ЕТКС: Электрогазосварщик-врезчик — разряды, характеристика работ и требования к знаниям
- ЕТКС
- Выпуск 69 ЕТКС
- Газовое хозяйство городов, поселков и населенных пунктов
- Электрогазосварщик-врезчик
§ 21. Электрогазосварщик-врезчик (4-й разряд)
4-й разрядХарактеристика работ. Вырезка и выбивка отверстий в действующих газопроводах низкого давления при и сниженном давлении на газопроводах среднего и высокого давления, а также в чугунных трубах. Выполнение врезок в действующие газопроводы под руководством электрогазосварщика-врезчика более высокой квалификации. Установка резиновых пузырей, пробок и перемычек. Резка чугунных труб, а также труб под давлением и подготовка узлов и стыков под сварку и заварку вырезанных окон на газопроводах.
Должен знать: способы установления режимов сварки металла в зависимости от конфигурации и толщины свариваемых деталей; основные виды и режим газовой сварки и резки; устройство и обслуживание газоэлектросварочной и газоэлектрорезательной аппаратуры и правила ее эксплуатации и ремонта; правила транспортировки и обслуживания кислородных, ацетиленовых баллонов и газогенераторов; правила производства резки металлов сжиженным газом; сортамент труб и фасонных частей; правила испытания газопроводов; правила производства работ на действующих газопроводах.
§ 22. Электрогазосварщик-врезчик (5-й разряд)
5-й разрядХарактеристика работ. Выполнение врезок в действующие газопроводы низкого и среднего давлений. Сварка чугунных изделий. Выполнение газосварочных и электросварочных работ на действующих газопроводах во всех положениях. Выполнение врезки внутри помещения на газопроводах. Врезка конденсатосборников, гидрозатворов, вогнутых и выпуклых заглушек на газопроводах. Сварка катушек. Врезка задвижек и компенсаторов высокого давления. Чтение чертежей средней сложности.
Должен знать: особенности сварки труб и сосудов, работающих при среднем давлении; способы установления режимов сварки металла в зависимости от конфигурации и толщины свариваемых деталей; технологию свариваемых металлов; устройство, правила эксплуатации и ремонта газоэлектросварочной и газоэлектрорезательной аппаратуры различных типов; виды и режим сварочных работ для стали и чугуна; способы контроля и испытания ответственных швов, работающих под давлением; варианты врезок и переключений; правила испытания газопроводов; правила производства работ на действующих газопроводах.
§ 23. Электрогазосварщик-врезчик (6-й разряд)
6-й разрядХарактеристика работ. Выполнение врезок в действующие газопроводы высокого давления. Производство сварки газопроводов внутри помещения действующих газорегуляторных станций, газонаполнительных и газораздаточных станций и в компрессорных отделениях под давлением. Сварка баллонов сжиженного и сжатого газа, резервуаров сжиженного газа, газгольдеров и других сосудов, работающих под высоким давлением. Выполнение сварочных работ методом глубокого провара и наложения прочно-плотных сварочных швов в различном положении на изделиях из стали различной толщины. Особо ответственная электросварка изделий различной конфигурации, предназначенных для работы под высоким давлением. Газоопасные работы при замене узлов газопроводов внутри помещения. Сварка цветных металлов. Сварка на автоматах, под слоем флюса, в газозащитной зоне и под водой. Ремонт редукторов без вскрытия их — горелок, резаков и другого газосварочного оборудования.
Должен знать: особенности сварки труб и сосудов, работающих под высоким давлением; технологию сварки тонкостенных деталей; порядок выполнения работ на эксплуатируемых газопроводах высокого давления, на газорегуляторных, газонаполнительных станциях, в компрессорных отделениях и других помещениях, при ремонте резервуаров сжиженного газа и газгольдеров; классификацию дефектов сварных соединений, методы их определения и устранения; виды и режим газосварочных работ для стали, чугуна и цветных металлов; государственные стандарты на присадочные материалы; основы электротехники, металловедения и технологии металлов.
 № 122-ФЗ).
№ 122-ФЗ).Наиболее соответствующие профстандарты (подобраны автоматически):
Поиск по профстандартам:
Конфликт Справочника и Профстандарта — Компания «АПИ»
Давайте рассмотрим ситуацию на примере электрогазосварщика. Это вредная профессия, дающая право на льготное пенсионное обеспечение согласно Постановлению Кабинета Министров СССР от 26.01.1991 N 10 «Об утверждении Списков производств, работ, профессий, должностей и показателей, дающих право на льготное пенсионное обеспечение». Обязательность применения указанных Списков установлена ст. 27 Федерального закона от 17.12.2001 N 173-ФЗ «О трудовых пенсиях в Российской Федерации». Таким образом, у электрогазосварщика есть право на досрочную пенсию.
Согласно ст. 57 ТК РФ данная профессия должна называться в соответствии с Классификационными справочниками. Так, на основании Единого тарифно-квалификационного справочника работ и профессий рабочих.
При этом в Профессиональном стандарте, утвержденном Приказом Минтруда России от 28.11.2013 N 701н «Об утверждении профессионального стандарта «Сварщик», возможное наименование должности указано как «сварщик» и «газосварщик».
по Профессиональному стандарту профессию предлагается называть «сварщик» и «газосварщик», но в самом Стандарте указано, что в ЕТКС этому Стандарту соответствует именно «электрогазосварщик».
Что же применять, если в ЕТКС профессия называется «электрогазосварщик», а в Профессиональном стандарте – «сварщик»? При этом в ст. 57 ТК РФ для льготных категорий (к которым, как мы уже разобрались, относится электрогазосварщик) установлено требование указывать наименование в соответствии с Классификационным справочником или Профессиональным стандартом.
Что применять в данном случае, если оба документа являются актами одного ведомства? Причем Профессиональный стандарт вышел позднее, чем Классификационный справочник?
К сведению. В данном случае должен применяться принцип «Lex posterior derogat priori» — принцип юридической логики, в соответствии с которым при коллизии между более ранним и более поздним законом (так называемая «темпоральная коллизия») применяются нормы позднейшего закона, даже если в нем нет явных положений об отмене действия раннего закона. Главное, чтобы более поздний закон (норма права, нормативный правовой акт) обладал одинаковой юридической силой по сравнению с предшествующим законом (например, быть изданным тем же нормотворческим органом). Как и в случае, если бы он обладал большей юридической силой, он повлечет фактическую утрату силы предшествующего закона, даже несмотря на то, что тот формально не отменен.
Согласно позиции Конституционного Суда РФ к числу законодательных актов, утративших силу, следует относить акты, не только формально отмененные, но и фактически недействующие в силу издания более поздних актов, которым они противоречат. Например, в отношении федеральных законов как актов одинаковой юридической силы применяется правило «lex posterior derogat priori» («последующий закон отменяет предыдущие»), означающее, что, даже если в последующем законе отсутствует специальное предписание об отмене ранее принятых законоположений, в случае коллизии между ними действует последующий закон; вместе с тем независимо от времени принятия приоритетными признаются нормы того закона, который специально предназначен для регулирования соответствующих отношений (Определения от 10.11.2002 N 321-О и от 13.11.2001 N 239-О).
Исходя из вышесказанного и отвечая на первый вопрос статьи, работодатель должен согласно ст. 57 ТК РФ применить наименование профессии именно из Профессионального стандарта.
Более подробно с данным материалом Вы можете ознакомиться в СПС КонсультантПлюс
Статья: «Вредная» профессия в штатном расписании не соответствует профстандарту: действия работодателя (Митрофанова В.) («Кадровая служба и управление персоналом предприятия», 2016, N 9) {КонсультантПлюс}
Профессия в штатном расписании не соответствует профстандарту
Традиционно наименованию должности / профессии сотрудников, имеющих право на досрочную пенсию, отдел кадров уделяет повышенное внимание. Ведь из-за небольшой неточности они могут лишиться своих льгот. Однако с выходом профстандартов ситуация стала казаться тупиковой. Некоторые должности / профессии там называются иначе, чем в квалификационных справочниках.
В процессе внедрения профессиональных стандартов работодатели сталкиваются с большим количеством вопросов. Один из самых наболевших – что делать, если работник имеет право на досрочную пенсию, но при выходе профессионального стандарта его должность (профессия) в стандарте называется по-другому.
Один из самых наболевших – что делать, если работник имеет право на досрочную пенсию, но при выходе профессионального стандарта его должность (профессия) в стандарте называется по-другому.
Для начала давайте разберемся в ситуации с правовой точки зрения. В 2012 году, когда в ТК РФ вносились изменения по профессиональным стандартам, была скорректирована ст. 57 ТК РФ. Согласно старой редакции работодатель в определенных случаях был обязан указывать наименования должностей, профессий или специальностей в соответствии с наименованиями, предусмотренными в квалификационных справочниках. А согласно новой редакции такие наименования должны соответствовать наименованиям, указанным в профессиональных стандартах. Правда, в новой формулировке использован союз «или», то есть должны соответствовать наименованиям, указанным в классификационных справочниках или профессиональных стандартах. Так что это значит? Что у работодателя есть выбор?
Вернемся к этому вопросу чуть позже, а сейчас ответим на другой вопрос: в каких случаях у работодателя возникает данная обязанность? Исходя из приведенных норм – в двух случаях. Если в соответствии с ТК РФ, иными федеральными законами с выполнением работ по определенным должностям, профессиям, специальностям связано:
Если в соответствии с ТК РФ, иными федеральными законами с выполнением работ по определенным должностям, профессиям, специальностям связано:
- предоставление компенсаций и льгот,
- наличие ограничений.
Поэтому для начала любому работодателю необходимо определить, есть ли у работника какие-то компенсации и льготы или ограничения, установленные федеральными законами. Если у работника имеется право на досрочную пенсию, то оно должно быть установлено федеральным законом.
Конфликт справочника и профстандарта
Давайте рассмотрим ситуацию на примере электрогазосварщика. Это вредная профессия, дающая право на льготное пенсионное обеспечение согласно постановлению Кабинета Министров СССР от 26.01.1991 № 10 «Об утверждении Списков производств, работ, профессий, должностей и показателей, дающих право на льготное пенсионное обеспечение». Обязательность применения указанных списков установлена ст. 27 Федерального закона от 17. 12.2001 № 173-ФЗ «О трудовых пенсиях в Российской Федерации». Таким образом, у электрогазосварщика есть право на досрочную пенсию.
12.2001 № 173-ФЗ «О трудовых пенсиях в Российской Федерации». Таким образом, у электрогазосварщика есть право на досрочную пенсию.
Согласно ст. 57 ТК РФ данная профессия должна называться в соответствии с классификационными справочниками. Так, на основании «Единого тарифно-квалификационного справочника работ и профессий рабочих. Выпуск 2. Часть 1. Разделы: “Литейные работы”, “Сварочные работы”, “Котельные, холодноштамповочные, волочильные и давильные работы”, “Кузнечно-прессовые и термические работы”», который утвержден постановлением Минтруда РФ от 15.11.1999 № 45, профессия называется «электрогазосварщик».
При этом в профессиональном стандарте, утвержденном приказом Минтруда России от 28.11.2013 № 701н «Об утверждении профессионального стандарта “Сварщик”», возможное наименование должности указано как «сварщик» и «газосварщик».
Фрагмент документа
Приказ Минтруда России от 28.11.2013 № 701н «Об утверждении профессионального стандарта “Сварщик”»
То есть по профессиональному стандарту профессию предлагается называть «сварщик» и «газосварщик», но в самом стандарте указано, что в ЕТКС этому стандарту соответствует именно «электрогазосварщик».
Что же применять, если в ЕТКС профессия называется «электрогазосварщик», а в профессиональном стандарте – «сварщик»? При этом в ст. 57 ТК РФ для льготных категорий (к которым, как мы уже разобрались, относится электрогазосварщик) установлено требование указывать наименование в соответствии с классификационным справочником или профессиональным стандартом. При этом и первый, и второй документ утверждены актом Минтруда России: классификационный справочник – постановлением от 15.11.1999 № 45, а профессиональный стандарт – приказом от 28.11.2013 № 701н.
Что применять в данном случае, если оба документа являются актами одного ведомства? Причем профессиональный стандарт вышел позднее, чем классификационный справочник?
К сведению
В данном случае должен применяться принцип «Lex posterior derogat priori» – принцип юридической логики, в соответствии с которым при коллизии между более ранним и более поздним законом (так называемая «темпоральная коллизия») применяются нормы позднейшего закона, даже если в нем нет явных положений об отмене действия раннего закона. Главное, чтобы более поздний закон (норма права, нормативный правовой акт) обладал одинаковой юридической силой по сравнению с предшествующим законом (например, быть изданным тем же нормотворческим органом). Как и в случае, если бы он обладал большей юридической силой, он повлечет фактическую утрату силы предшествующего закона, даже несмотря на то, что тот формально не отменен.
Главное, чтобы более поздний закон (норма права, нормативный правовой акт) обладал одинаковой юридической силой по сравнению с предшествующим законом (например, быть изданным тем же нормотворческим органом). Как и в случае, если бы он обладал большей юридической силой, он повлечет фактическую утрату силы предшествующего закона, даже несмотря на то, что тот формально не отменен.
Согласно позиции Конституционного Суда РФ к числу законодательных актов, утративших силу, следует относить акты не только формально отмененные, но и фактически недействующие в силу издания более поздних актов, которым они противоречат. Например, в отношении федеральных законов как актов одинаковой юридической силы применяется правило «lex posterior derogat priori» («последующий закон отменяет предыдущие»), означающее, что даже если в последующем законе отсутствует специальное предписание об отмене ранее принятых законоположений, в случае коллизии между ними действует последующий закон; вместе с тем независимо от времени принятия приоритетными признаются нормы того закона, который специально предназначен для регулирования соответствующих отношений (определения от 10. 11.2002 № 321-О и от 13.11.2001 № 239-О).
11.2002 № 321-О и от 13.11.2001 № 239-О).
Исходя из вышесказанного и отвечая на первый вопрос статьи, работодатель должен согласно ст. 57 ТК РФ применить наименование профессии именно из профессионального стандарта.
Льготный стаж и наименование должности / профессии
Наиболее серьезный вопрос в данном обсуждении касается того, а засчитает ли ПФР работнику льготный стаж для досрочного выхода на пенсию, если он трудится по должности (профессии), которая соответствует профессиональному стандарту, но не указана в Списках 1 и 2?
По законодательству Пенсионный фонд Российской Федерации должен засчитать этот стаж на основании того, что работодатель в точности выполнил требование закона и работник фактически трудится во вредных условиях труда.
Однако кто сталкивался с Пенсионным фондом РФ, тот знает, что периодически такие проблемы возникают и по формальному признаку работнику отказывается в предоставлении льготной пенсии. В таких случаях стандартно работнику рекомендуется обращаться в суд для защиты своих прав. В подавляющем большинстве случаев при фактической работе во вредных условиях труда и предоставлении документов, подтверждающих это, суд встает на сторону работника, подтверждая его право на льготы.
В таких случаях стандартно работнику рекомендуется обращаться в суд для защиты своих прав. В подавляющем большинстве случаев при фактической работе во вредных условиях труда и предоставлении документов, подтверждающих это, суд встает на сторону работника, подтверждая его право на льготы.
