WIDOS 5500 — Политехника
Профессиональная сварочная машина с гидравлическим приводом для контактно-стыковой сварки полимерных труб и фитингов в полевых условиях и на строительной площадке.
Стыковые машины WIDOS 5500 разрешены к применению в системах газоснабжения, водоснабжения и канализации.
Рабочие диаметры — от 200 до 500 мм.
Материал труб — полиэтилен, полипропилен, PVDF.
Функциональность
Стыковая сварка труб одинакового диаметра
Стыковая сварка труб и фитингов одинакового диаметра
Гарантия, обучение и сервис
На все оборудование и комплектующие распространяется фирменная гарантия завода-изготовителя WIDOS — 12 месяцев.
Гарантийное и сервисное обслуживание проводится в Екатеринбурге.
При покупке WIDOS 5500 вы и ваши сварщики могут пройти бесплатное обучение технологии стыковой сварки.
| Комплект поставки | Масса, кг | Кол-во |
|---|---|---|
| Позиционер* (Ø500 мм) | 119 | 1 |
| Гидроагрегат (220 В / 315 Вт) | 24.5 | 1 |
| Торцевой рубанок (380 В / 1100 Вт) | 60 | 1 |
| Нагреватель кольцевой (380 В / 5800 Вт) | 28 | 1 |
| Подставка для нагревателя и торцевателя | 28.5 | 1 |
| Гидравлические рукава с быстросъемными муфтами |
1. 5 5 |
2 |
| Руководство по эксплуатации на русском языке | — | 1 |
| Ящик для транспортировки машины в сборе | 109 | 1 |
| Общий вес в сборе | 366 |
* По вашему запросу может быть дополнен крановым устройством (380 В / 200 Вт / 41 кг).
В базовый комплект стыковой машины WIDOS 5500 не входят уменьшающие вставки для позиционера.
Блоки автоматизации стыковой сварки
Рекомендуем дополнить базовый комплект одним из данных блоков для повышения качества сварного соединения и ускорения процесса работ.
WIDOS SPA 600
Блок протоколирования процесса стыковой сварки с простым управлением и возможностью сохранения данных.
Средняя степень автоматизации.
WIDOS CNC 6.0
Блок автоматизации и непрерывного контроля процесса стыковой сварки в соответствии с требованиями DVS 2208.
Высокая степень автоматизации.
Сварка полипропиленовых труб своими руками
При строительстве различных объектов возникает необходимость прокладки трубопроводов. В качестве материала труб достаточно часто выбирают полипропилен. Такие трубы обладают длительным сроком эксплуатации, относительно недорогие, достаточно быстро монтируются как открытым, так и скрытым способом. Однако для соединения труб требуются знания и опыт, поскольку необходимо применение специального сварочного инструмента.
Особенности сварки полипропиленовых труб
Сварка двух труб происходит при помощи муфтового соединения: прогрева свариваемых поверхностей без полного расплавления и потери формы, а затем происходит прижатие нагретых поверхностей. При этом в муфте прогревается внутренняя поверхность, а в трубе – внешняя. Этот процесс осуществляется с помощью сварочного аппарата, который конструктивно выполнен с одной стороны в виде дорна для одевания фитинга, а с другой стороны — гильзы для вставки трубы. Нагрев должен осуществляться до температуры примерно в 260 °С, причем кратковременно, чтобы соединяемые поверхности контакта проплавились слегка.
При этом в муфте прогревается внутренняя поверхность, а в трубе – внешняя. Этот процесс осуществляется с помощью сварочного аппарата, который конструктивно выполнен с одной стороны в виде дорна для одевания фитинга, а с другой стороны — гильзы для вставки трубы. Нагрев должен осуществляться до температуры примерно в 260 °С, причем кратковременно, чтобы соединяемые поверхности контакта проплавились слегка.
Обратите внимание! При превышении температурного максимума полипропилен теряет свои свойства. Максимально допустимое отклонение должно быть не более 10°С.
Как правильно подобрать сварочный аппарат?
Выбор устройства для сваркиСварочные аппараты рассчитаны на использование труб и муфт определенных диаметров, при соблюдении этого условия сохраняется равномерность прогрева и температуры. При увеличении диаметра должна затрачиваться и большая мощность.
Обратите внимание! Ориентировочно мощность в Ваттах должна превышать свариваемый диаметр, измеряемый в мм, в 10 раз.
Поэтому применение насадок ограничено максимальной мощностью аппарата.
 Поэтому применение насадок ограничено максимальной мощностью аппарата.
Поэтому применение насадок ограничено максимальной мощностью аппарата.Однако не стоит уповать на то, что технические характеристики дешевого паяльника могут соответствовать действительности. Особенно это касается китайских производителей. Все зависит от качества сборки, которая легко может быть проверена таким образом: если присутствует два отдельных нагревателя, включаемых раздельно, то это говорит о возможной ненадежности или несоответствии заявленной мощности, поскольку они могут либо при одновременном включении прогревать до требуемой температуры, либо каждый в отдельности иметь номинальную мощность. Это можно проверить только опытным путем во время сварки.
Характеристика сварочного аппаратаКаждый инструмент имеет определенный вид терморегулятора, влияющего на качество сварного шва. Самым технологическим и продвинутым является электронный регулятор нагревания. В нем предусмотрен специальный датчик, который способен отслеживать минимальные колебания температуры вблизи нагреваемых поверхностей, учитывать инерционность нагрева и в соответствии с этим регулировать напряжение на нагревателе. При этом достигается максимальное соответствие температур и равномерный прогрев соединяемых элементов, что позволяет получать высокопрочное сварное соединение. Второй тип регулятора – капиллярного типа. Его принцип работы прост: при достижении определенной температуры нагрев отключается, а при охлаждении до определенной температуры снова включается. Разброс по температуре при этом составляет до 100°С.
При этом достигается максимальное соответствие температур и равномерный прогрев соединяемых элементов, что позволяет получать высокопрочное сварное соединение. Второй тип регулятора – капиллярного типа. Его принцип работы прост: при достижении определенной температуры нагрев отключается, а при охлаждении до определенной температуры снова включается. Разброс по температуре при этом составляет до 100°С.
Третий тип датчика – биметаллическое реле. Он располагается не так близко к нагреваемой поверхности из-за своих габаритов, поэтому имеет значительную инерционность, которая не позволяет осуществлять качественную сварку, так как возможен либо недостаточный прогрев, либо расплавление. Для начинающих сварщиков такой паяльник крайне не рекомендуется.
Обратите внимание! Если планируется однократное использование сварочного аппарата, то лучше отказаться от покупки дешевого и некачественного инструмента, а взять в аренду профессиональный инструмент, с которым не возникнет никаких проблем при использовании, а сварные швы получатся прочными и герметичными.

Сварочный аппарат может быть ручным или стационарным. Ручной инструмент позволит прямо по месту проводить сварку практически без ограничений, поскольку позволяет работать даже в самых труднодоступных местах. Однако точно отцентрировать соединения и обеспечить плотное прижатие сможет только опытный сварщик.
Стационарный, наоборот, имеет больший вес и габариты, зато позволит осуществить качественную центровку, обеспечить предварительную подготовку поверхностей перед соединением, а после нагрева закрепить надежно сваренные трубы до полного схватывания и остывания. По стоимости они достаточно дорогие и поэтому спросом пользуются только среди профессионалов.
