Припой для алюминия в Украине. Цены на припой для алюминия на Prom.ua
Припой для пайки сварки алюминия, 50шт 50см 2мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
530 грн
Купить
Интернет-магазин Zerus
Припой для пайки сварки алюминия, 50шт 50см 2.0мм пруток c флюсом, 101240
На складе в г. Ровно
Доставка по Украине
530 грн
Купить
Интернет магазин » Горячий Стиль «
Припой для пайки сварки алюминия, 50шт 50см 2.0мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
530 грн
Купить
KRONS интернет- магазин
Припой для пайки алюминия, D 1.6 mm, L 33 cm. Stark Pro
Доставка по Украине
17 грн
Купить
Юрий Холод
Припой для пайки сварки алюминия, 50шт 50см 2.4мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
675 — 891 грн
от 8 продавцов
675 грн
Купить
PROMRV
Припой для пайки алюминия HTS-2000
Доставка по Украине
220 грн
Купить
ПРОБУСХОЛОД
Припой для пайки сварки алюминия, 50шт 50см 2. 4мм пруток c флюсом
4мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
675 грн
Купить
KRONS интернет- магазин
Припой для пайки алюминия/меди с флюсом 196 FС (упаковка 200g L= 500mm) Castolin
На складе в г. Киев
Доставка по Украине
по 2 520 грн
от 2 продавцов
2 520 грн
Купить
Интернет-магазин «Сервис-М»
Припой для пайки сварки алюминия, 50шт 50см 2.0мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
по 530 грн
от 6 продавцов
530 грн
Купить
Чипест
Припой для пайки сварки алюминия (2 мм х 50 см, пруток c флюсом) горелкой, температура плавления 400 °C
Доставка из г. Львов
70 грн
59 грн
Купить
«Mobileo» магазин качественных товаров
Припой для пайки сварки алюминия, 50шт 50см 2.4мм пруток c флюсом, 101342
На складе в г. Ровно
Доставка по Украине
675 грн
Купить
Интернет магазин » Горячий Стиль «
Припой для пайки алюминия с флюсом FELDER 2мм 50см 10шт
На складе в г. Киев
Киев
Доставка по Украине
500 грн/комплект
Купить
ТОВ АЛЕКСГРУПП
Припой для пайки сварки алюминия (1,5мм х 50см, пруток c флюсом, Al-Al, Al-Cu) горелкой, температура плавления
На складе в г. Львов
Доставка по Украине
70 грн
59 грн
Купить
«Mobileo» магазин качественных товаров
Припой для алюминия, меди, с флюсом (40см)
Доставка из г. Киев
50 грн
Купить
Plazma
Припой для пайки алюминия с флюсом FELDER 1,6мм 50см 10шт
На складе в г. Киев
Доставка по Украине
450 грн/комплект
Купить
ТОВ АЛЕКСГРУПП
Смотрите также
Припой для алюминия с флюсом (1 стержень)
Доставка из г. Днепр
132 грн
Купить
RMNT — ЗАПЧАСТИ БЫТ
Припой для алюминия с флюсом Castolin 196 FC (1 стержень плоский)
Доставка по Украине
177 грн
Купить
RMNT — ЗАПЧАСТИ БЫТ
Припой для алюминия с флюсом Castolin 192 FBK (0. 2 кг круглый)
2 кг круглый)
Доставка по Украине
3 154 грн
Купить
RMNT — ЗАПЧАСТИ БЫТ
Припой для алюминия с флюсом Castolin 196 FC (0.2 кг плоский)
Доставка по Украине
3 154 грн
Купить
RMNT — ЗАПЧАСТИ БЫТ
Припой для алюминия с флюсом Castolin 192 FBK (1 стержень круглый)
Доставка по Украине
189 грн
Купить
RMNT — ЗАПЧАСТИ БЫТ
Припой для алюминия 5356, H-102 (ф2,0мм, 40см) с флюсом
Доставка из г. Киев
59 грн
Купить
Интернет-магазин «Электротехника»
Припой для алюминия
Доставка по Украине
80 грн
Купить
«Zapchasty-Dnepr»
Припой с флюсом MHZ для пайки алюминия, 50см 2мм пруток, 50 шт
Заканчивается
Доставка по Украине
580 грн
495 грн
Купить
Мегатуризм
Припой для пайки сварки алюминия, 50шт 50см 2мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
530 грн
Купить
Магазин «Freedelivery»
Припой с флюсом для пайки алюминия, 50см 2мм пруток, 50 шт
Заканчивается
Доставка по Украине
по 495 грн
от 3 продавцов
580 грн
495 грн
Купить
MegaHertz — Интернет магазин электроники
Припой для алюминия с флюсом Castolin 192 FBK (0. 2 кг круглый)
2 кг круглый)
На складе
Доставка по Украине
2 410 грн/кг
Купить
Магазин «Залізо»
Припой для алюминия с флюсом Castolin 196 FC (0.2 кг плоский)
На складе
Доставка по Украине
3 518 грн/кг
Купить
Магазин «Залізо»
Припой для алюминия с флюсом Castolin 192 FBK (1 стержень круглый)
На складе
Доставка по Украине
210 грн
Купить
Магазин «Залізо»
Припой для алюминия с флюсом Castolin 196 FC (1 стержень плоский)
На складе
Доставка по Украине
189 грн
Купить
Магазин «Залізо»
Сварка и пайка алюминия. Припои и флюсы.
Пайка различных металлов и сплавов
Изделия, очищенные и подготовленные для пайки, не должны храниться продолжительное время во избежание окисления. Их следует возможно скорее загружать в печь или контейнер с обеспечением защитной среды.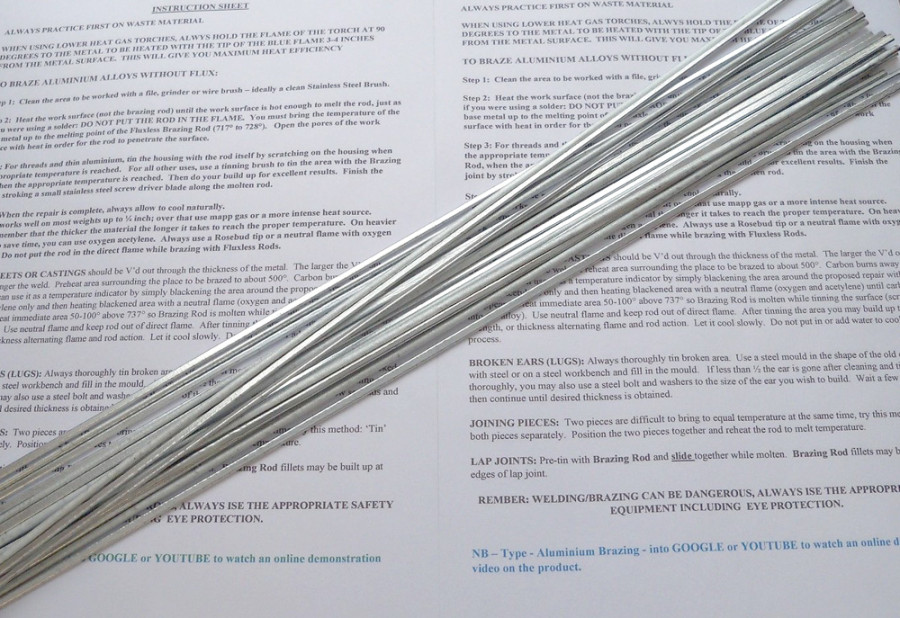 Особенное внимание должно быть уделено удалению воздуха при пайке высоколегированных сталей и сплавов, содержащих легкоокисляемые элементы. Удаление воздуха может достигаться вакуумированием или продуванием защитного газа — аргона. При продувании температура должна повышаться постепенно, начиная от комнатной до 800—900 С (1073— 1173 К). Этот процесс требует значительного расход аргона. Вакуумирование более рационально, так как при этом значительно снижается расход аргона. Большое значение при пайке имеет контроль температуры нагрева изделия; перегрев может оказать вредное влияние.
Особенное внимание должно быть уделено удалению воздуха при пайке высоколегированных сталей и сплавов, содержащих легкоокисляемые элементы. Удаление воздуха может достигаться вакуумированием или продуванием защитного газа — аргона. При продувании температура должна повышаться постепенно, начиная от комнатной до 800—900 С (1073— 1173 К). Этот процесс требует значительного расход аргона. Вакуумирование более рационально, так как при этом значительно снижается расход аргона. Большое значение при пайке имеет контроль температуры нагрева изделия; перегрев может оказать вредное влияние.
Общее время пребывания припоя в расплавленном состоянии состоит из времени:
t = t1 + t2 + t3
где t1 — время нагрева от температуры плавления припоя до температуры пайки; t2 — время выдержки при пайке; t3 — время охлаждения от температуры пайки до температуры кристаллизации припоя.
В случае взаимодействия припоя с основным металлом t1 и следует, возможно, сокращать. После окончания процесса панки необходимо удалить флюс, очистить окисленные поверхности, устранить наплывы и участки растекания припоя, в особенности в тех местах, которые подлежат последующей обработке. Требование удаления флюса вызвано возможным отрицательным влияние его, например появлением коррозии (в алюминиевых сплавах).
Требование удаления флюса вызвано возможным отрицательным влияние его, например появлением коррозии (в алюминиевых сплавах).
Флюсы (для пайки алюминиевого сплава) удаляют промывкой горячей и холодной водой при условии последующей обработки в растворе хромового ангидрида. Флюсы на основе буры образуют на поверхности твердую корку. Их удаляют механическим путем или погружением деталей в горячую воду. Паяные швы на алюминиевых сплавах обрабатывают металлической щеткой и вторично промывают от флюсов, могущих остаться в порах швов. Растекающийся припой удаляют механическим, химическим или электромеханическим способами.
Для контроля качества паяных соединений применяют разные методы. Существенное значение имеет внешний осмотр швов. Швы проверяются на прочность, плотность, электропроводность. Паяные швы можно контролировать физическими методами: рентгеновским просвечиванием, применением радиоактивных изотопов, прозвучиванием.
Кроме испытания паяных образцов без их разрушения, нередко применяют испытания с доведением их до разрушения. Результаты, полученные при испытаниях до разрушения нескольких образцов, позволяют установить механические свойства серии аналогичных изделий.
Результаты, полученные при испытаниях до разрушения нескольких образцов, позволяют установить механические свойства серии аналогичных изделий.
К углеродистым и низколегированным сталям относится стали, имеющие температуру плавления 1450—1520 С (1723—1793 К). При низкотемпературной пайке сталей применяются главным образом оловянно-свинцовые припои с активными флюсами. Перед пайкой рекомендуется детали облуживать. Это ускоряет процесс пайки и позволяет обеспечивать высокие механические свойства соединений.
Более часто для пайки сталей применяют высокотемпературные медно-цинковые припои с добавкой серебра (температура плавления 940—700 С (1213—973 К). Однако вследствие легкого испарения цинка эти припои не применяют для вакуумной панки. Их целесообразно использовать при пайке в среде с низкими окислительными свойствами, например продуктов неполного сгорания азотно-водородной смеси с флюсом в виде буры, борного ангидрида и т. д. Для пайки углеродистых сталей в качестве припоя применяют также чистую медь, в особенности при пайке в печах в среде водорода.
К высоколегированным сплавам относятся коррозионно-стойкие аустенитные стали 0Х18Н9, 12Х18Н9 со стабилизирующими добавками — титаном, ванадием, ниобием и т. д., кислотоупорные хромистые стали Х17, Х25 и другие ферритного класса, жароустойчивые никелевые сплавы, например, имеющие около 80% Ni и др.
Указанные сплавы могут паяться легкоплавкими припоями с применением активных флюсов. Однако пайка легкоплавкими припоями указанной группы сплавов технически нецелесообразна. Рациональнее применять для их соединений высокотемпературные припои (табл. 1).
В соответствии с маркой припоя применяются флюсы с различными составляющими. Некоторые припои при быстром нагреве т. в. ч. теряют свои составляющие.
Высоколегированные сплавы и стали можно паять в среде аргона, водорода, в вакуумных печах, Недостаток пайки в аргоне — не вполне удовлетворительная растекаемость припоя.
Пайка в вакууме дает хорошие результаты при применении припоев, не содержащих легко испаряющихся элементов (цинка и др.). При пайке указанных выше материалов могут возникать поры вследствие испарения некоторых составляющих припоя, например, цинка: непровары в результате неудовлетворительного смачивания расплавленным припоем соединяемых частей или недостаточной очистки поверхностей; трещины при проникновении жидкого припоя между границами зерен основного металла. Особенно часто образуются трещины при пайке медно-цинковыми и медно-серебряными припоями. Применением более высокотемпературных припоев можно избежать растрескивания паяных соединений.
Таблица 1. Состав припоев, %
Применение никелевых припоев иногда сопровождается образованием подрезов основного металла в местах перехода к швам. Это происходит вследствие того, что припой этого рода имеет способность растворять основной металл. Чтобы избежать этого явления, следует вести технологический процесс пайки при возможно более низкой температуре.
Это происходит вследствие того, что припой этого рода имеет способность растворять основной металл. Чтобы избежать этого явления, следует вести технологический процесс пайки при возможно более низкой температуре.
При помощи пайки хорошо соединяются изделия из чистой меди и медных сплавов. Чистая медь хорошо паяется при нагреве в вакуумных печах, а также в атмосфере хорошо очищенного водорода без каких-либо примесей кислорода. Медно-цинковые сплавы, содержащие 4—38% Zn, при длительном нагреве теряют его (цинк испаряется), поэтому латунные детали перед пайкой целесообразно покрывать медью.
Пайка широко применяется для соединений различных бронз; алюминиевых, содержащих 5—10% Аl; бериллиевых, применяемых в приборостроении и имеющих в своем составе 2—2,5% Be; хромовых, содержащих около 0,5% Сr; оловянных, применяемых при обработке давлением, содержащих олово, а также фосфор и др.
Медь и ее сплавы легко паяются при применении низкотемпературных припоев с использованием канифольных флюсов, не вызывающих коррозии. Нередко перед пайкой поверхности деталей облуживают чистым оловом слоем толщиной 0,005 мм на стали и 0,0075 мм на меди. Низкотемпературные припои не обеспечивают высокой прочности паяных соединений, поэтому рекомендуется пайка в печах высокотемпературными твердыми припоями. Целесообразно применение медно-фосфорных и серебряных припоев и флюсов на основе буры с добавлением фтористых соединений. Алюминиевые бронзы хорошо паяются серебряными припоями с никелем, который препятствует проникновению в припой алюминия и повышает производительность технологического процесса.
Нередко перед пайкой поверхности деталей облуживают чистым оловом слоем толщиной 0,005 мм на стали и 0,0075 мм на меди. Низкотемпературные припои не обеспечивают высокой прочности паяных соединений, поэтому рекомендуется пайка в печах высокотемпературными твердыми припоями. Целесообразно применение медно-фосфорных и серебряных припоев и флюсов на основе буры с добавлением фтористых соединений. Алюминиевые бронзы хорошо паяются серебряными припоями с никелем, который препятствует проникновению в припой алюминия и повышает производительность технологического процесса.
Титан и его сплавы паяют в электрических печах, т. в. ч., газопламенным горелками. Наилучшие механические свойства спая достигаются при пайке ТВЧ. Это объясняется тем, что в результате сокращения термического цикла при этом способе пайки отсутствует рост зерна, приводящий к охрупчиванию соединений. При пайке титановых сплавов целесообразно применять серебряные припои, имеющие температуру плавления ниже температуры рекристаллизации титана и выше температуры, требуемой для удовлетворения условий смачивания припоем паяных деталей.
Очень важная задача производства — соединение пайкой различного рода керамических материалов и окислов друг с другом и с металлами. Возможны разные случаи: металлы более тугоплавки, нежели керамика, при этом соединение обеих деталей происходит в твердом состоянии, контакт обеспечивается необходимым давлением, применением покрытий. В последнем случае соединение достигается при температурах ниже температуры плавления каждой из соединяемых деталей.
Особенно благоприятные условия для соединения, когда металлы имеют температуру плавления ниже температуры плавления керамики и в результате своих специфических химических свойств склонны к образованию связи с последней. Гак, например, титан и цирконий имеют большое сродство к кислороду и образуют твердые растворы со многими металлами и окислами. Окислы титана и циркония весьма тугоплавки. При некоторых условиях эти металлы восстанавливают окислы металлов, образующих керамику, и присоединяют к себе освобожденный кислород. Такое восстановление, необходимое для прессовой пайки, следует проводить в условиях вакуума или в среде аргона.
Серьезные затруднение пайки керамик с металлами — существенная разница в их температурных коэффициентах расширения, в результате чего в соединениях образуются остаточные напряжения значительной величины. В неблагоприятных случаях, при недостаточной пластичности материалов в них возникают трещины. Для устранения этого явления иногда между соединяемым металлом и керамикой прокладывают пластины из пластичного металла, например молибдена. При пластических деформациях последнего опасность возникновения трещин в керамике значительно уменьшается.
С помощью специальных присадочных металлов можно получать качественные соединения не только однородных элементов, например Al2O3 + Al2O3, но и разнородных. Сплавы, содержащие сильные карбидообразующие элементы — молибден, тантал, титан, цирконий и др., — хорошо смачивают графит.
Припои и флюсы для пайки
Большинство способов пайки осуществляют с применением различных припоев и лишь в тех случаях, когда в процессе пайки между металлами могут образоваться легкоплавкие эвтектики, пайка возможна без специального припоя.
К припоям предъявляют ряд требований общего характера. Припой должен хорошо растекаться по поверхности основного металла, смачивать и растворять его, легко заполнять зазоры между деталями, обеспечивать необходимую прочность соединения и т. п.
Припои применяют в виде лент, паст, прутьев. Особенно распространены припои в виде проволочных контуров и прокладок из фольги, штампуемых в соответствии с поверхностью соединяемых частей.
Широкое применение в качестве припоев получили высокотемпературные припои — сплавы на основе серебра, алюминия, меди и др., обладающие, как правило, температурой плавления выше 450—500 С (723—773 К). Медно-цинковые припои ПМЦ 36, ПМЦ 48, ПМЦ 54 имеют предел прочности σв = 21-35 кгс/мм2 (206,0—343,2 МН/м3), относительное удлинение до 26%, рекомендуются для пайки изделий из меди, томпака, латуни, бронзы. Серебряные припои имеют температуру плавления 740—830 С (413—1103 К). Согласно ГОСТ 8190-56 марки припоев разделяют в зависимости от содержания в сплавах серебра, которое изменяется в пределах от 10 (ПСр 10) до 72% (ПСр 72). В них также содержатся цинк, медь и в небольшом количестве свинец. Эти припои применяют для пайки тонких деталей, соединения медных проводов и в случаях, когда место спая не должно резко уменьшать электропроводность стыковых соединений.
В них также содержатся цинк, медь и в небольшом количестве свинец. Эти припои применяют для пайки тонких деталей, соединения медных проводов и в случаях, когда место спая не должно резко уменьшать электропроводность стыковых соединений.
Низкотемпературные припои имеют температуру плавления ниже 450—400 С (723—673 К). Они обладают небольшой прочностью. Их применяют для пайки почти всех металлов и сплавов в разных их сочетаниях. В большинстве случаев низкотемпературные припои содержат значительный процент олова.
Низкотемпературные оловянно-свинцовые припои (ГОСТ 1499—70) имеют верхнюю критическую точку плавления 209—327° С (482—600 К). Олово имеет точку плавления 232 С (505 К). Его предел прочности при растяжении 1,9 кгс/мм2 (18,6 МН/м2), относительное удлинение 49%, НВ 6.2 кгс/мм2 (60,8 МН/м2). Оловянно-свинцовые припои ПОС-90, ПОС-61, ПОС-40 и др. применяют при пайке медных аппаратов, авиационных радиаторов, изделий из латуни и железа, медных проводов и т. д.
