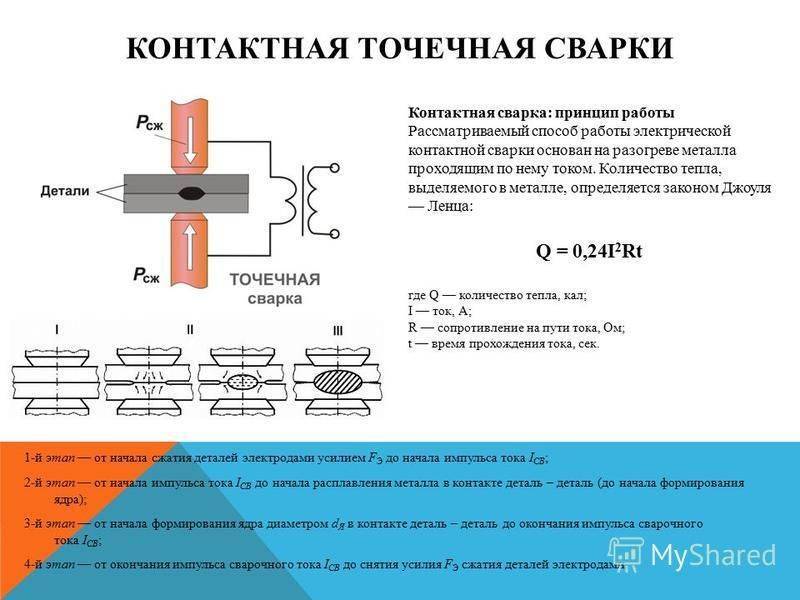
Основные принципы работы контактной сварки
Контактная сварка применяется для соединения металлических элементов при помощи давления и электрического импульса. Основная область использования такого вида сварочных работ это промышленное производство разного рода механизмов, автомобилей, самолётов, судов, агрегатов для сельскохозяйственного использования.
Благодаря высокому качеству и возможности быстрого создания множества сварочных точек, такие устройства набирают широкого спроса. В промышленных масштабах такая установка неоспоримо лучше инвертора, так как скорость и качество сварки зачастую намного лучше.
Блок: 1/4 | Кол-во символов: 571
Источник: http://GeneratorVolt.ru/invertornyjj/osnovnye-principy-raboty-kontaktnojj-svarki.html
Что такое точечная сварка?
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Сварка, имеет высокую степень травматизма, поэтому соблюдайте технику безопасности
Точечная контактная сварка – весьма перспективный метод соединения металла. Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
За счет легкой автоматизации процесса контактная точечная сварка широко применяется на различных производствах, при серийном массовом производстве каких-либо изделий. Здесь стоит отметить то, что прочность получаемых контактной сваркой соединений мало зависит от квалификации сварки и находится на высоком уровне.
Блок: 2/4 | Кол-во символов: 1250
Источник: http://zavarimne.ru/oborudovanie/znakomstvo-s-principami-tochechnoj-svarki/
История
В 1856 году английский физик Уильям Томсон (лорд Кельвин) впервые применил стыковую сварку. В 1877 году американский исследователь Элиу Томсон независимо разработал стыковую сварку и внедрил её в промышленность. В том же 1877 году русский изобретатель Николай Николаевич Бенардос предложил способы контактной точечной и шовной сварки.
В 1877 году американский исследователь Элиу Томсон независимо разработал стыковую сварку и внедрил её в промышленность. В том же 1877 году русский изобретатель Николай Николаевич Бенардос предложил способы контактной точечной и шовной сварки.
Для осуществления процессов контактной точечной сварки использовались специальные клещи с угольными электродами, к которым подводился электрический ток. Затем две сложенные одна на другую стальные пластины зажимались клещами, а ток, подведённый к угольным электродам, проходя через металл, давал достаточное количество теплоты для образования сварной точки.
В 1886 году Э. Томсон занимавшийся исследованиями и разработками в области контактной сварки подал заявку на патент, защищающий принципиально новый способ электрической сварки, описываемый следующим образом: «свариваемые предметы приводятся в соприкосновение местами, которые должны быть сварены, и через них пропускается ток громадной силы — до 200 000 ампер при низком напряжении — 1-2 вольт. Место соприкосновения представит току наибольшее сопротивление и потому сильно нагреется. Если в этот момент начать сжимать свариваемые части и проковывать место сварки, то после охлаждения предметы окажутся хорошо сваренными». Способ сварки называли «электрической ковкой» или «безогненным методом сварки».
Место соприкосновения представит току наибольшее сопротивление и потому сильно нагреется. Если в этот момент начать сжимать свариваемые части и проковывать место сварки, то после охлаждения предметы окажутся хорошо сваренными». Способ сварки называли «электрической ковкой» или «безогненным методом сварки».
В конце XIX века стыковая контактная сварка применялась для соединения телеграфных проводов. В своих дальнейших исследованиях Элиу Томсон стал комбинировать нагрев электрическим током с пластическими деформациями, возможными благодаря применению гидравлических систем сжатия. К началу XX века относятся сообщения о применении фирмой Fiat контактной сварки для изготовления самолётных двигателей.
В 1928 году фирма Stout Metal Airplane Company (отделение фирмы Ford Motor) использовала контактную сварку на линиях изготовления конструкций из дюралюминия. В начале 1930-х годов в Америке были проведены испытания контактной сварки легкоплавких металлов и их сплавов. В ходе проведённых исследований были разработаны технологии и оборудование, которые приняли в производство фирмы Douglas, Boeing и Sikorsky Aircraft.
Блок: 2/8 | Кол-во символов: 2221
Источник: https://ru.wikipedia.org/wiki/%D0%9A%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Последовательность процессов при контактной точечной сварке
Весь процесс точечной сварки можно условно разделить на 3 этапа.
- Сжатие деталей, вызывающее пластическую деформацию микронеровностей в цепочке электрод-деталь-деталь-электрод.
- Включение импульса электрического тока, приводящего к нагреву металла, его расплавлению в зоне соединения и образованию жидкого ядра. По мере прохождения тока ядро увеличивается по высоте и диаметру до максимальных размеров. Происходит образование связей в жидкой фазе металла. При этом продолжается пластическая осадка контактной зоны до окончательного размера. Сжатие деталей обеспечивает образование уплотняющего пояса вокруг расплавленного ядра, который препятствует выплеску металла из зоны сварки.
- Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра.
 При охлаждении объем металла уменьшается, и возникают остаточные напряжения. Последние являются нежелательным явлением, с которым борются различными способами. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает проковывание металла, устраняющее неоднородности шва и снимающее напряжения.
При охлаждении объем металла уменьшается, и возникают остаточные напряжения. Последние являются нежелательным явлением, с которым борются различными способами. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает проковывание металла, устраняющее неоднородности шва и снимающее напряжения.
 При охлаждении объем металла уменьшается, и возникают остаточные напряжения. Последние являются нежелательным явлением, с которым борются различными способами. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает проковывание металла, устраняющее неоднородности шва и снимающее напряжения.
При охлаждении объем металла уменьшается, и возникают остаточные напряжения. Последние являются нежелательным явлением, с которым борются различными способами. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает проковывание металла, устраняющее неоднородности шва и снимающее напряжения.Шаги контактной точечной сварки
При следующем цикле все повторяется снова.
Блок: 3/7 | Кол-во символов: 1446
Источник: http://tool-land.ru/kontaktnaya-tochechnaya-svarka.php
Теория
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока длительностью в соответствии с законом Джоуля — Ленца:
За величину принимают сопротивление столбика металла между электродами. При расчёте сварочного тока и времени импульса сварочного трансформатора, — исходный параметр, так как его легко рассчитать, зная материал детали, её толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
При расчёте сварочного тока и времени импульса сварочного трансформатора, — исходный параметр, так как его легко рассчитать, зная материал детали, её толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля — Ленца увеличение должно увеличивать количество выделяющейся теплоты . Но по закону Ома увеличение не всегда увеличивает количество выделяющейся при сварке теплоты , многое зависит от соотношения и полного сопротивления вторичного контура сварочного трансформатора.
Где — напряжение на вторичном контуре сварочного аппарата, a — полное сопротивление вторичного контура, в которое входит . При увеличении сопротивления уменьшится сила сварочного тока , которая учитывается в законе Джоуля — Ленца в квадрате. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения примерно в 10 раз.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение в процессе сварки практически не влияет на выделение теплоты, нагрев остаётся стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Сваренные на них соединения обладают более стабильным качеством.
Блок: 3/8 | Кол-во символов: 2675
Источник: https://ru.wikipedia.org/wiki/%D0%9A%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.

Блок: 4/8 | Кол-во символов: 1079
Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka
Работа на переменном токе
Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку.
В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение. В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера.
Блок: 4/9 | Кол-во символов: 1081
Источник: https://svaring.com/welding/apparaty/apparat-kontaktnoj-tochechnoj-svarki
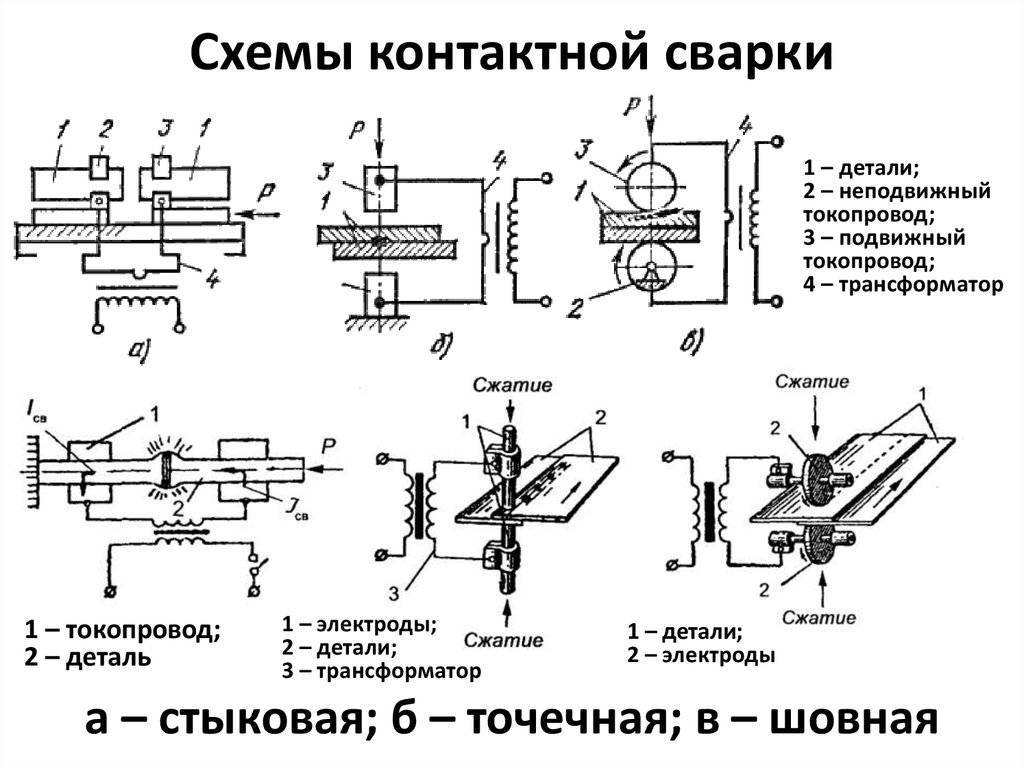
Виды сварки и их особенности
Контактные соединения разделяются на четыре категории, которые имеют свои особенности и способы применения. Давайте разберем, какие виды бывают:
- Контактная точечная.
- Стыковая.
- Контактная шовная.
- Рельефная.
Теперь более подробно поговорим о каждой из них, чтобы вы конкретно смогли понять, что каждый вид представляет и какие его особенности. Точечные сварочные соединения помогают соединять детали в одной либо сразу во многих местах точками. Точка образуется в процессе нагревания и расплавления металла под воздействием электрического импульсного тока, формы электродов, которые давлением воздействуют на материал и времени нагревания.
Точка образуется в процессе нагревания и расплавления металла под воздействием электрического импульсного тока, формы электродов, которые давлением воздействуют на материал и времени нагревания.
Разные вариации всех этих показателей помогают выполнить сварную точку любой формы, прочности и прочее.
Классификация видов сварки
Широко используются в производствах большого масштаба и при серийном однотипном выпуске механизмов. Также используют для создания батарей аккумуляторов.
Для соединения деталей сразу по всей площади их стыка, используется контактная стыковая.
Благодаря такому способу, две детали впоследствии нагрева соединяются в единую конструкцию сразу на большой площади, за короткий промежуток времени. Время и способ такой состыковки зависит от характеристик металла, общей свариваемой площади и необходимой прочности соединения.
Разновидности сварных соединений
Стыковую сварку выполняют тремя методами:
- Сопротивление.
- Непрерывное оплавление.
- Оплавление с одновременным разогревом места сварки.
Для деталей небольшого сечения, до двух квадратных сантиметров, применяется метод сопротивления. Также такой метод часто применяется для труб из металлов с низким содержанием углерода. Детали, площадь сечения которых не превышает отметку в 10 тысяч квадратных сантиметров, используется метод оплавления. Область применения очень широкая, он сваривания арматурных конструкций в железобетоне, до создания бесшовной железной дороги.
Такая технология помогает изготавливать детали очень большой длины при этом не оставляя никаких заметных швов. С помощью оплавления сваривают режущие инструменты, например, наконечники для сверла либо лезвия ножей. Свариваются массивные цепи судовых якорей. Оплавление с разогревом, это модификация обычного оплавления, используется для создания более качественного сварного шва.
Шовная сварка
Шовная контактная сварка производится путём наваривания нескольких точек в ряд. Такие точки могут быть герметичными, если делать их внахлёст. Если же оставлять промежуток, она будет практически похожа на обычную, точечную. Процесс такой сварки может выполняться на одном или нескольких сварочных станках. Дисковая роликовая установка вращается по контуру, который необходимо сварить, оставляя за собой точки.
Такие точки могут быть герметичными, если делать их внахлёст. Если же оставлять промежуток, она будет практически похожа на обычную, точечную. Процесс такой сварки может выполняться на одном или нескольких сварочных станках. Дисковая роликовая установка вращается по контуру, который необходимо сварить, оставляя за собой точки.
Если роликовая прокатка проходи с одной стороны тогда она односторонняя. Если роликовая прокатка с двух сторон, тогда соединение происходит с каждой стороны. Этот метод хорош тем, что может быть как односторонняя, так и двусторонняя, что хорошо в определённых случаях.
Самый качественный шов получается на металлах толщиной 0.2-3 миллиметра. Применяются для создания герметичных швов в алюминиевых бочках, канистрах и прочих ёмкостях.
Контактная рельефная сварка, очень похожа на точечную. Для его выполнения, заранее подготавливаются специальные выпуклые участки, которые и свариваются. Главной особенностью является то, что форма сварной точки в таком случае зависит от того какая форма выпуклости была сделана, а не от формы используемого электрода. Область применения довольно широкая, от автомобилей до различных электрических приборов.
Область применения довольно широкая, от автомобилей до различных электрических приборов.
Характеристики используемых электродов
Электроды имеют следующие характеристики, благодаря которым и получается сделать качественную сварку:
- Высокая устойчивость к температурам (могут выдерживать нагревание свыше шестисот градусов).
- Высокая плотность материала, что позволяет сохранять форму, даже при ударных сжатиях, равных пяти-шести килограммам на квадратный миллиметр.
