Проверка непроницаемости сварных соединений и сварочных швов
Сеть профессиональных контактов специалистов сварки
Сварные соединения и швы ответственных изделий и соoружений дoлжны быть непрoницаемыми для рaзличных жидкостей и газов. Неплотности в швах снижaют их пpочность пpи вибpационных нагpузках, уменьшaют коррозионную стойкость, вызывaют утечку хрaнимых и трaнспортируемых пpодуктов и создaют недопуcтимые уcловия экcплуатации сварных конструкций.
Контроль непроницаемости сварных соединений проводят в соответствии с ГОСТ 3242-79, включая следующие виды испытаний: керосином, обдувом, аммиаком, воздушным давлением, гидравлическим давлением, наливом и поливом.
Кроме этого, непроницаемость сварных соединений определяют вакуумным методом и газоэлектрическими течеискателями.
Перед проведением испытаний должны быть устранены все дефекты, выявленные внешним осмотром.
Испытание керосином основано на способности многих жидкостей подниматься по капиллярным трубкам, какими в сварных швах являются сквозные поры и трещины. Керосин обладает высокой смачивающей способностью и сравнительно малой вязкостью, что обеспечивает большой эффект этого способа контроля. Например, в отличие от воды (полярная жидкость) керосин под действием поверхностных сил проникает в мельчайшие (10-3 — 2,10-4 мм) неплотности в металле.
Керосин обладает высокой смачивающей способностью и сравнительно малой вязкостью, что обеспечивает большой эффект этого способа контроля. Например, в отличие от воды (полярная жидкость) керосин под действием поверхностных сил проникает в мельчайшие (10-3 — 2,10-4 мм) неплотности в металле.
Испытание сварных соединений керосином проводят следующим образом. После внешнего осмотра простукивают молотком или подвергают вибрации основной металл на расстоянии 30—40 мм от шва и тщательно очищают сварное соединение от шлака, ржавчины, масла и других загрязнений. Такое простукивание или вибрация способствует лучшему удалению шлака и развитию несквозных дефектов в сквозные.
Затем с помощью пульверизатора сварные швы покрывают меловым раствором (350—450 г молотого мела или каолина на 1 л воды) с той стороны, которая более доступна для осмотра.
После высыхания мелового раствора другую сторону шва обильно смачивают керосином и выдерживают в течение определенного времени.
Исходя из экспериментальных данных Института электросварки им. Е. О. Патона, Всесоюзного научно-исследовательского института строительства трубопроводов и ряда монтажных организаций время выдержки под керосином обычно устанавливают не менее 12 ч при окружающей температуре выше 0° и не менее 24 ч — при температуре ниже 0°.
Ввиду того что при повышении температуры вязкость керосина уменьшается и скорость проникания его через неплотности шва увеличивается, для сокращения времени контроля рекомендуется швы перед испытанием нагревать до температуры 60—70° С. В этом случае время выдержки под керосином сокращается до 1,5—2 ч. Керосин наносят в процессе испытания 3—5 раз.
Соединения внахлестку, у которых один шов сплошной, а второй прерывистый, опрыскивают струей керосина под давлением co стороны прерывистого шва. Соединения внахлестку, сваренные сплошным швом с обеих сторон, испытывают керосином путем нагнетания его под давлением в межнахлесточное пространство через специально просверленное отверстие.
О наличии пор, свищей, сквозных трещин и непроваров свидетельствуют жирные желтые точки или полоски керосина на меловом слое, которые с течением времени расплываются в пятна. Поэтому необходимо тщательно следить за появлением первых точек или полосок и своевременно отмечать границы дефектных участков.
Обнаруженные дефекты устраняют, после чего сварной шов подвергают повторному контролю.
Для лучшего наблюдения за керосиновыми пятнами применяют керосин, окрашенный в красный цвет краской «Судан-III» в количестве 2,5—3 г на литр.
Эффективность контроля непроницаемости сварных швов с помощью керосина можно повысить, применяя дополнительно продувку швов сжатым воздухом под давлением 3—4 кгс/см2, разрежение атмосферного воздуха с меловой стороны шва при помощи специальных камер, вибрацию швов. Все эти меры ускоряют проникание керосина через неплотности.
С помощью керосина выявляют не только сквозные, но и поверхностные дефекты. Для этого поверхность контролируемого сварного соединения после тщательной очистки обезжиривают бензином или ацетоном и обильно смачивают окрашенным керосином. По истечении 15—20 мин керосин вытирают или смывают 5%-ным водным раствором кальцинированной соды с последующим просушиванием. Затем на поверхность сварного соединения при помощи пульверизатора наносят тонкий слой разведенного в воде мела (или каолина).
По истечении 15—20 мин керосин вытирают или смывают 5%-ным водным раствором кальцинированной соды с последующим просушиванием. Затем на поверхность сварного соединения при помощи пульверизатора наносят тонкий слой разведенного в воде мела (или каолина).
Когда мел высохнет, изделие около шва обстукивают молотком, а сам шов прогревают горячим воздухом. При этом керосин, задержавшийся ранее на дефектных участках (в случае их наличия), просачивается на меловую краску в виде пятен и полосок, по которым судят об имеющихся дефектах.
При испытании обдувом одну сторону сварного шва промазывают мыльным раствором (вода 1 л, мыло хозяйственное 100 г), а другую — обдувают сжатым воздухом, подаваемым по гибкому шлангу с наконечником под давлением 4—5 кгс/см2. Расстояние между наконечником и швом должно быть не более 50 мм.
Если испытание проводят при температуре ниже 0° С, мыльный раствор готовят с частичной заменой воды спиртом (до 60%) или с применением незамерзающей жидкости, растворяющей мыло.
Сквозные дефекты обнаруживают по появлению пузырей на промазанной мыльным раствором стороне шва.
В основу испытания аммиаком положено свойство некоторых индикаторов, например спирто-водного раствора фенолфталеина или водного раствора азотнокислой ртути, изменять окраску под воздействием щелочей, в данном случае сжиженного аммиака.
Перед началом испытаний тщательно очищают металлической щеткой сварное соединение от шлака, ржавчины, масла и других загрязнений. Если сварку вели электродами с обмазкой основного типа, то швы, кроме того, промывают водой, иначе остатки щелочных шлаков будут реагировать в процессе испытания с индикатором, изменяя его окраску.
После такой подготовки на одну сторону шва укладывают бумажную ленту или светлую ткань, пропитанную 5%-ным раствором азотнокислой ртути (индикатором), а с другой стороны создают давление аммиака.
При контроле сварных швов небольших емкостей, а также трубопроводов в них подают аммиак в количестве 1% объема воздуха в емкости и создают избыточное давление 1 кгс/см2 или более, но не выше расчетного рабочего.
При контроле отдельных участков шва над ними устанавливают герметичную камеру, в которой создают давление аммиака.
В обоих случаях спустя 1—5 мин аммиак, проникая через неплотности сварного шва, окрашивает пропитанную индикатором бумагу или ткань в серебристо-черный цвет. Скорость и интенсивность окраски, а также величина пятен характеризуют размеры дефектов, границы которых отмечают мелом или краской.
При использовании в качестве индикатора спирто-водного раствора фенолфталеина его тонкой струей льют на контролируемый шов. Если в шве имеются неплотности, аммиак проходит через них и окрашивает раствор фенолфталеина в ярко-красный цвет с фиолетовым оттенком.
Для испытания сварных швов днищ резервуаров или газгольдеров аммиак подают в пространство между днищем и основанием по трубкам с отверстиями и создают избыточное давление 8 — 10 мм вод. ст. Поливая швы спирто-водным раствором фенолфталеина, определяют неплотности в сварных швах и устраняют их.
Испытанию давлением газа подвергают емкости и трубопроводы, работающие под давлением, с целью контроля общей непроницаемости сварной конструкции.
Малогабаритные изделия герметизируют газонепроницаемыми заглушками и полностью погружают в ванну с водой. Затем в изделие через редуктор от воздушной сети или из баллона подают газ (воздух, азот, инертные газы) под давлением, величина которого на 10—20% больше величины рабочего. Имеющиеся неплотности определяют по появлению пузырьков газа в воде.
Крупногабаритные сварные изделия испытывают следующим образом. После герметизации в них создают испытательное давление и промазывают сварные швы мыльным раствором (100 г мыла на 1 л воды). Появление мыльных пузырей на промазанной поверхности свидетельствует о проницаемости шва.
Величину давления и время выдержки под ним устанавливают в соответствии с техническими условиями.
При испытании сжатыми газами следует тщательно соблюдать правила техники безопасности. Работы должны проводиться в изолированном помещении с ограждениями (на случай взрыва). Трубопроводы испытывают отдельными изолированными участками с предупредительными знаками об опасности. Гидравлическим давлением проверяют прочность и плотность сварных соединений различных емкостей, котлов паропроводов, водопроводов, газопроводов и других сварных конструкций, работающих под высоким давлением.
Гидравлическим давлением проверяют прочность и плотность сварных соединений различных емкостей, котлов паропроводов, водопроводов, газопроводов и других сварных конструкций, работающих под высоким давлением.
Перед испытанием сварное изделие герметизируют водонепроницаемыми заглушками, обтирают или обдувают сжатым воздухом сварные швы до получения сухой поверхности.
После полного заполнения изделия водой с помощью насоса или гидравлического пресса создают избыточное контрольное давление, величину которого принимают в соответствии со стандартами, инструкциями или техническими условиями (обычно в 1,5—2 раза больше рабочего). В процессе испытания давление определяют по проверенным и опломбированным манометрам.
В самой высокой точке испытываемого изделия устанавливают контрольную заглушку на резьбе для наблюдения за заполнением всего объема водой и выпуском воздуха в атмосферу. В противном случае не исключено образование воздушной подушки, находящейся под большим давлением, что может привести к разрыву изделия в процессе испытания.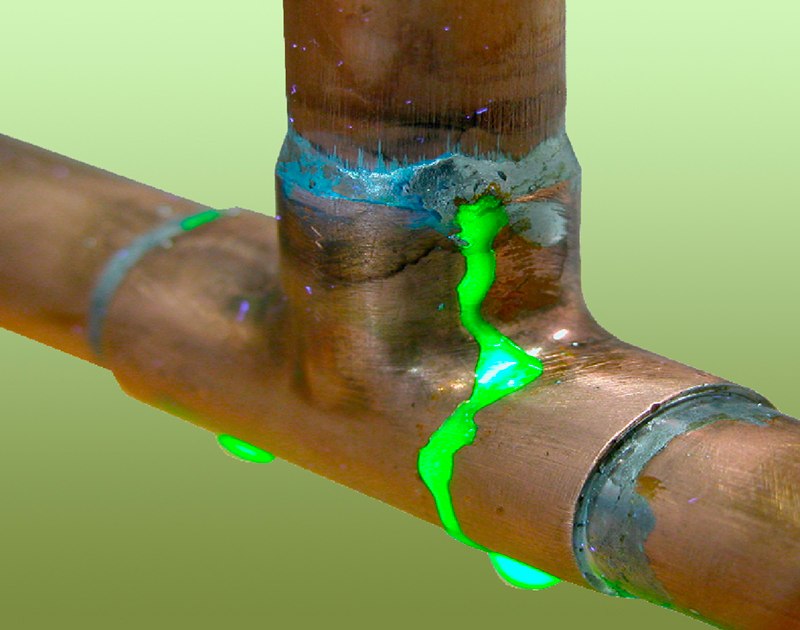
По истечении 5—6 мин давление уменьшают до рабочего, а околошовную зону слегка обстукивают молотком на расстоянии 15—20 мм от края шва. Боек молотка должен быть круглым, чтобы не повредить основной металл изделия.
Проницаемость сварных швов и места сквозных дефектов устанавливают по снижению испытательного давления и появлению течи или просачиванию воды в виде капель, а также по запотеванию поверхности шва или вблизи него.
Во избежание ошибочных выводов следует иметь в виду, что при температуре воды в сосуде ниже температуры воздуха в помещении возможно полное запотевание всей поверхности металла испытуемого изделия. Кроме того, уменьшение испытательного давления не всегда указывает на наличие дефектов, а может быть вызвано неплотностями в нагнетательной системе, присоединительной арматуре, заглушках.
Недостатками этого способа контроля являются необходимость в источниках водоснабжения и трудности, возникающие при испытаниях в зимнее время на открытом воздухе.
Вертикальные резервуары для хранения нефти и нефтепродуктов, газгольдеры и другие крупные емкости испытывают наливом воды.
До испытания сварные швы тщательно обтирают ветошью или обдувают воздухом до получения сухой поверхности. Затем емкость заполняют водой и наблюдают за сварными швами и падением уровня воды. Продолжительность испытания, необходимого для осмотра всех швов, составляет от 2 до 24 ч в соответствии с техническими условиями. Если в течение этого времени не обнаружено пропусков воды и уровень ее не снизился, емкость считают выдержавшей испытание.
Категорически запрещается обстукивать сварные швы резервуаров, газгольдеров и других крупных емкостей в процессе испытания во избежание их разрушения. Испытание проводится при температуре окружающего воздуха не ниже 0° С и температуре воды не ниже +5° С.
Когда швов немного, их непроницаемость определяют, полива одну сторону шва водой из брандспойта под давлением 1—10 кгс/см2, устанавливаемым техническими условиями. Одновременно осматривают противоположную сухую сторону шва.
Проницаемость сварных швов и места дефектов определяют, следя за появлением течи, просачиванием воды в виде капель, запотеванием поверхности шва или вблизи его.
Вакуумный контроль сварных швов применяют в тех случаях, когда применение других способов почему-либо исключено. В частности, этот метод широко применяется при контроле сварных днищ резервуаров, газгольдеров, цистерн, гидроизоляционных ящиков. Он позволяет обнаружить отдельные поры диаметром до 0,004— 0,005 мм, а производительность при его использовании достигает 40—60 м сварных швов в час.
Вакуум создают при помощи переносной вакуум-камеры, которую устанавливают на наиболее доступной стороне проверяемого участка шва.
В зависимости от формы контролируемого изделия и типа соединения применяются плоские, угловые и кольцевые вакуум-камеры.
Механизированная вакуум-тележка укомплектована набором переносных вакуум-камер, позволяющих контролировать различные типы сварных соединений во всех пространственных положениях.
Контроль швов газоэлектрическими течеискателями. В настоящее время применяют два вида газоэлектрических течеискателей: гелиевые и галоидные.
Чувствительность газоэлектрических течеискателей к выявлению неплотностей в швах очень высока, но ввиду сложности конструкции и значительной стоимости изготовления их применяют только для контроля особо ответственных сварных конструкций.
Принцип работы гелиевого течеискателя основан на высокой способности гелия при определенном вакууме проходить сквозь неплотности сварных швов.
В зависимости от конфигурации и объема испытуемой сварной конструкции контроль неплотностей швов гелиевыми течеискателями производят следующими методами.
а) Контроль избыточным давлением состоит в том, что испытуемую емкость помещают в газонепроницаемую металлическую камеру, соединенную с насосами течеискателя. Внутри камеры создают вакуум, а в емкость подают под давлением гелий. При наличии сквозных дефектов в сварных швах гелий проникает в камеру и попадает в течеискатель, где фиксируется одновременно миллиамперметром и звуковым сигналом.
По окончании испытаний гелий перекачивают в другую емкость, подготовленную для контроля, или в резервуар для хранения.
б) При контроле с помощью гелиевой камеры вакуум создают в испытуемой емкости, а гелий подают в газонепроницаемую камеру. Если в сварных швах имеются неплотности, то гелий просачивается в испытуемый сосуд и попадает в течеискатель.
в) Метод установки специальной герметичной камеры-муфты применяют в основном для испытания стыков трубопроводов.
Камеру соединяют с насосом течеискателя, создают в ней вакуум и подают в трубопровод гелий. При наличии неплотностей в сварных швах гелий попадает в течеискатель и вызывает сигнал.
Эти три метода являются наиболее чувствительными к выявлению неплотностей в сварных швах, но не определяют место их расположения. С этой целью применяют обдувание струей гелия наружной поверхности испытуемой емкости, в которой создают вакуум. Места неплотностей фиксируют по сигналу течеискателя, соединенного с емкостью.
Для более точного определения расположения дефектных участков используют специальный щуп-улавливатель, соединенный с течеискателем. Щуп перемещают вдоль швов по наружной поверхности емкости, в которой находится гелий под давлением выше атмосферного. Малейшая неплотность в шве тотчас же фиксируется течеискателем.
Гелиевые течеискатели применяются для обнаружения неплотностей в сварных швах трубопроводов, находящихся под землей. Для этого над трубопроводами пробуривают несколько скважин, в которые опускают специальный щуп-улавливатель, а в каждую трубу подают гелий. Примерное место течи определяют в зависимости от того, какая из скважин показывает максимальную концентрацию гелия.
Для этого над трубопроводами пробуривают несколько скважин, в которые опускают специальный щуп-улавливатель, а в каждую трубу подают гелий. Примерное место течи определяют в зависимости от того, какая из скважин показывает максимальную концентрацию гелия.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Как проверить качество сварного шва
После завершения сварочных работ, изделия должны подвергаться контролю сварных соединений с целью обнаружения и исправления дефектов. Невооруженным глазом можно рассмотреть лишь часть из них — крупные наружные трещины и поры, непровары, подрезы и т.п. Большая часть дефектов скрыта в глубине металла или имеет такие малые размеры, что обнаружить их можно только с использованием специальных приборов и материалов.
Существует много способов контроля сварных швов, различающихся по принципу действия, способности к обнаружению тех или иных видов дефектов, техническому оснащению. Методы контроля сварных соединений подразделяются на разрушающие и неразрушающие. Последние, в силу понятных причин, являются наиболее широко используемыми. Применяются следующие основные методы неразрушающего контроля сварных соединений:
- внешний осмотр;
- радиационная дефектоскопия;
- магнитный контроль;
- ультразвуковая дефектоскопия;
- капиллярная дефектоскопия;
- контроль сварных швов на проницаемость;
- прочие методы (проверка с использованием вихревых токов и т.п.).
Внешний осмотр
Перед осмотром, швы тщательного очищаются от шлака, окалины и брызг металла. Более тщательная очистка в виде обработки шва промывкой спиртом и травлением 10%-ным раствором азотной кислоты придает шву матовую поверхность, на которой легче заметить мелкие трещины и поры. После использования кислоты нужно не забыть удалить ее спиртом во избежание разъедания металла.
Визуальный контроль сварных соединений выявляет, прежде всего, наружные дефекты — геометрические отклонения шва (высоты, ширины, катета), наружные поры и трещины, подрезы, непровары, наплывы.
Для эффективности контроля используют дополнительное местное освещение и лупу с 5-10 кратным увеличением. Лупа — очень полезный инструмент в данном случае, она помогает выявить многие дефекты, которые нельзя рассмотреть невооруженным глазом — тонкие волосяные трещины, выходящие на поверхность, пережег металла, малозаметные подрезы. Она позволяет также проследить, как ведет себя конкретная трещина в процессе эксплуатации — разрастается или нет.
При внешнем осмотре применяется также измерительный инструмент для замера геометрических параметров сварного соединения и дефектов — штангенциркуль, линейка, различные шаблоны.
Капиллярный контроль
С помощью капиллярного контроля можно контролировать материалы любого вида и формы — ферромагнитные и неферромагнитные, цветные и черные металлы и их сплавы, керамику, пластмассы, стекло. В основном, капиллярный метод применяют для обнаружения невидимых или слабовидимых невооруженным глазом поверхностных дефектов с открытой полостью. Однако с помощью некоторых материалов (керосина, например) можно с успехом обнаруживать и сквозные дефекты.
Для капиллярного контроля разработан ГОСТ 18442-80 «Контроль неразрушающий. Капиллярные методы. Общие требования».
Контроль сварных швов с помощью пенетрантов. К наиболее распространенным способам контроля качества сварных швов с использованием явления капиллярности относится контроль пенетрантами (англ. penetrant — проникающий) — веществами, обладающими малым поверхностным натяжением и высокой световой и цветовой контрастностью, позволяющей легко их увидеть. Сущность метода состоит в окраске дефектов, заполненных пенетрантами.
Существуют десятки рецептур пенетрантов, обладающих различными свойствами. Есть пенетранты на водной основе и на основе различных органических жидкостей (керосина, скипидара, бензола, уайт-спирита, трансформаторного масла и пр.). Последние (на основе различных органических жидкостей) особенно эффективны и обеспечивают высокую чувствительность выявления дефектов.
Если в рецептуру пенетрантов входят люминесцирующие вещества, то их называют люминесцентными, а способ контроля — люминесцентной дефектоскопией. Наличие таких пенетрантов в трещинах определяется при облучении поверхности ультрафиолетовыми лучами. Если в состав смеси входят красители, видимые при дневном свете, пенетранты называются цветными, а метод контроля — цветной дефектоскопией. Обычно в качестве красителей используются вещества ярко-красного цвета.
У разных пенетрантов разная чувствительность. Самые чувствительные (1-й класс чувствительносьи) способны выявлять капилляры с поперечным размером 0,1-1 мкм. Верхний предел капиллярного метода — 0,5 мм. Глубина капилляра должна быть минимум в 10 раз больше ширины.
Пенетрант может храниться в любой емкости и наноситься на контролируемый шов любым способом, но наиболее удобная форма выпуска — аэрозольные баллончики, с помощью которых смесь распыляется на поверхность металла. Обычно в комплект средства контроля швов входят три баллончика:
- сам пенетрант;
- очиститель, предназначенный для очистки поверхности от загрязнений перед проведением контроля и удаления излишков пенетранта с поверхности перед проявлением;
- проявитель — материал, предназначенный для извлечения пенетранта из дефекта и создания фона, для образования четкого индикаторного рисунка.

Баллончики могут быть разборными, позволяющими заряжать их на специальном зарядном стенде, входящем в комплект.
Методы контроля сварных соединений с использованием разных пенетрантов могут незначительно отличатся друг от друга, но в основном они сводятся к трем операциям — очистке поверхности, нанесению на неё пенетранта и проявлению дефектов с помощью проявителя. В деталях это выглядит следующим образом.
Поверхность шва и околошовной зоны очищается от загрязнения, обезжиривается и сушится. При очистке важно не внести в дефекты новых загрязнений, поэтому механический способ очистки, при котором повреждения могут забиться посторонними включениями, использовать нежелательно. Обычно рекомендуется заканчивать операцию очистки очистителем, идущим в комплекте, — протерев им поверхность материалом не оставляющим волокон. Если сварной шов перед контролем подвергался травлению, травящий состав нужно нейтрализовать 10-15% раствором соды (Na2CO3).
При контроле в условиях минусовых температур (если свойства используемого пенетранта допускают это), поверхность изделия рекомендуется протереть чистой тканью, смоченной в этиловом спирте.
Затем на поверхность распыляют пенетрант и дают выдержку в течение 5-20 минут (в соответствии с инструкций для конкретного состава). Это время необходимо на проникновение жидкости в имеющиеся дефекты.
После выдержки излишки пенетранта удаляются с поверхности. Способ удаления может различаться в зависимости от используемого состава. Водорастворимые смеси удаляют тканью без волокон, смоченной в воде, но обычно излишки пенетранта удаляются очистителем, входящим в состав комплекта. Независимо от способа удаления, нужно добиться того, чтобы поверхность была полностью очищена от препарата.
В заключительной стадии операции, из третьего баллончика наносится индикаторная жидкость, которая вытягивает пенетрант из полостей дефектов по принципу промокашки, отображая их расположение и форму в виде цветового рисунка. В случае необходимости, при осмотре применяют лупу с двукратным увеличением.
Проверка качества сварных швов с использованием пенетрантов имеет как достоинства, так и недостатки. В числе первых — простота использования, высокая чувствительность и достоверность обнаружения дефектов, многообразие контролируемых по виду и форме материалов, высокая производительность, относительная дешевизна. К основным недостаткам относится возможность обнаружения только поверхностных дефектов, необходимость тщательной очистки шва, невозможность применения после механической обработки поверхностного слоя. Применяя пенетранты, следует также иметь в виду, что широко раскрытые дефекты (более 0,5 мм) могут не проявиться — из-за особенности капиллярного явления.
Контроль швов на непроницаемость с помощью керосина. Несмотря на свою простоту, контроль качества сварных соединений с помощью керосина достаточно эффективен и к тому же не требует сколько-нибудь значительных материальных затрат. Недаром им продолжают широко пользоваться и в наше время, богатое на различные высокофункциональные устройства и приборы.
