Производство трубопроката — технологии, материалы
Различия в производственной технологии
Наличие либо отсутствие сварного шва – главный признак, дающий представление о том, как делают стальные трубы. На основании данного признака производится деление проката на две промышленные группы:
- бесшовные изделия, получаемые в результате прошивки круглой или граненой стальной заготовки с последующей раскаткой и прокаткой полой гильзы;
- сварные трубы, получаемые путем пластической деформации листовой стали с последующей сваркой и обработкой спиральных либо прямых швов.
Бесшовную продукцию производят на трубопрокатных станах, работающих в паре с короткооправочными установками. Методы изготовления стальных труб без шва довольно дороги из-за большого расхода материала при формировании гильзы. Сварные изделия значительно дешевле, но по прочностным показателям они уступают бесшовным трубам. Потому бесшовный прокат стараются использовать только в случаях, когда по расчетным данным трубы со швом могут не выдержать нагрузки.
Производство сварного трубопроката
Сортамент сварного трубопроката существенно шире. Диаметр данной продукции достигает 2,5 м. Исходным материалом для производства служит стальная лента или листовой металлопрокат. От типа материала зависит, как делают швы и изготавливают стальные сварные трубы.
Способы производства сварных швов:
- продольная сварка холоднодеформированной листовой заготовки;
- кузнечный метод соединения стыков;
- электродуговой способ сварки швов под флюсом;
- электроконтактная сварка в трубоэлектросварочном агрегате.
В соответствии с последней методикой, изготавливаются стальные водогазопроводные трубы с целью защиты от коррозионных явлений. Так как изделия предназначены для работы под гидравлическим давлением, проводится тщательный контроль толщины стенок и качества сварки.
Из чего делают стальные трубы?
В изготовлении трубопроката используются обыкновенные низколегированные и нержавеющие стальные сплавы.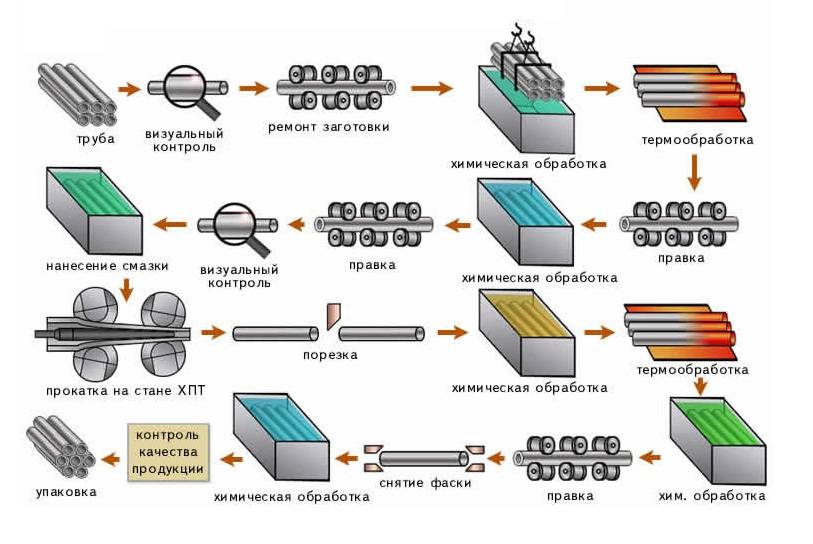
- марки КП – кипящей стали обыкновенного качества – применяют в производстве труб, эксплуатируемых в условиях температуры не ниже минус 20ºС;
- марки ПС и СП – спокойной и полуспокойной кипящей категории – используются в изготовлении трубопроката, отлично работающего при низких температурах;
- низколегированные сплавы применяют для изготовления трубопроката, способного выдержать значительные температурные колебания;
- нержавеющие стальные сплавы требуются в производстве труб, предназначенных для транспортировки агрессивных веществ.
Так как низколегированные виды сталей для труб отличаются плохой свариваемостью, монтаж трубопроводов из них выполняют с помощью фасонных деталей.
Наша продукция Как заказать трубы ППУ Размещая заявку на поставку тепловой трубы ППУ в нашей компании каждому Заказчику гарантируется индивидуальный подход, оперативность, точность и четкость исполнения контрактных обязательств. Отправить спецификацию заказа Наименования номенклатуры изделий, маркировка и иные условные обозначения у разных проектных организаций и производителей могут отличаться, что может потребовать дополнительных уточнений и согласований содержания спецификации заказа между потребителем и офисом продаж. Предлагаем краткие требования к условным обозначениям номенклатуры изделий, используемым на нашем предприятии. Наши преимущества Мы исповедуем индивидуальный подход в работе с каждым клиентом, стараясь максимально удовлетворить требования по его заявке на поставку продукции нашего предприятия. Калькулятор Специализация компании СТС Изоляция Наша продукция: Производим энергоэффективные стальные трубы в ППУ изоляции по технологии вспенивая полиуретана в сборной трехуровневой конструкции «сталь + жесткий пенополиуретан + полиэтилен/оцинкованная сталь» по ГОСТ 30732-2020. Наши потребители: Заказчиками нашей продукции являются строительные, монтажные и сервисные компании коммунальной энергетики, ЖКХ, нефтехимии, а также предприятия нефтегазового сектора и промышленности. Параметры применения пенополиуретановой теплоизоляции: Инженерные сети с рабочим давлением до 1,6 МПа и температурой транспортируемого вещества до 140С Цельсия. Сфера применения нашей продукции:
Наши услуги:
География поставок Продукция предприятия имеет обширную географию поставок и за более чем десятилетнюю историю работы нами была произведена отгрузка широкой номенклатуры изделий на более, чем тысячу предприятий в десятки городов и населенных пунктов РФ. В числе приобретавших трубы в ППУ изоляции нашего производства множество предприятий из таких городов, как Москва (а также Московской области), Ярославль, Рязань, Калуга, Владимир, Тверь, Тула, Вологда, Кострома, Нижний Новгород, Волгоград и потребителей из Казахстана. Специальное предложение Новости | Телефон: +7 (495) 979-54-48, тел./факс: +7 (495) 660-11-08 Работа склада: 8:00 — 17:00 (пн — пт) Работа офиса: 9:00 — 18:00 (пн — пт)
|
 Поскольку этапы строительства трубопроводов жестко взаимосвязаны с текущей комплектацией, наш клиент должен получить свой заказ с гарантией по качеству, очередности, количеству и точно в срок.
