Приварка фланцев к стальным трубопроводам
Фланцами называют стальные диски (кольца) различной конфигурации, они предназначены для быстросъемных соединений на трубопроводах. Их крепят приваркой к трубным отрезкам. Они необходимы для установки запорной арматуры, приборов учета, при монтаже новых отводов. Их надевают на край трубы. Самый эффективный способ крепления фланца к трубе – приварка. Кольца должны закрепляться без перекосов, строго по сечению трубы.
Приварка фланцев производится несколькими способами, в каждой технологии есть свои нюансы, которые нужно учитывать для получения качественного герметичного шва, не препятствующего потоку транспортируемой жидкости.
Типы фланцев
Прежде, чем говорить о сварке фланцев, важно изучить их конструкционные особенности. Размеры, форма регламентируются ГОСТом или техническими условиями. Они различаются по геометрии, размерам, делают их из высокоуглеродистых или легированных нержавеющих сталей или сортов чугуна, поддающегося ковке.
По функциональности выделяют две группы фланцев:
- арматурные;
- предназначенные для сосудов и аппаратов.
Конструкционно фланцы делятся на несколько видов:
- Воротниковый — применяется на системах высокого давления. Горловина по конусу сужается, она выполнена в форме конического центратора, распределяющего давление потока. По американской классификации он называется «Lap Joint» (привариваемый внахлест). Крепится сплошным валиком или швом в форме буквы «V».
- Раструбный — применяется на технологических магистралях небольшого сечения, рассчитан на высокое давление транспортируемой среды, маркируется «Socket-welding» (с впадиной для шва). Его приварка производится только с внешней стороны, необходимо оставлять люфт до 1,6 мм на случай расширения трубы при нагреве горячим носителем. Угловой шов делается встык.
- Накидной или сквозной — крепится на расстоянии 3 мм от края трубы, международное обозначение «Slip-on» (со сквозным отверстием).
 Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.
Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке. - Глухой — выполняет функцию заглушки, образует разборное соединение с трубой, может иметь надпись «Blind flanges». Приваркой не крепится, держится на болтовом соединении.
- Плоский — состоит из кольца и пластины, рассчитан на невысокое давление до 2,5 МПа, приваркой к внешнему краю трубы крепится только кольцо, пластина остается подвижной.
- Резьбовой — используются на врезаемой арматуре, где есть нарезка или накатка резьбы, маркируется «Threaded flanges». Насаживается на конец трубы механически, редко дополнительно фиксируются приваркой.
 Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.
Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.Технические рекомендации
Плоский фланец приваривать к отводу без катушки не рекомендуется, потому как соединение выполняется угловым швом — получается жесткая конструкция, испытывающая сложную нагрузку. Герметичность шва при определенных условиях (например, при тепловом расширении в момент подачи горячей среды) может нарушиться.
Герметичность шва при определенных условиях (например, при тепловом расширении в момент подачи горячей среды) может нарушиться.
Воротниковые («с юбкой») и свободные (с отбортовкой) фланцы привариваются более простым и надежным стыковым швом — получается устойчивое к нагрузкам растяжения и сжатия соединение.
Выполняя соединение фланца с отводом или переходом, следует предусмотреть возможность свободной вставки/съема болтов или шпилек при сборке/разборке фланца.
источник
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.
Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Методы крепления
Обычно зазор оставляют, однако если он не требуется, можно приваривать техникой лодочка. Когда люфт нужен — варят угловыми швами.
Таким образом, выделяют 2 метода приварки:
- шов с одной стороны по трубе — встык. Подходит для воротникового типа изделия;
- по двум сторонам стенки трубы. Сразу фланец фиксируют с лицевой стороны, а после этого с внутренней. Варить с внутренней стороны необходимо для уплотнения шва. Этим методом фиксируют плоские фланцы.
Провести такие работы достаточно сложно. При сварке используют несколько типов швов — вертикальные, потолочные, горизонтальные. Проводить такие работы должен высококвалифицированный сварщик.
Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска. При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны. Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
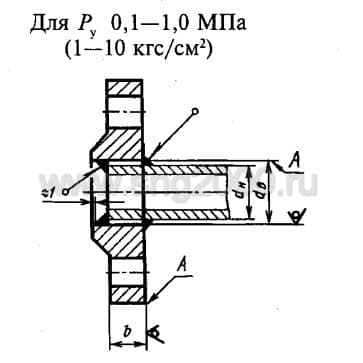
При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
 Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
Допустимое отклонение диска — 2% от наружного диаметра
Техника «лодочка» применяется для соединений без люфта, кромки провариваются на большую глубину. Если зазор в пределах 1,5 мм, приварка производится поперечными колебательными движениями, электрод держат под углом 30° к поверхности трубы. Люфт 4–5 мм оформляется угловым швом большими стежками (катетами). При большом зазоре допускается две проходки.
Сварка деталей трубопроводов
#1 grindush
- Имя: Скрементов Константин Сергеевич
- Сфера деятельности: Ремонтное обслуживание
Собственно, суть проблемы: на участке технологического нефтепродуктопровода в пределах перекачивающей станции имеются участки с ненормативными элементами трубопровода, подлежащие замене. На узком отрезке трубопровода имеется последовательный переход с большего диаметра на меньший два раза подряд. Профиль трубопровода в этом месте исключает возможность вставки катушки из трубы между двумя переходами диаметров. А, насколько мне не изменяет память, сварка деталей трубопровода и запорной арматуры различной толщины и диаметра возможна путем вварки переходного кольца из трубы того же диаметра и свойств.
Профиль трубопровода в этом месте исключает возможность вставки катушки из трубы между двумя переходами диаметров. А, насколько мне не изменяет память, сварка деталей трубопровода и запорной арматуры различной толщины и диаметра возможна путем вварки переходного кольца из трубы того же диаметра и свойств.
С другой сторны, «Исходя из недопустимости перекрытия зон термического воздействия сварных швов — они должны располагаться не ближе 100 мм друг от друга (по минимуму) а по норме = зависит от толщины металла. » (взято тут: https://www.proekt-gaz.ru/forum/2-766-1). И еще: ПБ 03-585-03
ПРАВИЛА УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
6.2.6. Расстояние от поперечного сварного соединения до края опоры или подвески должно обеспечить (при необходимости) возможность его термообработки и контроля. Расстояние от штуцера или другого элемента с угловым (тавровым) швом до начала гнутого участка или поперечного сварного шва трубопровода должно быть не менее наружного диаметра трубы, но не менее 50 мм для труб с наружным диаметром до 100 мм. Для труб с наружным диаметром 100 мм и более это расстояние должно быть не менее 100 мм. Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при условном диаметре менее 150 мм и 200 мм при условном диаметре от 150 мм и выше. При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков. 6.2.7. Расстояние между соседними сварными соединениями и длина кольцевых вставок при вварке их в трубопровод должна быть не менее 100 мм.
Для труб с наружным диаметром 100 мм и более это расстояние должно быть не менее 100 мм. Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при условном диаметре менее 150 мм и 200 мм при условном диаметре от 150 мм и выше. При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков. 6.2.7. Расстояние между соседними сварными соединениями и длина кольцевых вставок при вварке их в трубопровод должна быть не менее 100 мм.
Возникает вопрос: Есть ли прямая ссылка на пункт нормативного документа, строго запрещающий варить две детали трубопровода между собой, или наоборот, разрешающий творить такие вещи? Вопрос из области трубопроводного траснпорта нефти и нефтепродуктов, но приветствуются любые дельные мысли из других отраслей.
источник
Контроль качества сварных швов
Для проверки герметичности крепления фланца используют ультразвуковой метод. Шов проверяют:
Шов проверяют:
- на трещины;
- присутствие шлаковых включений, наплывов, надрезов;
- недопустимы прожоги, кратеры, пористость.
Дефектоскопия проводится также металлографией. На ответственных соединениях качество сварки фланцев к трубе проверяют радиографическим методом неразрушающего контроля.
Зная тонкости закрепления фланцев, в случае необходимости можно самостоятельно провести приварку диска к участку водопроводной системы.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.

Фланцевые кондукторы
Для удобства установки и приварки фланцевых соединений используют специальное устройство, которое называется кондуктором. Кондуктор позволяет собирать соединения в точном соответствии с техническими условиями, указанными в чертеже.
В кондукторе для установки фланца предусмотрены универсальные приспособления, устанавливаемые на тумбах 1 и 4. Тумбу 1 перемещают по длине кондуктора в зависимости от длины собираемого изделия и крепят к раме 5 кондуктора.
Тумба 4 осуществляет возвратно-поступательное движение от цилиндра и перенастраиваемый упор для правильной настройки на полную длину собираемого элемента. Обе тумбы укомплектованы пневмоприжимами, которые прижимают фланцы к фиксаторам во время сборки. В промежутке между тумбами размещены призмы 3, регулируемые по высоте, которые служат опорами для собираемого пояса.
Сборка происходит в таком порядке: выставляют кондуктор по длине, а фиксаторы двух фланцев — на определенный радиус размещения отверстий. На стеллажах на сборочный пояс надевают фланцы. При помощи крана пояс с фланцами размещают на призмах кондуктора. После установки сборочного пояса на призмы 3 тумбу 4 перемещают до упора точной настройки.
Пояс устанавливают на одинаковом расстоянии от фиксаторов. Диски перемещают к фиксаторам и фиксируют точеными пробками (при несоответствии диаметров отверстий в фланце и фиксаторе используют переходные пробки). Затем подключают пневмоприжимы — фланец плотно прижимается к фиксатору и проводят прихватку диска к поясу. После прихватки пояс с фланцами освобождают от пневмо-прижимов и пробок; подвижную тумбу отводят назад и пояс вытаскивают портальным краном из кондуктора.
После прихватки пояс с фланцами освобождают от пневмо-прижимов и пробок; подвижную тумбу отводят назад и пояс вытаскивают портальным краном из кондуктора.
Особенности процесса сборки фланцевого соединения
Фланцевое соединение является слабым и уязвимым местом в трубопроводе.
Перекосы плоскостей при установке колец могут привести к образованию дефектов, нарушению герметичности узла и, в конечном счете, создать аварийную ситуацию на магистрали.
Поэтому, при сборке фланцевых соединений важно обеспечить:
- перпендикулярность кольца к основной трубе;
- совпадение осей болтовых отверстий относительно оси симметрии.
Перпендикулярность сборки фланцевых соединений контролируют при помощи специального контрольного угольника и щупа. Отсутствие смещения осей отверстий выявляется уровнем и отвесом. Допустимое отклонение от перпендикулярности кольца по отношению к трубе не должно превышать 0,2 мм на 100 мм диаметра трубы. Смещение оси отверстий фланцев относительно оси симметрии основной трубы должно быть менее 1 мм при диаметре болтовых отверстий 18-25 мм и не более 2 мм при диаметре до 41 мм.
Приварка фланцев к стальным трубопроводам
Фланцами называют стальные диски (кольца) различной конфигурации, они предназначены для быстросъемных соединений на трубопроводах. Их крепят приваркой к трубным отрезкам. Они необходимы для установки запорной арматуры, приборов учета, при монтаже новых отводов. Их надевают на край трубы. Самый эффективный способ крепления фланца к трубе – приварка. Кольца должны закрепляться без перекосов, строго по сечению трубы.
Приварка фланцев производится несколькими способами, в каждой технологии есть свои нюансы, которые нужно учитывать для получения качественного герметичного шва, не препятствующего потоку транспортируемой жидкости.
Типы фланцев
Прежде, чем говорить о сварке фланцев, важно изучить их конструкционные особенности. Размеры, форма регламентируются ГОСТом или техническими условиями. Они различаются по геометрии, размерам, делают их из высокоуглеродистых или легированных нержавеющих сталей или сортов чугуна, поддающегося ковке.
По функциональности выделяют две группы фланцев:
- арматурные;
- предназначенные для сосудов и аппаратов.
Конструкционно фланцы делятся на несколько видов:
- Воротниковый — применяется на системах высокого давления. Горловина по конусу сужается, она выполнена в форме конического центратора, распределяющего давление потока. По американской классификации он называется «Lap Joint» (привариваемый внахлест). Крепится сплошным валиком или швом в форме буквы «V».
- Раструбный — применяется на технологических магистралях небольшого сечения, рассчитан на высокое давление транспортируемой среды, маркируется «Socket-welding» (с впадиной для шва). Его приварка производится только с внешней стороны, необходимо оставлять люфт до 1,6 мм на случай расширения трубы при нагреве горячим носителем. Угловой шов делается встык.
- Накидной или сквозной — крепится на расстоянии 3 мм от края трубы, международное обозначение «Slip-on» (со сквозным отверстием). Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.
- Глухой — выполняет функцию заглушки, образует разборное соединение с трубой, может иметь надпись «Blind flanges». Приваркой не крепится, держится на болтовом соединении.
- Плоский — состоит из кольца и пластины, рассчитан на невысокое давление до 2,5 МПа, приваркой к внешнему краю трубы крепится только кольцо, пластина остается подвижной.
- Резьбовой — используются на врезаемой арматуре, где есть нарезка или накатка резьбы, маркируется «Threaded flanges». Насаживается на конец трубы механически, редко дополнительно фиксируются приваркой.
.jpg) Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.
Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.Технические рекомендации
Плоский фланец приваривать к отводу без катушки не рекомендуется, потому как соединение выполняется угловым швом — получается жесткая конструкция, испытывающая сложную нагрузку. Герметичность шва при определенных условиях (например, при тепловом расширении в момент подачи горячей среды) может нарушиться.
Воротниковые («с юбкой») и свободные (с отбортовкой) фланцы привариваются более простым и надежным стыковым швом — получается устойчивое к нагрузкам растяжения и сжатия соединение.
Выполняя соединение фланца с отводом или переходом, следует предусмотреть возможность свободной вставки/съема болтов или шпилек при сборке/разборке фланца.
источник
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.
Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Сварка деталей трубопроводов
#1 grindush
- Имя: Скрементов Константин Сергеевич
- Сфера деятельности: Ремонтное обслуживание
Собственно, суть проблемы: на участке технологического нефтепродуктопровода в пределах перекачивающей станции имеются участки с ненормативными элементами трубопровода, подлежащие замене. На узком отрезке трубопровода имеется последовательный переход с большего диаметра на меньший два раза подряд. Профиль трубопровода в этом месте исключает возможность вставки катушки из трубы между двумя переходами диаметров. А, насколько мне не изменяет память, сварка деталей трубопровода и запорной арматуры различной толщины и диаметра возможна путем вварки переходного кольца из трубы того же диаметра и свойств.
На узком отрезке трубопровода имеется последовательный переход с большего диаметра на меньший два раза подряд. Профиль трубопровода в этом месте исключает возможность вставки катушки из трубы между двумя переходами диаметров. А, насколько мне не изменяет память, сварка деталей трубопровода и запорной арматуры различной толщины и диаметра возможна путем вварки переходного кольца из трубы того же диаметра и свойств.
С другой сторны, «Исходя из недопустимости перекрытия зон термического воздействия сварных швов — они должны располагаться не ближе 100 мм друг от друга (по минимуму) а по норме = зависит от толщины металла. » (взято тут: https://www.proekt-gaz.ru/forum/2-766-1). И еще: ПБ 03-585-03
ПРАВИЛА УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
6.2.6. Расстояние от поперечного сварного соединения до края опоры или подвески должно обеспечить (при необходимости) возможность его термообработки и контроля. Расстояние от штуцера или другого элемента с угловым (тавровым) швом до начала гнутого участка или поперечного сварного шва трубопровода должно быть не менее наружного диаметра трубы, но не менее 50 мм для труб с наружным диаметром до 100 мм. Для труб с наружным диаметром 100 мм и более это расстояние должно быть не менее 100 мм. Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при условном диаметре менее 150 мм и 200 мм при условном диаметре от 150 мм и выше. При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков. 6.2.7. Расстояние между соседними сварными соединениями и длина кольцевых вставок при вварке их в трубопровод должна быть не менее 100 мм.
Для труб с наружным диаметром 100 мм и более это расстояние должно быть не менее 100 мм. Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при условном диаметре менее 150 мм и 200 мм при условном диаметре от 150 мм и выше. При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков. 6.2.7. Расстояние между соседними сварными соединениями и длина кольцевых вставок при вварке их в трубопровод должна быть не менее 100 мм.
Возникает вопрос: Есть ли прямая ссылка на пункт нормативного документа, строго запрещающий варить две детали трубопровода между собой, или наоборот, разрешающий творить такие вещи? Вопрос из области трубопроводного траснпорта нефти и нефтепродуктов, но приветствуются любые дельные мысли из других отраслей.
источник
Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска. При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны. Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны. Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
 Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
Допустимое отклонение диска — 2% от наружного диаметра
Техника «лодочка» применяется для соединений без люфта, кромки провариваются на большую глубину. Если зазор в пределах 1,5 мм, приварка производится поперечными колебательными движениями, электрод держат под углом 30° к поверхности трубы. Люфт 4–5 мм оформляется угловым швом большими стежками (катетами). При большом зазоре допускается две проходки.
