Принцип работы сварочного инвертора: что полезно знать?
Без сварочного инвертора сегодня вряд ли обойдется производство, строительство или быт, поскольку при соединительных работах различной степени сложности помогает присутствие сварочного аппарата. Под обличием сварочного инвертора скрываются инверторные преобразователи напряжения на широкий диапазон мощностей, от единиц ватт до десятков киловатт. Принцип работы сварочного инвертора позволяет понять его устройство и другие важные моменты, а поэтому считаем необходимым подробный обзор данного приспособления.
Ближе к сути
Особенность сварочного инвертора заключается в возможности его работы на статическую нагрузку. За минувшие несколько десятилетий инверторные преобразователи токов стали использоваться в условиях построения электросварочных аппаратов, конструкция которых располагает нагрузкой в виде электрической дуги. Но обо всем по порядку.
Принцип работы (рис. 1)
Принцип работы любого сварочного аппарата построен на преобразовании переменного тока напряжением 220В или 380В с частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками по напряжению холостого хода, рабочему параметру, а также подающей вольтамперной характеристике.
Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, которые основаны на диодно мостовых схемах сварочных выпрямителей. В том случае, если на обыкновенных выпрямителях производится однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае с использованием сварочного инвертора применяется многократное преобразование по напряжению, частоте, а также выпрямлению. Разумеется, что качественные технические параметры выпрямленного тока производятся выше.
Принцип работы рассматриваемого сварочного аппарата разбирается на основании работы последовательного инвертора. На рисунке находится изображение структурной схемы.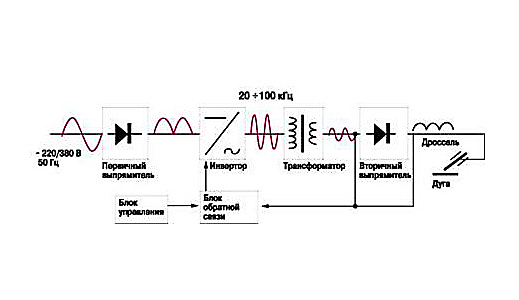
Преобразованием переменного сварочного тока занимается первичный сетевой выпрямитель, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным. Постоянный рабочий параметр сглаживается посредством сетевого фильтра, после чего производится его подача на частотный преобразователь для последующего преобразования в переменный высокочастотный параметр.
Частота сварочного тока может достигать пределов 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор производит понижение рабочего параметра высокой частоты до предела напряжения холостого сварочного тока. Выпрямление высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства во вторичном выпрямляющем блоке.
Силовой выпрямительный блок располагает сглаживающими ёмкостными фильтрами для последующего улучшения качественных показателей выпрямителей тока. В свою очередь, управляющий модуль производит контроль, а также изменение характеристик работы рассматриваемого инверторного аппарата.
Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в области применения импульсного резонанса. Данное направление является новым в области электротехники, с появлением которого стало возможным уменьшение габаритов громоздких сварочных устройств, функционирование которых основано на классической электротехнике.
Нужно заметить, что любое оборудование, основанное на принципиальные инверторные преобразования рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные принципиальные схемы управления и преобразования позволяют снизить их надежность, а все остальные преимущественные стороны работы инверторов могут поспорить с соединительными работами во многих отраслях.
Структурная схема
Рисунок состоит из трех основных блоков:
- На входе схемы располагается выпрямитель с ёмкостью, которая подключена параллельно. Относительно роли конденсаторов схемы, то они служат в качестве накопителей, с помощью которых появляется возможность поднимать напряжение постоянного тока до показателя 300В;
- Модуля рассматриваемого аппарата, посредством которого постоянный ток преобразуется в высокочастотный переменный;
- Выходного выпрямительного блока, преобразующего переменный ток после аппарата в постоянный рабочий параметр.
Разные решения модульного блока, который имеют принципиальные схемы инвертора, становятся доступными для понимания благодаря всматриванию в предоставленные схемы.
Двухконтактный модуль (мостовая схема — рис. 2)
Двухполярные импульсы в мостовом типе образуются за счет парной эксплуатации ключевых транзисторов (VT1-VT3; VT2-VT4), сквозь которые проходит половина тока от моста. Разумеется, показатель напряжения будет составлять половину от ёмкости «С».
Двухконтактный модуль (полумостовая схема – рис. 3)
В этом случае полумостовой модуль снаряжен емкостным делителем на транзисторах, а также в первичной обмотке будет составлять 0,5 от значения на входе устройства. В результате этого при питании от выпрямителя на входе установки напряжение будет составлять 150В. Рисунок данной схемы при значительных рабочих токах используются мощные транзисторы. Потребление рабочего параметра сети повышено, если производить сравнение с полным мостом.
Инверторный модуль (косой полумост — 4)
На изображение данной схемы ключевые транзисторы VT1-VT2 функционируют одновременно на отпирании, а также запирание. Показатель напряжение в транзисторах не достигает 0,5 напряжения на входе.
Принцип работы сварочного инвертора
Преобразование переменного тока в постоянный осуществляется с помощью выпрямителей на основе диодного моста. Получить переменный ток из постоянного также возможно, только для этого понадобится совершенно другой прибор – инвертор переменного тока. Данные устройства используются не только в виде преобразователей, но и в других электротехнических устройствах, например, в сварке.
Особенности инверторной сварки
В отличие от обычной сварки, работа инверторной аппаратуры имеет свои особенности. Основой конструкции служит инвертор, осуществляющий преобразование постоянного тока в переменное напряжение высокой частоты.
Рабочий процесс и принцип работы сварочного инвертора выглядит следующим образом:
- К выпрямителю, установленному на входе, поступает сетевое напряжение 220 вольт, частотой 50 Гц. Далее оно попадает в так называемый косой диодный мост, состоящий из ключевых транзисторов.
- В этом мосту происходит формирование высокочастотных прямоугольных импульсов, достигающий 50 кГц. Благодаря такому преобразованию в схеме стало возможным импульсного понижающего трансформатора высокой частоты. Использование этого прибора означает понижение высокочастотного напряжения до требуемого рабочего значения.
- Выпрямитель, установленный на выходе, преобразует полученное напряжение с нужной амплитудой в рабочее, которое и будет использоваться во время проведения сварочных работ.
Специальный материал сердечника трансформатора позволил сделать все устройство относительно легким и компактным. Удачные технические решения и специальные компоненты, использованные в конструкции инвертора, дали возможность получить на выходе сварочный аппарат, не подверженный влиянию скачков и перепадов постоянного тока и сетевого напряжения. При его выходе за допустимые пределы потребления, устройство полностью отключается, на что указывает загоревшаяся аварийная лампочка желтого цвета.
Удачные технические решения и специальные компоненты, использованные в конструкции инвертора, дали возможность получить на выходе сварочный аппарат, не подверженный влиянию скачков и перепадов постоянного тока и сетевого напряжения. При его выходе за допустимые пределы потребления, устройство полностью отключается, на что указывает загоревшаяся аварийная лампочка желтого цвета.
Чтобы до конца понять возможности сварочного инвертора, необходимо знать, устройство сварочного инвертора и на каких принципах он работает.
Устройство и принцип работы
Прежде чем рассматривать вопрос, как работает сварочный инвертор, нужно вспомнить конструкцию обычного аппарата и потом сравнить оба устройства. Старые приборы для сварки конструировались на основе силового трансформатора повышенной мощности. Он выполнял понижение переменного сетевого напряжения, а на его вторичной обмотке появлялись высокие токи – от десятков до сотен ампер, необходимые для сварочного процесса.
Ток на вторичной обмотке увеличивался в такой же степени, в какой происходило понижение напряжения. Для этого в качестве обмотки использовался провод большого диаметра со сниженным количеством витков. Требуемая высокая мощность, работа на сетевой частоте 50 Гц привели к тому, что размеры и масса обычной сварочной аппаратуры получились очень большими и громоздкими. Это создавало массу неудобств при перемещениях во время работы с одного места на другое.
Разработка сварочных инверторов постоянного тока позволила полностью устранить эти недостатки, особенно потребление энергии. Рабочая частота, увеличенная до 60-80 кгц и выше, привела к снижению габаритных размеров и массы устройства. Например, при росте частоты преобразованного напряжения в 4 раза, размеры трансформатора снижаются примерно в 2 раза. В конце концов уменьшается вес всего аппарата, он становится менее материалоемким за счет экономии меди и прочих дорогостоящих материалов.
Теперь следует разобраться, для чего нужен инвертор и откуда же берутся токи с высокой частотой в 60-80 кГц, когда в электрической сети этот показатель составляет всего 50 Гц. Требуемый результат получается за счет использования инверторной схемы, в состав которой входят мощные ключевые транзисторы. Их переключение как раз и позволяет получить требуемую высокую частоту. Этот процесс запускается после подачи на них постоянного напряжения, поступающего через выпрямитель.
Требуемый результат получается за счет использования инверторной схемы, в состав которой входят мощные ключевые транзисторы. Их переключение как раз и позволяет получить требуемую высокую частоту. Этот процесс запускается после подачи на них постоянного напряжения, поступающего через выпрямитель.
Выпрямление сетевого напряжения осуществляется за счет работы мощного диодного моста с последующим сглаживанием фильтрами-конденсаторами. Это первый этап преобразования, в конце которого образуется постоянное напряжение величиной 220 В и выше. Именно оно выступает в качестве источника питания самого инвертора, транзисторы которого соединены с понижающим трансформатором. Переключение транзисторов происходит на высокой частоте, поэтому и трансформатор будет работать на такой же частоте – 60-80 кГц.
При работе на таких сверхчастотах уже не нужны громоздкие устройства, поэтому размеры трансформатора существенно уменьшаются, а потребляемая мощность сварочного инвертора остается такой же, как у обычного аппарата, работающего на 50 Гц.
Регулировка и управление сварочным током
Для регулировки сварочного тока в инверторных устройствах предусмотрен специальный электронный регулятор. Конкретные параметры выбираются потенциометром, размещенном на передней панели устройства. Его ручка вращается и постепенно устанавливается определенный уровень первоначального напряжения на входе. Здесь расположены логические элементы, созданные в виде операционных усилителей.
На выходе находится датчик тока, с которого по линии обратной связи поступает сигнал. С помощью компаратора осуществляется сравнение фактически полученного напряжения с уровнем напряжения, заданного при регулировке потенциометром.
Если уровни напряжений не совпадают, в этом случае импульс, поступающий на контроллер, изменит свою амплитуду. Одновременно изменится и скважность самих импульсов, выдаваемых контроллером. В результате, режим переключения транзисторов также изменится, оказывая тем самым влияние на величину сварочного тока. Суть данной схемы заключается в поддержании определенного равновесия и значения между фактическим и заданным током, обеспечивая его стабильное состояние.
Суть данной схемы заключается в поддержании определенного равновесия и значения между фактическим и заданным током, обеспечивая его стабильное состояние.
Рассматриваемая схема носит достаточно общий характер и служит примером взаимодействия узлов, деталей и блоков во всех инверторах. Более детальные электрические схемы в разных моделях могут отличаться своими конструктивными особенностями.
Работа автоматики в сварочной аппаратуре:
- Функция Ark Force. Предназначена для форсирования или увеличения мощности электрической дуги. Это нужно в тех случаях, когда капля металла с расплавленного электрода своевременно не отрывается и зависает, снижая размеры зазора. В результате, электрод может прилипнуть к заготовке, поэтому сварочный ток на короткое время увеличивается и быстро сдувает металлическую каплю.
- Функция Anti Stick. В самом начале при возникновении дуги возможно прилипание электрода к свариваемой детали. В этот момент ток резко снижается, электрод отрывается, и аппаратура возвращается в первоначальное состояние.
- Функция Hot Start. Данная опция создана, чтобы облегчить запуск электрической дуги. В момент розжига, когда электрод отрывается от заготовки, сварочный ток резко увеличивается на короткое время, после чего возникает стабильная дуга.
Действие автоматики в комплексе обеспечивает быструю работу инверторного устройства, высокое качество сварных швов.
Технические характеристики
Несмотря на разные типы инверторов, представленных на рынке электротехнических изделий, все они обладают одними теми же параметрами и характеристиками. Разница заключается лишь в величине этих показателей, что дает возможность выбора наиболее подходящего аппарата.
Среди них можно отметить следующие:
- Сварочный ток, имеющий широкий диапазон регулировок. У профессиональных аппаратов он больше, а у бытовых устройств – меньше.
- Продолжительность непрерывной работы на определенном значении выбранного сварочного тока.

- Наличие холостого хода, высокая потребляемая мощность инвертора.
- Зависимость от напряжения и других параметров электросети.

Все основные показатели напрямую связаны с характеристиками выпрямителя, установленного на входе, и с самим преобразователем частоты. Большое значение имеет мощность. Промышленные аппараты выпускаются достаточно мощными – до 20 кВт. В быту такое оборудование не используется, поскольку обычные сети просто не выдержат высоких нагрузок. От величины мощности зависит и стоимость того или иного устройства.
Все виды инверторов современных модификаций могут выполнять несколько основных операций:
- Сварка в полуавтоматическом режиме с использованием инертных газов или углекислоты.
- Ручная дуговая сварка обычными электродами.
- Аргонодуговая сварка в защитной газовой среде. Для выполнения этой функции устройства могут быть укомплектованы дополнительными опциями – бесконтактным зажиганием дуги, постепенным понижением силы тока, регулировкой продолжительности обдува газами, импульсным режимом и другими.
Несколько дополнительных функций обеспечивают более удобную и комфортную работу на сварочной аппаратуре:
- После окончания подачи проволоки она автоматически дожигается. Эта опция получила название мягкого финиша преобразователя.
- Синергетика – автоматическая подстройка сварочных параметров до заранее заданных значений, выставленных регулировками.
- С помощью функции двух тактов подача проволоки переключается с режима автоматики на ручной и обратно.
- Опция индуктивности снижает разбрызгивание металла. С ее помощью контролируется стабильность дуги и ширина сварного шва.
Преимущества и недостатки
Устройство для сварки инверторного типа обладает рядом несомненных преимуществ. Это оборудование считается очень надежным и простым в обращении. От сварщика требуется лишь плавно и равномерно перемещать электрод над соединительным швом, не касаясь поверхности изделия.
Достоинствами сварочных инверторов являются следующие:
- Многие операции осуществляются в автоматическом режиме. При возникновении нештатных ситуаций автоматика срабатывает и быстро отключает аппаратуру, спасая трансформатор от перегрева.
- Высокая мощность инвертора, такая же как у трансформаторов низкой частоты.
- Небольшие габаритные размеры и масса, облегчающие перемещение оборудования в пределах рабочего места.
- Широкий диапазон настроек тока и других сварочных параметров оборудования.
- Высокая эффективность при незначительном расходе электродов, совместимость аппаратуры с различными типами проволоки и электродов.
- Возможность выполнения работ в любых положениях.
Известно, что идеального оборудования не существует, поэтому и сварочные инверторы имеют определенные минусы:
- Сварочные инверторы отличаются высокой стоимостью, примерно в 2 раза превышающей цену обычной сварки.
- Оборудование может выйти из строя даже из-за незначительного сбоя в электронике. Аппаратура требует регулярной чистки сжатым воздухом.
- Большое количество электроники накладывает ограничения на применение их в условиях повышенной влажности, например, во время дождя.
- Некоторые устройства при сварке очень чутко реагируют на перепады температур.
- Не всегда возможна резка толстых металлов из-за скачков сетевого напряжения.
- Дорогостоящий ремонт, который может достигать 25-30% от общей стоимости всего агрегата.