Образование качественного паяного соединения в значительной степени зависит от возможности наиболее полного удаления с поверхности металла окисных, адсорбированных газовых и жидких пленок.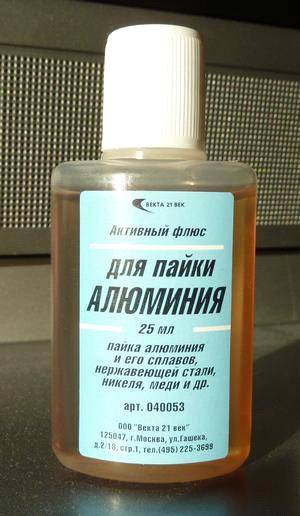 В практике пайки для удаления поверхностных пленок применяют различного рода флюсы, восстановительную атмосферу или вакуум. В последнее время для этой цели успешно используют механическое разрушение пленок с помощью ультразвуковых упругих колебаний.
В практике пайки для удаления поверхностных пленок применяют различного рода флюсы, восстановительную атмосферу или вакуум. В последнее время для этой цели успешно используют механическое разрушение пленок с помощью ультразвуковых упругих колебаний.
Флюсы при пайке имеют несколько назначений. Они защищают основной металл и припои от окисления, растворяют или восстанавливают образовавшиеся окислы, улучшают смачивание поверхностей, способствуют растеканию припоев. Флюсы можно применять в твердом, жидком и газообразном виде (в виде порошков, паст, растворов газов). Роль флюса выполняют некоторые специальные газовые атмосферы и вакуум, которые также могут способствовать восстановлению окислов и улучшению условий смачивания. Флюсующее действие оказывают в некоторых случаях отдельные составляющие, входящие в состав припоев. Например, фосфористые припои не требуют флюсов при пайке медных сплавов.
Флюсы сварочные
Флюсами называют специально приготовленные неметаллические гранулированные порошки с определенным размером зерен.
Назначение флюсов – расплавляясь, они создают шлаковый купол над зоной дуги, а после химико-металлургического воздействия образуют шлаковую корку на поверхности, в ней остаются окислы, вредные примеси и газы.
Флюсы делят на неплавящиеся, керамические и плавильные.
Керамические флюсы.
Изготавливают так же, как и электродное покрытие.
Сухие компоненты шихты замешиваются в жидком стекле. Полученную массу измельчают путем продавливания. Потом прокаливают, просеивают для получения частиц определенного размера.
Частицы сухой смеси могут быть скреплены за счет спекания. Происходит это при повышенных температурах без расплавления. Затем гранулируют до необходимого размера.
Не плавильные флюсы приготавливаются в виде механической смеси. Наиболее распространенны керамические флюсы. По составу близки к составу основного покрытия.
Легирование металла флюсом достигается путем введения в их состав ферросплавов.
Сочетание легирующих элементов может быть различно, а это позволяет получать практически любой состав металла шва.
Это наиболее характерная особенность керамических флюсов.
Химический состав шва также зависит от параметров сварки.
Чтобы определить, как изменились свойства шва, надо замерить твердость в различных местах.
Наиболее критичная зона – зона сплавления и околошовная зона. Керамические флюсы имеют и свои недостатки: малая прочность, вследствие чего в процессе транспортировки или эксплуатации меняют свою грануляцию.
Часто применяют для сварки высоколегированных и специальных сталей, а также для наплавочных работ.
Плавильные флюсы.
Сплавы оксидов и солей металлов. Процесс их изготовления включает следующие стадии:
1. Расчет и подготовка шихты.
2. Выплавка флюса.
3. Грануляция.
5. Просеивание.
Предварительно измельченные части флюса загружают в дуговые или плавильные печи. После расплавления и выдержки до окончания реакции при температуре 1400 C флюс выпускают из печи.
При сухой грануляции флюс выливается в металлические формы. После остывания отливка дробится, при этом используются валки. Размер частиц 0,1-3 мм. Затем флюсы просеивают.
Сухая грануляция применяется для гигроскопических флюсов, содержащих большое количество фтористых и хромистых солей.
Преимущество этих флюсов в том, что они могут быть использованы несколько раз.
Используют для сварки алюминиевых и титановых сплавов.
Мокрый способ грануляции: расплавленный флюс выпускается из печи достаточно тонкой струей и попадает в емкость с проточной водой. В ряде случаев используют дополнительную струю воды.
Далее идет просеивание.
Получают различную грануляцию. Флюс сушат при температуре 250-300 C, а после дробят, если возникает необходимость. После этого просеивают.
Флюс представляет из себя неровные зерна светло-серого, красно-бурого и коричневого цвета.
Транспортируют в герметичной таре, полиэтиленовых мешках, бочках.
Плавильный флюс не может содержать легирующих элементов в чистом виде, так как они окисляются в процессе изготовления. Поэтому легирование происходит путем восстановления окислов флюсов.
Поэтому легирование происходит путем восстановления окислов флюсов.
В основу классификации флюсов по химическому составу положено содержание в нем оксидов и солей.
Различают окислительные флюсы, имеющие оксид марганца и кремния в составе.
Для получения определенных свойств флюса, в его состав вводят другие компоненты – плавиковый шпат, более прочные оксиды.
Чем больше во флюсе оксида марганца и кремния, тем сильнее он может легировать металл данными элементами, но тем больше он будет окислять этот металл.
Плавильные флюсы применяются для сварки углеродистых и низколегированных сталей.
Безокислительные флюсы практически не содержат оксидов марганца и кремния, в их состав входят фториды, используются для сварки высоколегированных сталей.
Также безокислительные флюсы могут состоять из фтористых и хлоридных солей и элементов, не содержащих кислород.
Используют для сварки высокоактивных металлов – алюминия и титана.
В связи с широким применением флюсов, есть ГОСТ на основные марки: ГОСТ 9087-81 «Флюсы сварочные плавильные».
Регламентирует химический состав.
Различают стекловидный и пемзовидный характер зерна.
Строение зерна зависит от состава расплава флюса, степени его перегрева.
В зависимости от этого, флюс может получаться плотным, прозрачным, пористым, рыхлым.
Следует учитывать, что пемзовидный флюс при том же химическом составе, имеет в полтора-два раза меньший вес, чем стекловидный.
Данные флюсы хуже защищают металл от воздействия воздуха, но обеспечивают хорошее формирование шва при больших плотностях тока и скоростях сварки.
Буквы в обозначениях флюсов:
- М – мелкий
- С – стекловидный
- П – пемзовидный
- СП – смешанный
Сварка под флюсом
На первый взгляд может показаться, что одно из основных преимуществ сварки под флюсом — возможность получения большой глубины проплавления свариваемого металла — противоречит условиям сварки тонколистовой стали. Однако при определенных условиях сварка под флюсом допускает регулирование глубины проплавления металла, начиная от долей миллиметра, и поэтому хорошо известные ее достоинства могут быть использованы для сварки тонколистовой стали.
Успешное внедрение в производство сварки под флюсом изделий из тонколистовой стали стало возможным, главным образом, благодаря применению тонкой сварочной проволоки. Известны примеры сварки тонколистовой стали и обычной электродной проволокой диаметром, например, 4 мм. Однако в этом случае удавалось сваривать сталь толщиной не менее 3—4 мм при условии весьма тщательной сборки изделия.
Для сварки тонколистовой стали большое значение имеет применение приспособлений, облегчающих точную сборку изделия и обеспечивающих надежное поджатие к свариваемому стыку медной или флюсомедной подкладки, флюсовой подушки и т. п. Опыт показывает, что производительность автоматической сварки изделий из тонколистовой стали со сравнительно короткими швами зависит не столько от машинной скорости сварки, сколько от затрат времени на подготовительные и вспомогательные операции. Поэтому важной задачей является разработка эффективно действующих сборочных и сборочно-сварочных приспособлений.
Чем меньше величина тепловой энергии, передающейся от дуги основному металлу в процессе сварки, тем меньше глубина его проплавления и, следовательно, тем более тонкий металл можно сваривать без прожогов. Тепловая энергия, передаваемая основному металлу, может быть уменьшена за счет уменьшения мощности дуги или увеличения скорости ее перемещения по свариваемому соединению.
Тепловая энергия, передаваемая основному металлу, может быть уменьшена за счет уменьшения мощности дуги или увеличения скорости ее перемещения по свариваемому соединению.
Для сварки тонколистовой стали в основном применяют уменьшение мощности дуги, а не увеличение скорости сварки. Это в значительной мере объясняется тем, что применение больших скоростей сварки (более 150—200 м/час) связано с жесткими требованиями к точности поддержания режима сварки, необходимостью тщательной очистки свариваемых кромок, с очень точной сборкой стыков, в ряде случаев со специальным наклоном изделия и электрода и т. п. При указанных скоростях сварки металл шва может быть поражен порами, поперечными трещинами и другими дефектами. Если при этом учесть, что производительность сварки тонколистовой стали, как указывалось выше, главным образом, зависит от затрат времени на установочные и подготовительные операции, то станет ясным, почему увеличение скорости не стало основным способом уменьшения погонной тепловой энергии.
Устойчивость процесса сварки
При сварке тонколистовой стали равномерность глубины проплавления имеет особенно важное значение. Если сваривая сталь толщиной более 4—5 мм, можно допустить колебание глубины проплавления в пределах ± 1 мм, не опасаясь возникновения прожогов, то в случае сварки тонких листов стали такое же колебание совершенно недопустимо.
Равномерность глубины проплавления зависит от устойчивости режима сварки, главным образом, от колебаний сварочного тока. Колебания скорости сварки, а также напряжения дуги сказываются в меньшей степени. Исходя из этого, для сварки тонколистовой стали следует рекомендовать сварочные автоматы с постоянной скоростью подачи электродной проволоки, так как они обеспечивают практически почти постоянные значения тока при колебании напряжения в сети или случайных изменениях длины дуги в процессе сварки. При этом сохраняются почти постоянной глубина проплавления, а также количество наплавляемого металла. Сварочные головки с регулируемой скоростью подачи электродной проволоки в тех же условиях не обеспечивают постоянство тока и поэтому применять их не рекомендуется.
Понижение мощности дуги, требующееся для сварки тонколистовой стали, может быть осуществлено только до определенного предела, зависящего от диаметра электродной проволоки. Дальнейшее снижение мощности резко ухудшает устойчивость процесса сварки и приводит к неудовлетворительному формированию шва. В случае сварки переменным током этот предел достигается при значительно большей мощности дуги, чем в случае сварки постоянным током обратной полярности. Поэтому сварку тонколистовой стали рекомендуется осуществлять постоянным током обратной полярности (положительный полюс присоединен к электроду). В табл. 1 приведены полученные опытным путем значения минимально-допустимых сварочных токов для электродной проволоки различных диаметров при сварке под флюсом АН-348 постоянным током обратной полярности.
Как следует из табл. 1, для обеспечения устойчивого горения дуги при понижении ее мощности необходимо увеличивать плотность тока в электроде, что практически достигается путем уменьшения диаметра электродной проволоки. Эту таблицу можно использовать для выбора диаметра электродной проволоки при сварке на заданном режиме.
Эту таблицу можно использовать для выбора диаметра электродной проволоки при сварке на заданном режиме.
При рассмотрении условий устойчивого горения электрической дуги пользуются ее статическими вольтамперными характеристиками. Вольтамперной характеристикой называется зависимость между током и напряжением дуги при постоянной ее длине. На фиг. 1 приведены такие характеристики для дуг различной длины. Каждая вольт- амперная характеристика дуги состоит из нескольких участков: падающего (с ростом тока напряжение падает), почти горизонтального (жесткий участок) и растущего (с ростом тока напряжение увеличивается). В зависимости от условии сварки, дуге соответствует тот или иной участок характеристики. Так, например, при сварке неплавящимся угольным или вольфрамовым электродом, при ручной сварке качественными электродами, при автоматической сварке под флюсом со сравнительно небольшой плотностью тока и в некоторых других случаях характеристика сварочной дуги является падающей с переходом к жесткой.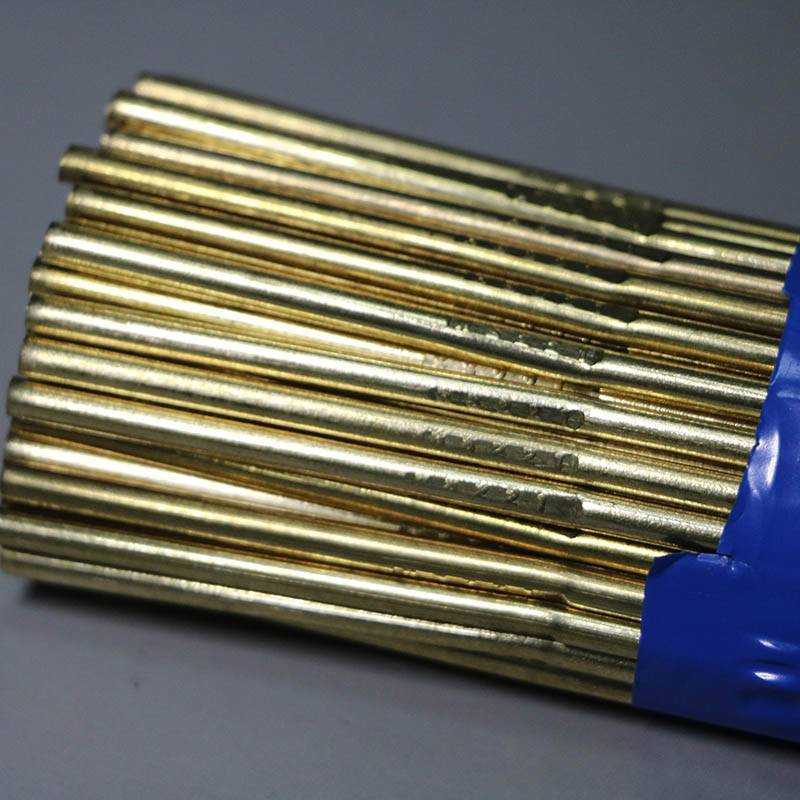 При сварке под флюсом или в защитной газовой среде с повышенной плотностью тока в плавящейся электродной проволоке характеристика дуги становится растущей.
При сварке под флюсом или в защитной газовой среде с повышенной плотностью тока в плавящейся электродной проволоке характеристика дуги становится растущей.
Если дуга имеет падающую вольтамперную характеристику, то устойчивое ее горение возможно только при том условии, что внешняя характеристика сварочного генератора также будет падающей, т. е. напряжение холостого хода генератора значительно превышает напряжение дуги при сварке.
С ростом плотности тока в плавящемся электроде изменяются свойства сварочной дуги. Эти изменения настолько существенны, что позволяют предъявить совершенно другие требования к характеристикам источников питания постоянного тока.
Еще в 1950 г. в Институте электросварки им. Е. О. Па- тона было доказано, что при повышении плотности тока в плавящемся электроде может быть получен устойчивый процесс сварки при использовании в качестве источника питания генератора постоянного тока с жесткой внешней характеристикой (напряжение холостого хода генератора практически равно напряжению дуги при сварке). В отечественной и зарубежной практике в последние годы такие генераторы нашли широкое применение.
В отечественной и зарубежной практике в последние годы такие генераторы нашли широкое применение.
Генераторы с жесткими внешними характеристиками значительно более экономичны, чем обычные сварочные генераторы с крутопадающими характеристиками и высоким напряжением холостого хода, так как пропорционально снижению напряжения холостого хода генератора снижаются затраты на активные материалы, уменьшается вес генератора и его стоимость.
Чем больше скорость подачи электродной проволоки п меньше сварочный ток, тем труднее возбудить дугу путем непосредственной подачи электродной проволоки к изделию. Опыт показывает, что при использовании обычных сварочных генераторов с крутопадающей внешней характеристикой в ряде случаев этот способ возбуждения дуги практически оказывается неосуществимым. Совершенно иное наблюдается в случае применения генераторов с жесткими внешними характеристиками. Резкое нарастание тока при закорачивании электрода на изделие обеспечивает безотказное возбуждение дуги. Короткое замыкание не наносит ущерба генератору, так как тонкая электродная проволока выполняет роль плавкой вставки в цепи, ограничивая время протекания и величину тока короткого замыкания.
Короткое замыкание не наносит ущерба генератору, так как тонкая электродная проволока выполняет роль плавкой вставки в цепи, ограничивая время протекания и величину тока короткого замыкания.
В тех случаях, когда генераторы с жесткими внешними характеристиками по какой-либо причине не могут быть применены для сварки тонкого металла, следует применять генераторы с весьма пологопадающими характеристиками, т. е. с большой величиной тока короткого замыкания.
Чем резче изменяется ток в цепи при случайных изменениях длины дуги, тем интенсивнее протекают процессы саморегулирования и тем быстрее восстанавливается заданный режим сварки. Генераторы с крутопадающими внешними характеристиками дают значительно меньшие изменения тока при случайных колебаниях длины дуги, чем генераторы с пологопадающими, жесткими или растущими характеристиками, благодаря чему обеспечивают большую устойчивость процесса сварки тонкой электродной проволокой.
Весьма характерно влияние внешних характеристик генераторов на процесс сварки и формирование шва при изменении величины зазора в соединении. Опыт показывает, что в случае питания дуги от генераторов с жесткой или пологопадающей внешней характеристикой можно допустить большие по величине зазоры в стыке, не нарушая нормального формирования шва. Такое же явление наблюдается при увеличении плотности тока в электроде.
Опыт показывает, что в случае питания дуги от генераторов с жесткой или пологопадающей внешней характеристикой можно допустить большие по величине зазоры в стыке, не нарушая нормального формирования шва. Такое же явление наблюдается при увеличении плотности тока в электроде.
В табл. 2 приведены режимы сварки стыковых соединений стали толщиной 3 мм, собранных с постепенно возрастающим зазором от 0 до 5 мм при длине образцов 500 мм. Образцы сваривались электродной проволокой диаметром 3 мм при питании от генератора с крутопадающей внешней характеристикой и генератора с пологопадающей характеристикой. Один из образцов был сварен электродной проволокой диаметром 1,6 мм при питании от генератора с крутопадающей характеристикой. Как следует из табл. 2 и фиг. 2, где изображены образцы сварных соединений, в случае внешней характеристики генератора, приближающейся к жесткой (пологопадающей), а также в случае большей плотности тока в электроде (меньший диаметр электрода), максимальный зазор, при котором еще происходит правильное формирование шва, значительно больше.
Не следует считать, что приведенные в таблице максимальные зазоры могут быть рекомендованы как допустимые при сборке стыков. В данном случае имеет место плавное возрастание зазора, что не равноценно резким изменениям зазоров, которые могут наблюдаться в практике.
Влияние формы внешней характеристики, а также плотности тока на формирование швов при сварке с зазорами в стыке связано, по-видимому, с изменением интенсивности процессов саморегулирования.
При автоматической сварке стыкового соединения одно из активных пятен дуги расположено на расплавленном металле ванны, заполняющей разделку. В отдельные моменты времени скорость перемещения ванны расплавленного металла может отличаться от скорости движения электрода вдоль стыка. Одной из причин этого бывает изменение величины зазора между свариваемыми кромками или изменение зазора между подкладкой и свариваемыми листами.