Поскольку этапы строительства трубопроводов жестко взаимосвязаны с текущей комплектацией, наш клиент должен получить свой заказ с гарантией по качеству, очередности, количеству и точно в срок. На поточных заводских линиях осуществляем нанесение теплоизоляции на прямые участки трубопроводов, фасонные изделия, шаровые краны и компенсаторы. Осуществляем комплексное снабжение расходными материалами для монтажа стыковых соединений и приборами электронной системы контроля протечек ОДК.
На поточных заводских линиях осуществляем нанесение теплоизоляции на прямые участки трубопроводов, фасонные изделия, шаровые краны и компенсаторы. Осуществляем комплексное снабжение расходными материалами для монтажа стыковых соединений и приборами электронной системы контроля протечек ОДК.



Главная — Металл Сервис
черный металлопрокат
черный металлопрокат Черный металлопрокат — это продукция металлургической промышленности, получаемая на прокатных станах путем горячей, теплой или холодной прокатки черной стали различных марок.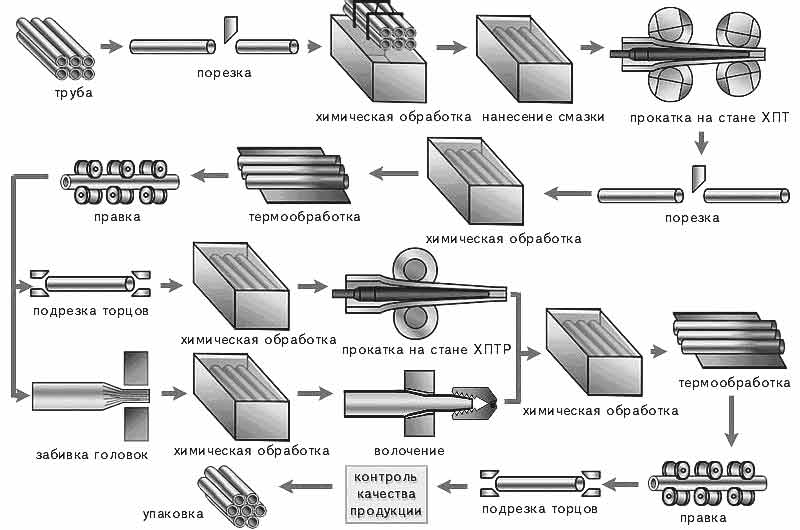
Цветной металлопрокат
Цветной металлопрокат — это изделия, выполненные из цветных металлов с помощью метода прокатки. К цветным металлам, прежде всего, относится никель, медь, цинк, олово, алюминий, золото, титан, серебро, различные редкоземельные, радиоактивные и тугоплавкие металлы.
Нержавеющий металлопрокат
Нержавеющий металлопрокат Нержавеющий металлопрокат — это прокат, содержащий в своем составе легирующие добавки в виде хрома, никеля, марганца и других металлов. Нержавеющая сталь, в отличие от черного проката, отличается высокой стойкостью к коррозии, долговечностью в эксплуатации и гигиеничностью.
Нержавеющая сталь, в отличие от черного проката, отличается высокой стойкостью к коррозии, долговечностью в эксплуатации и гигиеничностью.
основные партнеры
Особенности технологии изготовления бесшовных труб
На сегодняшний день трубы стальные бесшовные широко применяются в таких областях, как авиастроение, машиностроение и автомобильная промышленность. Столь высокая популярность обусловлена тем, что, благодаря бесшовной конструкции, данный вид изделий трубного проката обладает высокой механической прочностью и надежностью.
Производство данного вида труб осуществляется путем горячей винтовой прокатки, причем в качестве заготовок используются цельные стальные слитки, внутри каждого из которых в процессе производства формируется сквозное цилиндрическое отверстие.
Основные стадии технологического процесса производства
Проводимый на агрегате с непрерывным станом, технологический процесс производства бесшовных труб включает в себя следующие стадии:
- подготовка к прокату заготовки;
- нагрев стальных слитков;
- прошивка заготовки в гильзы;
- прокатка на непрерывном стане гильз в трубы;
- предварительный подогрев труб;
- прокатка труб на редукционном стане;
- резка бесшовных труб;
- охлаждение и обработка готовых изделий.
Процесс изготовления бесшовных труб производится на непрерывном прокатном стане, в результате чего, достигается не только увеличение производительности, но и повышение качества готовой продукции.
Условно весь процесс производства бесшовных труб можно разделить два этапа: на обработку труб на прокатном и на редукционном станах.
Обработка труб на прокатном стане
Данный процесс используется для проката черновых труб определенного постоянного размера и осуществляется на непрерывном прокатном стане. Для придания трубе необходимой формы, в гильзу вставляется специальная оправка, имеющая цилиндрическую форму, после чего, эта гильза обрабатывается валами непрерывного стана.
Для придания трубе необходимой формы, в гильзу вставляется специальная оправка, имеющая цилиндрическую форму, после чего, эта гильза обрабатывается валами непрерывного стана.
Обработка труб на редукционном стане
На данном этапе с помощью редукционного стана, также называемого калибровочным, ведется резка и подгонка бесшовных труб под заданные заказчиком размеры. Для осуществления данных задач трубы подвергаются последовательной обработке на специальных трубообрезных станках, затем на станках для шлифовки торцов, и, в последнюю очередь, готовые трубы отправляются в продувочные камеры, в которых с поверхности труб удаляются окалина и металлическая стружка.
В завершении процесса производства трубы стальные бесшовные отправляются для инспекции и контроля, осуществляемые специальными подразделениями завода.
Производители бесшовных труб в России
Металлопрокат, в частности трубы, используется везде, начиная с малых частных сфер, заканчивая строительством жилых комплексов и производством. Особую популярность получили бесшовные трубы, технические характеристики которых имеют ряд отличительных особенностей, благодаря чему они могут использовать в экстремальных эксплуатационных условиях.
Особую популярность получили бесшовные трубы, технические характеристики которых имеют ряд отличительных особенностей, благодаря чему они могут использовать в экстремальных эксплуатационных условиях.
Поскольку эта металлопродукция пользуется колоссальным спросом, на территории России работают сотни заводов и фабрик, изготовляющие бесшовные трубы различного сортамента. В статье мы коротко опишем процесс производства и перечислим тех производителей, которые выпускают на рынок СНГ львиную долю такого проката.
Особенности производства
Бесшовные трубы относятся к металлопродукции, которая производится путем проката двумя методами:
- Горячекатаным
- Холоднокатаным
Отличительной чертой таких изделий является отсутствие соединительных швов. Иными словами, бесшовные трубы не имеют сварочного шва, что в разы увеличивает физические свойства изделия. Основным потребителем такого проката считаются те сферы, которые используют трубы для прокладки коммуникаций с высоким давлением рабочих жидкостей или газов.
