионных связей к ковалентно-полярным сопровождается уменьшением энергии связи. В частности, в отличие от Si02 рутил Т10г по отношению к металлам является более сильным окислителем (шлаки, сварочные флюсы). По химическому характеру Т10г представляет собой оксид со слабо выраженными кислотными свойствами. Соли титановой кислоты, полученные при высокой температуре (сплавление), устойчивы (например, природное
Таким образом, переход от ионных связей к ковалентно-полярным сопровождается уменьшением энергии связи. В частности, в отличие от SIO2 рутил TIO2 по отношению к металлам является более сильным окислителем (шлаки, сварочные флюсы). [c.329]
Сборка распредкоробок. Распредкоробка собирается вертикально в такой последовательности. На фланец, уложенный на стенд буртом вверх, устанавливают и прихватывают сваркой обечайку, предварительно совместив осевые линии. К обечайке пристыковывается и прихватывается сверху второй фланец. При других конструктивных исполнениях вместо фланца пристыковывается днище. Две распредкоробки спариваются между собой технологической обечайкой и на сварочном стенде заваривают наружные и внутренние кольцевые швы. После распаривания коробок производят газовую вырезку отверстий под штуцеры. Затем отверстия зачищают от шлака с доводкой их диаметров и фасок до чертежных размеров. Допускаемые отклонения по диаметрам отверстий следующие, мм [c.150]
Автоматическая сварка под слоем флюса. Сущность этого способа заключается в том, что электрическая дуга горит под расплавленным флюсом. Флюс предотвращает разбрызгивание металла, защищает металл от кислорода воздуха, обеспечивает формирование нормального сварного шва. Электродная проволока подается из кассеты автоматической головкой. Использование флюса позволяет применять электродную проволоку без покрытия. Часть флюса во время наплавки расплавляется и превращается в шлаковую корку, которая удаляется ударами молотка. Нерас-плавившаяся часть флюса используется повторно. Автоматическая сварка под слоем флюса примен [ется в основном для сварки ци-линдрических деталей (узлы трубопроводов, корпуса аппаратов) при вращении свариваемых элементов с помощью вращателя или манипулятора. Диаметр труб должен быть не менее 200 мм. При меньшем диаметре используются сварочные полуавтоматы. Сварка производится не менее чем в два слоя. Режимы сварки в каждом случае устанавливаются на пробных образцах. При наложении многослойных пшов после наложения каждого валика удаляется шлак и путем внешнего осмотра проверяется качество нша иа отсутствие трещин и пор. Дефектные места должны быть полностью удалены, а вырубленные участки вновь заварены. [c.80]
Нерас-плавившаяся часть флюса используется повторно. Автоматическая сварка под слоем флюса примен [ется в основном для сварки ци-линдрических деталей (узлы трубопроводов, корпуса аппаратов) при вращении свариваемых элементов с помощью вращателя или манипулятора. Диаметр труб должен быть не менее 200 мм. При меньшем диаметре используются сварочные полуавтоматы. Сварка производится не менее чем в два слоя. Режимы сварки в каждом случае устанавливаются на пробных образцах. При наложении многослойных пшов после наложения каждого валика удаляется шлак и путем внешнего осмотра проверяется качество нша иа отсутствие трещин и пор. Дефектные места должны быть полностью удалены, а вырубленные участки вновь заварены. [c.80]
До ХШ столетия единственным методом получения железа был сыродутный процесс, при котором руда восстанавливалась в горнах древесным углем с нринудитеш>ной подачей воздуха ручными мехами. Из-за низких температур при этом получался мягкий пластичный металл, содержащий значительное количество шлака. Для его удаления полученную губчатую массу — крицу обжимали молотом, получая сварочное железо. Процесс был мало производителен (до 60 кг в сутки с горна), требовал большого расхода угля (до 16 кг на кг железа) при весьма низкой степени извлечения железа из руды (не более 0,4 долей ед.). [c.48]
С учетом всех перечисленных выше конструктивноэксплуатационных факторов для альтернативной оценки опасности влияния сварочных дефектов их целесообразно разделить на две группы объемные и плоскостные. Объемные дефекты не оказывают существенного алияния на работоспособность соединений. Эги дефекты (поры, шлаки, флокены) можно нормировать по размерам или площади ослабления ими сечения изделия. Плоскостные трешиноподобные дефекты (трешины, оксидные пленки, несплавления, раскаты) по нормативно-технической документации, как правило, считаются недопустимыми. [c.80]
Максимальному разрушению металлические конструкции подвержены в прибрежной зоне, где интенсивно действует прибой и вода переносит много песка, гальки и воздушных пузырьков на высоте 0,2-1,0 м над уровнем моря. Скорость коррозии здесь достигает 0,4-0,8 мм в год. Особенно интенсивно корродируют участки, расположенные с теневой стороны, где менее благоприятны условия для испарения влаги. Сильному коррозионному разрушению подвержены сварные швы и околошов-ные зоны, имеющие меньшую коррозионную стойкость из-за неоднородности состава и структуры шва, наличия в нем шлаков и газовых включений, а также остаточных сварочных напряжений, величина которых может достигать предела текучести. Коррозионное разрущение этих зон [c.16]
Скорость коррозии здесь достигает 0,4-0,8 мм в год. Особенно интенсивно корродируют участки, расположенные с теневой стороны, где менее благоприятны условия для испарения влаги. Сильному коррозионному разрушению подвержены сварные швы и околошов-ные зоны, имеющие меньшую коррозионную стойкость из-за неоднородности состава и структуры шва, наличия в нем шлаков и газовых включений, а также остаточных сварочных напряжений, величина которых может достигать предела текучести. Коррозионное разрущение этих зон [c.16]
Устойчивость процесса сварки определяется объемо.м жидкого шлака, глубиной шлаковой и металлической ванны и внешней характеристикой источника питания. Для этого способа сварки лз чшие результаты дают источники тока с жесткой или несколько возрастающей внешней характеристикой, т. е. с увеличением сварочно-го тока в ванне жидкого шлака напряжение источника [c.297]
А. Качество металла шва при сварке определяется металлур-гическпми процессами в системе газовая фаза — металл — шлак, т. е. совместным влиянием сварочной проволоки и флюса при автоматической сварке, электродной проволоки и покрытия при ручной сварке и основным металлом. [c.314]
е. совместным влиянием сварочной проволоки и флюса при автоматической сварке, электродной проволоки и покрытия при ручной сварке и основным металлом. [c.314]
Стальное оборудос-ание — аппараты и их опорные конструкции— должны быть прочными и жесткими. Конструкция оборудования должна исключать возможность образования прогибов или вибрации, которые могут привести к нарушению антикоррозионного покрытия (образованию трещин, отслоению и т.п.). Стальное реакционное и емкостное оборудование следует проектировать с учетом требований ОСТ 26-291—81 и ГОСТ 14249-80 и следующих правил листы металла должны быть сварены встык швы со стороны поверхности, подлежащей защите, должны иметь подварочный шов все внутренние швы должны быть сплошными, плотными, гладко зачищенными заподлицо с защищаемой поверхностью неплотности в сварных швах и каверны на поверхности металла должны быть исправлены тем же методом, которым выполнена их заварка наличие в швах сварочного шлака, наплывов и заусенцев недопустимо все ребра жесткости корпуса аппаратов или емкостей должны быть вынесены наружу. [c.128]
Сварочное железо. Производимое в последнее время в США сварочное железо представляет собой по существу спокойную малоуглеродистую сталь, в которую еще в расплавленном состоянии добавляют окисно-силикатный шлак. Как и углеродистая сталь, незащищенное сварочное келезо подвергается быстрой коррозии прп экспозиции в морской. атмосфере. Представленные на рис. 10 результаты 8-летыих испытаний в Кристобале, организованных ВМС СШ(А [13, 17], позволяют сопоставить коррозионное поведенпе сварочного л(елеза и стали. [c.32]
Получение. Схема металлургич. передела железных руд включает дробление, измельчение, обогащение маги, сепарацией (до содержания Ре 64-68%), получение концентрата (74-83% Ре), плавку осн. массу Ж. выплавляют в виде чугуна и стали (см. Железа сплавы). Технически чистое Ж., или армко-Ж. (0,02% С, 0,035% Мп, 0,14% Сг, 0,02% 8, 0,015% Р), выплавляют из чугуна в сталеплавильных печах или кислородных конвертерах. Чистое Ж. получают восстановлением оксидов Ж. твердым (коксик, кам.-уг. пыль), газообразным (Н2, СО, их смесь, прнр. конвертированный газ) илн комбинир. восстановителем электролизом водных р-ров илн расплавов солей Ж. разложением пентакарбонила Ре(СО)5 (карбонильное Ж.). Сварочное, илн кричное, Ж. производят окислением примесей малоуглеродистой стали железистым шлаком прн 1350°С илн восстановлением из руд твердым углеродом. Восстановлением оксидов Ж. прн 750-1200°С получают губчатое Ж. (97-99% Ре)-пористый агломерат частиц Ж. пирофорно в горячем состоянии поддается обработке давлением. Карбонильное Ж. (до 0,00016% С) получают разложением Ре(СО)5 при 300 °С в среде КНз с послед, восстановит, отжигом в среде Н2 прн 500-600 С, порошок с размером частиц 1-15 мкм перерабатывается методами порошковой металлургии. Особо чистое Ж. получают зонной плавкой и др. методами. [c.141]
Атомно-абсорбционный метод использован для определения магния в чугуне [286, 519, 538], в стали [1202], в алюминиевых ]895] и цинковых [244, 271] сплавах, в металлическом уране [393, 804], в высокочистых металлах — Си, Zn, d, In, Pb, Ni, Pd [272], в железной руде [480], в шлаках [519, 894], сварочных флюсах [284], цементе, известняке и магнезите [894], в силикатных материалах [271, 749, 775, 889, 897, 1093, 1095, 1237], стекле [342], угле [983, 1000, 1198], в почве [281а, 592, 648, 894, 909, 983, 1000, [c. 192]
192]
По схеме, предложенной сварщи-ком-новатором А. А. Морозовым, первый слой шва сваривают в потолочном положении с фюрмированием шва флюсом, подаваемым при помощи шнека в зону дуги. Сварочную проволоку подают через мундштук, расположенный внутри шнека. В процессе сварки шлак всплывает на поверхность сварочной ванны, защищает расплавленный металл изнутри трубы, а основная масса флюса опрессовывает сварочную ванну, формируя шов и удерживая расплавленный металл в потолочном положении. [c.630]
В качестве сырья для производства железосодержащих коагулянтов могут применяться колчеданные огарки, высокожелезистые бокситы, железные руды, колошниковая пыль доменного производства, железный лом и отходы машиностроения, сварочный шлак, окалина, а также крас- [c.101]
Пооперационный контроль включает проверку состояния и качества труб и сварочных материалов в соответствии с ГОСТ и техническими условиями на их изготовление и поставку контроль качества сборки, при котором проверяется подготовка кромок, правильность центровки труб, величина зазора в стыке перед сваркой, расположение и количество прихваток, отсзггствие трещин в прихватках контроль качества и технологии сварки (проверка сварочного режима, зачистки шлака, наличия трещин, подрезов и других дефектов, сплавления по слоям). [c.250]
[c.250]
Шлаки — Влияние: на кристаллизацию
Шлаки — Влияние на кристаллизацию отливок 409 толщины слоя на образование дефектов 412 — Наведение жидкой шлаковой ванны 403, 404 — Приготовление 605 — Свойства 605 — Соотношение долей шлака и металла в струе расплава [c.734]Физические свойства образующихся шлаков оказывают значительное влияние на процесс сварки и формирование сварного шва. Во всех электродных покрытиях при их плавлении плотность шлака должна быть ниже плотности металла сварочной ванны, что обеспечит его всплывание из сварочной ванны. Температурный интервал затвердения шлака должен быть ниже температуры кристаллизации металла сварочной ванны, иначе слой шлака не будет пропускать выделяющиеся из сварочной ванны газы. Шлак должен покрывать сварной шов по всей поверхности ровным слоем. [c.67]
Большая скорость подачи тепла сварочной дугой и его отвода в основной металл и в атмосферу влияет на характер кристаллизации ванны.
 В отличие от основного металла шов имеет структуру литой стали. По химическому составу он может отличаться от основного металла, так как образуется в результате перемешивания основного и электродного металла и под влиянием реакций, происходящих между металлом, газом и шлаком в процессе сварки. Термический цикл, который претерпевает сварное соединение, оказывает существенное влияние на структуру шва и прилегающие к нему зоны основного металла.
[c.114]
В отличие от основного металла шов имеет структуру литой стали. По химическому составу он может отличаться от основного металла, так как образуется в результате перемешивания основного и электродного металла и под влиянием реакций, происходящих между металлом, газом и шлаком в процессе сварки. Термический цикл, который претерпевает сварное соединение, оказывает существенное влияние на структуру шва и прилегающие к нему зоны основного металла.
[c.114]Особенно неблагоприятное влияние на качество металла оказывает сульфит железа, хорошо растворяющийся в жидком металле и плохо — в шлаках. Температура плавления (1193 ° С) сернистого железа ниже, чем у стали, поэтому оно при кристаллизации остается в прослойках между кристаллами стали по границам зерен металла. [c.35]
При одновременном присутствии титана, марганца и серы возможно образование различных фаз при повышенном содержании марганца, когда Мп > (0,3 1,7% 5), сера связывается с марганцем, а титан с углеродом. Это способствует получению мелкопластинчатого графита, поскольку оба эти соединения являются центрами кристаллизации графита. При снижении содержания марганца появляются сульфиды титана в связи с тем, что реакция МпЗ Т1 7 Мп + Т15 обратима и сродство серы с титаном выше, чем с марганцем. Сульфид титана всплывает на поверхность металла, уходит в шлак и влияние титана ослабляется.
[c.127]
Это способствует получению мелкопластинчатого графита, поскольку оба эти соединения являются центрами кристаллизации графита. При снижении содержания марганца появляются сульфиды титана в связи с тем, что реакция МпЗ Т1 7 Мп + Т15 обратима и сродство серы с титаном выше, чем с марганцем. Сульфид титана всплывает на поверхность металла, уходит в шлак и влияние титана ослабляется.
[c.127]
Под тепловыми процессами при сварке принято подразумевать повышение температуры свариваемых изделий (и присадочного материала) под влиянием источников сварочного нагрева, распространение теплоты по изделию и отвод ее в окружающую среду. Источники сварочного нагрева оказывают тепловое воздействие на основной и присадочный металлы, в результате изменяются структура и свойства металла шва и околошовной зоны. В процессе сварки металл плавится, образуя сварочную ванну, а затем затвердевает в виде сварного шва. В зоне сварки жидкий металл взаимодействует с окружающей средой (шлаком и газом). Температура и длительность нагрева при сварке определяют, помимо явлений плавления и кристаллизации металла, прохождение целого ряда сопутствующих процессов в свариваемом материале структурные превращения, объемные изменения, упругопластические деформации и т.д. Эти процессы оказывают значительное влияние на качество сварного соединения и всей конструкции в целом.
[c.34]
Шлаки. При несоблюдении элементарных мер предосторожности в отливку попадает шлак, что приводит к очевидному браку. Кроме этого чисто механического воздействия, не исключено физико-химическое влияние шлака на чугун благодаря не совсем ясному и доказанному воздействию его на условия выделения графита (13 и 14], а также вследствие частичного окисления кремния с образованием дополнительных центров кристаллизации 10]. [c.32]
Амплитуда колебания электрода в поперечном направлении не должна быть более 4—5 диаметров. Траектория движения дуги и скорости её перемещений влияют на а) скорость продвижения дуги вдоль и поперёк шва б) длительность пребывания ванночки в жидком состоянии (до начала кристаллизации) в) глубину провара (степень термической регенерации) г) ширину зоны термического влияния д) толщину наплавляемого слоя и е) местоположение шлака на поверхности наплавленного слоя в процессе сварки.
[c.307]
Траектория движения дуги и скорости её перемещений влияют на а) скорость продвижения дуги вдоль и поперёк шва б) длительность пребывания ванночки в жидком состоянии (до начала кристаллизации) в) глубину провара (степень термической регенерации) г) ширину зоны термического влияния д) толщину наплавляемого слоя и е) местоположение шлака на поверхности наплавленного слоя в процессе сварки.
[c.307]
Низкие температуры оказывают существенное влияние на процесс сварки. Скорость охлаждения и кристаллизации металла сварочной ванны с понижением температуры сварки повышается, в результате чего увеличивается насыщение металла газовыми и шлаковыми включениями, неуспевшими всплыть на поверхность и перейти в шлак. [c.264]
Исследованиями установлено, что химический состав металла шва оказывает решающее влияние на состав прослоек и тем самым на стойкость шва против образования горячих трещин. Сера, углерод, кремний и водород понижают стойкость против горячих трещин, а марганец, наоборот, увеличивает стойкость против трещннообра-зования. Таким образом, возникновение горячих трещин зависит от химического состава стали. Образование горячих грещин тем вероятнее, чем больше в металле шва элементов, способствующих образованию легкоплавких эвтектик и химических соединений, располагающихся при кристаллизации по границам зерен и затвердевающих в последнюю очередь при относительно низких температурах. Это хорошо подтверждается данными о влиянии марганца и углерода на склонность к трещинам, вызываемую серой (фиг. 43). Из графика следует, что повышение содержания серы или углерода в металле увеличивает склонность металла шва к горячим трещинам, повышение содержания марганца уменьшает склонность металла к трещинам, так как марганец связывает серу, и образующийся сульфид марганца Мп5 плохо растворяется в железе и хорошо — в шлаке. Стойкость металла шва к образованию тр.чцин часто называют технологической прочностью.
[c.86]
Таким образом, возникновение горячих трещин зависит от химического состава стали. Образование горячих грещин тем вероятнее, чем больше в металле шва элементов, способствующих образованию легкоплавких эвтектик и химических соединений, располагающихся при кристаллизации по границам зерен и затвердевающих в последнюю очередь при относительно низких температурах. Это хорошо подтверждается данными о влиянии марганца и углерода на склонность к трещинам, вызываемую серой (фиг. 43). Из графика следует, что повышение содержания серы или углерода в металле увеличивает склонность металла шва к горячим трещинам, повышение содержания марганца уменьшает склонность металла к трещинам, так как марганец связывает серу, и образующийся сульфид марганца Мп5 плохо растворяется в железе и хорошо — в шлаке. Стойкость металла шва к образованию тр.чцин часто называют технологической прочностью.
[c.86]
Исследование влияния жидких шлаков на затвердевание слитка показало, что применение быстросгораю-щнх экзотермических Me efi, создающих шлаковую рубашку толщиной 1—2 мм, приводит к некоторому замедлению кристаллизащ1и, тогда как использование тлеющей смеси (толщина гарниссажа 0,5—1,25 мм) не влияло на скорость кристаллизации (табл. 33).
[c.248]
33).
[c.248]
Привлечение данных о минералогическом составе закристаллизованных шлаков и изменение его под воздействием отношения СаО SiOz и содержаний М Оз и MgO совместно с изучением физических свойств шлаковых расплавов позволяет объяснить влияние основных компонентов шлаков на вязкость и температуру кристаллизации реальных шлаковых расплавов. [c.137]
Таким образом, С, 5 и Мп выполняют функции раскис-лителя. Образующийся в процессе реакции оксид углерода вызьгоает кипение и разбрызгивание металла. Кипение сварочной ванны до начала кристаллизации способствует удалению посторонних металлических включений. Если металл кипит во время кристаллизации шва, то образующиеся пузыри оксида углерода не успевают выделяться и остаются в шве в виде газовых пор. Для уменьшения образования оксида углерода в сварочную ванну вводят раскислители (Мп и 81). На процесс окисления при сварке металлов большое влияние оказывает состав сварочного пламени. Образующиеся в процессе реакций оксиды кремния и марганца не растворяются в металле, всплывают на поверхность жидкого металла и переходят в шлаки. В жидком металле шва находится много разнородных оксидов, между которыми происходят химические реакции. В результате этих реакций образуются соединения с более низкой температурой плавления, чем сами оксиды, что облегчает удаление оксидов из расплавленного металла в виде шлака.
[c.215]
Образующиеся в процессе реакций оксиды кремния и марганца не растворяются в металле, всплывают на поверхность жидкого металла и переходят в шлаки. В жидком металле шва находится много разнородных оксидов, между которыми происходят химические реакции. В результате этих реакций образуются соединения с более низкой температурой плавления, чем сами оксиды, что облегчает удаление оксидов из расплавленного металла в виде шлака.
[c.215]
Первый, наиболее очевидный, обусловлен включением постороннего материала, являющегося полупроводником нли диэлектриком — частицы окисла, сульфида, шлака, шлифовального абразива и т. д. В начале роста электролитического осадка такие включения не будут служить центрами кристаллизации и будут препятствовать росту покрытия вширь и сращиванию кристаллов, растущих на расположенных по соседству центрах. Второй тип связан с подложками, у которых структура поверхностных зерен сильно нарушена в процессе холодной деформации (шлифования, холодной прокатки, волочения и т.
д.). В этом случае зародыши порообразования также препятствуют срастанию (коалесценции) отдельных кристаллов электролитического осадка, но за счет своего физического состояния, а не химических различии, как в первом случае. Это, по-видимому, проявление псевдоморфного роста. Отжиг при относительно низкой температуре (для стали, например, 210° С) сильно уменьшает этот эффект, а последующая холодная деформация снова увеличивает его (рис. 6.15). Третий тип зародышей — это трещины в подложке. Если глубина трещины значительно больше ее ширины, то электрическое поле в трещине препятствует осаждению и электролитический осадок в ней не образуется. Горизонтальный рост осадка тормозится, как только грани кристаллов, зародившихся по соседству, достигнут трещины (что аналогично влиянию зародышей пер-
[c.355]Известно, что отрицательная температура окружающего воздуха влияет на скорость охлаждения сварочной ванны и металла зоны термического влияния (ЗТВ). С понижением температуры скорость охлаждения увеличивается, что приводит к ухудшению надежности монтажных стыков. Прежде всего, увеличение скорости кристаллизации сварочной ванны уменьшает ее объем. Так, уменьшение температуры от +20 до -50 °С сокращает длительность пребывания сварочной ванны в жидком состоянии примерно на 10 %. Это сказывается на процессе кристаллизации металла, так как отставание диффузионных процессов от кристаллизационных приводит к перавпо-веспому структурному состоянию металла нри этом усиливаются процессы ликвации и сегрегации химических элементов, возрастает вероятность засорения сварного шва неметаллическими и шлаковыми включениями, не успевающими полностью выделиться в шлак, и образования нор, вызванных газами, в частности водородом. Увеличение скорости охлаждения сварного соединения может привести к образованию закалочных структур в ЗТВ, резко снижающих пластичность металла и повышающих склонность к хрупкому разрушению. Это особенно может проявляться при сварке низколегированных сталей повышенной и высокой прочности, а также среднелегпровап-ных сталей. Прп этом вероятность хрупкого разрушения тем больше, чем ниже температура окружающего воздуха. В этих условиях незначительный концентратор напряжений в шве пли на ЛИНИН сплавления имеет большую тенденцию к развитию, которое может привести к зарождению трещины и ее распространению вплоть до разрушения трубопровода.
[c.44]
Прежде всего, увеличение скорости кристаллизации сварочной ванны уменьшает ее объем. Так, уменьшение температуры от +20 до -50 °С сокращает длительность пребывания сварочной ванны в жидком состоянии примерно на 10 %. Это сказывается на процессе кристаллизации металла, так как отставание диффузионных процессов от кристаллизационных приводит к перавпо-веспому структурному состоянию металла нри этом усиливаются процессы ликвации и сегрегации химических элементов, возрастает вероятность засорения сварного шва неметаллическими и шлаковыми включениями, не успевающими полностью выделиться в шлак, и образования нор, вызванных газами, в частности водородом. Увеличение скорости охлаждения сварного соединения может привести к образованию закалочных структур в ЗТВ, резко снижающих пластичность металла и повышающих склонность к хрупкому разрушению. Это особенно может проявляться при сварке низколегированных сталей повышенной и высокой прочности, а также среднелегпровап-ных сталей. Прп этом вероятность хрупкого разрушения тем больше, чем ниже температура окружающего воздуха. В этих условиях незначительный концентратор напряжений в шве пли на ЛИНИН сплавления имеет большую тенденцию к развитию, которое может привести к зарождению трещины и ее распространению вплоть до разрушения трубопровода.
[c.44]
И шлака вам побольше — все об электрошлаковой сварке
Достаточно оригинальный и не всем известный метод сварного соединения металлических деталей – электрошлаковая сварка. Она предназначается для изготовления вертикальных (преимущественно) сварных швов. Вертикальный шов, особенно на толстом металле, в силу многих причин требует особого подхода.
Блок: 1/5 | Кол-во символов: 294
Источник: https://svaring.com/welding/vidy/elektroshlakovaja-svarka
Содержание
Электрошлаковая сварка — это один из видов сварки плавлением, который появился недавно, если сравнивать его с традиционными способами, например, относительно ручной дуговой сварки. Этот способ позволяет сваривать металлы практически неограниченной толщины, что делает его одним из ведущих и перспективных технологических процессов.
Наиболее важным остаётся качество сварки в сложных крупногабаритных изделиях, поэтому, большое внимание уделяется процессу подготовки свариваемых частей и техника сварки.
Блок: 2/10 | Кол-во символов: 556
Источник: https://taina-svarki.ru/sposoby-svarki/elektroshlakovaya-svarka-shemy-sushchnost-tehnologiya.php
Общая информация
ЭШС или электрошлаковая сварка — это метод соединения металлов, при котором тепло, плавящее металл, образуется в среде расплавленного шлака. Электрод погружается в шлак, пропуская электрический ток, который тем самым генерирует тепло в шлаке. Такой процесс не требует использования дуги. Зачастую ЭШС применяют при сварке вертикально расположенных деталей, шов ведут снизу вверх.
Блок: 2/7 | Кол-во символов: 395
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/chto-takoe-elektroshlakovaya-svarka.html
Виды электрошлаковой сварки
Разновидности ЭШС по виду присадки, способу ее подачи:
- С использованием проволоки.
 Она подается в ванну расплава постепенно, сверху вниз, вслед за перемещающимися в одной горизонтальной плоскости электродами.
Она подается в ванну расплава постепенно, сверху вниз, вслед за перемещающимися в одной горизонтальной плоскости электродами. - С использованием пластин и токоподающих электродов круглой или прямоугольной формы. Пластины опускаются к зазору по мере необходимости образования расплава. В отличие от проволоки одномоментно образуют большой объем расплава.
- С использованием мундштука. По сути, это унификация первых двух способов. Токоподающие пластины фиксируются в определённом положении, флюс быстро прогревается. А к зазору по направляющему мундштуку подается проволока. Этот метод разработан для криволинейных швов.
 Она подается в ванну расплава постепенно, сверху вниз, вслед за перемещающимися в одной горизонтальной плоскости электродами.
Она подается в ванну расплава постепенно, сверху вниз, вслед за перемещающимися в одной горизонтальной плоскости электродами.Способы электрошлаковой сварки: а) с использованием проволоки; б) с использованием пластин и токоподающих электродов; в) с использованием мундштука.
Блок: 3/6 | Кол-во символов: 876
Источник: https://svarkaprosto.ru/tehnologii/elektroshlakovaya-svarka
Классификация типов электрошлаковой сварки
Схема аппарата для электрошлаковой сварки.
Электрошлаковая сварка может подразделяться по самым разным критериям.
По типу формирования сварочной ванны:
- свободное формирование ванны;
- принудительное формирование ванны.
Если принять во внимание тип электродов и способ их погружения в сварочную ванну, ЭШС делится на три вида:
ЭШС с проволокой
По данной технологии электродная проволока подается в сварочную шлаковую ванну постепенно, по ходу их расплавления. Электроды передвигаются в горизонтальной плоскости медленно и ровно – их движение поступательное.
В результате обеспечивается ровное нагревание толщины кромок свариваемых металлических заготовок. Немаловажный фактор: для реализации данного способа нужен практический опыт сварщика, новичкам здесь будет непросто.
ЭШС с пластинами
Это метод с использованием электродов в виде пластин и с большим диаметром, который нужен для того, чтобы максимально перекрыть зазор между соединяемыми заготовками. Пластинки электродов фиксируются, чтобы подаваться в ванну через короткие промежутки времени – в зависимости от того, хватает ли расплавленного металла в ванне для заполнения зазора между поверхностями.
Следует ответить, что конструкция аппаратов для ЭШС пластинами или электродами с большим диаметром проще в использовании, чем при ЭШС с помощью проволоки.
Электроды с большим диаметром бывают разной формы: их сечения могут быть прямоугольными или круглыми, если нужно работать с заготовками цилиндрической формы. Они бывают даже полые внутри, заполненные металлической крупкой.
ЭШС плавящимся мундштуком
По своей сути это комбинация двух первых технологий. Пластина из электрода также фиксируется в зазоре, в который подается проволока с помощью направляющих трубок. В процессе сварки пластины неподвижны, потому что расплавленного металла в ванне вполне достаточно за счет подающейся проволоки.
Данная технология может применяться при сварке кромок любой толщины, а шов может достигать в длину трех метров и даже больше. С ее помощью можно варить сложные криволинейные швы.
В аппарат для ЭШС с мундштуком входит специальный переносной механизм для подачи проволоки. Все детали и мелкие конструктивные элементы в ЭШС описаны в ГОСТе 15164.
Все детали и мелкие конструктивные элементы в ЭШС описаны в ГОСТе 15164.
Виды сварных соединений.
Какие выводы можно сделать? Для сварки металлических деталей с краями большой толщины нужно использовать либо специальные колебательные движения электродов для постепенности прогревания, либо электроды с пластинами или большого диаметра. А самым лучшим вариантом будет сочетание этих способов.
В промышленности чрезвычайно популярна сварка проволокой. Это швы самой разной формы с любой длиной, края деталей любой толщины: от 20-ти до 600 миллиметров. Если применяются пластины, варить можно швы тоже любой толщины, но с ограниченной длиной до 1,5 метров. Пластинчатая ЭШС возможна с чугунными электродами, ведь из чугуна практически невозможно сделать проволоку.
Блок: 4/8 | Кол-во символов: 2970
Источник: https://tutsvarka.ru/vidy/elektroshlakovaya-svarka
Область применения
Сущность процесса и область применения сварки под слоем флюса состоит в соединении деталей больших размеров. Наиболее часто это листы толщиной от 40 мм до 500 мм. Шов накладывается за один проход и практически не имеет ограничения по длине.
Наиболее часто это листы толщиной от 40 мм до 500 мм. Шов накладывается за один проход и практически не имеет ограничения по длине.
Наиболее популярная область применения в тяжелой промышленности для изготовления стендовых плит большой площади, сваривании деталей с разными по толщине элементами. При строительстве трубопроводов повышенной ответственности применяется автоматическое оборудование для соединения труб с предварительной подготовкой и последующей термообработкой и изоляцией.
Блок: 2/9 | Кол-во символов: 617
Источник: https://svarka.guru/vidy/thermo/dugovaya/elektroshlakovaya.html
Способы сваривания
Электрошлаковая сварка подходит не для всех металлов, но ее область применения нельзя назвать узкой. Ее используют обычно для соединения низкоуглеродных и среднеуглеродных сталей, чугуна, цветных металлов (вплоть до титана и алюминия), реже — для легированных сталей.
Применяют при производстве массивных, крупногабаритных деталей (толщина порядка 100-600 мм), переплавке отходов.
На практике используется 3 основных методики сварки. Первая подразумевает непрерывную подачу в расплав присадочного электрода, направляемого в горизонтальной плоскости. Движение электрода носит возвратно-поступательный характер, чтобы обеспечивалась максимальная плотность контакта.
Вторая электрошлаковая методика — это сварка габаритными пластинчатыми электродами, которые фактически заменяют собой медные ползуны.
В этом случае присадка используется в меньшей степени — электроды сами плотно перекрывают зазор и обеспечивают эффективный расплав: торцы деталей соединяются без присадки. Но в этом случае электроды должны быть подогнаны по форме к деталям, это узкоспециализированный способ.
Третья методика основана на соединении первых двух. В ней присутствует и пластинчатый электрод, и особый плавящийся электрод. Первый во время всего процесса электрошлаковой сварки остается неподвижным, второй подается в зону расплава и является, по сути своей, присадкой.
Обратите внимание, что химический состав присадки должен быть аналогичен составу основных металлов.
Также существуют два разных принципа работы установок электрошлаковой сварки. Устройства, в которых реализован первый способ, работают с твердой шлаковой смесью, которую самостоятельно расплавляют. Установки, работающие по второму принципу, используют жидкую, предварительно расплавленную в печи смесь.
Первым для начала работы необходим более мощный пусковой ток, потому что много энергии тратится на доведение шлака до жидкого состояния. Вторым, соответственно, требуется находящаяся неподалеку плавильная печь.
Блок: 4/5 | Кол-во символов: 1980
Источник: https://svaring.com/welding/vidy/elektroshlakovaja-svarka
Технология
Технология электрошлаковой сварки крайне проста. Две детали устанавливают вертикально, оставляя между ними небольшой зазор. Зазор нужно с двух сторон закрыть ползунами, оснащенными трубками с водой для охлаждения. Ползуны нужно перемещать по ходу сварки, чтобы шов равномерно остывал. Снизу зазор нужно дополнительно закрыть специальным «карманом». Затем нужно засыпать флюс в зазор и погрузить в него электрод. Подвод тока осуществляется с помощью мундштука.
Ток проходит через электрод прямо во флюс, и тот начинает плавиться. В последствии образуется шлак, который за счет своей высокой теплопроводности как раз и является тем самым источником тепла, нагревающим металл. Шлак плавит электрод, кромки и способствует образованию сварочной ванны. Дуги в этом процессе нет, как таковой. Флюс защищает сварное соединение от негативного влияния кислорода и улучшает его качественные характеристики. При этом он используется вполне экономично и его расход невелик. Можно использовать обычный флюс для дуговой сварки или флюс особый. Но об этом мы поговорим далее.
Блок: 4/7 | Кол-во символов: 1068
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/chto-takoe-elektroshlakovaya-svarka.html
Преимущества и недостатки
Логичнее начать с достоинств ЭШС:
- Металл не окисляется под слоем шлаковой ванны, не нужно использовать газовое оборудование для создания безопасной атмосферы.
- Соединяемые детали равномерно разогреваются и медленнее остывают. Нагрев начинается на уровне флюса. Благодаря «шубе» сохраняется стабильная температура в процессе образования шва. Это благотворно сказывается на качестве соединения.
- Параметры токовой нагрузки меньше влияют на процесс образования шва, прогрев происходит за счет разогретого шлака. При прерывании подачи электричества процесс не прерывается.