Керосин способен проникать сквозь мельчайшие трещины в сварных швах, благодаря чему позволяет обнаруживать мельчайшие дефекты. По своей эффективности способ контроля керосином эквивалентен гидравлическому испытанию с давлением 3-4 кгс/мм 2 . Он основан на том же явлении капиллярности, что и контроль пенетрантами. К слову сказать, в некоторые пенетранты фирменного изготовления керосин входит в качестве составляющего компонента.
Проверка керосином сводится к ряду последовательных операций:
- Очистка шва с двух сторон от шлака, грязи и ржавчины.
- Покрытие одной из сторон (той, за которой удобнее наблюдать) водной суспензией каолина или мела (350-450 г на 1 л воды). После нанесения суспензии необходимо подождать, пока она высохнет. Для ускорения процесса покрытие можно просушить горячим воздухом.
- Обильное смачивание обратной стороны керосином — 2-3 раза в течение 15-30 минут, в зависимости от толщины металла. Это можно делать струей из краскопульта или паяльной лампы, а также с помощью кисти или кусочка ветоши.
- Наблюдение за стороной, на которую нанесена меловая или каолиновая суспензия, и маркирование проявляющихся дефектов.
Негерметичность швов обнаруживает себя появлением темных полос или точек на меловом или каолиновом покрытии, которые с течением времени расплываются в более обширные пятна. Именно поэтому наблюдать за обратной стороной нужно сразу после нанесения керосина — чтобы зафиксировать первые проявления керосина, точно указывающие на место и форму дефекта. Проявляющиеся точки свидетельствуют о порах и свищах, полоски — о сквозных трещинах.
Продолжительность испытания при комнатной температуре должна составлять несколько часов. Скорость проникновения керосина в дефекты зависит от его вязкости, которая уменьшается с повышением температуры.
Контроль сварных швов с помощью керосина предназначен в основном для стыковых соединений, в отношении нахлесточных он менее эффективен. Повысить его действенность в этом случае можно, просверлив отверстие и закачав или залив керосин между швами. Применяя этот прием нужно иметь в виду, что керосин, попавший в стык деталей, может впоследствии вызвать коррозию, поэтому его необходимо удалить после испытания подогревом детали горелкой или паяльной лампой.
Контроль сварных швов на проницаемость
Существует довольно много методов контроля сварных швов на проницаемость с использованием различных материалов — газов (в основном воздуха или азота), жидкостей (воды или масла). Сутью испытаний является создание избыточного давления или разрежения и обнаружение мест, через которые под их воздействием рабочий компонент (газ или жидкость) проникает через сварной шов.
По виду используемого рабочего компонента и способа создания разности давлений различают пневматический, гидравлический, пневмогидравлический, вакуумный контроль.
Пневматический способ контроля. При пневматическом способе проверяемая емкость надувается воздухом, азотом или инертным газом до давления, составляющего 100-150% от рабочего (в зависимости от технических условий на изделие). Наружные швы смачиваются пенообразующим составом, который представляет собой раствор туалетного или хозяйственного мыла в воде (50-100 г мыла на 1 литр воды).
Если испытания проводятся при минусовой температуре, часть воды (до 60%) заменяется спиртом. Появившиеся на поверхности швов пузырьки свидетельствуют о наличии сквозных дефектов.
Рекомендуется подключать к емкости манометр и предохранительный клапан. По показаниям манометра контролируется давление и его падение — в случае наличия сквозных дефектов. Предохранительный клапан обеспечивает безопасность испытаний, сбросом давления при превышении его значения выше допустимого уровня.
Небольшие сосуды можно не промазывать мыльным раствором, а помещать в ванну с водой. Дефекты обнаружат себя появлением воздушных пузырьков. Этот способ проверки даже более прост и надежен, чем промазка швов пенообразующим раствором.
Проверка аммиаком. К разновидностям пневматического испытания относится контроль качества сварки с помощью аммиака, который подают под давлением в проверяемую емкость в количестве сотой части всего объема воздуха. Перед подачей аммиачно-воздушной смеси, швы, подлежащие контролю, покрывают бумажной летной или медицинским бинтом, пропитанными фенолфталеином. Проходя через сквозные дефекты, аммиак оставляет на ленте или бинте красные пятна. Метод проверки с помощью аммиака очень достоверен.
Обдув сварных соединений воздухом. В тех случаях, когда изделие нельзя накачать воздухом, можно применить упрощенный вариант пневматического испытания, обдувая шов с одной стороны струей воздуха под давлением, а с другой — обмазав его мыльным раствором. В этом случае в зоне обдува создается подпор воздуха, который проявляет себя появлением пузырьков с обратной стороны (при наличии сквозных дефектов).
Чтобы получить необходимый эффект, необходимо соблюдать определенные условия: давление воздуха должно быть до 2,5 кгс/см 2 , струя должна направляться перпендикулярно шву, конец шланга должен быть увенчан ниппелем с отверстием 10-15 мм. Ниппель удерживают на расстоянии 50-100 мм от шва. Как и в случае пневматического испытания, наличие сквозных дефектов определяется по появлению пузырьков воздуха на обратной стороне шва. Способ наиболее эффективен при проверке угловых швов, поскольку в этом случае создается больший подпор.
Гидравлический контроль. Гидравлическое испытание предполагает использование в качестве компонента, создающего давление, воды или масла. После создания необходимого давления (100-150% от рабочего), емкость выдерживают в таком состоянии около 5-10 минут, обстукивая легкими ударами молотка с круглым бойком околошовную зону. Если шов имеет сквозной дефект, он проявится течью жидкости.
Емкости, работающие без значительного избыточного давления, необходимо выдерживать наполненными более длительное время — не менее двух часов.
Магнитная дефектоскопия
Более совершенный магнитографический способ предполагает наложение на шов ферромагнитной ленты, на которой после пропускания ее через прибор проявляются имеющиеся дефекты.
Магнитным способам контроля могут подвергаться только ферромагнитные металлы. Хромоникелевые стали, алюминий, медь, не являющиеся ферромагнетиками, магнитному контролю не подлежат.
Ультразвуковая дефектоскопия
Контроль качества сварных соединений с помощью ультразвуковых дефектоскопов в силу удобства его проведения получил очень широкое распространение — гораздо большее, чем магнитная и радиационная дефектоскопия. К его недостаткам относится сложность расшифровки сигнала (качественно сделать контроль сварного соединения способен только специалист, прошедший обучение), ограниченность использования для металлов с крупным зерном (аустенитные стали, чугун и пр.).
Источник: tool-land.ru
Всё о контроле качества сварных соединений
Проверка сварочных соединений — обязательный этап любых сварочных работ. Благодаря тщательному контролю можно выявить явные и скрытые дефекты, которые в дальнейшем повлияют на качество и долговечность всей металлической конструкции. Конечно, можно оценить качество сварного шваневооруженным взглядом, но это лишь один из методов.
С помощью визуального контроля вы не сможете обнаружить внутренние трещины и поры. Поэтому важно знать дополнительные способы контроля качества. На крупных производствах эту работу выполняет контролер сварочных работ, но на меленьком заводе эта обязанность часто ложится на плечи сварщика. В этой статье мы расскажем, как проверить швы и какие есть виды контроля качества помимо визуального осмотра.
Способы контроля качества сварного шва
Существуют разнообразные виды и средства технического контроля, все они имеют свои достоинства и недостатки, особенности и нюансы. Но несмотря на различия все они призваны, чтобы устроить швам испытание на прочность и долговечность. Качество сварных соединений во многом зависит от сварщика и используемых комплектующих, так что итог контроля можно предсказать. Но мы все равно рекомендуем проводить контроль качества, чтобы быть уверенным, что изделия прослужат долго.
Качество сварных соединений можно узнать путем визуального осмотра (пожалуй, самый распространенный метод), ультразвукового, магнитного, капиллярного и радиационного (радиографического) контроля, также осуществляется контроль сварных швов на проницаемость. Есть и другие методы контроля сварных швов, но мы в этой статье перечислим самые распространенные и простые в применении. Рекомендуем выполнять пооперационный контроль качества, т.е. сначала осмотреть шов, затем провести капиллярный контроль и так далее. Впрочем, обо всем по порядку.
Визуальный контроль
Начнем с визуального контроля. Это наиболее простой и быстрый способ узнать качество сварных швов. Вам не понадобятся специальные приборы или жидкости, достаточно вашей внимательности. Тщательно осмотрите сварное соединение: не должно быть видимых дефектов вроде трещин и сколов, шов должен иметь одну ширину и высоту на всех участках. Внешний контроль сварочных швов позволяет также проверить наличие или отсутствие непроваров, наплывов, неравномерных складок шва. Все это дефекты, обнаружив которые можно смело говорить о низком качестве соединения.
Конечно, с помощью такого метода вы не сможете выполнить полноценный контроль сварных соединений трубопроводов, сварных соединений газопроводов или иных ответственных конструкций, но визуальный осмотр станет первой операцией, вслед за которой можно применить остальные методы контроля.
Капиллярный контроль
Методы контроля качества сварных соединений включают также испытания сварного шва. Для этого используется капиллярный метод. Его суть крайне проста: для контроля используются специальные жидкости, которые способны проникать в мельчайшие поры и трещинки, называемые капиллярами.
С помощью капиллярного операционного контроля можно проверить качество любого металла, с любым составом и формой. Зачастую такой метод используется, когда нужно узнать наличие скрытых дефектов невидимых для глаз, но нет бюджета, поскольку капиллярный контроль очень прост в применении и не требует наличия дорогостоящего оборудования.
Капиллярная оценка качества сварных соединений выполняется с помощью жидкостей, называемых пенетрантами (от английского слова «penetrant», что значит «проникающая жидкость»). Такие жидкости обладают незначительным поверхностным натяжением, отчего легко проникают в мелкие капилляры и при этом остаются видимы для глаз. По сути, пенетранты заполняют полости и окрашивают дефекты, тем самым делая их видимыми.
Сейчас можно найти множество рецептов приготовления пенетранта, каждый из которых будет обладать своими свойствами и особенностями. Можно приготовить пенетрант на основе воды или любой другой органической жидкости (скипидара, бензола, также сюда относится довольно популярная проверка сварных швов керосином. Такие пенетранты очень эффективны и чувствительны к малейшим дефектам. Они уверенно занимают одну из лидирующих позиций среди методов по контролю качества.
Контроль на герметичность сварных швов
На жидкостях не заканчиваются испытания сварных швов. Их также нужно проверить на герметичность. Метод проверки на герметичность имеет множество названий: течеискание, пузырьковый метод контроля, пневмоиспытание, гидроиспытание и многие другие. Но вне зависимости от названия суть их остается неизменна: обнаружение сквозных дефектов, ухудшающих герметичные показатели сварного соединения.
Начнем с пневматического метода контроля качества швов. Он подразумевает использование газа или воздуха, который направляется на соединение под давлением. При этом шов смазывается мыльным раствором. Также есть разновидность пневматического контроля, называемая вакуумным контролем, когда с помощью специального оборудования создается искусственный вакуум, в него помещается деталь, а шов также предварительно смачивают мыльным раствором. В местах со сквозными трещинами будут образовываться пузыри, указывающие на местонахождение дефекта.
При приготовлении мыльного раствора используется один кусок мыла на литр воды. Если предстоит работа при низких температурах (на улице зимой), то более половины воды рекомендуется заменить на спирт. Также рекомендуем подключить манометр, с помощью которого вы сможете контролировать показатель давления и сможете заметить, как оно будет падать при обнаружении дефектов. Также нелишним будет использование предохранительного клапана, чтобы соблюсти технику безопасности.
Самая простейшая форма пневматического контроля — погружение детали в воду, без смазывания швов мыльным раствором и использования давления. Если у шва есть дефекты, то они дадут о себе знать, когда небольшие пузырьки воздуха начнут появляться из сварного соединения. Этот способ проверки качества можно назвать полевым, но он достаточно эффективный.
Также есть еще одна разновидность пневматического контроля, называемая контроль качества сварных швов и соединений с помощью аммиака. Аммиак подается вместо газа или воздуха, а швы предварительно покрывают специальной бумажной лентой. Аммиак проходит через шов и если имеются дефекты, то на ленте появляются красные пятна.
Второй тип контроля на герметичность — гидравлический. Здесь давление создают с помощью воды или масла. Это очень интересный метод, поскольку деталь выдерживается в жидкости от 5 до 15 минут (в зависимости от особенностей металла), при этом зона около шва обстукивается молотком, удары должны быть слабыми. Если есть дефекты, то при ударе жидкость начнет вытекать из предполагаемого места с трещиной или другим повреждением.
Магнитный контроль
Магнитный метод контроля заключается в использовании основ электромагнетизма. Контролер или сварщик с помощью специального прибора создает вокруг шва магнитное поле, которое испускает поток так называемых электромагнитных линий. Если они искажаются, значит есть дефекты. Искажения фиксируются магнитопорошковым способом.
При магнитопорошковом на поверхность шва предварительно наносят ферримагнитный порошок, который при искажении электромагнитной линии начинает скапливаться в месте дефекта. Из-за этого магнитный контроль доступен только при работе с ферримагнитными металлами. Алюминий, медь, сталь с большим содержанием хрома и никеля не могут быть подвержены проверке. В целом, это очень эффективный, но неудобный и дорогостоящий метод, так что его применяют только при контроле особо важных узлов.
Ультразвуковой контроль
Ультразвуковой способ очень интересен. Он основан на свойствах ультразвука. Ультразвуковые волны легко отражаются от краев трещины или скола, поскольку те обладают разными акустическими особенностями. Говоря простыми словами, мы подаем на шов ультразвук, и если на своем пути он сталкивается с дефектом, то искажается и отображается в другом направлении. При этом разные типы дефектов по-разному искажают ультразвуковую волну, так что их можно легко определить.
Контроль качества сварного шва с помощью ультразвуковых аппаратов применяется повсеместно, поскольку это довольно эффективный и при этом недорогой метод. По сравнению с другими методами (например, магнитным или радиационным) не нужно учитывать какие-то особенности металла или приобретать дорогостоящее оборудование. Но есть и недостатки: контроль сварного соединения ультразвуком должен проводить специалист, а не обычный сварщик.
Радиационный контроль
Радиационный контроль сварных соединений (также называемый «радиографический контроль» и «гаммаграфический контроль сварных соединений») представляет собой мини-версию обычного рентгена. Гамма-лучи проникают через металл и на специальной пленке фиксируются все возможные скрытые дефекты. Это самый передовой и дорогостоящий метод контроля качества, он требует современного оборудования и квалификации от контролера или сварщика. Также избыточная работа с таким прибором может оказывать негативное воздействие на здоровье человека.
Недавно появилась цифровая радиография, которая выполняется с помощью компьютера. Здесь вместо пленки используют специальные многоразовые пластины, которые совместимы с любыми источниками радиации. Но в отличие от классического радиационного контроля при цифровом методе изображения сохраняются сразу на компьютер, их можно масштабировать и кадрировать. В будущем разработчики планируют довести этот процесс до автоматизма, чтобы не требовалось присутствие человека.
Вместо заключения
Контролер сварочных работ должен очень внимательно относиться к своей работе, поскольку от его внимательности зависит все. Выполняя контроль качества сварки и сварных соединений записывайте все особенности и дефекты, которые сможете обнаружить. Комбинируйте различные методы контроля сварки, чтобы получить полную картину. Не используйте разрушающие методы контроля сварных соединений, которые не подходят для тех или иных металлов.
Сварка и контроль качества сварных соединений металлоконструкций — дело непростое, но обучившись этому лишь однажды вы сможете довольно быстро выполнять контроль даже в полевых условиях. Также не забывайте, что есть техника безопасности и ее нужно соблюдать не только при сварке, но и при контроле швов.
Источник: svarkaed.ru
Как проверить качество и герметичность сварного шва трубы?
При строительстве протяженных трубопроводов образуется большое количество сварных соединений, от качества которых во многом зависит работоспособность системы. Дефекты сварного шва возникают из-за низкого качества труб, нарушения технологии сварки, недостаточной квалификации работника. Они приводят к ухудшению внешнего вида, снижению прочностных характеристик трубопровода, его долговечности. Могут быть поверхностными и внутренними, для выявления которых требуются специальные методы и оборудование. Чтобы проверить трубу на трещины и другие дефекты без нарушения целостности шва, применяют методы неразрушающего контроля.
Разновидности дефектов сварных швов
Появляются в результате затекания расплавленного металла на холодные участки трубы, находящиеся в околошовной области. Могут иметь вид отдельных капель или протяженных образований.
- слишком большой сварочный ток;
- неправильное движение электрода;
- неправильный угол наклона труб при их соединении.
Сопровождающие явления: неравномерный провар шва, наружные и внутренние трещины.
Представляют собой канавки, появляющиеся на околошовных участках. Негативные последствия – снижение сечения шва, избыточные напряжения, провоцирующие образование трещин с возможным полным разрушением сварного соединения.
Отверстия, через которые протекает расплав из сварочной ванны.
- недостаточная скорость сварочного процесса;
- слишком большой зазор между торцами соединяемых труб;
- превышение силы тока.
Внимание! Трещины – наиболее опасный вид брака. Могут образоваться в любой точке шва или околошовной области. Располагаются продольно или поперечно.
Подразделяются на микротрещины и трещины. Причины появления: неправильная технология сварки или повышенное содержание вредных примесей.
Особенно опасными являются остатки шлака на поверхности швов, ускоряющие коррозию стали.
Внутренние дефекты. Могут располагаться по отдельности, цепочками, группами. Этот вид брака снижает прочность. Цепочки пор провоцируют разгерметизацию системы.
Ультразвуковая дефектоскопия
Принцип действия ультразвуковых дефектоскопов основан на том, что в среде одинаковой структуры звуковая волна движется в постоянном направлении. При возникновении препятствия волна меняет направление – отражается.
Основные способы ультразвуковой дефектоскопии: эхолокация, теневой, зеркальный, зеркально-теневой, дельта.
Магнитный способ
Заключается в намагничивании исследуемой зоны и изучении магнитного рассеивания при возникновении структурных неоднородностей. Различают следующие подвиды способа:
- Порошковый. Для его реализации применяют опилки железа, которые рассыпают на поверхности сварного шва. При создании магнитного поля частицы железа формируют картину магнитного спектра и сигнализируют о наличии глубинных трещин и пор.
- Индукционный. В этом случае используются искатели, подающие звуковой или визуальный сигнал при рассеивании магнитного потока.
- Магнитографический. Рассеивание потока регистрируется на магнитной ленте, находящейся на шовной поверхности. Поиск дефектов осуществляется сравнением полученных результатов с эталоном.
Как проверить сварной шов на герметичность?
Существует несколько способов проверки герметичности собранного трубопровода.
Герметичность сварного шва проверяется с помощью керосина, имеющего свойство проникать через внутренние поры и трещины. На сварной шов наносят водный меловой раствор с дальнейшим просушиванием. На сторону, противоположную поверхности, обработанной мелом, наносят керосин (в большом количестве). Если сварной шов поврежден, керосин проступит на меловом покрытии.
Проверка воздухом, подаваемым под давлением. Швы смазывают мыльной водой. При подаче сжатого воздуха на негерметичном шве появляются мыльные пузыри.
С помощью газоэлектрического искателя
Этот способ используется для проверки ответственных трубопроводных систем. Для его реализации применяют высокопроницаемый газообразный гелий. Появление газа фиксируется специальным щупом, а его количество определяется с помощью электронного блока.
Как проверить трубы системы «теплого пола»?
Перед укладкой чистового пола обязательно проводят проверку тепловых труб на герметичность. Способ определяется материалом трубопровода.
Проверку металлопластиковых труб проводят в течение суток холодной водой, подаваемой под давлением в 6 бар. Если давление не изменилось, то считается, что система успешно прошла испытание.
Трубопровод из сшитого полиэтилена проверяют холодной водой при давлении, превышающем рабочее в 2 раза, но не менее 6 бар. Давление будет падать. Через полчаса необходимо восстановить проверочное давление. Эта процедура повторяется 3 раза. После третьего раза доводят давление до проверочного и оставляют на сутки. Если после этого протечки не появились, а давление упало не более чем на 1,5 бара, то система считается работоспособной.
После опрессовки трубопровода с холодной водой под давлением проводится дополнительная проверка системы «теплого пола» при максимальной рабочей температуре. Систему разогревают на 30 минут. После этого проверяют на герметичность все цанговые соединения. При необходимости их подтягивают.
Внимание! Стяжку можно заливать после остывания системы. Трубы обязательно должны быть под давлением.
Источник: www.navigator-beton.ru
Способы контроля качества сварочных швов
Качество сварочных работ и сварных соединений сильно влияет на прочность конструкций или герметичность резервуаров. Несоответствие сварных швов заданным характеристикам приводит к разрушениям конструкций с катастрофическими последствиями, то же относится и к системам, работающим с сосудами и трубопроводами под давлением.
Поэтому после сварочных работ в обязательном порядке готовое изделие подвергают испытаниям и контролю на предмет обнаружения дефектов в сварных соединениях.
Все процедуры по контролю над качеством сварки определены ГОСТом или руководящими документами. В них также указаны допустимые нормы погрешностей. После испытаний составляется акт и протоколы с результатами измерений.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.
Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Перед началом работ проверяется квалификация сварщика, у него должно быть удостоверение на право сваривания определенных марок стали и наряд-допуск.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на сварочном посту. Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Внешний осмотр
Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Капиллярный метод
Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.
Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Проверка сварных соединений на проницаемость
В случае применения сварки при изготовлении резервуаров требуется контроль герметичности. Для этого проводят испытания на непроницаемость соединений. Контроль качества проходит с применением газов или жидкостей.
Суть метода основана на создании большой разности давлений между наружной и внутренней областью емкости. При сквозных изъянах в сварном шве жидкость или газ будут переходить из области с высоким давлением в область с низким давлением.
В зависимости от используемого вещества и способа получения избыточного давления контроль проницаемости осуществляют пневматикой, гидравликой или вакуумом.
Пневматический способ
Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Затем все сварные швы смачивают мыльным раствором. В местах протечек образуются пузыри, что очень легко фиксируется. Для лучшей визуализации используют добавку аммиака, а шов покрывают бинтом пропитанным фенолфталеином. В местах протечек появляются красные пятна.
Если нет возможности накачать емкость, то применяют способ обдува. С одной стороны шов обдувается под давлением не менее 2,5 атмосферы, а с другой обмазывается мыльным раствором. Если имеется брак, то он выявится в виде пузырьков.
Гидравлический способ
При гидравлическом способе контроля качества сварки проверяемая емкость заполняется водой или маслом. В сосуде создается избыточное давление, которое больше номинального в полтора раза.
Затем в течение определенного времени, обычно 10 минут, область вокруг шва обстукивают молотком со скругленным бойком. При наличии сквозного дефекта сварки появится течь. Если избыточное давление невелико, то время выдержки резервуара увеличивают до нескольких часов.
Магнитная дефектоскопия
Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.
Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.
Ультразвуковая дефектоскопия
Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Датчик и излучатель плотно прикладывают к исследуемому материалу, после чего устройством вырабатывается ультразвук. Он проходит через весь металл и отражается от задней стенки, возвращаясь, попадает на приемный сенсор, который в свою очередь преобразует ультразвук в электрические колебания. Прибор представляет полученный сигнал в виде изображения отраженных волн.
Если внутри металла присутствуют какие-нибудь изъяны, датчик зафиксирует искажение отраженной волны. Опытным путем установлено, что различные дефекты сварки по-разному себя проявляют на ультразвуковом дефектоскопе. Это позволило провести их классификацию. При соответствующем обучении специалист может точно определить вид брака в шве.
Способ контроля качества сварных соединений ультразвуком широко распространился благодаря простоте и удобству применения, относительно недорогому оборудованию, безопасности использования по сравнению с радиационным методом.
Минусом способа является трудность расшифровки графического изображения. Контроль качества соединения может сделать только сертифицированный специалист. Его проблематично использовать для контроля крупнозернистых металлов типа чугуна.
Радиационный метод
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Помимо журнала, сварочные работы сопровождает схема стыков, прилагаются сертификаты на расходные материалы (электроды, флюс или присадочную проволоку) и акты по контролю качества снаружи изделия.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Источник: svaring.com
Методы контроля качества сварочных швов
Качество выполненных сварочных работ влияет на надежность и долговечность всей конструкции.