Подготовка труб к сварке
ТруборезПеред тем как варить полипропиленовые трубы, их необходимо отрезать по размерам при помощи ножовки, ножниц со специальной конструкцией или труборезом. Резка должны быть выполнена под прямым углом, чтобы при соединении не возникало пустых пространств и не происходило падения давления в трубе.
Процесс сварки
Перед началом работ следует включить сварочный аппарат и прогреть его до рабочей температуры. После прогрева подготовленные трубы и фитинги одеваются на соответствующие нагреватели. Так как труба имеет диаметр больше номинального, а фитинг меньший, то без нагрева их соединить невозможно.
Работа по сварке трубДля контроля глубины вхождения на поверхности делаются отметки или насечки.
Обратите внимание! Натягивание деталей на нагревательный элемент должно выполняться строго в соосном направлении, чтобы не допустить перекоса, что может повлечь повреждение стенки и ухудшение качества соединения.
Сварочные насадки имеют коническую поверхность для упрощения процедуры натягивания и разогрева. При продвижении полипропиленовых деталей наружная часть трубы упирается в основание насадки, проплавляется и принимает округлую форму. По окончании нагрева фитинг и труба быстро снимаются и одеваются друг на друга с небольшим усилием до плотной усадки. Прокручивать детали при этом запрещено, так как сварить качественно в этом случае не получится — это негативно повлияет на создаваемый шов. Затем детали в таком положении выдерживаются несколько минут до тех пор, пока соединение не остынет и не станет однородным.
При продвижении полипропиленовых деталей наружная часть трубы упирается в основание насадки, проплавляется и принимает округлую форму. По окончании нагрева фитинг и труба быстро снимаются и одеваются друг на друга с небольшим усилием до плотной усадки. Прокручивать детали при этом запрещено, так как сварить качественно в этом случае не получится — это негативно повлияет на создаваемый шов. Затем детали в таком положении выдерживаются несколько минут до тех пор, пока соединение не остынет и не станет однородным.
Типичные ошибки
Самой распространенной ошибкой является неполное вхождение трубы в фитинг, что влечет за собой образование завихрения — слабого места в коммуникациях, и, соответственно, падение давления при движении жидкости.
Другой ошибкой становится применение излишнего усилия при соединении трубы и муфты, в результате чего из-за подплавленных концов внутри создается выступ, который препятствует перемещению рабочего вещества.
Сварка полипропиленовых труб своими руками требует внимательности и отточенности всех действий, поскольку необходимо достичь оптимального нагрева, а затем быстро соединить детали. Любая задержка ведет либо к порче материала, либо к некачественному соединению.
Любая задержка ведет либо к порче материала, либо к некачественному соединению.
Видео
Чтобы вам было проще разобраться в данном вопросе, предлагаем вам посмотреть этот ролик:
Последняя редакция: 04.03.2015 Автор: Владислав Тихий
в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос — как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Процесс
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
-
Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь. Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
- Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
-
Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
 Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
Новый регулируемый процесс сварки MIG с осаждением металла (RMD™) улучшает качество изготовления труб из нержавеющей стали
Резюме
- Точно контролируемый перенос металла обеспечивает равномерное осаждение капель, облегчая сварщику контроль над сварочной ванной.
- Легко перекрывает зазоры до 3/16 дюйма. и создает более последовательное армирование корня внутри трубы.
- Защитный газ выходит из сварочного пистолета относительно спокойно, проталкивая корневое отверстие и предотвращая засахаривание обратной стороны сварного шва. Это позволяет выполнять сварку некоторых нержавеющих сталей серии 300 без использования проточного газа, что повышает производительность на 400 процентов.
- RMD поддерживает постоянную длину дуги независимо от вылета.
- Количество металла, наплавленного при корневом проходе, будет достаточным для обеспечения требований по подводимому теплу для первого прохода с импульсной сваркой MIG или порошковой проволокой, что, возможно, устраняет необходимость в горячем проходе TIG.
- Одна и та же проволока и защитный газ могут использоваться для проходов заполнения и крышки с использованием процесса импульсной сварки MIG нового поколения под названием Pro-Pulse™, который повышает скорость перемещения и скорость наплавки при одновременном снижении тепловложения.
УМНАЯ СВАРКА НА НЕРЖАВЕЮЩЕЙ СТАЛИ
Новая технология GMAW для сварки корневого прохода повышает производительность и качество, решает проблему нехватки сварщиков
Хорошей новостью для производителей труб из нержавеющей стали является то, что в нефтеперерабатывающем и нефтехимическом секторе наблюдается рост активности в год на 20–30 % по сравнению с недавним прошлым (по данным Cambridge Energy Research Associates, www. cera.com, консультанта энергетические компании).
cera.com, консультанта энергетические компании).
Строительство заводов по производству этанола и биотоплива, для которых требуется большое количество труб из нержавеющей стали, также увеличивает спрос.В США потребление этанола в настоящее время составляет 7,6 млрд галлонов в год, и, по прогнозам, к концу 2008 г. оно возрастет до 13,3 млрд галлонов (по данным Ассоциации возобновляемых источников топлива, www.этанолrfa.org, отраслевой торговой группы). Закон об энергетической независимости и безопасности, подписанный президентом Бушем в 2007 году, расширяет стандарт возобновляемых видов топлива, требуя к 2022 году ежегодно использовать 36 миллиардов галлонов возобновляемого топлива. поступают из современного биотоплива, включая целлюлозный этанол.
Плохие новости? Найти квалифицированных сварщиков уже сложно, и становится только хуже. Чтобы удовлетворить спрос, цеха по изготовлению труб из нержавеющей стали уже усердно работают. Теперь у них есть возможность работать более разумно, заменив модифицированные процессы GMAW с коротким замыканием, называемые регулируемым осаждением металла (RMD™), на традиционные процессы GMAW и GTAW для корневого прохода.
Изменение игры
RMD™, новая модифицированная технология переноса короткого замыкания, поможет производителям труб из нержавеющей стали решить две самые важные проблемы: поиск квалифицированных сварщиков и повышение производительности для удовлетворения потребностей клиентов. |
Производители труб особенно скептически относятся к GMAW с коротким замыканием, и на то есть веские причины. При традиционном GMAW короткие замыкания происходят с неустойчивыми интервалами и с различной интенсивностью. В результате сварочная ванна испытывает сильное волнение. Чтобы предотвратить холодный нахлест или несплавление, оператор должен контролировать и манипулировать сварочной ванной. На высокоскоростном видео показано, как «взрыв» короткого замыкания приводит к разбрызгиванию и замерзанию сварочной ванны на боковой стенке трубы, как происходит холодный притир. Это также приводит к разбрызгиванию и увеличению времени очистки.
Это также приводит к разбрызгиванию и увеличению времени очистки.
Поскольку для выполнения корневых сварных швов с кодовым качеством с помощью традиционной GMAW с коротким замыканием требуется много навыков, многие производители избегают этого процесса, а многие конечные пользователи не включают его в свой список утвержденных процедур. К счастью, технический прогресс меняет правила игры.
Благодаря технологии RMD™ сварочная система предвидит и контролирует короткое замыкание, а затем снижает доступный сварочный ток для обеспечения равномерного переноса металла.Точно контролируемый перенос металла обеспечивает равномерное осаждение капель, облегчая сварщику контроль над сварочной ванной. Высокоскоростное видео доказывает, что устойчивые короткие замыкания создают лишь небольшую рябь в сварочной ванне, что, в свою очередь, обеспечивает стабильную врезку в боковую стенку. Благодаря стабильной и более управляемой сварочной ванне начинающие операторы могут быстро и легко научиться создавать равномерные высококачественные сварные швы.