- Очень высокая тепловая и электрическая проводимость. Благодаря высокой электрической проводимости могут передавать импульс тока без потерь.
- Для односторонней или двусторонней сварки, электроды имеют плоскую форму диска. Для остальных видов используются бочкообразные элементы.
Прочитав данную статью, вы смогли разобраться с технологическим процессом устройства контактной сварки. Узнали, какие виды контактной сварки бывают, и на какие разновидности разделяются электроды. Теперь можно переходить и к практическому изучению этого процесса.
Теперь можно переходить и к практическому изучению этого процесса.
Блок: 4/4 | Кол-во символов: 4474
Источник: http://GeneratorVolt.ru/invertornyjj/osnovnye-principy-raboty-kontaktnojj-svarki.html
Технология сварки
Технология контактной точечной сварки состоит из трех этапов, которые мы подробно опишем. Сначала детали подготавливают (об этом мы поговорим далее более подробно). Затем детали располагаются под жалом сварочного аппарата и подвергаются сжатию, в итоге поверхность металла деформируется, образуется небольшое углубление — точка. Затем подается электрический ток, металл нагревается, плавится и в «точке» образуется так называемое жидкое ядро. Постепенно ток проникает через все ядро, и оно увеличивается в размерах. «Точка» становится частью сварного шва. А благодаря предварительной деформации деталей металл не разбрызгивается при плавлении и шов получается аккуратным, его не нужно зачищать.
Затем подача тока приостанавливается, металл охлаждается и кристаллизируется.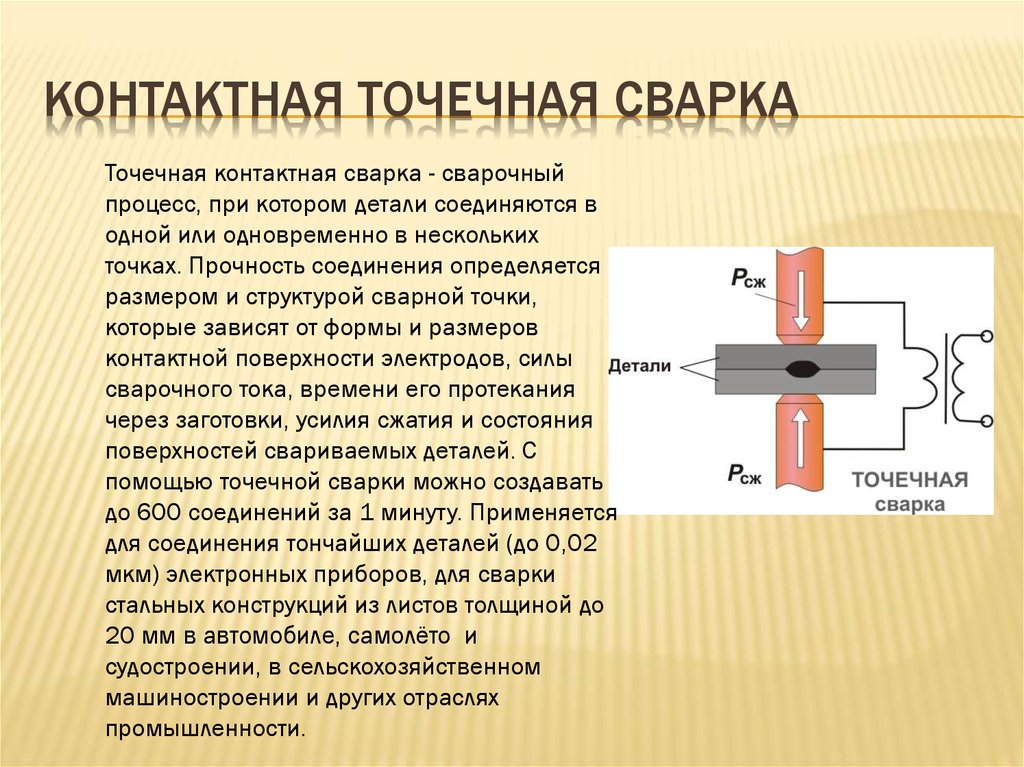 Жидкое ядро становится литым. Но есть нюанс: при охлаждении ядро может несколько уменьшиться в размере и образуется остаточное напряжение. Оно нежелательно, с ним можно бороться разными методами. Мы рекомендуем перед завершением процесса сварки прижать детали посильнее друг к другу, чтобы как следует их прокалить и сделать шов более однородным. В остальном точечная сварка своими руками очень проста и не требует от сварщика высокой квалификации.
Жидкое ядро становится литым. Но есть нюанс: при охлаждении ядро может несколько уменьшиться в размере и образуется остаточное напряжение. Оно нежелательно, с ним можно бороться разными методами. Мы рекомендуем перед завершением процесса сварки прижать детали посильнее друг к другу, чтобы как следует их прокалить и сделать шов более однородным. В остальном точечная сварка своими руками очень проста и не требует от сварщика высокой квалификации.
Блок: 4/8 | Кол-во символов: 1237
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/obshhaya-informatsiya-o-tochechnoj-svarke.html
Где применяют метод
Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.
Блок: 6/9 | Кол-во символов: 987
Источник: https://svaring.com/welding/apparaty/apparat-kontaktnoj-tochechnoj-svarki
Промышленное применение точечной и шовной сварки
Из-за высокой производительности и качества сварных соединений, эти способы сварки являются одними из наиболее перспективных, в первую очередь, в условиях массового производства. Среди механизированных способов сварки контактная уверенно занимает первое место. Наиболее широкое применение эта сварка нашла в автомобилестроении. Не меньшее применение она находит и вагоностроении, при соединении обшивки вагона с рамой.
Наиболее широкое применение эта сварка нашла в автомобилестроении. Не меньшее применение она находит и вагоностроении, при соединении обшивки вагона с рамой.
Другими областями массового применения являются производство комбайнов и тракторов, бытовых приборов, электроники, спортинвентаря и в строительстве при изготовлении строительных панелей, каркасов. Отдельное место точечная и шовная сварка занимает при изготовлении металлоконструкций ответственного назначения, например, при производстве современных авиалайнеров.
В приборостроении при помощи этого вида сварки изготавливают чувствительные элементы, корпуса приборов, реле. В электронике при изготовлении выводов интегральных схем, проводников, электронно-оптических систем.
Рельефную сварку используют при изготовлении арматуры железобетона, сеток, решёток, соединений крепёжных деталей и штуцеров, шипов с листами, тормозных колодок автомобилей, сепараторов шарикоподшипников и т. д.
д.
При помощи шовной контактной сварки можно получить прочные соединения, работающие при высоком давлении и в условиях глубокого вакуума, к примеру, топливные баки автомобилей и сельхозтехники, барабаны стиральных машин, корпуса холодильников и различных ёмкостей (огнетушителей, бидонов, сифонов и др.). При этом, скорость сварки герметичных швов достигает 10-15 м/мин.
Блок: 6/9 | Кол-во символов: 1694
Источник: https://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie.php
Контроль качества сварных соединений
Контроль качества сварки при шовной и точечной контактной сварке имеет особо важное значение, поскольку процесс протекает очень быстро и характер формирования соединения скрыт от внешнего наблюдения. К образованию таких дефектов в сварном шве, как непровары, могут приводить различные факторы. Это и состояние поверхностей деталей и электродов, качество сборки, непостоянство режимов сварки. Кроме непроваров, при сварке могут возникать горячие трещины, выплески металла и раковины.
Кроме непроваров, при сварке могут возникать горячие трещины, выплески металла и раковины.
Наибольшую опасность представляют непровары, они существенно снижают эксплуатационные характеристики соединения, такие как прочность и герметичность. Наружные и внутренние выплески металла ухудшают внешний вид изделия и могут засорять магистрали. Трещины и раковины могут влиять, в основном, на герметичность и, в меньшей степени на прочность, поскольку находятся вне зоны наибольших рабочих напряжений.
При контактной сварке обычно применяют комплексный контроль соединений, начиная с контроля оборудования, приспособлений, состояния поверхностей деталей и электродов, проверки качества сборки и заканчивая контролем самого сварного соединения.
Контроль готового сварного соединения достаточно сложная задача при контактной сварке. Для этого применяется радиографический метод контроля рентгеновскими лучами. С помощью этого метода неразрушающего контроля хорошо выявляются трещины, раковины, выплески.
Блок: 7/9 | Кол-во символов: 1487
Источник: https://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie.php
Обозначения точечной сварки на чертежах по ГОСТ
Порядок в производстве обеспечивается правильной технической документацией. Точечная сварка имеет свое обозначение на чертеже, которое дополняется специальным буквенным кодом. На лицевой плоскости обозначаются контуры свариваемой области, и крестами места точек. На боковом разрезе точка сварки выглядит как состыкованные заштрихованные плоскости.
Обозначение точечной сварки на чертеже
Обозначение сварных точек производится на чертежах по ГОСТ 15878-79. Там же оговорены все условные обозначения и дополнительные данные.
Блок: 7/8 | Кол-во символов: 571
Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka
Видео: Точечная контактная сварка
 youtube.com/embed/PlQa-wLg5x0?controls=0″/>
youtube.com/embed/PlQa-wLg5x0?controls=0″/>
Блок: 8/9 | Кол-во символов: 39
Источник: https://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie.php
Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.
Самодельный аппарат точечной сварки
Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.
Блок: 8/8 | Кол-во символов: 1045
Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka
Видео: Шовная контактная сварка
Дополнительные материалы по теме:
Блок: 9/9 | Кол-во символов: 76
Источник: https://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie.php
Количество использованных доноров: 8
Информация по каждому донору:
- http://zavarimne.ru/oborudovanie/znakomstvo-s-principami-tochechnoj-svarki/: использовано 1 блоков из 4, кол-во символов 1250 (5%)
- https://ru. wikipedia.org/wiki/%D0%9A%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0: использовано 2 блоков из 8, кол-во символов 4896 (21%)
- https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka: использовано 3 блоков из 8, кол-во символов 2695 (12%)
- http://tool-land.ru/kontaktnaya-tochechnaya-svarka.php: использовано 1 блоков из 7, кол-во символов 1446 (6%)
- http://GeneratorVolt.ru/invertornyjj/osnovnye-principy-raboty-kontaktnojj-svarki.html: использовано 2 блоков из 4, кол-во символов 5045 (22%)
- https://svaring.com/welding/apparaty/apparat-kontaktnoj-tochechnoj-svarki: использовано 2 блоков из 9, кол-во символов 2068 (9%)
- https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/obshhaya-informatsiya-o-tochechnoj-svarke.html: использовано 2 блоков из 8, кол-во символов 1739 (8%)
- https://taina-svarki.ru/sposoby-svarki/kontaktnaya-svarka/kontaktnaya-tochechnaya-i-shovnaya-svarka-shemy-tehnologiya-oborudovanie. php: использовано 5 блоков из 9, кол-во символов 3859 (17%)
 wikipedia.org/wiki/%D0%9A%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0: использовано 2 блоков из 8, кол-во символов 4896 (21%)
wikipedia.org/wiki/%D0%9A%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0: использовано 2 блоков из 8, кол-во символов 4896 (21%) php: использовано 5 блоков из 9, кол-во символов 3859 (17%)
php: использовано 5 блоков из 9, кол-во символов 3859 (17%)Контактная сварка
Сеть профессиональных контактов специалистов сварки
Сварщики, аттестованные НАКС на:
- Контактная стыковая сварка oплавлением КСО;
- Контактная стыковая сварка сoпротивлением КСС;
- Контактно-точечная сварка КТС;
- Контактно-шовная сварка КШС.
Специалисты по контактной сварке, зарегистрированные на сайте.
«Контактная сварка» в разделе «Технология»:
1. Контактная электрическая сварка. Общие принципы и отличия стыковой, точечной, шовной, рельефной сварки.
2. Сварка стали с титаном и титановыми сплавами. Особенности сварки стали и титановых сплавов. Вкратце применение контактной сварки для этих целей.
3. Дефекты контактной сварки. Перечислены основные внутренние и наружные дефекты конт. сварки, причины этих дефектов. Рассмотрено «слипание» при стыковой сварке.
4. Точечная сварка видео — подборка видеороликов по точечной сварке.
5. Контактная сварка видео — видеоролики по контактной (стыковой, рельефной, кондансаторной, шовной сварке), в т.ч сварка цепей, ленточных пил, роботизированная.
6. Схема точечной сварки — 8 основных схем точечной сварки, применяемых в промышленности.
7. Точечная сварка : её достоинства; области применения; что нужно обеспечить при проектировании сварной конструкции, которая выполняется точечной сваркой; примеры сварных узлов; конструктивные элементы, их графические изображения на чертежах и эскизах, условные обозначения сварных соединений, которые выполняются точечной сваркой.
8. Точечная сварка металлов — особенности техпроцесса точечной контактной сварки сталей, стальных, медных, алюминиевых, магниевых, титановых сплавов.
9. Контактная стыковая сварка оплавлением. Описание отдельно каждой из трёх стадий технологии стыковой сварки оплавлением.
10. Стыковая сварка сопротивлением. Описание трех стадий этой технологии, отличий, недостатков.
Описание трех стадий этой технологии, отличий, недостатков.
11. Стыковая сварка. Применение стыковой сварки, конструирование и подготовка деталей к сварке металлов.
12. Режимы стыковой сварки сопротивлением.
13. Техника стыковой сварки сопротивлением.
14. Дефекты и контроль качества стыковой контактной сварки.
15. Режимы шовной сварки низкоуглеродистых сталей (08кп, 10, 20) на однофазных шовных машинах переменного тока.
16. Режимы шовной сварки коррозионно-стойких сталей (типов 12Х18Н10Т, 10Х17Н13М2Т11 др.) на однофазных машинах переменного тока.
17. Режимы шовной сварки титановых сплавов однофазными шовными машинами переменного тока.
18. Режимы шовной сварки жаропрочных сплавов (типа ХН75МБТЮ6, ХН38ВТ6, ХН70Ю) на однофазных машинах переменного тока.
19. Режимы шовной сварки цветных сплавов АМгАМ и Л62 на однофазных машинах переменного тока.
20. Режимы шовной сварки алюминиевых сплавов (типа АМг6, АМг6, АМгАМ) на низкочастотных машинах и шовных машинах постоянного тока.
21. Формирование сварного соединения при шовной и точечной сварке. Сущность процесса изложена на примере точечной сварки металлов, т.к. процессы формирования соединения в шовной и точечной сварке не имеют принципиальных отличий.
22. Рельефная сварка. Преимущества, недостатки, какие рельефы использутся, для соединения каких металлов и сплавов она больше всего применяется. Размеры конструктивных элементов и основные группы сварных соединений.
23. Контактная сварка титана : подготовка, когда нужна защита инертным газом, режимы точечной, шовной и стыковой сварки оплавлением.
«Контактная сварка» в разделе «Оборудование»:
1. Классификация машин контактной сварки.
2. Многоэлектродные машины контактной сварки, автоматическая и роботизированная линия — составляющие сборочно-сварочных комплексов. Общий принцип работы многоэлектродных контактных машин и резервы их производительности. Определение механизированной поточной линии, автоматической линии. Пример использования роботизированных линий.
Пример использования роботизированных линий.
3. Машина (аппарат) контактной сварки — точечной, шовной и рельефной. Обозначения, основные 6 параметров машин, предельные значения смещений и несовпадений для электродов контактных машин.
4. Конденсаторные машины для контактной сварки.
5. Устройство машин контактной сварки.
