Контакты Поиск по сайту
Россия, г. Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он «Лыжная база Лесная» г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-51-79; 49-34-33 WhatsApp +79098904703 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: [email protected] [email protected]
|
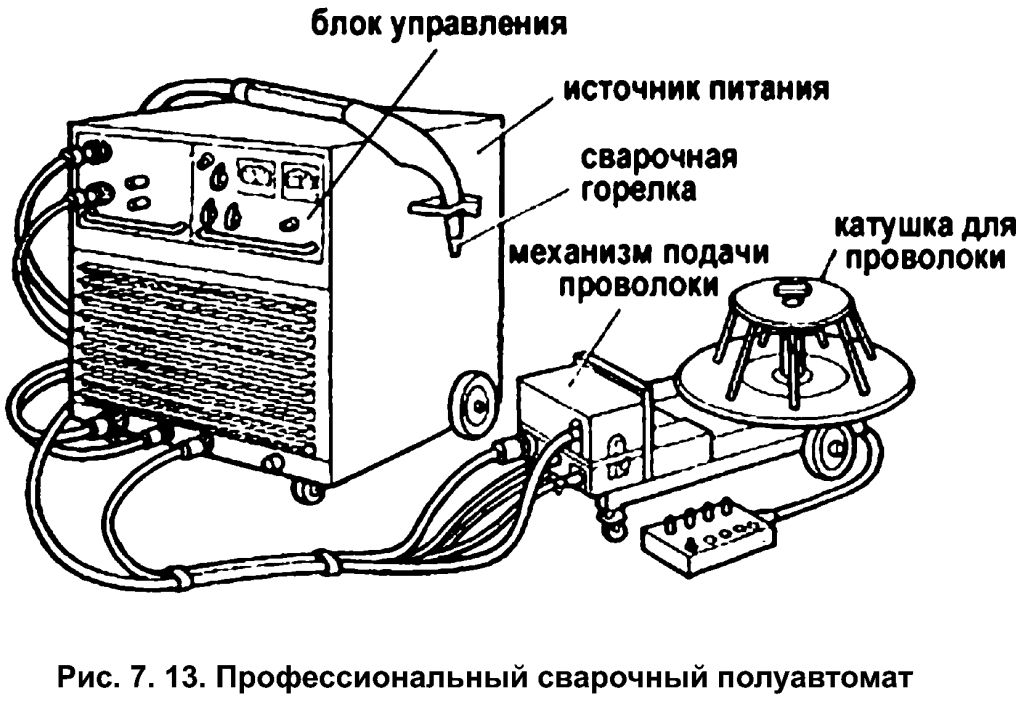
Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами. Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей — сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля. Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа. Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток.
Сопло горелки — на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы — от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены. Проверка горелки перед сваркой Режимы полуавтоматической сварки |

 Поэтому до 70% сварочных работ выполняется полуавтоматами. Различают полуавтоматы по маркировке. Первые две буквы в маркировке обозначают тип оборудования и способ сварки: «ПШ» — полуавтомат шланговый, «УД» — установка для дуговой сварки. При помощи третьей буквы в маркировке указывают на способ защиты сварочной дуги: «Г» — газовая, «Ф» — флюсовая. Первая цифра, проставленная после буквенного индекса, указывает величину сварочного тока (в сотнях ампер), а последующие цифры обозначают конкретную модификацию изделия. И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» — для эксплуатации в районах с умеренным климатом; «ХЛ» — в районах с холодным климатом; «Т» — тропическое исполнение.
Поэтому до 70% сварочных работ выполняется полуавтоматами. Различают полуавтоматы по маркировке. Первые две буквы в маркировке обозначают тип оборудования и способ сварки: «ПШ» — полуавтомат шланговый, «УД» — установка для дуговой сварки. При помощи третьей буквы в маркировке указывают на способ защиты сварочной дуги: «Г» — газовая, «Ф» — флюсовая. Первая цифра, проставленная после буквенного индекса, указывает величину сварочного тока (в сотнях ампер), а последующие цифры обозначают конкретную модификацию изделия. И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» — для эксплуатации в районах с умеренным климатом; «ХЛ» — в районах с холодным климатом; «Т» — тропическое исполнение.

 Самыми распространенными являются рукоятки круглой или овальной формы.
Самыми распространенными являются рукоятки круглой или овальной формы.

 Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход — сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки — через каждые полгода.
Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход — сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки — через каждые полгода.Полуавтоматическая сварка.
 Основные понятия. Как варить. | Дмитрий ГрековСодержание
Основные понятия. Как варить. | Дмитрий ГрековСодержание- Основные составляющие полуавтомата
- Как работает сварочный полуавтомат
- Режимы полуавтоматическая сварка
- Как варить полуавтоматом
- Как правильно настроить сварочный полуавтомат
- Основа в подготовке металла для сварки
- Процесс сварки
Полуавтоматическая сварка, на данный момент, считается самой производительной на различных производствах. Ею оснащаются большинство компаний, занимающихся производством металлоконструкций. Каждый сварщик, работающий в таких компаниях знает как варить полуавтоматом. Но полуавтомат так же, становится очень популярен и в домашних мастерских. Что объясняет такой интерес не только профессионалов, но и сварщиков-любителей к вопросу «как правильно варить полуавтоматом«. В нашей, сегодняшней статье мы поговорим именно об этом.
В нашей, сегодняшней статье мы поговорим именно об этом.
Основные составляющие полуавтомата
- Источник питания, в который встроены различные дисплеи с возможностью ручной настройки.
- Система подачи проволоки
- Кабель-шланг, с помощью которого в зону сварки подается газ, проволока и электричество
- Кабель массы
- Сварочная горелка(кому привычно — держак)
- Баллон с негорючим газом
- Редуктор(для настройки подачи газа)
- Шланг(для подачи газа к клапану в полуавтомате)
Все эти составляющие обязательны для работы с полуавтоматической сваркой. Исключением является наличие баллона, так как варить полуавтоматом возможно порошковой проволокой. Где роль газа выполняет порошок, находящийся в проволоке.
Как работает сварочный полуавтомат
Ответ на этот вопрос скорее для новичков. Принцип работы полуавтомата заключается в следующем:
Принцип работы полуавтомата заключается в следующем:
Сварщик, нажимая на кнопку расположенную на горелке запускает ряд процессов. Газовый клапан, который пускает газ в зону сварки, электрический ток, который подается на медный наконечник расположенный на конце горелки, внутри сопла. И запускает механизм подачи проволоки.
Сварочная проволока проходит через узкий наконечник, на который подается электрический ток, касается замкнутого с помощью массы металла и возбуждается дуга. В зоне возбуждения дуги уже присутствует защитный газ, который вытесняет кислород и другие продукты внешний среды.
Режими полуавтоматической сварки
Сварка полуавтоматом насчитывает 4 режима:
- Обратная полярность(где плюс на сварочной проволоке, а минус на массе)
- Прямая полярность(применимо только при сварке порошковой проволокой). Минус на проволоке, плюс на массе
- Импульсная сварка
- Обратная связь — когда аппарат самостоятельно регулирует скорость подачи проволоки в зависимости от силы тока
Выше перечисленные все режимы, которые существуют для сварки полуавтоматом.
Как варить полуавтоматом.
На самом деле, варить полуавтоматом не так уж и сложно. Возможно новички со мной не согласятся, но это на самом деле так. От сюда и название, полуавтомат. Половину работы за вас выполнит сварочный аппарат. Но до начала самого процесса сварки, необходимо провести ряд, подготовительных работ.
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока.
Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
2. Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.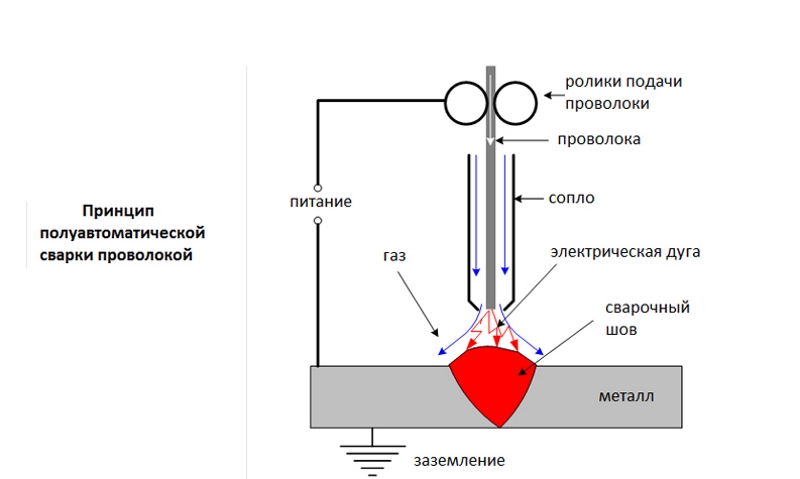
3. Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Основа в подготовке металла для сваркиПодготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).


Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сваркиПодведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Не забывайте делиться ссылкой на статью со своими друзьями и коллегами в социальных сетях.
Сварка полуавтоматом: преимущества и недостатки
Сварка полуавтоматом – один из самых удобных способов соединения металлических изделий, особенно для новичков. Полуавтоматическая дуговая сварка происходит за счет плавления электрода, который ведется автоматическим способом. Сейчас рассмотрим основные аспекты, как работает механизированное оборудование и как варить металл с помощью такого аппарата.
Полуавтоматическая дуговая сварка происходит за счет плавления электрода, который ведется автоматическим способом. Сейчас рассмотрим основные аспекты, как работает механизированное оборудование и как варить металл с помощью такого аппарата.