Нормативные документы
Для всех вышеперечисленных случаев применимы пункты 3.2.14, 3.2.15 и 3.2.16 Правил устройства и безопасной эксплуатации технологических трубопроводов (ПБ 03-108-96). В них говорится следующее:
Проектирование и работы должны вестись так, чтобы в дальнейшем располагать возможностью контролировать сварной шов и, при необходимости, выполнять его термическую обработку. Если для проекта используются трубы с толщиной металла менее 8 мм, то от одного сварного шва до другого следует отступать, как минимум, 50 мм, если более 8 мм — 100 мм.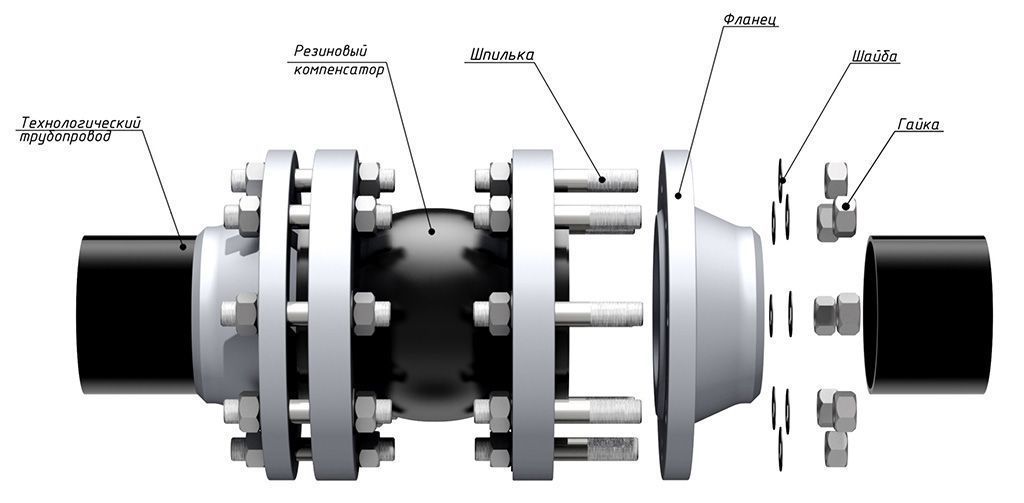 Во всех остальных случаях между сварными швами должно быть расстояние, троекратное номинальному значению толщины материала.
Во всех остальных случаях между сварными швами должно быть расстояние, троекратное номинальному значению толщины материала.
Если в проекте есть опоры, то в случае толщины стенок труб до 50 мм от них следует отступить 50 мм, более 50 мм — 200 мм.
Чтобы выполнить сварной шов, от начала гиба отвода следует отступить 50 мм — это для трубопроводов с наружным диаметром труб до 100 мм и, как минимум, 100 мм — для наружных трубных диаметров более 100 мм.
Каждый конкретный случай рассматривается в индивидуальном порядке, если невозможно соблюсти расстояния, указанные в первых двух пунктах. Вопрос решается проектировщиком или специализированной научно-исследовательской организацией с учетом технологических параметров.
А еще есть ПБ 10-573-03 (для трубопроводов пара и горячей воды). Здесь нас интересуют пункты 2.3.8 и 2.3. В них разрешается выполнять сварные соединения крутоизогнутых отводов в начале закругления. Допускается их сварка напрямую, без дополнительных прямолинейных участков.
Подытоживая вышеизложенное, получается, что при выполнении определенных условий, приваривать фланец к отводу без катушки можно. При этом стоит учесть некоторые технические моменты.
Контроль качества сварных швов
Для проверки герметичности крепления фланца используют ультразвуковой метод. Шов проверяют:
- на трещины;
- присутствие шлаковых включений, наплывов, надрезов;
- недопустимы прожоги, кратеры, пористость.
Дефектоскопия проводится также металлографией. На ответственных соединениях качество сварки фланцев к трубе проверяют радиографическим методом неразрушающего контроля.
Зная тонкости закрепления фланцев, в случае необходимости можно самостоятельно провести приварку диска к участку водопроводной системы.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.
Пройдемся кратко по каждому из них.
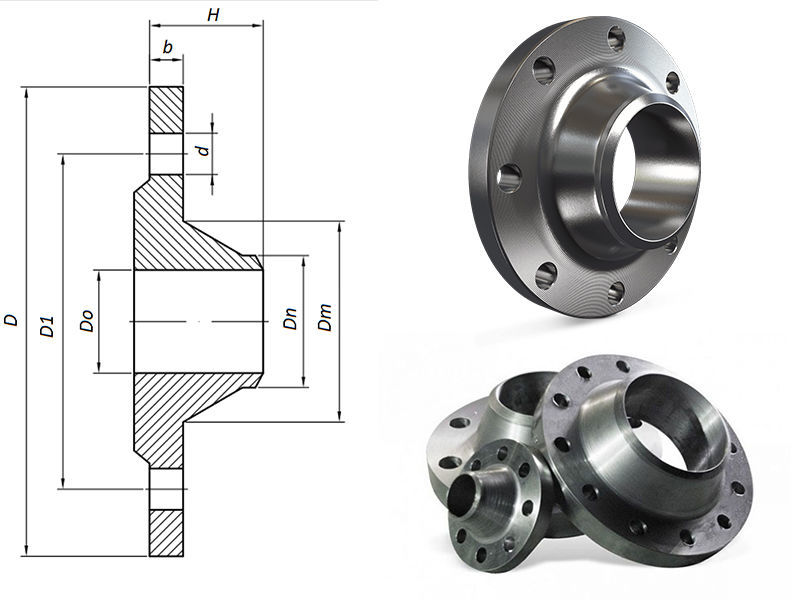
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Тонкости процесса
Технологические особенности процесса сварки зависят от вида фланцев. Плоские фланцы монтируются только на прямых участках трубы – их, в отличие от воротниковых моделей, нельзя приваривать к отводам. Различия в способах сварки плоских и воротниковых фланцев объясняются разными видами шовных соединений (стыковое или угловое) и характером образуемой конструкции. Плоскофланцевые соединения делаются с угловым швом, образуя жесткую конструкцию, которая при подаче высокотемпературных веществ может разрушиться из-за разности коэффициентов теплового расширения. Воротниковые фланцы привариваются стыковым швом, выдерживающим значительные температурные колебания.
Плоскофланцевые соединения делаются с угловым швом, образуя жесткую конструкцию, которая при подаче высокотемпературных веществ может разрушиться из-за разности коэффициентов теплового расширения. Воротниковые фланцы привариваются стыковым швом, выдерживающим значительные температурные колебания.
В «ПК «Феррум Ханд» работают квалифицированные сварщики, мастера, инженеры и технологи. Они имеют аттестацию НАКС (государственного органа по контролю сварки), подтвержденную выданными удостоверениями. Работы производятся на прошедшем аттестацию сварочном оборудовании. Если заказчику нужно приварить фланец по всем правилам – мы сделаем это профессионально, быстро, по доступным ценам.
Продажа металлопроката в Санкт-Петербурге и Ленинградской области
Этапы сварочных работ
Методы проведения сварочных работ, используемое оборудование и материалы могут отличаться, но последовательность процесса одинаковая:
- Подготовка свариваемых участков – зачистка металла по краям до блестящего состояния.
- Обработка кромки – срез фаски под углом 30°.
- Сближение двух соединяемых концов, фиксация их в неподвижном состоянии. Для этого в зазор между свариваемыми поверхностями может помещаться проволока диаметром 2 мм.
- Прихватка стыка в трех местах, обеспечивающая неподвижность конструкции при сварке.
- Проведение сварочных работ – расплавление металла электрода и свариваемых краев, заполнение им шва с последующей кристаллизацией для образования неразъемного соединения двух элементов.
- Зачистка шва, удаление электродного шлака.

В результате правильно проведенной обработки фланцевый элемент приваривается к трубе без перекосов, шов будет плотным, впоследствии выдержит повышенное давление в системе.
Можно ли приваривать фланец к отводу
Фланцами называют стальные диски (кольца) различной конфигурации, они предназначены для быстросъемных соединений на трубопроводах. Их крепят приваркой к трубным отрезкам. Они необходимы для установки запорной арматуры, приборов учета, при монтаже новых отводов. Их надевают на край трубы. Самый эффективный способ крепления фланца к трубе – приварка. Кольца должны закрепляться без перекосов, строго по сечению трубы.
Их надевают на край трубы. Самый эффективный способ крепления фланца к трубе – приварка. Кольца должны закрепляться без перекосов, строго по сечению трубы.
Приварка фланцев производится несколькими способами, в каждой технологии есть свои нюансы, которые нужно учитывать для получения качественного герметичного шва, не препятствующего потоку транспортируемой жидкости.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
 Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом. Он выдерживает давление до 2,5 МПа.
Он выдерживает давление до 2,5 МПа.Фланцевое соединение
И так для чего нужен фланец? А его назначение в том, чтобы организовать фланцевое соединение. Допустим есть два участка трубы и их можно конечно сварить между собой, но тогда это будет жесткое неразъемное соединение, а для того чтобы организовать быстроразъемное фланцевое соединение и применяют фланцы, которые наваривают на концы труб и стягивают болтами с гайками или шпильками с гайками, как на фото ниже.
Допустим есть два участка трубы и их можно конечно сварить между собой, но тогда это будет жесткое неразъемное соединение, а для того чтобы организовать быстроразъемное фланцевое соединение и применяют фланцы, которые наваривают на концы труб и стягивают болтами с гайками или шпильками с гайками, как на фото ниже.
Сам фланец представляет из себя плоское кольцо или иногда делают в виде квадрата или прямоугольника с отверстием посередине для вставки конца трубы и несколькими равномерно расположенными ближе к внешнему диаметру отверстиями в которые вставляются болты или шпильки, на них накручиваются гайки и два фланца стягиваются между собой. Для герметизации соединения между фланцами ложится прокладка из специальной резины или другого материала для этих целей, например фторопласта. Кстати от вида прокладок бывают и разные исполнения, правильней будет конечно на разных типах и разные прокладки.
Сами по себе трубы между собой стыкуются часто, но больше нужно соединять какие либо аппараты или устройства, например теплообменные аппараты с участком трубопровода по которому подводится какая либо среда. Например посмотрите на фото ниже там находится маслоохладитель мб 25-37 и на концах хорошо видны два фланца цифра 1, которые приварены к патрубкам и на них дополнительно находятся ответные фланцы цифра 2 прикрученные болтами с гайками, это такой комплект поставки при изготовлении теплообменника. Ответные фланцы и нужны заказчику, чтобы организовать соединение аппарата с участком трубопровода.
Например посмотрите на фото ниже там находится маслоохладитель мб 25-37 и на концах хорошо видны два фланца цифра 1, которые приварены к патрубкам и на них дополнительно находятся ответные фланцы цифра 2 прикрученные болтами с гайками, это такой комплект поставки при изготовлении теплообменника. Ответные фланцы и нужны заказчику, чтобы организовать соединение аппарата с участком трубопровода.
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.
Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.
Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.
Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
Последние новости
Можно ли непосредственно соединять стандартные фасонные изделия трубопроводов, например, фланцы и отводы, два перехода, переход и отвод? — сомнения по этому поводу возникают и у проектировщиков технологических схем, и у инженеров. Есть ли в этом какие-либо технические трудности? Допустимо ли такое решение правилами эксплуатации? Попробуем разобраться.
Нормативные документы
Для всех вышеперечисленных случаев применимы пункты 3.2.14, 3.2.15 и 3.2.16 Правил устройства и безопасной эксплуатации технологических трубопроводов (ПБ 03-108-96). В них говорится следующее:
Проектирование и работы должны вестись так, чтобы в дальнейшем располагать возможностью контролировать сварной шов и, при необходимости, выполнять его термическую обработку. Если для проекта используются трубы с толщиной металла менее 8 мм, то от одного сварного шва до другого следует отступать, как минимум, 50 мм, если более 8 мм — 100 мм. Во всех остальных случаях между сварными швами должно быть расстояние, троекратное номинальному значению толщины материала.
Технические рекомендации
Плоский фланец приваривать к отводу без катушки не рекомендуется, потому как соединение выполняется угловым швом — получается жесткая конструкция, испытывающая сложную нагрузку. Герметичность шва при определенных условиях (например, при тепловом расширении в момент подачи горячей среды) может нарушиться.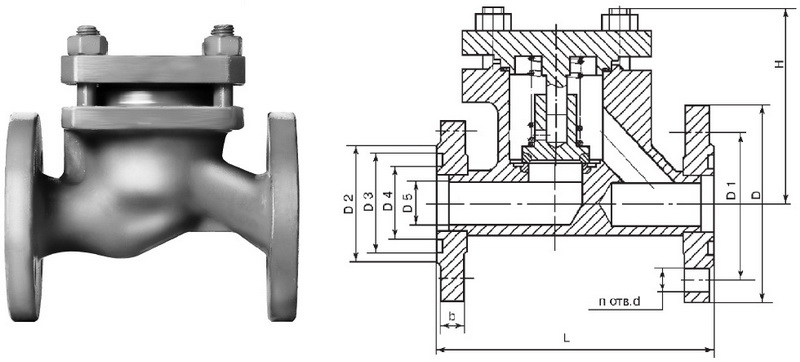
Воротниковые («с юбкой») и свободные (с отбортовкой) фланцы привариваются более простым и надежным стыковым швом — получается устойчивое к нагрузкам растяжения и сжатия соединение.
Выполняя соединение фланца с отводом или переходом, следует предусмотреть возможность свободной вставки/съема болтов или шпилек при сборке/разборке фланца.
Необходимость приварить фланец к трубе возникает в организациях, занимающихся строительством, содержанием или обслуживанием трубопроводов. не только поставляет металлопрокат по всей России, но и осуществляет обработку металла. Наши специалисты знают все о сварке и способах монтажа металлоизделий, поэтому смогут приварить фланцы в соответствии с действующим регламентом сварочных работ.
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.

Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Этапы сварочных работ
Методы проведения сварочных работ, используемое оборудование и материалы могут отличаться, но последовательность процесса одинаковая:
- Подготовка свариваемых участков – зачистка металла по краям до блестящего состояния.
- Обработка кромки – срез фаски под углом 30°.
- Сближение двух соединяемых концов, фиксация их в неподвижном состоянии. Для этого в зазор между свариваемыми поверхностями может помещаться проволока диаметром 2 мм.
- Прихватка стыка в трех местах, обеспечивающая неподвижность конструкции при сварке.
- Проведение сварочных работ – расплавление металла электрода и свариваемых краев, заполнение им шва с последующей кристаллизацией для образования неразъемного соединения двух элементов.
- Зачистка шва, удаление электродного шлака.

В результате правильно проведенной обработки фланцевый элемент приваривается к трубе без перекосов, шов будет плотным, впоследствии выдержит повышенное давление в системе.
Сборка и сварка фланца (стр. 1 из 3)
Введение
Сварке подвергаются практически любые металлы и неметаллы в любых условиях на земле, в воде и космосе. Соединения, получаемые сваркой, характеризуются высокими механическими свойствами, небольшим расходом металла, низкой трудоемкостью и невысокой себестоимостью. Надежность соединений, выполняемых сваркой, позволяет применять ее при сборке самых ответственных конструкций.
Научно-технические, экспериментальные и практические работы, выполняемые в последнее время (примерно с 1970-х годов) в области сварки, позволили создать принципиально новые конструкции машин.
Главное требование- это соответствие эксплуатационному назначению.
Конструкции должны быть прочными, жесткими и надёжными, а так же экономичными и минимально трудоемкими при изготовлении и монтаже.
Каждая конструкция проходит 3 этапа: проектирование, изготовление и сборка или монтаж.
Основоположниками дуговой сварки являются российские ученые и инженеры- В.В.Петров, Н.Н.Бенардос, и Н.Г.Славянов.
В дуговой электросварке источником тепла является электрическая дуга, которая возникает между электродом и металлом. Сущность электродуговой сварки в том, что свариваемый металл плавится теплом дуги.
При дуговой сварке плавящимся электродом шов образуется за счет расплавления электрода и свариваемого металла. При сварке неплавящимся электродом шов заполняется металлом свариваемых частей, но иногда присадочным металлом, подаваемым в зону дуги со стороны.
Темой данного проекта является сборка и сварка фланца.
1.
Описание конструкции с анализом ее технологичности
Понятие технологичности сварной конструкции- это возможность изготовления всех деталей конструкции и с ее наименьшими трудовыми затратами удобными способами и с применением самого производственного оборудования, например штамповка деталей вместо кислородной резки.
Фланцы могут быть элементами трубы, фитинга, вала, корпусной детали и т.д. Фланец в виде отдельных деталей чаще всего приваривают или привинчивают к концам соединяемых деталей. Фланцы применяются для соединения изделий арматуры с трубопроводами, соединения отдельных участков трубопроводов между собой и для присоединения трубопроводов к различному оборудованию. Фланцевые соединения обеспечивают герметичность и прочность конструкций, а также простоту изготовления, разборки и сборки.
При проектировании, а так же при изготовлении сварных конструкций необходимо помнить, что очень больше внутренние напряжения (иногда- до частичного саморазрушения) возможны при сварке электрозаклепками, поэтому следует избегать таких соединений, применяя нахлесточную сварку либо в широких прорезях.
Конструкция технологична, т.к. ее можно сваривать ручной, полуавтоматической и автоматической сваркой.
2.
Характеристики свариваемого материала
Свариваемость-это способность металлов и сплавов образовывать соединение с помощью сварки без трещин, пор и других дефектов.
Низколегированные стали содержат до 0,23% углерода, имеют легирующие добавки и иногда называются сталями повышенной прочности.
Особенности сварки низколегированных сталей: они ведут себя при сварке так же, как и низкоуглеродистая стал, но имеются отличия при действии термических циклов.
1. Больше склонность к росту зерен в околошовной зоне, особенно при перегреве.