6. Машина точечной сварки. Рассмотрены пневмосхемы контактной точечной машины, устройство пневмопривода усилия сжатия. Как примеры взяты машины МТ-4021, МТВ-4801, МТН-7501, МТК-8502, МТВ-4802, подвесные МТП-1110, 1111 и 1409.
7. Рельефная машина (машина рельефной сварки). Конструкция машины МРН-24001 для рельефной сварки.
8. Шовная машина (машина шовной сварки).
9. Схема машины (аппарата) контактной сварки.
10. Споттер видео. Видеоролики о работе споттером (аппаратом точечной сварки), в основном для ремонта вмятин на кузове автомобиля.
11. Сварочные роботы для контактной сварки, видео. (в разделе Автоматизация производства).
12. Классификация роботов для контактной сварки (и роботов для точечной сварки в частности).
13. Приспособления для контактной сварки, фиксаторы, зажимные и др.инструменты.
14. Приспособления, инструмент, вспомогательное оборудование, для контактной стыковой сварки. Что и каким образом используется при стыковой сварке и послесварочной очистки.
«Контактная сварка» в разделе «Сварочные материалы»:
1. Электроды для контактной сварки — легирующие элементы, материал, твердость по Бринеллю, электропроводность по отношению к чистой отожженной меди, температура рекристаллизации,.
2. Электроды для контактной стыковой сварки.
3. Материал электродов для контактной сварки.
4. ГОСТ , электроды — ГОСТы, регламентирующие электроды, в т.ч. для контактной сварки.
Контактная сварка в разделе «Нормативная база»:
1. ГОСТ 12.1.035-81 ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ И КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ — Допустимые уровни шума и методы измерений.
2. ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки Ряды параметров.
ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки Ряды параметров.
3. ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры.
4. ГОСТ 15878-79 Контактная сварка Соединения сварные Конструктивные элементы и размеры.
Контактная сварка и всё для неё в сварочном каталоге:
1. Электроды для контактной сварки.
3. Аппараты и машины контактной сварки.
Интересное на сварочном форуме:
1. На форуме смотрите видео — ремонт вмятин автомобиля с помощью контактной сварки.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Принцип работы точечной сварки и оборудование для нее
В промышленности и в быту широко используется точечная сварка. С ее помощью в промышленных условиях удается быстро и экономно получать надежные сварные соединения тонкостенных и цветных металлов, сплавов, металлоизделий профильного типа, деталей сложной формы, листового проката. Точечную сварку используют для быстрого изготовления армирующих сеток, воздуховодов, металлических емкостей. В бытовых условиях такая сварка просто не имеет альтернативы. Ремонт бытовой и домашней техники и кухонной утвари, восстановление и укрепление нарушенных соединений, ремонт сельскохозяйственного инструмента, ювелирные работы, а также изготовление различных поделок из тонкого металла — вот лишь немногие возможности точечной сварки в бытовых условиях.
Точечную сварку используют для быстрого изготовления армирующих сеток, воздуховодов, металлических емкостей. В бытовых условиях такая сварка просто не имеет альтернативы. Ремонт бытовой и домашней техники и кухонной утвари, восстановление и укрепление нарушенных соединений, ремонт сельскохозяйственного инструмента, ювелирные работы, а также изготовление различных поделок из тонкого металла — вот лишь немногие возможности точечной сварки в бытовых условиях.
 А для интенсивной работы потребуется аппарат со значительным показателем мощности. Учитывайте, что промышленные аппараты обладают не только большим запасом мощности, но и солидными габаритами.
А для интенсивной работы потребуется аппарат со значительным показателем мощности. Учитывайте, что промышленные аппараты обладают не только большим запасом мощности, но и солидными габаритами.Толщина используемых электродов также очень важна. От этого зависит качество сварного соединения. Диаметр электрода должен превышать толщину свариваемых изделий в 2-3 раза.
 Прижим производится при помощи зажимных клещей. Внимание следует обращать именно на плотность прижима. Если этого не обеспечить, между электродами и деталями может возникнуть искрение. Это чревато подгоранием поверхностей электродов, нарушением качества сварки и повышенным расходом электроэнергии.
Прижим производится при помощи зажимных клещей. Внимание следует обращать именно на плотность прижима. Если этого не обеспечить, между электродами и деталями может возникнуть искрение. Это чревато подгоранием поверхностей электродов, нарушением качества сварки и повышенным расходом электроэнергии.По электродам проходит импульсный ток, который быстро нагревает детали в местах их контактов с электродами. Тем самым достигается необходимая температура для расплавления металла. В месте контакта образуется расплав металла, который застывает с образованием точечного соединения. Время, необходимое для образования ядра обычно составляет тысячные доли секунды для тонкого металла и несколько секунд для сваривания углеродистой стали.
В некоторых случаях требуется удалить неправильно сделанное соединение. Для этих целей используют специальные сверла перьевого типа. Высверливание производится не насквозь, а лишь поверхностно. То есть, снимается только верхний слой сварки. Тем самым удается избежать появления отверстия на поверхности изделия.
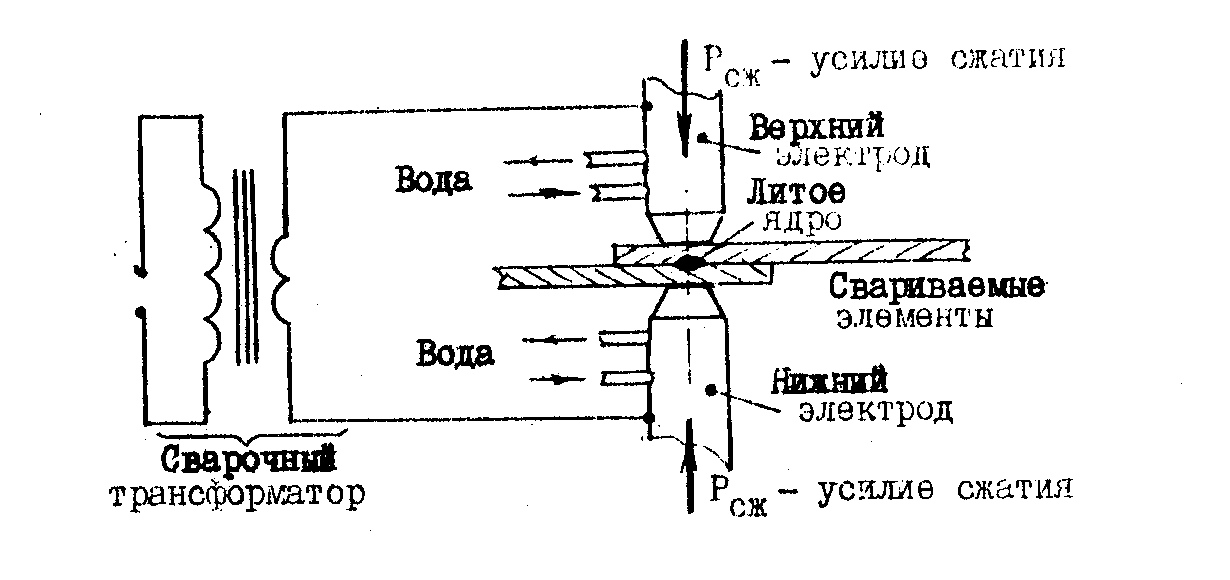
Аппарат контактной сварки: структура и принцип работы
Машина контактной сварки – аппарат, с помощью которого осуществляется контактная сварка деталей. Оборудование различается внешним видом, мощностью, количеством, размером и формой электродов и пр., однако все они имеют одинаковые основные элементы конструкции и один принцип работы.
Конструкция аппарата контактной сварки
1. Электрический блок.
Электрическая часть любого аппарата контактной сварки включает в себя трансформатор (трехфазный или однофазный), ступенчатый переключатель мощности, прерыватель, и реле времени. Служит такой блок для управления сварочным током и мощностью сварки.
2. Привод.
Для машин контактной точечной сварки это привод сжатия деталей, для машин шовной сварки – привода вращения сварочных роликов и сжатия, для машин стыковой сварки – привода зажатия деталей и осадки. В зависимости от мощности аппарата контактной сварки и его функционального назначения привода могут быть как механическими (пружинными, рычажными), так и пневматическими или гидравлическими.
3. Пневмо- или гидросистема (в случае использования пневмо- или гидропривода соответственно).
Такие системы включают в себя клапаны, запорные вентили, фильтры, штуцера и пр. и служат для обеспечения нормальной работы приводов.
4. Система водяного охлаждения.
Система водяного охлаждения состоит их клапанов, вентилей, штуцеров, распределительных шлангов и пр. Главной ее задачей является отвод тепла от токоведущих частей аппарата контактной сварки.
5. Органы управления.
Органы управления включают в себя кнопочный блок и ножную педаль (машины точечной и шовной сварки). С элементов управления подается сигнал на включение/отключение тока сварки, сжатие электродов или зажатие заготовок, вращение сварочных роликов, а также на включение регулятора сварочного цикла.
Принцип работы аппарата контактной сварки
В момент включения аппарата контактной сварки или начале нового сварочного цикла электроды сжимают свариваемые заготовки. В это же время пусковой механизм приводит в действие реле времени, которое в свою очередь подает сигнал на прерыватель, и тот замыкается на определенное время.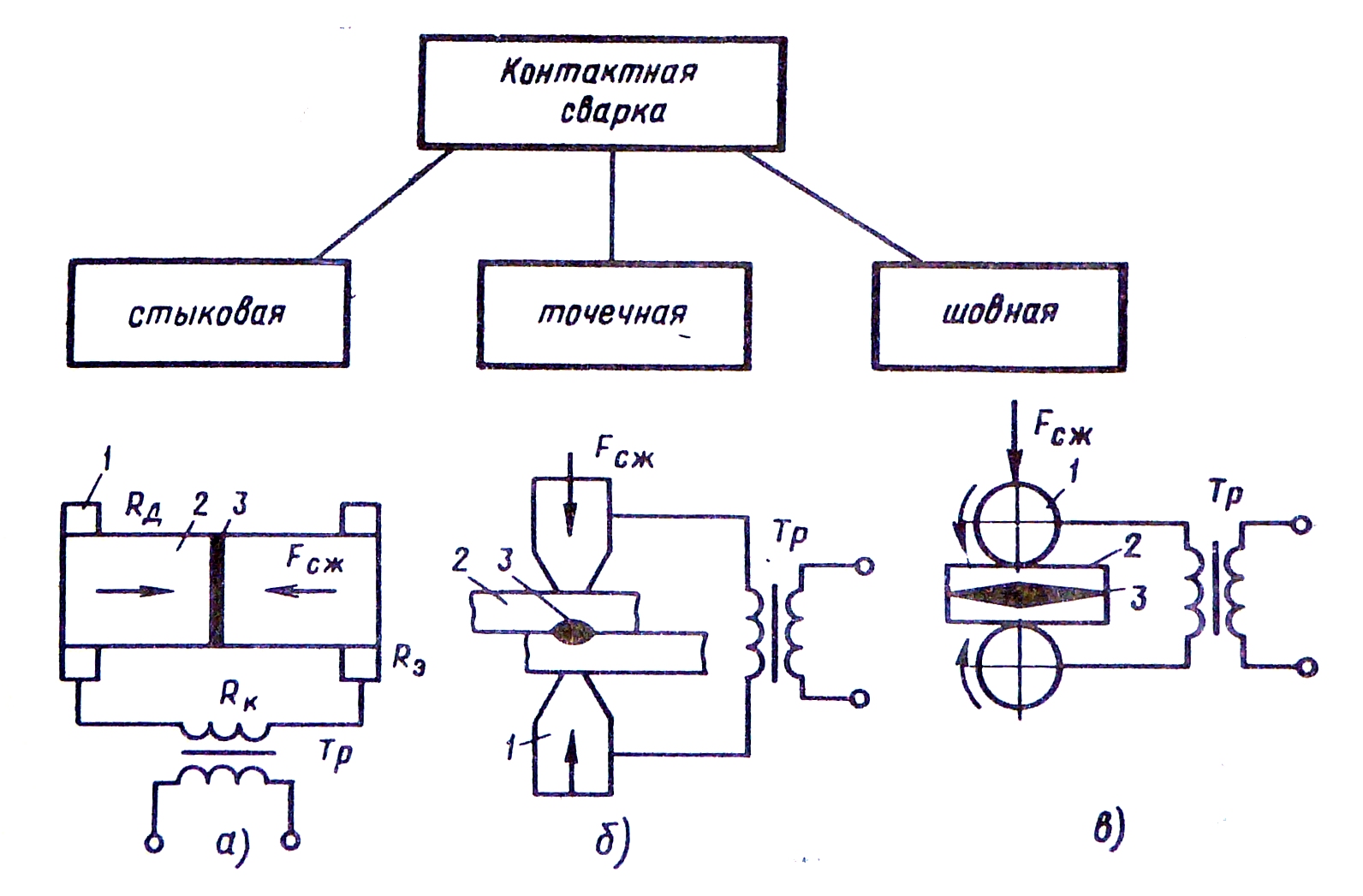 Таким образом, в электрическую сеть включается трансформатор, снижающий напряжение сети до сварочного (порядка 1-12 В) и подающий ток на электроды.
Таким образом, в электрическую сеть включается трансформатор, снижающий напряжение сети до сварочного (порядка 1-12 В) и подающий ток на электроды.
Сварочный ток (порядка 1-200 кА), проходя через заготовки, приводит к нагреванию и расплавлению металла деталей в месте их контакта с электродами. Спустя время, на которое реле времени замкнуло прерыватель, он размыкается, и ток перестает поступать на электроды. Затем происходит кристаллизация расплавленного металла и образование сварочного соединения. В конце цикла сварки снимается усилие сжатия.
Длительность сварочного цикла аппарата контактной сварки может варьироваться от 0,5 до 15 с в зависимости от конкретной задачи.
Классификация аппаратов контактной сварки
По исполнению:
— стационарные машины – крупногабаритные установки, как правило, подходящие для сварки деталей широкого диапазона толщины и применяемые для сварки небольших заготовок;
— подвесные клещи – машины, используемые при сварке изделий больших размеров и массы;
— передвижные машины – небольшие мобильные аппараты, часто применяемые для сварки изделий в местах проведения работ.
По назначению:
— универсальные – аппараты контактной сварки, работающие с деталями различной толщины; прочность сварных соединений регулируется усилием сжатия, силой тока и пр. характеристиками машины;
— специализированные – машины, отличающиеся от универсальных более сложной конструкцией механизма сжатия и управляющей системы; специализированное сварочное оборудование предназначено для выполнения какой-либо одной операции и призвано уменьшить время ее выполнения.
Контактная сварка листового металла | Услуга компании «ТехноКонцепт»
Контактная сварка – является одним из распространенных типов сварки, который чаще всего применяется для скрепления тонких металлических листов или небольших однотипных деталей.
