Принцип работы сварочного полуавтомата — Хабр Фриланс
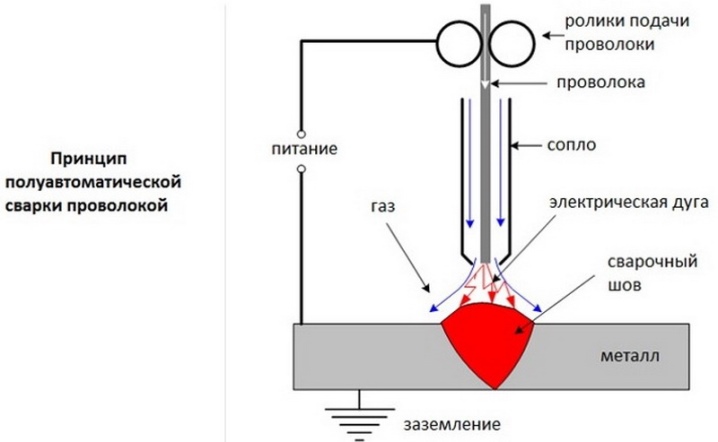
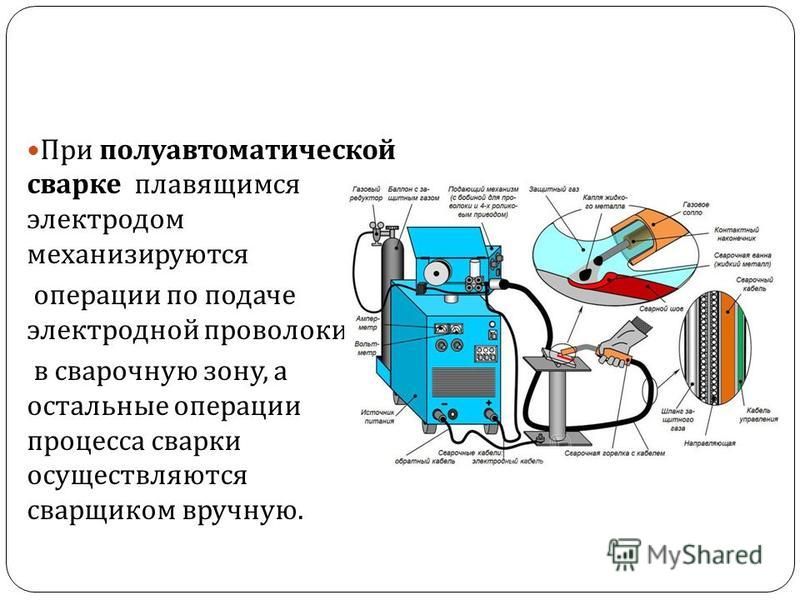
Принцип работы сварочного полуавтомата Полуавтоматическая сварка является одним из самых простых способов быстро сделать крепкий шов с помощью точечного нагрева, без повреждения лакокрасочного покрытия в зоне около сварки. Прием является простым и доступным для новичков и людей с опытом благодаря этому, оборудование обширно применяется в сфере строительства, при ремонте кузова и в быту. Какие же приборы и детали включает в себя основной участник процесса, и каким же образом работает сварочный полуавтомат – аппарат инверторного типа бытового, промышленного или профессионального назначения? Основное устройство полуавтоматической установки- Блок питания, к примеру, трансформатор, выпрямитель или инвертор.
- Устройство, подающее присадочный материал.
- Горелка.
- Блок управления.
- Шланги и кабели соединительные.
- Цистерна с газом и емкость с катушками проволоки.


- Прочистка системы перед допуском защитного газа и непосредственно его подача.
- Запуск блока питания.
- Поступление проволоки.
- Возбуждение дуги.
- Перемещение прибора на заблаговременно установленной скорости.
- Сварка углубления и сохранение изготовленного шва.
 Обычно, агрегат обладает несколькими режимами – без короткого замыкания и с ним, без разбрызгивания флюса и с ним и др., – вследствие этого им разрешено твердо варить как тонкий (0,5 мм), так и толстый металл (до 40 мм). При поддержке полуавтомата допускается варить внакладку, по расположенным отверстиям, а также встык. Второй метод является преимущественным для профессиональных мастеров. Метод стыка применяется в основном в автомобильном ремонте для замены отдельных элементов. Основные области использования Легкость в использовании, хорошая производительность и небольшая себестоимость работ сделали эти устройства популярными в машино- и приборостроении, а также в области автомобильного ремонта. Тем не менее, и в быту возникает немало обстоятельств, когда устройству можно найти применение. В частности, при производстве перил, калиток, ворот, ремонте велосипедных деталей и любых иных конструкций, где нужно сделать немало швов на небольшом пространстве. Из всех разновидностей профильной техники только полуавтомат для сварки притягивает простой в использовании и самой высокой подвижностью: по причине своих малых размеров с его помощью просто справиться с труднодоступными местами – заделывать металлическую кровлю или рихтовать выступы за воротами.
Обычно, агрегат обладает несколькими режимами – без короткого замыкания и с ним, без разбрызгивания флюса и с ним и др., – вследствие этого им разрешено твердо варить как тонкий (0,5 мм), так и толстый металл (до 40 мм). При поддержке полуавтомата допускается варить внакладку, по расположенным отверстиям, а также встык. Второй метод является преимущественным для профессиональных мастеров. Метод стыка применяется в основном в автомобильном ремонте для замены отдельных элементов. Основные области использования Легкость в использовании, хорошая производительность и небольшая себестоимость работ сделали эти устройства популярными в машино- и приборостроении, а также в области автомобильного ремонта. Тем не менее, и в быту возникает немало обстоятельств, когда устройству можно найти применение. В частности, при производстве перил, калиток, ворот, ремонте велосипедных деталей и любых иных конструкций, где нужно сделать немало швов на небольшом пространстве. Из всех разновидностей профильной техники только полуавтомат для сварки притягивает простой в использовании и самой высокой подвижностью: по причине своих малых размеров с его помощью просто справиться с труднодоступными местами – заделывать металлическую кровлю или рихтовать выступы за воротами.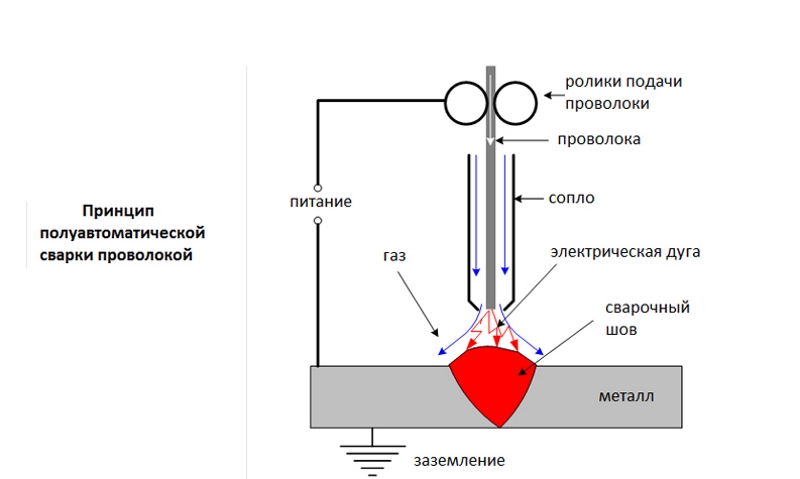 Небольшое напряжение является еще одним преимуществом для начинающего сварщика, боящегося сюрпризов проводки. И новички, и профессионалы дорожат эффективностью процесса: по его завершению не нужно очищать поверхность от шлака и иных продуктов горения, при этом качество соединений всегда находиться на высоком уровне. Не просто так, профессионалы считают этот инструмент лучшим для работы дома, кроме того бытовые модели можно прямо подсоединять к простой электросети.
Небольшое напряжение является еще одним преимуществом для начинающего сварщика, боящегося сюрпризов проводки. И новички, и профессионалы дорожат эффективностью процесса: по его завершению не нужно очищать поверхность от шлака и иных продуктов горения, при этом качество соединений всегда находиться на высоком уровне. Не просто так, профессионалы считают этот инструмент лучшим для работы дома, кроме того бытовые модели можно прямо подсоединять к простой электросети.Что собой представляет сварочный полуавтомат?
На российском рынке представлен широкий выбор сварочных аппаратов. Большой популярностью пользуются инверторные полуавтоматы. Что представляет собой такого рода оборудование?.
Инверторные сварочные полуавтоматы имеют встроенный подающий механизм, предназначенный для полуавтоматической сварки на постоянном токе в среде защитных газов. При этом используется плавящаяся электродная проволока. Диаметр проволоки составляет 0,6-1,0 мм.
В качестве материала может быть применена сталь, алюминий, нержавеющая или порошковая сталь. Для работы сварки по нержавеющей стали используют электроды по нержавейке.
Для работы сварки по нержавеющей стали используют электроды по нержавейке.Технологический принцип работы полуавтоматического сварочного аппарата основан на использовании особого механизма, который подает автоматически сварочную проволоку к горелке аппарата. Этот механизм при работе сварщика позволяет достичь высокой эффективности, продуктивности и скорости выполнения сварочных работ.
Сварочный полуавтомат применяет как защитную газовую среду – очищенный углекислый газ (возможны его смеси с газом аргон). Подача углекислого газа или его смеси с аргоном происходит из централизованной системы газоснабжения (или из специальных газовых баллонов).