Процесс RMD также обеспечивает ряд других преимуществ. Во-первых, гладкий перенос металла компенсирует большую и малую несоосность между секциями трубы.Он легко перекрывает зазоры до 3/16 дюйма. Во-вторых, гладкий перенос металла создает более последовательное армирование корня на внутренней стороне трубы.
В-третьих, защитный газ, выходящий из пистолета, остается относительно невозмущенным контролируемой передачей. В результате через корневое отверстие проходит достаточное количество защитного газа, чтобы предотвратить засахаривание (окисление) на обратной стороне сварного шва. Некоторые изготовители имеют квалифицированные процедуры для сварки некоторых нержавеющих сталей серии 300 без поддержки газа, повышая производительность до 400 процентов (трубы большого диаметра требуют много времени для продувки, а газ стоит дорого).
В-четвертых, процесс RMD поддерживает постоянную длину дуги независимо от вылета электрода. Это компенсирует проблемы операторов, которым трудно удерживать постоянный вылет, и обеспечивает лучший обзор сварочной ванны.
Обратите внимание, что, когда начинающие операторы выполняют сварку в положении от 4 до 6 часов, они имеют тенденцию увеличивать вылет проволоки. В старых технологиях большой вылет искажает параметры сварки и часто приводит к проблемам с качеством.
В-пятых, RMD создает корневой шов с шагом от 1/8 до 1/4 дюйма.горло. Во многих случаях количества наплавленного металла корневого шва будет достаточно для удовлетворения требований по подводимому теплу для первого прохода заполнения импульсным GMAW или FCAW. Изготовители могут отказаться от горячего прохода GTAW, сэкономив около 15 долларов на 12-дюймовой трубе сортамента 40.
Процесс RMD откладывает больше металла, чем другие процессы. Это может устранить необходимость в горячем проходе, экономя примерно 15 долларов на соединение (исходя из графика 40, 12 дюймов.диаметр трубы). Результаты увеличенной толщины корневого прохода не зависят от материала. |
 Эта фотография была сделана с использованием углеродистой стали; аналогичные результаты будут иметь место с нержавеющим.
Эта фотография была сделана с использованием углеродистой стали; аналогичные результаты будут иметь место с нержавеющим. Наконец, одна и та же проволока и защитный газ могут использоваться для проходов заполнения и крышки с использованием импульсного процесса GMAW следующего поколения, называемого Pro-Pulse™. Этот процесс повышает производительность и удобство для оператора по сравнению с традиционной импульсной сваркой, а также повышает как скорость перемещения, так и скорость наплавки при одновременном снижении общего тепловложения.
Создание хорошей техники
Как и в случае любого другого сварочного процесса, успех процесса RMD™ требует разработки и поддержания надлежащих методов подготовки и сварки. Следующие рекомендации, которым очень легко следовать, ведут к проверенному успеху и повышению производительности при сварке труб из нержавеющей стали.
Начните с секций соединения труб со стандартными скосами под углом 37,5 градусов, чтобы общий угол составлял 75 градусов. Земли могут варьироваться от лезвия ножа до 3/32 дюйма.Используйте минимум 1/8 дюйма. раскрытие корня для обеспечения надлежащего усиления корня шва с обратной стороны. Простым способом заполнить зазор является использование металлического стержня, который соответствует желаемому размеру зазора.
Земли могут варьироваться от лезвия ножа до 3/32 дюйма.Используйте минимум 1/8 дюйма. раскрытие корня для обеспечения надлежащего усиления корня шва с обратной стороны. Простым способом заполнить зазор является использование металлического стержня, который соответствует желаемому размеру зазора.
Прихватите трубу с помощью процесса RMD, сделав прихватки (в указанном порядке) в положениях 12, 6, 3 и 9 часов. Удалите прокладку из присадочного металла после выполнения первой прихватки, затем проверьте зазор с помощью инструмента, предназначенного для этой цели. Прихватки на трубах меньшего диаметра могут быть от 1/4 до 1/2 дюйма. длинная. Прихватки на большей трубе могут быть 1 дюйм.или дольше. Обратите внимание, что прихваточные швы будут сжиматься во время охлаждения, что приведет к закрытию зазора. В районах с размером менее 1/8 дюйма. зазор, отшлифуйте соединение, используя 3/32-дюйм. режущее колесо, чтобы открыть корень. Завершите подготовку прохода шлифовкой каждого прихваточного шва до кромки пера, чтобы убедиться, что корневой шов поглощает прихваточный шов.
Преимущества процесса RMD включают:
|
Сварка в провернутом положении 1G
Начните дугу в центре закрепки в районе от 1:30 до 2 часов. Держите пистолет перпендикулярно трубе с углом сопротивления от 5 до 10 градусов. Используйте от 3/8 до 5/8 дюйма. вылет электрода. В некоторых случаях может потребоваться утопленный контактный наконечник, чтобы поддерживать правильный вылет.
Держите пистолет перпендикулярно трубе с углом сопротивления от 5 до 10 градусов. Используйте от 3/8 до 5/8 дюйма. вылет электрода. В некоторых случаях может потребоваться утопленный контактный наконечник, чтобы поддерживать правильный вылет.
Установите сварочную ванну и расположите электрод в центре сварочной ванны по мере того, как труба откатывается от оператора (по сути, оператор тащит сварочную ванну). Внимательно следите за лужей, чтобы убедиться, что она прилегает к боковым стенкам. Обычно не используют технику плетения.Однако, если зазор больше 3/16 дюйма, оператору может потребоваться слегка переплести электрод поперек зазора и вверх по боковой стенке, чтобы перекрыть его.
Когда электрод правильно расположен в сварочной ванне, процесс RMD создает приглушенный жужжащий звук, который намного мягче, чем звук «потрескивающего бекона» при традиционном GMAW с коротким замыканием.
Хотя процесс RMD кажется более холодным, чем типичный GMAW, сварочная ванна сплавляется с боковой стенкой и проникает в соединение благодаря спокойному переносу металла и стабильной дуге. Поверхность хорошего корневого шва выглядит плоской (ни вогнутой, ни выпуклой) и, как уже отмечалось, она толще, чем у традиционного корня GMAW
Поверхность хорошего корневого шва выглядит плоской (ни вогнутой, ни выпуклой) и, как уже отмечалось, она толще, чем у традиционного корня GMAW
При традиционном GMAW операторы располагают дугу на передней кромке ванны. Не делайте этого с RMD, так как дуга будет прерывистой и вызовет разбрызгивание и большее проникновение внутрь трубы (обратите внимание, что оптимальный корень имеет армирование около 1/16 дюйма). Если скорость перемещения становится слишком низкой, а электрод располагается слишком далеко в ванне, дуга становится нестабильной (прислушайтесь к звуку, более похожему на традиционный GMAW.Кроме того, поверхность сварного шва будет выпуклой. Если это произойдет, зашлифуйте выступы, чтобы предотвратить непровар на следующем проходе).
Если соединение смещено, продолжайте концентрировать дугу в центре соединения. Не отдавайте предпочтение высокой стороне сустава; новая технология будет автоматически компенсировать. Пусть дуга сделает свою работу!