Дополнительно можно рекомендовать работодателю оформить протокол внутренней комиссии, которая рассматривала спорные вопросы, связанные с введением профессиональных стандартов, и в протоколе дала полное обоснование на основе каких норм законодательства было принято решение о том, что наименование должности, профессии должно быть скорректировано с учетом требований профессиональных стандартов, а также указала то, что у работника условия труда при таких изменениях не меняются.
Тогда, предотвращая конфликты с ПФР, работодатель может работнику при увольнении или при принятии подобного решения оформить и выдать заверенную копию протокола, чтобы работник смог в дальнейшем защитить свои права.
Как оформить изменения
Разобравшись в правовых вопросах, работодателю необходимо привести в соответствие с профессиональным стандартом наименование должности (профессии). Какие действия нужно осуществить работодателю? Это будет переименование? Перевод? Внесение изменений в определенные сторонами условия трудового договора? Надо ли работника уведомлять об этом за два месяца?
Какие действия нужно осуществить работодателю? Это будет переименование? Перевод? Внесение изменений в определенные сторонами условия трудового договора? Надо ли работника уведомлять об этом за два месяца?
Процедура переименования должности (профессии) законодательно не урегулирована. А вот понятие «перевод» закреплено в ст. 72.1. ТК РФ: «перевод на другую работу – постоянное или временное изменение трудовой функции работника…». Поскольку согласно ст. 57 ТК РФ под трудовой функцией понимается «работа по должности в соответствии со штатным расписанием, профессии, специальности с указанием квалификации; конкретный вид поручаемой работнику работы», то и изменение наименования должности (профессии) рекомендуется производить с использованием процедуры перевода.
Документы, которые оформляются при переводе: письменное соглашение к трудовому договору, запись о переводе в трудовую книжку и запись в личную карточку работника. Если сотрудник будет против перевода, то единственным выходом для работодателя станет сокращение штата, подразумевающее исключение позиции «электрогазосварщик» и ввод в штатное расписание позиции «сварщик». В рамках процедуры сокращения работник уведомляется о сокращении не менее чем за два месяца и только в случае его отказа от имеющихся вакансий или отсутствия вакансий у работодателя работник может быть уволен по сокращению штата (п. 2 ч. 1 ст. 81 ТК РФ).
В рамках процедуры сокращения работник уведомляется о сокращении не менее чем за два месяца и только в случае его отказа от имеющихся вакансий или отсутствия вакансий у работодателя работник может быть уволен по сокращению штата (п. 2 ч. 1 ст. 81 ТК РФ).
Можно, конечно, оформить и переименование должности (профессии), если работодатель сможет доказать, что сам вид поручаемой работнику работы не меняется, а меняется только формально наименование профессии (должности). Но встав на эту позицию, работодателю необходимо будет проводить процедуру переименования, применяя ст. 74 ТК РФ, с тем же двухмесячным уведомлением и предложением всех имеющихся у работодателя вакансий. Другой вопрос, что применение в данной ситуации ст. 74 ТК РФ часто вызывает огромное количество вопросов:
- в чем заключались организационные, технологические или иные изменения условий труда у работника? У него ведь вообще не менялись условия труда (наименование профессии (должности) не может относиться к условиям труда)!
- почему была применена процедура, не предусмотренная законом?
- не уходит ли работодатель от сокращения штата, чтобы сэкономить на размере выходного пособия и других полагающихся в этом случае выплат? И т.
 д.
д.
 д.
д.Поэтому с учетом «подвешенной» ситуации в настоящее время (в отсутствие разъяснений) процедура сокращения штата является для работодателя менее рискованной. Хотя выбор, конечно, в любом случае за работодателем.
В заключение отметим, разбираясь с вопросом: нужно ли переименовывать должность (профессию), если у работника есть право на досрочную пенсию и в профессиональных стандартах наименование должности (профессии) указано иное (не так, как в имеющихся классификаторах), важно учитывать не только сложившуюся конфликтную практику взаимодействия с ПФР, но и требования действующего законодательства. Не забывайте, что ненадлежащее оформление трудового договора (к чему также относится неверное указание в трудовом договоре трудовой функции, а значит – наименования должности) могут привести к применению повышенных размеров административных штрафов при проведении проверки инспекцией труда по ч. 3 ст. 5.27 Кодекса РФ об административных правонарушениях.
УТВЕРЖДЕН приказом Министерства труда и социальной защиты Российской Федерации от «__» ______2013 г. СТАНДАРТ
I. Общие сведения
| ||||||
 №___
№___ 2
2 2
2 2
2 3
3 3
3 4
4 4
4Приказ Минтруда России от 10.01.2017 N 15н
МИНИСТЕРСТВО ТРУДА И СОЦИАЛЬНОЙ ЗАЩИТЫ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРИКАЗ
от 10 января 2017 г. N 15н
О ВНЕСЕНИИ ИЗМЕНЕНИЙ
В ПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ «СВАРЩИК», УТВЕРЖДЕННЫЙ
ПРИКАЗОМ МИНИСТЕРСТВА ТРУДА И СОЦИАЛЬНОЙ ЗАЩИТЫ РОССИЙСКОЙ
ФЕДЕРАЦИИ ОТ 28 НОЯБРЯ 2013 Г. N 701Н
Приказываю:
Внести изменения в профессиональный стандарт «Сварщик», утвержденный приказом Министерства труда и социальной защиты Российской Федерации от 28 ноября 2013 г. N 701н (зарегистрирован Министерством юстиции Российской Федерации 13 февраля 2014 г., регистрационный N 31301), согласно приложению.
Министр
М.А.ТОПИЛИН
1. В подразделе «3.1. Обобщенная трудовая функция» раздела «III. Характеристика обобщенных трудовых функций» позицию
«
Возможные наименования должностей | Сварщик (2 — 3-й разряд) |
Газосварщик (2 — 3-й разряд) | |
Сварщик термитной сварки (2 — 3-й разряд) | |
Сварщик ручной дуговой сварки плавящимся покрытым электродом (2 — 3-й разряд) | |
Сварщик частично механизированной сварки плавлением (2 — 3-й разряд) | |
Сварщик ручной дуговой сварки неплавящимся электродом в защитном газе (2 — 3-й разряд) | |
Сварщик ручной сварки полимерных материалов (2 — 3-й разряд) |
«
изложить в следующей редакции:
«
Возможные наименования должностей, профессий | Сварщик (2 — 3-й разряд) |
Газосварщик (2 — 3-й разряд) | |
Сварщик термитной сварки (2 — 3-й разряд) | |
Сварщик ручной дуговой сварки плавящимся покрытым электродом (2 — 3-й разряд) | |
Сварщик частично механизированной сварки плавлением (2 — 3-й разряд) | |
Сварщик ручной дуговой сварки неплавящимся электродом в защитном газе (2 — 3-й разряд) | |
Сварщик ручной сварки полимерных материалов (2 — 3-й разряд) | |
Электрогазосварщик (2 — 3-й разряд) | |
Электросварщик на автоматических и полуавтоматических машинах (2 — 3-й разряд) | |
Электросварщик ручной сварки (2 — 3-й разряд) | |
Сварщик пластмасс (1 — 3-й разряд) |
«.
2. В подразделе «3.2. Обобщенная трудовая функция» раздела «III. Характеристика обобщенных трудовых функций» позицию
«
Возможные наименования должностей | Сварщик (4 — 5-й разряд) Газосварщик (4 — 5-й разряд) Сварщик термитной сварки (4 — 5-й разряд) Сварщик ручной дуговой сварки плавящимся покрытым электродом (4 — 5-й разряд) Сварщик частично механизированной сварки плавлением (4 — 5-й разряд) Сварщик ручной дуговой сварки неплавящимся электродом в защитном газе (4 — 5-й разряд) Сварщик ручной плазменной сварки (4 — 5-й разряд) Сварщик ручной сварки полимерных материалов (4 — 5-й разряд) |
«
изложить в следующей редакции:
«
Возможные наименования должностей, профессий | Сварщик (4 — 5-й разряд) Газосварщик (4 — 5-й разряд) Сварщик термитной сварки (4 — 5-й разряд) Сварщик ручной дуговой сварки плавящимся покрытым электродом (4 — 5-й разряд) Сварщик частично механизированной сварки плавлением (4 — 5-й разряд) Сварщик ручной дуговой сварки неплавящимся электродом в защитном газе (4 — 5-й разряд) Сварщик ручной плазменной сварки (4 — 5-й разряд) Сварщик ручной сварки полимерных материалов (4 — 5-й разряд) Электрогазосварщик (4 — 5-й разряд) Электросварщик на автоматических и полуавтоматических машинах (4 — 5-й разряд) Электросварщик ручной сварки (4 — 5-й разряд) Сварщик пластмасс (4-й разряд) |
«.
3. В подразделе «3.3. Обобщенная трудовая функция» раздела «III. Характеристика обобщенных трудовых функций» позицию
«
Возможные наименования должностей, профессий | Сварщик (6-й разряд) Газосварщик (6-й разряд) Сварщик ручной дуговой сварки плавящимся покрытым электродом (6-й разряд) Сварщик частично механизированной сварки плавлением (6-й разряд) Сварщик ручной дуговой сварки неплавящимся электродом в защитном газе (6-й разряд) Сварщик ручной плазменной сварки (6-й разряд) |
«
изложить в следующей редакции:
«
Возможные наименования должностей, профессий | Сварщик (6-й разряд) Газосварщик (6-й разряд) Сварщик ручной дуговой сварки плавящимся покрытым электродом (6-й разряд) Сварщик частично механизированной сварки плавлением (6-й разряд) Сварщик ручной дуговой сварки неплавящимся электродом в защитном газе (6-й разряд) Сварщик ручной плазменной сварки (6-й разряд) Электрогазосварщик (6-й разряд) Электросварщик на автоматических и полуавтоматических машинах (6-й разряд) Электросварщик ручной сварки (6-й разряд) |
«.
4. В подразделе «3.4. Обобщенная трудовая функция» раздела «III. Характеристика обобщенных трудовых функций» позицию
«
Возможные наименования должностей, профессий | Сварщик-бригадир (6-й разряд) |
«
изложить в следующей редакции:
«
Возможные наименования должностей, профессий | Сварщик-бригадир (6-й разряд) Электрогазосварщик (6-й разряд) Электросварщик на автоматических и полуавтоматических машинах (6-й разряд) Электросварщик ручной сварки (6-й разряд) Сварщик пластмасс (4-й разряд) Сварщик термитной сварки (5-й разряд) |
«.
Приказ Минтруда России от 12.01.2016 г. № 2н «Об утверждении профессионального стандарта «Младший медицинский персонал». (Зарегистрировано в Минюсте России от 08.02.2016 г. № 40993) | — санитарка — санитарка (буфетчица) — санитарка (ваннщица) — санитарка (мойщица) — санитарка (морга) — санитарка (операционного блока) — младшая медицинская сестра по уходу за больными |
| Приказ Минтруда России от 17.01.2017 г. № 40н «Об утверждении профессионального стандарта «Графический дизайнер». (Зарегистрировано в Минюсте России от 27.01.2017 г. № 45442) | — художественный редактор |
| Приказ Минтруда России от 09.03.2016 г. № 91н «Об утверждении профессионального стандарта «Провизор». (Зарегистрировано в Минюсте России от 07.04.2016 г. № 41709) | — старший провизор — провизор — провизор-технолог |
| Приказ Минтруда России от 10.05.2016 г. № 227н «Об утверждении профессионального стандарта «Врач-стоматолог». (Зарегистрировано в Минюсте России от 02.06.2016 г. № 42399) | — врач-стоматолог — врач-стоматолог-ортопед — врач-стоматолог-терапевт — врач-стоматолог-хирург — врач-стоматолог-терапевт (детский) |
Приказ Минтруда России от 13. 03.2017 г. № 261н «Об утверждении профессионального стандарта «Токарь». (Зарегистрировано в Минюсте России от 12.05.2017 г. № 46703) 03.2017 г. № 261н «Об утверждении профессионального стандарта «Токарь». (Зарегистрировано в Минюсте России от 12.05.2017 г. № 46703) | — токарь |
| Приказ Минтруда России от 13.03.2017 г. № 275н «Об утверждении профессионального стандарта «Специалист по мехатронным системам автомобиля». (Зарегистрировано в Минюсте России от 04.04.2017 г. № 46238) | — слесарь по ремонту автомобилей |
| Приказ Минтруда России от 06.05.2015 г. № 275н «Об утверждении профессионального стандарта «Оператор связи». (Зарегистрировано в Минюсте России от 28.05.2015 г. № 37408) | — телефонист |
| Приказ Минтруда России от 06.05.2015 г. № 276н «Об утверждении профессионального стандарта «Специалист по организационному и документационному обеспечению управления организацией». (Зарегистрировано в Минюсте России от 02.06.2015 г. № 37509) | — заведующий делопроизводством — делопроизводитель |
Приказ Минтруда России от 27. 03.2017 г. № 306н «Об утверждении профессионального стандарта «Врач-педиатр участковый». 03.2017 г. № 306н «Об утверждении профессионального стандарта «Врач-педиатр участковый».(Зарегистрировано в Минюсте России от 17.04.2017 г. № 46397) | — врач – невролог — врач – неонатолог — врач-неонатолог (анестезиолог-реаниматолог (новорожденных) — врач – педиатр — врач — оториноларинголог — врач — офтальмолог — врач — эндокринолог — врач — анестезиолог — реаниматолог — врач клинической лабораторной диагностики — врач ультразвуковой диагностики — врач функциональной диагностики — врач — рентгенолог — врач — физиотерапевт — врач по лечебной физкультуре |
| Приказ Минтруда России от 28.03.2017 г. № 313н «Об утверждении профессионального стандарта «Наладчик полиграфического оборудования». (Зарегистрировано в Минюсте России от 28.03.2017 г. № 46356) | — наладчик полиграфического оборудования |
Приказ Минтруда России от 19.05.2014 г. № 315н «Об утверждении профессионального стандарта «Инженер-радиоэлектронщик». (Зарегистрировано в Минюсте России от 09.06.2014 г. № 32622) | — инженер-электроник |
| Приказ Минтруда России от 04.06.2014 г. № 357н «Об утверждении профессионального стандарта «Оператор средств массовой информации». (Зарегистрировано в Минюсте России от 10.07.2014 г. № 33028) | — кинооператор |
| Приказ Минтруда России от 25.06.2015 г. № 399н «Об утверждении профессионального стандарта «Специалист в области медико-профилактического дела». (Зарегистрировано в Минюсте России от 09.07.2015 г. № 37941) | — врач-бактериолог — врач-вирусолог — заведующий лабораторией-врач клинической лабораторной диагностики (бактериолог, цитолог) — врач-паразитолог — врач по гигиене питания — врач по гигиене труда — врач по общей гигиене — врач по радиационной гигиене — врач-эпидемиолог |
