Как приварить петли на ворота
Монтаж ворот — сложный и кропотливый процесс. От правильности его выполнения зависит плотность прижима створки, надежность конструкции. Одним из ответственных этапов является установка поворотных элементов. До того, как приварить петли к воротам, необходимо подобрать соответствующую модель и адаптировать ее согласно характеристикам готовой конструкции
Выбор и подготовка петель
Для относительно небольшой створки массой до 200 кг подойдут обыкновенные цилиндрические петли. Количество на одну сторону – от 4-х и более. Важно правильно рассчитать нагрузку. Для поворота штифта в заводских моделях предусмотрен подшипник. Если его нет – нужно установить стальной шарик.
Суть модернизации заключается в увеличении площади контакта петлевой группы с плоскостью ворот и опорных столбов. Для этого нужно сделать следующее.
- Выбор платиков. Это пластины, обеспечивающие надежное крепление петли к полотну.
- Размер пластин зависит от массы створки.

- Длина платиков не должна препятствовать нормальной работе створки.

По завершении этого процесса можно приступать к сборке конструкции.
Методика крепления к воротам
Петли привариваются на готовую створку. Они должны фиксироваться на опорной раме, запрещен монтаж на металлические листы обшивки. Оптимальный вариант сборки — при установленных опорных столбах. Могут возникнуть сложности с фиксацией ворот в рабочем положении. Для этого можно использовать дополнительные подконструкции.
Рекомендации по установке петлевой группы:
- зазор между опорной стойкой и рамой створки – до 5 мм;
- предварительно делается разметка с учетом того, что петли должны находиться на одной оси;
- часть петлевой группы со штифтом располагается снизу, его направление – вверху;
- сначала делается пробное приваривание максимум на три точки, рекомендуется начать с нижней петли;
- после этого проверяется правильность работы ворот – они должны свободно открываться, закрываться, контролируется зазор, отсутствует самопроизвольное движение створки независимо от ее положения;
- окончательная сварка пластин по периметру, после остывания – удаление окалины и очистка поверхности.

Со временем створка может просесть или поменять свое положение. Если зазор не компенсирует это — необходимо переделать монтажные узлы. Для решения подобной проблемы рекомендуется применять петли с функцией регулировки.
Материалы и инструменты
Для качественного выполнения работы потребуются профессиональные инструменты. Сварочный аппарат может быть любой, важно, чтобы он обеспечил достаточную мощность для формирования дуги. Это зависит от толщины металла и диаметра используемых электродов.
Помимо сварочного аппарата потребуются такие инструменты и расходные материалы:
- защитная маска сварщика;
- измерительный инструмент: линейка, рулетка, строительный уровень;
- смазка для петель – солидол или аналогичный ему по свойствам состав;
- болгарка потребуется для зачистки сварочных швов и демонтажа неправильно установленной петлевой группы.
Опорные столбы лучше всего сделать из профильной трубы квадратного или прямоугольного сечения. Это обеспечит надежность конструкции и облегчит процесс монтажа полотна.
Это обеспечит надежность конструкции и облегчит процесс монтажа полотна.
Рекомендации по установке
Надежность ворот напрямую зависит от соблюдения правил технологии их монтажа. Сначала крепятся опорные столбы. Если полотно будет изготавливаться самостоятельно – габариты рамы определят только после первого этапа. Важно помнить о технологическом зазоре.
В нижней части расстояние до поверхности грунта должно быть не менее 100 мм. Это нужно для компенсации возможного проседания конструкции. В качестве материала обшивки можно использовать профнастил. Для надежной фиксации профнастила привариваются дополнительные ребра жесткости. Дополнительно можно предусмотреть небольшую калитку. Альтернатива – сделать ее отдельно, если позволяет ширина монтажного проема.
После приваривания петель поверхность зачищается от ржавчины, наносится слой грунтовки и краски. Во избежание посторонних звуков при открывании шарниры смазываются солидолом.
В качестве примера рекомендуется посмотреть видео о профессиональном приваривании петель на ворота:
youtube.com/embed/AksBZKeleH0?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Как правильно приварить петли для ворот. Наиболее простой способ
Долговечность ворот и надежность гаража зависят от правильно установленных петель. Если вы приобрели ворота без них, то для монтажа можно пригласить профессионального опытного сварщика, но если у вас имеется сварочный аппарат, а вы обладает основными познаниями, как он работает, то справиться с данной работой можно самостоятельно. Главное знать, как правильно приварить петли для ворот, чтобы ворота открывались плавно и легко, без перекосов.
Способы приваривания петель зависят от того, из какого конкретно материала выполнены створки ворот и столбы, к которым они будут крепиться. Это могут быть:
- бетонные опоры;
- кирпичные столбы;
- металлические круглые столбы;
- металлические уголки и т.д.
Также особое внимание следует уделить выбору петель. Эффективнее и функциональнее прочих – модели с шариками, выделяющиеся своей повышенной надежностью и неприхотливостью.
Эффективнее и функциональнее прочих – модели с шариками, выделяющиеся своей повышенной надежностью и неприхотливостью.
Внимательность и тщательность
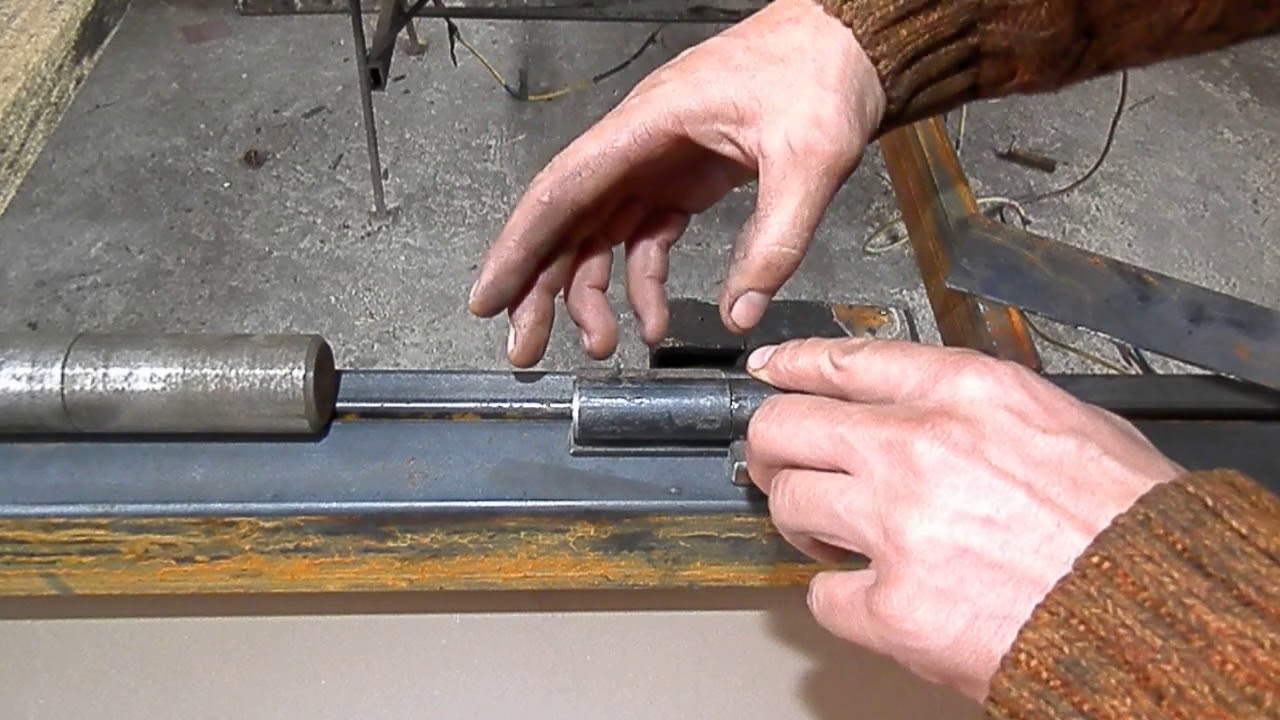
После того, как петли выбраны, можно приступать к их установке. Итак, как правильно приварить петли для ворот? Как показывает практика, намного проще устанавливать петли на лежащие створки ворот. Главное, положить их на идеально ровную поверхность.
Перед началом сварочных работ фурнитуру рекомендуется смазать солидолом. После этого возьмите какую-нибудь подкладку толщиной не более пяти и не менее двух миллиметров и подложите под нижнюю часть фурнитуры. Верхнюю половину придерживайте с торца.
Учитывайте то, к чему они будут крепиться. Если ворота будут навешиваться на круглые столбы, то петли придется на пять миллиметров выпустить вперед за плоскость ворот. А если же это квадратные столбы или металлический уголок, то приваривать петли стоит строго заподлицо. Прихватите сваркой петли на одной створке.
Далее следует выставить фурнитуру. Поставьте полотно вертикально и воспользуйтесь отвесом. Убедитесь, что петли расположены на одной линии. Если петли выставлены правильно, приварите их полностью, окончательно закрепив на полотне. Затем поднимите полотно и приварите петли к столбу. Точно также поступайте со второй створкой. Обязательно убедитесь, чтобы на обеих створках верхняя и нижняя петли находились на одном уровне.
В некоторых случаях, чтобы упростить процесс, а также обеспечить более равномерное распределение нагрузки, к петлям следует приварить специальные пластины из металла. Выбирать пластины, в частности, их вес и размер, необходимо с учетом габаритных параметров створок ворот.
В данной статье приведен наиболее простой способ, как правильно приварить петли для ворот. Занимаясь установкой воротных петель, не забывайте придерживаться основных правил техники безопасности, в частности, надевайте защитную маску, оберегающую глаза и лицо, и специальные перчатки.
В каталоге товаров есть цена на петли. Все товары в наличии на нашем складе, заказывайте с сайта Zamki-Dvernye.ru по оптимальным ценам мелким и средним оптом. |
Как правильно приварить петли на ворота?
Сама по себе, основная функция ворот базируется далеко не на одном их верном закрывании и стойкости к большим нагрузкам. Однако, весьма важный момент — это их открывание и также закрывание. Вообще, в совершенстве 2 последние функции , а еще отсутствие уже между прикрытыми воротами тех же щелей достигаются в результате хорошей сварки. Так вот, у многих часто возникает весьма логичный вопрос — как приварить петли на ворота? Люди, которые имеют навык работы электрической сваркой, смогут на должном уровне приварить различные петли к воротам, если станут совершать этот процесс правильно.
И открытие, и закрытие самих ворот без каких-либо скрипов плюс рывков – это наилучшее, что может предоставить верный монтаж петель. Как же можно такое соорудить? 1-ым делом, избрать правильный метод монтажа петель для определенных материалов ворот плюс опорных столбов. Сами ворота бывают:
Как же можно такое соорудить? 1-ым делом, избрать правильный метод монтажа петель для определенных материалов ворот плюс опорных столбов. Сами ворота бывают:
- из металла;
- из дерева;
- профнастиловые/поликарбонатные;
Ну а столбы:
- железные;
- древесные;
- бетонированные;
- из пенобета;
- кирпичные;
- каменные либо шлакоблоковые.