Содержание статьи
- Типы полуавтоматического сварочного оборудования
- Устройство аппарата
- Плюсы и минусы полуавтоматической сварки
- Особенности сварки газом и без газа
- Как выбрать полуавтомат
Типы полуавтоматического сварочного оборудования
Сварка полуавтомат делится на несколько видов, в зависимости от типа материала и перемещения по рабочему изделию. Основная характеристика:
- мобильность: переносные: передвижные и стационарные аппараты. Большое стационарное оборудование применяется в специализированных мастерских для выполнения больших объемов работы. Маленькие агрегаты отлично подходят для домашнего использования соединения небольших площадей изделий;
- защита шва: порошковой проволокой, флюсом, газом. При подаче проволоки, она плавится и образует защитный слой, который оберегает расплавленное железо от агрессивных факторов воздействия окружающей среды;
- тип электрода: стальной, алюминиевый, комбинированный.
 При подаче проволоки, она плавится и образует защитный слой, который оберегает расплавленное железо от агрессивных факторов воздействия окружающей среды;
При подаче проволоки, она плавится и образует защитный слой, который оберегает расплавленное железо от агрессивных факторов воздействия окружающей среды;Узнать больше о сварке электродами.
Полуавтоматическая сварка происходит за счет образования дуги, которая преобразовывает электроэнергию в тепловую посредством плавления основного сварочного элемента – электрода. Это специальная проволока, которая служит проводником энергии. Ее подача осуществляется автоматически с помощью медной катушки.
Сварочный полуавтомат может работать с газом и без газа. Первый тип применяется для соединения цветных металлов или легированных сталей. В качестве газа используется углекислота, которая подается к пистолету под делением из баллона.
Устройство аппарата
Перед тем, как приступать к разбору, как варить металл, необходимо разобраться в строении самого аппарата. При использовании полуавтомата в сварочных работах можно получить качественный и ровный шов, прикладывая при этом минимум усилий. Его можно происходить как ниточным, так и точечным способом, если нет полноценного доступа к свариваемым деталям. С учетом некоторых «пробелов» или зазоров, все равно получается прочное и долговечное соединения. Это объясняется свойствами оборудования, которое для этого используется. При использовании газа, он попадает в рабочую среду и защищает материал от окисления газов из внешней среды.
Его можно происходить как ниточным, так и точечным способом, если нет полноценного доступа к свариваемым деталям. С учетом некоторых «пробелов» или зазоров, все равно получается прочное и долговечное соединения. Это объясняется свойствами оборудования, которое для этого используется. При использовании газа, он попадает в рабочую среду и защищает материал от окисления газов из внешней среды.
Полуавтоматический сварочный аппарат состоит из следующих деталей:
- Газовый баллон, в котором находится газ для защиты металла.
- Трубка для подачи газа – это приспособление, через который и подается газ в рабочую зону.
- Катушка для проволоки.
- Механизм для автоматической подачи проволоки может быть тянущим, толчковым или комбинированным, при котором подача осуществляется двумя приводами.
- Газовая горелка обеспечивает подачу газа в активную зону для защиты металла от внешней среды. Изоляционная рукоятка обеспечивает высокий уровень безопасности для мастера во время сплава материалов.
- Источник питания может быть нескольких видов – инвертор или трансформатор. Это зависит от габаритов и предполагаемой мощности аппарата.
- Блок управления.
- Газовая аппаратура для полуавтомата.
- Провод цепи управления.

Принцип работы данного аппарата заключается в следующем. Изначально важно правильно установить полярность в зависимости от технологии – с газом иле без. Затем необходимо установить катушку с проволокой и газовый баллон. После этого проводится настройка, то есть натягивается проволока, регулируется подача газа. Ток для сварки настраивается в процессе работы.
Технология сварки полуавтоматом зависит от нескольких факторов: типа металла, из которого выполнена рабочая деталь, длина шва, применение или отсутствие баллона. Кроме этого, выполнять швы можно несколькими способами:
- Стыковый метод предусматривает плотное соединение двух частей между собой тонким и практически незаметным швом. При этом качество дорожки остается на высшем уровне. Такой способ чаще всего применяется при ремонте и строении автомобильной техники.
- Внахлест сплавление выполняется точечным методом, когда одна деталь немного «находит» на вторую. В некоторых случаях при этом образую сплошной неразрывный шов.
 Такой способ чаще всего применяется при ремонте и строении автомобильной техники.
Такой способ чаще всего применяется при ремонте и строении автомобильной техники.Режим работы мастер настраивает самостоятельно, ориентируясь на качество деталей, то есть типа металла и их толщину. При толстых изделиях шов необходимо прокладывать в несколько этапов, выстраивая дорожки, плотно прилегающие друг к другу. Тогда соединение будем ровным и прочным.
Плюсы и минусы полуавтоматической сварки
Механизированная сварка становится все популярнее не только у профессионалов, но и у любителей. Сварки полуавтомат имеет ряд преимуществ и недостатков, с которыми обязательно нужно ознакомиться прежде чем приняться за работу. К достоинством данного вида сплавления можно отнести следующие:
- возможность создания неразъемного соединения для оцинкованных изделий, не повреждая при этом покрытие. Сплав происходит с помощью медной проволоки;
- способность варить как конструкционную стать, так и другие металлы – алюминий, чугун;
- возможность работы с тонкими стальными листами, толщиной не более половины миллиметра;
- низкая чувствительность к загрязнениям и коррозии основного материала;
- удобство, при котором шлак не перекрывает шов и оператор сразу видит результат;
- невысокая стоимость, в сравнении с другими типами создания неразъемных соединений.
 Сплав происходит с помощью медной проволоки;
Сплав происходит с помощью медной проволоки;Кроме этого, стоит отметить некоторые недостатки, которые возникают при работе на полуавтомате:
- при сварке без газа увеличивается разбрызгивание раскаленного железа;
- происходит более сильное излучение дуги, поэтому необходимо применять защитную форму и маску для лица.
Даже с некоторыми недочетами такой тип сварки широко применяется во многих производственных отраслях. Чаще всего такие типы используются в сферах автостроения и ремонта транспортных средств. При этом применяется защитный газ – гелий, аргон или углекислый газ.
При этом применяется защитный газ – гелий, аргон или углекислый газ.
Особенности сварки газом и без газа
Полуавтоматическая сварка с газом применяется чаще, так как она может выполнить более широкий спектр функций, чем без газа. Кроме этого, стоит отметить преимущества данного типа сплавления:
- качество сварки намного выше, чем работа без газа, то есть швы получаются практически идеальные и малозаметные;
- умеренная термическая обработка деталей позволяет производить швы даже на тонких изделиях, не деформируя их;
- высокий коэффициент полезного действия за счет быстрой плавки проволоки производительность увеличивается в несколько раз;
- перед соединением не нужно проводить первичную подгонку деталей, что экономит время мастера;
- углекислый газ самый доступный среди всех и широко применяется для сплавления;
- технология работы сварочным полуавтоматом намного проще, чем работа электродом вручную, поэтому данное ремесло легко освоить даже новичку.

Сварка полуавтоматом без газа используется в том случае, если работы проводятся не слишком часто, то есть, нет смысла приобретать баллон. В таком случае для защиты применяется порошковая проволока или флюсовая. Во время спайки металлических изделий она расплавляется под воздействием высокой температуры и создает над швом слой защитного газа.
Выполняя сварочные работы без газа, необходимо учесть некоторые нюансы и секреты, которые помогут в работе:
- для устойчивости качества дуги необходимо контролировать сварочный ток. То есть, применять тонкую проволоку на высокой плотности. Это поможет контролировать дугу и уменьшить разбрызгивание металла. Также значительно снижается риск обрывания дуг;
- тонким электродом нужно производить движения исключительно вдоль шва, тогда дорожка будет ровной и прочной. При использовании проводника большого диаметра допустимо плавные движения из стороны в сторону;
- швы на деталях который расположены вертикально или под углом более 55 градусов по отношению к горизонтальной плоскости нужно варить снизу вверх, чтобы избежать стекание плавленого металла.

Узнать больше о дуговой сварке электродами.
Как выбрать полуавтомат
Чтобы сварка полуавтоматом без газа и с газом была выполнена идеально, необходимо несколько условий. Первое из которых – непосредственно мастерство сварщика, а второе – качество и функциональность самого аппарата. Рассмотрим основные аспекты, на которые следует обратить внимание при выборе сварочного аппарата:
- Мощность оборудования является основным условием для качества работы и КПД. Если данный аппарат будет использоваться в промышленных условиях, тогда рекомендуется приобретать более мощный агрегат. И наоборот, для домашних условий достаточно будет простого переносного полуавтомата.
- Бренд. Важно изучить производителя и ознакомиться с реальными отзывами пользователей.
- Функции. Перед покупкой нужно ознакомиться с технологией работы таким изделием, чтобы выбрать максимально подходящее оборудование.
В завершении хотелось бы отметить, что сваривать металлические детали посредством полуавтоматического оборудования намного легче и быстрее, чем ручными аппаратами. Технология полуавтоматической сварки значительно отличается от ручного способа подачи электрода. Методику накладывания шва выбирает мастер в зависимости от типа деталей, их толщины и качества металла, из которого они произведены.
Технология полуавтоматической сварки значительно отличается от ручного способа подачи электрода. Методику накладывания шва выбирает мастер в зависимости от типа деталей, их толщины и качества металла, из которого они произведены.
Вопрос по сварке полуавтоматом — Полуавтоматическая сварка — MIG/MAG
В полне нармальноПо мере вникания в суть предмета появились вопросы. Если я переспрашиваю по второму разу, прошу не судить строго.
Значит предусмотрена смена плярности- для сварки проволокой с флюсом (кашмарно дорогое удовольствие + не эстетичный шов, но новечку в какойто степени возможно будет и легче.По смене полярности в Лорисе — в отсеке катушки с проволокой под верхней крышкой есть две клеммы с двумя проводами, уходящими внутрь аппарата.
 В паспорте написано, что перекидыванием проводов меняется полярность. М.б. это для сварки нержавейки?