Приказ Минтруда России от 22.05.2017 г. № 427н «Об утверждении профессионального стандарта «Провизор-аналитик». (Зарегистрировано в Минюсте России от 05.06.2017 г. № 46958) (Зарегистрировано в Минюсте России от 05.06.2017 г. № 46958) | — провизор-аналитик |
| Приказ Минтруда России от 05.06.2017 г. № 470н «Об утверждении профессионального стандарта «Врача-офтальмолога». (Зарегистрировано в Минюсте России от 26.06.2017 г. № 47191) | — врач-офтальмолог |
| Приказ Минтруда России от 24.07.2015 г. № 514н «Об утверждении профессионального стандарта «Педагог-психолог (психолог в сфере образования)». (Зарегистрировано в Минюсте России от 18.08.2015 г. № 38575) | — психолог (ведущий) — педагог-психолог |
| Приказ Минтруда России от 04.08.2014 г. № 523н «Об утверждении профессионального стандарта «Оператор животноводческих комплексов и механизированных ферм». (Зарегистрировано в Минюсте России от 05.09.2014 г. № 33993) | — приготовитель кормов |
Приказ Минтруда России от 04.08.2014 г. № 524н «Об утверждении профессионального стандарта «Специалист в области охраны труда». (Зарегистрировано в Минюсте России от 20. 08.2014 г. № 33671) 08.2014 г. № 33671) | — инспектор по охране труда и технике безопасности — инженер (по охране труда) |
| Приказ Минтруда России от 04.08.2014 г. № 538н «Об утверждении профессионального стандарта «Редактор средств массовой информации». (Зарегистрировано в Минюсте России от 28.08.2014 г. № 33899) | — главный редактор — заместитель редактора — редактор — литературный редактор — редактор отдела |
| Приказ Минтруда России от 04.08.2014 г. № 540н «Об утверждении профессионального стандарта «Ветеринарный врач». (Зарегистрировано в Минюсте России от 20.08.2014 г. № 33672) | — ветеринарный врач — ведущий ветеринарный врач (заведующий клиникой) |
| Приказ Минтруда России от 04.08.2014 г. № 544н «Об утверждении профессионального стандарта «Педагог (педагогическая деятельность в сфере дошкольного, начального общего, основного общего, среднего общего образования) (воспитатель, учитель)». (Зарегистрировано в Минюсте России от 06.  12.2013 г. № 30550) 12.2013 г. № 30550) | — воспитатель |
| Приказ Минтруда России от 22.10.2013 г. № 570н «Об утверждении профессионального стандарта «Специалист по патентоведению». (Зарегистрировано в Минюсте России от 21.11.2013 г. № 30435) | — инженер по патентной и изобретательской работе |
| Приказ Минтруда России от 08.09.2015 г. № 605н «Об утверждении профессионального стандарта «Статистик». (Зарегистрировано в Минюсте России от 02.10.2015 г. № 39121) | — медицинский статистик |
| Приказ Минтруда России от 08.09.2015 г. № 608н «Об утверждении профессионального стандарта «Педагог профессионального обучения, профессионального образования и дополнительного профессионального образования». (Зарегистрировано в Минюсте России от 24.09.2015 г. № 38993) | — профессор — доцент — старший преподаватель — преподаватель — ассистент — старший методист — методист |
Приказ Минтруда России от 08. 09.2014 г. № 611н «Об утверждении профессионального стандарта «Специалист по техническим процессам художественной деятельности». (Зарегистрировано в Минюсте России от 29.09.2014 г. № 34157) 09.2014 г. № 611н «Об утверждении профессионального стандарта «Специалист по техническим процессам художественной деятельности». (Зарегистрировано в Минюсте России от 29.09.2014 г. № 34157) | — исполнитель художественно-оформительских работ |
| Приказ Минтруда России от 18.11.2013 г. № 679н «Об утверждении профессионального стандарта «Программист». (Зарегистрировано в Минюсте России от 18.12.2013 г. № 30635) | — инженер-программист |
| Приказ Минтруда России от 06.10.2015 г. № 691н «Об утверждении профессионального стандарта «Специалист по управлению персоналом». (Зарегистрировано в Минюсте России от 19.10.2015 г. № 39362) | — инспектор по кадрам — специалист по кадрам |
| Приказ Минтруда России от 28.11.2013 г. № 701н «Об утверждении профессионального стандарта «Сварщик». (Зарегистрировано в Минюсте России от 13.02.2014 г. № 31301) | — электрогазосварщик |
Приказ Минтруда России от 28.10. 2014 г. № 814н «Об утверждении профессионального стандарта «Специалист по противопожарной профилактике». (Зарегистрировано в Минюсте России от 21.11.2014 г. № 34822) 2014 г. № 814н «Об утверждении профессионального стандарта «Специалист по противопожарной профилактике». (Зарегистрировано в Минюсте России от 21.11.2014 г. № 34822) | — инструктор (по противопожарной профилактике) |
| Приказ Минтруда России от 21.11.2014 г. № 931н «Об утверждении профессионального стандарта «Машинист экскаватора». (Зарегистрировано в Минюсте России от 17.12.2014 г. № 35216) | — машинист экскаватора |
| Приказ Минтруда России от 08.12.2014 г. № 984н «Об утверждении профессионального стандарта «Машинист бульдозера». (Зарегистрировано в Минюсте России от 26.12.2014 г. № 35421) | — машинист бульдозера |
| Приказ Минтруда России от 22.12.2014 г. № 1061н «Об утверждении профессионального стандарта «Бухгалтер». (Зарегистрировано в Минюсте России от 23.01.2015 г. № 35697) | — главный бухгалтер (начальник службы, начальник отдела) — заместитель главного бухгалтера — ведущий бухгалтер — бухгалтер |
Приказ Минтруда России от 21. 12.2015 г. № 1079н «Об утверждении профессионального стандарта «Ветеринарный фельдшер». (Зарегистрировано в Минюсте России от 25.01.2016 г. № 40744) 12.2015 г. № 1079н «Об утверждении профессионального стандарта «Ветеринарный фельдшер». (Зарегистрировано в Минюсте России от 25.01.2016 г. № 40744) | — ветеринарный фельдшер |
| Приказ Минтруда России от 25.12.2014 г. № 1117н «Об утверждении профессионального стандарта «Слесарь-наладчик контрольно-измерительных приборов и автоматики». (Зарегистрировано в Минюсте России от 22.01.2015 г. № 35650) | — слесарь по контрольно-измерительным приборам и автоматике |
| Приказ Минтруда России от 25.12.2014 г. № 1150н «Об утверждении профессионального стандарта «Каменщик». (Зарегистрировано в Минюсте России от 29.01.2015 г. № 35773) | — каменщик |
| Приказ Минтруда России от 26.12.2014 г. № 1164н «Об утверждении профессионального стандарта «Слесарь-ремонтник промышленного оборудования».(Зарегистрировано в Минюсте России от 23.01.2015 г. № 35692) | — слесарь — ремонтник |
Приказ Минтруда России от 4 августа 2017 г. N 612н «Об утверждении профессионального стандарта «Врач-оториноларинголог».(Зарегистрировано в Минюсте России от 25 августа 2017 г. N 47967) N 612н «Об утверждении профессионального стандарта «Врач-оториноларинголог».(Зарегистрировано в Минюсте России от 25 августа 2017 г. N 47967) | — врач — оториноларинголог |
| ПРИКАЗ МИНТРУДА РОССИИ ОТ 07.11.2017 N 768Н «ОБ УТВЕРЖДЕНИИ ПРОФЕССИОНАЛЬНОГО СТАНДАРТА «СПЕЦИАЛИСТ В ОБЛАСТИ ОРГАНИЗАЦИИ ЗДРАВООХРАНЕНИЯ И ОБЩЕСТВЕННОГО ЗДОРОВЬЯ» (ЗАРЕГИСТРИРОВАНО В МИНЮСТЕ РОССИИ 29.11.2017 N 49047) | — врач — методист — врач — статист |
| Приказ Минтруда России от 14.03.2018 г. № 131н «Об утверждении профессионального стандарта «Врач –патологоанатом ». (Зарегистрировано в Минюсте России от 05.04.2018 г. № 50645 | — врач — патологоанатом |
| Приказ Минтруда России от 14.03.2018 г. № 132н «Об утверждении профессионального стандарта «Врач –эндокринолог». (Зарегистрировано в Минюсте России от 02.04.2018 г. № 50591 | — врач — эндокринолог |
| Приказ Минтруда России от 14.03.2018 г. № 135н «Об утверждении профессионального стандарта «Врач –инфекционист».  (Зарегистрировано в Минюсте России от 02.04.2018 г. № 50593 (Зарегистрировано в Минюсте России от 02.04.2018 г. № 50593 | — врач — инфекционист |
| Приказ Минтруда России от 14.03.2018 г. № 136н «Об утверждении профессионального стандарта «Врач –неонатолог». (Зарегистрировано в Минюсте России от 02.04.2018 г. № 50594 | — врач — неонатолог (анестезиолог-реаниматолог ( новорожденных) — врач — неонатолог |
| Приказ Минтруда России от 14.03.2018 г. № 137н «Об утверждении профессионального стандарта «Врач – уролог». (Зарегистрировано в Минюсте России от 05.04.2018 г. № 50632 | — врач — уролог |
| Приказ Минтруда России от 14.03.2018 г. № 138н «Об утверждении профессионального стандарта «Врач –аллерголог-иммунолог». (Зарегистрировано в Минюсте России от 04.04.2018 г. № 50608 | — врач — аллерголог-иммунолог |
| Приказ Минтруда России от 14.03.2018 г. № 142н «Об утверждении профессионального стандарта «Врач –дерматовенеролог». (Зарегистрировано в Минюсте России от 05.  04.2018 г. № 50641 04.2018 г. № 50641 | — врач — дерматовенеролог |
| Приказ Минтруда России от 14.03.2018 г. № 141н «Об утверждении профессионального стандарта «Врач – нейрохирург». (Зарегистрировано в Минюсте России от 07.05.2018 г. № 51002 | — врач — нейрохирург |
| Приказ Минтруда России от 14.03.2018 г. № 143н «Об утверждении профессионального стандарта «Врач –сердечно-сосудистый хирург». (Зарегистрировано в Минюсте России от 05.04.2018 г. № 50643 | — врач — сердечно-сосудистый хирург |
| Приказ Минтруда России от 27.08.2018 г. № 554н «Об утверждении профессионального стандарта «ВРАЧ — АНЕСТЕЗИОЛОГ-РЕАНИМАТОЛОГ». (Зарегистрировано в Минюсте России от 14.09.2018 г. № 52161 | — врач — анестезиолог-реаниматолог |
| Приказ Минтруда России от 31.10.2018 г. № 684н «Об утверждении профессионального стандарта «ВРАЧ-ФТИЗИАТР». (Зарегистрировано в Минюсте России от 20.11.2018 г. № 52737 | — врач — фтизиатр |
Приказ Минтруда России от 12. 11.2018 г. № 698н «Об утверждении 11.2018 г. № 698н «Об утверждениипрофессионального стандарта «ВРАЧ — ТРАВМАТОЛОГ-ОРТОПЕД». (Зарегистрировано в Минюсте России от 04.12.2018 г. № 52868 | — врач — травматолог-ортопед |
профессиональный стандарт
После внесения изменений в ТК РФ с июля 2016 года в случаях предоставления льгот и компенсаций (в том числе пенсионных), наименования профессий и должностей должны соответствовать наименованиям, указанным не только в квалификационных справочниках (ЕТКС и ЕКС), но и в профессиональных стандартах.
Согласно ст. 195.3 ТК РФ профессиональные стандарты в ряде случаев являются обязательными для применения работодателями. При этом они подлежат применению в полном объеме, включая наименования профессий, должностей. В других случаях эти требования носят рекомендательный характер и работодатель самостоятельно определяет, чем он будет руководствоваться при установлении наименований профессий, должностей на своем предприятии: ЕТКС и ЕКС, или профессиональными стандартами.
Пенсионным законодательством РФ для определенных категорий работников установлено досрочное пенсионное обеспечение, напомнили в отделении ПФР по Республике Бурятия.
Если наименование профессии, должности, в которой выполнялась работа, соответствует наименованиям, предусмотренным соответствующими Списками производств, работ, профессий, должностей и показателей, дающих право на льготное пенсионное обеспечение, то период работы при соблюдении прочих условий (выполнение работы в течение полного рабочего дня, уплата работодателем дополнительного тарифа страховых взносов и т.д.) будет включен в стаж, дающий право на досрочную пенсию.
При несоответствии наименования профессии, должности или невыполнения установленных условий период работы зачету в стаж на соответствующих видах работ не подлежит.
Наименования профессий, должностей в данных Списках указаны в соответствии с ЕТКС, ЕКС.
Профессиональными стандартами для профессий и должностей устанавливаются возможные наименования, которые могут не соответствовать наименованиям профессий и должностей с аналогичными трудовыми функциями, предусмотренным ЕТКС, ЕКС и, соответственно, Списками.
С введением профессиональных стандартов, когда их применение является обязательным, у работодателей возникают вопросы о сохранении для работников права на досрочное пенсионное обеспечение, в случае, если наименование профессии или должности по профессиональному стандарту отличается от наименования профессии, должности, предусмотренного квалификационными справочниками и Списками.
Например, много вопросов в силу распространенности профессии поступает от работодателей по «электрогазосварщикам».
Для предприятий, независимо от отрасли экономики, эта профессия предусмотрена разделом XXXIII «Общие профессии» Списка № 2, утвержденного постановлением Кабинета Министров СССР от 26.01.1991 № 10.
Такое же наименование профессии предусмотрено ЕТКС «Выпуск 2. Часть 1. Раздел «Сварочные работы».
Профессиональный стандарт, утвержденный приказом Минтруда России от 28.11.2013 № 701н «Об утверждении профессионального стандарта «Сварщик», для трудовых функций, выполняемых «электрогазосварщиком», предлагает возможные наименования профессии «сварщик» и «газосварщик».
В отличие от профессии «газосварщик» профессия «сварщик» разделом XXXIII Списка № 2 не предусмотрена.
В такой ситуации вопрос о праве на досрочную пенсию решается через установление тождественности наименований должностей, профессий и специальностей, содержащихся в справочниках, наименованиям по профстандартам (ст. 195.2 ТК РФ).
В соответствии с постановлением Правительства РФ от 22.01.2013 № 23 тождественность таких наименований устанавливается Минтрудом с учетом мнения Российской трехсторонней комиссии по регулированию социально-трудовых отношений.
Периоды работы в профессиях и должностях, наименования которых по профстандарту отличаются от наименований, предусмотренных Списками, могут быть засчитаны органами ПФР в стаж на соответствующих видах работ, дающий право на досрочное пенсионное обеспечение, только при наличии нормативного акта об установлении тождественности.
До установления тождественности наименований должностей, профессий и специальностей и при отсутствии в ТК РФ, других законодательных и нормативных правовых актах положений об обязательности применения профстандартов, работодателям, в целях досрочного пенсионного обеспечения своих работников, предпочтительнее ориентироваться на квалификационные справочники, особенно в части наименования профессий и должностей.