При увеличении зазора в стыковом соединении или возникновении большего зазора между подкладкой и свариваемыми листами скорость перемещения ванны расплавленного металла уменьшается. Так как скорость движения электрода при этом остается прежней, имеет место рост дугового промежутка. Резкое увеличение дугового промежутка вызывает обрыв дуги и нарушение процесса сварки. При плавном удлинении дуги процесс может не нарушиться, активное пятно успеет занять новое положение, обеспечивая восстановление прежней длины дуги.
Так как скорость движения электрода при этом остается прежней, имеет место рост дугового промежутка. Резкое увеличение дугового промежутка вызывает обрыв дуги и нарушение процесса сварки. При плавном удлинении дуги процесс может не нарушиться, активное пятно успеет занять новое положение, обеспечивая восстановление прежней длины дуги.
Если питание дуги осуществляется от генератора с крутопадающей внешней характеристикой, то при удлинении дуги, как показали исследования, наблюдается рост ее мощности, что ведет к дополнительному оплавлению кромок в месте повышенного зазора, где начала удлиняться дута. При этом электродного металла окажется недостаточно для заполнения зазора между оплавленными кромками, в результате чего образуется не заполненный металлом участок — прожог.
Увеличение интенсивности саморегулирования дуги, имеющее место в случае применения генераторов с жесткими внешними характеристиками или при повышенной плотности тока в электроде, в известных пределах может предотвратить возникновение прожогов. Благодаря интенсивному саморегулированию значительное удлинение или обрывы дуги не будут наблюдаться при отставании ванны жидкого металла в месте увеличившегося зазора. При этом длина дуги будет поддерживаться постоянной и опасный участок с увеличенным зазором может быть пройден без нарушения процесса сварки (без обрывов дуги, прожогов и пр.). Этот участок от остальной части шва будет отличаться только меньшим усилением шва или даже полным отсутствием усиления.
Благодаря интенсивному саморегулированию значительное удлинение или обрывы дуги не будут наблюдаться при отставании ванны жидкого металла в месте увеличившегося зазора. При этом длина дуги будет поддерживаться постоянной и опасный участок с увеличенным зазором может быть пройден без нарушения процесса сварки (без обрывов дуги, прожогов и пр.). Этот участок от остальной части шва будет отличаться только меньшим усилением шва или даже полным отсутствием усиления.
Как известно из практики автоматической сварки под флюсом, с увеличением плотности тока в электроде глубина проплавления заметно возрастает. Например, при сварке на токе 500 а увеличение плотности тока приблизительно в 3 раза, за счет уменьшения диаметра электродной проволоки от 5 до 3 мм, вызывает увеличение глубины проплавления на 25%. Так как переход к сварке тонкой электродной проволокой связан с еще большим увеличением плотности тока в электроде, то возникает опасение, не может ли интенсивный рост глубины проплавления в этом случае стать препятствием на пути применения тонкой электродной проволоки и повышенной плотности тока для сварки тонколистовой стали. Проведенные опыты показали, что это опасение несостоятельно.
Проведенные опыты показали, что это опасение несостоятельно.
На фиг. 3 приведен график зависимости глубины проплавления от диаметра электродной проволоки. Как видно из графика, рост глубины проплавления с увеличением плотности тока (уменьшением диаметра электрода) наблюдается только при сварке на токах, превосходящих 300—350 а. Что же касается интересующего пас диапазона токов, применяемых для сварки тонкой стали (до 300—350 а), то в нем увеличение плотности тока не вызывает изменения глубины проплавления. Это объясняется некоторыми особенностями, отличающими маломощные электрические дуги от дуг большей мощности.
Материал с сайта: http://ruswelding.com
припой : Припой для пайки алюминия HTS-2000
HTS-2000 — это припой в форме стержней, применяемый для низкотемпературной пайки и сварки алюминия, алюминиевых сплавов и цветных металлов без флюса. Для работы достаточно газовой горелки, например, пропановой, ацетиленовой или MAФ.
Для работы достаточно газовой горелки, например, пропановой, ацетиленовой или MAФ.
Припой HTS-2000 — это продукт последних достижений в области металлургии, представляющий собой сплав нового поколения, надежность и прочность которого превосходят предыдущие аналоги. Доступность и простота в использовании делают HTS-2000 лидером среди всех известных припоев.
HTS 2000 — это уникальный сплав, состоящий из девяти компонентов. Припой HTS-2000 имеет вязкость и тянется на 10% (в то время как сплавы первого поколения растягиваются на 3% при удлинении 50мм), что делает его в 3 раза пластичней и прочней аналогов. Кроме этого, плохо подготовленная поверхность металла и оксидная пленка не влияет на прочность шва. При нагреве расплавленный припой HTS 2000 проникает через пленку оксида алюминия (на поверхности детали) и создает прочные молекулярные связи. Коррозия для такого соединения не страшна, т.к. электрохимический потенциал между материалом припоя и алюминия невелик. Такое соединение прослужит не меньше десяти лет при эксплуатации в агрессивных средах. Химический состав припоя HTS 2000 является устойчивым, стойким к коррозии имеет большую прочность, чем у аналогов.
Такое соединение прослужит не меньше десяти лет при эксплуатации в агрессивных средах. Химический состав припоя HTS 2000 является устойчивым, стойким к коррозии имеет большую прочность, чем у аналогов.
Область применения припоя для алюминия HTS 2000.
— Ремонт и восстановление головок блока цилиндров (трещины, сколы, прогары и др.)
— Ремонт топливных баков из алюминия
— Пайка алюминиевых и медных трубок в различных сочетаниях
— Ремонт трубок насосов, компрессоров , кондиционеров
— Ремонт днищ лодок, выполненных из алюминиевых сплавов
— Ремонт картеров автомобилей
— Восстановление деталей после износа, поломки, скола
— Ремонт алюминиевых корпусов, ремонт радиаторных трубок
— Восстановление резьбовых отверстий
Достоинства.
— Не требует флюсов и полученное соединение 100% металлическое
— Прочней чем обычные сплавы — до 45900 PSI
— Низкая температура плавления. Рабочая температура 337 — 357 С
Рабочая температура 337 — 357 С
— Температура плавления на 300 градусов ниже, чем у алюминия
— Для работы достаточно газовой горелки.
Температура плавления алюминия около 660ºС, при этом тонкостенные алюминиевые детали начинают деформироваться. Припой HTS-2000 плавится при температуре 390 градусов, что значительно упрощает пайку тонкостенных деталей.
После подогрева алюминиевой детали и HTS 2000, припой проникает под оксидную пленку и создает молекулярную связь, которая прочней чем связь молекул в образце. Важным свойством HTS 2000 является устойчивость к электрической коррозии.
HTS 2000 подходит для работы со всеми сплавами цветных металлов, включая все алюминиевые сплавы, сплавы магния и алюминия, цинка, меди, бронзы, никеля, титана и оцинкованных частей.
Физические свойства.
Растяжение: 45900 PSI Therm. Опыт:. 15,2 х 10 — 6in./in./F °
Удлинение: 10% в 2 дюйма Elec. Cond: 26 (% меди станд.)
Cond: 26 (% меди станд.)
Воздействие: 43 Ft. фунтов (Шарпи) С. П. Grav. 6,6
Сдвиг: 31000 PSI
Вес: 0,24 кг / куб. дюйм
Точка плавления: 390 С
Диаметр: 2.5 — 3 мм
Длина: 460 мм
Инструкция по применению HTS-2000
Шаг 1:
Область соединения должна быть зачищена щеткой, наждачной шкуркой или надфилем (для удаления оксидной пленки).
Шаг 2:
Нагрейте рабочую поверхность (НЕ ПРИПОЙ) до 200 С и, для лучшего сцепления, нагретую поверхность зачистите ещё раз (при нагревании на алюминии появляется оксидная пленка), после чего доведите температуру детали до температуры плавления припоя (390 С). НЕ ПОМЕЩАЙТЕ СТЕРЖЕНЬ В СТРУЮ ПЛАМЕНИ ГОРЕЛКИ! Вы должны довести температуру свариваемого металла до температуры плавления припоя HTS-2000. Тепло должно переходить с открытой поверхности на стержень припоя.
Шаг 3:
После достижения рабочей температуры, проведите прутком припоя HTS-2000 по поверхности алюминия для удаления царапин.
В остальных случаях используйте лудильную щетку из нержавеющей стали для лужения поверхности с помощью сплава HTS 2000. Соблюдение этих рекомендаций приведет к отличным результатам.
Шаг 4:
После завершения работы всегда давайте детали остывать естественным путём. Пропан лучше подходит для работы с изделиями до 10мм, для изделий толще 10мм можно использовать MAPP-газ (он продается в желтых болонах), его температура выше на 200 градусов.
При более сложной работе или в целях экономии времени, используйте кислородно-ацетиленовую горелку либо предварительно прогревайте деталь дополнительным источником тепла (например, паяльной лампой или электрической плиткой). Чем толще материал, тем больше требуется времени для его нагрева.
При работе с кислородно-ацетиленовой смесью всегда используйте рассеивающий наконечник либо осуществляйте нагрев нейтральным пламенем. Не помещайте стержень припоя HTS-2000 в струю пламени.
Описание работы с HTS 2000.
Пайка алюминия.
Предварительно нагрейте места пайки до 260 С, до температуры выгорания углерода. При первоначальном применении ацетилена для нагрева место пайки почернеет. Далее нагревайте почерневшую поверхность нейтральным пламенем до тех пор, пока углерод не исчезнет. Нагрев продолжайте до достижения температуры чуть более 400 С – это нужно для расплавления припоя во время лужения поверхности заготовки. Во время нагрева пруток держите в стороне от открытого пламени. После лужения нарастите поверхность с помощью пламени и прутка. Постепенно остудите обработанную деталь. Использовать воду для охлаждения не рекомендуется.
Пайка «ушек» из алюминия.
Тщательно покройте место разлома припоем. Возможно использование стальной формы в виде старого ушка. Форму заполните припоем.
Если оказалось, что часть ушка после зачистки отсутствует, то можно использовать болт и шайбу требуемого размера. Закрутите болт при помощи гайки, обработайте поверхность припоем, сделайте мост над болтом. Если сплав потек через край, уберите пламя горелки. После короткого перерыва продолжайте работу, пока не будет достигнута требуемая толщина.
Трудно нагреть две сплавляемые части одновременно – в этом случае, можно напаять припой на каждую часть по отдельности, затем совместить обе части и нагреть до точки плавления припоя.
При соединении внахлест нужно предварительно напаять припой HTS-2000 на поверхность обеих заготовок, и соединить — пока он расплавлен. С помощью припоя можно округлить края, соединенные внахлест. Пайка алюминия таким способом очень эффективна.
Восстановление сорванной резьбы.
Способ а). Высверлить старую резьбу сверлом большего размера, примерно на 3 мм. Если резьба сквозная, нужно плотно закрыть одно отверстие с помощью стальной пластины. Энергично натирая внутреннюю поверхность отверстия, затолкните припой и дайте ему возможность полностью расплавиться. После того, как деталь остынет, заново просверлите нужное отверстие и нарежьте резьбу. Это удобный способ для нарезания резьбы в любых случаях при ремонте.
Способ б). При ремонте болтов, вначале нагрейте его и материал основы до температуры плавления припоя. Залейте припой HTS 2000 вокруг болта до незначительного переполнения. После охлаждения выкрутите болт. Такой способ не годится для ремонта мелких болтов, так как усилие при выкручивании болта может его деформировать.
Работа с медью.
Для открытия структурных пор медь требует большего прогрева. Очистить и нагреть рабочую поверхность до тех пор, пока прут не будет оставлять хорошо видимый след при ударных движениях. После появления заметной линии нужно увеличить нагрев. Когда тестовая линия начнет впитываться в поверхность, продолжайте нагрев до полного открытия пор и проникновения сплава в медь.
Заполнение больших отверстий.
1. Очистить обрабатываемую поверхность. Покрыть внутреннюю полость отверстия тонким слоем припоя HTS-2000. Закрыть вторую сторону отверстия стальной пластиной и зафиксировать ее. Обработанное отверстие заполняем расплавленным припоем непрерывно — пруток за прутком.
2. Большое отверстие можно заделать с помощью заплаты. Заплату из любого вида алюминиевой пластины или фольги и края отверстия залудить, удерживая заплату, после чего нагреть.
Медно-свинцовые сплавы, гальванизированные и баббит металлы.
С такими материалами производить пайку можно без предварительного нагрева рабочей поверхности. Температура плавления металла и припоя примерно одинаковая. Для стабилизации температуры, при восстановлении медно-свинцовых сплавов, применяют иногда контейнер с сырым песком.
УЗНАТЬ СТОИМОСТЬ: под ценой и надписью «Доступные варианты» находится окошко с количеством в штуках (в данный момент от 20 шт. по цене 120,00 грн. за 1 шт).
Нажимаете курсором мышки на это окошко и выбираете «кликом» необходимое Вам. Сверху автоматически появится цена.
Благодарим за покупку !
Видео работы с припоем HTS-2000.
Купить припой для алюминия HTS 2000 Вы можете в сети магазинов «ЗВАРЮВАННЯ».
Припой для пайки алюминия HTS-2000 купить в г. Кривой Рог Вы можете в сети магазинов «ЗВАРЮВАННЯ»:
• магазин ЗВАРЮВАННЯ — ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел.: (067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочные материалы.
Припой для алюминия HTS-2000 купить. Припой HTS-2000 купить. HTS 2000 купить. Припой для алюминия HTS купить. Припой для алюминия HTS-2000 цена. Припой для алюминия HTS-2000 Кривой Рог.
Ваше имя:
Ваш відкуг: Примітка: HTML разметка не поддерживается! Используйте обычный текст.
Оцінка: Погано Хорошо
Введіть код, вказаний на зображенні:
Продовжити
Припой для пайки алюминия
Алюминий очень часто используется в промышленных областях, ведь обрабатывать его достаточно легко, и он является очень прочным. Однако главным его плюсом все-таки считают легкость. Вот только есть у данного материала и недостатки, ведь он очень сложно спаивается. Необходимо подобрать самый оптимальный припой, а также выбрать метод обработки. Ведь он не спаивается при стандартном варианте. Припой поможет сделать процесс спайки более легким, однако нужно, чтобы спайку производил настоящий профессионал, ведь материал может окисляться практически мгновенно. В большинстве случаев при спаивании используют резонансные стабилизаторы, ведь их провода часто созданы именно из алюминия.
Припои для алюминия
Обычно простой подбор припоя для алюминия является недостаточным для того, чтобы произвести процесс, ведь здесь часто необходимо использовать специализированный паяльник, флюс и канифоль. Однако в разных ситуациях все происходит по-разному. Часто рекомендуется применять материалы, в которых повышена текучесть, поэтому нужно выбирать только легкосплавные материалы, чтобы пленка окисления не успевала покрыть всю поверхность. Иногда для припоя может быть вполне достаточно обыкновенного паяльника, а в некоторых случаях придется подбирать другое оборудование для спаивания алюминия. Необходимо заметить, что обычно такие изделия не используются для больших нагрузок, поэтому соединение нет необходимости делать слишком крепким. Однако алюминий после спаивания становится намного прочнее, нежели медь, ведь температура плавления у него довольно низкая. Припой не должен менять свойства алюминия, ведь данный металл имеет высокую диффузию, поэтому и соединяется с заготовкой лучше.
Алюминиевый припой спаивания
В этом случае материалы могут выдавать совсем не те результаты, на которые изначально рассчитывали. Однако такой метод часто используют не только в промышленности, но и в домашних условиях. Поэтому припой для спаивания алюминия имеет низкую температуру плавления. Припой имеет такие же свойства, что и алюминий, он очень пластичен, поэтому его удобно использовать, если места оказываются труднодоступными. Выпускают такой припой как в нашей стране, так и за рубежом, ведь его можно применять в самых разнообразных производствах.
Виды припоев для алюминия
- Припой Castolin 192CW производится в германии. Его можно использовать как для спаивания алюминия в чистом виде, так и с медными заготовками. Он имеет хорошую текучесть и адгезию. Применяют его для спаек с зазорами и для капиллярных. Обычно используется припой данного образца при ремонте бытовых приборов и техники, холодильников, радиаторов и тому подобной аппаратуры. Его легко использовать, вот только необходимо приобрести дополнительный флюс, который располагается внутри прутков. Соединение по прочности составляет 170 Мпа. Плавится при температуре около 440 градусов по Цельсию.
- Припой Lucas-Mihaupt Filalu 1192NC производит Франция. Его применяют для спаивания алюминия в чистом виде, ведь припой имеет повышенную текучесть и адгезию именно к алюминию. В большинстве случаев применяют припой для капиллярного спаивания или при спаивании при наличии зазоров.
 Этот вариант прекрасно подходит для корпусов и соединений в холодильниках, кондиционерах и других приспособлений.
Этот вариант прекрасно подходит для корпусов и соединений в холодильниках, кондиционерах и других приспособлений. - Авиа-1 является припоем, который можно использовать не только для алюминиевых деталей, но и для всяких предметов из данного металла. Припой прекрасно держится на небольших деталях, проводах и контактах. У него низкая температура плавления, поэтому сами провода не переплавляются и сохраняют свои свойства. Этот припой является мягким, расплавляется при температуре около 200 градусов по Цельсию. Здесь необходимо использовать дополнительный флюс, ведь в прутках он отсутствует.
- Припой Castolin 190 производится в Германии. Применяют его для спаивания алюминия в чистом виде и с медью. Он имеет высокую адгезию и текучесть. Применяют в основном для капиллярного спаивания и пайки с зазорами. Обычно с его помощью ремонтируют холодильники и другую бытовую технику. Припоя является твердым и легкоплавким. Плавится при температуре около 580 градусов по Цельсию.
- Припой HTS-2000 изготавливают в Америке. Его можно использовать для всех типов алюминия. Здесь не требуется дополнительное применения флюса, так как он содержится в самом припое в достаточном количестве. Этот сплав создан по самым современным технологиям, что дает гарантию его прочности и надежности. Состоит из девяти компонентов и имеет высокую устойчивость к коррозиям. Плавится при температуре около 350 градусов по Цельсию.
 Этот вариант прекрасно подходит для корпусов и соединений в холодильниках, кондиционерах и других приспособлений.
Этот вариант прекрасно подходит для корпусов и соединений в холодильниках, кондиционерах и других приспособлений. Его можно использовать для всех типов алюминия. Здесь не требуется дополнительное применения флюса, так как он содержится в самом припое в достаточном количестве. Этот сплав создан по самым современным технологиям, что дает гарантию его прочности и надежности. Состоит из девяти компонентов и имеет высокую устойчивость к коррозиям. Плавится при температуре около 350 градусов по Цельсию.
Его можно использовать для всех типов алюминия. Здесь не требуется дополнительное применения флюса, так как он содержится в самом припое в достаточном количестве. Этот сплав создан по самым современным технологиям, что дает гарантию его прочности и надежности. Состоит из девяти компонентов и имеет высокую устойчивость к коррозиям. Плавится при температуре около 350 градусов по Цельсию.Особенности и характеристики
Свойства материала должны идеально подходить под условия производства процесса. Имеется огромное количество самых разнообразных припоев, причем многие из них являются универсальными, а некоторые специально созданы для спайки алюминия. Если выбрать первый вариант припоя, то необходимо посмотреть, чтобы свойства их были легкоплавкими, ведь нельзя повреждать заготовки или изменять их свойства. Припой должен иметь температуру плавления от 100 до 200 градусов по Цельсию. Материал должен иметь высокую текучесть и подходящий состав.
Еще следует отдельно отметить, что прочного соединения добиться практически не представляется возможным, однако в большинстве случаев это и не является важной необходимостью. Часто необходимо только сделать соединение качественным для работы определенного вида техники. Расходные материалы имеют небольшой вес.