2. Более склонны к подкладке при повышенных скоростях остывания.
3. Стойкость металла шва против образования горячих трещин ниже из-за легирующих элементов.
4. Чувствительность к концентраторам напряжений и даже к тепловым «ожогам».
Химический состав стали
| C | Si | Mn | S | P | Cr | Ni |
| 0,17-0,25 | 0,17-0,37 | 0,35-0,65 | 0,045 | 0,040 | 0,30 | 0,30 |
Механические свойства стали
| Предел прочности кг/мм2 | Отностительная удельная δ10% не меньше |
| 40-52 | 22 |
3.
Определение свариваемости материала конструкции
Сэкв.=С + Mn/6+Cr/6+Si/5+P/2+Ni/12+S/5
Cэкв.=0,2+0,48/6+0,25/5+0,04/2+0,30/12=0,37
Если Сэкв.=0,46…0,59%, то сталь хорошо сваривается
Если Сэкв.
0,6%, то сталь плохо сваривается
Вывод: Свариваемость металла хорошая, т.к. Сэкв.≤0,45
4.
Разработка технологического процесса изготовления сварной конструкции
Способ изготовления заготовки и подготовка кромок.
Изготовление заготовки фланца можно разбить на следующие этапы:
1)правка листа
2)зачистка листа и подготовка поверхности
3)подготовка кромок под сварку
1)правка листа
Листа правильные многовалковые машины предназначены для правки листового проката и листовых заготовок. Правкой осуществляет между рядами вращающихся валков, расположенных в шахматном порядке расстояния между нижним и верхнем рядами валков регулируют и устанавливают в зависимости от толщины выправленного листа .При прохождением между валками каждый участок листа получает многократный изгиб в противоположены стороны и выправляется. В зависимости от величины искривления листа правка производится за один или несколько проходов листа правильные многовалковые машины имеют 23 валка. Заготовка проходит между двумя рядами правильных роликов, расположенных в шахматном порядке, многократно изгибается и выправляется. Ролики выполняют сменными в зависимости от конфигурации сечения выпрямляемого материала, что позволяет править на одно машин различные профилями.
В зависимости от величины искривления листа правка производится за один или несколько проходов листа правильные многовалковые машины имеют 23 валка. Заготовка проходит между двумя рядами правильных роликов, расположенных в шахматном порядке, многократно изгибается и выправляется. Ролики выполняют сменными в зависимости от конфигурации сечения выпрямляемого материала, что позволяет править на одно машин различные профилями.
2)зачистка листа и подготовка поверхности
Очистку применяют для удаления с поверхности металла средств консервации, загрязнений, смазочно-охлаждающих жидкостей, ржавчины, окалин, заусенцев, грата и шлака, затрудняющих процесс сварки, вызывающих дефекты сварных швов и препятствующих нанесению. Для очистки проката, деталей и сварных узлов применяют механические и химические методы. К механическим методам относятся способом очистки: дробеструйная, дробеметная, на зачистных станках, в галтовочных барабанах, с помощью ручных пневматических и электрических машин. К химическим- обезжиривание и травление, выполняемые ванным или струйным способами.
К химическим- обезжиривание и травление, выполняемые ванным или струйным способами.
Дробеструйный и дробеметный способы применяют для очистки листов и профильного проката и сварных узлов от окалины, ржавчины и загрязнений при толщине металла 3мм и более. При дробеструйном и дробеметном способах очистки дробь выбрасывается с большой скоростью на очищаемый металл и ударяясь, удаляет имеющиеся на нем загрязнения, ржавчину и окалину.
Дробеструйная очистка осуществляется дробеструйными аппаратами, которые выбрасывают дробь на очищаемую поверхность через сопло с помощью сжатого воздуха.
В дробеметных аппаратах дробь выбрасывается лопатками ротора в результате центробежной силы. Дробеметную и дробеструйную очистку производят в камерах, в которых установлены очистные аппараты, оборудованные для размещения и транспортировки очищаемых изделий, устройства для сбора, сепарации (очистки), возврата дроби и для вытяжки загрязненного воздуха.
3)подготовка кромок под сварку
При назначении форм подготовки кромок учитывают прежде всего глубину провара, технологические и экономические условия процесса. Так например, стыковые соединения с V-образной подготовкой кромок рекомендуется применять для металла толщиной 3-26мм. При возможности кантовки стыкового соединения, при доступе с двух сторон, для металла толщиной 12-40мм выполняется К-образная подготовка кромок, при толщине до 60мм Х-образная разделка. В данном курсовом проекте применяется именно Х-образная разделка кромок.
Так например, стыковые соединения с V-образной подготовкой кромок рекомендуется применять для металла толщиной 3-26мм. При возможности кантовки стыкового соединения, при доступе с двух сторон, для металла толщиной 12-40мм выполняется К-образная подготовка кромок, при толщине до 60мм Х-образная разделка. В данном курсовом проекте применяется именно Х-образная разделка кромок.
Выбор сварочных материалов.
Выбор сварочных материалов осуществляется с учетом химических и механических свойств сварочного металла. Кроме того, нужно учитывать технологические особенности сварочной конструкции и состав сварки. В данном случае для автоматической сварки фланца выбирается следующие сварочные материалы:
1)сварочная проволока Св-08А
2)флюс ФЦ-16
Электродная проволока при автоматической сварке под флюсом является одним из основных элементов, определяющих качество сварного соединения. Ее выбирают в соответствии с химическим составом сварного материала и флюса. Механические свойства наплавленного металла должны быть не менее нижнего предела механических свойств сварного металла.
Флюс является одним из важнейших элементов для успешного проведения сварки, и во многом определяет качество металла шва. Основные требования:
-обеспечение устойчивого процесса сварки
-обеспечение отсутствия трещин и пор в металле шва
-обеспечение требуемых механических свойств металла шва
-обеспечение хорошего формирования шва с легкой отделяемостью шлака
-минимальное выделение вредных газов при сварке
-сварка с их применением должна быть экономически выгодной
Выбранный флюс должен соответствовать требованиям ГОСТа и ТУ на данную марку.
Химический состав флюса ФЦ-16,% ОСТ 24.948.02-99
| SiO2 | MnO | MgO | Al2O3 | CaF2 | CaO | NaF | Fe2O3 | S | P |
| 26-32 | 3-6 | 6-9 | 17-21 | 12-18 | 15-21 | 3-8 | 1,0 | 0,03 | 0,035 |
Сварочная проволока Св-08А ГОСТ 2246-70
| C | Mn | Si | P | S | Cr | Ni | Al | Cu |
0. 10 10 | 0.35-0.6 | 0.03 | 0.03 | 0.03 | 0.12 | 0.25 | 0.25 | 0.25 |
Выбор способов сборки и сварки.
Для изготовления сварных конструкций высокого качества требуется правильная сборка деталей свариваемого изделия, т.е. правильная взаимная установка и закрепление.
Процесс сборки свариваемого изделия из ряда последовательных операций. Сначала детали подаются на рабочее место, затем собирается изделие или сварной узел. Для этого необходимо установить детали в сборочном устройстве в определенном положении. В этих положениях детали должны быть закреплены, после чего их сваривают. Подача деталей к месту сборки и установка их в требуемом положении осуществляется универсальным или специальным подъемно-транспортным оборудованием. Положение деталей во время сборки определяется установочными элементами приспособления или другими смежными деталями.
Тонкости процесса
Технологические особенности процесса сварки зависят от вида фланцев.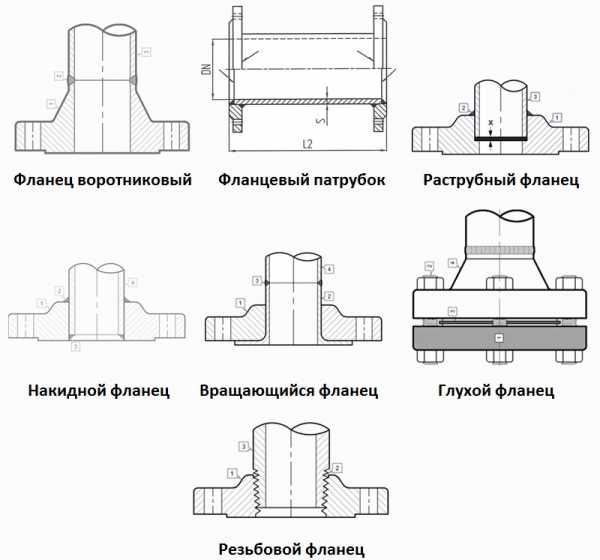 Плоские фланцы монтируются только на прямых участках трубы – их, в отличие от воротниковых моделей, нельзя приваривать к отводам. Различия в способах сварки плоских и воротниковых фланцев объясняются разными видами шовных соединений (стыковое или угловое) и характером образуемой конструкции. Плоскофланцевые соединения делаются с угловым швом, образуя жесткую конструкцию, которая при подаче высокотемпературных веществ может разрушиться из-за разности коэффициентов теплового расширения. Воротниковые фланцы привариваются стыковым швом, выдерживающим значительные температурные колебания.
Плоские фланцы монтируются только на прямых участках трубы – их, в отличие от воротниковых моделей, нельзя приваривать к отводам. Различия в способах сварки плоских и воротниковых фланцев объясняются разными видами шовных соединений (стыковое или угловое) и характером образуемой конструкции. Плоскофланцевые соединения делаются с угловым швом, образуя жесткую конструкцию, которая при подаче высокотемпературных веществ может разрушиться из-за разности коэффициентов теплового расширения. Воротниковые фланцы привариваются стыковым швом, выдерживающим значительные температурные колебания.
В «ПК «Феррум Ханд» работают квалифицированные сварщики, мастера, инженеры и технологи. Они имеют аттестацию НАКС (государственного органа по контролю сварки), подтвержденную выданными удостоверениями. Работы производятся на прошедшем аттестацию сварочном оборудовании. Если заказчику нужно приварить фланец по всем правилам – мы сделаем это профессионально, быстро, по доступным ценам.
Продажа металлопроката в Санкт-Петербурге и Ленинградской области
Как приварить фланец к трубе?
Фланцевое соединение одно из самых распространенных. В настоящее время для монтажа различного оборудования в систему трубопроводов фланцы применяются практически повсеместно: краны, затворы, сильфонные компенсаторы, задвижки, вставки насосного оборудования, отводы, клапаны, вентили, фильтрующие элементы и многое другое поддерживают фланцевое соединение.
В настоящее время для монтажа различного оборудования в систему трубопроводов фланцы применяются практически повсеместно: краны, затворы, сильфонные компенсаторы, задвижки, вставки насосного оборудования, отводы, клапаны, вентили, фильтрующие элементы и многое другое поддерживают фланцевое соединение.
Причин несколько. Сохраняется эстетичный внешний вид трубопровода, огромное количество вариантов, подходящих под различные условия, универсальность, надежность соединения. Важно, что фланцевое соединение является разъемным, что очень удобно. При необходимости можно легко выполнить ремонт или демонтировать, требующее замены устройство.
Естественно, всех этих преимуществ можно достичь, если выполнить монтаж правильно.
Что нужно знать?
Секретов здесь немного, но они есть. Чтобы правильно приварить фланец, нужно соблюдать общие правила монтажа и разобраться с тем, какой из его видов нужно использовать.
Общие правила монтажа фланцев
- Устраняем перекосы и имеющиеся зазоры. Этот этап можно назвать подготовительным.
- Используем точечную сварку, чтобы наметить местоположение приварки.
- Совмещаем технологические отверстия для соединения. Чаще всего в этих местах используют болты и шпильки.
- При эксплуатации трубопровода при высоких температурах, резьбу деталей соединения графитят во избежание схватывания с гайками.
- Обязательно использование прокладок. Их размер и форма должны соответствовать фланцу. Определяются эти величины по ГОСТ.
- Прихватывают фланцы точечной сваркой.
- Гайки затягивают попеременно крест-накрест.
- В трубопроводах с техническими условиями эксплуатации в агрессивной среде соединительные узлы защищают кожухами.
- Технология сварки может быть различной. Зависит это, прежде всего, от крепления.
 Этот этап можно назвать подготовительным.
Этот этап можно назвать подготовительным.Вид фланца
Классификация включает следующие виды продукции: воротниковые, раструбные, резьбовые, накидные, сквозные, плоские, глухие.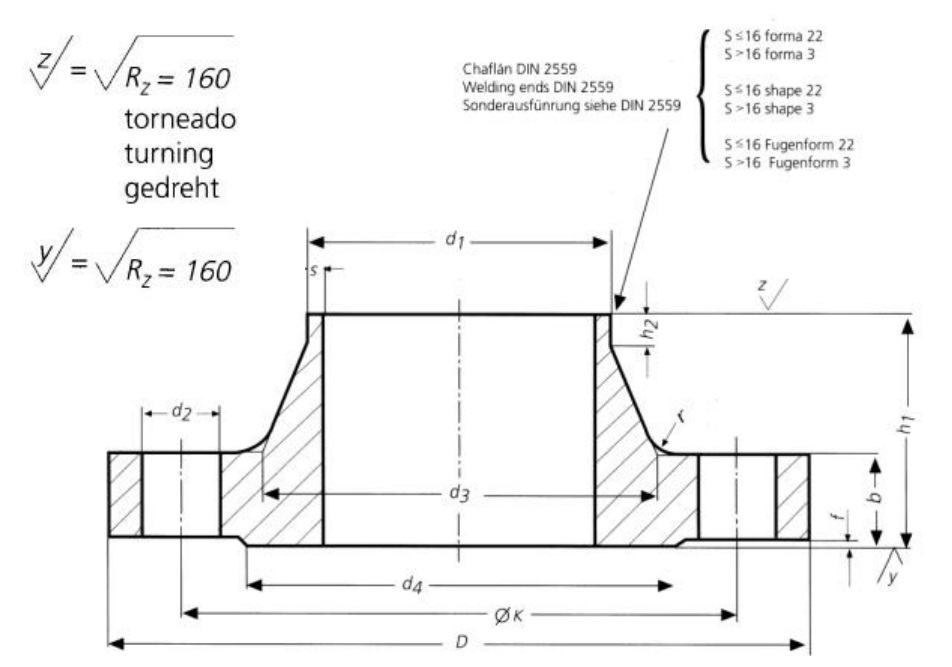
Все они встречаются в свободной продаже и широко доступны массовому потребителю.
Непосредственный монтаж фланца
Выбрав тип фланца, и зная правила монтажа, можно переходить к непосредственной операции. Доступны различные методы сварки: угловая, с обеих сторон, сварка в лодочку. Угловую сварку используют при наличии люфта. Если по чертежу в зазоре нет необходимости, то подойдет сварка в лодочку.
Приваривать фланец к трубе нужно с каждой стороны. Начинают сварку, чтобы наметить место крепления, во избежание ошибок. Сделать это проще снаружи. Внутренний шов – более плотный. При любых ошибках его сложнее демонтировать. Поэтому последовательность здесь такая: вначале – наружная сторона, затем – внутренний шов.
Как видно из способа, с двух сторон получится приварить только плоские детали, поэтому используют такую последовательность для плоских изделий. Встречается и односторонняя сварка встык. Такой способ рекомендован для воротниковых деталей.
Понятие плотный или тонкий шов имеют вполне математическое определение. Учитывать нужно, прежде всего, размер трубы. Величина шва – от 5 до 10мм. Чем больше размер трубы, тем большей должна быть величина шва.
Монтаж самых распространенных фланцевых соединений
Наиболее универсальными и часто используемыми считают воротниковые и плоские типы изделия.
1. Сварка плоского фланца
Плоский фланец имеет внутренний диаметр большей величины, чем наружный, что отличает этот тип от других видов. Точные размеры при необходимости можно узнать в ГОСТ 12820-80. Установка осуществляется в соответствии с общими правилами монтажа. Плоские фланцы приваривают насквозь к торцу трубы.
Среди особенностей сварки плоских деталей нужно знать, что сварка должна проводиться только на прямых участках с ровными поверхностями. Нельзя сваривать плоскую деталь и отвод.
Для сварки используют метод углового соединения.
2. Приварка воротникового фланца
Воротниковые фланцы приваривают в стык со стороны части похожей на воротник. При соединении встык необходимо, чтобы внутренний диаметр самой трубы и внутренний диаметр фланца совпадали. Конкретная информация опять же доступна в ГОСТ: документ 12821.
При соединении встык необходимо, чтобы внутренний диаметр самой трубы и внутренний диаметр фланца совпадали. Конкретная информация опять же доступна в ГОСТ: документ 12821.
Конструкция соединения при использовании воротникового изделия будет значительно отличаться от того, что можно получить с использованием плоских деталей. Причина – различные технические условия эксплуатации. Если плоское исполнение используют для нормальных условий, то воротник применяют для соединения трубопроводов высокого давления или в системе перекачки теплоносителя. В последнем случае технологический процесс отличается высокими температурами протекания. Место соединения должно обеспечивать большую надежность. Поэтому для самого процесса приваривания понадобится дополнительное оборудование.
В данном случае используют концентратор, горловину. Такая конструкция обеспечивает равномерное распределение давления в системе. Сама сварка осуществляется сплошным или V-образным методом.
С помощью нашего ресурса ayvaz. com.ua вы не только найдете нужный вид фланца, но и сможете выбрать разнообразную запорно-регулирующую арматуру и другое оборудование для правильной работы трубопровода.
com.ua вы не только найдете нужный вид фланца, но и сможете выбрать разнообразную запорно-регулирующую арматуру и другое оборудование для правильной работы трубопровода.