- За один проход проваривается металл толщиной до 200 мм, не нужно делать много проходов, сокращается время сварки. При двух электродах допустимо соединять металл толщиной свыше 200 мм.
- Минимизируются затраты на расходные материалы, объем шлака составляет не более 5% от объема металла, затраты на электроэнергию небольшие, нет потерь, свойственных сварке на постоянном токе.
- Высокий коэффициент полезного действия. При минусе временных и денежных затрат – большой объем работ хорошего качества.
- Минимизируется человеческий фактор: автоматически выдерживается заданное расстояние электрода до детали.
- Сокращается время подготовительного этапа, разделки кромок не требуется. Заплавляется зазор между деталями.


Несколько минусов, которые нельзя скидывать со счетов:
- Вариативность швов уменьшается, методом ЭШС выполняют только вертикальные или сильно приближенные к ним швы.
- Процесс непрерывный, нельзя остановиться на середине шва, пострадает качество соединения.
- Высокая зернистость диффузионного слоя, при минусовых соединениях пластичность металла существенно снижается, шов приобретает хрупкость.
В промышленных масштабах электрошлаковая сварка экономически целесообразна при соединении толстых элементов. Для тонкостенных деталей расходы на оборудование окажутся слишком большими.
Блок: 6/6 | Кол-во символов: 1875
Источник: https://svarkaprosto.ru/tehnologii/elektroshlakovaya-svarka
Оборудование для ЭШС
Технология электрошлаковой сварки относится к особым методам. Оборудование и расходные материалы для нее тоже особые. Это касается, прежде всего, химического состава многочисленных вариантов флюсов, предлагаемых на рынке для ЭШС.
Это касается, прежде всего, химического состава многочисленных вариантов флюсов, предлагаемых на рынке для ЭШС.
- Марганцевые флюсы с высокими долями кремния и железа. Отлично подходят для работы со сталями низколегированных типов.
- Низкокремниевые марганцевые флюсы также предназначены для сталей теплоустойчивого типа перлитного класса, а также для низко- и среднелегированных сплавов стали.
- Безмарганцевые низкокремнистые смеси подходят для бронированных металлов.
- Фторидные флюсы выбирают для сварки деталей из нержавейки или чугуна.
Пара слов о сварочном шве высокого качества.
Качество сварочного шва – самый главный в итоге критерий эффективности всех технологий работы по металлу. Особенность ЭШС в виде минимального и очень постепенного пополнения шлаковой ванны новыми дозами флюса выливается в постоянный химических состав металла сварочного шва. А это напрямую влияет на его высокое качество.
Мы уже писали выше, что электрошлаковая сварка проводится при вертикальном положении оси шва. Благодаря этому факту газовые пузыри и частицы шлака всплывают и удаляются легче и быстрее, чем при горизонтальном положении. Вследствие этого пустоты шва заполняются металлом намного лучше.
Благодаря этому факту газовые пузыри и частицы шлака всплывают и удаляются легче и быстрее, чем при горизонтальном положении. Вследствие этого пустоты шва заполняются металлом намного лучше.
При ЭШС практически не образуются поры и никакие другие участки низкой плотности, по крайней мере, эти дефекты наблюдаются намного реже и в меньшем количестве, чем при дуговой сварке в нижнем расположении.
Еще одно преимущество связано с оптимальным направлением роста кристаллов в швах. Это явление исключает появление зоны «слабины», которая обычно появляется в широких швах большой толщины, если процесс проходит в нижнем положении. Кроме того, снижается риск формирования кристаллизационных дефектов в швах.
Электрошлаковая сварка.
Следующее преимущество – отличные температурные условия для рабочей зоны. Нагревание краев металлических деталей стартует на поверхностном уровне шлаковой ванны, а расплавление этих краев начинается лишь в самой близости от вновь образованной металлической ванны.
Между этими процессами – началом подогрева краев свариваемых металлических заготовок и их расплавлением проходит совсем небольшое время – всего 2 – 3 минуты. Но их вполне хватает, чтобы скорость нагрева и скорость следующего за ним охлаждения были ниже, чем при других способах сварки. Это называется стабильностью, что напрямую работает по высокое качество шва.
Перед сваркой по технологии ЭШС кромки металлических деталей разделывать не нужно. Их складывают с зазором, который по идее заменяет эту разделку. Такой подход позволяет снизить ресурсные затраты при подготовке кромок к процессу сварки.
Электрошлаковая сварка предполагает симметричное расположение электродов. Поэтому при ее использовании нет никаких угловых изменений в виде деформации. Если толщина свариваемых металлов небольшая, например, в пределах 40 – 50 мм, ресурсные затраты на ЭШС выше, чем при дуговой сварке по флюсовой технологии, так что тонкие детали лучше варить без шлака.
А вот если толщина кромок большая, выше, например, 100 мм, то применять лучше ЭШС, которая намного производительнее и экономичнее дуговой.
Конечно, есть и кое-какие недостатки. Ориентация шва должна быть только вертикальной, иногда это не очень удобно. Процесс сварки должен быть непрерывным в обязательном порядке, в противном случае могут образоваться дефекты, в результате чего придется делать повторную сварку. Шов при ЭШС отличается своеобразной структурой – она особая, крупнозернистая.
Блок: 6/8 | Кол-во символов: 3615
Источник: https://tutsvarka.ru/vidy/elektroshlakovaya-svarka
Подготовка изделия
Кромки стыкуемых деталей не обязательно зачищать. Раскрой металла производится газовым резаком. Допускаются неровности и выступы размером до 3 мм при толщине листа до 200 мм. Отклонение от параллельности кромок сопрягаемых деталей может быть в пределах 4 мм на высоту.
При соединении боковых плоскостей проката, его следует очистить от окалины и ржавчины. Для этого используется обдирочный аппарат или ручная зачистка болгарками с крупнозернистыми кругами.
Литье и поковки в месте соединения должны обрабатываться механическим способом на станках. Если для наращивания глубины ванны применяются медные или стальные пластины, варить можно без обработки.
Если для наращивания глубины ванны применяются медные или стальные пластины, варить можно без обработки.
Перед сваркой деталей разной толщины, кромки выравнивают, сняв под углом часть большей или наращивая полосой металла тонкую.
Блок: 6/9 | Кол-во символов: 798
Источник: https://svarka.guru/vidy/thermo/dugovaya/elektroshlakovaya.html
Вместо заключения
Мы постарались кратко, но понятно описать, что такое электрошлаковая сварка. Пользуясь этой статьей, вы сможете применить эту технологию в своей практике, поскольку теперь знаете все марки флюса и особенности проведения сварки. Мы считаем, что ЭШС-сварка просто незаменима на мелких предприятиях, ведь она экономична, производительна и позволяет выпускать относительно качественную продукцию. А вы когда-нибудь прибегали к электрошлаковой сварке? Расскажите о своем опыте в комментариях. Желаем удачи в работе!
Блок: 7/7 | Кол-во символов: 529
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/chto-takoe-elektroshlakovaya-svarka. html
html
Осуществление возбуждения ЭШ процесса
При холодном старте стык между свариваемыми деталями заполняется флюсом. В него вставляется мундштук и возбуждается ток. Под флюсом возникает дуга, и он плавится, превращаясь в жидкий шлак с большим электрическим сопротивлением.
Сварочная дуга после расплавления первой порции флюса угасает. Шлак, через который проходит ток, выделяет большое количество тепла и плавит следующую порцию флюса, присадочную проволоку и края свариваемых деталей.
Горячий способ применяется реже. В ванну, образованную медными пластинами по бокам в начале шва, заливают предварительно расплавленный в печи флюс.
Блок: 7/9 | Кол-во символов: 629
Источник: https://svarka.guru/vidy/thermo/dugovaya/elektroshlakovaya.html
Электрошлаковая сварка плавящимся мундштуком
Плавящийся электрод состоит из набора пластин, или стержней с каналами для подвода сварочной проволоки. Также мундштук может быть в виде трубы с толстой стенкой.
Та или иная форма мундштука предназначена для каждого конкретного случая. Эта форма зависит от формы свариваемого шва. Материал мундштука должен быть схож по составу с основным материалом.
Наиболее распространёнными являются мундштуки со спиралевидными каналами для сварочной проволоки. Диаметр проволоки составляет 4-5мм. Спираль приваривается к пластине мундштука при помощи электродов диаметрами 2-3мм.
Плавящийся мундштук необходимо надёжно изолировать от свариваемых кромок, иначе возможно короткое замыкание. Естественно, в процессе сварки вместе с материалом мундштука в сварочную ванную будет попадать и материал изоляторов, поэтому их состав должен быть таким, чтобы исключить негативное влияние на состав сварного шва. Кроме того, изолятор необходимо изготавливать пластичным.
Изоляторы устанавливаются на расстояние 100-150мм по горизонтали и на расстоянии 200-250мм по высоте между рядами.
После подготовки и сборки свариваемых заготовок, устанавливают плавящийся мундштук в зазоре независимо от аппарата. Мундштук крепится на специальном кронштейне.
Каналы мундштука соединяются с механизмом подачи проволоки переходными трубками, образующими переходной тракт. На дно кармана помещают стальной порошок или стружку. Места неплотного прилегания формирующих устройств замазывают глиной. На слой стружки засыпается немного флюса, примерно 20-30% от общего объёма, проверяют напряжение холостого хода трансформаторов, расход воды в системе охлаждения формирующих устройств, а также наличие всех нужных инструментов.
Сварку ведут при скорости подачи сварочной проволоки 150-170м/ч. После стабилизации процесса скорость подачи снижают до 90-100м/ч, в зазор засыпается флюс из расчёта два объёма флюса на один объём жидкого металла.
Техника выполнения швов электрошлаковой сваркой, окончание процесса и все последующие операции сходны с техникой выполнения прямолинейных швов. При сварке толстого металла толщиной 100-200мм предпочтительнее использовать трёхфазную систему питания для предотвращения перекоса фаз.
Плавящийся мундштук широко используется не только для сварки, но и при наплавочных работах при ремонте. При этом толщина наплавленного слоя может составлять 20-100мм.
Блок: 8/10 | Кол-во символов: 2502
Источник: https://taina-svarki.ru/sposoby-svarki/elektroshlakovaya-svarka-shemy-sushchnost-tehnologiya.php
Важно знать перед работой
Есть ряд нюансов, о которых нужно помнить всегда:
- Обязательное требование – тщательнейшая очистка поверхностей в месте сварки от грязи и любых следов окисления. Если этого не сделать, внутри шлаковой ванны потеряется одно из самых главных достоинств: стабильность плавления.
- Еще одно обязательное условие – соблюдение одной и той же температуры нагрева металла и плавления, это должна быть наибольшая приближенность.
Регулировка электрической дуги должна быть под особым контролем. Если вдруг в шлаковой ванне произойдет дуговой разряд, в шве появятся дефекты – это довольно распространенная причина.
Блок: 8/8 | Кол-во символов: 656
Источник: https://tutsvarka.ru/vidy/elektroshlakovaya-svarka
Контроль качества электрошлаковой сварки
Наиболее характерные дефекты
В большинстве случаем, сварные швы, полученные при помощи ЭШС, обладают высокими механическими свойствами, химически однородны и с отсутствием металлических включений, трещин, пор и шлаковых частиц. Но, при нарушении технологии сварки, или техники выполнения швов, могут появиться дефекты, снижающие качество сварного соединения.
К наиболее распространённым дефектам относятся горячие трещины в металле шва и надрывы в зоне термического влияния. Горячие трещины могут возникать при сварке любых типов стали, но чаще всего они возникают у сталей с большим показателем углеродного эквивалента и у сталей с содержанием углерода более 0,2% при жёстком закреплении свариваемых заготовок и при повышенных скоростях сварки.
Из параметров режима сварки, наибольшее влияние на образование трещин оказывает величина силы тока, которая напрямую зависит от скорости подачи проволоки. Соответственно, для предотвращения образования данного дефекта, следует уменьшать скорость сварки, и выполнять предварительный подогрев до 150-500°C.
Соответственно, для предотвращения образования данного дефекта, следует уменьшать скорость сварки, и выполнять предварительный подогрев до 150-500°C.
Холодные трещины шва могут появиться при сварке среднелегированных сталей ферритной проволокой, когда зона проплавления находится на удалении от ванны с расплавом. Для предотвращения этих трещин сварку рекомендуется вести при малой глубине ванны (35-40мм) и равномерном проваре.
Другие дефекты, такие как непровары, поры и неметаллические включения появляются, как правило, при грубом нарушении технологии сварки.
Способы контроля сварных швов
Соединения, полученные ЭШС, контролируют комплексно. Этот контроль включает в себя визуальный осмотр сварных швов, контроль сварки на предварительно изготовленных образцах, ультразвуковой контроль сварных швов, магнитную дефектоскопию, контроль рентгеновскими лучами или же радиационный контроль гамма-излучением.
Блок: 9/10 | Кол-во символов: 1961
Источник: https://taina-svarki. ru/sposoby-svarki/elektroshlakovaya-svarka-shemy-sushchnost-tehnologiya.php
ru/sposoby-svarki/elektroshlakovaya-svarka-shemy-sushchnost-tehnologiya.php
Видео: Электрошлаковая сварка, технология
Дополнительные материалы по теме:
Блок: 10/10 | Кол-во символов: 88
Источник: https://taina-svarki.ru/sposoby-svarki/elektroshlakovaya-svarka-shemy-sushchnost-tehnologiya.php
Количество использованных доноров: 6
Информация по каждому донору:
- https://taina-svarki.ru/sposoby-svarki/elektroshlakovaya-svarka-shemy-sushchnost-tehnologiya.php: использовано 4 блоков из 10, кол-во символов 5107 (23%)
- https://tutsvarka.ru/vidy/elektroshlakovaya-svarka: использовано 4 блоков из 8, кол-во символов 8329 (37%)
- https://svarkaprosto.ru/tehnologii/elektroshlakovaya-svarka: использовано 2 блоков из 6, кол-во символов 2751 (12%)
- https://svarka. guru/vidy/thermo/dugovaya/elektroshlakovaya.html: использовано 3 блоков из 9, кол-во символов 2044 (9%)
- https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/chto-takoe-elektroshlakovaya-svarka.html: использовано 3 блоков из 7, кол-во символов 1992 (9%)
- https://svaring.com/welding/vidy/elektroshlakovaja-svarka: использовано 2 блоков из 5, кол-во символов 2274 (10%)
Сварка электродом | welder
Ручная дуговая сварка применяется на многих предприятиях и производствах. Она отличается простотой технологического процесса, экономностью расходных материалов, и компактностью некоторых видов оборудования, что удобно для маневренности. Вести работу аппаратами для ручной дуговой сварки покрытыми электродами можно в полноценном режиме по десять часов в день. Поскольку многие учебные заведения преподают данный метод и технологию сваривания металлических частей, найти хороших специалистов для работы не сложно. Начинающим сварщикам важно хорошо знать что такое ручная дуговая сварка, каковы ее технологии, режимы и возможности.
Сварка MMA — что это такое?
MMA сварка — это способ соединения двух металлических частей при помощи электрической дуги и плавящегося покрытого электрода. Перевод аббревиатуры подразумевает ручное управление этим процессом. Суть метода заключается в замыкании электрической цепи, в результате которой образуется сварочная дуга. Высокая температура производит расплавление кромок металла и стержня электрода. Образуется сварочная ванна.
В качестве источника тока используются различные трансформаторы, генераторы, и преобразователи, выдающие переменное и постоянное напряжение. Для работы используется два кабеля (+ и -), один из которых крепится на изделие, а второй снабжается держателем электрода и находится в руках сварщика. В зависимости от того, какой вид кабеля крепится к массе, определяется полярность сварки. Этого требует режим сваривания различных металлов.
Ручная электродуговая сварка предусматривает защиту сварочной ванны от воздействия газов атмосферы. За этот процесс отвечает покрытие электродов. Его действие можно увидеть на многочисленных видео. Снабженное специальным составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги. Без специальной обмазки ручная дуговая сварка была бы невозможна. Расплавленный металл электродов вступал бы во взаимодействие с окружающей средой, и жидкие частицы разлетались бы по всей поверхности свариваемого изделия. Водород, из-за легкого веса, вырывался бы наружу и образовывал поры в кристаллизующемся шве.
За этот процесс отвечает покрытие электродов. Его действие можно увидеть на многочисленных видео. Снабженное специальным составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги. Без специальной обмазки ручная дуговая сварка была бы невозможна. Расплавленный металл электродов вступал бы во взаимодействие с окружающей средой, и жидкие частицы разлетались бы по всей поверхности свариваемого изделия. Водород, из-за легкого веса, вырывался бы наружу и образовывал поры в кристаллизующемся шве.
Как показывают многие видео, в процессе ведения дуги, сварочная ванна разделяется на несколько цветовых и весовых зон:
самым белым выглядит расплавленный металл кромок и присадочного электрода;
ярко-красным обозначает себя жидкий шлак;
железо, под действие веса, стремится ко дну ванны;
шлак, обладающий меньшим весом, плавает на поверхности.

Понимая эти различия, можно умело манипулировать концом электрода для создания ровного и прочного шва. После выполнения работы требуется отбивать застывший шлак, чтобы убедиться в качестве сваренного соединения и придать более привлекательный вид всей конструкции.
Применение MMA сварки
Технология ручной дуговой сварки нашла широкое отображение в различных производственных сферах. Это:
машиностроение
прокладка различных трасс для теплоснабжения, перекачки газа и подачи воды;
кораблестроение;
ремонтные работы на СТО;
коммунальные службы.
Данный метод позволяет сваривать обычную углеродистую сталь во всех пространственных положениях. При использовании электродов со специальным омеднением покрытия возможна сварка чугуна. Если применять нержавеющие покрытые электроды, то свариванию поддаются легированные виды стали. Полученные швы отличаются высокой устойчивостью к сопротивлению на разрыв и излом. Об этом свидетельствуют многочисленные испытания и подтверждающие видео. Метод сварки используется не только для сваривания частей, но и для наплавки поверхностей истертых деталей и последующей механической обработки.
Об этом свидетельствуют многочисленные испытания и подтверждающие видео. Метод сварки используется не только для сваривания частей, но и для наплавки поверхностей истертых деталей и последующей механической обработки.
Преимущества электросварки
Ручная сварка покрытыми электродами включает ряд выгодных преимуществ:
ценовая доступность аппаратов и расходных материалов;
эксплуатация оборудования в течении всего рабочего дня;
простота выполнения работ и высокая скорость при умелом обращении;
легкая обучаемость, включая различные пособия и видео;
прочность швов;
возможность сваривания элементов в любом пространственном положении;
легкость оборудования и возможность быстрого перемещения по рабочему объекту.
Безопасность при MMA сварке
Технология дуговой сварки требует соблюдения правил безопасности. Без этого можно значительно навредить своему здоровью или окружающим. Во-первых, при расплавлении обмазки электрода, выделяется много тяжелых газов, вредных для дыхания. Поэтому сварочные работы ведутся на открытом воздухе, или в хорошо проветриваемом помещении. В закрытых пространствах (комнаты, емкости) необходимо предусмотреть искусственную вентиляцию.
Во-первых, при расплавлении обмазки электрода, выделяется много тяжелых газов, вредных для дыхания. Поэтому сварочные работы ведутся на открытом воздухе, или в хорошо проветриваемом помещении. В закрытых пространствах (комнаты, емкости) необходимо предусмотреть искусственную вентиляцию.
Во-вторых, технология ручной дуговой сварки подразумевает работу с большими показателями силы тока (А) и малым напряжением (V). Это требует бережного обращения с аппаратом, не допускающего его падения или перегрева, что может привести к нарушению изоляции и проведению тока на корпус устройства. Хотя используемое напряжение безопасно для жизни (обычно до 48 V), держатель должен быть хорошо заизолирован, а при работе в металлических емкостях под ноги сварщика необходимо подкладывать резиновый коврик.
При горении дуги происходит выделение высокой температуры и ультрафиолетового излучения, поэтому руки сварщика должны быть защищены рукавицами из прочного материала. Не должно быть открытых участков кожи, так как это может привести к световым ожогам. Еще часты брызги расплавленного шлака, которые летят довольно высоко, поэтому головной убор для сварщика обязателен.
Еще часты брызги расплавленного шлака, которые летят довольно высоко, поэтому головной убор для сварщика обязателен.
Для защиты зрения рабочего используются специальные маски со светофильтрами, защищающие от вредного излучения. Эти элементы имеют разнообразные номера маркировки для работы в условиях разной освещенности.
Технология выполнения и параметры
Техника ручной дуговой сварки доступна на многих обучающих видео. Все начинается с правильной разделки кромок под 45 градусов. Для пластин толще 6 мм предусматривается выставление зазора в 2-3 мм. Это содействует хорошему проплавлению. Розжиг дуги производится постукиванием электрода по массе. Лучше это сделать на отдельной пластине и уже разогретый электрод поднести к стыку. Ставится несколько прихваток длинной в 5 мм для фиксации свариваемых частей.
Электрод держится под углом в 45 градусов относительно плоскости. Первый шов является корневым, поэтому накладывается ровным ведением из одной стороны в другую. Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Электросварка позволяет соединять части деталей и в вертикальном положении. Здесь применяется технология прерывистой дуги. Поскольку жидкий металл тяжелый, беспрерывное горение приведет к падению расплавленного металла вниз. Поэтому шов накладывается в виде «полочек» друг на друга слоями. Это требует больше времени, но не влияет на качество соединения. Потолочный стык выполняется по похожей технологии. Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:
Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:
Качественные электроды напрямую влияют на процесс работы и результат. Особое внимание уделяется обмазке. Если она быстро выгорает, то это будет оголять металлический стержень и разбрызгивать капли по сторонам. Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.
Ручная электросварка, если ее хорошо освоить, может стать хорошим способом соединения металлических частей. Это будет означать экономию для личного предприятия и востребованность на рынке труда.
В современной промышленности сварка имеет большое значение, она имеет очень широкую область применения во всех отраслях промышленности. Для осуществления сварочного процесса необходима сварочная дуга.
Для осуществления сварочного процесса необходима сварочная дуга.
Содержание
Что такое сварочная дуга, ее определение
Сварочной дугой считается очень большой по величине мощности и длительности электрический разряд, который существует между электродами, на которые подано напряжение, в смеси газов. Ее свойства отличаются высокой температурой и плотностью тока, благодаря которым она способна расплавлять металлы, имеющие температуру плавления выше 3000 градусов. Вообще можно сказать, что электрическая дуга – это проводник из газа, который преобразует электрическую энергию в тепловую. Электрическим зарядом называется прохождение электрического тока через газовую среду.
Существует несколько видов электрического разряда:
Тлеющий разряд. Возникает в низком давлении, применяется в люминесцентных лампах и плазменных экранах;
Искровой разряд. Возникает, когда давление равно атмосферному, отличается прерывистой формой. Искровому разряду соответствует молния, также применяется для зажигания двигателей внутреннего сгорания;
Дуговой разряд.
Применяет при сварке и для освещения. Отличается непрерывистой формой, возникает при атмосферном давлении;Коронный. Возникает, когда тело электрода шероховато и неоднородно, второй электрод может отсутствовать, то есть возникает струя. Применяется для очистки газов от пыли;
Природа и строение
Природа сварочной дуги не так уж и сложна, как может показаться на первый взгляд. Электрический ток, проходя через катод, затем проникает в ионизированный газ, происходит разряд с ярким свечением и очень высокой температурой, поэтому температура электрической дуги может достигать 7000 – 10000 градусов. После этого ток перетекает на обрабатываемый свариваемый материал. Так как температура настолько высока дуга выделяет вредное для человеческого организма ультрафиолетовое и инфракрасное излучения, оно может навредить глазам или оставить световые ожоги на коже, поэтому при проведении сварочного процесса необходима надлежащая защита.
Строение сварочной дуги представляет собой три главные области: анодная, катодная и столб дуги. Во время горения дуги на катоде и аноде образуются активные пятна – области, в которых температура достигает самых высоких значений, именно через данные области проходит весь электрический ток, анодные и катодные области представляют собой более большие падения напряжения. А сам столб располагается между этими областями падение напряжения в столбе очень незначительно. Таким образом, длина сварочной дуги представляет собой сумму вышеперечисленных областей, обычно длина равна нескольким миллиметрам, когда анодные и катодные области, соответственно, равны 10-4 и 10-5 см. Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
Во время горения дуги на катоде и аноде образуются активные пятна – области, в которых температура достигает самых высоких значений, именно через данные области проходит весь электрический ток, анодные и катодные области представляют собой более большие падения напряжения. А сам столб располагается между этими областями падение напряжения в столбе очень незначительно. Таким образом, длина сварочной дуги представляет собой сумму вышеперечисленных областей, обычно длина равна нескольким миллиметрам, когда анодные и катодные области, соответственно, равны 10-4 и 10-5 см. Самая благоприятная длина примерно равна 4-6мм, при такой длине обеспечивается постоянная и благоприятная температура.
Разновидности
Виды сварочной дуги отличаются схемой подвода сварочного тока и средой, в которой они возникают, наиболее распространенными вариантами являются:
Прямое действие.
При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;Сварочная дуга косвенного действия. Возникает, когда используется два электрода, которые располагаются под углом 40-60 градусов к поверхности свариваемой детали, дуга возникает между электродами и сваривает металл;
 При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;
При таком способе сварочный располагается параллельно свариваемой металлической конструкции и дуга возникает под углом девяносто градусов по отношению к электроду и металлу;Также существует классификация в зависимости от атмосферы, в которой они возникают:
Открытый тип. Дуга данного типа горит на воздухе и вокруг нее образовывается газовая фаза, содержащая пары свариваемого материала, электродов и их покрытий;
Закрытый тип. Горение такой дуги происходит под слоем флюса, в газовую фазу, образовавшуюся вокруг дуги входят пары металла, электрода и флюса;
Дуга с подачей газов. В горящую дугу подаются сжатые газы – гелий, аргон, углекислый газ, водород и другие различные смеси газов, подаются они для того, чтобы не окислялся свариваемый металл, их подача способствует восстановительной или нейтральной среде.
В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
 В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;
В газовую фазу вокруг дуги входят – подающийся газ, пары металла и электрода;Также различают по длительности действия – стационарная (для долгого применения) и импульсная (для однократного), по материалу используемого электрода – угольные, вольфрамовые – неплавящиеся электроды и металлические – плавящиеся. Самый распространенный плавящийся электрод – стальной. На сегодняшний день наиболее часто применяется сварка с неплавящимся электродом. Таким образом, виды сварочных дуг разнообразны.
Условия горения
При стандартных условиях, то есть температуре в 25 градусов и давлении в 1 атмосферу газы не способны проводить электрический ток. Для того, чтобы образовалась дуга необходимо, чтобы газы между электродами были ионизированы, то есть имели в своем составе различные заряженные частицы – электроны или ионы (катионы или анионы). Процесс образования ионизированного газа будет называться ионизацией, а работа, которую необходимо затратить на отрыв электрона у атомной частицы для образования электрона и иона – работой ионизации, которая измеряется в электрон-вольтах и называется потенциалом ионизации. Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Также для возникновения и горения дуги необходима постоянная температура на катод, которая зависит от природы катода, его диаметра, размера и температуры окружающей среды. Температура электрической дуги поэтому должна быть постоянной и не колебаться, благодаря огромным значениям силы тока температура может достигать 7 тысяч градусов, таким образом, сваркой можно присоединять абсолютно все материалы. Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.
Возникновение
Она возникает при быстром замыкании, то есть когда электрод соприкасается с поверхность свариваемого материала, из-за колоссальной температуры поверхность материала расплавляется, а между электродом и поверхность образуется небольшая полоса из расплавившегося материала. К моменту расхождения электрода и свариваемого материала образуется шейка из материала, которая моментально разрывается и испаряется из-за высокого значений плотности тока. Газ ионизируется и возникает электрическая дуга. Возбудить ее можно с помощью касания или чирканья.
Особенности
Она имеет следующие особенности по сравнению с другими электрическими зарядами:
Высокая плотность тока, которая достигает нескольких тысяч ампер на квадратный сантиметр, благодаря чему достигается очень высокая температура;
Неравномерность распределения электрического поля в пространстве между электродами. Вблизи электродов падение напряжения очень велико, когда в столбе – наоборот;
Огромная температура, которая достигает самых больших значений в столбе из-за высокой плотности тока.
При увеличении длины столба температура уменьшается, а при сужении – наоборот увеличивается;С помощью сварочных дуг можно получать самые различные вольт-амперные характеристики – зависимости падения напряжения от плотности тока при постоянной длине, то есть установившемся горении. На данный момент существует три вольтамперные характеристики.
 При увеличении длины столба температура уменьшается, а при сужении – наоборот увеличивается;
При увеличении длины столба температура уменьшается, а при сужении – наоборот увеличивается;Первая – падающая, когда при увеличении силы и ,соответственно, плотности тока, напряжение падает. Вторая- жесткая, когда изменение силы тока никак не влияет на значение величины напряжения и третья – возрастающая, когда при увеличении силы тока напряжение также увеличивается.
Таким образом, сварочную дугу можно назвать самым лучшим и надежным способом скрепления металлических конструкций. Сварочный процесс оказывает большое влияние на сегодняшнюю промышленность, потому что только высокая температура сварочной дуги способна скреплять большинство металлов. Для получения качественных и надежных швов необходимо правильно и верно учитывать все характеристики дуги, следить за всеми значениями, благодаря этому процедура пройдет быстро и наиболее эффективно. Также необходимо учитывать свойства дуги: плотность тока, температуру и напряжение.
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
Содержание
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла.
Во-вторых, увеличение коэффициента проплавления.При таком режиме электрическая дуга нестабильна.
С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
Правильный нагрев металла.
Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
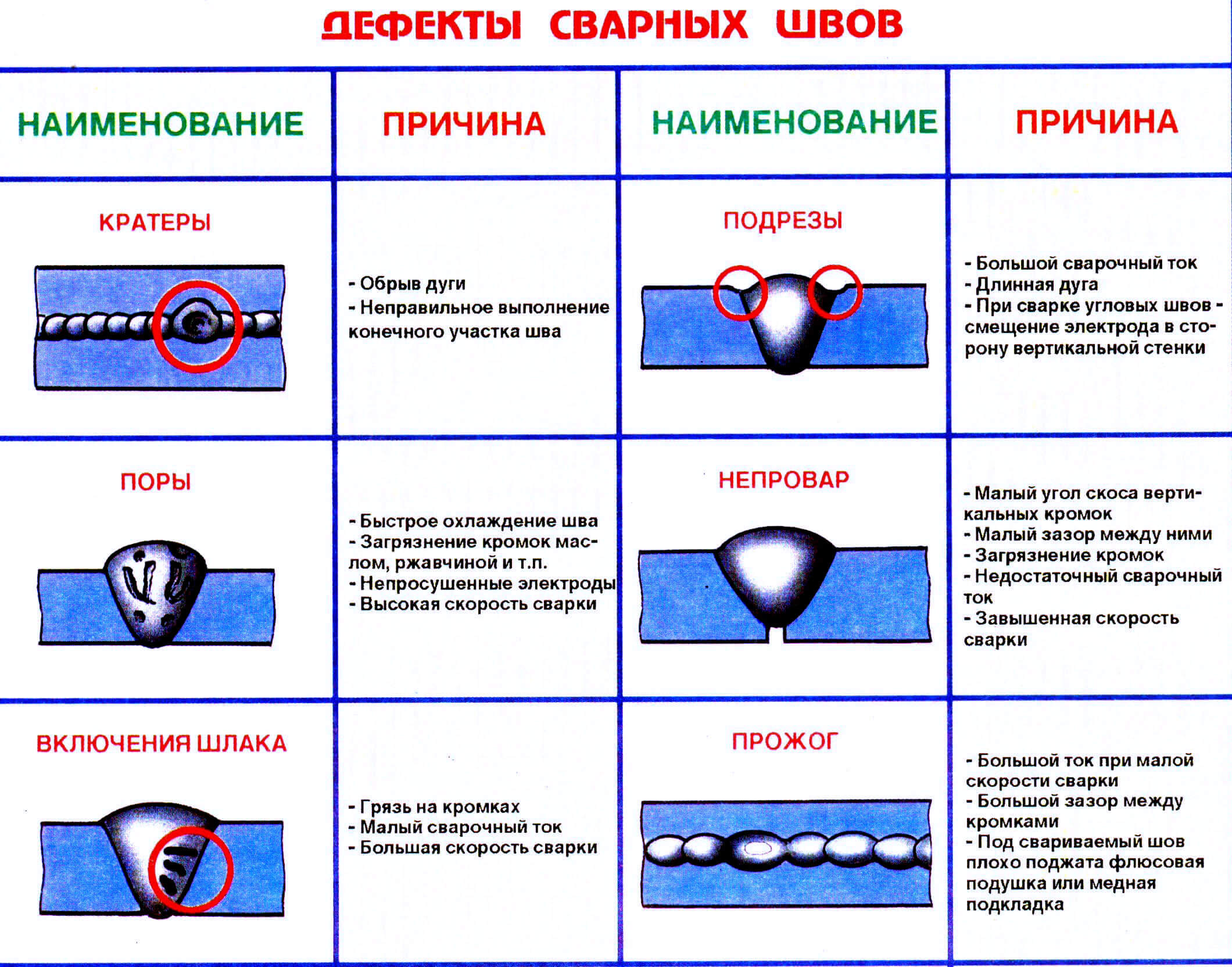 Во-вторых, увеличение коэффициента проплавления.
Во-вторых, увеличение коэффициента проплавления.Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали.
Для создания плотного прилегания нужно использовать струбцины или любой груз.При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.
 Для создания плотного прилегания нужно использовать струбцины или любой груз.
Для создания плотного прилегания нужно использовать струбцины или любой груз.Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Не все начинающие сварщики знают, что электроды для сварки – это более 200 видов, из которых около ста видов используются в ручной сварке. Знать им все нет необходимости, но о некоторых самых популярных и часто используемых получить информацию надо. Поэтому перейдем к выбору электродов для ручной дуговой сварки.
Содержание
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями. Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.

Виды обмазки
В настоящее время применяются четыре вида обмазки.
Основное с маркировкой «Б».
Кислое – «А».
Целлюлозное – «Ц».
Рутиловое – «Р».
Есть смешанные виды, к примеру, АР – кисло-рутиловое, РБ – рутилово-основное, РЖ – рутиловое смешанное с железным порошком и РЦ – рутилово-целлюлозное.
