Изготовление сварной балки
Производство сварной двутавровой балки — одна из специализаций нашей компании. На нашем предприятии Вы всегда можете заказать двутавровую балку, которая будет полностью отвечать Вашим потребностям. Сварные двутавровые балки незаменимы в современном строительстве. Они являются очень прочным и надежным элементом несущих конструкций и применяются в современных зданиях и сооружениях промышленного, социального и сельскохозяйственного назначения.
Сварные балки выполняют функции колонн, служат поддерживающим элементом для кровли и перекрытий между этажами. Основные преимущества использования сварных двутавровых балок:
- снижение массы конструкций до 10% по сравнению с горячекатаными балками, за счет оптимального подбора составного сечения;
- возможность применения в сечении балки двутавровой разных типов сталей для полок и стенок;
- возможность изготовления несимметричных сечений.

- минимизация отходов за счет производства балки требуемой длины.
- снижение стоимости изготовления и монтажа.

Балка сварная двутавровая представляет собой сварную конструкцию из стальных листов, с расчетными механическими свойствами, не уступающими аналогичным горячекатаным балкам по ГОСТ 26020-83 или по СТО АСЧМ 20-93.
- В зависимости от вида и характера силового воздействия, по своему назначению и несущей способности двутавры разделяются на:
- Б — нормальные;
- Ш — широкополочные;
- К — колонные;
- У — усиленные;
- Д — дополнительной серии.
Изготовление балки производится на специализированной технологической линии, путем высокоточного позиционирования заготовок и сборки двутаврового профиля, автоматической сварки под флюсом с применением омедненной сварочной проволоки различного диаметра и коррекции геометрии двутавра (правка «грибовидности» полки).
Сварная балка: технология изготовления |
Сварные балки в промышленном виде чаще всего используются двутаврового сечения. Естественно для изготовления такой балки используют специальную технологию, которая подразумевает создание прочной и надежной конструкции. Поскольку металл является одним из самых дорогих строительных материалов, постоянно ведется поиск способа снизить затраты металла при сохранении требуемой прочности конструкции.
Изготовление балки в Москве и Московской области происходит на специальном заводе. Популярность таких балок обусловлена экономией металла при сохранении необходимой несущей способности конструкции. Сварные двутавровые балки представляют собой элементы с уменьшенным поперечным сечением, в сравнении с монолитными конструкциями.
Чаще всего для изготовления балки используют углеродистую сталь. Элемент состоит из трех частей, которые соединяются при помощи сварки. Некоторые виды балок делают с помощью горячего проката. Такое производство требует сложного оборудования. Низкоуглеродистая сталь применяется реже, из нее делают балки только если того требует проектная необходимость.
Сваривание выполняется под действием флюса автоматическим методом. Для увеличения запаса прочности, приваривание полочки двутавра выполняется с двух сторон. В процессе производства важно следить за точным расположением элементов и плотным их прилеганием друг к другу. Это обеспечит надежность балки в готовом виде.
Себестоимость изготовления сварной балки зависит от масштаба производства и количества партии. Чем меньше завод делает готовых элементов, тем дороже обходится каждый из них. Большое количество изготавливаемых элементов позволяет поставить производство полностью на автоматизированный поток под конкретную задачу.
При изготовлении большой партии сварных балок применяют технологию беспрерывного производства. В таком режиме обслуживание оборудования обходится дешевле, чем его непосредственный запуск в работу. Помимо сборки и сварки листовых элементов двутавра на заводе изготовителе выполняют разные вспомогательные процессы. К ним относится правка деталей, зачистка кромок и точная резка исходного материала.
Все стыковые соединения должны быть плотно проплавлены, а сформированный шов сварки должен отвечать нормативным требованиям. Все изделия проходят операционный контроль на этапе производства и окончательную проверку в готовом виде.
Сварная балка. Пять этапов изготовления
Условно изготовление сварной двутавровой балки можно разделить на пять этапов. Начальный этап подразумевает подготовку и резку листового материала на полосы необходимой толщины. В зависимости от оборудования и толщины обрабатываемого материала, резка одного метра выполняется примерно в течение минуты.
Дальше заготовленные листы подают на фрезерный станок, которые обрабатывает его торцы. Это позволяет улучшить качество сваривания между полкой и стенкой двутавра за счет плотного прилегания хорошо обработанных и подготовленных листов.
Третий этап производства двутавровой балки заключается в правильной сборке конструкции. При изготовлении небольшого количества балок используют стеллаж для сборки, на котором с помощью специальной подъемной техники выполняют установку всех элементов конструкции.
При этом важно соблюдать симметричное расположение полочек и проверять перпендикулярность элементов. Для более крупных партий целесообразно вводить специальное оборудование для сборки, которые максимально исключает ручную трудоемкую работу.
Сваривание на стеллаже выполняется с помощью автоматизированных портальных сварочных установок. В зависимости от задач будущей конструкции применяют разную последовательность наложения швов.