Для изготовления используются стали высокой прочности, благодаря чему бесшовные трубы имеют низкий показатель линейного расширения, устойчивы к воздействию коррозии, особенно трубы с толстыми стенами, а также имеют высокий коэффициент теплопроводности.
Фабрики и заводы России по производству бесшовных труб
Сразу стоит отметить, что производственные показатели по всей России за последние годы практически не изменились. Если в 2013 году изготовлялось порядка 3 млн. тонн, то на сегодняшний день эти показатели едва превышают 3.3 млн. тонн в год. Это связано с тем, что емкость внутреннего рынка и потребительские запросы увеличились лишь на 0.5 млн. тонн за 7 лет, а объем экспорта снизился на 5%.
Среди самых мощных производителей бесшовных труб России стоит отметить следующие заводы и фабрики:
- ОАО «Первоуральский Новотрубный завод». Завод с огромными производственными мощностями, имеющий все основные технологии для проката бесшовных труб диаметром от 0.
 1 мм до 219 мм. На этом предприятии изготовляется больше 25 тысяч типоразмеров труб и трубного профиля.
1 мм до 219 мм. На этом предприятии изготовляется больше 25 тысяч типоразмеров труб и трубного профиля. - ОАО «Северский трубный завод». Основным направлением этого производителя является изготовление горячекатаных бесшовных труб для нефтяной промышленности. Завод входит в состав крупнейшего холдинга «Трубная металлургическая компания» России.
- ОАО «Таганрогский металлургический завод». Также входит в состав холдинга «Трубная металлургическая компания» и является одним из старейших заводов России, основанный еще в 1896 году. Производственные площади насчитывают более 2 км2.
- ОАО «Челябинский трубопрокатный завод». Челябинский трубопрокатный завод выпускает 16% трубопрокатной продукции от общего объема рынка России. Производитель изготовляет больше трех тысяч типоразмеров труб, в том числе бесшовных горячекатаных и холоднокатаных труб диаметром больше 325 мм.
- ПАО «Северский трубный завод». Самый старый трубный завод России на Урале, где производят горячекатаные трубы.
- ОАО «Волжский трубный завод». Волгоградский завод является одним из немногих предприятий, который получил американскую лицензию на изготовление бесшовных труб по стандарту API 5L. Завод ежегодно получает новые иностранные инвестиции на развитие трубного производства.
 1 мм до 219 мм. На этом предприятии изготовляется больше 25 тысяч типоразмеров труб и трубного профиля.
1 мм до 219 мм. На этом предприятии изготовляется больше 25 тысяч типоразмеров труб и трубного профиля.
Кроме вышеперечисленных гигантов трубопроизводства можно отметить еще десятки заводов и фабрик, где активно выпускается трубопрокат бесшовного типа:
- ОАО «Волгореченский трубный завод»
- ОАО «Альметьевский трубный завод»
- ОАО «Альметьевский трубный завод»
- ООО «АГИС СТАЛЬ»
- ЗАО «АРМИСПРОМСТРОЙ»
- ЗАО «Ижорский трубный завод» (ИТЗ)
- ЗАО «БАЛТСТАЛЬПРОКАТ»
- ОАО «Выксунский металлургический завод»
- ООО «ВИСМА»
Это далеко не конец списка, где производят бесшовные трубы в России. Рост и спад производства в этой отрасли постоянно колеблются в условиях внутреннего и мирового рынка. Заводы со старым оборудованием закрываются, а на смену им открываются новые, современные предприятия.
Склад бесшовных труб «Металлобаза»
Около 60% металлопроката реализуется непосредственно со складских территорий дочерних или дилерских компаний. Склад «Металлобаза» предлагает огромный ассортимент бесшовных труб и другого проката отечественного производства. Наши склады оборудованы для идеальной сохранности продукции, а ценовая политика позволяет хорошо экономить на больших закупках.
Мы одна из крупнейших баз трубопроката в Москве и области, где можно заказать бесшовные трубы любого типоразмера и сортаменте. Предоставляем сертификаты качества и сопровождающую документацию на весь ассортимент. Звоните +7 (495) 772-97-15. Менеджеры помогут собрать отгрузку и организуют оперативную доставку по всей России.
Комментарии
Производство труб большого диаметра по ГОСТ
Стальные решения для серьезных задач!
Планируете закупить стальные трубы большого диаметра от производителя, гарантирующего 100% качество?
Выбирайте продукцию трубной компании «7 Диаметров», которая проходит три уровня контроля перед поставкой к вам!
Готовы верить ФАКТАМ, а не словам?
- Штатные специалисты и эксперты со стороны контролируют все этапы: от подбора сырья и технологий изготовления до качества конечного продукта!
- Готовые металлические изделия в обязательном порядке подвергаются независимой экспертизе «Единого Центра Неразрушающего Контроля».
- Проверяется геометрия каждой стальной трубы, проводится неразрушающий ультразвуковой контроль прочности сварных соединений.

Мы поставляем клиенту трубную продукцию, сопровождаемую сертификатами соответствия нормам ГОСТ 10706/20295.
Грамотный процесс изготовления труб: залог качественного результата
Изготовление труб большого диаметра из листового металла осуществляется лицензированными специалистами на технологических площадках специального назначения.
Трубная компания «7 Диаметров» отвечает ЗА:
- Надежность каждого листа стали, поступающего от проверенных производителей и поставщиков.
- Неукоснительное выполнение технологических регламентов в процессе изготовления и приемки.
- Химические/механические свойства и класс прочности (от К38 до К60) производимых изделий.
- Соответствие размеров и предельных отклонений по ним ГОСТ 10704-91.
- Высокое качество прямошовных труб из стали на выходе, отвечающее нормам и жестким требованиями Госстандарта.

Интересует производство труб большого диаметра? Мы умеем слушать запросы Заказчика и оперативно реализовывать их в любых объемах!
Технология изготовления стальной арматуры
Технологии, используемые для производства армирующего металлопроката:
- волочение;
- прокатывание;
- деформирование.
У каждого из указанных методов есть особенности, которые обеспечивают выполнение разных производственных и функциональных задач.
Волочение
Метод применяется для изготовления гладких прутьев сечением до 6 мм. Изделия получаются вследствие прокатки заготовок из стали через поочередно сужающиеся отверстия. Конечный размер фильера определяет диаметр готового стержня.
Технология энергоемкая, а размеры оборудования подходят для производств, где есть просторные цеховые помещения. Помимо механического воздействия, на металлопрокат оказывается термическое и химическое влияние для повышения критериев прочности и коррозионной защиты.