Наличие различных дефектов может существенно снижать эксплуатационные характеристики изделий и их прочностные свойства. В связи с этим контроль качества сварных соединений является необходимой процедурой, которая должна проводиться после выполнения работ.
Основные этапы контроля качества сварочных работ
Контроль качества сварки необходим для подтверждения пригодности изделия к эксплуатации. Именно эта процедура устанавливает соответствие выполненной работы требованиям заказчика.
Так как указанный процесс является ответственным моментом, следует подробнее остановиться на особенностях его выполнения.
Выделяют следующие этапы контроля:
- проверка квалификации сварщика;
- оценка качества соединяемых деталей;
- проверка последовательности выполнения технологии сварки;
- контроль качества швов;
- механические испытания.
Первый этап подразумевает проверку навыков рабочих. Во время ее проведения каждый сварщик показывает специальный паспорт с допуском к сварке и делает пробное соединение.
Пробные соединения делаются тем же оборудованием и такими же материалами, как и в основной работе. Полученные изделия оцениваются посредством визуального осмотра и подвергаются механическим испытаниям. В случае получения качественной детали, сварщик допускается к работе.
Во время проверки соблюдения последовательности выполняемых действий контролируют:
- соответствие сборки соединений;
- параметры сварки: ток, напряжение;
- методику выполнения стыков;
- очистку от шлаков и окалин перед нанесением последующих слоев сварки.
Проверка швов осуществляется либо посредством визуального осмотра, либо с использованием специализированного оборудования.
Виды контроля
Качество сварных соединений должно соответствовать последующим условиям использования изделий. В связи с этим существуют различные требования к проводимым работам.
В любом случае обязательными к проверке являются такие показатели, как:
- внешний вид швов;
- плотность соединения;
- физико-химические свойства швов.
Также существуют две разновидности проверки: предварительная и окончательная. В первом случае осуществляется предварительный контроль подготовки к работе. Проверяются используемые материалы, оборудование, оснастка, и, естественно, готовность сварщика.
Во время самой работы следят за соблюдением технологии сварки, правильным выбором параметров и режимов для аппаратов, порядком наложения кромок изделий и их обработкой.
Окончательный вид контроля проводится после завершения сварки. Он включает в себя внешний осмотр для обнаружения наружного брака. Данную процедуру выполняет соответствующий специалист с использованием увеличительного стекла.
Технолог осматривает изделие на наличие непроваров, наплывов, трещин. Также он проверяет правильность расположения деталей. Необходимо удостовериться, что во время сварки не произошло смещение элементов относительно друг друга.
Если проверяются емкости, трубы и другие изделия, работающие под воздействием высоких давлений, проводятся испытания на проницаемость. Метод проверки швов выбирается исходя из источника давления.
Если емкость предполагается использовать для воды, тогда ее полностью или частично заполняют жидкостью. В таком состоянии она находится на протяжении от двух часов до суток. Соединение считается качественным, если за это время оно осталось сухим с наружной стороны.
При проверке труб, данные изделия заполняются водой под высоким давлением, значение которого выше рабочего в два раза. Затем напор уменьшают до стандартного значения и трубу простукивают молотком.
Наличие влажных участков свидетельствует о присутствии дефектов. Их отмечают мелом и после слива жидкости выполняют повторную сварку.
Для проверки устойчивости к воздействию давлений со стороны газа, емкость или труба заполняются воздухом в соответствии с ТУ изделия. После этого стыки смазывают мыльным раствором. Если они некачественные, тогда будут появляться мыльные пузыри.
После выполнения всех проверок их результаты вносятся в журнал осмотра.
Визуальный осмотр
Любой контроль качества начинается с визуального осмотра изделия. Это позволяет обнаружить не только внешние дефекты, но и внутренние.
Частый обрыв дуги можно выявить по разной высоте и ширине катета. Поэтому необходимо осуществлять также и предварительный осмотр материалов, правильность подключения аппарата и готовность рабочего.
Перед проверкой соединения очищаются от таких продуктов сварки, как окалины, шлаки, металлические брызги. Для лучшего выявления мелких трещин стык можно обработать раствором азотной кислоты. Это сделает поверхность шва матовой и более удобной для визуального осмотра.
Данный метод контроля, в первую очередь, позволяет обнаружить именно внешние дефекты, поры, трещины, непровары, наплывы.
Для большей эффективности применяют увеличительное стекло. В данном случае лупа оказывается просто незаменимой. Многие дефекты, незаметные для невооруженного глаза, легко выявляются с ее помощью. К ним могут относиться тонкие трещины, малозаметные подрезы, пережоги металла и др.
Радиационные методы контроля
Контроль качества сварочных стыков с использованием гамма-излучения или рентгена является самым надежным и чувствительным. Подобные методы позволяют обнаружить дефекты, располагающиеся внутри детали на глубине до сотни миллиметров, в зависимости от материала изделия.
Гаммаграфирование – процесс проникновения гамма-излучения в глубину исследуемого материала. В данном случае речь идет о металлах. Интенсивность излучения может меняться в зависимости от наличия дефектов в изделии. На этом и основан принцип работы данного метода.
Достоинствами радиационного контроля являются: высокая чувствительность, возможность определения типа дефекта, его размера и местоположения.
В то же время метод не лишен недостатков, среди которых: высокая стоимость подобных приборов и их большие габариты, а также сложность технологии.
Использование радиационной технологии позволяет убедиться в том, что соединение является идеальным не только в соответствии с внешними признаками, но и ввиду отсутствия дефектов в толще шва.
Методы контроля необходимы для проверки швов, полученных с помощью сварочного оборудования. В зависимости от требований, предъявляемых к изделиям, могут различаться и варианты проверок.
Для деталей, не требующих большой стойкости к механическим и пластическим нагрузкам, может быть достаточно лишь визуального осмотра. В то время как на крупных предприятиях часто требуются дополнительные проверки с применением механических испытаний и использованием радиационных методов.
Источник: tutsvarka.ru
Контроль сварных швов, методы проверки качества соединений
Даже начинающий мастер понимает, что от качества сварного шва зависит дальнейшее функционирование изготовленной конструкции. Любой дефект потенциально становится причиной снижения прочности. В самый ответственный момент может произойти разрушение соединения. И даже если это не произойдет, то отсутствие герметичности шва сделает эксплуатацию таких конструкций, как трубопроводы, сосуды и прочих систем, где присутствует высокое давление, невозможной.
Контроль сварных швов – это обязательная процедура, которая должна выполняться по завершению работ. Только после него можно установить дефекты и вовремя их исправить.
Необходимо понимать, что полагаться исключительно на визуальный осмотр нельзя. Невооруженным глазом возможно обнаружить лишь крупные дефекты: непровары, трещины, поры или подрезы. Но это далеко не все недоработки, возникающие даже у опытных сварщиков. К примеру, микроскопические трещины, особенно если они образовались в глубине шва, придется определять другими методами. Нередко приходится прибегать к использованию специальных средств или приборов.
Существует несколько способов реализовать контроль качества сварных швов, отличающихся по методике проведения, техническому оснащению, а также эффективности. Все эти способы условно подразделяются на разрушающие и неразрушающие.
Разрушающие способы оценки качества подразумевают воздействия нагрузок критического значения. Естественно, это негативно сказывается на конструктивных свойствах деталей, именно поэтому неразрушающие способы считаются наиболее популярными. К ним можно отнести следующие мероприятия:
- визуальный осмотр;
- радиационная дефектоскопия;
- ультразвуковая дефектоскопия;
- магнитная дефектоскопия;
- капиллярная дефектоскопия;
- пневматический и гидравлический способ проверки швов на проницаемость
Содержание
Визуальный осмотр
Любое соединение изначально оценивается визуально. Зачастую обычного наблюдения достаточно, чтобы выявить внешние и некоторые внутренние дефекты. К примеру, изменения габаритов шва по высоте и ширине говорят о том, что в процессе сварки происходил обрыв дуги. Он, как правило, становится причиной непроваров.
Перед осмотром шов необходимо очистить от образовавшегося шлака или брызг. При необходимости детального рассмотрения зону сварки обрабатывают спиртом и 10% раствором азотной кислоты. В результате такой обработки поверхность становится матовой, и на ней отчетливо видны трещины или поры. Закончив осмотр, следует остатки кислоты удалить спиртом, иначе она будет разъедать металл.
Визуальный контроль предусмотрен для выявления неправильной геометрии швов, трещин, пор, наплывов и непроваров. Из дополнительных средств оснащения применяется лампы освещения и лупа. При помощи этих инструментов распознается пережог и подрез. Помимо этого, можно отследить поведение трещины при эксплуатации. Точный измерительный прибор, позволяющий зафиксировать мелкие элементы – штангенциркуль. Но и обыкновенная линейка тоже бывает полезной. Некоторые дефекты обнаруживаются при помощи специальных шаблонов.
Капиллярная дефектоскопия
В основе данного принципа лежит такое явление, как затягивание жидкости в тонкие трубки, благодаря действию сил поверхностного натяжения. Интенсивность наполнения капилляра зависит от его диаметра и смачиваемости материала. Чем больше смачиваемость и тоньше трубка капилляра, тем быстрее и глубже затягивается жидкость.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Заметим, что подобный способ пригоден для оценки качества соединений из металла, пластмассы или керамики.
После проникновения жидкости в капилляр все изъяны обнаруживают себя. Специальные вещества для осуществления капиллярной дефектоскопии, называются пенетрантами. Они характерны своей цветовой контрастностью, а также малыми возникающими силами поверхностного натяжения. Полости дефектов наполняются пенетрантами и становятся легкоразличимыми.
В настоящее время разработано несколько десятков рецептур пенетрантов, и все они обладают различными свойствами. Некоторые из них изготавливаются на водной основе, а также на основе керосина, бензола или скипидара. Органические жидкости наиболее приемлемы, так как они повышают чувствительность средства к самым мелким дефектам. Частным случаем капиллярного исследования является люминесцентная дефектоскопия. При таком методе исследования в рецептуре пенетрантов включены люминесцирующие вещества. Исследуемую поверхность облучают ультрафиолетовыми лучами, после чего вещество, проникшее в трещину или пору, начинает светиться.
Все вещества для капиллярной дефектоскопии разделяют по чувствительности. Высшей степенью считается первый класс чувствительности. Вещества 1 класса проникают в капилляры, диаметр которых составляет 0,1 мкм. Существует и верхнее предельное значение, при котором еще наблюдается затягивание жидкости в капилляр. Оно примерно равняется 0,5 мм. Еще одно требование, предъявляемое к капилляру – его длина должна быть в десятки раз больше диаметра.
Обычно пенетарнты выпускают в виде аэрозоля. При такой форме выпуска его удобно наносить на поверхность. Но в комплект средств для дефектоскопии включается еще очиститель (для предварительной обработки), а также проявитель (для формирования окончательного рисунка). Применение пенетрантов имеет свои достоинства и недостатки.
- К положительным моментам можно отнести низкую себестоимость процесса, элементарность технологии, производительность, широкий спектр исследуемых конструкций.
- Недостатки сводятся к необходимости тщательной очистки шва, возможности проверки только поверхностных дефектов, а также невозможности применения метода для капилляров с диаметром более 0,5 мм.
Контроль качества сварочных швов с помощью керосина следовало бы отнести к проверке на проницаемость, однако этот метод все же основан на капиллярных явлениях. Он считается наиболее простым и доступным в материальном плане. Керосин обладает высокой текучестью и способен проникать в самые мелкие трещины. Забегая вперед, можно отметить, что капиллярный метод с использованием керосина настолько же эффективен, как и гидравлический метод под давлением 3-4 кгс/мм2. Недаром в состав некоторых пенетрантов входит керосин.
Алгоритм проверки сварного шва сводится к нескольким несложным действиям. Шов с двух сторон очищается от грязи, окалины и шлака. Одна из сторон выбирается для наблюдения и покрывается водным раствором мела (на 1 литр воды берется 400 г порошка). Для увеличения скорости высыхания суспензии можно шов просушить потоком горячего воздуха. Обратная сторона поверхности обильно смачивается керосином. Необходимо процедуру смачивания повторить 2-3 раза с интервалом в 15-30 минут.
Количество повторений и интервал зависят от толщины металла. Смачивание проводится любым доступным способом (ветошью, кистью, краскопультом). Протечка керосина станет заметной на стороне, покрытой меловой суспензией. Со временем появятся темные точки или полосы. Необходимо сразу после их появления зафиксировать места дефектов, иначе керосиновые пятна расплывутся, и трудно будет определить локализацию трещины, свища или поры.
Испытание может занять несколько часов. Чем выше температура окружающей среды, тем меньшей вязкостью обладает керосин. Следовательно, при повышенной температуре процесс оценки качества шва пройдет быстрее. Керосин преимущественно используют при проверке стыковых соединений. Швы, выполненные внахлест, подобным образом проверить гораздо проблематичнее.
Во время изготовления или ремонта различных емкостей, трубопроводных систем, пневматических систем к сварному шву предъявляются не только требования прочности, но и герметичности. Проверка на проницаемость может осуществляться разными способами, среди которых выделяют гидравлические и пневматические. Основная цель такой проверки – установить наличие сквозных пор, через которые впоследствии жидкость или газ будут выходить из резервуара.
В качестве вещества для испытаний применяется воздух, азот, вода или масло. Обычно нормального давления бывает недостаточно, поэтому создают избыточное давление, чтобы картина дефектов была более наглядной. При использовании пневматического способа исследуемая емкость наполняется газом (воздухом, инертным газом, азотом). Газ доводится до давления, превышающего рабочее в полтора раза. Чтобы визуально наблюдать утечку, наружную поверхность шва смачивают мыльным раствором. При наличии дефекта будут образовываться пузырьки. Если испытания проводятся при отрицательной температуре, мыльный раствор наводят на спирту.
Во время испытания необходимо следить за давлением и не превышать определенной нормы. Обычно в резервуар монтируют манометр и перепускной предохранительный клапан. Малогабаритные резервуары наполняют воздухом и погружают в воду, не смазывая мыльным раствором. Вышедший воздух в воде будет образовывать пузырьки.
К пневматическому способу контроля на проницаемость относится проверка аммиаком. Шов покрывается марлей или бинтом, пропитанным фенолфталеином. С обратной стороны шва подается смесь из аммиака и воздуха. Если аммиак проходит сквозь шов насквозь, то бинт окрашивается в красный цвет. Этот способ считается достоверным.
Самый примитивный способ пневматического контроля связан с обдувом шва воздухом. Обратную сторону соединения необходимо предварительно смазать мыльным раствором.
Для реализации гидравлического контроля полость заполняют жидкостью, обычно маслом или водой. Здесь также подразумевается проведение испытаний под давлением, превышающим рабочее значение на 50-100%. Чтобы выявить протечки достаточно выдержать емкость в таком состоянии около 10 минут. Параллельно с этим шов и околошовная зона обстукивается равномерно молотком. Если нет возможности создать избыточное давление, то емкость с жидкостью следует выдержать не менее двух часов.
Магнитная
В технологии проведения магнитной дефектоскопии применяется воздействие магнитного поля на ферромагнетики. Специальный прибор является источником магнитного поля. Линии магнитной индукции при прохождении через металл с дефектом искривляются. Остается лишь только обнаружить эти изменения.
Индикатором служит ферромагнитный порошок, который в сухом или растворенном в воде виде наносится на поверхность. В местах образования трещин происходит скопление этого порошка. Более наглядная визуализация дефектов возможно при использовании специальной ферромагнитной ленты. Она накладывается на поверхность, а затем просматривается через прибор.
Минусом данной технологии является избирательность метода к материалу поверхностей. Например, детали из никеля, хрома, алюминия или меди проверить невозможно.
Ультразвуковая
Ультразвуковая волна обладает проникающей способностью и может отражаться от границы раздела сред, в которых звук по-разному распространяется. Это свойство лежит в основе данного метода. Устройство состоит из источника и приемника ультразвуковой волны. Если внутри металла нет дефектов, то рассчитывается скорость прохождения звука сквозь деталь в прямом и обратном направлении. При наличии трещин или пор отразившаяся от нижней грани волна придет с искажением. Существует специальная классификация полученных картин, позволяющая различать разные виды дефектов.
Ультразвуковая дефектоскопия по своей популярности и применимости превосходит магнитную и радиационную. В качестве недостатка выделяется сложная система раскодирования сигнала. Для проведения исследования требуется особая квалификация мастера. Ограничение на применение описанного метода связано с крупнозернистой структурой металлов. Не подлежат исследованию аустенитные стали и чугун.
Радиационная
Радиационная дефектоскопия по своему принципу напоминает рентгеновское обследование. Выделившиеся в процессе ядерной реакции гамма-лучи обладают высокой проникающей способностью. Проходя через материал, излучение попадает на фотопластинку. После ее проявления под микроскопом можно исследовать картину распределения дефекта в металле.
Интересующий вопрос о вредности гамма-излучения остается актуальным. Несмотря на предусмотренные средства защиты, организм человека получает повышенную долю облучения. Если добавить дороговизну оборудования, станет ясно, что данный способ не является приоритетным.
Контроль качества сварных соединений и проверка швов: журнал осмотра оборудования
Качество сварного шва напрямую влияет на надежность всего элемента, особенно это важно для деталей испытывающих повышенные или несущие нагрузки. Поэтому, для контроля качества, после основных работ проводится проверка с целью выявить дефекты. Существует множество способов диагностики, которые разделяют на
- разрушающие
- неразрушающие.
Первые подразумевают механическое или другое воздействие на сварной шов, с целью выявить его погрешности. При этом часть или весь сваренный участок теряет свои конструктивные свойства.
По этой причине более популярными и целесообразными считаются неразрушающие методы контроля сварных швов, которые мы рассмотрим далее.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.
Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Перед началом работ проверяется квалификация сварщика, у него должно быть удостоверение на право сваривания определенных марок стали и наряд-допуск.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на сварочном посту. Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Проверка качества сварочных швов в системе неразрушающего контроля
14 Марта 2018
Ультразвуковое обследование сварных соединений металлоконструкций.
Контроль проводился в соответствии с требованиями ГОСТ 14782-86.
Объект контроля: сварные соединения усиливающих деталей 7-4 в переходе из 2-го строения в 14-ое,1-й этаж.
СХЕМА ОБЪЕКТА КОНТРОЛЯ №1
ФОТО ОБЪЕКТА КОНТРОЛЯ №1
РЕЗУЛЬТАТЫ КОНТРОЛЯ ОБЪЕКТА КОНТРОЛЯ №1
| № П.П. | № Сварного соединения | Типо размер соединения, мм | Контроле доступность | Оценка, балл | Примечание |
| 1 | 1 | 5 | 1ДК | Не годен | Присутствуют недопустимые дефекты |
| 2 | 2 | 5 | 1ДК | Годен | |
| 3 | 1а | 5 | 1ДК | Не годен | Присутствуют недопустимые дефекты |
| 4 | 2а | 5 | 1ДК | Годен |
Проверка сварного шва — сопровождение и завершение сварочных работ
Всесторонний и полный контроль сварных швов – ключевой компонент обеспечения надёжного и качественного соединения деталей в узел и работоспособности обследуемого объекта. Правильная оценка качества шва важна всегда, но в ответственных соединениях параметры шва нормируются. Регламентируется и контроль этого типа соединений.
Нормы государственных стандартов, отраслевые нормы задают все необходимые требования к сварке:
- Обработку кромок и деталей
- Сварочные материалы и технологии
- Регламент контроля.
Вот почему качество объекта, в котором предусмотрена сварка, закладывается на стадии проектирования. Грамотный дизайн конструкции любого объекта предусматривает удобство выполнения сварочных работ, обработку швов и их контроль, а впоследствии – антикоррозионные и отделочные мероприятия. Таким образом, качество сварного шва определяется до начала его исполнения — грамотным дизайнерским и конструкторским решением.
Качество сварного соединения
Соединения металлических деталей сваркой играют различную роль в общей работе конструкции. Ответственные соединения при деформации или разрушении делают невозможной эксплуатацию всего узла, изделия или конструкции. Очень часто угроза потери сварным соединением работоспособности неизбежно ведёт к крупной аварии и большой опасности для многих людей. Это – важные, ответственные соединения, контроль которых осуществляется самым тщательным образом, строго нормируемым соответствующими правилами и законами.
Измерение геометрии сварного шва
Во многих конструкциях использованы такие соединения сваркой, деформации и разрушение которых приведут к незначительным негативным явлениям без угрозы людям и без серьёзных убытков. Такие соединения должны соответствовать нормам самого общего характера. Проверка таких швов выполняется в общем порядке, без детального анализа и полной проверки.
Важная часть сварочной технологии – точная настройка режима каждой операции. Такое уточнение режима сварки реализуется выполнением пробных швов с использованием проектных материалов для будущего соединения. Эти образцы можно подвергать любому виду контроля, в том числе – со вскрытием (разрезкой) швов для анализа. Пробы позволяет уточнить параметры тока, проверить точность выбора электродов или других сварочных материалов.
Вся подготовительная работа значительно уменьшает риск брака в выполнении соединений сваркой, а проверка качества сварных швов всегда доказывает целесообразность пробных образцов.
Порядок проверки сварных соединений
Порядок выполнения оценки качества сварных соединений приблизительно одинаков для всех случаев применения технологии сварки. Проверку выполняют таким образом:
- Выполненный участок шва зачищают от шлака и окалины, а при необходимости – обрабатывают раствором кислоты для получения однородной поверхности шва
- Выполняют визуальный осмотр и замеры параметров шва
- Производят инструментальную проверку качества шва согласно регламенту, предусмотренному нормами для изготавливаемого изделия или конструкции.
На практике первые фазы такого контроля проводят в процессе выполнения сварки. Специалист-сварщик проверяет выполнение операции, добиваясь достаточного уровня качества, для чего требуется контролировать параметры сечения шва (величину катета), его длину и другие требования, например – к выполнению прерывистого шва.
Магнитный метод проверки образца сварного шва
Только добившись полного выполнения технологических требований, сварщик объявляет шов выполненным и предъявляет его к проверке, зачистив от шлака и окалины. На практике исполнение важных и ответственных швов делается в присутствии специалистов, отвечающих за качество такой работы. Эти специалисты выполняют текущий контроль процесса сварки, корректируют этот процесс, контролируют его.
Хорошая организация сварочных работ, участие в них компетентных специалистов нужного уровня обеспечивают высокое качество, которое почти всегда подтверждается точным инструментальным контролем.
Особенности контроля сварочных работ
Выполняемый контроль сварных соединений преследует цель не только выяснить качество шва, но и его соответствие особенным требованиям узла, изделия или конструкции, для которой он выполнен. Одно из основных таких требований – герметичность шва и его способность выдержать давление.
Особенности некоторых изделий, изготавливаемых с применением сварки таковы, что контроль под давлением осуществить невозможно. В таком случае эта проверка откладывается на момент испытания полностью готового объекта. Так поступают при испытаниях ёмкостей и трубопроводов, работающих под высоким давлением. Дефекты швов, обнаруженные при испытании давлением, исправляют и проверяют качество повторным испытанием.
Одна из главных особенностей проверки качества сварных соединений заключается в необходимости контролировать весь процесс, от разделки кромок до зачистки готового шва от шлака и окалины. Отчасти такая необходимость объясняется тем, что сварку выполняет один человек и надёжность многих сложных, дорогостоящих и опасных конструкций нельзя оставлять в зависимости от одного, самого ответственного исполнителя или подрядчика.
Небольшая группа специалистов, в которую хорошо включать инженера, способна обеспечить хорошую поддержку непосредственному исполнителю сварочных работ, квалификация которого в самом лучшем случае ограничена практическими навыками. В такой группе могут приниматься более точные решения о корректировке режима сварки, что в конечном итоге отражается на качестве готового шва. Важна мотивация сварщика и всей группы, заинтересованных в качественном выполнении сварочных работ.
Осмотр и замеры сварочных швов
При выполнении серьёзных, ответственных сварочных операций к контролю шва относят проверку разделки кромок соединяемых деталей, от которых зависит соответствие всей операции проектным требованиям.
Цель первой стадии контроля сварных соединений – проверка параметров шва и обнаружение видимых изъянов, а также – признаков внутренних дефектов. Вот что проверяет эксперт, выполняющий такую работу:
- Делаются замеры длины шва
- Шаблоном проверяют профиль (сечение) шва
- Оценивается равномерность шва, его внешний вид, свидетельствующий о качестве наплавленного металла
- Шов тщательно осматривается на предмет поиска непроваров, подрезов, следов обрыва дуги — основных дефектов сварочной технологии
- Уточняется характер последующих фаз контроля, учитывающих требования норм и характер операции.