Инверторные источники питания принцип работы
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу.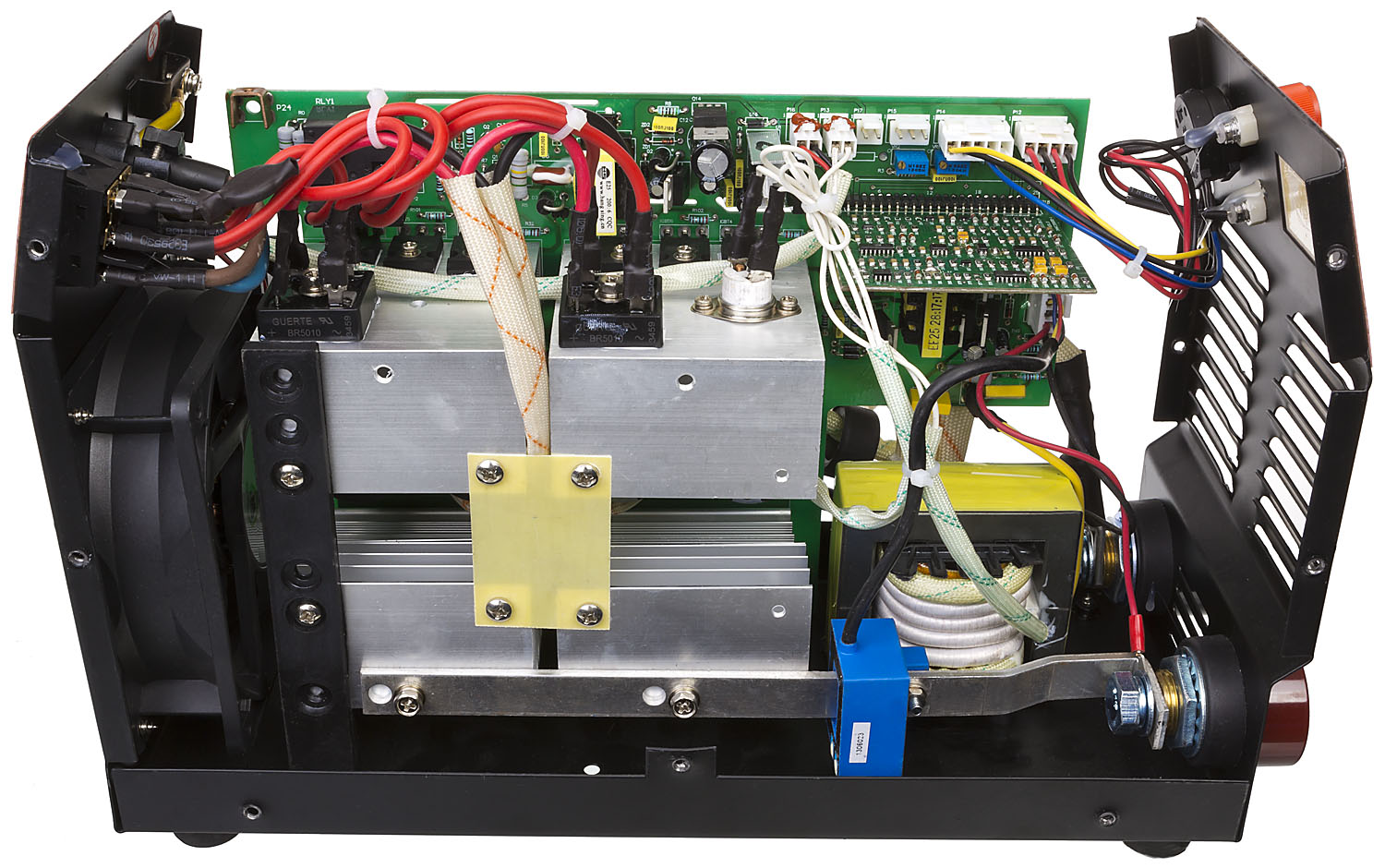
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы – это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Как устроен и работает сварочный инвертор на видео:
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» – для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15 о С эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы – качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите на видео:
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы.
Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Сварочные инверторы «Ресаната»:
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские “Selco” и “Helvi”, французский “Gysmi”, корейский “Power Man”, немецкий “Fubag”, также есть российский инверторный сварочный аппарат “Торус”.
А вы используете в работе сварочный инвертор? Поделитесь своими впечатлениями!
В большинстве современных электронных устройств практически не используются аналоговые (трансформаторные) блоки питания, им на смену пришли импульсные преобразователи напряжения.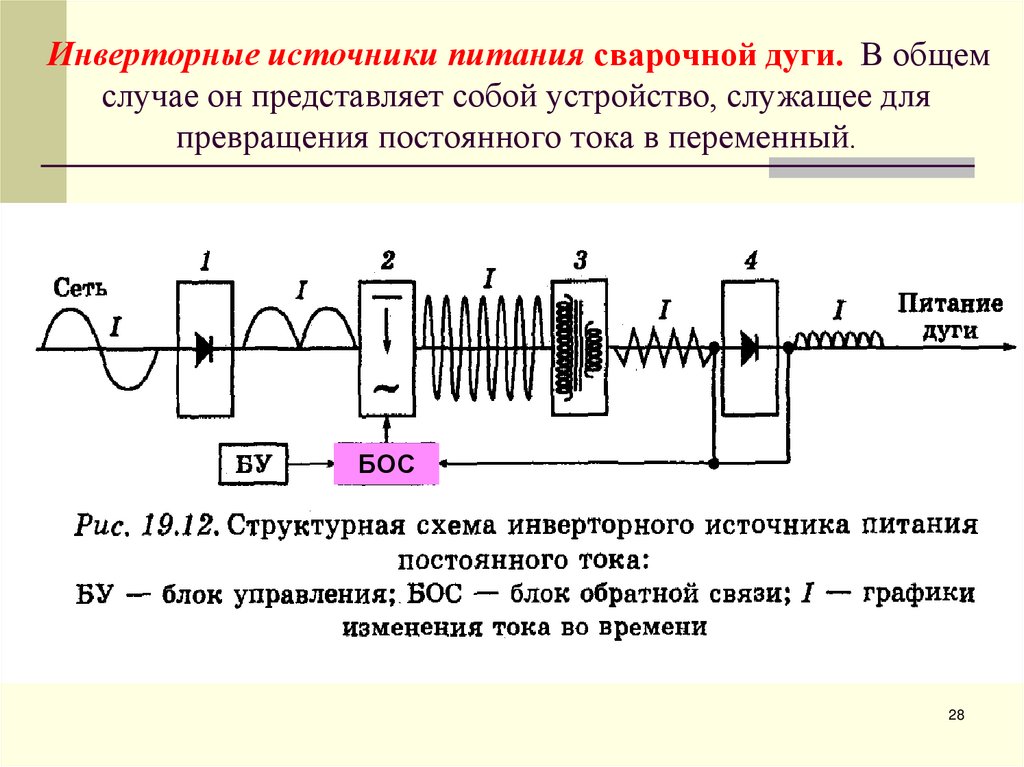 Чтобы понять, почему так произошло, необходимо рассмотреть конструктивные особенности, а также сильные и слабы стороны этих устройств. Мы также расскажем о назначении основных компонентов импульсных источников, приведем простой пример реализации, который может быть собран своими руками.
Чтобы понять, почему так произошло, необходимо рассмотреть конструктивные особенности, а также сильные и слабы стороны этих устройств. Мы также расскажем о назначении основных компонентов импульсных источников, приведем простой пример реализации, который может быть собран своими руками.
Конструктивные особенности и принцип работы
Из нескольких способов преобразования напряжения для питания электронных компонентов, можно выделить два, получивших наибольшее распространение:
- Аналоговый, основным элементом которого является понижающий трансформатор, помимо основной функции еще и обеспечивающий гальваническую развязку.
- Импульсный принцип.
Рассмотрим, чем отличаются эти два варианта.
БП на основе силового трансформатора
Рассмотрим упрощенную структурную схему данного устройства. Как видно из рисунка, на входе установлен понижающий трансформатор, с его помощью производится преобразование амплитуды питающего напряжения, например из 220 В получаем 15 В. Следующий блок – выпрямитель, его задача преобразовать синусоидальный ток в импульсный (гармоника показана над условным изображением). Для этой цели используются выпрямительные полупроводниковые элементы (диоды), подключенные по мостовой схеме. Их принцип работы можно найти на нашем сайте.
Упрощенная структурная схема аналогового БП
Следующий блок играет выполняет две функции: сглаживает напряжение (для этой цели используется конденсатор соответствующей емкости) и стабилизирует его. Последнее необходимо, чтобы напряжение «не проваливалось» при увеличении нагрузки.
Приведенная структурная схема сильно упрощена, как правило, в источнике данного типа имеется входной фильтр и защитные цепи, но для объяснения работы устройства это не принципиально.
Все недостатки приведенного варианта прямо или косвенно связаны с основным элементом конструкции – трансформатором. Во-первых, его вес и габариты, ограничивают миниатюризацию. Чтобы не быть голословным приведем в качестве примера понижающий трансформатор 220/12 В номинальной мощностью 250 Вт. Вес такого агрегата – около 4-х килограмм, габариты 125х124х89 мм. Можете представить, сколько бы весила зарядка для ноутбука на его основе.
Вес такого агрегата – около 4-х килограмм, габариты 125х124х89 мм. Можете представить, сколько бы весила зарядка для ноутбука на его основе.
Понижающий трансформатор ОСО-0,25 220/12
Во-вторых, цена таких устройств порой многократно превосходит суммарную стоимость остальных компонентов.
Импульсные устройства
Как видно из структурной схемы, приведенной на рисунке 3, принцип работы данных устройств существенно отличается от аналоговых преобразователей, в первую очередь, отсутствием входного понижающего трансформатора.
Рисунок 3. Структурная схема импульсного блока питания
Рассмотрим алгоритм работы такого источника:
- Питание поступает на сетевой фильтр, его задача минимизировать сетевые помехи, как входящие, так и исходящие, возникающие вследствие работы.
- Далее вступает в работу блок преобразования синусоидального напряжения в импульсное постоянное и сглаживающий фильтр.
- На следующем этапе к процессу подключается инвертор, его задача связана с формированием прямоугольных высокочастотных сигналов. Обратная связь с инвертором осуществляется через блок управления.
- Следующий блок – ИТ, он необходим для автоматического генераторного режима, подачи напряжения на цепи, защиты, управления контроллером, а также нагрузку. Помимо этого в задачу ИТ входит обеспечение гальванической развязки между цепями высокого и низкого напряжения.
В отличие от понижающего трансформатора, сердечник этого устройства изготавливается из ферримагнитных материалов, это способствует надежной передачи ВЧ сигналов, которые могут быть в диапазоне 20-100 кГц. Характерная особенность ИТ заключается в том, что при его подключении критично включение начала и конца обмоток. Небольшие размеры этого устройства позволяют изготавливать приборы миниатюрных размеров, в качестве примера можно привести электронную обвязку (балласт) светодиодной или энергосберегающей лампы.
Теперь, как и обещали, рассмотрим принцип работы основного элемента данного устройства – инвертора.
Как работает инвертор?
ВЧ модуляцию, можно сделать тремя способами:
- частотно-импульсным;
- фазо-импульсным;
- широтно-импульсным.
На практике применяется последний вариант. Это связано как с простотой исполнения, так и тем, что у ШИМ неизменна коммуникационная частота, в отличие от двух остальных способов модуляции. Структурная схема, описывающая работу контролера, показана ниже.
Структурная схема ШИМ-контролера и осциллограммы основных сигналов
Алгоритм работы устройства следующий:
Генератор задающей частоты формирует серию прямоугольных сигналов, частота которых соответствует опорной. На основе этого сигнала формируется UП пилообразной формы, поступающее на вход компаратора КШИМ. Ко второму входу этого устройства подводится сигнал UУС, поступающий с регулирующего усилителя. Сформированный этим усилителем сигнал соответствует пропорциональной разности UП (опорное напряжение) и UРС (регулирующий сигнал от цепи обратной связи). То есть, управляющий сигнал UУС, по сути, напряжением рассогласования с уровнем, зависящим как от тока на грузке, так и напряжению на ней (UOUT).
Данный способ реализации позволяет организовать замкнутую цепь, которая позволяет управлять напряжением на выходе, то есть, по сути, мы говорим о линейно-дискретном функциональном узле. На его выходе формируются импульсы, с длительностью, зависящей от разницы между опорным и управляющим сигналом. На его основе создается напряжение, для управления ключевым транзистором инвертора.
Процесс стабилизации напряжения на выходе производится путем отслеживания его уровня, при его изменении пропорционально меняется напряжение регулирующего сигнала UРС, что приводит к увеличению или уменьшению длительности между импульсами.
В результате происходит изменение мощности вторичных цепей, благодаря чему обеспечивается стабилизация напряжения на выходе.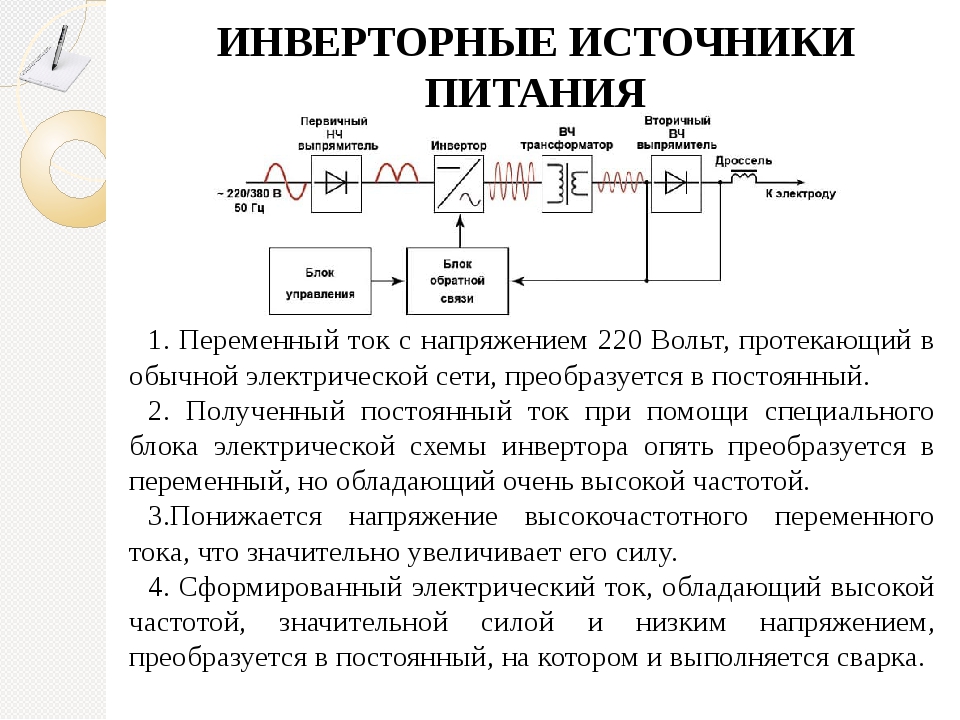
Для обеспечения безопасности необходима гальваническая развязка между питающей сетью и обратной связью. Как правило, для этой цели используются оптроны.
Сильные и слабые стороны импульсных источников
Если сравнивать аналоговые и импульсные устройства одинаковой мощности, то у последних будут следующие преимущества:
- Небольшие размеры и вес, за счет отсутствия низкочастотного понижающего трансформатора и управляющих элементов, требующих отвода тепла при помощи больших радиаторов. Благодаря применению технологии преобразования высокочастотных сигналов можно уменьшить емкость конденсаторов, используемых в фильтрах, что позволяет устанавливать элементы меньших габаритов.
- Более высокий КПД, поскольку основные потери вызывают только переходные процессы, в то время как в аналоговых схемам много энергии постоянно теряется при электромагнитном преобразовании. Результат говорит сам за себя, увеличение КПД до 95-98%.
- Меньшая стоимость за счет применения мене мощных полупроводниковых элементов.
- Более широкий диапазон входного напряжения. Такой тип оборудования не требователен к частоте и амплитуде, следовательно, допускается подключение к различным по стандарту сетям.
- Наличие надежной защиты от КЗ, превышения нагрузки и других нештатных ситуаций.
К недостаткам импульсной технологии следует отнести:
Наличие ВЧ помех, это является следствием работы высокочастотного преобразователя. Такой фактор требует установки фильтра, подавляющего помехи. К сожалению, его работа не всегда эффективна, что накладывает некоторые ограничения на применение устройств данного типа в высокоточной аппаратуре.
Особые требования к нагрузке, она не должна быть пониженной или повышенной. Как только уровень тока превысит верхний или нижний порог, характеристики напряжения на выходе начнут существенно отличаться от штатных. Как правило, производители (в последнее время даже китайские) предусматривают такие ситуации и устанавливают в свои изделия соответствующую защиту.
Сфера применения
Практически вся современная электроника запитывается от блоков данного типа, в качестве примера можно привести:
- различные виды зарядных устройств; Зарядки и внешние БП
- внешние блоки питания;
- электронный балласт для осветительных приборов;
- БП мониторов, телевизоров и другого электронного оборудования.
Импульсный модуль питания монитора
Собираем импульсный БП своими руками
Рассмотрим схему простого источника питания, где применяется вышеописанный принцип работы.
Принципиальная схема импульсного БП
Обозначения:
- Резисторы: R1 – 100 Ом, R2 – от 150 кОм до 300 кОм (подбирается), R3 – 1 кОм.
- Емкости: С1 и С2 – 0,01 мкФ х 630 В, С3 -22 мкФ х 450 В, С4 – 0,22 мкФ х 400 В, С5 – 6800 -15000 пФ (подбирается),012 мкФ, С6 – 10 мкФ х 50 В, С7 – 220 мкФ х 25 В, С8 – 22 мкФ х 25 В.
- Диоды: VD1-4 – КД258В, VD5 и VD7 – КД510А, VD6 – КС156А, VD8-11 – КД258А.
- Транзистор VT1 – KT872A.
- Стабилизатор напряжения D1 – микросхема КР142 с индексом ЕН5 – ЕН8 (в зависимости от необходимого напряжения на выходе).
- Трансформатор Т1 – используется ферритовый сердечник ш-образной формы размерами 5х5. Первичная обмотка наматывается 600 витков проводом Ø 0,1 мм, вторичная (выводы 3-4) содержит 44 витка Ø 0,25 мм, и последняя – 5 витков Ø 0,1 мм.
- Предохранитель FU1 – 0.25А.
Настройка сводится к подбору номиналов R2 и С5, обеспечивающих возбуждение генератора при входном напряжении 185-240 В.
Благодаря снижению цены, в настоящее время стали очень популярны сварочные аппараты инверторного типа. Лёгкие и надёжные, они широко используются и на производстве, и во время дачно-гаражных поделок. Мы на сайте уже знакомили вас (в статье про ремонт инверторов), в общих чертах, с устройством этих сварочников. Здесь подробно объясним принцип работы сварочного инвертора.
