подключение к электросети и к аккумулятору
Статьи
Главная › Новости
Опубликовано: 16.02.2019
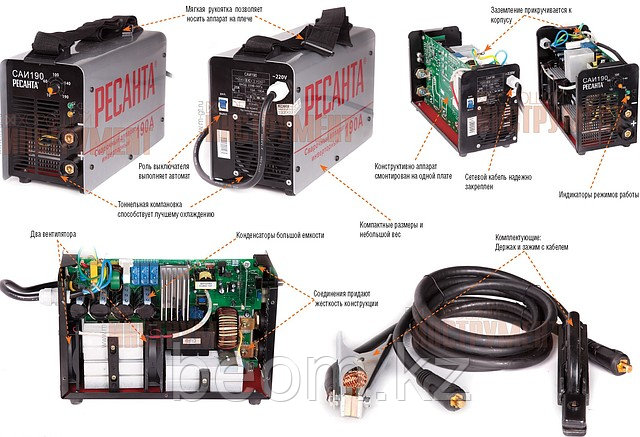
Освещение в гараже без электричестваМногие домашние мастера в своей мастерской имеют сварочный агрегат. Он может быть разного типа. Сегодня в специализированных магазинах довольно большой выбор этой техники, в том числе и сварочный инвертор (изображение № 1). Это агрегат, имеющий определенные преимущества перед другими сварочными установками. Он имеет привлекательный внешний вид, малый вес, большую мобильность. Питаться может от бытовой и производственной сети напряжением 220 В и 380 В, от аккумуляторов и генераторов, выдающих напряжение 12 В и выше.
Изображение 1. Схема устройства сварочного инвертора.
Подключение инвертора к электросети
Соединительный кабель, которым укомплектована установка, соответствует мощности устройства.
Как подключить инвертор
Если вместо штатного предохранителя в электросети установлен «жучок», параметры которого неизвестны, включать сварочный инвертор в такую сеть нецелесообразно.
Подключение инвертора к бортовой сети автомобиля и к генератору
Функциональная схема источника питания инверторного сварочного аппарата.
Подключение сварочной установки к автомобильному аккумулятору обычно не представляет сложностей.
Присоединение прибора к аккумулятору производится при помощи специальных зажимов с соблюдением полярности. Зажим провода красного цвета соединяется с плюсовой клеммой, черный — с минусовой. При соединении зажимов с клеммами может проскакивать небольшая искра. Если инвертор рассчитан на напряжение 12 В, его ни в коем случае нельзя пытаться подключить к бортовой сети 24 В и больше. Нельзя одновременно подключать несколько инверторов.
Таблица требуемых технических характеристик для сварочного инвертора.
К розетке инвертора можно подключить необходимые в работе устройства.
При использовании удлинителя нужно постараться сохранять его длину не более 50 м. При включении прибора в бортовую сеть должен загореться светодиод зеленого цвета, который будет гореть до тех пор, пока аккумулятор сохраняет напряжение в приемлемых пределах. Если напряжение снизится до 10,5 В и продержится на этой отметке минуту, сварочный агрегат автоматически отключится от сети. У аккумулятора останется заряд на запуск двигателя автомобиля в летнее время года.
При включении прибора в бортовую сеть должен загореться светодиод зеленого цвета, который будет гореть до тех пор, пока аккумулятор сохраняет напряжение в приемлемых пределах. Если напряжение снизится до 10,5 В и продержится на этой отметке минуту, сварочный агрегат автоматически отключится от сети. У аккумулятора останется заряд на запуск двигателя автомобиля в летнее время года.
Некоторые сварщики пытаются использовать маломощный бензиновый генератор для питания инвертора. Если мощность генератора не превышает 5 кВт, то все попытки будут бесполезны. Генератор будет работать на пределе своей мощности, провоцируя частые падения напряжения. Инверторный сварочный агрегат весьма чувствителен к таким перепадам и может выйти из строя. Поэтому рекомендуется использовать генератор электрический.
Провод для изготовления удлинителя
Схема дросселя сварочного инвертора.
Для удлинения провода, особенно на выходе аппарата, не рекомендуется делать промежуточных стыков.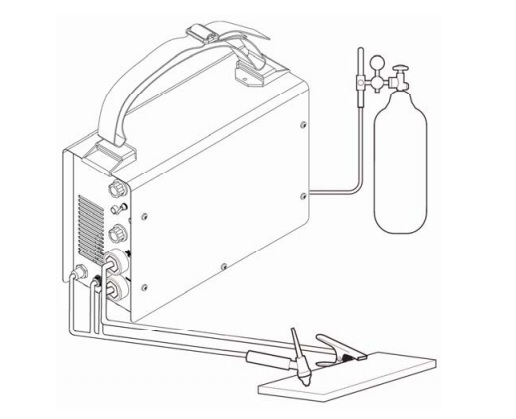 Кабель должен быть цельным по всей длине. Общее его сечение должно быть в пределах 35 или более кв. мм. Профессиональные сварщики обычно пользуются проводом марки КГ. Он состоит из большого количества тонких медных проволочек диаметром примерно 0,2 мм, сплетенных друг с другом. Общий его диаметр должен быть не менее 7 мм без оболочки. Такой кабель с успехом применяется в сетях переменного тока напряжением до 600 В и постоянного тока до 1000 В. Максимальная нагрузка, которую способен выдержать провод, зависит от его сечения.
Кабель должен быть цельным по всей длине. Общее его сечение должно быть в пределах 35 или более кв. мм. Профессиональные сварщики обычно пользуются проводом марки КГ. Он состоит из большого количества тонких медных проволочек диаметром примерно 0,2 мм, сплетенных друг с другом. Общий его диаметр должен быть не менее 7 мм без оболочки. Такой кабель с успехом применяется в сетях переменного тока напряжением до 600 В и постоянного тока до 1000 В. Максимальная нагрузка, которую способен выдержать провод, зависит от его сечения.
Марка провода и максимальная нагрузка:
КГ 1х16 189 А; КГ 1х25 240 А; КГ 1х35 289 А; КГ 1х50 362 А; КГ 1х70 437 А; КГ 1х95 522 А.Вместо провода КГ можно использовать кабель марки КОГ1.
Все соединения с помощью удлинителя делаются с выполнением правил:
Для соединения нужно использовать припаянные или спрессованные наконечники. Нельзя подтягивать к себе инвертор, используя для этого провода. Провод нужно выбирать в соответствии с номинальной мощностью.