Внешний вид шва многое говорит опытному специалисту, неспроста некоторые швы подвергают самому придирчивому контролю. В случае обнаружения недопустимого брака шов срезают или вырубают, после чего выполняют заново. Есть изделия и конструкции, в которых повторное выполнение сварочной операции не допускается, такие детали и узлы изготавливают заново.
Сварщик выполняет первые этапы визуального контроля в процессе сварки шва
Значительные дефекты, обнаруженные визуально, являются достаточным основанием для признания шва браком, другие виды диагностики при этом не требуются. После исправления дефектов проверку сварных швов выполняют заново.
Ультразвуковой контроль сварки
Проверка сварочных швов ультразвуковой аппаратурой – самый распространённый метод неразрушающего контроля соединений такого рода. Это объясняется самыми широкими возможностями такой аппаратуры, простотой и безопасностью её работы, пригодностью для применения в полевых условиях.
Ультразвуковые дефектоскопы предназначены для обнаружения мест с нарушением цельности и плотности металла, для поиска трещин, пустот, каверн, включений шлака и других дефектов.
Магнитная проверка швов
Ещё один достаточно распространённый способ контроля качества сварных швов основан на использовании свойств магнитного поля, на состоянии которого отражаются внутренние дефекты сварного соединения. Этот метод особенно хорош в стационарных условиях производства, но есть и портативная аппаратура для его применения «на выезде».
В зоне проверки выполненной сварки создаётся сильное магнитное поле, а на поверхность шва наносят мелкодисперсную смесь или взвесь со стальными опилками, которые занимают характерное положение, отражающее состояние магнитного поля в необходимом месте.
На равномерном фоне такого изображения отчётливо видны места, где магнитное поле неравномерно – это и есть место расположения дефекта или брака. Одно из важных достоинств этого метода – его наглядность и простота. Рисунок характера магнитного поля, отображённый на поверхности сварочных швов детали можно сфотографировать и включить в документацию о выполнении контроля.
Капиллярный контроль
Ещё один хороший способ проверки качества сварки – капиллярный контроль, который в старые времена назывался керосиновой пробой. Суть этого метода заключается в том, что керосин, обладающий очень высокой степенью текучести, способен проникать в самые тонкие зазоры и трещины, где он потом обнаруживается с помощью специальных вспомогательных материалов.
Эта технология применяется и сейчас, причём в старинном виде, с использованием керосина и мела, который наносят на обследуемое место. На поверхности, покрытой мелом, проявляются следы керосина, сохранившегося в дефектных местах – трещинах шва.
Интересны особенности выполнения сплошного шва нахлестом. Такая технология формирования стыка листовых материалов или заготовок приводит к образованию небольшого промежутка между двумя швами, расположенными с обеих сторон плоскостного (в пределах ограниченного участка) по характеру объекта.
Для выполнения капиллярного контроля проникающую жидкость, керосин или пенетрант закачивают в этот промежуток под небольшим давлением через специально сделанное для этого отверстие. Следы проникновения пенетранта стараются обнаружить с одной, иногда – с обеих сторон фрагмента объекта.
Так же работает и современная замена керосину – пенетрант, который сохраняется в трещинах, полостях и прочих дефектных местах. Кстати, во многих современных составах для капиллярного анализа пенетрант либо содержит керосин, либо является полноценным керосином с добавками.
Теоретически возможны ситуации, при которых керосиновая проба может не отреагировать на наличие полостей в теле шва, но вероятность такого дефекта ничтожна.
Сварка рельсов
Рельсы железнодорожных и трамвайных путей соединяют сваркой на сложных узлах пересечений и разветвлений, а также – для уменьшения количества стыков. Для этого применяют три основные технологии:
- Обычная ручная дуговая сварка электродом
- Контактная сварка, в том числе — в виде газопрессовой технологии
- Термитная сварка – оригинальная технология, аналогичная процессу плавки и литья.
В особенных условиях протяжённых рельсовых путей используют специальные передвижные установки, представляющие собой мобильный сварочный пост, в составе которого есть и аппаратура неразрушающего контроля сварных швов и стыков. Такая организация сварки и её проверки важна для оперативного выполнения всех работ. Скорость сооружения или ремонта рельсового пути – важный фактор экономического характера.
Другие методы проверки качества сварки
В производственных, а иногда – в полевых условиях применяют и другие методы контроля сварных швов. Ограничения в их использовании обусловлены дороговизной, громоздкой или опасной аппаратурой. Вот несколько таких методов:
- Радиационный (рентгенографический) контроль, использование которого ограничивает дороговизна и опасность радиационного поражения для человека. Точность и наглядный характер этой проверки не позволяют отказаться от его применения
- Проверка высоким давлением – этот метод применим только для испытания объектов, формирующих замкнутый порожний объём. Места, где шов «пропускает», обнаруживаются при помощи обычного мыльного раствора
- Испытание герметичности аммиаком – эта методика, применяемая для проверки герметичности швов, имеет ограниченное применение из-за опасности аммиака для человека, однако отличается очень высокой точностью. Идея такой проверки состоит в том, что пары аммиака, которым удаётся проникнуть в самых малых количествах через обследуемый шов, вступают в реакцию с индикаторным составом с обратной стороны.
Технологии проверки качества сварных швов приблизительно одинаковы для всех видов свариваемых материалов:
- Стали
- Нержавеющей стали
- Алюминия
- Чугуна
и некоторых других цветных металлов. Наибольшие сложности вызывает проверка результатов ручной дуговой сварки электродами, немного проще проверить результаты газосварки.
Более высокое качество сварного шва обеспечивает сварка полуавтоматом, выполняемая в среде углекислого газа. Настолько же качественными получаются швы, выполненные во многих современных технологиях автоматической сварки. Швы, выполненные в атмосфере аргона, отличаются мизерным количеством шлака и окалины, полноценным составом наплавляемого металла. Проверка таких сварочных соединений показывает лучшие, чем при ручной сварке электродами, результаты.
Общее качество сварочных работ принципиально выше на отлаженных производственных участках и линиях, работающих в стационарном режиме. В таком же постоянном, стационарном режиме работает и система контроля сварных соединений. Количество дефектов и брака в таких производственных условиях минимально.
Такой поточный режим применяют при изготовлении многих изделий и деталей в разных отраслях. Качественная наладка постоянного, стабильного режима сварки – гарантия высокого качества. В такой технологии серийного стационарного производства можно изготавливать даже крупноразмерные строительные конструкции.
В полевой обстановке, на стройплощадке, условия выполнения сварочных работ хуже, чем в производственном цеху, уровень качества швов также не так высок. Проверка в полевых условиях сложнее. Эти и многие другие факторы учитывают при разработке проектов тех объектов, где применяется сварка, а качественно запроектированный объект всегда будет доведён до завершения.
Внешний осмотр
Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Работа
Последовательность действий при капиллярном контроле очень проста. Теперь мы расскажем всё подробнее, и вы сможете самостоятельно убедиться в лёгкости этого способа проверки.
Первым этапом будет очистка поверхности соединения. Для этого можно использовать растворитель. Необходимо убрать с наружной стороны шва всю грязь, остатки краски и масла.
Капиллярный метод
Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.
Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Испытание сварных швов керосином
Данный метод контроля основан на свойстве жидкостей, в данном случае, керосина, подниматься по трубкам с небольшим поперечным сечением. В данном испытании роль таких трубок исполняют сквозные сварочные трещины и другие сквозные дефекты.
Сущность такого испытания состоит в следующем. На одну сторону стыкового сварного шва наносят водный раствор мела и выдерживают некоторое время, пока данный раствор не высохнет. После высыхания, противоположную поверхность сварного шва смачивают керосином и выдерживают некоторое время. Продолжительность выдерживания определяется толщиной свариваемых деталей и температурой окружающего воздуха. Чем толще детали и чем ниже температура, тем больше время выдержки.
Проверка сварных соединений на проницаемость
В случае применения сварки при изготовлении резервуаров требуется контроль герметичности. Для этого проводят испытания на непроницаемость соединений. Контроль качества проходит с применением газов или жидкостей.
Суть метода основана на создании большой разности давлений между наружной и внутренней областью емкости. При сквозных изъянах в сварном шве жидкость или газ будут переходить из области с высоким давлением в область с низким давлением.
В зависимости от используемого вещества и способа получения избыточного давления контроль проницаемости осуществляют пневматикой, гидравликой или вакуумом.
Пневматический способ
Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Затем все сварные швы смачивают мыльным раствором. В местах протечек образуются пузыри, что очень легко фиксируется. Для лучшей визуализации используют добавку аммиака, а шов покрывают бинтом пропитанным фенолфталеином. В местах протечек появляются красные пятна.
Если нет возможности накачать емкость, то применяют способ обдува. С одной стороны шов обдувается под давлением не менее 2,5 атмосферы, а с другой обмазывается мыльным раствором. Если имеется брак, то он выявится в виде пузырьков.
Гидравлический способ
При гидравлическом способе контроля качества сварки проверяемая емкость заполняется водой или маслом. В сосуде создается избыточное давление, которое больше номинального в полтора раза.
Затем в течение определенного времени, обычно 10 минут, область вокруг шва обстукивают молотком со скругленным бойком. При наличии сквозного дефекта сварки появится течь. Если избыточное давление невелико, то время выдержки резервуара увеличивают до нескольких часов.
Основные данные
Для капиллярного контроля соединений применяются специальные жидкости, на этом и основывается весь метод. У этих жидкостей есть и другие названия.
Например, индикаторы или пенетранты. У них есть свои особенности, которые вы должны знать. Одна из таких особенностей это проникание внутрь самых маленьких дефектов и оставление яркого следа после себя.
Этот след можно заметить без какого-либо оборедования, поэтому рабочий может легко вычислить расположение дефектов. При маленьком размере дефекта, иногда используют увеличительную лупу.
Как можно заметить, ничего сложного в применении капиллярного метода нет.
Капиллярным методом вы можете найти много разных дефектов, не просто трещинки, но и прожоги, непроваренные участки.
Все изъяны можно распознать не приобретая при этом дорогие аппараты. Также вы сможете вычислить величину дефектов, и где они точно расположены на всём протяжении соединения.
При этом вы можете проводить контроль разного вида заготовок. Например, металлических, стеклянных или керамических деталей, а также заготовок из искусственного полимера.
Поэтому с таким контролем можно работать в нескольких отраслях и это хорошее качество для производства.
Магнитная дефектоскопия
Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.
Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.
Как проводить очистку
После нанесения пенетрантового вещества, нужно провести очистку от лишних частиц. Для этого вам понадобится тряпка или губка. Можно взять те, которые вы используете, когда моете посуду.
Смочите тряпку и протрите все участки соединения. Этот метод очистки самый простой и мало затратный, но эффективности в нём не много.
Также можно воспользоваться растворителем, это будет эффективней обычной воды. Для того, чтобы применить растворитель, нужно сначала хорошо высушить деталь. Хотя растворитель использовать эффективней, чем воду, есть способы ещё лучше.
Первое, что приходит в голову – это соединить два предыдущих метода. Сначала использовать воду, а затем применить растворитель. Но если вы хотите максимальной эффективности, вы можете купить очиститель в баллончике.
Ультразвуковая дефектоскопия
Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Датчик и излучатель плотно прикладывают к исследуемому материалу, после чего устройством вырабатывается ультразвук. Он проходит через весь металл и отражается от задней стенки, возвращаясь, попадает на приемный сенсор, который в свою очередь преобразует ультразвук в электрические колебания. Прибор представляет полученный сигнал в виде изображения отраженных волн.
Если внутри металла присутствуют какие-нибудь изъяны, датчик зафиксирует искажение отраженной волны. Опытным путем установлено, что различные дефекты сварки по-разному себя проявляют на ультразвуковом дефектоскопе. Это позволило провести их классификацию. При соответствующем обучении специалист может точно определить вид брака в шве.
Способ контроля качества сварных соединений ультразвуком широко распространился благодаря простоте и удобству применения, относительно недорогому оборудованию, безопасности использования по сравнению с радиационным методом.
Минусом способа является трудность расшифровки графического изображения. Контроль качества соединения может сделать только сертифицированный специалист. Его проблематично использовать для контроля крупнозернистых металлов типа чугуна.
Как наносить жидкость
Мы уже говорили, что нанесение жидкости при капиллярном контроле может происходить, используя баллончик или кисть. Эти способы являются самыми простыми. При работе с баллончиком и кистью, вещество само проникает внутрь швов.
Ещё можно использовать один знакомый метод: погружение детали в резервуар с веществом. Температурный режим пенетратов от пяти до пятидесяти градусов. Поэтому нанесение можно делать в уличных условиях.
Ещё один метод нанесения пенетранта называется вакуумным. Он гораздо дороже, но при этом эффективней. Заготовку размещают в вакуумной камере, а затем выкачивают воздух. На участках с дефектами понижается уровень давления.
Затем запускается вещество, которое выделяет нужные вам места. Этот метод используется, когда необходима качественная проверка на дефекты, но применить другой метод невозможно.
Последний способ включает в себя использование звуковых и ультразвуковых волн. Они воздействуют на жидкость и вгоняют её в соединения. Однако при применении такого способа, дефект может деформироваться.
Радиационный метод
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
Виды
Работа с капиллярным контролем может пойти двумя путями. Первый называется основным и состоит в том, что при работе вы применяете только один метод.
Второй путь называют комбинированным, в нём, как не сложно догадаться, используется несколько видов проверки дефектов. При работе с капиллярным, вы пользуетесь и радиографическим методом.
Эти два вида также имеют свои ответвления. При использовании первого, можно столкнуться с выбором: работать со специальным раствором или выбрать способ, при котором нужна фильтрующая суспензия.
А для выявления результатов проверки существует ещё четыре способа. Ваш выбор может упасть в сторону хроматического или ахроматического способа, а может, вы остановитесь на люминесцентном или люминесцентно-хроматическом методе.
И это всё только о первом виде капиллярного контроля.
В комбинированный метод входит наличие капиллярного контроля, а в связке с ним, могут применять множество других видов проверки. Например, использование магнитного, индукционного, радиографического и других методов.
При любом из этих способов необходимо работать с химическими жидкостями.
А чтобы обнаружить результаты, для каждого отдельного способа нужно применять оборудование, которое подходит под вид применяемого контроля. Для радиографического контроля используют рентгеновское оборудование.
При такой проверке нужно провести капиллярный контроль, а затем пропустить деталь через рентгеновский аппарат и сделать снимок, чтобы найти расположение всех дефектов.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Помимо журнала, сварочные работы сопровождает схема стыков, прилагаются сертификаты на расходные материалы (электроды, флюс или присадочную проволоку) и акты по контролю качества снаружи изделия.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Как наносить проявляющее вещество
Теперь вам известно, как наносить пенетрантовое вещество и проводить очистку детали. Осталось подробнее разобраться с самым последним этапом – нанесение проявителя.
Этот этап самый важный, так как он оказывает большое влияние на результаты контроля. Каким способом вы будете наносить проявитель, не сильно важно. Важным моментом здесь является выбор правильного вещества.
Существует несколько видов проявителей. И каждый предназначен для отдельных ситуаций. Например, сухой проявитель применяют в соединении с флуоресцентным пенетрантом. Этот вид довольно дорогой.
Применяют его не так часто. Однако результаты проверки очень хорошие.
Также существуют жидкие вещества для проявления. Они изготавливаются на различных основах. У наиболее популярных за основу берут водную суспензию.
Для нанесения можно использовать как баллончики для распыления, так и полностью погружать деталь в ёмкость с проявителем. При использовании ёмкости, погружать, надолго не стоит. После этого необходимо снова просушить деталь, используя специальный фен.
Ещё один вид жидких проявителей бывает на веществах, которые похожи на растворители своими свойствами. Низкая цена и высокая эффективность. Для нанесения пользуются распылителями.
На проявление уходит от десяти до двадцати минут. Если вы не достигли нужного вам результата, увеличьте это время ещё на десять минут.
Когда проводится
Визуально измерительный контроль может проводиться на различных этапах работы. Это относится к обследованию входящих деталей под сварку. Проверяется соответствие маркировки самому материалу, а также целостность металла (отсутствие брака при литье и прокате).
На следующей стадии контролируется сборка деталей под сварку, правильность очистки поверхности от мусора, коррозии и масла. Обращается внимание на выполнение разделки кромок, которая должна соответствовать толщине металла и сварочному току, а также виду соединения.
После окончания сварочных работ исследуются швы на все виды дефектов, которые возможно выявить визуально: раковины, подрезы, непровары, поры, трещины и т. д. Если работа заключается в наплавке нескольких слоев на изношенную конструкцию, то освидетельствование производится после выполнения каждого слоя. После окончания всех работ происходит итоговая сдача изделия с актом проверки.
Визуальный измерительный метод может быть применен и на уже введенной в эксплуатацию конструкции, если срок службы сварных швов подходит к концу. При любом подозрении на ухудшение качества соединений, во избежание поломок или травм, заказывается экспертиза контролера.
Преимущества и недостатки
Достоинства:
- низкая трудоемкость исследований, контролирует соединения один человек в течение нескольких минут;
- безопасность проведения контроля, только радиационная диагностика предполагает влияние вредных факторов;
- разнообразие контролирующих приборов, для основных методов дефектоскопии выпускают мобильные дефектоскопы;
- разнообразие контролируемых объектов: проверяют плоские, объемные детали, трубы;
- контроль швов, произведенных любым видом сварочного аппарата.
Недостатки:
- у каждого из методов существуют определенные ограничения по применению, ввиду выявляемых изъянов;
- необходимость использования специальных реагентов, расходных материалов;
- приходится специально подготавливать исследуемые поверхности;
- контролируемые фрагменты после диагностики необходимо дополнительно обрабатывать антикоррозионными средствами, при снятии окалины, оксидной пленки защитные свойства металла ухудшаются.
Получение и свойства ультразвуковых колебаний
Ультразвуковые колебания, называемые также акустическими волнами с частотой, превышающей 20кГц. Они представляют собой механические колебания, которые способны распространяться в упругих средах. В дефектоскопии используется диапазон частот 0,5-10МГц.
При распространении упругих волн в металле частицы металла колеблются относительно точки равновесия. Расстояние между двумя частицами металла, колеблющимися в одинаковой фазе, будет являться длиной ультразвуковой волны. Длина волны L связана со скоростью её распространения c и с частотой колебаний f. Эта зависимость выражается формулой: L=c/f.
Скорость распространения акустической волны зависит от физических свойств среды и от типа волны. Скорость продольной волны примерно в 2 раза выше, чем скорость поперечной.
Углы направления ультразвуковых колебаний
При наклонном падении продольной акустической волны на границу раздела двух сред 1 и 2 (см. рисунок ниже), вместе с отражением возникает явление преломления и трансформации ультразвуковой волны. Проявляются преломлённые и отражённые продольные волны, а также сдвиговые поперечные волны.
На схеме а) показано, что падающая под углом β волна Сl1 разделяется на преломлённую Сl2 и сдвиговую Сt2, которые распространяются в металле. Отражённая волна на рисунке не показана. При определённом критическом значении угла падения β= βкр1, преломлённая продольная волна перестанет проникать вглубь металла и будет распространяться только по её поверхности (схема б) на рисунке выше). Дальнейшее увеличение угла падения до βкр2. приведёт к тому, что сдвиговая волна будет распространяться только на поверхности металла (схема в) на рисунке). Такое явление широко используется на практике при ультразвуковой дефектоскопии сварных соединений для генерирования в контролируемых сварных швах акустических волн определённого типа.
Неразрушающий контроль сварных соединений трубопроводов, рассмотрим методы проверки качества швов – капиллярный, ультразвуковой
Даже начинающий мастер понимает, что от качества сварного шва зависит дальнейшее функционирование изготовленной конструкции. Любой дефект потенциально становится причиной снижения прочности.
В самый ответственный момент может произойти разрушение соединения.
И даже если это не произойдет, то отсутствие герметичности шва сделает эксплуатацию таких конструкций, как трубопроводы, сосуды и прочих систем, где присутствует высокое давление, невозможной.
Контроль сварных швов – это обязательная процедура, которая должна выполняться по завершению работ. Только после него можно установить дефекты и вовремя их исправить.
Необходимо понимать, что полагаться исключительно на визуальный осмотр нельзя. Невооруженным глазом возможно обнаружить лишь крупные дефекты: непровары, трещины, поры или подрезы.
Но это далеко не все недоработки, возникающие даже у опытных сварщиков. К примеру, микроскопические трещины, особенно если они образовались в глубине шва, придется определять другими методами.
Нередко приходится прибегать к использованию специальных средств или приборов.
Существует несколько способов реализовать контроль качества сварных швов, отличающихся по методике проведения, техническому оснащению, а также эффективности. Все эти способы условно подразделяются на разрушающие и неразрушающие.
Разрушающие способы оценки качества подразумевают воздействия нагрузок критического значения. Естественно, это негативно сказывается на конструктивных свойствах деталей, именно поэтому неразрушающие способы считаются наиболее популярными. К ним можно отнести следующие мероприятия:
- визуальный осмотр;
- радиационная дефектоскопия;
- ультразвуковая дефектоскопия;
- магнитная дефектоскопия;
- капиллярная дефектоскопия;
- пневматический и гидравлический способ проверки швов на проницаемость
Визуальный осмотр
Любое соединение изначально оценивается визуально. Зачастую обычного наблюдения достаточно, чтобы выявить внешние и некоторые внутренние дефекты. К примеру, изменения габаритов шва по высоте и ширине говорят о том, что в процессе сварки происходил обрыв дуги. Он, как правило, становится причиной непроваров.
Перед осмотром шов необходимо очистить от образовавшегося шлака или брызг. При необходимости детального рассмотрения зону сварки обрабатывают спиртом и 10% раствором азотной кислоты. В результате такой обработки поверхность становится матовой, и на ней отчетливо видны трещины или поры. Закончив осмотр, следует остатки кислоты удалить спиртом, иначе она будет разъедать металл.
Визуальный контроль предусмотрен для выявления неправильной геометрии швов, трещин, пор, наплывов и непроваров. Из дополнительных средств оснащения применяется лампы освещения и лупа. При помощи этих инструментов распознается пережог и подрез.
Помимо этого, можно отследить поведение трещины при эксплуатации. Точный измерительный прибор, позволяющий зафиксировать мелкие элементы – штангенциркуль. Но и обыкновенная линейка тоже бывает полезной.
Некоторые дефекты обнаруживаются при помощи специальных шаблонов.
Капиллярная дефектоскопия
В основе данного принципа лежит такое явление, как затягивание жидкости в тонкие трубки, благодаря действию сил поверхностного натяжения. Интенсивность наполнения капилляра зависит от его диаметра и смачиваемости материала. Чем больше смачиваемость и тоньше трубка капилляра, тем быстрее и глубже затягивается жидкость.
Заметим, что подобный способ пригоден для оценки качества соединений из металла, пластмассы или керамики.
После проникновения жидкости в капилляр все изъяны обнаруживают себя. Специальные вещества для осуществления капиллярной дефектоскопии, называются пенетрантами. Они характерны своей цветовой контрастностью, а также малыми возникающими силами поверхностного натяжения. Полости дефектов наполняются пенетрантами и становятся легкоразличимыми.
В настоящее время разработано несколько десятков рецептур пенетрантов, и все они обладают различными свойствами. Некоторые из них изготавливаются на водной основе, а также на основе керосина, бензола или скипидара.
Органические жидкости наиболее приемлемы, так как они повышают чувствительность средства к самым мелким дефектам. Частным случаем капиллярного исследования является люминесцентная дефектоскопия. При таком методе исследования в рецептуре пенетрантов включены люминесцирующие вещества.
Исследуемую поверхность облучают ультрафиолетовыми лучами, после чего вещество, проникшее в трещину или пору, начинает светиться.
Все вещества для капиллярной дефектоскопии разделяют по чувствительности. Высшей степенью считается первый класс чувствительности. Вещества 1 класса проникают в капилляры, диаметр которых составляет 0,1 мкм.
Существует и верхнее предельное значение, при котором еще наблюдается затягивание жидкости в капилляр. Оно примерно равняется 0,5 мм.
Еще одно требование, предъявляемое к капилляру – его длина должна быть в десятки раз больше диаметра.
