Приспособление для автоматической сварки стыков профильных труб своими руками
Начинающему сварщику довольно трудно одновременно следить за правильной фиксацией соединяемых деталей и началом сварочного процесса. Обычно при касании электродом места сварки нарушается фиксация. Чтобы облегчить и автоматизировать процесс сварки, можно сделать простое приспособление и для этого не нужны навыки опытного специалиста и дефицитные материалы.
Понадобится
Материалы:- Стальная пластина;
- болты;
- круглый стальной стержень.
- Чертилка и металлический угольник;
- болгарка;
- слесарные тиски;
- молоток;
- керн;
- дрель;
- метчик;
- сварочный аппарат;
- свариваемые детали.
Процесс изготовления приспособления автоматической сварки
Размечаем стальную полосу заданных размеров с помощью чертилки и металлического угольника.
По разметке выполняем неглубокие поперечные канавки, в пределах которых вырезаем болгаркой прямоугольную прорезь расчетной ширины.
Отрезаем заготовку от стальной полосы. Поочередно зажимаем заготовку в тиски на уровне надрезов и с помощью молотка сгибаем под прямым углом в сторону канавок.
В центре загнутых полок накерниваем и высверливаем сквозные отверстия, в которых затем нарезаем метчиком резьбу.
Вворачиваем в отверстия с резьбой по одному болту.
В круглом стальном стержне высверливаем центральное сквозное отверстие необходимого диаметра.
Устанавливаем стержень с отверстием под небольшим углом так, чтобы его торец совпадал с внутренним краем узкой стороны прорези и был направлен наружу и вверх.
В этом положении привариваем стержень к рамке и сверху по центру сверлим в нем поперечное отверстие, в котором также нарезаем резьбу. Вворачиваем в отверстие с резьбой болт.
Приспособление готово к работе.
В качестве свариваемых деталей встык выбираем отрезки профильной трубы.
Сверху на свариваемые детали устанавливаем «ножками» вниз приспособление так, чтобы стык оказался посередине прорези.
В стержень с отверстием вставляем сверху покрытый электрод. Чтобы свариваемые детали оставались неподвижными, фиксируем их с помощью вворачивания двух боковых болтов.
Совмещаем конец электрода с точкой начала сварного шва, сгибаем его так, чтобы он лег на стык. Т. е. сварка будет происходить, как бы, лежачим электродом.
Подсоединяем к другому концу электрода держак, устанавливаем необходимые параметры сварочного процесса и включаем сварочный аппарат.
После возбуждения дуги процесс протекает, можно сказать, автоматически: детали неподвижны, а дуга перемещается по мере расплавления электрода.
По завершении сварки убираем приспособление, открутив предварительно болты, фиксирующие детали.
Отбив шлак, и зачистив шов болгаркой, убеждаемся, что он получился по форме и структуре качественным.
Польза от простого приспособления очевидна.
Смотрите видео
Струбцины монтажные для сварки труб и отводов СМ
СТРУБЦИНА
МОНТАЖНАЯ СМ151 предназначена для центровки
торцов труб и отводов перед сваркой стыков диаметром от
57 до 159 мм при температуре окружающего воздуха от 233
до 313 К (от – 40 до + 40 градусов
С).
Струбцина представляет собой шарнирно-винтовое приспособление, состоящие из обжимов 1, винта 2, траверсы 3, гайки 4 и стопоров 5.
СТРУБЦИНА МОНТАЖНАЯ СМ81 предназначена для центровки торцов труб и отводов перед сваркой стыков диаметром от 25 до 89 мм при температуре окружающего воздуха от 233 до 313 К (от – 40 до + 40 градусов С).
Струбцина представляет
собой шарнирно-винтовое приспособление, состоящие из обжимов
1, траверсы 2, стопоров 3, винта 4.
Струбцина устанавливается на конец трубы при вращении винта. Затем в струбцину вставляется конец привариваемого элемента, который фиксируется стопорами, и производится прихватка. Окончательная сварка осуществляется со снятой струбциной.
Приспособления для напасовки на трубы
Для напасовки на трубы с условным проходом до 200 мм плоских и приварных встык фланцев с центровкой их по внутреннему диаметру трубы применяют специальное приспособление. Приспособление состоит из рычажного устройства, установленного на штоке, и диска. Для установки фланца рычажный механизм вставляют внутрь трубы. При вращении штока по часовой стрелке рычаги расходятся, прижимая планки к стенке трубы, при этом диск устанавливается строго перпендикулярно оси трубы.
Плоские фланцы устанавливают по диску приспособления, а приварные встык — по торцу трубы и планкам приспособления. После выверки положения фланца его прихватывают электродуговой сваркой.
После выверки положения фланца его прихватывают электродуговой сваркой.
При сборке элементов и узлов трубопроводов на сборочных стендах для напасовки фланцев применяют специальные передвижные приспособления.
Для напасовки фланцев приварных встык с условным проходом до 500мм наиболее рационально специальное приспособление. Привариваемый фланец устанавливают на сменные контрольные штифты, изготовленные в соответствии с диаметром болтового отверстия фланца. Эти штифты с помощью двухзаходного винта и рукоятки разводят и фиксируют положение болтовых отверстий фланца симметрично вертикальной оси.
Перпендикулярность фланца продольной оси трубы достигается прижатием его зеркала к плоскости установочной каретки. Совпадение оси фланца с осью трубы достигается перемещением каретки с фланцем по вертикали с помощью винта и рукоятки. Приспособление установлено на направляющих роликах, и после сборки и прихватки элемента легко откатывается.
При сборке на таком приспособлении плоского фланца внутрь его вставляют установочное кольцо, чтобы труба не доходила до торца каретки (плоскости фланца) на требуемую величину. Недостаток данной конструкции заключается в необходимости индивидуальной центровки внутреннего отверстия фланца и трубы при сборке.
Недостаток данной конструкции заключается в необходимости индивидуальной центровки внутреннего отверстия фланца и трубы при сборке.
Приспособление для напасовки плоских фланцев с условным проходом до 500мм. Оно отличается от описанного выше тем, что на установочной каретке вместе контрольных штифтов закреплена оправка, имеющая сери» цилиндрических выступов, диаметры которых соответствуют внутренним диаметрам собираемых фланцев. Ширину выступов принимают с учетом величины, на которую не доводят фланец. Торцовые поверхности выступов обработаны строго перпендикулярно продольной оси. Фланец надевают на трубу и прижимают зеркалом к торцовой поверхности оправки. Установочную каретку перемещают с помощью винта, чтобы она по высоте находилась на одной оси с трубой.
Универсальное приспособление для сварки фланцев и труб
Универсальное приспособление для сварки фланцев и труб
28. 03.2016 20:18:03
03.2016 20:18:03
Strong Hand Tools позволяет производителям сократить время наладки при соединении фланцев и труб и повысить качество сварки для большей повторяемости.
Фланцы (диапазон диаметров: 3”–18,3”; количество отверстий: 4–16) можно точно расположить и надежно закрепить на универсальной пластине для крепления фланцев, предназначенной для соединения фланцев и труб. Два направляющих блока, устанавливаемых в соответствии с требованиями для каждого конкретного диаметра фланца и схемы расположения отверстий, удерживают фланец на пластине крепления и симметрично расширяются для точного определения местоположения фланца. Штифты в двух направляющих блоках облегчают загрузку фланцев. Крепежная пластина обеспечивает полный зазор для сварки и позволяет легко снимать готовую сварку.Крепление выдерживает кумулятивные напряжения, возникающие в результате сварки, и удерживает соединенный фланец и трубу во время охлаждения, предотвращая деформацию, расширение и сжатие.
Несколько универсальных фланцевых и трубных креплений можно использовать для тройниковых соединений. Видеоинструкция доступна на YouTube-канале Strong Hand Tools.
Для получения дополнительной информации обращайтесь: Сильные ручные инструменты 8750 Пионерский бул. Санта-Фе-Спрингс, Калифорния
800-989-5244 [email protected] www.stronghandtools.com©Gross Publications.Посмотреть все статьи.