Горячая прокатка
Нагретая металлическая заготовка пропускается через зазор между вращающимися валками прокатных устройств. Они могут быть гладкими или профилированными. Данный способ позволяет производить арматуру с рифленой поверхностью диаметром от 6 до 40 мм.
Изготовление арматуры с помощью термической обработки дает следующие технологические преимущества:
- снижение энергозатрат за счет снижения трения;
- низкий износ рабочих поверхностей прокатных станов;
- отсутствует необходимость расходовать смазочные материалы;
- максимально снижены риски разрыва заготовок;
Холодная деформация
Технология, которая наиболее широко распространена в производстве стальной арматуры. От горячей прокатки метод отличается тем, что заготовка не разогревается. Данным способом изготавливается арматура рифленая или гладкая стальная диаметром от 4 до 12 мм. Отсутствие термообработки исключает вероятность разрушения кристаллической структуры металла. Арматура, несмотря на то, что она тоньше горячекатаной, прочнее на разрыв и долговечней.
Арматура, несмотря на то, что она тоньше горячекатаной, прочнее на разрыв и долговечней.
Организация производственного процесса
Несмотря на технологические отличия в производстве арматуры, процесс изготовления для всех видов аналогичный. Он состоит из ряда поочередных операций, во время которых выполняются следующие действия:
- прием сырья, проверка качества;
- предварительная правка;
- очистка;
- нарезка заготовок;
- передача в цех по изготовлению арматуры;
- фасовка;
- контроль качества;
- складирование.
Крупные производства все рабочие процессы автоматизируют, за счет чего сокращают расходы на энергопотребление и использование рабочей силы. Ручное производство по качеству не лучше, но затраты труда повышают себестоимость продукции.
Сталь в цеха подается на самоходных транспортерах. Также в производстве максимально применяются подъемники и краны. Арматура производится из стали низколегированной, либо углеродистой. Для каждого сорта арматуры разработаны госты, по которым подбирается марка стали.
Арматура производится из стали низколегированной, либо углеродистой. Для каждого сорта арматуры разработаны госты, по которым подбирается марка стали.
Сталь поставляется в бухтах или пачками в виде прутьев определенной длины. Для хранения готовой продукции используются стеллажи в складских ангарах, где поддерживаются необходимые условия, чтобы металл не подвергался коррозионным процессам. Каждое предприятие стремится расширять сортамент продукции, и выпускает десятки видов стальной арматуры.
Купить арматуру вы можете у нас на сайте. Для оформления заказа оставляйте заявку либо обращайтесь к нашим консультантам напрямую любым удобным вам способом.
Процесс производства труб и труб из нержавеющей стали
В девятнадцатом веке технология прокатных станов была единственной технологией, используемой для производства нержавеющих труб и труб для промышленных целей. Эта техника прокатки предполагала длительные процедуры. Прокатанные полосы листа были сформированы в круглое поперечное сечение с помощью воронкообразных валков. Затем на этих катаных полосах в процессе кузнечной сварки производилась сварка внахлест.
Затем на этих катаных полосах в процессе кузнечной сварки производилась сварка внахлест.
К счастью, с развитием технологий, в Индии появились различные процессы производства труб из нержавеющей стали.В настоящее время трубы из нержавеющей стали и трубки производятся на непрерывном трубном стане с использованием многопозиционного инертного газа вольфрама. В этой технике не используются присадочный металл или кузнечная сварка.
Процесс производства труб и труб из нержавеющей стали
Трубная мельница Описание процесса:
Во-первых, полосы из нержавеющей стали проходят различные проверки качества и обрезаются по краям. Затем они поступают на трубный завод производителями труб из нержавеющей стали в Индии .Полоски проходят через ряд роликов необходимого размера. В трубной мельнице полоса постепенно превращается в трубчатую форму. Затем установленный сварочный аппарат используется для сваривания обрезных кромок полосы с использованием процесса сварки TIG. Обрезки и внутренний сварной шов мгновенно удаляются машиной Tibo. Таким образом формируются прокатные трубы и трубки.
Обрезки и внутренний сварной шов мгновенно удаляются машиной Tibo. Таким образом формируются прокатные трубы и трубки.
- Фаза очистки и нагрева
Изготовленные таким образом катаные трубы из нержавеющей стали нарезаются на необходимую длину в зависимости от потребностей промышленности.Эти нержавеющие трубы и трубки затем подвергаются очистке от грязи. Кроме того, эти катаные трубы и трубки подвергаются термообработке для снятия напряжений, которые могут возникнуть из-за процессов сварки и формования. Термическая обработка проводится в печи с непрерывным подом. Печь оснащена регистраторами температуры и контроллерами. После термообработки трубы и трубки из нержавеющей стали выпрямляются и подвергаются травлению для удаления окалины с поверхности.
В некоторых случаях требуемый размер не может быть получен непосредственно на заводе.Затем можно использовать процесс холодной обработки для получения желаемого размера. В процессе холодного волочения трубы покрываются щавелевым и мыльным раствором. Этот раствор действует как смазка для уменьшения трения при холодном волочении. В процессе холодного волочения труба протягивается через верстак с помощью заглушек.
В процессе холодного волочения трубы покрываются щавелевым и мыльным раствором. Этот раствор действует как смазка для уменьшения трения при холодном волочении. В процессе холодного волочения труба протягивается через верстак с помощью заглушек.
Вытянутая труба или труба из нержавеющей стали затем подвергается очистке, термообработке, травлению и правке. Компьютеризированная машина для струйной маркировки используется для маркировки готовых труб или трубок.На трубу или трубу наносится марка материала, размер, номер плавки и печать третьей стороны перед передачей продукции экспортерам труб из нержавеющей стали . Изготовленные таким образом нержавеющие трубы или трубы будут проходить определенные испытания и проверки качества. Этот процесс сопровождается надлежащей упаковкой и отправкой. Существует множество применений труб из нержавеющей стали , для которых впоследствии используются эти трубы и трубки.
Pearlite steel — один из ведущих производителей труб из нержавеющей стали в Индии. Мы предоставляем услуги в нефтегазовой, трубопроводной, пищевой, автомобильной и других отраслях обрабатывающей промышленности по всему миру. Наше современное производственное предприятие способно производить трубы и трубки из нержавеющей стали широкого ассортимента и размеров. Мы поставляем нашим клиентам продукцию из нержавеющей стали самого высокого уровня. Мы являемся производителем труб из нержавеющей стали из Индии.