Применяя сварочный инверторный полуавтомат можно осуществить эффективную и высококачественную сварку всех видов стали — низкоуглеродистой, легированной, нержавеющей, а также всех видов сплава из алюминия.Некоторые модели сварочных полуавтоматов снабжены специальной проволокой, плавящейся в среде аргона, которые используются для спаивания оцинкованных сталей. Такая технология сварки называется MIG-пайка.
Такая технология сварки называется MIG-пайка.
Любая модель сварочного полуавтомата содержит: блок управления, источник питания, систему подачи сварочной проволоки, специальную сварочную горелку, а также комплект всевозможных необходимых кабелей и соединительных шлангов. В качестве источника питания в сварочном полуавтомате может быть использован обычный выпрямитель или сварочный инвертор.
Наиболее эффективными и продуктивными в работе сварки являются инверторные источники питания, так как они способны повысить намного качество сварки и намного расширить виды свариваемых деталей и материалов. Лучше всего оправдывает высокое качество сварки использование инверторного источника питания с импульсным режимом.
Механизированная система подачи сварочной проволоки одновременно исполняет размещение, правку и подачу специальной проволоки к сварочной горелке. Сварочная проволока для полуавтоматов доставляется в мотках на стандартных пластиковых катушках или проволочных каркасах.
Сварочный полуавтомат для кузовных работ
Содержание:
- MIG и MAG
- Устройство и классификация
- Источник питания
- Подача проволоки
- Горелка
- Газовый баллон
- Продолжительность включения
- Проволока
- Общие советы по выбору полуавтомата
Выбрать и купить сварочный полуавтомат вы можете у наших партнеров
Автолюбитель, устраивая мастерскую в гараже, вполне может обойтись без некоторых вещей, но часть инструментов необходимо приобрести, даже когда прямой необходимости в них нет. Один из таких незаменимых инструментов – агрегат для сварки. Однако, не каждый аппарат подойдет для сварки деталей кузова. По сравнению с электродными вариантами наличие в гараже сварочного полуавтомата для кузовных работ значительно расширяет возможности ремонтных операций.
Подавляющее большинство кузовных деформаций исправляются либо жестяными работами, либо сваркой. Поэтому перед автомехаником стоит проблема не покупки, а выбора правильного сварочного автомата. Разберемся для начала с классификацией и определениями.
Поэтому перед автомехаником стоит проблема не покупки, а выбора правильного сварочного автомата. Разберемся для начала с классификацией и определениями.
MIG и MAG
Владельцу полуавтомата нет необходимости выставлять для электродов ток и подлезать с ними в неудобные места. Полуавтоматическая сварка предполагает, что участие сварщика в работе сведено к максимально возможному (на бытовом уровне) минимуму. Полуавтоматы оставляют механику свободу действий: требуется направить горелку в нужное место и нажать на курок агрегата. Автоматизация заключается в подаче проволоки к точке сварки.
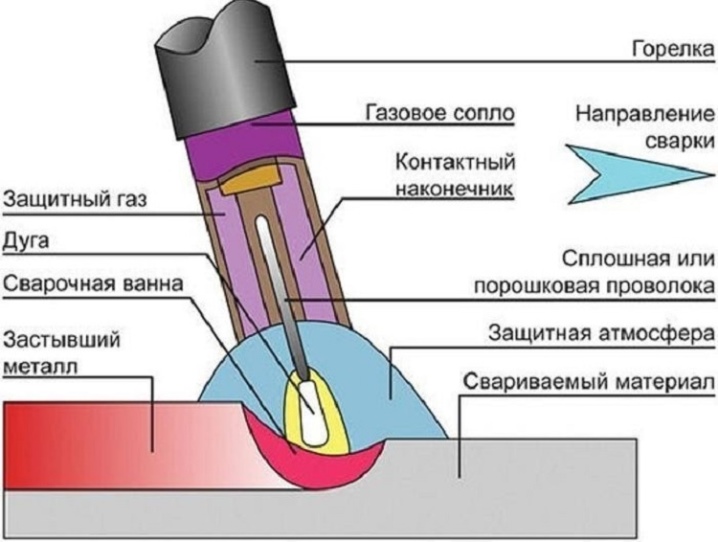
Плавка металла достигается дугой, возникающей между поверхностью и проволокой. При обычной, ручной сварке, металлы защищаются от окисления обмазкой на электродах, при плавлении образующих защитный слой. В случае полуавтоматов электрическая дуга постоянной длины поддерживается регулированием длины проволоки, а защита от воздействия атмосферы достигается подачей газа в место формирования сварного шва.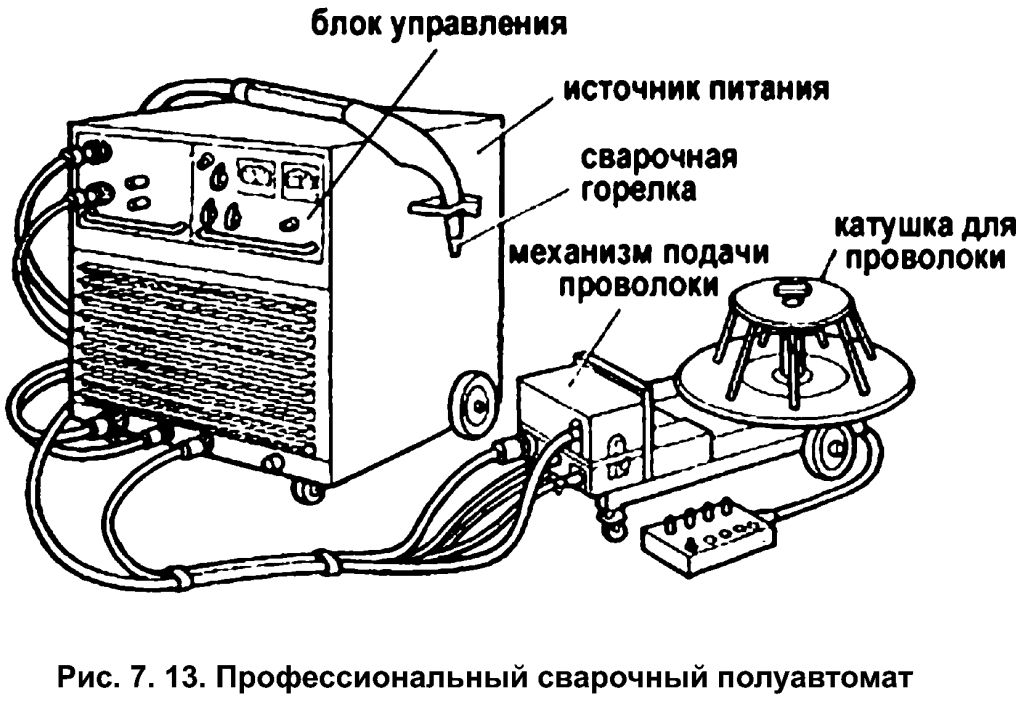
- Использующие инертный газ (гелий, аргон) – благодаря слабой реакции, инертные газы позволяют избежать окисления сварного шва.
- Активный (углекислый газ) – высокий коэффициент наплавки и низкая стоимость газа являются преимуществом, однако при сварке происходит разделение молекул углекислого газа с выделением кислорода, что требует добавления в проволоку кремния и марганца.
В англоязычной литературе данные способы именуются MIG и MAG – аббревиатуры от Metal Inert (Active) Gas. В качестве альтернативы газам применяется проволока с порошковой защитой, использовать которую можно и без газового баллона на аппарате. Для этих целей полуавтоматы снабжаются переключателем «Gas/No Gas», однако для правильной сварки флюсовой проволокой (TIG) требуется поменять полярность (минус – масса, плюс – электрод) и использовать две пары подающих роликов. Флюсовая проволока – это хрупкая трубочка (диаметр – 1-1,5 мм.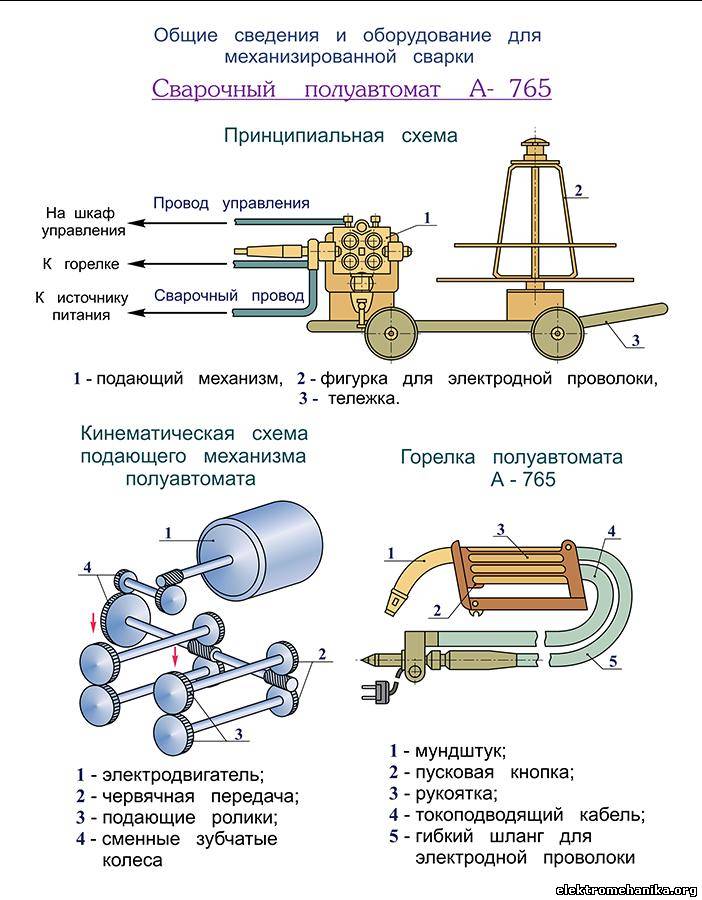
Устройство и классификация
Работа с полуавтоматической газовой сваркой не повреждает цинкового слоя листов кузова, а температура сварки заметно ниже (1000 против 1500 °C), однако распространение их началось сравнительно недавно. Прежде всего это связано с развитием технологий автоматизации. Нетрудно догадаться, что дифференциация по классам напрямую соотносится с ценой и жестко привязанными к ней возможностями аппарата:
- Профессиональные – дорогостоящие агрегаты (сила тока более 300А).