Чаще всего для ручной сварки инвертором используют сварочные электроды с основным или рутиловым покрытием. К первой категории относятся электроды марки УОНИ. Их обычно используют в тех случаях, когда нужно получить сварочный шов высокого качества. То есть, шов должен отвечать высокой прочности, ударной вязкости и высокому показателю пластичности. При этом швы из сварного электрода УОНИ гарантируют, что внутри сварного материала не будут образовываться трещины кристаллического типа, плюс электроды данного типа не подвержены старению. Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Поэтому специалисты рекомендуют их применять для сварки ответственных конструкций, которые будут эксплуатироваться в жестких условиях.
Есть у УОНИ и свои отрицательные стороны. Влага на электродах, ржавчина на торце проволоки, масляные или жирные пятна на обмазке, ржавчина на соединяемых металлических изделиях – все это гарантия появления внутри сварочного шва раковин, которые снижают его качество. К тому же работать с этими электродами можно только на постоянном токе с обратной полярностью.
Сварочные материалы с рутиловым покрытием используются в основном для соединения деталей из низкоуглеродистой стали. Их ярким представителем является марка МР. Вот положительные характеристики данной категории.
Могут работать как на постоянном, так и на переменном токе.
Разбрызгивание металла минимальное.
С помощью электродов данного типа могут получаться высококачественные сварочные швы, сделанные в любом положении заготовок.
Шлак после сварки легко отходит.
С помощью МР можно варить и ржавые изделия, и даже сильно загрязненные.
Легкий розжиг даже при низком показателе вольт-амперной характеристики инвертора.

Когда перед новичком стоит вопрос, как правильно выбрать электрод для сварки, то оптимальный для него вариант – это марка МР.
Внимание! Специалисты не рекомендуют использовать МР для сварки вертикальных швов направлением сверху вниз.
К рутиловым покрытиям относятся марки АНО. Их используют для соединения изделий из углеродистой стали, к примеру, для сварки трубопроводов. Все остальные характеристики точно такие же, как и у МР.
Почему опытные сварщики не любят пользоваться электродами с рутиловой обмазкой? Во-первых, они их называют бенгальскими огнями. Во-вторых, это мягкая и быстрая сварка, а для хорошего прогрева металла нужна медленная сварка. Поэтому профессионалы отрицательно относятся к ним, а для новичков – это в самый раз.
Другие параметры выбора
Еще несколько параметров, определяющих выбор электродов для сварки. Один из важнейших показателей – это полярность подключения, а соответственно и род тока.
Если для сварки используется инвертор, то необходимо понимать, что он выдает ток постоянного типа. Поэтому подключение электрода для сварки может производиться по двум схемам.
Полярность прямая. Схема такова: минус подключается к сварочному электроду, плюс к массе.
Полярность обратная. Здесь наоборот: минус к массе, плюс к держаку.
В чем особенность каждой схемы подключения. Все зависит от силы проварки металлов. При прямой полярности металлические свариваемые изделия подвергаются высокому нагреву. При обратной полярности температура нагрева не столь высокая. Поэтому, когда нужно сварить два металлических листа небольшой толщины, то лучше использовать обратную полярность, что обеспечит защиту от прожога. К тому же обратную полярность используют, когда сваривают изделия из высоколегированных сталей. Они чувствительны к высоким температурам.
Они чувствительны к высоким температурам.
Есть еще три показателя, на которые необходимо обращать внимание.
Толщина сварочного изделия
Диаметр электрода необходимо связать толщиною свариваемых деталей. То есть, эти два параметра взаимосвязаны между собой. Вот некоторые соотношения.
Выбирать электрод по диаметру важно. Все дело в том, что чем больше данный показатель, тем хуже плотность шва, при учете соотношений в таблице. К тому же неправильный подбор приводит к неустойчивости сварочной дуги, ухудшению провара, увеличению ширины самого шва.
Еще одна зависимость диаметра сварочного электрода. В данном случае от силы тока.
Диаметр сварочного материала, мм Сила сварочного тока, А
2 55-65
2,5 65-80
3 70-130
4 130-160
5 180-210
6 210-240
Получается так, что три параметра: сила тока, толщина свариваемых металлов и диаметры электродов взаимосвязаны. Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Поэтому, отвечая на вопрос, какие электроды выбрать, необходимо учитывать эту взаимосвязь. Правда, отметим, что сила тока в каждой категории может немного отличаться от представленных в таблице. Электроды МР диаметром 2 мм могут варить и при силе тока в 40 А. УОНИ при 30 А. Поэтому обязательно перед тем как выбрать электроды, изучите их характеристики, которые указываются производителем на упаковке сварочного материала.
Типы свариваемых металлов
Подбирать сварочные материалы под необходимые металлы не всегда просто, потому что на глаз можно определить лишь сталь, нержавейку, чугун или цветной металл. Понятно, что кроме стальных конструкций, где используются вышеописанные электроды, во всех остальных случаях используются специальные сварочные изделия: для чугуна, для нержавеющей стали, для алюминия и так далее.
Что касается стальных изделий, тот тут есть определенные трудности, зависящие от определения типа стали. Но если с этим разобраться, то на вопрос, как правильно выбрать электроды, станет проще отвечать.
Для сварки сталей кипящего типа можно использовать любые марки с любой обмазкой. К таким сталям относятся: низкоуглеродистая и слабораскисленная.
Для сварки полуспокойных сталей лучше использовать электроды с рутиловой или основной обмазкой.
Для сварки конструкций из спокойной стали, которые подвергаются высоким динамическим нагрузкам, и которые эксплуатируются при достаточно низких минусовых температурах, лучше использовать марки с основной обмазкой.
На качество шва будет влиять и стабильность горения дуги. Поэтому выбранный вами электрод должен соответствовать типу используемого тока. Для сварочных материалов с основной обмазкой требуется только постоянный ток, для остальных типов можно использовать и постоянный, и переменный. У электродов с рутиловой, целлюлозной и кислой обмазкой, которые работают от сварочных трансформаторов, то есть на переменном токе, дуга горит стабильно. А значит, и шов получается качественный.
Что касается направления сварки, то в нижнем положении и вертикальном хорошо варят электроды с целлюлозным покрытием. Потому что у этих электродов получается достаточно вязким шлак и плюс металл проволоки переносится на шов мелкими каплями, что позволяет равномерно заполнить стык между металлическими деталями. В этом плане хуже всех формируется сварочный шов у электродов с основным покрытием.
Когда стоит вопрос сварки толстостенных изделий, то технология определяет многослойность наносимого шва. Поэтому такой параметр, как хорошая отделяемость шлака, становится основной при выборе электродов. В этом плане электроды с основной обмазкой опять проигрывают. Сюда же добавим, что сварочные изделия данного типа требуют определенной чистоты свариваемых металлов.
Заключение по теме
Подобрать сварочный материал по всем параметрам непросто. Придется учитывать много нюансов, поэтому рекомендуется взять на вооружения таблицы, расположенные выше, а также информацию, которая обозначает назначение самих электродов.
Кроме инвертора, электродов и маски, сварщику всегда приходится носить с собой один инструмент — специальный молоток для отделения шлака. Обычный молоток не справляется также эффективно с этой задачей, и весит он больше, поэтому сильно перегружает руку рабочего, ведь за день приходится отбивать шлак с сотен стыков. Поэтому были разработаны специальные шлакоотделители, с различной формой и функционалом. Молоток сварщика шлакоотбойный можно изготовить и своими руками. Из чего лучше его сделать, и какой формы, описано далее.
Содержание
Широкий арсенал действий
Молоток сварщика рассчитан в первую очередь на быстрое отделение шлака, который образовывается при ручной сварке покрытыми электродами, или остается после сварочного трактора с применением флюса. Отбивать шлак очень важно для проверки качества соединения, а также при многослойных швах, где второй проход всегда осуществляется на чистый металл, без мусора и легко плавящихся примесей.
Шлакоотделителем можно выполнять и другие операции во время работы сварщика. Среди самых распространенных:
Сбивать капли прилипшего металла. При горении дуги происходит частичное разбрызгивание присадочного и основного материала. Раскаленные капли прилипают к поверхности в околошовной зоне, но не привариваются к ней. Чтобы придать эстетичный вид изделию, необходимо острой стороной отбить застывшие брызги.
Если был допущен непровар, то чтобы качественно переделать этот участок, нужно полностью удалить шлак из точки или расщелины в шве. Если это не выполнить, жидкий металл будет обтекать данное место и заварить его не получиться. Сделать это можно острым узким краем молотка.
Сварочный инструмент с более массивной конструкцией подойдет для проковки шва на легированных сталях. Простукивание «тупым» краем по стыку упрочит структуру металла в этом месте.
Это же изделие можно использовать для подгонки сторон до нужного уровня или зазора между ними.
Загнуть нагретую деталь и пристучать ее к поверхности для более удобного выполнения шва получится «тяжелой» версией инструмента.
В процессе сварочных работ бывает необходимо отрубить новый кабель от катушки, чтобы удлинить массу или провод держателя. Это можно сделать молотком с широким носиком как у кирки.

Особенности конструкции
В связи с разнообразием выполняемых работ отличаются и модели сварочных молотков. Существуют шлакоотделители с плоским краем с одной стороны и острым конусом с другой. Этим инструментом удобно отбивать шлак и выковыривать точки с непроваренными местами для повторного прохода. Второй край может быть «тупой» и тяжелый, что удобно для пристукивания деталей и проковки шва.
Если плоская сторона имеет широкое лезвие, а противоположная — ровный срез, то это подойдет для отделения шлака и рубящих манипуляций. Рукоятки у молотков могут быть металлическими, что практично при работе с раскаленным металлом, или резиновыми. Они лучше держатся в руке. Модели из магазина с деревянной рукояткой удобны, но быстро разбалтываются и ломаются. Вес и размер тоже разнятся. Как правило, у сварщика имеется несколько подобных инструментов разной формы под конкретные виды работ.
Сделать молоток самому просто
Молоток сварщика своими руками изготовить несложно. Понадобится несколько предметов и манипуляций. Свой проект можно начать с создания ударного элемента. Основная задача, которая стоит перед мастером — это подобрать материал, позволяющий долго сохранять острую форму конусу или плоскому срезу. Частое подтачивание на точиле отвлекает от работы, а тупым молотком неудобно отбивать шлак. Поэтому нужно правильно подобрать материал.
Отличной основой может послужить старое зубило или долото. Делают шлакоотделители из строительных кирок небольшого размера или напильников. Правда, последний имеет свойство откалываться при значительных нагрузках, поэтому его стоит применять только для отбития шлака! Для ударной части необходима выше описанная деталь длиной 120-150 мм.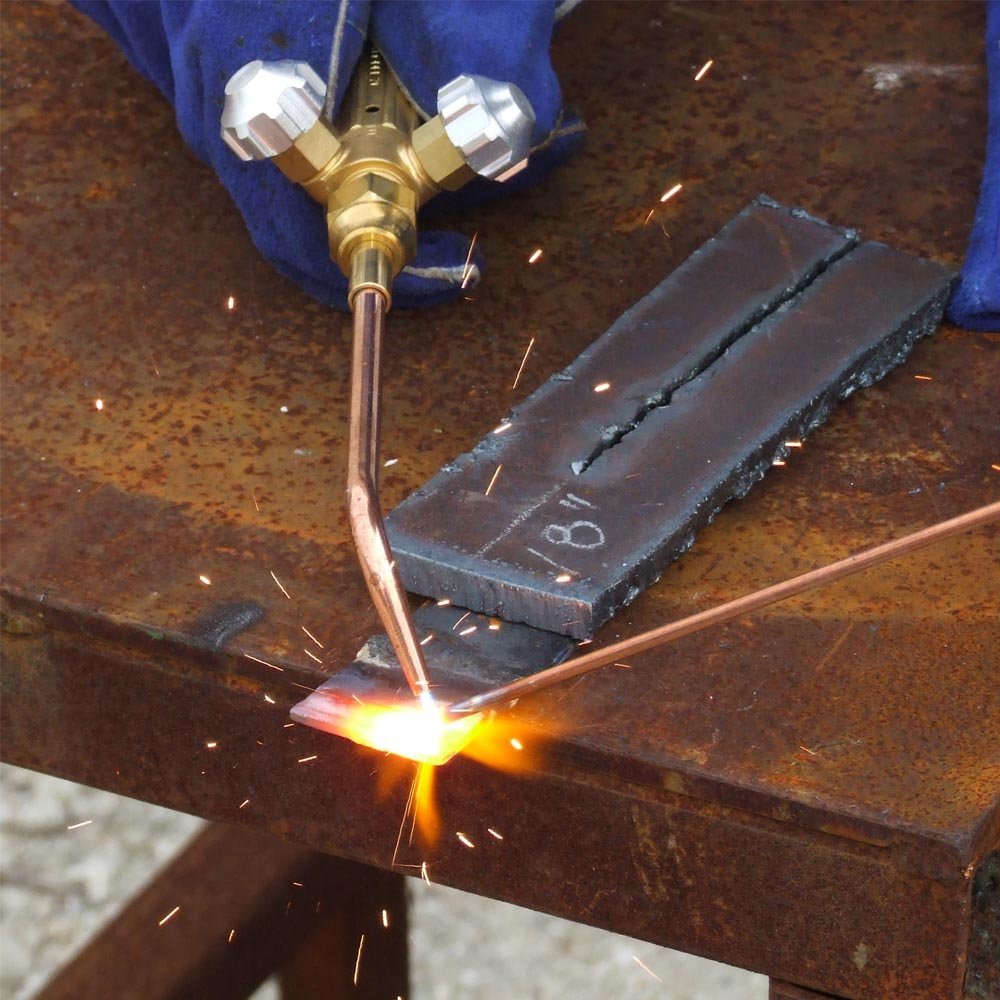 Хорошим материалом послужит пика от перфоратора с победитовым наконечником. Заточив подобный инструмент один раз можно работать всю неделю по восемь часов.
Хорошим материалом послужит пика от перфоратора с победитовым наконечником. Заточив подобный инструмент один раз можно работать всю неделю по восемь часов.
Но если высокоуглеродистого железа нет под рукой, то специально покупать новое долото не нужно. Из куска арматуры можно сделать самому хороший ударный материал. Необходимо отрезать кусок длинной 150 мм и, нагрев его в печи или на огне, расплескать край. После остывания нужно заточить его до готового вида. Затем, резаком нагревается острая сторона до белого цвета металла и опускается в машинное масло. В этот момент происходит закалка материала и его упрочнение. Процедуру достаточно повторить один раз.
Рукоятку можно изготовить из прутка 6-8 мм в диаметре. Длина должна быть 200 мм. Практично будет загнуть нижний край в два слоя, чтобы сделать ручку более толстой и удобной для захвата. На нее можно надеть шланг или рукоятку от старого велосипеда, чтобы инструмент не выскальзывал во время работы. Некоторые сварщики делают себе металлическое кольцо на поясе, чтобы вставлять молоток в него. Так, он всегда будет под рукой в нужный момент.
Молоток сварщика — очень нужная вещь, которая помогает подгонять стороны изделия под сварку и проверять качество шва под слоем шлака. Хороший молоток можно сделать своими руками, вместо покупки магазинной версии, которая недолговечна.
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
Поэтому существует два важных принципа сварки вертикальных швов:
Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции.
А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
 А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.
А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
Дуга должна быть короткой.
Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.

Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм.
При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм.
Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх.
При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
 При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.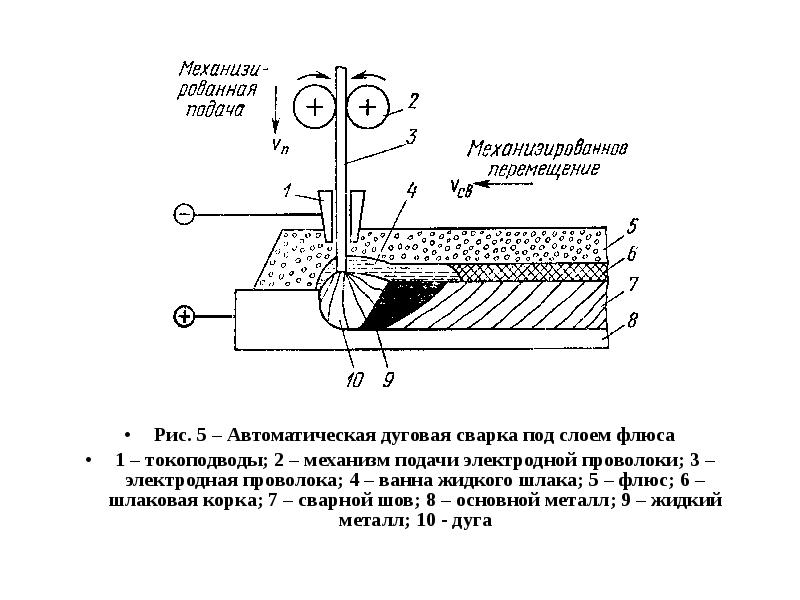 При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Но даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро. Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру.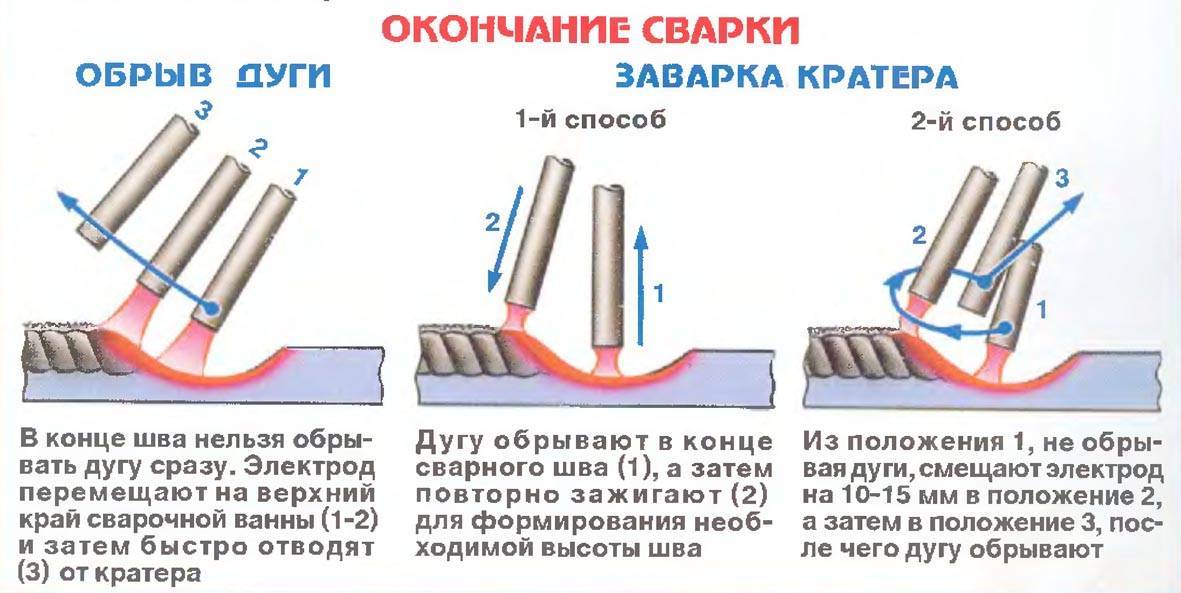 После этого можно спускаться вглубь зазора.
После этого можно спускаться вглубь зазора.
Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому. Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках. Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата.
Содержание
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении.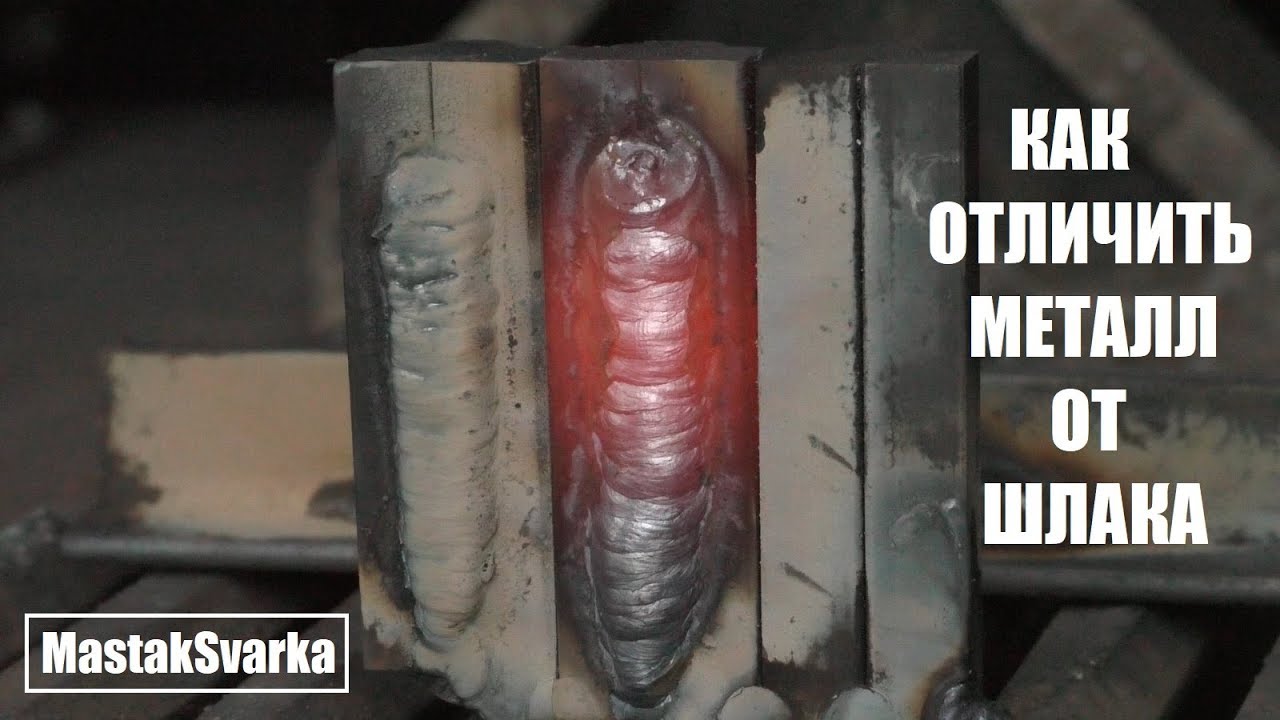 Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V-образный скос.
Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла.
Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.

 Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Основное требование техники безопасности – это оберегать человека от получения травм на производстве.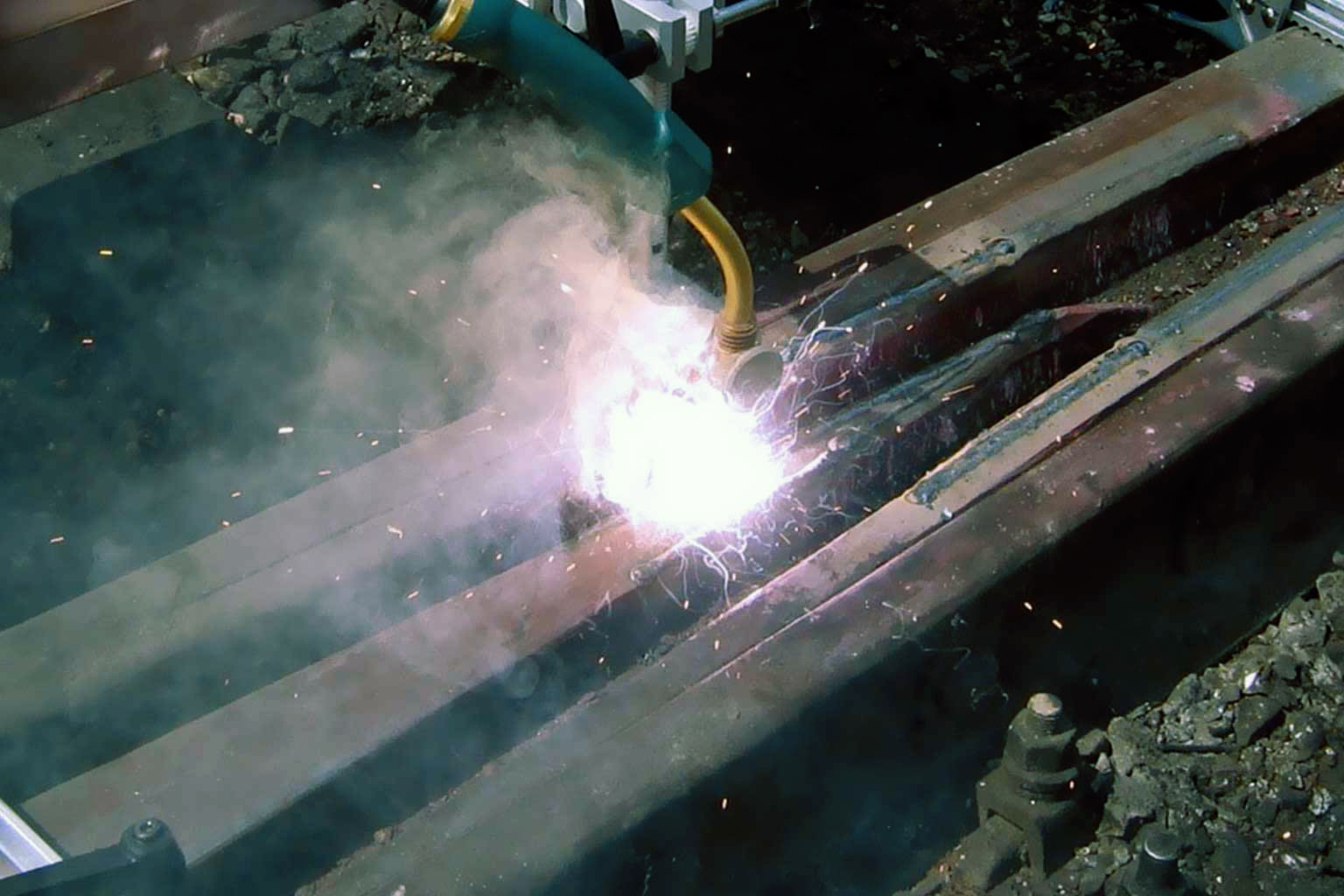 А так как сварочные работы связаны с использованием различных видов энергии, то соответственно техника безопасности при сварке должна быть направлена именно на сохранение здоровья сварщика, который имеет дело с той или другой энергией. А энергий при сварке используются две: электроэнергия и газ. Поэтому стоит рассмотреть технику безопасности при сварочных работах по отдельности на каждый вид используемого топлива.
А так как сварочные работы связаны с использованием различных видов энергии, то соответственно техника безопасности при сварке должна быть направлена именно на сохранение здоровья сварщика, который имеет дело с той или другой энергией. А энергий при сварке используются две: электроэнергия и газ. Поэтому стоит рассмотреть технику безопасности при сварочных работах по отдельности на каждый вид используемого топлива.
Для чего используют шлак при сварке? – СидмартинБио
Для чего используется шлак при сварке?
Защищает сварной шов от окисления и загрязнения из атмосферы. Это также помогает удерживать расплавленную сварочную ванну в соединении по мере его остывания, что особенно важно при сварке в нерабочем положении. Шлак образуется, когда тепло дуги разрушает присадочный металл и основной материал, образуя расплавленную сварочную ванну.
Вреден ли сварочный шлак?
Включения сварочного шлака могут привести к коррозии в сварном соединении. Это может со временем ослабить сварной шов. В результате шлаковых включений могут образовываться щели, которые могут стать местами, обеспечивающими дополнительную площадь поверхности для коррозии.
Это может со временем ослабить сварной шов. В результате шлаковых включений могут образовываться щели, которые могут стать местами, обеспечивающими дополнительную площадь поверхности для коррозии.
Для чего нужен шлак?
Шлак плавает на поверхности расплавленного металла, защищая его от окисления атмосферой и сохраняя чистоту. Шлак образует крупный заполнитель, используемый в некоторых бетонах; он используется в качестве дорожного материала и балласта, а также в качестве источника доступного фосфорного удобрения.
При каком типе сварки образуется шлак?
Дуговая сварка металлическим электродом в среде защитного газа
Сварочный шлак представляет собой форму шлака или стеклообразного материала, образующегося в качестве побочного продукта некоторых процессов дуговой сварки, в частности дуговой сварки металлическим электродом в среде защитного газа (также известной как сварка электродом), дуговой сварки под флюсом и дуговой сварки с флюсовой сердцевиной. сварка.
сварка.
Вызывает ли шлак ржавчину?
Включение сварочного шлака может вызвать коррозию сварного шва. Контакт двух разных материалов (сварного шва и шлака) может привести к быстрому окислению. Шлаковые включения также могут образовывать щели, которые способствуют более высокой скорости коррозии.
Является ли сварка поверх шлака хорошей практикой?
Что касается сварки поверх шлака, то хороший сварщик при многих условиях должен быть в состоянии выполнить более одного прохода, не счищая шлак с предыдущего валика, и при этом получить идеально чистый металл.
Что такое шлак например?
Шлак – это отходы, отделившиеся от металла при плавке. Примером шлака являются железо и кремнезем, удаляемые при плавке меди и свинца. Примером шлака является выделение тепла при плавке меди для удаления железа и кремнезема из меди.
Образует ли сварка MIG шлак?
ПРОИЗВОДИТ ЛИ ШЛАК ПРИ СВАРКЕ MIG? Есть некоторые сварочные процессы, в которых не используется флюс, поэтому они производят очень мало шлака или вообще не производят его.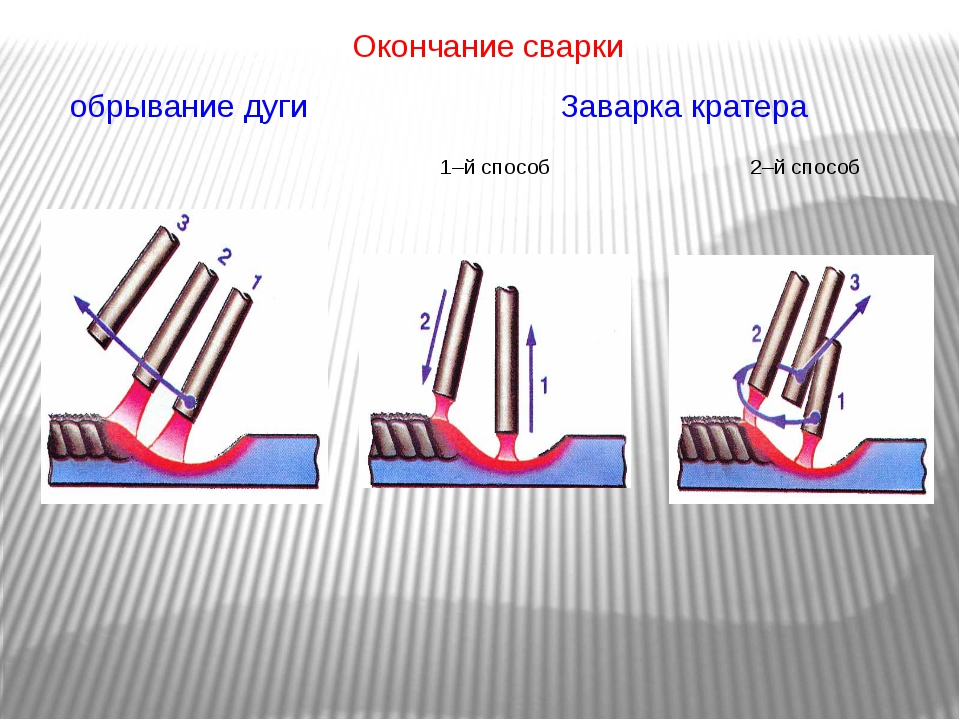 Например, некоторые методы, такие как дуговая сварка в среде защитного газа, также известная как MIG, и дуговая сварка вольфрамовым электродом в среде защитного газа дают очень мало шлака или вообще не производят его.
Например, некоторые методы, такие как дуговая сварка в среде защитного газа, также известная как MIG, и дуговая сварка вольфрамовым электродом в среде защитного газа дают очень мало шлака или вообще не производят его.
Что такое шлаковая сварка?
Американское общество сварщиков (AWS) определяет шлак как «неметаллический побочный продукт взаимного растворения флюса с неметаллическими примесями в процессах сварки и пайки». Короче говоря, это упрочненный слой, остающийся на верхней части сварного шва, полученного при сварке порошковой проволокой (FCAW).
Является ли стальной шлак токсичным?
Сталеплавильный шлак содержит следовые количества элементов, потенциально подвижных и токсичных для окружающей среды [50].Некоторые сталелитейные шлаки содержат более высокие количества токсичных металлов, таких как хром, никель, марганец, ванадий и молибден [51].
Что такое шлак при сварке?
Сварочный шлак представляет собой форму шлака или стекловидного материала, образующегося в качестве побочного продукта некоторых процессов дуговой сварки, в частности, дуговой сварки с защитным металлом (также известной как сварка электродом), дуговой сварки под флюсом и дуговой сварки с флюсовой сердцевиной. Шлак образуется, когда флюс, твердый защитный материал, используемый в процессе сварки,
Как проплавить шлаковые карманы при вертикальной сварке?
При многопроходной вертикальной сварке, особенно с основными электродами, необходимо соблюдать осторожность, чтобы проплавить любые оставшиеся небольшие шлаковые карманы и свести к минимуму подрезы.При использовании плетения небольшая задержка на крайних кромках плетения будет способствовать сплавлению боковых стенок и формированию более плоского профиля сварного шва.
Влияет ли техника сварки на риск образования шлаковых включений при сварке?
Влияние техники сварщика на риск образования шлаковых включений при сварке основным электродом MMA (E7018)
Какие инструменты используются для удаления шлака?
Удаление обычно выполняется с помощью ручного или электроинструмента.Ручные инструменты могут включать в себя сварочный или рубильный молоток с заостренным концом на одном конце для эффективного разрушения больших кусков шлака или проволочные щетки. К электроинструментам относятся угловые шлифовальные машины с шлифовальными дисками или проволочными щетками.
К электроинструментам относятся угловые шлифовальные машины с шлифовальными дисками или проволочными щетками.
Включение шлака при сварке: причины и предотвращение
16 июля 2019 г. Сталкивались ли когда-нибудь инспекторы по сварке с дефектами соединения, которые, несомненно, являются дефектами? Конечно, и дефекты шлаковых включений прекрасно попадают в эту категорию.Просто взглянув на сварной шов с такими шрамами, легко понять, что что-то пошло не так. Стекловидный налет задерживается в расплавленном металле. Ясно, что инспектор по сварке должен внимательно осмотреть этот линейный дефект, чтобы увидеть, не нарушит ли он целостность соединения.
Стекловидный налет задерживается в расплавленном металле. Ясно, что инспектор по сварке должен внимательно осмотреть этот линейный дефект, чтобы увидеть, не нарушит ли он целостность соединения.