«Изюминки» сварочного инвертора
Сварочным инвертором принято называть блок питания сварочного аппарата, оснащённый инвертором. Сам по себе инвертор – это устройство, преобразующее постоянное напряжение в высокочастотное переменное.
В двух словах, происходит следующее:
- входной выпрямитель получает напряжение из электросети (220 В, 50 Гц) и постоянным током питает «косой мост» на ключевых транзисторах;
- «косой мост» формирует прямоугольные импульсы высокой частоты (до 50 КГц). Преобразование позволяет применить в схеме высокочастотный импульсный понижающий трансформатор. Этот узел, благодаря материалу сердечника, весит на порядок меньше своего 50-герцового «собрата», что положительно сказывается на общей массе девайса. А это приводит к уменьшению веса всего сварочного аппарата. Кроме того, экономится медь и другие дорогостоящие материалы, из которых изготавливается оборудование. Импульсный трансформатор понижает высокочастотное напряжение до необходимого рабочего.
Схемотехническое решение и применение в инверторе специальных компонентов, позволили сконструировать устройство, не критичное, в широких пределах, к колебаниям напряжения питающей электросети. При понижении его ниже допустимого предела — происходит отключение генератора и загорается жёлтая лампочка «авария».
В этом и заключаются две «изюминки»: малый вес и некритичность в широком диапазоне к колебаниям напряжения источника питания;
- выходной выпрямитель преобразует напряжение (уже имеющее необходимую амплитуду) в постоянное рабочее.
Внедрение указанных выше преобразований привело к тому, что в схемотехнике источника питания появилось большое количество всяких дополнительных элементов, обеспечивающих его стабильную работу.
Теперь рассмотрим принцип работы сварочного инвертора подробно.
Как работает сварочный инвертор
В качестве примера рассмотрим устройство сварочного инвертора бренда «TELWIN» (рисунки к указанному бренду отношения не имеют). Внешний вид платы с указанием расположения элементов схемы приведён на рисунке.
Вариант компоновки деталей сварочного инвертора.
Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей.
Силовая схема сварочного инвертора
Принципиальная схема приведена на рисунке (рисунки в статье кликабельные: для увеличения и удобства просмотра нажмите на него и он откроется в новом окне).
Силовая часть схемы сварочного инвертора.
Электронный силовой блок состоит из следующих узлов:
- сетевой выпрямитель;
- помехозащитный фильтр;
- инвертор;
- выходной выпрямитель.
Сетевой выпрямитель
Выпрямитель состоит из:
- двухполупериодного диодного моста;
- сглаживающего фильтра из двух параллельных электролитических конденсаторов.
Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор.
Помехозащитный фильтр
Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе).
Помехозащитный фильтр (на тороиде).
Инвертор
Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения.
На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А.
Понижающий импульсный трансформатор (от него отходят шины).
Выходной выпрямитель
С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr Предыдущая статья: Покраска кованых изделий надежно и надолго Следующая статья: Табурет ИП Моисеева кованый
Чтобы получать сообщения о новых статьях на сайте подпишитесь на рассылку (без спама).
Владислав, спасибо за уточнение, исправлено
В тексте описания инверторного сварочника написано: «Работа инверторного блока питания основана на инверсии — фазовом сдвиге напряжения (отсюда и название)» Правильно написать: ‘… на инвертировании — преобразовании энергии постоянного тока в энергию переменного тока повышенной частоты».
А так спасибо за информацию.
Принцип работы сварочного инвертора
Всем привет! В этой статье пойдет речь о принципе работы сварочного инвертора.
Все знают о существовании больших громоздких сварочных аппаратов, которые зачастую бывает трудно таскать даже вдвоем. И мечта любого сварщика заключалась в том, чтобы вес и размеры такого агрегата стали намного меньше. И, наконец, такая мечта была осуществлена, когда создали инверторный сварочный аппарат.
Да, по началу он стоил довольно дорого, но к сегодняшнему дню цены на них снизились до совсем малых значений, при которых покупка трансформаторного сварочника будет нецелесообразной.
Ну и многих, конечно же, стало интересовать, каким образом удалось поместить в столь малом корпусе такого мощного зверька. И стали люди задаваться вопросом, как работает сварочный инвертор при таких-то габаритах.
Принцип действия
- Ток из сети 220 В с частотой в 50 Гц идет на выпрямитель, из которого выходит при все том же напряжении 220 В, но уже не переменным, а постоянным.
- Затем сглаженный ток поступает на специальные транзисторы с повышенной частотой коммутации, которые увеличивают его частоту до 50-60 кГц, то есть более чем в тысячу раз, по сравнению с тем значением, которое имеется в сети общего доступа. Также здесь он снова становится переменным.
- Такой высокочастотный ток подается трансформатор, в котором его напряжение уменьшается до 70-90 вольт, а сила наоборот увеличивается до нужного значения (100 — 250 А). И этот ток поступает на кабеля аппарата в выпрямленном виде.
То есть вся фишка здесь заключается в том, что очень сильно увеличивается частота тока. При такой частоте не требуются большие тяжелые катушки трансформатора — достаточно маленьких и компактных.
Ну и транзисторы, которые увеличивают частоту, тоже имеют небольшие массу и размеры.
Отсюда и получаются такие небольшие вес и габариты сварочного инвертора.
Плюсы и минусы инвертора
Конструкция инверторного сварочного аппарата имеет по сравнению с обычным трансформаторным много плюсов и пару незначительных минусов.
Плюсы следующие:
- Малый вес
- Малые габариты
- Постоянный, а не переменный ток на выходе, что позволяет получить более стабильную дугу
- Меньшее потребление из сети
А минусы такие:
- Меньшая устойчивость к пыли, а значит тщательнее требуется следить за чистотой агрегата
- Невозможность использовать длинные силовые кабели. Но эта проблема решается использованием длинного подводящего кабеля — сам сварочный аппарат легкий, поэтому не составит труда перенести его весь вместе с кабелями к месту сварки
Таковы плюсы и минусы сварочных инверторов. В целом они постепенно вытесняют трансформаторные агрегаты, особенно в бытовом сегменте. С таким аппаратом сварщиком может стать каждый, так как новые принципы работы значительно облегчают работу.
Читайте также:
Ремонт сварочного аппарата
Причины поломок и ремонт сварочных аппаратов
Сегодня в каждом домашнем хозяйстве можно найти сварочный аппарат. В домашних условиях его используют в основном для ремонта металлических конструкций либо для создания новых строений. С его помощью можно сделать произведения искусства из металлических элементов для украшения вашего участка или отдельных его элементов.
Немного о главном
Сварочные аппараты помимо домашнего использования, активно принимают участие в масштабах больших промышленных производств, профессионалы используют различные виды аппаратов в ремонтных и строительных работах. Проще говоря, он является незаменимой вещью в любой сфере, которая связана с металлом.
Устройство сварочного инвертораКонечно, в принципе нету идеальных инверторных аппаратов, все они ломаются, рабочая схема будет нарушаться, детали подвергаются износу, и множество прочих проблем, которые могут возникнуть в процессе использования.
Вы поможем вам разобраться, почему случаются неисправности, поможем произвести ремонт аппарата своими руками. Дадим советы, как избежать возможности появления неисправности сварочных аппаратов интерскол и не довести устройство к вынужденному ремонту.
Принципы возникновения поломок
Инверторный аппарат интерскол довольно сложно устройство в техническом плане. Для нормального функционирования все его детали должны быть исправны и правильно настроены. Любой сбой в электрической схеме приводит к неисправной работе или вообще полной остановке работоспособности устройства. Зачастую причиной поломки является неправильная эксплуатация, несоответствие правилам эксплуатации либо жестокое нарушение их.
Наиболее распространёнными причинами неисправности является:
- Эксплуатация аппаратов в непригодных условиях. Такими может быть прямое попадание дождя, снега либо использование в местах с повышенной влажностью.
- Слишком высокий либо низкий входящий ток, конечно, для инверторных аппаратов это небольшая проблема, но всё же существуют определённые границы.
- Способ эксплуатации, противоречащий техническим требованиям.
- Слишком высокая разрозненность помещения пылью, металлическими частицами, маслом и прочим мусором, который попадает вовнутрь корпуса и осесть там.
Виды неисправностей и способ их ремонта
Так как в инверторный сварочный аппарат интерскол это электрическая машина, то и большинство поломок случаются в принципе работы электрической схеме, давайте разберём, какие они бывают, и постараемся произвести ремонт своими руками.
Большинство поломок возникают впоследствии внешнего воздействия, такого как попадание грязи, неприемлемые условия эксплуатации или несоответствие техническим условиям работы.
Какая неисправность может случиться:
- Нестабильная сварочная дуга и повышенный уровень разбрасывания материалов электрода.
- Частое залипание электродов.
- Полное отсутствие возникновения сварочной дуги.
- Беспричинное выключение устройства.
- Потребление тока на холостом ходу. Либо повышенное потребление во время работы на малых мощностях.
- Остановка после длительного использования.
- Усиленный шум трансформатора и перегрев.
Разберём каждый пункт более подробно, начнём сначала. Причина прерывания дуги сварки возможна в том, что электрод не подходит установленному рабочему напряжению. Какой ток и тип сварки необходим для используемого электрода, указан на упаковке, перед покупкой необходимо обязательно ознакомиться с этой информацией.
Если информация не указана, можно рассчитать необходимо напряжение, на 1 миллиметр диаметра, припадает в среднем 30 А тока. Также, если скорость сварки низкая, необходимо уменьшать выдаваемое напряжение.
Характер неисправностей и их решениеЧасто залипание электрода связано с рядом нескольких причин, которые провоцируют такой эффект. Чаще всего, такой феномен можно встретить при недостаточном входящем напряжении. Второй причиной является плохой и нестабильный контакт модулей в гнездах панели управления. Устранение очень просто достаточно зажать все крепёжные элементы на платах, зафиксировать все болты и соединения.
Недостаточность входящего тока может быть вызвана при использовании удлинителей, сечение, у которых недостаточное для работы используемого инверторного сварочного аппарата интерскол. Невозможна работы с удлинителями свыше сорока метров, потеря тока в таких приспособлениях очень высокая.
Следует проверить все контакты на окисляемость, при неправильных условиях эксплуатация такой эффект можно часто встретить на контактах.
Причиной отсутствия сварочной дуги может быть сильный перегрев сварки или повреждение сварочного кабеля. Следует тщательно проверить все кабеля перед началом использования. Беспричинное выключение может быть связано с замыканием электрических проводов и корпуса. Также замыкание может вызвать соприкосновение листов магнитных проводов или витков катушки.
Такая неисправность схем устраняется своими руками путём изоляции, замены конденсаторов либо устранения контакта между электрическими элементами и корпусом. Слишком высокое потребление тока чаще всего связано с замыканием на витках катушек. Следует сделать ремонт участков, в которых происходит замыкание путём изоляции либо при полной перемотке.
При слишком длительно работе, охлаждающая система может не справиться, и сработает защитный автомат, который прекратит работу устройства и защитит его от серьёзной поломки. В таком случае следует дать инверторному сварочному аппарату интерскол отдохнуть на 30-40 минут, после чего можно опять приступать к эксплуатации. Следует придерживаться рекомендаций по эксплуатации, большинство агрегатов должны функционировать циклично 7-8 минут работы и 3-4 минуты отдых.
Сильный шум трансформатора может быть связан с ослаблением крепёжных элементов, неисправность крепления сердечника, замыкание сварочных кабелей, а также перегруженность трансформатора. Принцип устранения неполадки состоит в затягивании болтов, также восстановив изоляционный шар на проводах.
Причиной самостоятельного выключения может также стать неправильно подобранные защитные элементы в вашем электрическом щитке. Следует подбирать автоматический выключатель таким образом, что бы он смог выдержать повышенную нагрузку от инверторного сварочного аппарата интерскол. А лучше от общей схемы, отвести дополнительную линию, предназначенную для сварочных работ.
Ремонт своими руками или довериться профессионалу?
Каждый задаётся вопросом, попробовать отремонтировать неисправность своими руками, или отдать устройство в руки специалистов? Конечно, однозначного ответа быть не может, всё зависит от вас и от ваших навыков. Принципиальная разница между работой профессионала и самостоятельным ремонтом небольшая.
Если вы никогда не имели дела со схемами сварочных аппаратов интерскол и не имеете никаких познаний в области электрических схем и работы с ними, то лучше отдать прибор профессионалу, во избежание усугубления проблемы и в целях своей безопасности. Работать с электричеством это не шутка, в случае возникновения проблем, всё может закончиться летальным исходом.
В случае если вы имеете познания и сталкивались с электрическими схемами, можно попробовать сделать ремонт своими руками, таким образом, вы сэкономите неплохие деньги. Профессионалы обычно берут неплохую сумму за свои услуги, даже при незначительных поломках.
Как правильно подключить сварочник, требования эксплуатацииЧтобы у вас не возникали проблемы в работе сварочных устройств интерскол, следует придерживаться правил технической эксплуатации, тогда вам не придётся ничего ремонтировать своими руками или искать специалистов, которые помогут вам справиться с проблемой. Вы сэкономите не только свои деньги, но и время, за которое вы сможете сделать много работы. Следите за чистотой своего оборудования и условиями его работы, и вам не придётся задумываться о его исправности.
Подведём итог
Схема сварочного аппарата интерскол довольно сложная, и поломка может возникнуть в любой части схемы при неправильных принципах эксплуатации сварочных агрегатов. Если вы будете придерживаться технических рекомендаций производителя, тогда у вас никогда не возникнут проблемы с устройством. Даже если и необходим ремонт, к вопросу сделать своими руками или довериться специалисту, следует исходя из ваших познаний и области электрических схем и приборов.
generatorvolt.ru
Ремонт сварочных аппаратов
Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей. Ремонт сварочных аппаратов лучше доверить специалистам. Техногенный прогресс обеспечил сварочное оборудование сложными техническими характеристиками эксплуатации и привел к усложнению задач по ремонту оборудования.
В сварочных устройствах стало больше составных элементов, которые составляют основу агрегата, а значит, повышается риск возникновения неисправностей в процессе эксплуатации.
Ремонт сварочного оборудования и устранение любых поломок и неисправностей в нем настоятельно рекомендуется проводить строго в специализированных центрах сервиса.
Квалифицированные специалисты проведут правильную и грамотную диагностику, выявят все неисправности и устранят поломку, с заменой испорченных деталей. Очень часто люди просто не знают, где отремонтировать сварочный аппарат.
Сварочные трансформаторы незаменимы для ручной дуговой и некоторых видов промышленной сварки. Читайте о сварочных трансформаторах.
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью. Подробнее читайте здесь.
Места для ремонта:
- сервисный центр;
- ремонтный салон.
Выполняющие ремонт компании и фирмы, должны в обязательном порядке иметь разрешительную необходимую документацию.
Специалисты в штате ремонтной компании должны иметь большой опыт работы по ремонту сварочных аппаратов и иметь высокий уровень квалификации.
Все фирмы, осуществляющие ремонт, должны быть оснащены отличной технической базой для тестирования оборудования и проведения ремонта. Если сварочные агрегаты находятся на гарантийном сроке, то все неликвидные детали и запчасти должны заменяться новыми.
Ремонт сварочного аппарата инверторного типа
Сварочный инвертор – электронное устройство. Для диагностики, а также для последующего ремонта сварочных инверторных аппаратов, необходима проверка работоспособности различных элементов электронных схем – резисторов, диодов, транзисторов, стабилитронов и других.
Читайте также: Костюм сварщика
Необходимо умение работать с различной измерительной техникой – вольтметром, осциллографом и др. Ремонт сварочного аппарата инверторного типа предполагает последовательную проверку всех элементов электронной схемы.
Основные операции для диагностики и ремонта:
- проверка транзисторов;
- проверка элементов драйвера;
- проверка выпрямителей;
- контроль платы управления.
У неисправного транзистора треснут или взломан корпус и видны прогоревшие выводы. Если видимых признаков неисправности транзистора нет, то следует использовать прибор для определения неисправности.
Проверка элементов драйвера производится с помощью омметра. Все выявленные неисправные детали выпаиваются, после чего заменяются работоспособными деталями.
Выходные и входные выпрямители – диодные мосты на радиаторе. Для проверки диодного моста нужно сначала отпаять от него провода и снять с платы. Затем следует прозвонить группу диодов и выявить неисправный диод.
Ремонт инверторных сварок должен заканчиваться обязательной проверкой осциллографом наличия сигналов управления, которые должны поступать на шинки затворов модуля ключей.
Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки, когда ванна расплава — сварочная ванна защищена от атмосферного воздуха слоем порошкообразного флюса. Подробнее о сварке флюсом.
Холодная сварка – это способ соединения металлических деталей без применения температурного воздействия. Об этом типе сварки читайте здесь.
Ремонт сварочных полуавтоматов
Полуавтоматические сварочные аппараты очень удобны и долговечны в эксплуатации.
Они могут быть выполнены на базе инверторов, либо выпрямителей.
Такие агрегаты недорого стоят и отлично подойдут для домашней сварки.
Если начинает искрить, не включается, плохо выполняется шов, плохо плавится проволока и подается, то необходим ремонт сварочных полуавтоматов.