Сварка в фиксированном положении 5G
Начинайте сварку в положении «12 часов». Как и в положении 1G, запустите дугу в центре прихваточного шва, используя угол сопротивления от 5 до 10 градусов и угол от 3/8 до 5/8 дюйма.торчать.
Как и в положении 1G, запустите дугу в центре прихваточного шва, используя угол сопротивления от 5 до 10 градусов и угол от 3/8 до 5/8 дюйма.торчать.
В начале сварки держите дугу в центре сварочной ванны, но перемещайте электрод вперед и назад по зазору полумесяцем (лицом луны вниз).
Примерно в положении «1 час» гравитация начинает толкать лужицу вниз по суставу. Как только гравитация возьмет верх, прекратите плетение и сконцентрируйтесь на направлении электрода в центр сварочной ванны. Примерно в положении «5 часов» легкими движениями из стороны в сторону дойдите до отметки «6 часов», закончив валик на прихваточном шве с оперением.Движение из стороны в сторону сглаживает валик сварного шва и сводит к минимуму шлифовку.
Если сварной шов не заканчивается прихваточным швом (например, оператор по какой-либо причине прерывает дугу), это может привести к проколу в конце сварного шва. Перед возобновлением сварки зачистите конец сварного шва. После завершения корневого прохода также зашлифуйте начальные, конечные и высокие точки перед выполнением первого заполняющего прохода (помните, что корневой проход с измененным процессом может устранить горячий проход).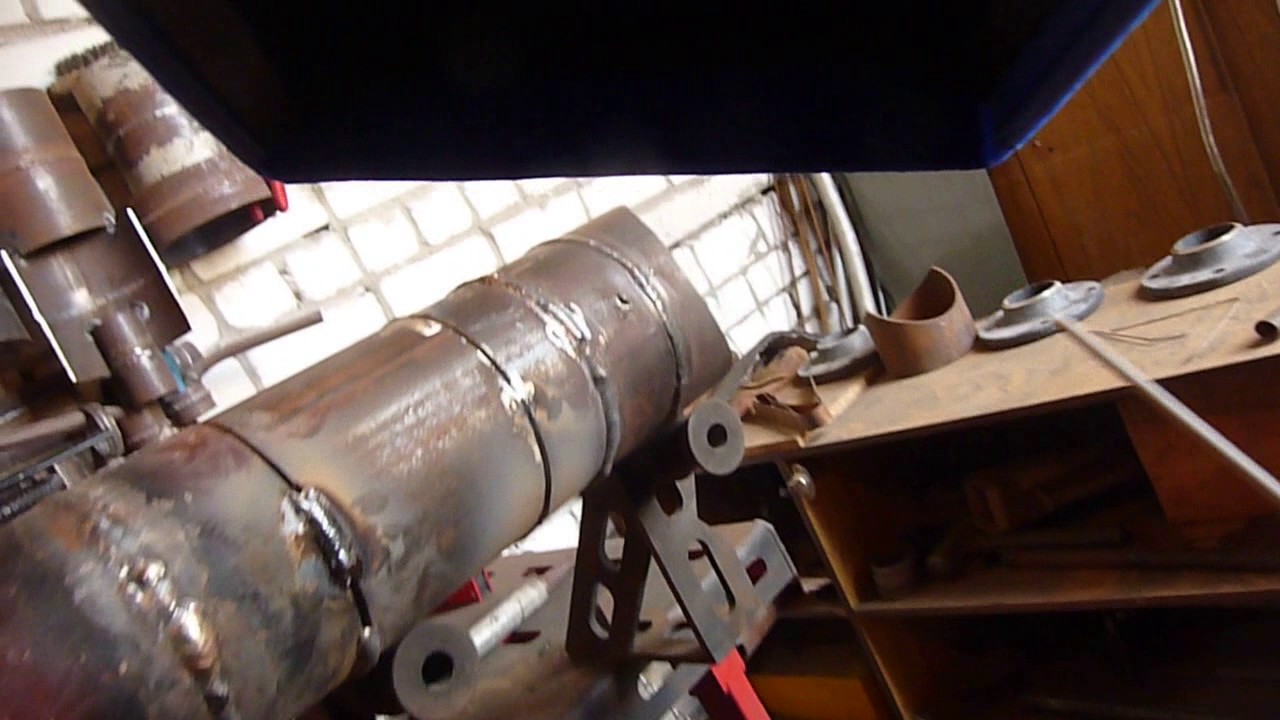
| Процесс RMD™ создает корневой валик, который соответствует качеству корневого валика GTAW.В отличие от GTAW, который требует длительного обучения, новый процесс GMAW позволяет начинающему оператору выполнять сварные швы производственного качества после двух дней обучения. |
Пять важнейших вещей
Методы сварки труб из углеродистой стали такие же, как описанные здесь для сварки нержавеющей стали; однако, чтобы аттестовать процедуры сварки труб из нержавеющей стали серии 300 без резервного газа, производители должны выполнить следующие действия:
1.Обеспечьте не менее 1/8 дюйма. зазор по всей окружности сустава. Через этот зазор проходит защитный газ, защищающий обратную сторону соединения от окисления.
2. Очистите трубу как внутри, так и снаружи, чтобы удалить любые загрязнения или нежелательные вещества. Используйте проволочную щетку, чтобы очистить не менее 1 дюйма от края соединения.
Используйте проволочную щетку, чтобы очистить не менее 1 дюйма от края соединения.
3. Используйте только проволоку из нержавеющей стали с высоким содержанием кремния, такую как 316LSi или 308LSi. Более высокое содержание кремния способствует смачиванию лужи и действует как раскислитель.
4. Для достижения оптимальной производительности используйте газ «Tri-H», состоящий из 90 % гелия, 7,5 % аргона и 2,5 % CO2. В качестве альтернативы используйте 98-процентный аргон и 2-процентный CO2.
5. Для достижения наилучших результатов используйте коническую насадку для корневого прохода, поскольку она локализует газовое покрытие. Конические сопла со встроенными газовыми диффузорами обеспечивают исключительное покрытие.
Обратите внимание, что использование процесса RMD™ без защитного газа приводит к образованию небольшого количества оксидной окалины на обратной стороне сварного шва, которая обычно отслаивается по мере остывания сварного шва.Хотя он соответствует стандартам для нефтяной и нефтехимической промышленности, он не соответствует стандарту «высокой чистоты», используемому в фармацевтической, полупроводниковой или пищевой промышленности.
У производителей труб долгая память. Скорее всего, большинство пробовало, а многие отвергли другие процедуры GMAW для сварки корневого шва. Однако достижения последних лет в технологии GMAW теперь обеспечивают значительно лучшие результаты. Звучит банально, но на самом деле вам нужно испытать новую модифицированную передачу короткого замыкания, чтобы понять, как легко оператор может освоить ее и как легко она создает качественный корневой шов.Будем надеяться, что повышение производительности на 100-400% будет достаточным стимулом для производителей труб из нержавеющей стали, чтобы пересмотреть процесс GMAW.
Сварка — Колледж Центрального Вайоминга
Программа сварки предназначена для того, чтобы дать учащимся начальные навыки и знания, необходимые в современной сварочной отрасли. Чтобы добиться успеха в сварочной отрасли, человек должен уметь адаптироваться к стилям работы, которые требуют надежности, внимания к деталям, осознания безопасности, самоконтроля, адаптивности/гибкости, инициативы и сотрудничества.