Часто необходимо только сделать соединение качественным для работы определенного вида техники. Расходные материалы имеют небольшой вес.
Выбор и его особенности
Многие уверены, что вообще не важно, каким припоем спаивать алюминий, главное воспользоваться правильным способом. Ведь процесс напрямую зависит от ряда условий. Поэтому стоит выбирать материалы таким образом, чтобы они соответствовали инструментам для пайки. Если необходимо спаивать провода, то лучше воспользоваться припоями, имеющими низкую температуру плавления. Ну а если необходимо спаивать внушительные и толстые заготовки или другие металлы, то нужно выбирать материал, свойства которого будут соответствовать данному виду припоев.
Важно! Мастер должен работать быстро, чтобы материал не успел окислиться раньше времени и не испортил весь процесс.
Особенности спаивания
Перед началом процесса необходимо произвести зачистку необходимых поверхностей при помощи наждачной бумаги. Затем необходимо расположить флюс по нужным поверхностям и подогреть его до следуемой температуры. После этого уже нужно приводить в действие сам припой, а потом подождать до полного остывания металла. Останется только произвести зачистку готового шва.
После этого уже нужно приводить в действие сам припой, а потом подождать до полного остывания металла. Останется только произвести зачистку готового шва.
Припой алюминий в Нижнем Тагиле: 499-товаров: бесплатная доставка, скидка-64% [перейти]
Партнерская программаПомощь
Нижний Тагил
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Вода, газ и тепло
Вода, газ и тепло
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Все категории
ВходИзбранное
Припой алюминий
1 150
1500
Припой по алюминию Castolin 192 FBK, 5 прутков, AlZn98 Тип: Припой, Размер: Длина 10. 000 Ширина
000 Ширина
В МАГАЗИНЕще цены и похожие товары
475
955
Припой Castolin 192FBK для пайки алюминия пруток, 2мм, 1шт Тип: Припой, Размер: Длина 12.500 Ширина
В МАГАЗИНЕще цены и похожие товары
475
600
Припой Castolin 192FBK для пайки алюминия (пруток, 1шт6.7г) Тип: Припой, Размер: Длина 10.000
В МАГАЗИНЕще цены и похожие товары
679
999
Припой алюминий низкотемпературный 2мм 10шт Тип: Припой, Размер: Длина 10.000 Ширина 6.000 Высота
В МАГАЗИНЕще цены и похожие товары
1 250
1250
Припой для пайки алюминия Castolin 192 FBK диаметр 2 мм упаковка 5 прутков Тип: Припой, Размер:
В МАГАЗИНЕще цены и похожие товары
400
450
Припой по алюминию Castolin 192 FBK, поштучно, AlZn98 Тип: Припой, Размер: Длина 50. 000 Ширина
000 Ширина
В МАГАЗИНЕще цены и похожие товары
397
1125
Припой по алюминию с флюсом 1.6х490 мм. Паяется газовой горелкой, как «Кастолин» (4 прутка приходят в скрученном виде) (У)
В МАГАЗИНЕще цены и похожие товары
1 700
2300
Припой hts-2000 для пайки алюминия Тип: Припой, Размер: Длина 24.000 Ширина 7.000 Высота 3.000,
В МАГАЗИНЕще цены и похожие товары
1 200
2150
Припой по алюминию Castolin 192 FBK Тип: Припой, Размер: Длина 54.000 Ширина 5.000 Высота 1.000,
В МАГАЗИНЕще цены и похожие товары
285
450
Олово для пайки ПОС 40, 1 шт, серебристый, припой алюминия, стержень, 22 см, свинец 60 Тип: Припой,
В МАГАЗИНЕще цены и похожие товары
450
550
Solins Сплав «Розе» (олово 25%, свинец висмут 50%) для пайки и лужения печатных плат, алюминия, меди, латуни, никеля / Оловянный свинцовый припой легкоплавкий, гранулы 50 г
В МАГАЗИНЕще цены и похожие товары
374
767
Припой-катушка YA XUN 0. 3 мм c флюсом, 2 шт. (припой для алюминия) Тип: Припой, Размер: Длина 3.000
3 мм c флюсом, 2 шт. (припой для алюминия) Тип: Припой, Размер: Длина 3.000
В МАГАЗИНЕще цены и похожие товары
1 650
2450
Припой Castolin 192 FBK (2 мм, 5 прутов) с флюсом для пайки алюминия Тип: Припой, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
Припой AL-220 спираль ф1,5мм для низкотемп. пайки алюминия (Активный флюс алюминия) (191346) (Векта)
ПОДРОБНЕЕЕще цены и похожие товары
Припой AL-220 спираль ф3мм для низкотемп. пайки алюминия (191348) (Векта)
ПОДРОБНЕЕЕще цены и похожие товары
Флюс активный ФТКА, для пайки алюминия, TDM Electric, 30 мл, серия Алмаз, SQ1025-0372 Бренд: TDM
В МАГАЗИНЕще цены и похожие товары
250
250
Припой Castolin 192FBK для пайки алюминия (пруток, 1шт=6. 7г) Тип: припой, Длина: 500 мм, Вес: 0.1
7г) Тип: припой, Длина: 500 мм, Вес: 0.1
В МАГАЗИНЕще цены и похожие товары
Припой для пайки алюминия с медью офлюсованный Filalu-1192 NC (F1192NC)
В МАГАЗИНЕще цены и похожие товары
Припой AL-220 спираль ф2мм для низкотемп. пайки алюминия (191347) (Векта)
ПОДРОБНЕЕЕще цены и похожие товары
Припой AL-220 d=1.5мм для пайки алюминия AL-220 Производитель: ALCA
ПОДРОБНЕЕЕще цены и похожие товары
Припой по алюминию Castolin 192 FBK, поштучно, AlZn98 Тип: припой, Производитель: Castolin Eutectic
ПОДРОБНЕЕЕще цены и похожие товары
Припой Castolin 192FBK для пайки алюминия (пруток, 1шт6.7г) Тип: припой, Производитель: Castolin
ПОДРОБНЕЕЕще цены и похожие товары
Припой для пайки алюминия меди металла Castolin 192 с флюсом (HTS-2000) Производитель: Castolin
ПОДРОБНЕЕЕще цены и похожие товары
Припой Castolin192 FBK Тип: припой, Производитель: Castolin Eutectic
ПОДРОБНЕЕЕще цены и похожие товары
Припой 195fbk castolin алюминий
ПОДРОБНЕЕЕще цены и похожие товары
Припой для алюминия AL-220 (2,0 мм) спираль в блистере Тип: припой
ПОДРОБНЕЕЕще цены и похожие товары
Припой Векта 21 ВЕК Припой AL-220 2 мм (спираль) для пайки алюминия Тип: припой, Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Припой HTS-2000 для сварки алюминия 460мм (1шт) — присадочный пруток HTS-2000 для ремонта алюминия овального сечения 2,2мм и длиной 460мм (одна штука) — 21556
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 4
Припой для пайки алюминия цена в Новосибирске
| Продукция: | Ед. измерения: измерения: | Кол-во: | Цена, от: | Наличие: | Купить |
Припой для пайки алюминия hts-2000 | кг | 245 ₽ 245245 ₽ | В наличии |
Припой для пайки алюминия
Изделия из алюминия являются одними из самых популярных после металлопродукции из черных металлов. И довольно часто в производстве возникает необходимость осуществить соединение алюминиевых деталей посредством пайки, но при этом возникают трудности, так как обычными припоями данный процесс выполнить практически невозможно. Дело в том, что в процессе подготовки поверхности к паяльным работам, на ней сразу же образуется оксидная пленка, препятствующая надежному соединение припоя и металла.
И довольно часто в производстве возникает необходимость осуществить соединение алюминиевых деталей посредством пайки, но при этом возникают трудности, так как обычными припоями данный процесс выполнить практически невозможно. Дело в том, что в процессе подготовки поверхности к паяльным работам, на ней сразу же образуется оксидная пленка, препятствующая надежному соединение припоя и металла.
Поэтому были созданы специальные припои для пайки алюминия, которые позволяю осуществить процесс быстро и при этом добиться надежного и долговечного соединения. При их использовании практически не возникает затруднения с соединением деталей. На сегодняшний день существует два типа припоев для алюминия:
- Тугоплавкие — в качестве основного компонента выступает непосредственно алюминий и поэтому сплав легко соединяется с основной деталью.
- Легкоплавкие — в данном случае основой припоя являются металлы имеющие температуру плавления ниже чем у алюминия (цинк, олово, кадмий). Благодаря этому расходный материал расправляется раньше чем соединяемые элементы и поэтому не происходит перегрева.
 Благодаря этому расходный материал расправляется раньше чем соединяемые элементы и поэтому не происходит перегрева.
Благодаря этому расходный материал расправляется раньше чем соединяемые элементы и поэтому не происходит перегрева.В любом случае свойства припоев для пайки алюминия позволяют создать надежное, механически устойчивое соединение.
Популярные марки припоев для алюминия
Современная промышленность предлагает припои данной категории в широком ассортименте и выбрать наиболее подходящий вариант не составит труда. В первую очередь стоит указать на металлопродукцию, имеющую название Авиа-1. Материал можно использовать как для спаивания деталей из чистого алюминия, так и из его сплавов. Припой легко соединят электрические провода, элементы несущих конструкций. Он отличается низкой температурой плавления (200 градусов), благодаря чему мелкие детали не перегреваются и сохраняют свои физико-химические свойства.
Не менее популярным является и припой Castolin 190 способный создать надежное соединение между деталями из чистого алюминия и меди. Металлопродукция отличается высоким показателем адгезии и хорошей текучестью в расправленном состоянии. Температура его плавления не превышает 580 градусов и он относится к категории твердых и легкоплавких. В большинстве случаев его используют в процессе изготовления капиллярных трубопроводов для холодильных устройств, а также в различной бытовой технике.
Температура его плавления не превышает 580 градусов и он относится к категории твердых и легкоплавких. В большинстве случаев его используют в процессе изготовления капиллярных трубопроводов для холодильных устройств, а также в различной бытовой технике.
Заслуживает внимания и припой HTS-2000, представляющий собой универсальную продукцию, использовать которую можно для всех марок алюминия. Он создан по современным технологиями и содержит в своем составе 9 компонентов. Его особенность является высокая устойчивость к корродирующим процессам даже в агрессивной среде и кроме того, припой не нуждается в флюсе, так как данное вещество присутствует в нем самом в достаточном количестве. Температура плавления 350 градусов. Купить припой для пайки алюминия можно и такой марки как Castolin 192CW. Он также устойчиво к коррозии, отличается хорошей адгезией и может применяется как чисто для алюминиевых деталей, так и для их соединения с медными элементами.
Компания в цифрах
75 гектаров
производственных и складских
1500 тонн
металлопроката всегда в наличии
10 лет
безупречной работы
10000
довольных клиентов
324 единицы
техники в автопарке
1000
сотрудников и высококлассных специалистов
83 города
с филиалами нашей компании
Почему стоит выбирать именно нас
Персональный менеджер закрепляется за каждым клиентом
Возможность согласовать постоплату и рассрочку
Доставка точно в срок
Высокое качество продукции, подтверждённое сертификатами
Широкий ассортимент более 200 000 позиций
Низкие цены за счёт собственного производства
Предоставляем услуги по всем видам обработки металла
Остались вопросы?
Задайте их прямо сейчас.

Наш менеджер свяжется с Вами в ближайшее время и проконсультирует Вас.
Поля, обязательные для заполнения.
Отправляя заявку, вы соглашаетесь на обработку персональных данных.
Заявка на расчёт
Условия политика конфиденциальности
Ваш город
Новосибирский филиал ПКФ Айсберг АС?
ПодтвердитьВыбрать другой
Заявка на поставку
металлопроката
*Поля, обязательные для заполнения
Отправляя заявку, вы соглашаетесьна обработку
персональных данных.
Пензенская область
Пензенский филиал ПКФ «Айсберг АС»
Напишите нам
*Поля, обязательные для заполнения
Отправляя заявку, вы соглашаетесьна обработку
персональных данных.
Арматура 6 A500C ГОСТ 5781-82
Найдено в товарах
36000 36000 ₽
Арматура 6 A500C ГОСТ 5781-82
м.
Арматура 6 A500C ГОСТ 5781-82
Найдено в товарах
36000 36000 ₽
Пайка меди с алюминием | Kapp Alloy
Должен ли я использовать пропановую горелку или паяльник для пайки алюминиевых деталей?
Лучший метод пайки определяется размером компонентов , которые вы пытаетесь соединить, и размером необходимого паяного соединения . Обе части должны нагреваться одновременно для лучшей адгезии, а алюминий очень быстро рассеивает тепло.
Обе части должны нагреваться одновременно для лучшей адгезии, а алюминий очень быстро рассеивает тепло.
- Крупногабаритные компоненты : пропановая горелка.
- Мелкие компоненты и более тонкие алюминиевые детали : паяльник
Если пропановая горелка используется в слишком малом объеме, существует риск перегрева и плохого сцепления между оголенными металлами. Более подробное объяснение см. в инструкциях по пайке алюминия с KappAloy.
Каким образом баббит служит опорной поверхностью для вращающегося вала?
В современных высокоскоростных подшипниках для формирования поверхности подшипника используется баббитовый сплав олова, меди и сурьмы. Вращающийся вал движется поверх более твердых молекул олово-медь и олово-сурьма, а более мягкие молекулы олова распределяют более твердые молекулы олово-медь и олово-сурьма по поверхности подшипника. Для срока службы подшипника крайне важно, чтобы сила и удар вала равномерно распределяются по , и это одна из причин, почему состав баббита чрезвычайно важен. Другие функции включают в себя:
Другие функции включают в себя:
- Всасывание грязи и мусора и удаление их с вращающегося вала
- Предусмотреть каналы для смазки в зазорах между твердыми сплавами с зазубренной поверхностью олова
Со временем вы должны увидеть рубцы от грязи и мусора на поверхности оловянного баббита. Поверхность подшипника должна быть восстановлена до того, как на более твердом и гораздо более дорогом вращающемся стальном валу появятся царапины.
Как правильно выбрать размер и характеристики паяльника?
При выборе паяльника следует учитывать три основных момента:
1) Мощность (мощность)
a) Выбор мощности паяльника зависит скорее от запаса тепла (мощности), чем от достигнутой температуры. . Паяльник с более высокой мощностью лучше поддерживает постоянную температуру, так как он имеет большую мощность для подачи на жало во время использования. Требуемый запас мощности для вашей пайки зависит в первую очередь от состава и массы нагреваемых деталей, а также от размера паяного соединения.
Пример: Если вы паяете два больших (тяжелых) алюминиевых компонента на большой площади стыка, лучше всего подойдет мощный паяльник. Алюминий быстро рассеивает тепло, поэтому сложно одновременно нагреть обе большие детали до температуры пайки. Если ваш единственный процесс — это припаивание тонкой медной проволоки к небольшому медному выводу, вам не нужно много резервной мощности, чтобы нагреть обе части до температуры пайки. Помните, что обе детали достигают температуры пайки, что создает связь между припоем и деталями. Если только один нагревается до температуры пайки, соединение с более холодной частью может быть нестабильным.
2) Выбор наконечника (многие теперь поставляются с различными сменными наконечниками для различных геометрий соединения)
a) Он также зависит от массы деталей и площади соединения. Выберите наконечник, который будет нагревать всю область соединения на обеих частях одновременно.
3) Простой включаемый/выключаемый паяльник или паяльная станция , включающая датчики температуры и элементы управления, подставку для паяльника, чистящий блок или вату и т. д.
д.
a) Простой включаемый/отключаемый паяльник можно купить за 10-20 долларов. Паяльные станции с контролем температуры и показаниями, а также всем оборудованием для эффективного выполнения широкого спектра паяных соединений на различных металлах могут стоить более 250 долларов. Что вам нужно, зависит от вашего текущего проекта и ваших планов на будущее .
Выбрав подходящий утюг, воспользуйтесь нашим инструментом выбора припоя, чтобы найти подходящий припой для вашего проекта.
Какой тип паяльника мне следует использовать, если у меня есть различные металлы и размеры деталей?
Мы рекомендуем:
- Паяльник большей мощности . Например, 85 или более Вт
- Паяльник с набором паяльных жал , так как у вас будет несколько различных геометрических форм соединения для пайки.
- Паяльник или паяльная станция с контролем температуры , а не паяльник, который либо подключен к сети и нагревается, либо отключен от сети и холоден
После выбора паяльника убедитесь, что у вас есть правильный припой для вашего проекта, используя наш инструмент выбора припоя.
Можно ли предварительно облудить чугунную поверхность для гладкого нанесения баббита №2?
Да, используя приведенные ниже шаги, вы сможете преодолеть трудности предварительного лужения поверхности чугуна, чтобы получить более гладкую, однородную и долговечную баббитовую поверхность. В отличие от корпусов подшипников из стали, поверхность чугуна предварительно залужить гораздо сложнее из-за окисления и примесей в пористости металла, которые затрудняют получение прочной связи металл-металл.
- Вариант 1 (наиболее распространенный) : Тепловые и химические флюсы, такие как Kapp Copper-Bond Flux™. Применяя химический флюс, подходящий для температурного диапазона вашего баббита, вы можете удалить эти загрязнения из корпуса подшипника.
Примечание : Однако для очень грязного старого корпуса необходимо заменить исходные загрязнения – масло, ржавчину, грязь, старую баббитовую стружку и т. д. – продуктами окисления при флюсовании. В результате вам нужно постоянно наносить флюс и нагревать, чтобы поверхность чугуна была достаточно чистой, чтобы принять баббит.
В результате вам нужно постоянно наносить флюс и нагревать, чтобы поверхность чугуна была достаточно чистой, чтобы принять баббит.
- Вариант 2: Состав для предварительного лужения, такой как KappaTinning™Compound. Состав KappaTinning™, нанесенный ровным слоем олова на поверхность чугуна, состоит на 50% из флюса и на 50% из чистого олова. Компонент флюса удаляет оксидный слой и другие загрязнения, оставляя олово готовым для соединения с чугуном.
Примечание: Хотя было бы идеально иметь предварительно луженую поверхность для установки новой футеровки из баббита, это может быть невозможно со многими старыми корпусами из чугуна. Если вы обнаружите, что срок службы подшипника значительно снижается из-за невозможности приклеить достаточное количество баббитовой футеровки к корпусу подшипника, вероятно, необходимо повторить эту процедуру или изготовить новый корпус.
Есть ли у вас общие инструкции по пайке, которые подходят для большинства припоев?
Да! У нас есть общие рекомендации по пайке, в которых подробно описаны следующие три основных шага:
- Очистка и разрушение оксидного слоя на соединяемых деталях
- Нагревать детали, а не припой
- Равномерно нанесите припой на область соединения и удалите тепло
Что делает пайку алюминия и нержавеющей стали настолько сложной?
И алюминий, и нержавеющая сталь быстро образуют на металле очень прочное оксидное покрытие. Гладкое и однородное оксидное покрытие предотвращает коррозию этих металлов, за исключением самых суровых условий. Вы можете паять оба, однако , разрушив это оксидное покрытие, чтобы получить прочную связь металл-металл между припоем и деталями путем предварительной очистки, удаления оксида путем перемешивания или флюса и предварительного лужения. Чтобы узнать больше, просто следуйте нашим инструкциям по пайке.
Гладкое и однородное оксидное покрытие предотвращает коррозию этих металлов, за исключением самых суровых условий. Вы можете паять оба, однако , разрушив это оксидное покрытие, чтобы получить прочную связь металл-металл между припоем и деталями путем предварительной очистки, удаления оксида путем перемешивания или флюса и предварительного лужения. Чтобы узнать больше, просто следуйте нашим инструкциям по пайке.