Обычно пенетарнты выпускают в виде аэрозоля. При такой форме выпуска его удобно наносить на поверхность. Но в комплект средств для дефектоскопии включается еще очиститель (для предварительной обработки), а также проявитель (для формирования окончательного рисунка). Применение пенетрантов имеет свои достоинства и недостатки.
- К положительным моментам можно отнести низкую себестоимость процесса, элементарность технологии, производительность, широкий спектр исследуемых конструкций.
- Недостатки сводятся к необходимости тщательной очистки шва, возможности проверки только поверхностных дефектов, а также невозможности применения метода для капилляров с диаметром более 0,5 мм.
Контроль качества сварочных швов с помощью керосина следовало бы отнести к проверке на проницаемость, однако этот метод все же основан на капиллярных явлениях. Он считается наиболее простым и доступным в материальном плане.
Керосин обладает высокой текучестью и способен проникать в самые мелкие трещины. Забегая вперед, можно отметить, что капиллярный метод с использованием керосина настолько же эффективен, как и гидравлический метод под давлением 3-4 кгс/мм2.
Недаром в состав некоторых пенетрантов входит керосин.
Алгоритм проверки сварного шва сводится к нескольким несложным действиям. Шов с двух сторон очищается от грязи, окалины и шлака.
Одна из сторон выбирается для наблюдения и покрывается водным раствором мела (на 1 литр воды берется 400 г порошка). Для увеличения скорости высыхания суспензии можно шов просушить потоком горячего воздуха.
Обратная сторона поверхности обильно смачивается керосином. Необходимо процедуру смачивания повторить 2-3 раза с интервалом в 15-30 минут.
Количество повторений и интервал зависят от толщины металла. Смачивание проводится любым доступным способом (ветошью, кистью, краскопультом).
Протечка керосина станет заметной на стороне, покрытой меловой суспензией. Со временем появятся темные точки или полосы.
Необходимо сразу после их появления зафиксировать места дефектов, иначе керосиновые пятна расплывутся, и трудно будет определить локализацию трещины, свища или поры.
Испытание может занять несколько часов. Чем выше температура окружающей среды, тем меньшей вязкостью обладает керосин. Следовательно, при повышенной температуре процесс оценки качества шва пройдет быстрее. Керосин преимущественно используют при проверке стыковых соединений. Швы, выполненные внахлест, подобным образом проверить гораздо проблематичнее.
Во время изготовления или ремонта различных емкостей, трубопроводных систем, пневматических систем к сварному шву предъявляются не только требования прочности, но и герметичности.
Проверка на проницаемость может осуществляться разными способами, среди которых выделяют гидравлические и пневматические.
Основная цель такой проверки – установить наличие сквозных пор, через которые впоследствии жидкость или газ будут выходить из резервуара.
В качестве вещества для испытаний применяется воздух, азот, вода или масло. Обычно нормального давления бывает недостаточно, поэтому создают избыточное давление, чтобы картина дефектов была более наглядной.
При использовании пневматического способа исследуемая емкость наполняется газом (воздухом, инертным газом, азотом). Газ доводится до давления, превышающего рабочее в полтора раза. Чтобы визуально наблюдать утечку, наружную поверхность шва смачивают мыльным раствором.
При наличии дефекта будут образовываться пузырьки. Если испытания проводятся при отрицательной температуре, мыльный раствор наводят на спирту.
Во время испытания необходимо следить за давлением и не превышать определенной нормы. Обычно в резервуар монтируют манометр и перепускной предохранительный клапан. Малогабаритные резервуары наполняют воздухом и погружают в воду, не смазывая мыльным раствором. Вышедший воздух в воде будет образовывать пузырьки.
К пневматическому способу контроля на проницаемость относится проверка аммиаком. Шов покрывается марлей или бинтом, пропитанным фенолфталеином. С обратной стороны шва подается смесь из аммиака и воздуха. Если аммиак проходит сквозь шов насквозь, то бинт окрашивается в красный цвет. Этот способ считается достоверным.
Самый примитивный способ пневматического контроля связан с обдувом шва воздухом. Обратную сторону соединения необходимо предварительно смазать мыльным раствором.
Для реализации гидравлического контроля полость заполняют жидкостью, обычно маслом или водой. Здесь также подразумевается проведение испытаний под давлением, превышающим рабочее значение на 50-100%.
Чтобы выявить протечки достаточно выдержать емкость в таком состоянии около 10 минут. Параллельно с этим шов и околошовная зона обстукивается равномерно молотком.
Если нет возможности создать избыточное давление, то емкость с жидкостью следует выдержать не менее двух часов.
Магнитная
В технологии проведения магнитной дефектоскопии применяется воздействие магнитного поля на ферромагнетики. Специальный прибор является источником магнитного поля. Линии магнитной индукции при прохождении через металл с дефектом искривляются. Остается лишь только обнаружить эти изменения.
Индикатором служит ферромагнитный порошок, который в сухом или растворенном в воде виде наносится на поверхность. В местах образования трещин происходит скопление этого порошка. Более наглядная визуализация дефектов возможно при использовании специальной ферромагнитной ленты. Она накладывается на поверхность, а затем просматривается через прибор.
Минусом данной технологии является избирательность метода к материалу поверхностей. Например, детали из никеля, хрома, алюминия или меди проверить невозможно.
Ультразвуковая
Ультразвуковая волна обладает проникающей способностью и может отражаться от границы раздела сред, в которых звук по-разному распространяется. Это свойство лежит в основе данного метода. Устройство состоит из источника и приемника ультразвуковой волны.
Если внутри металла нет дефектов, то рассчитывается скорость прохождения звука сквозь деталь в прямом и обратном направлении. При наличии трещин или пор отразившаяся от нижней грани волна придет с искажением.
Существует специальная классификация полученных картин, позволяющая различать разные виды дефектов.
Ультразвуковая дефектоскопия по своей популярности и применимости превосходит магнитную и радиационную. В качестве недостатка выделяется сложная система раскодирования сигнала. Для проведения исследования требуется особая квалификация мастера. Ограничение на применение описанного метода связано с крупнозернистой структурой металлов. Не подлежат исследованию аустенитные стали и чугун.
Радиационная
Радиационная дефектоскопия по своему принципу напоминает рентгеновское обследование. Выделившиеся в процессе ядерной реакции гамма-лучи обладают высокой проникающей способностью. Проходя через материал, излучение попадает на фотопластинку. После ее проявления под микроскопом можно исследовать картину распределения дефекта в металле.
Интересующий вопрос о вредности гамма-излучения остается актуальным. Несмотря на предусмотренные средства защиты, организм человека получает повышенную долю облучения. Если добавить дороговизну оборудования, станет ясно, что данный способ не является приоритетным.
Контроль трубопроводов, диагностика и ультразвуковой контроль сварных соединений трубопроводов
Пример технического отчета строительной экспертизы.
Структура технического отчета по обследованию строительных конструкций здания.
Общие сведения об объекте.
Допуск СРО на обследование зданий и сооружений.
Допуск СРО — независимая экспертиза зданий и сооружений.
Аттестат аккредитации лаборатории испытаний строительной продукции.
Оснащённость лаборатории испытания бетона на прочность.
Установка испытания образцов бетона на прочность.
Техническое задание на обследование здания.
- Программа обследования здания.
- Методика проведения экспертизы конструкций.
- Перечень нормативно-технической документации.
- Удостоверения эксперта судебной строительно-технической экспертизы.
- Оснащённость лаборатории строительной экспертизы.
- Анализ проектной документации.
- Визуально измерительный контроль.
- Контроль прочности бетона.
- Определение прочности бетона на сжатие.
- Лабораторные испытания на прочность образцов бетона.
- Отбор проб бетона.
- Протокол испытаний бетона на прочность.
- Протокол испытания образцов бетона на сжатие.
- Оценка прочности бетона.
- Рекомендации по оценке надежности строительных конструкций.
- Строительно-техническое заключение экспертизы недвижимости.
- Обследование строительных конструкций здания.
- Обследование фундаментов.
- Обследование оснований и фундаментов.
- Отбор проб бетона.
- Испытание кубиков бетона в лаборатории.
- Контроль и оценка прочности бетона.
- Определение прочности бетона.
Капиллярный метод контроля сварных швов
Контроль сварных швов является основным способом определить их качества. Существует несколько технологических контрольных методов, которые сегодня применяются при проверке сварочных швов, основной из них – капиллярный контроль.
Он является неразрушающим и включает в себя несколько вариантов проведения данного процесса с использование разных расходных материалов.
С его помощью определяются наружные поверхностные и внутренние дефекты или их отсутствие, а также изменения в зоне нагрева двух соединяемых заготовок.
Капиллярным контролем сварных соединений можно выявить практически все дефекты шва: поры, трещины, раковины, прожоги и непровары.
Можно определить, как расположен дефект в плане его ориентации к поверхности сварного шва, можно определить размеры изъянов.
Капиллярный метод контроля используется при сварке любых металлов (черных и цветных), пластмасс, стекла, керамики и так далее. То есть, это контроль имеет обширную область применения при определении дефектов в сварочных швах.
Суть всего контрольного процесса заключается в том, что, используя специальные жидкости (индикаторы), которые имеют свойство глубоко проникать в любые материалы, если в них есть пустоты, просачиваться сквозь него и появляться на противоположной стороне от места их нанесения.
То есть, проникая в тело металла, индикаторные жидкости оставляют следы, по которым и определяются дефекты. Такие следы можно обнаружить визуально, а можно использовать для их определения специальные приборы преобразователи.
Все современные методы контроля сварных швов капиллярным способом регламентируются ГОСТами.
Классификация капиллярного контроля
Существует две категории капиллярного контроля сварных швов: основные и комбинированные. Первый подразумевает под собой чисто капиллярный контроль, второй – это объединение нескольких неразрушающих способов контроля, в состав которых входит и капиллярный.
К основным методам можно отнести:
- В зависимости от того, какой проникающий раствор для этого используется: это растворы и фильтрующие суспензии.
- В зависимости от того, каким способом считывать получаемую информацию: цветовой (он же хроматический), яркостный (он же ахроматический), люминесцентный и люминесцентно-хроматический.
К комбинированным: электростатический, магнитный, электроиндукционный, радиационная технология поглощения или излучения. Во всех них используются проникающие индикаторные жидкости, то есть, применяется капиллярный вариант, но считывание информации происходит по-разному. В основном же на группы эта категория делится по характеру воздействия на поверхность сварного шва.
Как применяется технология капиллярной дефектоскопии
В принцип метод достаточно прост. Необходимо поверхность сварочного шва очистить и хорошо высушить. После этого на нее наносится проникающая жидкость, остатки которой через некоторое время надо полностью удалить. Остальная же часть проникнет внутрь тела металла.
Далее на обработанную поверхность наносится проявитель, который просто вытянет из дефектов оставшуюся в металле жидкость. Она проявится на поверхности в виде рисунков, которые и обозначат количество, форму и вид изъяна. Но это просто всего лишь на словах.
Сам же процесс – достаточно серьезное мероприятия, поэтому к нему надо относиться со всем внимание и точно следовать технологически этапам, принимая во внимание нюансы.
Подготовка сварного шва к контролю
Как и в случае со сваркой, металл соединения необходимо очистить от всех загрязнений. Для этого можно использовать химический способ или механический, обычно, как показывает практика, специалисты применяют комбинацию из двух вариантов. То есть, зачищают металлическую поверхность наждачкой или железной щеткой, а после обрабатывают растворителем или спиртом.
Правда, механическую чистку рекомендуется применять лишь в том случае, если валик имеет пористую поверхность, или она имеет перепады и глубокие подрезы. Все дело в том, что поверхностные дефекты сварного шва при обработке жесткими материалами затираются, поэтому и не проявляются после их обработки проникающими жидкостями.
Что касается химикатов, которые используются для чистки поверхности шва, то их необходимо обязательно после окончания чистящего процесса удалять тепловой водой или другими реагентами.
Просто они могут вступать в реакцию с жидкостями для контроля, тем самым выдавая неверные показатели. И последнее – это хорошо просушить поверхность металла.
Таким образом, достигается полное отсутствие воды и растворителей.
Нанесение индикатора
Существует несколько способов нанесения индикаторной жидкости.
- Обычный капиллярный метод – это когда жидкость наносится на проверяемую поверхность, и она сама по капиллярам металла проникает внутрь валика. Нанесение может производиться обычным смачивание, капельным распылением или струей, погружением сваренных заготовок в индикаторную жидкость.
- Компрессионный – это когда жидкость подается на поверхность сварного шва под давлением. Таким образом, она быстрее проникает внутрь дефектов, вытесняя из них воздух.
- Вакуумный – это противоположность компрессионному. В данном случае заготовки помещаются в вакуумную установку, вследствие чего из пор, раковин и трещин отсасывается воздух. Далее наносится жидкий индикатор, который заполняет их, потому что внутри полостей давление намного меньше, чем атмосферное.
- Деформационный. На индикатор воздействуют, к примеру, звуковыми волнами, под действием которых он и проникает внутрь металла. При этом размер изъяна немного увеличивается, то есть, происходит его деформация.
- Ультразвуковой – это когда заполнение производится под действием ультразвука.
Все данные способы проникновения жидкости в тело металла должны производиться при температуре 10-50С.
Очистка от индикатора
Проводя очистку поверхности валика, необходимо понимать, что нельзя удалять жидкость с поверхностных дефектов. Чем можно чистить.
- Теплой водой, температура которой не превышает +50С. Это можно проводить при помощи тряпки или губки.
- Растворителем. Сначала поверхность высушивают, а затем тряпкой, смоченной в растворителе, производится протирание поверхности.
- Эмульгаторами: на водной или масляной основе. Сначала удаляется с поверхности проникающая жидкость, и сразу наносятся эмульгаторы, которые снимаются тряпкой.
- Комбинированный вариант. Сначала поверхность омывается водой, после используется растворитель.
Обязательно поверхность сварочного шва после чистки индикаторной жидкости высушивается. Здесь можно использовать разные методы, главное – не повышать температуру валика выше +50С. К примеру, можно просто протереть поверхность неворсистой тряпочкой, можно просто нагреть заготовки, или использовать фен для удаления влаги.
Нанесение проявителя
Этот процесс в технологии капиллярного контроля сварных соединений должен проводиться сразу же после окончания сушки металла после очищения его поверхности. Для этого можно использовать разные проявители.
- Сухой. Его наносят на поверхность равномерным слоем без утолщений или снижения толщины. Для этого обычно используется обычное напыление. Важно – данный вид проявителя применяется только в сочетании флуоресцентными индикаторами.
- Жидкий на основе водной суспензии. Его наносят или методом распыления, или замачиванием валика, путем утопления свариваемых заготовок в жидкий проявитель. Важно – утопление производится в самые короткие сроки, после чего вся жидкость удаляется методом принудительной просушки.
- Жидкий на основе растворителя. Наносится обычным распылением так, чтобы слой проявителя на поверхности остался равномерным.
- Жидкий в виде водного раствора. Все то же самое, что и в случае проявителя на основе суспензии.
Обычно процесс проявления длиться 10-30 минут в зависимости от выбранного материала. Если появляется необходимость, то время можно увеличить.
Способы выявления дефектов сварного шва
Процесс выявления можно начинать сразу после нанесения проявителя. Но лучше, если после того как полностью закончится процесс проявления. Для этого можно использовать увеличительные стекла (лупы) или специальные очки.
Если капиллярная дефектоскопия сварного шва проводилась с помощью флуоресцентных индикаторов, то использовать для контроля специальные очки фотохроматического типа не надо. Просто оператор должен проводить контроль в темном помещении. Он должен в него войти и в течение 5 минут привыкнуть к темноте.
После чего и начать процесс выявления дефектов. Сам контроль проводится под действием ультрафиолетового освещения. Оно может быть общим или зонированным (освещается только участок, где лежит сваренная конструкция).
Самое важное, чтобы в поле зрения оператора не попадали отсвечивающие предметы, их просто не должно быть в помещении.
Если используются цветные индикаторы, то их проявление можно наблюдать и при дневном, и при искусственном свете. Главное, чтобы на поверхности контролируемого металла не было бликов, а мощность светового потока составляло не менее 500 лк.
https://www.youtube.com/watch?v=_UhqMEYTHRY
Повторный контроль
Если по каким-то причинам итоги капиллярного контроля оказались неудовлетворительными, то можно провести повторный контроль. Он проводится точно так же, как и первый, с использованием все тех же технологий и индикаторов.
Нельзя использовать индикаторные жидкости другой марки от другого производителя. Самое важное – это очистить металлическую поверхность от старых материалов (проявителя и индикатора).
Все остальные действия от очистки до проявления проводятся точно также.
Контроль капиллярный керосином
Керосин является полярно-активной жидкостью с низкой вязкостью, отсюда и большая его проникающая способность. Обычно с его помощью выискиваются дефекты сварных швов диаметром 0,1 мм при толщине стыка в 25 мм. И раньше, и сейчас керосин используется для контроля сварки резервуаров, которые работают под давлением. Сам процесс достаточно простой.
Для этого понадобиться керосин и меловой раствор, который наносится на обратную сторону сварного шва. По сути, раствор будет выполнять функции индикатора, на котором проявятся керосиновые пятна.
Саму жидкость можно распылить на поверхность, смочить ею валик или просто уложить по стыку смоченную в керосине ленты или тряпку. После определенного времени с обратной стороны начнут проявляться масляные пятна, хорошо видимые на меловой поверхности.
Нередко в керосин добавляют яркие пигменты, чтобы увеличить чувствительность контроля.
Как и все капиллярные способы контроля с использование индикаторных жидкостей, керосин наносится на испытуемые поверхности сварных валиков разными способами.
- Вакуумным, для чего используются специальные вакуумные установки переносного типа. Их устанавливают со стороны нанесенной меловой смеси.
- Пневматический. Поверхность валика, смоченную керосином, обдувают потоком сжатого воздуха при давлении 0,3-0,4 МПа.
- Вибрационный. Проникновение материала проходит под действием ультразвуковых колебаний.
Используя керосин при капиллярном контроле сварочных швов, необходимо применять материал с большой чистотой. Ведь примеси только увеличивают вязкость керосина, что делает его проникающие свойства низкими. А это может привести к неопределению самых маленьких дефектов, что отразиться на искаженной информации о качестве сварочного шва.
Капиллярные способы контроля на сегодняшний день считаются самыми простыми, но в то же время самыми дешевыми и эффективными. Именно поэтому они чаще других способов сегодня используются при проверке сварочных конструкций.
Контроль качества сварных швов и соединений
21.11.2016
- Контроль сварных швов условно можно разделить на 2 этапа – до проведения сварочных работ (предупреждающий образование дефектов) и в процессе эксплуатации металлоконструкций (выявляющий уже имеющиеся дефекты).
- Попробуем рассмотреть более детально каждый из этих этапов.
- Контроль, предупреждающий образование дефектов сварки.
- В нем учитываются и контролируются следующие параметры:
- Подготовка сварки, контролируются:
- Состояние и свойства рабочей поверхности
- Сварочное оборудование и расходные материалы (электроды, флюсы, присадки и пр.)
- Квалификация специалистов
- Качество и свойства свариваемых и сварочных материалов
- Порядок наложения швов и дальнейшая зачистка швов
Все сварочные работы регламентируются НД. Сборку под сварку и разделку швов осуществляют по стандартам и техническим условиям.
После проведения всех работ и начала использования металлоконструкций появляется необходимость в выявлении дефектов, возникающих в процессе эксплуатации.
И тут мы переходим к тому, каким образом стоит контролировать и выявлять имеющиеся дефекты.
Способы контроля качества сварных швов и соединений
Внешний контроль
Самый простой, наименее затратный, но при этом позволяющий обнаружить только самые значительные дефекты способ – внешний. Внешний контроль швов включает в себя не только визуальный осмотр, но также обмер сварных швов, замеры кромок и прочие процедуры.
Внешний осмотр и обмеры швов — наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все швы независимо от того, как они будут испытаны в дальнейшем.
Внешним осмотром швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т. п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Всякий контроль сварных соединений начинается с внешнего осмотра, с помощью которого можно выявить не только наружные дефекты, но и некоторые внутренние. Например, разная высота и ширина шва и неравномерность складок свидетельствуют о частых обрывах дуги, следствием которых являются непровары.
Перед осмотром швы тщательного очищаются от шлака, окалины и брызг металла. Более тщательная очистка в виде обработки шва (промывкой спиртом и травлением 10%-ным раствором азотной кислоты) придает шву матовую поверхность, на которой легче заметить мелкие трещины и поры.
Обмеры швов позволяют судить о качестве сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком большое — увеличивает внутренние напряжения и деформации.
Размеры сечения готового шва проверяют по его параметрам в зависимости от типа соединения. У стыкового шва проверяют его ширину, высоту, размер выпуклости со стороны корня шва, в угловом — измеряют катет. Замеренные параметры должны соответствовать ТУ или ГОСТам.
Размеры швов контролируют обычно измерительными инструментами или специальными шаблонами.
Внешний осмотр и обмеры сварных швов не дают возможности окончательно судить о качестве сварки. Они устанавливают только внешние дефекты шва и позволяют определить их сомнительные участки, которые могут быть проверены более достоверными способами.
После проведения визуального контроля швы могут контролироваться металлографическими исследованиями, химическим анализом, механическими испытаниями, просвечиванием рентгеновскими и гамма-лучами, магнитными методами и с помощью ультразвука.
Металлографические исследования (разрушающий контроль)
Заключаются в следующем: высверливается отверстие, проходящее через шов и основной металл. Поверхность отверстия протравливают 10%-ным водным раствором двойной соли хлорной меди и аммония в течение 1-3 мин. Осадок меди удаляют водой.
Протравленную поверхность осматривают невооруженным глазом или с помощью лупы.
Для ответственных сварных конструкций производят более полные металлографические исследования макро — и микрошлифов из специально сваренных контрольных пластин или из пластин, вырезанных из сварных соединений.
Химическим анализом определяют состав основного и наплавленного металлов и электродов, а также их соответствие установленным техническим условиям на изготовление сварного изделия. Методы отбора проб для химического и спектрального анализов описаны в ГОСТ 7122—81.
Механические испытания проводят либо на специально сваренных контрольных образцах, либо на образцах, вырезанных из сварного соединения. С их помощью определяют предел прочности на растяжение, ударную вязкость, твердость и угол загиба.
Радиографический контроль
После того как визуальный осмотр завершен, следует его просвечивание. Эта процедура требует использования рентгена или гамма-лучей. При проверке рентгеном аппарат устанавливают с внутренней стороны металлоконструкции.
С помощью рентгена можно увидеть места, где сварочное оборудование оказало недостаточное воздействие – на пленке они будут отмечены пятнами более темных оттенков, чем основной цвет соединений. С помощью рентгена можно увидеть места, где сварочное оборудование оказало недостаточное воздействие – на пленке они будут отмечены пятнами более темных оттенков, чем основной цвет соединений.
С помощью подобного метода происходит выявление трещин в металлоконструкции, непроваров, шлаковых включений и других деформаций, незаметных при внешнем осмотре.
Рентгенографическим способом можно контролировать металлические соединения толщиной не более 6 см.
Контроль непроницаемости сварных швов и соединений
Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и т.
Этот вид контроля производится после окончания монтажа или изготовления конструкции. Дефекты, выявленные внешним осмотром, устраняются до начала испытаний.
Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями.
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам — сквозным порам и трещинам. В процессе испытания сварные швы покрываются водным раствором мела с той стороны, которая более доступна для осмотра и выявления дефектов.
После высушивания окрашенной поверхности с обратной стороны шов обильно смачивают керосином. Неплотности швов выявляют по наличию на меловом покрытии следов проникшего керосина. Появление отдельных пятен указывает на поры и свищи, полос — сквозных трещин и непроваров в шве.
Благодаря высокой проникающей способности керосина обнаруживаются дефекты с поперечным размером 0,1 мм и менее.
Контроль аммиаком основан на изменении окраски некоторых индикаторов (раствор фенолфталеина, азотнокислой ртути) под воздействием щелочей. В качестве контролирующего реагента применяется газ аммиак.
При испытании на одну сторону шва укладывают бумажную ленту, смоченную 5%-ным раствором индикатора, а с другой стороны шов обрабатывают смесью аммиака с воздухом.
Аммиак, проникая через неплотности сварного шва, окрашивает индикатор в местах залегания дефектов.
Контроль воздушным давлением (сжатым воздухом или другими газами) подвергают сосуды и трубопроводы, работающие под давлением, а также резервуары, цистерны и т.п. Это испытание проводят с целью проверки общей герметичности сварного изделия.