В паспорте написано, что перекидыванием проводов меняется полярность. М.б. это для сварки нержавейки?Видно в этом аппарате предусмотрено не только грубая регулировка но и плавная на каждом режиме.( такие тонкости более подробно может объяснить «чукча» вот здесь http://www.mastercity.ru/vforum/showthread…5331#post3253311.Зачем регулируется сварочное напряжение? Как-то я работал на простом бытовом сварочнике (не п/а), там была только регулировка тока, всё варилось.
Сдесь же http://www.mastercity.ru/vforum/showthread…5331#post3253312.
 В каких пределах и зачем можно изменять ток на каждой ступени напряжения?
В каких пределах и зачем можно изменять ток на каждой ступени напряжения?Перестраховка производителей вазможно, но вероятность того, что электроника плавной регулировки не выдерживает влажности — итог выход из строя. в рдукторе мерзнуть нечему — скарей всего стоит отстеклоочистителя авто — зимой они работают при любой температуре.3.Странный диапазон рабочих температур (-2+45). Почему такое ограничение по нижнему пределу?
В какой то степени, удешевляют, плохо обслуживать раз, нет возможности установить другую более мощную и.т.д.4.
 Евроразъёма нет, шланг вделан в корпус. Это плохо?
Евроразъёма нет, шланг вделан в корпус. Это плохо?Чем больше увеличиваеш зазор тем меньше или слабее провар, пользоваться таким приемом можно, когда видиш что вот вот прожгеш, а на улице во время ветра вероятность сдува углекислоты вот сдесьто может пригодится флюсовая проволока. Вобще стремись держать гарелку ближе, но так что бы видеть где вариш — дугу.5.Какой вылет проволоки оптимален, например над плоскостью сопла?
ничего на растоянии справимся- было бы желание.Курту отдельное спасибо! К сожалению, 500км — далеко, хотелось бы ближе найти Мастера.

Регулировать при смене режимов аппарат надо всегда, режемы приходится менять при разных толщинах металла — это нормально. Приблизительно должен уже почувствовать а каких токах что варить и в выбранном режиме скоростью проволоки подбираеш равномерное гарение дуги, что бы не тыкалась в ванну или наоборот не отрывалась от ванны. Пробуй. 🙂
Принцип работы сварочного аппарата
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования.
В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока.
Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволка, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволка через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
Сварка полуавтоматом для начинающих: особенности, безопасность, принцип
Полуавтоматическая сварка – это отличный агрегат для домашних мастеров, с помощью которого можно выполнить массу полезных операций. Этот вид рекомендуют для начинающих в сварочном деле, так как им работать проще всего, если сравнивать с ручным или автоматическим газовым аппаратом.
Этот вид рекомендуют для начинающих в сварочном деле, так как им работать проще всего, если сравнивать с ручным или автоматическим газовым аппаратом.
Полуавтомат позволяет работать с черными и цветными типами металлов. Чем же отличается этот вид от ручного агрегата? Во время работы электрод механическим методом подается в рабочую зону. В качестве основного материала используется проволока. Изучив данный материал, вы поймете принцип и особенности работ с полуавтоматическим аппаратом.
Начало работы
Состоит процесс из следующих последовательных этапов:
- Подготовка металла. Сварка начинается только после того, как рабочая зона и место контакта очищены от ржавчины, влаги, пыли и грязи. В противном случае варить вы не сможете.
- Кромки металла разделяются болгаркой. Заготовки необходимо зафиксировать и состыковать между собой.
- Далее идет проверка параметров на сварочном аппарате. Если все в норме, то клемма присоединяется к металлу и начинается сварка полуавтоматом.
Начинающим лучше всего подходит данный вид по той причине, что проволока подается автоматически, мастеру не нужно отвлекаться от работы, чтобы установить новый электрод.
Особенности
Чтобы сварка полуавтоматом получилась удачной, стоит выставить правильные настойки для аппарата. Все зависит от соотношения мощности и типа металла, с которым происходит контакт. Если параметры выставлены правильно, то дуга будет ровно гореть, и в рабочем процессе не будет разрывов.
Проволоку, использующуюся в качестве электрода, необходимо выставить направлением вперед. Это нужно делать для страховки: даже при движении рывками дуга не оборвется. Стоит заранее подготовиться, что сварка полуавтоматом обеспечивает практически мгновенный контакт.
При работе с этим оборудованием нет нужды постоянно выключать аппарат и устанавливать электроды, так как в устройство перед работой помещается большое количество проволоки. Еще один положительный момент заключается в том, что на заготовке скапливается минимальное количество шлака.
Виды сварочных аппаратов
Сварка полуавтоматом имеет два направления:
- С использованием газа. Обычно этот вариант применяют в закрытых помещениях. На открытом воздухе использовать агрегат не рекомендуется. Достоинства аппарата – большие температуры и быстрый процесс, из минусов можно выделить необходимость менять газовые баллоны и отсутствие возможности работать на улице.
- Сварка полуавтоматом без газа. В этом случае процесс выполняется при помощи порошковой (флюсовой) проволоки. Порошок засыпан в стальную трубку аппарата. Во время сгорания образуются облака газа. Основной плюс – это дешевизна материала. Что касается отрицательных моментов, то это шлак от процесса сгорания флюса.
Техника безопасности
Работать с полуавтоматом опасно, поэтому пренебрегать сварочным аппаратом никак нельзя. Необходимо соблюдать следующие правила для сохранения жизни и здоровья:
- Наличие огненепроницаемой обуви и одежды. Для повышения безопасности необходимо подкладывать под ноги резиновый коврик. Подошва обуви тоже должна быть прорезиненной.
- Защитная маска, которая защищает глаза от вредного воздействия сварки. Рекомендуется не экономить на этом элементе защиты и выбрать модель с двойным стеклом.
- Специальные перчатки для работы с электричеством. Они должны быть эластичными и иметь резиновую основу.
Выбор агрегата
Чтобы удачность выбрать оборудование, нужно сразу определиться с целями, в которых он будет применяться. Если не планируется сварка крупных труб, то подойдет недорогой агрегат с минимальной мощностью. С ним всегда можно выполнить работы в гараже и на даче. Варианты с большой мощностью подойдут для мастерских, где нужно работать с габаритными деталями. В любом случае, перед покупкой необходимо обратить внимание на изготовителя и наличие гарантийного срока.
Полуавтоматическая сварка в среде защитных газов (MIG/MAG) – Осварке.Нет
Полуавтоматическая сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов. Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.
Рис. 1. 1 – горелка, 2 – сопло, 3 – токоподводящий наконечник, 4 – электродная проволока, 5 – дуга, 6 – шов, 7 – ванна, 8 – основной металл, 9 – капля металла, 10 – газовая защита.
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
Оборудование для полуавтоматической сварки
В комплект оборудования для механизированной сварки входят источник питания сварочной дуги, подающий механизм, газовое оборудование, горелка. Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.
Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.
Источники питания сварочной дуги
Для сварки в среде защитных газов изготавливают источники питания с жесткими внешними вольт-амперными характеристиками. Сварка производится на источниках постоянного тока — сварочные выпрямители, преобразователи, инверторы или специальные установки, содержащие в себе источник питания и подающий механизм, а также блок управления. Источники питания переменного тока практически не используются.
Многопостовые источники питания
Для организации работы в цехах на производстве со стационарными сварочными постами целесообразно использовать многопостовые источники питания. Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки.
Первая схема используется когда сварка производиться одинаковыми режимами на каждом посте с частыми замыканиями сварочной цепи (возбуждение дуги). При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе.
При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе.
Вторая схема может быть использована для регулирования режимов сварки индивидуально на каждом посте с минимальным влиянием постов друг на друга. В таком случае напряжение холостого хода многопостового источника питания устанавливают на максимум, а снижение силы тока (регулирование) выполняется с помощью балластного реостата на каждом посте.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.
В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.
В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.
Сварочные полуавтоматы
Сварочные полуавтоматы — специальные установки для механизированной сварки в среде защитных газов содержащие в себе источник питания, подающий механизм, горелку и блок управления процессом. Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д.
Сегодня чаще используется схема сварки от сварочного полуавтомата, чем источник питания + подающий механизм.
Сварочная горелка
Выполняет несколько функций, среди которых: направление проволоки в зону сварки, подвод тока к сварочной проволоке, подача защитного газа, управление процессом при помощи кнопки управления. Все это возможно благодаря использованию специального шланга внутри которого находится сразу несколько элементов — сварочные кабеля, управляющие провода, спиралеобразный канал для направления проволоки, трубка для подачи газа, а иногда и для подачи воды.
Газовое оборудование для полуавтоматической сварки
В состав газового оборудования для сварки полуавтоматом входят: баллон, редуктор, ротаметр, подогреватель, осушитель, смеситель газов, рукава (шланги).
Баллоны
В баллонах хранят и транспортируют сжатые газы. Содержащийся в баллоне газ можно распознать по цвету и надписи на баллоне.
Редуктор (регулятор давления)
Редуктор присоединяется к вентилю баллона, предназначен для понижения давления от баллонного до рабочего и постоянного его поддер
жания. Для регулирования расходов газа (давления) вращают маховик на редукторе.
Для регулирования расходов газа (давления) вращают маховик на редукторе.
Подогреватель
При сварке в среде углекислого газа редуктор дополнительно комплектуется подогревателем газа, чтобы избежать замерзания редуктора.
При большем расходе углекислого газа наблюдается резкое снижение температуры, что приводит к замерзанию в редукторе влаги содержащейся в углекислоте. Работает подогреватель от постоянного (20 В) и переменного (36 В) тока.
Баллоны
В баллонах хранят и транспортируют сжатые газы. Содержащийся в баллоне газ можно распознать по цвету и надписи на баллоне.
Редуктор (регулятор давления)
Редуктор присоединяется к вентилю баллона, предназначен для понижения давления от баллонного до рабочего и постоянного его поддержания. Для регулирования расходов газа (давления) вращают маховик на редукторе.
Подогреватель
При сварке в среде углекислого газа редуктор дополнительно комплектуется подогревателем газа, чтобы избежать замерзания редуктора.