- Полупрофессиональные – сила тока до 300А.
- Бытовые – бюджетные аппараты, с силой тока до 200А.
Зажим массы, газовый баллон, бобина и шланг для подачи проволоки легко могут быть заменены при нахождении неисправности. Однако устройство аппарата для сварочных работ имеет несколько важных элементов, напрямую влияющих на цену и качество сварки в определенных условиях. Помимо источника питания к таковым можно отнести устройства задающие скорость подачи проволоки сварочную ванну и регулирующие ток.
Источник питания
Источник должен поддерживать стабильное горение независимо от помех. Также напрямую от него зависит поджиг сварочной дуги. Три основных типа источников по-разному справляются с этой задачей:
- Трансформатор – простейшее и очень надежное устройство, состоящее из двух обмоток. Магнитное поле одной обмотки создает ток низкого напряжения во второй. Регулировка производится изменением расстояния между обмотками, поэтому характеризуется плавностью. Стоит заметить, что трансформатор преобразует переменный ток в переменный, а для получения постоянного необходим выпрямитель, являющийся, по сути, надстройкой к понижающему трансформатору.
- Выпрямитель – устройство, использующее для преобразования переменного тока в постоянный полупроводниковые вентили. Ток регулируется либо изменением расстояния между обмотками трансформатора, либо дросселем насыщения. Для сглаживания неизбежных при этом пульсаций используются электронные фильтры.
- Инвертор – наиболее приемлемые для полуавтоматов источники питания. Благодаря равномерному, автоматически регулируемому току, дает высокое качество сварного шва. Реализует задачу, обратную задаче выпрямителя, – преобразование постоянного тока в переменный. Для этого ток после выпрямителя подается на высокочастотный трансформатор с меньшей массой. Помимо маленького веса, к достоинствам инверторов можно отнести меньшее разбрызгивание метала и эффективный расход электроэнергии.
 Благодаря равномерному, автоматически регулируемому току, дает высокое качество сварного шва. Реализует задачу, обратную задаче выпрямителя, – преобразование постоянного тока в переменный. Для этого ток после выпрямителя подается на высокочастотный трансформатор с меньшей массой. Помимо маленького веса, к достоинствам инверторов можно отнести меньшее разбрызгивание метала и эффективный расход электроэнергии.
Благодаря равномерному, автоматически регулируемому току, дает высокое качество сварного шва. Реализует задачу, обратную задаче выпрямителя, – преобразование постоянного тока в переменный. Для этого ток после выпрямителя подается на высокочастотный трансформатор с меньшей массой. Помимо маленького веса, к достоинствам инверторов можно отнести меньшее разбрызгивание метала и эффективный расход электроэнергии.По способу подключения к сети различают трех- и однофазные полуавтоматы. Преимущество первых в том, что для работы им необходима только розетка на 220В. Однако сила тока в сети должна быть не ниже 16, а в идеале – 25А. Проводка нагружается неравномерно, поэтому проводка должны быть медной, диаметром как минимум 2.5 мм. Трехфазное подключение предпочтительнее, поскольку так обеспечивается равномерная нагрузка на фазы.
Подача проволоки
Точная подача проволоки является важным моментом. Производитель конструирует свои аппараты так, что правильная сварка будет обеспечиваться в любом случае, однако, каждый способ имеет свои минусы, тем более что не все поломки могут быть устранены в домашних условиях. Используется два основных вида и их комбинация:
Используется два основных вида и их комбинация:
- Толкающий механизм – подает проволоку через рукав, устройство располагается непосредственно в корпусе, рядом с катушкой.
- Тянущий – устройство интегрировано в ручку горелки.
Преимущество первых – простота устройства и дешевизна, однако длина шланга ограничена 3-4 метрами. Тянущие механизмы могут использовать шланг до 20 метров и работать с тонкой проволокой. Тянуще-толкающие механизмы применяются, когда рукав горелки длиннее стандартных размеров или для повышения надежности (равномерности подачи). Механизм представляет собой электрический двигатель с несколькими скоростями. Скорость может регулироваться автоматически и ручной настройкой.
Горелка
Это важнейший элемент, через который подается газ и проволока. Ручку горелки сварщик держит в руках во время проведения работ. С корпусом может быть связана разрывным и неразрывным соединением. Первый способ (ЕВРО коннект) намного удобнее и в профессиональных аппаратах применяется именно он.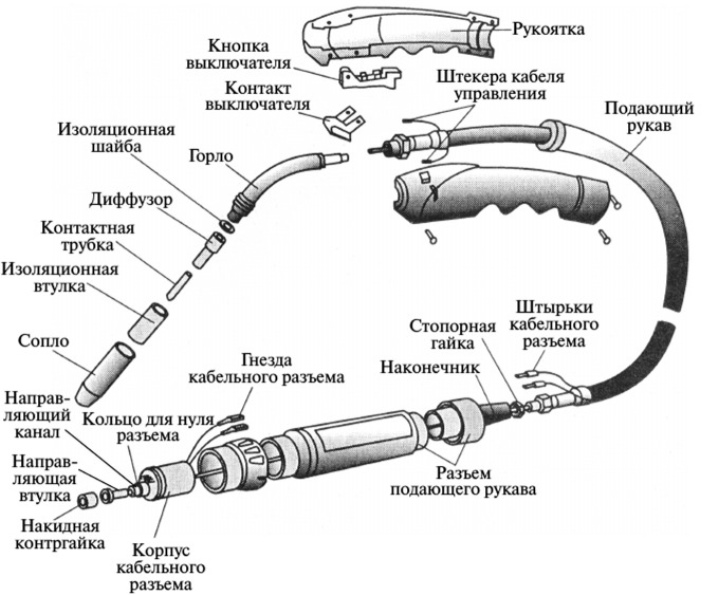 Однако неразрывное соединение дешевле.
Однако неразрывное соединение дешевле.
При выборе полуавтомата важен радиус рабочей зоны. Стандартная длина шланга горелки никогда не бывает больше 5 метров. Больший охват дают двухблочные аппараты, в которых механизм подачи проволоки может передвигаться относительного самого устройства. Тянущему механизму необходимо электричество, идущее от основного аппарата через кабель, что серьезно увеличивает его габариты и усложняет конструкцию.
Газовый баллон
Обычный газовый баллон для этих целей не подойдет в первую очередь из-за разницы в давлениях (150 атмосфер против 16). Под таким давлением в обычном баллоне хранить газ нельзя. Кроме того, хороший баллон должен быть оснащен двумя манометрами. Первый показывает расход газа, второй – давление в баллоне. Аппарат может иметь механизм автоматического прекращения подачи газа в случае прерывания дуги.
Основная разница между баллонами – размер. Дорогие импортные баллоны легки в транспортировке, однако, из-за цены предпочтение отдается отечественным. Стандартные размеры – 25 и 40 литров. Для типичных гаражных работ 20 литров должно хватить на 8-12 месяцев.
Стандартные размеры – 25 и 40 литров. Для типичных гаражных работ 20 литров должно хватить на 8-12 месяцев.
Продолжительность включения
Полуавтомат для сварки не может работать постоянно. Принято считать, что полый цикл длится 10 минут. В инструкции к аппарату должно быть указано, как долго он может работать и как долго остывать. Продолжительность дается в процентах. ПВ 20%/200A означает, что при силе тока в 200А сама сварка занимает 2 минуты, остывание — 8 минут.
Бытовые агрегаты работают на 20-30% ПВ, профессиональные имеют ПВ не меньше 60%. Разница достигается за счет силы тока: чем меньше, тем дольше работа без остановок. Как эти цифры проявляются в цене объяснять не нужно, но стоит заметить, что для небольших работ необходимости в ПВ больше 40% нет.
Проволока
Лучшим вариантом считается проволока, покрытая тонким слоем меди. Медь, как известно, хороший проводник – наличие медной пленки на проволоке связано с этим фактом. Пульсация по току уменьшается, контакт становится лучше, на качестве шва это сказывается положительно. Сварка алюминия или стали требует применения специальной проволоки и использования инертного газа (желательно аргона). Углекислый газ может применяться только в смеси с аргоном.
Сварка алюминия или стали требует применения специальной проволоки и использования инертного газа (желательно аргона). Углекислый газ может применяться только в смеси с аргоном.