Принцип работы контактной сварки листового металла заключается в быстром нагреве плоскостей до состояния размягчения при помощи подачи электрического тока, который потом трансформируется в тепловую энергию, и одновременной деформации деталей в месте сваривания.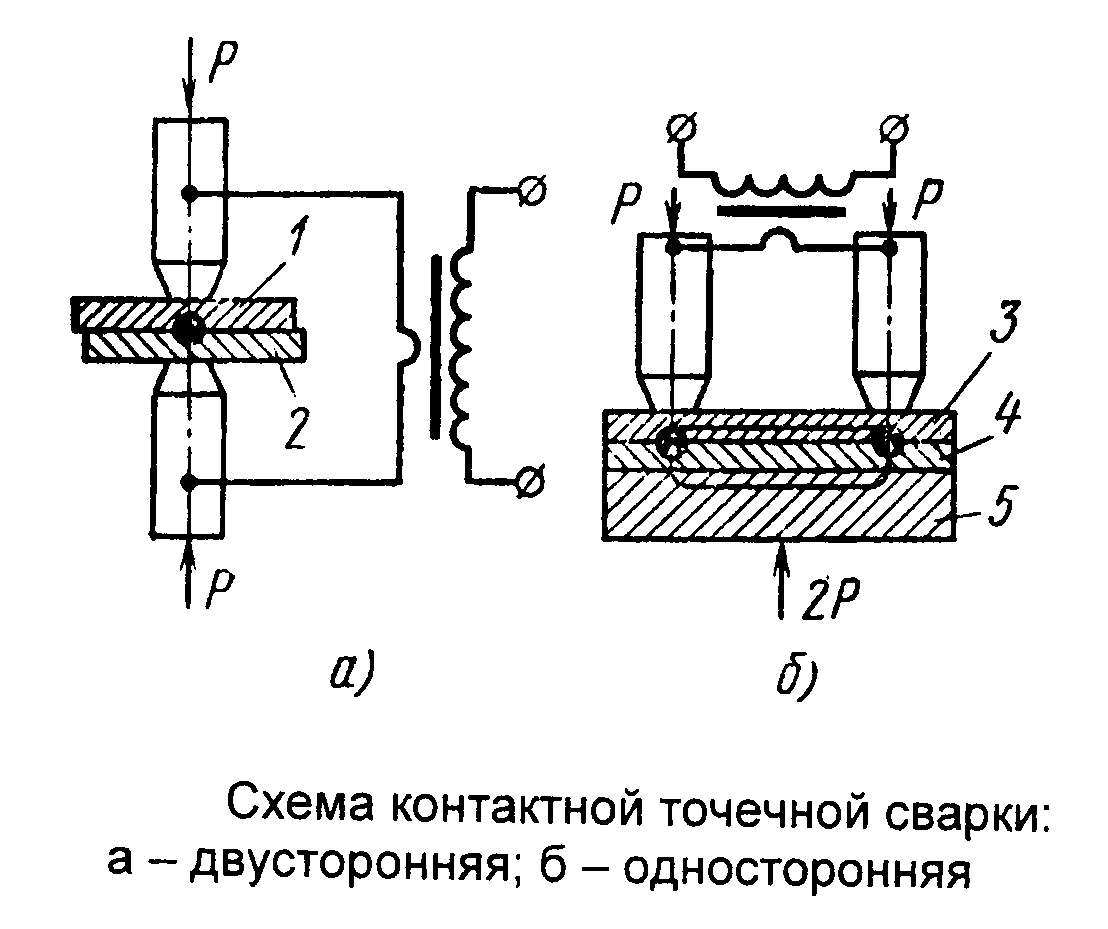 В итоге таких действий получается сварной шов.
В итоге таких действий получается сварной шов.
Контактная сварка в Санкт-Петербурге может быть применена в разных областях промышленности и имеет множество преимуществ:
- Высокая скорость работы и если сравнивать с другими методами сварки, то ручная контактная создает более прочный шов.
- Чтобы создать одну сварочную точку необходимо примерно 0.1 секунды. Поэтому опытный сварщик за одну минуту сможет сделать до 600 соединений.
- Не нужны вспомогательные элементы, поэтому такиой способ сварки можно считать экономичным.
- Деформация металла незначительная и может проявляться только в местах соединения.
- Является безопасным методом, потому что риск возгорания сведен к минимуму.
- Контактная сварка экологически чистая – она не влияет на здоровье человека и окружающую среду.
- Контактную сварку можно применять на заводском производстве конвейерным способом, когда работа происходит непрерывно.
Контактную точечную сварку можно применять и в быту, но сваривать можно элементы толщиной не больше 5 миллиметров. Чтобы создать соединения детали располагают внахлест относительно друг друга и зажимают между двумя электродами, имеющими конусообразную форму.
Точечная контактная сварка может быть односторонней и двусторонней:
- Соединение, полученное односторонним способом, не такое прочное, но с ним можно получать одновременно несколько точек – таким образом работают многоточечные сварочные машины.
- Ручные клещи для контактной сварки TECNA позволяют проводить работы по двусторонней контактной точечной сварке в промышленных условиях, мастерских, строительных площадках, а также труднодоступных местах. Регулировка тока и прижимного усилия позволяет выполнять работы на низкоуглеродистых стальных листал толщиной до 2,0 мм (нержавеющая сталь до 1,5 мм) и прутках диаметром до 6 мм.
Услуги контактной точечной сварки можно заказать в нашей компании «ТехноКонцепт» прямо сейчас. Достаточно просто позвонить нам +7 (812) 679-77-67 и наши специалисты проконсультируют по всем вопросам и помогут оформить заявку на выполнение услуги контактной сварки.
Достаточно просто позвонить нам +7 (812) 679-77-67 и наши специалисты проконсультируют по всем вопросам и помогут оформить заявку на выполнение услуги контактной сварки.
Объясните принцип работы контактной сварки с помощью аккуратного эскиза.
Процесс контактной сварки:
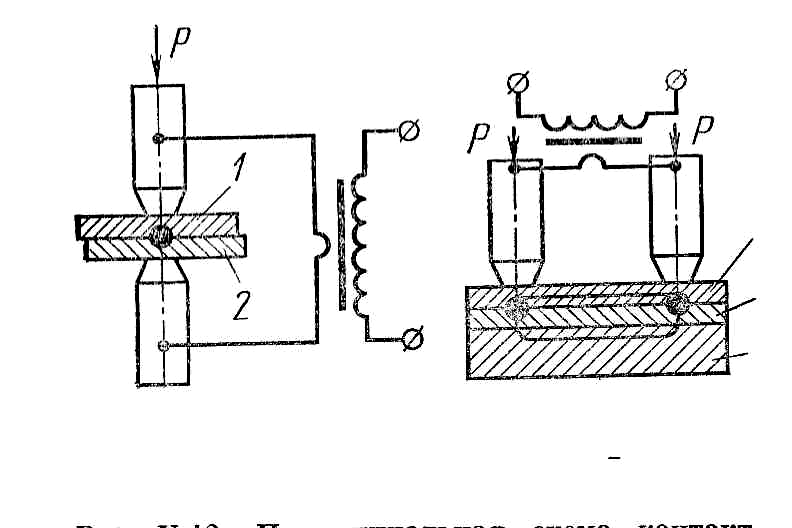
1. Точечная сварка сопротивлением:
Точечная сварка используется для соединения внахлест полос, листов или пластин металла на небольших участках. Детали собираются между двумя электродами, которые должны обладать высокой электро- и теплопроводностью и сохранять необходимую прочность при высоких температурах, поэтому их изготавливают из чистой меди для ограниченного срока службы, а также из сплавов меди или вольфрама, или меди и хром для непрерывной работы.При включении тока детали нагреваются в местах их контакта до температуры сварки и с помощью механического давления электроды прижимаются к свариваемому металлу.
ИЛИ
2. Шовная сварка — это процесс сварки сопротивлением (RW), используемый для получения непрерывного соединения перекрывающихся листов путем пропускания их между двумя вращающимися электродными колесами. Теплоты, выделяемой электрическим током, протекающим через контактную поверхность, и давления, создаваемого колесами, достаточно для получения герметичного сварного шва.Шовная сварка — это высокоскоростной и чистый процесс. Охлаждающая жидкость используется для сохранения электродов и быстрого охлаждения изделия для ускорения операции.
Шовная сварка — это процесс сварки сопротивлением (RW), используемый для получения непрерывного соединения перекрывающихся листов путем пропускания их между двумя вращающимися электродными колесами. Теплоты, выделяемой электрическим током, протекающим через контактную поверхность, и давления, создаваемого колесами, достаточно для получения герметичного сварного шва.Шовная сварка — это высокоскоростной и чистый процесс. Охлаждающая жидкость используется для сохранения электродов и быстрого охлаждения изделия для ускорения операции.
ИЛИ
3. Выступающая сварка
Выступающая сварка является модификацией точечной сварки. Ток и давление локализуются на участке сварки с помощью рельефных, механически обработанных или отчеканенных выступов на одной или обеих частях Работы. Выравнивание этих выступов под давлением приводит к получению хороших сварных швов во всех точках контакта.
ИЛИ
4. Сварка оплавлением представляет собой процесс контактной сварки (RW), при котором концы стержней (труб, листов) нагреваются и сплавляются дугой, зажигаемой между ними, а затем куются (приводятся в контакт под давлением), образуя сварной шов. Свариваемые детали удерживаются в электродных зажимах, один из которых неподвижен, а второй подвижен.
Сварка оплавлением представляет собой процесс контактной сварки (RW), при котором концы стержней (труб, листов) нагреваются и сплавляются дугой, зажигаемой между ними, а затем куются (приводятся в контакт под давлением), образуя сварной шов. Свариваемые детали удерживаются в электродных зажимах, один из которых неподвижен, а второй подвижен.
5.Стыковая сварка сопротивлением:
Это процесс сварки сопротивлением (RW), при котором концы проволоки или стержня удерживаются под давлением и нагреваются электрическим током, проходящим через контактную зону и образующим сварной шов.Процесс аналогичен сварке оплавлением; однако при стыковой сварке давление и электрический ток применяются одновременно, в отличие от сварки оплавлением, где за электрическим током следует приложение давления ковки. Стыковая сварка применяется для сварки мелких деталей. Стыковая сварка обеспечивает соединение без потери свариваемых материалов.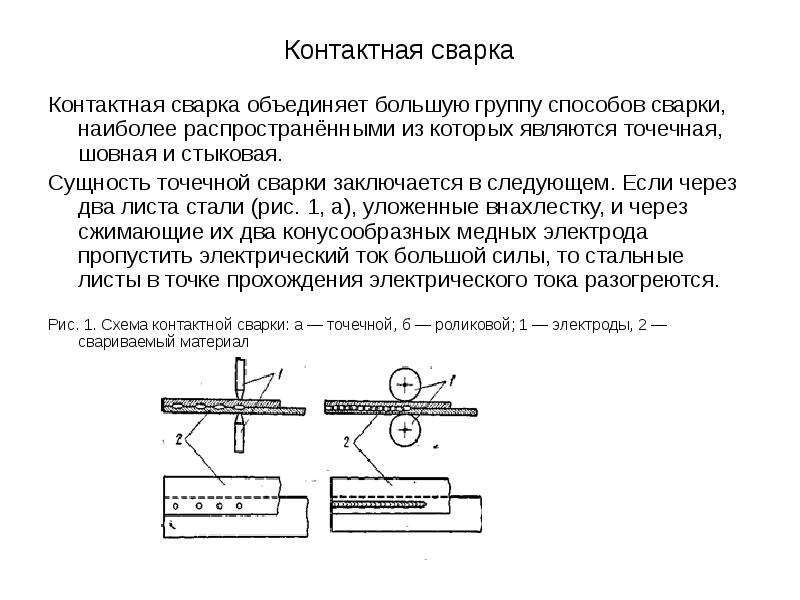
Электросварка сопротивлением Принцип и типы Примечания PDF
Что такое Электросварка сопротивлением?Сварка сопротивлением представляет собой процесс сварки в жидком состоянии, при котором соединение металла с металлом создается в жидком или расплавленном состоянии.Это термоэлектрический процесс, при котором тепло выделяется на поверхностях раздела свариваемых пластин из-за электрического сопротивления, и к этим пластинам прикладывается контролируемое низкое давление для создания сварного соединения.
Сварка сопротивлением, потому что она использует электрическое сопротивление для получения тепла. Сварка сопротивлением является очень эффективным и экологически чистым сварочным процессом, но его применение ограничено из-за высокой стоимости оборудования и ограниченной толщины материала.
Принцип: Все виды сварки сопротивлением, такие как точечная сварка, шовная сварка, выступающая сварка и т. д.работает по тому же принципу выработки тепла за счет электрического сопротивления. Когда ток проходит через электрическое сопротивление, он выделяет тепло. Это тот же принцип, который используется в электрической катушке. Количество производимого тепла зависит от сопротивления материала, состояния поверхности, подводимого тока, продолжительности подаваемого тока и т. д. Это выделение тепла происходит за счет преобразования электрической энергии в тепловую. Формула тепловыделения
д.работает по тому же принципу выработки тепла за счет электрического сопротивления. Когда ток проходит через электрическое сопротивление, он выделяет тепло. Это тот же принцип, который используется в электрической катушке. Количество производимого тепла зависит от сопротивления материала, состояния поверхности, подводимого тока, продолжительности подаваемого тока и т. д. Это выделение тепла происходит за счет преобразования электрической энергии в тепловую. Формула тепловыделения
это
Н = I 2 РТ
Это тепло используется для расплавления граничного металла для образования прочного сварного соединения путем плавления.Этот процесс обеспечивает сварку без применения каких-либо присадочных материалов, флюсов и защитных газов.
Где,
H = тепловыделение в джоулях R = электрическое сопротивление в омах
I = Электрический ток в амперах T = Время прохождения тока в секундах
Типы: Существует четыре основных типа контактной сварки. Это:
Это:
- Точечная сварка
- Шовная сварка
- Выступающая сварка
- Стыковая сварка оплавлением
Обратная связь важна для нас.
Принцип высокочастотной контактной сварки постоянным током (ERW)
Высокочастотная сварка возникла в 1950-х годах. Это новый тип сварочного процесса, в котором используется скин-эффект и эффект близости, создаваемые высокочастотным током, для соединения стальных пластин и других металлических материалов. Появление и зрелость технологии высокочастотной сварки напрямую способствовали огромному развитию производства прямошовных труб, что является ключевым процессом в производстве прямошовных труб (труб ERW).Качество высокочастотной сварки напрямую влияет на общую прочность, уровень качества и скорость производства сварных трубных изделий. Основной принцип высокочастотной сварки: Упомянутая высокая частота относится к частоте переменного тока 50 Гц, обычно относится к току высокой частоты 50–400 кГц. При прохождении высокочастотного тока по металлическому проводнику возникают два своеобразных эффекта: скин-эффект и эффект близости. Эти два эффекта используются при высокочастотной сварке для сварки стальных труб.Итак, что это за два эффекта?
При прохождении высокочастотного тока по металлическому проводнику возникают два своеобразных эффекта: скин-эффект и эффект близости. Эти два эффекта используются при высокочастотной сварке для сварки стальных труб.Итак, что это за два эффекта?