Miller Welder Generators — Сварочные аппараты и машины с приводом от двигателя
Сварочные аппараты с приводом от двигателявключают двигатель, работающий на бензине, дизельном топливе или пропане, соединенный с электрическим генератором для выработки энергии для сварки Stick, TIG, MIG и порошковой сваркой. Сварочные аппараты с приводом от двигателя обычно перевозятся на грузовике или трейлере для использования на открытом воздухе. Электроэнергия, вырабатываемая сварочным аппаратом с приводом от двигателя, приводит в действие вентиляторы, насосы, воздушные компрессоры или другие электрические инструменты, которые обычно встречаются на строительных площадках.
Усовершенствованный Bobcat 200 Air Pak — это бесшумный, экономичный моноблок, обеспечивающий высокую мощность при компактных размерах и малом весе, а также ведущую в отрасли надежность и производительность.
Fusion 160 обеспечивает плавную и стабильную дугу либо от двигателя, либо от электросети 120/240 В, обеспечивая уникальное сочетание универсальности и производительности в легком корпусе.
Для операторов сервисных грузовиков классов 3-5, которые хотят консолидировать или повысить надежность своего силового оборудования, Bobcat 200 Air Pak Diesel представляет собой бесшумное, экономичное устройство «все в одном», которое поддерживает возможности мощности в компактном, легком месте, которое поддерживается благодаря лучшей в отрасли надежности и производительности, которую ожидают клиенты.
Надежный наружный источник питания! Отлично подходит для фермы, ранчо, технического обслуживания и любителей.
Для менеджеров парка рабочих самосвалов, которые хотят сократить время простоя грузовиков классов 3-5, EnPak A30 является самым тихим и наиболее экономичным многофункциональным устройством, которое поддерживает мощность с приводом от ВОМ, включая 12 В постоянного тока, в компактном, компактном корпусе. легкое решение, обеспечивающее лучшую в отрасли надежность и производительность, ожидаемую от Miller.
легкое решение, обеспечивающее лучшую в отрасли надежность и производительность, ожидаемую от Miller.
Для менеджеров парка рабочих самосвалов, которые хотят сократить время простоя грузовиков классов 3-5, EnPak A30 является самым тихим и наиболее экономичным многофункциональным устройством, которое поддерживает мощность с приводом от ВОМ, включая 12 В постоянного тока, в компактном, компактном корпусе. легкое решение, обеспечивающее лучшую в отрасли надежность и производительность, ожидаемую от Miller.
Возьмите под свой контроль, снизьте уровень шума и снизьте эксплуатационные расходы с помощью дистанционного запуска / остановки, стандартного для сварочных аппаратов / генераторов Bobcat 225.Легко включайте и выключайте машину удаленно, чтобы она работала только тогда, когда вам это нужно. Делайте больше с каждым баком топлива, увеличивайте интервалы между техобслуживанием и работайте, не возвращаясь к своей машине. Сварочный аппарат / генератор Bobcat 225 отлично подходит для сварки штангой и генераторов. Предназначен для ферм / ранчо, операций по техническому обслуживанию и ремонту, работы с грузовиками и использования в качестве автономного генератора.
Сварочный аппарат / генератор Bobcat 225 отлично подходит для сварки штангой и генераторов. Предназначен для ферм / ранчо, операций по техническому обслуживанию и ремонту, работы с грузовиками и использования в качестве автономного генератора.
Возьмите под свой контроль, снизьте уровень шума и снизьте эксплуатационные расходы с помощью дистанционного запуска / остановки, стандартного для сварочных аппаратов / генераторов Bobcat 260.Легко включайте и выключайте машину удаленно, чтобы она работала только тогда, когда вам это нужно. Делайте больше с каждым баком топлива, увеличивайте интервалы между техобслуживанием и работайте, не возвращаясь к своей машине. Сварочный аппарат / генератор Bobcat 260 отлично подходит для сварки штангой и порошковой проволокой и предназначен для операций по техническому обслуживанию / ремонту, грузовых автомобилей, строительства, фермы / ранчо и использования генераторов.
Возьмите под свой контроль, снизьте уровень шума и снизьте эксплуатационные расходы с помощью дистанционного запуска / остановки, стандартного для сварочных аппаратов / генераторов Bobcat 260. Легко включайте и выключайте машину удаленно, чтобы она работала только тогда, когда вам это нужно. Делайте больше с каждым баком топлива, увеличивайте интервалы между техобслуживанием и работайте, не возвращаясь к своей машине. Сварочный аппарат / генератор Bobcat 260 отлично подходит для сварки палкой и порошковой проволокой и предназначен для операций по техническому обслуживанию / ремонту, грузовых автомобилей, строительства, фермы / ранчо и использования генераторов.
Легко включайте и выключайте машину удаленно, чтобы она работала только тогда, когда вам это нужно. Делайте больше с каждым баком топлива, увеличивайте интервалы между техобслуживанием и работайте, не возвращаясь к своей машине. Сварочный аппарат / генератор Bobcat 260 отлично подходит для сварки палкой и порошковой проволокой и предназначен для операций по техническому обслуживанию / ремонту, грузовых автомобилей, строительства, фермы / ранчо и использования генераторов.
Прочный сварочный аппарат / генератор отлично подходит для сварки штангой и порошковой проволокой и предназначен для технического обслуживания / ремонта, строительства, фермы, ранчо и использования генераторов.
Предназначен для владельцев ферм и ранчо, которым требуется одно- и трехфазное питание для работы трехфазных поворотных оросительных систем на 480 В или обеспечения резервного питания для дома, фермы и ранчо.
Trailblazer® обеспечивают непревзойденную производительность дуги, обеспечивая самую плавную и стабильную дугу в отрасли. Эксклюзивная технология Auto-Speed ™ компании Trailblazer обеспечивает превосходное время работы, повышенную топливную экономичность и улучшенные характеристики сварочного аппарата / генератора.Никакая другая компактная машина в классе 300 ампер не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума — для продуктивных, прибыльных и более тихих рабочих мест.
Сварочные аппараты / генераторы Trailblazer® обеспечивают непревзойденную производительность дуги, обеспечивая самую плавную и стабильную дугу в отрасли. Эксклюзивные технологии Trailblazer — Auto-Speed ™ и дополнительная мощность Excel ™ — обеспечивают превосходное время работы, повышенную топливную экономичность и улучшенные характеристики сварочного аппарата / генератора. Никакая другая компактная машина в классе 300 ампер не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума — для продуктивных, прибыльных и более тихих рабочих мест.
Никакая другая компактная машина в классе 300 ампер не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума — для продуктивных, прибыльных и более тихих рабочих мест.
Trailblazer® обеспечивают непревзойденную производительность дуги, обеспечивая самую плавную и стабильную дугу в отрасли. Эксклюзивная технология Auto-Speed ™ компании Trailblazer обеспечивает превосходное время работы, повышенную топливную экономичность и улучшенные характеристики сварочного аппарата / генератора.Никакая другая компактная машина в классе 300 ампер не обеспечивает большей сварочной мощности или большей вспомогательной мощности с лучшей топливной экономичностью и меньшим уровнем шума — для продуктивных, прибыльных и более тихих рабочих мест.
Мощный универсальный инструмент, предназначенный для ремонта и строительства, с непревзойденным качеством сварных швов, встроенным ротационным винтовым воздушным компрессором, мощностью генератора 13 000 Вт для инструментов и запуском от внешнего источника для зарядного устройства.
Созданный для профессионалов, Big Blue 400 Pro — лучшее решение с точки зрения простоты использования, надежности и экономии топлива.
Надежный низкооборотный дизельный сварочный аппарат / генератор нового поколения, разработанный для подрядчика по трубопроводу.
Big Blue 450 Duo CST — прочный, компактный, экономичный дизельный сварочный аппарат / генератор, который обеспечивает 2 дуги превосходного качества в одном экономичном корпусе.
Чистый, бесшумный, многопроцессорный аппарат обеспечивает сварочную мощность до 500 ампер с двигателем, соответствующим стандарту EPA Tier 4 Final, который идеально подходит для тяжелых условий эксплуатации.
Этот сварочный аппарат / генератор на 600 А, соответствующий стандарту EPA Tier 4 Final, выполняет тяжелые работы, требующие высокой мощности для сварки, строжки и вспомогательного питания.
Big Blue 600 Air Pak является наиболее надежным и универсальным аппаратом для полевых работ, требующих питания одного оператора для сварки, строжки угольной дугой, вспомогательного питания или запуска воздушного компрессора для выполнения критически важных функций ремонта и технического обслуживания. поддерживайте работоспособность оборудования на рабочем месте и повышайте продуктивность в течение дня.
Укомплектованный многопроцессорный сварочный аппарат / генератор с несколькими операторами, который обеспечивает две независимые дуги качества трубы в одном полном комплекте. Оснащенный технологией ArcReach®, операторы могут изменять параметры сварки с устройства подачи ArcReach или удаленно. Возможности сварки RMD® и импульсной MIG-сваркой добавлены с помощью ArcReach Smart Feeder.
Наш самый мощный Air Pak обеспечивает производительность двух операторов и гибкость в многопроцессорном режиме. Чистые двигатели, соответствующие требованиям EPA T4i и T4F, снижают выбросы.
Чистые двигатели, соответствующие требованиям EPA T4i и T4F, снижают выбросы.
Революционная, полностью интегрированная система питания для рабочих тележек. EnPak объединяет в себе роторно-винтовой воздушный компрессор, гидравлический насос, генератор и дизельный двигатель Tier IV Final мощностью 24,8 л.с. в одном блоке и является полностью работоспособным при выключенном грузовике.
Сварка сложнее, чем многие думают
Вы когда-нибудь задумывались, как можно склеить металл, чтобы выдерживать огромные нагрузки на зданиях и мостах? Одна из основных причин заключается в том, что опытные сварщики, обладающие высокой квалификацией и квалификацией, создали сварные швы, которые будут выдерживать вес и элементы в течение многих лет.
Опытные сварщики делают процесс простым, но это далеко не так. Это умение, сочетающее в себе талант и творчество, отточенное годами обучения, образования и опыта работы. Конкретные обязанности сварщика зависят от отрасли, в которой он работает.
Конкретные обязанности сварщика зависят от отрасли, в которой он работает.
Несмотря на то, что существует несколько способов сварки, большинство работодателей ищут сварщиков, знакомых со сваркой в среде инертного газа (MIG). Это вид дуговой сварки, при которой два металла нагреваются с помощью электрического тока и соединяются вместе.
Сварка палкой — еще один популярный процесс дуговой сварки. Здесь сварщик использует стержни (палки) для соединения различных металлов. Это наименее затратная процедура сварки и не требует навыков других.
Сварка TIG, обычно применяемая в аэрокосмических и трубопроводных системах, является самым дорогостоящим процессом и требует высочайшего уровня квалификации.
Если это похоже на карьеру, к которой вы хотите серьезно относиться, вот некоторые детали, которые вам следует знать:
Вам потребуется овладеть несколькими навыками.
Сварщики помогают строить корабли, автомобили, самолеты и всевозможные конструкции, поэтому их часто можно встретить в обрабатывающей промышленности и строительстве. Они должны уметь читать чертежи, рассчитывать размеры и использовать эту информацию для соединения металлических деталей. Некоторые сварщики имеют высшее образование, но большинство из них только сертифицированы.
Они должны уметь читать чертежи, рассчитывать размеры и использовать эту информацию для соединения металлических деталей. Некоторые сварщики имеют высшее образование, но большинство из них только сертифицированы.
Вот список навыков, которые вам необходимо развить, чтобы сделать успешную карьеру в сварке:
- Математические навыки: Математические навыки необходимы при резке и обрезке металлических деталей, которые необходимо приварить до нужных размеров.
- Внимание к деталям: Сварщики должны обращать внимание на детали, поскольку они выполняют работу, которая должна быть почти безупречной.
- Организационные навыки: Сварщики иногда работают в потенциально опасных условиях. Из-за этого им необходимо содержать свое рабочее место в чистоте и порядке.
- Физические способности: Сварщики поднимают, сгибают, поворачивают и наклоняются, собирая или разбирая большие объекты. Вам также понадобятся твердая рука и хватка, чтобы держать фонарь на месте в течение длительного времени.
- Соблюдение стандартов безопасности: Из-за наличия электрического тока, расплавленного металла и дуговых вспышек сварщики должны строго соблюдать все правила техники безопасности.
 Из-за этого им необходимо содержать свое рабочее место в чистоте и порядке.
Из-за этого им необходимо содержать свое рабочее место в чистоте и порядке.- Знание профессиональных инструментов: Сварщики должны использовать подъемные устройства, паяльники, калибры для угловых и стыковых швов, а также все виды ручных инструментов.
- Способность изучать новейшие технологии: Поскольку методы сварки постоянно развиваются, сварщики должны быть готовы и уметь оставаться в курсе последних технологий.В некоторых случаях сварщик может контролировать автоматические сварочные аппараты, для чего может потребоваться программирование и обеспечение правильного выполнения сварочных швов аппаратами.

Готовы ли вы к новому испытанию в этой захватывающей карьере?
Мы здесь, чтобы помочь вам его найти. Свяжитесь с Pro Resources, чтобы узнать о возможностях сварки и других вакансиях в легкой промышленности или технических / профессиональных специалистах. Мы работаем более 30 лет, поэтому позвольте нам использовать наш опыт, чтобы помочь вам найти вашу следующую работу.
Связанные5 лучших трубопроводных сварочных аппаратов в 2021 году
назад в меню ↑
Что такое сварка трубопроводов?
Для большинства людей довольно сложно отличить сварщика трубопроводов от сварщика трубопроводов. Сварщик трубопроводов работает с системами трубопроводов в промышленных средах, таких как химические заводы и нефтеперерабатывающие заводы. Здесь вы встретите трубы разного размера из разных материалов.
Сварщик трубопроводов работает с системами трубопроводов в промышленных средах, таких как химические заводы и нефтеперерабатывающие заводы. Здесь вы встретите трубы разного размера из разных материалов.
Сварка трубопроводов в основном сосредоточена на распределительных трубопроводах, длина которых может составлять сотни километров, по которым транспортируется нефть с нефтяных вышек на нефтеперерабатывающие заводы или газ и нефть от нефтеперерабатывающих заводов к терминалам.
Сварщики трубопроводов имеют дело с трубами, содержимое которых при неосторожном обращении может вызвать неблагоприятные последствия. Они должны придерживаться строгих спецификаций, чтобы проекты были реализованы и успешно завершены. Использование правильных материалов и оборудования и соблюдение стандартов безопасности с учетом потребностей работодателя имеет первостепенное значение.
Сварщики трубопроводов берут на себя несколько обязанностей. Они должны уметь читать и интерпретировать чертежи строительства трубопровода, а также использовать нужное количество и тип материалов. Монтаж и ремонт трубопроводов в соответствии со схемами и испытание окончательной системы на герметичность и гидроизоляцию также имеют решающее значение при сварке трубопроводов.
Монтаж и ремонт трубопроводов в соответствии со схемами и испытание окончательной системы на герметичность и гидроизоляцию также имеют решающее значение при сварке трубопроводов.
Как сварщик трубопроводов, вы должны быть знакомы с рядом инструментов, используемых в этом секторе, включая горелки, присадочные стержни, сварочные аппараты, шлифовальные станки, линейки, суппорты, гаечные ключи, сверла и т. Д. Большинство этих инструментов требуется для подготовки. и выполнение сварки.