В обычной сварке задействуется алюминиевая или стальная проволока. Диаметр редко выходит за пределы 0,6 – 2 мм. Реже используется нержавеющая проволока. Химический состав может варьироваться, что также влияет на цену. Порошковая проволока (с флюсом внутри) намного дороже, но позволяет работать без газа.
Общие советы по выбору полуавтомата
Электронное управление подачей газа снижает его расход, так что на эту часть скупиться не стоит. Сэкономить поможет и устройство подачи проволоки: выносной механизм дороже, но шланг длиной более 5 метров редко является действительной необходимостью.
Наибольший процент цены формирует мощность аппарата: чем выше, тем дороже. Маломощные аппараты применимы только для сварки материалов небольшой толщины. Однако использование мощных агрегатов затруднительно из-за ограниченных возможностей стандартной сети. Как и все индукционные потребители, аппарат для сварочных работ расходует значительно больше электроэнергии при включении. Разница может выходить за пределы 100%, поэтому внимательно изучите его характеристики, проверьте текущую нагрузку на сеть.
Как и все индукционные потребители, аппарат для сварочных работ расходует значительно больше электроэнергии при включении. Разница может выходить за пределы 100%, поэтому внимательно изучите его характеристики, проверьте текущую нагрузку на сеть.
Во время покупки аппарата следует поинтересоваться двумя вещами: гарантией и проволокой. Хорошо, если компания сама же и реализует проволоку нужного вам диаметра, а заодно и газ. Вероятно, в продаже имеются расходные материалы. Замена может потребоваться изоляционным втулкам, соплам и пр. комплектующим.
Как работает сварочный полуавтомат?
Принцип работы полуавтомата сварочного заключается в использовании специального механизма, который в автоматическом режиме обеспечивает подачу сварочной проволоки к горелке сварки. За счет этого сварщик во время выполнения работ имеет возможность достигнуть большой скорости и высокого уровня продуктивности процесса, так же вложится в сроки.
Сварочный полуавтомат – это оборудование, которое применяется для осуществления механизированной сварки посредством плавящейся проволоки в защитной газовой среде.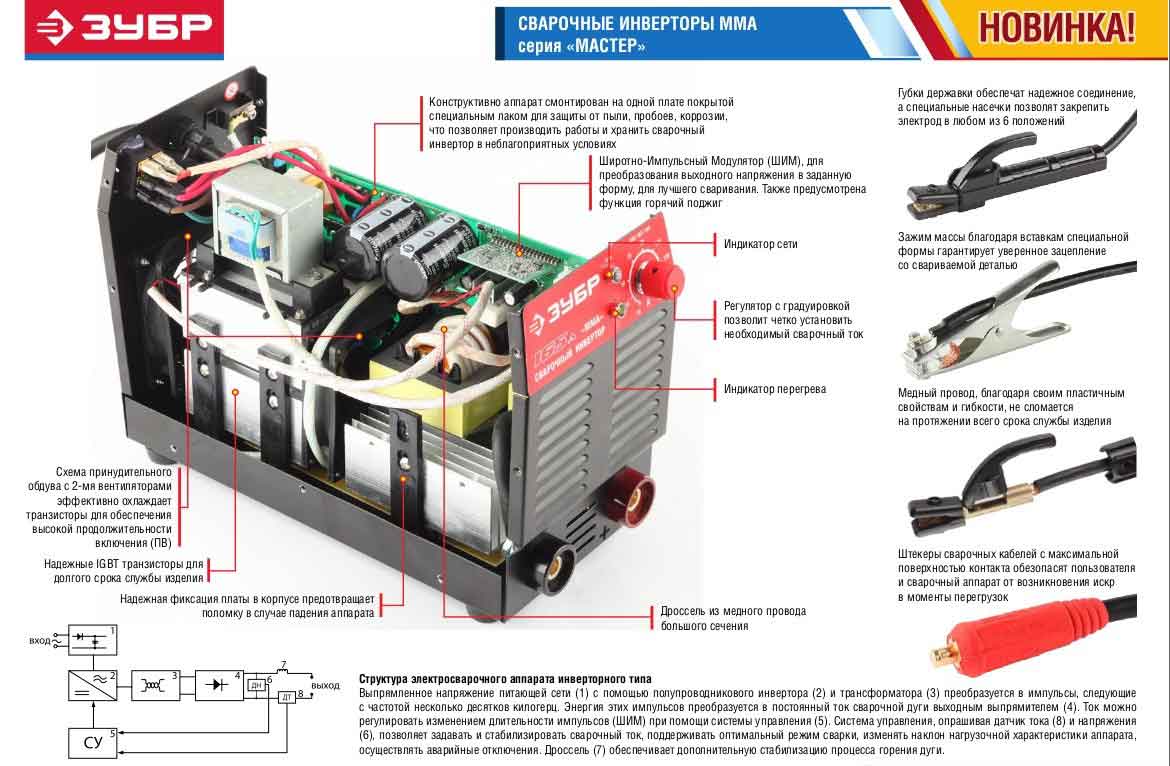 Как правило, защитным газом является чистый углекислый газ, аргон и другие газовые смеси, которые подаются из баллонов либо централизованных систем газоснабжения.
Как правило, защитным газом является чистый углекислый газ, аргон и другие газовые смеси, которые подаются из баллонов либо централизованных систем газоснабжения.
Используя такое оборудование, можно выполнить сварку высокого качества сплавов из алюминия и легированных, нержавеющих, низкоуглеродистых сталей.
При применении во время сварки специальной проволоки в аргоновой среде можно осуществить пайку оцинкованных сталей (технология MIG-пайки).
Конструкция сварочного полуавтомата
Любая модель аппарата укомплектована специальной сварочной горелкой, сварочным источником питания, механизмом подачи сварочной проволоки, системой управления подачи тока, разными шлангами для соединения кабелей массы и шлангов, рукава для подачи газа и проволоки. К примеру, такая модель сварочного полуавтомата как Venta MIG-250 работает посредством обыкновенных штучных электродов и оснащается специальным кабелем-держателем электрода.
При выполнении сварочных работ необходимо также иметь специальный баллон для защитного газа и редуктор, поскольку эти принадлежности не идут в комплекте и нужно обеспечить его наличие. Желательно приобретать баллон в специализированных магазинах.
Желательно приобретать баллон в специализированных магазинах.
Обычный сварочный выпрямитель, трансформатор либо инвертор являются источником питания в полуавтомате сварочном. С помощью использования инверторных источников питания можно существенно улучшить качество сварки и расширить сферу свариваемых материалов. Самое высочайшее качества помогает получить инверторный источник питания, имеющий импульсивный режим.
Блок подачи проволоки полуавтомата сварочного обеспечивает размещение и подачу сварочной проволоки в горелку. Проволока, которая предназначена для сварочных полуавтоматов, поставляется в намотанном виде на обычные катушки, изготовленные из пластика, или проволочные каркасы.
Базовая структура и принцип работы системы автоматической сварки Промышленная электроника
Базовая структура системы автоматической сварки Промышленная электроника:
Система автоматической сварки Промышленная электроника состоит из механических устройств, устройств электропитания и устройств управления. Чтобы соответствовать требованиям новейшего процесса сварки, сварочные клещи используют режим быстрой передачи давления воздуха с двойным ходом, изменяют степень открытия сварочных клещей, переключая рукоятку управления ходом, и отвечают требованиям к операции сварки по степени раскрытия. сварочных клещей.
Чтобы соответствовать требованиям новейшего процесса сварки, сварочные клещи используют режим быстрой передачи давления воздуха с двойным ходом, изменяют степень открытия сварочных клещей, переключая рукоятку управления ходом, и отвечают требованиям к операции сварки по степени раскрытия. сварочных клещей.
Основная мощность системы автоматической сварки , промышленная электроника , состоит из трансформатора контактной сварки, блока SCR, главного выключателя питания, сварочной цепи и т. д. Сварочные клещи должны быть сварены с высокопрочной стальной пластиной и пластиной из низкоуглеродистой стали, плечо сварочных клещей должно передавать большую механическую силу и сварочный ток. Следовательно, прочность, жесткость и нагрев сварочных клещей должны соответствовать определенным требованиям к сварке и иметь хорошую проводимость и теплопроводность.В то же время клещи должны охлаждаться водой, поэтому электродный рычаг сварочных клещей должен быть выбран как новый тип сварочных клещей, способных выдерживать давление 400 кг.
Принцип работы и область применения автоматической сварочной системы промышленная электроника
(1) состав автоматического сварочного оборудования: оборудование состоит из станины с направляющей, поворотного стола, пневматического устройства сдвижного стола с задней задней частью, поворотного устройства, устройства зажима заготовки, промежуточного поддерживающего устройства, специального устройства пневматической регулировки сварочного пистолета, сварочного пистолета три -устройство микрорегулировки размеров, зажимное устройство сварочного пистолета, пневматическая хвостовая часть и система электрического управления специальной машиной.
(2) принцип работы: вращающийся конец используется для зажима заготовки, а другой конец используется для затягивания заготовки. Принцип, согласно которому сварочный пистолет CO2 с двойной головкой относительно неподвижен, а источник питания для сварки CO2 / MAG подобран для реализации сварки кругового шва заготовки.