Чрезвычайно похожая на аргонную, плазменная сварка, происходит при помощи потока плазменной дуги. Подробнее о плазменной сварке.
Сварочные работы нужно проводить исключительно в специальной защите. Про сварочные маски хамелеон читайте здесь.
Основные неисправности полуавтоматов, которые не требуют ремонта в специализированных салонах:
- отсутствует сварочный ток, при этом аппарат работает, а вентилятор крутится;
- величина сварочного тока другая, чем заявленная;
- нестабильная дуга, при этом проволока сварочная полностью не расплавляется;
- подача проволоки неравномерная;
- неравномерный шов сварки, при этом вольтамперные настройки сделаны правильно.
При отсутствии сварочного тока, нужно дать агрегату охладиться, при этом отключать его от сети не нужно. Проверить целостность проводов, их места соединения.
Если величина сварочного тока значительно отличается от заявленной величины, нужно проверить величину напряжения в сети. Обеспечить соответствие значений напряжений.
Читайте также: 4 нюанса сварки для начинающих
При нестабильной дуге зачищается место сварки, а также крепления зажима от разных загрязнителей и заменить контактный наконечник.
При прерывистой подаче проволоки нужно заменить направляющий канал, заменить ролики и отрегулировать давление.
При некачественном шве, нужно проверить с помощью расходомера подачу газа и заменить, если необходимо газовый диффузор или другие элементы газовой горелки. Использовать газ из другого источника.
Если все проверки проведены и неисправности остались, то требуется ремонт сварочного полуавтомата.
Как отремонтировать сварочный аппарат
Чаще всего неисправности сварочного оборудования связаны с неправильной эксплуатацией и неправильными настройками.
Необходимо знать, как отремонтировать сварочный аппарат самостоятельно. Основные моменты в удалении неисправностей:
- проверка настройки тока;
- проверка массы и повреждений кабеля;
- проверка соединений и сечения проволоки;
- проверка напряжения в сети.
Перед тем, как обратиться в сервисный центр по ремонту сварочного оборудования, нужно тщательно изучить инструкцию по эксплуатации и отрегулировать настройки.
Если правильно проведена настройка сварочного оборудования, соблюдаются все условия эксплуатации, но возникла поломка, то следует обратиться в сервисный центр, либо ремонтный салон.
Мастер по ремонту сварочного оборудования проведет тщательную диагностику и заменит неисправные детали. Сервисные центры осуществляют ремонт любых типов сварочных агрегатов, в том числе и ремонт точечной сварки.
Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей. Читайте о контактной сварке больше.
Среди достаточно большой разновидности аппаратов для сварки, недешевыми, но весьма практичными, удобными и многофункциональными являются сварочные полуавтоматы. Подробнее читайте здесь.
Читайте также:
- Выбор сварочного стола Сварочный стол представляет собой верстак, предназначенный для помещения сварочных деталей, их фиксации и различных […]
- 5 видов сварочных горелок и их назначение Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к […]
metallmaster.org
Выполняем ремонт сварочного инвертора своими силами
Любая техника, когда-то ломается, это относится и к сварочному оборудованию, которое эксплуатируется иногда и в экстремальных режимах. Но ремонт таких сварочных аппаратов в условиях мастерской бывает довольно дорог. Кроме того, во время работы требуется оперативное устранение поломки. Ликвидировать неисправность своими руками и быстрее, и дешевле, нужно только знать принцип работы устройства и элементную полупроводниковую базу. Мы подробно расскажем, как правильно определить неисправность сварочного агрегата и способ его ремонта с минимумом аппаратуры.
Принцип работы сварочного инвертора
Поломка сложной электронной аппаратуры требует оперативного реагирования, а профессиональный ремонт обходится дорого и происходит медленно. Своими руками осуществить ремонт инверторных сварочных аппаратов можно при наличии определённых знаний в области радиоэлектроники и принципов работы такой техники. Необходимо иметь мультиметр с режимом измерения сопротивлений, а также двухлучевой осциллограф, который позволить провести окончательную настройку или выявить неисправность. Часто причина поломки находится на поверхности и её можно определить путем визуального осмотра после вскрытия корпуса, но бывают и более сложные неисправности.
Вскрытие корпуса и визуальный осмотр возможен только после отключения аппарата от электрической сети, помните, что после демонтажа вы лишаетесь права на гарантийный ремонт.
Прежде чем начинать ремонт сварочного аппарата нужно разобраться из каких частей и функциональных элементов он состоит. Чтобы его эффективно отремонтировать, нужно знать соотношение входных, выходных напряжений и формы сигнала на каждой составной части изделия.
Инверторный сварочный аппарат состоит из следующих элементов:
- низкочастотный выпрямительный блок с фильтром, который преобразовывает переменное сетевое напряжение 220/380 V в постоянное напряжение;
- инверторная схема, преобразующая постоянное напряжение в высокочастотное переменное до 100 кГц;
- высокочастотный понижающий трансформатор, который обеспечивает сварочный ток до 300 А;
- выходной выпрямитель для сварки в режиме ММА;
- регулирующее устройство, которое обеспечивает через обратную связь стабильные характеристики при сварке на разных режимах;
- блок подачи сварочной проволоки при режимах MIG/MAG;
Неисправность может возникнуть в каждой из этих составных частей, поэтому ремонт сварочных аппаратов следует начинать с поступательного анализа работы его узлов. Сначала необходимо ознакомиться с инструкцией, где могут быть объяснены возможные поломки и способы их устранения. Также надо ознакомиться с работой автоматической защиты прибора и с пределами рабочего напряжения.
Важно помнить, что инвертор является источником повышенной опасности, и неосторожное обращение с ним может привести к поражению электрическим током, поэтому, если нет уверенности в своих силах, к ремонту лучше не приступать.
Диагностика неисправностей аппаратуры
Очень распространённой причиной неполадок является несоблюдение рекомендованных производителем условий эксплуатации. Некоторые изделия могут работать в большом диапазоне температур и напряжений, но это скорее исключение, чем правило. Различные неисправности сварочных инверторов случаются довольно редко, благодаря эффективной системе защиты от токов короткого замыкания при залипании электродов и от грубых ошибок неопытного сварщика.
Поэтому причиной некорректной работы могут быть следующие обстоятельства:
- несоответствие однофазного или трёхфазного напряжения, рекомендованного техническими характеристиками инвертора;
- предохранительный сетевой автомат менее 25 А;
- используется удлинитель длиной более 30 м;
- сечение питающего провода менее 2,5 мм2;
- плохой контакт минусового провода со свариваемой деталью;
- неправильно подобран сварочный ток;
- запылённость радиаторов системы охлаждения силовых элементов, что приводит к срабатыванию температурной защиты;
- проникновение влаги внутрь корпуса;
- несоблюдение режима продолжительности нагрузки.
Если все вышеперечисленные причины отсутствуют, а оборудование не работает, то придётся вскрывать корпус. Следующим этапом ремонта сварочного инвертора своими руками является внешний осмотр, который, возможно, позволит локализовать неисправность.
На платах могут быть обнаружены следы подгорания дорожек, указывающие на выход из строя сопротивлений, ёмкостей или полупроводниковых элементов. Здесь для замены необходимо воспользоваться паяльником, и не исключено, что причиной выхода из строя деталей является пробой последующих по схеме полупроводников. В этом случае вам понадобится мультиметр с режимом измерения сопротивлений.
Сопротивление деталей замеряется при выключенном питании и потребуется отпаять силовой диод или транзистор, для более точного и надёжного результата.
Нулевое или бесконечное значение сопротивления говорит о его неисправности и необходимости замены. Выпаивать транзисторы нужно очень осторожно предварительно, открутив их от радиатора и обеспечив целостность токопроводящих дорожек на плате. Некоторые виды неисправностей довольно сложно определить, поскольку выход из строя одного элемента схемотехнического решения, ведёт за собой нарушение работы других деталей.
Поэтому диагностика и ремонт сварочных инверторов своими руками требует хороших знаний и навыков. Для более точного определения причин неработоспособности понадобится использование двухлучевого осциллографа. Он нужен для локализации неисправного блока путём исследования амплитуды и формы входного и выходного напряжения.
Методы ремонта сварочных инверторов
Надёжность полупроводниковых элементов сварочного аппарата и эффективность работы защитных систем практически исключает их выход из строя. Но если это всё же произошло, то, скорее всего, причиной послужило попадание влаги в прибор или же посторонние металлические предметы вызвали замыкание. В этом случае ремонт сварочного инвертора заключается в диагностике поломки, просушки аппарата и удалении посторонних предметов, а также замены неисправных деталей.
Для ремонта вам понадобятся следующие инструменты и оборудование, а именно:
- отвёртка и гаечные ключи;
- паяльник, припой, флюс или канифоль;
- устройство отсоса лишнего припоя;
- мультиметр с режимом измерения сопротивления, тока и напряжения;
- осциллограф двухлучевой для диагностики и окончательной настройки;
- электрическая схема неисправного изделия или аналогичная;
- теплопроводящая паста;
- средство для промывки контактов, токопроводящих дорожек и радиаторов;
- доска из непроводящего материала для удобства диагностики плат при включенном сетевом напряжении.
Важно учесть, что выход из строя силовых элементов аппарата, влечёт за собой возможное выгорание и неисправность соседствующих ёмкостей, сопротивлений и стабилизаторов, а также управляющих микросхем.
После выявления неисправности силовых элементов или схем управления, следует отсоединить детали от радиаторов и отпаять их от плат. При этом нужно пользоваться устройством отсоса излишнего припоя, чтобы облегчить демонтаж элемента и сохранить дорожки платы от деформации. Иначе придётся монтировать дополнительные шины, что не улучшает работоспособность платы. Затем необходимо очистить место демонтажа от флюса и окалины, а радиаторы от остатков старой термопасты и возможного нагара. Убедится в исправности ближайших по схеме компонентов и при необходимости заменить их.
После установки и монтажа новых полупроводниковых или иных деталей, нужно быть уверенным в целостности токопроводящих дорожек, а в случае их повреждения принять меры к устранению недостатков. На очищенные радиаторы нанести новый слой термопасты и закрепить силовые радиодетали. Затем, с помощью тестера, убедиться в исправности подсоединения и включить электропитание инвертора.
Подводим итог
Таким образом, при наличии определённой квалификации, произвести ремонт сварочных инверторов своими руками вполне возможно. Это позволит вам сберечь время и немалые денежные средства. Но в случае возникновения затруднений, нужно всегда обращаться к справочной литературе и к консультации профессионалов. Совместные усилия всегда обеспечат положительный результат.
Сергей Одинцов
electrod.biz
Ремонт сварочного инвертора: принципы и правила, как сделать своими руками
Сварочные аппараты инверторного типа в наши дни являются надёжными помощниками в выполнении работ квалифицированными специалистами. Их поломка и последующий ремонт у мастера может затянуться, а время простоя — сказаться на оперативности выполнения работ и потере денег. Некоторые прибегают к самостоятельной починке аппарата.
Ремонт инверторных сварочных аппаратов своими руками довольно прост, если знать типовые неисправности и иметь нужное оборудование и запчасти. Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов. Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.
Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
Конструкция инверторных аппаратов
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.
Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например). Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность. Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока. Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Как отремонтировать сварочный инвертор своими руками
Приступая к ремонту, в первую очередь необходимо снять корпус инвертора, осмотреть на предмет запылённости и проверить основные силовые элементы. Признаки окисления и потемнения вследствие перегрева на платах основных блоков, вспухшие конденсаторы, выгоревшие детали, канавки на ножках электронных элементов и отсутствие контактов ножек с платой в результате некачественной пайки, всё это может привести к потере работоспособности. Если есть возможность визуально определить такие элементы, они выпаиваются с плат.
Кроме мощного паяльника здесь пригодятся отсос для припоя, легкоплавкие сплавы для упрощения съёма некоторых деталей, в пайке которых применялся, например, бессвинцовый припой, оплётки из медных нитей, позволяющие убрать крупные скопления припоя возле ножек элементов и, конечно же, качественный флюс, улучшающий теплопередачу и позволяющий припою на плате расплавляться легче.
Замена производится на детали с такой же маркировкой или аналогичные, подбираемые с помощью сравнения основных характеристик — конденсаторы могут быть чуть более высокой ёмкости, например. Оборванные провода нужно соединять аналогичными по толщине сечения и использовать термоусадочные трубки в местах спайки двух проводом между собой.
Если замена самых визуально заметных повреждений плат не помогла, следует приступить к прозвонке электронных схем. Самое уязвимое место, с которого следует начать прозвонку — это силовой блок с транзисторами. Если транзисторы не прозваниваются в соответствии с нормой, неисправность могла затронуть и драйвер, который их раскачивает.
Самый сложный ремонт, с которым можно столкнуться, обслуживая инвертор — это ремонт платы управления ключами, подающей управляющие сигналы на шины затворов блока ключей. Здесь необходимо использовать осциллограф, так как только при его помощи можно увидеть наличие этих сигналов и стабильность их прохода на блок управления.
Отремонтировать аппарат своими руками, имея определённые навыки и детали под рукой, не составляет проблем. Но если опыта работы с паяльником или понимания принципа работы радиоэлектронных деталей у вас нет, лучше всё же доверить такой ремонт профессионалам. Инвертор работает с токами большой силы и при неправильном ремонте может выйти из строя окончательно и грозить покупкой нового аппарата.
tokar.guru
Ремонт сварочных аппаратов
Разница между старым сварочным трансформатором и новым инверторным сварочником примерно такая же, как между первыми автомобилями «Даймлер Бенц» и современным «Мерседесом». Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода. Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.
Как правильно организовать ремонт сварочного инвертора
Разумеется, ситуации, когда электронный сварочный аппарат сгорает, как свечка, и не подлежит дальнейшему ремонту, случаются крайне редко. На практике ремонт сварочного аппарата может оказаться намного проще, чем казалось в первый момент. В 90% случаев из строя выходят силовые цепи, в 50% — чувствительные управляющие элементы схемы. Но чтобы выполнять ремонт инверторных сварочных аппаратов своими руками, мало одного желания, как минимум, потребуется следующее оборудование:
- Цифровой тестер или мультиметр, все равно какой, можно с функцией проверки транзисторов;
- Паяльная станция, можно самодельная, но обязательно с регулируемым по температуре феном и исправным низковольтным паяльником;
- Нагрузочный реостат.
Кроме перечисленного, для работы может потребоваться шприц для откачки припоя, кисточка, спирт, лупа, сильный фонарик, лампа накаливания с проводами, ну и, конечно, справочники для заказа запасных частей.
Совет! У большинства профессиональных ремонтников имеется в распоряжении осциллограф. Для ремонта электроники, по сути, незаменимая вещь, если дело касается проверки работы системы управления аппарата.Не факт, что осциллограф потребуется для ремонта сварочного аппарата своими руками, но в особо сложных случаях без него просто не обойтись.
Восстанавливаем сварочный инвертор, полный курс выживания
Перед тем как раскрывать аппарат и вникать в детали поломки, необходимо выяснить у сварщика две основные подробности. Во-первых, необходимо выяснить, как и в каких условиях произошла поломка сварочного инвертора, и во-вторых, были ли попытки выполнить ремонт другими специалистами.
Проблема заключается в том, что «любители» нередко заменяют заводские детали первыми попавшимися под руку компонентами. Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Процесс восстановления сварочного аппарата выполняется в три этапа:
- Разборка устройства и осмотр внутренних повреждений;
- Последовательная диагностика и устранение выявленных проблем;
- Испытание и проверка работоспособности сварочного аппарата не на искру, как делает большинство любителей, а на балластный реостат большой мощности.
Нередко любительский ремонт сварочных аппаратов заканчивается проверкой, зажигается дуга или нет. Использование реостата позволяет проверить один из основных параметров работоспособности сварочного инвертора – способность к регулировке и подстройке сварочного тока под нагрузкой.
Перед тем как приступать к ремонту, нужно разобраться и выяснить для себя, как устроен аппарат, и в чем особенности его работы. Например, посмотреть типовую схему или блок схему, тогда станет понятно, что и где находится на плате.
Этап первый, определяем проблемы внешним осмотром платы
Чтобы получить доступ к внутренней начинке сварочного агрегата, необходимо освободить электронную плату от корпуса и сетевого шнура.
Совет! Если перед ремонтом аппарат включался в сеть для проверки, перед разборкой сварочного инвертора осторожно замкните выходные муфты под сварочные шланги с помощью пары проводов и обычной лампы накаливания 100-150 Вт. Это поможет избежать ударов током.Для разборки нужно снять два-четыре винтовых или саморезных крепления корпуса и вытащить из и соединительных фишек провода. Для ремонта остается голая плата, утыканная электронными деталями. Первым делом осматриваем ее, стараемся выявлять критические для ремонта сгоревшие или поврежденные элементы, подгоревшие дорожки платы, черные резисторы и раздувшиеся конденсаторы.
В подавляющем большинстве случаев выходят из строя и подлежат ремонту следующие элементы платы сварочного аппарата:
- Балластное мощное сопротивление, разряжающее конденсаторы в силовом блоке схемы. Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
- Полевые транзисторы-ключи. Их легко найти, они всегда установлены на массивных алюминиевых радиаторах. Если сгорело сопротивление, почти всегда требуется ремонт и замена как минимум одного из транзисторов;
- Если не регулируется сварочный ток, то, скорее всего, потребуется ремонт драйвера, одного из его каналов или операционного усилителя, входящего в схему управления.