В домашних условиях рекомендуется использовать удлинитель длиной до 20 м.
Провод удлинителя запрещено наматывать на катушку в целях предотвращения его перегрева и выхода из строя вследствие индуктивности. Нагрев провода не должен превышать 70° С.
Провод нужно выбирать в соответствии с номинальной мощностью.
В домашних условиях рекомендуется использовать удлинитель длиной до 20 м.
Провод удлинителя запрещено наматывать на катушку в целях предотвращения его перегрева и выхода из строя вследствие индуктивности. Нагрев провода не должен превышать 70° С.Провод марки КГ выпускается в разных вариантах. Для работы в условиях с сильными морозами предназначен провод КГ-ХЛ, способный работать при морозе в -60°С. В тропическом климате хорошо работает кабель КГ-Т. Его оболочка устойчива к плесени, выдерживает температуру наружного воздуха +85°С. Для мест с повышенной пожароопасностью предназначен кабель КГН, оболочка которого не горит.
Несколько полезных советов
Место для проведения сварочных работ не должно быть захламлено. Инвертор не рекомендуется использовать на морозе, в условиях сильной запыленности, около куч металлической стружки. В условиях повышенной влажности требуется иметь навес. Рекомендуется делать регулярные перерывы в работе, чтобы аппарат остыл. Продолжительность сварки и отдыха указаны в инструкции.
При работе следует пользоваться средствами индивидуальной защиты. Обязательно нужно использовать куртку, перчатки и защитную маску с правильно подобранным светофильтром.
Продолжительность сварки и отдыха указаны в инструкции.
При работе следует пользоваться средствами индивидуальной защиты. Обязательно нужно использовать куртку, перчатки и защитную маску с правильно подобранным светофильтром.Сварочный инвертор значительно облегчает процесс сварки и позволяет получать сварные швы высокого качества.
Для обеспечения качества работы прибора нужно правильно его подключить к сети. При необходимости можно применить удлинитель, правильно подобрав его марку и сечение. От состояния электрической или бортовой сети автомобиля во многом зависит долговечность инвертора.
Описание подключения сварочного аппарата 380В
Сегодня мы поговорим о том, как самостоятельно осуществить подключение сварочного аппарата 380В для его дальнейшего использования. Сразу стоит предупредить, что если сварочный аппарат будет использоваться в домашних условиях, то очень важно знать, какую нагрузку смогут выдержать автоматы в электросети вашего дома или квартиры.
 И только после этого уже выбрать инвертор нужного типа и мощности. При выборе сварочного аппарата, конечно же, нужно учитывать многие важные характеристики. Мы опишем основные моменты, на которые обязательно нужно обращать внимание при выборе этого достаточно дорогостоящего оборудования. Важно подобрать такой агрегат, чтобы с его помощью можно было выполнять максимум задач, но и чтобы по стоимости он соответствовал заявленным параметрам. Итак, на чем же все-таки стоит акцентировать внимание?
И только после этого уже выбрать инвертор нужного типа и мощности. При выборе сварочного аппарата, конечно же, нужно учитывать многие важные характеристики. Мы опишем основные моменты, на которые обязательно нужно обращать внимание при выборе этого достаточно дорогостоящего оборудования. Важно подобрать такой агрегат, чтобы с его помощью можно было выполнять максимум задач, но и чтобы по стоимости он соответствовал заявленным параметрам. Итак, на чем же все-таки стоит акцентировать внимание?Принципы работы сварочного аппарата 380В.
- Мощность потребляемого тока. К примеру, для того чтобы выполнять сварочные работы дома, достаточно сварочного агрегата мощностью до 5 кВт. Покупка же устройства с более высоким порогом потребляемой энергии будет нерациональной тратой денег.
- Устойчивость к перепадам электроэнергии. Так как в сети электроснабжения часто возникает как резкое падение, так и резкий подъем напряжения тока.
- На какой диапазон напряжения в сети рассчитан подключаемый сварочный аппарат.


После оценки всех перечисленных параметров, а также некоторых других важных условий, вы уже будете знать о том, как правильно подключить сварочный аппарат к электросети. Мы немного постараемся помочь в этом и опишем технические ключевые моменты.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.
- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.


Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Выпрямитель
Выпрямитель – разновидность промышленного трансформатора, а отличается он встроенным блоком выпрямления. Блок вмонтирован в корпус, его функция состоит в том чтобы преобразовывать переменный ток в постоянный. Так как эти аппараты позволяют варить на любом роде тока, они более универсальны нежели трансформаторы, За счет выпрямителя дуга горит стабильнее и проще поджигается, неоднократно.
Зачастую, новички сталкиваются с трудностью поджига дуги применяя промышленный сварочный трансформатор. Больших различий между трансформатором и выпрямителем, нет, кроме как то, что последний немногим упрощает эту задачу.
Больших различий между трансформатором и выпрямителем, нет, кроме как то, что последний немногим упрощает эту задачу.
Питание инверторной сварки от генератора
Если объект не оборудован стационарной электрической сетью, а сварка все-таки требуется, можно воспользоваться бензиновым или дизельным генератором. Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Необходимо учесть, что в любом инверторе имеются катушки, конденсаторы, электронные схемы и другие элементы, которые считаются реактивными потребителями с коэффициентом мощности около 0,7. При расчете полной мощности аппарата, необходимо активную мощность разделить на коэффициент мощности. После предварительных расчетов, совместимость аппаратуры будет выглядеть следующим образом:
- При сварочном токе 160 А можно работать лишь электродами с наибольшим диаметром 4 мм. Величина активной мощности такого инвертора составляет 3,8 кВт, а полная, учитывая коэффициент 0,7, будет примерно 5-5,5 кВт. С учетом 20-процентного запаса мощности, потребуется генератор не менее чем на 6 кВт.
- Сварочный ток 180 А допускает работу электродами 5 мм. Активная и полная мощность составят 4,8 и 7,5 кВт соответственно. Поэтому мощность генератора должна быть не ниже 8-8,5 кВт.
- Если показатель сварочного тока доходит до 200 А, то подобной аппаратуре нужна трехфазная сеть. Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
 С учетом 20-процентного запаса мощности, потребуется генератор не менее чем на 6 кВт.