Среди петель наиболее оптимальными считаются шариковые. Полости подобных петель имеют шарики, которые в 2 раза упрощают ход самих ворот. Вначале нужно определить, как же функционируют петли на воротах вкупе: на 1-ой воротной створке две петли должны находиться на проделанной прямолинейной осевой полосы. То есть, после завершения этой процедуры петля (снизу) обязана быть конкретно под той (которая сверху) плюс у той и иной петли обязано быть прямолинейное осевое размещение в пространстве. Во время подобной приварки петель — перегрузка веса двери станет распределятся на подвесные опоры в равной мере.
Старт процесса
Цилиндрообразная форма петель часто принуждает малоопытных людей в данной сфере — спросить у себя: «А подобное, в принципе — варится?». Поверьте, варится! И приварить можно легко. Сами петли, изготовленные из шестигранника либо четырехгранника в практике приварить проблематичнее. По верной технологии, петли поначалу привариваются к особым «платикам». Совершать данное лучше на гладкой горизонтальной поверхности, к примеру, на наковальне (попутно уже разрешено подключить тот же «минус» нашего агрегата).
Внимание! Обязательное условие: приваривать платики к петлям нужно используя сплошной шов.
к меню ↑Инструменты
- сварочный аппарат, лучше инверторный;
- сухие электроды d=3 мм;
- щетка по металлу;
- маска защитная;
- также костюм сварщика и ботинки;
- механослесарный молоток;
- пластинки и/или платики;
- петли (с подшипником либо без).
Выбрать подобающий по размерам платик не трудно. Предусматриваем вес ворот и надежность материала (из какого они сделаны и определяем это «на глаз»). Также, учесть сварочный шов — то есть какой конкретно длины сумеет выдержать вес и не даст, чтобы дверь либо гаражные конструкции «растянулись». Платиками образуется продуктивная «среда» в целях выполнения сварки, а вдобавок они служат в качестве пластин (которые распределяют) воротного полотна, что не позволяет крайнему «разрушится» — если совокупный вес самой конструкции тяжелый.
к меню ↑Монтаж ворот
Правильно совершать сварку петель с уже прикрепленными платиками необходимо в стационарном режиме, прежде размещая ворота в их так называемое — «базовое место». В общем, ворота потребуется укреплять «холостым путем» и добиваться подобающего положения до старта работы. Позицию дверей нужно обязательно проверить. Кстати, перепроверить еще столько раз, сколько понадобится – вплоть до 10 раз.
к меню ↑Сварочный процесс
После того, как уже будет сделан хороший «тест» месторасположения ворот, заблаговременно измеряемых и означенных полей для пластин, можно приступать к сварке с петель (те, которые нижние) на столбах. Сам «вертикальный шов» считается нелегкой работой даже специалистам в этой сфере. Однако, из-за пластин любой молодой сварщик сумеет с ними совладать, а точнее приварить ту же дверь либо гаражные калитки. Когда 1 штыковой элемент петли на створке будет сделан, разрешено пользоваться лазерным уровнем с целью сверки верного расположения ее оси и нахождения истинного расположения 2-ой штыковой петли.
Сам «вертикальный шов» считается нелегкой работой даже специалистам в этой сфере. Однако, из-за пластин любой молодой сварщик сумеет с ними совладать, а точнее приварить ту же дверь либо гаражные калитки. Когда 1 штыковой элемент петли на створке будет сделан, разрешено пользоваться лазерным уровнем с целью сверки верного расположения ее оси и нахождения истинного расположения 2-ой штыковой петли.
Завершающий аккорд
После корректной сваркой составляющих петель, далее к ним следует прикреплять вставную верхнюю часть петли вместе с шариками. Следом весьма плотно припереть наживленную часть к самому полотну двери и возобновить деятельность. По завершению всего процесса, швы стоит обработать болгаркой. Вот и все, теперь вы знаете — как приварить петли на ворота, а самое главное — как смастерить это правильно.
Кстати, подобной методикой многие годы благополучно пользуются различные службы, которые занимаются установкой дверей. Совершить это без помощи других будет несложно, если есть опыт работы со сварочным аппаратом и нужное оборудование с расходным материалом.
Важно! Сами ворота (в том числе и гаражные) должны открываться наружу, потому как если они будут открываться внутрь — при изобилующем снегопаде в зимнее время это может повлечь за собой немалые проблемы.
Похожие статьиКак правильно приварить петли для гаражных ворот – советы спецов
Правильно установленные петли для гаражных ворот – гарантия легкого открытия створок и отсутствие проблем с перекосом полотна. Грамотно выставленные петли обеспечивают максимальную герметичность ворот и снижение влажности в гараже.
Как правильно подобрать петли для ворот, и на какие критерии ориентироваться.
Виды воротных петель
Полотно ворот гаража может быть выполнено из разных материалов – металл, дерево, профилированный лист, декоративная отделка виниловыми панелями. Масса створок и материал, из которого они изготовлены, диктуют характеристики необходимых петель.
Варианты установки петель:
- сварка – петли приваривают к полотну створок и раме гаражных ворот;
- монтаж при помощи болтов – необходим для работ с древесиной;
- крепление на саморезы по металлу – для ворот из профилированного листа.
Вес створок имеет решающее значение при выборе гаражных петель. Если неправильно рассчитать нагрузки, то перекос створки произойдет очень быстро. Мастера советуют для листовой толстой стали устанавливать усиленные петли для гаража.
По размещению петли гаражные делятся на внутренние и потайные. Оптимальная конструкция гаражных петель – петли на шарикоподшипниках, она гарантирует максимальную долговечность.
Форма и характеристики петель для ворот гаража
Форма и конструкция петель для ворот гаража:
- накладные – работают бесшумно, легкий монтаж, подходят для гаражных ворот из любых материалов;
- сквозные петли – для ворот массой не более 200 кг, монтируются на гайки. Устанавливают такие петли, если нет возможности приварить крепеж. Низкая стойкость к взлому, такие петли подходят для гаражей на охраняемой территории;
- цилиндрические – надо приваривать ушки для надежного крепежа;
- цилиндрические с подшипниковой опорой – для гаражных ворот весом менее 400 кг;
- цилиндрические с усилением – для полотна весом до 600 кг;
- петля-стрела – шарнирного типа, прекрасное решение для тяжелых гаражных ворот;
- кованые петли – для деревянных ворот или при отделке полотна деревянной вагонкой.
По форме петли могут быть:
- цилиндрические – крепятся только сваркой;
- шестигранные – также требуется приваривать ушки;
- квадратные – обеспечивают максимальную площадь прилегания петли к створке и раме;
- в виде капли – удобный шарнирный механизм, можно крепить на любую конструкцию ворот.
Лучшее решение для металлических ворот гаража – цилиндрические петли на шарикоподшипниках.
Петли на шарикоподшипниках – лучший выбор
Лучшее решение для ворот гаража – петли на шарнирах. Количество петель на створку зависит от массы полотна:
Количество петель на створку зависит от массы полотна:
- для легкого профнастила подойдут петли на одном шарнире, диаметр 25 мм;
- на стандартные металлические ворота нужно шарнир 35 мм;
- тяжелые ворота гаража – от двух до трех шарниров на одну створку, диаметр 35 мм и выше.
Когда для ворот гаража надо выбирать регулируемые петли, которые позволяют выставить створки даже при неправильной геометрии проема ворот:
- старые гаражи с проседающим или деформированным фундаментом;
- неправильная геометрия проема ворот;
- частая перестановка коробки металлического гаража.
Как установить петли своими руками, что надо учесть при монтаже?
Инструкция по установке петель на гаражные ворота
Рассмотрим установку на примере самой распространенной цилиндрической петли на шарикоподшипнике. Сначала надо приварить ушки к петлям, на которые и будем крепить их к полотну и коробу ворот:
- вырезаем болгаркой металлические пластины ушки по размеру петель, которые усилят жесткость крепления;
- две крепежные пластины кладем горизонтально, зазор между ними 2 – 3 мм;
- по центру между пластинами укладываем петлю;
- крепим с двух сторон петлю к пластинам сваркой;
- аналогично готовим и все остальные петли ворот;
- теперь надо выставить строго по уровню ворота и закрепить их подпорками.

Очень важно при установке выставлять петли строго по уровню, поэтому лучший вариант лазерный уровень, а не обычный водяной.
- прикладываем петли и отмечаем места крепления на полотне и на каркасе ворот;
- начинаем приваривать петли с нижней петли, сразу шов не свариваем, а лишь прихватываем, чтобы была возможность выставить по уровню;
- порядок точечной сварки на прихватке – верх, низ, центр;
- вначале крепеж привариваем к полотну, а потом к коробу ворот;
- еще раз выставляем ворота и проверяем на свободное открытие и закрытие.
Если все нормально, то можно окончательно приварить петли горизонтальным и вертикальным сплошным швом. Вертикальный шов – движение всегда снизу вверх.
Проще, но не надежней, сначала приварить петли к каркасу ворот, а потом выставлять створки и приваривать верхнюю часть петли. Проще и понятней посмотреть процесс на видео инструкции и послушать важные рекомендации профессионалов.
Как ровно и правильно приварить петли на дверь, калитку, и тд. | Ручная дуговая сварка
Друзья, снова вас приветствую на нашем канале. Если ты решил самостоятельно осваивать ручную дуговую сварку, то здесь собраны сотни статей, которые помогут тебе в этом непростом, но очень интересном и нужном деле!
Будем сегодня разбирать такую тему, без которой не обойтись всем, кто взял в руки сварочный держак, потому что с этим всё равно придётся столкнуться рано или поздно-как ровно и правильно приварить петли.
Покажу эту технологию на примере выставления и приварки петель для металлической двери.
Работу по сварке петель я всегда начинаю так-первым делом разбираю петли на 2 части, и маркером делаю заметку на части петли, которая в повседневной речи зовётся мамой.
Делаю я это для того, чтобы в процессе работ каждый раз не разбирать петлю и не смотреть где какая часть, а без этого никак-иначе можно приварить неправильно, и дверь получиться несьёмная, и переделывай потом. Так что это очень важная мелочь.
здесь 3 фото-полистайтездесь 3 фото-полистайте
Нам нужно, чтобы петли после приварки были строго в одних плоскостях, поэтому делаем временную направляющую их профильной трубы, зафиксированной струбцинами к двери.
Кстати, я всегда стараюсь петли отодвинуть от листа металла двери хотя бы на 5-10 мм, поэтому профтрубу будем прижимать по отметкам, сделанным с учётом этих цифр, но отталкиваемся от края уголка коробки двери.