Разумеется, приведенный перечень для ремонта является наиболее распространенным, но не исчерпывающим. Например, может сгореть термодатчик, следящий за перегревом сварочного аппарата, токовый трансформатор, работающий в паре с операционником, элементы входного диодного моста и многое другое. Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Второй этап ремонта, проверяем цепи прозвонкой
В ходе ремонта нужно проверить самые нагруженные элементы платы. Переворачиваем ее тыльной стороной кверху и острыми щупами тестера, продираясь сквозь слой защитного лака, проверяем наличие короткого замыкания. Первоначально проверим, не пробит ли выпрямительный диодный мост на выходе. Ремонт диодов — довольно редкая вещь, если внутрь сварочного аппарата не попала вода или не произошло КЗ на шнуре. Аналогично меряем мост на входе.
После блока питания переходим к самым ответственным местам силовой части схемы. Это пара мощных конденсаторов и ключи на полевых транзисторах. Для ремонта необходимо установить наличие сопротивления между коллектором и эмиттером, или правильнее – переходы сток-сток, сток-затвор. В 99% случаев полевые транзисторы выходят из строя первыми, как результат — короткое замыкание между коллектором и стоком.
Кроме них, вторым кандидатом на ремонт и замену является драйвер платы сварочного аппарата. Но для его ремонта потребуются очень серьезные навыки и знания. Поэтому, если после замены транзисторов будут определены неисправности в каналах драйвера, лучше поручить его ремонт более квалифицированному специалисту.
Как проверить целостность драйвера
Забегая вперед, можно сказать, что после демонтажа ключей или полевых транзисторов потребность в ремонте драйвера первоначально определяют по состоянию опорных резисторов, соединяющих канал драйвера с затвором полевого транзистора — ключа. Для этого просто пальцем по плате проследим дорожку от места затвора до первого резистора. Проверяем его на обрыв, если сопротивления резисторов в каждом канале примерно совпадают, то на 99% можно считать, что устройство управления в рабочем состоянии.
В противном случае для ремонта сварочного аппарата придется обращаться к специалисту.
Простейший ремонт сварочного аппарата
Для ремонта агрегата потребуется снять старые транзисторы и заменить их новыми деталями. Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов. Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж. При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.
Перед установкой новых полевых транзисторов – ключей нужно выполнить ремонт балластного сопротивления. Вместо старого резистора, впаиваем новую деталь на 47 Ом, 10 Вт. Кроме того, прозваниваем конденсаторы и супрессоры, установленные по схеме на дорожках полевиков.
Чтобы продолжить ремонт, необходимо проверить форму и размер сигнала, приходящего по каждому каналу драйвера на затворы своего ключа — полевого транзистора. Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора. Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.
После напайки конденсаторов подключаются щупы осциллографа, и включается питание платы сварочного аппарата.
Форма сигнала подтверждает, что ремонт выполнен правильно, на затворы транзисторов приходит сигнал от драйвера нужной формы и величины.
Осталось только закрепить новые полевые транзисторы с нанесенной теплоотводящей пастой на алюминиевых радиаторах. Радиаторы устанавливаются на плату, а ножки транзисторов поочередно запаиваются. Восстановление сварочного аппарата практически закончено, осталось только испытать устройство.
Заключение
Для этого подключаем к выводным контактам платы сварочного аппарата лампу на 40 Вт и включаем ее, если лампа загорелась вполнакала, значит, восстановление выходных цепей выполнено успешно. Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах. Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
bouw.ru
Ремонт сварочного инвертора своими руками — этапы и чертеж
Сегодня большинство сварочных агрегатов бытового назначения имеют небольшие габариты и массу. Такая возможность появилась благодаря использованию в их электрической части инверторных схем управления и преобразования сварочного тока, которые позволили избавиться от переключения обмоток сварочного трансформатора.
В электронных схемах инверторных агрегатов, для регулировки величины сварочного тока и коммутации напряжения установлены мощные полевые транзисторы или управляемые диоды – семисторы и тиристоры.Для того чтобы определить причину неисправности или низкого качества работы сварочного аппарата и наметить способы его ремонта необходимо иметь хотя бы общее представление о его схемотехнике и принципе работы.
Принцип работы и конструкция устройства
Бытовой сварочный инвертор должен сформировать и иметь на выходе постоянной ток определенной силы, значение которого достаточно для поджига и поддержания устойчивого горения дуги.
В отличие от обычных сварочных трансформаторов, которые просто понижают сетевое напряжение, а для его преобразования в постоянное используются блоки выпрямителей, инверторное оборудование преобразует переменное напряжение частотой в 50,0 герц в более высокочастотное, что позволяет значительно повысить стабильность выходных параметров и использовать понижающие трансформаторы меньших габаритов.
Процесс получения необходимых для обеспечения процесса сварки металла параметров включает следующие последовательные процедуры (операции):
- выпрямление сетевого напряжения;
- преобразование его в ток высокой частоты;
- понижение напряжения до необходимого уровня, при котором обеспечивается достаточная величина выходного тока;
- повторное выпрямление напряжение.
Для преобразования низкочастотного, сетевого напряжения в напряжение высокой частоты используются специальные преобразователи, построенные на базе мощных транзисторов. Выпрямление конечного напряжения осуществляется мостовыми устройствами на базе мощных диодных сборок или тиристоров (семисторов).
Бытовые инверторы в своей конструкции содержат несколько функционально связанных блоков, которые расположены на отдельных платах и соединены посредством проводников или шлейфов между собой.Основным элементом инвертора является силовой блок, на котором установлены следующие модули:
- Блок первичного выпрямителя, представляющий собой плату, на которой установлены по мостовой схеме мощные диоды.
- Инверторный преобразователь создан на основе мощного транзистора, который формирует высокочастотное напряжение частотой 50,0…100,0 килогерц.
- Модуль понижения напряжения включает трансформатор с ленточными обмотками понижающий напряжение до 40,0…50,0 вольт.
- Выходной выпрямитель собран на базе диодов, рассчитанных на ток до 250,0 ампер.
- Все силовые элементы (диоды и транзисторы) установлены на охлаждающих радиаторах (теплоотводах) а корпус устройства оборудован системой принудительной вентиляции.
Причины входа из строя инверторных сварок
Как правило нарушение работоспособности инверторного сварочного аппарата происходит из-за несоблюдения или нарушения правил эксплуатации. Довольно часто поломки вызываются попаданием влаги на электронные детали отдельных модулей.
Высокочастотное напряжение образует электростатическое поле, которое способствует накоплению пыли, с удалением которой не справляется вентиляционная система. Пыль приводит к изменению параметров сопротивления на отдельных участках плат электронных блоков, что также является причиной нарушения нормальной работы всего агрегата.
Неопытный сварщик может вывести инвертор из строя если будет выполнять сварочные работы, на которые аппарат не рассчитан. Например, резка швеллерного профиля маломощным бытовым устройством приведет к его перегрузке и гарантированной поломке. Если не будет обеспечен надежный контакт сетевых и сварочных кабелей, то будет наблюдаться перегрев контактной зоны и разрушение клемных изоляторов.Помимо эксплуатационных нарушений, к неработоспособности инверторной сварки могут привести причины независящие от квалификации сварщика и характера выполняемых работ. Это прежде всего снижение сетевого напряжения до уровня 180,0…190,0 вольт, что является достаточно частым явлением в дачных поселках и сельских поселениях.
Нельзя забывать и о некачественной сборке и использовании недоброкачественных комплектующих, что является основной причиной выхода из строя неотработанных в производстве и непроверенных в эксплуатации сварочных инверторов.
Основные виды дефектов
Рассмотрим основные неисправности, с которыми наиболее часто сталкивается владелец инверторного аппарата для сварки. Если на выходе аппарата отсутствует напряжение это обычно вызвано перегоранием предохранителей или нарушением целостности одного из проводников в схеме прибора.
Вторая достаточно часто встречающаяся неполадка проявляется в невозможности выставить нужное значение сварочного тока даже в крайнем, максимальном положении регулятора мощности. Причиной это дефекта, как правило, является пониженный уровень питающего напряжения.
Если устройство самопроизвольно, довольно часто отключается во время работы следует проверить не перегреваются ли его модули. Второй причиной отключения может быть наличие короткого замыкания в каких-либо элементах схемы прибора.Нестабильность горения сварочной дуги вызывается неисправностями или силового блока, или модуля управления. Если при работе агрегат создает повышенный уровень шума, это является свидетельством перегрузки, которые могут привести к более серьезным неисправностям.
При наличии дефектов в работе системы защиты, последствия могут быть самыми непредсказуемыми. К сожалению обычно неправильная работа этого модуля обнаруживается слишком поздно, когда неисправность достигла критического уровня и какой-либо узел аппарата вышел из строя.
Основные правила ремонта
Нарушение работоспособности сварочного инвертора не всегда является проблематичной и вполне может устранена своими руками лицом, имеющим определенные электротехнические навыки и способном разобраться в тонкостях схемотехники изделия. Перед тем как начинать разборку аппарата следует проверить надёжность контакта входных и сварочных кабелей.
Любой ремонт следует начинать с визуального осмотра “внутренностей агрегата”. Наличие механических повреждений на печатных платах, обугливание или почернение изоляции проводников, следы короткого замыкания свидетельствуют о возможном наличии неисправности. Если визуально определить причину не удается, следует с помощью мультиметра проверить целостность соединительных проводников между отдельными модулями агрегата.
Если дело не в этом, а причина неисправности носит более серьёзный характер следует приступить к более тщательной диагностике изделия. Для этого может потребоваться следующий инструмент:
- плоскогубцы с изолированными ручками;
- набор прямых и крестообразных отверток;
- электропаяльник мощностью 40,0 …100,0 ватт;
- набор гаечных рожковых и торцевых ключей
- кусачки;
- слесарный нож;
- мультиметр (тестер с пределами измерения 50,0 … 250,0 вольт;
- амперметр с диапазонами измерений 0…50,0 и 0,250 ампер.
Некоторые специалисты могут сказать, что без осциллографа и частотомера многие причины выхода из строя отдельных блоков сварочного аппарата определить не удастся. Однако эти причины достаточно специфичны, а устранение достаточно сложно. Для ремонта аппарата с подобными дефектами следует обращаться к специалистам ремонтных фирм.
Ремонт силового блока
Основной причиной неисправности силового блока является выход из строя (перегорание, пробой) мощного транзистора. В большинстве случаев его неисправность удается определить визуально. Корпус транзистора может иметь деформации (вздутие, разрывы), потемнение, прогары. Ремонт заключается в замене неисправной детали. Перед установкой нового транзистора на радиатор, место из контакта следует смазать специальной термопастой.
Обычно силовой триод не выходит из строя в одиночку, а сопровождается перегоранием микросхем и транзисторов управляющей схемы. Ремонт аппарата в этом случае также заключается в замене вышедших из строя деталей.Пробой или перегорание диодов силового моста встречается более редко. Однако перед началом замены силового транзистора диоды следует прозвонить мультиметром, определяя их сопротивление. Нулевое или бесконечно большое сопротивление одного из диодов при поочередном подключении щупов мультиметра различной полярности свидетельствует о неисправности проверяемого электронного прибора.
При замене диодов и транзисторов следует подбирать их полные аналоги, вплоть до соответствия буквенного индекса, который характеризует быстродействие электронного элемента.
Ремонт блока управления
«Домашний» ремонт блока управления заключается в визуальном осмотре деталей модуля и проверке проводников на наличие обрыва.
Если причина неисправности не в этом, то имеет смысл обратиться в специализированную ремонтную организацию. Это не только обойдется дешевле, но и гарантирует от повторного выхода их строя замененных деталей электронной схемы.
Если при перегреве агрегата не происходит его атематического отключения и не срабатывает сигнальная лампочка (имеется не на всех моделях), следует проверить надежность соединения термовыключателей с датчиками температуры. Устраняют неисправность путем замены одного из этих элементов.
Безопасность при ремонте устройства своими руками
Современные сварочные бытовые сварочные инверторы достаточно надежны в работе, а при их периодическом техническом обслуживании и ремонте следует соблюдать определенные правила:
- Запрещается эксплуатация изделия со снятым кожухом.
- Все диагностические работы и замену деталей производят на полностью обесточенном устройстве.
- При удалении накопившейся внутри корпуса пыли используют струю сжатого воздуха при избыточном давлении, не превышающем 5,0 атмосфер.
- Очистку печатных плат и расположенных на ней электронных элементов производят кисточкой (наподобие кисточки для бритья).
- Длительное хранение прибора проводят только в сухом помещении, с полностью закрытым корпусом и отключенным от сети.
househill.ru
Ремонт сварочных инверторов и поиск неполадок своими руками: виды неисправностей, их возникновения, ремонт
Довольно часто домашние мастера сталкиваются с необходимостью выполнения сварочных работ. Для этого им необходимо специальное сварочное оборудование.
Сегодня сварочные инверторы являются довольно распространенным видом подобных аппаратов, которые все чаще можно встретить у многих владельцев. Однако в определённый момент это оборудование может выходить из строя, что заставляет задумываться о ремонте.
Причем в этом случае необязательно обращаться к специалистам, в некоторых случаях можно вернуть сварочный аппарат в рабочее состояние своими силами. Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание.
Ремонт сварочных инверторов своими руками
Одним из главных качеств, которые обеспечили популярность сварочных инверторных аппаратов, является высокое качество сварки, которое может обеспечить любой человек, не обладающий достаточными навыками в обращении с ним. При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.
Нужно упомянуть о наличии у этого оборудования более сложной конструкции, если сравнивать его со сварочными выпрямителями и трансформаторами. Это, в свою очередь, негативно отражается на их надежности. Также нужно сказать о том, что перечисленные выше предшественники представляют с собой электротехнические устройства. В отличие от них инверторные аппараты — это одна из разновидностей сложных электронных приборов.
По этой причине, если владелец столкнулся с неполадками в работе сварочного инвертора, для обнаружения причины неисправности и выполнения непосредственно ремонта необходимо убедиться в работоспособности составных его элементов: диодов, транзисторов, стабилитронов, резисторов, а также иных элементов электронной схемы инвертора. Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Схема ремонта сварочного инвертора своими руками
Приступая к ремонту инверторных сварочных аппаратов, необходимо помнить о следующем моменте: довольно часто сложно понять, ориентируясь лишь на характер возникшей неполадки, что же именно привело к прекращению работы аппарата.
В подобной ситуации владельцу не остается ничего другого, как по очереди проверять каждый элемент схемы. Поэтому, чтобы ремонт оправдал затрачиваемые на него усилия и время и обеспечить необходимый результат, владелец подобного аппарата должен обладать определенными познаниями в электронике, а также хотя бы минимальными навыками работы с электросхемами.
Если он в этом плане не разбирается, то, решившись на самостоятельный ремонт инверторного сварочного аппарата, он рискует лишь понапрасну потерять силы, время, не добившись своей цели. Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Основные неисправности сварочных инверторов
Если рассмотреть все неполадки, которые диагностируют при эксплуатации сварочных инверторов любого типа, то они могут быть классифицированы на несколько групп:
- неполадки, возникшие в результате неграмотного выбора рабочего режима сварки;
- неполадки, причиной появления которых является неисправность или же неправильная работа электронных составляющих оборудования.
Вне зависимости от характера неисправности подобная ситуация не позволит владельцу продолжить в привычном режиме сварку. К появлению неисправности в работе сварочного инвертора могут приводить различные факторы. Для определения точной причины необходимо проверять по очереди каждый из них, причем вначале начинают с простых операций и постепенно продвигаются к более сложным. После проведения всех рекомендуемых диагностических процедур может случиться так, что сварочный аппарат по-прежнему находится в нерабочем режиме. В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
- Проникновение влаги внутрь устройства. В большинстве случаев этому способствуют осадки.
- В случае скопления под корпусом пыли возникают благоприятные условия для нарушения правильного охлаждения составляющих узлов электронной схемы. Чаще всего наибольшему риску загрязнения подвержено оборудование, которое используется на строительных площадках. Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
- Пренебрежение рекомендациями изготовителя относительно подходящего режима использования инвертора, работающего без перерывов. Это также может стать одной из причин возникновения неполадок в работе электроники оборудования, возникающих на фоне его перегрева.
Распространенные неисправности инверторов
Обычно инверторные аппараты выходят из строя по причине воздействия внешних факторов, а также неправильной настройки и пренебрежения рекомендациями по использованию аппарата. Среди подобных ситуаций чаще всего можно наблюдать следующие:
- Процесс горения сварочной дуги имеет неустойчивый характер или же отмечается слишком сильное разбрызгивание материала электрода. Столкнуться с подобным можно в том случае, если был неправильно подобран ток. Во избежание проблем нужно ориентироваться на диаметр и тип электрода, а также скорость сварки. Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
- Сварочный электрод с усилием отводится от металла. Подобная ситуация может возникать из-за нескольких различных факторов. В большинстве случаев этому способствует чересчур низкое питающее напряжение сети, к которой подключено оборудование. Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
- При включенном инверторе индикаторы показывают рабочее состояние, при этом невозможно осуществлять сварку. Обычно причиной подобной неполадки является перегрев оборудования, при этом довольно сложно увидеть свечение контрольного индикатора или лампы, а звуковой сигнал в используемой модели не предусмотрен. Другой причиной подобной неисправности может быть самостоятельное отсоединение сварочных проводов или их повреждение.