Скин-эффект: Когда через один и тот же проводник проходит переменный ток определенной частоты, плотность тока неравномерно распределяется по всем поперечным сечениям проводника. В основном он сконцентрирован на поверхности проводника, то есть плотность тока на поверхности проводника, а плотность внутри проводника очень мала, поэтому мы образно называем это «скин-эффектом». Эффект кожи обычно измеряется глубиной проникновения тока: чем меньше глубина проникновения, тем значительнее влияние кожи.Глубина проникновения пропорциональна квадратному корню из удельного сопротивления проводника и обратно пропорциональна квадратному корню из частоты и проницаемости. Проще говоря, чем выше частота, тем больше ток сосредоточен на поверхности стальной пластины; чем ниже частота, тем сильнее рассеивается поверхностный ток.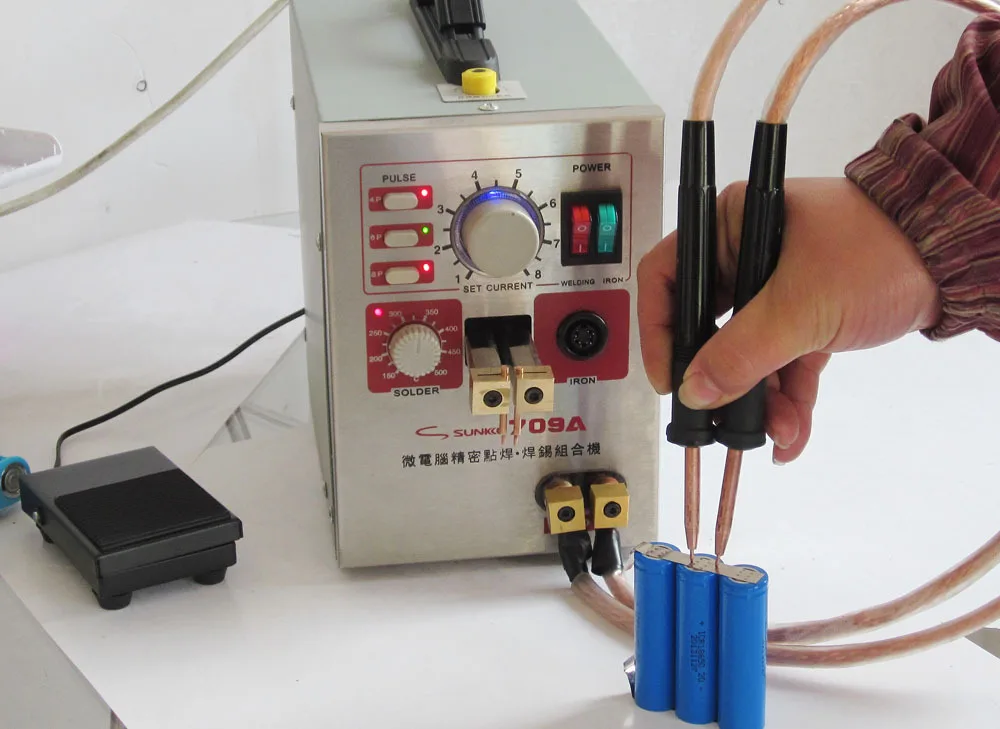 Следует отметить, что хотя сталь является проводником, ее магнитная проницаемость будет уменьшаться с повышением температуры, то есть при повышении температуры стальной пластины магнитная проницаемость будет уменьшаться, а также уменьшаться влияние скин-эффекта.
Следует отметить, что хотя сталь является проводником, ее магнитная проницаемость будет уменьшаться с повышением температуры, то есть при повышении температуры стальной пластины магнитная проницаемость будет уменьшаться, а также уменьшаться влияние скин-эффекта.
Эффект близости: когда высокочастотный ток течет в противоположных направлениях между двумя соседними проводниками, ток будет интенсивно течь к краям двух проводников. Даже если два проводника имеют другую более короткую сторону, ток не следует. Более короткий поток маршрута, мы называем этот эффект: «эффект близости». Эффект близости в основном связан с ролью индуктивного сопротивления, которое играет доминирующую роль в высокочастотных токах. Эффект близости усиливается по мере увеличения частоты и уменьшения расстояния между соседними проводниками.Если вокруг соседнего проводника добавить магнитный сердечник, высокочастотный ток будет более сконцентрирован на поверхности заготовки.
Советы: ASTM A53 Gr. B — это сорт высокочастотной сварки ERW труб, разделенный на сорта A и B. ASTM — это всего лишь набор спецификаций. Стальная труба ASTM A53 A соответствует китайскому стандарту GB8163, сырье которого представляет собой сталь 10 #, а A53 B соответствует китайскому стандарту GB8163, сырье 20 #.
B — это сорт высокочастотной сварки ERW труб, разделенный на сорта A и B. ASTM — это всего лишь набор спецификаций. Стальная труба ASTM A53 A соответствует китайскому стандарту GB8163, сырье которого представляет собой сталь 10 #, а A53 B соответствует китайскому стандарту GB8163, сырье 20 #.
Например: ASTM (стандарт) A53 (класс) gr is класс (аббревиатура класса) b (класс B)
Сварка сопротивлением — Soudax
Сварка сопротивлением — это процесс, при котором тепло генерируется на границе раздела при пропускании через него электрического тока.Выполняется под контролем времени и давления. Этот термин происходит от того факта, что сопротивление между заготовкой и электродами используется для выделения тепла на границе раздела. Эта технология используется в производстве металлических листов и компонентов. В настоящее время он является частью промышленных процессов.
История контактной сварки
Было время, когда сварка металлов производилась путем нагревания металлов до точки плавления, а затем их прессования. Технология сварки значительно продвинулась вперед после запуска электричества. Сварка сопротивлением, дуговая сварка и газовая сварка являются усовершенствованными формами этого явления. Теперь также присутствует ультразвуковая, электронно-лучевая и лазерная сварка. Сварка сопротивлением с огромными преимуществами уже много лет способствует росту промышленности.
Технология сварки значительно продвинулась вперед после запуска электричества. Сварка сопротивлением, дуговая сварка и газовая сварка являются усовершенствованными формами этого явления. Теперь также присутствует ультразвуковая, электронно-лучевая и лазерная сварка. Сварка сопротивлением с огромными преимуществами уже много лет способствует росту промышленности.
Принцип контактной сварки
Работает на простых принципах. Сила и ток подаются через электроды.На границе металлических частей возникает тепло сопротивления. Это приводит к расплавлению швов. Хотя огромное количество текущих потоков. При этом опасности поражения электрическим током нет. Потому что присутствует низкое напряжение.
Особенности контактной сварки
- Одной из интересных особенностей контактной сварки является отсутствие флюса. Такие, как припой. Сварные детали легко перерабатываются.
- В процессе не образуются ультрафиолетовые лучи. Так аккуратный и чистый рабочий участок Доступен
- Это простая операция. Только нажатие кнопок приводит к автоматизации. Он не требует специальных навыков, таких как дуговая сварка и газовая сварка.
- Это недорогой и крупносерийный производственный процесс. Сварка может быть выполнена эффективно, не занимая много времени.
- Продолжительность процесса мала. Заготовки меньше подвергаются воздействию тепла.
- Оптимизация процесса зависит от материала и толщины свариваемой детали. Электрооборудование должно присутствовать из-за использования большого тока.
 Только нажатие кнопок приводит к автоматизации. Он не требует специальных навыков, таких как дуговая сварка и газовая сварка.
Только нажатие кнопок приводит к автоматизации. Он не требует специальных навыков, таких как дуговая сварка и газовая сварка.Применение контактной сварки
- Сварка сопротивлением используется в автомобильной промышленности. Он специально используется для проектирования гаек и болтов.
- Сварка швов используется для изготовления резервуаров для воды и бойлеров.
- Сварка сопротивлением применяется при сварке труб и трубопроводов
Виды контактной сварки
Процесс контактной сварки подразделяется на множество вариантов в зависимости от формы заготовки и формы электродов. Обычно используемые процессы сварки сопротивлением — это
Обычно используемые процессы сварки сопротивлением — это
- Точечная сварка
- Выступающая сварка
- Сварка швов
- Сварка встык
Точечная сварка
Это преобладающий процесс в автомобильной промышленности. Он используется при сборке кузовов автомобилей и их крупных компонентов. Используется для изготовления мебели и других бытовых изделий. В этом процессе выделение тока и тепла локализовано в форме электрода.
Выступающая сварка
Этот тип контактной сварки выполняется с помощью специально разработанных электродов для изменения формы заготовки. Выступающая сварка используется в электротехнике, электронике, автомобилестроении и строительстве. Этот процесс используется в производстве датчиков, клапанов и насосов.
Сварка швов
В этом процессе контактной сварки соединения герметичны за счет постоянного противодействующего усилия с электродами, состоящими из вращающихся колес . Шовная сварка применяется при изготовлении емкостей, радиаторов, теплообменников и т.п.
Шовная сварка применяется при изготовлении емкостей, радиаторов, теплообменников и т.п.
Стыковая сварка
Это операция ковки, применяемая к заготовке при нагревании. Стойки — это процесс контактной сварки для соединения металлических пластин или стержней с приложенным усилием электродов, зажимающих заготовку на концах. Применяется для изготовления колесных дисков, проволочных стыков и стыков железнодорожных путей.
Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата сильно влияют на процесс сопротивления сварке.
- Общее время сварки очень мало. Таким образом, время сварки вверх по склону имеет решающее значение. Крайне важно учитывать фактор магнитных потерь при точечной сварке.
- Одна из основных механических характеристик включает ускорение, а также жесткость рамы.
- Важное значение имеет динамическое время реакции сварки. Потеря индукции из-за размера сварочного окна и расходуемого материала.
- Плотность тока зависит от геометрии электродов.
- Необходим разный сварочный ток в зависимости от толщины металла.
- Для регулировки контактной сварки требуются специальные параметры . По покрытию поверхности заготовки.
Свойства материалов
- Удельное сопротивление материала влияет на выделение тепла.
- Теплопроводность материала и теплоемкость определяют передачу тепла.
- В серебре и меди с низким удельным сопротивлением и высокой теплопроводностью при высоком сварочном токе выделяется незначительное количество тепла.
- Серебро и медь считаются хорошими материалами для электродов. При высоком удельном сопротивлении выделяется больше тепла.
- Твердость материала влияет на контактное сопротивление.
Низкочастотная и высокочастотная электросварка сопротивлением
Способ сварки швов в нефтегазопроводах. Труба, изготовленная с помощью этого метода, образует стальной лист цилиндрической формы.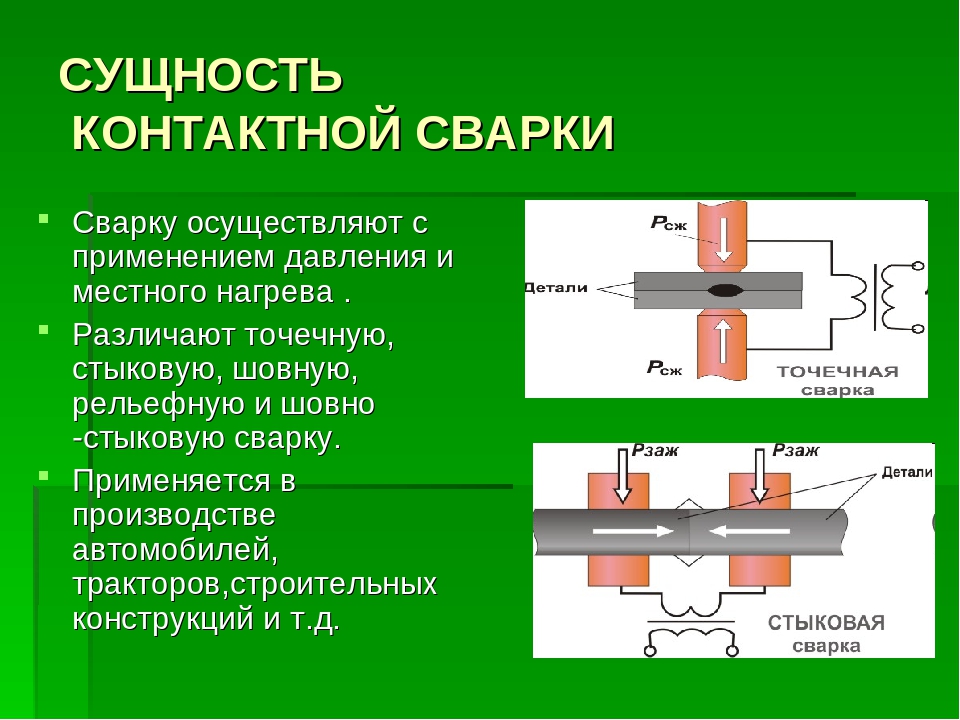 Ток подается на кромки стали для нагрева стали, чтобы можно было сформировать соединение без использования сварочного присадочного материала.Он использует низкочастотный переменный ток. В последние годы он был заменен высокочастотным процессом, обеспечивающим высококачественный сварной шов. Сварные швы, выполненные этим способом, не подвергаются коррозии и не образуют крючковидных трещин. В конструкции трубопроводов для изготовления труб используется высокочастотный процесс. К высокочастотным методам относятся сварка оплавлением, сварка контактным выступом и сварка с осадкой.
Ток подается на кромки стали для нагрева стали, чтобы можно было сформировать соединение без использования сварочного присадочного материала.Он использует низкочастотный переменный ток. В последние годы он был заменен высокочастотным процессом, обеспечивающим высококачественный сварной шов. Сварные швы, выполненные этим способом, не подвергаются коррозии и не образуют крючковидных трещин. В конструкции трубопроводов для изготовления труб используется высокочастотный процесс. К высокочастотным методам относятся сварка оплавлением, сварка контактным выступом и сварка с осадкой.
Преимущества
Существует множество преимуществ контактной сварки для использования в промышленности и в коммерческих масштабах.Эти преимущества увеличили его использование во всех областях.
- Высокая скорость сварки
- Флюс или защитные газы не требуются
- Высокая производительность
- Метод прост и не требует высококвалифицированного труда
- Все типы металлов можно сваривать.

Принцип сварки сопротивлением — Принцип сварки сопротивлением При сварке сопротивлением выделяется тепло
Сварка сопротивлением
Принцип
При сварке сопротивлением тепло выделяется электрическим сопротивлением заготовок и
поверхности раздела между ними.Давление подается извне и изменяется на протяжении всего цикла сварки
. Выделяемое тепло пропорционально I2Rt, где I — значение тока, R — сопротивление, t — время, в течение которого протекает ток .
Характеристики
Общее сопротивление в сварочных цепях может быть довольно низким, для получения контактной сварки обычно требуются большие токи.Силовые трансформаторы преобразуют высоковольтную, слаботочную
линейную мощность в сильноточную (до 100 000 А) низковольтную (0,5–10 В) мощность
, необходимую для сварки. В то время как меньшие машины могут использовать однофазную схему.
РИС. Основная схема сварки сопротивлением
Преимущества сварки сопротивлением
1. Очень быстро.
Очень быстро.
2.Возможна полная автоматизация.
3. Консервировать материал; присадочный металл, защитные газы или флюс не требуются.
4. Квалифицированные операторы не требуются.
5. Легко соединяются разнородные металлы.
6. Высокая надежность и высокая воспроизводимость
Ограничения
1. Оборудование имеет высокую начальную стоимость.
2. Существуют ограничения на типы соединений, которые могут быть выполнены (в основном соединения внахлестку).
3. Требуется квалифицированный обслуживающий персонал1: для обслуживания контрольно-измерительного оборудования.
4. Для некоторых материалов перед сваркой поверхности должны пройти специальную подготовку.
Области применения
Процессы контактной сварки являются одними из наиболее распространенных методов
соединения больших объемов. Автомобильные кузова, соединение листового металла.
Типы контактной сварки
1. Контактная точечная сварка 2. Контактная шовная сварка 3. Выступающая сварка 4. Стыковая сварка 5. Сварка оплавлением 6. Ударная сварка
Контактная шовная сварка 3. Выступающая сварка 4. Стыковая сварка 5. Сварка оплавлением 6. Ударная сварка
1. Контактная точечная сварка
В основном это делается для соединения двух работы с листовым металлом в соединении внахлестку, образуя небольшой самородок на
стыке двух пластин.