С учетом 20-процентного запаса мощности, потребуется генератор не менее чем на 6 кВт.Иногда возникает вопрос о возможности эксплуатации мощного сварочного устройства не в полную силу своих возможностей. Может ли использоваться схема подключения инвертора к генератору с более низкой мощностью? Специалисты не рекомендуют самостоятельно принимать такое решение, дать окончательное заключение может только профессиональный электромеханик.
Необходимо учитывать и наличие дополнительных опций в конкретном оборудовании, требующих кратковременного повышения мощности в момент их использования.
Преимущества
Итак, мы теперь знаем, что промышленные сварочные аппараты относятся к трехфазному оборудованию. И это их основная характеристика, от которой мы будем отталкиваться при сравнении промышленного аппарата с другим оборудованием.
Для начала, любой трехфазный аппарат автоматически относят к классу профессионального оборудования. Такие сварочники могут работать непрерывно, их КПД близко к 100%. А этого нельзя добиться при применении бытовых или полупрофессиональных аппаратов.
На некоторых производствах это достоинство играет главную роль. Поскольку частые перерывы в работе чреваты потере прибыли.
Трехфазные трансформаторы и выпрямители не чувствительны к условиям работы. Они могут пылиться или неправильно храниться, но все равно исправно выполнят свою задачу. Инверторы и полуавтоматы более капризны в этом плане из-за встроенных микросхем, но при наличии пыле- и влагозащищенного корпуса и они могут работать в любых условиях.
Опытные мастера наверняка возразят, что обычный однофазный трансформатор тоже неприхотлив.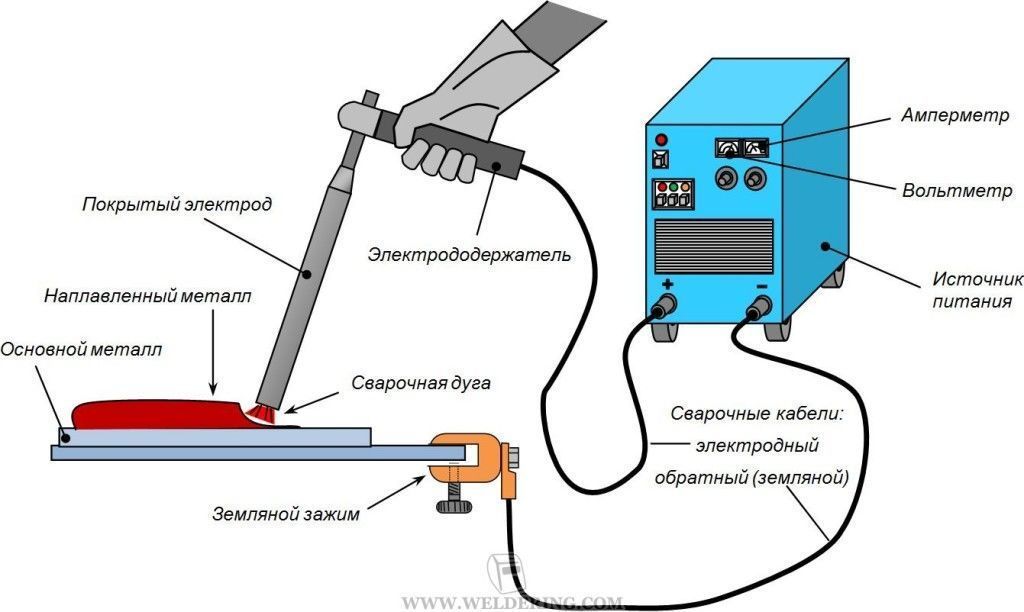 И будут правы. Только вот частота пульсации тока на однофазном аппарате гораздо выше, поэтому качество сварных швов заметно хуже. В сравнении с трехфазным трансформатором, конечно.
И будут правы. Только вот частота пульсации тока на однофазном аппарате гораздо выше, поэтому качество сварных швов заметно хуже. В сравнении с трехфазным трансформатором, конечно.
Также стандартный стационарные однофазный трансформатор или выпрямитель не способен варить металлы любой толщины и применять толстые электроды. А вот трехфазные аппараты поистине универсальны и применяются при сварке любого уровня сложности.
Особенности подключения в зависимости от типа аппарата
Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.
Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис. 3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать. В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
Вернуться к оглавлению
Трансформатор
Трансформатор (380В) относят к типу классического промышленного сварочного оборудования. Название трехфазного этот аппарат получил, из-за трех катушек в его основе. Получая три фазы, что в свою очередь обеспечивает устойчивое горение дуги и напряжение в процессе сваривания. Простая конструкция агрегата легко поддается ремонту, при этом не дорого.
Название трехфазного этот аппарат получил, из-за трех катушек в его основе. Получая три фазы, что в свою очередь обеспечивает устойчивое горение дуги и напряжение в процессе сваривания. Простая конструкция агрегата легко поддается ремонту, при этом не дорого.
Нужно учитывать, что трансформатор выдаёт только переменный ток. По этой причине вы не сможете применить постоянный ток в своей работе. Для транспортировки трансформатора используют тележку, он тяжёлый и внушительных размеров. При этом у него хороший ценник.
Как подобрать сварочный кабель
Оборудование любого типа прослужит своему хозяину долго, если провод подобран правильно. При выборе проводника необходимо обращать внимание на следующие моменты:
- кабель должен соответствовать предъявляемым к нему техническим требованиям: стойкость к ударам, разрывам, изгибам, агрессивным химическим средам, перепадам температур, ультрафиолетовому излучению, плесневым образованиям;
- шнур должен выдерживать максимальную величину тока, которую выдает имеющийся у сварщика агрегат.

Более подробная информация представлена в статьях о кабелях , КОГ, а также в публикации о проводниках для инвертора.
Предварительная проверка
Главным фактором, которым не стоит пренебрегать, является целостность проводки и розеток в доме. Также стоит учесть, как давно такая проводка была проложена, и какой у нее эксплуатационный срок, это же касается и розеток. В большинстве случаев, если проводке уже более 25 лет, есть вероятность, что она просто не выдержит большого значения тока, что приведет к необратимым последствиям, а использование современного инвертора с проводами станет невозможным. Значит, прежде, чем подключить сварочный аппарат и начать работу, нужно проверить, сможет ли проводка в доме выдержать такие нагрузки. Если же гарантии данного фактора не впечатляют, дальше мы расскажем, как решить данную проблему.