- Во время сварки можно столкнуться с постоянным отключением сетевого напряжения. Чаще всего это связано с ошибками относительно выбора для электрощитка автоматического выключателя. Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.
- Невозможно включить инвертор. Столкнулся с подобной неполадкой можно, если в сети наблюдается низкое напряжение, которого не хватает для создания нормальных условий для выполнения сварочных работ.
- Отключение инвертора при длительном выполнении сварочных работ. Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
Ремонт инверторных сварочных аппаратов
Признаком возникновения серьезных неполадок в работе инверторного модуля может выступать возникновение запаха гари из корпуса аппарата. В подобной ситуации наилучшим решением будет вызов специалистов сервисной службы. Чтобы устранить подобную неисправность своими руками, владелец должен обладать определенными навыками и знаниями.
Технология работ
Процедура ремонта своими руками заключается в получении доступа к корпусу аппарата, дальнейшем обследовании его начинки. В некоторых случаях причиной неисправности может быть некачественная пайка элементов, кабелей, иных контактов на платах схемы.
Поэтому в подобной ситуации вернуть прибор в рабочее состояние можно путем перепайки. На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
После того, как удалось установить неисправные узлы, их необходимо выпаять, далее установить вместо них идентичные или схожие с ними по характеристикам детали. При выборе заменяемых деталей необходимо обращать внимание на маркировку, присутствующую на корпусе, либо использовать таблицы. Во время извлечения поврежденных элементов рекомендуется применять паяльник с отсосом. Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
В некоторых случаях обследование может не дать результатов. В подобной ситуации имеет смысл начать прозванивать элементы, используя для этого омметр или мультиметр. Наименьший уровень защиты имеют транзисторы. По этой причине во время ремонта прибора необходимо в первую очередь обследовать их и проверить работоспособность. В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
При обследовании платы следует уделить внимание состоянию каждого печатного проводника, где нужно убедиться, что они не имеют обрывов и подгаров. Если были обнаружены подгоревшие участки, их нужно убрать и напаять перемычки. Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Заключение
Инверторные сварочные аппараты способны намного упростить процедуру сварки различных изделий. Выход из строя этого оборудования может огорчить любого владельца. Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
- Автор: Фёдор Ильич Артёмов
- Распечатать
stanok.guru
Inverter IGBT Принцип работы генератора сварочного аппарата постоянного тока — Знание
Инверторный сварочный аппарат постоянного тока с IGBT в основном представляет собой инверторный источник питания для дуговой сварки, генерируемый инвертором, который также называется инвертором для дуговой сварки. Это новый тип источника сварочного тока. Это переменный ток промышленной частоты (50 Гц), который сначала выпрямляется и фильтруется выпрямителем, превращаясь в постоянный ток, а затем преобразуется в ток от нескольких кГц до нескольких десятков кГц, полевой МОП-транзистор или IGBT с помощью мощных переключающих электронных компонентов. (тиристорный SCR, транзисторный GTR).Переменный ток ПЧ снижается до напряжения в десятки вольт, подходящего для трансформаторной сварки, и повторно преобразуется, и через реактивный фильтр выводится достаточно стабильный сварочный ток постоянного тока.
Порядок преобразования может быть выражен просто как:
Частота сети переменного тока (выпрямительная фильтрация) → постоянный ток (через инвертор) → промежуточная частота переменного тока (понижающая, выпрямляющая, фильтрация) → постоянный ток.
А именно: AC → DC → AC → DC
Из-за высокой частоты и высокого индуктивного сопротивления источника переменного тока после понижения инвертора активная мощность в сварочной цепи значительно снижается.Следовательно, необходимо исправить это еще раз. Это механизм используемого в настоящее время инверторного сварочного аппарата.
Основной характеристикой сварочного генератора постоянного тока с инверторным IGBT является высокая рабочая частота, которая дает много преимуществ. Поскольку трансформатор представляет собой первичную обмотку или вторичную обмотку, его потенциал E имеет следующую взаимосвязь с частотой f тока, плотностью магнитного потока B, площадью поперечного сечения сердечника S и числом витков обмотки W: Е = 4.44fBSW
Напряжение на клеммах U обмотки приблизительно равно E, то есть:
U≈E = 4,44fBSW
Когда U и B определены, если f увеличивается, S уменьшается, а W уменьшается. Таким образом, вес и объем трансформатора могут быть значительно уменьшены. Это позволяет значительно уменьшить вес и объем всей машины. Есть много преимуществ из-за увеличения частоты и других факторов. По сравнению с традиционным источником питания для дуговой сварки, основные характеристики следующие:
1.Небольшой размер, легкий вес, экономия материалов, удобство переноски и перемещения.
2. Высокая эффективность и энергосбережение, эффективность может достигать 80% ~ 90%, экономия более 1/3, чем у традиционных сварочных аппаратов.
3. Хорошие динамические характеристики, легкое зажигание дуги, стабильная дуга, красивый сварной шов и небольшой разбрызгивание.
4. Подходит для использования с роботами для создания производственной автоматической системы сварки.
Его можно использовать на одном станке для выполнения различных процессов сварки и резки.
Во-первых, сравнение ламп переключателя мощности
Обычно используемые переключатели мощности — это тиристоры, IGBT, полевые транзисторы и т.п. Среди них частота переключения тиристора (тиристора) составляет, по крайней мере, около 1000 раз в секунду, что обычно не подходит для схемы переключения высокочастотной работы.
1. Характеристики трубки эффектов:
Выдающимся преимуществом полевых транзисторов является их чрезвычайно высокая частота переключения. Он может переключаться более 500 000 раз в секунду.Выдерживаемое напряжение обычно превышает 500 В, температура составляет 150 ° C (форма), а сопротивление в открытом состоянии и потери в трубке низкие. Это идеальное переключающее устройство, особенно подходящее для использования в качестве переключающего устройства в высокочастотных цепях.
Однако рабочий ток полевого транзистора очень мал, а высокая температура около 20 А обычно составляет около 9 А, что ограничивает максимальный ток в цепи и длину пути утечки вывода из-за формы корпуса полевого транзистора. (поверхностное расстояние между проводником и другими проводниками очень велико).Он небольшой и легко повреждается под высоким давлением окружающей среды, в результате чего между штырями возникает электрическая проводимость, что приводит к повреждению машины или угрозе личной безопасности.
2. Характеристики генератора сварочного аппарата постоянного тока с инверторным IGBT:
IGBT представляет собой трубку с биполярным изоляционным эффектом. Условное обозначение и эквивалентная принципиальная схема показаны на рисунке 11.1. Частота переключения составляет от 20 кГц до 30 кГц. Однако он может пропускать большой ток (100 А или выше), а из-за большого шага выводов внешнего корпуса длина пути утечки велика, он может выдерживать воздействие высокого давления окружающей среды и является безопасным и надежным.
Международный журнал инженерного менеджмента и прикладных наук
Международный журнал новейших технологий в области инженерии, менеджмента и прикладных наук — IJLTEMAS
Международный журнал новейших технологий в машиностроении, менеджменте и прикладных науках (IJLTEMAS) — это ежемесячный рецензируемый международный журнал по инженерным наукам, менеджменту и прикладным наукам с минимальными затратами на обработку.Мы обеспечиваем отличную платформу для обмена мнениями между исследователями, широко заинтересованными в области инженерии, менеджмента и прикладных наук.
Научно-исследовательское и инновационное общество
Общество исследований и научных инноваций (RSIS International) — ведущее международное профессиональное некоммерческое общество, которое способствует прогрессу исследований и инноваций посредством международных конференций, дискуссий, семинаров и публикации профессиональных международных онлайн-журналов, информационных бюллетеней и проведения исследований и инноваций. на международном уровне.
Объявление заявок март 2021 г.
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках — IJLTEMAS приглашает авторов / исследователей предложить свои исследовательские работы в области инженерии, менеджмента и прикладных наук. Все заявки должны быть оригинальными и содержать соответствующие результаты исследований в области инженерии, менеджмента и прикладных наук. Мы нацелены на качественную исследовательскую публикацию и предоставляем читателю достоверные исследования.
Правила подачи заявок
| Срок подачи заявок | 26.02.2021 — 25.03.2021 |
| Новое поступление | Подача онлайн |
| Окончательная подача принятой статьи | Подача онлайн |
| Месяц / Год / Объем / Выпуск | Март 2021 г. Том X Выпуск III |
| Сборы за публикацию (международные авторы) | 20 $ |
Почему открытый доступ?
Журналы открытого доступадоступны бесплатно в Интернете для немедленного открытого доступа во всем мире к полному содержанию статей, отвечающих интересам основных исследователей.Каждый заинтересованный читатель может бесплатно читать, скачивать или потенциально распечатывать статьи в открытом доступе! Мы приглашаем подавать документы превосходного качества только в электронном (только .doc) формате.
Инверторный сварочный аппарат — GRINDTEC 2022
В отличие от традиционных сварочных аппаратов, к которым привыкло большинство из нас, инверторный сварочный аппарат — это сравнительно новый и творческий вид сварщика, имеющий множество преимуществ. По сравнению с тяжелыми медными или алюминиевыми трансформаторами и выпрямителями, используемыми в обычных сварочных аппаратах, в инверторных паяльниках используется передовая технология на основе кремния.Нет сомнений в том, что они породили немало проблем с прорезыванием зубов, когда впервые были запущены инверторные сварочные аппараты, как и любое современное изобретение. Однако с тех пор инверторная технология оказалась очень эффективной, рентабельной и, по сути, имеет целый ряд преимуществ. Давайте подробнее рассмотрим, как работает инверторный сварочный аппарат и почему вы можете получить от него пользу!
Принцип работы инверторного сварочного аппарата
Инверторный сварочный аппарат — это устройство контроля электрического напряжения.Он преобразует источник питания переменного тока в более низкое функциональное выходное напряжение в случае инверторного сварочного аппарата — например, с выхода 240 В переменного тока до 20 В постоянного тока. В отличие от традиционных устройств на основе трансформаторов, которые в основном полагаются на один большой трансформатор для управления напряжением, устройства на основе инверторов используют набор электронных компонентов для преобразования электроэнергии. Инверторный сварочный аппарат работает, увеличивая частоту первичного источника питания с 50 Гц до 20 000–100 000 Гц. Это достигается за счет использования электрических элементов управления, которые невероятно быстро включают и выключают питание.Размер трансформатора можно очень резко уменьшить, регулируя подачу питания таким образом, пока она не достигнет трансформатора.
Преимущества инверторного сварочного аппарата
Самым большим преимуществом инверторного сварочного аппарата является то, что он имеет относительно тонкую портативную конструкцию и его можно носить с собой, как легкий портфель. Инверторы изящнее, легче, легче и гибче по весу, в них используются трансформаторы еще меньшего размера. Это очень похоже на обычный сварочный аппарат, который, как известно, имеет большие габариты и не работает в узких помещениях.По сравнению с ними они потребляют меньше электроэнергии и могут работать от стандартной бытовой электросети. Более низкое энергопотребление означает, что инверторный сварочный аппарат можно установить в любую обычную розетку на 110 В с бытовым током, а не с током высокого напряжения. Это очень похоже на обычный сварочный аппарат, который, как известно, имеет большие габариты и не работает в узких помещениях.
Высокая эффективность
Качественные инверторные сварочные аппараты будут иметь уровень производительности около 80-90 процентов, тогда как традиционные сварочные аппараты имеют немного более низкий КПД — около 50 процентов.Это связано с тем, что в традиционных устройствах трансформаторы большего размера имеют более высокое сопротивление и, следовательно, теряют большое количество энергии из-за рассеивания тепла.
Высокие рабочие циклы
Инверторные сварочные аппараты, опять же из-за разницы в мощности трансформатора, обычно имеют значительно более высокие интервалы включения. В инверторном блоке, хотя более мелкие детали легко нагреваются, их можно охлаждать гораздо более эффективно и быстро. Однако в стандартных сварочных аппаратах с «трансформатором» детали намного крупнее и, следовательно, имеют тенденцию накапливать тепло и дольше остывать.
Гибкость с выходом переменного или постоянного тока
Большинство типичных аппаратов для ручной дуговой сварки металла с трансформатором имеют только выход переменного тока, а это означает, что типы электродов, которыми они могут сваривать, ограничены. Однако в инверторном сварочном аппарате ток гораздо легче преобразовать в постоянный, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также говорит о том, что такие ручные инверторы металлической дуги также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
Оптимизация энергопотребления
Такая популярность означает, что использование энергии генератора намного практичнее с инверторными сварочными аппаратами, которые могут работать на небольших портативных генераторных установках, что по-прежнему невозможно с традиционными трансформаторными машинами. Следует напомнить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочтите наш отчет об использовании генераторов с инверторными сварочными аппаратами.
При всем вышесказанном, инверторный сварочный аппарат, конечно, не самый лучший и идеальная система для всех видов сварочных работ.Компоненты высокотехнологичной электроники объясняют, что инверторный сварочный аппарат будет работать с током более низкого напряжения. Верный аргумент, что инверторные сварочные аппараты сравнительно слабы и поэтому уязвимы для более частых поломок, и, следовательно, их использование приведет к более высоким затратам на ампер.
Нужна помощь в поиске следующего инверторного сварочного аппарата?Выставка МТС объединяет производителей со всего мира.Отправьте нам сообщение с вашими требованиями, и наши специалисты МТС с радостью ответят на ваши вопросы.
Принцип работы сварочного аппаратаRajlaxmi Tig 300a Mosfet на хинди
перейти к содержанию- Домашняя страница
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
- Jasic PRO ARC 180 SE 180amp MMA Электрод Инверторный сварочный аппарат Совместимость с генератором 230
- Сварочный аппарат MIG 160A с сердечником из инвертора без газа Сварочный аппарат для дуговой сварки металлов AC
- MAGNUM MIG MAG 204 ALU SYNERGY TIG LIFT MMA ARC WELDER IGBT ИНВЕРТОР 230 В 50 Гц
- 7PCS Set 220V Портативный MMA ARC Welder IGBT Сварочный аппарат Паяльный инвертор
- Мини сварочный аппарат дуги IGBT MMA электросварщик 110V 220V 20-160A DC инвертор
- март 2021
- Февраль 2021 г.
- Январь 2021 г.
- Декабрь 2020
- Ноябрь 2020
- Октябрь 2020
- сентябрь 2020
- Август 2020
- Июль 2020
- июнь 2020
- мая 2020
- Апрель 2020
- марта 2020
- Февраль 2020
- Январь 2020
- декабрь 2019
- Ноябрь 2019
- Октябрь 2019
- сентябрь 2019
- Август 2019
- июль 2019
- июнь 2019
- Май 2019
- апрель 2019
- март 2019
- Февраль 2019
- январь 2019
- Декабрь 2018
- Ноябрь 2018
- 10 шт.
- 110-560 В
- 110220в
- 110 В
- 110v220v
- 115v
- 120a
- 125a
- 135a
- 140 ампер
- 15-250a
- 16-40 мм
- 160-200
- 160-А
- 160a
- 160 ампер
- 165i
- 180a
- 195a
- 1 шт.
- 1тиг
- 20-180a
- 20-200
- 20-250a
- 200a
- 200 ампер
- 200 миль
- 200н
- 20160a
- 220110в
- 220 В
- 230 В
- 235амп
- 240 В
- 250a
- 250 ампер
- 2в1
- 300a
- 315a
- 315ампер
- 34тлг
- 3в1
- 400a
- 400г
- 4в1
- 60–160
- 7000 Вт
- 7 шт.