здесь 2 фото-полистайте
Затем делаем отметки расстояний от верха и низа дверного полотна, здесь мы будем приваривать петли, оно должно быть одинаковым от низа и верха-хотя стандартов здесь нет, но соблюдайте размер хотя бы 250 мм.
Далее ещё одна важная мелочь. Никогда нельзя приваривать петли без зазора с коробкой двери, ворот и тд, иначе они будут сильно об неё тереться в работе. Поэтому делаем зазор-я стараюсь делать зазор примерно равный толщине листа дверного полотна, он у меня здесь был 1.5 мм, соответственно перед прихваткой петли я её положил на отрезной диск от болгарки толщиной 1.6 мм.
здесь 3 фото-полистайтездесь 3 фото-полистайте
Теперь делаем прихватки-прихватки делаем строго по торцам петель. Когда прихватываем, то петлю стараемся крепко прижимать, иначе без прижима сварочная прихватка её потянет в сторону, и будет нарушена соосность. Ослабляем прижим петли секунд через 5 после обеих торцевых прихваток-не раньше. Да петлю прижимаем не только к коробке двери, но и к направляющей профтрубе, тогда всё получиться хорошо!
Да петлю прижимаем не только к коробке двери, но и к направляющей профтрубе, тогда всё получиться хорошо!
здесь 5 фото-полистайте
После прихватки петель по торцам мы откручиваем струбцины от профтрубы, и эту трубу кладём на петли, чтобы визуально оценить их горизонтальную плоскость-если где что нарушено, подправляем молотком, но обычно, если нормально прижимать в процессе прихваток, то всё будет ровно!
Теперь нам нужны площадки из толстого металла-я предпочитаю их пилить болгаркой из уголка, оставляя одну стенку примерно на размер половины толщины петли. Этими площадками мы сваркой соединим подвижную часть петли-маму, с полотном двери.
Многие на этом этапе уже приваривают площадки к петлям и полотну двери, но я ещё делаю небольшую работу, чтобы это сварное соединение было максимально прочным.
здесь 6 картинок-полистайтездесь 6 картинок-полистайте
Беру и обвожу разметочным карандашом площадку, затем делаю отметки примерно на уровне центров (середин) профиля каркаса двери. Затем по этим отметкам делаю сварную точку-прожигаю электродом лист металла, и свариваю этот лист с самим каркасом двери. Затем зачищаю болгаркой эту сварную точку в ноль.
Просто здесь будут проходить сварные швы, и они крепко свяжут петлю через площадку не только с листовым металлом полотна, но и с самим каркасом двери-короче при таком методе всё будет надёжно сварено, и никогда ничего не отскочит!
здесь 4 фото-полистайтездесь 4 фото-полистайте
Теперь прихватываем площадку и начинаем приваривать петли к рамке, площадкам, площадки свариваем с полотном. Сварочные швы делаем поочерёдно-то на одной петле, затем на другой, просто нельзя сразу варить все швы на одной петле, иначе может получиться деформация металла от чрезмерного нагрева.
Вот и всё, мы приварили петли правильно-давно выработал для себя такую технологию, и результат всегда получается отличным.
Как правильно приварить петли на ворота различного типа — sdelayzabor.
 ru
ruЛюбые ворота, где бы они не устанавливались, должны функционировать без заеданий, распахиваться и закрываться легко, плотно прилегать к лутке. Кроме того, они должны надежно защищать помещение или участок от взлома. Все это будет возможно при качественной установке петель. Усвоив принцип установки, вам будет несложно смонтировать гаражные, дачные ворота, металлическую калитку или тяжелую дверь. Давайте рассмотрим, как приварить петли на ворота правильно.
Правильно приваренная петля — залог долгой и надежной службы изделияПодготовка к работе
Для осуществления задуманного нам понадобятся такие инструменты:
- Сварка с электродами, сварочная маска.
- Металлические петли. Лучше взять цилиндрические шариковые изделия. Они должны быть тем мощнее, чем тяжелее будут ворота. Например, на гаражные конструкции следует выбирать наиболее габаритные детали, а для монтажа на калитку подойдут и небольшие петли.
- Пластины требуемой толщины для приваривания к петельным заготовкам. Они необходимы для удобства сваривания и повышения надежности сварной конструкции, так как имеют значительную площадь соприкосновения с воротным полотном.
- Болгарка.
- Вязкое масло типа солидола или литола.
 Они необходимы для удобства сваривания и повышения надежности сварной конструкции, так как имеют значительную площадь соприкосновения с воротным полотном.
Они необходимы для удобства сваривания и повышения надежности сварной конструкции, так как имеют значительную площадь соприкосновения с воротным полотном.Также должны быть подготовлены опорные столбы для приваривания к ним петель.
Подготовка к монтажу петель
Любые ворота крепятся на основе посредством двух петель — нижней и верхней. Если лутка или опорные столбы выставлены по уровню, то верхняя и нижняя петли должны находиться на одной вертикальной линии, проходящей через них сверху вниз. В этом случае нагрузка на них будет распределена равномерно.
По технологии работ, к петлям сначала нужно приварить пластины из толстого металла. Их еще называют платиками.
Схема приварки петельПривариваются они на какой-то горизонтальной поверхности. Очень удобно работу осуществлять в тисках, к которым легко можно подключить нулевой провод от сварочного аппарата. Чтобы правильно приварить платики к петле, необходимо проделать это в такой последовательности:
- 2 пластины укладываются горизонтально с обеспечением зазора между ними 2-3 мм.
- Поверх платиков, по центру зазора, укладывается петля.
- Производится приваривание одной из частей петли к плоскости платика.
- 2 пластины располагаются под второй частью крепления, после чего производится сварка с другой стороны крепления.
Технология приваривания петель
Чтобы правильно произвести приваривание петель, необходимо выставить полотно ворот строго по уровню. Лучше всего воспользоваться лазерным уровнем, так как обычный пузырьковый инструмент может давать погрешности. Ворота фиксируются при помощи подставок и клиньев в неподвижном положении. Так они будут стоять и после наваривания на них петель. После этого к ним прикладываются петли с платиками, которые должны располагаться на одной оси. Рекомендуется отметить места нахождения платиков.
Способы монтажа ворот
Петлевые навесы приварить к воротам или на калитку можно двумя способами:
- Вначале привариваются крепления к полотну ворот, а затем — к опорным столбам. Рекомендуется начинать работу с крепления нижней петли. Сложнее всего выполнить вертикальный сварной шов между пластиной и основным металлом. Следует выполнить несколько прихваток, а затем убедиться в нормальной работе створки ворот. Прихватки выполняются в следующей последовательности:
 Рекомендуется начинать работу с крепления нижней петли. Сложнее всего выполнить вертикальный сварной шов между пластиной и основным металлом. Следует выполнить несколько прихваток, а затем убедиться в нормальной работе створки ворот. Прихватки выполняются в следующей последовательности:
Рекомендуется начинать работу с крепления нижней петли. Сложнее всего выполнить вертикальный сварной шов между пластиной и основным металлом. Следует выполнить несколько прихваток, а затем убедиться в нормальной работе створки ворот. Прихватки выполняются в следующей последовательности:- Сверху.
- Снизу.
- По центру.
- В центре первой половины шва.
- В центре второй половины шва.
Так прихватываются обе петли. Если после этого створка закрывается и распахивается нормально, создается сплошной шов. Движение электрода при создании вертикального шва должно быть направлено снизу вверх. Далее обвариваются горизонтальные швы. После приваривания нижней петли производится дополнительная проверка осевого крепления верхнего крепления, так как в процессе сварки могла произойти подвижка полотна.
- Как приварить петли в другой последовательности? Многим именно этот способ покажется наиболее приемлемым. Нижние части петель с платиками привариваются вначале к опорным столбам. Затем в них вставляются верхние части с шариками. После этого полотно ворот выставляется по месту. Платики плотно прижимаются к полотну, после чего обвариваются.
 Затем в них вставляются верхние части с шариками. После этого полотно ворот выставляется по месту. Платики плотно прижимаются к полотну, после чего обвариваются.
Затем в них вставляются верхние части с шариками. После этого полотно ворот выставляется по месту. Платики плотно прижимаются к полотну, после чего обвариваются.Когда монтаж ворот закончен, сварные швы очищаются от окалины и шлифуются болгаркой. До полного остывания сварных швов открывать ворота запрещено.
Серия видео уроков о том как приваривать петли к воротам
Как приварить петли на ворота самостоятельно? Инструкция
Выбор и подготовка петель
Для относительно небольшой створки массой до 200 кг подойдут обыкновенные цилиндрические петли. Количество на одну сторону – от 4-х и более. Важно правильно рассчитать нагрузку. Для поворота штифта в заводских моделях предусмотрен подшипник. Если его нет – нужно установить стальной шарик.
Суть модернизации заключается в увеличении площади контакта петлевой группы с плоскостью ворот и опорных столбов. Для этого нужно сделать следующее.
- Выбор платиков. Это пластины, обеспечивающие надежное крепление петли к полотну.
- Размер пластин зависит от массы створки. Толщина должна быть не менее 3 мм.
- Длина платиков не должна препятствовать нормальной работе створки.
По завершении этого процесса можно приступать к сборке конструкции.
Подготовительный этап
Выбираем петли
Прежде чем мы приступим к работе, необходимо разобраться, какие петли на воротах прослужат дольше. Делятся гаражные петли нанесколько типов:
- Шарнирные
- Цилиндрические
- Цилиндрические усиленные
- Сквозные
- Накладные
По форме бывают круглые, шестигранные и квадратные.
Как показала практика, ворота с шарнирными круглыми петлями служат гораздо дольше. Да и сваривать их проще, чем квадратные или шестигранные петли.
Казалось бы, выбор сделан. Но этой информации недостаточно, чтобы приступить к вопросу, как приварить петли к воротам и к столбам. Вам также необходимо обратить внимание на размер креплений. Чем они больше, тем лучше смогут держать тяжелые створки. Лучше подбирать петли с запасом по размеру, чтобы они гарантировано держали ворота, и чтобы те в последствии не проседали.
Для приварки петель к необходимому месту используют специальные металлические пластины, которые крепятся непосредственно к петлям и к створке. Высоту пластины выбирают исходя из высоты самой петли, а ее ширина подбирается экспериментальным путем и в соответствии с размером створки. Сейчас в строительных магазинах все чаще продают петли с уже приваренными пластинами, так что вам не нужно проводить дополнительные работы по их изготовлению.
Необходимые инструменты
Чтобы приварить петли к воротам из металла, необходимо подготовить следующие инструменты:
- Сварочный аппарат (это может быть инвертор, полуавтомат, трансформатор. Словом, любой аппарат, который у вас есть). Мы используем инвертор
- Электроды. Диаметр подбирается исходя из толщины пластины. У нас 5 мм
- Болгарка со шлифовальным кругом
- Молоток
- Рулетка
- Уровень
- Солидол
 Словом, любой аппарат, который у вас есть). Мы используем инвертор
Словом, любой аппарат, который у вас есть). Мы используем инверторТехника безопасности
Мало знать, как приваривать петли. Необходимо также учитывать правила безопасности.