Что такое сварочная ванна
Сварочный шов представляет соединение, которое образуется при нагреве металла до расплавленного состояния. Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
- Сердцевина, представляющая металлический стержень.
- Специальное покрытие, которое предотвращает попадание кислорода в сварочную ванну. Все электроды изготавливаются из металлов, обладающих высокой токопроводимостью. Это необходимо для того, чтобы электрический ток направлялся именно к месту свариваемого шва.
Хотя сам процесс электрической сварки довольно сложный, в целом его можно представить следующим образом.
- Электрод совершает контакт со свариваемой поверхностью;
- Под воздействием высоких температур обмазка стержня начинает плавиться.
- Данный процесс сопровождается выделением газа, который ограничивает попадание кислорода к свариваемому участку;
- Расплавленное покрытие остаётся на поверхности шва и защищает его от попадания кислорода после завершения работ. Такой расплавленный слой называется шлаком.
Сама сварка металла — очень сложный процесс. При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
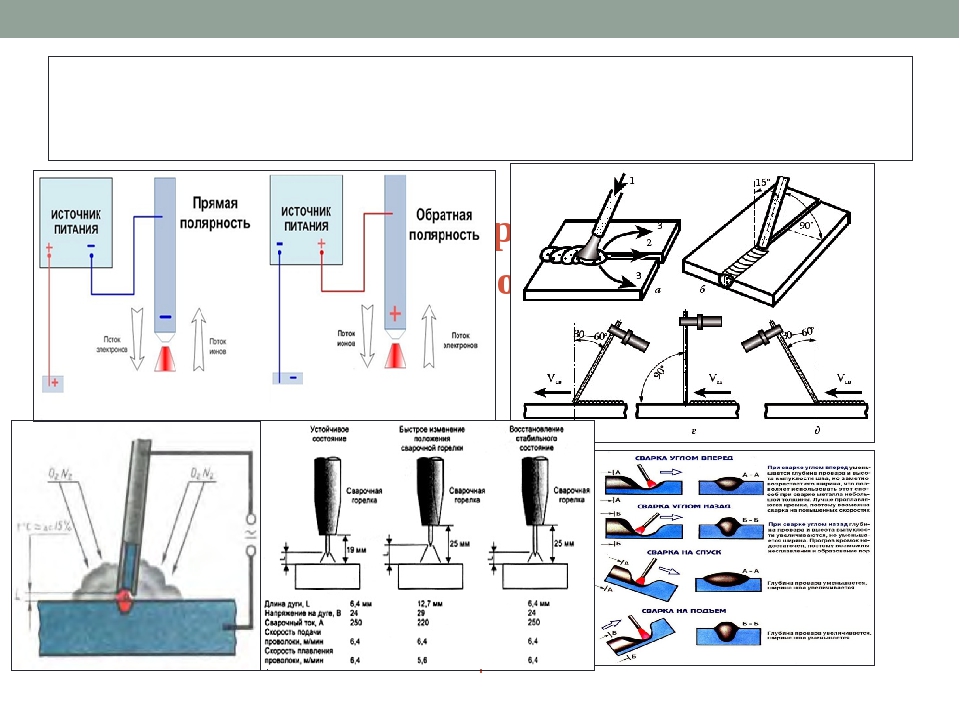
Варианты перемещения электрода при сварке
Трансформатор
Трансформатор на 380 вольт— это простейший и классический тип сварочного оборудования. Его основа — это трансформатор с тремя катушками. Отсюда и название этого сварочного аппарата.
Благодаря применению трех фаз дуга горит стабильно и напряжение практически не меняется во время сварки. А конструкция этих аппаратов настолько проста, что позволяет починить трансформатор буквально «на коленке», и без лишних затрат.
Трансформаторы выдают только переменный ток, поэтому вы не сможете использовать постоянный ток в своей работе. Это нужно учитывать. Трансформаторы очень громоздкие и тяжелые, для их перемещения нужно использовать тележку. Зато цена на такие аппараты порадует любого профессионала.
ПОДГОТОВКА К ПОДКЛЮЧЕНИЮ
Прежде чем подсоединять сварочный инвертор, следует удостовериться, что проводка в здании пригодна для проведения сварочных работ. Первым делом проведите осмотр розеток.
Если они установлены боле четверти века назад, то большой шанс, что и проводка с тех пор не менялась. Хорошо, если она выдерживает высокое напряжение, но это, скорее, исключение из правил.
Обычно такая проводка только добавляет трудностей в работе. В таком случае вы не сможете работать с современным инверторным аппаратом, даже используя новейшие сварочные кабели.
Необязательно иметь инженерское образование, чтобы представить последствия подсоединения мощного инвертора к старой розетке.
Вы рискуете обесточить не только рабочее помещение, но и соседские здания, при этом электрические приборы могут прийти в негодность.
До начала проведения работ и подключения инвертора нужна обязательная проверка состояния проводки. Не опускайте руки, если выяснится, что ваша проводка может не справиться с такой нагрузкой.
Из этой ситуации можно выйти, используя генератор тока. Как это сделать, описано ниже. Сейчас предлагаем рассмотреть варианты подключения к сети инверторного сварочного аппарата.
Общие сведения
В чем разница между сварочными аппаратами и бытовыми? Первые, трехфазные, работают на напряжении 380В. Такие агрегаты поддаются ремонту и неприхотливы в эксплуатации, поэтому они зачастую применяются на новых производствах. Работая с промышленным аппаратом для сварки, возможно соединить детали любой толщины и использовать при этом электроды любого диаметра.
Преимущество таких агрегатов в том, что мы получаем большую мощность не увеличивая при этом силу тока. Поэтому процесс сваривания проходит намного мягче и получается в результате более качественным трехфазным, нежели однофазным аппаратом.
Поэтому процесс сваривания проходит намного мягче и получается в результате более качественным трехфазным, нежели однофазным аппаратом.
Настройки силы тока и диаметр электрода
Думаю все уже успели понять, что диаметр электрода непосредственно исходит из толщины изделия металла. Как было написано выше по тексту. Толщина=диаметру.
Пример: когда работник должен сварить деталь, толща которой будет от 2 миллиметров до 8 миллиметров, тогда подбираются электроды диаметром от 2,5 миллиметров до 5 миллиметров.
Этого Вам будет предостаточно для работы. А как же сила тока? Ответ на поверхности.