Программа сочетает в себе практический опыт сварки с обучением в классе широко используемым процессам сварки. Безопасность подчеркивается во всех областях программы сварки.
Программа сертификации требует, чтобы учащиеся завершили 31 кредит курсовой работы и включает концентрированную учебную программу по сварке с акцентом на кислородно-топливную сварку, SMAW, GMAW, GTAW и базовую сварку труб. Математика и английский язык также включены в эту программу обучения.
Исследуйте информацию о оплачиваемой работе, где вы можете найти информацию о профессии, примерную стоимость и время завершения программы, а также возможности трудоустройства.
| Номер курса | Курс | Кредиты |
| СВАРКА 1610 | Базовый GMAW (MIG) | 2 кредита |
| СВАРКА 1650 | Печать символов чтения и сварки | 3 кредита |
| СВАРКА 1710 | Ацетиленовая сварка и резка | 2 кредита |
| СВАРКА 1750 | Базовый экран для дуговой сварки металлическим электродом | 2 кредита |
| СВАРКА 1760 | Усовершенствованная дуговая сварка в защитном металле | 4 кредита |
| СВАРКА 1770 | Газовый металл — Дуговая сварка с флюсовым сердечником | 4 кредита |
| СВАРКА 1935 | Плазменная резка с ЧПУ | 3 кредита |
| СВАРКА 2680 | Сварка Металлургия | 3 кредита |
| Курс | Кредиты |
|---|---|
| Письменный уровень I/Устный | 3 |
| Математика/APPM | 3 |
| Высшее образование | 1 |
Всего кредитных часов: 30
Использование VRTEX для сварки вне положения
Крис Ганди
Установка: Обзор: |
Доступные позиции и купоны:
|
|
|
|
|
|
|
|
|
ПРИМЕЧАНИЕ: «Трубный штифт» следует снимать только во время подготовки к сварке труб 5G и 6G.
Рабочий стол, имитирующий настоящий сварочный стол, можно отрегулировать в различных рабочих положениях, чтобы имитировать ряд сценариев, таких как базовый сварной шов плоской пластины, слишком труднодоступный для сварных швов, таких как низкие трубопроводы.
|
При использовании VRTEX® очень важно установить одинаковые критерии настройки как для стола, так и для компьютерной системы. Если настройки экрана и стола не идентичны, пользователь не будет работать в правильной рабочей среде ни физически, ни виртуально.
Например: если машина настроена для сварки 5G диаметром 6 дюймов по графику 40, а трубный штифт для изгиба рычага на 90º не используется, фактическая модель в виртуальной среде будет отображаться сбоку, как показано ниже.
VRTEX® 360 имеет ряд программных методов и манипуляций.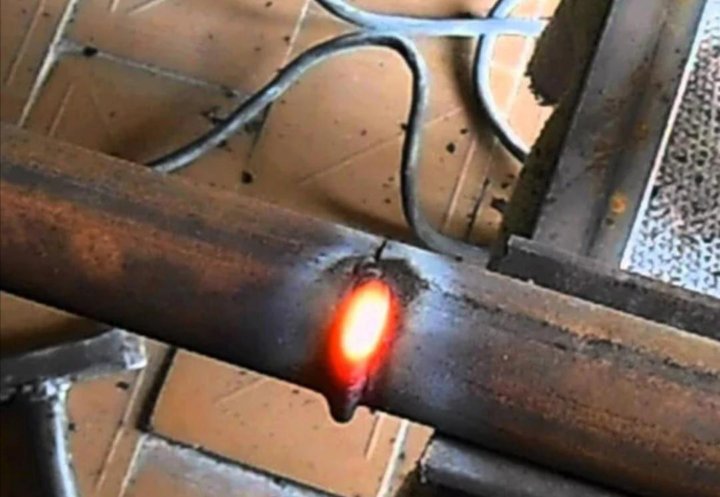 Для получения дополнительной информации см. страницы B-9–B-11 Руководства по эксплуатации или просмотрите демонстрационное видео. Помните, система ограничена только вашим воображением.
Для получения дополнительной информации см. страницы B-9–B-11 Руководства по эксплуатации или просмотрите демонстрационное видео. Помните, система ограничена только вашим воображением.
3 способа поддержания чистоты сварных швов труб на фармацевтических предприятиях с помощью визуального контроля | Публикация в блоге
Контроль и обеспечение качества сварки (QA/QC) имеет решающее значение на предприятиях по производству лекарств. Это может быть проблемой, поскольку технологические трубы могут иметь тысячи сварных швов и соединений в труднодоступных местах. Если даже один из этих сварных швов неисправен, могут возникнуть коррозия, утечки или загрязнение.
Предотвращение загрязнения линий по производству лекарств является одной из основных целей надлежащей производственной практики (GMP).Соблюдение правил GMP является необходимым условием для фармацевтической промышленности, чтобы предотвратить попадание некачественных или неправильных смесей элементов к потребителю. Требования GMP включают внедрение строгих протоколов технического обслуживания и очистки оборудования, поддерживаемых проверками и аудитами контроля качества и обеспечения качества, и все это подкрепляется подробной документацией.
Требования GMP включают внедрение строгих протоколов технического обслуживания и очистки оборудования, поддерживаемых проверками и аудитами контроля качества и обеспечения качества, и все это подкрепляется подробной документацией.
Удаленная визуальная инспекция: важный инструмент GMP
Как автоматические, так и ручные сварные швы на технологических трубах из нержавеющей стали могут быть сложными для проверки.Такие методы, как ультразвуковой и рентгеновский контроль, обычно используются для выявления внутренних дефектов и дефектов в объеме сварного шва и на основном материале. Однако после процессов сварки и термообработки инспекторам необходимо визуально осмотреть внутренний диаметр (ID) сварного шва и корень шва, а из-за ограниченного доступа удаленный визуальный контроль является жизнеспособным неразрушающим решением.
Инструменты дистанционного визуального контроля (RVI), такие как бороскопы и видеоскопы, могут помочь убедиться, что все трубопроводы и сварные швы соответствуют назначению и соответствуют сварочным нормам и отраслевым стандартам. Продолжайте читать, чтобы узнать, когда лучше всего использовать RVI на фармацевтических заводах, и узнайте, какие функции видеоскопа помогают повысить эффективность визуального контроля сварных швов труб из нержавеющей стали.
Продолжайте читать, чтобы узнать, когда лучше всего использовать RVI на фармацевтических заводах, и узнайте, какие функции видеоскопа помогают повысить эффективность визуального контроля сварных швов труб из нержавеющей стали.
3 способа включения видеоскопов в процесс контроля технологических трубопроводов
1. После начальной установки оборудования, ремонтных работ или расширения
Перед вводом в эксплуатацию или во время расширения или ремонта предприятия инспекторы по обеспечению качества могут использовать оборудование RVI для проверки всех сварных деталей, требующих проверки:
Как видеоскопы IPLEX™ помогают контролировать сварные швы технологических труб
Обеспечение наличия надлежащего оборудования RVI для проверки сварных швов в сложной сети технологических трубопроводов является первой задачей. У наших видеоскопов есть полезные функции:
У наших видеоскопов есть полезные функции:
Видеоскоп для контроля сварных швов (слева) с оптическим адаптером с широким углом обзора 220 градусов и (справа) с оптическим адаптером прямого обзора 120 градусов
The 220 ° Адаптер дает полное представление о состоянии как передней, так и задней стороны сварного шва.