Прежде всего, не используйте сварочный аппарат, если наблюдаете признаки его неисправности. Также не подключайте инвертор к источнику тока, который не заземлен. Варите на приличном расстоянии от жидкостей и материалов, которые могут легко воспламениться.
Методика крепления к воротам
Петли привариваются на готовую створку. Они должны фиксироваться на опорной раме, запрещен монтаж на металлические листы обшивки. Оптимальный вариант сборки — при установленных опорных столбах. Могут возникнуть сложности с фиксацией ворот в рабочем положении. Для этого можно использовать дополнительные подконструкции.
Рекомендации по установке петлевой группы:
- зазор между опорной стойкой и рамой створки – до 5 мм;
- предварительно делается разметка с учетом того, что петли должны находиться на одной оси;
- часть петлевой группы со штифтом располагается снизу, его направление – вверху;
- сначала делается пробное приваривание максимум на три точки, рекомендуется начать с нижней петли;
- после этого проверяется правильность работы ворот – они должны свободно открываться, закрываться, контролируется зазор, отсутствует самопроизвольное движение створки независимо от ее положения;
- окончательная сварка пластин по периметру, после остывания – удаление окалины и очистка поверхности.

Со временем створка может просесть или поменять свое положение. Если зазор не компенсирует это — необходимо переделать монтажные узлы. Для решения подобной проблемы рекомендуется применять петли с функцией регулировки.
Начало работ
До начала сварки вам необходимо разместить створки будущих ворот в гаражном проеме. Это делается для того, чтобы добиться правильного положения створок и определить фронт работ. На этом этапе запаситесь терпением и, по возможности, помощником. Только после того, как вы добились ровного положения створок, можно переходить к самой сварке. Особенность заключается в том, что провести данный вид работ в горизонтальном положении получается крайне редко. А выполнение вертикального сварного шва может вызвать трудности даже у опытных мастеров. Учитывая этот факт, следует с особой тщательностью осуществлять сварку, описывая круговые движения и как бы приподнимая металл.
На первый взгляд, этот вид работ кажется сложным и требующим особых навыков. Однако ее вполне реально выполнить, следуя правилам и обладая определенной сноровкой. Самое главное — это не торопиться при выполнении работ и выполнять действия в соответствии с планом.
Однако ее вполне реально выполнить, следуя правилам и обладая определенной сноровкой. Самое главное — это не торопиться при выполнении работ и выполнять действия в соответствии с планом.
- От верхней и нижней части полотна нужно отмерить приблизительно 20—25 см и отметить карандашом или мелом. Для того чтобы петли не спекались, их нужно смазать, например солидолом, или подложить небольшие кусочки дерева размером со спичку. Эта хитрость поможет избежать заклинивания при работе и в целом упростит процесс.
- Привариваем петли к воротам. На начальном этапе не следует полностью приваривать петли. Следует лишь слегка прихватить их сваркой. Важно помнить о том, что первой приваривается нижняя половина детали. Для тех, кто пользуется аппаратом для сварки в первый раз, нужно помнить, что петля приваривается по направлению от нижней части к верхней, а движение электрода должно быть плавным и без разрывов.
- После того как закончен первый шов, ворота нужно раскрыть и проверить с помощью строительного или лазерного уровня, насколько хорошо они открываются и закрываются. Заканчивать работу можно в том случае, если результат вас устраивает. Идеально установленная конструкция должна открываться без усилий и дополнительных шумов.
- Повторите все указанные манипуляции для остальных деталей.
 Заканчивать работу можно в том случае, если результат вас устраивает. Идеально установленная конструкция должна открываться без усилий и дополнительных шумов.
Заканчивать работу можно в том случае, если результат вас устраивает. Идеально установленная конструкция должна открываться без усилий и дополнительных шумов.Места, в которых была сварка, нужно аккуратно отшлифовать, воспользовавшись болгаркой. Финальным этапом является грунтовка и покраска ворот в выбранный цвет.
Материалы и инструменты
Для качественного выполнения работы потребуются профессиональные инструменты. Сварочный аппарат может быть любой, важно, чтобы он обеспечил достаточную мощность для формирования дуги. Это зависит от толщины металла и диаметра используемых электродов.
Помимо сварочного аппарата потребуются такие инструменты и расходные материалы:
- защитная маска сварщика;
- измерительный инструмент: линейка, рулетка, строительный уровень;
- смазка для петель – солидол или аналогичный ему по свойствам состав;
- болгарка потребуется для зачистки сварочных швов и демонтажа неправильно установленной петлевой группы.
Опорные столбы лучше всего сделать из профильной трубы квадратного или прямоугольного сечения. Это обеспечит надежность конструкции и облегчит процесс монтажа полотна.
Еще пара полезных советов
Рекомендации специалистов помогут качественно приваривать навесы:
- петли на гаражные ворота лучше устанавливать, положив их на землю;
- вертикальные швы выполняются снизу вверх не давая стекать расплавленному металлу;
- для удобного закрывания створок под нижней петлёй перед приваркой помещается подложка.
Процесс приваривания петель несложен, но не стоит надеяться на точность своего глазомера. Лучше семь раз перепроверить измерительными инструментами, чтобы не пришлось всё переделывать. Торопливость при опробовании ворот, не дожидаясь полного остывания сварных швов, тоже приведёт к повторному выполнению работы.
Рекомендации по установке
Надежность ворот напрямую зависит от соблюдения правил технологии их монтажа. Сначала крепятся опорные столбы. Если полотно будет изготавливаться самостоятельно – габариты рамы определят только после первого этапа. Важно помнить о технологическом зазоре.
Если полотно будет изготавливаться самостоятельно – габариты рамы определят только после первого этапа. Важно помнить о технологическом зазоре.
В нижней части расстояние до поверхности грунта должно быть не менее 100 мм. Это нужно для компенсации возможного проседания конструкции. В качестве материала обшивки можно использовать профнастил. Для надежной фиксации профнастила привариваются дополнительные ребра жесткости. Дополнительно можно предусмотреть небольшую калитку. Альтернатива – сделать ее отдельно, если позволяет ширина монтажного проема.
После приваривания петель поверхность зачищается от ржавчины, наносится слой грунтовки и краски. Во избежание посторонних звуков при открывании шарниры смазываются солидолом.
В качестве примера рекомендуется посмотреть видео о профессиональном приваривании петель на ворота:
Некоторые тонкости установочных процедур
Прихватка петель
При проведении монтажных работ не следует упускать из виду следующие особенности сварочных процедур:
- Во время приварки воротных петель желательно чтобы сварочный ток не протекал по опорным шарнирам. Это нужно для того, чтобы не образовывались сварочные прихватки в самой петле. С этой целью при приварке петли контактный зажим с «массой» должен фиксироваться на самой створке. В случае приваривания петли к элементу обвязки (к стойке, например) зажим с «массой» может быть перенесён на эту стойку.
- Для исключения возможных сварочных деформаций петли должны привариваться к полотну и коробке «крест-накрест».
- При навешивании ворот на вертикальные металлические стойки следует предусмотрительно оставлять зазор, позволяющий полностью открываться воротам. (В случае опор с квадратным сечением такой необходимости не возникает).
- В том случае, если ворота имеют значительную массу – вы можете организовать смазку шарниров за счёт установки в них специальной пресс-масленки, обеспечивающей подачу масла в зону максимальной опорной нагрузки.
 Это нужно для того, чтобы не образовывались сварочные прихватки в самой петле. С этой целью при приварке петли контактный зажим с «массой» должен фиксироваться на самой створке. В случае приваривания петли к элементу обвязки (к стойке, например) зажим с «массой» может быть перенесён на эту стойку.
Это нужно для того, чтобы не образовывались сварочные прихватки в самой петле. С этой целью при приварке петли контактный зажим с «массой» должен фиксироваться на самой створке. В случае приваривания петли к элементу обвязки (к стойке, например) зажим с «массой» может быть перенесён на эту стойку.Процедура правильной приварки петель на ворота для гаража
В работах связанных со сваркой, крайне важно соблюдать технику безопасности. Вот именно поэтому, Вам следует заблаговременно приготовить для себя перчатки и защитную маску.
Вот именно поэтому, Вам следует заблаговременно приготовить для себя перчатки и защитную маску.
Начать сварочный процесс лучше, когда ворота еще находятся на ровной плоскости земли. Петли необходимо заблаговременно промазать солидолом.
Стадии сварки петель для гаража:
- Сначала, Вам понадобится подкладка у которой толщина от двух до пяти миллиметров. Ее необходимо подсунуть под низ петли;
- Верх петли можно взять с торца;
Дальше следуют отличия, как говорилось раньше, — все зависит от того какую форму имеет столб.
Петли нужно выпустить наружу на пять миллиметров.
Хорошая подготовка — залог успешной работы
Обустраивая гараж, каждый владелец помещения желает обеспечить максимальный уровень защиты своему имуществу и поставить качественные ворота, которые служили бы несколько десятков лет. Следует помнить, что именно петли являются залогом долговечности и функциональности ворот, так как они обеспечивают им бесшумную работу, плавное открытие и закрытие по мере необходимости.
Прежде всего, необходимо подготовить инструменты, сами металлические петли, сварку и т.д. Выбор петель зависит от веса и конструкции ворот. Обычно сегодня для гаража используют распашные ворота, для которых можно подобрать разные крепежные устройства, отличающиеся способом фиксации и формой:
- Цилиндрические с опорным подшипником;
- Сквозные;
- Трехсекционные накладные;
- Кованые;
- Полушарнирные и шарнирные и др.
Чтобы работа по обустройству помещения увенчалась успехом, необходимо знать, как правильно приварить гаражные петли, как работает сварочная техника, иметь навыки обращения с разными инструментами, а также подобрать правильные размеры и форму изделий с учетом габаритов входных групп.
Завершение
После тщательной сварки штыковых частей петель на столбе, на них нужно будет наживить вставные верхние части петель сразу с шариками. После чего как можно более плотно прижать наживленную часть к полотну двери и продолжать сварочные работы.
По окончанию сварочных работ швы можно обработать болгаркой.
Такой технологией уже давно успешно пользуются все службы по установке дверей. Сделать это самостоятельно будет нетрудно, если имеются навыки по сварочным работам и необходимое оборудование с расходным материалом:
- Металлические дверные петли;
- Пластинки/платики;
- Сварочный аппарат;
- Электроды;
- Слесарный молоток;
- Сварочная маска, рукавицы и спецодежда;
- Болгарка.
Обратите внимание, что ворота должны открываться наружу, т.к если ворота будут открываться внутрь при обильном снегопаде зимой — это может стать большой проблемой!