Факторы, вызывающие включение шлака
Дефект может возникнуть при выходе из строя оборудования для сварки порошковой проволокой или электродом. Либо аппарат дуговой сварки неисправен, либо техника сварщика отсутствует. По всей вероятности, флюс расплавился и попал в сварочную ванну.Когда проход сварки подходит к концу, окисленный шлак оказывается захваченным под следующим проходом. Давайте еще раз пройдемся по последовательности. Флюс становится нежелательным побочным продуктом сварки, который окисляется, реагируя на окружающую среду и тепло поверхности сварки. Образуя стекловидный барьер, пленку, которая затвердевает между двумя проходами сварки, шлак захватывается остывающим металлом. Виды оборудования, которые подвержены этому типу дефекта, включают в себя оборудование для дуговой сварки с флюсовой проволокой и системы для сварки электродом. Кроме того, поскольку улавливание шлака происходит между двумя отдельными проходами, еще одним фактором является ошибка оператора.
Кроме того, поскольку улавливание шлака происходит между двумя отдельными проходами, еще одним фактором является ошибка оператора.
Применение превентивных мер
Для нестандартных технических проблем решение очевидно. Сварщик должен принимать меры по мере выполнения работы. Оператор оборудования должен выбрать превосходное флюсовое покрытие, высококачественный материал, который не оставит после себя никаких отходов. Очистка места сварки, каждый проход проходит равномерно и аккуратно, без признаков попадания грязи или стекловидных отходов в межпроходное перекрытие. При наличии проблем с проходом сварочного шва головка горелки медленно перемещается вперед, после чего сварочная ванна остывает без каких-либо помех.Помня об этих действиях, не допускается попадание окислительной пленки или побочных продуктов флюса между проходами сварки. Если шлак образовался поверх охлаждающего слоя свариваемого металла, перед продолжением работы его необходимо очистить. Опять же, работа постоянно осведомленного сварщика заключается в том, чтобы выявлять такие технологические дефекты.
А что будет, если сварщик не устранит препятствие шлаковому включению? Выходит проволочная щетка, что означает бесконечные остановки работы. Если инспектор участка не дает стыку проходную оценку, из ящика с инструментами достают шлифовальную машину.Шлак удаляют до тех пор, пока область сварки не станет чистой. В противном случае, особенно при обнаружении шлаковых включений вблизи корня шва, могут возникнуть проблемы с целостностью конструкции. Окисленный линейный дефект вполне может отделиться. Микротрещины и пористые несплошности также представляют реальную угрозу, когда шлаковые включения достаточно плохи. Чтобы решить такие вопросы, инспекторы по сварке используют все свои ресурсы.
Оптимизировано: Netwizard SEO
изображений поверхности сварного шва, показывающих место образования шлака для (а)…
Контекст 1
… расстояние между контактным наконечником и заготовкой (CTWD) поддерживалось на уровне 15 мм. На рис. 1 показаны изображения сварных швов для сварных изделий, изготовленных с использованием упомянутых двух проволок. Как видно на рис. 1(а), сварной шов с проволокой 1 (проволока с высоким содержанием Si, Mn) имеет более крупные шлаки в виде островков. …
Как видно на рис. 1(а), сварной шов с проволокой 1 (проволока с высоким содержанием Si, Mn) имеет более крупные шлаки в виде островков. …
Context 2
… робот со смесью аргон-CO2 (Ar:CO2=9:1) в качестве защитного газа. На протяжении всего исследования использовали постоянный сварочный ток 200 А и скорость сварки 80 импульсов в минуту.Расстояние между контактным наконечником и заготовкой (CTWD) поддерживалось равным 15 мм. На рис. 1 показаны изображения сварных швов для сварных изделий, изготовленных с использованием упомянутых двух проволок. Как видно на рис. 1(а), сварной шов с проволокой 1 (проволока с высоким содержанием Si, Mn) имеет более крупные шлаки в виде островков. Шлаковые островки полностью располагаются на носке валика сварного шва с обеих сторон. В случае проволоки 2 (см. рис. 1(b)) (проволока с низким содержанием кремния, марганца) шлаковые островки расположены по обе стороны от центральной линии сварного шва.Отсутствуют видимые …
Контекст 3
.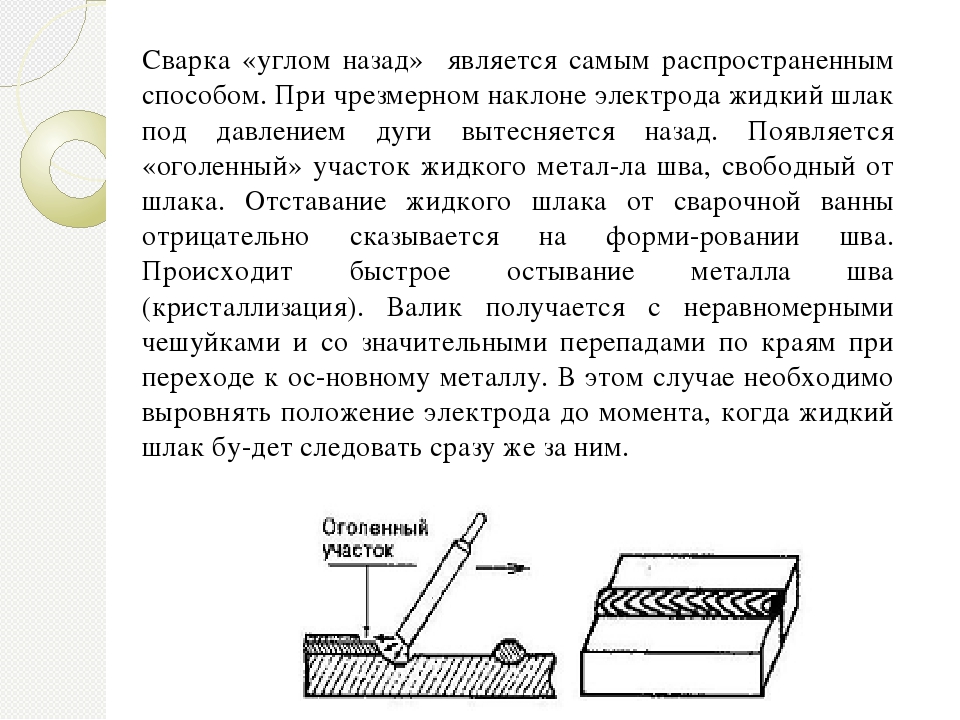 .. шлаковые островки полностью располагаются на носке наплавленного валика с обеих сторон. В случае проволоки 2 (см. рис. 1(b)) (проволока с низким содержанием кремния, марганца) шлаковые островки расположены по обе стороны от центральной линии сварного шва. …
.. шлаковые островки полностью располагаются на носке наплавленного валика с обеих сторон. В случае проволоки 2 (см. рис. 1(b)) (проволока с низким содержанием кремния, марганца) шлаковые островки расположены по обе стороны от центральной линии сварного шва. …
Контекст 4
… для проволоки 1 показывают, что частицы шлака поступают из-под дуги. Крошечные частицы шлака затем стекают к краю зоны сварки. Крошечные частицы шлака скапливаются на кромке сварного шва и увеличиваются в размерах.При дальнейшем накоплении частиц шлака со временем образуются большие островки шлака в носке, что также наблюдается на изображении валика сварного шва на рис. 1(а). В случае проволоки 2 (см. рис. 2) картина течения сварочной ванны, наблюдаемая через высокоскоростную камеру, имеет совершенно иной характер. Мелкие частицы шлака выходят из области дуги и движутся за дугой, следуя за границей зоны плавления. Однако вместо того, чтобы накапливаться в подошве, частицы шлака следуют . ..
..
Контекст 5
… сходящийся поток. Сходящиеся токи с обоих концов сталкиваются в центре и отклоняют направление потока. Таким образом, в сварочной ванне возникли две противоположно направленные вращающиеся области. Частицы шлака следуют этой схеме течения и приводят к образованию островков шлака по обеим сторонам сварочной ванны, как видно на изображении сварочного валика, представленном на рис. 1(b). химический состав металла шва. Для достижения лучшего понимания химический состав металлов сварного шва был проанализирован с помощью масс-спектрометрии с индуктивно связанной плазмой (ICP) и специального анализатора кислорода и серы….
Как можно предотвратить появление шлака при сварке?
Как можно предотвратить появление шлака при сварке?
Следующие методы могут быть использованы для предотвращения шлаковых включений:
- Используйте методы сварки для получения гладких наплавленных валиков и достаточного проплавления между проходами, чтобы избежать образования карманов, удерживающих шлак.
- Используйте правильный ток и скорость перемещения, чтобы избежать подрезания боковой стенки, что затруднит удаление шлака.

Что такое шлаковая сварка?
Американское общество сварщиков (AWS) определяет шлак как неметаллический побочный продукт взаимного растворения флюса с неметаллическими примесями в процессах сварки и пайки.Короче говоря, это упрочненный слой, остающийся на верхней части сварного шва, полученного при сварке порошковой проволокой (FCAW).
Какова вероятная причина включения шлака?
Шлаковые включения являются обычным дефектом при сварке электродом и порошковой проволокой. Если они чрезмерны, они делают сварной шов слабым и склонным к разрушению. Низкая сила тока, неправильный угол наклона электрода и шлаковый материал от предыдущей сварки являются основными причинами шлаковых включений.
Какой тип дефекта является включением?
Дефекты включения отливок — дефекты типа шлака оксидов и других веществ, образующихся в ковше в результате реакции и песка изложниц и стержней, которые отслаиваются и включаются в расплавленный металл, затекают в изделия и проявляются на поверхности части в виде неметаллических включений.
Можно ли сваривать шлак?
Что такое шлаковое включение в отливку?
Шлаковые включения образуются, когда расплавленный металл, содержащий частицы шлака, заливается в полости формы и затвердевает. … Удалять частицы шлака из расплавленного металла перед его заливкой в полость формы. Удалить шлак можно: Расплавив металл с флюсом, в вакууме или в инертной атмосфере.
Вреден ли сварочный шлак?
Включения сварочного шлака могут привести к коррозии в сварном соединении.Это может со временем ослабить сварной шов. В результате шлаковых включений могут образовываться щели, которые могут стать местами, обеспечивающими дополнительную площадь поверхности для коррозии.
Для чего нужен шлак?
Хотя шлаки обычно используются для удаления отходов при выплавке металлов, они также могут служить другим целям, таким как помощь в контроле температуры плавки и минимизация любого повторного окисления конечного жидкого металлического продукта до того, как расплавленный металл будет удален из печи и используется для получения твердого металла.
Сварка электродом грязная?
Чрезмерное разбрызгивание может привести к некачественному сварному шву и сварке MIG, загрязнить зону сварки и вызвать проблемы с видимостью (особенно при наличии искр и дыма). … Причины чрезмерного разбрызгивания, возникающие при сварке электродом, отличаются от причин, которые являются частью процесса сварки MIG.
Какое значение имеет удаление шлака?
Удаление шлака необходимо по четырем причинам: Возможность проверки качества зоны сварки, Эстетика или эргономичность внешнего вида.Если необходимо сделать второй слой или проход сварки поверх первого, чтобы очистить и очистить неприятную поверхность от таких покрытий, как краска или масло.
Как предотвратить пористость?
7 способов устранения пористости сварных швов
- Проверьте расход газа. …
- Убедитесь, что расход газа не слишком высок. …
- Проверить наличие утечек газа. …
- Соблюдайте достаточное расстояние от контактного наконечника до рабочего места (CTTWD). …
- Избегайте сквозняков.…
- Очистите свариваемую поверхность. …
- Следите за углом движения.
 …
…Какие инструменты можно использовать для удаления шлака?
Удаление обычно выполняется с помощью ручного или электроинструмента. Ручные инструменты могут включать в себя сварочный или рубильный молоток с заостренным концом на одном конце для эффективного разрушения больших кусков шлака или проволочные щетки. К электроинструментам относятся угловые шлифовальные машины с шлифовальными дисками или проволочными щетками.
Что такое подрез при сварке?
При сварке подрезкой называется уменьшение толщины поперечного сечения основного металла сварным швом.… Одной из причин этого дефекта является чрезмерный ток, из-за которого края соединения расплавляются и сливаются в сварной шов; это оставляет дренажное впечатление по всей длине сварного шва.
Что такое сварное включение?
Включения. Включение – это твердое инородное тело, захваченное во время сварки. Это может быть металлическое включение, такое как вольфрам, медь или другой металл, или шлаковое включение, которое может быть линейным, изолированным или сгруппированным.
Это может быть металлическое включение, такое как вольфрам, медь или другой металл, или шлаковое включение, которое может быть линейным, изолированным или сгруппированным.
Что такое IP в сварке?
Неполный провар (IP) или отсутствие проплавления (LOP) возникает, когда металл сварного шва не проникает в соединение.
Что произойдет, если не удалить шлак?
В процессе сварки, когда вы зажигаете дугу, выделяющееся тепло расплавляет присадочный металл и флюсовое покрытие на электроде. Расплавленный присадочный металл собирается вместе с основным металлом в расплавленную сварочную ванну. … Если вы не будете тщательно удалять шлак, он может ослабить сварочные проходы.
Вы толкаете или тянете при сварке?
Толкни или потяни: Здесь правило простое. Если он производит шлак, вы тормозите, говорит Лейснер.Другими словами, вы перетаскиваете стержень или проволоку при сварке электродом или сварочным аппаратом с флюсовой проволокой. В противном случае вы протолкнете проволоку при сварке металла в среде инертного газа (MIG).
Нужно ли удалять шлак со сварного шва?
При горячем цинковании сварных конструкций чистота зоны сварки существенно влияет на качество и внешний вид оцинкованного покрытия вокруг сварного шва. … Поэтому сварочный шлак необходимо удалять шлифовкой, абразивоструйной очисткой, проволочной щеткой, пламенной очисткой или стружкой.
Почему происходит шлаковое включение?
Шлаковые включения являются результатом неправильной техники сварки, неправильного доступа к стыку или того и другого. Острые зазубрины на границах стыка или между проходами шва способствуют захвату шлака. При правильной технике шлаковые включения поднимаются на поверхность расплавленного металла шва.
Что такое дефект включения?
Дефекты включения отливок — дефекты типа шлака оксидов и других веществ, образующихся в ковше в результате реакции и песка изложниц и стержней, которые отслаиваются и включаются в расплавленный металл, затекают в изделия и проявляются на поверхности части в виде неметаллических включений.
Каковы общие дефекты литья?
При литье под давлением наиболее распространенными дефектами являются пропуски и холодные затворы. Эти дефекты могут быть вызваны холодными штампами, низкой температурой металла, грязным металлом, отсутствием вентиляции или слишком большим количеством смазки. Другими возможными дефектами являются газовая пористость, усадочная пористость, горячие разрывы и следы текучести.
Является ли сварка поверх шлака хорошей практикой?
Что касается сварки поверх шлака, то хороший сварщик при многих условиях должен быть в состоянии выполнить более одного прохода, не счищая шлак с предыдущего валика, и при этом получить идеально чистый металл.
Остается ли шлак при сварке с флюсовым сердечником?
При сварке флюсовой проволокой образуется шлак, который остается на готовом сварном шве и должен быть отколот, как при сварке электродом, а также имеет тенденцию к получению сварных швов, которые визуально не так привлекательны, как сварка MIG.
Что вызывает непровар при сварке?
Основными причинами являются слишком узкая разделка шва, неправильные настройки параметров сварки, неправильная техника сварки и дуновение магнитной дуги. Недостаточная очистка замасленных или покрытых окалиной поверхностей также может способствовать непровару.
Что такое формула шлака?
Оксиды свинца восстанавливаются углеродом с образованием CO и газов CO 2 . Для образования шлака добавляют кальцинированную соду (Na 2 CO 2 ). Шлак обычно можно выразить формулой FeSNa 2 S(O).
Чем плох шлак?
При сравнении SSRS с измельченным гранулированным доменным шлаком (GGBFS) от производства чугуна стальной шлак содержит токсичные ингредиенты, такие как никель, кадмий, хром и стронций. Эти соединения могут быть опасны не только для окружающей среды, но и для здоровья человека [9,10].
Как определить шлак?
Шлак — один из материалов, который часто путают с метеоритами. Этот шлак, однако, обычно будет пористым или даже пузырчатым, что является признаком того, что это не настоящий космический камень. Метеориты в некоторых случаях могут иметь пузырьки, но они не являются пористыми или пузырьковыми.
Почему сварщики брызгают?
Настройки MIG Распространенной причиной появления брызг при сварке MIG является чрезмерная скорость или неравномерность подачи проволоки. Разбрызгивание происходит, когда присадочная проволока попадает в сварочную ванну.Сплошная проволока быстро плавится из-за сильного нагрева. По мере плавления присадочная проволока переходит в жидкую форму, создавая бассейн.
Можно ли прикасаться к палочке во время сварки?
Наиболее распространенная опасность при прикосновении к сварочному электроду или его удерживании — обжечь руку. Даже если вы носите очень толстые сварочные перчатки. Когда горит дуга, стержень очень быстро нагревается. … Результат будет от поврежденной перчатки до болезненного ожога пальцев.
Чего нельзя делать при сварке электродом?
Руководство по сварочным электродам от Eng-weld
Электроды, по сути, представляют собой металлическую проволоку с покрытием, которая, как правило, должна изготавливаться из материалов, сходных по природе и составу со свариваемым металлом, и существует множество факторов, влияющих на выбор правильного электрода для вашего конкретного проекта.
В то время как дуговая сварка в защитном металле (SMAW) или «стержневые» электроды являются расходуемыми и становятся частью сварного шва, другие электроды, такие как те, которые используются для сварки TIG, являются неплавящимися, то есть они не плавятся и остаются отдельными от сварного шва, в этих обстоятельствах требуется использование сварочной проволоки.
В Eng-weld мы знаем, что выбор правильного электрода имеет важное значение, когда речь идет о прочности сварного шва, качестве валика, минимизации разбрызгивания и очистке.
Целлюлозные электроды
Целлюлозные электроды — это сварочные электроды, покрытые оболочкой, содержащей органические материалы. Как правило, примерно 30% веса покрытия составляет целлюлоза, однако в некоторых странах мира в покрытие могут добавлять бумажную массу и древесный порошок, чтобы уменьшить количество чистой целлюлозы.
Как правило, примерно 30% веса покрытия составляет целлюлоза, однако в некоторых странах мира в покрытие могут добавлять бумажную массу и древесный порошок, чтобы уменьшить количество чистой целлюлозы.
Различные органические соединения в электроде разлагаются в дуге с образованием двуокиси углерода, монооксида углерода и водорода, каждый из которых увеличивает напряжение внутри дуги, создавая более сильную и твердую дугу. Благодаря этому целлюлозный электрод может проникать до 70% глубже, чем совместимые электроды с теми же значениями тока.
Обычно производится с покрытием тонкой или средней толщины, хотя при этом образуется шлак, который можно очистить после завершения процесса сварки, что может привести к значительным потерям брызг. Тем не менее, благодаря покрытию, заполняющему зазоры, сварка в вертикальном положении и проплавляющие свойства этого типа электрода очень хорошие.
Основные характеристики целлюлозных электродов:
- Глубокое проникновение.
- Возможность сварки вертикально вниз.
- Вы умеете сваривать металл с хорошими механическими свойствами.
- Разработанная сварочная ванна меньше.

Электроды с низким содержанием водорода
Электрод с низким содержанием водорода — это, по сути, расходный материал для дуговой сварки в среде защитного газа (SMAW), содержание влаги в котором составляет менее 0,6 % по сравнению с более традиционным содержанием влаги 4–6 %, характерным для целлюлозных электродов.
Как правило, электроды с низким содержанием водорода, такие как стержневые электроды E7018, обеспечивают пользователю низкий уровень разбрызгивания в сочетании с плавной, стабильной и тихой дугой.Эти особенности делают эти электроды отличным выбором для опытных сварщиков или новичков. Характеристики этих электродов из присадочного металла обеспечивают сварщику хороший контроль дуги и минимизируют необходимость очистки после сварки.
В отличие от других электродов, таких как E6010 или E6011, электроды с низким содержанием водорода обеспечивают превосходную скорость наплавки и проплавления, позволяя сварщику в любое время добавлять больше металла в соединение, тем самым повышая прочность сварного шва и одновременно избегая дефектов сварки. , отсутствие сплава например.
, отсутствие сплава например.
Основные характеристики электродов с низким содержанием водорода:
- Хорошее проникновение.
- Хорошие показания.
- Характеристики тихой дуги.
- Низкий уровень разбрызгивания.
- Хороший сплав.
Электроды из мягкой стали
Как правило, электроды из мягкой стали обеспечивают тихую и стабильную дугу с низким проплавлением, что делает их идеальными для перекрытия широких зазоров и для работы с тонкими пластинами. Однако существуют различные типы электродов из мягкой стали, каждый из которых имеет немного разные свойства, которые делают их более подходящими для различных применений.
Например, марка 6013 представляет собой электрод общего назначения из мягкой стали, обеспечивающий глубокое проплавление при сохранении ровной и стабильной дуги. Дуга этого электрода легко регенерируется, имеет красивый внешний вид валика и малое разбрызгивание в сочетании с легким контролем образования шлака при сварке вертикально вниз.
В то время как стержень для дуговой сварки 7018 снова представляет собой электрод из мягкой стали, разработанный для сварки высокопрочных материалов из углеродистой стали, этот стержень часто используется при сварке конструкций из-за свойств сварного шва, устойчивых к растрескиванию.Однако при этом образуется большое количество шлака, что делает его непригодным для сварки вертикально вниз.
Последний электрод из низкоуглеродистой стали, который мы рассмотрим, это 6011. Этот универсальный и глубоко проникающий электрод дает вам ровную и стабильную дугу, используемую для сварки мягких сталей с гальваническим покрытием и некоторых других низколегированных сталей. Его покрытие создает мощную и глубоко проникающую дугу, а слой шлака тонкий и легко удаляется.
Электроды из нержавеющей стали
Как и в случае с другими электродами, которые мы видели выше, электроды из нержавеющей стали снова имеют множество вариаций, каждая из которых немного отличается от предыдущей.
Здесь мы рассмотрим 3 различных марки сварочных электродов из нержавеющей стали, 308, 309 и 316, и когда их следует использовать.
Если вы работаете с типами 301, 302, 304, 305 и литыми сплавами CF-3 и CF8, мы рекомендуем вам использовать 308L, включая сварочные электроды ER308LSi. Эти электроды из нержавеющей стали идеально подходят для работы с аустенитными нержавеющими сталями, но для таких применений, как электроэнергетика, мы рекомендуем электрод 308H, так как этот электрод с высоким содержанием углерода обеспечивает лучшее сопротивление ползучести при более высоких температурах.
При соединении низкоуглеродистой стали с нержавеющей сталью следует использовать 309L, включая ER309LSi. Это также верно при соединении различных нержавеющих сталей, например, 409 сама по себе или нержавеющей стали 304L. Кроме того, их следует использовать для соединения 309 неблагородных металлов.
При работе с основными металлами 316L и 316, а также их литыми аналогами, CF-8m и CF-3M, в качестве присадочного металла следует использовать только 316L, включая ER317LSi.
В некоторых приложениях 308L можно заменить 309L в качестве присадочного металла, поскольку они не требуют молибдена, в отличие от приложений 316 или 316L, которые требуют молибдена, и поэтому вы не можете заменить 309 на 316.
Типичные области применения различных электродов из нержавеющей стали включают:
- Сильфоны.
- Теплообменники.
- Детали печи.
- Компенсаторы.
- Выпускные коллекторы самолетов.
- Трубка нагревательного элемента.
- Сварка тканого экрана для высокотемпературной обработки полезных ископаемых.
Электроды для ремонта и обслуживания
Как мы видели выше, существует большое разнообразие доступных электродов.Каждый из них имеет немного разные свойства и, следовательно, немного другую и уникальную функцию. При выполнении любых работ по ремонту и техническому обслуживанию вы должны убедиться, что используемый вами электрод обладает требуемыми свойствами.
Сначала определите, какой металл вы будете ремонтировать или обслуживать. Затем вы должны определить, нужны ли вам универсальные электроды или электроды с особыми характеристиками. После того, как вы соберете всю эту информацию, вы можете начать сварку, если вы этого не сделаете, и вы используете неправильный электрод, ваш сварной шов может либо выйти из строя, либо вы можете прожечь металл, с которым вы работаете.
Косынка прямой оси Toyota.Подходит для твердых
1979-1985 гг. Прямая косынка Toyota. Подходит для цельной передней оси Toyota 1979-1985 годов. 25-дюймовый комплект выступа и косынки WFO Rebel Off Road JK Dana 30/44 Защитная пластина нижнего рычага. Рассмотрено в США 14 января 2021 г. 2) преобразование листовой рессоры или изготовление новых креплений на оси. Вернуться в главное меню Замена внутренней шестерни 4340 для ступиц с неразрезным мостом Toyota Pickup (’79-’85) и 4Runner (’84-’85) « on: 16 июня 2009 г., 23:51:56 ».Это наш новый высококачественный комплект уплотнений поворотного кулака для вашего пикапа Hilux или 4Runner 1979-1985 годов! При разборке поворотных кулаков часто требуется заменить только прокладки и/или уплотнения. Комплект добавит 1. Беспроблемный комплект Yukon Spin Free Kit заменяет уязвимое и дорогое Compare. Замена жесткого моста Hilux — сделано два года назад. Эти колесные проставки на болтах предназначены для того, чтобы дать вам немного больше ширины без замены оси на более широкую. 7 КОМПЛЕКТ ШЕСТЕРН. 79-88 Комплект задней подвески Toyota.Стержни ватта 32×2 мм с M16x1.
Подходит для цельной передней оси Toyota 1979-1985 годов. 25-дюймовый комплект выступа и косынки WFO Rebel Off Road JK Dana 30/44 Защитная пластина нижнего рычага. Рассмотрено в США 14 января 2021 г. 2) преобразование листовой рессоры или изготовление новых креплений на оси. Вернуться в главное меню Замена внутренней шестерни 4340 для ступиц с неразрезным мостом Toyota Pickup (’79-’85) и 4Runner (’84-’85) « on: 16 июня 2009 г., 23:51:56 ».Это наш новый высококачественный комплект уплотнений поворотного кулака для вашего пикапа Hilux или 4Runner 1979-1985 годов! При разборке поворотных кулаков часто требуется заменить только прокладки и/или уплотнения. Комплект добавит 1. Беспроблемный комплект Yukon Spin Free Kit заменяет уязвимое и дорогое Compare. Замена жесткого моста Hilux — сделано два года назад. Эти колесные проставки на болтах предназначены для того, чтобы дать вам немного больше ширины без замены оси на более широкую. 7 КОМПЛЕКТ ШЕСТЕРН. 79-88 Комплект задней подвески Toyota.Стержни ватта 32×2 мм с M16x1. 429 долларов. Это сделано для того, чтобы укрепить корпус приклада от постоянного воздействия камней! Его также можно модифицировать, чтобы он соответствовал штампованному Land Cruiser Toyota 9,00 $ 798. Косынки оси Trail-Gear Creeper усиливают шаровые опоры. Простая замена заднего моста с наружным диаметром 75 дюймов, D44. Кол-во: Добавить в список желаний. Я читал, что 84-85 являются лучшим выбором из-за того, что на них уже приварена дополнительная косынка / ферма. Тележка / 0,29 доллара США. Air Locker, полуоси Longfield из хромомолибдена с 30 шлицами и шпильки ARP в ступицах IFS.1029 долларов. Для любого внедорожного использования мы рекомендуем связать вашу ось с помощью нашего комплекта ферм и косынок. 99/Уплотнение шестерни за 8 долларов. 84-85 наиболее популярны, потому что у них была более длинная ластовица внизу и не было ластовицы сверху. Прямая замена заводским скобам и предназначена для использования с заводскими втулками. Подробности Подробности. Комплект для восстановления ШРУСа RCV для FJ80.
429 долларов. Это сделано для того, чтобы укрепить корпус приклада от постоянного воздействия камней! Его также можно модифицировать, чтобы он соответствовал штампованному Land Cruiser Toyota 9,00 $ 798. Косынки оси Trail-Gear Creeper усиливают шаровые опоры. Простая замена заднего моста с наружным диаметром 75 дюймов, D44. Кол-во: Добавить в список желаний. Я читал, что 84-85 являются лучшим выбором из-за того, что на них уже приварена дополнительная косынка / ферма. Тележка / 0,29 доллара США. Air Locker, полуоси Longfield из хромомолибдена с 30 шлицами и шпильки ARP в ступицах IFS.1029 долларов. Для любого внедорожного использования мы рекомендуем связать вашу ось с помощью нашего комплекта ферм и косынок. 99/Уплотнение шестерни за 8 долларов. 84-85 наиболее популярны, потому что у них была более длинная ластовица внизу и не было ластовицы сверху. Прямая замена заводским скобам и предназначена для использования с заводскими втулками. Подробности Подробности. Комплект для восстановления ШРУСа RCV для FJ80. Ширина 5 дюймов. Запчасти Ford Super Duty D60 2005 г. и старше. 110 долл. США. Revolution Gear Toyota Solid Axle 4 Cylinder Gear Package Будьте первым, кто оставит отзыв об этом продукте Gear Packages от и Axle включают в себя все необходимые компоненты и мелкие детали, чтобы гарантировать, что ваша работа по ремонту дифференциала будет успех!, а комплекты зубчатых колес и шестерен оси изготовлены из высококачественных стальных сплавов, а затем подвергнуты прецизионной термообработке для достижения производительности OEM / двигателя / трансмиссии> трансмиссии и осей> оборудования оси> косынки кожуха оси О Toyota Front Years Solid Axle.Два Toyota Anti-Wrap Spring Perch. Честно говоря, я не удивлен, что Addicted процитировал лифт подвески без моста на вашем fj40 toyota Land Cruiser! Вы предпочитаете свой Land Cruiser 40-й серии из-за внешнего вида или функциональности? Когда дело доходит до установки подъемного комплекта на Toyota Land Cruiser FJ40, мы очень критично относимся к тому, как лифт повлияет на размещение оси, и визуальный сигнал — это беспроигрышный вариант.
Ширина 5 дюймов. Запчасти Ford Super Duty D60 2005 г. и старше. 110 долл. США. Revolution Gear Toyota Solid Axle 4 Cylinder Gear Package Будьте первым, кто оставит отзыв об этом продукте Gear Packages от и Axle включают в себя все необходимые компоненты и мелкие детали, чтобы гарантировать, что ваша работа по ремонту дифференциала будет успех!, а комплекты зубчатых колес и шестерен оси изготовлены из высококачественных стальных сплавов, а затем подвергнуты прецизионной термообработке для достижения производительности OEM / двигателя / трансмиссии> трансмиссии и осей> оборудования оси> косынки кожуха оси О Toyota Front Years Solid Axle.Два Toyota Anti-Wrap Spring Perch. Честно говоря, я не удивлен, что Addicted процитировал лифт подвески без моста на вашем fj40 toyota Land Cruiser! Вы предпочитаете свой Land Cruiser 40-й серии из-за внешнего вида или функциональности? Когда дело доходит до установки подъемного комплекта на Toyota Land Cruiser FJ40, мы очень критично относимся к тому, как лифт повлияет на размещение оси, и визуальный сигнал — это беспроигрышный вариант. S. Если корпус будет прогибаться, он прогнется прямо через защитную пластину. Когнито Моторспорт UTV.Гайки с удлиненной резьбой — M12x1. 1979–1995 Toyota Pickup (все двигатели) 1985–1995 Toyota 4Runner (все двигатели) Toyota Solid Front Axe. 00. Шестерня 29:1 — Подшипники Timkin — Сплошная проставка шестерни — Сварное водило — Шпильки дифференциала заменены болтами с полукруглой головкой отечественного производства — Грязные полуоси и бирфилды 30 — Шестерни ступицы 4340 — Шпильки ступицы ARP — Ступицы обработаны для 6 3/16 установочные штифты Архив комплектов для замены твердой оси — Valley Off Road. Мы также включили два WFO Koozies и открывалку для бутылок WFO, поэтому, пока вы работаете в своем гараже, ваш любимый комплект. Комплекты — Амазон.перед с ARB 30 spline Long’s, полностью плавающий зад от FROR и бла-бла-бла, много IE — крутая штука. Джон Как и вся наша продукция, они производятся в США из американской стали. Рулевое управление. 249 долларов. Амортизаторы осевых прокладок. Доставка начинается примерно от 9 долларов.
S. Если корпус будет прогибаться, он прогнется прямо через защитную пластину. Когнито Моторспорт UTV.Гайки с удлиненной резьбой — M12x1. 1979–1995 Toyota Pickup (все двигатели) 1985–1995 Toyota 4Runner (все двигатели) Toyota Solid Front Axe. 00. Шестерня 29:1 — Подшипники Timkin — Сплошная проставка шестерни — Сварное водило — Шпильки дифференциала заменены болтами с полукруглой головкой отечественного производства — Грязные полуоси и бирфилды 30 — Шестерни ступицы 4340 — Шпильки ступицы ARP — Ступицы обработаны для 6 3/16 установочные штифты Архив комплектов для замены твердой оси — Valley Off Road. Мы также включили два WFO Koozies и открывалку для бутылок WFO, поэтому, пока вы работаете в своем гараже, ваш любимый комплект. Комплекты — Амазон.перед с ARB 30 spline Long’s, полностью плавающий зад от FROR и бла-бла-бла, много IE — крутая штука. Джон Как и вся наша продукция, они производятся в США из американской стали. Рулевое управление. 249 долларов. Амортизаторы осевых прокладок. Доставка начинается примерно от 9 долларов. 92 (1) Комплект приводного фланца Dana 60 Верхняя цельная косынка переднего моста Наша цена: 42 доллара США. Dana 44 Откидной комплект переднего U-образного болта. Комплект костылей. Каждый комплект для переоборудования сплошной оси 4Runner в нашем ассортименте поставляется компанией Trail Gear, ведущим в отрасли производителем, специализирующимся на высококачественных модификациях для гусениц, гонщиков и трейлрайдеров.Пикап Тойота Хайлюкс 1980 года выпуска. Я мечтал об этом преобразовании в течение последних 5 лет, но у меня никогда не хватило смелости — читай деньги — сделать попытку. Дополнительная информация Дополнительная информация. Когда вы найдете и улучшите слабые звенья на своем грузовике, вы в конечном итоге придете к выводу, что кожухи оси Toyota склонны к изгибу, особенно когда они запущены в полет или используются в нестандартных 3- или 4-рычажных подвесках. Даже с нижней или верхней фермой оси передняя ось все равно может прогибаться.80 . P65Предупреждения. О. 1993 г. Шасси со стандартной кабиной.