Мы предоставляем услуги в нефтегазовой, трубопроводной, пищевой, автомобильной и других отраслях обрабатывающей промышленности по всему миру. Наше современное производственное предприятие способно производить трубы и трубки из нержавеющей стали широкого ассортимента и размеров. Мы поставляем нашим клиентам продукцию из нержавеющей стали самого высокого уровня. Мы являемся производителем труб из нержавеющей стали из Индии.
Вот видео процесса производства труб из нержавеющей стали:
Реферальные ссылки:
- http: // www.maximtubes.com/process_chart_welded.html
- http://youtube.com/watch?v=RxFFb7J63Rc
- http://en.wikipedia.org/wiki/Pipe_(fluid_conveyance)
Как изготавливаются стальные трубы?
Обновлено 6 сентября 2019 г.
Автор: S. Hussain Ather
Стальные трубы, изготовленные из сырья, включая железо, алюминий, углерод, марганец, титан, ванадий и цирконий, занимают центральное место в производстве труб для систем отопления и водопровода. дорожное машиностроение, автомобилестроение и даже медицина (для хирургических имплантатов и сердечных клапанов).
дорожное машиностроение, автомобилестроение и даже медицина (для хирургических имплантатов и сердечных клапанов).
Поскольку их разработка восходит к инженерным достижениям 1800-х годов, их методы строительства подходят для различных конструкций для множества целей.
TL; DR (слишком длинный; не читал)
Стальные трубы можно изготовить сваркой или бесшовным способом для различных целей. Процесс изготовления трубок, который практикуется на протяжении веков, включает использование материалов от алюминия до циркония на различных этапах от сырья до готового продукта, который находил применение в истории от медицины до производства.
Сварные и бесшовные производства в процессе производства труб
Стальные трубы, от автомобилестроения до газовых труб, могут быть сварены из сплавов — металлов, изготовленных из различных химических элементов, — или изготовлены без швов из плавильной печи.
В то время как сварные трубы прижимаются друг к другу с помощью таких методов, как нагрев и охлаждение, и используются для более тяжелых, более жестких применений, таких как водопровод и транспортировка газа, бесшовные трубы создаются путем растяжения и полого для более легких и тонких целей, таких как велосипеды и транспортировка жидкостей. .
Метод производства во многом соответствует различным конструкциям стальных труб. Изменение диаметра и толщины может привести к различиям в прочности и гибкости для крупномасштабных проектов, таких как газопроводы и точные инструменты, такие как иглы для подкожных инъекций.
Замкнутая конструкция трубы, будь то круглая, квадратная или любой другой формы, подходит для любого применения, от потока жидкости до предотвращения коррозии.
Пошаговый процесс проектирования сварных и бесшовных стальных труб
Общий процесс изготовления стальных труб включает преобразование необработанной стали в слитки, блюмы, слябы и заготовки (все из которых являются материалами, которые можно сваривать), создавая трубопровод на производственной линии и формирование из трубы желаемого продукта.
••• Сайед Хуссейн Атер
Создание слитков, блюмов, плит и заготовок
Железная руда и кокс, богатое углеродом вещество из нагретого угля, плавятся в жидкое вещество в печи, а затем продуваются кислородом для получения расплавленная сталь. Этот материал охлаждается в слитки, большие стальные отливки для хранения и транспортировки материалов, которые формируются между валками под высоким давлением.
Некоторые слитки пропускаются через стальные ролики, которые растягивают их в более тонкие и длинные куски для создания блюмов, промежуточных звеньев между сталью и железом.Их также раскатывают в слябы, куски стали с прямоугольным поперечным сечением, через уложенные друг на друга ролики, которые вырезают слябы по форме.
Превращение этих материалов в трубы
Еще больше прокатных устройств сплющивают — процесс, известный как чеканка, — превращаются в заготовки.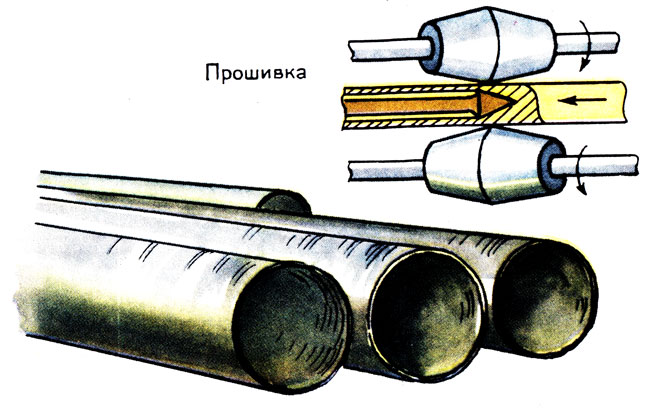 Это металлические детали круглого или квадратного сечения, которые еще длиннее и тоньше. Летучие ножницы разрезают заготовки в точных положениях, чтобы из них можно было сложить стопку и сформировать бесшовную трубу.
Это металлические детали круглого или квадратного сечения, которые еще длиннее и тоньше. Летучие ножницы разрезают заготовки в точных положениях, чтобы из них можно было сложить стопку и сформировать бесшовную трубу.
Плиты нагревают примерно до 2200 градусов по Фаренгейту (1204 градуса по Цельсию) до тех пор, пока они не станут пластичными, а затем истончают в скелп, которые представляют собой узкие полоски ленты до 0.25 миль (0,4 км) в длину. Затем сталь очищается в резервуарах с серной кислотой, затем подается холодная и горячая вода и транспортируется на фабрики по производству труб.
Разработка сварных и бесшовных труб
Для сварных труб разматывающая машина разматывает скелп и пропускает его через ролики, чтобы края загибались и создавали форму трубы. Сварочные электроды используют электрический ток, чтобы склеить концы вместе, прежде чем ролик высокого давления затянет их. Этот процесс позволяет производить трубы всего за 1100 футов (335. 3 м) в минуту.
3 м) в минуту.
Для бесшовных труб процесс нагрева и прокатки квадратных заготовок под высоким давлением приводит к их растяжению с отверстием в центре. Прокатные станы протыкают трубу до нужной толщины и формы.
Дальнейшая обработка и гальванизация
Дальнейшая обработка может включать правку, нарезание резьбы (прорезание плотных канавок на концах труб) или покрытие цинковым защитным маслом или цинкование для предотвращения ржавчины (или все, что необходимо для трубопровода).Гальванизация обычно включает электрохимические процессы и процессы электроосаждения цинковых покрытий для защиты металла от коррозионных материалов, таких как соленая вода.