Мне нужно припаять язычки батарейки. 1 из вкладок алюминий; другой — медный лист с покрытием. Что я должен использовать для пайки этих компонентов?
У вас есть два варианта пайки электрических компонентов между алюминием и медью:
Продукт Каппа | % Олово | % Цинк | Диапазон температур °F | Диапазон температур °C | Код продукта |
KappAloy9™ | 91 | 9 | 390°F Эвтектика | 199°C Эвтектика | 121 |
KappAloy15™ | 85 | 15 | от 390°F до 550°F | от 199°C до 288°C | 124 |
- Припой KappAloy9 ™ представляет собой стандартный эвтектический припой для соединения алюминия с алюминием и/или медью. Он широко используется в печной пайке и других автоматизированных системах пайки . Его эвтектическая природа делает его идеальным для высокопроизводительных автоматизированных паяльных систем. Кроме того, он сводит к минимуму тепловое воздействие на хрупких электронных деталей.
 Он широко используется в печной пайке и других автоматизированных системах пайки . Его эвтектическая природа делает его идеальным для высокопроизводительных автоматизированных паяльных систем. Кроме того, он сводит к минимуму тепловое воздействие на хрупких электронных деталей.
Он широко используется в печной пайке и других автоматизированных системах пайки . Его эвтектическая природа делает его идеальным для высокопроизводительных автоматизированных паяльных систем. Кроме того, он сводит к минимуму тепловое воздействие на хрупких электронных деталей. - KappAloy15 ™ может дать вам большую гибкость . Благодаря диапазону плавления от 390°F до 550°F (от 199°C до 288°C), он дает вам возможность манипулировать деталями до того, как они полностью затвердеют. Многие клиенты используют ручная пайка для структурных соединений предпочитает этот припой. Он реже используется в электрических соединениях, чтобы свести к минимуму нагрев электрических / электронных частей и потенциальное тепловое повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше: меньше искажений, меньше сегрегации, меньше дифференциального охлаждения разных металлов и т. д.
Для успешной пайки алюминиевых деталей необходимо разрушить оксидное покрытие, чтобы припой мог образовать металлическую связь с алюминием. Это оксидное покрытие можно проникнуть, поцарапав алюминиевую поверхность щеткой из нержавеющей стали или используя их парный флюс Kapp Golden Flux™. Остатки флюса затем можно удалить теплой водой и тряпкой.
Это оксидное покрытие можно проникнуть, поцарапав алюминиевую поверхность щеткой из нержавеющей стали или используя их парный флюс Kapp Golden Flux™. Остатки флюса затем можно удалить теплой водой и тряпкой.
Мы используем Kapp Galvanite™ для пайки сэндвича из двух алюминиевых и одной медной пластины. Когда мы припаиваем пластины большего размера, сэндвич слишком сильно изгибается, и мы не можем его использовать. У вас есть альтернативный припой и флюс?
Вы получаете деформацию пластины, потому что нагреваете разнородные металлы. Они расширяются и сжимаются при разных температурах и с разной скоростью. Мы рекомендуем свести к минимуму необходимый нагрев деталей. По опыту наших клиентов мы видим два успешных припоя для такого применения:
Припой Каппа | % Олово | % Цинк | Диапазон температур °F | Диапазон температур °C | Код продукта |
KappAloy9™ | 91 | 9 | 390°F Эвтектика | 199°C Эвтектика | 121 |
KappAloy15™ | 85 | 15 | от 390°F до 550°F | от 199°C до 288°C | 124 |
- KappAloy9 ™ — (91 % олова/9 % цинка) припой — это стандартный эвтектический припой для медных и алюминиевых пластин. Он широко используется в печной пайке и других автоматизированных паяльных системах. Его эвтектическая природа делает его идеальным для высокопроизводительных систем автоматической пайки .
 Он широко используется в печной пайке и других автоматизированных паяльных системах. Его эвтектическая природа делает его идеальным для высокопроизводительных систем автоматической пайки .
Он широко используется в печной пайке и других автоматизированных паяльных системах. Его эвтектическая природа делает его идеальным для высокопроизводительных систем автоматической пайки .- КапАлой15 ™ — (85% олова/15% цинка) может дать вам больше гибкости. Он имеет диапазон плавления от 390°F до 550°F и от 199°C до 288°C. Таким образом, припой дает вам возможность манипулировать деталями до того, как он полностью затвердеет во время охлаждения. Многие клиенты, использующие , припаянные вручную для конструкционных деталей , предпочитают этот припой. Он реже используется в электрических соединениях, чтобы свести к минимуму нагрев электрических / электронных частей и потенциальное тепловое повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше: меньше искажений, меньше сегрегации, меньше дифференциального охлаждения разных металлов и т. д.
Сопряженный флюс для обоих : Kapp Golden Flux™. По нашему опыту, мы не думаем, что вы получите стабильно надежное соединение при любом существенном производстве этой сборки без флюса. С флюсом или без него вы можете получить более надежное воспроизводимое соединение, предварительно залудив детали припоем, а затем повторно нагрев их дополнительным припоем для соединения пластин. Это займет больше времени, но вы получите значительно более стабильный стык .
По нашему опыту, мы не думаем, что вы получите стабильно надежное соединение при любом существенном производстве этой сборки без флюса. С флюсом или без него вы можете получить более надежное воспроизводимое соединение, предварительно залудив детали припоем, а затем повторно нагрев их дополнительным припоем для соединения пластин. Это займет больше времени, но вы получите значительно более стабильный стык .
Я хочу использовать Kapp Alumite™ для ремонта алюминиевых радиаторов. Кажется, это лучший из всех алюминиевых припоев. Подходит ли этот припой для ремонта алюминиевого радиатора? Какой флюс я использую?
Alumite™ не лучший припой для ремонта алюминиевых и алюминиево-медных радиаторов . Вместо этого тонкие экструдированные и/или листовые алюминиевые сплавы радиаторов лучше всего соединять при более низких температурах с помощью KappRad™ 40 или KappAloy15™. Многие, кто занимается ручным припоем, предпочитают эти припои из-за их превосходной гибкости и более широкого диапазона плавления пластика, что позволяет вам манипулировать деталями до того, как они остынут. В таблице ниже эти припои сравниваются с Alumite™.
В таблице ниже эти припои сравниваются с Alumite™.
Наименование продукта | % Олово | % Цинк | % Кадмий | Диапазон температур °F | Диапазон температур °C |
КаппРад™ | 40 | 27 | 33 | от 350°F до 500°F | от 176°C до 260°C |
KappAloy15™ | 85 | 15 | 0 | от 390°F до 550°F | от 199°C до 288°C |
Алюмит™ | Запатентованная версия без свинца и кадмия | от 715°F до 735°F | от 379°C до 390°C | ||
- KappRad ™ был специально разработан для ремонта алюминиевых и алюминиево-медных радиаторов. Он обладает более высокой прочностью и виброустойчивостью, чем аналогичные припои и твердые припои, и наносится при более низкой температуре, чтобы не повредить тонкие и хрупкие детали.
- ПРЕДУПРЕЖДЕНИЕ: Содержит кадмий — вещество, запрещенное к использованию в соответствии с директивами RoHS. Во многих странах он имеет определенные исключения для приложений. Дополнительную информацию см. в паспорте безопасности.
- KappAloy15 ™ — стандартный припой для медных и латунных трубок к алюминиевому листу. Он широко используется при ремонте радиаторов «алюминий-медь», где нет необходимости в более высокой прочности KappRad или где существуют ограничения на использование кадмия.
- Сочетающийся флюс для обоих : Kapp Golden Flux™ удаляет оксидное покрытие в тесных и труднодоступных местах соединения.
 Он обладает более высокой прочностью и виброустойчивостью, чем аналогичные припои и твердые припои, и наносится при более низкой температуре, чтобы не повредить тонкие и хрупкие детали.
Он обладает более высокой прочностью и виброустойчивостью, чем аналогичные припои и твердые припои, и наносится при более низкой температуре, чтобы не повредить тонкие и хрупкие детали.Какой продукт лучше всего подходит для восстановления гальванического покрытия на стальных деталях после сварки?
GalvRepair™ и бессвинцовый Galvanite™ – это два припоя, предназначенные для высококачественного ремонта оцинкованных поверхностей. Оба продукта используют одинаковую процедуру, но их диапазоны слякоти различаются:
Оба продукта используют одинаковую процедуру, но их диапазоны слякоти различаются:
Наименование продукта | % Олово | % Цинк | % Свинец | % Медь | Диапазон температур °F | Диапазон температур °C |
GalvRepair™ | 30 | 20 | 33 | 0 | от 350°F до 600°F | от 176°C до 288°C |
Гальванит™ | 50 | 49 | 0 | 1 | от 390°F до 570°F | от 200°C до 300°C |
- GalvRepair™ уже более 50 лет является отраслевым стандартом для ремонта методом цинкования.
- Бессвинцовый гальванит™ был разработан специально для решения этой задачи Все больше и больше стран, штатов и округов требуют перехода на бессвинцовые продукты.
Как GalvRepair™, так и Galvanite™ превышают стандарты производительности , указанные в стандарте ASTM A780-92 для ремонта гальванизированных покрытий. Оба обеспечивают широкий диапазон слякоти для распределения и разглаживания нанесенного припоя по всей площади ремонта. Эти широкие диапазоны плавления также позволяют наносить слои для создания защитного покрытия значительной толщины. Пожалуйста, ознакомьтесь с инструкциями ниже для получения дополнительной информации о приложении. Процедура одинакова для обеих формул ремонтных стержней.
Почему у меня возникают проблемы при пайке алюминиевых и алюминиево-медных радиаторов? Иногда припой течет и хорошо смачивается, а иногда вообще не смачивается и ремонт не держится.
Во всех ремонтных работах, связанных с алюминием, одним из наиболее важных этапов является разрушение оксидного слоя на деталях, что позволяет припою соединиться с деталью. Если вы испытываете хороший поток припоя, но плохое соединение, следующий процесс пайки должен быть выполнен в быстрой последовательности:
Если вы испытываете хороший поток припоя, но плохое соединение, следующий процесс пайки должен быть выполнен в быстрой последовательности:
- Соединяемые детали следует почистить щеткой из нержавеющей стали, чтобы снять оксидное покрытие. Это «царапание» невидимого оксидного покрытия имеет решающее значение для растекания припоя и сцепления, или, если область соединения недоступна для царапания / требуется, чтобы припой затекал в узкую область между деталями, на область соединения следует нанести Kapp Golden Flux™ для разрушить оксидный слой.
- Детали следует нагревать до тех пор, пока флюс не начнет активироваться (закипать) и не станет желтым или коричневым. Не перегревайте флюс . Если флюс обугливается, он загрязняет ваш сустав. Затем вы должны дать деталям остыть и начать заново, убедившись, что все остатки флюса удалены .
- Примените стержень для припоя, , протащив стержень через ванночку для припоя, чтобы получить припой под любым оксидом, оставшимся на деталях. Не нагревайте стержень припоя напрямую!
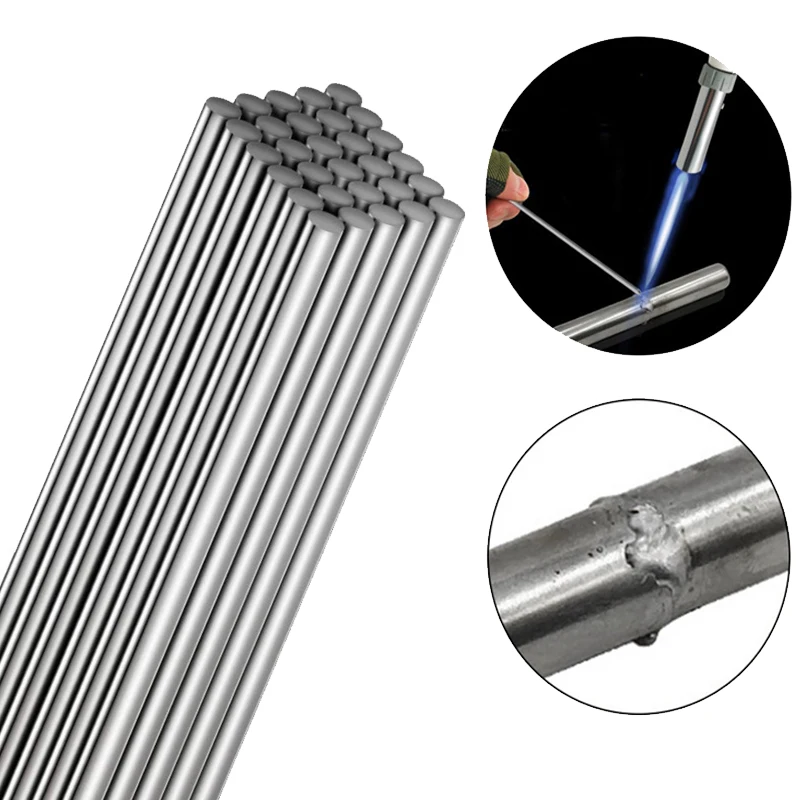 Не нагревайте стержень припоя напрямую!
Не нагревайте стержень припоя напрямую!- Трудно «запустить» припой на этом этапе? Флюс активируется, но вы перегреваете флюс и деталь, прежде чем припой потечет?
- Обычно это происходит из-за оксидного покрытия на самом стержне припоя, и вы можете выполнить следующие шаги для создания надежного соединения
- Почистите конец стержня припоя щеткой из нержавеющей стали, чтобы разрушить оксидное покрытие на стержне припоя
- Если проблема не устранена, нагрейте конец стержня припоя непосредственно источником тепла, чтобы смягчить припой и разрушить оксидный барьер для течения, а не полностью расплавить припой.
Я припаиваю медные контакты к медному проводу. Какой припой и флюс лучше использовать?
Прежде чем решить, какой припой и флюс лучше всего подходят для вашего медного соединения, необходимо ответить на 3 вопроса.
1) Нужно ли манипулировать швом до/во время его застывания?
- № : Стандартом электронной промышленности для электрических/электронных соединений медь-медь является KappZapp3. 5™ (96,5 % олова — 3,5 % серебра). Этот припой плавится и затвердевает при температуре 430°F / 221°C, поэтому после пайки остается мало времени на манипуляции с укладкой. Он чаще всего используется при автоматической пайке электрических соединений, чтобы свести к минимуму перегрев электрических компонентов и их повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше — меньше искажений, меньше сегрегации и т. д. Из-за единой температуры плавления/затвердевания затрудняется изменение положения проводов во время пайки и охлаждения. Вы либо перегреваете припой/флюс, либо вынуждены повторно нагревать соединение, что ослабляет соединение.
 5™ (96,5 % олова — 3,5 % серебра). Этот припой плавится и затвердевает при температуре 430°F / 221°C, поэтому после пайки остается мало времени на манипуляции с укладкой. Он чаще всего используется при автоматической пайке электрических соединений, чтобы свести к минимуму перегрев электрических компонентов и их повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше — меньше искажений, меньше сегрегации и т. д. Из-за единой температуры плавления/затвердевания затрудняется изменение положения проводов во время пайки и охлаждения. Вы либо перегреваете припой/флюс, либо вынуждены повторно нагревать соединение, что ослабляет соединение.
5™ (96,5 % олова — 3,5 % серебра). Этот припой плавится и затвердевает при температуре 430°F / 221°C, поэтому после пайки остается мало времени на манипуляции с укладкой. Он чаще всего используется при автоматической пайке электрических соединений, чтобы свести к минимуму перегрев электрических компонентов и их повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше — меньше искажений, меньше сегрегации и т. д. Из-за единой температуры плавления/затвердевания затрудняется изменение положения проводов во время пайки и охлаждения. Вы либо перегреваете припой/флюс, либо вынуждены повторно нагревать соединение, что ослабляет соединение.- Да: KappZapp4 (96 % олова / 4 % серебра) припой имеет диапазон температур от 430°F до 475°F (от 221°C до 246°C). Это позволяет производить некоторые манипуляции с деталями без существенного перегрева соединения. Ваш выбор зависит от того, как вы закрепляете детали для пайки и нужно ли вам регулировать детали во время пайки/охлаждения.

2) Вам нужен флюс для снятия оксидного слоя с соединения? И/или припою нужно затекать в тесное, недоступное пространство? Если да, используйте:
- Kapp Comet Flux™ или KappZapp3.5R. Kapp Comet Flux работает на неалюминиевых соединениях в диапазоне температур от 350°F до 550°F. Дополнительные характеристики см. в Паспорте безопасности (SDS). KappZapp3.5R имеет канифольный сердечник для пайки электрических/электронных компонентов. Это упрощает процесс пайки за счет нанесения флюса на место соединения с помощью того же прутка. Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
3) Вам требуется более прочное соединение, чтобы противостоять вибрации или нагрузкам? На чем-то вроде провода динамика или кондиционера? Если да, выберите один из следующих вариантов для вашего приложения:
- Промышленный стандарт громкоговорителей : KappZapp7 для соединения медного провода с выводами громкоговорителя в установках с высокой вибрацией. Это рекомендуется только в тех случаях, когда необходима более высокая прочность, поскольку вы нагреваете детали до более высоких температур от 430°F до 575°F (от 221°C до 302°C).
- Соединительный флюс: Kapp Copper-Bond Flux
 Это рекомендуется только в тех случаях, когда необходима более высокая прочность, поскольку вы нагреваете детали до более высоких температур от 430°F до 575°F (от 221°C до 302°C).
Это рекомендуется только в тех случаях, когда необходима более высокая прочность, поскольку вы нагреваете детали до более высоких температур от 430°F до 575°F (от 221°C до 302°C).- Электрическая/электронная пайка : припой KappZapp7™ доступен с канифольным сердечником (см. KappZapp 7R). Это упрощает процесс пайки за счет нанесения флюса на место соединения с помощью того же прутка. Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
Я припаиваю медные контакты к медному проводу в автомобильной аудиосистеме. Какой припой и флюс лучше использовать?
Промышленным стандартом динамиков для высококачественных аудио/видеосистем и динамиков является KappZapp7™. Этот припой широко используется меломанами и производителями акустических систем для соединения медного провода с медными выводами динамика в конфигурациях с высокой вибрацией .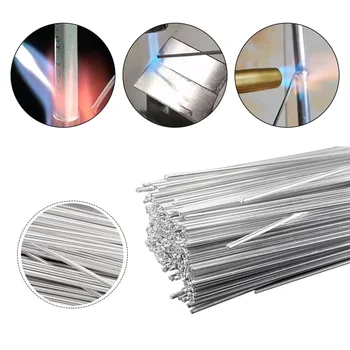 Это рекомендуется только в тех случаях, когда необходима более высокая прочность, поскольку вы нагреваете детали до более высоких температур от 430°F до 575°F (от 221°C до 302°C).
Это рекомендуется только в тех случаях, когда необходима более высокая прочность, поскольку вы нагреваете детали до более высоких температур от 430°F до 575°F (от 221°C до 302°C).
- Соединительный флюс: Kapp Copper-Bond Flux™
В качестве альтернативы доступен припой KappZapp7R™ с канифольным сердечником для пайки электрических/электронных компонентов. Этот упрощает процесс пайки за счет нанесения флюса на область соединения с использованием того же паяльного стержня . Флюс течет перед припоем, удаляя оксидный слой только в области стыка и только там, где это необходимо. Этот припой с канифолью чаще всего используется для ручной пайки электрических/электронных деталей.