Фланцы под втулку для пнд труб — особенности выбора
Фланцы для полиэтиленовых труб, фланцы под втулку ПНД, фланец под бурт. Нам часто присылают такие заявки и мы действительно много поставили таких изделий различного диаметра. В этой статье я хочу рассказать о стальных фланцах, которые применяются в комплекте с полиэтиленовой втулкой.
Первое что надо понимать — стальной фланец для ПНД втулки — это тот же фланец по ГОСТ 12820 , который приваривается к стальной трубе встык. Почему так. Дело в том, что когда мы подбираем фланец, мы в первую очередь должны понимать к какому оборудованию мы хотим подсоединить трубу и уже затем должны учесть какого диаметра и какого типа, материала у нас труба. Еще раз, самое главное — это не труба, а допустим, задвижка или фланцевый кран, который мы хотим «повесить» на трубу.
Выбор фланца для втулки ПНД 160 мм и задвижки 150 мм.
У нас задача — установить на ПНД трубу 160 мм задвижку типа МЗВ 30ч39р чугунную диаметром 150 мм. Первым делом надо разобраться какой фланец у самой задвижки. Смотрим спецификацию:
- n количество болтов — 8 шт;
- d диаметр отверстий под болты — 22 мм;
- D наружный диаметр фланца — 280 мм;
- D1 расстояние/диаметр между центром двух отверстий — 240 мм;
- DN внутренний диаметр фланца и задвижки 150 мм.
Интуитивно понятно, что если нам нужен фланец по ГОСТ 12820, то нужно выбрать фланец 150 мм. Однако тут нам нужно вспомнить, что фланец устанавливается на ПНД втулку, а значит надо понять следующее: сможем ли мы фланец, у которого внутренний диаметр равен примерно 155 мм по ГОСТ 12820, установить на втулку ПНД наружным диаметром 160 мм. Уже очевидно, что наружный диаметр втулки равен как минимум 160 мм, но если мы посмотрим на фото и схему, то увидим, что у втулки есть некоторое утолщение и у втулки 160 мм это утолщение приводит к тому, что реальный диаметр в том месте, где будет «висеть» фланец будет равен 175 мм (посмотрите на схему h3 = 175 мм).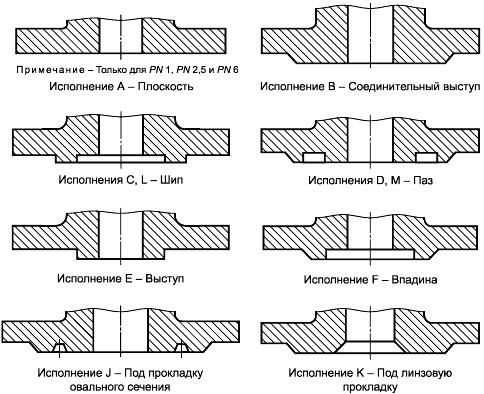
А у фланца 155 — 160 мм, то есть повесить стандартный фланец по ГОСТ 12820 на такую втулку не получится. Понимая все это, производители в России начали протачивать такие фланцы до нужного внутреннего диаметра, а также появилось большое количество мастерских, которые специализировались на расточке фланцев. И поэтому внутренний диаметр нашего фланца для данного узла будет равен 178 мм. Таким образом, часто фланцы для ПНД втулок называют расточенными.
Однако на сегодняшний момент большинство производителей в России и в Китае подстроились под эти нужды и выпускают копии фланцев по ГОСТ 12820, которые полностью соответствуют обычным приварным фланцам за тем исключением, что внутренний диаметр этих фланцев соответствует наружному диаметру втулок.
Как подобрать фланец для ПНД трубы 315 мм и задвижки 300 мм.
Давайте посмотрим для начала таблицу.
Из нее мы видим, что у втулки 315 мм реальный наружный диаметр равен 335 мм, поэтому мы должны выбрать расточенный фланец по ГОСТ 12820 300 мм с внутренним диаметром отверстия 338 мм.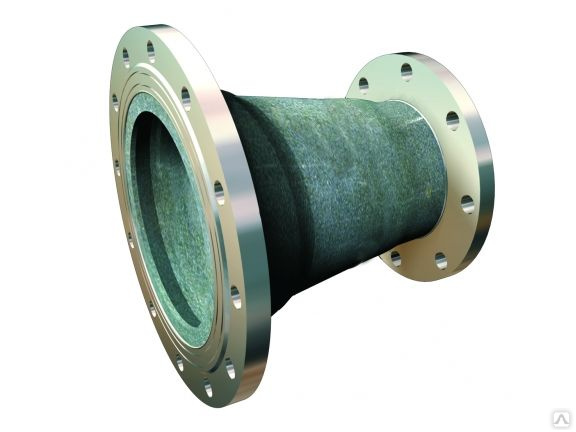 Однако всегда надо помнить о задвижке или о том, что вы хотите «повесить» на трубу. Потому что у фланцев диаметром 300 мм в зависимости от рабочего давления разное межосевое расстояние, то есть расстояние между болтов. Поэтому если у вас задвижка с фланцем под 16 атм., а фланец вы возьмете на 10 атм., то отверстия под болты просто не будут совпадать. У 10 атм. это расстояние равно 400 мм, а у 16 атм. — 410 мм.
Однако всегда надо помнить о задвижке или о том, что вы хотите «повесить» на трубу. Потому что у фланцев диаметром 300 мм в зависимости от рабочего давления разное межосевое расстояние, то есть расстояние между болтов. Поэтому если у вас задвижка с фланцем под 16 атм., а фланец вы возьмете на 10 атм., то отверстия под болты просто не будут совпадать. У 10 атм. это расстояние равно 400 мм, а у 16 атм. — 410 мм.
Подбор фланца под втулку 225 мм и задвижку 200 мм.
Похожая с предыдущей ситуация. Только фланцы могут отличаться не по расстоянию между болтами, а по количеству отверстий. Смотрим на задвижку. У 10 атм. количество отверстий — 8 шт., а у 16 атм. — 12 шт. Будьте внимательны!
Полезная таблица для фланцев на 10 и вторая таблица на 16 атм.
Из этих таблиц вы узнаете все необходимые параметры фланцев для того или иного диаметра. И помните: до 150 мм не имеет значение какого давления фланец — и количество болтов и их межосевое расстояние одинаковы. Для фланца 200 мм у 10 атм. и у 16 атм. количество болтов разное, соответственно 8 и 12 шт. А начиная с 250 мм количество болтов одинаковое, но разное межосевое расстояние.
И помните: до 150 мм не имеет значение какого давления фланец — и количество болтов и их межосевое расстояние одинаковы. Для фланца 200 мм у 10 атм. и у 16 атм. количество болтов разное, соответственно 8 и 12 шт. А начиная с 250 мм количество болтов одинаковое, но разное межосевое расстояние.
Фланец стальной под втулку под максимальное рабочее давление 1,0 МПа
|
Наружный диаметр трубы, мм |
Dy, мм |
D, мм |
D1, мм |
D0, мм |
b, мм |
n, шт. |
d, мм |
Вес, кг |
|---|---|---|---|---|---|---|---|---|
|
25 |
20 |
105 |
|
34 |
12 |
4 |
14 |
0,669 |
|
32 |
25 |
115 |
85 |
42 |
12 |
4 |
14 |
0,787 |
|
40 |
32 |
135 |
100 |
51 |
14 |
4 |
18 |
1,23 |
|
50 |
40 |
145 |
110 |
62 |
15 |
4 |
18 |
1,46 |
|
63 |
50 |
160 |
125 |
78 |
15 |
4 |
18 |
1,68 |
|
75 |
65 |
180 |
145 |
92 |
17 |
4 |
18 |
2,36 |
|
90 |
80 |
195 |
195 |
108 |
17 |
4 |
18 |
2,62 |
|
110 |
100 |
215 |
180 |
128 |
19 |
8 |
18 |
3,18 |
|
125 |
100 |
215 |
180 |
135 |
19 |
8 |
18 |
2,96 |
|
140 |
125 |
245 |
210 |
158 |
21 |
8 |
18 |
4,19 |
|
160 |
150 |
280 |
240 |
178 |
21 |
8 |
22 |
5,52 |
|
180 |
150 |
280 |
240 |
188 |
21 |
8 |
22 |
5,05 |
|
200 |
200 |
335 |
295 |
225 |
21 |
8 |
22 |
7,44 |
|
225 |
200 |
335 |
295 |
238 |
21 |
8 |
22 |
6,67 |
|
250 |
250 |
390 |
350 |
273 |
23 |
12 |
22 |
10,1 |
|
280 |
250 |
390 |
350 |
294 |
23 |
12 |
22 |
8,45 |
|
315 |
300 |
440 |
400 |
338 |
24 |
12 |
22 |
10,8 |
|
355 |
350 |
500 |
460 |
376 |
24 |
16 |
22 |
14,9 |
|
400 |
400 |
565 |
515 |
430 |
26 |
16 |
26 |
19,7 |
|
450 |
500 |
670 |
620 |
517 |
28 |
20 |
26 |
28,9 |
|
500 |
500 |
670 |
620 |
533 |
28 |
20 |
26 |
26,0 |
|
560 |
600 |
780 |
725 |
618 |
31 |
20 |
30 |
39,7 |
|
630 |
600 |
780 |
725 |
645 |
31 |
20 |
30 |
33,2 |
|
710 |
700 |
895 |
840 |
740 |
34 |
24 |
30 |
48,4 |
|
800 |
800 |
1010 |
950 |
843 |
37 |
24 |
33 |
64,3 |
|
900 |
900 |
1110 |
1050 |
947 |
40 |
28 |
33 |
74,8 |
|
1000 |
1000 |
1220 |
1160 |
1050 |
43 |
28 |
33 |
93,8 |
|
1200 |
1200 |
1455 |
1380 |
1260 |
51 |
32 |
39 |
151 |
Фланец стальной под втулку под максимальное рабочее давление 1,6 МПа
|
Наружный диаметр трубы, мм |
Dy, мм |
D, мм |
D1, мм |
D0, мм |
b, мм |
n, шт. |
d, мм |
Вес, кг |
|---|---|---|---|---|---|---|---|---|
|
25 |
20 |
105 |
75 |
34 |
14 |
4 |
14 |
0,781 |
|
32 |
25 |
115 |
85 |
42 |
16 |
4 |
14 |
1,05 |
|
40 |
32 |
135 |
100 |
51 |
16 |
4 |
18 |
1,41 |
|
50 |
40 |
145 |
110 |
62 |
17 |
4 |
18 |
1,66 |
|
63 |
50 |
160 |
125 |
78 |
19 |
4 |
18 |
2,13 |
|
75 |
65 |
180 |
145 |
92 |
21 |
4 |
18 |
2,92 |
|
90 |
80 |
195 |
160 |
108 |
21 |
4 |
18 |
3,23 |
|
110 |
100 |
215 |
180 |
128 |
23 |
8 |
18 |
3,85 |
|
125 |
100 |
215 |
180 |
135 |
23 |
8 |
18 |
3,59 |
|
140 |
125 |
245 |
210 |
158 |
25 |
8 |
18 |
4,98 |
|
160 |
150 |
280 |
240 |
178 |
25 |
8 |
22 |
6,58 |
|
180 |
150 |
280 |
240 |
188 |
25 |
8 |
22 |
6,01 |
|
200 |
200 |
335 |
295 |
225 |
27 |
12 |
22 |
9,25 |
|
225 |
200 |
335 |
295 |
238 |
27 |
12 |
22 |
8,25 |
|
250 |
250 |
405 |
355 |
273 |
28 |
12 |
26 |
14,0 |
|
280 |
250 |
405 |
355 |
294 |
28 |
12 |
26 |
11,9 |
|
315 |
300 |
460 |
410 |
338 |
28 |
12 |
26 |
15,9 |
|
355 |
350 |
520 |
470 |
376 |
30 |
16 |
26 |
21,8 |
|
400 |
400 |
580 |
525 |
430 |
34 |
16 |
30 |
28,6 |
|
450 |
500 |
710 |
650 |
517 |
44 |
20 |
33 |
58,1 |
|
500 |
500 |
710 |
650 |
533 |
44 |
20 |
33 |
53,5 |
|
560 |
600 |
840 |
770 |
618 |
45 |
20 |
39 |
81,0 |
|
630 |
600 |
840 |
770 |
645 |
45 |
20 |
39 |
71,6 |
|
710 |
700 |
910 |
840 |
740 |
47 |
24 |
39 |
70,4 |
|
800 |
800 |
1020 |
950 |
843 |
49 |
24 |
39 |
88,2 |
|
900 |
900 |
1120 |
1050 |
947 |
54 |
28 |
39 |
104 |
|
1000 |
1000 |
1255 |
1170 |
1050 |
58 |
28 |
45 |
148 |
|
1200 |
1200 |
1485 |
1390 |
1260 |
71 |
32 |
52 |
231 |

Сварка фланцев — Сварка трубопроводов
#1 Evgen
Отправлено 14 December 2010 21:48
Господа трубники! поделитесь опытом по фланцам. В основном интересуют сквозные фланцы большого диаметра с короткой полкой разные варианты по толщинам. может даже и одинаковой толщины фланец-труба. Я бы варил с ответным фланцем в сборе наружный шов по четвертям, возможно обратно ступенчатым, потом, после снятия ответного, внутренний по четвертям. Катет по тощине меньшей стенки. Может есть какие-то особенности. Есть ли специалисты подобного профиля?
В основном интересуют сквозные фланцы большого диаметра с короткой полкой разные варианты по толщинам. может даже и одинаковой толщины фланец-труба. Я бы варил с ответным фланцем в сборе наружный шов по четвертям, возможно обратно ступенчатым, потом, после снятия ответного, внутренний по четвертям. Катет по тощине меньшей стенки. Может есть какие-то особенности. Есть ли специалисты подобного профиля?
- Наверх
- Вставить ник
#2 Maler
Отправлено 14 December 2010 22:34
Уважаемый Evgen ,я конечно делетант в сварке,но мягко выражаясь в котельной меня надрюкали )))(после пары случаев когда шов между фланцем и трубой сифонил, был случай когда просто лопнул шов)) ),завтра вечером выложу фото того как теперь свариваю их.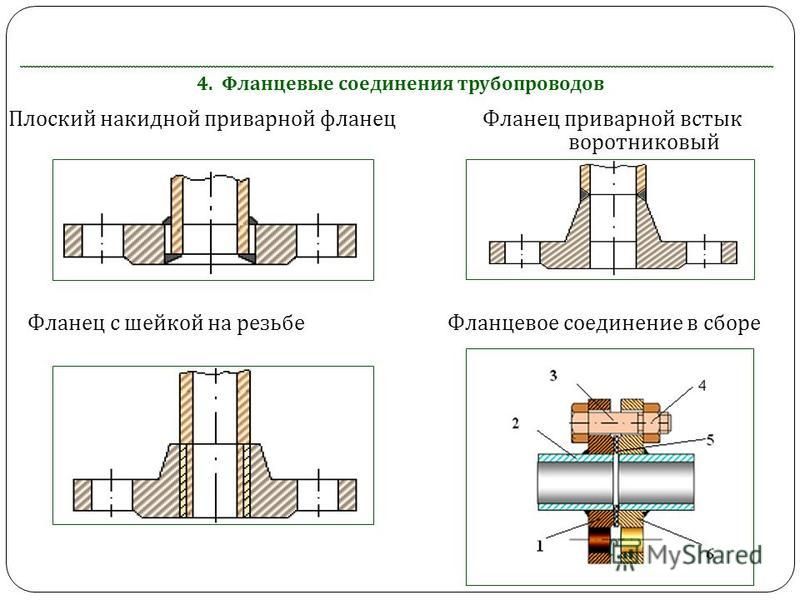
подобрав ток,стараюсь держать угол 45 градусов,если же труба тонкостенная,то основной метал шва забираю с фланца,электрод веду на себя. в общем завтра скину фото,прокритекуете)
- Наверх
- Вставить ник
#3 Evgen
Отправлено 14 December 2010 23:55
Maler, Скидывай конечно С техникой сварки я уж как нибудь справлюсь, мне особо технология интересна
если же труба тонкостенная
электрод веду на себя
тут скорее нужно наоборот, хотя можно сбалансировать скоростью прохода и положением ванны.
- Наверх
- Вставить ник
#4 АВН
Отправлено 15 December 2010 00:00
Не дипломированный специалист,но трубы про допуск не спрашивают.Лопаются,заразы,особенно в зимнее время.Делаю так же,как сказано выше,кроме разных сложных случаев (гнильё,заплатки в труднодоступе,аустенинит толстый с тонкой железкой) но только стараюсь делать два прохода для надежности.Лень дважды лезть в одну канаву.
- Наверх
- Вставить ник
#5 AkaShira
Отправлено 15 December 2010 00:19
Я как-нибудь тоже скину. Нет возможности с фотиком поорудовать на работе….нема коли.
Нет возможности с фотиком поорудовать на работе….нема коли.
ЗЫ: тоже интересуюсь технологией, потому как никто не показывал и не рассказывал, бегал и на готовом узле высматривал и анализировал сварочные швы. Как говорится: «Методом тыка».