Универсальное приспособление для сварки фланцев и труб
/article/Universal+Flange+And+Pipe+Welding+Fixture/2442707/295984/article.html
- Просмотр страницы
- Просмотр содержания
- Рекламодатели
Список выпусков
22 января
21 декабря
21 ноября
21 октября
21 сентября
21 августа
21 июля
21 июня
21 мая
21 апреля
21 марта
21 февраля
21 января
20 декабря
20 ноября
20 октября
20 сентября
20 августа
20 июля
20 июня
20 мая
20 апреля
20 марта
20 февраля
20 января
19 декабря
19 ноября
19 октября
19 сентября
19 августа
19 июля
июнь 2019 г.

19 мая
19 апреля
19 марта
19 февраля
19 января
18 декабря
18 ноября
18 октября
18 сентября
18 августа
июль 2018 г.
июнь 2018 г.
май 2018 г.
Апрель 2018 г.
март 2018 г.
Февраль 2018 г.
Январь 2018 г.
Декабрь 2017 г.
ноябрь 2017 г.
октябрь 2017 г.
сентябрь 2017 г.
август 2017 г.
июль 2017 г.
июнь 2017 г.
май 2017 г.
Апрель 2017 г.
март 2017 г.
Февраль 2017 г.
Январь 2017 г.
Декабрь 2016 г.
ноябрь 2016 г.
октябрь 2016 г.
Сентябрь 2016
август 2016 г.
июль 2016 г.
июнь 2016 г.
май 2016 г.
Апрель 2016 г.
март 2016 г.
Февраль 2016 г.

Январь 2016 г.
Декабрь 2015 г.
ноябрь 2015 г.
октябрь 2015 г.
сентябрь 2015 г.
август 2015 г.
июль 2015 г.
июнь 2015 г.
май 2015 г.
Апрель 2015 г.
март 2015 г.
Февраль 2015 г.
Январь 2015 г.
Декабрь 2014 г.
ноябрь 2014 г.
октябрь 2014 г.
сентябрь 2014 г.
август 2014 г.
июль 2014 г.
июнь 2014 г.
май 2014 г.
Апрель 2014 г.
март 2014 г.
Февраль 2014 г.
Январь 2014 г.
декабрь 2013 г.
ноябрь 2013 г.
октябрь 2013 г.
сентябрь 2013 г.
август 2013 г.
июль 2013 г.
июнь 2013 г.
май 2013 г.
апрель 2013 г.
март 2013 г.
Февраль 2013 г.
Январь 2013 г.
декабрь 2012 г.

ноябрь 2012 г.
октябрь 2012 г.
сентябрь 2012 г.
август 2012 г.
июль 2012 г.
июнь 2012 г.
май 2012 г.
Апрель 2012 г.
март 2012 г.
Февраль 2012 г.
Январь 2012 г.
декабрь 2011 г.
ноябрь 2011 г.
октябрь 2011 г.
сентябрь 2011 г.
август 2011 г.
июль 2011 г.
июнь 2011 г.
май 2011 г.
Апрель 2011 г.
март 2011 г.
Февраль 2011 г.
Январь 2011 г.
декабрь 2010 г.
ноябрь 2010 г.
октябрь 2010 г.
сентябрь 2010 г.
август 2010 г.
июль 2010 г.
июнь 2010 г.
май 2010 г.
апрель 2010 г.
март 2010 г.
Февраль 2010 г.
Январь 2010 г.
декабрь 2009 г.
ноябрь 2009 г.
октябрь 2009 г.

Сентябрь 2009 г.
| Buhrt Engineering производит прецизионную систему фитингов FIT RITE. Эта система выравнивания трубных фитингов значительно повышает скорость и точность соединения труб. Запатентованная конструкция обеспечивает идеальную «подгонку к трубе» за 15–20 % традиционно требуемых человеко-часов. Крепления FIT RITE изготовлены из углеродистой стали с порошковым покрытием. Также доступны системы трубных фитингов из нержавеющей стали, необходимые для санитарных/пищевых продуктов. Системы труб и трубопроводов могут быть пассивированы или подвергнуты электрополировке. Основным приспособлением является монтажная люлька. Подставка для фитингов размещает трубы, фитинги и фланцы таким образом, чтобы все они располагались на одной осевой линии. Катушки, состоящие из труб, фланцев и фитингов практически любой конфигурации, могут быть быстро и точно «подогнаны» и «прихвачены» для производственной сварки. Отверстия под болты во фланце будут располагаться поперек естественной осевой линии или могут быть сориентированы по мере необходимости.Фланцы и фитинги будут точно выровнены, квадратны, ровны, отвесны и точно под углом 90° или 45°. Системные крепления исключительно хорошо работают с несколькими копиями одной и той же трубы. Посетите систему фитингов FIT RITE
ПРЕИМУЩЕСТВА • Человеко-часы, сэкономленные в процессе «подгонки», быстро обеспечат отличную окупаемость инвестиций. • Идеальное выравнивание фланцев и ориентация отверстий под болты за секунды | Полная демонстрация FitRite |
 В комплект входят две (2) подставки для установки. Также в комплект входит по одной (1) опоре для фитинга для тройника, трубного ниппеля, трубы, короткого и длинного радиуса 90° колена и 45° колена. В комплект также входит Tri-Spacer, который помогает регулировать, устанавливать и удерживать зазор сварки.
В комплект входят две (2) подставки для установки. Также в комплект входит по одной (1) опоре для фитинга для тройника, трубного ниппеля, трубы, короткого и длинного радиуса 90° колена и 45° колена. В комплект также входит Tri-Spacer, который помогает регулировать, устанавливать и удерживать зазор сварки. .. [Эта система] улучшила как время установки, так и точность уровня и угольника. Система FITRITE проста в использовании. понять и научиться.А также мобильны и могут перемещаться с работы на работу.
.. [Эта система] улучшила как время установки, так и точность уровня и угольника. Система FITRITE проста в использовании. понять и научиться.А также мобильны и могут перемещаться с работы на работу. Автоматическая реконфигурируемая гибкая арматура для сборки авиакосмических трубопроводов перед сваркой

Чжу Г., Вэй П., Хоу С., Гао Х. (2009 г.) Исследование повышения эффективности интеграции космического корабля. Космическая техника 18(4):78–83
Google Scholar
Zhang J, Gao L, Zhang B, Fan X, Liu J (2014) Интегрированная производственная технология процесса сварки труб в космическом корабле. Comput Integr Manuf Syst 20(11):2743–2757
Google Scholar
Tang NC (2000) Анализ пластической деформации при гибке труб.Int J Pres Ves Pip 77(12):751–759
Статья Google Scholar
Баккер О.Дж., Папастатис Т.Н., Попов А.А., Рачев С.М. (2012) Активная фиксация: обзор литературы и направления будущих исследований. Int J Prod Res (до печати): 1–20
Jonsson M, Ossbahr G (2010) Аспекты реконфигурируемых и гибких приспособлений. Adv Pro Eng Manag 4(4):333–339
Статья Google Scholar
Ганди М.В., Томпсон Б.С. (1986) Автоматизированное проектирование модульных приспособлений для гибких производственных систем. J Manuf Syst 5(4):243–252
Статья Google Scholar
Ганди М.В., Томпсон Б.С. (2001) Гибкое проектирование приспособлений и автоматизация: обзор, проблемы и будущие направления. Int J Prod Res 39(13):2867–2894
Статья Google Scholar
Bi ZM, Zhang WJ (2001) Гибкая конструкция приспособлений и автоматизация: обзор, проблемы и будущие направления.Int J Prod Res 39(13):2867–2894
Статья Google Scholar
Олабанджи О., Мпофу К., Баттайя О. (2016) Проектирование, моделирование и экспериментальное исследование нового реконфигурируемого сборочного приспособления для листогибочных прессов. Int J Adv Manuf Technol 82(1–4):663–679
Статья Google Scholar

Kihlman H (2001) Реконфигурируемые инструменты для сборки планера: современный обзор соответствующей литературы и краткая презентация новой концепции инструментов.1-я международная конференция CIRP по Agile, реконфигурируемому производству, Анн-Арбор, Мичиган, США, 21–22 мая. Мичиганский университет
Миллар А., Кильман Х. (2009 г.) Реконфигурируемые гибкие инструменты для сборки аэрокосмического крыла (№ 2009-01-3243). Технический документ SAE
Delfoi PH, Ossbahr G, Tomlinson D (2010) Модульная и конфигурируемая стальная конструкция для сборки приспособлений (№ 2010-01-1873). Технический документ SAE
Zheng L, Wang Y, Cai Z (2011) Исследования по проектированию и проверке реконфигурируемого гибкого крепления для горизонтальной сборки крыла. Avi Pre Manuf Tech 47(3):44–48
Google Scholar

Zhang H, Zheng L, Chen X, Huang H (2016) Новое реконфигурируемое сборочное приспособление на основе стабильных подвижных соединений и адаптивных позиционно-зажимных болтов. Procedia Cirp 44:316–321
Статья Google Scholar