2. После очистки от партии к партии и перехода от продукта к продукту
Важно, чтобы сварные швы и поверхности внутри технологических трубопроводов не нарушали поток проходящей по ним продукции.Если продукт застревает, он может либо испортить, либо загрязнить продукты, проходящие через него позже. Сварные швы, колена и стыки в трубах являются основными проблемными зонами для накопления остатков.
После того, как обслуживающий персонал очистил оборудование между партиями или сменой продукта, RVI рекомендуется проверять наличие остатков, чтобы избежать перекрестного загрязнения в этих труднодоступных проблемных зонах. Инспекторы могут использовать видеоскоп или бороскоп для проверки чистоты всех сварных швов, которые находятся в местах, контактирующих с потоком продукта.Региональные регулирующие органы, такие как Управление по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA), обычно рекомендуют такие проверки.
Инспекторы могут использовать видеоскоп или бороскоп для проверки чистоты всех сварных швов, которые находятся в местах, контактирующих с потоком продукта.Региональные регулирующие органы, такие как Управление по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA), обычно рекомендуют такие проверки.
Способы облегчить проверку остатков и отложений
При проверке наличия остатков вокруг сварных швов, колен и стыков существует несколько функций видеоскопа/бороскопа, которые облегчают работу:
Чувствительное сочленение наконечника TrueFeel с использованием сенсорного управления видеоскопа IPLEX GX/GT
Артикуляцией наконечника прицела также можно управлять с помощью легкого джойстика
3.Периодическая проверка: коррозия и структурная целостность
Фармацевтические производственные объекты не защищены от коррозии и других проблем со структурной целостностью. Техническая вода, проходящая по трубам, периодически контролируется на содержание примесей. Причиной этого загрязнения могут быть микроорганизмы, которые гнездятся вокруг точечной коррозии и размножаются в биологических остатках в технологическом оборудовании.
Техническая вода, проходящая по трубам, периодически контролируется на содержание примесей. Причиной этого загрязнения могут быть микроорганизмы, которые гнездятся вокруг точечной коррозии и размножаются в биологических остатках в технологическом оборудовании.
Для обеспечения гигиенической чистоты технологических трубопроводов рекомендуется использовать видеоскопы или бороскопы для осмотра всех сварных швов и труднодоступных мест в рамках регулярного профилактического обслуживания.
Ультрафиолетовый свет выявляет микроорганизмы
Бороскопы или видеоскопы с источником УФ-излучения являются преимуществом, когда речь идет об обнаружении микроорганизмов в технологических трубах, сосудах или резервуарах:
- Колонии микроорганизмов трудно локализовать с помощью белого света. Видеоскопы IPLEX оснащены модулем УФ-подсветки для успешного проведения этой проверки. Используя видеоскоп с источником УФ-излучения, этот органический материал подвергается флуоресценции.

Контрольный список для осмотра с помощью видеоскопа или бороскопа на фармацевтических производственных предприятиях
Вот краткое изложение моих советов по осмотру труб из нержавеющей стали или другого технологического оборудования:
- Выберите вставную трубку правильной длины и диаметра для вашего применения. Доступны видеоскопы и бороскопы с вводными трубками различной длины и диаметра.
- Выберите адаптер оптического наконечника, подходящий для ваших задач.Я рекомендую объектив «рыбий глаз» 220° для быстрой и эффективной проверки с высоким POD.
- Поддерживайте надлежащую гигиену во время и после осмотра — протирайте вводную трубку видеоскопа изопропиловым спиртом (IPA) до и после использования, чтобы удалить загрязнения.
- Проверка целостности сварного шва? Перед использованием убедитесь, что баланс белого установлен правильно. Наблюдение с точным представлением цвета имеет решающее значение для обнаружения обесцвечивания в ЗТВ, чтобы подтвердить, что оно соответствует критериям приемлемости.
- Отрегулируйте яркость источника света, чтобы уменьшить ореолы внутри блестящих труб, резервуаров и сосудов из нержавеющей стали. Видеоскопы IPLEX имеют динамически регулируемые источники света, которые сделают это за вас.
- Тщательно осмотрите сварной участок трубы, вращая вставную трубку с адаптером бокового обзора. Для труб большого диаметра используйте центрирующее устройство, чтобы установить вставную трубку в центре трубы.
- Тщательно записывайте и документируйте свою проверку — записывайте неподвижные изображения и видео всей проверки сварных швов в качестве доказательства для подтверждения контроля качества и аудита.

В следующем посте я более подробно расскажу о том, как использовать наше программное обеспечение InHelp Inspect Assist, чтобы упростить документацию по проверке соответствия коду. Итак, следите за обновлениями!
Связанный контент
Наблюдение за загрязнением на фармацевтической технологической линии
Советы по упрощению визуального осмотра в соответствии с Кодексом, запись и отчетность
Производство медицинских устройств Проверка медицинских устройств и компонентов
Бороскопы и оборудование для визуального контроля Olympus
U.
 K. Компании водоснабжения иногда используют лозоходные стержни для поиска труб: двухстороннее: NPR
K. Компании водоснабжения иногда используют лозоходные стержни для поиска труб: двухстороннее: NPRЕсть много разных способов держать лозоходку или лозоходку. Некоторые предпочитают «колдуть» воду с помощью маятника. Практика основана на идее, что объект внезапно сдвинется, когда человек пройдет над водой. Traite De La Physique Occulte / Архив Беттмана скрыть заголовок
переключить заголовок Traite De La Physique Occulte / Архив Беттмана Есть много разных способов держать лозоходку или лозоходку.Некоторые предпочитают «колдуть» воду с помощью маятника. Практика основана на идее, что объект внезапно сдвинется, когда человек пройдет над водой.
Обновлено 7:00, среда
Большинство крупных водопроводных компаний в Соединенном Королевстве используют лозоходные удочки — народную магическую практику, дискредитированную наукой, — для поиска подводных труб, согласно Оксфордскому доктору философии.D. студент и продюсер научного видео, который случайно обнаружил, что эта практика все еще используется.
Десять из 12 региональных водопроводных и канализационных служб Великобритании подтвердили Салли Ле Пейдж, что они, по крайней мере, время от времени используют лозоходные стержни, также известные как лозоходцы или «колдовские палочки», для обнаружения подземных источников воды. Позже многие компании подчеркивали, что биолокация осуществляется отдельными лицами, а не в рамках политики всей компании, и что она не стоит никаких денег.
Ле Пейдж начала расспрашивать водные компании об этой практике после того, как ее родители сказали ей, что они видели, как техник по водоснабжению держал «два согнутых колышка для палатки», чтобы решить, какую часть дороги нужно перекрыть. Ле Пейдж отнесся скептически и начал спрашивать водные компании, действительно ли они использовали такую практику.
Ле Пейдж отнесся скептически и начал спрашивать водные компании, действительно ли они использовали такую практику.
В своих ответах, которые она разместила на Medium, несколько компаний подчеркнули, что гадание не является их основным или предпочтительным методом поиска источников воды, и что у них также есть более современные инструменты. Одна компания сообщила Le Page, что некоторые техники используют лозоходные стержни, «если им это необходимо». Другая компания заявила, что «они используются только для обнаружения трубопроводов и пустот, которые могут быть вызваны разрывами или обрушениями.»