(2) область применения системы автоматической сварки промышленной электроники: ① применяется для сварки углеродистой стали, корпуса клапана из нержавеющей стали, фланца и других плоских круговых швов.② минимальный диаметр кольцевого соединения составляет 25 мм, а максимальный диаметр составляет 120 мм. ③ максимальная длина сборочной сварной детали между корпусом клапана и фланцем составляет 360 мм, а максимальный диаметр фланца составляет 260 мм. ④ максимальный вес заготовки составляет 45 кг, а максимальный диаметр обработки станка составляет 450 мм.
Сварка: принципы и практика
Страниц: 1168
Страна: США
Этот текст знакомит студентов с основными принципами и методами сварки.Сначала он знакомит с фундаментальной теорией процесса сварки (газовая дуговая, полуавтоматическая, автоматическая и роботизированная сварка), а затем предоставляет практические задания, чтобы учащиеся развивали манипулятивные навыки и технические знания.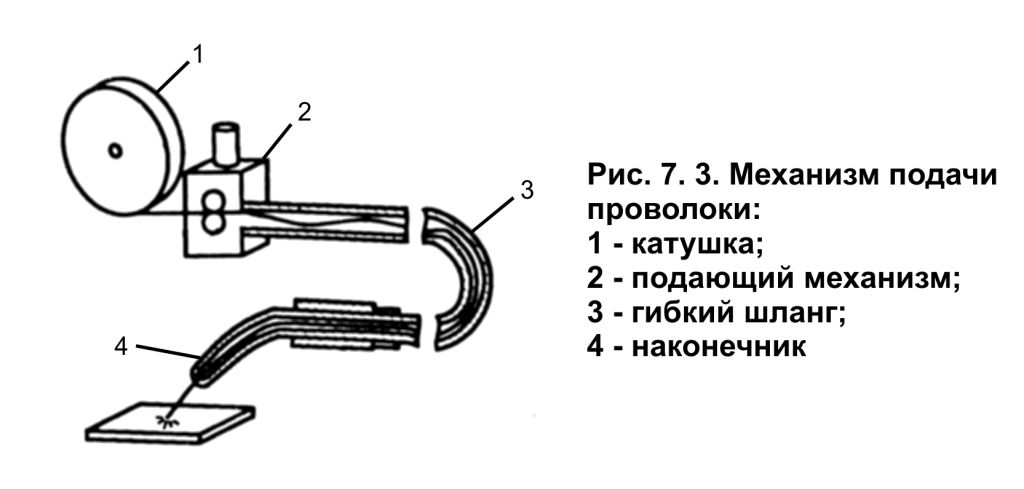 Здесь рассматриваются металлы и их сварочные характеристики, правила техники безопасности, символы сварки и основы чтения печатных текстов.
Здесь рассматриваются металлы и их сварочные характеристики, правила техники безопасности, символы сварки и основы чтения печатных текстов.
Раздел 1: Введение в сварку и газокислородную сварку
Глава 1: История сварки
Глава 2: Промышленная сварка
Глава 3: Сталь и другие металлы
Глава 4. Основные соединения и сварные швы
Глава 5: Газовая сварка
Глава 6. Принципы газопламенной резки
Глава 7: Практика газопламенной резки: задания 7-J1-J3
Глава 8: Практика газовой сварки: рабочие места 8-J1-J38
Глава 9. Сварка пайкой пайкой и расширенная практика газовой сварки: рабочие места 9-J39-J53
Глава 10. Принципы и практика пайки и пайки: задания 10-J54-J55
Модуль 2: Дуговая сварка в защитном металле
Глава 11: Принципы дуговой сварки металлическим электродом
Глава 12: Электроды для дуговой сварки металлическим электродом с защитой
Глава 13: Практика электродуговой сварки в защитном металле: рабочие места 13-J1-J28
Глава 14.
 Практика дуговой сварки в защитном металле: рабочие места 14-J26-J42
Практика дуговой сварки в защитном металле: рабочие места 14-J26-J42Глава 15: Практика дуговой сварки в защитном металле: рабочие места 15-J43-J55 (пластина)
Глава 16. Практика сварки труб и электродуговой сварки защищенным металлом: рабочие места 16-J1- J17 (труба)
Раздел 3: Дуговая резка и дуговая сварка вольфрамовым электродом в среде защитного газа
Глава 17: Принцип дуговой резки и практика дуговой резки: задания 17-J1-J7
Глава 18. Принципы дуговой сварки вольфрамовым электродом и плазменной дугой
Глава 19. Практика дуговой сварки вольфрамовым электродом в среде защитного газа: рабочие места 19-J1-J19 (пластина)
Глава 20. Практика дуговой сварки вольфрамовым электродом в среде защитного газа: работы 20-J1-J17 (трубы)
Модуль 4: Газовая дуговая сварка, дуговая сварка порошковой проволокой и дуговая сварка под флюсом
Глава 21. Принципы дуговой сварки металлическим электродом и порошковой проволокой
Глава 22.
 Практика дуговой сварки металлическим электродом в среде защитного газа сплошной проволокой с металлическим сердечником:
Вакансии 22 J1-J23 (плита)
Практика дуговой сварки металлическим электродом в среде защитного газа сплошной проволокой с металлическим сердечником:
Вакансии 22 J1-J23 (плита)Глава 23: Практика дуговой сварки порошковой проволокой (лист), Дуговая сварка под флюсом, и сопутствующие процессы: задания FCAW-G, задания 22 J1-11, FCAW-S, задания 22-1-12, SAW 22-1
Глава 24. Практика дуговой сварки металлическим электродом в среде защитного газа: рабочие места 22-J1-J15 (трубы)
Блок 5: Пучки высокой энергии, автоматизация, робототехника и управление сварочным цехом
Глава 25: Лучи высокой энергии и соответствующие принципы процессов сварки и резки
Глава 26: Общее оборудование для сварочных цехов
Глава 27: Автоматическое и роботизированное оборудование для дуговой сварки
Глава 28. Совместное проектирование, испытания и проверка
Глава 29: Чтение мастерских чертежей
Глава 30: Символы сварки
Глава 31: Сварка и склеивание пластмасс
Глава 32: Безопасность
ПриложенияA: Таблицы преобразования
B: Иллюстрированное руководство по сварочной терминологии
C: Список сокращений сварки
D: Основные агентства, выпускающие кодексы, спецификации и ассоциации
E: Источники информации о сварке
F: Информация о преобразовании метрических единиц для сварочной промышленности
Глоссарий
Индекс
Что такое процесс сварки MIG или GMAW (дуговая сварка металлическим газом)?
В этой статье мы узнаем, что такое процесс сварки MIG или GMAW (дуговая сварка металлическим газом). Мы также узнаем его оборудование, принципы работы, работу, преимущества и недостатки с приложением. Это наиболее универсальный процесс, в основном используемый во всех типах обрабатывающей промышленности.
Мы также узнаем его оборудование, принципы работы, работу, преимущества и недостатки с приложением. Это наиболее универсальный процесс, в основном используемый во всех типах обрабатывающей промышленности.
Что такое сварка MIG?
MIG (металл в инертном газе) или дуговая сварка металлическим электродом в газе (GMAW) — это процесс сварки, в котором расходуемый металлический электрод используется для создания электрической дуги для соединения металлических деталей вместе в среде защитного газа. Защитный газ защищает сварной шов от атмосферных загрязнений.Для создания дуги используется источник постоянного напряжения постоянного тока.
- Эта сварка была впервые изобретена в 1940 году для сварки алюминия и других цветных металлов.
- Этот процесс может быть полуавтоматическим или автоматическим.
- В качестве защитного газа используются аргон и гелий, поскольку эти два газа наиболее экономичны и инертны.
- Перенос металла при сварке MIG происходит четырьмя основными способами: шаровидным, методом короткого замыкания, распылением и импульсным распылением. Каждый метод имеет свои характерные свойства, преимущества и соответствующие ограничения.
 Каждый метод имеет свои характерные свойства, преимущества и соответствующие ограничения.
Каждый метод имеет свои характерные свойства, преимущества и соответствующие ограничения.Принципиальная схема процесса сварки GMAW или MIG
Основное оборудование
Различное оборудование, которое используется в процессе сварки GMAW или MIG:
- Сварочный электрод подача защитного газа.
- A Блок подачи проволоки: Обеспечивает непрерывную подачу металлического электрода во время сварки.
- A Сварочный источник питания : Это источник питания постоянного напряжения, одна клемма которого подключена к сварочной горелке, а другая подключена к заготовке через зажимное устройство.
- A Сварочная электродная проволока : Это металлическая проволока, которая используется в качестве металлического электрода при сварке GMAW.
- A Подача защитного газа: Это баллон, содержащий защитный газ аргон или гелий.