- Наверх
- Вставить ник
#6 Helper
Отправлено 15 December 2010 17:18
Фланцы приваривают к трубе двумя угловыми швами — наружным и внутренним. Сначала накладывают наружный шов, затем внутренний. Размеры швов можно найти в специальных документах и зависит от диаметра трубы. Кстати наружный шов на фланцах идет несимметричный — катет на фланце больше, чем катет на трубе. Фланцы тоже разные — на низкое давление (16атм) просто плоский (дисковый), а на высокое давление (25 и выше атм.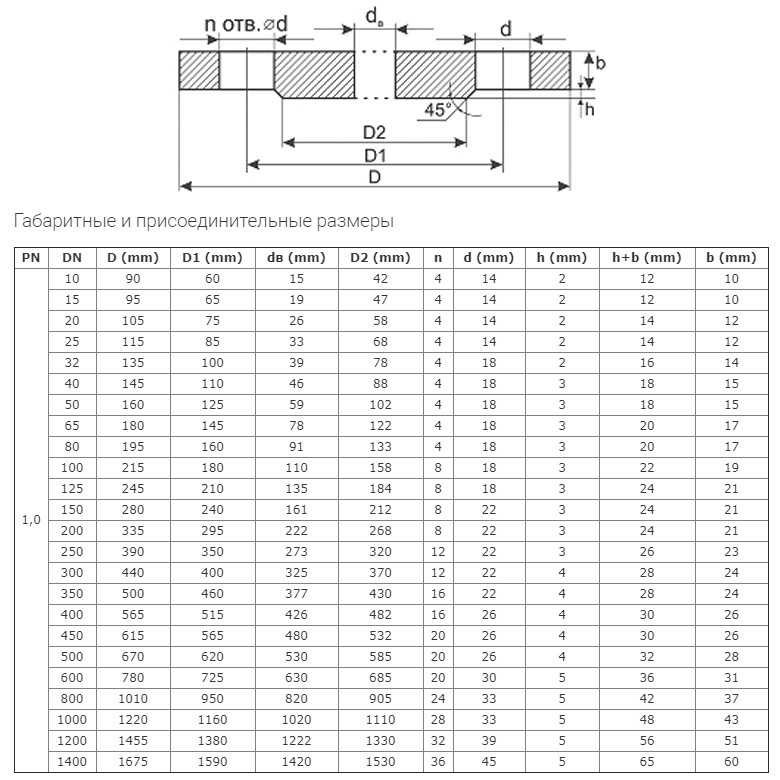 ) идет с фаской. Внутренний шов, являющийся лишь уплотняющим, имеет катет равный толщине стенки трубы, но не более 7мм независимо от толщины стенки трубы. Перпендикулярность сборки проверяют специальным фланцевым угольником. На большие трубы фланцы не варил, но тоже накладывал бы швы обратноступенчатым способом.
) идет с фаской. Внутренний шов, являющийся лишь уплотняющим, имеет катет равный толщине стенки трубы, но не более 7мм независимо от толщины стенки трубы. Перпендикулярность сборки проверяют специальным фланцевым угольником. На большие трубы фланцы не варил, но тоже накладывал бы швы обратноступенчатым способом.
- Наверх
- Вставить ник
#7 Evgen
Отправлено 15 December 2010 17:37
Фланцы приваривают к трубе двумя угловыми швами — наружным и внутренним
Плоские фланцы
pofigist, Да. я это все тоже когда-то читал. На практике чего только не видел. Кстати многие считают, что внутренний шов совсем не обязательно, с чем я категорически несогласен абсолютно для всех плоскофланцевых соединений.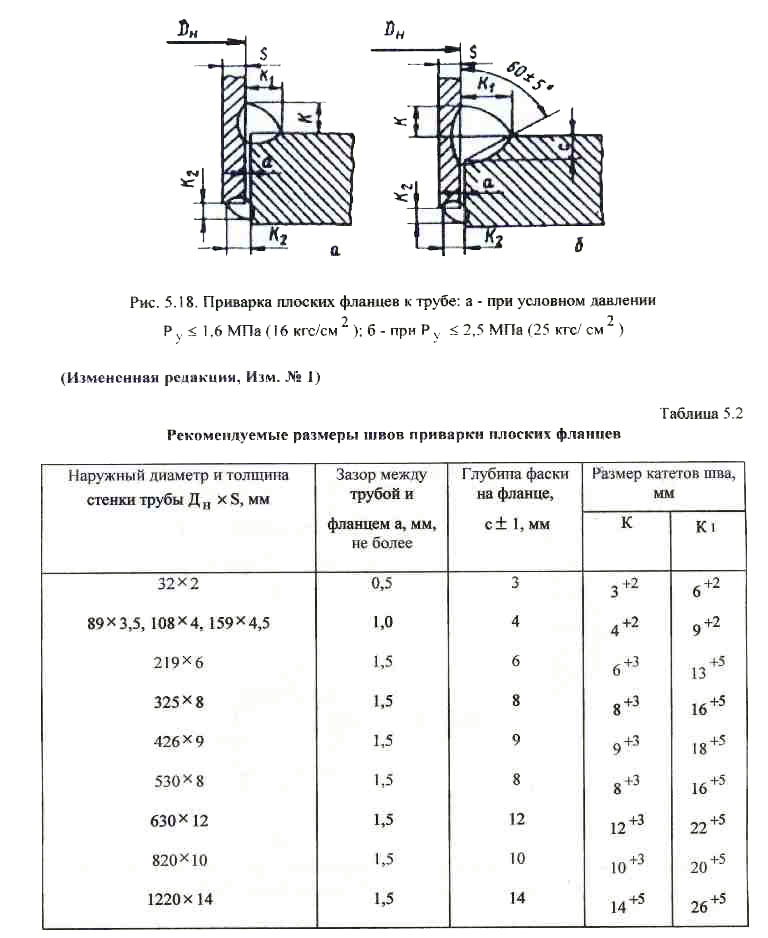 Кстати я вот тоже видел эти 7мм. Интересно. с чем связана эта цифра.
Кстати я вот тоже видел эти 7мм. Интересно. с чем связана эта цифра.
- Наверх
- Вставить ник
#8 Helper
Отправлено 15 December 2010 17:50
Ну, неверно выразился… Лучше просто фланцы с фаской (под давление) и без фаски. Откуда 7мм понятия не имею, читал в РД по сварке трубопроводов.
- Наверх
- Вставить ник
#9 Maler
Отправлено 15 December 2010 18:01
я тут на работе решил изготовить приспособу,для быстрой и удобной сварки фланцев,подскажите стоит или нет?
суть такова:берем болванку(из которой высверливают фланцы),делаем на ней отверстия под болты ,так что бы можно было крепить фланцы от самого маленького диаметра до довольно большого. на нижнюю часть привариваем небольшую катушку.далее вот думаю как лучше сделать…. может эту катушку вварить во внутреннее отверстие подшипника, а внешнюю часть закрепить на какой нибудь платформе верстака. чтоб наша фланцевая болванка свободно вращалась по оси??? очень облегчает сварку без отрыва электрода)))хотя может мужики и правы говоря что «лень- двигатель прогресса» ))
на нижнюю часть привариваем небольшую катушку.далее вот думаю как лучше сделать…. может эту катушку вварить во внутреннее отверстие подшипника, а внешнюю часть закрепить на какой нибудь платформе верстака. чтоб наша фланцевая болванка свободно вращалась по оси??? очень облегчает сварку без отрыва электрода)))хотя может мужики и правы говоря что «лень- двигатель прогресса» ))
- Наверх
- Вставить ник
#10 Evgen
Отправлено 15 December 2010 18:05
Maler, У тебя же вроде были проблемы со стабильностью неповоротных труб, а ты хочешь не научившись толком опять уйти от этого. Думается мне, если много однотипного варить, конечно есть смысл приспособы делать, но время от времени варить неповорот, даже если есть возможность облегчить процесс.
- Наверх
- Вставить ник
#11 Maler
Отправлено 15 December 2010 18:14
да проблемы были и есть,но чувствуется уже сдвиг с мертвой точки. тренируюсь каждый день. по крайней мере протекать стали реже гораздо)
- Наверх
- Вставить ник
#12 АВН
Отправлено 15 December 2010 20:38
Ну, неверно выразился… Лучше просто фланцы с фаской (под давление) и без фаски.
 Откуда 7мм понятия не имею, читал в РД по сварке трубопроводов.
Откуда 7мм понятия не имею, читал в РД по сварке трубопроводов.Верно выразился,от токарей дождёшься фаски,как же.Забывают канавки под прокладку сделать…
- Наверх
- Вставить ник
#13 Helper
Отправлено 16 December 2010 11:14
Размеры швов на фланцы можно посмотреть в ГОСТ 16037-80 на Соединения сварные стальных трубопроводов или РД 153-34.1-003-01
- Наверх
- Вставить ник
#14 Evgen
Отправлено 16 December 2010 11:59
Прикрепленные изображения
- Наверх
- Вставить ник
Различные типы фланцев в трубопроводной промышленности
Фланцы и типы трубной арматуры Фланец представляет собой систему механических соединений, которая обеспечивает надежный способ соединения труб , клапанов, насосов и других компонентов с образованием уплотнения.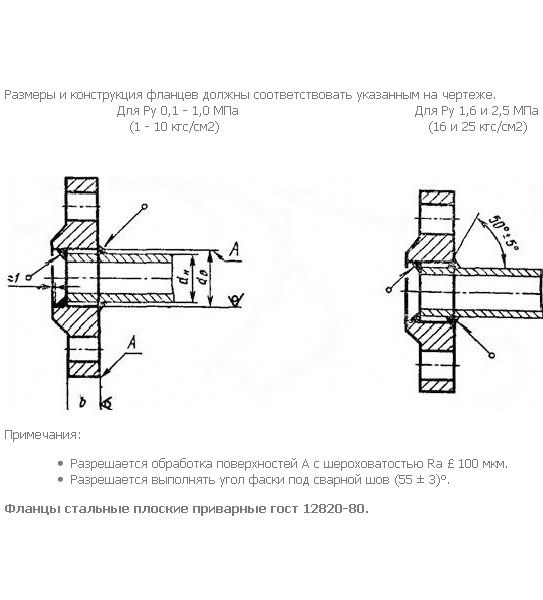 герметичная система трубопроводов. Важнейший компонент трубопроводной инфраструктуры, фланец является вторым наиболее распространенным методом соединения, используемым после сварки.
герметичная система трубопроводов. Важнейший компонент трубопроводной инфраструктуры, фланец является вторым наиболее распространенным методом соединения, используемым после сварки.
Фланцы – Компоненты и преимущества:
Трубный фланец, прокладка и система болтов — это три основных компонента любого фланцевого соединения. Фланец трубы прикрепляется к трубе с помощью сварки или резьбового фитинга, а соединение выполняется путем скрепления болтами двух фланцев трубы с прокладкой между ними для обеспечения герметичного соединения.
Простая, но уникальная конструкция фланцев делает их прочными и в то же время простыми в сборке механическими соединениями. Они могут устанавливаться в ограниченном пространстве, просты в обслуживании, обладают большей гибкостью и обеспечивают лучшее распределение нагрузки, чем гидравлические фитинги в трубопроводной промышленности.
Различные типы фланцев в трубной арматуре:
Данные фланцы можно быстро демонтировать и упростить техническое обслуживание, они являются идеальной альтернативой сварным соединениям в трубопроводной промышленности . Более того, фланцы бывают разных конструкций, чтобы соответствовать конкретному использованию и прочности соединения, необходимой в системе трубопроводов .
Более того, фланцы бывают разных конструкций, чтобы соответствовать конкретному использованию и прочности соединения, необходимой в системе трубопроводов .
Для обеспечения надежного соединения, длительного срока службы и оптимальной цены в соответствии с идеальной конструкцией фланца становится ключом.
Итак, в сегодняшнем блоге давайте сделаем первый шаг в выборе правильного типа фланца , определив 7 ключевых типов фланцев , которые обычно используются в трубопроводной промышленности:
1. Резьбовые фланцы:
Простейшие из всех фланцев резьбовые фланцы соединяются путем навинчивания трубы на фланец без необходимости сварки. В некоторых случаях сварка может выполняться в сочетании с резьбовым соединением для обеспечения более прочного соединения.
Резьбовые фланцы — это экономящие время и экономичные фланцы, которые идеально подходят для систем трубопроводов малого диаметра. Они также являются обязательным выбором для фланцев во взрывоопасных зонах, где сварка считается опасной.
Они также являются обязательным выбором для фланцев во взрывоопасных зонах, где сварка считается опасной.
2. Накидной фланец:
Как следует из названия, этот тип фланца надевается на соединительную трубу, поскольку размер его отверстия немного превышает диаметр трубы. Накидной фланец соединяется с фланцем с помощью двух угловых сварных швов, выполненных внутри и снаружи полостей фланца. Благодаря наличию в большом диапазоне размеров, вставные фланцы являются одним из наиболее распространенных типов фланцев, используемых в трубопроводах для жидкостей.
3. Фланцы под приварку враструб:
В отличие от фланца с резьбой, фланцы под приварку враструб соединяются с трубой одним угловым сварным швом на внешней стороне фланца. Труба вставляется в раструб, оставляя небольшой зазор для обеспечения правильного положения трубы после сварки.
Фланцы для приварки враструб идеально подходят для небольших трубопроводных систем и систем высокого давления, по которым проходят неагрессивные жидкости. Одинарный сварной шов также помогает этим фланцам проявлять более высокую усталостную прочность по сравнению с накладными фланцами.
Одинарный сварной шов также помогает этим фланцам проявлять более высокую усталостную прочность по сравнению с накладными фланцами.
4. Фланец с соединением внахлестку:
Фланец с соединением внахлест аналогичен накидному фланцу, за исключением радиуса на пересечении отверстия и поверхности фланца, позволяющего использовать вставной конец. Фланец внахлестку, который может скользить по трубе, крепится к вставному концу с помощью болтов. Фланец с соединением внахлест здесь может быть изготовлен из материала более низкого качества по сравнению с патрубком, и, следовательно, фланцы с соединением внахлестку обеспечивают экономичное механическое соединение, снижая общую стоимость системы трубопроводов.
5. Заглушка:
Заглушки используются для герметизации труб, клапанов или сосудов под давлением в трубопроводной системе. Эти загрузочные пустые диски изготавливаются без отверстия, и когда они идеально сплавлены с правильными прокладками , они обеспечивают превосходную герметизацию даже в условиях высоких температур.
6. Фланец с приварной горловиной:
Для этого фланца характерна длинная коническая втулка, которая приваривается непосредственно к соединительной трубе. Поскольку фланцы с приварной горловиной обрабатываются в соответствии с внутренним диаметром трубы, эти фланцы уменьшают турбулентность, эрозию и обеспечивают плавный поток. Эта коническая втулка также обеспечивает бесшовное распределение механических напряжений между фланцем и трубой. Типичная конструкция фланца с приварной горловиной идеально подходит для условий высоких/низких температур, высокого давления и трубопроводных систем с многократным изгибом.
7. Специальные фланцы:
Хотя указанные выше шесть типов фланцев являются наиболее распространенными типами фланцев, используемых в трубопроводной промышленности, на этом список не заканчивается.
Простая и уникальная конструкция фланцев делает их механическими соединениями с широкими возможностями настройки, которые можно адаптировать к различным вариантам использования и средам трубопроводов. Таким образом, в дополнение к вышесказанному, этот список специализированных фланцев включает глухие фланцы с высокой ступицей, свободные фланцы, фланцы с отверстием, фланец Nipa, фланец с лопаткой и кольцом, расширительный фланец, квадратные фланцы и редукционные фланцы.
Таким образом, в дополнение к вышесказанному, этот список специализированных фланцев включает глухие фланцы с высокой ступицей, свободные фланцы, фланцы с отверстием, фланец Nipa, фланец с лопаткой и кольцом, расширительный фланец, квадратные фланцы и редукционные фланцы.
Если вам нужна информация об этих фланцах, наши инженеры-эксперты C-Way Exports будут рады вам помочь. C-Way Exports, обладающая более чем десятилетним опытом в производстве, машиностроении и машиностроении , является универсальным решением для промышленных поставок премиум-класса, и вы можете связаться с нами здесь.
Тем не менее, конструкция фланца — это только первый шаг в выборе идеального типа фланца для трубопроводной системы. Тип поверхности, размер, материал, стандарт и классификация фланцев также играют важную роль в определении характеристик, технического обслуживания и срока службы трубопроводной системы. В нашем следующем блоге о C-Way Exports мы рассмотрим все эти параметры, чтобы помочь вам выбрать идеальный фланец для ваших требований.
Далее: Как правильно выбрать тип фланца для вашего проекта трубопровода?
Производители переходных фланцев — накидные, приварные, резьбовые
Перейти к содержимомуПереходные фланцыFlangepipesfactory2020-04-10T16:59:40+00:00
- Metallica специализируется на производстве переходных фланцев самого высокого качества в различных спецификациях, классах, материалах и размерах. Мы производим переходные фланцы в соответствии с различными размерными стандартами, включая ANSI/ASME B16.5, ANSI/ASME B16.47 Series A (MSS SP-44), ANSI/ASME B16.47 Series B (API 605), ANSI/ASME B16. 36, АНСИ/АСМЭ Б16.48 (АПИ 590). В дополнение к стандартам ANSI и ASME мы также можем производить редукционные фланцы в соответствии со стандартами EN, BS и DIN.