На последнем этапе производится устранение геометрических нарушений, которые неизбежно появляются во время сварки (грибовидность).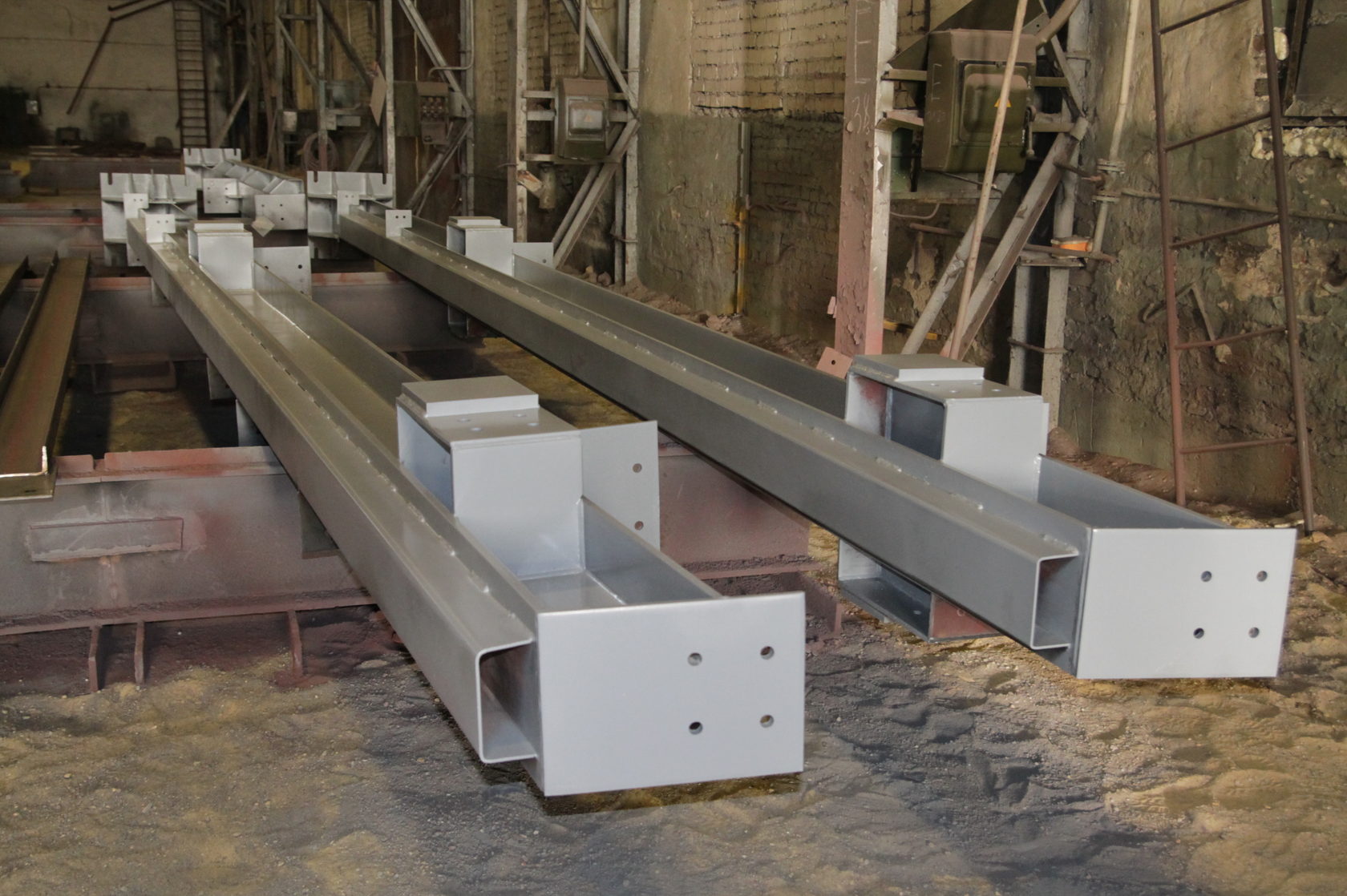 Готовая балка проходит через систему выравнивающих роликов.
Готовая балка проходит через систему выравнивающих роликов.
Изготовление сварной балки на заказ в Москве.
Прежде чем говорить об изготовлении сварной балки, полезно разобраться с вопросом – зачем она нужна? Чем обычный, горячекатанный двутавр не устраивает потребителя? Какие преимущества может дать технология сварки по сравнению с горячей прокаткой?
По сути своей сварная балка аналогична горячекатанной с параллельными полками ГОСТ 26020-83. Этот стандарт описывает горячекатаные балки высотой от 100 до 1000 мм и шириной полок от 55 до 400 мм. Балки с параллельными гранями полок производятся трех видов.
- Б — нормальные двутавровые;
- Ш — широкополочные двутавровые;
- К — колонные двутавровые.
Сварные балки из 16-го листа
Процесс изготовления сварной балки
Сварные балки с полками разной толщины
Характеристики изготовления сварных двутавровых балок и сортамент соответствуют этому стандарту. Разница у серийной продукции заключается в основном в цене. Прокатывать балку больших размеров очень затратный процесс, проще и дешевле ее сварить на автоматической линии. Поэтому, начиная с 55 номера, в конструкциях часто применяется сварной тип.
Разница у серийной продукции заключается в основном в цене. Прокатывать балку больших размеров очень затратный процесс, проще и дешевле ее сварить на автоматической линии. Поэтому, начиная с 55 номера, в конструкциях часто применяется сварной тип.
Технологии производства сварных балок
Следующей важной причиной является необходимость изготовления балки с размером более 1000 мм. Такие изделия часто применяются в качестве несущих конструкций для подкрановых путей. Мостовые краны большой грузоподъемности требуют применения мощных двутавров большого номера, но они не прокатываются. Выход один – производство сварной балки. Подобные ситуации, когда нагрузки превышают возможности горячекатаных балок, встречаются достаточно часто.
Последним фактором в пользу сварных двутавров является возможность получения специальных размеров и геометрии, под заказ. Технология прокатки обеспечивает очень широкий ассортимент размеров и соотношений ширины полок к высоте, но изготовление сварной балки с иной геометрией принципиально, ни чем не ограничено.
Наша компания осуществляет производство сварных двутавровых балок с сортаментом по ГОСТ26020-83 и по специальным размерам на заказ. Причем стоить отметить важное преимущество – заказывая на заводе металлоконструкций «ИнТехПром» двутавр, вы можете получить готовое, нужное вам изделие. Т.е. будут просверлены все отверстия для крепления деталей, приварены ребра жесткости и т.д. Разумеется, все будет зачищено и покрашено в соответствии с ГОСТом. В этом случае, покупателю отгружается не просто изготовленная сварная балка, стоимость которой меньше чем цена обычного двутавра, он получает готовую к установке металлоконструкцию. Такой подход снижает затраты и экономит время производства.
Наши изделия
Колонны сварные из двутавра
Колонный двутавр редко используется в качестве балок перекрытия, или других элементов, не связанных с вертикальной нагрузкой. Широкие и толстые полки практически не дают преимущества при горизонтальной нагрузке, при этом значительно увеличивают расход металла. В итоге колонный двутавр имеет самый большой вес погонного метра среди двутавров, главным его предназначением остаются колонны, в ином качестве его использовать не выгодно.