Этот процесс удерживает вредные окислители в воде и воздухе. Цинк действует как анод для кислорода, образуя оксид цинка, который реагирует с водой с образованием гидроксида цинка. Эти молекулы гидроксида цинка образуют карбонат цинка при воздействии диоксида углерода. Наконец, тонкий, непроницаемый, нерастворимый слой карбоната цинка прилипает к цинку, чтобы защитить металл.
Более тонкая форма, электрогальванизация, обычно используется в автомобильных деталях, требующих антикоррозийной окраски, так что горячее погружение снижает прочность основного металла. Нержавеющие стали создаются, когда нержавеющие детали оцинковываются до углеродистой стали.
История производства труб
••• Сайед Хуссейн Атер
Сварные стальные трубы восходят к шотландскому инженеру Уильяму Мердоку, изобретавшему угольную ламповую систему из стволов мушкетов для транспортировки угольного газа в 1815 году, бесшовные трубы не были введены до конца 1880-х годов для транспортировки бензина и нефти.
В 19 веке инженеры создали инновации в производстве труб, в том числе метод инженера Джеймса Рассела по использованию молотка для складывания и соединения плоских железных полос, нагретых до тех пор, пока они не стали пластичными в 1824 году.
Уже в следующем году создал инженер Комениус Уайтхаус. лучший метод стыковой сварки, который включал нагрев тонких листов железа, которые скручивались в трубу и сваривались на концах. Уайтхаус использовал конусообразное отверстие, чтобы загибать края в форму трубы, прежде чем приваривать их к трубе.
Эта технология будет распространяться в автомобильной промышленности, а также использоваться для транспортировки нефти и газа с дальнейшими достижениями, такими как горячее формование трубных колен для более эффективного производства гнутых трубных изделий и непрерывное формование труб в постоянном потоке.
В 1886 году немецкие инженеры Райнхард и Макс Маннесманн запатентовали первый процесс прокатки для создания бесшовных труб из различных деталей на фабрике своего отца в Ремшайде. В 1890-х годах дуэт изобрел процесс прокатки пильгером, метод уменьшения диаметра и толщины стенок стальных труб для увеличения долговечности, который, вместе с другими их методами, сформировал «процесс Маннесманна», который произвел революцию в области производства стальных труб. инженерное дело.
инженерное дело.
В 1960-х годах технология компьютерного числового управления (ЧПУ) позволила инженерам использовать высокочастотные индукционные ремонтные машины для получения более точных результатов с использованием компьютерных карт для более сложных конструкций, более узких изгибов и более тонких стен. Программное обеспечение для автоматизированного проектирования продолжит доминировать в этой области с еще большей точностью.
Сила стальных труб
Стальные трубопроводы, как правило, могут служить сотни лет, обладая высокой устойчивостью к трещинам от природного газа и загрязняющих веществ, а также к ударам с низкой проницаемостью для метана и водорода.Их можно изолировать пенополиуретаном (ПУ), чтобы сохранить тепловую энергию, оставаясь прочными.
Стратегии контроля качества могут использовать такие методы, как использование рентгеновских лучей для измерения размера труб и соответствующей корректировки для любых наблюдаемых отклонений или различий. Это гарантирует, что трубопроводы пригодны для использования даже в горячей или влажной среде.
Это гарантирует, что трубопроводы пригодны для использования даже в горячей или влажной среде.
Производство бесшовных сталей: какие методы используются?
Стальные трубы используются в большинстве строительных проектов.Несмотря на то, что в последние годы в производстве труб были произведены различные инновации, немногие материалы соответствуют по прочности, коррозионной стойкости и высокой прочности, которые предлагает сталь. Стальные трубы по-разному классифицируются производителями и поставщиками. Стандартные классификации основаны на составе стали в трубе и способе изготовления трубы.
У уважаемых поставщиков стальных труб трубы будут классифицироваться по двум методам производства: сварным и бесшовным. В обоих процессах сырая сталь будет превращаться в обрабатываемый металл.После этого металл будет либо растянут, чтобы получить бесшовную трубу, либо превратиться в плоские полосы, а края запаять в сварную трубу. Бесшовные стальные трубы имеют меньший риск растрескивания и прочнее сварных труб, так как вдоль них нет стыков. Для бесшовных стальных труб используются следующие методы производства:
Для бесшовных стальных труб используются следующие методы производства:
Процесс мельницы на оправке
Здесь стальная заготовка нагревается до высоких температур в печи и в ней с помощью прошивного станка и роликов создается цилиндрическая полость.Внешний диаметр, используемый для пробойника, будет приблизительно равен внутреннему диаметру готовой трубы. Затем полая сталь пропускается на вторичный набор роликов для получения трубы необходимой толщины и внешнего диаметра. Затем готовые трубы будут проверены, чтобы убедиться, что они соответствуют различным отраслевым спецификациям, маркированы и упакованы.
Процесс пробковой мельницы Mannesmann
Этот процесс очень похож на процесс фрезерования на оправке. Однако, в отличие от последнего, процесс втулочной мельницы Mannesmann будет медленно уменьшать диаметр трубы, чтобы получить желаемый, а не за один проход.Таким образом, в этом процессе достигается большее уменьшение толщины и гладкость трубы, чем в процессе прокатки на оправке.
Процесс экструзии
В процессе экструзии нагретая круглая стальная заготовка помещается в матрицу. Затем гидравлический плунжер толкает заготовку к прошивному станку, заставляя материал течь между прошивным устройством и штампом. Таким образом, из заготовки формируется полая структура. Если целью является производство труб большой толщины, например, для применения в системах высокого давления, то на этом этапе производственный процесс заканчивается.Однако, если вам нужны тонкие стальные трубы, производитель уменьшит их толщину с помощью методов, аналогичных методам фрезерования оправки и оправки Mannesmann для ее производства.
Процесс ковки
Здесь нагретая стальная заготовка помещается в штамп, диаметр которого немного больше диаметра, необходимого для трубы. Затем для создания отверстия в заготовке будет использован кузнечный молот с внутренним диаметром, аналогичным диаметру штампа. Затем труба подвергается механической обработке для получения окончательных размеров. Ковка обычно используется для производства бесшовных труб большого диаметра, для которых другие методы производства не подходят.
Ковка обычно используется для производства бесшовных труб большого диаметра, для которых другие методы производства не подходят.
Большинство менеджеров проектов и инженеров согласятся на поставщика, который назначает самую низкую цену на их трубы. Однако, как правило, это не лучший выбор. Для вашего проекта обратитесь к опытному поставщику, который подскажет, как лучше всего изготовить бесшовные стальные трубы для вашего проекта.