- Переходной фланец может быть изготовлен с использованием переходной втулки с концентрическим или эксцентрическим переходником и требуемым фланцем на каждом конце, или это может быть один фланец с внутренним уменьшенным отверстием для соединения труб или фитингов разного размера с обеих сторон. В последнем типе переходного фланца, за исключением размеров отверстия и ступицы, фланец будет иметь размеры большего размера трубы. Редукционные фланцы обычно поставляются одного из трех типов:
- Фланец-переходник с приварной шейкой
- Фланец-переходник с накидным креплением
- Фланец-переходник с резьбой
- Использование переходного фланца является наиболее экономичным способом перехода между трубами разных размеров.
- При использовании приварной горловины или переходного фланца с натягом сначала соедините стороны фланца, соответствующие большему диаметру трубы, и завершите процесс сварки. Повторите процесс сварки для трубы меньшего размера с другой стороны переходного фланца. Теперь оба размера труб соединяются посредством процесса редуцирования. Необходимо уделить достаточно внимания тому, чтобы внутренние диаметры труб правильно совпадали с внутренним диаметром фланца с обеих сторон.
- В случае переходного фланца с резьбой сначала необходимо соединить трубу любого размера с помощью резьбы с одной стороны фланца. Тот же процесс сварки необходимо повторить для другого размера трубы. В случае применения при высоких давлениях и температурах сварка выполняется снаружи трубы после нарезания резьбы для увеличения прочности соединения.
 В последнем типе переходного фланца, за исключением размеров отверстия и ступицы, фланец будет иметь размеры большего размера трубы. Редукционные фланцы обычно поставляются одного из трех типов:
В последнем типе переходного фланца, за исключением размеров отверстия и ступицы, фланец будет иметь размеры большего размера трубы. Редукционные фланцы обычно поставляются одного из трех типов: Тот же процесс сварки необходимо повторить для другого размера трубы. В случае применения при высоких давлениях и температурах сварка выполняется снаружи трубы после нарезания резьбы для увеличения прочности соединения.
Тот же процесс сварки необходимо повторить для другого размера трубы. В случае применения при высоких давлениях и температурах сварка выполняется снаружи трубы после нарезания резьбы для увеличения прочности соединения.Продукт и ассортимент переходных фланцев
| Продукт | Переходной фланец |
| Размер | 1/2″ (DN15) ~ 60″ (DN1500) |
| Фланец | Выступ (RF), плоская поверхность (FF), кольцевое соединение (RTJ), T&G 9013 9033 |
| Pressure Rating | 150#-2500# (PN6-PN40) |
| Standard | ASME/ANSI, EN, DIN, BS |
| Test Certificate | EN 10204 3.1 |
Manufacturing Standards для изготовления фланцев
Фланец ANSI/ASME
- ANSI/ASME B16.5, ANSI/ASME B16.47, серия A (MSS SP-44), ANSI/ASME B16.47, серия B (API 605), ANSI/ASME B16.36, ANSI/ASME B16. 48 (API 590)
 48 (API 590)
48 (API 590)BS Фланцы
- BS10 Таблица D, E, F, H, J, K, R, S, T, BS4504 Код 101, 105, 111, 112, 113, BS1042 5 DIN 9 Фланцы
- DIN2527, DIN2573, DIN2576, DIN2502, DIN2503, DIN2543, DIN2544, DIN2545, DIN2630, DIN2631, DIN2632, DIN2633, DIN2634, DIN2635, DIN2636, DIN2637, DIN269838, DIN262838, DIN262838, DIN262838, DIN2627, DIN2641, DIN2642, DIN2652, DIN2653, DIN2655, DIN2656, DIN2673, DIN2674, DIN2675, DIN2676, DIN2558, DIN2561, DIN2565, DIN2566, DIN2567, DIN2568, DIN2569, DIN28115, DIN86029, DIN86030
- Номер типа: Плоский фланец Тип 01 (надеваемый) для сварки, Тип 02 Свободные плоские фланцы с приварным фланцем или для конца трубы внахлестку, Тип 04 Свободные плоские фланцы с приварной горловиной, Тип 05 Глухой фланец , Тип 11 Фланец с приварной горловиной, Тип 12 Накидные фланцы со втулкой для сварки, Тип 13 Фланцы с резьбой со втулкой, Цельный фланец Тип 21, Тип 32 Приварной плоский воротник, Тип 33 Конец трубы внахлестку, Тип 34 Приварной воротник, Тип 35 Приварная шейка , Тип 36 Прессованная манжета с длинной шейкой, Тип 37 Прессованная манжета
- Фланец-переходник из углеродистой стали: ASTM A105
- Фланец-переходник для низких температур: ASTM A350 LF1 LF2 CL1/CL2, LF3 CL1/CL2.
- Переходной фланец из нержавеющей стали: ASTM A182 F304/304L, F316/316L, F321
- Переходной фланец из легированной стали: ASTM F1 F5 F9, F11, F91 Никелевые сплавы, инконель, монель, хастеллой, титан, алюминий, медь Никель
- Переходной фланец из дуплексной стали – 2205, 2507, UNS S32205, UNS S31803, UNS S32760, UNS S32750
- Фланец с приварной шейкой : Этот тип фланца имеет шейку, которая приваривается к концу трубы. Он используется для приложений высокого давления, чтобы уменьшить концентрацию напряжения. Как правило, эти фланцы изготавливаются из поковки и обычно привариваются к трубе встык. Фланцы с приварной горловиной имеют более высокий ожидаемый срок службы, чем фланцы, надеваемые под давлением.
- Накидной фланец : Накидные фланцы или фланцы SO обычно дешевле фланцев с приварной горловиной, и поэтому они являются популярным выбором для многих пользователей. Эти трубные фланцы скользят по трубе. Они изготавливаются с внутренним диаметром, немного превышающим внешний диаметр трубы. Эти насадки присоединяются к трубе с помощью углового сварного шва в верхней и нижней части фланца.
- Фланец под приварку враструб : Фланец под приварку враструб имеет муфту с внутренней резьбой, в которую вставляется труба. Угловая сварка производится снаружи на трубе. Фланец для приварки враструб подобен накидному фланцу, за исключением того, что он имеет размеры отверстия и цековки. Встречное отверстие немного больше, чем наружный диаметр. соответствующей трубы, что позволяет вставить трубу во фланец, как вставной фланец. Диаметр меньшего отверстия такой же, как и внутренний диаметр. согласующей трубы В дно отверстия встроено ограничение, которое служит плечом для опоры трубы. При использовании фланца под приварку враструб внутренний диаметр должен совпадать с внутренним диаметром трубы. Раструбный фланец подходит только для труб с номинальным диаметром 150 мм и меньше.
- Фланец с соединением внахлестку : Фланцы с соединением внахлестку (фланец LJ) используются на трубопроводах, оснащенных трубой с соединением внахлестку или с патрубками с соединением внахлестку. Суммарная начальная стоимость двух элементов примерно на одну треть выше, чем у сопоставимых фланцев с приварной горловиной. . Фланец внахлестку состоит из двух компонентов: вставной конец и свободный опорный фланец. Заглушка приварена к трубе встык, а опорный фланец свободно перемещается по трубе. Опорный фланец может быть изготовлен из материала, отличного от материала заглушки, и обычно из углеродистой стали для экономии средств. Фланец внахлестку используется там, где требуется частый демонтаж, а пространство ограничено. Фланец с соединением внахлест практически идентичен накладному фланцу, за исключением того, что он имеет радиус на пересечении отверстия и поверхности фланца. Фланец с соединением внахлест практически идентичен накладному фланцу, за исключением того, что он имеет радиус на пересечении отверстия и поверхности фланца. Этот радиус необходим для того, чтобы фланец мог вместить врезной конец соединения внахлестку. Обычно фланец с соединением внахлестку и патрубок с соединением внахлестку соединяются вместе в сборочной системе.
- Резьбовой фланец : Резьбовые фланцы также известны как резьбовые фланцы, и они имеют резьбу внутри отверстия фланца, которая подходит к трубе с соответствующей наружной резьбой на трубе. Резьбовые фланцы широко востребованы в качестве фланцев для труб, т.е. называются фланцами для труб с резьбой, которые используются в различных промышленных целях. Этот тип соединения является быстрым и простым, но не подходит для применения в условиях высоких прижимов и температур. Резьбовые фланцы в основном используются в коммунальных услугах, таких как воздух и вода. Резьбовой (винтовой) фланец аналогичен фланцу Slip-On, но отверстие имеет резьбу. Его главное достоинство заключается в том, что его можно собирать без сварки, что объясняет его использование в условиях низкого давления при обычных атмосферных температурах и во взрывоопасных зонах, где сварка создает опасность. Резьбовые фланцы не подходят для использования там, где температура трубы резко меняется или температура выше 25°С и ниже -40°С.
- Глухой фланец : Глухой фланец представляет собой круглую пластину со всеми соответствующими отверстиями для болтов, но без центрального отверстия, и из-за этой особенности этот фланец используется для закрытия концов систем трубопроводов и отверстий сосудов под давлением. Он также обеспечивает легкий доступ к внутренней части трубопровода или сосуда после того, как он был запечатан и должен быть вновь открыт. Глухой фланец используется для закрытия концов трубопроводных систем. Это своего рода круглая пластина без центральной фиксации, но со всеми необходимыми отверстиями для болтов. Этот глухой фланец доступен в различных размерах и материалах и используется для надежного закрытия концов труб, клапанов или патрубков оборудования. Этот фланец облегчает доступ к линии после ее герметизации. Глухой фланец иногда изготавливается на заказ или подвергается механической обработке, чтобы принять трубу номинального размера, к которой выполняется уменьшение. Глухие фланцы обычно используются в нефтехимической, трубопроводной, коммунальной и водопроводной промышленности. Фланцы глухих труб часто используются для приложений высокого давления.
- Фланец с длинной приварной шейкой : Длинный фланец с приварной шейкой (фланец LWN) также называют интегральным фланцем, это означает, что фланец с приварной шейкой имеет очень длинную шейку. Обычно фланец с приварной горловиной имеет коническую шейку и скошенный конец, который предназначен для стыковой сварки с соответствующей трубой. Но длинный фланец с приварной шейкой имеет прямую короткую трубу в качестве шейки длинного фланца с приварной шейкой.
- Weldoflange & Nipoflange : Weldoflange и Nipoflange представляют собой комбинацию фланца с приварной шейкой и предположительно Weldolet или Nipolet. Два компонента изготавливаются как единое целое, а не свариваются. Эти фланцы в основном используются в ответвлениях. Кроме того, они имеют расширенный ассортимент специальных фланцев, фитингов и патрубков.
- Расширительный и редукционный фланец : Расширяющие и редукционные фланцы используются для увеличения или уменьшения диаметра проходного сечения трубопровода. Фланцы-расширители и переходники являются хорошей альтернативой переходникам для сварки встык, когда требуется небольшое уменьшение или увеличение проходного сечения трубопровода (один или два размера). При больших изменениях размеров рекомендуется использовать фитинги для сварки встык.
EN Flanges: EN 1092 -1
Материалы для производства Фланцы-переходники

Фланец можно охарактеризовать и классифицировать различными способами, например: — Номиналы давления и температуры
— Типы материалов
В основном используются стандартные стальные фланцы типа :
В дополнение к наиболее часто используемым стандартным фланцам существует еще ряд фланцев из специальной стали , таких как: используется. Другими словами, фланцы с диафрагмой используются с расходомерами с диафрагмой. Основной целью этого является измерение расхода газа или жидкости в соответствующем трубопроводе.
Выбор типа фланцевого соединения с трубами
- Стальные трубы могут быть соединены с фланцами путем приварки трубы к фланцу (сварное соединение, выполненное с приварной горловиной, приваркой внахлест, фланцами с нарезкой и соединением внахлест) или навинчивание фланца на трубу (резьбовое соединение, выполненное с использованием резьбовых фланцев).
- Сварные соединения применяются для трубопроводов и трубопроводных систем, работающих при высоких давлениях и температурах, диаметром более 2 дюймов. Резьбовые соединения применяются для трубопроводных систем малого диаметра, не подверженных механическим воздействиям, таким как расширение, вибрация, сжатие, колебание (условия, при которых резьбовые соединения могут трескаться). Рассмотрим подробнее типы сварных соединений.
Соединение с приварной шейкой (фланец с приварной шейкой)
- Фланцы с приварной шейкой имеют коническую ступицу с концом под приварку встык, который можно приварить к трубе под приварку встык. Качество сварного соединения следует проверять с помощью капиллярной дефектоскопии (DP) или с помощью рентгенографии и/или ультразвука (UT).
- Сварное соединение фланца с приварной горловиной и трубой характеризуется хорошей устойчивостью к усталости и механическим нагрузкам.
Соединение под приварку враструб (фланцы под приварку враструб)
- Фланцы под приварку враструб наиболее предпочтительны для использования в системах трубопроводов высокого давления, как правило, менее 2 дюймов (DN 50).
- Труба приваривается угловым швом к ступице фланца с раструбным приваром. Качество сварного шва имеет первостепенное значение для такого типа фланцевого соединения, и перед вводом системы в эксплуатацию следует провести соответствующую проверку.
Накидное соединение (накидные фланцы)
- Надвижные фланцы обычно предпочтительнее фланцев с приварной горловиной из-за их более низкой стоимости и скорости установки (и простоты).
- Недостатком накладок на фланцы по сравнению с фланцами с приварной горловиной является то, что их прочность примерно на 1/3 ниже.
- Из-за более низкой прочности фланцы скольжения обычно используются для некритических систем низкого давления.
- Труба приваривается как к ступице, так и к отверстию фланца. Накидные фланцы, как правило, используются для труб размером более NPS 2¹⁄₂ (DN 65).
Соединение внахлестку (фланец внахлестку и заглушки)
- Этот тип соединения иногда используется для трубопроводов из дорогостоящих материалов (таких как нержавеющая сталь и никелевые сплавы), поскольку это помогает снизить общую стоимость необходимые фланцевые соединения.
- Соединение внахлест состоит из комбинации втулочного конца (часть, приваренная к трубе) и опорного фланца или фланца внахлестку.
Мы являемся производителем высококачественных стальных фланцев и поставляем высококачественные фланцы в больших и малых количествах по всему миру и предлагаем вам лучшие цены на рынке.
Процесс производства стальных фланцев
Фланец изготавливается путем ковки, литья, резки или прокатки. Мы производим фланцы в основном путем ковки, резки и прокатки.
Процесс производства кованых фланцев
Процесс ковки обычно состоит из следующих процессов, а именно: выбор качественной стальной заготовки, нагрев, формование и охлаждение.
Процесс производства фланцев
- Контроль сырья – Основным сырьем для изготовления фланцев являются стальные заготовки или горячекатаные прутки. Все приобретенное сырье поставляется с отчетами об испытаниях в соответствии с EN 10204 3. 1 с полной прослеживаемостью. Это первый обязательный шаг в процессе производства фланцев, гарантирующий хорошее качество. Сырье повторно тестируется на предприятии для подтверждения химического состава, механических свойств и металлографического анализа.
- Сырье для резки – Правильный и строгий контроль размера и пропорции резки может обеспечить адекватный контроль над стоимостью.
- Нагрев – Это очень важный шаг для обеспечения качества фланцев. Необходимо подробно записывать температуру нагрева, чтобы избежать перегрева. Перегрев разрушает структуру металла и механические свойства сырья.
- Ковка – Процесс ковки делится на свободную ковку и ковку в штампах. Время ковки и прочность фланца различны для разных классов давления.
- Термическая обработка – Целью термической обработки является устранение напряжения внутри фланца для более равномерной плотности. Ключевыми моментами являются тщательная запись температуры термообработки и времени охлаждения.
- Проверка заготовок для поковок — После завершения процесса термообработки отбирается образец партии для повторного испытания химического состава и механических свойств, чтобы убедиться, что все изделия соответствуют требованиям.
- Обработка кованых заготовок – В процессе обработки наряду с обработкой проводится проверка, чтобы гарантировать квалификацию каждой части фланца. Обработка осуществляется на станках с ЧПУ и/или токарных станках.
- Контроль отделочных материалов – Готовая продукция будет проверена на 100% перед поставкой, чтобы убедиться, что товар соответствует стандартам ASME, EN или стандартам заказчика.
- Документация – Весь производственный процесс и проверки качества на различных уровнях документируются в соответствии со стандартной процедурой работы в соответствии с требованиями ISO. Это гарантия хорошего качества.
- Сертификат испытаний : Поскольку мы являемся сертифицированным производителем ISO и PED, мы можем выдать сертификат испытаний в соответствии с EN 10204 3. 1 для всех товаров во время доставки и проверки.
- Упаковка : Все поковки и фланцы упаковываются в деревянные ящики, ящики или поддоны для обеспечения безопасного перемещения товаров.
Процесс производства пластинчатых фланцев
- Этот процесс относительно прост, основным сырьем является горячекатаный лист. Этот процесс в основном используется для изготовления фланцев пластин и глухих фланцев меньшей толщины. Все закупленные пластины сопровождаются сертификатами испытаний в соответствии с EN 10204 3.1.
- Из пластин вырезаны круги.
- Термическая обработка в этом процессе изготовления фланцев не используется.
- Сверление и механическая обработка выполняются на кругах для достижения желаемых размеров.
- Товары проходят визуальный осмотр и маркируются соответствующими стандартами.
Поиск товаров на нашем сайте!