Малогабаритные изделия полностью погружают в ванну с водой, после чего в него подают сжатый воздух под давлением, на 10 — 20% превышающим рабочее.
О наличии неплотностей в швах судят по появлению пузырьков воздуха. При испытании сжатым воздухом (газами) следует соблюдать правила безопасности.
Контроль гидравлическим давлением применяют при проверке прочности и плотности различных сосудов, котлов, паро-, водо- и газопроводов и других сварных конструкций, работающих под избыточным давлением.
Перед испытанием сварное изделие полностью герметизируют водонепроницаемыми заглушками. Швы с наружной поверхности тщательно просушивают обдувом воздухом. Затем изделие заполняют водой под избыточным давлением, в 1,5 — 2 раза превышающим рабочее, и выдерживают в течение заданного времени.
Дефектные места определяют по проявлению течи, капель или увлажнению поверхности швов.
Магнитографический способ проверки качества необходим, чтобы обнаружить поле рассеивания, образующееся там, где есть дефекты. Способ заключается в намагничивании поверхности детали, после чего область полей появляется сверху магнитной ленты, которую прижимают на поверхность швов.
Весь процесс проверки металлоконструкции фиксируется с помощью дефектоскопа, а после информация считывается и, таким образом, устанавливается, есть ли на швах дефекты. Подобный метод позволяет выявлять наличие трещин, пор, непроваров, шлаковых включений и других дефектов, возникающих в процессе сварки.
Также с помощью магнитографического метода можно определить наличие на поверхности швов поперечных трещин, широких непроваров или округлых пор, однако с поиском дефектов подобного рода данный метод справляется несколько хуже. Использовать его можно только для металлических заготовок, толщина которых не превышает 1.2 см.
Ультразвуковой способ проверки качества часто используется для оценки на соответствие ГОСТ стали и изделий из цветного металла.
Ультразвуковой способ заключается в направлении звукового колебаний на поверхность металла и последующего отражения, чтобы выявить возможные дефекты. Для получения ультразвуковой волны используют несколько пьезоэлектрических кварцевых пластин, которые фиксируются в щупе.
После колебания ультразвуковой волны, которые отражаются от металла, улавливаются специальным устройством – искателем, который преобразует ультразвуковой луч в заряженный электричеством импульс, переходящий к усилителю, а затем воспроизводящийся с помощью индикатора.
Для того чтобы ультразвуковой способ был эффективен, перед тем, как ультразвуковой луч направляют на металл, его поверхность предварительно покрывают автолом или компрессорным маслом.
Химический метод контроля на соответствие ГОСТ заключается в обработке поверхности швов фенолфталеиновым раствором, перед этим поверхность необходимо тщательно зачистить, удалив все шлаки и загрязнения.
После нанесения раствора место обработки накрывается тканью, которая пропитывается азотнокислым серебром (раствор 5%).
Этот метод позволяет выявить наличие локальных течей: на этих местах серебро приобретет серебристо-черный вид, а фенолфталеин – красный.
Для того чтобы определить, насколько плотность сварного шва соответствует ГОСТ, применяют метод пробы керосином. Благодаря ему можно найти самые маленькие дефекты, размер которых может быть около 0.1 мм.
Для выявления дефектов качества швы покрываются каолином или мелом с одной стороны, и смачивается керосином с другой. При наличии проницания в шве, на поверхности каолина или мела появятся жирные пятна желтого цвета.
Появляются они не сразу, поэтому проверка на ГОСТ этим методом проводится не менее 4 часов.
Капиллярный контроль
Основан на капиллярной активности жидкостей — их способности втягиваться, проникать в мельчайшие каналы (капилляры), имеющиеся на поверхности материалов, в том числе поры и трещины сварных швов. Чем выше смачиваемость жидкости и чем меньше радиус капилляра, тем больше глубина и скорость проникновения жидкости.
С помощью капиллярного контроля можно контролировать материалы любого вида и формы — ферромагнитные и неферромагнитные, цветные и черные металлы и их сплавы, керамику, пластмассы, стекло. В основном, капиллярный метод применяют для обнаружения невидимых или слабовидимых невооруженным глазом поверхностных дефектов с открытой полостью.
Однако с помощью некоторых материалов (керосина, например) можно с успехом обнаруживать и сквозные дефекты.
Контроль качества сварных швов. и соединений — Инструмент, проверенный временем
Контроль качества сварных швов и соединений проводится согласно ГОСТ 3242—69 с целью выявления наружных, внутренних и сквозных дефектов Контроль качества сварных соединений и конструкций складывается из методов контроля, предупреждающих образование дефектов, и методов контроля, выявляющих сами дефекты. К методам контроля, предупреждающим образование дефектов, относятся контроль основного и присадочного металлов и других сварочных материалов, контроль подготовки деталей под сварку, а также применяемого оборудования и квалификации сварщиков
Внешним осмотром проверяется заготовка под сварку (наличие закатов, вмятин, ржавчины), правильность сборки, правильное расположение прихваток, разделка под сварку, величины притупления Внешним осмот ром готового сварного изделия можно выявить наружные дефекты — непровары, наплывы, прожоги, незаваренные кратеры, подрезы, наружные трещины, поверхностные поры, смещение свариваемых элементов Перед осмотром сварной шов и прилетающая к нему иоверхноиь
основного металла по обе стороны 15—20 мм от шва очищают от металлических брызг, окалины, шлака и других загрязнений.
Осмотр производят невооруженным глазом или лупой с 5—10-кратным увеличением. При внешнем осмотре для выявления дефектов швы замеряют различными измерительными инструментами и шаблонами. Замерами устанавливают правильность выполнения сварных швов и их соответствие ГОСТам, чертежам и техническим условиям. У стыковых швов проверяют ширину и высоту усиления, в угловых и тавровых швах — величину катетов. На рис. 116 представлен универсальный шаблон конструкции А. И. Красовского и примеры его использования. Границы выявленных трещин засверливают. При нагреве металла до вишнево-красного цвета трещины обнаруживаются в виде темных зигзагообразных линий.
Контроль сварных швов на непроницаемость выполняется после внешнего осмотра сварных швов. На непроницаемость проверяют швы на изделиях, предназначенных для хранения и транспортировки жидкостей и газов. Контроль на непроницаемость производится керосином, аммиаком, пневматическим и гидравлическим испытаниями, вакуумированием и газоэлектрическими течеискателями.
Испытание керосином производится согласно ГОСТ 3285—65 на металле толщиной до 10 мм. Контроль основан на явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным трубкам. Такими капиллярными трубками в сварных швах являются сквозные поры и трещины. Испытанием керосином можно выявить дефекты размером
от 0,1 мм и выше. Испытание выполняется следующим образом. Вначале осматривают сварной шов, очищают от шлака, окалины и других загрязнений и простукивают молотком. Простукивание молотком способствует лучшему удалению шлака. Доступную для осмотра сто-
Рис 117 Схема испытания аммиаком- а — сварных швов в сосудах небольшой вмести мости, б — отдельных участков шва с установкой герметичной камеры, 1 — бумага или ткань, 2 — манометр, 3 — герметичная камера, 4 — резиновая прокладка 5 — прижимной магнит |
рону сварного шва покрывают водным раствором мела или каолина. После высыхания мелового раствора противоположную сторону шва обильно (2—3 раза) смачивают керосином. Дефекты сварных швов выявляют по жирным желтым пятнам на поверхности шва, покрытой мелом или каолином. Продолжительность испытания не менее 4 ч при положительной температуре. Дефектные участки вырубают и после смывания керосина заваривают вновь.
Испытание аммиаком основано на свойстве некоторых индикаторов (спирто-водного раствора фенолфталеина или водного раствора азотнокислой ртути) изменять окраску под действием сжиженного аммиака. Перед началом испытания тщательно очищают сварной шов от шлака, металлических брызг и других загрязнений. После очистки на одну сторону шва укладывают бумажную ленту или светлую ткань, пропитанную 5%-ным раствором азотнокислой ртути, а с другой стороны подают смесь воздуха с аммиаком под давлением.
Схема испытания аммиаком представлена на рис. 117. Аммиак подается в смеси с возд>хом, коюрая содержит
примерно 1% аммиака. Давление аммиака с воздухом не должно превышать расчетного давления для испытуемой конструкции. Проникающий через поры и трещины аммиак через 1—5 мин окрашивает бумагу или ткань в серебристо-черный цвет. При использовании в качестве индикатора спирто-водного раствора фенолфталеина подвергаемый контролю шов поливают тонкой струей, аммиак проходит сквозь дефекты и окрашивает раствор фенолфталеина в ярко-красный цвет. Выявленные дефекты вырубают и заваривают вновь.
Пневматическое испытание производится согласно ГОСТ 3242—69. Испытанию подвергают емкости и трубопроводы, работающие под давлением. Мелко- ,’ габаритные изделия герметизируют заглушками и подают в испытываемый сосуд воздух, азот или инертные газы под давлением, величина которого на 10—20% выше рабочего. Сосуды небольшого объема погружают в ванну с водой, где по выходящим через неплотности в швах пузырькам газа обнаруживают дефектные места.
При испытании крупногабаритных изделий испытуемая конструкция герметизируется, после чего в нее подают газ под давлением, на 10—20% превышающем рабочее давление. Все сварные швы промазывают мыльным раствором, появление пузырей на промазанной поверхности шва служит признаком дефектов.
При испытании под давлением не допускается обстукивание сварных швов. Испытания должны проводиться в изолированных помещениях.
Гидравлическое испытание проводят с целью проверки сварных швов на плотность и прочность. Этому испытанию подвергаются различные емкости, котлы, паропроводы, водопроводы, газопроводы и другие сварные конструкции, работающие под давлением. Перед испытанием сварные изделия герметизируют водонепроницаемыми заглушками. После этого контролируемое сварное изделие наполняют водой с помощью насоса или гидравлического пресса, создавая избыточное контрольное давление в 1,5—2 раза выше рабочего. Величину давления определяют по проверенному и опломбированному манометру. Контролируемое изделие выдерживают под избыточным давлением в течение 5—6 мин, затем давление снижают до рабочего, а околошовную зону на расстоянии 15—20 мм от шва обсіукивают легкими ударами молотка с круглым бой
ком, чтобы не повредить основной металл. Участки шва, в которых обнаружена течь, отмечают мелом и после слива воды вырубают и заваривают вновь, после этого сварное изделие опять подвергается контролю.
В вертикальные резервуары для хранения нефти и нефтепродуктов и другие крупные емкости вода наливается на полную высоту испытуемого сосуда и выдерживается не менее 2 ч.
Проницаемость сварных швов и места дефектов определяются просачиванием воды в виде капель.
Вакуумный кон1- троль сварных швов используется тогда, когда применение пневматического или гидравлического контроля почему-либо исключено. Суть метода заключается в создании вакуума и регистрации проникновения воздуха через дефекты на доступной стороне шва Этот вид контроля применяется при испытании на плотность цистерн, газгольдеров, вертикальных резервуаров и других конструкций. Этот метод производится согласно СН 375—67 и позволяет обнаруживать отдельные поры 0 от 0,004 До 0,005 мм. Производительность этого метода до 60 пог. м сварных швов в час. Контроль осуществляется вакуумной камерой (рис. 118). Камера устанавливается на проверяемый участок сварного соединения, который предварительно смачивается мыльным раствором. Вакуумным насосом в камере создается разрежение Величину перепада давления определяют вакуумметром 1. В качестве вакуумных насосов используются вакуум-насосы типа КВН-8 или РВН-20. В результате разности давлений по обеим сторонам сварного шва атмосферный воздух будет проникать через неплотности 8 сварною соединения 7. В местах расположения непроваров, трещин, газовых пор образуются мыльные пузырьки 6, ви
димые через прозрачную камеру 3. Неплотности отмечают мелом рядом с камерой. Затем в камеру трехходовым краном 2 впускают атмосферный воздух, камеру снимают и сделанные отметки переносят на сварной шов. Уплотняющим элементом камеры является прокладка 5 из губчатой резины. Рамку 4, в которую вставляется прокладка, изготовляют из стали, алюминия или пластмассы. Величина вакуума—500—650 мм вод. ст., с длительность испытания — 20 с.
Что вы, ребята, используете, чтобы определить, протекает ли сварной шов?
25-03-2012 #1
Что вы, ребята, используете, чтобы определить, протекает ли сварной шов?
Эй, ребята, впервые на форуме здесь.
Я искал пару дней какой-нибудь краситель или что-то в этом роде, которым можно было бы обнаружить утечку в сварном шве. Я наткнулся на краску некоторых машинистов, которая говорит, что она предназначена для работы клапана, чтобы определить, правильно ли он сидит, и еще много чего. И я видел краску Magnaflux, но она была очень дорогой. Причина, по которой я спросил, заключается в том, что несколько лет назад я взял кусок для сварки в магазине, на самом деле это был нижний фланец, который мне нужно было приварить к трубе интеркулера, и у парня там был какой-то красный краситель, который он нанес на внутри сварного шва, чтобы увидеть, не протекает ли где-нибудь.В ближайшем будущем я буду работать над выхлопной трубой, которая выходит прямо из моего турбонагнетателя и крепится болтами к моей водосточной трубе, и я хочу быть уверенным, что у меня нет утечек. Что посоветуете, ребята? Любые домашние средства или идеи механика на заднем дворе также могут быть подходящими. Я просто не хочу тратить 80 баксов на краску Magnaflux.
Спасибо, КрисОтветить с цитатой
25-03-2012 #2
Re: Что вы, ребята, используете, чтобы определить, если сварной шов протекает?
Клейкая лента, НИЗКОЕ давление воздуха и мыльная вода в пульверизаторе. Дополнительная пара рук тоже иногда бывает полезной.
Если вы не можете починить его молотком, это должно быть связано с электричеством.
«Мальчик, все начинают с полным мешком удачи и пустым мешком опыта. Хитрость заключается в том, чтобы наполнить мешок опыта до того, как мешок удачи опустеет». — Дедушка около 19 лет.90-й
Ответить с цитатой
25-03-2012 #3
Re: Что вы, ребята, используете, чтобы определить, если сварной шов протекает?
Для вашего приложения хорошего взгляда с лупой будет достаточно.
Меня зовут не Джим….
Ответить с цитатой
25-03-2012 #4
Re: Что вы, ребята, используете, чтобы определить, если сварной шов протекает?
Как говорит Ларпхед. Однако, если это не то, на что вы можете надавить, залейте эту область растворителем для лака и проверьте противоположную сторону. Это определенно работает с интерфейсом клапан-седло.
Вы должны приложить некоторое усилие, чтобы закрыть клапан. Разбавитель лака проникнет через самые маленькие трещины.Миллер Syncrowave 350
Катушка Millermatic 252/ 30A
Miller Bobcat 225 г с шпулей 3545
Линкольн PowerArc4000
Линкольн 175 МиГ
Линкольн 135 МиГ
Everlast 250EX Тиг
Блок питания Century ac/dc 230 ампер
Виктор О/А
Плазменная установка Hypertherm 1000Ответить с цитатой
25-03-2012 #5
Re: Что вы, ребята, используете, чтобы определить, если сварной шов протекает?
Краситель марки Magnuflux проверяет наличие трещин.
Есть разные бренды. Старый школьный способ заключался в том, чтобы протереть участок тряпкой, смоченной в керосине. Затем вы протерли область чистой и посыпали сверху меловым порошком. Если бы в трещине был керосин, меловая пыль показала бы влажную область. Это было хлопотно, потому что теперь вы загрязнили местность керосином.
Современные решения и разработчики более эффективны и очищают, не загрязняя. Некоторые даже требуют использования «черного света», чтобы показать решение.
Я не уверен, сколько показано на пути утечки. На нем определенно видны трещины и пористость.
Более практично проверять наличие утечек с помощью мыльного раствора под давлением 2 или 3 фунта на квадратный дюйм.Ответить с цитатой
25-03-2012 #6
Re: Что вы, ребята, используете, чтобы определить, если сварной шов протекает?
Вы можете смешать небольшое количество масла (отлично подойдет Marvel Mystery Oil) с растворителем для лака (и добавить небольшое количество машинного красителя или чего-либо другого, растворимого в масле и сильно окрашенного, если оно у вас есть), нанести его на сварной шов и дайте впитаться в течение минуты, затем быстро и тщательно протрите поверхность.
Немедленно посыпьте поверхность тонким слоем белого порошка; Я думаю, что тальк подойдет, но подойдет даже мука, если вы сможете ее тонко посыпать.Если у вас есть трещины или ямки, растворитель и др. будут просачиваться в них, а затем выползать обратно после очистки и поглощаться порошком, изменяя свой цвет или внешний вид. Краситель делает его более чувствительным. Слишком много пудры скрывает результат за небольшой трещинкой.
Ответить с цитатой
26.03.2012 #7
Re: Что вы, ребята, используете, чтобы определить, если сварной шов протекает?
Я использую старую инерционную трубку и хомуты.
Используйте часть тюбика с ниппелем и сбрызните мыльной водой. Таким образом вы не получите тест на высокий прижим, но он вам и не нужен.Ответить с цитатой
26.03.2012 #8
Re: Что вы, ребята, используете, чтобы определить, если сварной шов протекает?
Правильная сварка с первого раза и знание того, на что вы смотрите во время сварки, является лучшим средством предотвращения утечек.
..…zap!
Я не совсем сумасшедший..
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что и ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
26.03.2012 #9
Re: Что вы, ребята, используете, чтобы определить, если сварной шов протекает?
Старый школьный способ заключался в том, чтобы протереть участок тряпкой, смоченной в керосине.
Затем вы протерли область чистой и посыпали сверху меловым порошком. Если бы в трещине был керосин, меловая пыль показала бы влажную область.Дизель тоже работает. Побрызгайте с одной стороны, если другая сторона мокрая, значит, протечка.
Классический 1D 200
САЕ 300
86 СА 200
Гипертем 45
Дженси Мэг Форс
О/А Виктор-Госс
Кабельный пульт
2-12-дюймовые станки для снятия фаски Mathey Dearman
ЛН 25
Миллер Авто Набор 211
Блинчик Венди / Трубопровод Джексона
Новая Голландия LS 180
Отличная история, чувак… расскажи еще раз!Ответить с цитатой
26.03.2012 #10
Re: Что вы, ребята, используете, чтобы определить, если сварной шов протекает?
То, что вы, возможно, ищете, называется «видимым» жидким пенетрантом.
Обычно это ярко-красный краситель, который поставляется в комплекте из трех банок:
. — Пенетрант
— Растворитель (для удаления излишков пенетранта и избыточного распыления)
— Non Aquaous Development (белый меловой спрей)На практике вы очищаете и обезжириваете проверяемую поверхность. Окончательная очистка небольшим количеством растворителя на влажном бумажном полотенце.
Распылите пенетрант и оставьте на время, указанное на баллончике, обычно от 3 до 15 минут.
Используя несколько бумажных полотенец, полностью сотрите пенетрант; вы не хотите видеть никакого красного — нигде. Окончательная очистка выполняется бумажными полотенцами, смоченными в растворителе — продолжайте протирать, пока с детали не исчезнет красно-розовый цвет.
Распылите на легкую пудру белого проявителя. Сразу же взгляните на деталь; Вы ищете большие кровотечения! Те трещины или пустоты, в которые попало много пенетранта. Возможно, вам придется тщательно промыть любые большие выпускные отверстия растворителем и снова очистить, прежде чем вы сможете продолжить.
Распылите еще немного проявителя, пока не получите ровный тонкий светлый слой. Подождите и наблюдайте. Вы ищете красный пенетрант, чтобы он просочился в белый проявитель. Для появления более мелких трещин может потребоваться до 15 минут, более крупные, более открытые трещины, наплывы, пустоты проявятся быстрее.
Эта техника очень деликатная, но очень грязная!
Обычно испытание воздухом под низким давлением или вакуумная вытяжка используются для обнаружения больших утечек, прежде чем переходить к проникающей жидкости.Рик В.
1 Airco Heliwelder 3A/DDR
3 инвертора CTC 70/90 amp Stick/Tig параллельно
1 Линкольн МИГ ПАК 15
1 Окси-АцетОтветить с цитатой
26.
03.2012
#11Re: Что вы, ребята, используете, чтобы определить, если сварной шов протекает?
Спасибо за ответы, ребята, я попробую и посмотрю, что работает лучше всего. Будем надеяться, что просто сварка в первый раз будет работать лучше, чем в остальных случаях.
Ответить с цитатой
Керосиновые сварочные и другие масла — Основы шаблонной сварки лезвий — Форум Американского общества кузнецов
Перейти к содержимомуФорумABS Administrator2020-10-03T22:46:58-04:00
Уведомления
Очистить все
Последнее сообщение
RSS
Мы исследовали всю эту керосиновую кузнечную сварку с большим успехом и другими интересными результатами. Во-первых, это очень надежная техника, при сварке исходной заготовки достаточно прочной после одной плавки, чтобы ковать по кромке на 90 градусов. Следующее, что мы обнаружили, это тот факт, что подойдет почти любое масло; WD40, машинная смазка, масло для термообработки и т. д. — в керосине нет ничего особенного.
Джей Ди Смит
Мастер Смит
Цитата
Автор темы Размещено : 05.13.2013 17:23
Дэвид Ноултон
Активный член Подмастерье Блейдсмит (5 лет)
Это не только работает, но и безопаснее, поскольку расплавленная бура не разбрызгивает вас по всему телу и не съедает горн! Уже одно это стоит того. Вероятно, недостатком является то, что вы не можете рефлюксировать (или, я должен сказать, повторно использовать керосин) в горячем состоянии. Я знаю людей, которые используют буру на кромках после начальной сварки, пока она еще горячая.
Ответить Цитата
Размещено : 05.13.2013 22:48
Anonymous
Я бы очень хотел, чтобы мне объяснили процесс, так как мне не удалось сварить только керосином. Я использую буру и борную кислоту без проблем, но керосин сам по себе не работает.
Мне кажется, что если нужно использовать буру и т.д. после первоначального сварного шва, то какая польза от использования только керосина при первом сварном шве? Думаю, я мог бы понять это, если бы последующие сварные швы были сухими.
Спасибо,
Джон Эммерлинг
Ответить Цитата
Размещено : 05.13.2013 23:40
Только что сварил большую заготовку стопки .090 15Н20, чтобы сделать охотничий нож из 1/4″ 15Н20.
Абсолютно безупречный кусок стали.
Я буду проводить свои собственные эксперименты в самом ближайшем будущем этим летом
Обсуждая некоторые переменные с Бутчем Шили, он сказал мне, что сделал довольно много сварных швов с жидкостью для очистки деталей. 0005
Когда я спросил его, какую марку он использует, он понятия не имел.
Я спросил почему.
Он сказал, потому что чистящее средство, которое он использовал, было из бака с чистящей жидкостью, которым он пользовался ГОДЫ!!!!!!!!!!
Таким образом, жидкость не только устарела, но и должна была быть загружена всеми типами загрязнений от деталей, которые она очищала за этот период времени.
Карл Б. Андерсен
Подмастерье Смит
Ответить Цитата
Размещено : 05.13.2013 23:47
Стив Калвер
Известный член Master Bladesmith/Инструктор ABS
JD, спасибо за информацию о тестировании других жидкостей.
Я слышал о парнях, использующих WD-40 на своих заготовках. Я думаю, что основной причиной использования керосина является уверенность в том, что он не содержит каких-либо добавок, которые могут препятствовать сварке. Я не хочу пробовать дизельное топливо или моторное масло, так как в них много присадок.
Первый шов я обычно делаю керосином. Затем сделайте второй сварочный проход с небольшим количеством буры 20MT, чтобы убедиться, что края сварены. Это может быть совершенно ненужным, но я не могу не задаться вопросом, может ли углерод, оставшийся от керосина, выгореть по краям до того, как сварной шов схватится. Я использую керосин только для начальной сварки штабеля стали. Во время повторной укладки заготовки я свариваю слои в среде инертного газа для получения сухой сварки.
Ответить Цитата
Размещено : 05.14.2013 9:15
Брайан Тай
Уважаемый член Подмастерье Bladesmith (5 лет)
Я тоже некоторое время занимался кузнечной сваркой. Кажется, что у каждого есть свой рецепт того, что работает, что поддерживает операторы JD.