Образец установки петли
На ширину профиля обварка с торца
Контроль качества сварки: визуальный, физический и неразрушающий
Для обеспечения удовлетворительных характеристик сварной конструкции качество сварных швов должно определяться соответствующими процедурами испытаний. Поэтому они проходят контрольные испытания в таких же или более суровых условиях, чем те, с которыми сталкиваются сварные конструкции в полевых условиях.
Поэтому они проходят контрольные испытания в таких же или более суровых условиях, чем те, с которыми сталкиваются сварные конструкции в полевых условиях.
Эта страница содержит советы по визуальному осмотру. На следующих страницах описаны методы контроля GMAW и физических испытаний сварных швов.
Эти тесты выявляют слабые или дефектные участки, которые можно исправить до того, как материал будет выпущен для использования в полевых условиях. Испытания также определяют правильность конструкции сварки для боеприпасов и предотвращают травмы и неудобства для персонала.
NDT относится к неразрушающему контролю. Это подход к испытаниям, который включает оценку сварного шва без повреждения. Это экономит время и деньги, включая использование удаленного визуального осмотра (RVI), рентгеновского излучения, ультразвукового контроля и испытания на проникновение жидкости.
Качество большинства сварных швов проверяется в зависимости от функции, для которой оно предназначено. Если вы фиксируете деталь на станке, если машина работает правильно, сварной шов часто считается правильным. Есть несколько способов определить правильность сварного шва:
Если вы фиксируете деталь на станке, если машина работает правильно, сварной шов часто считается правильным. Есть несколько способов определить правильность сварного шва:
- Распределение : сварочный материал равномерно распределяется между двумя соединенными материалами.
- Отходы : сварной шов не содержит отходов, таких как шлак. Шлак после остывания должен отслаиваться от проекта.Он должен легко сниматься. При сварке MIG любые остатки защитного газа также должны удаляться без особых проблем. TIG, будучи самым чистым процессом, также должен быть безотходным. В Tig если вы видите отходы, это обычно означает, что свариваемый материал не был тщательно очищен.
- Пористость : поверхность сварного шва не должна иметь неровностей или пористых отверстий (так называемая пористость). Отверстия способствуют слабости. Если вы видите дыры, это обычно означает, что основной металл был грязным или имел оксидное покрытие.Если вы используете Mig или Tig, пористость указывает на то, что при сварке требуется больше защитного газа. Пористость сварных швов алюминия — ключевой показатель недостаточного использования газа.
- Герметичность : если соединение не плотное, это указывает на проблему со сваркой. При кислородно-ацетиленовой сварке, если используется автогенная сварка без присадочного материала, сварной шов должен быть плотным. То же самое для автогенной сварки TIG. Зазор не так важен для других типов сварных швов, поскольку любой зазор заполняется присадочным материалом.Тем не менее, пробелы, как правило, указывают на потенциальную проблему качества.
- Leak-Proof : Если вы ремонтируете предмет, содержащий жидкость, утечка — верный (и очевидный) способ убедиться в наличии проблемы. То же самое для чего-то, что будет содержать газ. Один из методов тестирования — использование мыльных пузырей для проверки наличия проблем (легко наносится с помощью шприца.
- Прочность : Большинство сварных швов должны демонстрировать требуемую прочность. Один из способов обеспечить надлежащую прочность — это начать с присадочного металла и электродов, которые превышают требования к прочности.
 Пористость сварных швов алюминия — ключевой показатель недостаточного использования газа.
Пористость сварных швов алюминия — ключевой показатель недостаточного использования газа.
Другие проверки с использованием визуальных методов включают проверки до (поверхность корня, зазор, угол скоса, подгонка стыка), во время (скорость расхода электрода, поток металла, звук дуги и свет) и после сварки (поднутрение, проблема проплавления корня, точечные отверстия, чрезмерное разбрызгивание, размеры сварного шва), как описано ниже.
Общие ошибки сварки
Неполное проникновение
Этот термин используется для описания неспособности присадочного металла и основного металла сплавиться вместе в основании соединения.Перемычка возникает в сварных швах с разделкой кромок, когда наплавленный металл и основной металл не сплавлены в основании соединения. Частая причина неполного проплавления — это конструкция стыка, не подходящая для процесса сварки или условий строительства. Когда канавка приваривается только с одной стороны, неполное проплавление может возникнуть при следующих условиях.
- Размер поверхности корня слишком велик, хотя отверстие в корне достаточное.
- Корневое отверстие слишком маленькое.
- Угол наклона V-образной канавки слишком мал.
- Электрод слишком большой.
- Скорость движения слишком высока.
- Слишком низкий сварочный ток.

Прочтите по теме : Детали сварного шва — Общие сведения о номенклатуре сварных швов
Отсутствие Fusion
Недостаток плавления — это неспособность сварочного процесса соединить вместе слои металла шва или металла сварного шва и основного металла. Металл шва просто катится по поверхности пластины.Обычно это называют перекрытием. Отсутствие сварки вызвано следующими причинами:
- Невозможность повысить до точки плавления температуру основного металла или ранее наплавленного металла сварного шва.
- Неправильное флюсование, при котором оксид и другие инородные материалы не растворяются с поверхностей, с которыми должен плавиться наплавленный металл.
- Грязные поверхности тарелок.
- Неправильный размер или тип электрода.
- Неправильная регулировка тока.

Подрезка
Поднутрение — это выгорание основного металла на носке сварного шва. Подрезание может быть вызвано следующими причинами:
- Регулировка тока слишком велика.
- Слишком длинный дуговый зазор.
- Неполное заполнение кратера металлом сварного шва.
Включения шлака
Шлаковые включения представляют собой продолговатые или шаровидные карманы оксидов металлов и других твердых соединений.Они создают пористость в металле сварного шва. При дуговой сварке включения шлака обычно состоят из материалов покрытия электродов или флюсов. В операциях многослойной сварки отсутствие шлака между слоями приводит к появлению шлаковых включений. Большую часть шлаков можно предотвратить с помощью:
- Подготовка канавки и сварка перед нанесением каждого валика.
- Удаление всего шлака.
- Убедиться, что шлак поднимается на поверхность сварочной ванны.
- Позаботьтесь о том, чтобы не оставить контуров, которые будет трудно полностью пропустить с помощью дуги.

Подробнее о причинах и способах предотвращения шлаковых включений читайте здесь.
Пористость
Пористость — это наличие карманов, не содержащих твердого материала. Они отличаются от шлаковых включений тем, что в карманах содержится не твердое вещество, а газ.
Газы, образующие пустоты, имеют вид:
- Газ, выделяемый при охлаждении сварного шва из-за пониженных перепадов температуры его растворимости.
- Газы, образующиеся в результате химических реакций в сварном шве.
Пористость лучше всего предотвратить, избегая:
- Перегрев и подрез металла шва.
- Слишком большое значение тока.
- Слишком длинная дуга.
Прочитать : 13 видов дефектов сварки
Визуальный осмотр (VT)
Визуальный контроль — это процесс контроля качества сварных швов неразрушающим контролем (NDT), при котором сварной шов проверяется на глаз для определения неоднородностей поверхности. Это наиболее распространенный метод проверки качества сварных швов.
Преимущества неразрушающего контроля качества сварных швов:
- Недорого (обычно только трудозатраты)
- Недорогое оборудование
- Электропитание отсутствует
- Быстрое выявление дефектов и затраты на последующий ремонт из-за проблем, которые не были обнаружены в начале
Недостатки:
- Требуется подготовка инспекторов
- Требуется хорошее зрение или зрение исправлено до 20/40
- Может пропустить внутренние дефекты
- Отчет должен быть оформлен инспектором
- Возможна ошибка человека
Этапы визуального контроля качества сварки
- Практика и разработка процедур последовательного применения подхода
- Проверить материалы перед сваркой
- Контроль качества сварки при сварке
- Контроль после завершения сварки
- Отметить проблемы и отремонтировать сварной шов
Оборудование для визуальной сварки
Калибр для угловых сварных швов
Калибр углового шва — важный инструмент для проверки качества сварного шва. Он используется для проверки размера полки стыка, проверки размера горловины
Он используется для проверки размера полки стыка, проверки размера горловиныПоказано: набор контрольных манометров для угловой сварки из 7 элементов
Для визуального контроля качества сварного шва требуется несколько единиц сварочного оборудования:
- Переносной калибр углового калибра при сварке:
- Плоскостность сварного шва
- Выпуклость (внешний вид сварного шва)
- Вогнутость (закругление сварного шва внутрь)
- Защитные линзы с карманом для просмотра и затемненными линзами для использования при наблюдении за процессом сварки
- Увеличительное стекло по коду в вашем районе
- Фонарик
- Долото и / или сварочный молоток для удаления брызг и шлака перед проверкой сварного шва
- Температурный прибор (Tempelstick, Pyrometer) для определения температуры предварительного, промежуточного и последующего нагрева.
- Магнит для обозначения типа свариваемого материала
- Рулетка
- Суппорт
Прочтите по теме : Список сварочного инструмента для начинающих
Визуальный осмотр перед сваркой
- Контрольные чертежи
- Посмотрите на положение сварного шва и его соответствие спецификации. Следить за вертикальным направлением движения
- Контрольные символы угловой сварки
- Соответствует ли процедура местным нормам и спецификациям сварных швов.
 Следить за вертикальным направлением движения
Следить за вертикальным направлением движенияПроверка сварочного материала
- Соответствуют ли приобретенные материалы спецификации размера и типа основного металла? Проверьте размер электрода, выбор газа и марку.
- Проверить материалы на предмет дефектов. Ищите загрязнители, такие как ржавчина, окалина, мельница, ламинация и т. Д.
- Материалы подготовлены для получения правильных углов.
Проверка сборки
Следуйте этим шагам проверки качества сварки для проверки сборки:
- Проверить на соответствие
- Выравнивание приспособлений и приспособлений. Проверить чистоту (поищите брызги от предыдущих работ)
- Проверить качество, если используются прихваточные швы. Прихваточный шов должен выполняться тем же электродом, что и основной шов.
- Проверьте использование предварительного нагрева, чтобы снизить скорость охлаждения и минимизировать деформацию.

Осмотр оборудования
- Проверить на наличие повреждений (кабели, зажимы заземления, электрододержатель).
- Проверить напряжение дуги
- Проверить амперметр на соответствие спецификации
Визуальный контроль во время сварки
- Проверить электроды на размер, тип и хранение (электроды с низким содержанием водорода хранятся в стабилизирующей печи)
- Проверить корневой проход на склонность к растрескиванию
- Проверить каждый сварной проход.Ищите поднутрение и требуемый контур. Убедитесь, что сварной шов должным образом очищен между каждым проходом.
- Проверить наличие кратеров, которые необходимо заполнить
- Проверить последовательность и размер сварных швов. Калибры используются для проверки размера.