Я ищу бессвинцовый припой для автомобильных кузовов, который хорошо работает со старой сталью, которая не выдерживает тепло сварки MIG.
С нашим бессвинцовым гальванитом™ легко работать, он обеспечивает прочную связь при ремонте кузова и наращивании швов. Он поставляется в форме стержня — 0,200 x 0,250 x 14 дюймов в длину. Galvanite™ имеет широкий диапазон температур от от 390°F до 570°F (от 200°C до 300°C). При нагревании суспензии можно легко придать форму и распределить, чтобы она идеально смешивалась с существующими стальными поверхностями. Во многих ремонтных работах стальная поверхность обрабатывается щеткой из нержавеющей стали. Затем той же кистью или шпателем распределяют и выравнивают гальванитовое покрытие по мере его остывания. Покрытие из гальванита может иметь значительную толщину, даже на вертикальных поверхностях.
Он поставляется в форме стержня — 0,200 x 0,250 x 14 дюймов в длину. Galvanite™ имеет широкий диапазон температур от от 390°F до 570°F (от 200°C до 300°C). При нагревании суспензии можно легко придать форму и распределить, чтобы она идеально смешивалась с существующими стальными поверхностями. Во многих ремонтных работах стальная поверхность обрабатывается щеткой из нержавеющей стали. Затем той же кистью или шпателем распределяют и выравнивают гальванитовое покрытие по мере его остывания. Покрытие из гальванита может иметь значительную толщину, даже на вертикальных поверхностях.
Я пытаюсь спаять провода из нержавеющей стали и меди. Имеющиеся у нас оловянно-свинцовые припои не обладают той прочностью, температурным диапазоном или пластичностью, которые нам нужны в конечной части. Какой припой следует использовать для пайки этих разнородных металлов?
Нержавеющая сталь обычно немагнитна и часто имеет матовое серебристое покрытие, в то время как сплавы из нержавеющей стали с высоким содержанием никеля или хрома могут быть очень блестящими и иметь зеркальную поверхность. Эти 9Высокополированные сплавы 0005 гораздо труднее паять из-за очень прочного оксидного слоя . Обычно они требуют физического разрушения оксидного слоя с помощью проволочной щетки или шлифования, а также химического удаления оксидного слоя с помощью кислотного флюса.
Эти 9Высокополированные сплавы 0005 гораздо труднее паять из-за очень прочного оксидного слоя . Обычно они требуют физического разрушения оксидного слоя с помощью проволочной щетки или шлифования, а также химического удаления оксидного слоя с помощью кислотного флюса.
Ваша потребность в более широком диапазоне температур, а также в более высокой прочности и пластичности приводит вас к припоям KappZapp™ олово/серебро. Какой сплав олова/серебра лучше всего подходит для соединения нержавеющей стали с медью, обычно определяется четырьмя критериями:
- Прочность/вибростойкость
- Электропроводность
- Стоимость и
- Канифоль порошковая, кислотная порошковая или сплошная проволока
Как показано на приведенной ниже диаграмме, прочность, вибростойкость и электропроводность увеличиваются с увеличением содержания серебра (Ag) в припое KappZapp™. Цена также увеличивается с содержанием серебра. Задача состоит в том, чтобы выбрать припой, отвечающий вашим потребностям, не покупая больше серебра, чем вам нужно!
Состав | 96. | 96Sn — 4Ag | 93Sn — 7Ag |
Солидус(°F) /(°C) | 430°F / 221°C | 430°F / 221°C | 430°F / 221°C |
Ликвидус(°F) /(°C) | 430°F / 221°C | 475°F / 246°C | 570°F / 299°C |
Прочность на растяжение (медь) | 14 000 фунтов на кв. дюйм | 14 000 фунтов на кв. дюйм | 15 500 фунтов на кв. дюйм |
Прочность на растяжение (нержавеющая сталь) | 25 000 фунтов на кв. дюйм | 28 000 фунтов на кв. | 31 000 фунтов на кв. дюйм |
Прочность на сдвиг | 11 600 фунтов на кв. дюйм | 12 000 фунтов на кв. дюйм | 14 000 фунтов на кв. дюйм |
Удлинение | 48% | 49% | 49% |
Электропроводность (% IACS) | 16,4 | 16,5 | 20,1 |
 5Sn — 3.5Ag
5Sn — 3.5Ag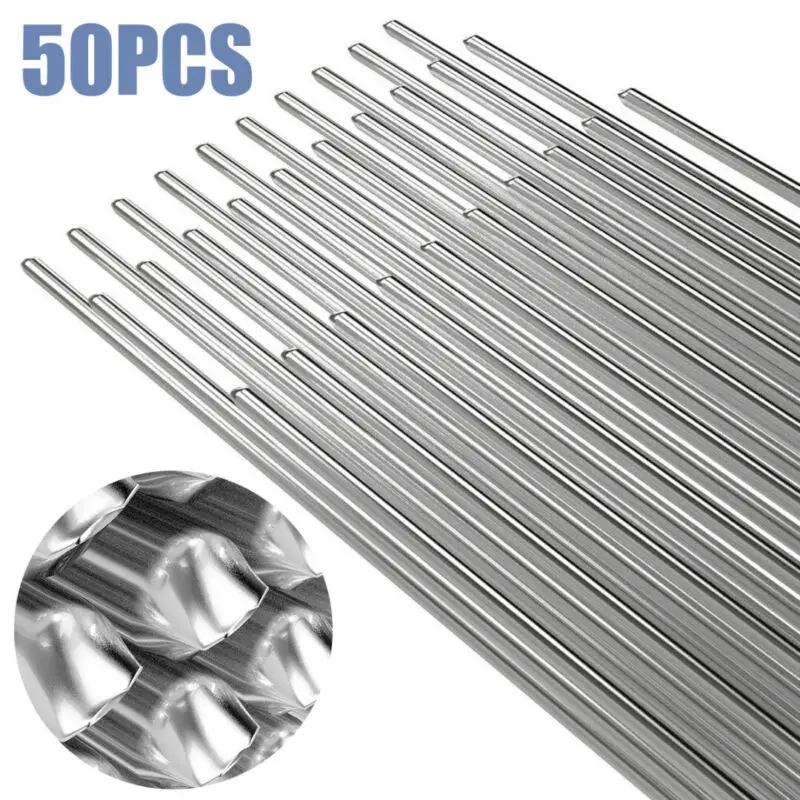 дюйм
дюйм Наконец, вы должны выбрать между сплошной проволокой, кислотной проволокой и порошковой проволокой с канифолью. 9Проще всего использовать порошковые проволоки марки 0005 марки , поскольку флюс для удаления оксидного слоя с деталей заключен в центр проволоки. При нагреве деталей до температуры плавления припоя флюс вытекает и разрушает оксидный слой. Это обеспечивает прочную металлическую связь между припоем и деталями за один этап. Когда используется твердая припойная проволока, оксидный слой на деталях должен быть разрушен путем физического перемешивания щеткой из нержавеющей стали или наждачной бумагой, либо с помощью отдельной жидкости или пастообразного флюса.
При нагреве деталей до температуры плавления припоя флюс вытекает и разрушает оксидный слой. Это обеспечивает прочную металлическую связь между припоем и деталями за один этап. Когда используется твердая припойная проволока, оксидный слой на деталях должен быть разрушен путем физического перемешивания щеткой из нержавеющей стали или наждачной бумагой, либо с помощью отдельной жидкости или пастообразного флюса.
Ультразвуковая пайка алюминия
Лицензионное соглашение ASTM
ВАЖНО – ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ЗАГРУЗКОЙ ЭТОГО ДОКУМЕНТА.
Загружая документ ASTM, вы заключаете договор и признаете, что
у вас есть
читать
настоящего Лицензионного соглашения, что вы понимаете его и соглашаетесь соблюдать его
условия. Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу.
без
скачивание
документ ASTM.
Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу.
без
скачивание
документ ASTM.
Пожалуйста, нажмите здесь для просмотра лицензионного соглашения для образовательных учреждений.
Собственность. Этот документ защищен авторским правом ASTM International (ASTM), 100
Барр Харбор Драйв, Западный Коншохокен, Пенсильвания, 19428-2959, США.
Все права защищены. Вы (Лицензиат) не имеете прав собственности или других прав на Документ ASTM.
Это не продажа; все права, право собственности и интересы в документе ASTM (как в электронном файле
и печатная копия) принадлежат ASTM. Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM.
Документ.
Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM.
Документ.
Ограниченная лицензия. ASTM предоставляет вам ограниченную лицензию без права передачи следующим образом:
Право на загрузку электронного файла настоящего документа ASTM для временного хранения на одном
компьютер для просмотра и/или печати одной копии документа ASTM
для отдельных
использовать.
Ни электронный файл, ни одиночная распечатка не могут быть воспроизведены каким-либо образом.
Кроме того, электронный файл не может распространяться где-либо еще по компьютерным сетям или
в противном случае.
То есть электронный файл нельзя отправить по электронной почте, скачать на диск, скопировать на другой жесткий диск. диск или иным образом общий доступ. Одна печатная копия может быть распространена только среди других
сотрудники для их внутреннего использования в вашей организации; его нельзя копировать.
Этот документ ASTM не может быть продан или перепродан, сдан в аренду, сдан в аренду, одолжен или
сублицензия. Абонент будет нести ответственность за весь контроль доступа и безопасность
меры, необходимые для того, чтобы IP-адреса Абонента не использовались для
получать доступ к журналам, кроме авторизованных Пользователей.
диск или иным образом общий доступ. Одна печатная копия может быть распространена только среди других
сотрудники для их внутреннего использования в вашей организации; его нельзя копировать.
Этот документ ASTM не может быть продан или перепродан, сдан в аренду, сдан в аренду, одолжен или
сублицензия. Абонент будет нести ответственность за весь контроль доступа и безопасность
меры, необходимые для того, чтобы IP-адреса Абонента не использовались для
получать доступ к журналам, кроме авторизованных Пользователей.
ASTM International предоставляет подписчикам и авторизованным Пользователи у Абонента Авторизованы
Сайт , онлайн-доступ к журналу ASTM, для которого Подписчик поддерживает текущую
подписка
к печатной или онлайн-версии. Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; Эл. адрес: [email protected]
Этот грант распространяется только на Подписчика и таких Уполномоченных
Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А.
журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West
Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; Эл. адрес: [email protected]
Проверка: ASTM имеет право проверять соблюдение настоящей Лицензии.
Соглашение за свой счет и в любое время в течение обычного рабочего дня. Для этого
ASTM привлечет независимого консультанта при условии соблюдения соглашения о конфиденциальности для рассмотрения
использование вами документов ASTM. Вы соглашаетесь разрешить доступ к вашей информации и компьютерным системам
для этой цели.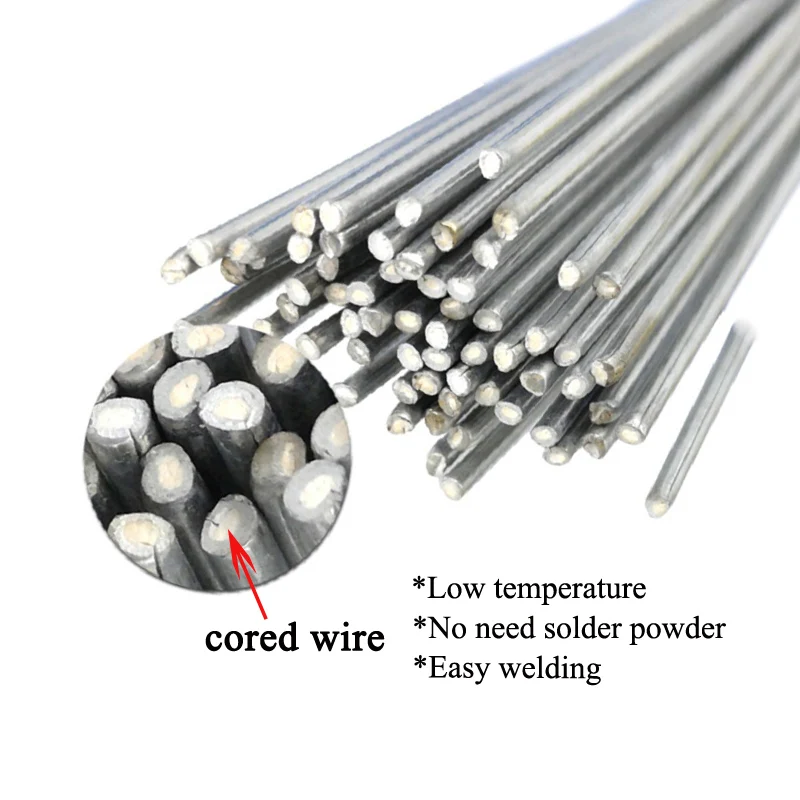 Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
в рабочее время и таким образом, чтобы необоснованно не мешать вашей деятельности. Если
проверка выявляет нелицензионное использование документов ASTM, вы должны возместить ASTM расходы
понесенные при проверке и возмещении ASTM за любое нелицензионное использование. Вызывая эту процедуру,
ASTM не отказывается от каких-либо прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности.
собственности иными способами, разрешенными законом.
Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
в рабочее время и таким образом, чтобы необоснованно не мешать вашей деятельности. Если
проверка выявляет нелицензионное использование документов ASTM, вы должны возместить ASTM расходы
понесенные при проверке и возмещении ASTM за любое нелицензионное использование. Вызывая эту процедуру,
ASTM не отказывается от каких-либо прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности.
собственности иными способами, разрешенными законом.
Пароли. Вы должны немедленно уведомить ASTM о любом известном или предполагаемом
несанкционированное использование вашего пароля или любое известное или предполагаемое нарушение безопасности, в том числе
потеря, кража или несанкционированное раскрытие вашего пароля или любой несанкционированный доступ или использование
документа ASTM. Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Вы несете единоличную ответственность за сохранение конфиденциальности ваших
пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Определения. Для целей настоящей Лицензии авторизованный сайт является
локализованный сайт
(одно географическое местоположение), находящееся под единым управлением в одном месте. Для
Подписчик с местонахождением более чем в одном городе, каждый город считается отдельным сайтом.
Для Подписчика, имеющего несколько местоположений в одном городе, каждое место считается
другой сайт. (Если вам нужен онлайн-доступ к нескольким сайтам, свяжитесь с Кэти
Hooper, ASTM International, по адресу [email protected] или по телефону: 610-832-9.634). Авторизованный
Пользователь означает
только сотрудники, преподаватели, сотрудники и студенты, официально связанные с Подписчиком в
Авторизованный сайт, а также лица, имеющие законный доступ к фондам и объектам библиотеки. на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке.
Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых
администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными
администрации. Например, сотрудник Абонента может считаться
Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую
город; однако сотрудники филиала или объекта в другом городе не считаются
Авторизованные пользователи. Подписчик — физическое или юридическое лицо, подписавшееся на
журнал ASTM
и согласился с условиями этой ограниченной лицензии.
Прекращение. Настоящее Соглашение действует до момента расторжения. Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Вы можете расторгнуть настоящее Соглашение в любое время путем
уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Применимое право, место проведения, юрисдикция. Настоящее Соглашение должно толковаться и толковаться в соответствии с законодательством Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения в штате и федеральные суды Пенсильвании для разрешения любых споров, которые могут возникнуть в связи с настоящим Соглашением. Ты также соглашаетесь отказаться от любых претензий на неприкосновенность, которыми вы можете обладать.
Интеграция. Настоящее Соглашение представляет собой полное соглашение между вами и ASTM в отношении его предмета. Это
заменяет все предыдущие или одновременные устные или письменные сообщения, предложения,
заявлений и гарантий и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого
цитата, заказ, подтверждение или другое сообщение между сторонами, относящееся к его предмету
вопрос в течение срока действия настоящего Соглашения. Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Отказ от гарантии. Если не указано иное в настоящем Соглашении, все явные или подразумеваемые условия, заявления и гарантии, включая любые подразумеваемые гарантии товарного состояния, пригодности для определенной цели или ненарушение прав, за исключением случаев, когда эти отказы считаются юридически недействительным.
Ограничение ответственности. В той мере, в какой это не запрещено законом, ASTM ни при каких обстоятельствах не будет нести ответственность за любые потери, повреждения, утерю
данных или за особый, косвенный, косвенный или штрафной ущерб, независимо от того,
теория ответственности, возникающая в связи с использованием или загрузкой ASTM
Документ. Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную вами по настоящей Лицензии.
Соглашение.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную вами по настоящей Лицензии.
Соглашение.
Эти документы защищены авторским правом ASTM International, 100 Barr Harbour Drive, PO Box C700, West. Коншохокен, Пенсильвания 19428-2959 США. Все права защищены.
Пайка под давлением при литье алюминия под давлением (Конференция)
Пайка под давлением при литье алюминия под давлением (Конференция) | ОСТИ.GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
Два типа испытаний, испытания погружением и испытания покрытия погружением были проведены на небольших стальных цилиндрах с использованием чистого алюминия и сплава 380 для исследования механизма пайки штампов во время литья алюминия под давлением. С помощью оптической и растровой электронной микроскопии изучены морфология и состав фаз, образующихся при пайке. Механизм пайки постулируется на основе экспериментальных наблюдений. Постулируется критическая температура пайки, при которой железо начинает реагировать с алюминием с образованием богатой алюминием жидкой фазы и твердых интерметаллических соединений. Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.
С помощью оптической и растровой электронной микроскопии изучены морфология и состав фаз, образующихся при пайке. Механизм пайки постулируется на основе экспериментальных наблюдений. Постулируется критическая температура пайки, при которой железо начинает реагировать с алюминием с образованием богатой алюминием жидкой фазы и твердых интерметаллических соединений. Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.
- Авторов:
- Хан, Кью; Кеник, ЕА; Вишванатан, С.

- Дата публикации:
- Исследовательская организация:
- Национальная лаборатория Ок-Ридж. (ORNL), Ок-Ридж, Теннесси (США)
- Организация-спонсор:
- Департамент науки Министерства сельского хозяйства США (США)
- Идентификатор ОСТИ:
- 755660
- Номер(а) отчета:
- ОРНЛ/СР-106473
РНН: Ah300034%%89
- Номер контракта с Министерством энергетики:
- АК05-00ОР22725
- Тип ресурса:
- Конференция
- Отношение ресурсов:
- Конференция: Конференция TMS 2000, место не указано, 15. 03.2000; Другая информация: PBD: 15 марта 2000 г. .
 03.2000; Другая информация: PBD: 15 марта 2000 г.
03.2000; Другая информация: PBD: 15 марта 2000 г.- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 36 МАТЕРИАЛОВЕДЕНИЕ; АЛЮМИНИЙ; АЛЮМИНИЕВЫЕ СПЛАВЫ; КАСТИНГ; ПАЯКА; ЭТАПНЫЕ ИССЛЕДОВАНИЯ; УМИРАЕТ; МОРФОЛОГИЯ; ЗАТВЕРЖДЕНИЕ; СТАЛИ
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Хан, К., Кеник, Э.А., и Вишванатан, С. Пайка под давлением при литье алюминия под давлением . США: Н. П., 2000.
Веб.
Копировать в буфер обмена
Хан, К. , Кеник, Э.А., и Вишванатан, С. Пайка под давлением при литье алюминия под давлением . Соединенные Штаты.
, Кеник, Э.А., и Вишванатан, С. Пайка под давлением при литье алюминия под давлением . Соединенные Штаты.
Копировать в буфер обмена
Хан, К., Кеник, Э.А., и Вишванатан, С. 2000.
«Пайка под давлением при литье алюминия под давлением». Соединенные Штаты. https://www.osti.gov/servlets/purl/755660.