Когда Вы делаете сварочные работы по изделию из металла диаметром электрода от 3,5 миллиметров, сила тока будет равняться 60 Амперам-100 Амперам. Не нужно удивляться этой разнице.
Вы будете самостоятельно подбирать значение, это зависит от плотности металлического изделия с которым происходит работа. Самым универсальным значением будет 80 Ампер. Оно хорошо подойдет для новичков.
Оно хорошо подойдет для новичков.
Когда работник применяет 4-х миллиметровый диаметр электрода сила тока будет составлять 120 Ампер- 200 Ампер. Это один из распространенных диаметров электродов. Этот диаметр могут использовать специалисты своего дела и новички по сварке.
Общая информация
Промышленные сварочные аппараты отличаются от бытовых тем, что являются трехфазными и требуют питания минимум 380 Вольт. Они очень распространены даже на современных производствах, поскольку неприхотливы и ремонтопригодны. Благодаря применению промышленного сварочного аппарата можно варить детали любой толщины и использовать электроды любого диаметра.
В отличие от однофазных аппаратов, трехфазные производят сварку куда мягче и качественнее. Поскольку удается получить большую мощность без увеличения силы тока.
Как узнать сечение
Основные технические характеристики проводников: сечение, диаметр и другие важные свойства – указаны в каталогах или соответствующих описаниях. Однако, если у исполнителя нет возможности ознакомиться с этими данными, а на вопрос как определить сечение сварочного кабеля нужно ответить, то следует запомнить некоторые рекомендации.
Однако, если у исполнителя нет возможности ознакомиться с этими данными, а на вопрос как определить сечение сварочного кабеля нужно ответить, то следует запомнить некоторые рекомендации.
Существует несколько способов для определения сечения проводника. Все они сводятся к тому, что для начала нужно вычислить диаметр жилы. Сделать это можно с помощью микрометра или штангенциркуля. Однако, наиболее простым способом, который не требует специальных принадлежностей, является применение следующего метода.
Исполнителю понадобится очистить токопроводящую жилу от изоляции. Затем нужно намотать жилу на предмет цилиндрической формы (отвертка) и линейкой измерить общую длину витков, количество которых для точности подсчетов должно превышать 10. В заключении: общую длину в мм. необходимо разделить на количество витков. Полученное значение и будет составлять диаметр провода, по которому можно будет найти величину сечения.
С полной информацией о сечениях кабелей различных марок исполнитель может ознакомиться в статьях, посвященных данной теме:
- “Сварочный кабель КГ”;
- “Сварочный кабель КОГ”.

Выпрямитель
Выпрямитель — это тот же трансформатор, только с одним существенным отличием. В его корпус встроен выпрямительный блок (отсюда и название «выпрямитель»), преобразовывающий переменный ток в постоянный. Это их единственное отличие. Такие аппараты универсальнее трансформаторов, поскольку позволяют варить на любом роде тока.
Также благодаря выпрямителю дуга горит стабильнее и проще поджигается, в том числе повторно. Если вы новичок, то наверняка сталкивались с трудностями поджига дуги при применении трансформатора. Выпрямительный блок незначительно, но упрощает эту задачу. В остальном нет отличий между выпрямителем и трансформатором.
Можно ли подключить сварочный трансформатор в квартире — Оборудование для ручной дуговой сварки
nextte44, да что тут думать… если проводка нормальная в доме — будет счастье…
я например П/А варю в квартире, где идет ремонт капитальный — что только не варил и забор и ставил металлическую дверь, причем ставил 4 дня. .. квадратного профиля 60*30 и прочей туфты из-за кривой планировки ушло на 5 тыр…
.. квадратного профиля 60*30 и прочей туфты из-за кривой планировки ушло на 5 тыр…
варю где-то на 110А вопросов ни у кого не возникало ни разу… но тут есть один нюанс… я переложил всю проводку от вводного щитка в подъезд. тоесть до квартиры у меня идет 4мм медь 12 метров, потом счетчик электронный до 40 А по паспорту, который ограничен по входу 32 А, после него УЗО 40А и после узо 4 линии 25, 16А так вот сварочник воткнут в 16 амперную линию… полет абсолютно нормальный! хотя соседи вообще один другого безумнее…
ПыСы проводку поменял потому, что раньше от киловаттной дрели напряжометр провисал…. провода настолько старые в стенах и такой вводной убожыщный, что я реально боюсь, что случись чего — все полыхнет… ну кроме меня… но при деревянных перекрытиях все одно…
а пока я не залез в этот щиток, на весь подъезд от 300А предохранителя до основной линии к потребителям был метр провода 1,5 меди…. правда прелесть??
так что вам говорят дело — варить можно, если уверены в проводке.
за качеством проводки можете последить через стрелочный мультиметр при розжиге и горении дуги. причем сделать это не только в розетке, откуда прикуриваетесь (причем желательно через дополнительный предохранитель в 16А), но и на клеммах счетчика. если несильно провисает — ну наверное 10-15 вольт (камрады поправят), то можно варить…
не забывайте о ТБ и пожарной безопасности!!!
Изменено пользователем BaykСоединительный кабель для сварочного аппарата (1-мерный) (Trusco Nakayama) | Труско Накаяма
| Номер детали | Объем DICK | дней на доставку | Mass (G) | Приложение | Спецификация 1 | Спецификация 2 | Материал (проводник) | Материал (крышка) | Аксессуар |
|---|---|---|---|---|---|---|---|---|---|
4 дня | 4400 | В качестве основного бокового кабеля для основной дуговой сварки. | Соединительный кабель для сварочного аппарата, первичная сторона, 2 жилы | С круглым наконечником ø8 | Медный провод | Натуральный каучук для токопроводящего провода | Нет данных |
Загрузка…
Основная информация
| Тип продукта | Трос Cabtyre | Кабель (м) | 10 | Применимый ток (А) | 51 |
|---|---|---|---|---|---|
| Используемая проволока (мм 2 ) | 2CT2CX8.0 | Номинальная мощность сварочного аппарата (кВт) | 5,5 | 11,0 | |
| Код Труско | 256-1760 |
Пожалуйста, проверьте тип/размеры/спецификацию детали TWC-8010 в серии Соединительный кабель для сварочного аппарата (1-мерный) (Trusco Nakayama).