Erdem I, Kihlman H, Andersson A (2015) Разработка доступного реконфигурируемого инструментария в модулях производства автомобилей — тематическое исследование. 23-я Международная конференция по производственным исследованиям, ICPR 2015, Манила, Филиппины, 2–6 августа
Lee KM, Yien C (1989) Проектирование и управление прототипом платформенного манипулятора для захвата и погрузочно-разгрузочных работ. J Mech Work Tech 20(20):305–314
Артикул Google Scholar
Sela MN, Gaudry O, Dombre E, Benhabib B (1997) Реконфигурируемая модульная система крепления для тонкостенных гибких объектов. Int J Adv Manuf Technol 13(9):611–617
Статья Google Scholar

Mckeown C, Webb P (2011) Реактивный реконфигурируемый инструмент для аэрокосмических конструкций. Assem Autom 31(4):334–343
Статья Google Scholar
Hu F, Li D, Li X (2012) Планирование процесса обрезки обшивки самолета с ЧПУ на основе реконфигурируемого приспособления.Журнал Пекинского университета аэронавтики и астронавтики 38(5):675–680
MathSciNet Google Scholar
Арзанпур С., Фунг Дж., Миллс Дж.К., Клегхорн В.Л. (2006) Гибкая конструкция приспособления для сборки деталей автомобильного кузова из листового металла. Assem Autom 26(2):143–153
Статья Google Scholar
Мюллер Р., Эссер М., Янсен М., Ветте М., Корвес Б., Хюсинг М., Ридель М. (2011) Реконфигурируемая система перемещения.Adv Pro Eng Manag 5(4):453–461
Статья Google Scholar

Мюллер Р., Эссер М., Ветте М. (2013) Реконфигурируемые системы обработки как средство для крупных компонентов в массовом индивидуальном производстве. J Intell Manuf 24(5):977–990
Статья Google Scholar
Yu H, Li B, Wang Y, Hu Y (2012) Концептуальный дизайн и анализ рабочего пространства реконфигурируемых крепежных роботов для сборки листового металла.Assem Autom 32(3):293–299
Статья Google Scholar
Molfino R, Zoppi M, Zlatanov D (2009) Реконфигурируемые приспособления для роя. Международная конференция Asme/iftomm по реконфигурируемым механизмам и роботам. IEEE. Int J Adv Manuf Technol 66(9–12):1305–1313
Статья Google Scholar
Леонардо Л.Д., Зоппи М., Сюн Л., Златанов Д., Молфино Р.М. (2013) SwarmItFIX: реконфигурируемое приспособление на основе нескольких роботов. Ind Robot 40(4):320–328
Артикул Google Scholar

Alemanni M, Destefanis F, Vezzetti E (2011) Дизайн определений на основе моделей в сценарии управления жизненным циклом продукта. Int J Adv Manuf Technol 52(1–4):1–14
Статья Google Scholar
Liu S, Liu J, Jin P, Wang X (2017) Трубные измерения на основе стереозрения: обзор. Int J Adv Manuf Technol 4:1–16
Google Scholar
(PDF) Повышение производительности сварки и резки стальных труб с помощью нового приспособления
Повышение производительности сварки и резки стальных труб с помощью нового приспособления
Нгуен Ван Чуонг
Университет технологии и образования —
Университет Дананга
Резюме: — На основе полевых исследований, анализа характеристик
и сферы применения различных типов резки труб и
режущих частей, в статье предложено новое устройство для обслуживания сварки,
Автоматическая резка со средней производительностью. После выбора и расчета геометрических параметров основных частей станка
После выбора и расчета геометрических параметров основных частей станка
была разработана экспериментальная модель этого нового приспособления
. Высоконадежное качество изготовления, продукты, созданные
при поддержке этого устройства, имеют высокое качество, конструкцию машины
можно легко перемещать по площадке. Устройство хорошо работало
с низкой стоимостью и простотой в эксплуатации. Оттуда его можно использовать на заводе или в механической мастерской в области сварки
и резки трубных деталей средней производительности.
Ключевые слова – Крепление; сварка и резка; стальная труба; дизайн;
производство.
1. ВВЕДЕНИЕ
Приспособление в механической обработке играет важную
роль в качестве продукта в производственном
процессе. В группе приспособлений приспособление для резки сварных швов имеет
более простую конструкцию и нуждается в доработке.
Единственное, что более важно для успеха сварки, чем хорошее крепление, — это хороший сварщик
. Для более сложных сварных швов, чем соединение плоских поверхностей, сварочные приспособления
Для более сложных сварных швов, чем соединение плоских поверхностей, сварочные приспособления
помогают сварщикам гарантировать, что они соединяют нужные элементы
вместе в нужных местах. Обычные сварочные приспособления
, как правило, делятся на три категории: дорогие механически обработанные компоненты
, нестандартные модульные крепления и решения
, собранные вместе. У каждого из них есть своя
обратная сторона: приспособления с механической обработкой эффективны, но дороги для производства, модульные приспособления дешевы, но сложны в сборке,
и собранные вместе решения дают плохие сварные швы гораздо чаще, чем
успешные.
При механической обработке разрезание длинного трубчатого зародыша
на короткий или подгонку, а также сварка коротких трубчатых зародышей
… довольно часто. Для обеспечения
точности размеров, формы … необходимой, а также высокой
производительности необходимо использовать приспособление. В этой статье
В этой статье
изучалось проектирование и изготовление автоматического приспособления
для сварки и резки стальных труб средней мощности
.Приспособление после полного изготовления
работает надежно, продукты, изготовленные с помощью этого устройства
, имеют высокое качество, компактную конструкцию машины, которую можно
легко перемещать на месте, они очень удобны в использовании, недороги и просты в эксплуатации. работать. Наконец, это устройство можно использовать на заводах
или на объектах механической обработки при сварке и резке.
В настоящее время существует множество типов приспособлений для сварки
и резки деталей труб, в том числе сварочный инструмент серии ZT [1]
с высокой производительностью, грузоподъемностью от 5 до 40 тонн, диаметром
от 600 до 5200 мм ; или роторный позиционер HB [2], грузоподъемностью
менее 300 кг, максимальным диаметром 300 мм.
Однако в сегменте средней мощности появление
оборудования для сварки и резки труб диаметром 300
— 600мм достаточно мало. Поэтому в статье
Поэтому в статье
исследовано проектирование и изготовление сварочного и режущего оборудования
для труб среднего диаметра. После изготовления надежные и
компактные детали можно гибко перемещать на месте, которые могут
использоваться в мастерских или на механических рабочих местах при сварке
и резке.
2. ЗАДАЧИ ИССЛЕДОВАНИЯ
2.1. Технологические возможности устройства
Исходя из объема исследования, требуется выполнить
сварку или резку трубы с техническими параметрами
следующим образом:
— Длина: Lmax = 6000 мм;
— Максимальный диаметр: Dmax = 600 мм;
— Минимальный диаметр: Dmin = 200 мм;
— Толщина: Smax = 16 мм;
— Объем: Pmax = 1420 кг.
Для требуемого размера трубы, сварного шва или поперечного сечения по
вращение трубы с помощью прямого привода от ускорительного двигателя
уменьшит вибрацию из-за низкой скорости вращения, как показано на
Рис. 1, труба зажата непосредственно в патроне центра
1, труба зажата непосредственно в патроне центра
, в то время как вращение будет концентрическим, что приведет к поддержанию
зазора дуги или расстояния режущей головки до поверхности
сварки, резка всегда держите расстояние до режима сварки,
резка более стабильной.Таким образом, эта опция позволяет всегда гарантировать
возможность улучшения качества линии сварки или линии резки
. Используя этот метод, конструкция становится
простой, аккуратной и легко перемещается в подвижном положении.