При большем расходе углекислого газа наблюдается резкое снижение температуры, что приводит к замерзанию в редукторе влаги содержащейся в углекислоте. Работает подогреватель от постоянного (20 В) и переменного (36 В) тока.
Осушитель
Для поглощения влаги находящейся в углекислом газе в состав газового оборудования иногда включают осушитель большего или низкого давления. Осушитель высокого давления устанавливается перед редуктором, а низкого — после редуктора. Поглощает влагу специальное вещество — алюмогликоль или силикагель. Свойства обеих веществ можно восстановить путем прокалывания при температуре 250-300 ºC.
Ротаметр
Ротаметры используются для определения расходов защитного газа, когда на редукторе нет предустановленного расходомера.
Рукава (шланги)
Гибкие трубки изготавливаемые из вулканизированной резины усиленные льняной тканью. С их помощью защитный газ транспортируется к горелке и другим частям газового оборудования.
Смеситель газов
Смеситель газов предназначенный для приготовления смеси газов при подаче из нескольких баллонов.
Техника полуавтоматической сварки
Сварка стыковых соединений полуавтоматом
Детали не большей толщины 0,8-4 мм сваривают без разделки кромок закрепленными в сборочно-сварочных приспособлениях.Сваривают тонкий металл на подкладках из того же металла что и изделие или на медных и нержавеющих съемных подкладках. Металл толщиной свыше 4мм можно сваривать как на весу, так и на подкладках.
Тонкий металл при сварке полуавтоматом гораздо легче сваривается при в вертикальном положении. Сварку ведут углом назад, а горелку передвигают в направлении сверху-вниз. При этом сварщику хорошо видно формирование шва и зону сварки.
Для сварки толстого металла лучше использовать газы повышающие тепловую мощность дуги — гелий или смеси гелия и аргона. При этом нужно следить за положением горелки относительно шва. Небольшое отклонение горелки от вертикали способно привести к несплавлению кромок сварных деталей.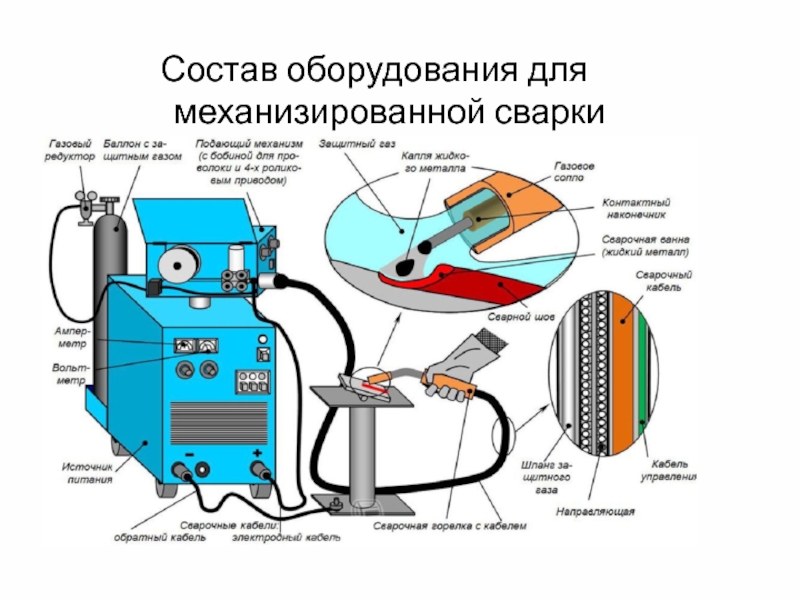
Сварка угловых и тавровых соединений полуавтоматом
Сварку угловых предпочтительней вести при расположении сварных деталей в лодочку. При этом выпуск электродной проволоки увеличивают на 10-15% по сравнению со сваркой стыковых швов в нижнем положении.
Сварка угловых и тавровых швов усложняется плохим наблюдением за формированием шва из-за сопла горелки. Расстояние e = 0, при толщине металла до 5 мм, и e = 0,8-1,5 при толщине металла свыше 5 мм.
Сварка нахлесточных соединений
Сварка нахлесточных соединений при толщине металла меньше 1,5 мм выполняется на медной или стальной подкладке за один проход.
Сварка деталей толщиной более 1,5 мм выполняется на весу за несколько проходов.
Сварка горизонтальных швов полуавтоматом
Сварка горизонтальных швов ведется «углом вперед» без поперечных колебательных движений горелкой. Металл толщиной более 6 мм сваривают за несколько проходов.
Сварка деталей до 3 мм ведется под прямым углом горелки оси горелки относительно сварных деталей, без разделки кромок.
Сварка деталей более 3 мм в горизонтальном положении сваривается с разделкой верхней кромки, а горелка наклоняется относительно верхней детали под углом примерно 70º.
Сварка вертикальных швов
Сварку вертикальных швов рекомендуется выполнять проволокой диаметра 0,8-1,2 мм со свободным формированием шва. Можно применять технику частых коротких замыканий или использовать источники с импульсной дугой. Детали толщиной до 4 мм лучше сваривать способом сверху-вниз без колебательных движений. Если предполагается выполнять сварку односторонним швом, лучше собирать детали с зазором.
Сварка потолочных швов
Потолочные швы толщиной более 6 мм лучше сваривать за несколько проходов. Сварку алюминия и его сплавов полуавтоматом рекомендуется вести углом вперед, а сварку сталей, меди, титана и других металлов — углом назад.
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки полуавтоматом относят:
- Возможность сравнительно легко получить качественное сварное соединение, в том числе для тонкостенных сварных конструкций.
- Высокая производительность сварки данным методом по сравнению с ручной дуговой сваркой, газовой сваркой и др.
- Механизированную сварку в среде защитных газов можно выполнять во всех пространственных положениях: нижнем, горизонтальном, вертикальном и потолочном.
- Отсутствие флюсов и покрытий, а соответственно операций по очистке шва от шлака.
- Дуга при сварке в защитных газах более сконцентрированная, поэтому зона термического влияния минимальная.
- Сварка сопровождается незначительными напряжениями и деформациями.
- Возможность полной автоматизации процесса сварки.

Недостатки способа:
- При сварке на открытом воздухе или сквозняке повышается вероятность нарушения газовой защиты.
- Разбрызгивание электродного металла во время сварки, особенно при использовании углекислого газа.
- При сварке на режимах с повышенной мощностью возникает потребность в использовании систем водного охлаждения из-за сильного нагрева оборудования.

Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II ПРИЛОЖЕНИЕ УРОК II — ГЛОССАРИЙ УСЛОВИЯ Arc Удар — Отклонение направления сварочной дуги, вызванной магнитными полями в заготовка при сварке прямым Текущий. Прямой Полярность — Условия сварки при электрод подключен к отрицательный терминал и работа связана с положительным клемма источника сварочного тока.Обеспечить регресс Полярность — Условия сварки при электрод подключен к положительный терминал и работа связана с отрицательным клемма источника сварочного тока. Шлак — хрупкая масса, образующаяся над сварным швом на сварных швах с покрытием электроды, порошковые электроды, сварка под флюсом и производство другого шлака сварочные процессы. Сварные швы, выполненные газовой дугой и процессы газовой вольфрамовой дуговой сварки не содержат шлаков.Руководство Дуговая сварка — Сварка с покрытием электрод, на котором рука оператора регулирует скорость движения и скорость подачи электрода в дугу. Полуавтоматический
Сварка
— Сварка непрерывным
сплошная проволока или электрод с флюсовым сердечником, где подача проволоки
скорость, расход защитного газа и напряжение задаются на оборудовании,
и оператор ведет руку
держали сварочный пистолет вдоль свариваемого стыка.
Шлак
Включение
— Дефект сварного шва, где шлак
захватывается металлом сварного шва, прежде чем он сможет всплыть в
поверхность.Корень
Пройти
начальный проход в многопроходном сварном шве, обычно требующий 100% проплавления.
Полуавтоматический
Сварка
— Сварка непрерывным
сплошная проволока или электрод с флюсовым сердечником, где подача проволоки
скорость, расход защитного газа и напряжение задаются на оборудовании,
и оператор ведет руку
держали сварочный пистолет вдоль свариваемого стыка.
Шлак
Включение
— Дефект сварного шва, где шлак
захватывается металлом сварного шва, прежде чем он сможет всплыть в
поверхность.Корень
Пройти
начальный проход в многопроходном сварном шве, обычно требующий 100% проплавления.Роботизированная и ручная сварка | Fairlawn Tool Inc.
Размещено: Брайан Рид о 11 апреля 2018 г.
Роботизированный vs.Ручная сварка Одним из самых важных достижений в области сварки за последние годы является роботизированная сварка, или автоматическая сварка. В чем преимущества роботизированной сварки перед ручной сваркой? Каковы плюсы и минусы каждого из них? Вот что вам нужно знать.
Во-первых, важно понять, как работают сварочные роботы. Есть полностью автоматизированные сварочные процессы и полуавтоматические сварочные процессы. В полуавтоматической сварочной установке оператор вручную загружает металл и удаляет его после завершения сварки.В полностью автоматизированном процессе машины перемещают свариваемый материал на протяжении всего процесса от начала до конца.
У автоматизированной сварки четыре основных преимущества:
- Лучшее качество сварки — Автоматизированный процесс позволяет оператору поддерживать целостность сварного шва с помощью электронных контроллеров процесса сварки. Кроме того, автоматическая сварка отличается высокой повторяемостью. Роботы каждый раз точно следуют одному и тому же процессу, поэтому результаты с большей вероятностью будут согласованными.
- Повышенная производительность — Роботы, естественно, могут работать быстрее, чем люди, без потери точности. Кроме того, они не устают и не нуждаются в перерывах.
- Меньше брака — Благодаря высокому уровню точности и эффективности, которые возможны при роботизированной сварке, количество брака сокращается.
- Снижение затрат на рабочую силу — Даже в полуавтоматических сварочных установках вам нужно платить меньше людей.