Контроль после сварки
- Проверить сварной шов на соответствие нормам и стандартам
- Размер чека с калибрами и оттисками
- Проверить отделку и контур
- Проверить на наличие трещин по нормам
- Ищите перекрытие
- Проверить поднутрение
- Определить, находится ли разбрызгивание на приемлемом уровне
Испытания газовой сварки
Критерии контроля качества контрольных сварных швов для газовых сварных швов:
- Сварной шов должен иметь одинаковую ширину по всей длине. Два края должны образовывать прямые параллельные линии.
- Лицевая сторона сварного шва должна быть слегка выпуклой с усилением не более чем на 1,6 мм (1/16 дюйма) над поверхностью пластины. Выпуклость должна быть равномерной по всей длине сварного шва. Он не должен быть высоким в одном месте и низким в другом.
- Лицевая сторона сварного шва должна иметь мелкую равномерно распределенную рябь. На нем не должно быть чрезмерных брызг, окалины и точечной коррозии.
- Края сварного шва не должны иметь подрезов или перекрытий.
- Пуски и остановки должны сливаться вместе, чтобы было трудно там, где они произошли.
- Кратер в конце сварного шва должен быть заполнен и не иметь отверстий или трещин.
 Два края должны образовывать прямые параллельные линии.
Два края должны образовывать прямые параллельные линии.Для стыковых соединений:
Если соединение является стыковым, проверьте обратную сторону на предмет полного проникновения через основание соединения. С обратной стороны должна образоваться небольшая бусинка.
Для испытаний на сплавление внахлестку и тройниковое соединение:
Проникновение корня и соединение внахлестку и тройника можно проверить, надавив на верхнюю пластину до тех пор, пока она не согнется вдвое. Если сварной шов не прошел через корень, пластина расколется в месте стыка при его изгибе. Если он сломается, понаблюдайте за степенью проникновения и расплавления у корня. Вероятно, ему будет не хватать слияния и проникновения.
Если сварной шов не прошел через корень, пластина расколется в месте стыка при его изгибе. Если он сломается, понаблюдайте за степенью проникновения и расплавления у корня. Вероятно, ему будет не хватать слияния и проникновения.
Как правильно сваривать? Обзор различных стилей и методов сварки
Все о методах и технологиях сварки
Сварка может показаться сложным процессом, но на самом деле это довольно просто и недорого. Сварка представляет собой соединение двух материалов, обычно металлов, путем их нагрева до образования расплавленной горячей сварочной ванны, которая используется для создания сварного шва.Ниже приведены советы по правильной сварке нержавеющей стали
Соблюдайте все правила безопасности и используйте средства индивидуальной защиты (СИЗ)
Обеспечьте соответствующую вентиляцию и храните легковоспламеняющиеся материалы подальше.
Держите все инструменты и оборудование под рукой.
Очистите металл перед сваркой для получения хорошего качества сварного шва.
Точно разрежьте металл и установите его в том положении, в котором вы хотите его сварить.
Отрегулируйте настройки сварочного аппарата, как требуется.
Удалите излишки шлака отбойным молотком.
Различные методы и методы сварки
Сварка началась еще с того, что кузнецы использовали нагревательную кузницу для нагрева металла и удары молотком по металлу для их сплавления. Это называется кузнечной сваркой. Это был старый способ сварки. Ниже приведены различные методы и способы сварки.
1. Кислородно-ацетиленовая сварка
Оборудование для кислородно-ацетиленовой сварки включает в себя два резервуара, один с кислородом, а другой с ацетиленом, узлы регуляторов наверху резервуаров и шланги, ведущие от регуляторов к ручкам горелки.В основном, горелка используется для создания лужи расплавленного металла во время работы, после чего конец сварочного стержня помещается в лужу расплавленного металла. Стержень плавится и смешивается с расплавленным металлом, что приводит к соединению двух частей. Слишком много или слишком мало тепла может испортить сварку. Хорошая техника требует правильной интенсивности света горелки, создания хорошей лужи, движения лужи с правильной скоростью и подачи правильного количества удочки. Правильная регулировка горелки также является ключом к хорошей сварке.
Слишком много или слишком мало тепла может испортить сварку. Хорошая техника требует правильной интенсивности света горелки, создания хорошей лужи, движения лужи с правильной скоростью и подачи правильного количества удочки. Правильная регулировка горелки также является ключом к хорошей сварке.
2. Дуговая сварка или сварка электродом
Это процесс использования присадочного прутка в качестве электрода и электрической дуги для соединения двух металлов путем плавления металла.Процесс включает в себя создание дуги для одновременного плавления изделия, а также стержня, чтобы стержень можно было разместить на изделии. Для создания дуги необходимо поцарапать конец электрода по всей работе. Когда искра выскакивает из электрода, наконечник необходимо немного отвести от работы. Его нельзя перемещать слишком далеко, чтобы не допустить обрыва дуги, или слишком близко, чтобы электрод прилипал к вашей работе. Хорошая техника заключается в том, чтобы направлять электрод с дугой очень мало, чтобы была видна развивающаяся лужа. Во время сварки следует держать постоянно плавящийся электрод ближе к месту работы. Быстро движущийся сварной шов может привести к слабому сварному шву.
Во время сварки следует держать постоянно плавящийся электрод ближе к месту работы. Быстро движущийся сварной шов может привести к слабому сварному шву.
MIG или сварка в среде инертного газа — это процесс дуговой сварки, для которого требуется постоянный сварочный электрод в виде подающей проволоки. При сварке MIG инертные газы, такие как аргон и CO2, помогают защитить сварочную ванну от газов, таких как кислород и азот, которые присутствуют в атмосфере и могут привести к ослаблению сварного шва.Катушки с проволокой, используемой при сварке MIG, могут быть сварочной проволокой из нержавеющей стали , проволокой из мягкой стали или алюминиевой проволокой. Эти катушки, будь то проволока для сварки MIG из нержавеющей стали или любой другой материал, могут содержать не только сотни, но и тысячи метров / футов проволоки. Правильная установка интенсивности электрической дуги и скорости подачи проволоки в зависимости от материала — лучший метод для улучшения сварки MIG.
Наконец, отработка навыков сварки поможет вам получить идеальные сварные швы.Хорошая идея — начать с самого дешевого аппарата для дуговой сварки.
Без надлежащей вентиляции могут возникнуть травмы от сварочного дыма
Сварочный дым представляет опасность для любого сварщика, особенно при работе в ограниченном пространстве, которое часто встречается на судах и морских установках. Замкнутые пространства, такие как балластные и топливные цистерны, постаменты кранов, грязевые ямы или любой подпалубный структурный ремонт на судне или морской буровой установке, могут оказаться исключительно опасными для сварщиков и других рабочих вокруг них, которые подвергаются воздействию сварочного дыма.
Почему сварочный дым опасен для моряков и рабочих?
Сварочный дым может содержать различные типы опасных материалов в зависимости от состава основы и сварочных стержней, используемых при сварке. Подложки из железа и стали со стержнями аналогичного состава будут выделять в основном пары оксида железа. Пары нержавеющей стали содержат никель и хром. Гальванизированные, оцинкованные или окрашенные металлы могут выделять пары кадмия, оксида цинка или даже свинца.Токсичные газы, такие как окись углерода, также могут образовываться в сварочном дыме.
Все эти различные типы паров опасны для любого, кто находится достаточно близко, чтобы их вдохнуть, особенно в замкнутых пространствах, где часто происходит сварка.
Минимизация риска травм от сварочного дыма с помощью соответствующей вентиляции
Надлежащая вентиляция — это основной способ минимизировать опасность сварочного дыма. Вентиляция — это то, что работодатель или отдел безопасности работодателя должен обеспечить работникам.Если это не предусмотрено, они должны дать рабочим надлежащие инструкции о том, как вентилировать замкнутые пространства. Любой сварщик, чей работодатель игнорирует надлежащую вентиляцию сварочного дыма, подвергает опасности своих сотрудников.
Вентиляция может осуществляться с помощью двух вентиляторов с присоединенными трубками. Один вентилятор должен дуть в бак, а другой — из бака. Одна трубка должна находиться в резервуаре или замкнутом пространстве, а другая выходить из люка или какой-либо точки доступа.
Один вентилятор должен дуть в бак, а другой — из бака. Одна трубка должна находиться в резервуаре или замкнутом пространстве, а другая выходить из люка или какой-либо точки доступа.
Вентиляция очень важна, потому что сварщики часто не носят никаких средств защиты органов дыхания.Часто для сварщиков единственной защитой от сварочного дыма является сварочный кожух. Сварочные кожухи защищают глаза от ультрафиолета и брызг сварочной дуги, но не защищают от сварочного дыма в воздухе. Хотя респираторная защита сварщиков доступна, она не получила широкого распространения.
Симптомы воздействия
Воздействие сварочного дыма можно определить по симптомам, в том числе:
- Раздражение глаз
- Раздражение кожи
- Тошнота
- Головная боль
- Головокружение
- Металлический дым
Хронические травмы дыхательных путей и легких, а также центральной нервной системы могут возникнуть в результате проглатывания большого количества сварочного дыма. Рак легких и болезнь Паркинсона — одни из наиболее серьезных хронических заболеваний, которые могут возникнуть в результате неконтролируемого проглатывания сварочного дыма.
Рак легких и болезнь Паркинсона — одни из наиболее серьезных хронических заболеваний, которые могут возникнуть в результате неконтролируемого проглатывания сварочного дыма.
Lambert Firms представляет интересы жертв несчастных случаев на море и на море. Если вы или ваш близкий получили травму, полученную сваркой, свяжитесь с фирмой Lambert Firm сегодня, чтобы получить бесплатную оценку болезни.
Как сваривать чугун: полное руководство (с изображениями)
0Последнее обновление:
Изображение предоставлено: CC0 Public Domain, Max Pixel
Это кошмар для любого владельца чугунного станка — расколоть или сломать жизненно важный литой компонент.Это может означать тысячи долларов на замену деталей или сотни долларов на наем специалиста по сварке чугуна. Можно выбрать любой вариант, но если вы знаете, как сваривать, и готовы овладеть новым навыком, сварка самостоятельно может решить вашу проблему так же легко.
Чугун — один из самых сложных материалов для сварки. Неправильное движение может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, когда он внутренне слаб. Поэтому знание того, что вы делаете, как никогда важно.Следуя набору рекомендаций по свариванию чугуна, вы должны убедиться, что ваши сварные швы не имеют трещин и что внутренняя прочность достаточна, чтобы противостоять назначению компонента.
Определение типа чугуна
Первым шагом в этом виде сварки является определение типа чугуна. Существует множество типов, и большинство из них вам не захочется сваривать. Вот список их свариваемости:
Серый чугун: Сваривается с трудом.
Белый чугун: Почти несвариваемый.
Ковкий чугун: Сваривается, но редко, так как это длительный и медленный процесс.