- 8000 Вт
- acdc
- aldi
- алюминий
- алюминий-200а
- амико
- ансен
- ап сварка
- арк-120
- арк-140
- арк-160
- арк-160д
- арк-165
- арк-200
- арк-250
- арк-250с
- арк-400
- арк-420с
- arc140
- arc250
- arc260gold
- аргон
- at2000
- автоол
- аккумулятор
- лучшее
- сварной шов
- бренд
- бюджет
- век
- центурилинкольн
- дешево
- Чикаго
- химера
- сигарет
- Кларк
- конверсия
- преобразование
- самый крутой
- мастер
- крест-дуга
- ct416
- ct520d
- cts-180
- cts-180a
- cts-200
- погибших
- деко
- разница
- цифровой
- цифр
- др-160
- драпер
- двойной
- легко
- Иствуд
- электрический
- emw508
- epicweld
- esab
- этоша
- everlast
- ewm-508
- экспресс
- fcaw
- первый
- флюс
- сила
- бесплатно
- лоб
- фьюжн
- geile
- хорошо
- гринкут
- гид
- гысми
- портативный
- поручень
- гавань
- портовые перевозки
- ГБТ2000
- herocut
- hg1800hf
- hg2300dv
- hg2600a
- высокий
- хитбокс
- хитбоксов
- хитроник
- хиттбокс
- Хобарт
- самодельный
- htbox
- hyundai
- Гц
- hzzxvogen
- ibell
- идеальный
- IGBT
- igbtinverter
- глубина
- посредник
- инвертор
- it1002
- its200
- jasic
- jkarc
- кд838
- кд839
- кд843
- кд844
- пинальная лошадь
- клатч
- крафтделе
- крамер
- лифт
- лифт-тиг
- легкий
- линкольн
- лотос
- магнум
- maquina
- маркет
- мехпро
- металл
- миг-160
- миг-200
- миг-250
- mig228
- mig235
- migmag
- мигмагтигмма
- мигтигмма
- migtigstick
- мельник
- мини
- ММА-120Т
- ММА-160
- ММА-160А
- ММА-180
- ММА-200
- ММА-201
- ММА-400
- ММА-85
- ммa160
- мм
- mp250i
- тонн 2000
- мтс-165
- мтс-165а
- мтс-185
- мтс-205
- мульти
- многопроцессорность
- без сенсорного экрана
- заказано
- ozito
- паркер
- у парковки
- parweld
- пилот
- плазма
- пм-мма-300сп
- баллов
- порабощенный
- переносной
- пост
- питьевой
- Powerarc
- powermat
- практичный
- принцесса
- переносной
- импульс
- rajlaxmi
- сварка бритвой
- перезагрузка
- ремонт
- отзыв
- рецензирование
- риланд
- рупий
- рстар
- s160-am
- s160-dr
- s160am
- s160dr
- Schweigerät
- царапина
- Сили
- селко
- выбрать
- набор1
- SF-160A
- SF-200
- SF-200A
- шакти
- шерман
- silverline
- симадре
- самых маленьких
- умный
- см / с
- оснастка
- пролет
- искра
- спартус
- ст-165
- ст-185
- ст-205
- штальверк
- Стэнли
- звездочных кв.
- начало
- стелс
- шаг
- палка
- Stickarc
- сварка
- забастовка
- Сангольд
- супер
- т113
- т2000
- т800
- разборка
- технология
- технический
- тестирование
- термодайн
- термический
- термо-дуговая
- тиг-160
- ТИГ-160ДЦ
- тиг-160с
- тиг-165
- ТИГ-165ХФ
- тиг-165с
- ТИГ-180ДЦ
- тиг-185
- тиг-185hf
- тиг-200
- тиг-200а
- ТИГ-200ДЦ
- тиг-200
- тиг-205
- тиг-205hf
- тиг-205с
- ТИГ-220ДЦ
- тиг-225
- TIG-Torch-Stick-Arc-MMA-DC-Инвертор-Сварщик-230 В-Напряжение
- тиг200
- tig200a
- тиг200м
- тиг200п
- tigarc
- тигароплазма
- тигмма
- tigmmaarc
- тигровый
- tigstickarc
- титан
- факел
- torch-stick-arc-mma-dc-инвертор-сварщик-110в-напряжение
- трансформатор
- оборот
- твист
- u0026
- распаковка
- уни-миг
- unimig
- союз
- улучшено
- подержанный
- Usewell
- с использованием
- вектор
- вевор
- гадюка
- vivohome
- вольт
- vorführgerätvector
- вулкан
- сварка
- сварщик
- сварщиков
- сварка
- напарник
- Weldpro
- подача проволоки
- мир
- WS-250
- х-бык
- yeswelder
- зоян
- zx7-200
- zx7-250
| M | Т | Вт | Т | F | S | S |
|---|---|---|---|---|---|---|
| «Июнь | августа » | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| 22 | 23 | 24 | 25 | 26 | 27 | 28 |
| 29 | 30 | 31 | ||||
- IPOTOOLS TC200ACDC
- miller xmt 300 cccv dc инверторный сварочный аппарат
- mma машина для аргонно-дуговой сварки ws-250 digital tig
- oc в сварочном аппарате
- nu vot
- emw508 autool200 pan
- mma
- как сваривать с помощью mig 160 etosha
- tse200g
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
| Сварочный аппарат с инвертором дуги
перейти к содержанию- Домашняя страница
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
- Jasic PRO ARC 180 SE 180amp MMA Электрод Инверторный сварочный аппарат Совместимость с генератором 230
- Сварочный аппарат MIG 160A с сердечником из инвертора без газа Сварочный аппарат для дуговой сварки металлов AC
- MAGNUM MIG MAG 204 ALU SYNERGY TIG LIFT MMA ARC WELDER IGBT ИНВЕРТОР 230 В 50 Гц
- 7PCS Set 220V Портативный MMA ARC Welder IGBT Сварочный аппарат Паяльный инвертор
- Мини сварочный аппарат дуги IGBT MMA электросварщик 110V 220V 20-160A DC инвертор
- март 2021
- Февраль 2021 г.
- Январь 2021 г.
- Декабрь 2020
- Ноябрь 2020
- Октябрь 2020
- сентябрь 2020
- Август 2020
- Июль 2020
- июнь 2020
- мая 2020
- Апрель 2020
- марта 2020
- Февраль 2020
- Январь 2020
- декабрь 2019
- Ноябрь 2019
- Октябрь 2019
- сентябрь 2019
- Август 2019
- июль 2019
- июнь 2019
- Май 2019
- апрель 2019
- март 2019
- Февраль 2019
- январь 2019
- Декабрь 2018
- Ноябрь 2018
- 10 шт.
- 110-560 В
- 110220в
- 110 В
- 110v220v
- 115v
- 120a
- 125a
- 135a
- 140 ампер
- 15-250a
- 16-40 мм
- 160-200
- 160-А
- 160a
- 160 ампер
- 165i
- 180a
- 195a
- 1 шт.
- 1тиг
- 20-180a
- 20-200
- 20-250a
- 200a
- 200 ампер
- 200 миль
- 200н
- 20160a
- 220110в
- 220 В
- 230 В
- 235амп
- 240 В
- 250a
- 250 ампер
- 2в1
- 300a
- 315a
- 315ампер
- 34тлг
- 3в1
- 400a
- 400г
- 4в1
- 60–160
- 7000 Вт
- 7 шт.
- 8000 Вт
- acdc
- aldi
- алюминий
- алюминий-200а
- амико
- ансен
- ап сварка
- арк-120
- арк-140
- арк-160
- арк-160д
- арк-165
- арк-200
- арк-250
- арк-250с
- арк-400
- арк-420с
- arc140
- arc250
- arc260gold
- аргон
- at2000
- автоол
- аккумулятор
- лучшее
- сварной шов
- бренд
- бюджет
- век
- центурилинкольн
- дешево
- Чикаго
- химера
- сигарет
- Кларк
- конверсия
- преобразование
- самый крутой
- мастер
- крест-дуга
- ct416
- ct520d
- cts-180
- cts-180a
- cts-200
- погибших
- деко
- разница
- цифровой
- цифр
- др-160
- драпер
- двойной
- легко
- Иствуд
- электрический
- emw508
- epicweld
- esab
- этоша
- everlast
- ewm-508
- экспресс
- fcaw
- первый
- флюс
- сила
- бесплатно
- лоб
- фьюжн
- geile
- хорошо
- гринкут
- гид
- гысми
- портативный
- поручень
- гавань
- портовые перевозки
- ГБТ2000
- herocut
- hg1800hf
- hg2300dv
- hg2600a
- высокий
- хитбокс
- хитбоксов
- хитроник
- хиттбокс
- Хобарт
- самодельный
- htbox
- hyundai
- Гц
- hzzxvogen
- ibell
- идеальный
- IGBT
- igbtinverter
- глубина
- посредник
- инвертор
- it1002
- its200
- jasic
- jkarc
- кд838
- кд839
- кд843
- кд844
- пинальная лошадь
- клатч
- крафтделе
- крамер
- лифт
- лифт-тиг
- легкий
- линкольн
- лотос
- магнум
- maquina
- маркет
- мехпро
- металл
- миг-160
- миг-200
- миг-250
- mig228
- mig235
- migmag
- мигмагтигмма
- мигтигмма
- migtigstick
- мельник
- мини
- ММА-120Т
- ММА-160
- ММА-160А
- ММА-180
- ММА-200
- ММА-201
- ММА-400
- ММА-85
- ммa160
- мм
- mp250i
- тонн 2000
- мтс-165
- мтс-165а
- мтс-185
- мтс-205
- мульти
- многопроцессорность
- без сенсорного экрана
- заказано
- ozito
- Паркер
- у парковки
- parweld
- пилот
- плазма
- пм-мма-300сп
- баллов
- порабощенный
- переносной
- пост
- питьевой
- Powerarc
- powermat
- практичный
- принцесса
- переносной
- импульс
- rajlaxmi
- сварка бритвой
- перезагрузка
- ремонт
- отзыв
- рецензирование
- риланд
- рупий
- рстар
- s160-am
- s160-dr
- s160am
- s160dr
- Schweigerät
- царапина
- Сили
- селко
- выбрать
- набор1
- SF-160A
- SF-200
- SF-200A
- шакти
- шерман
- silverline
- симадре
- самых маленьких
- умный
- см / с
- оснастка
- пролет
- искра
- спартус
- ст-165
- ст-185
- ст-205
- штальверк
- Стэнли
- звездочных кв.
- начало
- стелс
- шаг
- палка
- Stickarc
- сварка
- забастовка
- Сангольд
- супер
- т113
- т2000
- т800
- разборка
- технология
- технический
- тестирование
- термодайн
- термический
- термо-дуговая
- тиг-160
- ТИГ-160ДЦ
- тиг-160с
- тиг-165
- ТИГ-165ХФ
- тиг-165с
- ТИГ-180ДЦ
- тиг-185
- тиг-185hf
- тиг-200
- тиг-200а
- ТИГ-200ДЦ
- тиг-200
- тиг-205
- тиг-205hf
- тиг-205с
- ТИГ-220ДЦ
- тиг-225
- TIG-Torch-Stick-Arc-MMA-DC-Inverter-Welder-230V-Voltage
- тиг200
- tig200a
- тиг200м
- тиг200п
- tigarc
- тигароплазма
- тигмма
- tigmmaarc
- тигровый
- tigstickarc
- титан
- факел
- горелка-дуга-mma-dc-инвертор-сварщик-110в-напряжение
- трансформатор
- оборот
- твист
- u0026
- распаковка
- уни-миг
- unimig
- союз
- улучшено
- подержанный
- Usewell
- с использованием
- вектор
- вевор
- гадюка
- vivohome
- вольт
- vorführgerätvector
- вулкан
- сварка
- сварщик
- сварщиков
- сварка
- напарник
- Weldpro
- подача проволоки
- мир
- WS-250
- х-бык
- yeswelder
- зоян
- zx7-200
- zx7-250
| M | Т | Вт | Т | F | S | S |
|---|---|---|---|---|---|---|
| «Фев | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 |
| 22 | 23 | 24 | 25 | 26 | 27 | 28 |
| 29 | 30 | 31 | ||||
- IPOTOOLS TC200ACDC
- miller xmt 300 cccv dc инверторный сварочный аппарат
- mma машина для аргонно-дуговой сварки ws-250 digital tig
- oc в сварочном аппарате
- nu vot
- emw508 autool200 pan
- mma
- как сваривать с помощью mig 160 etosha
- tse200g
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
110 / 220V Дуговый сварочный аппарат, Ручной мини-сварочный аппарат MMA 20-180A Инверторный сварочный аппарат Дуговый сварочный аппарат Инвертор для начинающих сварщиков —
- Убедитесь, что это подходит введя номер вашей модели.
- ★ Портативный инверторный электросварщик Инверторный сварочный аппарат малый размер, легкий вес, экономия материалов, удобство переноски и перемещения.
- ★ 【Энергосберегающий сварочный аппарат】 Высокая эффективность и энергосбережение, эффективность может достигать 80% ~ 90%, что на 1/3 меньше, чем у традиционного сварочного аппарата.
- ★ 【Высокая стабильность дуги】 Хорошие динамические характеристики, легкое зажигание дуги, стабильность дуги, красивый сварной шов, небольшой всплеск.
- ★ 【Широкий спектр дуговой сварки】 Подходит для сварки низкоуглеродистой, углеродистой и легированной стали, а также других видов металлов, обеспечивает высокое качество сварки.Он подходит для роботизированной сварки, чтобы сформировать производственную систему автоматической сварки.
- ★ Пакет Inckude】 1 инвертор для сварочного аппарата, 1 комплект принадлежностей.
Принцип работы сварочного аппарата.Принцип работы сварочного инвертора.
Преобразователи напряжения инверторные скрытого монтажа для широкого диапазона мощностей, от нескольких ватт до десятков киловатт. Принцип работы позволяет разобраться в его устройстве и других важных моментах, поэтому мы считаем необходимым провести подробный обзор этого устройства.
Ближе к точке
Особенностью сварочного инвертора является его способность работать при статической нагрузке. За последние несколько десятилетий инверторные преобразователи тока стали применяться в конструкции электросварочных аппаратов, конструкция которых имеет нагрузку в виде электрической дуги.Но обо всем по порядку.
Принцип действия (Рисунок 1)
Принцип работы любого сварочного аппарата основан на преобразовании переменного тока напряжением 220 В или 380 В частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками напряжения холостого хода, рабочего параметра и питания. вольт-амперная характеристика.
Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, в основе которых лежат диодные мостовые схемы сварочных выпрямителей.Если обычные выпрямители выполняют однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае использования сварочного инвертора выполняется многократное преобразование для напряжения, частоты и выпрямления. Конечно, качественные технические параметры выпрямленного тока выше.
Принцип действия рассматриваемого сварочного аппарата разобран исходя из работы последовательного инвертора. На рисунке представлена структурная схема.Глядя на схему схемы, можно понять, что резисторы нагрузки, а также переключающие элементы (емкостный, индуктивный) соединены последовательно. Модуль управления основан на работе 2-х тиристоров.
Первичный выпрямитель используется для преобразования тока, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным. Постоянный рабочий параметр сглаживается сетевым фильтром, после чего подается на преобразователь частоты для последующего преобразования в переменный высокочастотный параметр.
Частота сварочного тока может достигать 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор понижает высокочастотный рабочий параметр до предела напряжения сварочного тока холостого хода. Правка высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства в блоке вторичного выпрямления.
Блок силового выпрямителя имеет сглаживающие емкостные фильтры для последующего улучшения качественных характеристик выпрямителей.В свою очередь, модуль управления осуществляет управление, а также изменение характеристик работы рассматриваемого инверторного аппарата.
Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в наложении импульсного резонанса. Это направление является новым в области электротехники, с появлением которого появилась возможность уменьшить габариты громоздких сварочных аппаратов, функционирование которых основано на классической электротехнике.
Следует отметить, что любое оборудование, основанное на фундаментальных инверторных преобразованиях рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные концепции управления и преобразования позволяют снизить их надежность, и все другие выгодные стороны могут поспорить с объединением во многих секторах.
Структурная схема
Чертеж состоит из трех основных блоков:
- На входе схемы находится выпрямитель с емкостью, включенной параллельно.Что касается роли конденсаторов схемы, то они служат запоминающими устройствами, с помощью которых становится возможным поднять напряжение постоянного тока до 300 В;
- Модуль рассматриваемого аппарата, с помощью которого постоянный ток преобразуется в высокочастотную переменную;
- Выходной выпрямительный блок, преобразующий переменный ток после устройства в постоянный рабочий параметр.
Различные решения модульного блока, в которых есть принципиальные схемы инвертора, становятся доступными для понимания благодаря тщательному изучению предоставленных схем.
Двухконтактный модуль (мостовая схема — рисунок 2)
Биполярные импульсы в мостовом типе образуются за счет парной работы ключевых транзисторов (VT1-VT3, VT2-VT4), через которые проходит половина тока от моста. Конечно, индикатор напряжения будет вдвое меньше емкости «С».
Двухконтактный модуль (полумостовая схема — рисунок 3)
В данном случае полумостовой модуль снабжен емкостным делителем на транзисторах, а также в первичной обмотке будет 0.5 значения на входе устройства. В результате при питании от выпрямителя на входе установки напряжение составит 150В. Рисунок этой схемы со значительными рабочими токами использует мощные транзисторы. Потребление рабочего параметра сети увеличивается, если производится сравнение с полным мостом.
Инверторный модуль (полумост наклонный — 4 шт.)
На изображении этой схемы ключевые транзисторы VT1-VT2 работают одновременно при отпирании и запирании.Индикаторное напряжение в транзисторах не достигает 0,5 напряжения на входе. Когда транзисторы закрыты, энергия поглощается конденсатором «С», расположенным на входе через диоды VD1-VD2. Однако среди недостатков «косого полумоста» стоит особо выделить смещение стержня трансформатора за счет использования на выходе составляющей рабочего параметра. Принципиальные схемы устройства и работы аппарата инверторного типа позволяют максимально качественно понять, как действуют эти полезные настройки.
- Преимущества и недостатки сварочных инверторов
Для удачной покупки инверторной продукции необходимо знать устройство сварочного инвертора и принципы его работы, чтобы в случае поломки его можно было отремонтировать, так как инверторы очень востребованы и доступны по стоимости сегодня. Вы можете купить их в магазине или сделать самостоятельно.
Принцип работы сварочного инвертора
Сварочный инвертор сам по себе является своего рода силовым агрегатом с большой мощностью. Принцип действия аналогичен импульсным блокам питания. Сходство в особенностях преобразования энергии, а именно в следующих шагах.