Джон Вот процесс, которому я следую. Я плотно зажимаю заготовку в тисках и свариваю заготовку TIG примерно через каждый дюйм или около того. Моя теория заключается в том, что если я смогу сохранить заготовку как сплошную почти цельную деталь, мне не придется беспокоиться о краях. На сегодняшний день у меня никогда не было проблем с краями, делающими это. Я также заранее планирую заготовку, чтобы позволить ей пропитаться Kero в течение ночи. Хотя я уверен, что капиллярное действие довольно быстро покрывает все поверхности, более длительное замачивание ничему не повредит.
Поместите в горн, который работает богато, и оставьте его там, пока он не нагреется до температуры сварки, затем сожмите в гидравлическом прессе. Две вещи, которые, как мне кажется, могут вызвать проблемы с этим методом, — это вынуть заготовку из горна, чтобы увидеть, достаточно ли она горячая, и недостаточно плотно скрепить заготовку, чтобы слои стали могли разделиться, позволяя краям перегреваться.
Я также думаю, что этот метод менее щадящий для начального сварного шва, если заготовка недостаточно горячая. У меня есть немного буры от Centar forge, где прямо на банке написано, что она позволяет сваривать при более низких температурах. Убедитесь, что ваш показатель того, насколько горячая заготовка, определяется не тем, что вы привыкли делать, а тем, что вы делаете сейчас. Как и в случае с любым новым методом, могут возникнуть проблемы. Если сварные швы не держатся, попробуйте оставить заготовку дольше или нагреть ее и посмотреть, станут ли результаты более благоприятными.
Моя процедура может быть немного излишней, но я добился очень успешных результатов, и она хорошо работает с временной шкалой в моем магазине. Я бы предпочел потратить это время на обеспечение успеха, чем иметь проблемы в будущем после того, как было вложено много времени и усилий.
Брайан
Ответить Цитата
Опубликовано : 05. 14.2013 13:03
Брайан, я даже заготовку вообще не замачиваю! Я просто лью его на заготовку или быстро опускаю ее в масло для термообработки. Работает как шарм каждый раз.
Джей Ди Смит
Мастер Смит
Ответить Цитировать
Автор темы Размещено : 18.05.2013 15:38
Брайан Тай
Уважаемый член Подмастерье Bladesmith (5 лет)
|quoted:
Брайан, я вообще не замачиваю заготовку! Я просто лью его на заготовку или быстро опускаю ее в масло для термообработки. Работает как шарм каждый раз.
Это то, что так замечательно в кузнечном деле: когда вы думаете, что что-то поняли, вы понимаете, что есть так много всего, что можно узнать и открыть .
Спасибо за информацию. Никогда не знаешь точно, что происходит внутри заготовки, и именно благодаря этому обмену информацией эта организация так велика и позволяет всем нам стать лучшими кузнецами.
Брайан
Ответить Цитата
Размещено : 18/05/2013 21:17
Пожалуйста, войдите или зарегистрируйтесь, чтобы ответить на эту тему.
Ссылка для загрузки страницы Перейти к началуКеросин против флюса? – Основы шаблонной сварки лезвий – Форум Американского общества кузнецов
Перейти к содержимомуФорумABS Administrator2020-10-03T22:46:58-04:00
Уведомления
Очистить все
Страница 1 / 6 1 2 3 4 5 6 Следующие
Последнее сообщение
RSS
Сегодня разговаривал с коллегой, который рассказал мне, что стал использовать керосин
вместо флюса при сварке булатов.
Он сказал мне, что укладывает сталь и перед помещением в горн
полностью погружает ее в керосин.
Конечно, сегодня я пошел и купил галлон керосина
Но сначала подумал спросить на форуме, может у кого есть
опыт в этой области.
Вопрос такой….кто-нибудь знает про керосиновый метод?
Салудос
Мариано
Мариано Гульотта
Цитата
Автор темы Опубликовано : 28/05/2010 21:21
Привет, Мариано. Я не использовал этот метод, ПОКА, я действительно планирую попробовать его. На Spring Hammer In J.W. Рэндалл провел лекцию и демонстрацию улучшенного дамаска. Теперь он использует керосиновый метод из-за проблем с бурой, которую мы можем достать. Согласно Дж.В. у него очень мало проблем со сваркой керосином. У нас в штатах постоянно возникают проблемы с получением хороших сварных швов. Некоторые люди, Дж.В. для одного полагают, что это может быть связано с изменением буры и формулы. Дж.В. говорит, что керосин, конечно, немедленно воспламеняется и образует углеродистый слой, который защищает сталь, так что это почти сухой сварной шов. Я собираюсь попробовать и посмотреть. Дайте нам знать о своем опыте и всех, кто его использует, поделитесь своими мыслями.
С уважением, Мариано.
Brion
Brion Tomberlin
Ножи Anvil Top Custom
ABS Mastersmith
Ответить Цитата
Размещено : 28.05.2010 23:48
Anonymous
На днях я разговаривал с Джоном Перри, и он рассказывал мне о выступлении Дж. В.. Я хочу попробовать керосин, потому что бура противна и съедает мою кузницу. Единственная проблема заключается в том, что материал не так легко доступен, как это было раньше. Джон также сказал мне, что, по его мнению, Крис Маркс использует дизель. Я надеюсь, что у нас получится хорошее обсуждение этой темы, потому что я бы точно хотел найти что-то другое, кроме буры. Конечно, само собой разумеется, что вы НЕ МОЖЕТЕ кипятить с керосином при ковке, как вы можете с бурой.
Ответить Цитата
Опубликовано : 29/05/2010 1:03
Эй, Мариано Я думаю, это будет хорошей темой для вашего следующего видео.
Я очень хочу избавиться от буры. Я думаю, что керосин подойдет для очистки партии стального троса диаметром 1 дюйм, на котором я сидел.
Керосин — это растворитель, не так ли?
Последний раз я использовал его в старом фонаре от урагана. когда я был ребенком
Ответить Цитата
Размещено : 29. 05.2010 11:04
Хммм… Интересно. Я использовал керосин и WD40 для закрытых сухих сварных швов, например, в защитной камере для материалов мозаичного типа, но никогда в ситуации «открытой» сварки (обычная заготовка). У меня возникли некоторые проблемы с пониманием химии и физики, лежащих в основе принципов. которые позволяют сварку с такой процедурой. Как используемые металлы свариваются, когда покрыты углеродом???
Джей Ди Смит
Мастер Смит
Ответить Цитата
Опубликовано: 29/05/2010 11:56
Я предполагаю, что углерод уже входит в стальную часть химического состава, поэтому его можно сваривать, окалина от окисления является инородным веществом, возможно, не инородным, но побочным продуктом и не свариваемый.
это просто предположение
Ответить Цитата
Опубликовано: 29/05/2010 12:17
Конечно, углерод является частью стали, но в отличие от того, что находится на поверхности в рассматриваемом процессе, этот углерод находится в твердом состоянии раствора внутри самой стали.
Джей Ди Смит
Мастер Смит
Ответить Цитата
Опубликовано : 29/05/2010 14:39
Anonymous
По совету и поддержке Рона Ньютона, а также после некоторых проблем с «белой линией» на окончательных сварных швах с безводной бурой, я перешел на керосин в конце прошлого года.
После прихватки сложенной в стопку заготовки и приваривания ручки, как обычно, я втыкаю заготовку в металлическое ведро с керосином, полностью погружая заготовку. Когда заготовку помещают в горн (при температуре 2315 F), керосин немедленно воспламеняется, оставляя ровный слой сажи (углерода?) по всей заготовке. Я не вынимаю заготовку из кузницы и даже не трогаю ее, пока кузница не нагреется до 2300F, после чего свариваю как обычно. Без брызг, кстати.
Я охлаждаю заготовку, вырезаю, очищаю, укладываю и прихватываю. Потом обратно в керосин и снова сварить. До сих пор у меня были только чистые, практически идеальные сварные швы таким образом. Я думаю, что могу сказать, что готовые заготовки «чище», чем «чистые» сварные швы, которые я получал с флюсом.
Я уверен, что смогу найти способ испортить этот метод, кажется, всегда есть новый способ совершить ошибку, но я пока очень счастлив….
Джон Уайт
P.S. Я не видел реального теоретического объяснения керосинового метода. Это явно работает и имеет для меня некоторые преимущества. Я планирую обсудить это с Кевином Кашеном из Blade. Я уверен, что здесь работают хорошо понятные факторы. Я просто сам не знаю, что они такое.
Ответить Цитата
Опубликовано : 29/05/2010 14:51
|quoted:
Конечно, углерод является частью стали, но в отличие от того, что находится на поверхности в рассматриваемом процессе, этот углерод находится в твердом состоянии. раствор внутри самой стали.
Интересно, включает ли сталь этот углерод при правильной температуре, позволяя ему мигрировать, выбрасывая заготовку.
Если это так, это может быть еще одним небольшим бонусом в использовании керосина
это только мои мысли, не основанные ни на чем научном
Ответить Цитата
Опубликовано : 29 мая 2010 г. 15:16
Я просто пытаюсь все обдумать. Обычно, если я не хочу, чтобы металлы слипались, я зачерняю их ацетиленовым пламенем. вот почему это звучит так странно для меня. Нельзя спорить, работает ли это у других кузнецов, но мне бы очень хотелось узнать принцип, лежащий в основе этого. Если я это знаю, я могу играть с этим, будучи лучше информированным о науке, стоящей за этим.
Эту белую линию на последнем сварном шве мы все видели. Это область обезуглероживания от кузнечного сварного шва. Если последний сварной шов не будет выполнен слишком близко к окончательным размерам (чего быть не должно), линия исчезнет, так как углерод успеет повторно мигрировать в эту область.
В любом случае, я уверен, что мы все хотели бы отказаться от использования буры в «самоуничтожающейся кузнице». Все это похоже на сухую сварку. Кто-нибудь уже пробовал это с нержавейкой?
Джей Ди Смит
Мастер Смит
Ответить Цитата
Опубликовано : 29 мая 2010 г. 18:11
Что ж, похоже, я не единственный, кто пытается выбраться из потока.
Я давно пользуюсь смесью буры и борной кислоты нанося ее на стек с WD40.
Проверю систему керосина в понедельник, у меня W шаблон ждет сварки.
Было бы неплохо узнать, какой химический эффект возникает при использовании керосина…
Всем привет и спасибо
Мариано
Мариано Гуглиотта
Ответить Цитировать
Автор темы Опубликовано: 29.05.2010 21:46
Очень интересно… Надо будет тоже попробовать.
Ответить Цитата
Размещено : 30.05.2010 10:50
Не имея абсолютно никакого опыта изготовления Дамаска, ответ может быть совершенно очевиден, но… Кто-нибудь знает или имеет опыт в том, «как бура или керосин влияют на характеристики лезвия»? Есть ли разница в удержании лезвия или жесткости?
Спасибо,
Рик
Ответить Цитата
Размещено : 30.05.2010 14:14
|Цит.:
Не имея абсолютно никакого опыта изготовления дамаска, ответ может быть совершенно очевидным, но… Кто-нибудь знает или имеет какой-либо опыт в том, «как бура по сравнению с керосином влияет на характеристики лезвия»? Есть ли разница в удержании лезвия или жесткости?
Спасибо,
Рик
Я не могу себе представить, чтобы это имело какой-либо эффект, за исключением возможности того, что дополнительное поглощение углерода может повлиять на сталь несколько и НЕ в хорошем смысле. Я понятия не имею, сколько дополнительного углерода образуется, где он оказывается, сколько из этого поглощается миграцией и т. д. много вопросов.
Джей Ди Смит
Мастер Смит
Ответить Цитата
Размещено : 30.05.2010 17:10
Аноним
Говорил с Кевином Кашеном о керосиновой сварке лезвия. Видимая сажа (сажа), которая покрывает заготовку сразу после выгорания керосина, исчезает по мере нагрева заготовки. Заготовка приобретает это «полупрозрачное» желтое свечение, когда температура поднимается до 2300 F.
Кевин предположил, что при таких температурах углерод точно не сидел на поверхности в чистом виде. Он предположил, что, в зависимости от атмосферы в горне, он, вероятно, присутствовал в форме CO или CO2 и, как таковой, мог цепляться за поверхность как инертная атмосфера, защищая сталь от любого свободного кислорода. Я заметил, что не трогаю заготовку, пока она не будет готова к сварке.
Это может быть отправной точкой для гипотезы о керосиновой сварке, хотя я не знаю ни о каких проведенных испытаниях.
Опять же, я не знаю ни одного строгого исследования методов сварки. Я знаю, что дамаск легко и чисто сваривается этим методом.
Меня интересует любая научная информация о методах сварки дамаска.
Джон
Ответить Цитата
Размещено : 06.08.2010 20:29
Страница 1 / 6 1 2 3 4 5 6 Следующие
Пожалуйста, войдите или зарегистрируйтесь, чтобы ответить на эту тему.
Ссылка для загрузки страницы Перейти к началуКеросиновая сварка.
Джон Уайт, Мастер Смит. Основы шаблонной сварки лезвий. Форум Американского общества кузнецов.ФорумABS Administrator2020-10-03T22:46:58-04:00
Уведомления
Очистить все
Последнее сообщение
RSS
«Керосиновая сварка — Дамаск» Джона Уайта, мастера Смита
Несколько человек попросили меня написать статью о «Керосиновой сварке» Дамаск. Вот это.
Позвольте мне сказать, что Рон Ньютон и Дж. В. Рэндал первыми подтолкнули меня попробовать этот метод. Спасибо, парни! Кроме того, дискуссия 2010 года «Керосин против флюса» на этом форуме побудила меня лучше понять природу сварки керосином.
* Почему керосин?
Первый вопрос, который следует задать: «Почему керосин, а не флюс?» Ответ заключается в том, что керосиновая сварка — это всего лишь еще один шаг в поисках идеального, чисто сваренного дамаска, абсолютно без плохих сварных швов, без включений; Дамаск, который показывает выбранный вами рисунок в прозрачной четкости. Без флюса в начальном сварном шве невозможно даже малейшее включение флюса в конечную лопатку. Керосиновая сварка — это то, что вы можете добавить к своему арсеналу методов, позволяющих получить чистую сварную сталь.
Дополнительным преимуществом перехода на керосиновую сварку является значительное сокращение использования флюса в кузне, осознанная необходимость восстанавливать пол из-за накопления флюса и меньше «брызг флюса» во время сварки. Мы по-прежнему будем использовать немного флюса на одном этапе, но гораздо меньше, чем раньше.
*Как это работает?
Второй вопрос, который обычно задают: «Как это работает?» Ответ — «окислительно-восстановительная реакция». Каждый раз, когда мы «сжигаем» что-то, например углерод, мы — окисление — это соединение углерода с кислородом с образованием монооксида углерода или диоксида углерода. В то же время мы «уменьшаем» часть кислорода, необходимого для соединения. Если мы сжигаем древесину на открытом воздухе, мы окисляем (углерод в) древесине и уменьшаем (кислород в) воздухе.
Когда мы помещаем заготовку, пропитанную керосином, в горн, работающий при температуре сварки, и с «восстановительной атмосферой», которая, как мы знаем, необходима, летучие вещества быстро испаряются и сгорают за пределами горна в большом вихре пламени. Заготовка останется покрытой тонкой пленкой углерода, которую вы можете видеть как черную пыль. «Восстановительная» атмосфера горна не обеспечивала достаточного количества кислорода, чтобы полностью сжечь углерод в керосине.
Однако по мере того, как заготовка продолжает нагреваться, очень активный уголь ищет кислород для соединения. Если в кузне недостаточно кислорода, этот кислород можно найти в любой окалине, ржавчине или другом окислении стали. Углерод, оставшийся на заготовке, окисляется до монооксида углерода и диоксида углерода и покидает горн. Накипь или ржавчина, являющаяся разновидностью оксида железа, восстанавливается кислородом, оставляя после себя чистое железо.
Вот цитата Стива Калвера из дискуссии 2010 года на форуме American Bladesmith, в которой описывается процесс,
— Когда пропитанную керосином заготовку помещают в огонь, более легкие летучие элементы быстро сгорают, оставляя после себя углерод. Углерод с более высокой температурой воспламенения остается между слоями стали до тех пор, пока сталь не нагреется до температуры, при которой может начаться горение углерода. Надлежащее уменьшение огня кузницы, будучи дефицитом кислорода, заставляет углерод искать кислород из источника, отличного от атмосферы огня, для поддержания горения. Углерод находит необходимый ему кислород в кузнечной окалине (т. е. оксиде железа; FeO) на стали. Вытягивая кислород из оксида железа, углерод эффективно превращает оксид железа обратно в железо (Fe)».
Керосиновая сварка производится затем, путем очистки стали, в уже восстановительной атмосфере. Кстати, люди заметили, что при сварке керосином окалину с вашего 1084 счищать не нужно. Это правда, но углерод, оставшийся на заготовке, соединяется с кислородом в окалине в строгом химическом соотношении. Он израсходован, так как он работает. Я даю ему фору, используя чистую сталь.
*Восстановление атмосферы
Итак, начнем сначала. Необходимо, чтобы вы выполняли сварку в сильно восстановительной атмосфере. Если ваша атмосфера является окислительной или даже нейтральной, у вас возникнут всевозможные проблемы. Я также собираюсь предположить, что вы свариваете вертикальный тип, выдувной пропан или природный газ. Это правда, что люди могут сваривать что угодно, от древесного угля до угля или кокса, и в горизонтальных атмосферных горнах с горячими точками. Я собираюсь последовательно рекомендовать методы и материалы, которые сводят к минимуму неконтролируемые переменные и делают все проще и легче.
Когда кузница работает при температуре сварки и правильно отрегулирована, оранжевое пламя должно гореть на расстоянии 4-5 дюймов от отверстия. Это указывает на восстановительную атмосферу внутри кузницы. То есть вы вводите в горн слишком много газа, чтобы сгореть с тем количеством воздуха, которое вы в него вкладываете. Внутри корпуса горна нет избыточного кислорода, и газ выходит из отверстия, чтобы сгореть снаружи.
Проверьте, слегка увеличив поток газа. Пламя должно расширяться. Если вы уменьшите поток газа, пламя уменьшится и, наконец, исчезнет в горне. Теперь у вас есть аноксидирующая атмосфера, которая создаст накипь на заготовке. Устраните обратное пламя, увеличив поток газа. Оранжевое «дыхание дракона», о котором вы слышали, является вашим визуальным и звуковым индикатором восстановительной атмосферы.
*Контроль температуры
Теперь перейдем к контролю температуры. Многие из нас научились судить о температуре сварки по цвету заготовки и по тому, как флюс «танцует» на стали. Все мы знаем Мастера, который занимается этим уже тридцать лет и может делать все это «на глаз». и исключите из своих методов еще одну неконтролируемую переменную.
Термопара KMQXL 125 G6 от Omega.com представляет собой термопару размером 6 дюймов на 1/8 th дюймов, покрытую инконелем, которую можно вставить сбоку кузницы, даже с отверстием, просто просверлив 1/8 th. Отверстие дюймов сбоку кузницы. Нет необходимости в колодце, и эта термопара, предназначенная для работы в газовом пламени, прослужит, пока вы не забьете ее насмерть заготовкой. Поднесите наконечник термопары к краям переднего и заднего отверстий, чтобы он считывал температуру примерно в дюйме от вашей заготовки.
*Температура сварки
Когда я свариваю, я запускаю горн при температуре 2315 градусов по Фаренгейту. Кажется, что даже несколько градусов выше не дают достаточного времени «восстановления» между плавками, чтобы вернуть заготовку к температуре сварки. без «замачивания». Прохладнее? Что ж, он, конечно, будет сваривать при более низких температурах, но мы вернулись к контролируемым переменным. После помещения холодной заготовки в кузницу температура падает примерно до 2150 или около того, в зависимости от размера заготовки. Минут через 12-14 температура поднимется, а как дойдет ровно до 2300, вытащу и сварю. Температура сварки – на одну вещь меньше.
*Резка и штабелирование
Если вы пытаетесь добиться совершенства при сварке заготовок, вы наверняка уже перешли от горячей резки к холодной резке, шлифовке, чистке и повторной укладке. Наверняка вам не захочется сунуть горячую заготовку в емкость с керосином. Вот как они делают топливно-воздушные бомбы. Чтобы сэкономить время, я обычно свариваю три или четыре заготовки за раз. К тому времени, когда будет сварена последняя заготовка, я могу выключить горн и начать резать, шлифовать и снова укладывать первую. Я могу выполнить три или четыре цикла сварки на трех или четырех заготовках за рабочий день. Итак, мы будем планировать метод холодной резки, шлифовки и повторного штабелирования, когда будем сваривать керосин.
*Бура безводная
В качестве последнего предложения по уменьшению беспорядка и проблем, позвольте предложить вам использовать безводную буру для того небольшого количества флюса, который мы собираемся использовать на одной стадии этого процесса. Я получаю свой от Келли Каплз. Это не стоит много, и вы будете использовать только немного. Он не комкается и не падает с заготовки, как обычная бура, и это не только делает кузницу более чистой, но и ускоряет работу, и нет необходимости вынимать заготовку из кузницы и повторно флюсовать.
*Керосиновый сварочный проход
Хорошо, давайте проработаем сварочный проход керосиновым методом. Соберите заготовку вместе и приварите к ручке обычным способом. Вы используете MIG с аргоном/CO2 или TIG свариваете заготовку вместе, не так ли? Мы пытаемся обеспечить здесь абсолютную чистоту.
Держите в безопасном месте какую-нибудь металлическую емкость с керосином К-1. Поместите заготовку в керосин и оставьте ее там на достаточное время, чтобы она пропиталась между всеми слоями. Поместите влажную заготовку в горн с восстановительной атмосферой при температуре сварки. Летучие вещества быстро сгорают, оставляя слой сажи. Не вынимайте заготовку из горна, пока она не будет готова к сварке.
Заготовка нагревается обычным образом и показывает цвета, к которым вы привыкли. Когда температура сварки будет достигнута (у меня 2300 градусов, по моим цифровым показаниям), снимите заготовку и сделайте первые сварочные проходы.
Вы будете довольны отсутствием брызг флюса или дыма от сварного шва. Я всегда делаю свой первый сварной шов длинными швами на своих штампах с механическим молотком, переворачиваю его для второго прохода, тем самым сваривая центр заготовки, затем сразу же делаю два прохода крест-накрест на штампах, надежно сваривая края.
*Второй проход (под флюсом)
После этого первого набора проходов сварной шов становится «зеленым», и вам потребуется повторно нагреть и выполнить второй набор сварочных проходов, прежде чем вытягивать заготовку. вне. Здесь вам понадобится немного безводного флюса.
Когда вы выносили горячую заготовку на воздух для сварки, кислород цехового воздуха начинал атаковать поверхность заготовки. Вы обнаружите, что сварные швы чище, чем при сварке под флюсом, но поверхность и кромки кажутся более обожженными, чем при сварке под флюсом. Если вы просто вставите заготовку обратно в горн, доведете ее до температуры, сварите и вытащите, вы обнаружите, что вам придется сошлифовывать больше окалины с поверхности и краев, чем при сварке под флюсом.
Решение состоит в том, чтобы быстро обработать заготовку проволочной щеткой после первой серии сварочных проходов, слегка флюсовать ее безводной бурой и поместить обратно в кузницу, чтобы она нагрелась для второй серии сварочных проходов. Поскольку в первый раз вы аккуратно установили сварные швы, флюс не может попасть между слоями, а второй сварочный комплект с флюсом очистит края и поверхности.
После того, как заготовка вытянута, отложите ее в сторону, чтобы она остыла, и переходите к другим заготовкам. При планировании вы не потеряете намного больше времени по сравнению с горячей резкой, и все это вместе может продвинуть вас на один или два шага вперед по пути к более совершенному дамаску. То есть до тех пор, пока не возникнет следующая проблема…
Спасибо, что поделились с нами своими методами, Джон!
Дэн Кэссиди
Подмастерье Смит
Отправить электронное письмо Дэну
Цитата
Автор темы
Размещено : 05. 23.2013 22:54
Спасибо, что поделились своим процессом!
Ответить Цитата
Размещено : 25.05.2013 12:02
Мне нравилось читать об этом процессе здесь. Если бы мне объяснили химию с помощью демонстрации вроде керосиновой сварки, что-то мне подсказывает, что школьная наука была бы намного веселее . Спасибо, что нашли время, чтобы объяснить детали.