SCA 140 AMP Inverter ARC сварочный аппарат Руководство по эксплуатации
SCA 140 AMP Inverter ARC сварочный аппарат Руководство по эксплуатации
ОПИСАНИЕ ПРОДУКТА
Серия портативных инверторов CARi-ARC (биполярная трубка с изолированным затвором) и быстродействующий диод в качестве основных компонентов управления и передачи, а также специально разработанная схема управления обеспечивают равномерно регулируемый сварочный ток, что позволяет источнику сварочного питания достичь адаптируемости к превосходным процедурам сварки.Это в значительной степени повысило защитные способности сварщика, обеспечив безопасную сварку. Он довольно популярен при сварке таких материалов, как низкоуглеродистая сталь, нержавеющая сталь, высокопрочная сталь, легированная сталь и чугун.
Основные характеристики портативного инверторного сварочного аппарата постоянного тока серии CARi-ARC:
- Обладая небольшим объемом и малым весом, он широко используется в области обивки, ремонта в полевых условиях и полевых работ;
- Превосходная функция управления дугой и функция плавления и капельного перехода;
- Применяется при сварке сверху вниз в вертикальном положении и длинной дуговой струйной переносной сварке целлюлозным электродом;
- Благодаря различным характеристикам звукоизоляции он может защитить сварочный аппарат от перегрева, перегрузки по току и так далее. Когда компенсация основного питания составляет не менее ±15%, она может увеличиваться при снижении сварочного тока. Благодаря своей высокой эффективности защиты от помех система управления может реагировать на изменения источника питания, заготовки, электрода и операций со скоростью менее 1 м / с, чтобы поддерживать стабильный выходной ток;
- Его уникальные характеристики электрической дуги могут удовлетворить потребность в различных процедурах сварки
; - Простое подключение. Для осуществления внешнего подключения в серии CARi-ARC используются все разъемы, которые обеспечивают быстрое и безопасное подключение при простом, но надежном исполнении.При изменении содержания руководства или функции сварочного аппарата уведомление не выдается.
 Когда компенсация основного питания составляет не менее ±15%, она может увеличиваться при снижении сварочного тока. Благодаря своей высокой эффективности защиты от помех система управления может реагировать на изменения источника питания, заготовки, электрода и операций со скоростью менее 1 м / с, чтобы поддерживать стабильный выходной ток;
Когда компенсация основного питания составляет не менее ±15%, она может увеличиваться при снижении сварочного тока. Благодаря своей высокой эффективности защиты от помех система управления может реагировать на изменения источника питания, заготовки, электрода и операций со скоростью менее 1 м / с, чтобы поддерживать стабильный выходной ток;ПРЕДУПРЕЖДЕНИЕ
Во избежание травм и/или повреждения имущества прочитайте ВСЕ эти инструкции и выполняйте их перед сборкой и эксплуатацией данного сварочного аппарата.
Это руководство поможет вам наиболее безопасно и эффективно управлять этим сварочным аппаратом.
БЕЗОПАСНОСТЬ ЭКСПЛУАТАЦИИ
Самозащита оператора
- Пожалуйста, всегда соблюдайте правила техники безопасности и гигиены.Носите защитную одежду
, чтобы избежать травм глаз и кожи. - Используйте сварочную маску, чтобы закрыть голову во время работы со сварочным аппаратом.
- Только через линзу фильтра на сварочной маске можно наблюдать за работой
. - Ни при каких обстоятельствах нельзя допускать, чтобы какая-либо часть тела касалась выходного биполярного выхода сварочного аппарата
(рукоятка электрододержателя и заготовка.).
Внимание - Портативный инверторный сварочный аппарат постоянного тока серии CARi-ARC — это электронные продукты, запасные части которых очень нежные, не меняйте и не регулируйте с спешкой, иначе переключатель будет поврежден;
- Проверьте соединение, чтобы убедиться, что оно хорошо подсоединено, надежно ли заземление (земля)N и т. д.;
- Дым и газы, образующиеся при сварке, опасны для здоровья. Убедитесь, что
работает в местах, где есть вытяжные или вентиляционные устройства, чтобы пары или выбросы не попадали в зону дыхания; - Во время сварки помните, что лучи дуги не должны попадать на окружающих. Это происходит только из-за интерференции лучей дуги;
- Никогда не позволяйте никому, кроме самого оператора, перемещать или регулировать сварочный аппарат;
- Никогда не позволяйте людям с кардиостимулятором или любыми другими предметами, чувствительными к электромагнитным полям, приближаться к сварочному аппарату, который мешает нормальной работе кардиостимулятора;
- Сварочный аппарат нельзя использовать для разморозки труб;
- Никогда не позволяйте использовать сварочный аппарат сверх номинального рабочего цикла.
 Убедитесь, что
Убедитесь, что Меры безопасности, необходимые для обеспечения правильной установки и положения
- Необходимо принять строгие меры предосторожности для защиты оператора и машины от падающих сверху посторонних предметов.
- Пыль, кислота и эрозионная грязь в воздухе на рабочем месте не должны превышать норму (без учета выбросов от сварщика).
- Сварочный аппарат должен быть установлен в месте, защищенном от воздействия солнца, дождя и снега.Также он должен храниться в менее влажном месте с диапазоном температур от -10 до 40˚C.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть около 50 см свободного пространства.
- Убедитесь, что в сварочный аппарат не попало металлическое инородное тело.
- Отсутствие сильной вибрации в зоне вокруг сварочного аппарата.
- Убедитесь, что в месте установки нет помех окружающей среде.
- Убедитесь, что электропитания достаточно для правильной работы сварочного аппарата.Любой источник питания, необходимый для доступа к сварочному аппарату, должен быть оснащен защитным оборудованием.
- Сварочный аппарат должен быть установлен на горизонтальной поверхности, а если она превышает 10°, то необходимо добавить противооткатный комплект.

Проверка безопасности
Каждый из перечисленных ниже пунктов должен быть тщательно проверен перед эксплуатацией:
- Убедитесь, что сварочный аппарат имеет надежное соединение с заземляющим проводом;
- Убедитесь в отсутствии короткого замыкания на обоих выходах сварочного аппарата;
- Убедитесь, что звуковой выход и входной провод всегда подключены, а не выставлены наружу.Квалифицированный персонал должен проводить регулярные проверки после установки сварочного аппарата в течение шести месяцев, которые включают следующее: в сварочном аппарате.