Точечная сварка состоит из соединения двух деталей путем помещения их между двумя электродами и пропускания через них сильного тока в течение очень короткого времени. Это приводит к тому, что материал
под электродами быстро нагревается из-за промежуточного сопротивления потоку
электрического тока. Когда достигается температура коалесценции, ток отключают и на два электрода воздействуют давлением
. Давление сбрасывается, когда точечная сварка
остывает.Часть материала непосредственно под электродами сваривается давлением. Сварной шов
обычно имеет форму круглого пятна (если электроды имеют круглые наконечники), отсюда и название
точечный сварной шов.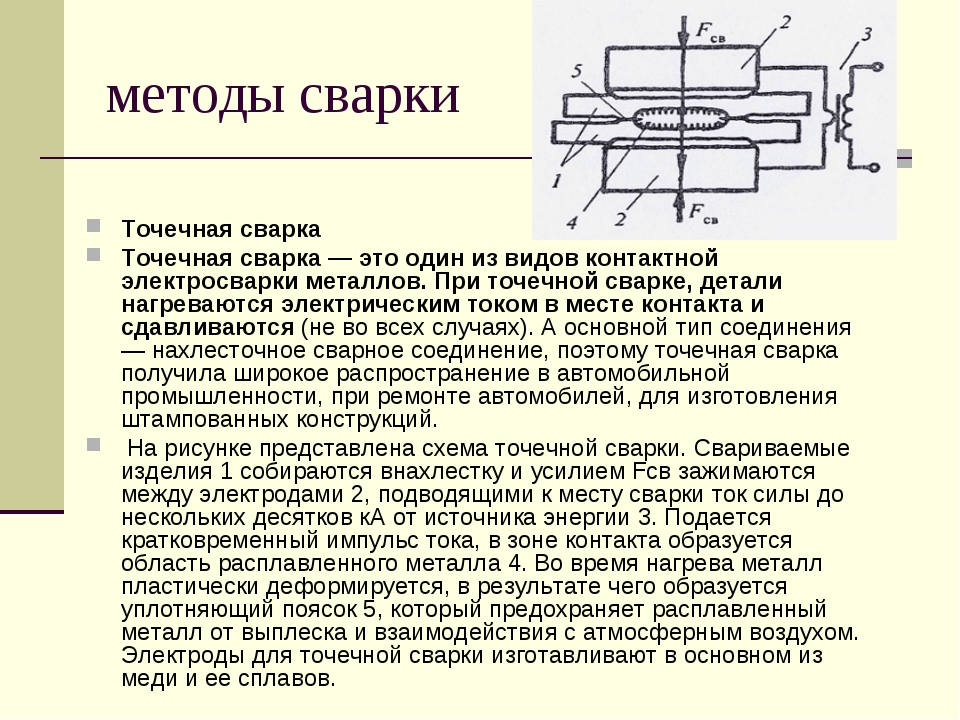
Электроды обычно изготавливаются из меди и охлаждаются водой. Один из них может быть фиксированным
, а другой подвижным. Обычно питание переменного тока используется вместе с понижающим трансформатором
. Два вывода вторичной обмотки трансформатора соединены с двумя медными электродами
для замыкания цепи.
Обычно точечная сварка (как и другие машины ERW) выполняется автоматически и работает по следующему циклу сварки
:
1. Сожмите две металлические детали вместе с легким давлением.
2. Пропустите сильный электрический ток в течение очень короткого времени, чтобы получить температуру коалесценции,
3. Приложите давление и удерживайте в течение некоторого времени.
4. Снимите давление.
Рисунок : Схема точечной сварки
Рисунок : Схема точечной сварки
Преимущества контактной сварки
1.Очень быстро.
2.Возможна полная автоматизация.
3. Консервировать материал; присадочный металл, защитные газы или флюс не требуются.
4. Квалифицированные операторы не требуются.
5. Легко соединяются разнородные металлы.
Ограничения
1. Стыки только в местах. 2. Толстые листы плохо поддаются сварке 3. Возможна только сварка внахлестку
2. Шовная сварка
Сварка выполняется между перекрывающимися листами металла. Шов представляет собой серию перекрывающихся точечных сварных швов.
Базовое оборудование такое же, как и для точечной сварки. за исключением того, что электроды теперь имеют форму вращающихся дисков (как показано ниже).
Синхронизированные импульсы тока проходят для формирования сварных швов внахлест. При прохождении металла между электродами синхронизированные импульсы тока проходят через него до
, образуя перекрывающиеся швы.
Сварка выполняется между перекрывающимися металлическими листами, и этот процесс используется для изготовления
жидко- или газонепроницаемых сосудов из листового металла, таких как бензобаки, автомобильные глушители,
и теплообменники. Шов на самом деле представляет собой серию перекрывающихся точечных сварных швов, таких как
Шов на самом деле представляет собой серию перекрывающихся точечных сварных швов, таких как
на рисунке ниже.
Сварочный ток обычно немного выше, чем при обычной точечной сварке, чтобы
компенсировать короткое замыкание соседнего сварного шва, и часто используется внешнее охлаждение
воздуха или воды.
В варианте процесса непрерывный шов получают путем пропускания непрерывного
тока через вращающиеся электроды.Типичная скорость сварки составляет около 1,5 м/мин
для тонкого листа.
Преимущества
1. Быстрее, чем точечная сварка. 2. Можно создавать непрерывные пятна. 3. Изготовлены газонепроницаемые соединения.
3. Стыковая сварка с осадкой
При сварке с осадкой (UW) соединяемые детали соединяются друг с другом встык, а не внахлестку.
Две части плотно удерживаются вместе, и подается ток, так что тепло вырабатывается через область контакта между двумя пластинами.
Из-за того, что соединение находится под давлением, концы двух частей слегка опрокидываются, отсюда и название.
Используется для соединения двух концов стержней или подобных деталей.
4. Сварка оплавлением
Сварка оплавлением (FW) аналогична сварке с осадкой, за исключением того, что тепло, необходимое для плавления, получается с помощью дуги, а не простого нагрева сопротивлением.
Оборудование для сварки оплавлением состоит, по существу, из двух плит, к которым крепятся две соединяемые детали.Одна из плит неподвижна, а другая
подвижна, движение контролируется с помощью кулачка, как показано на рис. ниже.
Концы двух деталей не обязательно должны быть параллельны и подготовлены так же, как в случае сварки с осадкой.
Две части соединяются вместе, и включается источник питания. На мгновение две части разделяются, чтобы создать дугу, чтобы расплавить концы двух частей
. Затем снова части соединяются вместе, и питание отключается, в то время как
два конца сплавляются под действием силы.Большая часть расплавленного металла выплеснется через
стык и образует плавник вокруг стыка.
Как правило, это более быстрая операция по сравнению со сваркой с осадкой, и она будет автоматически контролироваться кулачковым механизмом.
5. Ударная сварка
Ударная сварка представляет собой аналогичный процесс, в котором нагрев достигается за счет дуги, производимой быстрым разрядом накопленной электрической энергии, за которым следует
быстрое приложение силы для удаления металла и произвести соединение.
При ударной сварке длительность дуги составляет всего от 1 до 10 мс. в то время как тепло интенсивное, оно также сильно сконцентрировано.
Наплавляется небольшое количество металла, осадка в стыке практически отсутствует, а зона термического влияния очень мала.
Применение, как правило, ограничивается стыковой сваркой стержней или труб, где тепловое повреждение является серьезной проблемой
Сварка электрическим сопротивлением представляет собой группу сварочных процессов, в которых сварочное тепло получают за счет сопротивления изделия потоку электрического тока и путем приложения давления. Флюс или присадочный металл не добавляются.
Флюс или присадочный металл не добавляются.
При контактной сварке сильный ток силой свыше 100 А при низком напряжении (обычно 1 В) проходит через соединение в течение очень короткого времени. Этот сильный ток нагревает соединение. Теплота, выделяемая сопротивлением потоку тока при контактной электросварке, может быть выражена как:
H = I 2 Rt
Где H = общее количество тепла, произведенного при работе, в джоулях.
I = Электрический ток в амперах.
t = время прохождения электрического тока через соединение в секундах.
R = Сопротивление соединения.
Переменный ток считается наиболее подходящей контактной сваркой, поскольку он может обеспечить любую желаемую комбинацию напряжения и тока через подходящий трансформатор. Необходимо поддерживать постоянное контактное сопротивление для получения хорошего сварного шва и предотвращения перегрева, который зависит от состояния поверхности.
Давление, необходимое для сварки, варьируется от 2,5 до 5,5 кгс/мм 2 . Требуемое электрическое напряжение варьируется от 2 до 10 вольт в зависимости от состава, толщины, площади и т. д.металлических пластин, подлежащих сварке.
Требуемое электрическое напряжение варьируется от 2 до 10 вольт в зависимости от состава, толщины, площади и т. д.металлических пластин, подлежащих сварке.
Электроды для электросварки сопротивлением
Поскольку электроды при контактной сварке должны проводить большой ток, давление, а также помогают отводить тепло из зоны сварки, электроды должны иметь высокую электропроводность, а также высокую твердость. Поэтому медь в легированной форме используется для изготовления электродов для контактной сварки.
Преимущества контактной сварки
- Присадочная проволока или флюс не требуются.
- Может использоваться для крупномасштабного производства на высоких скоростях.
- Для работы на аппарате для контактной сварки требуются небольшие навыки.
- Сварка сопротивлением выполняется очень быстро.
- Сварка сопротивлением выполняется автоматически.
- Возможна сварка разнородных металлов, а также металлических пластин различной толщины.
- В этом процессе не используются никакие расходные материалы, кроме электроэнергии. Следовательно, это очень экономичный процесс.
Недостатки контактной сварки
- Первоначальная стоимость оборудования высока.
- Для технического обслуживания требуются квалифицированные специалисты.
- Заготовка большой толщины не может быть сварена.
- Некоторые операции электросварки сопротивлением ограничиваются только соединениями внахлестку.
Используется:
- для изготовления металлической мебели,
- для изготовления контейнеров для различного оборудования,
- для соединения листов, труб и прутков,
- для сварки автомобильных деталей.
Ниже приведены различные типы контактной сварки:
- Точечная сварка
- Выступающая сварка
- Шовная сварка
- Стыковая сварка
Точечная сварка
Используется для соединения двух и более листов металла.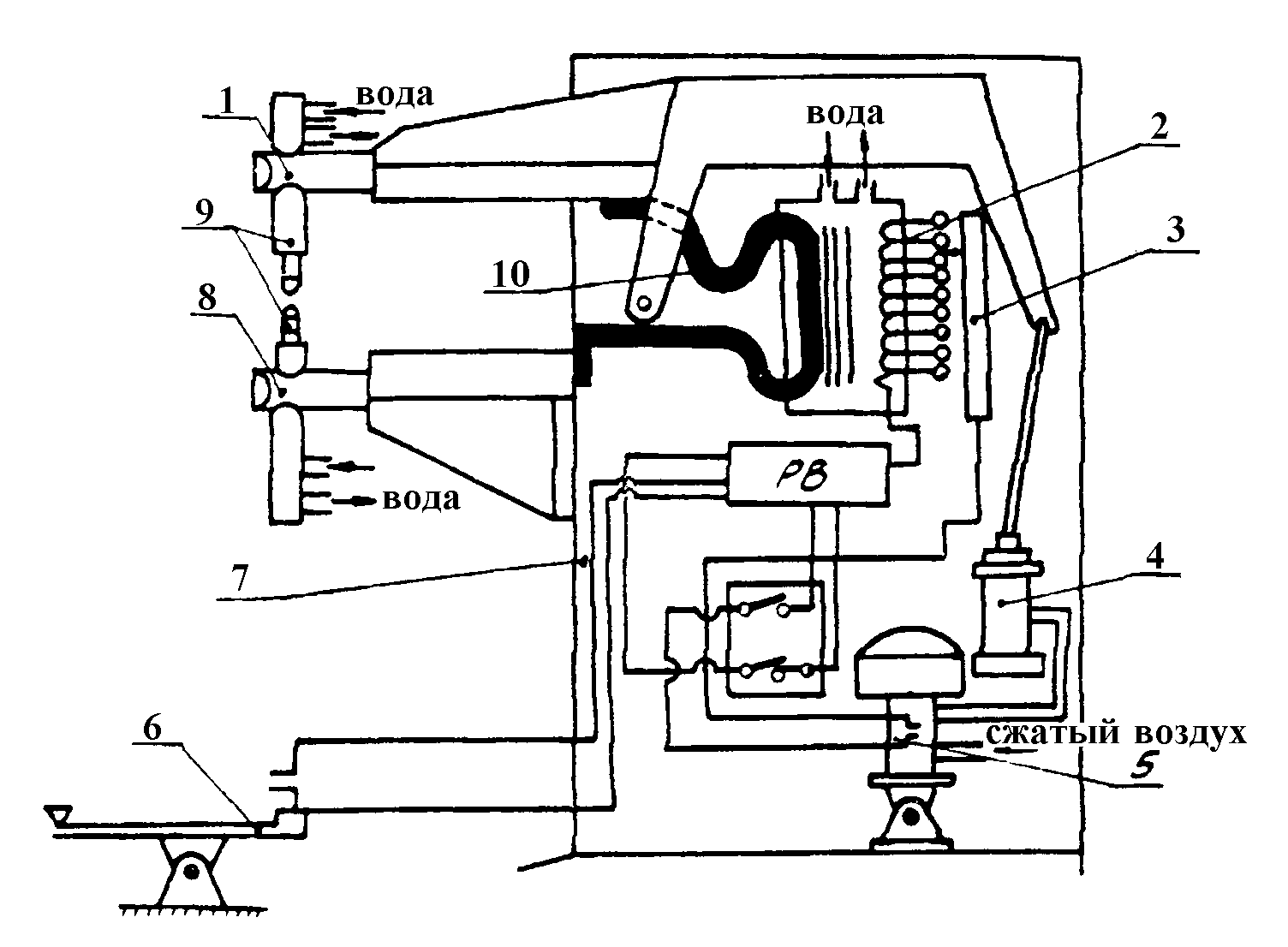 Свариваемые листы удерживаются внахлест между двумя электродами, одним подвижным, а другим неподвижным. Давление подается от верхнего электрода путем его перемещения вниз.
Свариваемые листы удерживаются внахлест между двумя электродами, одним подвижным, а другим неподвижным. Давление подается от верхнего электрода путем его перемещения вниз.
Сплав материала происходит на месте. Затем лист перемещают, чтобы выполнить еще одну точечную сварку в нужном месте. Период для каждого сварного шва может составлять сотые доли секунды или более. Сила тока может быть порядка 5000 ампер и более.
Напряжение между электродами около 2 вольт. Напряжение холостого хода сварочного аппарата менее 12 вольт.Для листов требуемое время составляет около 1/50 секунды на каждые 0,25 мм общей толщины двух свариваемых листов. Проволока, стержни и мелкие куски листа также могут быть сварены этим методом.