методов производства, используемых в производстве металлических труб
При производстве металлических труб и труб используются три основных процесса.
Трубы электросварные
Также называется Сваренные сопротивлением трубы или ERW, получаются, когда стальная полоса пропускается через ролики для придания желаемой формы. Затем сваривается шов, образуя заусенец по длине на внутренней и внешней стороне трубы. Затем сварной шов проверяется на соответствие стандарту. После того, как сварной шов пройдет испытание, трубка будет сформирована до нужного размера, выпрямлена и отрезана по длине. Трубка и труба для ВПВ доступны с приваркой сварного шва, удалением заусенца или контролем (обычно до.010 ”).
Трубка и труба для ВПВ доступны с приваркой сварного шва, удалением заусенца или контролем (обычно до.010 ”).
D.O.M. или протягивается через трубку оправки
D.O.M. относится к холоднокатаным электросварным трубам, которые проходят дополнительную обработку. Как бы то ни было, трубка электрически сваривается, затем протягивается через оправку по внутреннему диаметру трубки и матрицу по внешнему диаметру. Процесс волочения обеспечивает более жесткие допуски и более гладкую поверхность, требуя меньшего количества механической обработки. Хотя модель DOM часто называют «цельной» и кажется цельной, это не настоящий цельный продукт.
Процесс изготовления бесшовных труб
Бесшовные трубы производятся, когда сплошной стержень проталкивается через оправку. Этот процесс прошивки устраняет необходимость в шве на трубе трубы. Допуски и отделка бесшовных труб различаются в зависимости от процесса отделки. Труба, обработанная холодным способом, производится путем протягивания бесшовного стержня через оправку по внутреннему диаметру трубы и штампу по внешнему диаметру. Процесс волочения обеспечивает более жесткие допуски и более гладкую поверхность, требует меньшего количества механической обработки и обеспечивает более гладкую поверхность и более жесткие допуски.Горячекатаные труба и труба начинаются с бесшовной оболочки, которая проходит через серию роликов по внешнему диаметру, когда оправка проходит через внутренний диаметр. Горячекатаные трубы и трубы приносят в жертву точные допуски на размеры для лучшей обрабатываемости и снижения затрат.
Процесс волочения обеспечивает более жесткие допуски и более гладкую поверхность, требует меньшего количества механической обработки и обеспечивает более гладкую поверхность и более жесткие допуски.Горячекатаные труба и труба начинаются с бесшовной оболочки, которая проходит через серию роликов по внешнему диаметру, когда оправка проходит через внутренний диаметр. Горячекатаные трубы и трубы приносят в жертву точные допуски на размеры для лучшей обрабатываемости и снижения затрат.
Процесс производства бесшовных стальных труб
Метод производства бесшовных стальных труб грубо разделен на метод поперечной прокатки (метод Менгнесмана) и метод экструзии.Метод поперечной прокатки (метод Меннесмана) заключается в том, чтобы сначала прошить трубу диагональным валком, а затем растянуть ее на прокатном стане. Этот метод отличается высокой производительностью, но предъявляет высокие требования к обрабатываемости трубной заготовки и в основном подходит для производства труб из углеродистой и низколегированной стали. В методе экструзии используется прошивная машина для перфорирования заготовки трубы или стального слитка, а затем экструзии ее в стальную трубу с помощью экструдера. Этот метод менее эффективен, чем метод поперечной прокатки, и подходит для производства труб из высокопрочной легированной стали.
В методе экструзии используется прошивная машина для перфорирования заготовки трубы или стального слитка, а затем экструзии ее в стальную трубу с помощью экструдера. Этот метод менее эффективен, чем метод поперечной прокатки, и подходит для производства труб из высокопрочной легированной стали. Как метод поперечной прокатки, так и метод экструзии должны сначала нагреть трубную заготовку или слиток, а полученная стальная труба называется горячекатаной трубой. Стальные трубы, полученные путем горячей обработки, иногда могут подвергаться холодной обработке по мере необходимости. Существует два метода холодной обработки: один — это холодное волочение, при котором стальная труба протягивается через экструзионную головку, чтобы сделать стальную трубу тоньше и длиннее; Другой метод — холодная прокатка, изобретенный братьями Менгнесманн. На стане горячей прокатки применяется метод холодной обработки.Холодная обработка бесшовных стальных труб может улучшить точность размеров и качество обработки стальных труб, а также улучшить механические свойства материалов.
Процесс производства бесшовных стальных труб (горячекатаных стальных труб): бесшовность стальных труб в основном достигается за счет уменьшения натяжения. Процесс уменьшения натяжения представляет собой непрерывный процесс прокатки полого основного металла без стержня. При условии обеспечения качества сварки основной трубы процесс уменьшения натяжения трубы заключается в нагреве всей сварной трубы до 950 градусов Цельсия или более, а затем до различных внешних диаметров и стенок с помощью редуктора натяжения (всего 24 раза редуктора натяжения).Толстая готовая трубка.
Горячекатаная стальная труба, полученная этим способом, существенно отличается от обычной трубы, сваренной высокочастотной сваркой. После нагрева в нагревательной печи металлографическая структура и механические свойства сварного шва и основного тела могут полностью совпадать. Кроме того, достигается многопроходное снижение натяжения. Благодаря машинной прокатке и автоматическому управлению точность размеров стальной трубы (особенно точность округлости и толщины стенки) превосходит аналогичные бесшовные трубы. В трубах для жидкости, производимых развитыми странами мира, бесшовные сварные трубы широко используются в котельных трубах. С развитием общества сложилась ситуация, когда отечественные горячекатаные сварные трубы постепенно вытесняют бесшовные трубы.
В трубах для жидкости, производимых развитыми странами мира, бесшовные сварные трубы широко используются в котельных трубах. С развитием общества сложилась ситуация, когда отечественные горячекатаные сварные трубы постепенно вытесняют бесшовные трубы.
процесс производства сварных стальных труб, сварных стальных труб
Sunny Steel производит широкий выбор сварных стальных труб, включая трубы из углеродистой стали типа ERW, HFI, EFW, LSAW, DSAW и UOE, а также соответствующие фланцы и фитинги.
Производство стальных сварных труб
процесс простой, эффективный, и больше разновидностей различных спецификаций, оборудования, меньше капиталовложений,
но общая прочность меньше, чем бесшовных. С 1930-х годов, с производством высококачественной стальной полосы и быстрым развитием технологий сварки и контроля,
постоянное улучшение качества сварных швов, повышение технических характеристик сварных стальных труб и т. д.
и больше участков вместо стыков, не связанных с трубами.