 Кроме того, они не устают и не нуждаются в перерывах.
Кроме того, они не устают и не нуждаются в перерывах.Итак, каковы ограничения роботизированной сварки?
- Стоимость — В долгосрочной перспективе вы можете сэкономить деньги на трудозатратах, но в краткосрочной перспективе автоматическая сварочная система требует значительных инвестиций, которые могут окупиться через некоторое время.
- Отсутствие гибкости — Автоматизированные системы отлично умеют делать одно и то же снова и снова. Однако, если вам нужны сварочные роботы для выполнения множества различных производственных задач, потребуется время, чтобы их перенастроить, что может быть дорогостоящим.
- Риск — Если ваша сварка зависит от роботов, у вас могут возникнуть серьезные проблемы, если ваш основной сварочный робот выйдет из строя.

Естественно, ручная сварка по-прежнему очень популярна.В чем преимущества ручной сварки?
- Большая гибкость — Вашему персоналу, вероятно, не нужно проходить переподготовку каждый раз, когда они устраиваются на сварочную работу. Как только появится проект по сварке, сварщики-люди могут сразу приступить к делу, в то время как сварщики-роботы могут потребовать гораздо больше времени на подготовку.
- Заменяемость — Если один из ваших рабочих не умеет сваривать, вы можете легко заменить его другим. Вам не нужно никого отправлять в ремонт, прежде чем вы сможете продолжить производство.
- Осведомленность — Если в производственном цеху есть какая-то проблема, рабочий часто замечает ее раньше, чем робот-сварщик, который обычно продолжает работать, пока что-то не вызовет неисправность.
Однако есть некоторые ограничения на ручную сварку, в том числе:
- Риск — Ранение человека во время сварки может стать очень серьезной проблемой. Робот может сломаться, но ему нельзя навредить.
- Скорость — Роботы намного быстрее людей, когда дело касается механических операций.
- Эффективность — Роботы обладают гораздо большей точностью, чем люди.
Fairlawn Tool имеет возможности как для автоматической, так и для ручной сварки. Автоматическая сварка часто используется для изготовления таких деталей, как:
- Соленоиды
- Датчики
- Лампочки
- Топливные фильтры
- Фитинги
Для роботизированной сварки лучше всего подходят другие детали, где требуется высокоточная или повторяющаяся сварка. Чтобы узнать больше, свяжитесь с Fairlawn Tool сегодня.
Чтобы узнать больше, свяжитесь с Fairlawn Tool сегодня.
Свяжитесь с нами
Что такое автоматическая сварка? Сварочная автоматика подразделяется на две основные категории: полуавтоматический и полностью автоматический .При полуавтоматической сварке оператор вручную загружает деталь (детали) в сварочное приспособление. Затем контроллер сварки управляет горелкой / деталью.
движения и параметры сварки для обеспечения качественного и повторяемого сварного шва. После завершения сварки оператор снимает
завершенная часть, и процесс начинается снова. Полностью автоматическая сварка использует специальный станок или серию машин для загрузки детали, индексации детали или горелки в нужное положение и сварку, контроль качества, а затем выгрузку готовой продукции.Дополнительная «деталь на месте» и качество конечного продукта При необходимости в машину также могут быть встроены проверки. В зависимости от деталей конкретной операции оператор станка может или не может быть необходимым. Какие сварочные аппараты наиболее подходят для автоматизации?Приложения, которые больше всего выигрывают от автоматизации, имеют одно или все из следующих трех основных требований:
Отличные кандидаты для автоматизации включают, помимо прочего, прецизионные устройства, такие как батареи, емкости конденсаторов, соленоиды, датчики, преобразователи и контрольно-измерительные приборы, металлические сильфоны и уплотнения, релейные корпуса и корпуса, элементы лампочек, топливо фильтры, термосы, медицинские компоненты, ядерные устройства, трубопроводы к фитингам, сердечники трансформаторов, элементы клапанов и подушки безопасности компоненты.Компании, которые производят ограниченное количество продуктов, могут извлечь выгоду из полуавтоматической системы, но могут не быть кандидатами. для полностью автоматизированных сварочных систем. Преимущества автоматической сварки Преимущества хорошо спроектированных сварочных систем варьируются от улучшенного качества сварки до снижения переменных затрат на рабочую силу.
Планирование автоматизации сваркиПреимущества системной автоматизации сопровождаются некоторыми проблемами.Хотя этими факторами можно управлять, они должны быть признанным с самого начала проекта по автоматизированной сварке.
Стратегия проекта автоматической сваркиВо времена, когда качество и производительность являются лозунгами, а поставщики и клиенты требуют продуктов высшего качества, внедрение автоматизированной системы сварки может определить, останется ли компания конкурентоспособной.Используйте следующую стратегию и рекомендации чтобы избежать ошибок. Цели и детали проектаКаковы точные цели проекта? Что вы, , в частности, хотите улучшить, ускорить или иным образом изменить с помощью автоматизации сварки?
Поставщики средств автоматизации для сварки: Тщательно изучите поставщика средств автоматизации. Образцы сварных швов:Перед покупкой любой системы попросите поставщика предоставить вам образцы сварных швов с использованием стандартных деталей, если это возможно. Это покажет сварной шов возможное качество и скорость сварки. Результатом хорошо продуманного плана автоматической сварочной системы является огромная экономия времени и денег.Преимущества достигаются за счет качества сварных швов, экономии рабочей силы, снижения затрат, простоты эксплуатации, воспроизводимости, надежности, брака и доработки. сокращение и повышение производительности. Поскольку компании все чаще сталкиваются с проблемами роста затрат и глобальной конкуренции, это преимущества, которые современная производственная организация просто не может позволить себе игнорировать. Расчет стоимости автоматизированной системы сваркиСколько автоматизации вам нужно? Основные параметры:Заработная плата операторов и квалифицированных сварщиков несколько различается в зависимости от географического положения.Основные допущения, использованные при расчетах ниже приведены следующие: Рабочее время в год: 2000 (40 часов в неделю x 50 недель в год) Стоимость ручного сварщика
Затраты на оператора
В таблице ниже приведен простой пример расчета рентабельности инвестиций, основанный только на затратах на оборудование и рабочую силу. Для полного анализа фактических затрат необходимо также учитывать следующее:
При достаточных производственных требованиях выбор автоматической сварки становится очевидным, основываясь только на уровне рабочей силы.В Обычный вопрос — насколько автоматизировать.— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — |


 Большинство
выдающимися преимуществами являются:
Большинство
выдающимися преимуществами являются: Полностью автоматическая система с достаточным количеством станций может работать в четыре раза быстрее.
скорость полуавтоматической системы или в восемь раз быстрее, чем у квалифицированного сварщика.
Полностью автоматическая система с достаточным количеством станций может работать в четыре раза быстрее.
скорость полуавтоматической системы или в восемь раз быстрее, чем у квалифицированного сварщика. Более автоматизированные системы могут иметь больше сокращений по разнообразию деталей.
обработано.
Более автоматизированные системы могут иметь больше сокращений по разнообразию деталей.
обработано.
 Обладают ли они навыками как в области сварочных технологий, так и в области автоматизации? Спросите о подходящем
использованная литература.
Обладают ли они навыками как в области сварочных технологий, так и в области автоматизации? Спросите о подходящем
использованная литература.
 00 / час)
00 / час) 00 / час = 30 000 $ / год
00 / час = 30 000 $ / год  США
США США
США  США
США США
США Преимущества автоматических сварочных аппаратов VS Ручные сварочные аппараты
Если вы новичок в мире сварки или ваш бизнес занимается только небольшими сварочными задачами, возможно, вы имели опыт только ручной сварки. Как следует из названия, именно здесь сварочные работы выполняются сварщиком-человеком. Успех сварочных проектов во многом зависит от набора навыков человека, выполняющего поставленные задачи.
Как следует из названия, именно здесь сварочные работы выполняются сварщиком-человеком. Успех сварочных проектов во многом зависит от набора навыков человека, выполняющего поставленные задачи.
Однако в последние годы все больше и больше компаний выбирают автоматическую сварку. То, что раньше использовалось только крупными организациями для крупномасштабных сварочных проектов — подумайте о массовом производстве автомобилей — теперь малые и средние предприятия перешли на автоматизацию сварки.
Что такое автоматическая сварка?
Это может показаться неожиданным, но автоматическая сварка, также известная как автоматическая сварка, существует с 1960-х годов.Технология автоматической сварки, впервые примененная в автомобильной промышленности, сейчас используется многими другими производителями.
Автоматическая сварка означает, что сварка выполняется машиной, которая выполняет большую часть работы, хотя присутствие человека необходимо для выполнения одной из двух ролей. Первая роль — это управление аппаратом, когда используется полуавтоматическая сварка. Во второй роли человек наблюдает за процессом сварки и следит за тем, чтобы машина работала правильно.
Первая роль — это управление аппаратом, когда используется полуавтоматическая сварка. Во второй роли человек наблюдает за процессом сварки и следит за тем, чтобы машина работала правильно.
Так чем же автоматизация сварочного процесса помогает вам и вашему бизнесу? Чтобы полностью ответить на этот вопрос, вот основные преимущества автоматической сварки по сравнению с ручной сваркой.
Добавлена производительность
Если вы выполняете большое количество сварочных операций каждый день, с точки зрения производительности, имеет смысл перейти на автоматическую сварку. Даже если у вас есть опытные сварщики, работающие над задачами вручную, они даже не смогут приблизиться к производственному уровню, достигнутому за счет автоматизации.
Причина этого проста: автоматическое производство дает возможность постоянно повторять цикл сварки. Машина может работать в течение всего дня без сбоев и падений качества.
Этого нельзя сказать о ручной сварке. Выбирая ручной режим, вы должны учитывать предел, которого может достичь сварщик. Хотя они могут продолжать работать часами напролет, у всех сотрудников есть порог, и если он будет превышен, они будут напряжены, и в результате качество их работы резко упадет. Вы также не можете учитывать то обстоятельство, что сварщик заболел и ему пришлось взять отпуск с работы.