- Внешние детали, установленные на сварочном аппарате, должны гарантировать его правильную работу.
- Проверьте сварочный кабель, чтобы убедиться, что его можно продолжать использовать до того, как он изношен.
- Замените входной кабель сварочного аппарата, как только он будет сломан или поврежден.
ПРЕДУПРЕЖДЕНИЕ. Перед открытием крышки сварочного аппарата
для проверки отключите питание.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Окружающая среда, в которой находится изделие
- Диапазон температур окружающей среды:
При сварке: -10~+40°C При транспортировке или хранении: -25~+55°C - Относительно влажность: при 40°C: ≤50%, при 20°C: ≤90%.
- Пыль, кислота и эрозионные вещества в воздухе не должны превышать нормы (не считая выбросов от сварщика). Отсутствие сильной вибрации на рабочем месте.
- Высота не более 1000м.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть около 50 см свободного пространства.
- Беречь от дождя при использовании на открытом воздухе.
- Пожалуйста, на расстоянии не менее 300 мм от стен и т.п., которые могут препятствовать естественному притоку воздуха для охлаждения.
- Скорость ветра на всей локации должна быть менее 1 м/с; Требования к основному питанию
- Осциллограмма напряжения должна отображать фактическую синусоиду, колебания частоты не должны превышать ± 1% от номинального значения.
- Колебания подаваемого напряжения не должны превышать ±15 % от номинального значения.

The Welder’s Principle
The Welder Structures
Серия Portable CARi-ARC использует подвижные картонные конструкции: Верхняя часть
спереди оснащена ручкой регулировки сварочного тока, индикатором питания ( зеленый), световой индикатор неисправности (желтый), а нижняя часть оснащена быстроразъемным разъемом «+» и «-» токового выхода.На задней стороне установлен выключатель питания, охлаждающий вентилятор, провод ввода источника питания. Сверху есть ремешок для удобной транспортировки. Когда вы открываете крышку, там один первичный трансформатор, одна часть печатной платы. Нижняя часть снабжена выходным дросселем, первичным трансформатором и т.д. В средней части установлен радиатор с силовыми элементами.
Кодировка типа сварочного аппарата
- Нестандартная кодировка:
Комбинация английских букв и арабских цифр. Подразумевание кодирования:
 Подразумевание кодирования:
Подразумевание кодирования:Главная Технические данные
 92
92Норма, которую соблюдает сварщик
Заземление
Однофазный источник питания переменного тока
Однофазный трансформатор датчика неподвижности — выпрямитель
Постоянный ток
Для определения источника сварочного тока, подходящего для сварки в среде с повышенной опасностью поражения электрическим током.
- +: электрод «+»
- -: электрод «-»
- I1max…A: максимальный номинальный входной ток
- I1eff…A: максимальное виртуальное значение входного тока
- Φ: диаметр электрода
- X:Duty
- I2: номинальный сварочный ток
- U0: номинальное напряжение холостого хода
- U1: номинальное входное напряжение
- U2: номинальная нагрузка В
- ~50/60 Гц: переменный ток, номинальная частота 50 Гц, рабочая частота 60 Гц.
- …В: Напряжение (В)
- …А: Ток (А)
- …%: Проценты
- ..A/…V~…A/…V: Выходной диапазон. Номинальный минимальный и номинальный максимальный сварочный ток и соответствующее напряжение нагрузки.

IP21S: Класс защиты корпуса. IP – это код международной защиты. 2 означают, что палец пользователя не касается опасных частей; предотвращение попадания в короб твердого материала диаметром не менее 12,5 мм. 1 означает предотвращение вертикального падения воды
, что является безвредным. S означает, что испытание на водонепроницаемость проводится, когда подвижные части находятся в состоянии покоя.
H : Класс изоляции H.
Примечание: Испытание источника сварочного тока на повышение температуры проводилось при комнатной температуре. Номинальный рабочий цикл 40°C получен путем моделирования.
ПОМЕЩЕНИЕ СВАРЩИКА
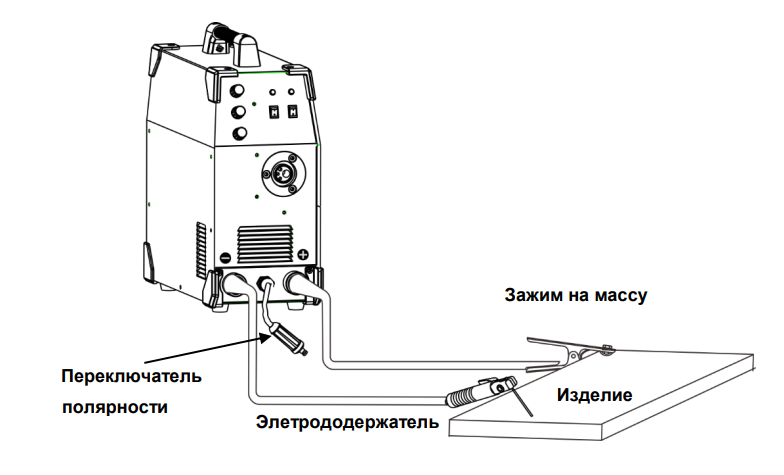
Схема подключения сварщика
- Пыль, кислота и эрозионная грязь в воздухе на рабочем месте не должны превышать количества, требуемого нормой.
- Сварочный аппарат должен быть установлен в месте, защищенном от воздействия солнца и дождя.Также он должен храниться в менее влажном месте с диапазоном температур от -10 до 40°C.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть около 50 см свободного пространства.
- Устройство для исключения ветра и дыма должно быть оборудовано, если внутренняя аэрация не является надежной.

Соединение между сварочным аппаратом и источником питания (см. схему входных соединений) Подключите кабель источника питания на задней панели сварочного аппарата к однофазной сети 220~240 В с выключателем; Источники питания с напряжением 380 В строго запрещены
сварщику, что серьезно повредит сварщику, в противном случае пользователь должен нести за это последствия.Кабель питания длиной 2 м с вилкой на 10А. Вставьте вилку в розетку и включите главный выключатель.
- Поднимите сварочный аппарат за ручку.
НЕ ПОДНИМАЙТЕ ЕГО ЗА ШНУР ПИТАНИЯ ИЛИ КАБЕЛЬ ЗАЗЕМЛЕНИЯ ЗАЖИМА И ДЕРЖАТЕЛЯ ЭЛЕКТРОДА
.