В итоге колонный двутавр имеет самый большой вес погонного метра среди двутавров, главным его предназначением остаются колонны, в ином качестве его использовать не выгодно.
В связи с этим, заказывая в нашей компании сварные балки для колонн, строители получают дополнительное преимущество по сравнению с приобретением горячекатаного проката. Покупатель может сразу получить не просто колонный двутавр, а полностью готовые к установке колонны. Изделие будет точно соответствовать всем размерам. В заводских условиях, в соответствии с чертежами будут просверлены необходимые отверстия, на колонну будут установлены все дополнительные элементы необходимые по проекту.
Операции сварки будут выполнены в соответствии с ГОСТами и с обязательным контролем качества. При необходимости колонны будут загрунтованы и покрашены.
Возможно вас заинтересуют:
Выполненные проекты
МеталлоГрад — Сварная балка
ООО «МеталлоГрад» производит сварную двутавровую балку типо размеров Б, Ш, К длиной от 3000мм.
Сварная балка производится на современной автоматической линии. Производственные мощности позволяют производить 500 тн сварной балки в месяц. Возможно изготовление любых сварных балок в соответствии с предоставленной проектной документацией и эскизам заказчика. Предельные отклонения по размерам и форме поперечного сечения соответствуют СТО АСЧМ 20-93 или ГОСТ 26020-83.
Сварная балка изготавливается из листового горячекатаного проката углеродистых и низколегированных сталей по ГОСТ 27772, ГОСТ 19281. Марка и класс прочности стали оговариваются в заказе и указывается в чертежах КМД.
Материалы для сварки (сварочная проволока, электроды, флюс, углекислый газ и/или газовые смеси) применяются в соответствии со СНиП II-23 и имеют сертификат.
Кромки поясов сварной балки после раскроя машинной кислородной резки на полосы практически не имеют неровностей.
По требованию заказчика производится резка торцов на ленточной пиле.
Минимальное значение катета шва:
- Кf = 6 мм для балок: 40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 50Б3, 55Б1, 55Б2, 60Б1, 70Б1, 40Ш1, 40Ш2, 50Ш1;
- Кf = 8 мм для балок: 60Б2, 70Б2, 80Б1, 80Б2, 90Б1, 90Б2, 100Б1, 100Б2, 100Б3, 100Б4, 45Ш1, 50Ш2, 50Ш3, 50Ш4, 60Ш1, 60Ш2, 60Ш3, 60Ш4, 70Ш1, 70Ш2, 70Ш3, 70Ш4, 80Ш1, 80Ш2, 90Ш1, 90Ш2, 100Ш1, 100Ш2, 40К1, 40К2, 40К3;
- Кf = 10 мм для балок: 70Ш5, 100Ш3, 100Ш4, 40К4, 40К5;
Преимущества сварной балки:
- уменьшение стоимости за счет использования разных марок стали
- возможность применения в сечении балки разных типов сталей для полок и стенок
- минимизация отходов за счет изготовления балки требуемой длины
- изготовление балок таких размеров, которые не катаются на металлургических заводах
- возможность изготовления несимметричных сечений
Технологическая цепочка производства:
- раскрой листового проката на полосы на машине термической резки HW. HG 4001
- правка полосы
- стыковка полос
- сборка балки на сборочном стане
- автоматическая сварка швов
- исправление возможных геометрических дефектов (грибовидность,саблевидность) на специальных правильных станах
- очистка от шлака и брызг после окончания сварки
- ультразвуковой контроль сварных швов
 HG 4001
HG 4001Всю информацию по сварным балкам Вы можете получить
ООО «МеталлоГрад»
Адрес: 398005 г. Липецк ул. З.Космодемьянской, 1 А
| Телефон/телефакс: | (4742) 47-53-63 |
| Телефон: | (4742) 71-53-63 (Без выходных и перерыва) |
| Телефон/телефакс: | (4742) 47-53-55 |
Электронная почта:
office@metallograd48. ru
ru
Ассортимент выпускаемой балки
| Cварная балка | Размеры сварной балки | Примечание | ||||
|---|---|---|---|---|---|---|
| Н | h | S | t | В | ||
| 40Б1 | 396 | 372 | 8 | 12 | 200 | СТО АСЧМ20 |
| 40Б2 | 400 | 372 | 8 | 14 | 200 | СТО АСЧМ20 |
| 45Б1 | 446 | 422 | 8 | 12 | 200 | СТО АСЧМ20 |
| 45Б2 | 450 | 422 | 10 | 14 | 200 | СТО АСЧМ20 |
| 50Б1 | 492 | 468 | 10 | 12 | 200 | СТО АСЧМ20 |
| 50Б2 | 496 | 468 | 10 | 14 | 200 | СТО АСЧМ20 |
| 50БЗ | 500 | 468 | 10 | 16 | 200 | СТО АСЧМ20 |
| 55Б1 | 543 | 515 | 10 | 14 | 200 | СТО АСЧМ20 |
| 55Б2 | 547 | 515 | 10 | 16 | 200 | СТО АСЧМ20 |
| 60Б1 | 596 | 564 | 10 | 16 | 200 | СТО АСЧМ20 |
| 60Б2 | 600 | 564 | 12 | 18 | 200 | СТО АСЧМ20 |
| 70БС | 693 | 661 | 12 | 16 | 230 | СТО АСЧМ20 |
| 70Б1 | 691 | 659 | 12 | 16 | 260 | СТО АСЧМ20 |
| 70Б2 | 697 | 657 | 14 | 20 | 260 | СТО АСЧМ20 |
| 80Б1 | 791 | 755 | 14 | 18 | 280 | ГОСТ 26020 |
| 80Б2 | 798 | 758 | 14 | 20 | 280 | ГОСТ 26020 |
| 90Б1 | 893 | 853 | 16 | 20 | 300 | ГОСТ 26020 |
| 90Б2 | 900 | 856 | 16 | 22 | 300 | ГОСТ 26020 |
| 100Б1 | 990 | 946 | 16 | 22 | 320 | ГОСТ 26020 |
| 100Б2 | 998 | 948 | 18 | 25 | 320 | ГОСТ 26020 |
| 100БЗ | 1006 | 946 | 18 | 30 | 320 | ГОСТ 26020 |