Хотя они могут продолжать работать часами напролет, у всех сотрудников есть порог, и если он будет превышен, они будут напряжены, и в результате качество их работы резко упадет. Вы также не можете учитывать то обстоятельство, что сварщик заболел и ему пришлось взять отпуск с работы.
Качество без потери
Как подчеркивалось в предыдущем разделе, вам не нужно беспокоиться о том, что сварочные операции будут различаться по качеству.Благодаря тому, как работает автоматический сварочный аппарат, каждый производимый продукт имеет одинаковое качество. Нет разницы в том, как выглядит один сварной шов по сравнению с другим.
Невозможно добиться такого стабильного качества даже для самых опытных сварщиков. Ни один рабочий не может достичь 100% стабильности, которую производит машина. Человеческая ошибка всегда может возникнуть в какой-то момент, будь то из-за самоуспокоенности или из-за искренней ошибки.
Помимо человеческой ошибки, при ручной сварке могут возникнуть и другие проблемы с качеством.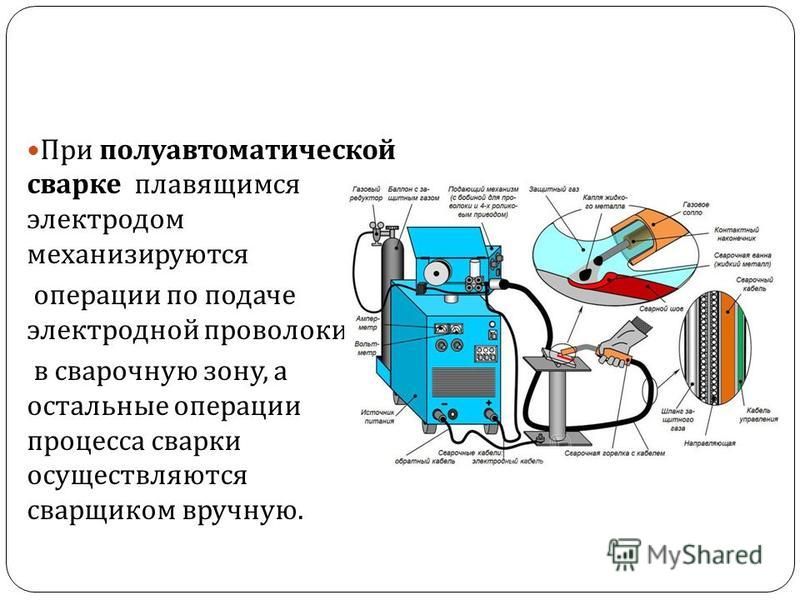 Эти проблемы включают неглубокое проплавление, пористость и образование сварочных брызг. Однако, если эту работу выполняет автоматический сварочный аппарат, подобные проблемы не вызывают беспокойства.
Эти проблемы включают неглубокое проплавление, пористость и образование сварочных брызг. Однако, если эту работу выполняет автоматический сварочный аппарат, подобные проблемы не вызывают беспокойства.
Гибкая система
В сравнении с ручной сваркой есть преимущества для обеих сторон с точки зрения гибкости. Например, сварщик-человек может легко перемещаться с одной рабочей станции на другую. Это означает, что они могут выполнять несколько различных сварочных задач в течение ограниченного периода времени — и, как правило, быстрее, чем с помощью автоматического сварочного аппарата.
Однако не стоит недооценивать гибкость автоматизации. Эти сварочные аппараты сконструированы таким образом, что они могут выполнять любую возможную регулировку, которая вам потребуется, в соответствии с вашими сварочными операциями. Добавьте к этому их легкую мобильность, и автоматические системы обеспечат высокий уровень гибкости.
Меньше спроса на сотрудников
Хорошо, ни один бизнес не любит, когда люди теряют работу. Однако сотрудники стоят дорого. Особенно это касается высококвалифицированных сварщиков. Кроме того, вы не только должны покрывать их заработную плату, но также должны учитывать другие льготы и расходы, которые необходимо покрыть для сотрудников, работающих полный рабочий день.
Однако сотрудники стоят дорого. Особенно это касается высококвалифицированных сварщиков. Кроме того, вы не только должны покрывать их заработную плату, но также должны учитывать другие льготы и расходы, которые необходимо покрыть для сотрудников, работающих полный рабочий день.
С помощью автоматической системы вы можете значительно снизить эти расходы. Хотя вам все равно нужно будет нанять кого-нибудь для работы на машине, он не обязательно должен быть опытным сварщиком. Им просто нужно научиться управлять машиной по мере необходимости.
Кроме того, значительно снизятся производственные затраты. Поскольку человеческие ошибки обычно исключаются из уравнения, количество производственных отходов значительно сокращается. Вам также не нужно беспокоиться о травмах сотрудников из-за несчастного случая на сварке.
Разумное долгосрочное вложение
Если вы посмотрите на цены на сварочный автомат, вы можете подумать, что они слишком дороги для ваших нужд. Это особенно актуально для начинающего бизнеса, который ищет более дешевое оборудование, то есть ручные сварочные инструменты. Несмотря на то, что вы можете найти недорогие сварочные автоматы, некоторым все же может показаться, что ручная сварка является более экономичным вариантом.
Несмотря на то, что вы можете найти недорогие сварочные автоматы, некоторым все же может показаться, что ручная сварка является более экономичным вариантом.
С учетом вышесказанного, автоматизация сварки в долгосрочной перспективе дает рентабельные преимущества.
Это правда: вложения в ручную сварочную установку изначально дешевле. Это даже в том случае, если у вас есть сварочные материалы и необходимость нанять квалифицированного сварщика. Однако в долгосрочной перспективе такой подход может оказаться более дорогостоящим. Как упоминалось ранее, необходимо учитывать постоянные затраты на рабочую силу и производственные отходы. Вскоре они появляются, что в долгосрочной перспективе дает преимущества сварочному автомату.
Даже при всех этих преимуществах в пользу автоматических сварочных аппаратов решение о том, какой вариант лучше всего, в конечном итоге зависит от ваших планов.Тем не менее, если вы хотите увеличить производство, повысить качество и снизить затраты, вам следует выбрать автоматическую сварку.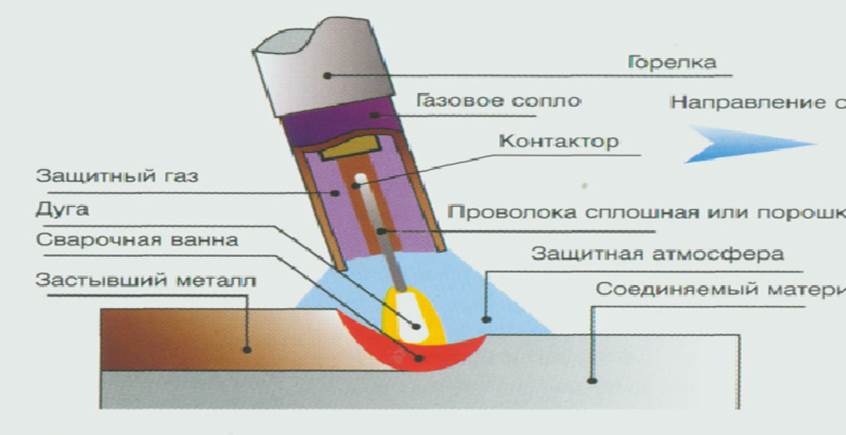
Нужна поддержка или совет? Позвоните нам! Мы рады помочь!
Классификация сварочных процессов: 7 видов
Эта статья проливает свет на семь основных типов сварочных процессов. Типы: 1. Ручная сварка 2. Полуавтоматическая сварка 3. Автоматическая сварка 4. Автоматическая сварка 5. Адаптивное управление 6. Дистанционная сварка 7. Роботизированная сварка.
Тип №1.Ручная сварка:Подразумевается, что все восемь операций последовательности сварки выполняются вручную. Однако обратите внимание, что этап 4, который представляет собой «относительное движение между сварочной головкой и изделием», может включать в себя некоторую механическую помощь, такую как сварочный манипулятор, который перемещает деталь примерно с правильной скоростью для сварки.
Один из таких манипуляторов, называемый гравитационным двигателем, показан на рис. 21.1, на котором сварщик наматывает груз, а затем регулирует скорость стола, удерживая край и позволяя ему проходить сквозь пальцы с желаемой скоростью, что позволяет ему выполнять более аккуратные и непрерывные сварные швы.-moskva.jpg) о круговых аферах в положении сварки вниз.
о круговых аферах в положении сварки вниз.
Ручная сварка наиболее популярна при сварке SMAW, GTAW, газокислородной и плазменной сварке.
Тип # 2. Полуавтоматическая сварка:В этой системе этап 5, который представляет собой «управление параметрами сварки, такими как скорость подачи проволоки в GMAW или длительность тока при контактной сварке с помощью сварочного аппарата, является автоматическим», но сварочные средства находятся в руках. Этап 4, то есть относительное движение между сварочной головкой и работой, обычно выполняется вручную, но можно использовать механические средства, такие как конвейерная лента или рабочий манипулятор.Таким образом, процесс GMAW можно использовать в сочетании с гравитационным двигателем для повышения качества и производительности сварки.
Различные операции на стадиях 3 и 6, то есть «запуск и остановка работы», могут выполняться последовательно автоматически с помощью одного двухпозиционного переключателя.
Полуавтоматическая сварочная система наиболее популярна с GMAW и FCAW. Хотя этот метод можно использовать с процессами GTAW, SAW и ESW, но он используется редко.
Тип # 3. Сварочный автомат :Это система, в которой, по крайней мере, этап 5, который представляет собой «управление параметрами сварки», и этап 4, то есть «относительное перемещение между сварочной головкой и изделием», выполняются автоматически. Обычно один переключатель, работающий через устройство последовательности, управляет элементами управления питанием и расходными материалами, такими как провод и газ. Это также может привести к автоматическому срабатыванию устройства для заполнения кратера, если оно установлено. На рис. 21.2 показана блок-схема типичной автоматической сварочной системы.