Читайте также:
Принцип работы
Процесс сварки MIG основан на том принципе, что расходуемый металлический электрод используется для создания дуги между металлическим электродом и заготовкой.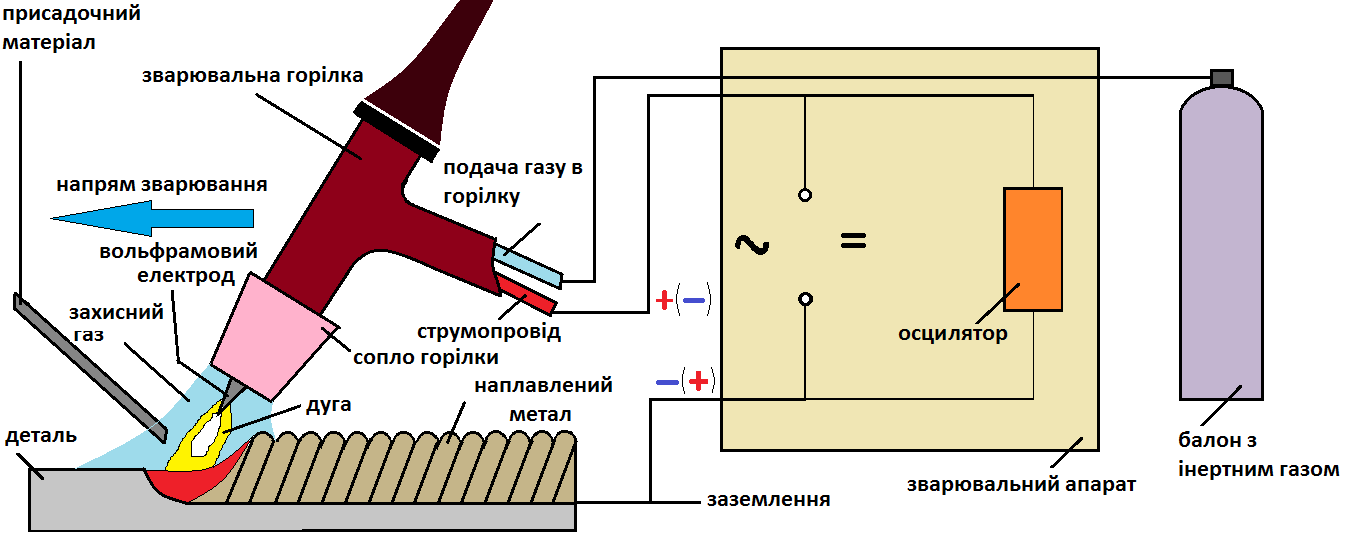 Образующаяся таким образом дуга создает большое количество тепла, и это тепло используется для соединения двух металлических деталей. Весь процесс происходит в среде защитного газа (аргона или гелия) для защиты сварного шва от атмосферного загрязнения.
Образующаяся таким образом дуга создает большое количество тепла, и это тепло используется для соединения двух металлических деталей. Весь процесс происходит в среде защитного газа (аргона или гелия) для защиты сварного шва от атмосферного загрязнения.
Тип инструмента
При дуговой сварке металлическим электродом чаще всего используются следующие держатели электродов:
- Полуавтоматический держатель с воздушным охлаждением: Держатель этого типа использует сжатый воздух для поддержания температуры на требуемом уровне.Он использует токи низкого уровня для создания соединений внахлестку и встык.
- Полуавтоматический с водяным охлаждением: Работает так же, как и держатель, но разница в том, что для охлаждения используется вода вместо сжатого воздуха. При этом используется более высокий уровень тока для сварки Т-образных или угловых соединений.
- Автоматический электрододержатель с водяным охлаждением: Это типичный электрододержатель, который используется с автоматическим оборудованием.
Блок питания
В процессе сварки MIG или GMAW чаще всего для сварки используется источник постоянного напряжения постоянного тока.Он также может использовать системы постоянного тока и переменного тока.
Защитный газ:
Защитные газы бывают двух типов: инертные и полуинертные. Защитные газы, которые используются при сварке MIG:
- Аргон и гелий являются инертными и наиболее экономичными защитными газами, используемыми при сварке MIG. Чистый аргон и гелий используются для сварки цветных металлов.
- Полуинертные газы представляют собой смеси углекислого газа, азота, водорода и кислорода в аргоне.
Работа сварки MIG
- В процессе сварки MIG электродная проволока из блока подачи проволоки и подачи защитного газа присоединяется к сварочному пистолету. Положительная клемма источника питания постоянного тока подключается к сварочному пистолету, а отрицательная клемма подключается к зажиму.
- Зажим крепится к соединяемой детали. Сварочный пистолет подносится к заготовке, и при нажатии на спусковой крючок на конце сварочного пистолета возникает дуга.Образующаяся дуга плавит электродную проволоку, и она осаждается между двумя соединяемыми металлическими деталями, образуя сварной шов без шлака.
- При возникновении дуги также начинает распространяться защитный газ. Он защищает сварной шов от реакции с атмосферным воздухом и предотвращает его загрязнение.
- Сварной шов, образованный при дуговой сварке металлическим газом, не содержит шлака. Это чистый и эффективный процесс.
- Это процесс сварки GMAW или MIG.
 Сварочный пистолет подносится к заготовке, и при нажатии на спусковой крючок на конце сварочного пистолета возникает дуга.Образующаяся дуга плавит электродную проволоку, и она осаждается между двумя соединяемыми металлическими деталями, образуя сварной шов без шлака.
Сварочный пистолет подносится к заготовке, и при нажатии на спусковой крючок на конце сварочного пистолета возникает дуга.Образующаяся дуга плавит электродную проволоку, и она осаждается между двумя соединяемыми металлическими деталями, образуя сварной шов без шлака.Преимущества
- Более быстрый процесс сварки.
- Имеет большую скорость осаждения.
- Обеспечивает лучшую видимость сварочной ванны.
- После завершения процесса сварки требуется меньше очистки.
- Оператор средней квалификации может легко управлять сваркой MIG.
- Этому можно легко научиться без особых усилий.
- Отсутствие присадочного металла. Сам расходуемый металлический электрод работает как присадочный металл.
- Процесс сварки MIG можно легко автоматизировать.
- Это чистый и эффективный процесс сварки.(отсутствие шлака, отслаивающего сварной шов)
 Сам расходуемый металлический электрод работает как присадочный металл.
Сам расходуемый металлический электрод работает как присадочный металл.- Первоначальная стоимость установки высока.
- Высокие затраты на обслуживание из-за большего количества электронного оборудования.
- Создает более сильный радиационный эффект.
- Не подходит для сварки на открытом воздухе.
- Толстые металлы нельзя сваривать методами сварки GMAW или MIG.
- Сварка возможна не во всех положениях.
Применение
Сварка GMAW или MIG в основном используется в автомобильной и трубной промышленности, при строительстве мостов и при ремонтных работах.
Мы изучили, что такое процесс сварки MIG или дуговая сварка металлическим газом (GMAW). Здесь мы обсудили принцип работы, оборудование, работу, преимущества и недостатки и т.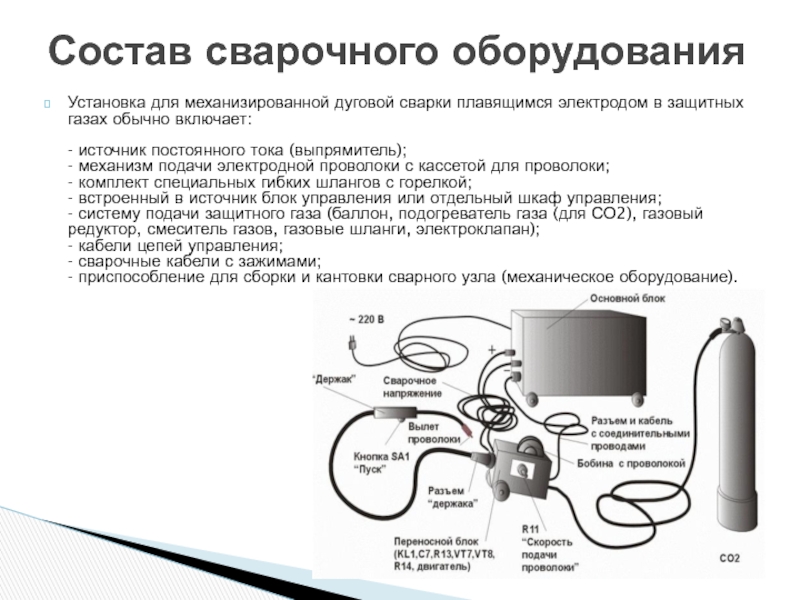 д. Если у вас есть какие-либо вопросы, прокомментируйте нас.
д. Если у вас есть какие-либо вопросы, прокомментируйте нас.
Сварка МИГ: принцип, работа, оборудование, применение, преимущества и недостатки
Сегодня мы узнаем о том, что такое принцип сварки МИГ, работа, оборудование, области применения, преимущества и недостатки. MIG означает сварку металлов в среде инертного газа или иногда ее называют газовой дуговой сваркой.Эта сварка аналогична сварке TiG , за исключением того, что неплавящийся электрод заменен плавящейся электродной проволокой. Этот процесс представляет собой автоматизированный или полуавтоматический процесс дуговой сварки, в котором в качестве защитного газа используются инертные газы, а расходуемый проволочный электрод используется. Эта сварка была разработана для сварки алюминия или других цветных металлов в 1940 году. В настоящее время она используется в каждом промышленном или производственном процессе благодаря высокой скорости, простоте эксплуатации и легкости автоматизации. Он в основном используется в производстве листового металла или в автомобильной промышленности .