1 труба может быть разделена в соответствии с основной формой трубы с продольным швом и спирально-сварной трубы — две:
(1) прямошовная сварная труба: простая технология производства, высокая эффективность, низкая стоимость, быстрое развитие. Продольное более общепромышленное использование.
(2) спирально-сварная стальная труба: продольная прочность, как правило, выше, чем это, может сузить большую диаметр трубной заготовки, также можно использовать такую же ширину заготовки для производства сварных труб разного диаметра; но такой же длины по сравнению с трубой с прямым швом, стальной спирально-сварной трубой длина шва от 30 до 100% и меньшая производительность; Таким образом, трубы меньшего диаметра фактически используют Чаще всего используются прямошовные, спиральношовные трубы большого диаметра.
Трубопроводы делятся на следующие категории:
(1) Стальная сварная труба общего назначения: сварная стальная труба, используемая для транспортировки общей жидкости под низким давлением. Из стали Q195A, Q215A, Q235A. Легко применяется для сварки других мягких сталей
стальная труба для давления, изгиба, сплющивания и других экспериментов, есть определенная поверхность
Требования к качеству, длина доставки обычно составляет 4-10 м, часто просят разрезать до длины (или двойной длины) доставки.Технические характеристики с номинальной трубой
диаметр, указанный (мм или дюймы) номинальный диаметр и фактическая разница, необходимая труба Толщина стенки
обычная сталь и сталь — это два вида стали, разделенные по форме трубы с резьбовым концом и без
нить два.
Из стали Q195A, Q215A, Q235A. Легко применяется для сварки других мягких сталей
стальная труба для давления, изгиба, сплющивания и других экспериментов, есть определенная поверхность
Требования к качеству, длина доставки обычно составляет 4-10 м, часто просят разрезать до длины (или двойной длины) доставки.Технические характеристики с номинальной трубой
диаметр, указанный (мм или дюймы) номинальный диаметр и фактическая разница, необходимая труба Толщина стенки
обычная сталь и сталь — это два вида стали, разделенные по форме трубы с резьбовым концом и без
нить два.
(2) оцинкованная сварная стальная труба: Для повышения коррозионной стойкости стальных труб, стальных труб для общих (кларнет) для оцинкованной стали и электротехнической стали. Горячеоцинкованный цинк — это два типа горячеоцинкованного цинка толщиной, гальваническое цинкование и низкая стоимость.
(3) Стальная труба, сваренная кислородной сваркой: труба, используемая для кислородной сварки сталеплавильного производства, обычно сваривается с небольшим диаметром. стальная труба, размером от 3/8 дюйма -2 дюйма восемь. С 08,10,15,20 или стальной лентой Q195-Q235, изготовленной из
коррозия, некоторые обработки алюминием.
стальная труба, размером от 3/8 дюйма -2 дюйма восемь. С 08,10,15,20 или стальной лентой Q195-Q235, изготовленной из
коррозия, некоторые обработки алюминием.
(4) проволочная труба: сварная стальная труба также является обычной углеродистой сталью, бетоном и различными конструкциями. в энергетике, обычно используются с номинальным диаметром от 13 до 76 мм.
(5) Метрическая сварная стальная труба: бесшовная форма со спецификациями, выраженными в диаметре в мм *
сварная стальная труба с толщиной стенки, из обычной углеродистой стали, высокоуглеродистой стали или низколегированной стали и P to
тропический и холодный с помощью сварки, или после сварки с использованием тропического метода, вызываемого холодом. Метрическая и P
точки энергетических и тонкостенных труб, общие для конструктивных элементов, таких как вал или трансмиссионная жидкость,
используется для производства тонкостенной мебели, светильников и т. д., чтобы гарантировать прочность стали и испытание на изгиб.
д., чтобы гарантировать прочность стали и испытание на изгиб.
(6) роликовая труба: сварная стальная труба для роликового конвейера, обычно из стали Q215, Q235A, B и 20 сталь диаметром 63,5-219,0 мм. На изгибе трубки, заканчивающейся осевой линией вертикаль, овал имеется требования определенной степени, общий тест на давление и сплющивание.
Процессы производства сварных труб и труб
Во-первых, необработанная сталь превращается в более пригодную для обработки форму.Далее труба формируется на непрерывной или полунепрерывной производственной линии. Наконец, труба разрезается и модифицируется в соответствии с потребностями клиента.
Концы трубДля концов труб доступны 3 стандартные версии.
- Гладкие концы (PE)
- Резьбовые наконечники (TE)
- Скошенные концы (BE)
Полиэтиленовые трубы обычно используются для трубопроводных систем меньшего диаметра и в сочетании с накладными фланцами и фитингами и фланцами для приварки враструб.
Производственный процесс
Измерение размера и тестирование
Те, кто использует стальную продукцию, покупают продукт, который отвечает требованиям, которые им необходимы для того, что они строят.
Длина труб
Трубопроводы с заводской длиной не отрезаны точно по длине, но обычно поставляются как:
- Одна случайная длина имеет длину около 5-7 метров
- Двойная произвольная длина имеет длину около 11-13 метров
- Доступны более короткие и более длинные длины, но для расчетов целесообразно использовать эту стандартную длину;
- другие размеры наверное дороже.
Конец трубы — это описание того, как заканчивается отрезок трубы.
Для концов труб доступны 3 стандартные версии.
- Гладкие концы (PE)
- Концы с резьбой (TE)
- Концы со скошенной кромкой (BE)
Полиэтиленовые трубы обычно используются для трубопроводных систем меньшего диаметра и в сочетании с накладными фланцами и фитингами и фланцами для приварки враструб.
Реализация TE говорит сама за себя, эта производительность обычно используется для систем труб малого диаметра, а соединения будут выполняться с помощью фланцев с резьбой и резьбовых фитингов.
Реализация BE применяется ко всем диаметрам сварных встык фланцев или фитингов, приваривается непосредственно (с небольшим зазором 3-4 мм) друг к другу или к трубе. Концы обычно имеют фаску под углом 30 ° (+ 5 ° / -0 °) с поверхностью основания 1,6 мм (± 0,8 мм).
Труба бесшовная
В соответствии с процессом производства бесшовных труб, бесшовные трубы можно разделить на бесшовные горячекатаные трубы и бесшовные холоднотянутые трубы.
Процесс производства трубных фитингов из углеродистой стали аналогичен процессу производства труб из углеродистой стали.
Наш производственный процесс очень сложен и разделен на несколько отделов, которые контролируются опытными отраслевыми экспертами.
Наконец, акцент на важности обработки поверхности в производстве, строго контролировать параметры процесса при защите от ржавчины.