Оценка также входит в обязанности сварщика трубопроводов.Они должны гарантировать, что детали соответствуют установленным стандартам и не имеют дефектов. Работая сварщиком трубопроводов, вы должны убедиться, что сварочные аппараты и другие инструменты находятся в оптимальном состоянии, даже если это означает их регулярное обслуживание.
назад в меню ↑
Рабочие места и условия сварки трубопроводов
Нефтяная промышленность сильно зависит от сварщиков трубопроводов. Эти профессионалы гарантируют, что любой монтаж трубопроводов в отрасли будет эффективным и безопасным, независимо от того, работает ли он на нефтяных вышках, нефтеперерабатывающих заводах или нефтяных терминалах.Эксперты также несут ответственность за прокладку, ремонт и обслуживание трубопроводов, соединяющих эти конструкции.
Эти профессионалы гарантируют, что любой монтаж трубопроводов в отрасли будет эффективным и безопасным, независимо от того, работает ли он на нефтяных вышках, нефтеперерабатывающих заводах или нефтяных терминалах.Эксперты также несут ответственность за прокладку, ремонт и обслуживание трубопроводов, соединяющих эти конструкции.
Другие отрасли, в которых могут быть возможности для сварщиков трубопроводов, включают:
- Автомобилестроение
- Атомная энергетика
- Аэрокосмические заводы
- Военные
- Строительные площадки
Любая сварка сопряжена с высоким риском травм и болезней. Ваши глаза могут быть повреждены из-за яркого света сварочного оборудования.Также имейте в виду, что некоторые сварочные инструменты выделяют избыточное тепло, не забывая при этом о риске вдыхания дыма, образующегося при сварке. Поэтому необходимо носить защитное снаряжение и соблюдать стандарты безопасности.
Тем не менее, сварка трубопроводов выходит на новый уровень, обеспечивая более жесткие условия труда и окружающую среду. Обычно этот концерт требует, чтобы вы работали под неудобными углами и держали оборудование в неудобном положении. Иногда вам, возможно, придется выполнять проекты в районах с экстремальными температурами, включая пустыни и полярные регионы.
Обычно этот концерт требует, чтобы вы работали под неудобными углами и держали оборудование в неудобном положении. Иногда вам, возможно, придется выполнять проекты в районах с экстремальными температурами, включая пустыни и полярные регионы.
Подводная сварка трубопроводов решает самые сложные сварочные работы. Здесь сварщики работают в условиях, в которых они не могут выжить без специального оборудования.
Подводная сварка требует использования сухих герметичных сепараторов, но тусклый свет, пузырьки воды и низкая температура могут усложнить задачу. Однако это должна быть самая высокооплачиваемая сварочная работа. Для получения дополнительной информации о лучших школах подводной сварки [прочтите наше полное руководство]
назад в меню ↑
Требования к сварщикам трубопроводов
Вы, конечно, не захотите пробовать сварку трубопроводов без тщательной подготовки и набора навыков.Работа в сложных условиях и в сложных условиях требует навыков сварки, превышающих средний уровень, которые можно получить только при формальном обучении.
Большинство студентов, изучающих сварку трубопроводов, начинают с формального ученичества, для успешного завершения которого требуется 2000 или более часов полной занятости и не менее 144 часов аудиторных занятий. Это может занять от 3 до 5 лет.
Как вариант, вы можете записаться в классы в профессиональных училищах, где вы будете изучать методы элементарной сварки, в том числе:
- Газовая дуговая сварка вольфрамом (GTAW)
- Дуговая сварка защищенного металла (SMAW)
- SMAW с вертикальными нижними электродами с низким содержанием водорода
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка порошковой проволокой (FCAW)
Вы также узнаете о проектировании трубопроводных систем, использовании инструментов, металлургии, механическом рисовании и безопасности.
Приобретение технических навыков и знаний может оказаться недостаточным для получения лицензии, и для этого необходимы классы сертификации. Американский институт нефти, Американское общество инженеров-механиков и Американское общество сварщиков — одни из ключевых американских институтов, предлагающих различные сертификаты в области сварки. Обратите внимание, что требования к лицензированию сварщика трубопроводов могут отличаться от штата к штату.
Обратите внимание, что требования к лицензированию сварщика трубопроводов могут отличаться от штата к штату.
Сварщики, работающие на море, должны пройти курс обучения навыкам выживания в море и пройти курс обучения подводному спасению с вертолета.Эта специальность не подходит для тех, у кого серьезные проблемы со здоровьем, так как работники должны пройти медицинское обследование в открытом море. Вам также может потребоваться пройти обучение по технике безопасности для конкретной компании.
Навыки решения проблем помогут вам диагностировать и решать проблемы трубопроводной системы. Сварщики трубопроводов также должны обладать хорошими коммуникативными навыками, чтобы эффективно обмениваться идеями, беспрепятственно взаимодействовать с коллегами и работодателями / сотрудниками, а также создавать подробные и полезные отчеты.
Физическая выносливость необходима для того, чтобы выдерживать тяжелые условия работы, связанные с этой работой.Кроме того, сварщики трубопроводов много путешествуют, так что это может не быть вашей работой, если путешествия — не ваше дело.
назад в меню ↑
Заработная плата сварщика трубопроводов
Компромисс для тяжелых условий работы, характерных для сварки трубопроводов, заключается в том, что это мало кому нравится, и есть множество возможностей трудоустройства для каждого, кто готов принять вызов. Это делает сварку трубопроводов одной из самых прибыльных сварочных работ в мире.
В 2018 году Статистическое управление США сообщило, что средняя годовая заработная плата сварщиков трубопроводов, работающих в газораспределительных компаниях, составляла 78 970 долларов, в то время как те, кто работал в других отраслях трубопроводного транспорта, зарабатывали до 75 690 долларов.Средняя почасовая оплата составляет 34 доллара США, при этом наиболее высокооплачиваемые рабочие получают более 60 долларов в час.
назад в меню ↑
Сварочные аппараты для трубопроводов
Удовлетворительные навыки, знания и опыт могут не иметь большого значения в вашей карьере сварщика труб, если у вас нет соответствующего оборудования. Обратите внимание, что вы будете сваривать трубопроводы нестандартной толщины, иногда в суровых условиях. Несомненно, не все сварочное оборудование соответствует требованиям и задачам сварки трубопроводов.
Обратите внимание, что вы будете сваривать трубопроводы нестандартной толщины, иногда в суровых условиях. Несомненно, не все сварочное оборудование соответствует требованиям и задачам сварки трубопроводов.
Одним из основных видов оборудования для сварки трубопроводов является сварочный аппарат. Вам нужен мощный сварочный аппарат, отвечающий требованиям по силе тока для сварки трубопроводов. Кроме того, большинство задач выполняется на открытом воздухе, и поэтому машина с портативным устройством питания, которое также может питать другие гаджеты, становится необходимостью.
Нелегко найти сварщика трубопроводов, который без труда удовлетворит эти требования и при этом обеспечит оптимальную производительность. К счастью, мы собрали несколько лучших вариантов, которые следует учитывать при следующей покупке, независимо от того, отправляетесь ли вы в путь или ищете замену своему старому сварочному аппарату.Сначала рассмотрим процесс выбора сварщика трубопроводов.
назад в меню ↑
На что обращать внимание в сварочном аппарате для трубопроводов
Выходная мощность
Значение выходного тока в амперах обозначает мощность сварочного аппарата для трубопроводов. Принимая во внимание различную толщину трубопроводов, вы должны быть уверены, что приобретаете сварочный аппарат, мощность которого позволяет выполнять широкий спектр операций.
Принимая во внимание различную толщину трубопроводов, вы должны быть уверены, что приобретаете сварочный аппарат, мощность которого позволяет выполнять широкий спектр операций.
В то время как для бытовых целей вы можете спокойно полагаться на диапазон от 120 до 140 ампер, для более требовательных проектов требуется более высокая мощность в диапазоне от 200 до 300 А.Выбирайте машину с широким диапазоном мощности.
В основном вы будете работать со своей машиной на открытом воздухе, и это требует надежного решения по электроснабжению. Большинство сварщиков трубопроводов оснащены встроенным генератором, который может поддерживать работу машины в течение суток.
Рабочий цикл
Говоря языком непрофессионала, рабочий цикл означает процент минут в течение 10 минут, в течение которых сварочный аппарат может производить определенный ток без перегрева.
Рассмотрим сварочный аппарат на 150 А и рабочий цикл 70%. Это означает, что вам необходимо дать машине отдохнуть не менее 3 минут после 7 минут сварки при 150 А. Использование более низкой силы тока означает более высокий рабочий цикл. Таким образом, если вы выбрали 100А, вы могли бы получить рабочий цикл до 85%.
Использование более низкой силы тока означает более высокий рабочий цикл. Таким образом, если вы выбрали 100А, вы могли бы получить рабочий цикл до 85%.
Выберите сварочный аппарат, который обеспечивает максимально возможный рабочий цикл для конкретной выходной мощности, необходимой для ваших проектов. Большинство профессиональных сварочных аппаратов обеспечивают 100% рабочий цикл при выходных токах до 250 А.
Универсальность
Трубопроводы различной толщины и материалов требуют применения различных технологий сварки. Распространенными методами являются сварка в среде инертного газа (MIG), сварка электродом, порошковая сварка и дуговая сварка вольфрамовым электродом (GTAW), широко известная как сварка TIG (вольфрамовый инертный газ).
MIG хорошо работает с более крупными и толстыми трубопроводами, тогда как TIG лучше всего подходит для более тонких деталей или более легких проектов. Вы не хотите быть ограниченными масштабом проекта и толщиной трубы, поэтому сварщик, который может выполнять все методы, становится обязательным выбором.
Безопасность
Как бы вы ни искали мощную машину, важно проверить ее функции безопасности. Защита от перенапряжения — важная функция безопасности, на которую следует обратить внимание сварщикам трубопроводов. Рекомендуемый уровень защиты составляет от 20% до 25%.
Мобильность
Сварка трубопроводов — это очень портативная работа, связанная с большим количеством поездок и перетаскиванием сварочного оборудования. Это требует от вас покупки легко перемещаемой машины для сварочных работ на трубопроводе.
Портативный сварочный аппарат легкий и удобный, но он должен быть прочным, чтобы выдерживать постоянные движения и жесткие условия окружающей среды.
Центр карьеры округа Вашингтон | Мариетта
Сварка
Техническая специализация
Программа предварительного обучения
Pioneer Group в Мариетте, Огайо
Необходимо сдать шесть экзаменов по сварке (Американские стандарты инженеров-механиков и Американский институт трубопроводов) для прохождения стажировки в Местном профсоюзе сантехников и монтажников № 168
Карьерные возможности
Карьера начального уровня (с завершением программы)
Подмастерье слесаря
Ученик сварщика труб
Котельщик
Сертифицированный сварщик
Изготовитель
Изготовитель ювелирных изделий
Техник по обслуживанию
Миллрайт
Работник по обработке листового металла
Продавец отдела снабжения
Оператор сварочного аппарата
Техническая карьера (ученичество, степень младшего специалиста, продвинутая сертификация, опыт и т. Д.))
Д.))
Сварщик Американского общества сварки
Котельщик
Владелец бизнеса
Сертифицированный сварщик
Сертифицированный инспектор по сварке
Оператор с ЧПУ
Сварщик для технического обслуживания
Торговый представитель производства
Изготовитель металла
Администратор неразрушающего контроля
Изготовитель / техник по сварке
Техник-сварщик со степенью младшего специалиста
Профессиональная карьера (бакалавр, магистр, Ph.D., специальная подготовка, опыт и др.)
Отраслевой опыт
Познакомьтесь с инструктором
Килан Маклиш
Инструктор по сварке
740.373.2766
740.373.2766 9 x7080
2 Достижения
Многие из моих учеников имели возможность участвовать в государственных соревнованиях.

Хобби и интересные факты
Выпускник средней школы Мариетты. Владелец McLeish Auction Service LLC
Основы орбитальной сварки труб
| Типичный орбитальный сварной шов.Обратите внимание на импульсную дугу на поверхности сварного шва. |
Понимание основных принципов орбитальной сварки труб может помочь вам быстрее прийти к оптимальной процедуре сварки. для вашего конкретного приложения.
Орбитальная сварка была впервые использована в 1960-х годах, когда авиакосмическая промышленность осознала необходимость в более совершенной технике соединения. для аэрокосмических гидравлических линий.Был разработан механизм, в котором дуга от вольфрамового электрода вращалась вокруг
сварное соединение НКТ. Ток дуговой сварки регулировался системой управления, что позволяло автоматизировать весь процесс. Результат
был более точным и надежным методом, чем замененный им метод ручной сварки.
для аэрокосмических гидравлических линий.Был разработан механизм, в котором дуга от вольфрамового электрода вращалась вокруг
сварное соединение НКТ. Ток дуговой сварки регулировался системой управления, что позволяло автоматизировать весь процесс. Результат
был более точным и надежным методом, чем замененный им метод ручной сварки.
Орбитальная сварка стала практикой во многих отраслях промышленности в начале 1980-х годов, когда появились комбинированные системы электропитания и управления.
разработаны, которые работают от 110 В переменного тока и были достаточно физически малы, чтобы их можно было переносить с места на место на конструкции.
площадка для множественных сварных швов на месте.Современные системы орбитальной сварки предлагают компьютерное управление, где параметры сварки для
различные приложения могут быть сохранены в памяти и вызваны при необходимости для конкретного приложения. Навыки сертифицированного
Таким образом, сварщики встроены в сварочную систему, производя огромное количество идентичных сварных швов и оставляя значительно меньше
место для ошибок или дефектов.
Навыки сертифицированного
Таким образом, сварщики встроены в сварочную систему, производя огромное количество идентичных сварных швов и оставляя значительно меньше
место для ошибок или дефектов.
| Стандартные закрытые головки для орбитальной сварки практичны при размерах сварочных труб от 1/16 дюйма (1.От 6 мм) до 6 дюймов (152 мм) с толщина стенки ‘до 0,154 дюйма (3,9 мм) Большие диаметры и толщина стенки’ могут быть приспособлены с помощью сварного шва открытого типа голова. |
Оборудование для орбитальной сварки
В процессе орбитальной сварки трубы зажимаются на месте, а орбитальная сварочная головка вращает электрод и электрическую
дуга вокруг сварного шва, чтобы сделать требуемый сварной шов. Система орбитальной сварки состоит из источника питания и головки для орбитальной сварки.
Система орбитальной сварки состоит из источника питания и головки для орбитальной сварки.
Источник питания: Система источника питания / управления подает и контролирует параметры сварки в соответствии с созданной специальной программой сварки. или вспомнил по памяти. Источник питания обеспечивает параметры управления, ток дуговой сварки, мощность для привода электродвигателя в сварочной головке и при необходимости включает / выключает защитный газ (-ы).
Сварочная головка : Головки для орбитальной сварки обычно бывают закрытого типа и обеспечивают камеру с инертной атмосферой, которая окружает сварное соединение.