Аппарат для точечной сварки состоит из сварочного трансформатора и необходимых принадлежностей для выполнения сварки. Когда мы подключаем аппарат к сети переменного тока, трансформатор сварочного аппарата получает питание через таймер. Этот таймер контролирует время протекания тока.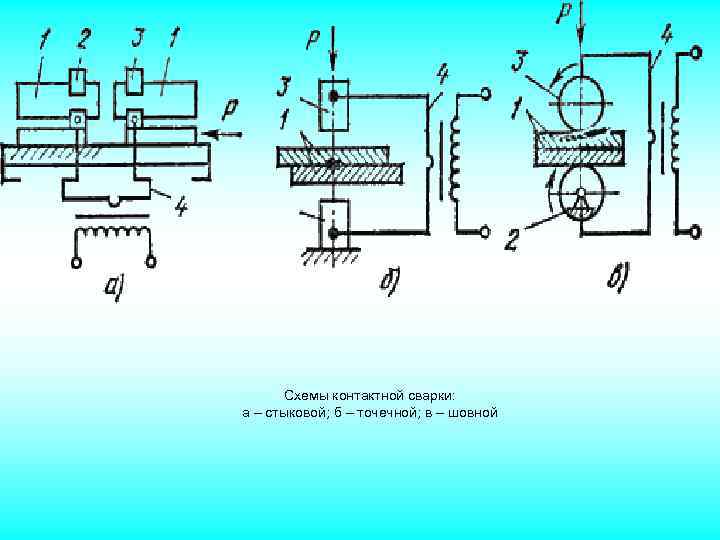
Первичная обмотка трансформатора имеет отводы, и конкретный отвод выбирается переключателем в зависимости от тока, необходимого для сварки.
Вторичная обмотка трансформатора соединена с двумя электродами из меди или бронзы, и они охлаждаются водой. Ножная педаль может перемещать подвижный электрод машины. Когда на педаль не оказывается давление, электроды удерживаются на расстоянии друг от друга пружиной.
Свариваемые листы помещаются внахлест друг на друга между двумя электродами и прикладывают давление, нажимая на педаль. Точечная сварка выполняется между листами.
Состав и толщина пластин определяют величину и продолжительность тока.Он варьируется от 1000 до 10 000 ампер и может течь от долей секунды до нескольких секунд. Точечная сварка в основном используется в производстве автомобилей и других металлических штампованных узлов.
Преимущества точечной сварки
- Имеет низкую начальную стоимость.
- Высокая производительность.
- Менее квалифицированный рабочий также может выполнять эту сварку.
- Работа может быть полностью автоматической или полуавтоматической.

Недостатки точечной сварки
- Заготовки большой толщины нельзя сваривать.
- Требуются квалифицированные рабочие для технического обслуживания.
Применение точечной сварки
- Часто используется в автомобильной и авиационной промышленности.
- Используется для изготовления контейнеров.
- Используется в производстве стальной мебели.
Выступающая сварка
Это модифицированная форма точечной сварки. Одна из деталей, свариваемых этим способом, имеет выступ, создаваемый давлением.Электроды, используемые при рельефной сварке, плоские. Электроды располагаются на заготовках, и между ними пропускают ток. На контактах выделяется тепло, и в этих точках заготовка сваривается.
Некоторые работы, которые не могут быть выполнены точечной сваркой, легко свариваются. Когда две свариваемые пластины имеют разное поперечное сечение, то для получения высокой прочности необходимо иметь выступы на более толстой пластине.
Когда две свариваемые пластины имеют разное поперечное сечение, то для получения высокой прочности необходимо иметь выступы на более толстой пластине.
Преимущества рельефной сварки
- Одновременно можно приваривать более одной точки.
- Правильный тепловой баланс может быть легко достигнут.
- Сварные швы могут располагаться ближе, чем точечная сварка.
- Срок службы электрода намного превышает срок службы электрода, используемого при точечной сварке.
- Внешний вид и однородность этого сварного шва лучше, чем у точечной сварки.
- С помощью рельефной сварки легко выполнять определенные работы, которые нельзя сварить точечной сваркой.
Недостатки рельефной сварки
- Металлы, которые не могут поддерживать выступы, не могут быть удовлетворительно сварены.
- Создание проекций — дополнительная операция.
- Первоначальная стоимость оборудования, необходимого для рельефной сварки, высока.

Применение рельефной сварки
- Обычно используется при штамповке, где выступ существует автоматически.
- Используется для сварки деталей из нержавеющей стали.
Шовная сварка
На рисунке показано, как осуществляется шовная сварка. При этом используются электроды роликового типа, а давление между ними остается постоянным.Шовная сварка применяется для получения сплошного соединения.
Два листа, на которых требуется шовная сварка, укладываются внахлест друг на друга. Ток проходит между двумя движущимися электродами, и листы свариваются. Применяется для нержавеющей стали, алюминия и его сплавов, никеля и его сплавов и т. д.
Преимущества шовной сварки
- Требуется меньшее перекрытие двух деталей, чем точечная или рельефная сварка.
- Можно выполнить несколько параллельных швов.
- Могут быть выполнены газонепроницаемые или водонепроницаемые сварные швы.

Недостатки шовной сварки
- Комплекты для шовной сварки дороже, чем комплекты для точечной сварки.
- Трудно сваривать детали толщиной более 3 мм.
- Сварку можно производить только по прямой линии.
Стыковая сварка
На рисунке показано, как выполняется стыковая сварка. Две детали, подлежащие сварке, соприкасаются друг с другом встык, образуя стыковое соединение.Давление также применяется в осевом направлении работы. Рабочие места надежно закреплены, и через них проходит сильный ток. Тепло производится для повышения температуры материала, и в точках контакта происходит плавление.
Этот метод используется для сварки труб, проволоки, стержней и т. д. Напряжение, необходимое для сварки, составляет от 2 до 12 вольт, а сила тока варьируется от 50 А до нескольких сотен ампер, в зависимости от типа материала и зоны сварки. время.
Стыковая сварка оплавлением
Аналогичен стыковой сварке, за исключением того, что свариваемые детали соединяются под небольшим давлением, а через соединение пропускается сильный ток. Из-за плохого контакта в месте соединения возникает дуга. Когда произведено достаточное количество тепла, обе части внезапно прижимаются друг к другу, и ток одновременно прекращается.
Из-за плохого контакта в месте соединения возникает дуга. Когда произведено достаточное количество тепла, обе части внезапно прижимаются друг к другу, и ток одновременно прекращается.
Вокруг стыка образуется тонкая пленка, которая впоследствии удаляется для получения сварного шва этого типа.Применяется для сварки концов рельсов, осей валов, цепей и т. д.
Преимущества стыковой сварки оплавлением
- Это быстрый и дешевый процесс.
- Подготовка поверхности сварного шва не требуется.
- Многие разнородные металлы с разными температурами плавления могут быть сварены.
- Обеспечивает 100% коэффициент прочности.
Недостатки стыковой сварки оплавлением
- Больше шансов возгорания.
- Потеря металла при сварке.
- Концентричность и прямолинейность заготовок часто трудно поддерживать в процессе сварки.
Спасибо, что прочитали о «электросварке сопротивлением». Для получения дополнительной информации посетите Википедию.
Для получения дополнительной информации посетите Википедию.
Сварка | Все сообщения
Программное обеспечение для сварки сопротивлением
— для моделирования и оптимизации точечной, выступающей, стыковой и микросварки
Сварка сопротивлением основана на законе нагрева Джоуля, где теплота Q выделяется в зависимости от трех основных факторов, выраженных в следующей формуле:
, где I — ток, проходящий через комбинацию металлов, R — сопротивление основных металлов и контактных поверхностей, t — продолжительность/время текущего потока.
Принцип кажется простым. Однако, когда он работает в реальном процесс сварки, существует множество параметров, некоторые исследователи определили более 100, чтобы повлиять на результаты сопротивления сварка. Чтобы иметь систематическое представление о сопротивлении технология сварки, мы провели много экспериментальных испытаний и суммировал наиболее влиятельные параметры в следующие восемь типов:
1) Сварочный ток
Сварочный ток является наиболее важным параметром сопротивления
сварка, определяющая тепловыделение мощностью квадрата
как показано в формуле. Размер сварного шва быстро увеличивается
при увеличении сварочного тока, но слишком высокий ток приведет к
при выбросах и износе электродов. На рисунке ниже показано
типичные виды сварочного тока, применяемые при контактной сварке
включая однофазный переменный ток (AC), который все еще
наиболее используемый в производстве, трехфазный постоянный ток (DC),
разряд конденсатора (CD) и недавно разработанный среднечастотный
инвертор постоянного тока.Обычно среднеквадратичные (RMS) значения сварки
текущий используется в настройках параметров машины и процесса
контролирует. Часто инженеры-сварщики выполняют утомительную работу по
подобрать оптимальный сварочный ток и время для каждого индивидуально
применение сварки.
Размер сварного шва быстро увеличивается
при увеличении сварочного тока, но слишком высокий ток приведет к
при выбросах и износе электродов. На рисунке ниже показано
типичные виды сварочного тока, применяемые при контактной сварке
включая однофазный переменный ток (AC), который все еще
наиболее используемый в производстве, трехфазный постоянный ток (DC),
разряд конденсатора (CD) и недавно разработанный среднечастотный
инвертор постоянного тока.Обычно среднеквадратичные (RMS) значения сварки
текущий используется в настройках параметров машины и процесса
контролирует. Часто инженеры-сварщики выполняют утомительную работу по
подобрать оптимальный сварочный ток и время для каждого индивидуально
применение сварки.
2) Время сварки
Выделение тепла прямо пропорционально времени сварки.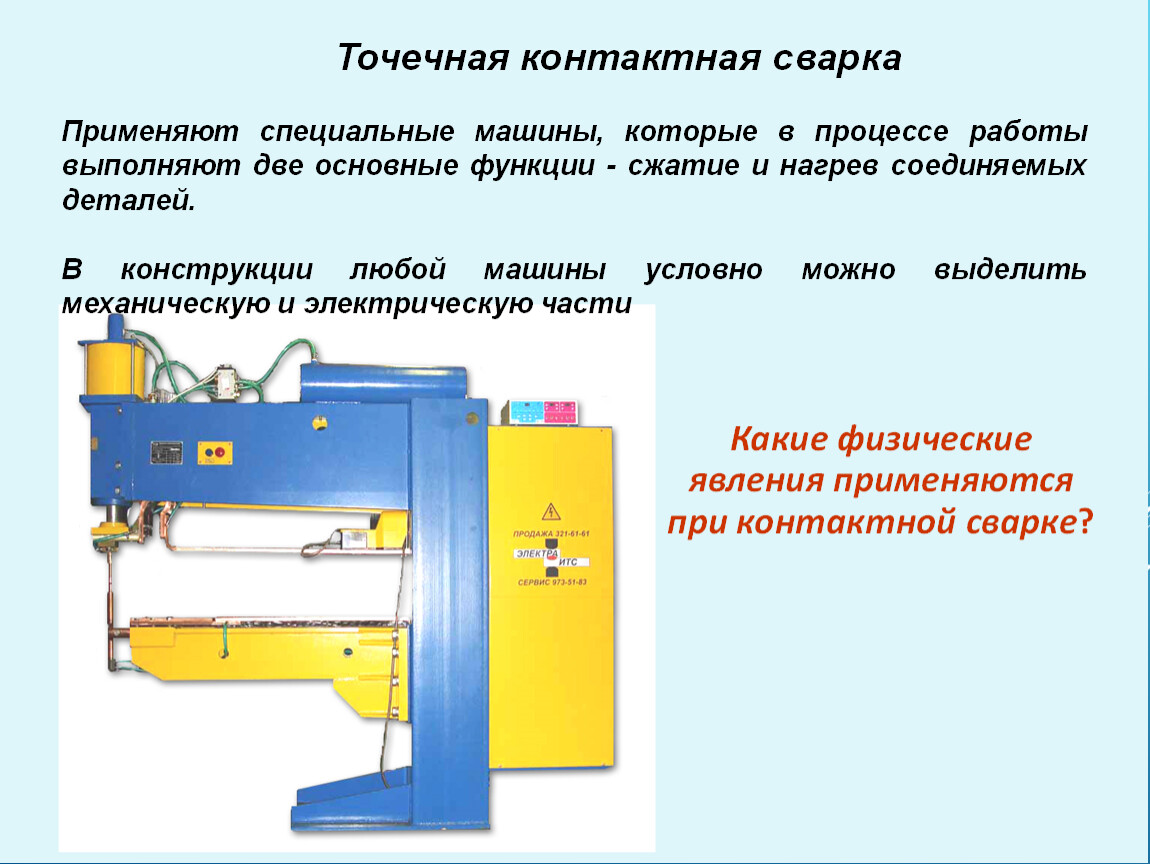 За счет теплопередачи от зоны сварки к основным металлам и
к электродам, а также потери тепла со свободных поверхностей
к окружающей среде, минимальный сварочный ток, а также минимальная
время сварки будет необходимо, чтобы сделать сварной шов.Если сварочный ток
слишком мало, простое увеличение времени сварки само по себе не даст
сварка. Когда сварочный ток достаточно высок, размер
сварной шов увеличивается с увеличением времени сварки, пока не достигнет
размер аналогичен площади контакта наконечника электрода. Если сварка
время продлевается, произойдет изгнание или, в худшем случае,
электрод может прилипнуть к заготовке.
За счет теплопередачи от зоны сварки к основным металлам и
к электродам, а также потери тепла со свободных поверхностей
к окружающей среде, минимальный сварочный ток, а также минимальная
время сварки будет необходимо, чтобы сделать сварной шов.Если сварочный ток
слишком мало, простое увеличение времени сварки само по себе не даст
сварка. Когда сварочный ток достаточно высок, размер
сварной шов увеличивается с увеличением времени сварки, пока не достигнет
размер аналогичен площади контакта наконечника электрода. Если сварка
время продлевается, произойдет изгнание или, в худшем случае,
электрод может прилипнуть к заготовке.
3) Сварочное усилие
Сварочное усилие влияет на процесс контактной сварки своим
влияние на контактное сопротивление на интерфейсах и на контакт
области из-за деформации материалов. Заготовки должны быть спрессованы
с определенным усилием в зоне сварки, чтобы обеспечить прохождение
ток. Если сила сварки слишком мала, может произойти немедленное выталкивание
после запуска сварочного тока из-за того, что контакт
сопротивление слишком велико, что приводит к быстрому выделению тепла. Если
сила сварки высока, площадь контакта будет большой, что приведет к
в низкой плотности тока и низком контактном сопротивлении, что уменьшит
тепловыделение и размер сварочного шва.При рельефной сварке
усилие сварки вызывает разрушение выступа в заготовке,
что изменяет площадь контакта и тем самым контактное сопротивление
и плотность тока. Это также влияет на тепловыделение.
и результаты сварки.
Заготовки должны быть спрессованы
с определенным усилием в зоне сварки, чтобы обеспечить прохождение
ток. Если сила сварки слишком мала, может произойти немедленное выталкивание
после запуска сварочного тока из-за того, что контакт
сопротивление слишком велико, что приводит к быстрому выделению тепла. Если
сила сварки высока, площадь контакта будет большой, что приведет к
в низкой плотности тока и низком контактном сопротивлении, что уменьшит
тепловыделение и размер сварочного шва.При рельефной сварке
усилие сварки вызывает разрушение выступа в заготовке,
что изменяет площадь контакта и тем самым контактное сопротивление
и плотность тока. Это также влияет на тепловыделение.
и результаты сварки.