Поиск:
Получите лучшие цены на нашу продукцию
- SS Duplex 2205 Трубы большого диаметра 500,00 ₹
- Трубы из нержавеющей стали 310S в Газиабаде (1. 4845, UNS S31008) ₹575,00
- Трубы из нержавеющей стали 310S в Джодхпуре (1.4845, UNS S31008) ₹575,00
- Трубы и трубки печи из нержавеющей стали 317/317L ₹520,00
- Трубы из нержавеющей стали 310S в Дели (1.4845, UNS S31008) ₹575,00
- Трубы из нержавеющей стали в Лакхнау ₹200,00
- Бесшовные трубы из нержавеющей стали 304/304L в Тане (1.4301/1.4306, UNS S30400/S30403) ₹205,00
- Поставщики бесшовных труб из нержавеющей стали в Сурате ₹205,00
- Бесшовные трубы SS 304/304L в Bellary (1.4301/1.4306, UNS S30400/S30403) ₹205,00
- Бесшовные трубы и трубки в Дели ₹74,00
- Фланцы из легированной стали Производители ₹750,00
- Сварные трубы из нержавеющей стали ₹200,00
- Трубы из нержавеющей стали 316/316L в Джайпуре 260,00 ₹
- Поставщики бесшовных труб из нержавеющей стали в Чандигархе ₹205,00
- A269 TP316L, 1,4432, трубы из нержавеющей стали UNS S31603 ₹360,00
- Декоративные трубы/трубы из нержавеющей стали ₹220,00
- Трубки конденсатора SS Duplex 2205 ₹550,00
- U-образные изогнутые трубы из нержавеющей стали 309S/309H ₹520,00
- Трубы из мягкой/углеродистой стали в Джодхпуре ₹74,00
- Трубы из мягкой/углеродистой стали в Бхопале ₹74,00
- Поставщики бесшовных труб из нержавеющей стали в Коччи ₹205,00
- Трубы из нержавеющей стали 316/316L в Cuttack 260,00 ₹
- Трубки конденсатора из нержавеющей стали 347/347H ₹550,00
- Бесшовные трубы из нержавеющей стали 304/304L в Джамнагаре (1. 4301/1.4306, UNS S30400/S30403) ₹205,00
- Бесшовные трубы SS 304/304L в Аурангабаде (1.4301/1.4306, UNS S30400/S30403) ₹205,00
Перейти к началу
150 фунтов. Приварные фланцы
Загрузки:
- PL-0522-WFL
- 150 фунтов. Спецификация приварных фланцев
150 фунтов. Приварные фланцы
• Заглушки с выступающими фланцами
• Фланцы с плоской поверхностью, надеваемые на скользящую поверхность
• Фланцы с плоским торцом внахлестку
• Фланцы с выступающими накладками
• Фланцы с выступом под сварку внахлест (стандарт / XH)
• Фланцы с выступом с резьбой
• Фланцы с приварным выступом (стандартные / XH)
• Размер 2–12 дюймов
| О | С | Х | А | Y | Y | Y | Т | Б1 906:00 | Б | В2 | р | Д | ||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Внешний диам. фланца | Толщина фланца, мин. | Диаметр концентратора | Диаметр Приварная горловина | Тыс. Слип — на | Соединение внахлестку | Сварная горловина | Тыс. Длина Тыс. Фланец Мин. | Скольжение — вкл., мин. | Нахлест — стык, мин. | Сварная шейка / раструбная сварка | Внахлест — Радиус соединительного фланца | Глубина гнезда | ||||||||||||||||||||||||
| 2” | 6.00 | 0,75 | 3.06 | 2,38 | 1,00 | 1,00 | 2,50 | 1,00 | 2.44 | 2,46 | 2.07 | 0,31 | 0,69 | |||||||||||||||||||||||
| 2-1/2” | 7. 00 | 0,88 | 3,56 | 2,88 | 1.12 | 1.12 | 2,75 | 1.12 | 2,94 | 2,97 | 2,47 | 0,31 | 0,69 | |||||||||||||||||||||||
| 3” | 7.50 | 0,94 | 4.25 | 3,50 | 1.19 | 1.19 | 2,75 | 1.19 | 3,57 | 3,60 | 3.07 | 0,38 | 0,75 | |||||||||||||||||||||||
| 3-1/2” | 8.50 | 0,94 | 4.81 | 4.00 | 1,25 | 1,25 | 2,81 | 1,25 | 4. 07 | 4.10 | 3,55 | 0,38 | 0,81 | |||||||||||||||||||||||
| 4” | 9.00 | 0,94 | 5.31 | 4.50 | 1,31 | 1.31 | 3.00 | 1.31 | 4,57 | 4,60 | 4.03 | 0,44 | — | |||||||||||||||||||||||
| 5” | 10.00 | 0,94 | 6,44 | 5.56 | 1,44 | 1,44 | 3,50 | 1,44 | 5,66 | 5,69 | 5.05 | 0,44 | — | |||||||||||||||||||||||
| 6” | 11. 00 | 1,00 | 7,56 | 6,63 | 1,56 | 1,56 | 3,50 | 1,56 | 6.72 | 6,75 | 6.07 | 0,50 | — | |||||||||||||||||||||||
| 8” | 13.50 | 1.12 | 9,69 | 8,63 | 1,75 | 1,75 | 4.00 | 1,75 | 8.72 | 8,75 | 7,98 | 0,50 | — | |||||||||||||||||||||||
| 10” | 16.00 | 1.19 | 12.00 | 10,75 | 1,94 | 1,94 | 4. 00 | 1,94 | 10,88 | 10.92 | 10.02 | 0,50 | — | |||||||||||||||||||||||
| 12 дюймов | 19.00 | 1,25 | 14.38 | 12,75 | 2.19 | 2.19 | 4.50 | 2.19 | 12,88 | 12.92 | 12.00 | 0,50 | — | |||||||||||||||||||||||
| Размер трубы | СХЕМА СОЕДИНЕНИЯ БОЛТОВ И ДЛИНА БОЛТОВ | |||||
|---|---|---|---|---|---|---|
| Диаметр болтового круга | Диаметр отверстий под болты | Количество болтов | Диаметр болтов | Машинные болты | Шпильки | |
| 0,006 дюйма с выступом | 0,006 дюйма с выступом | |||||
| 2” | 4,75 | 0,75 | 4 | 0,62 | 2,75 | 3,25 |
| 2-1/2” | 5. 50 | 0,75 | 4 | 0,62 | 3.00 | 3,50 |
| 3” | 6.00 | 0,75 | 4 | 0,62 | 3,25 | 3,75 |
| 3-1/2” | 7.00 | 0,75 | 8 | 0,62 | 3,25 | 3,75 |
| 4” | 7.50 | 0,75 | 8 | 0,62 | 3,25 | 3,75 |
| 5” | 8.50 | 0,88 | 8 | 0,75 | 3,25 | 4.00 |
| 6” | 9.50 | 0,88 | 8 | 0,75 | 3,50 | 4.00 |
| 8” | 11.75 | 0,88 | 8 | 0,75 | 3,75 | 4.25 |
| 10” | 14.25 | 1,00 | 12 | 0,88 | 4. 25 | 4,75 |
| 12 дюймов | 17.00 | 1,00 | 12 | 0,88 | 4.25 | 4,75 |
| Номинальный размер трубы | Внешний диам. (В) | Скольжение — Вкл./Тр. Сварка враструб | Сварная горловина | Слепой | Соединение внахлестку | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2” | 6.00 | 5 | 9 | 4 | 5 | |||||||||||||||||||
| 2-1/2” | 7. 00 | 7 | 11 | 11 | 7 | |||||||||||||||||||
| 3” | 7.50 | 8 | 14 | 14 | 8 | |||||||||||||||||||
| 3-1/2” | 8.50 | 11 | 15 | 13 | 11 | |||||||||||||||||||
| 4” | 9.00 | 13 | 16 | 19 | 13 | |||||||||||||||||||
| 5” | 10.00 | 15 | 21 | 21 | 15 | |||||||||||||||||||
| 6” | 11.00 | 19 | 25 | 28 | 19 | |||||||||||||||||||
| 8” | 13. 50 | 30 | 40 | 48 | 30 | |||||||||||||||||||
| 10” | 16.00 | 42 | 56 | 70 | 42 | |||||||||||||||||||
| 12 дюймов | 19.00 | 64 | 86 | 105 | 64 | |||||||||||||||||||
Наверх
Все о трубке-призраке (Monotropa uniflora)
В этой статье вы узнаете, что говорят данные о трубке-призраке ( Monotropa uniflora ). Это находится под угрозой исчезновения? Съедобный? Ядовитый? Узнайте ответы на все свои вопросы ниже!
Monotropa uniflora – также известная как трубка-призрак или индийская трубка Каждый год примерно 8 июня мы начинаем находить трубку-призрак (также называемую индийской трубкой), в основном в районе нашего ручья. В этом году у нас было много дождей, и мы насчитали много десятков гроздей этого уникального цветка, поднимающихся из листьев. В засушливые годы мы увидим меньше. В то время как основная часть цветов распускается в июне, мы все еще находим спорадические случайные группы в течение всего сентября. (Здесь в зоне 7а США.)
Мы также видели много путаницы, дезинформации и даже несколько споров о канале-призраке при навигации по поисковым группам, поэтому мы решили систематизировать все доступные данные и посмотреть, сможем ли мы прояснить некоторую путаницу. .
Без лишних слов, давайте перейдем к вопросам и известным фактам!
заглянуть внутрь цветочной головки трубы-призракаТрубка-призрак — это гриб? Или цветок?
Несмотря на то, что трубка-призрак выглядит как гриб, это лесной цветок.
Однако у грибов и трубы-призрака есть связь, потому что трубка-призрак зависит от сети грибов, чтобы выжить!
Трубка Ghost бледно-белого цвета и не содержит хлорофилла, зеленого вещества, которое большинство растений использует для превращения солнечного света в пищу.
Так как же он получает пищу?
Он использует взаимные отношения, которые имеют корни деревьев, таких как дуб и бук, с определенными видами грибов (в семействе Russulaceae). Деревья и грибы помогают друг другу и живут вместе в гармонии.
Трубка-призрак прикрепляется к грибам и таким образом получает непрямое питание от дерева. Судя по тому, что мы можем сказать, нарушитель, похоже, не создает проблем для дерева или грибов. Довольно умно!
Можно ли вырастить трубку-призрак дома?
Некоторые говорят, что вырастить трубку-призрак в домашних условиях очень сложно, если не невозможно. (Если вы это сделали, дайте нам знать — многие люди будут заинтересованы, включая нас!)
Вам нужно правильное дерево с правильной грибковой сетью, иначе семя не прорастет, поэтому это не просто вопрос того, чтобы просто воткнуть несколько семян в землю и ждать, пока они вырастут.
Если вы видите семена в продаже, это обычно мошенничество. Есть исследование, в котором ученые использовали сложные приспособления для проращивания monotropa uniflora , и у одного из них через год в лаборатории образовался похожий на гнездо корневой кластер, но это довольно далеко от нас, обычных садоводов!
Эта большая группа трубчатых цветов-призраков выглядит многочисленной, но поиски в этом районе выявили только один единственный цветок. Это была бы безвыходная ситуация. Включена ли трубка Ghost в список видов, находящихся под угрозой исчезновения United Plant Savers?
Нет, но вроде как.
Если вы посмотрите на полный список растений, находящихся под угрозой, на веб-сайте United Plant Savers, вы не найдете трубку-призрак, трубку Indian или monotropa uniflora .
Однако в их печатной версии диаграммы «индийская трубка, Monotropa uniflora » указана как «требуется оценка» вместе с чагой, дикой вишней, тюленем соломона, яупоном и дикой геранью. Так что, возможно, мы увидим его там однажды.
Трубка-призрак находится под угрозой исчезновения?
Да, нет, а может быть. Это зависит от того, где вы живете, и от того, выполнило ли ваше государство работу по изучению состояния завода.
Более дюжины цветков-призраков, выглядывающих из густого опавшего листа на лесной почве.Штаты, где это находится под угрозой
Вот штаты США, в которых трубка Ghost ( Monotropa uniflora ) указана как находящаяся в беде:
- Аляска – указана как S1 (S1 = критическая угроза в штате) )
- Калифорния — , указанный как 2B. 2 («2B» = растения, редкие, находящиеся под угрозой исчезновения или находящиеся под угрозой исчезновения в Калифорнии, но распространенные в других местах. «.2» = находящиеся под умеренной угрозой в Калифорнии — 20–80 % случаев возникновения под угрозой/умеренная степень и непосредственная угроза.)
- Флорида – внесен в список S3 (S3 = уязвимый) ( Monotropa hypopithys внесен в список S1, но не содержит M. uniflora в списке FL Natural Areas Inventory list. )
- Небраска – указан как S1 (критическая угроза в штате)
- Северная Дакота — указана как S3 (уязвимая)
- Оклахома — указана как S1 (критическая угроза в пределах штата) ( указана как S2 — под угрозой — в OK Natural Объект культурного наследия)
- Южная Дакота – внесен в список S1 (критическая угроза в штате)
RarePlants. org имеет полезный глоссарий для тех, кто пытается выяснить статус сохранения растения.
States Where It’s Considered Secure:
Then there are a few states that list monotropa uniflora as secure (S5) :
- Delaware
- Kentucky
- New Jersey
- Нью-Йорк
- Западная Вирджиния
И это «очевидно безопасно» (S4) в Монтана и Айова .
Как вы можете видеть по ЭТОЙ карте в Nature Serve Explorer многие состояния имеют неизвестный статус. Это не означает, что канал-призрак безопасен или что он находится под угрозой в этих состояниях, это просто означает, что нам недостаточно данных, чтобы мы могли их знать.
( Примечание : Monotropa uniflora также встречается за пределами Северной Америки в таких местах, как Непал, Япония, Тайвань, а также в некоторых частях Восточной Азии, а также в Колумбии, Мексике и некоторых частях Центральной Америки. )
Откуда что мы знаем о растении:
- Имеет узкоспециализированные условия выращивания.
- Его нельзя выращивать из семян дома или в коммерческих целях.
- Глубокие густые леса, от которых зависит выживание, приходят в упадок из-за вырубки полос, нашествия инвазивных растений и развития человека.
- Существует риск того, что оно может стать модным растением, которое может опустошить существующее население.
Многие считают, что трубка-призрак — это как минимум растение, которое во многих местах находится в уязвимом положении.
Скопление трубок-призраков, растущих в лесу.Можно ли есть трубку призрака?
Призрачная трубка не считается хорошей едой. Есть сообщения о том, что несколько человек съели немного, но есть почти столько же сообщений о том, что люди чувствуют себя плохо или странно после этого. (У нас недостаточно смелости, чтобы попробовать это, поэтому не могу сообщить о вкусе!) Сообщений о смерти или госпитализации в результате поедания трубки-призрака не поступало, но это не рекомендуется.
Помимо фактора риска для вашего здоровья, это растение слишком особенное для того, чтобы его жевать на обочине дороги, особенно когда есть другие варианты получше. Тем не менее, трубку-призрак можно превратить в настойку, и она используется в небольших дозах в особых случаях фитотерапии. (Подробнее об этом ниже.)
Трубка призрака ядовита?
Эта тема МНОГО поднимается в группах собирателей! Давайте разберемся, что означают эти термины и что говорят источники о призрачной трубке, содержащей яды.
Гликозиды, грайянотоксин и андромедотоксин
Полевой справочник Peterson по лекарственным растениям и травам перечисляет некоторые виды использования индейцами индейской трубки ( Monotropa uniflora ), а затем добавляет: «Безопасность не определена; возможно токсичен — содержит несколько гликозидов».
Что такое гликозиды? Оксфордский словарь английского языка описывает их как: «соединение, образованное из простого сахара и другого соединения путем замены гидроксильной группы в молекуле сахара. Многие лекарства и яды, получаемые из растений, являются гликозидами». (Примеры гликозидов включают стевиоловый гликозид — безвредный натуральный подсластитель, изготовленный из растения стевия, или сердечные гликозиды в цветках наперстянки, которые в некоторых случаях могут быть смертельными.)
Грайанотоксины — это нейротоксины, содержащиеся в таких растениях, как рододендрон и горный лавр. В рододендронах было обнаружено более 25 форм граанотоксинов, некоторые из которых более токсичны, чем другие, что делает некоторые растения более токсичными, чем другие. Грайанотоксин I представляет собой гликозидный токсин; также называется андромедотоксином или родотоксином.
Информация о трубке-призраке, содержащей граанотоксин, основана на единственном источнике 1889 года. (Да 1889 , а не 1989!)8) говорит: «А. J. M. Lasché (Pharm. Rundschau, 1889, стр. 208) обнаружил в этом растении кристаллизующееся ядовитое начало, которое также встречается в некоторых других вересковых растениях; он называется андромедотоксин (C31H51O10)».
Копнув дальше, мы нашли полный текст Лаше в Pharmazeutische Rundschau. Том 7, 1889 г. (Вы также можете прочитать это на Archive.org.) Его эксперименты показали, что Monotropa uniflora содержит андромедотоксин. На сегодняшний день не найдено ни одного современного исследования в качестве продолжения, так что единственный источник — это все данные, которые у нас есть.
Шмель, посещающий цветы-призраки.Стоит ли собирать или собирать призрачную трубку?
В большинстве случаев ответ отрицательный — не рвите цветы-призраки !
Если вы живете в штате, где трубка-призрак занесена в список исчезающих, находящихся под угрозой исчезновения или находящихся под угрозой (см. выше) – это простое решение. Сделайте снимок, ничего не трогайте (если только вы не убираете инвазивные растения, такие как чесночная горчица, которая вот-вот задушит растения в этом районе) и осторожно двигайтесь дальше.