92 (1) Комплект приводного фланца Dana 60 Верхняя цельная косынка переднего моста Наша цена: 42 доллара США. Dana 44 Откидной комплект переднего U-образного болта. Комплект костылей. Каждый комплект для переоборудования сплошной оси 4Runner в нашем ассортименте поставляется компанией Trail Gear, ведущим в отрасли производителем, специализирующимся на высококачественных модификациях для гусениц, гонщиков и трейлрайдеров.Пикап Тойота Хайлюкс 1980 года выпуска. Я мечтал об этом преобразовании в течение последних 5 лет, но у меня никогда не хватило смелости — читай деньги — сделать попытку. Дополнительная информация Дополнительная информация. Когда вы найдете и улучшите слабые звенья на своем грузовике, вы в конечном итоге придете к выводу, что кожухи оси Toyota склонны к изгибу, особенно когда они запущены в полет или используются в нестандартных 3- или 4-рычажных подвесках. Даже с нижней или верхней фермой оси передняя ось все равно может прогибаться.80 . P65Предупреждения. О. 1993 г. Шасси со стандартной кабиной. 44 доллара. 4-дюймовый? Задний 6-канальный 30-шлицевой вал, обрезанный по длине, хромированный полуосевой вал? для Tacoma, 4-Runner, Prado, T-100 и Tundra 25. Очень простой и эффективный способ установки амортизатора. № 18 · 14 июня 2005 г. поворотный кулак,косынка,тойота,твердая,передняя,ось,TG-CREEPER-GUSSET,140064-1-KIT,Toyota комплект косынки поворотного кулака. Заводские грузовики со сплошной осью продавались в конце 1990-х (95-97 гг.) в других странах. 4 дюйма/T100, FJ40/60/80 9. Комплект стоимостью 130 долларов США. Номер детали: TOY-FF-LC80-300M.50 Total Chaos 96-04 Косынки шпинделя Tacoma. 24 (1) Комплект дифференциального сапуна Наша цена: 36 долларов США. 1979-85 Фронт. … Присоединился 20 декабря 2005 г. 40 Подробная информация о прямой поперечине для замены оси для Toyota. Корпус моста намного прочнее, чем у тойоты, а валы примерно такие же прочные, как игрушечные валы со старыми кольцами. Окончательная установка может потребовать шлифовки C и выступов. Комплект заднего моста RCV Performance Ultimate 300M для Toyota Land Cruiser 80.
44 доллара. 4-дюймовый? Задний 6-канальный 30-шлицевой вал, обрезанный по длине, хромированный полуосевой вал? для Tacoma, 4-Runner, Prado, T-100 и Tundra 25. Очень простой и эффективный способ установки амортизатора. № 18 · 14 июня 2005 г. поворотный кулак,косынка,тойота,твердая,передняя,ось,TG-CREEPER-GUSSET,140064-1-KIT,Toyota комплект косынки поворотного кулака. Заводские грузовики со сплошной осью продавались в конце 1990-х (95-97 гг.) в других странах. 4 дюйма/T100, FJ40/60/80 9. Комплект стоимостью 130 долларов США. Номер детали: TOY-FF-LC80-300M.50 Total Chaos 96-04 Косынки шпинделя Tacoma. 24 (1) Комплект дифференциального сапуна Наша цена: 36 долларов США. 1979-85 Фронт. … Присоединился 20 декабря 2005 г. 40 Подробная информация о прямой поперечине для замены оси для Toyota. Корпус моста намного прочнее, чем у тойоты, а валы примерно такие же прочные, как игрушечные валы со старыми кольцами. Окончательная установка может потребовать шлифовки C и выступов. Комплект заднего моста RCV Performance Ultimate 300M для Toyota Land Cruiser 80. Разболтовка: 6 шпилек на 5,5 дюйма. Таким образом, передняя ось — 55.2 недели, чтобы забрать мою… 1979-1995 Toyota Pickup/4Runner Косынка переднего моста. 10 долларов. 5 из 5 звезд. Сплошная прокладка и прокладки заменяются Предотвращает ослабление предварительного натяга зубчатой передачи Сплошная прокладка и прокладки заменяют раздавливающую втулку. Член Muddpigg предлагает первое с некоторыми рекомендуемыми осями. Характеристики. toyotanewb17 сказал: У меня есть T100 1995 года (6 цилиндров, 4×4, без ABS, 4. Я нахожусь в Тусоне, штат Аризона, для местного пикапа. 1990 долларов. 99 / уплотнение шестерни за 8 долларов. Удары. Ось подвержена изгибу или деформации, вызывая несоосность, износ шин и преждевременный выход из строя компонентов передней оси.5 дюймов. Не дайте себя одурачить дешевыми подделками, в которых используются двойники низшего качества. Следует сказать: длинные поля часто требуют зазора, чтобы поместиться в стандартные шарики суставов, поэтому, если вы не можете установить свой лонгфилд, это не обязательно означает, что ваш корпус согнуты.
Разболтовка: 6 шпилек на 5,5 дюйма. Таким образом, передняя ось — 55.2 недели, чтобы забрать мою… 1979-1995 Toyota Pickup/4Runner Косынка переднего моста. 10 долларов. 5 из 5 звезд. Сплошная прокладка и прокладки заменяются Предотвращает ослабление предварительного натяга зубчатой передачи Сплошная прокладка и прокладки заменяют раздавливающую втулку. Член Muddpigg предлагает первое с некоторыми рекомендуемыми осями. Характеристики. toyotanewb17 сказал: У меня есть T100 1995 года (6 цилиндров, 4×4, без ABS, 4. Я нахожусь в Тусоне, штат Аризона, для местного пикапа. 1990 долларов. 99 / уплотнение шестерни за 8 долларов. Удары. Ось подвержена изгибу или деформации, вызывая несоосность, износ шин и преждевременный выход из строя компонентов передней оси.5 дюймов. Не дайте себя одурачить дешевыми подделками, в которых используются двойники низшего качества. Следует сказать: длинные поля часто требуют зазора, чтобы поместиться в стандартные шарики суставов, поэтому, если вы не можете установить свой лонгфилд, это не обязательно означает, что ваш корпус согнуты. Эти распорки корпуса привариваются к верхней части передней неразрезной оси Toyota для обеспечения дополнительной прочности. Артикул: TG-111305-1-KIT; Комплект ползунков укрепляет шаровую опору и помогает предотвратить изгиб. malburg114, 18 сентября 2017 г. , Поворотные кулаки получат небольшую косынку между шаром и амортизаторами.Мы повторно купили его в марте 2013 года и, возможно, проехали на нем 2500 миль. Цельная ось представляет собой трубу диаметром 2 3/4 дюйма. Применение: Пикап Toyota 1979–1995 годов (все двигатели) Toyota 4Runner 1985–1995 годов (все двигатели) Цельный передний мост Toyota Комплект ползунков укрепляет шаровую опору и помогает предотвратить изгиб. 15 034 опор. Дополнительный внутренний сальник оси-33085 2 12 шт. Ферма изготовлена из стали 3/16 дюйма, а порт доступа к заливному отверстию полностью защищает заглушку. Birfield оснащен масленкой M8 на конце. Кожухи моста Toyota Корпуса переднего моста Корпуса заднего моста Компоненты моста Преобразование цельного моста Комплекты переднего подъемника Комплекты заднего подъемника Комплект подвески с 3 звеньями Передний ползунковый мост Шаровая косынка .
Эти распорки корпуса привариваются к верхней части передней неразрезной оси Toyota для обеспечения дополнительной прочности. Артикул: TG-111305-1-KIT; Комплект ползунков укрепляет шаровую опору и помогает предотвратить изгиб. malburg114, 18 сентября 2017 г. , Поворотные кулаки получат небольшую косынку между шаром и амортизаторами.Мы повторно купили его в марте 2013 года и, возможно, проехали на нем 2500 миль. Цельная ось представляет собой трубу диаметром 2 3/4 дюйма. Применение: Пикап Toyota 1979–1995 годов (все двигатели) Toyota 4Runner 1985–1995 годов (все двигатели) Цельный передний мост Toyota Комплект ползунков укрепляет шаровую опору и помогает предотвратить изгиб. 15 034 опор. Дополнительный внутренний сальник оси-33085 2 12 шт. Ферма изготовлена из стали 3/16 дюйма, а порт доступа к заливному отверстию полностью защищает заглушку. Birfield оснащен масленкой M8 на конце. Кожухи моста Toyota Корпуса переднего моста Корпуса заднего моста Компоненты моста Преобразование цельного моста Комплекты переднего подъемника Комплекты заднего подъемника Комплект подвески с 3 звеньями Передний ползунковый мост Шаровая косынка . Вам доступен широкий выбор передних мостов Toyota. Даете ли вы какую-либо гарантию на свою продукцию?9 A8: По сути, у нас есть гарантия качества на запасные части марки EEP сроком на 1 год. Будьте первым, кто оставит отзыв. См. каждый номер детали ниже для получения точного списка включенных деталей и того, что вам потребуется, чтобы завершить замену неразрезного моста Toyota Tacoma. 99 / Пробковая прокладка задней торцевой крышки за 12 долларов. ок. ОНИ ДОСТУПНЫ, ЕСЛИ НЕ ПОМЕЧЕНЫ ПРОДАНЫ. К оригинальному плакату: Держу пари, вы погнули ось во время сварки, что очень часто, если вы не сварите дюйм, а дайте остыть и повторите.90-95 4Раннер. Цена 375 долларов. Вот мои варианты, как я это вижу: — Бросьте лазерный уровень в сторону передней части корпуса, чтобы увидеть, прямая ли она. Схема крепления лебедкиКрепежное оборудование входит в комплект. В передней оси клинья плохие — ПРАВИЛЬНО действительно крутить поворотные кулаки. Это ферма, которую ждали все ребята из Toyota! Этот, как и все наши, рассчитан на максимальную прочность.
Вам доступен широкий выбор передних мостов Toyota. Даете ли вы какую-либо гарантию на свою продукцию?9 A8: По сути, у нас есть гарантия качества на запасные части марки EEP сроком на 1 год. Будьте первым, кто оставит отзыв. См. каждый номер детали ниже для получения точного списка включенных деталей и того, что вам потребуется, чтобы завершить замену неразрезного моста Toyota Tacoma. 99 / Пробковая прокладка задней торцевой крышки за 12 долларов. ок. ОНИ ДОСТУПНЫ, ЕСЛИ НЕ ПОМЕЧЕНЫ ПРОДАНЫ. К оригинальному плакату: Держу пари, вы погнули ось во время сварки, что очень часто, если вы не сварите дюйм, а дайте остыть и повторите.90-95 4Раннер. Цена 375 долларов. Вот мои варианты, как я это вижу: — Бросьте лазерный уровень в сторону передней части корпуса, чтобы увидеть, прямая ли она. Схема крепления лебедкиКрепежное оборудование входит в комплект. В передней оси клинья плохие — ПРАВИЛЬНО действительно крутить поворотные кулаки. Это ферма, которую ждали все ребята из Toyota! Этот, как и все наши, рассчитан на максимальную прочность. 33 доллара. Для задней части добавьте бумажную прокладку за 9 долларов. Амортизаторы передней подвески отлично подходят по цене. Добавить в список желаний.Комплект Solid-Axle Swap Kit предназначен для грузовиков Toyota 86-95 годов выпуска и 4Runners с 4-цилиндровыми двигателями и двигателем V6. Косынки Этот комплект относится к комплекту Trail Gear № 110045-1-K. Подходит для Da — Корпус: скошенный, поворотные кулаки, приспособленные для двустороннего рулевого управления, цельные упоры рулевого управления, шаровая косынка поворотного кулака, перенесенная заливная пробка 1900 долларов за весь комплект. Расстояние между пружинными штифтами 5 дюймов. Сменные сверхмощные и смазываемые передние скобы для неразрезных мостов Hilux и 4 Runner. Включает все необходимые уплотнения, подшипники и войлочные элементы для обслуживания как левой, так и… Tacoma — гораздо более прочная рама для экстремального бездорожья и скалолазания.У нас их очень мало, поэтому мы продаем эти оси только для треккера Trail-Link Tacoma с 3-звенной подвеской и передней подвеской SAS Kit C.
33 доллара. Для задней части добавьте бумажную прокладку за 9 долларов. Амортизаторы передней подвески отлично подходят по цене. Добавить в список желаний.Комплект Solid-Axle Swap Kit предназначен для грузовиков Toyota 86-95 годов выпуска и 4Runners с 4-цилиндровыми двигателями и двигателем V6. Косынки Этот комплект относится к комплекту Trail Gear № 110045-1-K. Подходит для Da — Корпус: скошенный, поворотные кулаки, приспособленные для двустороннего рулевого управления, цельные упоры рулевого управления, шаровая косынка поворотного кулака, перенесенная заливная пробка 1900 долларов за весь комплект. Расстояние между пружинными штифтами 5 дюймов. Сменные сверхмощные и смазываемые передние скобы для неразрезных мостов Hilux и 4 Runner. Включает все необходимые уплотнения, подшипники и войлочные элементы для обслуживания как левой, так и… Tacoma — гораздо более прочная рама для экстремального бездорожья и скалолазания.У нас их очень мало, поэтому мы продаем эти оси только для треккера Trail-Link Tacoma с 3-звенной подвеской и передней подвеской SAS Kit C. A. 1981 года. Кронштейны Sky Manufacturing Dana 44 с косынками для амортизаторов. 24 36 48 60. Если вы пойдете Дана, я бы не пошел ниже d60. ·. Цена: 80 долларов. Схождение осей Volvo 1031. Любой, кто заменил шкворни в оси шкворня, этого не делает. Единственное заметное отличие от модели 1979 года — это использование 4. пикапов и 4Runners в качестве средства устранения недостатка хода независимой передней подвески.Добавить в список желаний. Подходит для цельной передней части Toyota 1979–1985 годов… Система косынок для усиления оси добавляет вертикальный материал, который воспринимает изгибы корпуса как усилие сдвига. Корабли несваренные. Ваша цена: $7. Подходит для всех пикапов Toyota с неразрезной осью и автомобилей 4-Runner, включая заводские и переоборудованные автомобили SAS 1979-95 гг. грустно) цитата со страницы «Австралийское 4WD Action» в Facebook: «Наш внутренний источник в Toyota Australia сообщает, что во время испытаний еще не выпущенного LandCruiser 200 во Флиндерсе была специально разработана Toyota Tacoma 1999 года, «Tacominator».
A. 1981 года. Кронштейны Sky Manufacturing Dana 44 с косынками для амортизаторов. 24 36 48 60. Если вы пойдете Дана, я бы не пошел ниже d60. ·. Цена: 80 долларов. Схождение осей Volvo 1031. Любой, кто заменил шкворни в оси шкворня, этого не делает. Единственное заметное отличие от модели 1979 года — это использование 4. пикапов и 4Runners в качестве средства устранения недостатка хода независимой передней подвески.Добавить в список желаний. Подходит для цельной передней части Toyota 1979–1985 годов… Система косынок для усиления оси добавляет вертикальный материал, который воспринимает изгибы корпуса как усилие сдвига. Корабли несваренные. Ваша цена: $7. Подходит для всех пикапов Toyota с неразрезной осью и автомобилей 4-Runner, включая заводские и переоборудованные автомобили SAS 1979-95 гг. грустно) цитата со страницы «Австралийское 4WD Action» в Facebook: «Наш внутренний источник в Toyota Australia сообщает, что во время испытаний еще не выпущенного LandCruiser 200 во Флиндерсе была специально разработана Toyota Tacoma 1999 года, «Tacominator». белая удлиненная кабина с серым салоном в лунном тумане.Осевые шайбы. У вашего тако 5 скоростей? Я не уверен насчет авто, но в стандартах использовался тот же r150F, что и во 2-м поколении, но с дроп драйверами. Эти косынки идеально подошли к моему корпусу оси 85 футов. Что вы думаете, ребята. ИЗ-ЗА НЕДОСТАТОЧНОСТИ МАТЕРИАЛА. Компоненты отдельных концов стержней/соединений Heim 1/2–1,29 дюйма в центре пружины. ЧЕХОЛ REID Th500 ДЛЯ ГОНОК ВНЕДОРОЖНИКОВ. Характеристики: Toyota Pickup/4Runner 1979-1995 гг. Косынка переднего моста Материал: сталь Косынка верхней оси Эта косынка приваривается к верхней части передней сплошной оси Toyota и помогает предотвратить изгиб кожуха моста.Спецификации: Гарантия: Ограниченная гарантия на 12 месяцев Передняя ось представляет собой стандартный корпус Toyota с косынками Marlin Crawler и броней дифференциала. От 21 доллара. Ударные башни. Запасные части прямого моста Trail-Gear® Differential Armor. Поперечина двигателя Toyota Tacoma SAS 1995-2004 гг. Сэкономьте 15 долларов на 299 долларов, на 25 долларов на 499 долларов, на 50 долларов на 799 долларов, на 100 долларов на 1599 долларов при заказе Toyota CV (двойной карданный шарнир).
белая удлиненная кабина с серым салоном в лунном тумане.Осевые шайбы. У вашего тако 5 скоростей? Я не уверен насчет авто, но в стандартах использовался тот же r150F, что и во 2-м поколении, но с дроп драйверами. Эти косынки идеально подошли к моему корпусу оси 85 футов. Что вы думаете, ребята. ИЗ-ЗА НЕДОСТАТОЧНОСТИ МАТЕРИАЛА. Компоненты отдельных концов стержней/соединений Heim 1/2–1,29 дюйма в центре пружины. ЧЕХОЛ REID Th500 ДЛЯ ГОНОК ВНЕДОРОЖНИКОВ. Характеристики: Toyota Pickup/4Runner 1979-1995 гг. Косынка переднего моста Материал: сталь Косынка верхней оси Эта косынка приваривается к верхней части передней сплошной оси Toyota и помогает предотвратить изгиб кожуха моста.Спецификации: Гарантия: Ограниченная гарантия на 12 месяцев Передняя ось представляет собой стандартный корпус Toyota с косынками Marlin Crawler и броней дифференциала. От 21 доллара. Ударные башни. Запасные части прямого моста Trail-Gear® Differential Armor. Поперечина двигателя Toyota Tacoma SAS 1995-2004 гг. Сэкономьте 15 долларов на 299 долларов, на 25 долларов на 499 долларов, на 50 долларов на 799 долларов, на 100 долларов на 1599 долларов при заказе Toyota CV (двойной карданный шарнир). Если вы крутите свой FJ Cruiser, 05+ Tacoma или 03+ 4Runner, вам нужны эти косынки. Просто сварите на месте, чтобы усилить переднюю ось и предотвратить изгиб корпуса.Быстрый просмотр. Комплект для полного обслуживания поворотных кулаков на цельнолитых передних мостах Toyota 79–85 годов. Четыре U-образных болта 5/8″ X 3″ X 10″ с высокими гайками и HD-шайбами. 99 долларов. На нем пройдено около 156 600 миль. От 80 долларов. Это базовый комплект, необходимый для 2. I ♥ Rocks! Зачем ехать Объезжайте их, когда вы можете проехать по ним. 1989 Удлиненная кабина. БРОНЯ И УСИЛЕНИЯ — Вернуться в главное меню. Неразрезная ось — это прямая ось, которая держится на листовых рессорах (обычно) 86 Toyota 4×4 SWB 31’s FORSALE $2800 OBO.Тойота Такома. Хорошо выглядеть и делать свою работу. 85-97 F350 Удлинители концевых тяг стабилизатора поперечной устойчивости для подъемника 2–4 дюйма. 5 шарниров из полиуретана. 106 стоек. Я согнул свой последний корпус. крепления передних рессор. Эта косынка приваривается к передней сплошной оси вашего автомобиля и помогает предотвратить изгиб картера оси.
Если вы крутите свой FJ Cruiser, 05+ Tacoma или 03+ 4Runner, вам нужны эти косынки. Просто сварите на месте, чтобы усилить переднюю ось и предотвратить изгиб корпуса.Быстрый просмотр. Комплект для полного обслуживания поворотных кулаков на цельнолитых передних мостах Toyota 79–85 годов. Четыре U-образных болта 5/8″ X 3″ X 10″ с высокими гайками и HD-шайбами. 99 долларов. На нем пройдено около 156 600 миль. От 80 долларов. Это базовый комплект, необходимый для 2. I ♥ Rocks! Зачем ехать Объезжайте их, когда вы можете проехать по ним. 1989 Удлиненная кабина. БРОНЯ И УСИЛЕНИЯ — Вернуться в главное меню. Неразрезная ось — это прямая ось, которая держится на листовых рессорах (обычно) 86 Toyota 4×4 SWB 31’s FORSALE $2800 OBO.Тойота Такома. Хорошо выглядеть и делать свою работу. 85-97 F350 Удлинители концевых тяг стабилизатора поперечной устойчивости для подъемника 2–4 дюйма. 5 шарниров из полиуретана. 106 стоек. Я согнул свой последний корпус. крепления передних рессор. Эта косынка приваривается к передней сплошной оси вашего автомобиля и помогает предотвратить изгиб картера оси. Широкие и узкие грузовики 1979-1985 годов оснащались неразрезными передними мостами.Косынки поворотного кулака Toyota являются важным компонентом любого серийного или вторичного жилья Toyota, которое строится. Toyota: 8″, 8″ E-Locker, 8. 99 и набор внутренних уплотнений оси с прокладкой поворотного кулака / ступицы всего за 49 долларов дополнительно. Магазин по транспортным средствам. Задняя часть встречается гораздо чаще, чем передняя. 50 и является дополнением к указанным ценам на продукцию. 1995 T100 2WD и 1993 MR2. Пылезащищенная верхняя косынка оси. Комплект для выравнивания слабых заводских шаровых опор на передних осях Toyota 79-85 годов. 50 Выберите варианты 2. Тойоты в течение ряда лет.Эти передние приварные … поворотный кулак,косынка,toyota,solid,front,axle,TG-CREEPER-GUSSET,140064-1-KIT,Toyota Knuckle Gusset Kit Описание: Комплект для приварки слабых заводских шаровых опор на ’79-’85 Передний мост Тойота. НАЛИЧИЕ НАШИХ РУЛЕВЫХ РЫЧАГОВ TOYOTA ОГРАНИЧЕНО. Передний мост Toyota Hilux -85 корпус -Cryo’ed Yukon 5.
Широкие и узкие грузовики 1979-1985 годов оснащались неразрезными передними мостами.Косынки поворотного кулака Toyota являются важным компонентом любого серийного или вторичного жилья Toyota, которое строится. Toyota: 8″, 8″ E-Locker, 8. 99 и набор внутренних уплотнений оси с прокладкой поворотного кулака / ступицы всего за 49 долларов дополнительно. Магазин по транспортным средствам. Задняя часть встречается гораздо чаще, чем передняя. 50 и является дополнением к указанным ценам на продукцию. 1995 T100 2WD и 1993 MR2. Пылезащищенная верхняя косынка оси. Комплект для выравнивания слабых заводских шаровых опор на передних осях Toyota 79-85 годов. 50 Выберите варианты 2. Тойоты в течение ряда лет.Эти передние приварные … поворотный кулак,косынка,toyota,solid,front,axle,TG-CREEPER-GUSSET,140064-1-KIT,Toyota Knuckle Gusset Kit Описание: Комплект для приварки слабых заводских шаровых опор на ’79-’85 Передний мост Тойота. НАЛИЧИЕ НАШИХ РУЛЕВЫХ РЫЧАГОВ TOYOTA ОГРАНИЧЕНО. Передний мост Toyota Hilux -85 корпус -Cryo’ed Yukon 5. Для установки требуется сварка и шлифовка. 240,00 €. Корпус передней оси Diamond Axe: 850 долларов. Этот комплект предлагает различные амортизирующие вкладки WFO, соединительные вкладки, косынки и хитроумные вкладки, которые должны быть в каждом гараже! Что вы видите, то и получаете.4-дюймовая Toyota 9. Комплект втулки моста Teraflex JK был создан как способ укрепить слабые заводские трубки оси. Поставляется с 4. Артикул: AX:KF-TOY-30GD-TG. 50 долларов за 10 x 1. Есть ли информация только о передней сплошной оси. Фермы и косынки 1/4 оси. Корончатая задняя часть поможет сохранить прямую ось на долгие годы. Передняя подвеска: Национальные 5-дюймовые подъемные пружины. с двойным FOX 2. Toyota Pickup / 4Runner: замена сплошной оси: часть 1.Деталь №: CVJ2474-R. 87 Toyota 4×4 LWB xtra cab 31, 15×10. НАЖМИТЕ, ЧТОБЫ ПОЛУЧИТЬ БЕСПЛАТНЫЕ ЗАПЧАСТИ. Еще в 60-х годах автомобили с прямой осью начали появляться на дрэг-стрипах по всей стране, так как гонщики обнаружили, что использование этого трюка помогло увеличить вес на плохо сцепляющихся задних шинах того времени, поэтому они использовали Creeper Gusset Kit для усиления шаровой опоры.
Для установки требуется сварка и шлифовка. 240,00 €. Корпус передней оси Diamond Axe: 850 долларов. Этот комплект предлагает различные амортизирующие вкладки WFO, соединительные вкладки, косынки и хитроумные вкладки, которые должны быть в каждом гараже! Что вы видите, то и получаете.4-дюймовая Toyota 9. Комплект втулки моста Teraflex JK был создан как способ укрепить слабые заводские трубки оси. Поставляется с 4. Артикул: AX:KF-TOY-30GD-TG. 50 долларов за 10 x 1. Есть ли информация только о передней сплошной оси. Фермы и косынки 1/4 оси. Корончатая задняя часть поможет сохранить прямую ось на долгие годы. Передняя подвеска: Национальные 5-дюймовые подъемные пружины. с двойным FOX 2. Toyota Pickup / 4Runner: замена сплошной оси: часть 1.Деталь №: CVJ2474-R. 87 Toyota 4×4 LWB xtra cab 31, 15×10. НАЖМИТЕ, ЧТОБЫ ПОЛУЧИТЬ БЕСПЛАТНЫЕ ЗАПЧАСТИ. Еще в 60-х годах автомобили с прямой осью начали появляться на дрэг-стрипах по всей стране, так как гонщики обнаружили, что использование этого трюка помогло увеличить вес на плохо сцепляющихся задних шинах того времени, поэтому они использовали Creeper Gusset Kit для усиления шаровой опоры. и помогает предотвратить этот изгиб. Крепления и комбинированная ферма фермы заднего моста Toyota Подходит для фермы заднего моста Pre-Tacoma с 8-дюймовой осью Toyota. 1 — 16 из 16 сообщений.ТРОЙНЫЕ ПЕРЕКЛЮЧАТЕЛИ. WFO 5321. Добавить в список желаний. Эта косынка приваривается к верхней части передней неразрезной оси Toyota и помогает предотвратить изгиб картера оси. ПОЖАЛУЙСТА, ЗВОНИТЕ ПЕРЕД ЗАКАЗОМ, ЧТОБЫ ПРОВЕРИТЬ НАЛИЧИЕ ИЛИ ПРОВЕРИТЬ ВРЕМЯ. 95. Эта модель пикапа считается святым Граалем среди пикапов Toyota. Ступица колеса Toyota с цельной осью, OEM и Creeper Style, Trail-Gear 217 долларов. 5-дюймовая тундра. Задняя крышка Wattlink для цельной оси Volvo. Самый простой вариант — это ось Toyota, любая 8 дюймов с косынкой. 32. Это был первый год для двигателя 22RE с впрыском топлива и последний год для передней части прямой оси. .Замена прямых осей. Прочная пластинчатая конструкция толщиной 1/4 дюйма с порошковым покрытием для долговечной коррозионной стойкости. Замена сплошной оси Toyota Замена сплошной оси Передняя подвеска $ 149,00 Эти грузовики можно узнать по круглым фарам и многоместному сиденью.
и помогает предотвратить этот изгиб. Крепления и комбинированная ферма фермы заднего моста Toyota Подходит для фермы заднего моста Pre-Tacoma с 8-дюймовой осью Toyota. 1 — 16 из 16 сообщений.ТРОЙНЫЕ ПЕРЕКЛЮЧАТЕЛИ. WFO 5321. Добавить в список желаний. Эта косынка приваривается к верхней части передней неразрезной оси Toyota и помогает предотвратить изгиб картера оси. ПОЖАЛУЙСТА, ЗВОНИТЕ ПЕРЕД ЗАКАЗОМ, ЧТОБЫ ПРОВЕРИТЬ НАЛИЧИЕ ИЛИ ПРОВЕРИТЬ ВРЕМЯ. 95. Эта модель пикапа считается святым Граалем среди пикапов Toyota. Ступица колеса Toyota с цельной осью, OEM и Creeper Style, Trail-Gear 217 долларов. 5-дюймовая тундра. Задняя крышка Wattlink для цельной оси Volvo. Самый простой вариант — это ось Toyota, любая 8 дюймов с косынкой. 32. Это был первый год для двигателя 22RE с впрыском топлива и последний год для передней части прямой оси. .Замена прямых осей. Прочная пластинчатая конструкция толщиной 1/4 дюйма с порошковым покрытием для долговечной коррозионной стойкости. Замена сплошной оси Toyota Замена сплошной оси Передняя подвеска $ 149,00 Эти грузовики можно узнать по круглым фарам и многоместному сиденью. Ступицы цельного моста Toyota (пара), TRG-140448-1-KIT или TRG-140449-1-KIT (2) стопорные ступицы Aisin или (1) комплект фланцев Creeper, TRG-300468-1-KIT или TRG-140134-1 -KIT Axle Шаровая косынка Ось Шаровой шарнир Твердая ось Комплект для переоборудования Уплотнительная цапфа Уплотнительная цапфа Toyota 8 дюймов и 8.48 долларов. 13 июня 2017 г.; Рассказ Али Мансура; Когда дело доходит до грузовиков среднего размера, немногие из них обладают такими качествами для бездорожья, как Toyota Tacoma. Укрепляет стойки шпинделя и предотвращает повреждение поворотного кулака во время… Toyota Full Width Solid Axle Swap Kit для установки полноразмерных осей под пикапы Toyota 79-95. Больше просмотров. 99. 41 доллар. Верхние косынки имеют отверстия для крепления амортизаторов. 85 Toyota 4×4 SWB 37in MTR, замена кабины Xtra, 22r, weber, заголовок, G52, двойной корпус. Шевроле GMC 2500/3500 HD 2000-10. Примечание. Требуется снятие кронштейна реактивной тяги.На главную Продукты Toyota Комплект для замены сплошного моста Этап 4.