Стандартные закрытые орбитальные сварочные головки подходят для сварочных труб размером от 1/16 дюйма (1,6 мм) до 6 дюймов (152 мм) с
толщина стенки до 0,154 дюйма (3. 9 мм) Для больших диаметров и толщины стенок можно использовать сварной шов открытого типа.
головы.
9 мм) Для больших диаметров и толщины стенок можно использовать сварной шов открытого типа.
головы.
Причины использования оборудования для орбитальной сварки
Есть много причин для использования оборудования для орбитальной сварки. Возможность многократно выполнять высококачественные стабильные сварные швы на скорости, близкой к максимальной скорости сварки, дает пользователю множество преимуществ:
- Производительность. Система орбитальной сварки значительно превзойдет ручных сварщиков, во много раз окупив стоимость орбитального оборудования. в одной работе.
- Качество. Качество сварного шва, созданного орбитальной сварочной системой с правильной программой сварки, будет выше, чем при ручной сварке.
сварка. В таких применениях, как сварка полупроводников или фармацевтических трубок, орбитальная сварка — единственный способ достичь
требования к качеству сварки.
- Последовательность. После создания программы сварки орбитальная сварочная система может многократно выполнять один и тот же сварной шов сотни раз, устранение нормальной непостоянства, несоответствий, ошибок и дефектов ручной сварки.
- Уровень умения. Все труднее найти сертифицированных сварщиков. Имея оборудование для орбитальной сварки, вам не нужен сертифицированный сварщик.
Все, что требуется, — это опытный механик, прошедший обучение сварке.
- Орбитальная сварка может использоваться в тех случаях, когда свариваемая труба или труба не может вращаться или где вращение детали не практично.
- Орбитальная сварка может использоваться в приложениях, в которых ограниченное пространство для доступа ограничивает физический размер сварочного устройства. Сварочные головки можно использовать в рядах трубопроводов котла, где сварщику вручную будет сложно использовать сварочную горелку или просмотреть сварной шов.
- Существует множество других причин для использования орбитального оборудования вместо ручной сварки.Примерами являются приложения, в которых проверка
внутреннего сварного шва нецелесообразно для каждого сварного шва. Изготовив образец сварочного шва, прошедший сертификацию,
логика предполагает, что если образец сварного шва приемлем, то последовательные сварные швы, созданные автоматом с одним и тем же входом
параметры тоже должны быть добротными.
 Качество сварного шва, созданного орбитальной сварочной системой с правильной программой сварки, будет выше, чем при ручной сварке.
сварка. В таких применениях, как сварка полупроводников или фармацевтических трубок, орбитальная сварка — единственный способ достичь
требования к качеству сварки.
Качество сварного шва, созданного орбитальной сварочной системой с правильной программой сварки, будет выше, чем при ручной сварке.
сварка. В таких применениях, как сварка полупроводников или фармацевтических трубок, орбитальная сварка — единственный способ достичь
требования к качеству сварки.
 Изготовив образец сварочного шва, прошедший сертификацию,
логика предполагает, что если образец сварного шва приемлем, то последовательные сварные швы, созданные автоматом с одним и тем же входом
параметры тоже должны быть добротными.
Изготовив образец сварочного шва, прошедший сертификацию,
логика предполагает, что если образец сварного шва приемлем, то последовательные сварные швы, созданные автоматом с одним и тем же входом
параметры тоже должны быть добротными.Отрасли и области применения орбитальной сварки
Aerospace: Как отмечалось ранее, авиакосмическая промышленность была первой отраслью, которая осознала необходимость орбитальной сварки.Высота напорные системы одного самолета могут иметь более 1500 сварных швов, и все они автоматически создаются с помощью орбитального оборудования.
Котельная труба: Установка и ремонт котельной трубы идеально подходят для орбитальной сварки. Компактные головки для орбитальной сварки можно
зажимается между рядами трубок теплообменника, где сварщик вручную столкнется с серьезными трудностями в обеспечении повторяемости
сварные швы.
Компактные головки для орбитальной сварки можно
зажимается между рядами трубок теплообменника, где сварщик вручную столкнется с серьезными трудностями в обеспечении повторяемости
сварные швы.
Пищевая, молочная и безалкогольная промышленность: Пищевая, молочная промышленность и производство напитков требуют однородных сварных швов с полным проплавлением на всех сварных соединениях. Большинство этих трубок / трубопроводов в системах есть графики очистки и стерилизации. Для максимальной эффективности системы трубопроводов длина трубопровода должна быть такой: как можно более гладко. Любая яма, щель, трещина или незавершенный сварной шов могут образовывать место для жидкости внутри трубы. попасть в ловушку и образовать гавань для бактерий.
Nuclear Piping: Ядерная промышленность с ее суровыми условиями эксплуатации и соответствующими спецификациями для высококачественных сварных швов уже давно
был сторонником орбитальной сварки.
Морские применения: Подводные гидравлические трубопроводы используют материалы, свойства которых могут быть изменены во время тепловых изменений, которые являются нормальными при цикл сварки.Гидравлические соединения, сваренные с помощью орбитального оборудования, обладают превосходной коррозионной стойкостью и механическими свойствами.
Фармацевтическая промышленность: Фармацевтические технологические линии и трубопроводные системы поставляют воду высокого качества в свои технологические процессы. Это требует высокого качества
сварные швы, чтобы гарантировать, что источник воды из трубок не загрязнен бактериями, ржавчиной или другими загрязняющими веществами.Орбитальная сварка
обеспечивает сварку с полным проплавлением без перегрева, который может снизить коррозионную стойкость окончательного сварного шва
зона.
Полупроводниковая промышленность: Полупроводниковая промышленность требует систем трубопроводов с чрезвычайно гладкой внутренней поверхностью для предотвращения загрязнения скопление отложений на стенках трубопровода или сварных соединениях.Как только он станет достаточно большим, может образоваться скопление твердых частиц, влаги или загрязняющих веществ. и испортить пакетный процесс.
Трубные / трубные фитинги, клапаны и регуляторы: Гидравлические линии, а также системы подачи жидкости и газа требуют трубок с соединительными фитингами. Орбитальные системы обеспечивают
средство для обеспечения высокой производительности сварки и улучшения качества сварки.Иногда трубку можно приварить к
корпус клапана или регулятора. Здесь орбитальная сварочная головка обеспечивает возможность выполнять высококачественные сварные швы в приложениях с
ограниченный доступ к сварному шву.
Здесь орбитальная сварочная головка обеспечивает возможность выполнять высококачественные сварные швы в приложениях с
ограниченный доступ к сварному шву.
Общие инструкции по орбитальной сварке труб
Для орбитальной сварки во многих сферах прецизионной или высокой чистоты, свариваемый основной материал, диаметр (диаметры) трубы, сварной шов Требования к стыковке соединений и деталей, тип и чистота защитного газа, длина дуги, материал вольфрамового электрода, геометрия наконечника и состояние поверхности уже может быть записано в спецификации, охватывающей конкретное приложение.
Каждый поставщик оборудования для орбитальной сварки немного отличается в рекомендованных методах и процедурах сварки. Где возможно,
следуйте рекомендациям поставщика орбитального оборудования по установке и использованию оборудования, особенно в тех областях, которые относятся к
по вопросам гарантии.
Этот раздел предназначен в качестве руководства для тех приложений, для которых не существует спецификации и ответственный инженер для сварки необходимо создать сварочную установку и определить параметры сварки, чтобы получить оптимальную сварку. решение.
Основы и настройки сварки
| Этот профиль сварного шва показывает один уровень времени сварки. Орбитальная сварка обычно использует минимум 4 уровня времени сварки с Каждый уровень уменьшается в сварочном токе по мере того, как труба нагревается в процессе сварки. |
Физика процесса GTAW
В процессе орбитальной сварки используется процесс газо-вольфрамовой дуговой сварки (GTAW) в качестве источника плавящейся электрической дуги. основной материал и образует сварной шов.В процессе GTAW (также называемом процессом вольфрамового инертного газа — TIG) электрическая
дуга возникает между вольфрамовым электродом и свариваемой деталью. Для зажигания дуги — сигнал RF или высокого напряжения.
(обычно от 3,5 до 7 кВ) используется для нарушения (ионизации) изоляционных свойств защитного газа и его электрического
проводящие, чтобы пропускать крошечный ток. Конденсатор сбрасывает ток в этот электрический путь, что снижает
напряжение дуги до уровня, при котором источник питания может подавать ток на дугу.Блок питания отвечает требованиям
и обеспечивает сварочный ток для поддержания дуги. Свариваемый металл плавится под воздействием сильного тепла дуги и
плавится вместе.
основной материал и образует сварной шов.В процессе GTAW (также называемом процессом вольфрамового инертного газа — TIG) электрическая
дуга возникает между вольфрамовым электродом и свариваемой деталью. Для зажигания дуги — сигнал RF или высокого напряжения.
(обычно от 3,5 до 7 кВ) используется для нарушения (ионизации) изоляционных свойств защитного газа и его электрического
проводящие, чтобы пропускать крошечный ток. Конденсатор сбрасывает ток в этот электрический путь, что снижает
напряжение дуги до уровня, при котором источник питания может подавать ток на дугу.Блок питания отвечает требованиям
и обеспечивает сварочный ток для поддержания дуги. Свариваемый металл плавится под воздействием сильного тепла дуги и
плавится вместе.
Свариваемость материалов
Выбранный материал зависит от области применения и среды, в которой должна выдержать труба. Механический, тепловой,
Требования к стабильности и устойчивости к коррозии будут зависеть от выбранного материала. Для сложных приложений
потребуется значительное количество испытаний, чтобы гарантировать долгосрочную пригодность выбранного материала из функциональных возможностей.
и точка зрения стоимости.
Механический, тепловой,
Требования к стабильности и устойчивости к коррозии будут зависеть от выбранного материала. Для сложных приложений
потребуется значительное количество испытаний, чтобы гарантировать долгосрочную пригодность выбранного материала из функциональных возможностей.
и точка зрения стоимости.
В целом, наиболее часто используемые нержавеющие стали серии 300 обладают высокой степенью свариваемости, за исключением 303 / 303SE. которые содержат добавки для облегчения обработки.Нержавеющие стали серии 400 часто поддаются сварке, но может потребоваться нагрев после сварки. лечение.
Необходимо учитывать потенциальную разницу температур материалов. Химический состав каждой плавки
Номер партии будет иметь незначительные различия в концентрации легирующих и микроэлементов. Эти микроэлементы могут варьироваться
характеристики электропроводности и плавления незначительно для каждого нагрева.При изменении количества плавок тестовый купон должен
быть сделанным для новой жары. Для восстановления исходного профиля сварного шва может потребоваться незначительное изменение силы тока.
Эти микроэлементы могут варьироваться
характеристики электропроводности и плавления незначительно для каждого нагрева.При изменении количества плавок тестовый купон должен
быть сделанным для новой жары. Для восстановления исходного профиля сварного шва может потребоваться незначительное изменение силы тока.
Важно, чтобы определенные элементы материала выдерживались с жесткими допусками. Незначительные отклонения в таких элементах, как сера может изменять поток жидкости в сварочной ванне, тем самым полностью изменяя профиль сварного шва, а также вызывая блуждание дуги.
| с низким содержанием серы (менее 0,01% — 100 частей на миллион) Температура поверхностного натяжения коэффициент отрицательный | Нормальное содержание серы (лучше чем .  01% — 100 частей на миллион) 01% — 100 частей на миллион) Температура поверхностного натяжения коэффициент положительный |
| Незначительные изменения содержания серы могут изменить характеристики потока сварочной ванны с драматическим влиянием на проплавление (метод Maragoni эффект) | |
Подгонка сварного соединения
Подгонка сварного шва зависит от требований спецификации сварного шва по прямолинейности трубы, вогнутости сварного шва, армированию.
и проскочить. Если спецификации не существует, законы физики потребуют, чтобы расплавленный материал тек и компенсировал
на предмет несовпадения труб и любого зазора в сварном шве.
Если спецификации не существует, законы физики потребуют, чтобы расплавленный материал тек и компенсировал
на предмет несовпадения труб и любого зазора в сварном шве.
Трубка изготавливается с жесткими или свободными допусками в зависимости от области применения, для которой была приобретена трубка. Важно, чтобы толщина стенки в сварном шве повторялась от детали к детали.Различия в диаметре трубки или овальность вызывает несоответствие сварных швов и отклонения дугового зазора от одной сварочной установки к другой.
Рекомендуется использовать оборудование для подготовки торцов труб и концов труб, чтобы обеспечить прямоугольность и плоскостность концов. Оба Внутренний и наружный диаметр должны быть без заусенцев и фаски.
Когда две трубы соединяются встык для сварки, двумя основными факторами являются несоответствие и зазоры. В общем, следующие
применяются правила:
В общем, следующие
применяются правила:
- Любой зазор должен составлять менее 5% толщины стенки. Возможна сварка с зазорами до 10% (и более) толщины стенки, но качество сварного шва сильно пострадает, а воспроизводимость также станет серьезной проблемой.
- Колебания толщины стенки в зоне сварного шва должны составлять +/- 5% от номинальной толщины стенки.Опять же, законы физики позволят сварка с несоответствием до 25% толщины стенки, если это единственная проблема, но опять же, результирующее качество сварного шва сильно пострадает, и повторяемость также станет серьезной проблемой.
- Несоответствие центровки (высокое-низкое) следует избегать, используя технические стойки и зажимы для совмещения двух свариваемых труб. Эта система также устраняет необходимость в механическом выравнивании труб орбитальной сварочной головки.
 Эта система также устраняет необходимость в механическом выравнивании труб орбитальной сварочной головки.
Эта система также устраняет необходимость в механическом выравнивании труб орбитальной сварочной головки.Защитный газ (и)
Инертный газ необходим на внешнем и внутреннем диаметре трубы во время сварки, чтобы предотвратить соединение расплавленного материала с кислородом. в окружающей атмосфере.Задачей сварщика должно быть создание сварного шва с нулевым оттенком по внутреннему диаметру зоны сварного шва.
Аргон является наиболее часто используемым защитным газом (для наружного диаметра трубки) и продувочным газом (для внутреннего диаметра трубки). Гелий часто бывает
используется для сварки медных материалов. Смешанные газы, такие как 98% аргон / 2% водород, 95% аргон / 5% водород, 90% аргон / 10% водород. или 75% гелия / 25% аргона можно использовать, когда толщина свариваемой стенки большая (.1 дюйм или больше). Используя смеси 95% аргона / 5%
Водород несовместим с углеродистыми сталями и некоторыми экзотическими сплавами, что часто вызывает водородное охрупчивание в результате
сварка. Как правило, для простоты и снижения стоимости защитного газа используйте 100% аргон.
или 75% гелия / 25% аргона можно использовать, когда толщина свариваемой стенки большая (.1 дюйм или больше). Используя смеси 95% аргона / 5%
Водород несовместим с углеродистыми сталями и некоторыми экзотическими сплавами, что часто вызывает водородное охрупчивание в результате
сварка. Как правило, для простоты и снижения стоимости защитного газа используйте 100% аргон.