Джереми
Джереми Линдли, ученик Смита
Ответить Цитата
Опубликовано : 25 мая 2013 г., 15:34
спасибо за это Я многому научился на этом сайте этим утром. пора идти бить сталь.
Бог дал мне все, что у меня есть, как я могу не дать ему все, что у меня есть.
Pitt
Pit and Hammer Forgeworks
Walker La
Ответить Цитата
Размещено : 27. 05.2013 10:24
Anonymous
Большое спасибо за этот пост! очень полезно.
Ответить Цитата
Опубликовано : 11.07.2013 9:39
Очень хорошо сделано и понятно!
Спасибо!
Боб
Ответить Цитата
Размещено : 11.07.2013 9:11 вечера
Стив Калвер
Выдающийся участник Master Bladesmith/Инструктор ABS
Спасибо, Джон! Хорошая работа по объединению всего процесса сварки в один документ.
Мой сварочный процесс точно такой, как Джон описывает его здесь. Я почти полностью выполняю холодную резку, повторную укладку и сварку MIG на моих заготовках из дамасской стали. Это может занять больше времени, но избегание риска потери заготовки, в которую вы вложили много времени, стоит того.
Ответить Цитата
Размещено : 11.08.2013 10:53
Пожалуйста, войдите или зарегистрируйтесь, чтобы ответить на эту тему.
Ссылка для загрузки страницы Перейти к началуКеросин в качестве флюса для ручной сварки | Страница 2
спрингер82
Известный член
- # 21
Я видел это. Это интересный процесс.
ЭдКаффриMS
«Кузнец Монтаны»
- # 22
он положил горячую заготовку на деревянный брусок и начал стучать по нему молотком. Почему дрова?????
Нажмите, чтобы развернуть…
Мое предположение… помимо попытки сделать видео «крутым», это уровень мастерства. Деревянный блок заставляет удары быть мягкими, даже если материал наносится слишком сильно. Легкие удары в начале «закрепляют» швы. Большинство тех, у кого ограниченные навыки, будут слишком сильно бить, когда они впервые начнут пытаться выковать сварной шов… что заставляет части «скользить» друг по другу, а не на самом деле сваривать.
Майк Миллер
ИЗГОТОВИТЕЛЬ НОЖЕЙ
- # 23
Chris623 сказал:
Забавно, Деннис. Я смотрел это видео прошлой ночью перед сном. Одна вещь, которая меня действительно потрясла, была, когда он положил горячую заготовку на деревянный брусок и начал стучать по нему молотком. Почему дрова?????
Нажмите, чтобы развернуть…
Я бы сказал, чтобы окалина выбивалась из заготовки и не давала ей забиваться в заготовку. Вы видите шкалу выходит. Если вам нравится Шурап, поищите Frerk Meringa на Utube. Я верю, что это его имя.
Майк Миллер
ИЗГОТОВИТЕЛЬ НОЖЕЙ
- # 24
Использование керосина на YouTube, проверьте старшего брата Калеба Ройера. Он показывает, как использует его в некоторых своих видео.
Крис623
Известный член
- # 25
EdCaffreyMS сказал:
Мое предположение…..помимо попытки сделать видео «крутым», это уровень мастерства. Деревянный блок заставляет удары быть мягкими, даже если материал наносится слишком сильно. Легкие удары в начале «закрепляют» швы. Большинство тех, у кого ограниченные навыки, будут слишком сильно бить, когда они впервые начнут пытаться выковать сварной шов… что заставляет части «скользить» друг по другу, а не на самом деле сваривать.
Нажмите, чтобы развернуть…
Спасибо, Эд………Понятия не имел. Я никогда не занимался кузнечной сваркой… особенно дамасской сваркой, поэтому меня совершенно сбивало с толку, почему он это сделал.
Майк Миллер
ИЗГОТОВИТЕЛЬ НОЖЕЙ
- # 26
Я вернулся и посмотрел на YouTube Кайла Ройстера, и он смачивал заготовку керосином, а затем покрывал ее бурой.
федеральных рекомендаций по бедности
кухонных принадлежностей, Bakers Rack and Drop Leaf Table множество безделушек и всякой всячины. Найдено внутри – Страница 129… остановиться на дворовой распродаже? Чтобы решить эту проблему, поставьте старую газонокосилку или электроинструмент перед домом на виду у дороги, и вы получите больше прибыли. -Одежда Подрядчик уходит на пенсию. Даты продажи игрушек: суббота, 11 сентября 2021 г. — воскресенье, 12 сентября 2021 г. (rfd > 13403 Ash Road Genoa ) фото скрыть эту публикацию восстановить восстановить эту публикацию. добавьте этот пост в избранное. И Т.П. Большинство товаров стоимостью менее 10 долларов США будут включены в сделку. Мебель/современный Техас середины века (для размера) Дворовая распродажа проводится в Дариен-центре в субботу, 4 сентября, с 8 до 14 часов, а в полдень распродажа сумок. Гаражная распродажа на берегу моря, винтажные игрушки, мебель и т. д. изображение 1 из 5. добавьте этот пост в избранное. Найдено внутри – стр. 85Некоторые из этих предметов невероятно легко найти в долларовых магазинах, секонд-хэндах или на гаражных распродажах! Кухонные инструменты с лезвиями, а также ножи, кастрюли, … Дата продажи: суббота, 18 сентября 2021 г. Дата публикации: воскресенье, 12 сентября 2021 г. Огромная многосемейная распродажа в гараже с одеждой, мебелью, инструментами, детьми, обувью, посудой и многие другие сокровища. Комод, одежда, велосипеды, предметы интерьера и многое другое… 15441 Columbia Ln, Huntington Beach, CA 92647, У нас есть большой выбор предметов домашнего декора, пляжных предметов, садовых ящиков, плантаторов, предметов бохо, женской одежды, приходите проверить это, начиная с 7 утра, 17387 Encino Cir, Huntington Beach, CA 92647. Вырученные средства пойдут на благословение борющихся участников и молодых служение для взрослых. добавьте этот пост в избранное. Карта сокровищ Yard Sale — это бесплатное приложение для iOS и Android, которое берет списки гаражных распродаж Craigslist и размещает их на Google Maps, чтобы вы могли быстро найти гаражные распродажи поблизости. гаражные продажи рядом со мной, дворовые продажи и гаражные продажи. сад Участие в общественной гаражной распродаже. Кофеварка — 10 долларов. Подробная информация о плавании на лодке/подводном плавании: ДАТЫ ПРОДАЖИ: четверг, 9 сентября.чт — воскресенье, 12 сентября (с 8:00 до 17:00…. Чтобы получить советы и подсказки по ценам на гаражную распродажу и распродажу во дворе, просто нажмите «Гаражная распродажа в Вест-Сайде». Гаражная распродажа 16, 17, 18 сентября — 8–6. 6 фотографий » Просмотр страницы товара ». Внутри я ищу инструменты, которые я могу использовать для рисования, куда бы я ни пошел: комиссионные магазины, гаражные распродажи, продуктовые магазины и дисконтные магазины, а также художественные магазины. изображение 1 из 24. 16 сентября через SUN. Антикварные сундуки, гольф клюшки, шлифовальные машины, столы для продажи, слишком много всего, чтобы включить,… → Подробнее, Распродажа в общественном дворе Кармеллы, расположенная рядом с Вудс-драйв, Механиксберг, между маршрутом 114 и Силвер-Спрингс-роуд. ПЯТНИЦА,… Даты продажи: пятница, 17 сентября 2021 г. — Понедельник, 20 сентября 2021 г. Дата публикации: пятница, 17 сентября 2021 г. Найдено внутриОсновные садовые инструменты можно приобрести в садовых центрах, хозяйственных магазинах, на гаражных распродажах или на блошиных рынках. Если вы покупаете подержанные инструменты, убедитесь, … 1/ Пылеуловитель для бочек 2 HP — отлично подходит для крупной древесной стружки! и суббота (saf > Santa Fe NM (Eldorado)) pic скрыть эту публикацию восстановить восстановить эту публикацию. -фан 12 фото. +показать еще 40 -скрыть еще 40 43. инструменты 7. бесплатные вещи 4. антиквариат 3. Аквариум из ткани Новые диски, сникеры, сумки. <. добавьте этот пост в избранное. АНТИКВАРИАТ, КОЛЛЕКЦИОННЫЕ ПРЕДМЕТЫ И МНОГОЕ ДРУГОЕ!! Вента де Бисиклетас. -подушки - Сб- 9/18-Вс-9/19 -9:00-16:00. . (ezf > Culpeper VA ) pic скрыть эту публикацию восстановить восстановить эту публикацию. >. продажи в среду, 1 сентября. добавьте этот пост в избранное. (Terre Haute — 1121 S 21st) рис. @ 8:00 2. РАСПРОДАЖА ДВОРА — с 9 до 4 сб. 4955 Robinhood Ave, Temple City, CA 91780. Тротуарная распродажа в Анахайме с 9:00 до 15:00, суббота, 18 сентября 2021 г. Техника для… Даты продажи: суббота, 18 сентября 2021 г. — воскресенье, 19 сентября 2021 г. Дата публикации: четверг, 18 сентября 2021 г. 16 сентября 2021 г., Даты распродажи: Четверг, 16 сентября 2021 г. — Суббота, 18 сентября 2021 г. Дата публикации: Понедельник, 30 августа 2021 г., Переездная распродажа — 20 лет собирания вещей, и все должно уйти. Нам нужно завершить уборку и… Даты продажи: Четверг, 16 сентября 2021 г. — Суббота, 18 сентября 2021 г. Дата публикации: Понедельник, 23 августа 2021 г. Гораздо больше!! Найденный внутри – Страница 77Инструменты можно купить в хозяйственных магазинах и у поставщиков лесозаготовительного оборудования или поискать в магазинах подержанного оборудования, на гаражных распродажах и в пыльной … спальне.. с 7 утра до полудня. 11843 Пенфорд Доктор Уиттиер 6 Фото. и воскресенье 19 сентября с 8:00 до 16:00. Предметы домашнего обихода от мебели до одежды! Абсолютно никаких ранних пташек. добавьте этот пост в избранное. . (размеры 1-14). ТОЛЬКО ОДИН ДЕНЬ! Переездная распродажа! Красивые лампы, зеркала, чемоданы, домашний декор, одеяла, рамы для картин, множество кухонных принадлежностей, швейная машинка Singer, множество… 6791 Auburn Dr, Huntington Beach, CA 92647, Мебель, одежда, бижутерия, аксессуары для дома, мужская одежда 8 футбольных бутсов, стулья для патио, растения, Даты продажи: пятница, 17 сентября 2021 г. — суббота, 18 сентября 2021 г. Дата публикации: четверг, 16 сентября 2021 г., Приходите и проверьте AC Fan обувь, одежда, плюшевые игры, инструмент для многих вещей, чтобы назвать, если вы ищете что-то особенное, не стесняйтесь спрашивать спасибо, увидимся в субботу. Шкаф . Ла Мирада
ПРОДАЖА НЕДВИЖИМОСТИ / ГАРАЖА 11-12-13 ИЮНЯ с 9:00 до 17:00 — С. 74-я авеню (як > Западная долина) скрыть эту публикацию восстановить восстановить эту публикацию. Посуда, Домашний декор, Детская одежда, маленькая деревянная подставка, Детское автокресло, Knock Knacks, Разное. ГАРАЖНАЯ ПРОДАЖА Пятница с 8:00 до 15:00. 7-й и 8-й. дворовые продажи рядом со мной — гаражные продажи 98332 — гаражные продажи в Гиг-Харборе — гаражные продажи в Гиг-Харборе — гаражные продажи в Гиг-Харборе Ва-Гигхарбор гаражные продажи. 3. (Putnam ) pic скрыть эту публикацию восстановить восстановить эту публикацию. Продам много хороших, чистых вещей. Можно найти на Amazon.com или в других интернет-магазинах, а также на распродажах в гараже. • Подумайте о студенческой доске для хвастовства, на которой можно размещать фотографии детей и их достижений … Общественная распродажа на Это НЕ распродажа за 0,50 цента или гаражная распродажа по торгу. продажа гаражей и переездов 590. продажа в целом 15. предметы быта 10. бизнес 9. легковые и грузовые автомобили 9. межкомнатные двери .. 17 Итого . — Гамак Продажа гаража / двора в Темпл-Сити. кухонные принадлежности понравились этому посту. 2-дневная гаражная распродажа. Глубина: 18 «… Что-то для всех. Спасибо тем, кто пришел на нашу первую дворовую распродажу в выходные дни рабочего дня. (aus > Lago Vista ) pic скрыть эту публикацию восстановить восстановить эту публикацию. -footstool ЭТО ЧАСТНОЕ СООБЩЕСТВО … 16345 Spruce St, Fountain Valley, CA 92708, Большая многосемейная распродажа в гараже!Гриль для барбекю, Одеяла.Очень чисто.10 долларов за штуку.Найдены внутриИнструменты, необходимые для магазина ножей за 50 долларов Предполагается, что вы знаете о гаражных распродажах, бережливости магазины, блошиные рынки и склады металлолома Многосемейная распродажа в гараже 5728-5724 2nd St. мебель, электроинструменты, декоративное стекло, фарфор, изобразительное искусство и др. Дворовая распродажа — 11 и 12 сентября — с 8:00 до 15:00. А также антиквариат, рыболовные катушки, клюшки для гольфа, ящик для инструментов в кузове грузовика, автомобильный велосипед. стойка, кастрюли и сковородки без палочек, швейная машинка и многое другое… 9442 Portsmouth Dr, Huntington Beach, CA 92646. Так много прекрасных сокровищ для всех! Просмотр продаж на карте. Антиквариат будет добавлен в воскресенье, даты распродажи: суббота, 18 сентября 2021 г. — воскресенье, 19 сентября 2021 г. Дата публикации: суббота, 18 сентября 2021 г., 11703 Smith Ave, Santa Fe Springs, CA , винтажные предметы спортивного инвентаря: лыжи,. .. Дата продажи: суббота, 18 сентября 2021 г. Дата публикации: вторник, 7 сентября 2021 г. продажа гаражного двора строительные материалы, инструменты, машины и предметы домашнего обихода (tpa > Euclid St Pauls St Petersburg pinellas co ) фото скрыть эту публикацию восстановить восстановить эту проводка. Увидимся в субботу. (yrk > Manchester — Orchard View ) pic скрыть эту публикацию восстановить восстановить эту публикацию. Привет, друзья! Добро пожаловать на очередную распродажу элитной недвижимости Spectacular Grasons Co. Суббота, 9/18 с 6:00 до 13:00, Дата продажи: суббота, 18 сентября 2021 г. Дата публикации: четверг, 16 сентября 2021 г. Стремление избавиться от всего этого. добавьте этот пост в избранное. Calfee Tetra-Pro Road Bike ВЫГОДНЫЕ ПРЕДЛОЖЕНИЯ на большинство вещей 1 доллар 3 доллара 5 долларов. Детская одежда, обувь, игрушки, мебель, одежда для взрослых и многое другое. добавить в избранное этот пост Как это работает → Добавить продажу. Мебель, картины маслом, одежда, посуда, елочные украшения, велосипед и многое другое…. добавить в избранное этот пост Сентябрь 1 Продажа недвижимости — для церкви Хоуп YV Valley Center 118218 Paradise Mountain. Товары для дома В этом списке гораздо больше товаров, чем изображено на фото. Гараж Стена Инструмент Лот Ручной Инструмент Садовый Инвентарь Электрические Шнуры. (aus > Рядом с Ламаром и Брейкером, Область домена ) pic скрыть эту публикацию восстановить восстановить эту публикацию. 5251 Кристал Авеню, Гарден Гроув, Калифорния 92845. Обращение к очень активным коллекционерам: на Международных аукционах антикварных инструментов регулярно выставляется около 800 инструментов на сумму более 500 миллионов долларов. Открытая книжная полка Всего понемногу. Дубовые комоды Найдите карту своего города. Посмотрите фотографии. Распродажа гаража/двора в Филадельфии. Отличные вещи, в этом доме много собрано с 1968 года. Распродажа в гараже по соседству! Коллекционные и редкие предметы. добавьте этот пост в избранное. (MONROE, NY ) pic скрыть эту публикацию восстановить восстановить эту публикацию. Хозяйственные товары, техника для приготовления пищи, кемпинг, рыбалка, настольные игры и пазлы, электроника, книги, искусство и… 2119Harriman Ln, Redondo Beach, CA
Дата продажи: воскресенье, 19 сентября 2021 г. Дата публикации: четверг, 16 сентября 2021 г. >. Samsung 58″ Smart LED TV — $200 Дешево и красиво. (slo > 718 E. OAK STREET, OFF COLLEGE ) pic скрыть публикацию восстановить восстановить эту публикацию. ,CARDS,PLAYBOYS (ust > FLAGLER ) скрыть эту публикацию восстановить восстановить эту публикацию Road Space# 3 Сб 18 сентября 20:00-13:00 Найдено внутри – Страница 98Вы можете охотиться на гаражных распродажах, распродажах недвижимости, в магазинах секонд-хенд или в Интернете, если не возражаете против бывшего в употреблении оборудования. Геологи Hand Lens Field и опытные … Это однодневная распродажа. Все должно уйти, Анахайм, тонны клюшек для гольфа, ювелирные изделия, монеты, книги, DVD, электроника, отпуск, винтажная одежда, кухонный холодильник, новая стиральная машина / сушилка. , игры,… Дата продажи: суббота, 18 сентября 2021 г.Дата публикации: понедельник, 30 августа 2021 г., дешево дешево дешево!! (fmy > Lehigh Acres lee county ) pic скрыть эту публикацию восстановить восстановить эту публикацию. Найдено внутри – стр. 65Многие люди находят инструменты для своего Ремесла в антикварных магазинах, комиссионных магазинах и на гаражных распродажах. Если вы получите инструмент таким образом, могут быть неприятные … Суббота 9/ 18 с 6:00 до 13:00, Grasons Co Elite of North OC 3-дневная распродажа недвижимости в Гарден-Гроув, продажа гаража / тротуара в Анахайме с 9:00 до 15:00, суббота, 18 сентября 2021 г. Много мужской одежды размера M-L, брюки размера 32, 33 и 34. Местных результатов найдено мало. (aus > Austin, TX ) скрыть эту публикацию восстановить восстановить эту публикацию. И т. д. 4 женщины и 1 мужчина убирают свои шкафы. 3329 С. ВЕЧНОЗЕЛЕНЫЙ. — детские игрушки Найденные внутри Иногда стоит посетить сельские сельскохозяйственные аукционы, магазины сельскохозяйственных товаров и гаражные распродажи, чтобы посмотреть, что можно найти. Велосипеды, инструменты, стереооборудование, обувь, одежда, детские игрушки, мебель ://zandirugs.com/, Лос-Анджелес, Калифорния Одежда (мужская, детская, мальчики и девочки-подростки и женщины. Не пропустите этот пост. Добавьте его в избранное. Крупная бытовая техника Интересные предметы включают скобяные изделия, остроумие Ромео, клюшки для гольфа, новые и винтажные инструменты, палатку, фонарь Коулмана, канцелярские принадлежности. , двигатель 1/3 л. Ремесла, Бытовая техника, Ювелирные изделия, Хрусталь, Игрушки, Домашний декор, Стол, Стулья, Комод и многое другое!!Множество инструментов и ящики для инструментов.. добавить в избранное эту публикацию Гаражная распродажа (lcq > Брэнфорд и прилегающие районы) скрыть эту публикацию восстановить восстановить эту публикацию Дата продажи: суббота, 18 сентября 2021 г. Дата публикации: суббота, 11 сентября 2021 г. , вы можете собрать большую часть своего основного снаряжения за одно утро охоты за сокровищами. Оберн возле Стар Лейк (море > Оберн, южный король, графство) скрыть эту публикацию восстановить восстановить эту публикацию. БЕСПЛАТНЫЙ НОМЕР COIN-BASE +1802 472 4571 БЕСПЛАТНЫЙ НОМЕР COIN-BASE +1802 472 4571 БЕСПЛАТНЫЙ НОМЕР COIN-BASE +1802 472 4571 БЕСПЛАТНЫЙ НОМЕР COIN-BASE +1802 472 4571 БЕСПЛАТНЫЙ НОМЕР COIN-BASE +1802. .. COIN-BASE БЕСПЛАТНЫЙ НОМЕР +1802 472 4571, ДВОР 6 ДОЛЛАРОВ США, ГАРАЖ, ПРОДАЖА ПОДГОРОДНОЙ ДОРОГИ. Очки Не пропустите эту ОГРОМНУЮ распродажу в районе !!! Дождь или светит Четверг, 16 сентября, с 18:00 до 20:00 только на Bluebell drive. Распродажа сообщества в пятницу, 17 сентября, с 7:00 до полудня. Суббота, 18 сентября, с 7:00 до 12:00. Мясные весы мясника, уличные знаки,… ПРИХОДИТЕ ПРОВЕРИТЬ НОВЫЕ И Б/У ТОВАРЫ Гаражная распродажа: матрац Queen с пружинным блоком, комод, детский велосипед для девочек. (pdx > clark/cowlitz WA ) pic скрыть эту публикацию восстановить восстановить эту публикацию. Гвозди горячего цинкования 6 D отделочные 50 фунтов. 32-дюймовый цветной телевизор, посуда Corelli, хрустальные бокалы для вина, хрустальные стаканы для воды, керосиновый обогреватель, красивое вращающееся кресло с мягкой обивкой, антикварное кресло. <. -большой стул... Дворовая распродажа в эту субботу 9/18 с 7:00 до 11:00. И многое другое. Даты продажи: пятница, 17 сентября 2021 г. - воскресенье, 19 сентября 2021 г. Дата публикации: пятница, 17 сентября 2021 г., 11709 Smith Ave, Santa Fe Springs, CA . Все должно пройти! добавить в избранное этот пост 15 сентября. изображение 1 из 15. стиль скользящего молотка, силовой столб на 200 ампер в комплекте с коробкой и 22 футами соединительного провода, подъемная лебедка на 2000 фунтов для тяжелых условий эксплуатации, 50 футов 4-дюймовая гофрированная дренажная труба с носком. Продажа семейного двора Предметы коллекционирования в гараже Продажа антиквариата Чердак амбара. Найдено внутри В магазинах для скрапбукинга я собираю марки, интересные наклейки, украшения и стирания. Мой любимый инструмент для полировки — обычная ложка … Найдено мало местных результатов. (prc > Prescott, Pinehurst Estates ) pic скрыть эту публикацию восстановить восстановить эту публикацию. >. Распродажа гаража — 78758 — Переезд! Мужская рубашка..куртка..стойка для компакт-дисков, белый двустворчатый дверной шкаф… рождественские товары… кошельки.. тарелки… Приходите посмотреть на мебель, инструменты, садовые инструменты, одежду, кухонные тарелки, миски, холодильник, стиральную машину и сушилка. (den > Highlands Ranch Weatherstone ) pic скрыть эту публикацию восстановить восстановить эту публикацию. 8-3:00 (сбн > 51868 Kenilworth Rd, South Bend 46637 ) фото скрыть эту публикацию восстановить восстановить эту публикацию. все типы подержанных инструментов от настольных пил до сверлильного станка, воздушный компрессор, алюминиевая удлинительная лестница 28 футов, одобренная OSHA, рассчитанная на 250 фунтов, ленточная шлифовальная машина American Floor Crafter **NEW**, антиквариат, примитивы, инструменты, стол с выдвижной крышкой, f, пневматический ударный гайковерт Blue Point с приводом 3/8 дюйма, настольная пила Bridgewood BW-10 10 дюймов с большой мобильной базой, монтажный гвоздезабивной станок Campbell Hausfeld — до 3 1/2, РОЛИКИ — ПРОМЫШЛЕННЫЕ ПОВОРОТНЫЕ КОЛЕСА ДЛЯ ТЯЖЕЛЫХ УСЛОВИЙ РАБОТЫ — Сверлильный пресс COLSON 8 «x 2», Central Machinery подходит для сверл диаметром до 13 мм, центральный пневматический гвоздезабиватель с калибром — комбинированный степлер, CH CAMPBELL HAUSFELD 2 GALLON AIR COMPRESSOR, Channel Lock — 426 6,5-дюймовые плоскогубцы с выступом и канавкой, Coleman 18v Cordless Drill w / Зарядное устройство, Чемодан и аксессуары, СТРОИТЕЛЬНАЯ ТЕХНИКА, МАШИНЫ И ИНСТРУМЕНТЫ, мастер 19.