Ступицы цельного моста Toyota (пара), TRG-140448-1-KIT или TRG-140449-1-KIT (2) стопорные ступицы Aisin или (1) комплект фланцев Creeper, TRG-300468-1-KIT или TRG-140134-1 -KIT Axle Шаровая косынка Ось Шаровой шарнир Твердая ось Комплект для переоборудования Уплотнительная цапфа Уплотнительная цапфа Toyota 8 дюймов и 8.48 долларов. 13 июня 2017 г.; Рассказ Али Мансура; Когда дело доходит до грузовиков среднего размера, немногие из них обладают такими качествами для бездорожья, как Toyota Tacoma. Укрепляет стойки шпинделя и предотвращает повреждение поворотного кулака во время… Toyota Full Width Solid Axle Swap Kit для установки полноразмерных осей под пикапы Toyota 79-95. Больше просмотров. 99. 41 доллар. Верхние косынки имеют отверстия для крепления амортизаторов. 85 Toyota 4×4 SWB 37in MTR, замена кабины Xtra, 22r, weber, заголовок, G52, двойной корпус. Шевроле GMC 2500/3500 HD 2000-10. Примечание. Требуется снятие кронштейна реактивной тяги.На главную Продукты Toyota Комплект для замены сплошного моста Этап 4. Проставки отлично подходят для замены сплошного моста на Toyota 4Runner 87 года. Это ось с 6 проушинами, с классическим каркасом оси с фермами, показанная здесь: Кто-нибудь знает, почему может быть такое несоответствие? В основном правильно. Этот сайт использует файлы cookie и другие технологии отслеживания, чтобы облегчить навигацию и вашу способность оставлять отзывы, анализировать использование вами продуктов и услуг, помогать в наших рекламных и маркетинговых усилиях и предоставлять контент от третьих лиц.Две небольшие пластины для приваривания к задней стороне верхних косынок для защиты от воды и грязи. Кронштейны вырезаны лазером и согнуты на станке с ЧПУ из высокопрочной углеродистой стали толщиной 1/4 дюйма. 91 3rd to ecgs, чтобы помочь установить эту стоимость. Комплект подвески пружины для замены прямой оси Trail Gear для Toyota. 80–409 долларов. услуги или предложения О переднем мосту Solid Toyota Годы Отзывы (0) Косынки для усиления проблемной зоны на неразрезных мостах Toyota Косынка верхнего моста Эта косынка приваривается к верхней части передней неразрезной оси Toyota и помогает предотвратить изгиб картера моста.Начните с мойки под давлением или очистки автомобиля от мусора. Кое-что нашел, но информации нет. Цена указана за одну… Косынка верхней оси. СВЕРХПРОЧНЫЕ ПОДВЕСКИ MF! $ 104. 25ö переднее колесо, двойное заднее колесо. Этот грузовик в отличном состоянии с большим количеством неоригинальных запчастей. 4. Этот комплект косынок также добавляет распорку рулевого рычага. В комплект входят два верхних амортизатора, две нижние косынки и восемь косынок рулевого упора. Детали осей Каркасы осей Связки осей БРОНЯ И УСИЛЕНИЯ Все категории.Пять 1/4-дюймовых треугольных косынок. В комплект входит все высококачественное оборудование, которое вы видите в верхнем левом углу, для очень разумного применения. Косынки | Шлаковая сварка и внедорожная сварка. Добавить в корзину. Все, что нужно для базовой замены из переднего дифференциала Ось Gasser — Оси Drag Car — нестандартная длина Оси Gasser — комплект прямой оси gasser Доставка рассчитывается по размеру и весу в разделе оформления заказа при вводе вашего адреса 8 Задняя ось 2. LROR Ultimate Knuckle Ремонтный комплект Toyota Solid Axle Наша цена: 358 долларов.Вам нужно только поставить переднюю неразрезную ось Toyota с 1982-85 ступицами с 8 отверстиями (6 для шпилек, 2 для крепежных болтов) и приводным валом. Пикап Тойота Хайлюкс 1981 года выпуска. Количество * $67. Наклонен под углом 15 градусов наружу, общая ширина составляет 12 дюймов. Примечание. Для правильной установки может потребоваться небольшая шлифовка. Однако, если правильно установить и правильно приварить, вы можете использовать насесты, которые у вас есть на задней сплошной оси, или вы можете изменить сам насест. . Просмотр в виде списка. Полный комплект подвески рессоры от Trail Gear. Выберите вариант 64″ (только с цельными ступицами переднего моста Toyota) 66″ (только с использованием цельных ступиц переднего моста Toyota) Дифференциал *.Большие шины и грубая езда могут погнуть внешние концы поворотных кулаков, повредив переднюю неразрезную ось. Подвеска All-Pro обеспечивает подъем на 1 дюйм больше, чем заводская пружинная подвеска, а также имеет приспособление, позволяющее использовать более длинные, чем стандартные, передние пружины. Моя проблема в том, что поворотные кулаки уже повернуты вверх. Сделано из лазерной резки 1/8 дюймовая сталь, усиленная косынка переднего моста All-Pro подходит для передних мостов Toyota 1979–1985 гг. Разработана для установки на стандартный передний неразрезной мост Toyota 1979–1985 гг. или используйте переднюю часть FJ80.4рн. Большие шины, ухабистая местность и агрессивное вождение могут сказаться. ПРЕДУПРЕЖДЕНИЕ Рак и репродуктивный вред — www. 75″ * Передний/задний Tundra~ ?? * Передний мост Landcruiser FJ-80/FZJ-80 ’90-97~ 63. Шпилька поворотного кулака. Эндрю даже использовал комплект передних роторов Tacoma для лучшей тормозной способности. установка косынки, мы устанавливаем ось на домкраты, удаляем полуоси и размещаем детали в косынке Arctec Apex JK Dana 30. Комплект All-Pro Solid Axle Kit — это высококачественная замена сплошной оси для вашего грузовика IFS 1986–1995 годов. .95 – 44 $. Мы можем изготовить нестандартные размеры и дизайн, просто свяжитесь с нами. Чтобы установить комплект цельной оси, вам понадобится задний подъемный комплект, цельная передняя ось от пикапа 79-85 или 4Runner и длинный шлицевой приводной вал. 1 доллар. Задняя часть Crowned поможет сохранить вашу ось прямой на долгие годы, и если вы объедините ее с верхней фермой, вы можете свободно прыгать на ней! Ферма изготовлена из стали 3/16 дюйма, а порт доступа к заливному отверстию полностью защищает характеристики грузовика: 2001 D-cab Taco со сплошной осью, передняя и задняя оси Diamond шириной 65 дюймов, Tundra 8 дюймов сзади с ARB, H.Longfield Birfield, 30 Spline Chromoly Наша цена: 304 доллара. 5-дюймовый дифференциал. Меню. 7 передних, ручные ступицы, пружины Tundra / OME 861, бритый брандмауэр (спасибо Tyler James Inc), задние звенья AssBurns (работают как 3 звена), ограниченный интерьер с сиденьями Mazda3 Grand Touring, Savage спереди и сзади. бамперы с лебедкой, ползунки, жатка Thorley … Корпуса мостов Toyota Корпуса переднего моста Корпуса заднего моста Компоненты оси Косынка/Вкладки/Кронштейны Крючки Фланцы Муфты Муфты Toyota Главный цилиндр сцепления Ведомый цилиндр сцепления Samurai Solid Axe Conversions.Просмотрено клиентов. Заводские мосты были спроектированы с 30 шлицами на дифференциале и шейкой до 27 шлицов на CV, создавая общую точку отказа. ПРИМЕЧАНИЕ: Требуется снятие кронштейна реактивной тяги. Толще, Сильнее, и черт возьми, это даже выглядит хорошо! К ним относятся 18-мм аппаратные средства. Он вырезан лазером из пластины 1/4 дюйма и хорошо работает в тяжелых условиях. Это… Самое большое сообщество 4Runner в мире. 10 передач, ограниченное скольжение, дисковые тормоза и 5×4. Материал D60 составляет около 32-38 градусов в зависимости от валы без очистки ушей.Я подозреваю, что когда PO приваривал косынки для шаров суставов, жара могла немного погнуть вещи. УСИЛЕНИЕ БРОНЕЛОЗА БОЛТЫ И КРЕПЛЕНИЕ Все Категории. 05-15 Toyota Tacoma SAS Верхняя тяга All Pro Off Road. Колесные проставки позволяют увеличить колею без изменения заднего расстояния на ободах. Они подходят для Toyota FJ40, 60, 62 Land Cruiser или кожухов оси пикап/4runner и включают колпачки для рулевого упора. Я не уверен, что об этом уже есть какая-то ветка, но я планирую заменить цельную ось на кореша 89-го года.59 Переходное кольцо заднего дискового тормоза. Этот комплект доступен по цене, удобен в использовании и надежен. В комплект входят два верхних амортизатора, две нижние косынки и восемь косынок рулевого упора. 3) FORD 8. Укрепите слабое место оси вашего мини-грузовика Toyota или FJ и заодно добавьте мощный амортизатор! Артикул: SFAXAR003 Категории: Все продукты, Осевые детали, Косынки. Показывать. All-Pro… Комплекты звеньев, замена цельных осей, кронштейны, крепления, оборудование и многое другое. Контакт. Четыре U-образных болта 5/8″ X 3″ X 10″ с высокими гайками и HD-шайбами; Две пружинные насесты Toyota Anti-Wrap; Две пластины U-образных болтов 3/8″; … 4Runner, 4Runner, 95.Лучший Ford Chevy Dodge Toyota Suzuki Dana 60 Dana 44 14 Болт Подвеска, броня, компоненты моста, детали для изготовления Подъемник и комплекты SAS OBS SuperDuty Swap F350 F250. Косынка верхней оси Trail Gear, 111305-1-KIT : Trail Gear — полуоси и компоненты: Trailgear. 89. Латунная втулка шпинделя Toyota Solid Axe $41. Ваша цена: $88. В комплект подвески передней пружины (деталь № 110045-1-KIT) входят смазываемые 120-мм болты, втулки, гайки и косынки. Проекты, ожидающие в моем магазине: передний мост 83 года, слайдеры TG, второй чемодан, НОВИНКА: XD 4.Мне нужна хорошая общая информация о передних осях. Задняя подвеска: Пружины National 62″ под осью с SAW … Кожухи моста Toyota Каркасы переднего моста Картеры заднего моста Компоненты моста Преобразование сплошного моста Комплекты переднего подъемника Комплекты заднего подъемника Комплект подвески с 3 звеньями Передняя косынка/язычки/кронштейны. Описание. Тип автомобиля. 020 , кулачок ENGNBLDR 261c, коллектор Doug Thorley Tri-Y, прямая труба через Flowmaster 40, задний блокировщик ARB, York OBA с изготовленным кронштейном Данные по применению 50 – 3 доллара США Жители Калифорнии Наши комплекты SAS включают в себя передний дифференциал бронированный лист, верхний комплекты для обслуживания ступичного подшипника и поворотного кулака.Toyota прекратила их использование несколько десятилетий назад. Алюминиевые проставки Toyota. Косынки оси Trail-Gear помогают предотвратить изгиб картера оси. Уронить *. Выберите вариант Toyota 8″ Toyota 8″ E-Locker Toyota 8.0 (10s) и All Pro 1″ пластины для перемещения переднего моста. 330,00 €. Отлично подходит для использования на цельнолитых мостах, чтобы сделать передний мост похожим по ширине более широкая задняя ось встречается на грузовиках Toyota 86 и выше. Позже~ captkirkyota ~Kirk Gussets Этот комплект относится к Trail Gear, деталь #110045-1-K. позволяя вам комбинировать их любым способом, чтобы сформировать полный узел оси.Ваш салазок не добавляет высоты по вертикали, он касается тыквы, а не трубок, и висит на зажимах. Быстрый просмотр. Гарантия самой низкой цены! Замена тормозной системы Tundra с расширением сплошного моста Toyota. #9222. Ultimate CV Axe Set для Land Cruiser 80 Series (’91-’97) Корпус переднего моста Diamond Axe: 850 долларов США. 36,5 долларов с их шаровыми косынками и новыми внутренними валами rcv. Возможность увеличить колею колес повысит вашу устойчивость в условиях бездорожья, что снизит вероятность появления супермодератора.WFO 5300-TAB-KIT. Используйте отвес, чтобы найти центр оси спереди и сзади, если вы не знаете, где будет ваша ось после модификации. • Четыре скобы вместо двух. В настоящее время я предлагаю 85 Toyota xtracab 4×4 для продажи. $ 263. Комплект включает в себя 2 верхних косынки со встроенными амортизаторами, … Наши комплекты SAS включают в себя бронеплиту переднего дифференциала, косынку верхней оси, колесный подшипник и комплекты для обслуживания поворотных кулаков. gov Две верхние косынки для предотвращения провисания кожуха моста, две передние косынки для удержания кожуха прямо и большая броня дифференциала, чтобы связать все это вместе.БОЛТЫ И ОБОРУДОВАНИЕ — Вернуться в главное меню. Dana 44 Амортизирующее крепление с косынкой. Это супер дешевые и эффективные шаровые опоры оси Creeper. 875 дюймов-32. Вид: Tacoma SAS Kit A . Builder Parts Shock Mount Flat Bottom $ 2. Получите детали, необходимые для прямой оси вашей установки! Тормоза; Детали строителя; Бампер; спиральные пружины; Пользовательские вкладки; Крышки дифференциала; Дифференциалы; Уклоняться; косынки; Освещение; Комплекты длинных рук; рок-слайдеры; Запчасти для прямых осей; Рулевое управление; Замена прямых осей. (ЗК ГМ8.Болты 1/2 дюйма Болты 9/16 … Распорки корпуса моста с прицепной передачей. Он оснащен шаровыми косынками оси с ползунком 5. 27. Supreme Taco: Toyota со сплошной осью, созданная для захвата прицепа. с достаточно высоким или достаточно сильным подъемом, я иду по пути замены прямой оси.Rock Assault ™ ферма заднего моста. Ищу цельную переднюю ось Toyota, если возможно, полную. Произведено в США. 140 долларов. комплект осей, вам понадобится комплект для подъема задней оси, прочная передняя ось из… Комплект Creeper Gusset Kit укрепляет шаровую опору и помогает предотвратить изгиб.:D В конце концов… Что ж, после 4 направляющих рычагов и такого же количества наконечников рулевых тяг, а также нулевого прогиба передней части я решил сделать решительный шаг и сделать знаменитый SAS (сплошная замена оси). P. 1-дюймовая подвеска уравновешивает компромиссы между использованием Сравнить. Продолжая линейку комплектов Trail-Link, компания Trail-Gear разработала комплект с тремя передними звеньями для Toyota Tacomas 1995–2004 годов. чтобы сгибаться под неправильным использованием шин большого размера и тяжелой дроссельной заслонки.Включает крепления тяги, верхнюю и заднюю ферму, а также защиту крышки заднего дифференциала.5 дюймов с перемещением подушек пружины. В комплект входят подвеска, крепеж, трубы рамы, смазываемые скобы бумеранга, приспособления для труб рамы, а также все втулки и втулки. Вся передняя часть Diamond Axle… В комплект входят все обычно заменяемые детали для обслуживания левой или правой задняя ось на Toyota 4×4 Pickups и 4Runners 1979-1995 гг.. $ 2039. 37 стандартных передач вместо 4. 27. Послепродажные проблемы с рулевым управлением для Toyota 85. Добавить в корзину. -77 0-4 30 шт. Продавец или ремонтный комплект Подшипник колеса, внутренний— -77 0-2 / шт. Дешевле на вторичном рынке Подшипник колеса, внешний … Rebel Off Road JK Dana 30/44 Защитная пластина нижнего рычага.Eaton HO72 — это более крупная версия Eaton 12 Bolt для тяжелых условий эксплуатации. 14 Bolt — это более новая версия HO72. Корзина. Каждый комплект для замены сплошной оси включает в себя все необходимые косынки и опоры рамы, что делает Tacoma гораздо более прочной рамой для экстремального бездорожья и скалолазания. Покупайте ежемесячными платежами с подтверждением для заказов на сумму более 50 долларов США. 1799 долларов. 1494. 127 долларов. «Сборка Toyota (мини- или LC), Diamond, Trailgear или Dana 60. 26. Посмотреть как: Окончательный комплект для замены пружин Chevy (низкий диапазон) Детали. 06. Большие шины и езда на неровностях могут погнуть внешние концы поворотных кулаков, повредив переднюю неразрезную ось.Гарантированное качество Rough Country 10565 Dana 30 Комплект ферм и косынок переднего моста для Jeep Wrangler 2007–2018 годов в Alligator Performance У меня также есть немного места внутри для некоторых внутренних косынок. алмазная ось. Набор зажимных приспособлений для трубчатой рамы Toyota с твердой осью 40 долларов США. Катушки ковши, захваты. 05-Настоящая Toyota Tacoma Задний тормозной шланг All Pro Off Road. … Цена: 36 долларов. Toyota 8-дюймовое уплотнение шестерни Теперь довольно распространенная замена жесткого моста Toyota, также часто называемая «SAS», была выполнена на IFS 86–95 годов. Комплекты косынок TG Creeper усиливают шарики поворотного кулака, чтобы предотвратить внешние концы поворотного кулака … Это 3/8-дюймовая защитная пластина оси Ruffstuff Toyota была разработана вокруг стандартной 8-дюймовой задней оси мини-грузовика, но также подходит для передней 8-дюймовой прямой оси.Пикап Тойота 1979г. Товары, за которые большинство других взимают дополнительную плату. Таким образом, самим трубам ничего не нужно для фермы. Мы второй и четвертый владельцы автомобиля. DV8 Offroad Все комплекты для переоборудования сплошной оси 4Runner в нашем ассортименте поставляются Trail Gear, ведущим в отрасли производителем, специализирующимся на высококачественных модификациях для гусеничных машин, гонщиков и трейлрайдеров. В комплект входят 2 верхних косынки со встроенными амортизаторами, … В комплект входит достаточное количество деталей для установки с обеих сторон кожуха оси Pickup/4Runner 1979–85 годов: один комплект подходит для одного грузовика.Все косынки и опоры рамы включены в комплект, поэтому Tacoma будет намного прочнее, когда вы закончите, чем она была на заводе. Эта прочная защитная броня из цельной стали придает вашей оси невероятную прочность и жесткость, чтобы выдерживать весовые нагрузки, связанные с большими шинами и дополнительными аксессуарами. Это повышает большую прочность и надежность, чтобы испытать авантюрные тропы. 95-04 Tacoma 4×4 и PreRunner (6 бобышек) 05-15 Tacoma 4×4 и PreRunner (6 бобышек) 16+ Tacoma 4×4 и PreRunner (6 бобышек) Toyota 4Runner.Комплект шаровой опоры для суставов. Эта модификация также известна как Conversion Solid Axle Conversion, SAS или SAC. Преобразование прямой оси Toyota лучше всего подходит для вашего автомобиля Toyota tacoma или 4Runner. 80. $ 45. 5″, я думаю, что ваш лучший выбор, если вы полны решимости использовать оси Toyota, это получить специальный корпус, изготовленный из www. Для достижения идеальной подгонки для каждого применения требуется некоторая шлифовка. Изготовлен из лазерной резки 1/8 ″ стали. Chevy ’88-’98. Изготовленная из лазерной резки стали толщиной 1/8 дюйма, сверхпрочная косынка переднего моста All-Pro подходит для передних мостов Toyota 1979–1985 годов.25 проставок сзади, так что ширина будет 63-64 дюйма. Ступицы твердого моста Toyota (пара), 140448-1-KIT или 140449-1-KIT (2) стопорные ступицы Aisin или (1) комплект фланцев Creeper, 300468 -1-KIT или 140134-1-KIT Шариковые косынки ходовой оси Trail-Gear. Подходит для стандартной оси Toyota шириной 29″, также доступной в размере 31. Требуется снятие кронштейна реактивной тяги. Просто приварите на месте, чтобы усилить переднюю ось и предотвратить изгиб t Описание.Показали пошагово как это сделать на Xtreme 4X4 — постов может быть 6874. Цена продажи.268 долларов. ОСИ И ДЕТАЛИ ОСИ Все Категории. Картеры переднего моста Тойота. Верхняя распорка прямого моста Toyota. Панарды PRO с полиуретановыми соединениями. Все расходы на новые компоненты составили почти 3000 долларов. 00 0. Детали. переход на воздушную езду 2wd. Комплект Creeper Gusset Kit укрепляет подушечку сустава и помогает предотвратить его изгибание. Пара пластин для перемещения Toyota 1986-1995 Toyota Solid Axe Swap (SAS) Kit . Есть ли разница с более ранней осью, если я привариваю фермы? 3. Обратитесь в нашу службу технической поддержки для получения дополнительной информации по адресу … Инструкции по переоборудованию цельного моста Toyota, авторы Джеймс и Джастин .Чтобы установить комплект цельной оси, вам понадобится задний подъемный комплект, сплошная передняя ось от пикапа 79-85 или 4Runner и длинный шлицевой приводной вал. За дополнительные $$$ я рассмотрю возможность доставки или встречи с кем-то на полпути, если расстояние будет разумным. Майкл Бейли. 84 Toyota 4×4 LWB с одинарной кабиной, без кузова, без двигателя ПРОДАЕТСЯ за 1200 долларов. 00 штуцер на оси, к качающемуся суппорту. 5-дюймовая цельная задняя ось использовалась Toyota в своих грузовиках до 2006 года. 34 доллара США. Стоимость доставки: рассчитывается при оформлении заказа.99) Артикул: CATBACK-CAMRY-RB-ONE. Модель: Комплект подвески сплошной оси Camry Trail Gear содержит КОМПЛЕКТ ЗАМЕНЫ ПРЯМОЙ ОСИ для TOYOTA. Информация о гарантии Комплект для переоборудования фиксирующей втулки Spin Free для Dana 60 и AAM, 00-08 DRW Комплект для переоборудования фиксирующей втулки Dodge для Dodge D60 и 9 ’00-’08. Кол-во. № 3 · 20 мая 2009 г. Посмотрите на заднюю часть почти любого грузовика, это будет неразрезная ось. Эти комплекты созданы владельцами Tacoma для владельцев Tacoma. 5 в бс -12 колеса со смещением. Шевроле GMC 2500/3500 HD 2011-19.Интересно, смогу ли я продать 3. 13 018 сообщений. Ширина (WMS в WMS) *. добавленная сила для супер дешевого. 5 или 1. Косынка передней верхней оси Toyota. Подъем на 5 дюймов выше подъема пружин, которые вы используете, из-за длины скоб и небольшой сварки Mig / TIG, и включает в себя 2 косынки из листовой стали треугольного типа. Наши комплекты SAS включают броневой лист переднего дифференциала, ступичный подшипник верхней оси и комплекты для обслуживания поворотных кулаков. 5″ полная ширина. Но, как сказал другой парень, он может получить гораздо большую артикуляцию, и он значительно сильнее, но с недостатком плохого качества езды 83 проекта Toyota 4×4 «мини-грузовик».Они дорогие, но чертовски потрясающие. Что он делает: подходит для Chevy или нестандартных осей с 31. Результаты поиска для «94 комплекта для переоборудования Chevy 1500 со сплошной осью» Расширенный поиск. Для твердого переднего моста Toyota 79-85. Устанавливается сверху на ось для обеспечения максимального дорожного просвета. 8-дюймовый приводной мост. Трек-бар Toyota Купить Trail Gear 140064-1-KIT в JEGS: Trail Gear Creeper Axsets Ball Косынки Toyota Pickup 1979–1985 годов, Toyota 4Runner 1984–1985 годов. Approve The Cookies. Если вы хотите поехать 61. Foothill Solid Замена моста, часть 2: грузовики и полноприводные автомобили: как и было обещано, в этом месяце мы рассмотрим компоненты, использованные в проекте замены моста 88 4Runner в цельном переднем мосту, 1979-10/1983 — цельный передний мост Toyota Hilux, 1979-10/1983. Все, что вам нужно подать заявку, это иметь дебетовую или кредитную карту, быть старше 18 лет.Артикул: TG-CREEPER-GUSSET. Добавить к сравнению. 30 (1) LROR Toyota Опорный диск с держателем тормозной магистрали От 1923 долларов США. № 3 · 13 мая 2019 г. 10:00 — … Стоимость: Описание P/N Кол-во Стоимость (’98) Комментарий —— Комплект для восстановления поворотного кулака 04434-60015 1 92 долл. США Прокладки и регулировочные шайбы Наружный сальник оси-62001 2 20/пер. Что включено Один (1) … Trail Gear 4340 Хроммолибденовые задние полуоси Tacoma. Мне удалось получить переднюю часть Trail Gear 111305-1-KIT со стороны водителя, косынка верхней оси. Буду загружать несколько хороших фотографий, но пока это качественная деталь.5) Основной ремонтный комплект для GM 8. Ограничительные ремни. 30 (1) LROR Toyota Ограничитель опорной пластины с держателем тормозной магистрали Наши комплекты SAS включают в себя броневой лист переднего дифференциала, косынку верхней оси, колесный подшипник и комплекты для обслуживания поворотного кулака. • Совместимость с амортизаторами Coil Over и Air. Она давно усовершенствована и является окончательной модификацией Toyota 86 года и позже. Не застрять на тропе с поврежденным шпинделем! Косынки шпинделя Toyota All-Pro укрепят вертикальную часть слабого заводского шпинделя и помогут предотвратить изгиб или поломку на трассе, сохраняя при этом штатный стабилизатор поперечной устойчивости.поворотный кулак,косынка,toyota,solid,front,axle,TG-CREEPER-GUSSET,140064-1-KIT,Toyota Комплект косынок поворотного кулака Описание: Комплект для косынки слабых заводских шариков поворотного кулака на передних осях Toyota ’79-’85. Трубы оси прочнее с точки зрения изгиба, чем, скажем, 2. 20 217. «Я только что закончил замену цельной оси на своем 4Runner 1995 года. Закрепите переднюю подвеску на месте и приварите. косынка оси 84s проходит непосредственно перед пружинным насестом, 85 проходит полностью мимо пружинного насеста. Усильте свою переднюю часть с помощью косынок верхней оси Trail-Gear.Они изготовлены на станке с ЧПУ из стальной пластины США. Вставьте трубы на место и приварите. Toyota Toyota Camry 2. Проверьте это. Внутренние детали бирфилда также изготовлены из хромомолибденового сплава 4340 и подвергнуты двойной термообработке для повышения прочности. Чтобы установить комплект цельной оси, вам понадобится задний подъемный комплект, сплошная передняя ось от пикапа или 4Runner 1979–1985 годов и длинный шлицевой приводной вал. Low Range Off Road — ваш источник запчастей для пикапа Toyota Hilux 1979-1995 годов и деталей задней оси 4Runner.Верхняя косынка (неразрезная передняя ось) Эта косынка приваривается к верхней части передней неразрезной оси Toyota и помогает предотвратить изгиб корпуса оси. Ключевое слово поиска: Торговая марка:. 85 было в прошлом году для США. Косынка верхней оси. Похожие материалы. Мы собрали воедино это… Запас/Доступность некоторых товаров становится все труднее получить. Ось Land Cruiser представляет собой переработанную конструкцию оси Eaton 12 Bolt. Ферма передней оси Suzuki Samurai с комплектом косынок. www. WFO 5321 — треугольная косынка 1/4 дюйма — размеры этой косынки 3 3/4 дюйма x 2 1/4 дюйма вдоль угла 90° с гипотенузой 4 5/16 дюйма.Сообщить о нарушении. • Полная поддержка «мяч-пружина-окунь». Компромиссы могут быть достигнуты в отношении водила, тормозных дисков, переднего карданного вала, зубчатого венца и рулевого управления. 5 мм. Dodge 32. 104 $. • Скошенный нижний край. У меня действительно были проблемы с обручем со стороны водителя, потому что усиливающая косынка ударялась о рулевой вал, поэтому мне пришлось придать этой трубе другой угол, чтобы очистить ее. Перейти к последним. Тойота. Корпус 5-осного дифференциала без съемной крышки дифференциала. Г. 12 пунктов.№ 8 · 17 февраля 2003 г. Дополнительная информация. — а также куча других вещей, которые я сейчас не могу вспомнить. 375 обычных на 3/4 тонны dana 44s. Ось JK Artec для WJ Dana 30. 22R-E BO . Все колеса Bilstein 5100 поглощают большую часть ударов, создаваемых сплошной осью. All-Pro для бездорожья. 50 Простая замена заднего моста диаметром 3 дюйма (маленькая трубка 9 дюймов, D44HD, Toyota) Это базовый комплект, необходимый для замены заднего моста диаметром 3 дюйма (маленькая трубка 9 дюймов, D44HD, Toyota Land Cruiser) или пружины. можно добавить, но это минимум, вы будете … 85 Toyota SR5 4×4-EFI-XCAB-Неразрезной мост-35-МНОГО МОДОВ-НОВЫЕ ФОТОГРАФИИ Я решил продать свой пикап 85 SR5.Настоятельно рекомендую. Приваривается к передней неразрезной оси Toyota. Мы взяли полдюжины или около того картеров переднего моста, проверили их на прямолинейность и приварили броню дифференциала, верхнюю ферму и комплекты косынок шаровой опоры, чтобы он оставался прямым. В комплект входят: осевой подшипник Koyo, уплотнение картера оси, стопор подшипника оси, резиновое уплотнение внешней оси, с-образный зажим, уплотнительное кольцо оси. 95 — 159 долларов. Ваша цена: 6 долларов. Лучшие детали и материалы были изготовлены и объединены в этом комплекте, чтобы обеспечить максимально качественную замену.Если вы выполняете замену цельной оси на своем грузовике IFS или 4Runner, вам понадобится способ установить скобу через раму. Владельцы Samurai знают, что одним из самых слабых мест их автомобиля является передняя ось. Это ферма, которую ждали все ребята из Toyota! Эта ферма, как и все наши другие, рассчитана на максимальную прочность. Комплект имитирует заводскую компоновку Toyota с прочным креплением пружин спереди и дужкой сзади. (сделайте это перед подъемом автомобиля, пока все 4 колеса находятся на земле.737 долларов. PM мне, и мы можем обсудить. Шариковые косынки ходовой оси Trail Gear. Проблема в том, что осталось очень мало моделей 1985 года, а спрос на них постоянно растет. Жители Калифорнии: ПРЕДУПРЕЖДЕНИЕ. правительство Как и вся наша продукция, они производятся в США из американской стали. 5. Мы предлагаем комплекты трех разных размеров. Оси 79-81 не имеют косынок, а оси 82-83 имеют полукосынки. Всего 29 долларов. Эти косынки Toyota отлично подходят для укрепления вашей клетки, бампера, рамы, экзо, бабушкиного инвалидного кресла и многого другого.В комплект входят 2 верхних косынки со встроенными амортизаторами, 2 нижние косынки и 8 косынок рулевого упора. 66. Визуально ось Toyota «8. Используя только высокопрочные хромомолибденовые материалы, комплект RCV Performance Ultimate 30 spline CV Axle просто заменяет ваши слабые полуоси Toyota новой высокопрочной конструкцией. Замена независимой передней подвески, также известный как IFS, на вашем автомобиле может значительно увеличить шарнирное сочленение подвески вашего автомобиля. 4-дюймовая ось, отмеченная косынками на третьем элементе и квадратной косынкой сверху.Среди заядлых любителей Toyota хорошо известен тот факт, что 1985… Как усилить штатные рулевые упоры на Toyota Solid Front Axle (SFA), чтобы вам больше никогда не приходилось о них беспокоиться. 5-04, 96-02, комплект рычагов управления, рычаги управления, рычаги управления, подвеска, подвеска, Tacoma, регулируемые верхние рычаги управления Toyota SPC-96-04 Tacoma/96-02 4Runner $ 868. * T100 передний IFS ~ 65 дюймов , задняя ось ~ 66. Любопытно, что у вас ограничивает радиус поворота, это заедание оси или валов или шины ударяют по раме?Тойотовские мини-кулаки могут поворачиваться примерно на 36-37 градусов, прежде чем войлок ударит.Стало очевидным, что переоборудование грузовых автомобилей IFS в … Неразрезной передний мост, 1979-10/1983 — Toyota Hilux Неразрезной передний мост, 1979-10/1983 Все, что вам нужно подать, это иметь дебетовую или кредитную карту, быть старше 18 лет. возраста. В комплект входит достаточное количество деталей для установки с обеих сторон корпуса оси Pickup/4Runner 1979-85 годов: один комплект подходит для одного грузовика. В комплекте есть проушина 1/2 дюйма для амортизаторов. Задняя ось также является заводской Toyota 8. Эта косынка приваривается к верхней части передней неразрезной оси Toyota и помогает предотвратить изгиб картера оси.30-шлицевые втулки Longfield™ Birfields, просверленные пистолетом, изготовлены из 100% хромомолибдена и прецизионно отполированы для устранения любых дефектов, которые могут вызвать концентраторы напряжения. 77 Стопорное кольцо Бирфилд. Две пластины U-образного болта 3/8 дюйма. Я перенесу свою 1. 20. Для передней части добавьте бумажную прокладку по цене 9 долларов. 92. Я хочу использовать Dana 30 (передняя ось Jeep), поскольку они имеют такое же расположение болтов, как удар, но я могу делать Dana 35 сзади в то же время или, может быть, позже. 70. 37s. Корпус IFS прочнее, чем корпус со сплошной осью.В настоящее время я использую задний кожух IFS с передним 85. Все, что мне нужно, это пара деталей. Примечание для комплектов SAS A, B и C: для завершения сборки вам потребуются следующие компоненты: (2) шпиндели цельного моста Toyota, 140205-1-KIT (2) латунные втулки шпинделя, 140105-1-KIT (1) Ступицы цельных мостов Toyota (пара), 140448-1-KIT или 140449-1-KIT, или нешипованные ступицы Longfield, 302583-1-KIT. 40. Обычная цена $83. Форум Toyota 4Runner — Крупнейший форум 4Runner > Форум Toyota 4Runner > Классические T4R > Картер переднего моста стоит? Список пользовательских тегов: Ответить: Страница 1 из 2: 1: 2 > Инструменты темы: Оценить тему: Режимы отображения: 09-05-2014, 01:38 #1 Вкладка WFO и набор косынок.Помимо осей, Dana поставляет прокладки ГБЦ для Ram 1500 TRX 2021 года. 6 из 5 звезд. Я начну с того, что мой пикап — это пикап Toyota 1985 года выпуска со стандартной неразрезной передней осью и задней передачей с высокой управляемостью. Ха-ха. Toyota SR5 1990 года выпуска (до Tacoma) с заменой сплошной оси с использованием высочайшего качества… Ось бронирована, и я хотел бы сохранить ее, если это вообще возможно. 75×0. ». НОВИНКА 4. Предназначен для приваривания к передним креплениям нижних рычагов Jeep JK. Усиление моста косынкой между дифференциалом и поворотным кулаком со стороны водителя Усиленная косынка подходит для передних мостов Toyota 1979–1985 годов.Комплект шестерни и поворотного кулака Yukon для дифференциала Toyota Hilux/Land Cruiser (YP KNCLKIT-TOY) 4. 85-е наиболее востребованы из-за заводских косынок, но их можно очень легко добавить. 25-дюймовые Heims, Framed Rigs. Все детали на месте, и мы собираем. Пару недель назад, вытащив из грязи джип приятеля, я, как обычно, возился со своей установкой и решил подъехать к большому пню. Toyota SR5 1990 года (до Tacoma) с заменой сплошной оси с использованием самого высокого качества… WFO 5321×5 Хотя это недешево, цена сравнима с использованием цельной оси Toyota.Ступицы колес с цельной осью $ 217. $ 50. Нажмите здесь, чтобы задать нам вопрос о косынке передней верхней оси Toyota. 89-95 Комплект задней подвески Toyota Комплект подвески сплошной оси Trail Gear содержит КОМПЛЕКТ ЗАМЕНЫ ПРЯМОЙ ОСИ для TOYOTA. Нет товаров в корзине. План оси: 67″ wms-wms со ступицами ifs. 83 доллара США. Подвеска листа и аксессуары Скобы листовой рессоры для болта 9/16 дюйма 4-6 дюйма задней задней фермы пикапа Toyota. Артикул TOYUPGUS-500 Цена 36 долларов США. D44 из вагги или полноразмерного HP44 КАК ЗАНИМАТЬСЯ БИЗНЕСОМ В ПОЛЬШЕ Для всех, кто хотел бы узнать больше о Польше Подготовлено Управлением по содействию инвестициям и технологиям Организации Объединенных Наций по промышленному развитию в Варшаве под эгидой Министерство экономики Варшава, июль 2006 г. UNIDO ITPO в Варшаве выражает благодарность следующим учреждениям за их сотрудничество и … Косынка Heavy Duty подходит для передних мостов Toyota 1979 – 1985 годов.Лично я бы использовал пикап Toyota или неразрезную ось 4Runner. 5 дюймов, 10. 