Если вы действительно нуждаетесь в этом сильнодействующем лекарстве и живете в районе, который считается безопасным, продолжайте читать.
Прежде чем собирать трубку призрака, задайте себе следующие вопросы:
Зачем вам собирать трубку призрака?
Остановитесь и подумайте, почему вы хотите его собрать. Вы действительно чувствуете, что растение принесет вам пользу? Вы действительно собираетесь его использовать, если будете делать настойку, или он просто будет лежать на полке? Вы боитесь любой потенциальной токсичности?
Призрачная трубка сильна и используется в довольно экстремальных обстоятельствах — непрекращающихся приступах боли или беспокойства, с которыми не могут справиться другие травы.
Не берите фантомную трубу, если у вас нет реального плана или необходимости ее использования !
одиночный опыляемый цветок-призракКак выглядит популяция растений?
В этом районе всего несколько групп растений? Меньше 9 или 10? Если да, то сфотографируйте, идите дальше и не беспокойте.
Если есть несколько отдельных и больших групп растений (это не означает, что десять цветов растут рядом друг с другом; целые группы цветов должны быть разделены несколькими футами), внимательно осмотрите их, не касаясь. Иногда вы обнаружите, что стебель или цветок были недавно опрокинуты проходящим существом, или, возможно, вы сами случайно растоптали один из них, прежде чем заметили это.
Любые свежесломанные или растоптанные осколки можно собрать, если они не почернели.
Если группы растений достаточно велики, и вы находитесь в месте, где популяция безопасна, они могут поддержать вас, взяв один стебель цветка из центра 1 или 2 самых больших групп. (Два цветка/стебля дают много настойки.)
Никому не нужно собирать целую банку или даже 1/4 банки трубочных цветов-призраков. Всего 2 или 3 стебля/цветка сделают настойку достаточно мощной, чтобы ее хватило нескольким людям на несколько лет.
Соберите самые свежие цветы, которые смотрят вниз. Как только цветы поворачиваются лицом к небу, считается, что уже слишком поздно собирать настойку. В этот момент цветок был опылен (чаще всего шмелями) и образовал семенную коробочку, содержащую тысячи крошечных пылинок, похожих на семена, которые будут развеяны по ветру в надежде найти идеальное место для посадки и роста.
Двойник трубки-призрака
Перед сбором урожая убедитесь, что вы не выбираете двойник трубки-призрака: сосна ( Monotropa hypopitys ).
Пинесап вначале имеет кремово-белый цвет и может приобретать оттенки красного. Ниже приведена фотография ананаса — вы можете отличить два растения друг от друга, потому что трубка-призрак имеет по одному цветку на верхушке каждого стебля, а у ананаса несколько цветков, сгруппированных вместе на верхушке каждого стебля.
Pinesap, Monotropa hypopitys , является двойником трубы-призрака. Убедитесь, что выбранная вами трубка-призрак имеет только один цветок на верхушке каждого стебля, а не их группу.Для чего используется настойка Ghost Pipe?
Настойка используется в малых дозах для тех, кто испытывает сильную боль или приступы тревоги.
Примерами людей, которые используют трубку Ghost, являются те, кто борется с раком или испытывает непрекращающуюся сильную боль, несмотря на то, что пробует другие травы/лекарства/терапию, или кто-то, кто не может нормально функционировать из-за постоянных приступов сильной тревоги.
Если у вас стандартная боль в спине и мышцах из-за работы в саду или слишком тяжелых упражнений, попробуйте вместо этого настойку корня коровяка и болеутоляющую мазь.
Вам не нужна настойка призрачной трубки от повседневных болей. Это не для беременных или кормящих женщин, или детей.
Настойка трубки Ghost или индийской трубки – вам нужно всего 2 или 3 цветка и стебля, чтобы приготовить настойку, которой хватит на долгое время. (Эта показанная партия содержит 3 стебля/цветка призрачной трубки и 2 унции стопроцентной водки.)Как приготовить настойку призрачной трубки?
Если вы действительно чувствуете, что вам нужна настойка, и вы найдете ей хорошее применение: Поместите два или три промытых цветка/стебля трубки-призрака (корни вам не нужны) в поллитровую банку. Залейте от 2 до 4 унций 100-градусной водки – убедитесь, что все части цветка покрыты, добавляя больше, если необходимо. Используйте ножницы, чтобы нарезать цветы/стебли, пока они находятся под водкой. Накройте банку крышкой, наклейте этикетку и уберите ее примерно на 4 недели. Настойка приобретет красивый фиолетовый оттенок. Напряжение.
Срок годности этой настойки от 2 до 3+ лет. Это нормально, когда со временем теряется фиолетовый цвет, и его все еще можно использовать в этот момент. (Каждая унция = около 600 капель.)
Как использовать настойку призрачной трубки?
Начальная доза обычно составляет 3 капли. Те, у кого легкое телосложение, могут обнаружить, что одной капли будет достаточно. Положите 1-3 капли в чашку, затем добавьте немного воды. Напиток.
Не используйте перед вождением автомобиля, работой с механизмами или выходом из дома, так как это может вызвать сонливость. У нас он начинает действовать примерно через 20 минут после приема. Мы находим это успокаивающим и расслабляющим, но это немного странное чувство, как будто вы «удаляетесь» от своей боли.
Используйте на свой страх и риск, не зная, как вы лично отреагируете, так как настойка является очень сильным лекарством и недостаточно изучена современными исследователями. (У одного из членов нашей семьи с маленьким телосложением развилась тошнота и боль в ухе/головная боль после приема 1 капли трубки-призрака – так что это не всем помогает!)
Ссылки и дополнительная литература
Ботанический бюллетень . Апрель 1878 г. Том 3, номер 4; стр. 37–38. А. Х. Янг сообщает о реакции молодой женщины, когда немного сока растения monotropa uniflora попало ей на губы.
Ботанический вестник . Июнь 1878 г. Том 3, номер 6; стр. 53–54. Ричард Э. Кунце пишет ответ, подробно описывающий его медицинское использование monotropa uniflora в течение 23 лет без каких-либо побочных эффектов, и задается вопросом, была ли у молодой женщины из отчета А. Х. Янга реакция на Rhus toxicodendron 9.0283 (ядовитый дуб).
Ботанический вестник . Сентябрь 1878 г. Том 3, номер 9; стр. 79–79. А. Х. Янг утверждает, что он все еще верит, что реакция молодой женщины была вызвана monotropa uniflora .
Департамент рыболовства и дикой природы Калифорнии. СПЕЦИАЛЬНЫЕ СОСУДИСТЫЕ РАСТЕНИЯ, МОХОВЫЕ И ЛИШАЙНИКИ СПИСОК . Апрель 2022 г.
Перечень редких растений Калифорнийского общества местных растений. Монотропа одноцветковая. https://rareplants.cnps.org/Plants/Details/646
Донахью, Шон. Призрачная трубка: малоизвестный Nervine . Американская гильдия травников.
Фелтер, Харви Уикс и Джон Ури Ллойд. King’s American Dispensatory , 1898.
Figura, Tomáš, et al. Аксеническое проращивание in vitro и культивирование миксотрофных Pyroloideae (Ericaceae) и их онтогенетическое развитие после прорастания . Анналы ботаники . 2019 март; 123(4): 625–639.
Гуптон, Оскар Уилмонт. Анализ таксономических критериев применительно к роду Monotropa . Университет Северной Каролины в Чапел-Хилл; Издательство ProQuest Dissertations Publishing, 1963. 6401852.
ITIS. Интегрированная таксономическая информационная система – Отчет о Monotropa uniflora .
Янсен, Сьюз А. и др. Отравление грайянотоксином: «Болезнь безумного меда» и не только . Сердечно-сосудистая токсикология . 2012 г.; 12(3): 208–215.
Клоостер, Мэтью Р. и Тереза М. Калли. Сравнительный анализ репродуктивной экологии Monotropa и Monotropsis : два микогетеротрофных рода в Monotropoideae (Ericaceae) . Американский журнал ботаники . Впервые опубликовано: 1 июля 2009 г.
Леопольд, Сьюзен. История паразитических растений от древних трав до современных научных исследований. Объединенные заводские сбережения; аудиофайл; по состоянию на июнь 2022 г.
Миллспо, Чарльз Фредерик. Американские лекарственные растения: иллюстрированное и описательное руководство по растениям, произрастающим в США и натурализованным в Соединенных Штатах, которые используются в медицине . См. стр. 411–414.
База данных этноботаники коренных американцев . Онлайн. По состоянию на июнь 2022 г.
О’Нил, Александр Р. Генетическая структура популяции Mycoheterotroph Monotropa uniflora L. в Северной Америке .
Цукая, Хирокадзу. Время цветения двух сапрофитных растений, Monotropa uniflora L. и Monotropastrum humile (D. Don) Hara в Японии . Журнал исследований растений .
Тихоокеанская северо-западная научно-исследовательская станция лесной службы Министерства сельского хозяйства США; Оценка уязвимости национального леса Чугач и полуострова Кенай к изменению климата . См. Таблицу 6-4—Список таксонов редких растений, отслеживаемых в рамках Программы национального наследия Аляски и встречающихся на оцениваемой территории.
Уинстон, Дэвид. Центр изучения трав Дэвида Уинстона . Пост в Facebook о Monotropa uniflora или Indian Pipe.
Наши статьи предназначены только для информации и обмена идеями. Хотя мы стремимся к 100-процентной точности, правильная идентификация зависит исключительно от читателя. Обязательно ищите местные уроки собирательства и прогулки по растениям, а также инвестируйте в гиды по грибам и кормам, подходящие для района, в котором вы живете, поскольку некоторые дикие продукты ядовиты или могут иметь неблагоприятный эффект.
трубы из нержавеющей стали 304h часы-призрак Архивы
Мы являемся ведущими производителями, поставщиками, дилерами и экспортерами SS 304H Pipe в Индии. Наша труба SS 304H доступна в различных размерах, формах, сортах и спецификациях в соответствии с требованиями клиентов. Мы поставляем трубы SS 304H в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, супердуплексные трубы, дуплексные трубы, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, алюминиевые трубы и т. д.
Спецификация трубы
SS 304H :| Спецификация | : | ASTM A/ASME SA213/A249/A269/A312/A358 КЛ. от I до V ASTM A789/A790 |
| Длина | : | Одиночное случайное, двойное случайное и требуемая длина |
| Размеры | : | ASTM, ASME и API |
| Размер | : | 1/8″NB ДО 30″NB В |
| Тип | : | Бесшовные / ERW / Сварные / Изготовленные / CDW |
| Трубы EFW 304H | : | 6″ НБ – 100″ НБ |
| Трубы и трубы ERW 304H | : | 1/2″ НБ – 24″ НБ |
| Конец | : | Гладкий конец, скошенный конец, рифленый |
Химический состав труб из нержавеющей стали 304H
Марка | С | Мн | Си | Р | С | Кр | Пн | Никель | Н | |
304Х | мин. | 0,04 | – | – | – | – | 18,0 | – | 8,0 | – |
| макс. | 0,10 | 2,0 | 0,75 | 0,045 | 0,030 | 20,0 | 10,5 | |||
Механические свойства труб из нержавеющей стали 304H
| Марка | Прочность на растяжение (МПа) мин. | Предел текучести 0,2% Доказательство (МПа) мин. | Удлинение (% на 50 мм) мин. | Твердость | |
| Роквелл B (HR B) макс. | Бринелля (HB) макс. | ||||
| 304Х | 515 | 205 | 40 | 92 | 201 |
Физические свойства труб из нержавеющей стали 304H
Марка | Плотность (кг/м3) | Модуль упругости (ГПа) | Средний коэффициент теплового расширения (м/м/°C) | Теплопроводность (Вт/м. | Специальный Нагрев 0-100°C (Дж/кг.К) | Удельное электрическое сопротивление (н.м) | |||
| 100°C | 0-315°C | 0-538°C | при 100°C | при 500°C | |||||
304Х | 8000 | 193 | 17,2 | 17,8 | 18,4 | 16,2 | 21,5 | 500 | 720 |
Top SS 304H Pipe Manufacturers And Suppliers in India
Types of Stainless Steel 304h Pipes
| Jindal India Make Stainless Steel 304h Seamless Pipe | Сварная труба из нержавеющей стали 304h |
| Изготовленная труба из нержавеющей стали 304h | Jindal Saw Ltd. Изготовление трубы EFW из нержавеющей стали 304h |
| труб Tenaris делают трубу | ВПВ нержавеющей стали 304хКруглая труба из нержавеющей стали 304h |
| Квадратная труба из нержавеющей стали 304h | DMV-Stainless-Italia Прямоугольная труба из нержавеющей стали 304h |
| Полированная труба из нержавеющей стали 304h | ESW PIPE – ГЕРМАНИЯ Производство бесшовных труб из нержавеющей стали 304h |
| Сварные трубы из нержавеющей стали 304h | Стальные трубы Кобеизготавливают из нержавеющей стали 304h круглые трубы |
| Квадратные трубы из нержавеющей стали 304h | Jindal Saw Ltd. Изготовление полой трубы из нержавеющей стали 304h |
| труб Inox Tech делают трубу Буша из нержавеющей стали 304h | Катушка из нержавеющей стали 304h |
Нерж. сталь 304H Труба может поставляться без покрытия или с покрытием и с заглушками на концах. трубы с наружным диаметром до 3 дюймов поставляются в связках. Для предотвращения ржавчины во время морской перевозки, пучки труб SS 304H можно обернуть полипропиленовыми листами и закрепить плоскими стальными лентами. Наружный диаметр более 3 дюймов поставляется в разобранном виде.
SS 304H Применение труб в промышленности
- Морские буровые компании
- Производство электроэнергии
- Нефтехимия
- Переработка газа
- Специальные химические вещества
- Фармацевтика
- Фармацевтическое оборудование
- Химическое оборудование
- Оборудование для морской воды
- Теплообменники
- Конденсаторы
- Целлюлозно-бумажная промышленность
Сертификаты испытаний труб из нержавеющей стали 304H
Мы в Sachiya Steel International предоставляем изготовителю TC (сертификат испытаний) в соответствии с EN 10204/3. 1B, сертификат сырья, отчет о 100% радиографическом испытании, отчет о проверке третьей стороной. Мы также предоставляем стандартные сертификаты, такие как EN 10204 3.1, и дополнительные требования, например. NACE MR 01075. СОДЕРЖАНИЕ ФЕРРИТА в соответствии с нормами по запросу клиентов.
- EN 10204/3.1B.
- Сертификат сырья
- Отчет о рентгенографии 100%
- Отчет о проверке третьей стороной и т. д.
SS 304H Испытание материалов для труб
Мы в Sachiya Steel International гарантируем, что все наши материалы проходят строгие проверки качества перед отправкой их нашим клиентам.
- Механические испытания, такие как растяжение в зоне
- Испытание на твердость
- Химический анализ – спектральный анализ
- Положительная идентификация материала – тестирование PMI
- Испытание на сплющивание
- Микро- и макротест
- Испытание на стойкость к точечной коррозии
- Испытание на развальцовку
- Испытание на межкристаллитную коррозию (IGC)
Труба из нержавеющей стали 304H Документация
- Коммерческий счет-фактура, включающий код ТН ВЭД
- Упаковочный лист, включая вес нетто и вес брутто, количество коробок, маркировку и номера
- Сертификат происхождения, легализованный/подтвержденный Торговой палатой или посольством
- Сертификаты фумигации
- Отчеты об испытаниях сырья
- Протоколы отслеживания материалов
- План обеспечения качества (QAP)
- Схемы термообработки
- Сертификаты испытаний, подтверждающие NACE MR0103, NACE MR0175
- Сертификаты испытаний материалов (MTC) согласно EN 10204 3. 1 и EN 10204 3.2
- Гарантийное письмо
- Утвержденные NABL отчеты о лабораторных испытаниях
- Спецификация процедуры сварки/протокол квалификации процедуры, WPS/PQR
- Форма А для целей Всеобщей системы преференций (ВСП)
Страна, которую мы экспортируем
Венесуэла, Ирак, Великобритания, Россия, Объединенные Арабские Эмираты, Хорватия, Индонезия, Оман, Казахстан, Израиль, Кения, Иран, Бахрейн, Бутан, Колумбия, Сербия, Пакистан, Чехия, Турция, Украина, Польша, Болгария, Франция, Чили, Словакия, Бельгия, Иран, Ирландия, Катар, Шри-Ланка, Швеция, Бразилия, Боливия, Тайвань, Иордания, Южная Африка, Швейцария, Тибет, Норвегия, Индия, Гана, Коста-Рика , Венгрия, Новая Зеландия, Вьетнам, Эквадор, Афганистан, Алжир, Перу, Нидерланды, Аргентина, Австрия, Малайзия, Таиланд, Португалия, Зимбабве, Монголия, Ливан, Тринидад и Тобаго, Тунис, Мексика, Греция, Ангола, Гонконг, Дания , Непал, Финляндия, Чили, Польша, Йемен, Нигерия, Италия, Бангладеш, Австралия, Макао, Азербайджан, Саудовская Аравия, Япония, Габон, Филиппины, Сингапур, США, Намибия, Румыния, Южная Корея, Германия, Пуэрто-Рико, Эстония , Марокко, Беларусь, Нигерия, Мексика, Испания, Китай, Канада, Ливия, Литва, Кувейт, Гамбия, Египет.