В автоматической системе сварки этапы 1, 2, 7 и 8 выполняются вручную или запускаются вручную. Согласно приведенной выше логике, гравитационная сварка классифицируется как переносной автоматический метод сварки.
Автоматическая сварочная система наиболее популярна с процессами SAW и ESW. Он также в ограниченной степени используется в процессах GTAW, GMAW, FCAW и плазменной сварки.
Тип № 4. Автоматическая сварка:Автоматическая сварочная система выполняет все восемь этапов от сборки и передачи деталей на сварочную головку без регулировки органов управления сварщиком.Сварка, которая может быть завершена в один или несколько этапов, и окончательный выброс готового продукта выполняются механически без ручного вмешательства. Важным аспектом автоматизированной сварки является то, что оператору не нужно постоянно контролировать операцию. По сравнению с автоматической сваркой это увеличивает производительность, улучшает качество и снижает утомляемость оператора.
На рис. 21.3 показана принципиальная схема автоматизированной сварочной системы, в которой используются мини-компьютер, мульти-программатор и блок отслеживания мошенничества. Автоматические сварочные системы широко используются с процессами SAW, GMAW и FCAW. В ограниченной степени GTAW, PAW и ESW также используются в автоматических режимах.
Автоматические сварочные системы широко используются с процессами SAW, GMAW и FCAW. В ограниченной степени GTAW, PAW и ESW также используются в автоматических режимах.
Рис. 21.3 Принципиальная схема автоматизированной сварочной системы
Тип # 5. Адаптивное управление:В связи с более широким использованием автоматических и автоматизированных сварочных систем крайне важно, чтобы сварочная головка двигалась точно по траектории соединения, и чтобы обеспечить сварные швы с желаемыми характеристиками и качеством.Обычно это делается с помощью устройств, называемых адаптивным управлением.
Таким образом, адаптивное управление в сварочных системах преследует две цели, а именно: отслеживание мошенничества и контроль качества.
Существует несколько типов устройств для отслеживания шва. Самый простой из них показан на рис. 21.4. представляет собой механический толкатель, который использует подпружиненные колеса для физического следования стыковому шву. Эта система удовлетворительно работает на длинных горизонтальных или вертикальных путях, но может оказаться бесполезной для отслеживания швов по изогнутой траектории, как видно из двух положений этого типа трекера мошенничества, показанных на рис.21.5.
Эта система удовлетворительно работает на длинных горизонтальных или вертикальных путях, но может оказаться бесполезной для отслеживания швов по изогнутой траектории, как видно из двух положений этого типа трекера мошенничества, показанных на рис.21.5.
Другие системы отслеживания швов включают электромеханические устройства, в которых используются легкие электронные датчики. Однако их способность отслеживать многопроходные сварные швы и швы с квадратными канавками ограничена. На них также отрицательно влияет высокая температура сварки.
Некоторые другие системы, используемые в процессе GTAW, основаны на обнаружении дуги с использованием управления напряжением дуги для поддержания пути. Более сложные версии отслеживания дугового шва используют механизм для колебания дуги и интерпретации изменения характеристик дуги для определения местоположения стыка.Такая система может быть или не быть желательной для конкретного процесса сварки и может быть ограничена в скорости движения из-за требований к колебаниям.
Безусловно, самые сложные системы отслеживания мошенничества относятся к оптическому типу, в которых используются видеокамеры, как показано на рис. 21.6, или другие устройства для получения двух- или трехмерного изображения сварного шва. Эти изображения используются компьютерной системой, чтобы сварочная головка очень точно следовала траектории соединения.
Оптическая система отслеживания шва с использованием лазерного луча — это новейший метод достижения высокой точности при следовании заданной траектории сварки.Однако острые углы и эффект сварочного тепла и дыма по-прежнему создают проблемы, которые не решаются полностью.
Адаптивное управление при использовании для контроля качества в процессе контактной сварки позволяет продолжать процесс до тех пор, пока не сформируется крупинка нужного размера.
Когда используется какая-либо форма адаптивного управления, слова «с отслеживанием мошенничества» или «с адаптивным управлением» должны быть добавлены к основному режиму процесса, например, «автоматическая сварка с отслеживанием мошенничества или точечная сварка сопротивлением с контролем качества в процессе. ‘.
‘.
Дистанционная сварка и автоматическая сварка имеют много общего. В обоих случаях сварка выполняется без непосредственного присутствия сварщика-человека. В случае автоматической сварки оператор может находиться всего в нескольких метрах от места проведения сварки, но сварщик также может находиться на расстоянии многих метров.
Это связано с тем, что мониторинг и регулировка не требуются во время работы. Во многих случаях сварочные операции выполняются за шторами, поэтому оператор не может даже видеть операции или на него не влияет дуга.
Дистанционная сварка во многом похожа на автоматическую сварку тем, что сварщик не находится в месте сварки и может находиться на большом расстоянии от него. Однако разница в том, что автоматическая сварка обычно предназначена для выполнения одного и того же идентичного сварного шва раз за разом. Дистанционная сварка обычно включает операции технического обслуживания, при которых каждый сварной шов может отличаться от предыдущего.
Если один и тот же сварной шов выполняется снова и снова, дистанционная сварка становится похожей на автоматическую сварку.Дистанционная сварка становится все более широко используемой с увеличением числа атомных электростанций. Как правило, это выполняется там, где люди не могут присутствовать из-за враждебной атмосферы, например, там, где существует высокий уровень радиоактивности. Поэтому блоки технического обслуживания должны предусматривать удаленную работу, включая сварку.
Некоторые из типичных применений дистанционной сварки включают запечатывание радиоактивных материалов в металлические контейнеры. Герметизация твэлов и стержней мишеней также выполняется в атомной промышленности дистанционной сваркой, как показано на рис.21.12.
Дистанционная сварка находит применение на некоторых предприятиях радиохимической обработки, где работают с высококоррозионными растворами. Это также делается для ядерных реакторов, где условия эксплуатации требуют наивысшего качества сварки. Заглушка негерметичных трубок теплообменников на атомных электростанциях — еще одно применение удаленной сварки с использованием автоматической установки GTAW.
Заглушка негерметичных трубок теплообменников на атомных электростанциях — еще одно применение удаленной сварки с использованием автоматической установки GTAW.
Сварные швы труб в радиоактивной атмосфере также выполняются дистанционно с помощью автоматических GTAW-головок.Дистанционные сварные швы в трубах и трубках выполняются так, как если бы они выполнялись на оборудовании в нормальных условиях.
Тип # 7. Роботизированная сварка: Роботизированная сварка в основном является частью автоматизированной сварочной системы, но рассматривается отдельно, потому что из всех технологий, доступных в настоящее время, роботы, возможно, являются наиболее захватывающими и, следовательно, нуждаются в особом справочнике по автоматизации сварки. Шарнирно-сочлененные роботы могут точно имитировать продуктивные действия человека в сварочной среде и в определенных пределах обеспечивают приемлемую альтернативу для выполнения многих монотонных и, следовательно, утомительных задач, которые часто встречаются в промышленности. В этом контексте робот может быть экономичным решением многих задач дуговой сварки.
В этом контексте робот может быть экономичным решением многих задач дуговой сварки.
В простейшем случае робот — это манипулятор, который можно программировать по желанию. Манипулятор приводится в действие исполнительными механизмами, такими как электродвигатели, и управляется компьютером. У большинства сварочных роботов есть пять или шесть осей, по которым они перемещаются. Некоторые из этих осей являются линейными, а другие — вращательными.
Комбинация линейных осей и осей вращения делает робота более или менее подходящим для конкретной задачи или ряда задач.Контроллер робота имеет память, в которой могут храниться программы, и эти программы можно воспроизводить по желанию. Таким образом, обучаемые программы могут быть записаны для использования в будущем. Поскольку роботы обладают такой гибкостью, они отличаются от фиксированной автоматизации, которая предназначена только для одной задачи. На рис. 21.13 показаны основные элементы роботизированной сварочной системы, использующей шарнирно-сочлененный робот.
Без сомнения, роботы не могут выполнять всю работу, выполняемую в настоящее время людьми, и сомнительно, что они когда-нибудь будут.Там, где должны свариваться экзотические материалы или где доступ сильно ограничен, где допуски на предварительные сварочные процессы недостаточно легкие или когда компоненты не могут быть надлежащим образом зажаты во время сварки, возможности использования робота сокращаются.
Несмотря на эти ограничения, существует множество приложений, в которых роботизированная система доказывает свою ценность, потому что сварка вряд ли может не стать областью роста, поскольку операция по своей природе трудоемкая, часто повторяющаяся и является экологически неприятным занятием, поэтому она требует навыки, которые довольно легко могут быть переданы роботу. Также случайно при сварке часто используется рабочий манипулятор, устройство, которое благодаря своим собственным движениям может упростить программу, которую необходимо обучить роботу, и может легко взаимодействовать с последним.
Таким образом, эффективная роботизированная сварка — это не только вопрос правильного взаимодействия между управляющей электроникой и сварочным комплексом, но также зависит от прецизионного программируемого оборудования для обработки деталей, работающего в очень узких диапазонах.
Типы сварочных роботов:
В области сварки роботы были впервые представлены для точечной сварки в автомобильной промышленности, и они хорошо зарекомендовали себя в этой области. Однако в настоящее время основное внимание уделяется разработке сварочных роботов MIG.В последнее время были разработаны даже сварочные роботы TIG, потому что сварка TIG — это сложная, медленная и, следовательно, утомительная работа, при которой сварочная горелка должна находиться в точном положении, а сварщик вынужден мириться с интенсивно пульсирующей дугой вольфрамового электрода.