Копировать в буфер обмена
@статья{osti_755660,
title = {Пайка под давлением при литье алюминия под давлением},
автор = {Хан, Q и Кеник, EA и Вишванатан, S},
abstractNote = {Два типа испытаний: испытания погружением и испытания погружением были проведены на небольших стальных цилиндрах с использованием чистого алюминия и сплава 380 для исследования механизма пайки штампов во время литья алюминия под давлением. С помощью оптической и растровой электронной микроскопии изучены морфология и состав фаз, образующихся при пайке. Механизм пайки постулируется на основе экспериментальных наблюдений. Постулируется критическая температура пайки, при которой железо начинает реагировать с алюминием с образованием богатой алюминием жидкой фазы и твердых интерметаллических соединений. Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.},
Механизм пайки постулируется на основе экспериментальных наблюдений. Постулируется критическая температура пайки, при которой железо начинает реагировать с алюминием с образованием богатой алюминием жидкой фазы и твердых интерметаллических соединений. Когда температура на поверхности кокиля превышает эту критическую температуру, богатая алюминием фаза становится жидкой и при последующем затвердевании соединяет кокиль с отливкой. В статье рассмотрен механизм пайки для случая литья чистого алюминия и сплава 380 в стальную форму, факторы, способствующие пайке, и прочность связи, образующейся при пайке. условиях, богатый алюминием слой припоя может также образовываться поверх интерметаллического слоя. Хотя было проведено значительное количество исследований природы этих интерметаллидов, мало что известно об условиях, при которых происходит пайка.},
дои = {},
URL = {https://www.osti.gov/biblio/755660},
журнал = {},
номер =,
объем = ,
место = {США},
год = {2000},
месяц = {3}
}
Копировать в буфер обмена
Просмотр конференции (0,81 МБ)
Дополнительную информацию о получении полнотекстового документа см. в разделе «Доступность документа». Постоянные посетители библиотек могут искать в WorldCat библиотеки, в которых проводится эта конференция.
в разделе «Доступность документа». Постоянные посетители библиотек могут искать в WorldCat библиотеки, в которых проводится эта конференция.
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Топ-15 лучших припоев для алюминия по отзывам 2022 — BNB
Покупка любого предмета в Интернете может стать одной из самых сложных задач, которые вы когда-либо решали. Это требует глубокого изучения, а также страха перед покупкой продукта, который не соответствует вашим потребностям. Есть множество факторов, о которых следует подумать, прежде чем совершить покупку.
Есть множество факторов, о которых следует подумать, прежде чем совершить покупку.
Если вы ищете самый популярный припой для алюминия, который вы нашли, вы находитесь в правильном месте. Мы здесь, чтобы провести вас через каждый шаг процесса, который вам необходимо понять, чтобы принять решение, которое оставит вам надежный предмет.
В этой статье мы написали подробные обзоры лучших припоев для алюминия и сопровождаем их подробным руководством по покупке, чтобы убедиться, что вы получите всю необходимую информацию одним щелчком мыши. Поскольку каждый из них уникален по своим преимуществам, приложениям и функциям, это руководство поможет вам понять различия. Кроме того, выберите, какой из них наиболее важен для вас.
Тем не менее, приступим.
Эта таблица будет очень полезна для выбора лучшего продукта
| 1 | Алюминиевый припой Sn Ag Flux Core по Алюминий | 9. | ||
| 2 | Сварочные стержни для пайки алюминия Bernzomatic AL с по Бернзоматик | 9.1 | ||
| 3 | Алюминиевые сварочные стержни — Pack Universal Low Temperature по Алюминий | 9,4 | ||
| 4 | Стержни из алюминиевого сплава — сделано в США, как видно по алюмалой | 8,9 | ||
| 5 | Кусочки Алюминиевые стержни с флюсовым сердечником Низкотемпературные по Частей | 9,8 | ||
| 6 | Набор для пайки алюминия Harris K Al-Solder по Харрис | 9 | ||
| 7 | Мягкий алюминиевый припой Uniweld P KD S по Юнивелд | 9,5 | ||
| 8 | KappAloy Алюминий Диаметр припоя малый по КаппАлой | 9,8 | ||
| 9 | J A фунт Низкотемпературная пайка алюминия по Дж | 9,8 | ||
| 10 | KappAloy Алюминий Средний диаметр припоя по КаппАлой | 9,8 |
 1
115 Лучший припой для алюминия.

Оценка редакции
9.2
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Бессвинцовый
- Плавится при 430 F.
- Катушка 1/4 фунта
- Содержит алюминиевый флюсовый сердечник
Дополнительная информация:
| Торговая марка | Алюминий |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 7 |
| Ширина | 22 |
| Длина | 21 |
| Вес | 92,27 |
Показатель популярности 9.1
Показатель качества 9.6
Показатель тональности 9.6
Оценка редакции
9. 4
4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Рабочая температура: 700-750 градусов
- Сделано в США
- Вес упаковки: 0,01 фунта
- Твердость по Бринеллю: 100
Дополнительная информация:
| Торговая марка | Бернзоматик |
| Цвет | Черный |
| Артикул Размеры | |
| Высота | 9 |
| Ширина | 41 |
| Длина | 21 |
| Вес | 29.08 |
Показатель популярности 9.5
Показатель качества 9
Показатель тональности 9.5
Оценка редакции
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- ВЫСОКОКАЧЕСТВЕННЫЙ МАТЕРИАЛ: изготовлен из алюминиевого материала, нетоксичен, не имеет запаха и долговечен.
- PERFECTWELDING EFFECT: разработан с полным и гладким эффектом сварки, поскольку изделие имеет внутренний порошок, отличную свариваемость и коррозионную стойкость, высокую теплопроводность, высокую электропроводность и отличные рабочие характеристики.
- ПОРОШОК ДЛЯ ПРИПОЯ НЕ ТРЕБУЕТСЯ: нет необходимости использовать другой порошковый флюс с алюминиевым сплавом в качестве сварочного сердечника и покрытия в качестве солевой основы.
- ПРИМЕНЕНИЕ: включает сварочную присадочную проволоку и проволоку для металлизации распылением и пламенем. Он также используется для аргонно-дуговой сварки и наполнения чистого алюминия, соединения с алюминиевой шиной и направляющим стержнем электролитического алюминиевого завода и электроэнергетики, химии, продуктов питания и т. Д.
- ШИРОКОЕ ПРИМЕНЕНИЕ: подходит для сварки или наплавки сплавов с высокой прочностью, хорошей ковкостью и хорошей коррозионной стойкостью.

Дополнительная информация:
| Торговая марка | Алюминий |
| Цвет | Неизвестно |
| Артикул Размеры | |
| Высота | 6 |
| Ширина | 28 |
| Длина | 29 |
| Вес | 41,2 |
Показатель популярности 9. 8
8
Показатель качества 9.6
Показатель настроения 9
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- СДЕЛАНО В США: Alumaloy является экологически чистым продуктом. Это дает вам возможность больше ремонтировать и меньше выбрасывать. Экономия денег и планеты одновременно. В отличие от других специальных ремонтных стержней, Alumaloy не содержит свинца, олова и кадмия. Alumaloy с гордостью производится в Соединенных Штатах Америки!
- ПОСТОЯННОЕ: Алюмалой специально разработан для прочного постоянного ремонта, который может длиться всю жизнь. Спецификации включают в себя: предел прочности на растяжение фунтов/кв. дюйм 39 000, сжатие Str.lb/кв. дюйм 60 000, срок годности неограничен. Алюмалой — это долгожданное дополнение к любому ящику для инструментов, и он со 100% гарантией подойдет вам. Каждый стержень имеет длину примерно 1/8 x 18 дюймов.
- НЕ БЕСПОКОИТЬСЯ: алюмалой плавится при температуре 728 градусов по Фаренгейту, что дает вам возможность восстанавливать самые тонкие и самые толстые металлы, не беспокоясь о короблении или деформации. Alumaloy даже ремонтирует металл горшка; один из самых сложных в ремонте цветных металлов в мире!
- ПРОСТОЕ В ИСПОЛЬЗОВАНИИ: Alumaloy прост как раз-два-три. Просто очистите основной металл, нагрейте основной металл, а НЕ СТЕРЖЕНЬ из алюминиевого сплава, отремонтируйте и сэкономьте сотни долларов. Пожалуйста, обратитесь к обучающему видео.
- РЕМОНТ: С стержнями в два раза длиннее, чем у конкурентов, Alumaloy ремонтирует или изготавливает практически все, что сделано из алюминия, чугуна или оцинкованной стали. Используйте что-то простое, например, пропановую горелку. Флюс не нужен! Вы можете ремонтировать лодки, опоры, штормовые двери, желоба, антиквариат, инструменты, конденсаторы, пресс-формы, ободья, линии кондиционирования воздуха, охлаждающие змеевики, корпус колокола, понтоны, коробки передач и многое другое.
 Каждый стержень имеет длину примерно 1/8 x 18 дюймов.
Каждый стержень имеет длину примерно 1/8 x 18 дюймов.
Дополнительная информация:
| Торговая марка | Алюмалой |
| Цвет | Серебро |
| Артикул Размеры | |
| Высота | 19 |
| Ширина | 45 |
| Длина | 29 |
| Вес | 32,15 |
Показатель популярности 9.7
Показатель качества 9.1
Показатель настроения 8.9
Оценка редакции
9.2
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- ШИРОКОЕ ИСПОЛЬЗОВАНИЕ: Легкоплавкие алюминиевые сварочные палочки подходят для сварки или наплавки алюминия, алюминиевых сплавов, алюминиево-магниевых сплавов и других белых металлов.
- ПОРОШОК ДЛЯ ПРИПОЯ НЕ ТРЕБУЕТСЯ: Эти алюминиевые стержни представляют собой сварочные стержни с флюсовой сердцевиной, не требуют порошка припоя, других материалов и просты в использовании.
- ИДЕАЛЬНЫЙ ЭФФЕКТ СВАРКИ: Эти алюминиевые сварочные стержни обладают отличным сварочным эффектом, с низкой температурой плавления, отличной свариваемостью и коррозионной стойкостью, высокой теплопроводностью, высокой электропроводностью.
- ВЫСОКОКАЧЕСТВЕННЫЙ МАТЕРИАЛ: Низкотемпературные алюминиевые стержни для пайки с флюсом изготовлены из алюминиевого материала, нетоксичного, без запаха и прочного материала.
- ПОСЛЕПРОДАЖНОЕ ОБСЛУЖИВАНИЕ: По какой-либо причине, если вы не удовлетворены своей покупкой, свяжитесь с нами напрямую, и мы немедленно решим эту проблему для вас.

Дополнительная информация:
| Торговая марка | штук |
| Цвет | Кремовый |
| Артикул Размеры | |
| Высота | 13 |
| Ширина | 33 |
| Длина | 33 |
| Вес | 12,71 |
Показатель популярности 9. 1
1
Показатель качества 9.8
Показатель тональности 9.3
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Ликвидус — 482°F
- Прочность на растяжение — до 20 000 PSI
- Солидус — 391°F
- Хорошее совпадение цвета на отлитых под давлением алюминии и цинка
Дополнительная информация:
| Торговая марка | Харрис |
| Цвет | Белый |
| Артикул Размеры | |
| Высота | 3 |
| Ширина | 44 |
| Длина | 22 |
| Вес | 88,75 |
Показатель популярности 9.7
Показатель качества 9.8
Показатель тональности 8. 9
9
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Аппликатор флюса с металлическим наконечником облегчает нанесение флюса в труднодоступных местах и позволяет добавлять больше флюса, не расплавляя аппликатор
- Набор для мягкого припоя для соединения алюминия с алюминием и алюминия с медью или латунью бутыль с флюсом, 10-футовая катушка алюминиевого припоя и аппликатор флюса с металлическим наконечником
- Дополнительная информация:
Торговая марка Юнивелд Цвет Многоцветный Артикул Размеры Высота 5 Ширина 23 Длина 36 Вес 23,52 Показатель популярности 9,8
Показатель качества 9.
6Оценка тональности 9,7
Оценка редакции
9,7
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Припой алюминия к алюминию и/или меди с помощью паяльника или пропановой горелки.
- Самый низкотемпературный высокопрочный алюминиевый припой.
- Температура плавления 390F/199C сводит к минимуму нагрев хрупких электронных компонентов.
- Отличная текучесть и капиллярное действие с Kapp Golden Flux
Дополнительная информация:
Торговая марка КапАлой Цвет Серый Артикул Размеры Высота 5 Ширина 34 Длина 30 Вес 81,52 Показатель популярности 9.
1Показатель качества 9.6
Показатель тональности 9.7
Оценка редакции
9,5
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- 【Низкая температура 】Температура жидкой фазы составляет 1034°F. Температура, при которой он плавится из твердого состояния в жидкое, составляет 1034°F.
- 【Отличная производительность】Высокопрочный, легкотекучий, неагрессивный флюс Подходит для сварки алюминия и алюминия.
- 【Без флюса】 Вам НЕ нужен флюс при пайке алюминиевыми прутками.
- 【Выполняет свою работу】Нет необходимости в дорогостоящем обучении или оборудовании, вы можете легко использовать это, будь то новичок или профессионал — Легко.
- 【Самофлюс 】Это означает, что жидкость для пайки алюминиевых стержней обладает очень хорошей текучестью, она будет течь во всех направлениях по плоской поверхности и проникать в глубокие неглубокие зазоры между свариваемыми деталями.
Дополнительная информация:
Торговая марка Дж Цвет Кремовый Артикул Размеры Высота 14 Ширина 39 Длина 23 Вес 74,69 Показатель популярности 9.8
Показатель качества 9.6
Показатель настроения 8.9
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- KappAloy9 — 1/16″ Solid Care x Катушка 1/2 фунта. Мягкий припой 390F / 200C для соединения алюминия с алюминием и медью.
Дополнительная информация:
Торговая марка КапАлой Цвет Серый Артикул Размеры Высота 13 Ширина 29 Длина 29 Вес 84,67 Оценка популярности 9.
5Показатель качества 9.5
Показатель тональности 9.3
Оценка редакции
9.4
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Паяльная паста
Дополнительная информация:
Торговая марка Чип Цвет Серый Артикул Размеры Высота 14 Ширина 31 Длина 36 Вес 84.07 Показатель популярности 9.4
Показатель качества 9.2
Показатель тональности 9.4
Редакционная оценка
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Продукт изготовлен в Китае
- 0,062 Диаметр
- Неэлектрические применения
- Продукт имеет вес 0,40 унции 0,062 Спец. Дополнительная информация:
Марка Альфа Цвет Серый Артикул Размеры Высота 18 Ширина 42 Длина 26 Вес 67,29 Показатель популярности 9.1
Показатель качества 9.3
Показатель тональности 9
Оценка редакции
9.1
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- Сильное всасывание помогает эффективно удалить припой и защищает печатную плату
- Просто нажмите на кнопочный переключатель, чтобы начать работу. Позволяет работать одной рукой
- Маленький и портативный, легко чистится
- Рукоятка из качественного алюминиевого сплава обеспечивает долгий срок службы
Дополнительная информация:
Торговая марка Демонтаж Цвет Серебро Артикул Размеры Высота 6 Ширина 26 Длина 30 Вес 58,18 Показатель популярности 9.
5Показатель качества 9.5
Показатель тональности 9
Оценка редакции
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- 【ПРЕВОСХОДНАЯ СВАРОЧНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ】 — Алюминиевая порошковая проволока имеет отличные сварочные характеристики при использовании, а сварочный эффект полный и гладкий.
- 【НЕКОРРОЗИОННЫЕ ОСТАТКИ СВАРКИ】 — Остаток флюса на алюминиевой порошковой проволоке не вызывает коррозии, не впитывает влагу и прочно прилипает.
- 【ОТЛИЧНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ】 — Температура плавления этой проволоки с алюминиевым сердечником низкая. После сварки герметизация сварной детали очень хорошая.
- 【ПРОСТОЙ В ИСПОЛЬЗОВАНИИ】 — Алюминиевая порошковая проволока может использоваться напрямую без необходимости использования других порошковых флюсов.
- 【ПОДХОДИТ ДЛЯ】 — Этот сварочный пруток широко используется для сварки медной и алюминиевой проволоки радиаторов, двигателей, аккумуляторов, бытовой техники и других изделий.
Дополнительная информация:
Торговая марка Сварка Цвет Неизвестно Артикул Размеры Высота 10 Ширина 21 Длина 36 Вес 27,24 Показатель популярности 9.6
Показатель качества 9.1
Показатель настроения 9.2
Оценка редакции
9.3
Посмотреть на Амазоне Найти на Ebay Отзывы клиентов
Выделенные функции
- ПРИМЕНЕНИЕ: Серебряный припой используется для сварки медных труб холодильников, медных труб кондиционеров и медных водопроводных труб, а также для фитингов холодильных труб. Серебряные припои обладают хорошей текучестью во время сварки, сильным уплотнением и могут затекать в небольшие пространства.
- ОБСЛУЖИВАНИЕ: Если у вас возникнут проблемы в процессе использования сварочной проволоки, пожалуйста, не стесняйтесь обращаться к нам немедленно, мы решим все проблемы за вас. И мы с нетерпением ждем ваших предложений по сварочному электроду, мы будем продолжать улучшать продукты и обслуживать вас лучше.
- МАТЕРИАЛ: 25 круглых стержней для серебряного припоя 9,84” x 0,04” входят в комплект. Химический состав припоя: серебро (Ag): 14,86%, фосфор (P): 5,23%, медь (Cu): остальное.
- ПРЕИМУЩЕСТВА: Диапазон температур пайки: 1193°F-1472°F. Солидус: 1193°F, Ликвидус: 1472°F. Прочность на растяжение (РМ): 838 МПа. По сравнению с медными припоями, припои с содержанием серебра 15% имеют более низкую температуру сварки и лучшую смачиваемость при сварке.
- УПАКОВКА: упаковка сварочного электрода Cloud Fire была оптимизирована и упакована в герметичную алюминиевую трубку, что может эффективно уменьшить возникновение влаги и других событий по сравнению с другой упаковкой. Крышки на обоих концах также можно открывать для удобства хранения и использования.
Дополнительная информация:
Торговая марка Палочки Цвет Серебро Артикул Размеры Высота 20 Ширина 32 Длина 28 Вес 28.04 На что обратить внимание перед покупкой лучшего припоя для алюминия
Припой для алюминия
Цена
Цена имеет значение. Хороший продукт должен быть доступен среднему покупателю. Если цена превышает общую наценку, то это становится проблемой.
Иногда бизнес склонен устанавливать необычно высокую цену на свой продукт, думая, что может обмануть покупателей. Что неправильно. Продукт может быть дорогим только в том случае, если он превосходит по качеству и ценности, которые он обеспечивает, по сравнению с аналогами.
Даже в этом случае цена должна быть доступна обычному человеку. Поэтому, когда вы покупаете припой для алюминия, обязательно сравните цену с другими продуктами, чтобы выбрать то, что подходит именно вам.
Материал
Материал, из которого изготовлен продукт, так же важен, как и цена. Вы хотите купить продукт по низкой цене, но не хотите жертвовать качеством материала, верно?
Поэтому необходимо найти баланс между разумной ценой и качеством материала. Материал, который используется для изготовления изделия, должен соответствовать определенному стандарту. Низкокачественный или дешевый материал приведет к плохому продукту.
Пользовательский опыт
Неважно, продукт это или услуга; Вы же не хотите быть неудовлетворенным этим, верно?
Как пользователь, вы хотите получить максимальное удовольствие от использования припоя для алюминия. Вот почему пользовательский опыт является решающим фактором, который следует учитывать. Даже если цена продукта разумна и сделана из качественного материала, если он неудобен в использовании, то какой смысл его использовать?