Чистота газа зависит от области применения. Для ситуаций с высокой степенью чистоты, когда проблема микрозагрязнения имеет первостепенное значение,
например, в полупроводниках и фармацевтике, защитный и продувочный газы должны минимизировать тепловой оттенок, который в противном случае
быть нежелательным.В этих приложениях используются газ сверхвысокой чистоты или газ с локальным очистителем. Для некритических приложений
может использоваться газ аргон товарной чистоты.
Вольфрамовый электрод
Вольфрамовый сварочный электрод, источник сварочной дуги, является одним из важнейших элементов сварочной системы. это чаще всего игнорируется пользователями сварочных систем.Пока никто не станет опровергать важность устройства зажигания на автомобильная подушка безопасности, разрывной шнур для парашюта или качественные автомобильные шины, важность вольфрамового электрода на качественную сварку часто не обращают внимания. Пользователи продолжают измельчать вручную и удивляться, почему они дают противоречивые результаты. Будь то ручная или автоматическая сварка, это та область, где производственные организации могут улучшить стабильность их сварочная мощность с минимальными усилиями.
Цель выбора параметров вольфрама — сбалансировать преимущества чистого зажигания дуги и уменьшения дрейфа дуги. с хорошим проплавлением и удовлетворительным сроком службы электрода.
с хорошим проплавлением и удовлетворительным сроком службы электрода.
Материалы электродов: В течение некоторого времени производители вольфрама добавляли оксид в чистый вольфрам для улучшения характеристик зажигания дуги. и долговечность электродов из чистого вольфрама.В индустрии орбитальной сварки наиболее часто используемые электродные материалы 2% торированного вольфрама и 2% церированного вольфрама.
Безопасность: Вопросы безопасности материала вольфрамовых электродов теперь рассматриваются более внимательно. Многие пользователи процесса сварки TIG
не осознают, что используемый ими сварочный электрод содержит торий, радиоактивный элемент, добавленный к вольфраму.В то время как
радиоактивность на низком уровне, это создает проблему, особенно с радиоактивной пылью, образующейся при шлифовании
электроды к точке для сварки.
В настоящее время доступны альтернативные нерадиоактивные материалы из вольфрама, такие как электроды с 2% -ной цериновой изоляцией, которые часто обеспечивают превосходные дуговая сварка.Хотя эти материалы коммерчески доступны, до недавнего времени они в значительной степени игнорировались.
Рекомендуемые электродные материалы: Церий, как основной материал, имеет более низкую работу выхода, чем торий, поэтому он обеспечивает превосходные характеристики излучения. Таким образом,
Церированные электроды не только повышают безопасность электродов, но и улучшают способность орбитального зажигания дуги.
оборудование.Однако, как упоминалось ранее, всегда лучше следовать советам производителя вашего орбитального оборудования.
2% церированные и 2% торированные электроды являются наиболее часто рекомендуемыми материалами для оборудования для орбитальной сварки.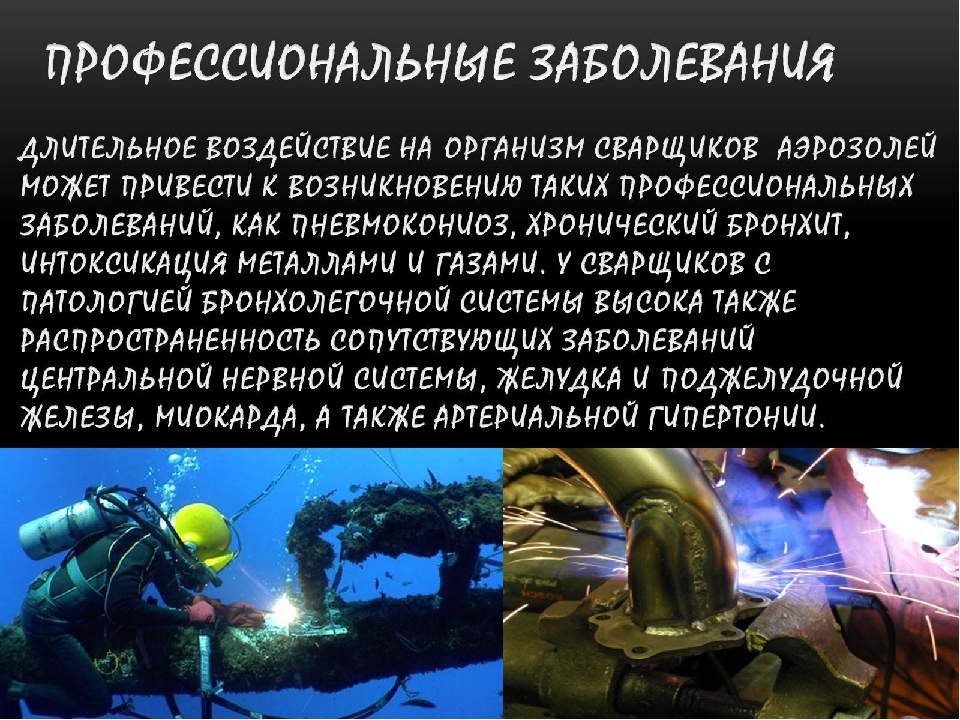
Геометрия наконечника электрода: Учитывая постоянно растущие требования к качеству окончательного сварного шва, все больше и больше компаний ищут способы убедиться, что качество их сварных швов на должном уровне.Стабильность и повторяемость являются ключевыми факторами сварочных работ. Форма и Качество наконечника вольфрамового электрода, наконец, стало важным параметром технологического процесса. После завершения процедуры сварки Установлено, что важно использовать одинаковый материал электродов, геометрию наконечника и состояние поверхности.
Основы и настройки сварки
Для получения высокопрочных сварных швов вольфрамовый
электрод должен обеспечивать:
|
Сварщики должны сначала следовать инструкциям и размерам, предлагаемым поставщиком оборудования, потому что они обычно выполняли значительный объем работ по квалификации и поиску и устранению неисправностей для оптимизации подготовки электродов для их оборудования. Тем не мение, там, где эти спецификации не существуют или сварщик или инженер хотели бы изменить эти настройки, чтобы, возможно, улучшить и оптимизировать их сварку, применяются следующие рекомендации:
- Конус электрода — обычно обозначается в градусах включенного угла (обычно между 14 ° и 60 °).Ниже представлена сводная диаграмма, иллюстрирующая как разные конусы предлагают разные формы и особенности дуги:
- Диаметр наконечника электрода — иногда желательно заточить электрод до острия. для определенных применений, особенно когда зажигание дуги затруднено или коротко выполняются длительные сварные швы на мелких деталях.Однако в большинстве случаев лучше чтобы сварщик оставил плоское пятно или диаметр наконечника на конце электрода. Это уменьшает эрозию в тонкой части острия и снижает опасения, что наконечник может попасть в сварной шов. Больший и меньший диаметры наконечника обеспечивают следующие компромиссы:
| Более острые электроды | Затупленные электроды |
| Легкое зажигание дуги | Обычно сложнее заводить дугу |
| Ручка меньше силы тока | Больше силы тока |
| Более широкая форма дуги | Более узкая форма дуги |
| Хорошая стабильность дуги | Возможность большего отклонения дуги |
| Меньшее проплавление шва | Лучшее проплавление шва |
| Меньший срок службы электрода | Увеличенный срок службы электрода |
Кроме того, чтобы графически продемонстрировать, как выбор конуса повлияет на размер сварного шва и степень проплавления,
ниже приведен чертеж, на котором показаны типичные изображения формы дуги и результирующего профиля сварного шва для различных конусов.
| Меньший наконечник | Большой наконечник |
| Более легкий зажигание дуги | Обычно сложнее заводить дугу |
| Возможность большего отклонения дуги | Хорошая стабильность дуги |
| Меньшее проплавление шва | Больше проплавления |
| Меньший срок службы электрода | Увеличение срока службы электрода |
Шлифовальные машины для вольфрамовых электродов и электроды с предварительным заземлением: Использование электродов, предварительно заземленных в соответствии с требованиями, или специального промышленного шлифовального станка для электродов для обеспечения качества наконечников электродов и постоянство предлагает пользователю следующие преимущества в процессе сварки:
- Улучшенное зажигание дуги, повышенная стабильность дуги и более стабильное проплавление сварного шва.
- Более длительный срок службы электрода до износа или загрязнения электрода.
- Уменьшение выпадения вольфрама. Это сводит к минимуму возможность включения вольфрама в сварной шов.
- Специальная шлифовальная машина для электродов гарантирует, что сварочные электроды не будут загрязнены остатками или материалом. оставил на штатном цехе болгарки круг.
- Оборудование для шлифования вольфрамовых электродов требует меньших навыков, чтобы обеспечить правильную шлифовку вольфрамовых электродов и больше согласованности.

| Использование предварительно заземленных электродов гарантирует, что качество материала электрода, геометрия наконечника и поверхность заземляющего электрода вводятся в процесс сварки постоянный |
Электроды предварительного заземления: Вместо того, чтобы подвергать риску проблемы с радиоактивностью электрода, а также постоянно терпеть изменчивость каждого оператора, шлифования
Электроды с немного другим прикосновением, многие организации-производители предпочли закупить электроды предварительно заземленные. Кроме того, поскольку небольшая разница в размерах орбитального электрода может привести к большой разнице в результатах сварки,
Предварительно заземленные электроды являются предпочтительным выбором для обеспечения однородности сварки. Этот недорогой вариант
обеспечивает постоянство качества материала электрода, геометрии наконечника и поверхности заземляющего электрода, влияющих на процесс сварки.
Проконсультируйтесь с таблицами электродов или обратитесь к поставщику предварительно заземленных электродов, чтобы получить наиболее подходящий диаметр электрода и геометрию наконечника
подходит для ваших сварочных работ.
Кроме того, поскольку небольшая разница в размерах орбитального электрода может привести к большой разнице в результатах сварки,
Предварительно заземленные электроды являются предпочтительным выбором для обеспечения однородности сварки. Этот недорогой вариант
обеспечивает постоянство качества материала электрода, геометрии наконечника и поверхности заземляющего электрода, влияющих на процесс сварки.
Проконсультируйтесь с таблицами электродов или обратитесь к поставщику предварительно заземленных электродов, чтобы получить наиболее подходящий диаметр электрода и геометрию наконечника
подходит для ваших сварочных работ.
Разработка параметров сварки
Многие поставщики сварочного оборудования предлагают серию предварительно рассчитанных программ сварки для труб различного диаметра и толщины стенок. и материалы. Сварщики всегда должны в первую очередь следовать рекомендациям поставщика оборудования, потому что они обычно
выполнили значительный объем квалификационных работ и поиска неисправностей, чтобы оптимизировать подготовку электродов для своего оборудования.
и материалы. Сварщики всегда должны в первую очередь следовать рекомендациям поставщика оборудования, потому что они обычно
выполнили значительный объем квалификационных работ и поиска неисправностей, чтобы оптимизировать подготовку электродов для своего оборудования.
Однако поставщики оборудования не могут иметь сварочные процедуры для каждого вида сварки, и Всегда существует компромисс между максимальной скоростью сварки и качеством и повторяемостью сварки. Где спецификации параметров сварки не существуют, или сварщик или инженер хотели бы изменить эти настройки, чтобы, возможно, улучшить или оптимизировать свою сварку, Приведенные ниже инструкции содержат информацию о том, как изменить параметры сварки для достижения желаемого результата.
Примечание: «Эмпирические правила», указанные ниже, являются только общими рекомендациями и не будут применяться к каждому сварочному процессу и сочетанию параметры выбраны.
Длина дуги
Настройка дугового зазора зависит от сварочного тока, стабильности дуги и концентричности / овальности трубы. Цель сварки Инженер должен держать электрод на постоянном расстоянии от поверхности трубки с достаточным зазором, чтобы избежать зазора.
В качестве «практического правила» используйте базовый зазор дуги 0,010 дюйма и добавьте к этому половину требуемого проникновения (обычно толщину стенки трубы).
выражается в тысячных долях дюйма. Таким образом, если толщина стенки трубки составляет 0,030 дюйма, то хороший начальный зазор дуги будет 0,010 дюйма + 0,015 дюйма.
= 0,025 дюйма. Для требований к толщине стенки / проникновению 0,154 дюйма дуговый зазор будет равен 0.010 «+ 0,070″ = 0,080 »
Таким образом, если толщина стенки трубки составляет 0,030 дюйма, то хороший начальный зазор дуги будет 0,010 дюйма + 0,015 дюйма.
= 0,025 дюйма. Для требований к толщине стенки / проникновению 0,154 дюйма дуговый зазор будет равен 0.010 «+ 0,070″ = 0,080 »
Скорость сварки
Скорость сварки зависит от расхода свариваемого материала и толщины стенки. Цель состоит в том, чтобы сваривать как можно быстрее возможно, при этом обеспечивая качественный результат.
В качестве отправной точки поверхностная скорость вольфрама должна составлять 4-10 дюймов в минуту с более высокими скоростями сварки, используемыми для
материалы с более тонкими стенками и более низкие скорости сварки, используемые для толстых стенок. В качестве отправной точки используйте 5 дюймов
в минуту.
В качестве отправной точки используйте 5 дюймов
в минуту.
Сварочный ток
Сварочный ток зависит от свариваемого материала, толщины стенки, скорости сварки и выбранного защитного газа. В цель — добиться полного проплавления и бездефектных сварных швов.
В качестве отправной точки используйте 1 средний ток на 0,001 дюйма толщины стенки, если материал — нержавеющая сталь. Таким образом, для 0,030 дюйма стенка трубы средний сварочный ток будет 30 ампер на первом уровне.
Уровни сварочного тока
Орбитальная сварка обычно использует несколько уровней сварочного тока для компенсации нагрева трубы во время сварки. процесс.Если сварочный ток, использованный для первоначального проникновения через трубку, поддерживался на одном уровне для всего сварного шва,
проплавление шва будет увеличиваться по мере продвижения сварного шва вокруг трубы, создавая слишком большое проплавление.
процесс.Если сварочный ток, использованный для первоначального проникновения через трубку, поддерживался на одном уровне для всего сварного шва,
проплавление шва будет увеличиваться по мере продвижения сварного шва вокруг трубы, создавая слишком большое проплавление.
Обычно орбитальная сварка использует минимум 4 уровня времени сварки, при этом каждый уровень уменьшается в сварочном токе
Параметры запуска: установите уровень сварки 4 равным 80% от силы тока уровня сварки 1.Установите уровень сварки 2 и уровень сварки 3 постепенно. уменьшите ток с уровня 1 до уровня 4.
Импульсная дуга
Импульсная дуга включает использование источника сварочного тока для быстрого изменения сварочного тока от высокого (пиковый ток) до сильного. низкое (фоновый ток) значение.Это создает шов из перекрывающихся точечных швов. Этот метод снижает общее тепловложение.
к основному материалу, а также может позволить увеличить скорость сварки. Этот метод сварки дает много преимуществ при сварке.
процедура, часто улучшающая качество и повторяемость сварных швов. В некоторых случаях плохо подогнанные материалы и сварные швы.
трудно успешно сваривать неимпульсной дугой, можно легко сваривать импульсной дугой.Результат улучшен
качество сварки и повышенная производительность.
низкое (фоновый ток) значение.Это создает шов из перекрывающихся точечных швов. Этот метод снижает общее тепловложение.