| 100Б4 | 1013 | 949 | 20 | 32 | 320 | ГОСТ 26020 |
| 40Ш1 | 383 | 355 | 10 | 14 | 300 | СТО АСЧМ20 |
| 40Ш2 | 390 | 358 | 10 | 16 | 300 | СТО АСЧМ20 |
| 45Ш1 | 440 | 404 | 12 | 18 | 300 | СТО АСЧМ20 |
| 50Ш1 | 482 | 450 | 12 | 16 | 300 | СТО АСЧМ20 |
| 50Ш2 | 487 | 451 | 16 | 18 | 300 | СТО АСЧМ20 |
| 50ШЗ | 493 | 453 | 16 | 20 | 300 | СТО АСЧМ20 |
| 50Ш4 | 499 | 449 | 18 | 25 | 300 | СТО АСЧМ20 |
| 60Ш1 | 582 | 546 | 12 | 18 | 300 | СТО АСЧМ20 |
| 60Ш2 | 589 | 549 | 16 | 20 | 300 | СТО АСЧМ20 |
| 60ШЗ | 597 | 547 | 18 | 25 | 300 | СТО АСЧМ20 |
| 60Ш4 | 605 | 545 | 20 | 30 | 300 | СТО АСЧМ20 |
| 70Ш1 | 692 | 652 | 14 | 20 | 300 | СТО АСЧМ20 |
| 70Ш2 | 698 | 648 | 16 | 25 | 300 | СТО АСЧМ20 |
| 70ШЗ | 707 | 647 | 18 | 28 | 300 | СТО АСЧМ20 |
| 70Ш4 | 715 | 651 | 20 | 32 | 300 | СТО АСЧМ20 |
| 70Ш5 | 725 | 653 | 25 | 36 | 300 | СТО АСЧМ20 |
| 80Ш1 | 782 | 746 | 14 | 18 | 300 | СТО АСЧМ20 |
| 80Ш2 | 792 | 748 | 14 | 22 | 300 | СТО АСЧМ20 |
| 90Ш1 | 881 | 841 | 16 | 20 | 300 | СТО АСЧМ20 |
| 90Ш2 | 890 | 840 | 16 | 25 | 300 | СТО АСЧМ20 |
| 100Ш1 | 990 | 946 | 16 | 22 | 320 | СТО АСЧМ20 |
| 100Ш2 | 998 | 948 | 18 | 25 | 320 | СТО АСЧМ20 |
| 100ШЗ | 1006 | 946 | 18 | 30 | 320 | СТО АСЧМ20 |
| 100Ш4 | 1013 | 949 | 20 | 32 | 320 | СТО АСЧМ20 |
| 40К1 | 394 | 358 | 12 | 18 | 398 | СТО АСЧМ20 |
| 40К2 | 400 | 356 | 14 | 22 | 400 | СТО АСЧМ20 |
| 40К3 | 406 | 356 | 16 | 25 | 403 | СТО АСЧМ20 |
| 40К4 | 414 | 354 | 18 | 30 | 405 | СТО АСЧМ20 |
| 40К5 | 429 | 357 | 25 | 36 | 400 | СТО АСЧМ20 |
Сварные балки от производителя в Новосибирске
| Сварная балка | 16000 руб/тн |
Сварная балка — отличная по стоимости альтернатива горячекатаному металлопрокату. Эта продукция нашей компании имеет отличные характеристики по прочности и весу, но позволяет существенно удешевить металлоконструкции различного назначения.
Эта продукция нашей компании имеет отличные характеристики по прочности и весу, но позволяет существенно удешевить металлоконструкции различного назначения.
Компания «Промкомплект» осуществляет изготовление балок всех стандартных типов и размеров. Выполняем сварку в среде защитных газов, гарантирующих высокое качество сварного шва и устойчивость к нагрузкам. Осуществляем отгрузку любых по объему партий продукции.
Прочная, маловесная сварная балка – прекрасная замена горячекатаному металлопрокату. Изделия мало отличаются от более дорогого металлопроката по характеристикам, но позволяют удешевить строительные и ремонтные работы за счет их использования. Изготовление балок – профильное занятие нашей фирмы, предложены варианты любых типов, включая нестандартные.
Производство продукции
Сварная двутавровая балка производится с применением листовой стали, способной выдерживать значительные нагрузки. Технологический процесс производства проходит в несколько этапов:
- Нарезание листов стали на пластины нужной величины;
- Исправление недочетов на заготовках;
- Обработка кромок каждой единицы механическим способом;
- Сборка нескольких пластин в единую балку;
- Изготовление балок с помощью сварочного аппарата;
- Замер формы, величины, а также коррекция;
- Обработка механическим способом всей поверхности балки, зачистка стыков до однородного состояния;
- Сварная балка покрывается специальными антикоррозийными средствами по всей поверхности.

На каждом этапе проводится сверка качества продукции. Результаты работы полностью соответствуют установленным стандартам по геометрии и ходовым размерам. Немаловажным пунктом контроля состояния каждого изделия является проверка прочности и надежности стыков сварки.
Почему стоит сделать заказ у нас
Изготовление сварной балки производится не только утвержденных размеров по ГОСТ. Мы работаем с заказами на продукцию нестандартной геометрии, размера или конфигурации. Возможно сотрудничество по индивидуальным заказам и чертежам. Кроме того, инженеры нашей компании проведут разработку и расчет прочностных качеств для конструкции с учетом будущего метода использования.
Стандартная сварная балка достигает длины в 12 м, но наши специалисты создадут изделие любой длины. Возможно использование мерных и немерных вариантов. Дополнительно по потребностям клиента могут проводиться следующие работы:
- Обработка изделий антикоррозийными и атмосфероустойчивыми эмалями;
- Цинкование продукции горячим способом с целью создания защитного слоя;
- Другие виды работ по желанию заказчика.

Мы гарантируем, что предлагаемые товары полностью соответствуют установленным государством стандартам качества, а также требованиям в проектной документации клиента. Компания использует современные технологии и новое оборудование, благодаря чему мы предлагаем производство больших партий товаров в кратчайшие сроки.