Одна водопроводная компания, демонстрируя честность, сказала, что технические специалисты иногда используют лозы для определения местоположения водопровода, «однако они не точны в 100% случаев».
Привет @sallylepage, да, иногда мы используем лозоходные стержни для определения местоположения водопровода, однако они не точны в 100% случаев.
— Помощь SouthWestWater (@SWWHelp) 21 ноября 2017 г.
Нет никаких доказательств того, что гадание, основанное на спонтанном подергивании палочек в руках человека, может точно обнаружить что-либо под землей.
«Раскрытие информации вызвало призывы [водных регуляторов] остановить компании, перекладывающие расходы на дискредитированную средневековую практику на своих клиентов», — пишет The Guardian.
Ofwat, правительственный орган, который регулирует приватизированные компании водоснабжения Великобритании, «заявил, что любая фирма, не выполняющая свои обязательства перед клиентами, подвергается финансовому штрафу», сообщает газета.
Великобритания — едва ли не единственная страна, где для поиска воды используются старомодные методы.Как сообщила в прошлом году корреспондент NPR Джули Маккарти, засуха в Индии заставила отчаявшихся фермеров обратиться к местному предсказателю воды. И так как она опубликовала свой пост в блоге. Le Page собрал отчеты о предприятиях по всему миру, которые продолжают использовать биолокацию.
Марк Мондави держит пару лозоходов в 2014 году на винодельне Charles Krug на острове Сент-Хелена, Калифорния. Лозоходцы, также известные как водные ведьмы, считают, что они могут использовать так называемые лозоходы, сделанные из меди или дерева, чтобы найти воду глубоко под землей. Эрик Рисберг/AP скрыть заголовок
переключить заголовок Эрик Рисберг/APМарк Мондави держит пару лозоходов в 2014 году на винодельне Charles Krug на острове Сент-Хелена, Калифорния. Лозоходцы, также известные как водяные ведьмы, считают, что они могут использовать так называемые лозоходы из меди или дерева, чтобы найти воду глубоко под землей. .
Эрик Рисберг/AP При гадании по воде лозоискатели используют две удочки или одну раздвоенную палку для обнаружения подземных источников воды. Они верят, что когда они идут по источнику воды, стержни самопроизвольно перекрещиваются или палка резко дергается вниз.
Они верят, что когда они идут по источнику воды, стержни самопроизвольно перекрещиваются или палка резко дергается вниз.
Как это работает? Считается, что сила исходит от человека-лозоходца, а не от палок, но что касается того, как это работает, «у науки нет ответов», — сказал один лозоходец Джули Маккарти.Верующие говорят, что это тайна.
Скептики говорят, что в этом нет ничего таинственного — как доска для спиритических сеансов, стержень двигается в ответ на маленькие неосознанные движения человека.
Двойной слепой тест навыков лозоходцев, проведенный в конце 80-х годов, показал, что большинство лозоходцев не могут найти спрятанную трубу, но горстка испытуемых добилась «чрезвычайно высокого уровня успеха». Однако анализ результатов, проведенный скептически настроенным исследователем, показал, что успешные выбросы выглядели как выбросы только в том случае, если вы проигнорировали все их неправильные ответы, и что они могли бы добиться еще большего успеха, если бы просто догадывались, что труба всегда находится посередине. .
.
В реальном мире, конечно, лозоискатели не проводят двойных слепых тестов. Как пишет Геологическая служба США, большинство лозоходцев говорят людям, где копать, чтобы найти воду, не уточняя, сколько и насколько глубоко.
Результат? Люди копают, бьют по воде и объявляют биолокацию успешной. Но они не считают, что могли бы сделать то же самое, выбирая случайным образом.
«Во многих районах трудно не заметить воду», — пишет Геологическая служба США тоном, который варьируется от вежливого раздражения до усталости.«Лозоходец обычно указывает, что место, указанное жезлом, является единственным местом, где можно найти воду, но это не обязательно верно … Немного воды существует под поверхностью земли почти везде».
Ле Пейдж, биолог, пишет в своем блоге о своем открытии:
«Я не могу сформулировать это достаточно: нет научно строгих, вдвойне слепых доказательств того, что гадальные палочки работают. Вот как моя научная сторона описала бы Моя ненаучная сторона описала бы это так: гадальные палочки не работают и не будут работать.
«Вы можете просто посмеяться над этим. Не правда ли, это немного глупо, что крупные компании все еще используют магию для выполнения своей работы! Кроме тех случаев, когда они ошибаются , это может означать разницу между тем, есть ли во всем городе безопасная питьевая вода или нет. Не говоря уже о затратах на отправку «обученного» технического специалиста для изучения сайта в течение нескольких часов только для того, чтобы не получить никакой ценной информации.Деньги, которые поступают от британских домовладельцев, у которых нет выбора, какую компанию по водоснабжению использовать». попытались найти водопровод под землей, тогда вы поймете, что это может быть очень сложно, вы попробуете что-нибудь», — написала компания в Twitter. «Мы будем рады взять вас с собой и продемонстрировать, сообщите нам, и мы можем организовать. Мы даже снимем фильм и разместим его в наших социальных сетях с изображением обеих сторон!»
Позже компания заявила, что пыталась доказать, что биолокация не работает , как показал эксперимент.
Процедуры пайки труб и трубопроводов
ОТРЕЗАТЬ КВАДРАТНУЮ ТРУБУ
Отрезать до нужной длины с помощью трубореза или ножовки. Если используется ножовка, следует также использовать приспособление для пилы, чтобы обеспечить ровные пропилы. Удалите все внутренние и внешние заусенцы с помощью развертки, напильника или другого инструмента для скребка с острыми краями. Если трубка не круглая, ее следует довести до истинного размера и круглости с помощью калибровочного инструмента.ОЧИСТКА КОНЦА ТРУБЫ И ВНУТРЕННЕЙ ПОВЕРХНОСТИ ФИТИНГА
Поверхности соединений должны быть чистыми и не содержать масла, смазки или оксидных загрязнений. Поверхности могут быть должным образом очищены для пайки щеткой с проволочной щеткой из нержавеющей стали или жесткой протиркой наждачной тканью или Scotch Brite®.ВЫБОР ПРИПОЛА ДЛЯ ПРИПОЯ
Рекомендуемый выбор припоя для пайки см. в Руководстве по выбору припоя Harris. При пайке меди с медью рекомендуются такие сплавы, как Dynaflow®, Stay-Silv® 5 или Stay-Silv® 15. Эти сплавы содержат фосфор и самофлюсуются на меди. При пайке фитингов из латуни или бронзы с этими сплавами требуется белый флюс Stay-Silv®. При пайке железа, стали или других черных металлов выберите один из припоев Stay-Silv®, например, Safety-Silv® 45 или Safety-Silv® 56 с белым флюсом для пайки Safety-Silv®.Не используйте фосфорсодержащие сплавы, так как соединение может быть хрупким. Чтобы оценить количество необходимых припоев, обратитесь к таблице оценки припоев Harris.ПРАВИЛЬНОЕ ФЛЮСИРОВАНИЕ важно, потому что флюс поглощает оксиды, образующиеся во время нагрева, и способствует течению присадочного металла.