1785 долларов США. Некоторые передние мосты с твердой осью известны менее чем звездной управляемостью на асфальте, но команда Off Road Evolution сгладила резкость благодаря использованию внешних байпасных койловеров King Off-Road Racing, которые имеют широкий спектр различных настроек как для улицы, так и для трейла. Количество * $ 189. Узнать больше. 5-дюймовый круглый круг. Мы предлагаем наши комплекты в трех различных высотах. Мы закупаем детали у надежных поставщиков, включая компоненты японского производства, такие как эксклюзивный цельный рычаг сошки, передние роторы и наконечники рулевых тяг.Неразрезные мосты Тойоты отлично работают для годов 84-95. Неокрашенная отделка. Эти косынки укрепляют последнее слабое звено на картере моста. 4Runner, подборщик 79-95, 84-89, 90-95, передние компоненты, передние компоненты, передние компоненты, болт скобы листовой рессоры, задние компоненты, задние компоненты, задние компоненты, подвеска 79-95 подборщик, подвеска 89 -89, Подвеска 90-95, Тойота. Добавить в корзину. Йотард сам произвел замену и у него есть несколько отличных советов, как справиться с этой непростой задачей. Артикул: MCAR-531.Приварной комплект помогает предотвратить изгиб Dana 44 C и обеспечивает положение амортизатора на верхней части оси. Передняя смещенная вешалка с косынками. Уплотнители Тойота. 1999 Базовая модель 4×4 3RZ 5 скоростей — добавлен электронный шкафчик, передний австралиец, двойные кофры с 4. Насестами на 31. Необходимо иметь усиление для всех, кто хочет играть в грязи! Подходит для 96-04 Taco 6 lug, 96-02 4runner и 00-06 Tundra. Эти рамные трубки устанавливаются через раму для подвешивания… Описание. 25. ) Привариваемая ферменная конструкция моста Toyota для внедорожников с низким радиусом действия Оси Toyota прочны, но у них есть свои недостатки.Пассажир выпадает 8 на 3-й. Подвеска AEV JK. У нас есть все, от колесных шпилек до корпусов осей, колесных подшипников и колесных уплотнений. От 19 долларов. Тойота Пикап 1980 года выпуска. com Возможна БЕСПЛАТНАЯ ДОСТАВКА для соответствующих покупок. Я только что потратил 2500 на новые амортизаторы, модернизированная ось просто не предусмотрена. 41 доллар. — передняя ось (я бы порекомендовал Diamond из переднего диапазона для бездорожья. Я в основном покупаю ось за 600 с основной платой в 200 долларов. Оси 84-85 имеют самые / самые большие косынки и самые Укрепите кожух моста вашего JK с помощью комплекта тяжелых ферм и C-косынок Rough Country для моделей Jeep JK, оснащенных передней осью DANA 30.83 не имеет ластовицы. Если вам нужна ось, которая выглядит как ось круизера, двойная HO72 имеет ширину 63 дюйма и третью ось с выпадающей осью. 125-дюймовая нитро-шестерня и ось. № 1 Бестселлер среди комплектов для замены автомобильных дифференциалов. 395,00 €. Таким образом, наш 3-дюймовый пружинный комплект имеет подъемную силу 4 дюйма, а наш 4-дюймовый комплект будет иметь подъемную силу 5 дюймов. До того, как в 2005 году с появлением платформы второго поколения он немного увеличился в размерах, модели Tacoma с 1995½ по 2004 год имели идеальные размеры для протискивайтесь по дорожкам джипов и сохраняйте комфорт для … Toyota Hilux Solid Axle 2» Wheel Spacer.1) с треснувшим картером заднего моста. Искать: Главная » Магазин » Цельнолитые ступицы колес. Я знаю, что здесь был кто-то, кто уже сделал этот обмен. Усиленная косынка переднего моста All-Pro, изготовленная из стали толщиной 1/8 дюйма, вырезанной лазером, подходит для передних мостов Toyota 1979–1985 годов. 70 передач! Детали переднего цельного моста Toyota « on: 21 августа 2007 г., 19:24:21 » Только что закончил разборку V6 4Runner и почти все, что было прикреплено к… 85-го года выпуска переднего прямого моста « on: Nov 11 , 2009, 11:45:30 » Модифицировано для электронного шкафчика 3-й элемент также имеет дифференциальную броню, осевую ферму, шаровые косынки, усиленные упоры рулевого управления и модифицировано для полного гидроуправления.Поскольку мы им не пользовались и у нас есть еще 2 внедорожника, мы решили от него отказаться. 0 из 5 звезд Хорошо. 1049 долларов. Наша распорка/косынка сделана длиннее, поэтому вы можете приварить распорку к пружинному окуню для максимально прочной поддержки. Замена задней оси диаметром 75 дюймов (D44) или пружина, можно добавить больше элементов, но это минимум. Вы получите 1 пару наших стальных U-образных болтов A50 толщиной 3/8 дюйма (для 2). шарниры рычагов из-за повреждения камнями. «Toyota 8» «Корпус моста» RuffStuff — 3237 Rippey Rd # 200 Loomis, CA 95650 US; позвоните сейчас 916-600-1945 Toyota Solid Axe Swim Frame Tubes.Вам предстоит много драться со смертоносным колебанием. Вырезан из стали 1/4 дюйма. От 00 до 925 долларов США. Эта комбинация включает в себя все детали, которые вам понадобятся для замены осей на выходных. Макс Том сказал: «Почти у игрушечных полноприводных грузовиков 79-85 и 4Runner были сплошные оси. Эти 6 стальные проставки для колес из стальных заготовок размером 2 дюйма (50 мм) подходят ко всем цельным мостам Hilux. ca Toyota Алюминиевые проставки колес. 10s и добавление небольшой косынки на кожухе переднего моста. Косынка оси от Trail-Gear®. Вешалка входит в комплекты IFS Eliminator и Classic Lift.На заводе он выпускался как 85 SR5 4×4 с удлиненной кабиной Toyota Pickup / 4Runner Front Axle Gusset, 79-85. 00 Выберите опции Комплект для переоборудования передней втулки Dynatrac Dodge Free-Spin Heavy-Duty. 5L FWD 18-22 МАКСИМАЛЬНАЯ СКОРОСТЬ, одинарная прямая труба, ось-задняя выхлопная труба. Мне трудно найти запчасти для него, и местный дилерский центр Toyota мне ничем не помог. 25-дюймовые угловые пластины. 5-дюймовые пружины) с 3 штифтовыми косынками Quick View. Оцинкованы для защиты от коррозии и продаются парами со всеми фитингами. (0) Добавить в список желаний.280,00 €. Напарник с твердой осью. Комплект подвески Hilux 40 мм Tough Dog со сплошной осью. Выберите Параметры. Дейстар. )-комплект для замены, который включает в себя новый масляный поддон, все пружинные подвески и пружины, тяги и рулевой механизм, а также косынки рамы. Ищете нижние выступы для крепления амортизаторов? Размер дуг составляет 12 дюймов от центра сварного крепления рамы до центра проушины амортизатора. Просто приварите их, чтобы укрепить переднюю ось и предотвратить изгиб. Эта косынка приваривается к верхней части передней сплошной оси Toyota и помогает предотвратить изгиб картера оси.Да, 0 градусов — это нехорошо, тем более что ось будет вращаться под действием силы и артикуляции. 25 / 8. Ultimate 300M Задний полный мост с плавающей запятой для Toyota Land Cruiser 80. Рисунок с 5 проушинами, который соответствует D30, замена Toyota с листовой рессорой определенно идеальна в этой ситуации, и я обсуждал это … Наши комплекты SAS включают переднюю броня дифференциала, ступичный подшипник с косынкой верхней оси и комплекты для обслуживания поворотного кулака. Этот продукт не следует использовать способом, нарушающим федеральные законы EPA. Присоединился 9 февраля 2008 г.С этой маленькой, простой и удобной косынкой вам никогда не придется беспокоиться о прочности костяшек пальцев. 10. Может использоваться с большинством листовых рессор Toyota послепродажного обслуживания или стандартных листовых рессор 86-95 Toyota Solid Axle Swap (SAS) Kit Наши комплекты состоят из высококачественных компонентов. Технические характеристики: Гарантия: Ограниченная гарантия на 12 месяцев. Косынка верхней оси. Хотя Toyota решила некоторые из этих проблем, удлинив нижнюю ферму для моделей 1984 и 1985 годов, даже эти оси могли выиграть от большей жесткости. 120 долларов. Что-нибудь после 95, дифференциал не с той стороны и слишком узкий.Комплект из 4 звеньев с 1. косынкой прямого моста Toyota
Проставки отлично подходят для замены сплошного моста на Toyota 4Runner 87 года. Это ось с 6 проушинами, с классическим каркасом оси с фермами, показанная здесь: Кто-нибудь знает, почему может быть такое несоответствие? В основном правильно. Этот сайт использует файлы cookie и другие технологии отслеживания, чтобы облегчить навигацию и вашу способность оставлять отзывы, анализировать использование вами продуктов и услуг, помогать в наших рекламных и маркетинговых усилиях и предоставлять контент от третьих лиц.Две небольшие пластины для приваривания к задней стороне верхних косынок для защиты от воды и грязи. Кронштейны вырезаны лазером и согнуты на станке с ЧПУ из высокопрочной углеродистой стали толщиной 1/4 дюйма. 91 3rd to ecgs, чтобы помочь установить эту стоимость. Комплект подвески пружины для замены прямой оси Trail Gear для Toyota. 80–409 долларов. услуги или предложения О переднем мосту Solid Toyota Годы Отзывы (0) Косынки для усиления проблемной зоны на неразрезных мостах Toyota Косынка верхнего моста Эта косынка приваривается к верхней части передней неразрезной оси Toyota и помогает предотвратить изгиб картера моста.Начните с мойки под давлением или очистки автомобиля от мусора. Кое-что нашел, но информации нет. Цена указана за одну… Косынка верхней оси. СВЕРХПРОЧНЫЕ ПОДВЕСКИ MF! $ 104. 25ö переднее колесо, двойное заднее колесо. Этот грузовик в отличном состоянии с большим количеством неоригинальных запчастей. 4. Этот комплект косынок также добавляет распорку рулевого рычага. В комплект входят два верхних амортизатора, две нижние косынки и восемь косынок рулевого упора. Детали осей Каркасы осей Связки осей БРОНЯ И УСИЛЕНИЯ Все категории.Пять 1/4-дюймовых треугольных косынок. В комплект входит все высококачественное оборудование, которое вы видите в верхнем левом углу, для очень разумного применения. Косынки | Шлаковая сварка и внедорожная сварка. Добавить в корзину. Все, что нужно для базовой замены из переднего дифференциала Ось Gasser — Оси Drag Car — нестандартная длина Оси Gasser — комплект прямой оси gasser Доставка рассчитывается по размеру и весу в разделе оформления заказа при вводе вашего адреса 8 Задняя ось 2. LROR Ultimate Knuckle Ремонтный комплект Toyota Solid Axle Наша цена: 358 долларов.Вам нужно только поставить переднюю неразрезную ось Toyota с 1982-85 ступицами с 8 отверстиями (6 для шпилек, 2 для крепежных болтов) и приводным валом. Пикап Тойота Хайлюкс 1981 года выпуска. Количество * $67. Наклонен под углом 15 градусов наружу, общая ширина составляет 12 дюймов. Примечание. Для правильной установки может потребоваться небольшая шлифовка. Однако, если правильно установить и правильно приварить, вы можете использовать насесты, которые у вас есть на задней сплошной оси, или вы можете изменить сам насест. . Просмотр в виде списка. Полный комплект подвески рессоры от Trail Gear. Выберите вариант 64″ (только с цельными ступицами переднего моста Toyota) 66″ (только с использованием цельных ступиц переднего моста Toyota) Дифференциал *.Большие шины и грубая езда могут погнуть внешние концы поворотных кулаков, повредив переднюю неразрезную ось. Подвеска All-Pro обеспечивает подъем на 1 дюйм больше, чем заводская пружинная подвеска, а также имеет приспособление, позволяющее использовать более длинные, чем стандартные, передние пружины. Моя проблема в том, что поворотные кулаки уже повернуты вверх. Сделано из лазерной резки 1/8 дюймовая сталь, усиленная косынка переднего моста All-Pro подходит для передних мостов Toyota 1979–1985 гг. Разработана для установки на стандартный передний неразрезной мост Toyota 1979–1985 гг. или используйте переднюю часть FJ80.4рн. Большие шины, ухабистая местность и агрессивное вождение могут сказаться. ПРЕДУПРЕЖДЕНИЕ Рак и репродуктивный вред — www. 75″ * Передний/задний Tundra~ ?? * Передний мост Landcruiser FJ-80/FZJ-80 ’90-97~ 63. Шпилька поворотного кулака. Эндрю даже использовал комплект передних роторов Tacoma для лучшей тормозной способности. установка косынки, мы устанавливаем ось на домкраты, удаляем полуоси и размещаем детали в косынке Arctec Apex JK Dana 30. Комплект All-Pro Solid Axle Kit — это высококачественная замена сплошной оси для вашего грузовика IFS 1986–1995 годов. .95 – 44 $. Мы можем изготовить нестандартные размеры и дизайн, просто свяжитесь с нами. Чтобы установить комплект цельной оси, вам понадобится задний подъемный комплект, цельная передняя ось от пикапа 79-85 или 4Runner и длинный шлицевой приводной вал. 1 доллар. Задняя часть Crowned поможет сохранить вашу ось прямой на долгие годы, и если вы объедините ее с верхней фермой, вы можете свободно прыгать на ней! Ферма изготовлена из стали 3/16 дюйма, а порт доступа к заливному отверстию полностью защищает характеристики грузовика: 2001 D-cab Taco со сплошной осью, передняя и задняя оси Diamond шириной 65 дюймов, Tundra 8 дюймов сзади с ARB, H.Longfield Birfield, 30 Spline Chromoly Наша цена: 304 доллара. 5-дюймовый дифференциал. Меню. 7 передних, ручные ступицы, пружины Tundra / OME 861, бритый брандмауэр (спасибо Tyler James Inc), задние звенья AssBurns (работают как 3 звена), ограниченный интерьер с сиденьями Mazda3 Grand Touring, Savage спереди и сзади. бамперы с лебедкой, ползунки, жатка Thorley … Корпуса мостов Toyota Корпуса переднего моста Корпуса заднего моста Компоненты оси Косынка/Вкладки/Кронштейны Крючки Фланцы Муфты Муфты Toyota Главный цилиндр сцепления Ведомый цилиндр сцепления Samurai Solid Axe Conversions.Просмотрено клиентов. Заводские мосты были спроектированы с 30 шлицами на дифференциале и шейкой до 27 шлицов на CV, создавая общую точку отказа. ПРИМЕЧАНИЕ: Требуется снятие кронштейна реактивной тяги. Толще, Сильнее, и черт возьми, это даже выглядит хорошо! К ним относятся 18-мм аппаратные средства. Он вырезан лазером из пластины 1/4 дюйма и хорошо работает в тяжелых условиях. Это… Самое большое сообщество 4Runner в мире. 10 передач, ограниченное скольжение, дисковые тормоза и 5×4. Материал D60 составляет около 32-38 градусов в зависимости от валы без очистки ушей.Я подозреваю, что когда PO приваривал косынки для шаров суставов, жара могла немного погнуть вещи. УСИЛЕНИЕ БРОНЕЛОЗА БОЛТЫ И КРЕПЛЕНИЕ Все Категории. 05-15 Toyota Tacoma SAS Верхняя тяга All Pro Off Road. Колесные проставки позволяют увеличить колею без изменения заднего расстояния на ободах. Они подходят для Toyota FJ40, 60, 62 Land Cruiser или кожухов оси пикап/4runner и включают колпачки для рулевого упора. Я не уверен, что об этом уже есть какая-то ветка, но я планирую заменить цельную ось на кореша 89-го года.59 Переходное кольцо заднего дискового тормоза. Этот комплект доступен по цене, удобен в использовании и надежен. В комплект входят два верхних амортизатора, две нижние косынки и восемь косынок рулевого упора. 3) FORD 8. Укрепите слабое место оси вашего мини-грузовика Toyota или FJ и заодно добавьте мощный амортизатор! Артикул: SFAXAR003 Категории: Все продукты, Осевые детали, Косынки. Показывать. All-Pro… Комплекты звеньев, замена цельных осей, кронштейны, крепления, оборудование и многое другое. Контакт. Четыре U-образных болта 5/8″ X 3″ X 10″ с высокими гайками и HD-шайбами; Две пружинные насесты Toyota Anti-Wrap; Две пластины U-образных болтов 3/8″; … 4Runner, 4Runner, 95.Лучший Ford Chevy Dodge Toyota Suzuki Dana 60 Dana 44 14 Болт Подвеска, броня, компоненты моста, детали для изготовления Подъемник и комплекты SAS OBS SuperDuty Swap F350 F250. Косынка верхней оси Trail Gear, 111305-1-KIT : Trail Gear — полуоси и компоненты: Trailgear. 89. Латунная втулка шпинделя Toyota Solid Axe $41. Ваша цена: $88. В комплект подвески передней пружины (деталь № 110045-1-KIT) входят смазываемые 120-мм болты, втулки, гайки и косынки. Проекты, ожидающие в моем магазине: передний мост 83 года, слайдеры TG, второй чемодан, НОВИНКА: XD 4.Мне нужна хорошая общая информация о передних осях. Задняя подвеска: Пружины National 62″ под осью с SAW … Кожухи моста Toyota Каркасы переднего моста Картеры заднего моста Компоненты моста Преобразование сплошного моста Комплекты переднего подъемника Комплекты заднего подъемника Комплект подвески с 3 звеньями Передняя косынка/язычки/кронштейны. Описание. Тип автомобиля. 020 , кулачок ENGNBLDR 261c, коллектор Doug Thorley Tri-Y, прямая труба через Flowmaster 40, задний блокировщик ARB, York OBA с изготовленным кронштейном Данные по применению 50 – 3 доллара США Жители Калифорнии Наши комплекты SAS включают в себя передний дифференциал бронированный лист, верхний комплекты для обслуживания ступичного подшипника и поворотного кулака.Toyota прекратила их использование несколько десятилетий назад. Алюминиевые проставки Toyota. Косынки оси Trail-Gear помогают предотвратить изгиб картера оси. Уронить *. Выберите вариант Toyota 8″ Toyota 8″ E-Locker Toyota 8.0 (10s) и All Pro 1″ пластины для перемещения переднего моста. 330,00 €. Отлично подходит для использования на цельнолитых мостах, чтобы сделать передний мост похожим по ширине более широкая задняя ось встречается на грузовиках Toyota 86 и выше. Позже~ captkirkyota ~Kirk Gussets Этот комплект относится к Trail Gear, деталь #110045-1-K. позволяя вам комбинировать их любым способом, чтобы сформировать полный узел оси.Ваш салазок не добавляет высоты по вертикали, он касается тыквы, а не трубок, и висит на зажимах. Быстрый просмотр. Гарантия самой низкой цены! Замена тормозной системы Tundra с расширением сплошного моста Toyota. #9222. Ultimate CV Axe Set для Land Cruiser 80 Series (’91-’97) Корпус переднего моста Diamond Axe: 850 долларов США. 36,5 долларов с их шаровыми косынками и новыми внутренними валами rcv. Возможность увеличить колею колес повысит вашу устойчивость в условиях бездорожья, что снизит вероятность появления супермодератора.WFO 5300-TAB-KIT. Используйте отвес, чтобы найти центр оси спереди и сзади, если вы не знаете, где будет ваша ось после модификации. • Четыре скобы вместо двух. В настоящее время я предлагаю 85 Toyota xtracab 4×4 для продажи. $ 263. Комплект включает в себя 2 верхних косынки со встроенными амортизаторами, … Наши комплекты SAS включают в себя бронеплиту переднего дифференциала, косынку верхней оси, колесный подшипник и комплекты для обслуживания поворотных кулаков. gov Две верхние косынки для предотвращения провисания кожуха моста, две передние косынки для удержания кожуха прямо и большая броня дифференциала, чтобы связать все это вместе.БОЛТЫ И ОБОРУДОВАНИЕ — Вернуться в главное меню. Dana 44 Амортизирующее крепление с косынкой. Это супер дешевые и эффективные шаровые опоры оси Creeper. 875 дюймов-32. Вид: Tacoma SAS Kit A . Builder Parts Shock Mount Flat Bottom $ 2. Получите детали, необходимые для прямой оси вашей установки! Тормоза; Детали строителя; Бампер; спиральные пружины; Пользовательские вкладки; Крышки дифференциала; Дифференциалы; Уклоняться; косынки; Освещение; Комплекты длинных рук; рок-слайдеры; Запчасти для прямых осей; Рулевое управление; Замена прямых осей. (ЗК ГМ8.Болты 1/2 дюйма Болты 9/16 … Распорки корпуса моста с прицепной передачей. Он оснащен шаровыми косынками оси с ползунком 5. 27. Supreme Taco: Toyota со сплошной осью, созданная для захвата прицепа. с достаточно высоким или достаточно сильным подъемом, я иду по пути замены прямой оси.Rock Assault ™ ферма заднего моста. Ищу цельную переднюю ось Toyota, если возможно, полную. Произведено в США. 140 долларов. комплект осей, вам понадобится комплект для подъема задней оси, прочная передняя ось из… Комплект Creeper Gusset Kit укрепляет шаровую опору и помогает предотвратить изгиб.:D В конце концов… Что ж, после 4 направляющих рычагов и такого же количества наконечников рулевых тяг, а также нулевого прогиба передней части я решил сделать решительный шаг и сделать знаменитый SAS (сплошная замена оси). P. 1-дюймовая подвеска уравновешивает компромиссы между использованием Сравнить. Продолжая линейку комплектов Trail-Link, компания Trail-Gear разработала комплект с тремя передними звеньями для Toyota Tacomas 1995–2004 годов. чтобы сгибаться под неправильным использованием шин большого размера и тяжелой дроссельной заслонки.Включает крепления тяги, верхнюю и заднюю ферму, а также защиту крышки заднего дифференциала.5 дюймов с перемещением подушек пружины. В комплект входят подвеска, крепеж, трубы рамы, смазываемые скобы бумеранга, приспособления для труб рамы, а также все втулки и втулки. Вся передняя часть Diamond Axle… В комплект входят все обычно заменяемые детали для обслуживания левой или правой задняя ось на Toyota 4×4 Pickups и 4Runners 1979-1995 гг.. $ 2039. 37 стандартных передач вместо 4. 27. Послепродажные проблемы с рулевым управлением для Toyota 85. Добавить в корзину. -77 0-4 30 шт. Продавец или ремонтный комплект Подшипник колеса, внутренний— -77 0-2 / шт. Дешевле на вторичном рынке Подшипник колеса, внешний … Rebel Off Road JK Dana 30/44 Защитная пластина нижнего рычага.Eaton HO72 — это более крупная версия Eaton 12 Bolt для тяжелых условий эксплуатации. 14 Bolt — это более новая версия HO72. Корзина. Каждый комплект для замены сплошной оси включает в себя все необходимые косынки и опоры рамы, что делает Tacoma гораздо более прочной рамой для экстремального бездорожья и скалолазания. Покупайте ежемесячными платежами с подтверждением для заказов на сумму более 50 долларов США. 1799 долларов. 1494. 127 долларов. «Сборка Toyota (мини- или LC), Diamond, Trailgear или Dana 60. 26. Посмотреть как: Окончательный комплект для замены пружин Chevy (низкий диапазон) Детали. 06. Большие шины и езда на неровностях могут погнуть внешние концы поворотных кулаков, повредив переднюю неразрезную ось.Гарантированное качество Rough Country 10565 Dana 30 Комплект ферм и косынок переднего моста для Jeep Wrangler 2007–2018 годов в Alligator Performance У меня также есть немного места внутри для некоторых внутренних косынок. алмазная ось. Набор зажимных приспособлений для трубчатой рамы Toyota с твердой осью 40 долларов США. Катушки ковши, захваты. 05-Настоящая Toyota Tacoma Задний тормозной шланг All Pro Off Road. … Цена: 36 долларов. Toyota 8-дюймовое уплотнение шестерни Теперь довольно распространенная замена жесткого моста Toyota, также часто называемая «SAS», была выполнена на IFS 86–95 годов. Комплекты косынок TG Creeper усиливают шарики поворотного кулака, чтобы предотвратить внешние концы поворотного кулака … Это 3/8-дюймовая защитная пластина оси Ruffstuff Toyota была разработана вокруг стандартной 8-дюймовой задней оси мини-грузовика, но также подходит для передней 8-дюймовой прямой оси.Пикап Тойота 1979г. Товары, за которые большинство других взимают дополнительную плату. Таким образом, самим трубам ничего не нужно для фермы. Мы второй и четвертый владельцы автомобиля. DV8 Offroad Все комплекты для переоборудования сплошной оси 4Runner в нашем ассортименте поставляются Trail Gear, ведущим в отрасли производителем, специализирующимся на высококачественных модификациях для гусеничных машин, гонщиков и трейлрайдеров. В комплект входят 2 верхних косынки со встроенными амортизаторами, … В комплект входит достаточное количество деталей для установки с обеих сторон кожуха оси Pickup/4Runner 1979–85 годов: один комплект подходит для одного грузовика.Все косынки и опоры рамы включены в комплект, поэтому Tacoma будет намного прочнее, когда вы закончите, чем она была на заводе. Эта прочная защитная броня из цельной стали придает вашей оси невероятную прочность и жесткость, чтобы выдерживать весовые нагрузки, связанные с большими шинами и дополнительными аксессуарами. Это повышает большую прочность и надежность, чтобы испытать авантюрные тропы. 95-04 Tacoma 4×4 и PreRunner (6 бобышек) 05-15 Tacoma 4×4 и PreRunner (6 бобышек) 16+ Tacoma 4×4 и PreRunner (6 бобышек) Toyota 4Runner.Комплект шаровой опоры для суставов. Эта модификация также известна как Conversion Solid Axle Conversion, SAS или SAC. Преобразование прямой оси Toyota лучше всего подходит для вашего автомобиля Toyota tacoma или 4Runner. 80. $ 45. 5″, я думаю, что ваш лучший выбор, если вы полны решимости использовать оси Toyota, это получить специальный корпус, изготовленный из www. Для достижения идеальной подгонки для каждого применения требуется некоторая шлифовка. Изготовлен из лазерной резки 1/8 ″ стали. Chevy ’88-’98. Изготовленная из лазерной резки стали толщиной 1/8 дюйма, сверхпрочная косынка переднего моста All-Pro подходит для передних мостов Toyota 1979–1985 годов.25 проставок сзади, так что ширина будет 63-64 дюйма. Ступицы твердого моста Toyota (пара), 140448-1-KIT или 140449-1-KIT (2) стопорные ступицы Aisin или (1) комплект фланцев Creeper, 300468 -1-KIT или 140134-1-KIT Шариковые косынки ходовой оси Trail-Gear. Подходит для стандартной оси Toyota шириной 29″, также доступной в размере 31. Требуется снятие кронштейна реактивной тяги. Просто приварите на месте, чтобы усилить переднюю ось и предотвратить изгиб t Описание.Показали пошагово как это сделать на Xtreme 4X4 — постов может быть 6874. Цена продажи.268 долларов. ОСИ И ДЕТАЛИ ОСИ Все Категории. Картеры переднего моста Тойота. Верхняя распорка прямого моста Toyota. Панарды PRO с полиуретановыми соединениями. Все расходы на новые компоненты составили почти 3000 долларов. 00 0. Детали. переход на воздушную езду 2wd. Комплект Creeper Gusset Kit укрепляет подушечку сустава и помогает предотвратить его изгибание. Пара пластин для перемещения Toyota 1986-1995 Toyota Solid Axe Swap (SAS) Kit . Есть ли разница с более ранней осью, если я привариваю фермы? 3. Обратитесь в нашу службу технической поддержки для получения дополнительной информации по адресу … Инструкции по переоборудованию цельного моста Toyota, авторы Джеймс и Джастин .Чтобы установить комплект цельной оси, вам понадобится задний подъемный комплект, сплошная передняя ось от пикапа 79-85 или 4Runner и длинный шлицевой приводной вал. За дополнительные $$$ я рассмотрю возможность доставки или встречи с кем-то на полпути, если расстояние будет разумным. Майкл Бейли. 84 Toyota 4×4 LWB с одинарной кабиной, без кузова, без двигателя ПРОДАЕТСЯ за 1200 долларов. 00 штуцер на оси, к качающемуся суппорту. 5-дюймовая цельная задняя ось использовалась Toyota в своих грузовиках до 2006 года. 34 доллара США. Стоимость доставки: рассчитывается при оформлении заказа.99) Артикул: CATBACK-CAMRY-RB-ONE. Модель: Комплект подвески сплошной оси Camry Trail Gear содержит КОМПЛЕКТ ЗАМЕНЫ ПРЯМОЙ ОСИ для TOYOTA. Информация о гарантии Комплект для переоборудования фиксирующей втулки Spin Free для Dana 60 и AAM, 00-08 DRW Комплект для переоборудования фиксирующей втулки Dodge для Dodge D60 и 9 ’00-’08. Кол-во. № 3 · 20 мая 2009 г. Посмотрите на заднюю часть почти любого грузовика, это будет неразрезная ось. Эти комплекты созданы владельцами Tacoma для владельцев Tacoma. 5 в бс -12 колеса со смещением. Шевроле GMC 2500/3500 HD 2011-19.Интересно, смогу ли я продать 3. 13 018 сообщений. Ширина (WMS в WMS) *. добавленная сила для супер дешевого. 5 или 1. Косынка передней верхней оси Toyota. Подъем на 5 дюймов выше подъема пружин, которые вы используете, из-за длины скоб и небольшой сварки Mig / TIG, и включает в себя 2 косынки из листовой стали треугольного типа. Наши комплекты SAS включают броневой лист переднего дифференциала, ступичный подшипник верхней оси и комплекты для обслуживания поворотных кулаков. 5″ полная ширина. Но, как сказал другой парень, он может получить гораздо большую артикуляцию, и он значительно сильнее, но с недостатком плохого качества езды 83 проекта Toyota 4×4 «мини-грузовик».Они дорогие, но чертовски потрясающие. Что он делает: подходит для Chevy или нестандартных осей с 31. Результаты поиска для «94 комплекта для переоборудования Chevy 1500 со сплошной осью» Расширенный поиск. Для твердого переднего моста Toyota 79-85. Устанавливается сверху на ось для обеспечения максимального дорожного просвета. 8-дюймовый приводной мост. Трек-бар Toyota Купить Trail Gear 140064-1-KIT в JEGS: Trail Gear Creeper Axsets Ball Косынки Toyota Pickup 1979–1985 годов, Toyota 4Runner 1984–1985 годов. Approve The Cookies. Если вы хотите поехать 61. Foothill Solid Замена моста, часть 2: грузовики и полноприводные автомобили: как и было обещано, в этом месяце мы рассмотрим компоненты, использованные в проекте замены моста 88 4Runner в цельном переднем мосту, 1979-10/1983 — цельный передний мост Toyota Hilux, 1979-10/1983. Все, что вам нужно подать заявку, это иметь дебетовую или кредитную карту, быть старше 18 лет.Артикул: TG-CREEPER-GUSSET. Добавить к сравнению. 30 (1) LROR Toyota Опорный диск с держателем тормозной магистрали От 1923 долларов США. № 3 · 13 мая 2019 г. 10:00 — … Стоимость: Описание P/N Кол-во Стоимость (’98) Комментарий —— Комплект для восстановления поворотного кулака 04434-60015 1 92 долл. США Прокладки и регулировочные шайбы Наружный сальник оси-62001 2 20/пер. Что включено Один (1) … Trail Gear 4340 Хроммолибденовые задние полуоси Tacoma. Мне удалось получить переднюю часть Trail Gear 111305-1-KIT со стороны водителя, косынка верхней оси. Буду загружать несколько хороших фотографий, но пока это качественная деталь.5) Основной ремонтный комплект для GM 8. Ограничительные ремни. 30 (1) LROR Toyota Ограничитель опорной пластины с держателем тормозной магистрали Наши комплекты SAS включают в себя броневой лист переднего дифференциала, косынку верхней оси, колесный подшипник и комплекты для обслуживания поворотного кулака. • Совместимость с амортизаторами Coil Over и Air. Она давно усовершенствована и является окончательной модификацией Toyota 86 года и позже. Не застрять на тропе с поврежденным шпинделем! Косынки шпинделя Toyota All-Pro укрепят вертикальную часть слабого заводского шпинделя и помогут предотвратить изгиб или поломку на трассе, сохраняя при этом штатный стабилизатор поперечной устойчивости.поворотный кулак,косынка,toyota,solid,front,axle,TG-CREEPER-GUSSET,140064-1-KIT,Toyota Комплект косынок поворотного кулака Описание: Комплект для косынки слабых заводских шариков поворотного кулака на передних осях Toyota ’79-’85. Трубы оси прочнее с точки зрения изгиба, чем, скажем, 2. 20 217. «Я только что закончил замену цельной оси на своем 4Runner 1995 года. Закрепите переднюю подвеску на месте и приварите. косынка оси 84s проходит непосредственно перед пружинным насестом, 85 проходит полностью мимо пружинного насеста. Усильте свою переднюю часть с помощью косынок верхней оси Trail-Gear.Они изготовлены на станке с ЧПУ из стальной пластины США. Вставьте трубы на место и приварите. Toyota Toyota Camry 2. Проверьте это. Внутренние детали бирфилда также изготовлены из хромомолибденового сплава 4340 и подвергнуты двойной термообработке для повышения прочности. Чтобы установить комплект цельной оси, вам понадобится задний подъемный комплект, сплошная передняя ось от пикапа или 4Runner 1979–1985 годов и длинный шлицевой приводной вал. Low Range Off Road — ваш источник запчастей для пикапа Toyota Hilux 1979-1995 годов и деталей задней оси 4Runner.Верхняя косынка (неразрезная передняя ось) Эта косынка приваривается к верхней части передней неразрезной оси Toyota и помогает предотвратить изгиб корпуса оси. Ключевое слово поиска: Торговая марка:. 85 было в прошлом году для США. Косынка верхней оси. Похожие материалы. Мы собрали воедино это… Запас/Доступность некоторых товаров становится все труднее получить. Ось Land Cruiser представляет собой переработанную конструкцию оси Eaton 12 Bolt. Ферма передней оси Suzuki Samurai с комплектом косынок. www. WFO 5321 — треугольная косынка 1/4 дюйма — размеры этой косынки 3 3/4 дюйма x 2 1/4 дюйма вдоль угла 90° с гипотенузой 4 5/16 дюйма.Сообщить о нарушении. • Полная поддержка «мяч-пружина-окунь». Компромиссы могут быть достигнуты в отношении водила, тормозных дисков, переднего карданного вала, зубчатого венца и рулевого управления. 5 мм. Dodge 32. 104 $. • Скошенный нижний край. У меня действительно были проблемы с обручем со стороны водителя, потому что усиливающая косынка ударялась о рулевой вал, поэтому мне пришлось придать этой трубе другой угол, чтобы очистить ее. Перейти к последним. Тойота. Корпус 5-осного дифференциала без съемной крышки дифференциала. Г. 12 пунктов.№ 8 · 17 февраля 2003 г. Дополнительная информация. — а также куча других вещей, которые я сейчас не могу вспомнить. 375 обычных на 3/4 тонны dana 44s. Ось JK Artec для WJ Dana 30. 22R-E BO . Все колеса Bilstein 5100 поглощают большую часть ударов, создаваемых сплошной осью. All-Pro для бездорожья. 50 Простая замена заднего моста диаметром 3 дюйма (маленькая трубка 9 дюймов, D44HD, Toyota) Это базовый комплект, необходимый для замены заднего моста диаметром 3 дюйма (маленькая трубка 9 дюймов, D44HD, Toyota Land Cruiser) или пружины. можно добавить, но это минимум, вы будете … 85 Toyota SR5 4×4-EFI-XCAB-Неразрезной мост-35-МНОГО МОДОВ-НОВЫЕ ФОТОГРАФИИ Я решил продать свой пикап 85 SR5.Настоятельно рекомендую. Приваривается к передней неразрезной оси Toyota. Мы взяли полдюжины или около того картеров переднего моста, проверили их на прямолинейность и приварили броню дифференциала, верхнюю ферму и комплекты косынок шаровой опоры, чтобы он оставался прямым. В комплект входят: осевой подшипник Koyo, уплотнение картера оси, стопор подшипника оси, резиновое уплотнение внешней оси, с-образный зажим, уплотнительное кольцо оси. 95 — 159 долларов. Ваша цена: 6 долларов. Лучшие детали и материалы были изготовлены и объединены в этом комплекте, чтобы обеспечить максимально качественную замену.