Доступны погрузочно-разгрузочные работы и доставка заказа в полном объеме на необходимую клиенту точку. По необходимости осуществляется доставка к региональным терминалам транспортных компаний.
Заказать партию можно через специальную форму на сайте или по телефону через наших менеджеров. Также наши специалисты проводят бесплатные консультации по качеству товара и вопросам сотрудничества.
Челябинский завод сварной балки и металлоконструкций
Завод сварной балки и металлоконструкций
Производство двутавра — завод сварной балки
Балка двутавровая сварная (двутавр) производится в промышленных масштабах на Челябинском заводе сварной балки (ЧЗСБ). Производственные мощности ЧЗСБ позволяют выполнять заказы по сварной балке любых объeмов в кратчайшие сроки и с высочайшим качеством, что подтверждается сертификатами соответствия. Сварная двутавровая балка отгружается со склада готовой продукции 24 часа в сутки 365 дней в году, осуществляется доставка автомобильным и железнодорожным транспортом.
Производственные мощности ЧЗСБ позволяют выполнять заказы по сварной балке любых объeмов в кратчайшие сроки и с высочайшим качеством, что подтверждается сертификатами соответствия. Сварная двутавровая балка отгружается со склада готовой продукции 24 часа в сутки 365 дней в году, осуществляется доставка автомобильным и железнодорожным транспортом.
Челябинский завод сварной балки предлагает сотрудничество на выгодных условиях по поставкам электросварной двутавровой балки.
Челябинский завод сварной балки производит двутавр типоразмеров Б, Ш, К из углеродистых сталей С255 (3сп) и низколегированных сталей С345 (09Г2С), длиной от 2000мм до 24000мм, высотой вертикальной стенки от 200мм до 2300мм.
Использование заводом высокотехнологичного оборудования позволяет производить до 1 тыс. тонн балочной продукции в месяц, при высочайшем качестве конечной продукции.
Изготовление металлоконструкций — завод ЧЗСБ
Постоянно увеличивающиеся потребности страны в лице заказчиков влекут за собой интенсивное развитие заводов металлоконструкций, что заставляет по-новому смотреть на применение металлических конструкций в целом. Сегодня металлические конструкции используются для многоэтажных зданий в жилищном строительстве, для возведения линий электропередач. Производство металлоконструкций обусловлено также использованием их строительными фирмами для строительства зданий различного отраслевого назначения.
Сегодня металлические конструкции используются для многоэтажных зданий в жилищном строительстве, для возведения линий электропередач. Производство металлоконструкций обусловлено также использованием их строительными фирмами для строительства зданий различного отраслевого назначения.
ЧЗСБ обеспечивает:
- Обработку поверхности антикоррозийными и огнезащитными составами;
- Проектные работы в объеме, необходимом для производства металлоконструкций;
- Организацию доставки комплектных конструкций различными видами транспорта во все регионы России;
- Предоставление технических паспортов, сертификатов;
- Контроль качества на всех этапах производства;
Завод металлоконструкций выпускает продукции объемом 500 тонн в месяц.
Мы производим весь перечень работ, от раскроя металла, до изготовления готовой сборочной единицы по чертежам КМД.
Сварная балка от АО «Металлоторг»
АО «Металлоторг» рад предложить Вам услугу по изготовлению сварной двутавровой балки.
Основное применение сварных двутавровых балок — замена прокатных балок при строительстве различных промышленных и складских объектов, изготовление несущих конструкций из сварных балок большого сечения(т.к. прокатные балки выпускаются только до размера 70Ш). Сварная балка существенно снижает вес всей конструкции за счёт сбалансированного распределения нагрузки и просчёта наиболее эффективного сечения. С помощью сварной балки, при грамотном проектировании, вы можете уменьшить вес объекта на 35%, сэкономить на фундаментных и земляных работах. Иногда применение сварной балки вместо прокатной позволяет понизить сметную стоимость проекта на 25%.
ЗАО «Металлоторг» имеет возможность изготовить сварную балку высотой от 200 мм до 1200мм.
Толщина стенки сварной балки может быть от 6мм до 40мм.
Толщина полок сварной балки можеть быть от 10мм до 60мм, при ширине до 800мм
Уникальность установленного оборудования позволяет изготавливать сварную балку длиной до 17000мм без потери качества геометрических параметров!
Возможно изготовление составных сварных балок, а также биметаллических (из различных марок сталей) сварных двутавровых балок.
Производим сварные балки из марок стали С255, С355, а также 10ХСНД и 15ХСНД.
По требованию заказчика проводится антикоррозионная защита сварных балок.
Также изготавливаем сварные подкрановые балки, с установкой рёбер жёсткости, опорных фланцев и сверловкой отверстий.
Изготовление сварной балки производится на полностью автоматизированном оборудовании импортного производства, что позволяет делать сварную балку с высокими геометрическими параметрами и прочностными характеристиками, с высочайшим качеством сварных швов. Производство сварных балок расположены на металлобазах Калуга, Тверь, Новотитаровская.
Основные параметры, размеры и вес сварных балок
Прайс-лист на сварную балку по Ст3 Прайс-лист на сварную балку по Ст09Г2С
Основные преимущества использования сварных двутавровых балок:
-
снижение сроков и стоимости монтажных работ за счёт:
- снижения массы конструкции;
- подбора оптимального составного сечения двутавровой балки;
- возможности использования несимметричных сечений;
- высокой несущей способности двутавровых балок;
- увеличение ширины пролётов здания
- обеспечивается возможностью изготовления двутавровых балок большей длины;
- минимизация отходов за счёт использования деталей требуемой длины;
-
широкая номенклатура сварных двутавровых балок.

сварных профилей Bhullar | Группа Бхуллар Австралия | Балки сварные, Металлоизделия сварные
Сварные секции Bhullar
Bhullar Steel уже более 10 лет с гордостью поставляет сварные профили на австралийский рынок.
Способность производить 10 000 тонн в год, мы можем удовлетворить проект любого размера.
Сварные балки Bhullar поставляются прямо с производственной линии в самых богатых классах и спецификациях.