к основному материалу, а также может позволить увеличить скорость сварки. Этот метод сварки дает много преимуществ при сварке.
процедура, часто улучшающая качество и повторяемость сварных швов. В некоторых случаях плохо подогнанные материалы и сварные швы.
трудно успешно сваривать неимпульсной дугой, можно легко сваривать импульсной дугой.Результат улучшен
качество сварки и повышенная производительность.
При орбитальной сварке импульсная дуга имеет еще одно преимущество, так как сила тяжести тянет сварочную ванну по-разному.
направлениях по мере создания сварного шва вокруг трубы. При пульсации на пиковом токе основной материал (материалы) плавятся и текут вместе,
при более низком фоновом токе лужа может затвердеть, прежде чем стать жидкой при следующем пиковом импульсе тока. Это уменьшает
влияние силы тяжести на расплавленный сварной шов, сводит к минимуму провисание сварного шва в положениях на 12 и 6 часов и уменьшает количество расплавленного металла.
сварочная ванна движется / опускается вниз в положениях на 3 и 9 часов и эффективно заменяет электрод на сварочную ванну
расстояние. Таким образом, технология импульсной дуги становится более предпочтительной по мере увеличения толщины стенки, что приводит к увеличению сварного шва.
лужа.
Это уменьшает
влияние силы тяжести на расплавленный сварной шов, сводит к минимуму провисание сварного шва в положениях на 12 и 6 часов и уменьшает количество расплавленного металла.
сварочная ванна движется / опускается вниз в положениях на 3 и 9 часов и эффективно заменяет электрод на сварочную ванну
расстояние. Таким образом, технология импульсной дуги становится более предпочтительной по мере увеличения толщины стенки, что приводит к увеличению сварного шва.
лужа.
Параметры импульса дуги: Импульсный режим дуги включает четыре параметра сварки: пиковый ток, фоновый ток, длительность импульса (длительность
цикл) и частота импульсов.Здесь опять же мнения различаются от одной сварочной организации к другой и, действительно, от сварщика к
сварщик. Многие сварщики достигают одного и того же результата сварки при несколько разных параметрах сварки.
Важно понимать, как выбрать удобные начальные параметры развития сварного шва и влияние на сварку изменение каждого параметра.
Основная цель — использовать преимущества пульсации сварного шва для улучшения качества и производительности сварки.
Отношения пикового / фонового тока: Отношения пикового и фонового тока в основном обеспечивают импульс сварочного тока с одного уровня на другой. Использование в промышленности обычно варьируется от соотношения 2: 1 до соотношения 5: 1.Хорошей отправной точкой является использование соотношения 3: 1, добиваясь необходимого сварите и проверьте другие параметры, чтобы увидеть, можно ли получить какую-либо пользу.
Частота импульсов: Частота импульсов зависит от требуемого перекрытия точек. Хорошие начальные параметры — это попытка перекрытия точек на 75%.
Частота импульсов для тонкостенной трубы часто равна скорости сварки в дюймах в минуту (5 дюймов в минуту = 5 частей в секунду).
Хорошие начальные параметры — это попытка перекрытия точек на 75%.
Частота импульсов для тонкостенной трубы часто равна скорости сварки в дюймах в минуту (5 дюймов в минуту = 5 частей в секунду).
Ширина импульса: Ширина импульса (процент времени, затрачиваемого на пиковый ток) зависит от термочувствительности материала и наличия ток от источника питания.Более высокая тепловая чувствительность требует меньшей ширины импульса в% пикового тока. Стандартная ширина импульса часто от 20% до 50%. Хорошими стартовыми параметрами будет установка ширины импульса 35%.
Бесплатное программное обеспечение пульсации дуги доступно в Интернете, которое предварительно рассчитывает различные параметры пульсации дуги для любого
учитывая силу тока приложения. Таким образом, сварщики могут составить приемлемую программу сварки и быстро получить различные варианты.
альтернативных вариантов пульсации дуги для изучения, не требуя длительных вычислений или утомительных эмпирических «попробуй и увидишь»
пробная сварка.
Таким образом, сварщики могут составить приемлемую программу сварки и быстро получить различные варианты.
альтернативных вариантов пульсации дуги для изучения, не требуя длительных вычислений или утомительных эмпирических «попробуй и увидишь»
пробная сварка.
Заключение
Один из лучших способов занять лидирующую позицию на рынке — это получить конкурентное преимущество.
за счет оптимизации сварочного процесса на производстве.Это улучшит качество сварки, увеличит скорость сварки и уменьшит количество брака.
и затраты на переделку. Благодаря этому компания может снизить затраты на единицу продукции, более быструю доставку продукта и меньшие затраты.
дефекты изготовления. Все это может быть достигнуто за счет использования систем орбитальной сварки с использованием консистенции и
повторяемость точно настроенных программ сварки, контроль качества входящего материала и защитного газа, а также должным образом подготовленная предварительная шлифовка
электроды.
Pro-Fusion Technologies предлагает предварительно заземленные вольфрамовые электроды для орбитальных станков и трубных мельниц. Компания предлагает бесплатный доступ к сварочному сайту, более 75% которого посвящено информации о сварочных процессах и даже позволяет пользователю вводить данные о том, что он сваривает, и получать параметры сварки.На сайте также есть информация о различные сварочные работы с рекомендациями по наилучшим методам использования и руководствами по поиску и устранению неисправностей при сварке системы. Доступ к веб-сайту можно получить по адресу www.Pro-fusionOnline.com.
Для получения бесплатного образца вольфрамовых электродов или дополнительной информации по любому из вышеперечисленных обращайтесь в Pro-Fusion, 1090 Lawrence Drive # 104,
Ньюбери Парк, Калифорния 91320 U. S.A.
Тел. (805) 376-8021 Факс (805) 376-0619 Электронная почта: [email protected]
S.A.
Тел. (805) 376-8021 Факс (805) 376-0619 Электронная почта: [email protected]
Пример разработки параметров сварки
Для трубы с толщиной стенки 1 дюйм / 0,030 дюйма:
- Длина дуги / зазор =.010 дюймов + (требуется 0,5-кратное проникновение)
Начальные параметры: 0,010 дюйма + (0,5 x 0,030 дюйма) = 0,025 дюйма - Скорость сварки = поверхностная скорость 5 дюймов в минуту
Обороты в минуту = дюйм / мин / (3,1415 x диаметр)
Параметры запуска: 5 / (3,1415 x 1 дюйм) = 1,59 об / мин - Уровни сварочного тока
Уровень 1 = 1 ампер на человека. 001 «толщины стенки для уровня 1 по току
Уровень 4 = 80% от текущего уровня 1
Уровни 2 и 3 постепенно уменьшают ток с уровня 1 до уровня 4
Начальные параметры:
Пиковый ток уровня 1 = 0,030 дюйма, толщина стенки = 30 ампер
Пиковый ток уровня 4 = 30 ампер x 80% = 24 ампер
Пиковый ток уровня 2 = 28 ампер
Пиковый ток уровня 3 = 26 амперФоновый ток будет составлять 1/3 пикового тока.Ширина импульса / скважность 35%
- Диаметр вольфрамового электрода и геометрия наконечника — Используйте спецификации производителя оборудования или проконсультируйтесь с поставщиком предварительно заземленных электродов.
 001 «толщины стенки для уровня 1 по току
001 «толщины стенки для уровня 1 по току Приведенные выше данные дают параметры запуска. По завершении первого пробного сварного шва параметры будут изменены для получения
желаемый конечный результат.
По завершении первого пробного сварного шва параметры будут изменены для получения
желаемый конечный результат.
Мы можем предоставить вам бесплатные образцы различных вольфрамовых материалов, геометрии наконечников электродов и отделки поверхности для тестирования. Позвоните или напишите по электронной почте, чтобы просмотреть ваше конкретное приложение и получить наиболее подходящие образцы для ваших нужд.
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —Торговый представитель по сварке | Интернет-образование Американского общества сварщиков
Базовое обучение для торговых представителей по сварке
Этот курс предназначен для ознакомления с важными концепциями общих процессов сварки, резки и соединения. Он ориентирован на продажи, распространение и производство. В частности, этот курс фокусируется на основах, оборудовании, расходных материалах, переменных и недостатках общих процессов соединения и резки (SMAW, GMAW, FCAW, GTAW, SAW, OFC, PAC, CAC-A, пайка и пайка). В курсе также рассматриваются стандартные условия сварки, безопасность, типы защитного газа, электрические характеристики источников сварочного тока, а также технические требования к процедурам сварки и протоколы аттестации процедур.
Он ориентирован на продажи, распространение и производство. В частности, этот курс фокусируется на основах, оборудовании, расходных материалах, переменных и недостатках общих процессов соединения и резки (SMAW, GMAW, FCAW, GTAW, SAW, OFC, PAC, CAC-A, пайка и пайка). В курсе также рассматриваются стандартные условия сварки, безопасность, типы защитного газа, электрические характеристики источников сварочного тока, а также технические требования к процедурам сварки и протоколы аттестации процедур.
• Всем, кто заинтересован в переходе к продажам в сварочной отрасли
• Всем, кто готовится к сдаче экзамена на Сертифицированного торгового представителя по сварке (CWSR)
Это студенческое объединение может включать в себя множество должностей, в том числе:
Студенты-сварщики
Сварщики начального уровня
Торговый персонал по сварке
Подразделения профессионального обучения
Для прохождения этого курса нет академических или профессиональных требований.
- Возьмите на себя различные роли торгового представителя по сварке
- Использовать стандартную терминологию сварки
- Выявление и предотвращение угроз безопасности при сварке
- Определите, когда необходимы средства индивидуальной защиты, и используйте их правильно
- Ознакомиться с системой классификации защитных газов AWS
- Описать части электрической цепи, электрические переменные и типы источников питания, используемых при сварке
- Объясните основы типичных процессов сварки, термической резки, пайки и пайки
- Опишите оборудование, переменные, преимущества и недостатки, присущие типичным процессам сварки и резки, а также пайки и пайки
- Прочтите и заполните WPS и PQR
Результаты обучения студентов
По окончании курса «Торговый представитель по сварке» студенты смогут:
1
Понимать различные обязанности торгового представителя по сварке и компетентно выполнять
2
Определить и использовать стандартную терминологию сварки
3
Избегайте общих опасностей при сварке с помощью общих правил техники безопасности на рабочем месте и надлежащего использования средств индивидуальной защиты
4
Изучите системы классификации защитного газа и электродов AWS и используйте их для выбора подходящих расходных материалов для конкретного применения
5
Соблюдайте осторожность при хранении промышленных газов и обращении с ними
6
Объясните основные принципы использования электроэнергии и источники сварочного тока
7
Объясните ключевые электрические переменные, влияющие на качество сварки, включая напряжение, ток, силу тока и полярность
8
Опишите основы, оборудование, расходные материалы и переменные общих процессов дуговой сварки и резки: SMAW , GMAW, FCAW, GTAW, OFC, C AC-A и PAC
9
Опишите основы, оборудование, расходные материалы и параметры пайки и пайки
10
Выберите подходящий процесс соединения или резки для данного приложения
11
Оцените и заполните спецификации процедур сварки и протоколы аттестации процедур
Руководства по рабочему месту: Сварка стали 101
История сварки
Автор Лью Амиконе
 Эти первые сварщики сварили внахлестку вместе, чтобы построить эти коробки, которые, по оценкам экспертов, были сделаны более 2000 лет назад. Египтяне и другие люди, живущие в восточной Месопотамии, также занимались сваркой железных кусков для изготовления инструментов.
Эти первые сварщики сварили внахлестку вместе, чтобы построить эти коробки, которые, по оценкам экспертов, были сделаны более 2000 лет назад. Египтяне и другие люди, живущие в восточной Месопотамии, также занимались сваркой железных кусков для изготовления инструментов.
Виды сварки
- Дуговая сварка: Дуговая сварка — это электрическая дуга, используемая для нагрева и плавления или соединения металлов.Для создания электрической дуги требуется источник питания.
- Оксиацетиленовая сварка: Оциацетиленовая сварка также называется газовой сваркой. В этом процессе используется сжигание кислорода и ацетилена в горелке или паяльной трубе, в результате чего образуется горячее пламя.
- Высокочастотная контактная сварка: При высокочастотной контактной сварке используется меньше тепла, поскольку вместо нее используется электромагнитная энергия. Материал соединения тепла и давления, улучшающий свойства сварного шва.
- Лазерная сварка: При лазерной сварке используется лазерный луч для соединения термопластов или металлов. Концентрированный источник тепла лазерного луча позволяет соединять более тонкие материалы. Для более толстых материалов, таких как инструменты, лазерный луч создает глубокий и узкий сварной шов.
- Ультразвуковая сварка: Ультразвуковая сварка — это сварочный процесс, используемый для соединения или преобразования термопластов. Высокочастотное механическое движение генерирует тепло в области соединения, чтобы расплавить пластик и сформировать молекулярную связь.
- Сварка в твердом состоянии: Сварка в твердом состоянии позволяет соединять материалы без использования паровой или жидкой фазы. В этом типе сварки используется давление с учетом температуры или без нее.
- Электронно-лучевая сварка: Электронно-лучевая сварка требует минимального нагрева, что обеспечивает чистый и точный сварной шов. Этот тип сварки идеально подходит для соединения металлов, которые трудно сваривать, и разнородных металлов.
- Газовая сварка: При газовой сварке тепло вырабатывается из газа или газов, сжигаемых при высокой температуре.Газовая сварка идеально подходит для сварки труб и трубок.
- Подводная сварка: Подводная сварка подразумевает погружение сварщика в воду, возможно, при повышенном атмосферном давлении. Подводная сварка требует специальной подготовки, и сварщик также должен быть обученным водолазом.
 В этом типе сварки используется давление с учетом температуры или без нее.
В этом типе сварки используется давление с учетом температуры или без нее.Сварочное оборудование и безопасность
Опасности, присущие сварке, требуют соблюдения протоколов безопасности и использования надлежащего защитного оборудования. Сварщикам нужна защита от дыма, ультрафиолетового и инфракрасного света и горячих металлов. Сварщики также нуждаются в обширном обучении, чтобы понимать процессы и опасности, связанные с работой с радиацией, взрывчатыми веществами и токсичными средами.
Сварщики также нуждаются в обширном обучении, чтобы понимать процессы и опасности, связанные с работой с радиацией, взрывчатыми веществами и токсичными средами.
- Сварочные маски: Маски защищают лицо и шею от излучения и искр.
- Защита глаз и лица: Когда невозможно надеть полный шлем, защитные очки и маска для лица обеспечивают защиту глаз и лица.
- Защитные очки: Специалисты рекомендуют сварщикам носить дополнительную пару защитных очков под сварочным шлемом.
- Перчатки: Огнестойкие перчатки защищают руки при работе с радиацией и сильной жарой.
- Защита тела: Сварочные рубашки обеспечивают огнестойкую защиту при сварке на рабочем месте.
- Фартук и рукава: Сварщики должны носить фартук и рукава под сварочной курткой для дополнительной защиты груди и рук.
- Респиратор: Ношение респиратора обеспечивает защиту от взвешенных в воздухе частиц и паров.