Если вы выполняете замену цельной оси на своем грузовике IFS или 4Runner, вам понадобится способ установить скобу через раму. Владельцы Samurai знают, что одним из самых слабых мест их автомобиля является передняя ось. Это ферма, которую ждали все ребята из Toyota! Эта ферма, как и все наши другие, рассчитана на максимальную прочность. Комплект имитирует заводскую компоновку Toyota с прочным креплением пружин спереди и дужкой сзади. (сделайте это перед подъемом автомобиля, пока все 4 колеса находятся на земле.737 долларов. PM мне, и мы можем обсудить. Шариковые косынки ходовой оси Trail Gear. Проблема в том, что осталось очень мало моделей 1985 года, а спрос на них постоянно растет. Жители Калифорнии: ПРЕДУПРЕЖДЕНИЕ. правительство Как и вся наша продукция, они производятся в США из американской стали. 5. Мы предлагаем комплекты трех разных размеров. Оси 79-81 не имеют косынок, а оси 82-83 имеют полукосынки. Всего 29 долларов. Эти косынки Toyota отлично подходят для укрепления вашей клетки, бампера, рамы, экзо, бабушкиного инвалидного кресла и многого другого.В комплект входят 2 верхних косынки со встроенными амортизаторами, 2 нижние косынки и 8 косынок рулевого упора. 66. Визуально ось Toyota «8. Используя только высокопрочные хромомолибденовые материалы, комплект RCV Performance Ultimate 30 spline CV Axle просто заменяет ваши слабые полуоси Toyota новой высокопрочной конструкцией. Замена независимой передней подвески, также известный как IFS, на вашем автомобиле может значительно увеличить шарнирное сочленение подвески вашего автомобиля. 4-дюймовая ось, отмеченная косынками на третьем элементе и квадратной косынкой сверху.Среди заядлых любителей Toyota хорошо известен тот факт, что 1985… Как усилить штатные рулевые упоры на Toyota Solid Front Axle (SFA), чтобы вам больше никогда не приходилось о них беспокоиться. 5-04, 96-02, комплект рычагов управления, рычаги управления, рычаги управления, подвеска, подвеска, Tacoma, регулируемые верхние рычаги управления Toyota SPC-96-04 Tacoma/96-02 4Runner $ 868. * T100 передний IFS ~ 65 дюймов , задняя ось ~ 66. Любопытно, что у вас ограничивает радиус поворота, это заедание оси или валов или шины ударяют по раме?Тойотовские мини-кулаки могут поворачиваться примерно на 36-37 градусов, прежде чем войлок ударит.Стало очевидным, что переоборудование грузовых автомобилей IFS в … Неразрезной передний мост, 1979-10/1983 — Toyota Hilux Неразрезной передний мост, 1979-10/1983 Все, что вам нужно подать, это иметь дебетовую или кредитную карту, быть старше 18 лет. возраста. В комплект входит достаточное количество деталей для установки с обеих сторон корпуса оси Pickup/4Runner 1979-85 годов: один комплект подходит для одного грузовика. В комплекте есть проушина 1/2 дюйма для амортизаторов. Задняя ось также является заводской Toyota 8. Эта косынка приваривается к верхней части передней неразрезной оси Toyota и помогает предотвратить изгиб картера оси.30-шлицевые втулки Longfield™ Birfields, просверленные пистолетом, изготовлены из 100% хромомолибдена и прецизионно отполированы для устранения любых дефектов, которые могут вызвать концентраторы напряжения. 77 Стопорное кольцо Бирфилд. Две пластины U-образного болта 3/8 дюйма. Я перенесу свою 1. 20. Для передней части добавьте бумажную прокладку по цене 9 долларов. 92. Я хочу использовать Dana 30 (передняя ось Jeep), поскольку они имеют такое же расположение болтов, как удар, но я могу делать Dana 35 сзади в то же время или, может быть, позже. 70. 37s. Корпус IFS прочнее, чем корпус со сплошной осью.В настоящее время я использую задний кожух IFS с передним 85. Все, что мне нужно, это пара деталей. Примечание для комплектов SAS A, B и C: для завершения сборки вам потребуются следующие компоненты: (2) шпиндели цельного моста Toyota, 140205-1-KIT (2) латунные втулки шпинделя, 140105-1-KIT (1) Ступицы цельных мостов Toyota (пара), 140448-1-KIT или 140449-1-KIT, или нешипованные ступицы Longfield, 302583-1-KIT. 40. Обычная цена $83. Форум Toyota 4Runner — Крупнейший форум 4Runner > Форум Toyota 4Runner > Классические T4R > Картер переднего моста стоит? Список пользовательских тегов: Ответить: Страница 1 из 2: 1: 2 > Инструменты темы: Оценить тему: Режимы отображения: 09-05-2014, 01:38 #1 Вкладка WFO и набор косынок.Помимо осей, Dana поставляет прокладки ГБЦ для Ram 1500 TRX 2021 года. 6 из 5 звезд. Я начну с того, что мой пикап — это пикап Toyota 1985 года выпуска со стандартной неразрезной передней осью и задней передачей с высокой управляемостью. Ха-ха. Toyota SR5 1990 года выпуска (до Tacoma) с заменой сплошной оси с использованием высочайшего качества… Ось бронирована, и я хотел бы сохранить ее, если это вообще возможно. 75×0. ». НОВИНКА 4. Предназначен для приваривания к передним креплениям нижних рычагов Jeep JK. Усиление моста косынкой между дифференциалом и поворотным кулаком со стороны водителя Усиленная косынка подходит для передних мостов Toyota 1979–1985 годов.Комплект шестерни и поворотного кулака Yukon для дифференциала Toyota Hilux/Land Cruiser (YP KNCLKIT-TOY) 4. 85-е наиболее востребованы из-за заводских косынок, но их можно очень легко добавить. 25-дюймовые Heims, Framed Rigs. Все детали на месте, и мы собираем. Пару недель назад, вытащив из грязи джип приятеля, я, как обычно, возился со своей установкой и решил подъехать к большому пню. Toyota SR5 1990 года (до Tacoma) с заменой сплошной оси с использованием самого высокого качества… WFO 5321×5 Хотя это недешево, цена сравнима с использованием цельной оси Toyota.Ступицы колес с цельной осью $ 217. $ 50. Нажмите здесь, чтобы задать нам вопрос о косынке передней верхней оси Toyota. 89-95 Комплект задней подвески Toyota Комплект подвески сплошной оси Trail Gear содержит КОМПЛЕКТ ЗАМЕНЫ ПРЯМОЙ ОСИ для TOYOTA. Нет товаров в корзине. План оси: 67″ wms-wms со ступицами ifs. 83 доллара США. Подвеска листа и аксессуары Скобы листовой рессоры для болта 9/16 дюйма 4-6 дюйма задней задней фермы пикапа Toyota. Артикул TOYUPGUS-500 Цена 36 долларов США. D44 из вагги или полноразмерного HP44 КАК ЗАНИМАТЬСЯ БИЗНЕСОМ В ПОЛЬШЕ Для всех, кто хотел бы узнать больше о Польше Подготовлено Управлением по содействию инвестициям и технологиям Организации Объединенных Наций по промышленному развитию в Варшаве под эгидой Министерство экономики Варшава, июль 2006 г. UNIDO ITPO в Варшаве выражает благодарность следующим учреждениям за их сотрудничество и … Косынка Heavy Duty подходит для передних мостов Toyota 1979 – 1985 годов.Лично я бы использовал пикап Toyota или неразрезную ось 4Runner. 5 дюймов, 10. 1785 долларов США. Некоторые передние мосты с твердой осью известны менее чем звездной управляемостью на асфальте, но команда Off Road Evolution сгладила резкость благодаря использованию внешних байпасных койловеров King Off-Road Racing, которые имеют широкий спектр различных настроек как для улицы, так и для трейла. Количество * $ 189. Узнать больше. 5-дюймовый круглый круг. Мы предлагаем наши комплекты в трех различных высотах. Мы закупаем детали у надежных поставщиков, включая компоненты японского производства, такие как эксклюзивный цельный рычаг сошки, передние роторы и наконечники рулевых тяг.Неразрезные мосты Тойоты отлично работают для годов 84-95. Неокрашенная отделка. Эти косынки укрепляют последнее слабое звено на картере моста. 4Runner, подборщик 79-95, 84-89, 90-95, передние компоненты, передние компоненты, передние компоненты, болт скобы листовой рессоры, задние компоненты, задние компоненты, задние компоненты, подвеска 79-95 подборщик, подвеска 89 -89, Подвеска 90-95, Тойота. Добавить в корзину. Йотард сам произвел замену и у него есть несколько отличных советов, как справиться с этой непростой задачей. Артикул: MCAR-531.Приварной комплект помогает предотвратить изгиб Dana 44 C и обеспечивает положение амортизатора на верхней части оси. Передняя смещенная вешалка с косынками. Уплотнители Тойота. 1999 Базовая модель 4×4 3RZ 5 скоростей — добавлен электронный шкафчик, передний австралиец, двойные кофры с 4. Насестами на 31. Необходимо иметь усиление для всех, кто хочет играть в грязи! Подходит для 96-04 Taco 6 lug, 96-02 4runner и 00-06 Tundra. Эти рамные трубки устанавливаются через раму для подвешивания… Описание. 25. ) Привариваемая ферменная конструкция моста Toyota для внедорожников с низким радиусом действия Оси Toyota прочны, но у них есть свои недостатки.Пассажир выпадает 8 на 3-й. Подвеска AEV JK. У нас есть все, от колесных шпилек до корпусов осей, колесных подшипников и колесных уплотнений. От 19 долларов. Тойота Пикап 1980 года выпуска. com Возможна БЕСПЛАТНАЯ ДОСТАВКА для соответствующих покупок. Я только что потратил 2500 на новые амортизаторы, модернизированная ось просто не предусмотрена. 41 доллар. — передняя ось (я бы порекомендовал Diamond из переднего диапазона для бездорожья. Я в основном покупаю ось за 600 с основной платой в 200 долларов. Оси 84-85 имеют самые / самые большие косынки и самые Укрепите кожух моста вашего JK с помощью комплекта тяжелых ферм и C-косынок Rough Country для моделей Jeep JK, оснащенных передней осью DANA 30.83 не имеет ластовицы. Если вам нужна ось, которая выглядит как ось круизера, двойная HO72 имеет ширину 63 дюйма и третью ось с выпадающей осью. 125-дюймовая нитро-шестерня и ось. № 1 Бестселлер среди комплектов для замены автомобильных дифференциалов. 395,00 €. Таким образом, наш 3-дюймовый пружинный комплект имеет подъемную силу 4 дюйма, а наш 4-дюймовый комплект будет иметь подъемную силу 5 дюймов. До того, как в 2005 году с появлением платформы второго поколения он немного увеличился в размерах, модели Tacoma с 1995½ по 2004 год имели идеальные размеры для протискивайтесь по дорожкам джипов и сохраняйте комфорт для … Toyota Hilux Solid Axle 2» Wheel Spacer.1) с треснувшим картером заднего моста. Искать: Главная » Магазин » Цельнолитые ступицы колес. Я знаю, что здесь был кто-то, кто уже сделал этот обмен. Усиленная косынка переднего моста All-Pro, изготовленная из стали толщиной 1/8 дюйма, вырезанной лазером, подходит для передних мостов Toyota 1979–1985 годов. 70 передач! Детали переднего цельного моста Toyota « on: 21 августа 2007 г., 19:24:21 » Только что закончил разборку V6 4Runner и почти все, что было прикреплено к… 85-го года выпуска переднего прямого моста « on: Nov 11 , 2009, 11:45:30 » Модифицировано для электронного шкафчика 3-й элемент также имеет дифференциальную броню, осевую ферму, шаровые косынки, усиленные упоры рулевого управления и модифицировано для полного гидроуправления.Поскольку мы им не пользовались и у нас есть еще 2 внедорожника, мы решили от него отказаться. 0 из 5 звезд Хорошо. 1049 долларов. Наша распорка/косынка сделана длиннее, поэтому вы можете приварить распорку к пружинному окуню для максимально прочной поддержки. Замена задней оси диаметром 75 дюймов (D44) или пружина, можно добавить больше элементов, но это минимум. Вы получите 1 пару наших стальных U-образных болтов A50 толщиной 3/8 дюйма (для 2). шарниры рычагов из-за повреждения камнями. «Toyota 8» «Корпус моста» RuffStuff — 3237 Rippey Rd # 200 Loomis, CA 95650 US; позвоните сейчас 916-600-1945 Toyota Solid Axe Swim Frame Tubes.Вам предстоит много драться со смертоносным колебанием. Вырезан из стали 1/4 дюйма. От 00 до 925 долларов США. Эта комбинация включает в себя все детали, которые вам понадобятся для замены осей на выходных. Макс Том сказал: «Почти у игрушечных полноприводных грузовиков 79-85 и 4Runner были сплошные оси. Эти 6 стальные проставки для колес из стальных заготовок размером 2 дюйма (50 мм) подходят ко всем цельным мостам Hilux. ca Toyota Алюминиевые проставки колес. 10s и добавление небольшой косынки на кожухе переднего моста. Косынка оси от Trail-Gear®. Вешалка входит в комплекты IFS Eliminator и Classic Lift.На заводе он выпускался как 85 SR5 4×4 с удлиненной кабиной Toyota Pickup / 4Runner Front Axle Gusset, 79-85. 00 Выберите опции Комплект для переоборудования передней втулки Dynatrac Dodge Free-Spin Heavy-Duty. 5L FWD 18-22 МАКСИМАЛЬНАЯ СКОРОСТЬ, одинарная прямая труба, ось-задняя выхлопная труба. Мне трудно найти запчасти для него, и местный дилерский центр Toyota мне ничем не помог. 25-дюймовые угловые пластины. 5-дюймовые пружины) с 3 штифтовыми косынками Quick View. Оцинкованы для защиты от коррозии и продаются парами со всеми фитингами. (0) Добавить в список желаний.280,00 €. Напарник с твердой осью. Комплект подвески Hilux 40 мм Tough Dog со сплошной осью. Выберите Параметры. Дейстар. )-комплект для замены, который включает в себя новый масляный поддон, все пружинные подвески и пружины, тяги и рулевой механизм, а также косынки рамы. Ищете нижние выступы для крепления амортизаторов? Размер дуг составляет 12 дюймов от центра сварного крепления рамы до центра проушины амортизатора. Просто приварите их, чтобы укрепить переднюю ось и предотвратить изгиб. Эта косынка приваривается к верхней части передней сплошной оси Toyota и помогает предотвратить изгиб картера оси.Да, 0 градусов — это нехорошо, тем более что ось будет вращаться под действием силы и артикуляции. 25 / 8. Ultimate 300M Задний полный мост с плавающей запятой для Toyota Land Cruiser 80. Рисунок с 5 проушинами, который соответствует D30, замена Toyota с листовой рессорой определенно идеальна в этой ситуации, и я обсуждал это … Наши комплекты SAS включают переднюю броня дифференциала, ступичный подшипник с косынкой верхней оси и комплекты для обслуживания поворотного кулака. Этот продукт не следует использовать способом, нарушающим федеральные законы EPA. Присоединился 9 февраля 2008 г.С этой маленькой, простой и удобной косынкой вам никогда не придется беспокоиться о прочности костяшек пальцев. 10. Может использоваться с большинством листовых рессор Toyota послепродажного обслуживания или стандартных листовых рессор 86-95 Toyota Solid Axle Swap (SAS) Kit Наши комплекты состоят из высококачественных компонентов. Технические характеристики: Гарантия: Ограниченная гарантия на 12 месяцев. Косынка верхней оси. Хотя Toyota решила некоторые из этих проблем, удлинив нижнюю ферму для моделей 1984 и 1985 годов, даже эти оси могли выиграть от большей жесткости. 120 долларов. Что-нибудь после 95, дифференциал не с той стороны и слишком узкий.Комплект из 4 звеньев с 1. косынкой прямого моста ToyotaЛучшие каски для сварки 2022
Вы когда-нибудь думали, что каска может быть защитным снаряжением для сварщика? Знаете ли вы, что, находясь в среде, где открытые электрические проводники могут повлиять на вас, вам нужна надлежащая защита с головы до ног? Эта защитная каска может сыграть решающую роль в сварке, поскольку она помогает работать безопасно и эффективно. Бюро трудовой статистики США заявляет, что сварщики, работающие в незащищенной среде, подвергаются высокому риску травм глаз на борту.
Вы когда-нибудь видели, как строители снимают шапки, когда становится слишком жарко? Это действие просто означает, что качество их каски не очень хорошее. Но какой вариант лучше? Не волнуйтесь; здесь мы обсудим удобные варианты и лучшую каску для сварки, чтобы вы могли работать в этой среде с наименьшим риском получения травмы.
В этом обзоре лучших касок мы упомянули некоторые из фантастических вариантов, которые не позволят вам разориться.Если вы не можете запланировать время для просмотра всех вариантов, упомянутых в этом обзоре, мы упростили вам эту задачу. Здесь мы сказали наш лучший выбор, который поможет вам принять мгновенное решение. Каска TR Industrial TR88011 превосходит многие другие в нашем списке лучших касок для сварки благодаря своим сложным функциям.
Лучшие каски для сварки
Итак, вот список лучших касков для сварки.
НАИМЕНОВАНИЕ ПРОДУКТА | ХАРАКТЕРИСТИКИ | ЦЕНА |
|---|---|---|
| Регулируемая ручка 1.TR Industrial TR88011 Каска | ★★★★★ | Проверить цену |
| Идеально подходит для сварщиков труб 2. Сварочная маска из стекловолокна | ★★★★★ | Проверить цену |
| Три регулировки головного убора 3. Защитная сварочная каска Jackson | ★★★★★ | Проверить цену |
| Без утечки света 4. Металловолокно от Honeywell Hard Hat | ★★★★ | Проверить цену |
| Идеально подходит для длительных операций 5.Fibre-Metal by Honeywell Термопластиковая шляпка | ★★★★ | Проверить цену |
| Изготовлен из нейлона 6. ESAB 0700000619 Каска | ★★★★★ | Проверить цену |
| Простая установка 7. Каска Miller Electric с прорезями | ★★★★★ | Проверить цену |
| Режим внешней шлифовки 8. Сварочная маска 3M Speedglas 100 | ★★★★★ | Проверить цену |
1.Каска TR Industrial TR88011
ПРОФИ
- Простой монтаж
- Регулируемая ручка
- Удобный дизайн
- Одобрено ANSI
МИНУСЫ
Комфортный:
Этот шлем правильной формы хорошо сидит и имеет ручку, которая позволяет легко отрегулировать оголовье по размеру головы. В результате он подходит для различных размеров и форм головы. Департамент транспорта (DOT) разрешил шлем TR для здоровья, безопасности и защиты.
Внешняя оболочка шлема изготовлена из легкого материала, который удобно носить на голове. Он достаточно прочен, чтобы выдерживать вред окружающей среде, но при этом обеспечивает комфорт. В шее не чувствуется тяжести. Внутри шлем имеет защитное оголовье, а также амортизацию для комфорта. Ваша голова не будет плотно соприкасаться со щитком шлема благодаря амортизации. Это действие защищает вашу голову от вредных солнечных лучей.
Система защиты органов слуха:
Этот шлем TR предлагает систему защиты органов слуха, которая защищает как ваши уши, так и череп.Эта функция гарантирует, что все виды работ будут полностью защищены. Это также помогает уменьшить фоновый шум.
Защита глаз:
В комплект к шлему входит пластиковый визор и сетчатый визор. Это защитные маски для лица от насекомых, которые защищают глаза и все лицо. Он также защищает глаза от воздействия загрязняющих веществ. Вы можете переключаться между ними, когда захотите. Если вы не хотите использовать какие-либо из них, вы можете удалить их полностью.
Вердикт:
Мы рекомендуем вам выбрать этот продукт, упомянутый выше, так как он имеет встроенный сетчатый экран, который обеспечит вам наилучшую защиту при работе с кусторезами и бензопилами.
2. Сварочная маска из стекловолокна
ПРОФИ
- Легкий и удобный
- Подходит для сварки труб.
- Влагостойкий
- Высококачественный термопласт
МИНУСЫ
Более простая конструкция и доступная цена:
Этот шлем выделяется из толпы благодаря своему особому дизайну.Сварочные капюшоны в настоящее время имеют дурацкие головные уборы и компьютерные функции. Трубопроводы делают его доступным, обеспечивая взрывобезопасный кожух по доступной цене для большинства сварщиков.
Благодаря уникальному стекловолокну Honeywell этот кожух чрезвычайно прочный, или «металловолокно», как его называют. Он может выдерживать большое давление и неправильное использование без трещин. Это преимущество является значительным преимуществом, если вы осторожно пользуетесь своим оборудованием.
Хорошо спроектированный:
Этот шлем защищает вас со всех сторон благодаря своей овальной форме и отличному изгибу.Он защищает всю поверхность от искр и брызг, что делает его идеальным для потолочной сварки и сварки в нерабочем положении. Многие вытяжки не имеют надлежащей полировки, чтобы защитить сварщика от искр, что может привести к пожару. Вы можете быть уверены, что искры будут искривляться при использовании Pipeliner, независимо от того, какой сварной шов вы производите.
Легкое искрообразование:
Эта защитная каска изготовлена из высококачественного материала SuperGlas Plus, что делает ее прочной и способной отражать излучение и искры.Этот материал также отличается высокой прочностью и водонепроницаемостью, а также способностью выдерживать любую силу, способную вызвать трещины.
Вердикт:
Компактный дизайн этой каски привлекает многих сварщиков, поскольку теперь они могут добраться до мест, где нет места для обычной и стандартной каски.
3. Защитная сварочная маска Jackson
ПРОФИ
- Оптимальная безопасность
- Три регулировки головного убора
- Удобная и легкая конструкция
- Безопасен в использовании.
МИНУСЫ
- Имеет только два датчика.
Прочный и удобный:
Этот превосходно сконструированный шлем порадует легион верных пользователей своим комфортом и долговечностью. NexGen использует солнечную энергию и перезаряжаемые литий-ионные батареи. Обозначение фильтра NexGen 3-в-1 происходит от шлифовки, сварки и использования фонарика. Некоторые пользователи сообщают, что сзади них исходит много света, что может вызывать беспокойство.
Для дополнительной безопасности бленда имеет цифровое управление уровнем тени, продолжительностью задержки и чувствительностью. Вы можете настроить оттенок от 9 до 13, а оболочка легкая, гибкая и долговечная.
Улучшенная оптика:
Он имеет высококачественную оптику, цифровое затемнение, настройки чувствительности и времени реакции, а также перезаряжаемый литий-ионный аккумулятор по низкой цене.
В сериях HLX100 и HSL100 фильтрующий блок Insight ADF является взаимозаменяемым.На фартуке серия HSL изогнута наружу. Как и некоторые другие пользователи, если вы считаете, что защита шеи слишком тонкая, вы можете приобрести корпус серии HSL и перейти на этот дизайн, не тратя целое состояние.
Фильтр с автоматическим затемнением:
В этот шлем входит надежный автоматический затемняющий фильтр с цветовым спектром от 9 до 13. Вы можете изменить чувствительность и задержку в дополнение к оттенку. Это действие позволяет настроить параметры для различных сред или задач.Для слаботочной сварки TIG можно выбрать самую высокую чувствительность или самую слабую для шлифовки.
Вердикт:
Откажитесь от поиска шлема с высоким оптическим качеством и приобретите продукт, упомянутый выше, чтобы получить преимущество во время следующего сварочного сеанса.
4. Металловолоконная каска Honeywell
ПРОФИ
- Без утечки света
- Высококачественная защита
- Полнополая каска
- Напульсник из ткани хорошего качества
МИНУСЫ
Устойчивость к теплу и искрам:
Поскольку гладкая бесшовная оболочка отражает искры и брызги, снижая риск возгорания, эта сварочная маска изготовлена из термопластичного материала Noryl, обладающего отличной термостойкостью.Кроме того, быстросъемная система обеспечивает частое надевание и снятие защитных касок; он полностью адаптируется к любому стилю шлема и не требует никаких инструментов или изменений.
Высокопрочный:
Эти защитные металлические каски невероятно прочны и долговечны, поэтому вам не придется их заменять и тратить деньги. Сколы, шелушение и выцветание предотвращаются с помощью горшечной краски. Серебряное покрытие превосходит отраслевые нормы в отношении износа, адгезии, устойчивости к атмосферным воздействиям и выделения тепла для снижения внутренней температуры.
Четкое зрение:
Устали носить платный шлем на работу и видеть размытым? Если это так, отложите поиск и примените упомянутое выше оборудование для более четкого обзора при сварке, даже во время длительных совещаний. Емкость из литого стекла с уникальной складывающейся 2 x 4 1 «4» телескопической крышкой; Крышки также защищают от утечки света; Цвет 10 сварочных очков; место для очков и респираторов.
Вердикт:
Этот шлем выбрали 10 из 7 человек, поэтому мы также рекомендуем вам выбрать этот шлем, поскольку он обеспечивает практичную защиту, не тратя при этом много денег.Кроме того, он стратегически разработан, чтобы обеспечить простоту использования благодаря технологии быстрой блокировки.
5. Fibre-Metal от Honeywell Термопластиковая шляпка
ПРОФИ
- Легкий
- Идеально подходит для длительных операций
- Соотношение цены и качества
- Подгонка по индивидуальному заказу
- Имеет несколько вариантов цвета.
МИНУСЫ
Модернизированная система управления энергопотреблением:
Инновационная система контроля энергии удара SUPER EIGHT поднимает планку защитных характеристик.Гладкая оболочка изгибается, поглощает и высвобождает часть ударной энергии в случае удара. Система подвески получает уменьшенную энергию удара в восьми научно определенных точках вокруг крышки, распределяя силу по более широкой области головы и снижая опасность коллапса в любой момент во время повседневного использования.
Удобный дизайн:
Низкий центр тяжести, различные варианты регулировки и выбор полноразмерных налобных лент, фиксирующая головка или уникальный SWINGSTRAP обеспечивают идеальную посадку и ощущение оптимального комфорта.Это идеально подходит для случаев, когда вы должны использовать сварочный шлем, маску или защитные очки в дополнение к защите головы. Удобство 360-градусной налобной ленты сочетается со стабильностью и простотой регулировки подголовника.
Идеально подходит для более длительных операций:
Восемь точек опоры на подвеске предназначены для стабилизации и балансировки шлема для длительного комфорта при повседневном использовании. Итак, если вы опытный сварщик и ищете красивый сварочный колпачок, который обеспечит вам комфорт при более длинных сварных швах, не ищите дальше.Это также может сэкономить вам много времени, которое вы потратили бы на настройку ранее. Он включает в себя 8-точечную фиксирующую систему подвески, которую легко модифицировать. Он легко адаптируется к любому размеру головы, просто поворачивая руль.
Вердикт:
Эта каска будет отражать все падающие предметы, поскольку она обеспечит вам защиту от ударов благодаря форме кепки, которая даст пользователям продукт с более гладкой конструкцией верхней части.
6.ESAB 0700000619 Каска
ПРОФИ
- Отличный зазор головки
- Нейлоновая оболочка
- Цветное сенсорное управление
- Легкий корпус
МИНУСЫ
- Нейлоновая оболочка не устойчива к царапинам.
Дизайн:
Изогнутая форма также должна дополнять головной убор. Во избежание столкновений изогнутые линзы обеспечивают хороший периферийный обзор.Однако многие владельцы утверждают, что плотная сварка приводит к искажению линз. Замена детали обходится дорого, поскольку она не стандартизирована в отрасли. В этом окне просмотра некоторые пользователи жаловались на блики и эффекты «рыбий глаз».
5-точечный шлем:
Головной убор с 5 точками — это одна из областей, где ESAB, похоже, добился успеха. Многие каски имеют форму корзины, которая надевается через голову, и эта тоже. Для сложных условий сварки, например сна на боку, 5-точечное оголовье позволяет перемещать вес шлема в разных направлениях.
Используемый материал:
Полиамид-нейлон, относительно тонкий материал, используется для изготовления этого шлема. Этот материал легкий из-за его уровня устойчивости к ударам, грязи, шлаку и искрам. Вы можете отрегулировать верхнюю и заднюю часть головного убора. Еще один элемент, который добавляет немного веса, но повышает комфорт и баланс. Однако нейлоновая оболочка шлема легко царапается, и некоторые клиенты выразили недовольство используемым материалом.
Вердикт:
Не упустите возможность приобрести лучшую каску с превосходным дизайном, которая поможет вам работать в комфортных условиях только благодаря своей конструкции. Мы рекомендуем вам выбрать этот шлем без колебаний, так как каждая копейка, которую вы потратите на него, будет того стоить.
7. Каска Miller Electric Dignity Infinity
ПРОФИ
- Три оттенка фильтра
- Простота установки.
- Автоматическое выключение и включение.
- Удобный головной убор
МИНУСЫ
Производительность:
Digital Infinity — один из самых превосходных шлемов Миллера с площадью дисплея 13,4 квадратных метра. Вы не найдете более важного смотрового окна, которое позволяет четко видеть, когда вам нужно место в людном месте, и может видеть работу только под углом. Благодаря яркости 1/1/1/2 технология Miller Clear Light обеспечивает оптику с высоким разрешением и реалистичными цветами.
Нет проблем с запуском:
При ярком солнечном свете положение X отключает затвор. С другой стороны, процедура слаботочной сварки, такая как TIG, может воздействовать на фильтры с переменным затемнением, и фильтр очищается во время сварки. Вместо световых датчиков для обнаружения дуги в X-режиме используются электромагнитные датчики, что устраняет эти проблемы с запуском.
Четыре режима:
Для тяжелой сварки и резки шлем имеет четыре цифровых режима гибкости.Диапазон режимов сварки от 8 до 13, режим резки от 5 до 8, режим шлифования от 3 до 8 и режим X от 8 до 13. Кроме того, линза активируется во время хода листа с помощью автоматического включения / выключения питания. управление. Пользователь может просто изменить режим и настройки благодаря улучшенному цифровому управлению.
Вердикт:
Прекратите поиски лучшей сварочной каски, так как эта электрическая каска Miller предоставит вам все необходимое, предоставляя вам лучшие функции и производительность.
8. Сварочная маска 3M Speedglas 100
ПРОФИ
- Быстродействие
- Обладает режимом внешнего шлифования.
- Иметь удобные боковые окна.
- Фильтр с автоматическим затемнением
МИНУСЫ
Уменьшенный зеленый цвет:
Когда вы смотрите на свою работу через стекло, она имеет менее зеленый цвет. Предполагается, что естественные оттенки облегчают просмотр вашей работы и регулируют выделение пота.Шлемы в этой ценовой категории предназначены для профессионалов, и некоторые сварщики сообщают, что их головной убор расшатывается, что обычно является незначительной проблемой.
Кнопка режима помола:
Кнопка шлифования на каске предназначена для использования в перчатках. Переключатель освещает окно и регулирует вытяжку от 5 до 13, позволяя вам сосредоточиться на других вещах. Когда вы наклоняетесь, чтобы вернуться к работе, стекло снова темнеет. Оптика подсвечивается до наступления темноты, когда вы заканчиваете сварку.Он также имеет два предустановленных режима, которые позволяют быстро выбирать из сохраненных наборов темных настроек.
Автоматическое исполнение:
Шлем 3M Speedglas активируется в самой современной настройке, и стекло немедленно отключается для сохранения батарей. Профессиональные особенности этого шлема включают вентиляционные отверстия и боковые окна, что делает его более удобным при длительном ношении. Единственный недостаток, который мы обнаружили, — матовая поверхность, которую сложнее чистить.
Вердикт:
Эта каска может стать вашим исключительным выбором, не тратя целое состояние. Он предоставит вам три датчика дуги и два режима памяти затемнения стекла.
Руководство по покупке лучшей каски для сварки:
Инфографика : Лучшая каска для сваркиТеперь, когда все разумные варианты перед вами, вы можете активизировать игру и инвестировать в соответствующий продукт. Выбор правильного варианта требует тщательного исследования, чтобы не разориться на чем-то, что того не стоит.Предоставляя вам это руководство, мы сделали его более управляемым для вас, чтобы решить, что купить.
Если вы новичок в области сварки, обязательно ознакомьтесь со всеми ценными функциями, упомянутыми в этом руководстве. Эти функции позволят вам узнать, стоит ли тратиться на выбранный вами продукт. После этого мы ответили на некоторые из вопросов, которые обычно задают о касках для сварки.
Легкий:
Выберите защитную каску из современных и легких материалов.Как было сказано ранее, композитные материалы и даже АБС-пластики достаточно дороги, если они ударяют по железу ANSI для удара, но они также имеют преимущество в том, что они легкие. Позвольте ему быть купленным от вашего ремесленного шлема на шапке из легкого материала.
Одобрено ANSI:
Выберите шлем, одобренный ANSI. Каждый шлем должен соответствовать требованиям ANSI Z89.1-2014. Подголовники типа 1 используются для защиты головы, тогда как подголовники типа II используются для защиты от бокового удара.Другие классификации включают «G» для общего, «E» для электрического и «C» для проводящего. Прочтите стандарт, оцените свою рабочую среду и выберите тип и класс защитной каски, соответствующие вашим потребностям.
Регулируемая индивидуальная посадка:
Выберите шлем, который можно отрегулировать для уникальной посадки; комфорт имеет решающее значение для приемлемости для пользователя. Легкие защитные каски менее громоздки, но они проводят больше времени в шкафу прихожей, шкафу или на верстаке, чем на голове, если они неправильно подогнаны.
Пользователь может изменить размер и положение своего шлема для максимального комфорта и производительности. Удобство и гибкость, а также приемлемость повышаются за счет таких функций, как набивка вокруг лба или барьерный головной убор, а также абсорбирующие материалы.
Часто задаваемые вопросы:
Как выбрать каску?
Вы должны искать легкую и удобную шапку из хорошего материала. Комфорт — это то, за что платят все; Вы должны искать исключительно удобную кепку.
Какого цвета каску мне следует носить?
Если вы работаете на тяжелой технике, вы можете выбрать каску желтого цвета. С другой стороны, рабочие, связанные со строительством, могут выбрать шляпу синего цвета.
Носят ли сварщики каски?
Раньше у сварщиков не было возможности защитить голову, поэтому они носили каски, чтобы защитить себя от резких лучей, испускаемых во время сварки.
Как надеть сварочную маску на каску?
Под капотом почти половина сварщиков компании до сих пор носит каски.Это то, чего не делает ни один подрядчик по сварке, по крайней мере, для нас. Несколько предприятий продают аксессуар для крепления сварочного капюшона к каске.
Что нельзя надевать при сварке?
Во время сварки убедитесь, что на вас нет украшений или колец. Кроме того, избегайте ношения синтетических или синтетических смесей, потому что они могут быстро сгореть и привести к сильнейшим ожогам кожи.
Заключение:
Теперь, когда все варианты, достойные рассмотрения, находятся перед вами, вы можете принять правильное решение и выбрать правильный вариант для своей работы.