Для диаметра 200 ÷ 600 мм существует множество вариантов зажима
, но для зажима и удаления эмбриона
быстро и легко используется, легко найти на рынке
, вариант зажима с лотком 3-штифтовые саморезы
центрирующие зажимы [4] станут более подходящими, как показано на
рис.2.
Кроме того, с помощью этой опции легко настроить дополнительные
плоскости вращения для сварки, резки под разными углами, что
повышает работоспособность таких приспособлений, как сварка, резка
деталей в различных положениях в пределах диапазона от 0° ÷ 90°.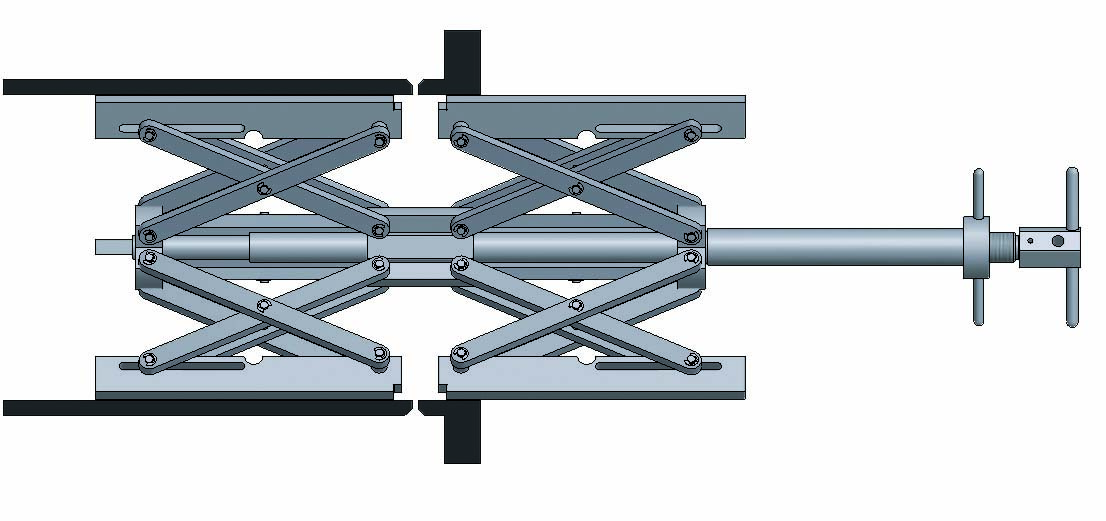
Для диаметров труб в диапазоне 200 ÷ 600 мм
существует множество способов зажима, но для зажима также
IJERTV7IS110101 (Эта работа находится под лицензией Creative Commons Attribution 4.0 Международная лицензия.)
Том. 7 Выпуск 11, ноябрь-2018
Патент США на сварочное приспособление Патент (Патент № 9,586,295, выдан 7 марта 2017 г.)
СВЯЗАННЫЕ ПРИЛОЖЕНИЯНет приложений, связанных с этим приложением.
ОБЛАСТЬ РАСКРЫТИЯНастоящее раскрытие и родственные изобретения относятся к общей области приспособлений и, в частности, приспособлений для целей сварки или сварного изготовления, включая трубы, фланцы и фитинги.
ПРЕДПОСЫЛКИ Фланцы, фитинги и трубы требуются во многих областях, включая коммерческие и жилые здания, газовые и нефтяные, отопительные и холодильные установки, нефтеперерабатывающие заводы и многое другое. В узлах, требующих нескольких фланцев, фитингов и труб, каждая деталь должна удерживаться на месте много раз под разными углами, а также выравниваться и удерживаться точно в относительном положении перед нанесением металлического сварного шва или пластикового клея. Чтобы эффективно удерживать детали сборки на месте и обеспечить надлежащий уровень перед нанесением металлического сварного шва или клея для пластика, монтажники труб и сварщики должны прибегать к трудоемкому методу самостоятельного изготовления механизма с использованием различных инструментов. немедленная утилизация.К таким инструментам относятся зажимные устройства, отвертки, клинья, прокладки из различных материалов (железные пластины, камни, дерево и т. д.), а также выравнивающие приспособления. Операторы, работающие на месте, изготавливают самодельный механизм из задней части своей рабочей машины и переносят готовую деталь в другое место.
Чтобы эффективно удерживать детали сборки на месте и обеспечить надлежащий уровень перед нанесением металлического сварного шва или клея для пластика, монтажники труб и сварщики должны прибегать к трудоемкому методу самостоятельного изготовления механизма с использованием различных инструментов. немедленная утилизация.К таким инструментам относятся зажимные устройства, отвертки, клинья, прокладки из различных материалов (железные пластины, камни, дерево и т. д.), а также выравнивающие приспособления. Операторы, работающие на месте, изготавливают самодельный механизм из задней части своей рабочей машины и переносят готовую деталь в другое место.
В настоящее время не существует портативного регулируемого устройства, которое будет удерживать и выравнивать несколько деталей, таких как фланцы, фитинги и трубы, на месте, или которое может регулироваться в любом положении. Операторы должны изготовить устройство, используя любые доступные инструменты, которые будут удерживать детали на месте под разными углами и должным образом выравнивать перед нанесением металлического или пластикового клея. Процесс изготовления аппарата и установки фланца, фитинга и трубы занимает много времени и часто требует участия нескольких человек.
Процесс изготовления аппарата и установки фланца, фитинга и трубы занимает много времени и часто требует участия нескольких человек.
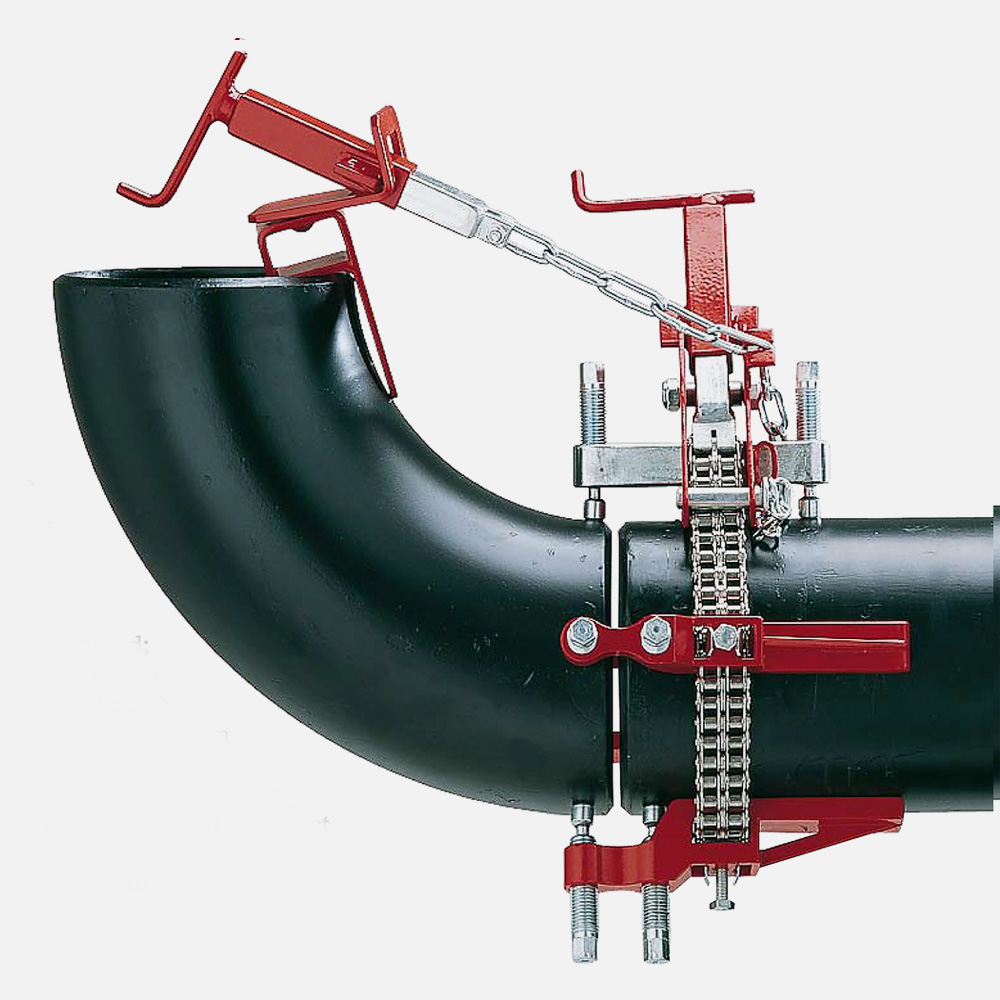
Портативное сварочное приспособление для удержания и регулировки под разными углами множества деталей, таких как фланцы, фитинги и трубы, на месте с целью нанесения металлического сварного шва или пластического клея для соединения деталей. Устройство выполняет функции удержания, поддержки и выравнивания нескольких фланцев, фитингов и труб.Аппарат можно использовать в любой из его различных конфигураций и ориентаций, а также в любых условиях и условиях, в том числе на строительных и монтажных площадках и в полевых условиях, а также при любом типе сварки, например, МиГ, ТиГ и материалов, включая сталь, алюминий и сплавы.