СБОРКА ТРУБКИ И ФИТИНГОВ
Вставьте офлюсованный конец трубки в фитинг. Поддерживайте опору, чтобы обеспечить правильное выравнивание, пока припой не затвердеет. После пайки поддерживать опору в течение нескольких секунд (или более) в зависимости от размера области соединения.Теперь узел готов к пайке с использованием припоя в виде стержней, проволоки или рулонов, вручную подаваемого в соединение.
РЕГУЛИРОВКА ПЛАМЕНИ ГОРЕЛКИ
Кислород/ацетилен.
Воздух/ацетилен с использованием вихревых наконечников для сжигания.Пайка с использованием воздушно-ацетиленовых горелок является популярной альтернативой газовой смеси с кислородом. Поток топливного газа всасывает воздух в смеситель, который содержит внутреннюю лопасть, которая вращает газ для улучшения сгорания и повышения температуры пламени.
Если в баке есть манометр нагнетания, установите давление нагнетания на 14-15 фунтов на кв. дюйм. Если в баке есть только манометр, давление подачи предварительно установлено на заводе, поэтому полностью откройте регулировочный винт регулятора, повернув его по часовой стрелке до упора.
Откройте значение факела. Открытие примерно на 3/4 оборота обеспечит достаточную подачу топливного газа. Не пытайтесь измерять давление (уменьшая пламя) с помощью клапана на рукоятке горелки. Если требуется более высокое или более низкое пламя, измените размер наконечника на другой.
НАГРЕВ ОБЛАСТИ СТЫКА
Всегда держите горелку на коротком ходу. Тогда…1. Начните нагревать трубку, сначала прикладывая пламя к точке, примыкающей к фитингу. Попеременно работайте пламенем вокруг трубы и фитинга, пока они не достигнут температуры пайки перед нанесением припоя.
2. При использовании флюса он будет хорошим индикатором температуры. Продолжайте нагревать трубку до тех пор, пока флюс не пройдет температурный диапазон «бульканья» и не станет тихим, полностью жидким и прозрачным и не будет иметь вид прозрачной воды.
3. Направьте пламя из трубки на фланцевое основание фитинга и нагревайте до тех пор, пока флюс, остающийся в фитинге, также не станет полностью жидким.
4. Проведите пламенем вперед и назад вдоль оси собранного соединения, трубы и фитинга, чтобы получить и поддерживать равномерный нагрев обеих частей.
НАНЕСЕНИЕ ПРИПОЛА ДЛЯ ПРИПОЯ
Подайте сплав в соединение между трубой и фитингом. Присадочный металл следует добавлять только после того, как основные металлы нагреты до температуры пайки. В это время пламя может быть мгновенно обнаружено на кончике присадочного металла, чтобы начать процесс плавления. Всегда держите фитинг и трубку нагретыми, направляя пламя на трубку и фитинг, пока припой втягивается в соединение.Твердый припой будет диффундировать и полностью заполнять все зоны соединения. Не продолжайте подачу припоя после того, как область соединения будет заполнена. Излишние галтели не улучшают качество или надежность пайки и являются пустой тратой материала.ПРИ ИЗГОТОВЛЕНИИ ВЕРТИКАЛЬНЫХ СПЛАВОВЫХ СОЕДИНЕНИЙ сначала нагрейте трубу, затем подогрейте фитинг.
ПРИ ВЫПОЛНЕНИИ ГОРИЗОНТАЛЬНЫХ СОЕДИНЕНИЙ сначала нагревайте окружность трубы, а затем нагревайте фитинг. Решение о том, где начать подачу сплава, будет зависеть от размера трубы и предпочтений оператора. Однако на трубе большого диаметра иногда лучше всего начинать с нижней части трубы. Когда сплав затвердевает, он создает «перемычку» и помогает предотвратить вытекание припоя из соединения по мере заполнения оставшейся части соединения. При добавлении сплава убедитесь, что и труба, и фитинг прогреты до нужной температуры.
ОЧИСТКА ПОСЛЕ ПАЯКИ
Все остатки флюса должны быть удалены для проверки и испытания под давлением. Сразу же после того, как припой затвердеет, охладите его или нанесите влажную щетку или тампон на растрескивание и удалите остатки флюса. При необходимости используйте наждачную шкурку или проволочную щетку.
 Даже сейчас любые объяснения лозоходства полагаются на сверхъестественное…
Даже сейчас любые объяснения лозоходства полагаются на сверхъестественное… И компания Anglian Water согласилась с тем, что хрустальные шары, внутренности животных и чайные листья были бы «глупым» способом поиска водопровода.
И компания Anglian Water согласилась с тем, что хрустальные шары, внутренности животных и чайные листья были бы «глупым» способом поиска водопровода. При наличии масла или жира очистите их с помощью имеющегося в продаже растворителя. Не забудьте удалить мелкие посторонние частицы, такие как наждачная пыль, протерев чистой сухой тканью. Поверхность соединения ДОЛЖНА быть чистой.
При наличии масла или жира очистите их с помощью имеющегося в продаже растворителя. Не забудьте удалить мелкие посторонние частицы, такие как наждачная пыль, протерев чистой сухой тканью. Поверхность соединения ДОЛЖНА быть чистой. При использовании белого флюса Stay-Silv® наносите его только кистью. Чтобы предотвратить избыток флюса внутри линий охлаждения, нанесите тонкий слой флюса только на охватываемую трубку. Вставьте трубку в фитинг и, если возможно, поверните фитинг один или два раза на трубке, чтобы обеспечить равномерное покрытие.Белый флюс для пайки Stay-Silv® доступен в банках по 7 унций, 1/4 фунта, 1/2 фунта, 1 фунта, 5 фунтов, а также ведрах по 25 фунтов и 60 фунтов.
При использовании белого флюса Stay-Silv® наносите его только кистью. Чтобы предотвратить избыток флюса внутри линий охлаждения, нанесите тонкий слой флюса только на охватываемую трубку. Вставьте трубку в фитинг и, если возможно, поверните фитинг один или два раза на трубке, чтобы обеспечить равномерное покрытие.Белый флюс для пайки Stay-Silv® доступен в банках по 7 унций, 1/4 фунта, 1/2 фунта, 1 фунта, 5 фунтов, а также ведрах по 25 фунтов и 60 фунтов. Для большинства работ по пайке с использованием кислородно-ацетиленовых газов следует использовать науглероживающее или нейтральное пламя. Нейтральное пламя имеет хорошо выраженный внутренний конус. См. схему. Избегайте окислительного пламени. Избыток ацетилена удаляет поверхностные оксиды с меди. Медь будет казаться яркой, а не тусклой или почерневшей из-за неправильного окислительного пламени.
Для большинства работ по пайке с использованием кислородно-ацетиленовых газов следует использовать науглероживающее или нейтральное пламя. Нейтральное пламя имеет хорошо выраженный внутренний конус. См. схему. Избегайте окислительного пламени. Избыток ацетилена удаляет поверхностные оксиды с меди. Медь будет казаться яркой, а не тусклой или почерневшей из-за неправильного окислительного пламени. »
»
 Важно равномерно прогреть оба куска до нужной температуры. Направьте пламя на арматуру. Если трубка перегрета, припой может стекать по трубе, а не в соединение.
Важно равномерно прогреть оба куска до нужной температуры. Направьте пламя на арматуру. Если трубка перегрета, припой может стекать по трубе, а не в соединение.