Наш ассортимент
- Сварные балки (стандартные и нестандартные)
- Сварные колонны (стандартные и нестандартные)
- Сварные швеллеры
- Коробчатая балка
- Балки невесты
- Конические сварные секции
Доступные марки
- АС/НЗС 3678:250 — 250Л15
- КАК/НЗС 3678:300 — 300Л0 — 300Л15
- КАК/НЗС 3678:350 — 350Л0 – 350Л15
- АС/НЗС 3678:400 — 400Л15
- АС/НЗС 3678:450 — 450Л15
- 300 Plus S0 – сталь класса сейсмостойкости
- Плита Z-Grade как Z25 или Z35, эквивалентная BS EN 10164:2004
- Высокопрочный бисаллой (закалка и отпуск)
ПРОИЗВОДСТВО СВАРНЫХ БАЛОК
| ||||||||
|
Сварные профили изготавливаются в соответствии с AS3679. 2:2010 и стандарту сварки AS1554.1 категории SP.
2:2010 и стандарту сварки AS1554.1 категории SP.
Мы также можем производить в соответствии с другими стандартами сварки, такими как AS1554.5, или любыми другими ведущими стандартами, такими как британский, американский, европейский и японский.
Мы не только можем изготовить весь спектр сварных профилей в соответствии с австралийскими стандартами, но также можем изготовить нестандартные профили в соответствии с требованиями клиента.
| |||||||||||||


 Сварка сварной легкой двутавровой балки Dongbu Steel проводится в оптимальных условиях, которые были созданы после серии испытаний. Готовые балки проходят тщательный контроль, чтобы гарантировать качество нашей продукции.
Сварка сварной легкой двутавровой балки Dongbu Steel проводится в оптимальных условиях, которые были созданы после серии испытаний. Готовые балки проходят тщательный контроль, чтобы гарантировать качество нашей продукции.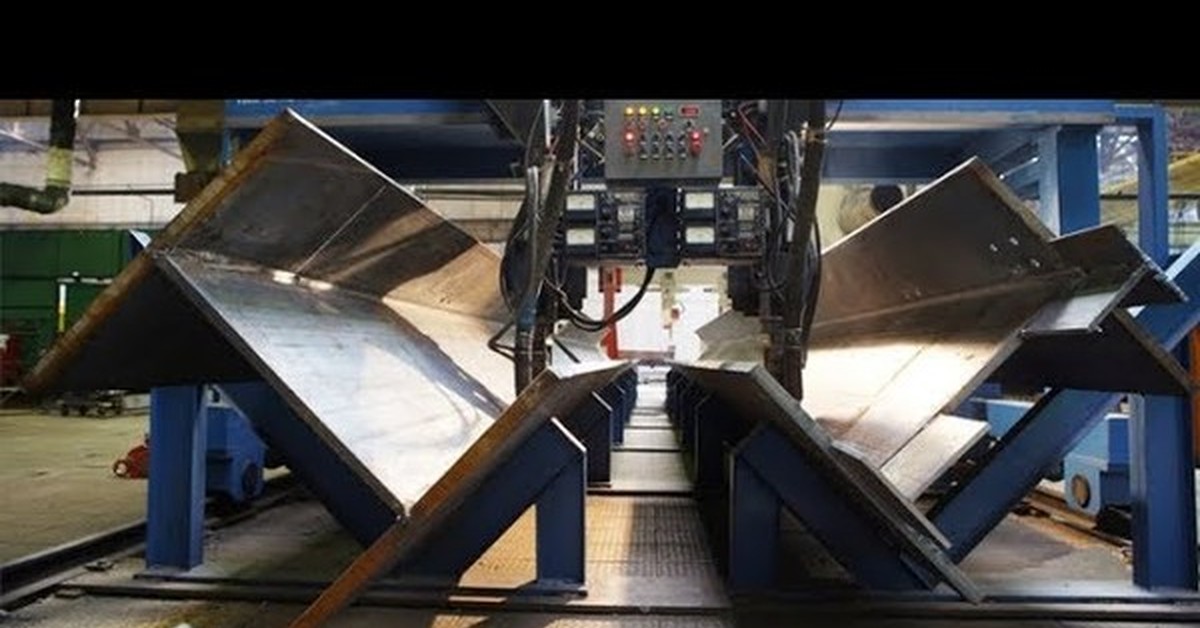 %
%
 0
0 0
0 96
96 0
0 0
0 11
11 61
61 0
0 78
78
 21
21 0
0 03
03 1
1 0
0 59
59 3
3 6
6 1
1
 38
38 1
1 8
8 5
5 1
1 1
1 2
2

СПЕЦИАЛИСТ ПО ПОСТАВКЕ СТАЛИ | TIGER STEEL
О EXACTABALS
СТАЛЬНЫЕ БАЛКИ, СВАРНЫЕ НА ЗАКАЗ
EXACTABEAMS охватывает все изготовленные на заказ конструкционные изделия, поставляемые компанией Tiger Steel.
Tiger Steel поддерживает индустрию стальных конструкций в Новой Зеландии, предоставляя высококачественные стальные изделия по конкурентоспособной цене, поэтому для большего количества проектов используется сталь, а не такие альтернативы, как бетон и балки из клееного дерева.
Используя стальной лист, изготовленный из листа в соответствии со стандартами AS / NZS3678, этот продукт производится с использованием новейших технологий производства с самыми строгими допусками по качеству и предоставляет клиентам гибкость, чтобы указать практически любой требуемый размер.Таким образом, дизайнеры могут сэкономить вес и общую стоимость, поскольку мы можем изготавливать элементы точного необходимого размера.
Мы также можем поставлять MAXISHEET и MAXIPLATE новозеландским производителям сварных балок, чтобы поддержать конкурентоспособность их производства. Мы на 100% принадлежат новозеландцам и поддерживаем производство, строительство, грузоперевозки, портовые операции в Новой Зеландии и особенно поддерживаем новозеландские предприятия, которые покупают наши EXACTABEAMS.
Вся сталь, используемая в наших нестандартных балках, была получена с заводов, имеющих сертификацию Австралийского органа по сертификации арматурных и конструкционных сталей Ltd (ACRS) на момент поставки этих конкретных продуктов
.