Этапы преобразования энергии в сварочном аппарате:
- выпрямление переменного тока сети 220 вольт;
- преобразование постоянного тока в высокочастотную переменную;
- понижение высокочастотного напряжения;
- выходной выпрямитель слабого тока.
Раньше в основе сварочного аппарата лежал силовой трансформатор большой мощности.За счет уменьшения переменного тока в сети это позволило получить большие токи, необходимые для сварки за счет вторичной обмотки. Трансформаторы, работающие от обычной частоты переменного тока 50 Гц, имеют очень большие размеры и большой вес.
Поэтому, чтобы избавиться от этого недостатка, был изобретен сварочный инвертор. Его габариты уменьшены за счет увеличения частоты его работы до 80 и более кГц. Чем выше рабочая частота, тем меньше габариты устройства.Вес соответственно тоже меньше. А это экономия на материалах для его изготовления.
Где взять в сети эти частоты при 50 Гц? Для этих целей разработана схема инвертора, состоящая из мощных транзисторов, переключаемых с частотой от 60 до 80 кГц. Но для того, чтобы они функционировали, к ним необходимо подавать постоянный ток. Его можно получить с выпрямителем, состоящим из диодного моста, а также фильтров для сглаживания. Конечный результат — постоянный ток 220 вольт.Транзисторы инвертора подключены к понижающему трансформатору.
Так как переключение транзисторов происходит на высокой частоте, то и трансформатор работает на такой же. Для работы от высокочастотных токов необходимы трансформаторы меньшего объема. Оказывается, габариты инвертора небольшие, а рабочая мощность не меньше, чем у его громоздкого предшественника, работающего на частоте 50 Гц.
В связи с необходимостью переделки устройства появился ряд дополнительных деталей, обеспечивающих его бесперебойную работу.Познакомимся с ними поближе.
Вернуться к содержанию
Особенности сварочного инвертора
Для уменьшения габаритов и веса сварочное оборудование собрано по инверторной схеме.
Принципиальная монтажная схема:
- выпрямитель низкочастотный; Инвертор
- ; Трансформатор
- ;
- выпрямитель высокочастотный;
- рабочий шунт;
- электронный блок управления.
Каждая модель инвертора имеет свои особенности, но все они основаны на использовании высокочастотных импульсных преобразователей.Как писалось ранее, переменный ток 220В с помощью мощного диодного моста выпрямляется и сглаживается конденсаторами.
На конденсаторах фильтра сила тока будет в 1,41 раза больше, чем на выходе диодов для выпрямления. То есть при напряжении 220 вольт на диодном мосту на конденсаторах получаем 310 вольт постоянного тока. В сети сила тока может варьироваться, поэтому конденсаторы рассчитаны на рабочую зону с запасом (400 вольт).Обычно используются диоды Д161 или В200. Диодная сборка GBPC3508 работает при постоянном токе 35 А. Высокое напряжение проходит через диоды, и они нагреваются. Поэтому их устанавливают на радиатор для охлаждения. В качестве защитного элемента к радиатору прикреплен термопредохранитель. Открывается при повышении температуры до + 90 ° С.
Конденсаторы устанавливаются на разный объем, в зависимости от модификации устройства. Их емкость может достигать размера 680 муф.
Постоянный ток от выпрямителя и фильтра подается на инвертор.Он собран по схеме «косого моста» и состоит из двух ключевых транзисторов большой мощности. В сварочном аппарате основными транзисторами могут быть IGBT или высоковольтные полевые МОП-транзисторы. Эти компоненты прикреплены к радиатору для отвода лишнего тепла.
В сварочном аппарате еще должен быть качественный высокочастотный трансформатор, который является источником понижения напряжения. В инверторе он весит в несколько раз меньше, чем силовой трансформатор в сварочном аппарате. Первичная обмотка состоит из 100 витков ПЭВ толщиной 0.3 мм. Вторичные обмотки: 15 витков медного провода 1 мм, 2 обмотки по 20 витков сечением 0,35 мм. Обмотки первичной и вторичной обмоток должны совпадать. Все обмотки должны быть изолированы плетением или лентой из ПТФЭ для улучшения проводимости. Выходы всех обмоток в месте соединения защищены и опломбированы.
Помимо основных компонентов инвертора есть еще режим антизалипания электрода, плавная регулировка сварочного тока, система защиты от перегрузок.
Специалист легко отрегулирует необходимый сварочный ток и отрегулирует его во время сварочных работ. Диапазон тока достаточно широк — 30-200 А.
Выходной выпрямитель состоит из мощных двойных диодов и одного общего катода. Их особенность в высокой скорости действия. Поскольку их задача — выпрямлять высокочастотный переменный ток, простые диоды с этим не справятся. У них слишком малая скорость закрывания и открывания, а это повлечет за собой перегрев и быструю поломку.При выходе из строя выходных диодов их необходимо заменить на быстродействующие. Они, как и обычные, крепятся на радиатор.
При включении сварочного инвертора происходит зарядка электролитических конденсаторов. Сила этого тока поначалу очень велика и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы этого избежать, используется схема «плавного пуска». Его основной компонент — резистор мощностью 8 Вт. Как раз это ограничитель тока при запуске устройства.
После окончания зарядов конденсаторов и начала штатной работы прибора контакты электромагнитного поля замыкаются. Тогда резистор в работе не участвует, ток проходит через реле.
Трудно недооценить потребность в сварочных аппаратах в домашнем или дачном хозяйстве. Простота конструкции устройства позволяет собирать их самостоятельно.
Однако качество выполненной работы зависит не только от навыков, но и от внутреннего дизайна продукта.Эта статья посвящена устройству и принципам работы этих устройств.
Назначение
Сварочный аппарат относится к классу электрических устройств, предназначенных для формирования напряжения сварочной дуги. Принцип работы сварочного аппарата основан на преобразовании сетевого напряжения в сварочную дугу. Поскольку в дуге есть большие токи (до 250 А), то нужно использовать подход понижения напряжения питания дуги. Основная задача конструкции — обеспечить стабильную дугу, температура горения которой может достигать нескольких тысяч градусов.
Типы сварочных аппаратов
Существует большое количество классификационных признаков, но конструктивно электросварочные аппараты делятся на:
Трансформатор- ;
- выпрямительный; Инвертор
- .
Устройство и принцип работы инверторной сварки
Конструкция и принцип работы трансформаторного сварочного аппарата предполагают, что поддержание стабильности дуги при сварке происходит за счет изменения индуктивного сопротивления вторичной (нагрузочной) обмотки.Это достигается введением реактивной катушки, а в мощных версиях — специальными магнитными шунтами.
Популярным решением является расширение катушек, что приводит к изменению магнитного потока, в свою очередь, к регулированию тока. Схема выпрямителя самая простая. Регулировка выходного тока организована с помощью тиристоров. Наилучшими нагрузочными характеристиками обладает трехфазная схема выпрямления.
Эта операция реализуется инвертором.С помощью широтно-импульсной модуляции (ШИМ) выходной ток регулируется. Этот принцип регулирования основан на изменении длительности выходных импульсов.
- Работа платы управления
- Особенности инверторов
Традиционный сварочный аппарат, включающий в себя обязательный громоздкий трансформатор, в последнее время активно заменяется инверторами. Чтобы понять, как работает сварочный инвертор, необходимо разбираться в его конструкции, принципе работы, эксплуатационных характеристиках, что определяет достоинства и раскрывает недостатки этого устройства.
Сварочный инверторный аппарат предназначен для сварки различных металлических деталей.
Общие принципы работы инвертора
В отличие от более обычных сварочных трансформаторов, в этом устройстве преобразование электрического напряжения в сварочный ток происходит в несколько этапов: с помощью маломощного трансформатора, который почти сопоставим с пачкой сигарет, и электронной схемы. Также в инверторном блоке есть система управления (блок управления), которая значительно облегчает процесс сварки и позволяет формировать качественный шов.Как работает инверторный сварочный аппарат?
Сначала входной ток 220 В частотой 50 А проходит через выпрямитель сварочного аппарата, преобразуется в постоянный и одновременно сглаживается фильтрами (обычно в виде электролитических конденсаторов). Результирующее постоянное напряжение снова преобразуется в переменное с помощью модулятора, собранного на полупроводниках, но с более высокой частотой (до 100 кГц). Далее выпрямляем и понижаем напряжение до значения, необходимого для сварки металла.
Применение высокочастотного преобразователя позволило использовать трансформатор относительно небольших габаритов, в результате чего габариты и масса инверторного аппарата были значительно уменьшены. Например, чтобы получить в инверторе сварочный ток 160 ампер, потребуется трансформатор весом примерно 0,25 кг: для достижения аналогичного результата на обычном сварочном аппарате трансформатор весом не менее 18 кг будет иметь использоваться. При работе инверторного сварочного аппарата важную роль играет электроника: она осуществляет обратную связь с электрической дугой, что позволяет жестко регулировать и поддерживать ее параметры на нужном уровне.Малейшее их отклонение немедленно «подавляется» микропроцессорами. Все эти «дополнения» гарантируют стабильную дугу, что гарантирует высокое качество работы при использовании сварочного аппарата инверторного типа.
Вернуться к содержанию
Как работает основная электронная схема?
В сетевом выпрямителе электрический ток (220 В) выпрямляется с помощью сильного диодного моста (обычно диодной сборки), сглаживание пульсаций переменного тока осуществляется электролитическими конденсаторами.Поскольку диодный мост при работе сильно нагревается, его устанавливают на радиаторы охлаждения. Плюс есть термопредохранитель, срабатывающий от нагрева диодов более + 90 ° C и защищающий дешевую диодную сборку. Рядом с выпрямительным мостом своими размерами отличаются электролитические конденсаторы (круглые «бочонки») емкостью 140-800 мкФ. Кроме того, в сварочный аппарат помещен фильтр, предотвращающий возникновение радиопомех.
Схема самого инвертора включает 2 мощных транзистора (часто MOSFET или IGBT), также установленных на радиаторах.Эти полупроводники коммутируют ток, проходящий через импульсный трансформатор: частота переключения достигает десятков кГц. В результате образуется переменный ток высокой частоты. Для защиты дорогостоящих транзисторов от скачков напряжения используются схемы защиты, в том числе резисторы и конденсаторы небольшой емкости. После того, как транзисторы «поработали», с вторичной обмотки понижающего трансформатора снимается более низкое напряжение (до 70 В), но ток может составлять 130-140 и более ампер.
Для получения постоянного напряжения на выходе используется надежный выходной выпрямитель. Обычно это устройство собирается на основе сдвоенных диодов с общим катодом. Эти устройства характеризуются максимальной скоростью, т.е. быстро открываются и закрываются, при этом время восстановления не превышает 50 наносекунд. Последнее качество очень важно, потому что эти диоды выпрямляют ток очень высокой частоты: обычные полупроводники с подобной задачей не справились бы, не могли бы переключиться.Поэтому при ремонте важно заменить эти диоды на такие же высокочастотные (наиболее распространены устройства VS 60CPH03, STTH6003CW, FFh40US30DN), которые должны быть рассчитаны на обратное напряжение 300 В и ток 30 А.
Вернуться к содержанию
Работа платы управления
Для питания элементов платы используется регулятор напряжения на 15 В, установленный на радиаторе радиатора. Напряжение питания поступает от главного выпрямителя. Одна из функций регулятора мощности — подача напряжения на реле, обеспечивающее «плавный запуск» устройства.При подаче напряжения конденсаторы начинают заряжаться: напряжение увеличивается и применяется схема ограничения для защиты диодной сборки, в состав которой входит мощный (8 Вт) резистор. Как только конденсаторы будут заряжены, инвертор заработает, реле замкнет свои контакты, а резистор не будет участвовать в дальнейшей работе.
Помимо регулятора напряжения, в электронной схеме инвертора есть много других систем, обеспечивающих высокую производительность устройства.Основной из этих электронных блоков:
- Система управления и драйверы: здесь основным элементом является микросхема ШИМ-контроллера, которая «занимается» работой мощных транзисторов;
- Цепи регулирования и управления: основным элементом является трансформатор тока, задачей которого является регулирование силы тока выходного трансформатора;
- Система контроля напряжения питания и выходного тока: состоит из операционного усилителя (операционного усилителя), собранного на микросхеме (например, LM324).Назначение системы — при необходимости включать аварийную защиту, следить за работой и исправностью основных элементов электронного блока.
Оборудование постоянно развивается и оборудование для сварки не исключение. В последнее время на рынке появляется все больше и больше устройств инверторного типа, которые уже практически заменили сварочные трансформаторы во всех сегментах. Конкуренция все еще может сохраняться только на простейшем уровне, необходимом для использования ручной дуговой сварки, поскольку более сложные технические процедуры, для которых требуются особые функции, теперь выполняются в основном инверторами.Многие специалисты уже смогли на практике оценить все преимущества этих продуктов, не говоря уже о том, что в частной сфере они стали практически незаменимыми. Это простые в использовании и многофункциональные устройства. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.
В последние годы появляется все больше и больше различных моделей, от миниатюрных устройств, которые можно использовать для переносной сварки и подачи питания от автономных источников, до крупных многофункциональных устройств, используемых в частной сфере.Этому увеличению количества моделей способствует также широкий спектр производителей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может варьироваться в зависимости от конкретной модели, но основные принципы изменений остаются сильно влияющими на дополнительные функции, поскольку для них создаются отдельные блоки. Все это в целом предоставляет прекрасные возможности для удобного выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность среди современных специалистов.Но здесь есть не только солидные преимущества, но и недостатки.
Преимущества сварочного инвертора
- Устройство сварочного полуавтомата инверторного типа, а также обыкновенного аппарата позволяет уменьшить габариты корпуса оборудования, так как все компоненты получаются более компактными;
- За счет уменьшения габаритных размеров корпуса снижается общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не очень чувствительно к колебаниям напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под электрические скачки в сети;
- Устойчивое горение дуги предотвращает разбрызгивание металла;
- Устройство сварочного инвертора позволяет дополнить технику дополнительными функциями, которых не было и которые позволяют улучшить качество сварного шва;
- Оборудование может работать от обычной бытовой сети, поэтому подключение к трехфазной сети не требуется;
- Потребляемая мощность при работе инвертора намного меньше, чем при работе с трансформатором.
Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно с увеличением мощности и количества функций;
- Устройство инверторного сварочного аппарата очень чувствительно к перегреву, поэтому не рекомендуется использовать его для длительной и непрерывной работы;
- Устройство может создавать вокруг себя высокий уровень электромагнитных помех, которые могут влиять на другое оборудование, находящееся поблизости;
- Здесь тоже большая чувствительность к вибрациям, ударам и так далее, потому что внутри находится электроника, которая может выйти из строя.
Принцип работы сварочного инвертора
Основная функция этого метода — преобразование тока сети в параметры, необходимые для сварки металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом:
- В первую очередь все идет на выпрямитель инвертора. Переменный ток из обычной розетки поступает в выпрямитель и становится постоянным на выходе.
- Затем напряжение падает. В сети он поставляется с параметрами 220 В, а специальный инверторный блок понижает его до нужного значения, заданного настройками. Здесь постоянный ток снова превращается в переменный, но на этот раз специальный блок увеличивает его частоту.
- После этого все идет к трансформатору. Здесь напряжение снова снижается до нужного значения. Из-за уменьшения силы высокочастотного напряжения высокочастотный ток начинает возрастать.
- На последнем этапе преобразованный высокочастотный ток поступает на вторичный выпрямитель, где снова становится постоянным. Здесь происходит окончательная настройка его параметров, которые будут соответствовать заявленным на датчиках характеристикам.
Таким образом, принцип работы сварочного инвертора позволяет четко контролировать его параметры и увеличивать частоту тока и напряжения. Это улучшает возможность работы с тугоплавкими и трудносвариваемыми металлами.Сюда входят алюминий и другие разновидности.
Инверторный контур
Устройство
Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном технологическая плата состоит из следующих частей:
- Радиатор выходного выпрямителя — одна из самых объемных деталей, служащая для вторичного выпрямителя сварочного тока;
- Радиаторы транзисторов — несколько радиаторов, которые в совокупности занимают около четверти платы;
- Охладитель — это охлаждающее устройство, необходимое для инверторов, так как там большая чувствительность к перегреву;
- Сетевой выпрямитель — это основное устройство для выпрямления тока, протекающего из сети, перед его преобразованием;
- Датчик тока — датчик, показывающий параметры принимаемого тока;
- Реле плавного пуска — это устройство, которое помогает обеспечить легкий пуск во время процесса сварки;
- Интегральный стабилизатор — дополнительный блок, помогающий стабилизировать параметры электричества даже при скачках в сети;
- Фильтр шума;
- Конденсаторы интерференционного фильтра.
Режимы
Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут упростить работу.
- Горячий старт. Эта функция помогает увеличить сварочный ток в момент, когда электрод касается заготовки. После этого ток возвращается к параметрам, указанным на датчике. Количество добавленных усилителей зависит от исходного тока, поскольку оно отображается в относительном соотношении от 5 до 100%.Некоторые модели имеют только фиксированное значение добавки. С помощью этой функции легче обжечь плохие электроды.
- Форсаж. Эта функция становится незаменимой при сварке тонких листов металла во время формирования и продвижения сварочной ванны, она защищает электрод от прилипания и от горения.