Сварка MIG:
Принцип:
MIG работает по тому же принципу, что и сварка TIG или дуговой сваркой . Он работает по основному принципу выработки тепла за счет электрической дуги. Это тепло далее используется для плавления расходуемого электрода и металла базовых пластин, которые затвердевают вместе и образуют прочное соединение. Защитные газы также подаются через сопло, которое защищает зону сварки от других реактивных газов. Это обеспечивает хорошее качество поверхности и более прочное соединение.Оборудование:
Источник питания:
В этом типе сварки используется источник питания постоянного тока с обратной полярностью.Обратная полярность означает, что электрод или, в случае сварки MIG, электродная проволока подключена к положительной клемме, а заготовка к отрицательной клемме. Это связано с принципом электрической цепи, который гласит, что 70% тепла всегда находится на положительной стороне. Таким образом, обратная полярность гарантирует, что максимальное количество тепла высвобождается со стороны инструмента, что приводит к правильному плавлению присадочного металла. Прямая полярность может привести к нестабильной дуге, что приведет к большому разбрызгиванию. Источник питания состоит из источника питания, трансформатора, выпрямителя, который преобразует переменный ток в постоянный, и некоторых электронных элементов управления, которые контролируют подачу тока в соответствии с требованиями сварки.
Прямая полярность может привести к нестабильной дуге, что приведет к большому разбрызгиванию. Источник питания состоит из источника питания, трансформатора, выпрямителя, который преобразует переменный ток в постоянный, и некоторых электронных элементов управления, которые контролируют подачу тока в соответствии с требованиями сварки.Система подачи проволоки:
Мы знаем, что для сварки MIG требуется непрерывная подача расходуемого электрода для сварки двух листов. Этот расходуемый электрод используется в виде проволоки. Эта проволока непрерывно подается механизмом или системой подачи проволоки. Он регулирует скорость подачи проволоки, а также подталкивает сварочную горелку к зоне сварки. Они доступны в различных формах и размерах. Он состоит из держателя проволоки, приводного двигателя, комплекта приводных роликов и органов управления подачей проволоки. Скорость подачи проволоки напрямую контролируется подачей тока через источник питания.Если скорость подачи проволоки высока, то в зоне сварки требуется больший ток для получения надлежащего тепла для ее плавления.
Сварочная горелка:
Эта горелка немного отличается от используемой для сварки TIG. В этой горелке есть механизм, который удерживает проволоку и непрерывно подает ее с помощью механизма подачи проволоки. Передний конец горелки снабжен соплом. Форсунка используется для подачи инертных газов. Эти газы образуют защитную зону вокруг зоны сварки и защищают ее от окисления.Сварочная горелка имеет воздушное или водяное охлаждение в зависимости от требований. При подаче большого тока горелка охлаждается водой, а при слабом питании — воздушным.
Защитные газы:
Основной функцией защитных газов является защита области сварки от других реактивных газов, таких как кислород и т. д., которые могут повлиять на прочность сварного соединения. Эти защитные газы также образуют плазму, которая помогает при сварке. Выбор газа зависит от сварочного материала. В качестве защитных газов используются в основном аргон, гелий и другие инертные газы.
Регуляторы:
Как следует из названия, они используются для регулирования потока инертных газов из баллона. Инертные газы закачиваются в баллон под высоким давлением. Эти газы нельзя использовать при таком давлении, поэтому между подачей газа используется регулятор, который снижает давление газа в соответствии с требованиями сварки.
Инертные газы закачиваются в баллон под высоким давлением. Эти газы нельзя использовать при таком давлении, поэтому между подачей газа используется регулятор, который снижает давление газа в соответствии с требованиями сварки.
Работа:
Его работу можно обобщить следующим образом.
- Во-первых, ток высокого напряжения преобразуется в источник постоянного тока с высоким током при низком напряжении.Этот ток проходит через сварочный электрод.
- В качестве электрода используется расходуемая проволока. Электрод подключается к отрицательной клемме, а заготовка к положительной клемме.
- Из-за источника питания между электродом и заготовкой будет образовываться тонкая интенсивная дуга. Эта дуга используется для получения тепла, которое плавит электрод и основной металл. В основном электрод изготавливается из основного металла для получения однородного соединения.
- Эта дуга хорошо защищена защитными газами. Эти газы защищают сварной шов от других реактивных газов, которые могут повредить прочность сварного соединения.
- Этот электрод непрерывно перемещается по зоне сварки, обеспечивая правильное сварное соединение. Угол направления движения должен быть в пределах 10-15 градусов. Для угловых соединений угол должен быть 45 градусов.

Применение:
- MIG лучше всего подходит для изготовления листового металла.
- Как правило, этим процессом можно сваривать все доступные металлы.
- Может использоваться для сварки глубоких разделок.
Преимущества и недостатки:
Преимущества:
- Обеспечивает более высокую скорость осаждения.
- Это быстрее по сравнению с дуговой сваркой, потому что присадочный материал подается непрерывно.
- Обеспечивает чистый сварной шов лучшего качества.
- Шлакообразование отсутствует.
- Свести к минимуму дефектов сварки .
- При этой сварке образуется очень мало шлака.
- Может использоваться для сварки глубоких разделок.
- Его можно легко автоматизировать.

Недостатки:
- Нельзя использовать для сварки в труднодоступных местах.
- Более высокая начальная стоимость или стоимость настройки.
- Нельзя использовать для наружных работ, т.к. ветер может повредить газозащитный экран.
- Требовалась высококвалифицированная рабочая сила.
Это все о том, что такое принцип сварки MIG, работа, оборудование, применение, преимущества и недостатки с его схемой. Если у вас есть какие-либо вопросы относительно этой статьи, задайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в своих социальных сетях. Подпишитесь на наш сайт, чтобы получать больше интересных статей.Спасибо, что прочитали это.
МиГ Сварка | Работа, принцип, применение, плюсы и минусы
Что такое сварка MIG? В этой статье мы предоставим информацию о Mig Welding. Мы также предоставляем информацию о принципе, работе, применении, плюсах и минусах сварки MIG.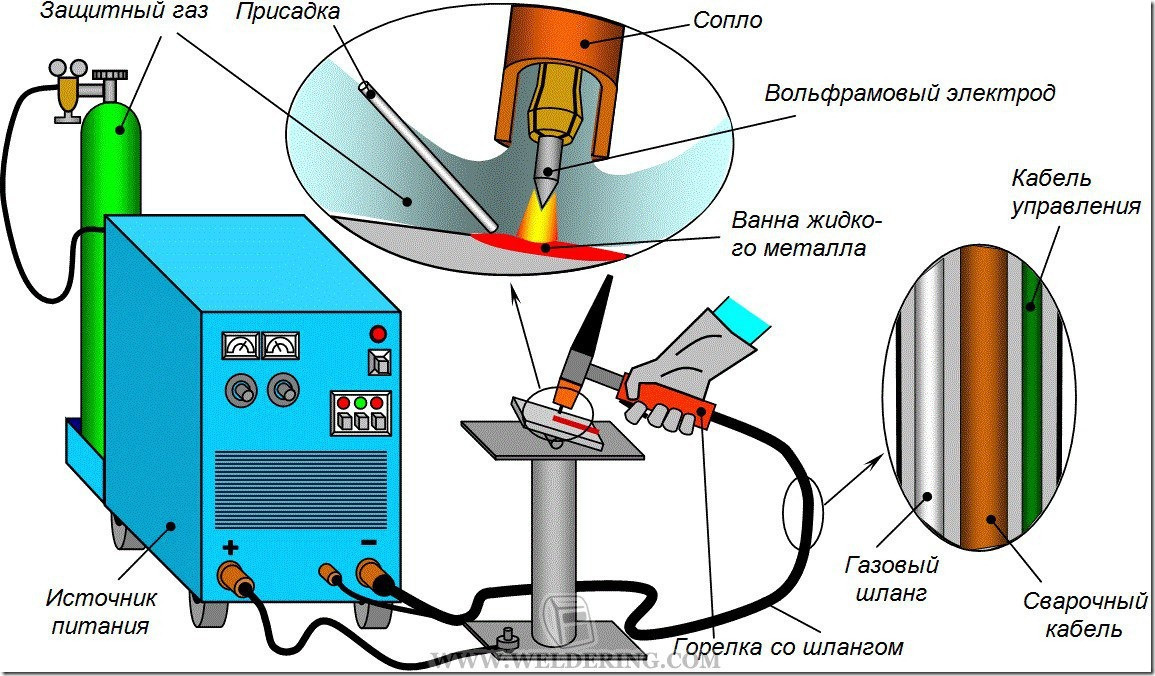 Полная форма сварки MIG — это сварка металлов в среде инертного газа, иногда ее также называют газовой дуговой сваркой. Это то же самое, что сварка TIG.Разница лишь в том, что при сварке TIG используется неплавящийся электрод, а при сварке MIG используется плавящаяся электродная проволока. Сварка MIG — это автоматизированный или полуавтоматический процесс дуговой сварки, при котором в качестве защитного газа используются инертные газы, а расходуемый проволочный электрод используется. Сварка MIG была первоначально разработана для сварки алюминия и других цветных металлов в 1940 году. На сегодняшний день она используется в каждом промышленном процессе, поскольку обладает скоростью и простотой в эксплуатации. Он широко используется в промышленности листового металла и в автомобильной промышленности.
Полная форма сварки MIG — это сварка металлов в среде инертного газа, иногда ее также называют газовой дуговой сваркой. Это то же самое, что сварка TIG.Разница лишь в том, что при сварке TIG используется неплавящийся электрод, а при сварке MIG используется плавящаяся электродная проволока. Сварка MIG — это автоматизированный или полуавтоматический процесс дуговой сварки, при котором в качестве защитного газа используются инертные газы, а расходуемый проволочный электрод используется. Сварка MIG была первоначально разработана для сварки алюминия и других цветных металлов в 1940 году. На сегодняшний день она используется в каждом промышленном процессе, поскольку обладает скоростью и простотой в эксплуатации. Он широко используется в промышленности листового металла и в автомобильной промышленности.