Мы конкурентоспособны на международном уровне, поскольку обладая значительными производственными мощностями, наши производители недавно поставили сварные балки для крупных зарубежных проектов, включая проект в Мельбурне, требующий 40 000 тонн, и проект в Турции, требующий 180 000 тонн.
Недавно мы поддержали давно зарекомендовавшего себя новозеландского производителя для поставки элементов CWB/HCBC/HCC для высотной конструкции с использованием листа по спецификации AS/NZS3678 G350L15 Z35 с профилями нестандартных размеров и разной длины, что значительно экономит их. со временем и стоимостью.
Отчет об испытаниях, полученный от производителя, состоит из 709 страниц и является одним из самых обширных в отрасли, который включает все отчеты об испытаниях MAXIPLATE и Z35, а также испытания готовых сварных балок EXACTABEAMS.
Испытание сварных швов в соответствии с AS/NZS 1554.1: 2014 и с использованием метода испытаний в соответствии с AS 2205.5.1-2003 с вогнутостью, длиной полки и размером углового сварного шва, а также приварки стенки к фланцу в соответствии с AS 1391-2007 и со ссылкой на стандарт AS /NZS 3679.2:2016 с фотографиями, аналогичными приведенным ниже, а также полной прослеживаемостью используемой стальной пластины. Производитель также имеет сертификат ISO9001:2015 от DNV. Примеры ниже
Типичное конечное использование включает:
· Высотные здания · Коммерческие здания с портальными рамами · Многоэтажные здания
· Автостоянки · Мосты · Краны · Архитектурно уникальные здания
Tiger Steel может поставлять стальной лист, который производится на заводах с:
· Аккредитация ILAC-MRA для лабораторных испытаний
Таким образом, вы можете быть уверены, что EXACTABEAMS имеет:
Производится с действующей системой управления качеством
· Отслеживаемость продукции · Идентификация продукции · Сертифицированные лабораторные испытания
Образцы фотографий EXACTABEAMS
Расчет прочности сварных балок из высокопрочной стали с учетом совместного локального и общего выпучивания
https://doi. org/10.1016/j.tws.2019.106391Получить права и содержимое
org/10.1016/j.tws.2019.106391Получить права и содержимоеОсновные моменты
- •
Рассмотрен расчет прочности высокопрочной стали с учетом нестабильности.
- •
Предлагает уравнения расчета прочности для высокопрочной стали.
- •
Демонстрирует, что текущие процедуры производства конструкционной стали чрезмерно консервативны.
Abstract
Высокопрочная сталь (HSS) находит все более широкое применение в современном строительстве по нескольким причинам, наиболее заметной из которых является то, что ее повышенная прочность может привести к снижению собственного веса и, соответственно, снижению выбросов и отходов при его изготовление.Однако в стандартах проектирования мало указаний, когда марка стали превышает 690 МПа. Такое руководство необходимо, потому что использование более тонких пластинчатых элементов, чем обычно встречается в элементах из мягкой стали, приводит к увеличению значения локальной потери устойчивости пластины, участвующей в предельном состоянии прочности, и ее взаимодействию с текучестью и остаточными напряжениями, которые имеют отношение к быстрорежущей стали. члены. В данной статье численно исследуется сопротивление изгибу сварных двутавров из быстрорежущей стали, и на основе результатов исследования предлагается соответствующий расчетный критерий прочности, который включает в себя местное выпучивание и выпучивание в поперечном направлении при кручении и их взаимодействие в предельном состоянии по несущей способности.Модель конечных элементов, используемая для анализа, основана на программном обеспечении ABAQUS и включает взаимодействие упругой потери устойчивости, текучести, остаточных напряжений, вызванных сваркой, и геометрических несовершенств. Численная формулировка проверяется по результатам испытаний, представленным несколькими исследователями, а затем используется для получения существенного набора данных для исследования прочности на изгиб сварных балок из быстрорежущей стали. Показано, что прочность на изгиб зависит в основном от двух параметров: обобщенной (или элемента) гибкости и гибкости сечения.Также продемонстрировано, что для тонких сечений возможны связанные режимы разрушения, которые включают взаимодействие местных режимов и режимов поперечного кручения, которые традиционно рассматриваются упрощенно в текущих стандартах проектирования стали с использованием эффективных свойств сечения. Чтобы преодолеть ограничения на руководство по расчету прочности балок из быстрорежущей стали, предлагается набор новых расчетных уравнений прочности на основе численных данных, основанных на обобщенной гибкости и гибкости сечения.
члены. В данной статье численно исследуется сопротивление изгибу сварных двутавров из быстрорежущей стали, и на основе результатов исследования предлагается соответствующий расчетный критерий прочности, который включает в себя местное выпучивание и выпучивание в поперечном направлении при кручении и их взаимодействие в предельном состоянии по несущей способности.Модель конечных элементов, используемая для анализа, основана на программном обеспечении ABAQUS и включает взаимодействие упругой потери устойчивости, текучести, остаточных напряжений, вызванных сваркой, и геометрических несовершенств. Численная формулировка проверяется по результатам испытаний, представленным несколькими исследователями, а затем используется для получения существенного набора данных для исследования прочности на изгиб сварных балок из быстрорежущей стали. Показано, что прочность на изгиб зависит в основном от двух параметров: обобщенной (или элемента) гибкости и гибкости сечения.Также продемонстрировано, что для тонких сечений возможны связанные режимы разрушения, которые включают взаимодействие местных режимов и режимов поперечного кручения, которые традиционно рассматриваются упрощенно в текущих стандартах проектирования стали с использованием эффективных свойств сечения. Чтобы преодолеть ограничения на руководство по расчету прочности балок из быстрорежущей стали, предлагается набор новых расчетных уравнений прочности на основе численных данных, основанных на обобщенной гибкости и гибкости сечения.
Ключевые слова
Ключевые слова
Ключевые слова
Высокопрочная сталь (HSS)
Сварная I-разрез Beam
Боковая крупия
Боковая крупия
Местные зажигания
Советная резка
Количество элементов Моделирование
Рекомендуемое Средственные изделия (0)
Смотреть полный текст© 2019 Опубликовано Elsevier Ltd.