В предпочтительном варианте устройство состоит из двух основных компонентов: головка, которая позволяет удерживать и выравнивать несколько деталей для сварки труб, и складное опорное основание для подъема и удержания головки в рабочем положении.
В одном варианте головка включает токарный патрон, установленный на узле плиты из стали или нержавеющей стали, который управляет вращением патрона и позволяет затягивать и фиксировать патрон на месте. Узел пластины соединен с точкой наклона, которая позволяет оператору регулировать детали под разными вертикальными углами и фиксировать их на месте для надежной фиксации. Узел патрона и наклона прикреплен к главному валу. Талреп, прикрепленный к верхней точке узла плиты и к главному валу, позволяет регулировать угол наклона.Головка помещается в складную опорную основу, состоящую из вала с тремя основными опорами и тремя распорками. В предпочтительном варианте некоторые или все различные компоненты сварочного приспособления изготовлены из нержавеющей стали.
ОПИСАНИЕ РИСУНКОВНастоящее изобретение можно лучше понять из следующих фотографий, которые поясняются следующим образом:
РИС. 1 представляет собой вид в перспективе репрезентативного варианта осуществления сварочного приспособления согласно настоящему изобретению;
РИС. 2 представляет собой вид в перспективе верхней части сварочного приспособления, показанного на фиг. 1;
2 представляет собой вид в перспективе верхней части сварочного приспособления, показанного на фиг. 1;
РИС. 3 представляет собой вид профиля верхней части сварочного приспособления, показанного на фиг. 1;
РИС. 4 представляет собой вид профиля верхней части сварочного приспособления, показанного на фиг. 1 в другой конфигурации;
РИС. 5 представляет собой частичный разрез верхней части сварочного приспособления, показанного на фиг. 1;
РИС.6 — вид в перспективе головной части сварочного приспособления с прикрепленной к нему заготовкой фланца трубы;
РИС. 7 представляет собой вид в перспективе головной части сварочного приспособления с прикрепленной к нему трубной заготовкой и трубным хомутом, прикрепленным к заготовке, и
. Фиг. 8 представляет собой вид в перспективе головной части сварочного приспособления с прикрепленной к нему трубной заготовкой и трубным хомутом, прикрепленным к заготовке, и опорой для заготовки, поддерживающей контакт с заготовкой.
Как показано на РИС. 1, сварочное приспособление, обычно обозначенное как 10 , имеет основание, обозначенное как 12 , и головку, как правило, как 20 . В этом конкретном варианте основание 12 выполнено в виде штатива с ножками 121 для поддержки и позиционирования головы 20 в приподнятом положении и на любой поверхности, такой как ровный пол или неровная местность, для использования аппарат на открытом воздухе, как описано далее.Ножки 121 штатива прикреплены верхними концами 1211 к опорному элементу 201 , который в этой конфигурации, как правило, ориентирован вертикально, но может иметь иную ориентацию или быть настроен на регулировку в других ориентациях, при этом выступая в основном вверх. от концов ножек 1211 . Нижние концы 1212 ножек 121 могут иметь крышки, захваты или прокладки, как показано, для стабильного контакта с полом или опорной поверхностью, или включать шипы или другие конфигурации захвата для контакта с землей или другими слоями грунта, такими как лед. или замерзшей местности.
или замерзшей местности.
Как дополнительно показано на ФИГ. 2-4, опорный элемент 201 в этом варианте осуществления имеет форму цилиндрической трубы и выполнен с возможностью приема стойки 210 головного вала, например, посредством телескопического зацепления стойки 210 головного вала с верхним конец опорного элемента 201 , который оснащен кольцом 2011 и замком 2012 , который может быть выполнен в виде винтового замка, как показано, для фиксации положения стойки 210 ведущего вала относительно к опорному элементу 201 .В качестве альтернативы стойка , 210, головного вала может быть жестко прикреплена к опорному элементу , 201, или они могут быть сформированы вместе как единый блок или конструкция. Стойка головного вала 210 может иметь любую длину, которая может быть установлена с помощью опорного элемента 201 и основания 12 .
Продолжая ссылаться на ФИГ. 2-5 и, в частности, фиг. 3, стойка головного вала 210 имеет на самом верхнем дистальном конце фланец 2111 , на который надеты манжета 2102 и прикрепленный или встроенный резьбовой элемент, такой как гайка точной регулировки 2103 , и с совмещенными сквозными отверстиями. для вала крепления головки 30 , который проходит через него.Вал крепления головки 30 может представлять собой, например, вал с наружной резьбой 302 для зацепления с внутренней резьбой в гайке точной регулировки 2103 . Кольцо игольчатого подшипника 2112 расположено на верхней поверхности фланца 2111 , на которую упирается внутренняя поверхность кольца 2102 при вращении гайки точной регулировки 2103 . Кольцо 2102 удерживается на фланце 2111 и на кольце подшипника 2112 с помощью кольца 2113 , которое может быть, например, стопорным стопорным кольцом или подобным.
Стойка головного вала 210 также оснащена замком 2105 , таким как винтовой замок, который проходит через стенку стойки головного вала 210 и в осевой паз 301 , выполненный в валу крепления головки 30 для фиксации положения вала крепления головки 30 в осевом и радиальном направлении относительно стойки вала головки 210 . Точную высоту головки 20 можно точно отрегулировать и установить, поворачивая регулировочную гайку 2103 для подъема или опускания вала крепления головки 30 относительно стойки вала головки 210 .Резьба регулировочной гайки , 2103, и вала крепления головки предпочтительно представляет собой относительно тонкую резьбу, такую как, например, резьба National Fine в один дюйм или подобную для очень точной регулировки высоты вала крепления головки и головки и прикрепленной заготовки.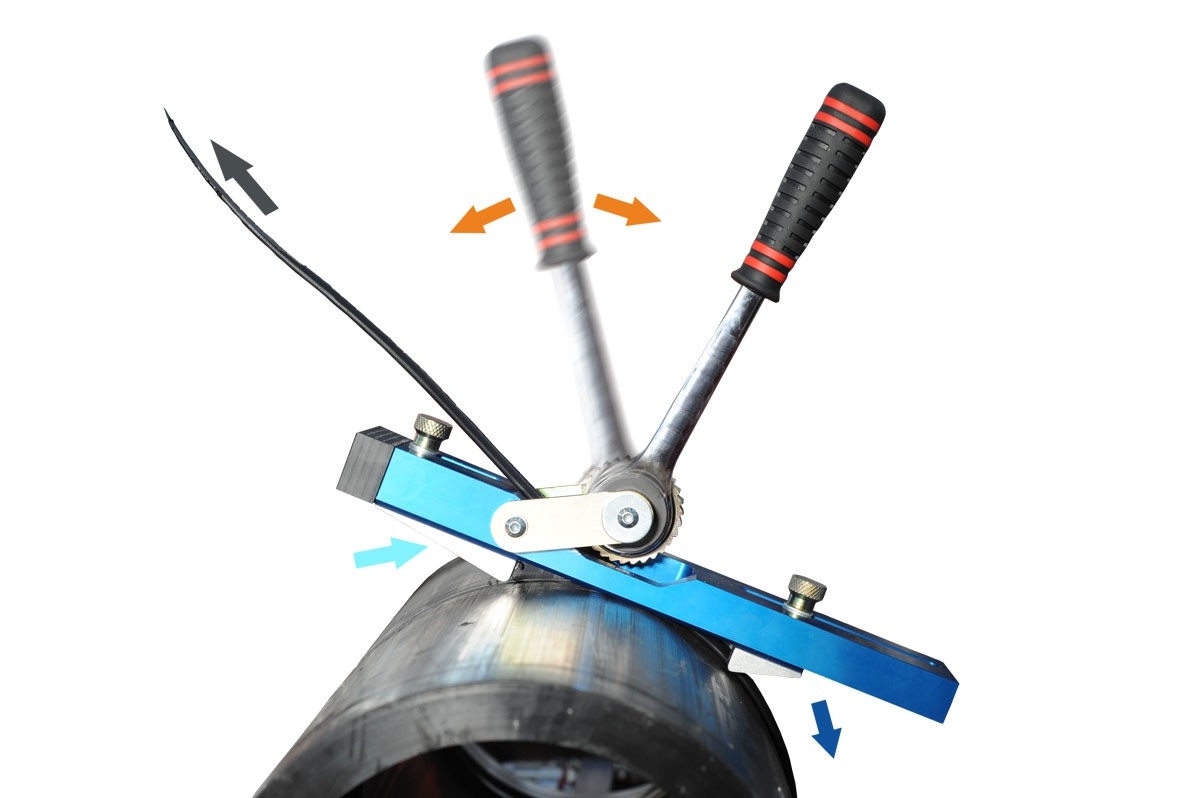 Затем затягивается замок 2105 , чтобы зафиксировать положение вала крепления головки 30 . Выступ 308 сформирован на валу 30 крепления головки, внешний диаметр которого совпадает с поверхностью внутреннего диаметра стенки стойки 210 вала головки, как показано на ФИГ.3. Прилив 308 устраняет боковое смещение и вибрацию вала крепления головки 30 внутри стойки вала головки 210 . Прорезь 301 проходит через бобышку 308 .