Ковкий чугун: Не сваривается, так как сварка изменяет свойства металла, делая его бесполезным.
Лучший способ узнать, какой тип чугуна требует сварки, — это проконсультироваться с руководством по эксплуатации изделия или связаться с производителем, если это не указано на материале. Свежие трещины в материале выглядят немного по-разному, но если вы не обладаете достаточным опытом в их определении, стоит узнать об этом у производителя.
Серый чугун является наиболее распространенным типом свариваемого чугуна, и это должен быть единственный чугун, который вы пытаетесь плавить, если у вас нет опыта в литье или сварке. Еще один хороший вариант — попросить кого-нибудь из опытных помощников.
Выберите процесс сварки
После того, как вы определили, что материал представляет собой серый чугун, следующим шагом будет выбор процесса его сварки. Вы можете сваривать чугун при любом процессе сварки, при условии использования правильного присадочного материала и правильной процедуры сварки.В первую очередь это основано на личных предпочтениях, но при сварке чугуна следует учитывать несколько факторов.
Если вы свариваете обработанную поверхность, лучшим вариантом будет сварка TIG. Брызги от MIG или электродной сварки могут излишне повредить несвариваемые части обработанной поверхности. Сварка TIG не должна вызывать проблем с разбрызгиванием.
Кислородно-ацетиленовая сварка — еще один вариант, часто используемый для сварки чугуна. Это хороший способ минимизировать чрезмерный нагрев и охлаждение в процессе электросварки, и с его помощью легче поддерживать температуру компонентов.
Пайка — это не совсем сварка, поскольку она не расплавляет металл, как сварной шов. Однако это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать пайка, хорошо очищены, так как они не прилипают к грязному или ржавому железу.
Ручная сварка и сварка MIG — желательные варианты с подходящими расходными материалами. Использование неподходящего присадочного металла, скорее всего, вызовет растрескивание, поэтому убедитесь, что вы знаете, что это правильный выбор для сварки чугуна.
Изображение предоставлено: Летчик 1-го класса Дэвид Бернал Дель Агуа, база ВВС Маконнелл
Выберите присадочную проволоку или электрод
Существует лишь небольшой ассортимент присадочной проволоки и электродов, которые позволяют правильно сваривать чугун.Большинство из доступных, которые не были разработаны специально для чугуна, слишком быстро остывают и вызывают трещины от напряжения или не плавятся должным образом с чугуном.
Расходные материалы для электродов и проволоки
Высокое содержание никеля: это лучший тип электрода или проволоки, поскольку он мягкий и поддается механической обработке. Он не остывает слишком быстро и выглядит как чугун. Однако это самые дорогие расходные материалы и не подходят для сварки толстых профилей.
Смесь 55% никеля, 45% железа: это более доступная цена, и при сварке она выглядит так же, как чугун.Он дает сварной шов, который поддается механической обработке, хотя он намного тверже, чем сварка с использованием 99% никеля. У него намного меньшая усадка сварного шва, чем у большинства железных прутков, а это означает, что он минимизирует растрескивание.
У него намного меньшая усадка сварного шва, чем у большинства железных прутков, а это означает, что он минимизирует растрескивание.
Железо: этот тип стоит меньше и дает сварной шов другого цвета, чем чугун. Его гораздо сложнее использовать, так как он имеет более высокие усадочные свойства. Он также не поддается механической обработке, поскольку он затвердевает в процессе сварки, но его можно отшлифовать.
Нержавеющая сталь: чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не меняет своих свойств в значительной степени с расходными материалами из железа.Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать. Однако он используется для сварки чугуна и дает обрабатываемую поверхность.
Пайка бронзы: Вы можете паять ацетилен-кислородную пайку или использовать стержни с аппаратом для сварки TIG. Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, требующими соединения, при этом не вызывая растрескивания и изменения свойств чугуна.
Очистка и упрочнение сварных поверхностей
Как и в большинстве случаев сварки, чем чище поверхность, тем лучше будут сварные швы.Иногда в сварочном материале на протяжении всей жизни остаются пары или масло, и это может вызвать проблемы при сварке. При сварке чугуна следует помнить об определенных вещах.
Использование сварочных материалов, таких как прутки из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, — лучший способ обеспечить достаточное количество сварного шва.
Упрочнение — это процесс постукивания по мягкому сварному шву по мере его охлаждения с помощью молотка с шариковым упрочнением для предотвращения растрескивания.Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, поскольку причиной трещин в первую очередь является нерегулярный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Изображение предоставлено: 6782865, Pixabay
.Предварительный нагрев или холодная сварка?
Есть несколько разных мнений о том, следует ли сваривать горячую или холодную. Все согласны с тем, что предварительный нагрев — это хороший вариант, но некоторые люди считают, что сварки с минимальным нагревом также достаточно.
При принятии решения о сварке чугуна необходимо использовать один из этих подходов, потому что в отличие от большинства металлов чугун хрупкий и имеет минимальную способность деформироваться из-за изгиба, расширения и сжатия. Тепло всегда оказывает деформирующее действие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и растрескивание.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, в результате чего весь компонент изменяется равномерно.Чугун меняет характеристики при температуре свыше 1400 градусов по Фаренгейту, поэтому крайне важно не перегревать детали.
Считается, что холодная сварка чугуна без предварительного нагрева и с минимальным использованием тепла поможет в этом за счет снижения общей температуры. Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный сварной шов, чем горячая сварка без предварительного нагрева. Однако внутреннее напряжение все же возникает, что может проявиться позже в течение срока службы компонента, и в целом это дает более слабый сварной шов, чем надлежащий предварительный нагрев перед сваркой.
Опытные сварщики чугуна, которые регулярно ремонтируют или производят изделия из чугуна, всегда и только предварительно нагревают. Это лучший способ обеспечить прочность сварного шва изнутри, а не только отсутствие видимых трещин.
Остывать медленно
Одним из важнейших этапов сварки чугуна является процесс охлаждения. Ни в коем случае нельзя закаливать сварной шов чем-либо холодным, например водой или сжатым воздухом. Вместо этого, чем медленнее остывает весь компонент, тем лучше.
Некоторые сварные швы охлаждаются в течение многих дней, но серый чугун не так важен.Поместите сваренную деталь в песок или в теплую духовку, чтобы она остыла медленно и более равномерно, чем если бы она лежала на скамейке. Иногда добиться этого бывает сложнее, и вы все равно можете произвести качественный сварной шов, не увеличивая чрезмерно время охлаждения. Однако чем медленнее он остывает, тем лучше результат.
Заключение: как сваривать чугун
Сварка чугуна — задача не из легких. Он требует значительно большей подготовки и осторожности в процессе сварки и охлаждения.Однако это металл, который обычно сваривают, и из него можно получить прочный компонент, который прослужит так же хорошо, как и литое изделие без сварных швов.
Обязательно выполните все необходимые шаги по сварке чугуна, и вы получите результаты, необходимые для вашего следующего проекта по производству чугуна. Если вы предпримете какие-то меры, сварной шов, скорее всего, потрескается или станет слабым изнутри и может не прослужить долго.
Мы надеемся, что с помощью этого руководства вам понравится успешно сваривать чугун. Не стесняйтесь оставлять нам свои комментарии ниже в нашем разделе комментариев.
Источники
Как работает сварка
Сварка — это широко распространенный метод обработки металлов, при котором два куска металла соединяются вместе для образования прочной связи. Но что именно происходит, когда два металла соединяются вместе? По определению, сварка соединяет два куска металла плавлением. Чтобы правильно сплавиться, основной металл должен плавиться и стекать вместе. В более старых методах сварки использовалась кислородная паяльная лампа для нагрева кусков металла до тех пор, пока основные металлы не достигли температуры плавления, но в более новых методах теперь используется электрическая дуга для выработки тепла, необходимого для плавления металла.Дуга возникает, когда электрический заряд передается от электрода к заготовкам. Электрод обычно расходный и заряжается отрицательно или положительно в зависимости от желаемого характера сварного шва. Правильный сварной шов часто создает связь между деталями, которая сильнее, чем исходная прочность самих деталей.
Правильный сварной шов часто создает связь между деталями, которая сильнее, чем исходная прочность самих деталей.
Существует множество различных интерфейсов, которые используют эту базовую предпосылку для получения сварного шва. Наиболее широко используемый метод — это дуговая сварка металлическим экраном (SMAW), более известная как сварка штучной сваркой.Этот метод включает использование расходуемого электрода в виде стержня, покрытого флюсом, для создания дуги, которая плавит наполнитель и соединяет детали. Газовая дуговая сварка (GMAW), известная в просторечии как MIG-сварка, представляет собой метод, в котором в качестве электрода используется расходная проволока, которая автоматически подается через пистолет, который одновременно распределяет газообразный аргон в качестве защитного агента. Дуговая сварка под флюсом (SAW) включает сварку стыка с использованием электрической дуги, подаваемой под слоем флюса. Это в основном автоматический процесс, когда присадочная проволока медленно подается вдоль стыка под флюсом. Этот метод позволяет получать высококачественные сварные швы благодаря флюсу, покрывающему дугу и проволоку; нет риска разбрызгивания из-за большого количества флюса. Газовая вольфрамовая дуговая сварка (GTAW), также известная как сварка TIG, является наиболее точной и требует много времени. Проволока вручную аккуратно подается в дугу, генерируемую неплавящимся вольфрамовым электродом, размещенным в пистолете для подачи аргона, аналогичном MIG. Электрод из вольфрамового сплава не плавится под воздействием высокой температуры дуги, что обеспечивает точность ручной подачи проволоки.Этот метод требует высокого уровня навыков и применяется в особых случаях.
Этот метод позволяет получать высококачественные сварные швы благодаря флюсу, покрывающему дугу и проволоку; нет риска разбрызгивания из-за большого количества флюса. Газовая вольфрамовая дуговая сварка (GTAW), также известная как сварка TIG, является наиболее точной и требует много времени. Проволока вручную аккуратно подается в дугу, генерируемую неплавящимся вольфрамовым электродом, размещенным в пистолете для подачи аргона, аналогичном MIG. Электрод из вольфрамового сплава не плавится под воздействием высокой температуры дуги, что обеспечивает точность ручной подачи проволоки.Этот метод требует высокого уровня навыков и применяется в особых случаях.
Сварочное искусство происходит от личного метода сварщика. Многие переменные одновременно влияют на характеристики сварного шва, поэтому инженеры-сварщики имеют протоколы аттестации процедур (PQR), чтобы обеспечить надежную сварку в определенных ситуациях. Многие сварщики используют уникальный подход к уравновешиванию этих переменных, давая хорошо обученному сварщику индивидуальный метод. Материал, толщина, тип соединения и угол сварного шва — все это переменные, которые необходимо учитывать.В то же время необходимо равномерно поддерживать тепло между двумя деталями, иначе сварной шов будет неравномерным. Сварщик с положительным послужным списком может успешно сваривать в самых разных ситуациях, и владение этими ситуациями позволяет выработать индивидуальный метод или стиль.