Рекомендуемые статьи
Ссылки на статьи
Кажется, мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings. COLLECTION_DESCRIPTION}}
{{добавить в коллекцию.описание.длина}}/500
{{l10n_strings.TAGS}}
{{$элемент}}
{{l10n_strings.ПРОДУКТЫ}}
{{l10n_strings.DRAG_TEXT}}
COLLECTION_DESCRIPTION}}
{{добавить в коллекцию.описание.длина}}/500
{{l10n_strings.TAGS}}
{{$элемент}}
{{l10n_strings.ПРОДУКТЫ}}
{{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings. АВТОР}}
АВТОР}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Балки сварные и зубчатые, фермы, колонны
Сварные двутавровые балки являются очень прочным и надежным элементом несущих конструкций и применяются в современных зданиях и сооружениях промышленного, социального и сельскохозяйственного назначения. Популярность двутавров объясняется тем, что при всей простоте конструкции и изготовления они обладают высокой несущей способностью и способны нести большие нагрузки. Сварные двутавры изготавливаются в цеху с техническим оснащением высокого уровня. Производственные мощности позволяют выпускать до 2000 тонн сварных балок в месяц.
Сварные двутавры изготавливаются в цеху с техническим оснащением высокого уровня. Производственные мощности позволяют выпускать до 2000 тонн сварных балок в месяц.Широкий ассортимент продукции по сравнению с катаной балкой: включает такие марки стали, как ст.3сп/пс, ст.09Г2С-12, 10 ХСНД, 390, 690. Их длина может быть от 3 до 18 метров. Это уникальные балки со стенкой переменного сечения. Ультразвуковой контроль качества сварных соединений. Принимаем заводские заказы на сварные балки разных типов: по чертежу заказчика, в соответствии с размерами, принятыми для прокатных балок по стандартам ГОСТ или ТУ, а также на балки нестандартной конструкции.Понятие «сварная балка» включает в себя широкий спектр изделий, изготовленных по разным технологиям изготовления.
Балки двутавровые составные сварные с параллельными и наклонными сторонами применяются в строительных конструкциях, мостах, путепроводах, гидротехнических сооружениях. В строительных конструкциях балки присутствуют в балочных сетках, предназначенных для восприятия нагрузок и передачи их на колонны и стены. В более сложных балочных сетках основную роль играют составные балки, а в качестве лаг и прогонов используются прокатные двутавровые балки.Составные балки ориентированы по пролету и расположены в сетке балок с определенным шагом между колоннами в перпендикулярном направлении.
Вы можете заказать изготовление балки сварной или купить готовые изделия следующих конструкций:
• балки составные сварные из листового железа, полосового проката, уголков, тавров;
• световые балки с гибким полотном;
• балки с гофрированной стенкой;
• зубчатые балки, сваренные из продольно вырезанной определенным образом двутавровой балки;
• балки бистальные из сталей различной прочности, в которых в напряженных зонах поясов двутавровой балки применяется сталь повышенной прочности, а в зонах, воспринимающих нормальные напряжения, — сталь меньшей прочности.
Балки с гибкими стенками проектируются с тонкой (по сравнению со стандартной) стенкой и стержнями жесткости, расположенными на определенном расчетном расстоянии. Работа таких балок напоминает работу стропильного каркаса, в котором растянутые участки стенки двутавра играют роль растянутых диагоналей, а сжатые колонны служат стержнями жесткости, поэтому балка может нести заявленную нагрузку, а использование ее в строительных конструкций позволяет снизить металлоемкость.
Работа таких балок напоминает работу стропильного каркаса, в котором растянутые участки стенки двутавра играют роль растянутых диагоналей, а сжатые колонны служат стержнями жесткости, поэтому балка может нести заявленную нагрузку, а использование ее в строительных конструкций позволяет снизить металлоемкость.
Балки с гофрированной стенкой обладают меньшей металлоемкостью по сравнению с обычными балками, хорошей местной устойчивостью и жесткостью на кручение.Легкие балки с гофрированной стенкой представляют собой двутавры, стенки которых выполнены из фасонного профнастила (с трапециевидными, прямоугольными, рифлеными, треугольными гофрами), соединенными автоматической сваркой сплошным полнопрочным сварным швом с ленточно-железными поясами. Балки с гофрированной стенкой широко применяются в мостостроении, строительстве промышленных и жилых зданий, ангаров, складов. Они хорошо работают на изгиб и используются в качестве лаг, балок перекрытий, козловых балок, а также в качестве элементов колонн и стоек рам, работающих под действием нормальных нагрузок.
%PDF-1.3
%
255 0 объект
>
эндообъект
265 0 объект
>поток
2010-10-31T18:46:26Z2010-10-31T22:50:34-05:002010-10-31T22:50:34-05:00Adobe Acrobat 9.2 Подключаемый модуль захвата бумаги в приложении/pdfuuid:993577be-4a1e-4264-98a3 -08c620ee064auuid:2aaca35d-2abf-4de7-8024-8b2e05dfa872 конечный поток
эндообъект
256 0 объект
>
эндообъект
257 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
1 0 объект
>>>/Вкладки/S/Тип/Страница>>
эндообъект
7 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
13 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
19 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
25 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
31 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
37 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
43 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
49 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
55 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
61 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
67 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
73 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
79 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
85 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
91 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
97 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
103 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
109 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
115 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
121 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
127 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
133 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
139 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
145 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
151 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
157 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
163 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
169 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
175 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
181 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
187 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
193 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
199 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
205 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
211 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
217 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
223 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
229 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
235 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
241 0 объект
>/ProcSet[/PDF/Text/ImageB/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
247 0 объект
>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Tabs/S/Type/Page>>
эндообъект
590 0 объект
>поток
HMK1slcI@z~5E, ڪɶmIfٝgyXmIhFPӅF
KuVJRMOXώ’OCi(Np V`JmnH 7hc=Q8s,Fl˲)`yeT4U\؇y2؈ƃ*ж j-$GLy&t·l
c_ós=UU:@v5{\s\ú]&Myz/.