Принцип сварки MIG такой же, как у сварки TIG или дуговой сварки. Основным принципом является выделение тепла за счет электрической дуги. Это тепло расплавляет расходуемый электрод и металл базовой пластины, и они образуют прочное соединение. Через сопло также подаются защитные газы, которые защищают зону сварки от других реактивных газов и обеспечивают хорошее качество поверхности и очень прочное соединение.
Это тепло расплавляет расходуемый электрод и металл базовой пластины, и они образуют прочное соединение. Через сопло также подаются защитные газы, которые защищают зону сварки от других реактивных газов и обеспечивают хорошее качество поверхности и очень прочное соединение.
Источник питания
В процессе сварки MIG источник питания постоянного тока используется с обратной полярностью.Обратная полярность означает, что электрод или провод электрода подключены к положительной клемме, а заготовка – к отрицательной клемме. Принцип электрической цепи заключается в том, что 70% тепла всегда находится на положительной стороне. Обратная полярность гарантирует, что максимальное количество тепла передается на сторону инструмента, и он правильно плавит присадочный металл. Прямая полярность может привести к нестабильной дуге, что приведет к большому разбрызгиванию. В источнике питания есть блок питания, трансформатор, выпрямитель, преобразующий переменный ток в постоянный и другие электронные элементы управления. Это регулирует подачу тока в соответствии с требованиями сварки.
Это регулирует подачу тока в соответствии с требованиями сварки.
Система подачи проволоки
При сварке MIG постоянно требуется расходуемый электрод для сварки двух пластин. Расходуемый электрод выполнен в виде проволоки. Проволока подается непрерывно механизмом подачи проволоки. Это регулирует скорость проволоки и толкает проволоку от сварочной горелки к зоне сварки. Это доступно в различных формах и размерах. В этой системе есть держатель пула, приводной двигатель, набор приводных роликов и органы управления подачей проволоки.Скорость подачи проволоки напрямую регулируется подачей тока через блок питания. При этом, если скорость подачи проволоки высока, требуется больший ток в зоне сварки для производства тепла для ее плавления.
Сварочная горелка
Горелка немного отличается от используемой для сварки TIG. Горелка имеет механизм, который удерживает проволоку и непрерывно подает ее с помощью механизма подачи проволоки. Передний конец горелки оснащен соплом. Инертные газы подаются через инертные газы.Эти газы создают экран вокруг зоны сварки и защищают ее от окисления. Эта сварочная горелка имеет воздушное или водяное охлаждение в зависимости от требований. Горелка имеет водяное охлаждение для подачи сильного тока и воздушное охлаждение для слабой подачи.
Инертные газы подаются через инертные газы.Эти газы создают экран вокруг зоны сварки и защищают ее от окисления. Эта сварочная горелка имеет воздушное или водяное охлаждение в зависимости от требований. Горелка имеет водяное охлаждение для подачи сильного тока и воздушное охлаждение для слабой подачи.
Защитные газы
Основной функцией защитных газов является защита зоны сварки от других реактивных газов, таких как кислород, так как он напрямую влияет на прочность сварного соединения. Эти газы образуют плазму, которая полезна при сварке. Выбор газа зависит от сварочного материала.Обычно в качестве защитных газов используют аргон, гелий и другие инертные газы.
Регуляторы
Как следует из названия, используется для регулирования потока инертных газов из баллона. Инертные газы закачиваются в баллон под высоким давлением и его нельзя использовать при таком высоком давлении и для контроля подачи. Регулятор используется для снижения давления в соответствии с требованиями сварки.
В этом процессе сначала ток высокого напряжения изменяется на подачу постоянного тока с высоким током при низком напряжении.Этот преобразованный ток проходит через сварочный электрод.
Расходуемая проволока используется для электрода. Электрод подключается к отрицательной клемме, а заготовка – к положительной клемме.
Из-за источника питания между электродом и заготовкой будет генерироваться интенсивная дуга. Эта дуга производит тепло, которое плавит электрод и основной металл. Большая часть электрода изготавливается из основного металла для получения однородного соединения.
Дуга защищена защитными газами.Эти газы защищают сварной шов от других реактивных газов, которые могут повредить сварной шов.
Электрод в совместном движении непрерывно для выполнения сварного шва. Направление движения должно быть в пределах 10-15 градусов, а угол угловых соединений должен составлять 45 градусов.
- Сварка MIG подходит для изготовления листового металла.
- Металлы можно сваривать с помощью этого процесса. Сварка MIG
- также подходит для сварки глубоких разделок.
- Обладает высокой скоростью осаждения.
- Быстрее по сравнению с дуговой сваркой, так как присадочный материал подается непрерывно.
- Сварка методом MIG отличается чистотой и улучшенным качеством.
- Не образует шлака и имеет низкий уровень дефектов сварки.
- С помощью этого сварного шва сварочный аппарат MIG может выполнять сварку с глубокими канавками, и он также легко автоматизируется.
- Не используется для сварки, чтобы добраться до порций.
- Высокая стоимость установки. Сварку
- MIG нельзя выполнять на открытом воздухе, так как ветер может повредить газовую защиту.
- Для сварки MIG сварщик должен иметь опыт.

Это информация о MIG Welding. Мы также предоставляем информацию о сварке MIG, ее принципе, работе, деталях, применении, а также ее преимуществах и недостатках.
🔔Надеемся, эта информация поможет вам. Для получения дополнительной новой информации нажмите кнопку уведомления и получайте регулярные обновления от Unbox Factory .
Теперь, если вы считаете эту информацию полезной, поделитесь ею со своими друзьями, семьей и коллегами.
Если вам нравится этот пост, сообщите нам об этом в комментариях ниже, если вы хотите добавить дополнительную информацию по этой теме, прокомментируйте информацию. Мы рассмотрим информацию, если она актуальна.
Спасибо, что прочитали.
| Список применимых продуктов | ||||||||||
| Серийный номер | Технические характеристики продукта | Процесс сварки | Схема оборудования | Совместимые характеристики | Примечания | |||||
| 1 | NDM2-63 | Подвижный контакт + серебряная точка | 1) Может выполнять автоматическую сварку подвижного контакта и серебряного пятна; 2) фирма Сварка и скорость пайки 3) Ежедневная мощность оборудования 5000 штук / 10H | / | / | |||||
| 2 | L Тип статического контакта + серебряная точка | 1) сварка статическим контактом и серебряным пятном: 2) твердая скорость сварки и пайки 3) суточная производительность оборудования 4500 шт. | 1) Автоматическая сварка статического контакта и серебряной точки: 2) твердая скорость сварки и пайки 3) суточная производительность оборудования 4500 шт. 4 | NDM2-100 | Подвижный контакт + серебряная точка | 1) Может выполнять автоматическую сварку подвижного контакта и серебряного пятна; 2) фирма Сварка и скорость пайки 3) Ежедневная мощность оборудования 5000 штук / 10H | | | ||
| 5 | L Тип статического контакта + серебряная точка | 1) сварка статическим контактом и серебряным пятном: 2) твердая скорость сварки и пайки 3) суточная производительность оборудования 4500 шт. серебряная точка | 1) Автоматическая сварка статического контакта и серебряной точки: 2) твердая скорость сварки и пайки 3) суточная производительность оборудования 4500 шт. | NDM3-250 | Подвижный контакт + серебряная точка | 1) Может выполнять автоматическую сварку подвижного контакта и серебряного пятна; 2) фирма Сварка и скорость пайки 3) Ежедневная мощность оборудования 4000 штук / 10H | | |||
| 8 | L Тип статического контакта + серебряная точка | 1) сварка статическим контактом и серебряным пятном: 2) твердая скорость сварки и пайки 3) суточная производительность оборудования 3500 шт. серебряная точка | 1) Автоматическая сварка статического контакта и серебряной точки: 2) твердая скорость сварки и пайки 3) суточная производительность оборудования 3500 шт. 10 | NDM3Z-125 | Подвижный контакт + серебряная точка | 1) Может выполнять автоматическую сварку подвижного контакта и серебряного пятна; 2) прочная сварка и скорость пайки 3) Ежедневная мощность оборудования 5000 штук / 10H | | |||
| 11 | Статический контакт + Серебряный точка + Угол дуги | 1) Автоматическая сварка статического контакта и серебра пятно: 2) прочная сварка и скорость пайки 3) Ежедневная емкость оборудования 3500 штук / 10H | | |||||||
| 12 | NDM3-100C | Подвижный контакт + серебряная точка | 1) Может выполнять автоматическую сварку подвижного контакта и серебряного пятна; 2) сварка прочная, скорость пайки более 85%, а размер позиции соответствует требованиям; 3) Ежедневная производительность оборудования составляет 5000 штук / 10 часов | / | ||||||
| 13 | Неподвижный контакт + серебряная точка | Автоматическая точечная и подвижная сварка ; 2) сварка прочная, скорость пайки более 85%, а размер позиции соответствует требованиям; 3) Суточная производительность оборудования 4500 шт/10ч | / | |||||||
 серебряная точка
серебряная точка 7
7