Затем затягивается замок 2105 , чтобы зафиксировать положение вала крепления головки 30 . Выступ 308 сформирован на валу 30 крепления головки, внешний диаметр которого совпадает с поверхностью внутреннего диаметра стенки стойки 210 вала головки, как показано на ФИГ.3. Прилив 308 устраняет боковое смещение и вибрацию вала крепления головки 30 внутри стойки вала головки 210 . Прорезь 301 проходит через бобышку 308 .
К верхнему дистальному концу вала крепления головки 30 прикреплен шарнир 310 , который в этой конкретной конфигурации включает в себя первую и вторую разнесенные пластины 311 и шарнирный штифт 312 . При таком расположении угловая ориентация головки 20 может быть изменена, например, как показано различными ориентациями, изображенными на ФИГ. 4 и 5, поворачивая головку вокруг шарнирного пальца 312 . Регулировка поворота головы, обычно обозначенная как 350 , простирается от воротника 2011 (или, иначе, от опоры 201 ) к голове 20 и, более конкретно, к креплению головы 360 , которое прикреплено к или иным образом продолжается от шкворня 310 . Регулятор поворота головы 350 крепится с помощью шарнира хомута 351 к хомуту 2011 и с помощью шарнира хомута 352 к креплению головы 360 , например, с помощью кронштейна 361 подключен к головному креплению 360 .Крепление головки 360 в этом конкретном варианте осуществления имеет общую форму цилиндрической опоры подшипника, в которой вал вращения головки или «вал головки» 362 установлен для вращения головки 20 , например, в подшипниках скольжения.
4 и 5, поворачивая головку вокруг шарнирного пальца 312 . Регулировка поворота головы, обычно обозначенная как 350 , простирается от воротника 2011 (или, иначе, от опоры 201 ) к голове 20 и, более конкретно, к креплению головы 360 , которое прикреплено к или иным образом продолжается от шкворня 310 . Регулятор поворота головы 350 крепится с помощью шарнира хомута 351 к хомуту 2011 и с помощью шарнира хомута 352 к креплению головы 360 , например, с помощью кронштейна 361 подключен к головному креплению 360 .Крепление головки 360 в этом конкретном варианте осуществления имеет общую форму цилиндрической опоры подшипника, в которой вал вращения головки или «вал головки» 362 установлен для вращения головки 20 , например, в подшипниках скольжения. или другие подшипники, как описано далее. Рабочую длину регулировочной оси головки 350 можно изменить вращением двухстороннего винта 354 , который имеет резьбу с верхним валом 355 , который доходит до оси хомута 352 и нижнего вала 356 , который доходит до шарнира хомута 351 , чтобы поворачивать головку 20 вверх или вниз вокруг шарнирного штифта 312 , тем самым изменяя угловую ориентацию заготовки, находящейся в зацеплении с головкой 20 .
или другие подшипники, как описано далее. Рабочую длину регулировочной оси головки 350 можно изменить вращением двухстороннего винта 354 , который имеет резьбу с верхним валом 355 , который доходит до оси хомута 352 и нижнего вала 356 , который доходит до шарнира хомута 351 , чтобы поворачивать головку 20 вверх или вниз вокруг шарнирного штифта 312 , тем самым изменяя угловую ориентацию заготовки, находящейся в зацеплении с головкой 20 .
Головка 20 в данном конкретном варианте выполнена в виде патрона, например токарного патрона с в основном цилиндрическим корпусом 40 , в котором установлены радиально регулируемые губки 45 с контактными поверхностями 451 . Хотя раскрытие и родственные изобретения проиллюстрированы в этой форме, они не ограничены какой-либо конкретной конфигурацией головки. Любая конфигурация головки, которая подходит или приспособлена для крепления и удержания любого типа заготовки, компонента или элемента для сварки или любой другой операции, входит в объем настоящего раскрытия.Пластина крепления головки 42 прикреплена к одному концу цилиндрического корпуса 40 головки 20 , а ось вращения головки 362 прикреплена к пластине крепления головки 42 . Головка 20 может поворачиваться на любой радиальный угол путем вращения вала вращения головки 362 внутри крепления головки 360 , например, внутри подшипников 364 внутри крепления головки 360 , и фиксироваться в любом радиальном направлении. положение с помощью фиксатора вращения вала головки 365 в креплении головки 360 , такого как замок с винтовым зажимом или любой другой подходящий зажим или фрикционный замок, который ограничивает вращение вала вращения головки 362 и тем самым фиксирует радиальное положение головки 20 и тем самым радиальную ориентацию заготовки, прикрепленной к головке.
Любая конфигурация головки, которая подходит или приспособлена для крепления и удержания любого типа заготовки, компонента или элемента для сварки или любой другой операции, входит в объем настоящего раскрытия.Пластина крепления головки 42 прикреплена к одному концу цилиндрического корпуса 40 головки 20 , а ось вращения головки 362 прикреплена к пластине крепления головки 42 . Головка 20 может поворачиваться на любой радиальный угол путем вращения вала вращения головки 362 внутри крепления головки 360 , например, внутри подшипников 364 внутри крепления головки 360 , и фиксироваться в любом радиальном направлении. положение с помощью фиксатора вращения вала головки 365 в креплении головки 360 , такого как замок с винтовым зажимом или любой другой подходящий зажим или фрикционный замок, который ограничивает вращение вала вращения головки 362 и тем самым фиксирует радиальное положение головки 20 и тем самым радиальную ориентацию заготовки, прикрепленной к головке. В предпочтительном варианте осуществления, как показано на фиг. 5, фиксатор 365 выполнен в виде винта 3651 , который проходит через крепление головки 360 и контактирует с прижимным кольцом 368 , которое окружает вращающийся вал головки 362 . Дополнительный замок вращения головного вала, обозначенный как 370 на фиг. 5, может быть расположен рядом с головным креплением 360 или в связи с ним, например, в конфигурации разъемного воротника с половинками 371 , 372 , как показано на ФИГ.6 с помощью натяжного винта с резьбой 373 для регулировки захвата замка 370 на валу 362 . При использовании фиксатор поворота вала головки 365 может использоваться в качестве первичного или начального устройства позиционирования и/или блокировки вала и может подходить для фиксации вала во многих различных типах операций.