Материал, толщина, тип соединения и угол сварного шва — все это переменные, которые необходимо учитывать.В то же время необходимо равномерно поддерживать тепло между двумя деталями, иначе сварной шов будет неравномерным. Сварщик с положительным послужным списком может успешно сваривать в самых разных ситуациях, и владение этими ситуациями позволяет выработать индивидуальный метод или стиль.
Сварной шов чрезвычайно чувствителен к атмосферным загрязнениям. Если сварной шов выполняется без надлежащего экранирования, это может привести к пористому или слабому сварному шву. Флюс используется при дуговой сварке защищенным металлическим электродом для покрытия электрода и при дуговой сварке под флюсом для покрытия области сварного шва.Когда флюс расходуется, образуется углекислый газ и шлак. Двуокись углерода действует как защитный газ и защищает сварной шов, в то время как шлак остается твердым побочным продуктом расплавленного флюса. Шлак должен быть удален для обеспечения качества и эстетической консистенции. При сварке MIG и TIG в качестве защитного агента используется аргон. Аргон — это инертный газ, который хорошо защищает от загрязнения, и в этих случаях его подает сварочный пистолет. Сварка TIG часто требует высокой точности, и в некоторых случаях детали помещаются в небольшую камеру, заполненную газом аргоном, чтобы создать среду «чистой комнаты» и предотвратить любое возможное загрязнение.
Сварка — это отрасль, характеризующаяся высоким качеством изготовления и непрерывной квалификацией. Сертификация может быть выдана только в том случае, если сварщик может стабильно производить качественные работы, и эта сертификация зависит от того, как часто сварщик практикует свое ремесло. В проектах часто требуется, чтобы сварщики были сертифицированы по определенному кодексу. Это гарантирует, что только утвержденные сварщики участвуют в проекте, что является важной характеристикой для требовательных клиентов, включая федеральные и местные органы власти.Из-за необходимости оставаться сертифицированным, название игры в сварке действительно — «используй или потеряй».
Сварка — это сложный процесс, который требует уравновешивания многих переменных для создания структурно прочного продукта. Есть много разных методов на выбор, и в каждом методе есть множество разных стилей, которые можно использовать для конкретного приложения. Понимание процесса сварки является важным инструментом в арсенале производителей.
Сварка — Колледж прибрежной Каролины
Основы сварки и резки
Этот класс знакомит с принципами и методами дуговой сварки в защитном металлическом корпусе (SMAW), известной как (сварка штучной сваркой).Особое внимание уделяется набивке, угловой сварке и сварке канавок в различных положениях углеродистой стали от 3/16 до 3/4 дюйма. Этот курс также знакомит с процессами газокислородной, плазменной и воздушно-дуговой резки. Требуются инструменты.
Трубная арматура и сварка
Этот курс разработан для сварщиков, которые хотят вывести свои сварочные навыки на новый уровень. Этот курс содержит инструкции о том, как правильно подготовить, разрезать и соединить секции труб вместе в соответствии с чертежами, взлетами и рабочими спецификациями. Позиции сварки включают 1G, 2G, 5G и 6G с использованием процесса SMAW с введением в GTAW для корневых и горячих проходов в соответствии со стандартами AWS. Студенты изучат основы сварки труб, включая правильную сборку, подготовку стыков, прихватку и выбор электродов при сварке в вертикальном направлении на подъеме. У студентов будет возможность получить сертификат AWS по сварке SMAW из углеродистой стали для труб E6010 (вертикальный подъем), а затем труб E7018 (вертикальный подъем). Требуются инструменты.
Позиции сварки включают 1G, 2G, 5G и 6G с использованием процесса SMAW с введением в GTAW для корневых и горячих проходов в соответствии со стандартами AWS. Студенты изучат основы сварки труб, включая правильную сборку, подготовку стыков, прихватку и выбор электродов при сварке в вертикальном направлении на подъеме. У студентов будет возможность получить сертификат AWS по сварке SMAW из углеродистой стали для труб E6010 (вертикальный подъем), а затем труб E7018 (вертикальный подъем). Требуются инструменты.
Требование: Основы сварки и резки или разрешение инструктора.
Базовая сварка MIG
Этот курс знакомит с процессами дуговой сварки в среде инертного газа (MIG) и сердечником под флюсом. Темы включают настройку оборудования, а также угловые и разделочные швы с упором на применение электродов для дуговой сварки металлическим электродом (GMAW) и дуговой сварки порошковой проволокой (FCAW) на листах из углеродистой стали.
Требование: Основы сварки и резки или разрешение инструктора.
Сварка MIG II
Этот курс знакомит с промежуточными принципами и практическими приемами дуговой сварки в газовой среде (GMAW).Курс предназначен для подготовки студентов к занятиям среднего уровня в области сварки, производства, изготовления и строительства. Этот курс развивает у студентов методы дуговой сварки порошковой проволокой (FCAW), GMAW и GMAW методом распыления. Темы включают в себя поиск и устранение неисправностей оборудования, выполнение сварных швов во всех положениях с использованием FCAW, GMAW, GMAW-S и основных методов изготовления. Кроме того, этот курс знакомит с сваркой различных материалов, включая углеродистую сталь, алюминий и нержавеющую сталь.После успешного завершения курса студенты будут обладать знаниями по безопасному использованию оборудования FCAW, GMAW, GMAW-S, проводить испытания сварных швов, интерпретировать чертежи и коды, производить производство с использованием конструкционных стальных материалов, а также иметь знания, необходимые для выполнения широкого спектра работ. отраслевые сертификаты сварных швов.
отраслевые сертификаты сварных швов.
Необходимое условие: Успешное завершение базового курса по сварке MIG или разрешение инструктора или сопоставимый опыт работы.
Искусство сварки
Заинтересованы в сварке? Этот курс знакомит с основными принципами, методами и практиками дуговой сварки вольфрамовым электродом (GTAW) и дуговой сварки металлическим электродом (GMAW) с упором на художественную сварку.Курс разработан, чтобы подготовить студентов к применению надлежащих методов сварки в художественных и любительских сварочных проектах. Этот курс знакомит студентов с методами сварки вольфрамовым инертным газом (TIG), а также с использованием сварки в среде инертного газа (MIG). Темы включают установку оборудования и выполнение сварных швов в соответствующих положениях для GTAW / GMAW на углеродистой стали и ломе нержавеющей стали, используемом в художественных целях. После успешного завершения курса студенты создадут свой собственный художественный проект, получат знания по безопасному использованию оборудования GTAW / GMAW, выполнят приложения для сварных швов и будут обладать знаниями для создания множества художественных проектов для удовольствия, дохода и декора.
Необходимое условие: Желание применять методы сварки для художественного оформления различных материалов и конструкций.
Сварка, TIG
Этот курс знакомит слушателей с методами, принципами, методами и практиками сварки вольфрамовым электродом в среде инертного газа (TIG), а также с методами дуговой сварки вольфрамовым электродом (GTAW). Курс готовит студентов к работе на начальном уровне в области сварки, производства и строительства. Темы включают установку оборудования и выполнение сварных швов во всех положениях для GTAW на листе из углеродистой стали.После успешного завершения курса студенты будут знать, как безопасно использовать оборудование GTAW, проводить испытания сварных швов, интерпретировать чертежи и коды, а также иметь знания, необходимые для прохождения различных отраслевых сертификатов сварки.
Предварительные условия: Успешно завершен базовый класс по сварке, такой как кислородная газовая резка (OFC), дуговая сварка в защитном металлическом корпусе (SMAW) и газовая дуговая сварка (GMAW), или разрешение инструктора.
Предстоящие занятия
Подробную информацию о предстоящих классах см. В Таблице непрерывного образования классов .Если у вас есть какие-либо вопросы или вы хотите получить дополнительную информацию, свяжитесь с отделом повышения квалификации по телефону 910.938.6294 или [email protected].
Хорошо для дыхания, плохо для сварки
Сварщики TIG знают, что сварка металлов с высокой реакционной способностью, таких как титан или молибден, или сварка нержавеющей стали, или работа в среде сварки высокой чистоты в таких отраслях, как аэрокосмическая, пищевая, молочная и медицинская техника, что Одна из наиболее частых причин загрязнения сварных швов — кислород.Фактически, именно поэтому сварочные горелки TIG пропускают аргон по зоне сварного шва — аргон является более тяжелым газом, вытесняет кислород и позволяет сварному шву должным образом охладиться. Вот почему у нас есть аксессуары, такие как газовые линзы и широкие колпачки для сварки TIG, а также тщательно спроектированные задние экраны для горелок TIG — для обеспечения надлежащего покрытия защитным газом.
Итак, даже если вы думаете, что ваш сварной шов защищен красивой большой линзой Gas Saver, есть другие способы, которыми кислород может попасть в зону сварного шва. Турбулентность может фактически втягивать кислород из атмосферы, окружающей зону сварного шва, и может быть вызвана неправильной настройкой скорости потока — это тот случай, когда больше не обязательно лучше.
После того, как вы определили надлежащую скорость потока для конкретного сварного шва, вам нужно будет использовать сварочный расходомер, чтобы убедиться в правильности скорости потока, и измеритель расхода защитного газа для измерения фактического потока газа в горелке.
Вы также хотите убедиться, что ваше оборудование находится в хорошем рабочем состоянии. Проверьте все газовые соединения и шланги подачи.
Снимите заднюю крышку с горелки TIG и проверьте уплотнительные кольца. Они могут легко высохнуть и потрескаться, создавая входной порт для кислорода.Кроме того, это ремонт в долларах, который того стоит.
Кроме того, проверьте изолятор резака, пока вы находитесь на нем, и убедитесь, что все детали надежно закреплены и правильно подогнаны.
Примечание. На сайте Arc-Zone.com есть все запасные части, которые вам понадобятся для вашего TIG Torch, и удобная графика (как показано ниже), чтобы вы точно знали, что вам нужно:
Сварщики, которые плохо знакомы со сваркой титана, могут не осознавать, что рекомендуемый газовый шланг — не резиновый, а виниловый.Arc-Zone запустит в производство шланг, специально изготовленный для сварки TIG высокой чистоты (вы можете прочитать об этом на CarmenElectrode.com). Вы можете заказать специальный, позвонив в Arc-Zone по телефону 800-944-2243.
А пока используйте виниловый шланг. Резина может поглощать влагу и кислород и доставлять их в зону сварного шва.
ДОПОЛНИТЕЛЬНЫЕ РЕСУРСЫ:
«Подходящий шланг для горелки TIG для вашей области применения для высокочистой сварки»
«Знайте свою горелку TIG: советы и методы обслуживания для обеспечения качества»
«Праймер защитным газом для GTAW: выбор и оптимизация газа»
.