Если соединение требует присадочной проволоки, ситуация еще хуже, поскольку другая рука должна подавать проволоку под правильным углом и с такой же точностью. Когда заготовка имеет сложную форму с несколькими короткими соединениями под разными углами или в случае несимметричного соединения труб, подходящего оборудования до сих пор не было.Поскольку к сварке TIG прибегают только в том случае, если основной материал представляет собой специальный сплав или когда в процессе производства необходимо обеспечить полное проплавление без каких-либо сварочных дефектов, это обычно только для некоторых специальных применений.
Когда заготовка имеет сложную форму с несколькими короткими соединениями под разными углами или в случае несимметричного соединения труб, подходящего оборудования до сих пор не было.Поскольку к сварке TIG прибегают только в том случае, если основной материал представляет собой специальный сплав или когда в процессе производства необходимо обеспечить полное проплавление без каких-либо сварочных дефектов, это обычно только для некоторых специальных применений.
Однако, поскольку он используется для изготовления критических соединений в таких отраслях, как авиастроение, производство пищевых продуктов, химическая промышленность, производство огнестрельного оружия и прецизионных инструментов, роботы для сварки TIG были разработаны для промышленного использования, в котором они работают. сварочной горелкой и подает присадочную проволоку в стык.На рис. 21.14 показаны основные элементы системы сварки TIG, использующей инфракрасный сканер для отслеживания шва.
Рис.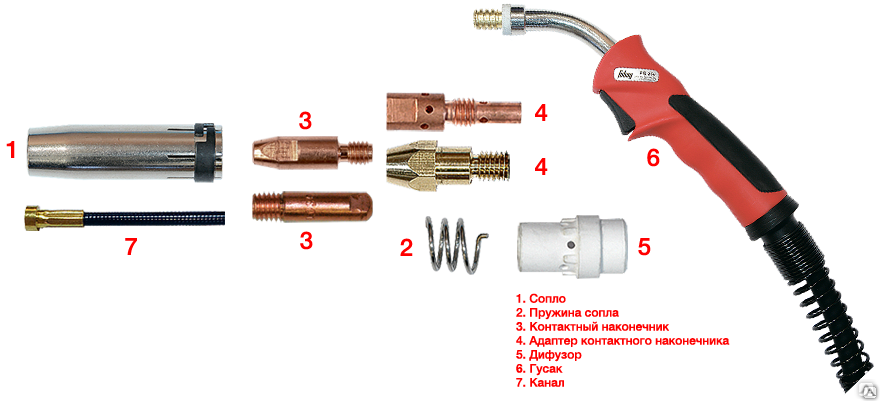 21.14 Робот-система для сварки TIG, использующая инфракрасный сканер для отслеживания мошенничества
21.14 Робот-система для сварки TIG, использующая инфракрасный сканер для отслеживания мошенничества
Последней разработкой в индустрии сварочных роботов является внедрение робота, который использует систему технического зрения на основе лазера для дуговой сварки, когда свариваемые детали имеют большие неровности. Такой робот может обнаруживать вариации и исправлять их, как это сделали бы люди в реальном времени.
Для эффективного использования сварочного робота важно следовать установленной процедуре, иначе это может привести к смещению дуги и, как следствие, низкому качеству сварных швов, как показано для стыковых и угловых швов на рис. 21.15 и 21.16 соответственно. Кроме того, неправильная процедура может повлечь за собой дополнительное перемещение заготовки, как показано на рис. 21.17, что приведет к задержке в производстве и увеличению стоимости продукта.
Меры предосторожности при использовании роботов :
Использование робота никоим образом не отменяет существующие требования безопасности к любой сварочной установке. Робот, безусловно, поможет, потому что его использование позволяет убрать людей из опасных или нездоровых ситуаций. Это не только улучшает трудовые отношения, но также может повысить производительность за счет устранения перерывов на отдых, которые часто требуются по закону при определенных обстоятельствах.
Робот, безусловно, поможет, потому что его использование позволяет убрать людей из опасных или нездоровых ситуаций. Это не только улучшает трудовые отношения, но также может повысить производительность за счет устранения перерывов на отдых, которые часто требуются по закону при определенных обстоятельствах.
Риск, который робот вносит в окружающую среду, лучше всего понять, если рассматривать робота как слепую, глухую и немую автоматизацию, которая будет реагировать только на сигналы, вводимые непосредственно в его мозг.Однако роботы могут точно имитировать навыки человека, но это только в том случае, если окружающая среда остается постоянной.
Самая большая сила робота в том, что он может игнорировать тепло, свет, излучение и т.д. В свете этих фактов следует признать, что роботы и люди плохо сочетаются друг с другом и что пропуски должны выдаваться тем сотрудникам, которым разрешено контактировать с роботизированной системой.
Роботизированные системы представляют собой сложные взаимодействия компьютерной электроники, механических систем и систем управления. Они могут выйти из строя неожиданным образом, поэтому необходимо принять меры для защиты окружающих людей и процессов. Это называется отказоустойчивым. В аварийных ситуациях всегда должна быть предусмотрена возможность ручного управления.
Они могут выйти из строя неожиданным образом, поэтому необходимо принять меры для защиты окружающих людей и процессов. Это называется отказоустойчивым. В аварийных ситуациях всегда должна быть предусмотрена возможность ручного управления.
Заявки:
Роботы находят применение на работе, которая может быть опасной для человека, или на грязной или утомительной работе, где трудно поддерживать эффективность.Помимо снижения затрат за счет повышения производительности, другими преимуществами роботов являются постоянная точность, минимальные потери материалов, стабильная оплата труда, потому что отсутствие работы означает отсутствие оплаты, и, наконец, не будет проблемой нехватка квалифицированного персонала.
Теоретически робота можно использовать даже для разовой работы, но было бы явно напрасной тратой времени постоянно программировать робота, если задача может быть выполнена за одно и то же время традиционными методами. Однако, если это серийное производство и партия повторяется с любой регулярностью, скажем, еженедельно или ежемесячно, и если приспособления могут быть точно расположены после их использования для первого сварного шва, то использование робота может быть распределено по многим компонентам. .
.
Когда размер партии становится слишком большим, необходимо снова проверить робота, чтобы выяснить, не может ли стационарная автоматизация быть лучшим предложением. В этих обстоятельствах роботы могут быть оправданы, если партия будет меняться каждый год, так что затраты на переоборудование могут быть ограничены.
Размер сварной конструкции обычно не вызывает трудностей при обращении с ней при условии обеспечения доступа. С другой стороны, толщина свариваемого материала накладывает множество ограничений, например, когда металл становится очень тонким, скажем, менее 1 мм, сварка становится все более и более критичной.
Сварной шов нужно укладывать очень быстро, чтобы избежать прожога », а сварной шов может сильно деформироваться во время сварки. Эти нежелательные условия не подходят роботу, который в основном ожидает относительно стабильного набора условий сварки. При возникновении трудностей иногда возможно либо перепроектировать продукт, либо перепланировать работу в соответствии с требованиями робота. Следовательно, использование сварочного робота, вероятно, также будет стимулировать изменения в конструкции продукта, чтобы облегчить доступ к стыкам, и из-за улучшенного качества поверхности сварного шва может быть указано больше внешних сварных швов.
Следовательно, использование сварочного робота, вероятно, также будет стимулировать изменения в конструкции продукта, чтобы облегчить доступ к стыкам, и из-за улучшенного качества поверхности сварного шва может быть указано больше внешних сварных швов.
Робот стоит :
Стоимость роботизированной системы для дуговой сварки может варьироваться от 25 лакхов до 30 рупий. Ожидается, что срок службы роботизированной системы дуговой сварки составляет от 10 до 20 лет. Если система стареет, она, вероятно, устареет и будет относительно неэффективной. Кроме того, неразумно ожидать, что поставщики роботов будут хранить запасные части для роботов каждой модели на неопределенный срок.
Ожидается, что роботы увеличат производительность на 200–300 процентов по сравнению с лучшей ручной производительностью.
В нормальных условиях робот окупит себя в течение 2–3 лет. Затраты на техническое обслуживание сравнительно низкие, и в среднем робот работает около 500 часов или около 3 месяцев рабочего времени между поломками.
Процесс дуговой сварки под флюсом (SAW)
Процесс дуговой сварки под флюсом, который первоначально был разработан Linde — Union Carbide Company, обычно используется в станках с балками, стрелами, тракторами и многоголовыми установками. В отличие от процесса сварки открытой дугой, сварка под флюсом выполняется под защитным слоем флюса.Это означает, что дуга постоянно покрывается или погружается под флюс, что устраняет любое незащищенное излучение дуги и необходимость в сварочных экранах.
Как работает процесс SAW Сварка под флюсом может быть полностью автоматической или полуавтоматической. Дуга плоская и поддерживается между концом неизолированного проволочного электрода и сварным швом. Электрод постоянно подводится к дуге по мере ее плавления. В автоматической версии SAW это достигается за счет набора роликов, приводимых в движение управляемым двигателем, чтобы обеспечить подачу проволоки в дугу со скоростью, эквивалентной скорости плавления электрода. В результате длина дуги остается постоянной.
В результате длина дуги остается постоянной.
Слой гранулированного флюса обеспечивает защитную оболочку, под которой происходит сварка. Бланкет создается, когда часть флюса расплавляется. Остаток флюса восстанавливается и используется повторно, если он не загрязнен.
Пистолеты для автоматической дуговой сваркиПри автоматической сварке под флюсом обычно используются три типа горелок. К ним относятся пистолет для подачи бокового потока, пистолет для глубоких канавок и пистолет для подачи концентрированного потока.
Пистолет для подачи концентрированного флюса наносит флюс вокруг проволоки. Как с помощью пистолета с боковой подачей потока, так и с помощью пистолета для глубоких канавок, флюс подается из подвесного гравитационного бункера к узлу отсечки флюса пистолета.
Тип пистолета, выбранный для определенной работы, может зависеть от конструкции соединения и / или предпочтений сварщика.
Переменные процесса SAW Есть несколько ключевых параметров процесса дуговой сварки под флюсом.