В предпочтительном варианте осуществления, как показано на фиг. 5, фиксатор 365 выполнен в виде винта 3651 , который проходит через крепление головки 360 и контактирует с прижимным кольцом 368 , которое окружает вращающийся вал головки 362 . Дополнительный замок вращения головного вала, обозначенный как 370 на фиг. 5, может быть расположен рядом с головным креплением 360 или в связи с ним, например, в конфигурации разъемного воротника с половинками 371 , 372 , как показано на ФИГ.6 с помощью натяжного винта с резьбой 373 для регулировки захвата замка 370 на валу 362 . При использовании фиксатор поворота вала головки 365 может использоваться в качестве первичного или начального устройства позиционирования и/или блокировки вала и может подходить для фиксации вала во многих различных типах операций. Блокиратор вращения головного вала 370 можно использовать в сочетании с замком 365 для дополнительной прочности блокировки, если это необходимо, или в качестве основного или единственного устройства позиционирования и/или блокировки вала.
Блокиратор вращения головного вала 370 можно использовать в сочетании с замком 365 для дополнительной прочности блокировки, если это необходимо, или в качестве основного или единственного устройства позиционирования и/или блокировки вала.
В общей конфигурации головки 20 в качестве токарного патрона корпус токарного патрона 40 крепится к монтажной пластине головки 42 . Радиальный массив внутренних направляющих или губок 45 с зубьями или контактными поверхностями 451 установлен для радиального перемещения внутри цилиндрического корпуса 40 для взаимодействия с внутренним или внешним диаметром заготовки, обозначенной как W, например труба, как показано на фиг. 4 или фланец, как показано на фиг.1 и 6, расположенные над захватами 45 и вблизи цилиндрического корпуса 40 . Регулировка салазок или кулачков 45 для зацепления с заготовкой W осуществляется посредством обычного действия патрона токарного станка, известного в данной области техники. Как известно, ориентация кулачков 45 внутри корпуса патрона может быть изменена на обратную для зацепления с внешним диаметром или поверхностью заготовки или трубы. Соответственно, устройство 10 с токарным патроном, таким как шестидюймовый токарный патрон, можно использовать с трубами диаметром от ¼″ O.D. до 8 ″ Н.Д. Устройство 10 также можно использовать с патронами большего размера или другими захватными устройствами с другими описанными компонентами соответствующего размера. Например, фиг. 1 показана головка 20 , соединенная с заготовкой W в виде 4-дюймового фитинга 40 для стыковой сварки T, приваренного к 4-дюймовому фланцу с 8 болтами, при этом головка соединена непосредственно с фланцем. ИНЖИР. 4 показана заготовка W в виде трубы 40 размером 2 дюйма на 6 дюймов, соединенной с головкой 20 .Кроме того, площадь захвата и количество зубьев контактных поверхностей 451 губок 45 могут быть увеличены или иным образом изменены для повышения удерживающей силы независимо от ориентации головки 20 .
Как известно, ориентация кулачков 45 внутри корпуса патрона может быть изменена на обратную для зацепления с внешним диаметром или поверхностью заготовки или трубы. Соответственно, устройство 10 с токарным патроном, таким как шестидюймовый токарный патрон, можно использовать с трубами диаметром от ¼″ O.D. до 8 ″ Н.Д. Устройство 10 также можно использовать с патронами большего размера или другими захватными устройствами с другими описанными компонентами соответствующего размера. Например, фиг. 1 показана головка 20 , соединенная с заготовкой W в виде 4-дюймового фитинга 40 для стыковой сварки T, приваренного к 4-дюймовому фланцу с 8 болтами, при этом головка соединена непосредственно с фланцем. ИНЖИР. 4 показана заготовка W в виде трубы 40 размером 2 дюйма на 6 дюймов, соединенной с головкой 20 .Кроме того, площадь захвата и количество зубьев контактных поверхностей 451 губок 45 могут быть увеличены или иным образом изменены для повышения удерживающей силы независимо от ориентации головки 20 . Как показано на фиг. 6, к заготовке W может быть присоединено выравнивающее или позиционирующее устройство D для измерения и указания точной ориентации заготовки W, удерживаемой головкой 20 . Точное расположение и ориентация заготовки W достигается за счет работы любого из описанных механизмов регулировки и указывается устройством D перед любым применением сварки.Таким образом, сварочное приспособление представляет собой новое и высокоточное устройство и связанные с ним способы использования для бесконечно точного позиционирования и удержания заготовок для сварочного производства. Как показано на фиг. 7, дополнительные устройства или компоненты могут быть прикреплены к заготовке, такой как труба, как показано, например, трубный зажим PC, который может быть прикреплен к дистальному концу заготовки трубы, прикрепленной к головке 20 . Как показано на фиг. 8, дополнительная заготовка W 2 может быть присоединена к заготовке W, поддерживаемой головкой 20 , с помощью хомута PC.
Как показано на фиг. 6, к заготовке W может быть присоединено выравнивающее или позиционирующее устройство D для измерения и указания точной ориентации заготовки W, удерживаемой головкой 20 . Точное расположение и ориентация заготовки W достигается за счет работы любого из описанных механизмов регулировки и указывается устройством D перед любым применением сварки.Таким образом, сварочное приспособление представляет собой новое и высокоточное устройство и связанные с ним способы использования для бесконечно точного позиционирования и удержания заготовок для сварочного производства. Как показано на фиг. 7, дополнительные устройства или компоненты могут быть прикреплены к заготовке, такой как труба, как показано, например, трубный зажим PC, который может быть прикреплен к дистальному концу заготовки трубы, прикрепленной к головке 20 . Как показано на фиг. 8, дополнительная заготовка W 2 может быть присоединена к заготовке W, поддерживаемой головкой 20 , с помощью хомута PC. Усилие захвата губками 45 на заготовку W и усилие описанных замков достаточно велико, чтобы поддерживать и неподвижно фиксировать как заготовку W, так и дополнительные заготовки или приспособления для точных сварочных работ. При необходимости или желании можно использовать дополнительное устройство, такое как подставка или опора S, для поддержки либо заготовки W, либо заготовки W 2 , например, на расстоянии от головки 20 .
Усилие захвата губками 45 на заготовку W и усилие описанных замков достаточно велико, чтобы поддерживать и неподвижно фиксировать как заготовку W, так и дополнительные заготовки или приспособления для точных сварочных работ. При необходимости или желании можно использовать дополнительное устройство, такое как подставка или опора S, для поддержки либо заготовки W, либо заготовки W 2 , например, на расстоянии от головки 20 .
Любой из описанных компонентов сварочного приспособления может иметь размер и размеры для использования аппарата в сочетании с заготовками любого размера, например, 8-дюймовой, 10- или 12-дюймовой трубой или другими типами заготовок.
Смягчение остаточных напряжений и деформаций, вызванных сваркой ВИГ в тонкостенных трубах за счет внешнего ограничения content
Abstract
Тонкостенные трубы широко используются в химических установках и силовых установках, где проблема деформации, вызванная сваркой, является распространенной и заметной, ухудшая точность сборки и даже снижая несущую способность. Внешнее ограничение показало большую способность контролировать остаточные напряжения и сварочную деформацию. Целью данного исследования является исследование влияния ограничений на процесс сварки тонкостенных труб из нержавеющей стали 304 с помощью экспериментов и численного моделирования. Чтобы включить эффект зажима в моделирование сварки, внешнее ограничение было смоделировано как дополнительное рассеивание тепла и механическое сдерживание. Шовные сварные трубы с ограничениями и без них были смоделированы для целей сравнения.Было получено хорошее согласие между численным моделированием и измерениями в обеих трубах. Результаты показывают, что сварочная деформация и остаточные напряжения явно уменьшаются под действием внешнего ограничения, которое, как было установлено, работает в основном в процессе охлаждения, создавая большую пластическую деформацию растяжения, чтобы уменьшить силу усадки как в осевом, так и в окружном направлениях. . Максимальное искривление наблюдается на среднем участке стесненной трубы и на концевых участках у свободной, что обусловлено совместным влиянием направления изгиба на окружность и силы усадки в осевом направлении по данным анализа собственных деформаций.