Долговечность
Не может быть компромисса, когда речь идет о долговечности продукта.
Если ваш продукт приходит в негодность уже через несколько дней после покупки, то он того не стоит.Хороший продукт должен хотя бы некоторое время оставаться в рабочем состоянии. В противном случае его покупка – пустая трата денег. Поэтому обязательно узнайте, насколько прочен продукт и как долго он прослужит.
Упаковка
Продукт должен иметь надлежащую упаковку. Если вы получаете свой продукт по доставке, вы не хотите, чтобы он был поврежден каким-либо образом. Надлежащая упаковка обеспечивает сохранность продукта, обеспечивая дополнительную безопасность.
Дизайн
Дизайн продукта должен быть удобным для пользователя. Хороший продукт должен быть разработан таким образом, чтобы сделать его более удобным для пользователей. Производители проводят тщательные исследования, прежде чем принять решение о дизайне своего продукта.
У хорошего продукта никогда не бывает сложного или сложного в использовании дизайна.
Политика возврата
Вы можете обнаружить непредвиденную проблему с вашим продуктом после его получения и захотите заменить его.
Или вы можете потребовать возмещение по личным причинам. Вы не знаете, какая причина может появиться, поэтому перед покупкой рекомендуется проверить, есть ли у продукта политика возврата / возврата или нет.Иногда продукты могут быть повреждены или могут быть повреждены в течение очень короткого времени, что не является нормальным. Следовательно, вы можете запросить замену или получить возмещение, если это соответствует их политике. Почти у каждой известной компании есть достойная политика возврата, которая благоприятствует покупателю.
Часто задаваемые вопросы
У вас все еще может быть несколько вопросов относительно лучшего припоя для алюминия. Как и было обещано ранее, вот несколько часто задаваемых вопросов о припое для алюминия и ответы на них.
Как проверить материал припоя для алюминия?
Вы можете просто проверить официальный веб-сайт, этикетку на упаковке или позвонить в их службу поддержки, чтобы узнать все материалы, используемые для изготовления продукта.
Как узнать пользовательский опыт перед покупкой припоя для алюминия?
Вы можете проверить блоги и сайты электронной коммерции, чтобы узнать отзывы клиентов. И, прочитав много отзывов клиентов, вы можете получить четкое представление о том, насколько продукт удобен в использовании.
Как узнать детали производителя припоя для алюминия?
Информацию о производителе можно найти на официальном сайте.
ВЫВОД
Пусть вас не пугает обилие похожих товаров в продаже. Если вы знаете конкретное руководство по покупке, вы не сможете совершить дорогостоящую ошибку. В следующем руководстве представлены все важные аспекты, которые вы должны учитывать в наших руководствах по покупке, чтобы вы могли быстро принять решение о правильном припое для алюминия.
При этом не покупайте что-то в спешке. Обязательно изучите подробности в этой статье, а также пройдите обзор номера. Это, безусловно, поможет вам выбрать правильный продукт, который удовлетворит ваши потребности.
Наслаждайтесь покупками!Какой припой можно использовать для алюминия?
Олин Уэйд
Лучший припой для алюминия — это низкотемпературный припой. Этот тип припоя не повредит алюминий и создаст прочное соединение.
Вам нужен специальный припой для алюминия?
Содержание
- Вам нужен специальный припой для алюминия?
- Прилипает ли припой к алюминию?
- Как соединить алюминий без сварки?
- Какой металл нельзя паять?
- Какой тип флюса используется для алюминия?
- Как паять алюминий паяльником?
- Как соединить два куска алюминия вместе?
- Фиксирует ли JB Weld алюминий?
- Как починить сломанный алюминий?
- Пайка труб станет незаконной?
- Что такое клей для алюминия к алюминию?
Да, для алюминия нужен специальный припой.
Алюминий имеет высокое сродство к кислороду, поэтому образует на своей поверхности оксидный слой, непроницаемый для припоя. Вы должны использовать специальный припой для алюминия, содержащий флюс, который удалит оксидный слой и позволит припою смочить поверхность алюминия.Прилипает ли припой к алюминию?
Да, припой крепится к алюминию. Это связано с тем, что алюминий имеет низкую температуру плавления и является хорошим проводником тепла. При правильной очистке алюминий образует прочную связь с припоем.
Как соединить алюминий без сварки?
Наиболее распространены механические крепления и клеевое соединение.
Механические крепежные детали, такие как болты, винты, гвозди и заклепки, могут использоваться для соединения алюминиевых деталей.
Клеевое соединение — еще один вариант соединения алюминия без сварки. Клеи создают связь между двумя поверхностями, заполняя микроскопические поры и неровности на их поверхностях. Эпоксидные клеи обычно используются для склеивания металлов, и они могут создать очень прочную связь между алюминиевыми поверхностями.Какой металл нельзя паять?
Например, алюминий и нержавеющая сталь. Это связано с тем, что они имеют более высокую температуру плавления, чем сам припой, поэтому припой не будет прилипать к металлу.
Какой тип флюса используется для алюминия?
Наиболее распространенным является флюс на основе канифоли.
Этот тип флюса создает тонкий слой оксида на поверхности алюминия, что помогает предотвратить образование других оксидов в процессе пайки. Флюсы на основе канифоли, как правило, более эффективны, чем флюсы других типов, для предотвращения дефектов пайки, а также с меньшей вероятностью могут повредить алюминий.Как паять алюминий паяльником?
Процесс пайки алюминия очень похож на процесс пайки паяльником, основное отличие заключается в типе используемого припоя и температуре. Припой со смоляным сердечником или кислотный припой не следует использовать при пайке алюминия. Можно использовать флюсовую ручку или канифольный флюс, однако обычно рекомендуется паяльная паста.
Алюминиевое жало паяльника следует очищать перед каждым использованием. Для очистки наконечника можно использовать чистую губку. Утюг должен быть нагрет до соответствующей температуры, более горячей для более толстого алюминия. Алюминиевая проволока для припоя должна подаваться в утюг с заднего конца.
Когда утюг достаточно нагреется, припой потечет на алюминий. Продолжайте подавать припой, пока соединение не будет завершено. Как только соединение будет заполнено, удалите утюг и дайте припою остыть.
Как соединить два куска алюминия вместе?
Два куска алюминия можно соединить вместе с помощью различных методов, включая сварку, пайку и механические крепления.
Фиксирует ли JB Weld алюминий?
JB Weld можно использовать для фиксации алюминия, но это не постоянное крепление. JB Weld — это двухкомпонентная эпоксидная смола, которую можно использовать для склеивания алюминия, но она не такая прочная, как сварка. Если вам нужна постоянная фиксация, вы должны сварить алюминий.
Как починить сломанный алюминий?
Сломанный алюминий обычно можно починить с помощью простого процесса сварки. Во-первых, сломанные края алюминия необходимо очистить и сгладить. Затем сварщик наложит валик сварного шва на одну сторону разрыва. Наконец, сварщик наложит валик сварного шва на другую сторону разрыва.
Как только сварные швы остынут, сломанный алюминий будет как новый.Пайка труб станет незаконной?
Начиная от конкретных правил, действующих в вашем регионе, и заканчивая типом труб, которые вы собираетесь паять. Однако в целом пайка труб вряд ли будет незаконной, хотя могут существовать некоторые ограничения в зависимости от типов используемых труб. Например, в некоторых юрисдикциях могут действовать правила, запрещающие пайку медных труб из-за риска загрязнения, в то время как в других могут быть введены ограничения на использование припоя на основе свинца из-за опасности для здоровья, которую он представляет. В конечном счете, лучше всего проконсультироваться с местными властями, чтобы определить, разрешена ли пайка труб в вашей конкретной ситуации.
Что такое клей для алюминия с алюминием?
Двумя наиболее распространенными типами алюминиевого клея являются двухкомпонентный эпоксидный клей и суперклей. Двухкомпонентная эпоксидная смола прочнее, но суперклей проще в использовании.
Использование алюминиевого припоя для ремонта двигателя
На нескольких выставках старинных тракторов и двигателей в этом районе есть человек в маленьком трейлере, который демонстрирует использование алюминиевого паяльного стержня, который он продает. По рекомендации других производителей моделей и реставраторов двигателей, которые использовали этот продукт, я посмотрел и прослушал его демонстрацию. Затем он позволил мне припаять алюминий прямо у него на дисплее. Затем я вложил деньги в алюминиевый паяльник, который он продает, и взял его домой, чтобы поэкспериментировать. Из всего этого я узнал, что алюминиевый припой РАБОТАЕТ и может быть очень полезен в нашем хобби.
Давайте начнем с описания некоторых вещей, которые можно сделать с алюминиевым припоем, затем мы обсудим методы. Небольшой картер бензинового двигателя, у которого была выбита сторона из-за того, что сломанный шатун прошел через картер, был залатан алюминиевым припоем. Клапанная крышка мотоцикла, у которой была сломана резьбовая втулка, была припаяна на место.
Крышка коробки передач, через которую протёрлась цепь, была отремонтирована с помощью алюминиевого припоя. Резьба крепления карбюратора на впускном коллекторе двигателя была сорвана. Места для вставки не нашлось, но деталь спасли алюминиевым припоем. С этим продуктом ремонтировались двигатели авиамоделей. Детали отделки старинных автомобилей, изготовленные из литого под давлением «горшечного металла», были отремонтированы и залатаны припоем. С помощью этого алюминиевого припоя был отремонтирован алюминиевый гребной винт (настоящий гребной винт, а не модель), у которого отломился кусок.Это улучшенная версия алюминиевого припоя. Предыдущий припой работал так же хорошо, но требовал дополнительной подготовки поверхности, а именно очистки соединения щеткой из нержавеющей стали (никогда не используйте стальную щетку) в горячем состоянии. Новый припой не требует такой подготовки, хотя старая литература по-прежнему отправляется вместе с новым припоем.
Процесс довольно прост.
Сначала очистите поверхность металла для пайки. Припой не прилипает к грязному или окисленному алюминию. Запомните этот факт, потому что он нам пригодится позже. Металл можно очистить наждачной бумагой, наждачным кругом, заусенцем в инструменте Dremel и т. д. Никогда не используйте наждачную шкурку, так как некоторые наждачные шкурки содержат масло, которое может загрязнить поверхность. Вам нужно будет «разрезать» некоторые трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой до температуры плавления припоя выше 732 градусов. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполнит эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку, где стержень припоя касается основного металла. Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все.Единственный способ научиться использовать алюминиевый припой — это попробовать и попрактиковаться. Хорошим местом для начала является алюминиевая банка из-под газировки. Это также покажет прочность припоя. Возьмите шило и проткните дно банки. (ФОТО 1) Слегка отшлифуйте поверхность и заполните отверстие припоем. Припой имеет тенденцию к налипанию и заполнению отверстий, поэтому все, что вам нужно сделать, это «намазать» его тонким слоем. (ФОТО 2) После того, как банка остынет, попробуйте проколоть шилом отверстие в припое. Вы не сможете. Припой намного прочнее и тверже основного металла. Это метод заполнения небольших отверстий. Теперь возьмите две алюминиевые банки и спаяйте их между собой. (ФОТО 3)
Для более крупных отверстий, таких как сторона картера газового двигателя, через которую прорвался шатун, существует другой метод. (ФОТО 4) Помните, что припой не будет прилипать к окисленному алюминию.
Сначала зачистите место излома наждачной бумагой. Возьмите кусок алюминия, который подходит к отверстию за отверстием, и установите его на место. Не чистите этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одного края, направляя расплавленный металл поперек отверстия. Подложка предотвращает вытекание расплавленного металла. Это также не обязательно должно быть идеально, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите защитную часть. Подложка может быть плоской или круглой, такой как трубка, в зависимости от того, что будет соответствовать внутреннему контуру. Хочешь, шлифуй заплату вровень, и никто никогда не узнает, что картер был залатан.Чтобы отремонтировать бобышку, которая вырвалась из клапанной крышки Honda, трещину в основном металле следует «развернуть» путем шлифовки. Затем основной металл нагревают, и припой плавится в V-образной канавке, пока не заполнит канавку.
Опять же, зашлифуйте косяк заподлицо, и никто не узнает. (ФОТО 5)Для ремонта резьбы, сорванной с коллектора, где крепился карбюратор, был использован совершенно новый метод. Сначала просверлите отверстие больше, чем основной диаметр резьбы. Установите болт на место в отверстии и как-то удерживайте его на месте. Теперь нагрейте основной металл и расплавьте припой в отверстие вокруг болта. Припой будет прилипать к открытым порам в алюминии, но не прилипнет к неочищенному стальному болту. Когда остынет, открутите болт и у вас будет новая резьба. Если это звучит слишком хорошо, чтобы быть правдой, я видел, как это делается! (ФОТО 6) Обратите внимание на фото, что часть коллектора также припаяна обратно к коллектору.
Ремонт литых деталей можно производить таким же образом, так как припой также прилипает к литью под давлением и к «горшечному металлу». Был произведен ремонт игрушечного колеса со спицами из «горшечного металла», в котором отсутствовала спица, путем изготовления новой спицы из расплавленного алюминия.
 6
6 1
1
 5
5 Дополнительная информация:
Дополнительная информация:  5
5
 Серебряные припои обладают хорошей текучестью во время сварки, сильным уплотнением и могут затекать в небольшие пространства.
Серебряные припои обладают хорошей текучестью во время сварки, сильным уплотнением и могут затекать в небольшие пространства. Крышки на обоих концах также можно открывать для удобства хранения и использования.
Крышки на обоих концах также можно открывать для удобства хранения и использования.
 Если ваш продукт приходит в негодность уже через несколько дней после покупки, то он того не стоит.
Если ваш продукт приходит в негодность уже через несколько дней после покупки, то он того не стоит. Или вы можете потребовать возмещение по личным причинам. Вы не знаете, какая причина может появиться, поэтому перед покупкой рекомендуется проверить, есть ли у продукта политика возврата / возврата или нет.
Или вы можете потребовать возмещение по личным причинам. Вы не знаете, какая причина может появиться, поэтому перед покупкой рекомендуется проверить, есть ли у продукта политика возврата / возврата или нет.
 Наслаждайтесь покупками!
Наслаждайтесь покупками! Алюминий имеет высокое сродство к кислороду, поэтому образует на своей поверхности оксидный слой, непроницаемый для припоя. Вы должны использовать специальный припой для алюминия, содержащий флюс, который удалит оксидный слой и позволит припою смочить поверхность алюминия.
Алюминий имеет высокое сродство к кислороду, поэтому образует на своей поверхности оксидный слой, непроницаемый для припоя. Вы должны использовать специальный припой для алюминия, содержащий флюс, который удалит оксидный слой и позволит припою смочить поверхность алюминия. Клеевое соединение — еще один вариант соединения алюминия без сварки. Клеи создают связь между двумя поверхностями, заполняя микроскопические поры и неровности на их поверхностях. Эпоксидные клеи обычно используются для склеивания металлов, и они могут создать очень прочную связь между алюминиевыми поверхностями.
Клеевое соединение — еще один вариант соединения алюминия без сварки. Клеи создают связь между двумя поверхностями, заполняя микроскопические поры и неровности на их поверхностях. Эпоксидные клеи обычно используются для склеивания металлов, и они могут создать очень прочную связь между алюминиевыми поверхностями. Этот тип флюса создает тонкий слой оксида на поверхности алюминия, что помогает предотвратить образование других оксидов в процессе пайки. Флюсы на основе канифоли, как правило, более эффективны, чем флюсы других типов, для предотвращения дефектов пайки, а также с меньшей вероятностью могут повредить алюминий.
Этот тип флюса создает тонкий слой оксида на поверхности алюминия, что помогает предотвратить образование других оксидов в процессе пайки. Флюсы на основе канифоли, как правило, более эффективны, чем флюсы других типов, для предотвращения дефектов пайки, а также с меньшей вероятностью могут повредить алюминий.
 Как только сварные швы остынут, сломанный алюминий будет как новый.
Как только сварные швы остынут, сломанный алюминий будет как новый.
 Крышка коробки передач, через которую протёрлась цепь, была отремонтирована с помощью алюминиевого припоя. Резьба крепления карбюратора на впускном коллекторе двигателя была сорвана. Места для вставки не нашлось, но деталь спасли алюминиевым припоем. С этим продуктом ремонтировались двигатели авиамоделей. Детали отделки старинных автомобилей, изготовленные из литого под давлением «горшечного металла», были отремонтированы и залатаны припоем. С помощью этого алюминиевого припоя был отремонтирован алюминиевый гребной винт (настоящий гребной винт, а не модель), у которого отломился кусок.
Крышка коробки передач, через которую протёрлась цепь, была отремонтирована с помощью алюминиевого припоя. Резьба крепления карбюратора на впускном коллекторе двигателя была сорвана. Места для вставки не нашлось, но деталь спасли алюминиевым припоем. С этим продуктом ремонтировались двигатели авиамоделей. Детали отделки старинных автомобилей, изготовленные из литого под давлением «горшечного металла», были отремонтированы и залатаны припоем. С помощью этого алюминиевого припоя был отремонтирован алюминиевый гребной винт (настоящий гребной винт, а не модель), у которого отломился кусок. Сначала очистите поверхность металла для пайки. Припой не прилипает к грязному или окисленному алюминию. Запомните этот факт, потому что он нам пригодится позже. Металл можно очистить наждачной бумагой, наждачным кругом, заусенцем в инструменте Dremel и т. д. Никогда не используйте наждачную шкурку, так как некоторые наждачные шкурки содержат масло, которое может загрязнить поверхность. Вам нужно будет «разрезать» некоторые трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой до температуры плавления припоя выше 732 градусов. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполнит эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку, где стержень припоя касается основного металла. Припой будет «растекаться» и течь туда, куда вы хотите.
Сначала очистите поверхность металла для пайки. Припой не прилипает к грязному или окисленному алюминию. Запомните этот факт, потому что он нам пригодится позже. Металл можно очистить наждачной бумагой, наждачным кругом, заусенцем в инструменте Dremel и т. д. Никогда не используйте наждачную шкурку, так как некоторые наждачные шкурки содержат масло, которое может загрязнить поверхность. Вам нужно будет «разрезать» некоторые трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой до температуры плавления припоя выше 732 градусов. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполнит эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку, где стержень припоя касается основного металла. Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все.
Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все. Сначала зачистите место излома наждачной бумагой. Возьмите кусок алюминия, который подходит к отверстию за отверстием, и установите его на место. Не чистите этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одного края, направляя расплавленный металл поперек отверстия. Подложка предотвращает вытекание расплавленного металла. Это также не обязательно должно быть идеально, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите защитную часть. Подложка может быть плоской или круглой, такой как трубка, в зависимости от того, что будет соответствовать внутреннему контуру. Хочешь, шлифуй заплату вровень, и никто никогда не узнает, что картер был залатан.
Сначала зачистите место излома наждачной бумагой. Возьмите кусок алюминия, который подходит к отверстию за отверстием, и установите его на место. Не чистите этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одного края, направляя расплавленный металл поперек отверстия. Подложка предотвращает вытекание расплавленного металла. Это также не обязательно должно быть идеально, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите защитную часть. Подложка может быть плоской или круглой, такой как трубка, в зависимости от того, что будет соответствовать внутреннему контуру. Хочешь, шлифуй заплату вровень, и никто никогда не узнает, что картер был залатан. Опять же, зашлифуйте косяк заподлицо, и никто не узнает. (ФОТО 5)
Опять же, зашлифуйте косяк заподлицо, и никто не узнает. (ФОТО 5)