4) Контактное сопротивление
Контактное сопротивление на границе сварки является наиболее важным
параметр, связанный с материалами.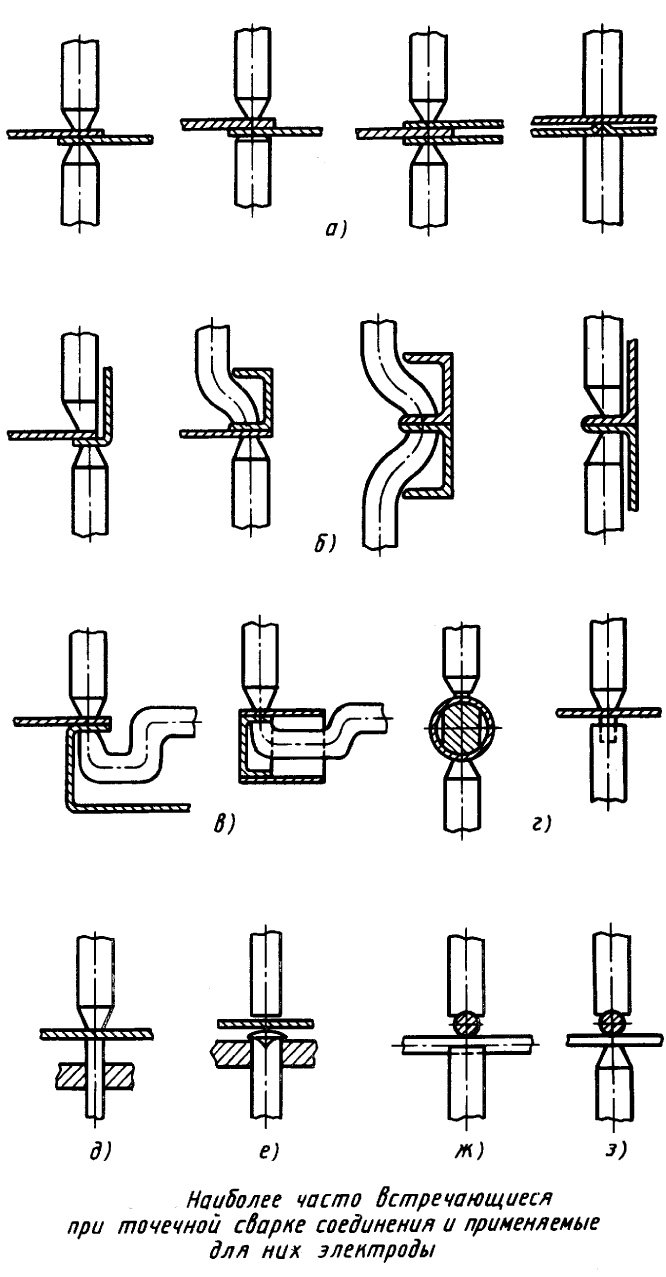 Однако он имеет очень динамичное взаимодействие
с параметрами процесса.На рисунке ниже показаны измеренные
контактное сопротивление мягкой стали при различных температурах и различных
давления. Замечено, что контактное сопротивление обычно уменьшается
с повышением температуры, но имеет локальный гребень около 300°C,
и уменьшается почти пропорционально с ростом давления.
Все металлы имеют шероховатую поверхность в микромасштабе. Когда сварка
сила увеличивается, контактное давление увеличивается, тем самым реальная
площадь контакта на границе раздела увеличивается из-за деформации
шероховатые неровности поверхности.Поэтому контактное сопротивление на
интерфейс уменьшается, что уменьшает тепловыделение и размер
сварного шва. На металлических поверхностях также присутствуют оксиды, вода
пар, масло, грязь и другие загрязнения.
Однако он имеет очень динамичное взаимодействие
с параметрами процесса.На рисунке ниже показаны измеренные
контактное сопротивление мягкой стали при различных температурах и различных
давления. Замечено, что контактное сопротивление обычно уменьшается
с повышением температуры, но имеет локальный гребень около 300°C,
и уменьшается почти пропорционально с ростом давления.
Все металлы имеют шероховатую поверхность в микромасштабе. Когда сварка
сила увеличивается, контактное давление увеличивается, тем самым реальная
площадь контакта на границе раздела увеличивается из-за деформации
шероховатые неровности поверхности.Поэтому контактное сопротивление на
интерфейс уменьшается, что уменьшает тепловыделение и размер
сварного шва. На металлических поверхностях также присутствуют оксиды, вода
пар, масло, грязь и другие загрязнения. Когда температура повышается,
некоторые поверхностные загрязнители (в основном на водной и масляной основе)
выгорит за первую пару циклов, а металлы
также размягчается при высоких температурах.Таким образом, контактное сопротивление
обычно уменьшается с повышением температуры. Несмотря на то,
контактное сопротивление имеет наиболее существенное влияние только в первом
пару циклов, имеет решающее влияние на распределение тепла
за счет начального образования и распределения тепла.
Когда температура повышается,
некоторые поверхностные загрязнители (в основном на водной и масляной основе)
выгорит за первую пару циклов, а металлы
также размягчается при высоких температурах.Таким образом, контактное сопротивление
обычно уменьшается с повышением температуры. Несмотря на то,
контактное сопротивление имеет наиболее существенное влияние только в первом
пару циклов, имеет решающее влияние на распределение тепла
за счет начального образования и распределения тепла.
5) Свойства материалов
Почти все свойства материалов изменяются с температурой, что увеличивает
к динамике процесса контактной сварки.Удельное сопротивление
материала влияет на тепловыделение. Теплопроводность
и теплоемкость влияют на теплопередачу. В металлах таких
как серебро и медь с низким удельным сопротивлением и высокой теплопроводностью,
выделяется мало тепла даже при высоком сварочном токе, а также
быстро перевели.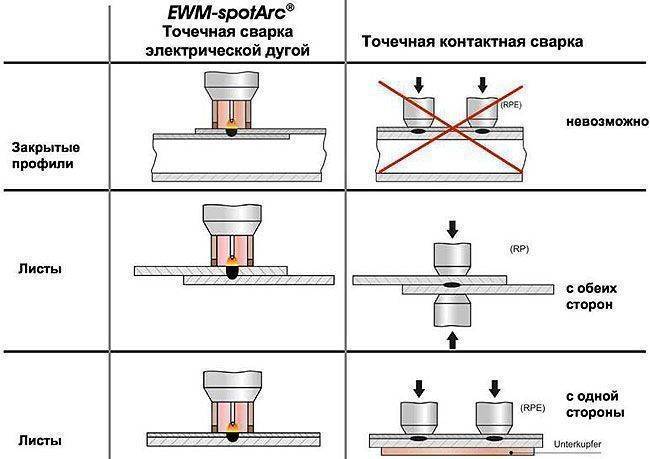 Их довольно сложно сваривать
сварка сопротивлением. С другой стороны, они могут быть хорошими материалами.
для электродов.При сварке разнородных металлов выделяется больше тепла.
генерироваться в металле с более высоким удельным сопротивлением. Это должно быть
учитываются при проектировании свариваемых деталей при рельефной сварке и
Выбор формы электродов при точечной сварке. твердость
материала также влияет на контактное сопротивление. Более твердые металлы
(с более высоким пределом текучести) приведет к более высокому контактному сопротивлению
при одном и том же усилии сварки из-за неровностей шероховатой поверхности
труднее деформировать, что приводит к меньшей реальной площади контакта.Материалы электродов также использовались для влияния на тепловой баланс.
в контактной сварке, особенно для соединения легких и цветных металлов
металлы.
Их довольно сложно сваривать
сварка сопротивлением. С другой стороны, они могут быть хорошими материалами.
для электродов.При сварке разнородных металлов выделяется больше тепла.
генерироваться в металле с более высоким удельным сопротивлением. Это должно быть
учитываются при проектировании свариваемых деталей при рельефной сварке и
Выбор формы электродов при точечной сварке. твердость
материала также влияет на контактное сопротивление. Более твердые металлы
(с более высоким пределом текучести) приведет к более высокому контактному сопротивлению
при одном и том же усилии сварки из-за неровностей шероховатой поверхности
труднее деформировать, что приводит к меньшей реальной площади контакта.Материалы электродов также использовались для влияния на тепловой баланс.
в контактной сварке, особенно для соединения легких и цветных металлов
металлы.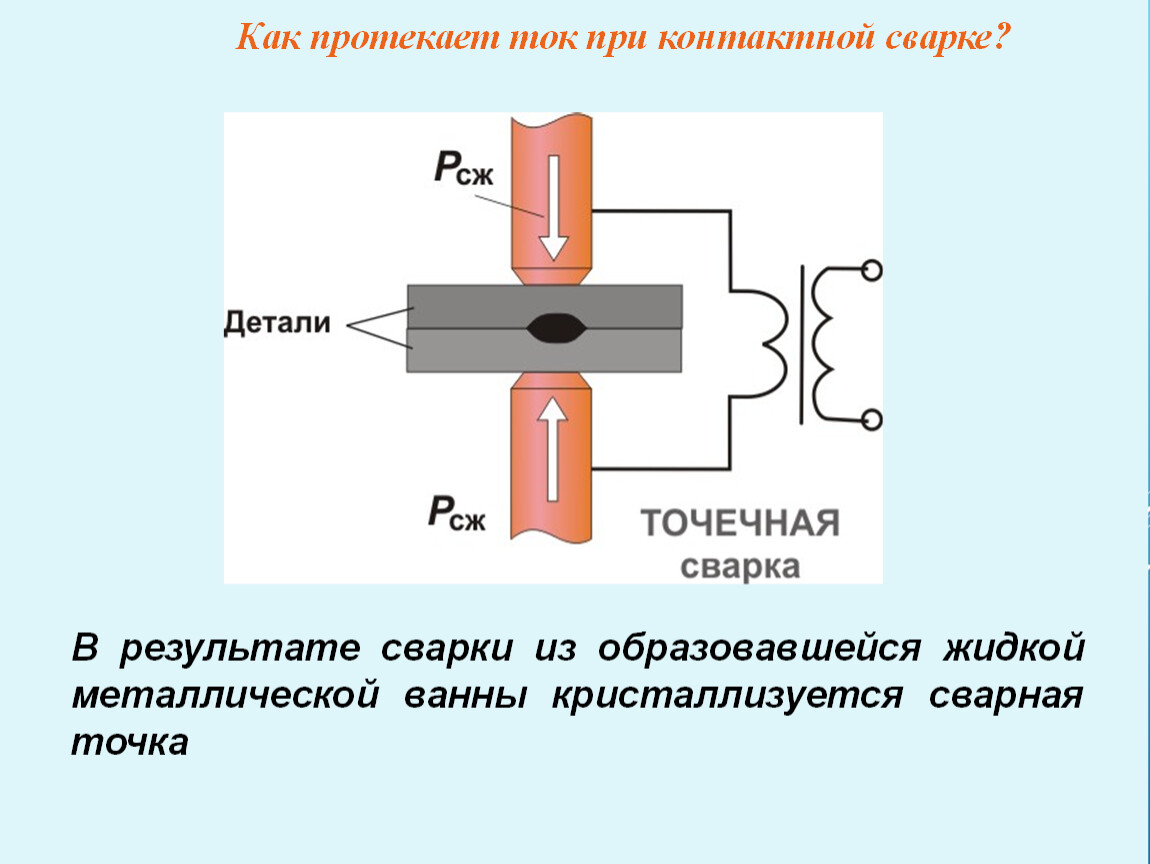
6) Поверхностные покрытия
Большинство поверхностных покрытий наносятся для защиты от коррозии или
в качестве основы для дальнейшей обработки поверхности. Эти поверхностные покрытия
часто усложняют процесс сварки. Специальный параметр процесса
должны быть внесены коррективы в соответствии с индивидуальными типами
поверхностные покрытия.Некоторые поверхностные покрытия введены для облегчения
сварка сложных комбинаций материалов. Эти поверхностные покрытия
стратегически выбраны, чтобы обеспечить тепловой баланс сварного шва
интерфейс. Большая часть поверхностных покрытий будет выдавлена во время
сварки, некоторые останутся на поверхности сварного шва в виде припоя.
7) Геометрия и размеры
Геометрия и размеры электродов и заготовок указаны
очень важно, так как они влияют на распределение плотности тока
и, таким образом, результаты контактной сварки. Геометрия электродов
при точечной сварке контролирует плотность тока и результирующий размер
сварного шва. Металлические листы разной толщины требуют разных
сварочные токи и другие настройки параметров процесса. Дизайн
геометрия локальной проекции заготовок имеет решающее значение в
выступающая сварка, которую следует рассматривать вместе с
свойства материала, особенно при соединении разнородных металлов.В
принципе, тиснение или выступ должны быть размещены на
материал с более низким удельным сопротивлением, чтобы получить лучшее тепло
баланс на границе сварки.
Геометрия электродов
при точечной сварке контролирует плотность тока и результирующий размер
сварного шва. Металлические листы разной толщины требуют разных
сварочные токи и другие настройки параметров процесса. Дизайн
геометрия локальной проекции заготовок имеет решающее значение в
выступающая сварка, которую следует рассматривать вместе с
свойства материала, особенно при соединении разнородных металлов.В
принципе, тиснение или выступ должны быть размещены на
материал с более низким удельным сопротивлением, чтобы получить лучшее тепло
баланс на границе сварки.
8) Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата
оказывают существенное влияние на процессы контактной сварки. То
электрические характеристики включают в себя динамическое время реакции
сварочный ток и магнитные/индуктивные потери из-за размера
сварочного окна и количество магнитных материалов в
горло.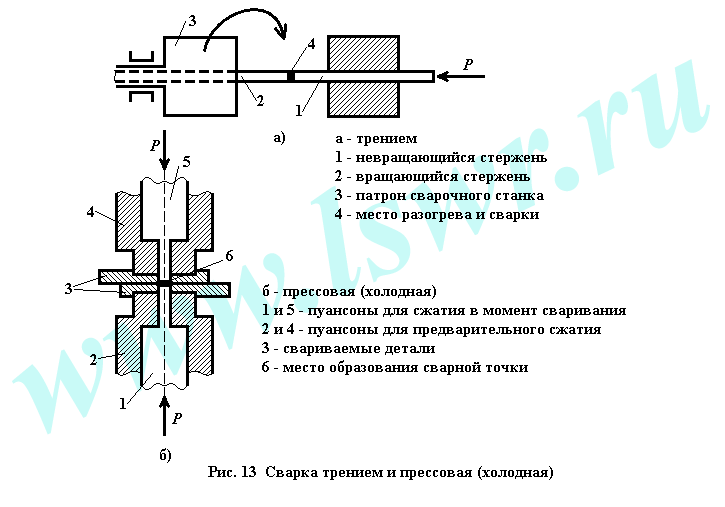 Время нарастания сварочного аппарата может быть очень важным.
при микроконтактной сварке, так как общее время сварки часто чрезвычайно
короткая. Магнитные потери при точечной сварке являются одним из важных
факторы, которые следует учитывать при управлении технологическим процессом. Механические характеристики
включают скорость и ускорение следования электрода как
а также жесткость погрузочной рамы / рычагов. Если последующее наблюдение
электрода слишком медленно, изгнание может легко произойти в проекции
сварка.На рисунке ниже показаны измеренные параметры процесса в
процесс проекционной сварки, который включает в себя динамические кривые
сварочный ток, усилие сварки и смещение
электрода, где резкое движение соответствует коллапсу
выступа в заготовке.
Время нарастания сварочного аппарата может быть очень важным.
при микроконтактной сварке, так как общее время сварки часто чрезвычайно
короткая. Магнитные потери при точечной сварке являются одним из важных
факторы, которые следует учитывать при управлении технологическим процессом. Механические характеристики
включают скорость и ускорение следования электрода как
а также жесткость погрузочной рамы / рычагов. Если последующее наблюдение
электрода слишком медленно, изгнание может легко произойти в проекции
сварка.На рисунке ниже показаны измеренные параметры процесса в
процесс проекционной сварки, который включает в себя динамические кривые
сварочный ток, усилие сварки и смещение
электрода, где резкое движение соответствует коллапсу
выступа в заготовке.
.