Внешнее ограничение показало большую способность контролировать остаточные напряжения и сварочную деформацию. Целью данного исследования является исследование влияния ограничений на процесс сварки тонкостенных труб из нержавеющей стали 304 с помощью экспериментов и численного моделирования. Чтобы включить эффект зажима в моделирование сварки, внешнее ограничение было смоделировано как дополнительное рассеивание тепла и механическое сдерживание. Шовные сварные трубы с ограничениями и без них были смоделированы для целей сравнения.Было получено хорошее согласие между численным моделированием и измерениями в обеих трубах. Результаты показывают, что сварочная деформация и остаточные напряжения явно уменьшаются под действием внешнего ограничения, которое, как было установлено, работает в основном в процессе охлаждения, создавая большую пластическую деформацию растяжения, чтобы уменьшить силу усадки как в осевом, так и в окружном направлениях. . Максимальное искривление наблюдается на среднем участке стесненной трубы и на концевых участках у свободной, что обусловлено совместным влиянием направления изгиба на окружность и силы усадки в осевом направлении по данным анализа собственных деформаций. Кроме того, анализ режима деформации при сварке показывает, что внутренний изгиб, вызванный кольцевой связью, способствует точности размеров концов труб под действием осевых усадочных сил. Был проведен параметрический анализ стратегии внешнего ограничения, и результаты показали, что уменьшение расстояния ограничения является наиболее эффективным способом уменьшения сварочной деформации в шовных сварных трубах.
Кроме того, анализ режима деформации при сварке показывает, что внутренний изгиб, вызванный кольцевой связью, способствует точности размеров концов труб под действием осевых усадочных сил. Был проведен параметрический анализ стратегии внешнего ограничения, и результаты показали, что уменьшение расстояния ограничения является наиболее эффективным способом уменьшения сварочной деформации в шовных сварных трубах.
Ключевые слова
Внешняя связь
Сварочная деформация
Тонкостенная труба
Остаточные напряжения
Численное моделирование
Рекомендованные статьиСсылки на статьи (0)
©Thes.s.Опубликовано Elsevier B.V.
Рекомендуемые статьи
Ссылки на статьи
Новые и бывшие в употреблении Сварочные позиционеры
Как работает сварочный позиционер?
Сварочные позиционеры эффективно работают, захватывая стык трубы или клапан и поворачивая заготовку по мере необходимости, поэтому сварщик может непрерывно сваривать стык в плоском положении без перерыва в процессе. Это позволяет сварщику удерживать сварочную ванну в соединении, вместо того, чтобы маневрировать горелкой или электрододержателем.
Это позволяет сварщику удерживать сварочную ванну в соединении, вместо того, чтобы маневрировать горелкой или электрододержателем.
Сварочные позиционеры практичны для увеличения скорости наплавки и снижения количества брака, поскольку они обеспечивают лучший доступ к сварному шву на трубопроводе. Сварочный захват или сварочный позиционер помогают оператору сваривать на более высоких скоростях, чем это возможно при ручной или полуавтоматической сварочной установке.
Как правильно использовать сварочный позиционер?
При работе со сварочным позиционером безопасность всегда является главным приоритетом. Важно убедиться, что ваш сварочный позиционер всегда закреплен на плоской, устойчивой поверхности.Настольные сварочные манипуляторы также должны быть закреплены.Также важно проверить спецификации производителя сварочного позиционера. Двигатель и управление основаны на размере и скорости, необходимых для работы сварочного аппарата, а спецификации производителя информируют вас о том, может ли сварочный позиционер выполнять операцию, которую вам необходимо выполнить.

Во время сварки к позиционеру также должен подаваться ток заземления. Без него можно повредить электрические детали.Вы также должны убедиться, что позиционер совместим с электрическим током, создаваемым в процессе сварки.
Опции сварочного позиционера
Mitrowski предлагает несколько эксклюзивных стилей новых и бывших в употреблении сварочных манипуляторов, чтобы удовлетворить потребности вашего проекта. Некоторые из уникальных моделей сварочных позиционеров, которые мы предлагаем, перечислены ниже.Настольный сварочный аппарат
Настольные сварочные позиционерыобеспечивают исключительные возможности позиционирования заготовок в рамках небольшой конструкции рамы, которую можно легко установить на верстак или столешницу.Наши новые и бывшие в употреблении настольные сварочные позиционеры обеспечивают функции поворота и наклона детали, которые обеспечивают точное позиционирование заготовки.
Сварочные поворотные столы
Вращающиеся сварочные столы обеспечивают ключевое преимущество точного позиционирования в плоском или горизонтальном положении. Они также обеспечивают высокоточный и недорогой метод вращения трубы, сосуда или промышленной детали вокруг вертикальной оси. Напольные поворотные столы в основном используются для сварки, газопламенной резки, рентгенографии и механической обработки.Позиционеры для сварки труб
Позиционеры для сварки труб значительно повышают производительность при сварке труб, валов, колес, отводов и других фитингов. Наряду со сварочными поворотными столами позиционеры для сварки труб особенно полезны при вращении или позиционировании заготовок с большими смещающими нагрузками. Позиционеры для сварки труб используются для самых разных целей, от намотки труб до позиционирования очень больших громоздких деталей, таких как компоненты шасси или конструкционная сталь.Поворотные сварочные позиционеры
Поворотные сварочные позиционеры значительно упрощают сварку круглых предметов и повышают ее производительность.Реверсивный блок управления переменной скоростью позволяет вам точно установить правильную скорость, а дополнительная педаль переменной скорости добавляет еще один уровень контроля. Эти сварочные позиционеры очень полезны для точной сварки.
Эти сварочные позиционеры очень полезны для точной сварки.Позиционеры передней и задней бабки
Наши новые, бывшие в употреблении или сдаваемые в аренду сварочные позиционеры головки и задней бабки предназначены для использования с длинными прямоугольными формами, которые должны поддерживаться с обоих концов. Доступны модели с фиксированной высотой вращения, осевой линией и силовым подъемом для эргономичного размещения сварного изделия.Позиционеры задней бабки передней бабки также обеспечивают максимальную гибкость при подъеме или вращении тяжелых заготовок, таких как рамы прицепов или больших судов.Сварочные патроны с захватом
Сварочный патрон с захватом — это специальный зажим, который можно использовать для работы в сложных условиях сварочной промышленности. В основном они используются для крепления металлических деталей, которые прикрепляются к передней/задней бабке, чтобы их можно было приварить. Наше сварочное оборудование в аренду — это экономичный способ улучшить свои сварочные способности и повысить эффективность. Мы предлагаем высококачественное оборудование по разумным ценам, а также программу аренды с выкупом.
Мы предлагаем высококачественное оборудование по разумным ценам, а также программу аренды с выкупом.Сварочные позиционеры общего назначения
Сварочные позиционеры общего назначения используют различные средства для закрепления и позиционирования заготовок для сварки, обеспечивая полное вращение или вращение детали на 360°, чтобы сварщик мог оставаться в одном положении на безопасной плоской поверхности. Общие сварочные позиционеры относятся к тем, которые не попадают ни в одну из основных категорий сварочных позиционеров.Грузоподъемность сварочного позиционера
В зависимости от ваших конкретных потребностей Mitrowski Welding может предоставить вам сварочный позиционер, который соответствует вашим требованиям по грузоподъемности.Наш ассортимент сварочных позиционеров доступен в различных размерах: от настольных моделей, которые вмещают до 100 фунтов, до гидравлических блоков, которые могут поддерживать до 200 000 фунтов.Новые, бывшие в употреблении, восстановленные и арендуемые сварочные позиционеры
Mitrowski Welding продает новые, бывшие в употреблении и восстановленные сварочные позиционеры всех основных брендов и различных размеров. Наш сервисный отдел может добавить функции и компоненты, такие как ножные педали, выносные ручные подвески, захватные патроны, внешние опоры и соответствующие задние бабки, чтобы полностью настроить ваше устройство.
Наш сервисный отдел может добавить функции и компоненты, такие как ножные педали, выносные ручные подвески, захватные патроны, внешние опоры и соответствующие задние бабки, чтобы полностью настроить ваше устройство.Аренда сварочных манипуляторов
Вам нужно оборудование для разового сварочного проекта? У вас есть собственное сварочное оборудование, но вам нужно что-то дополнительное для выполнения большого и/или сложного проекта? Если ваши потребности в сварке не требуют покупки оборудования, Mitrowski Welding предлагает широкий выбор сварочных манипуляторов в аренду. Лучшие марки сварочных позиционеров, которые мы сдаем в аренду и продаем, включают: Сварочное оборудование, которое мы даем в аренду, — это экономичный способ улучшить свои сварочные способности и повысить эффективность.Мы предлагаем высококачественное оборудование по разумным ценам, а также программу аренды с выкупом. Свяжитесь с нами сегодня, чтобы арендовать сварочные позиционеры или другое оборудование для вашего проекта, или позвоните нам по телефону 713-943-8032.