Примечание: Заземление сети питания не является нулевым подключением сети питания.
входное соединение эскиз
энергоснабжение настроек сварщика
| элемент | CARI-ARC-140 |
| автоматический выключатель (A) | ≥30 |
| предохранитель (номинальный ток A) | 25 |
| Рубильник(A) | ≥30 |
| Шнур питания (мм2) | ≥1.5 |
Примечание: Ток плавления предохранителя в 1,2~1,5 раза превышает его номинальный ток.
Соединение между сварочным аппаратом и горелкой (см. схему подключения выхода) Вставьте быстроразъемный разъем сварочного кабеля на держателе электрода в адаптер электрода токового выхода
«+» на второй половине передней панели, а затем закрутите по часовой стрелке.
Схема выходного соединения
Соединение между сварочным аппаратом и заготовкой (см. схему выходного соединения) Вставьте быстроразъемный разъем кабеля заземления с зажимом заземления в токовый выход
схему выходного соединения) Вставьте быстроразъемный разъем кабеля заземления с зажимом заземления в токовый выход
Адаптер электрода «-» на второй половине передней панели, а затем привинтите вниз по часовой стрелке.Заземляющий зажим соединяется с заготовкой.
Примечание : Не используйте стальную пластину или подобные материалы, которые являются плохим проводником, для соединения сварочного аппарата и заготовки.
ЭКСПЛУАТАЦИЯ (СМ. ПЕРЕДНЮЮ ПАНЕЛЬ)
ВНИМАНИЕ: Класс защиты инверторного сварочного аппарата постоянного тока серии CARi-ARC – IP21S. Запрещается вставлять палец или вставлять круглый стержень менее 12,5 мм (в частности, металлический стержень) в сварочный аппарат. К сварщику нельзя прикладывать большие усилия.
- Invert Flash передняя панель эскиз
- Invert Flash задняя панель эскиз
- 4
- 4
- Индикатор защиты
- ручка
- Сварочная регулировка сварочной регулировки
- Текущий выход «-»
- Гнездо быстрого подключения электрода «+» на выходе по току
- Выключатель
- Провод питания
ВНИМАНИЕ
- Инвертор для дуговой сварки постоянным током серии CARi-ARC относится к классу A. Оборудование класса
A не предназначено для использования в жилых помещениях, где электроэнергия обеспечивается общественной низковольтной системой электроснабжения. - Инверторный сварочный аппарат постоянного тока серии CARi-ARC использует падающую характеристику.
- «Индикатор защиты» загорается после продолжительной работы, это показывает, что внутренняя температура превышает допустимые значения, затем машину следует остановить на некоторое время, чтобы дать ей остыть. Его можно продолжать использовать после того, как «индикатор защиты» погаснет.
- Источник питания следует выключать после работы или при временном уходе с рабочей площадки.
• Сварщики должны одевать брезентовую рабочую ткань и носить сварочную маску, чтобы избежать травм от дуги и теплового излучения. - Световой разделительный экран должен быть установлен на рабочей площадке, чтобы дуга не навредила другим
людям. - Запрещен доступ легковоспламеняющихся или взрывоопасных материалов на рабочую площадку.
- Каждое соединение сварочного аппарата должно быть выполнено правильно и надежно
Основная процедура сварки
a) Подключение выключателя источника питания, индикатор питания горит ярко;
b) Отрегулируйте потенциометр сварочного тока, чтобы достичь значения для сварки;
c) Возьмите горелку в руку, наведите ее на сварочный шов, прикоснитесь стержнем к заготовке, после чего зажжется электрическая дуга, т.е.е. Вы можете производить дуговую сварку одновременно с ярким индикатором сварки.
Замена электрода
Только когда электрод прогорает на расстоянии 1~2 см от электрододержателя, необходимо заменить его новым, чтобы продолжить сварку.ПРИМЕЧАНИЯ:
- Электрод горит при высокой температуре. Пожалуйста, не используйте руку, чтобы заменить его. Заменяемый конец электрода следует поместить в металлический контейнер;
- Не используйте электрододержатель для зажима покрытия электрода;
- Во время поджигания электрической дуги следует слегка соскоблить, иначе он может прилипнуть к стержню; Удаление шлака Когда сварочные работы закончены, используйте специальный шлаковый молоток, чтобы сбить шлак с поверхности сварочного рельса.
ПРИМЕЧАНИЯ:
- Только до тех пор, пока шлак не остынет и не затвердеет, можно начинать работы по удалению.
- Во избежание травмирования людей шлаком никогда не указывайте на находящихся поблизости людей при удалении
шлака.
Устранение неисправностей4
No No No NO Solutions Solutions 1 Желтый индикатор находятся на Напряжение слишком низкое (≤15%) Выключите источник питания ; Проверьте основной источник питания; Перезапустите сварочный аппарат, когда питание восстановится до нормального состояния. Плохая принудительная вентиляция приводит к срабатыванию защиты от перегрева Улучшить состояние вентиляции. Слишком высокая температура Автоматически восстановится, когда температура понизится. Использование сверх номинального рабочего цикла Автоматически восстанавливается при понижении температуры. 2 Не работала ручка регулировки на передней панели Неисправен потенциометр (регулировка тока) Заменить потенциометр. 3 3 Охлаждающий вентилятор не работает или поворот. подключение 4 Отсутствие напряжения холостого хода Перенапряжение, пониженное напряжение или отсутствие фазы См. № 1 Перегрев сварочного аппарата См. Нет.1 Переключатель сломан Замените переключатель 5 Электрододержатель и кабель нагреваются; «+» «-» полярные гнезда нагреваются Емкость электрододержателя слишком мала; Заменить на большую емкость Кабель небольшого размера Заменить на другой в соответствии с требованиями сопротивление между электрододержателем и кабелем 6 Отключение источника питания Возобновление подачи питания в течение длительного периода времени (более двух дней) Отсутствие отказа. Отключение, вызванное зарядкой емкости основного фильтра питания. Включите основной источник питания.3 3 в процессе сварки 3 7 7 70031 3 Свяжитесь с нами 7 Список компонентов Parts NO код Имя & Спецификация QTY CHICK CODIT Заметки 9003 PR PR 1 3 1 3 3 2 W Potentiometer 10K 1 3 3 Light 5D Green 5D Green 1 LED1 9003 90024 LED Светодиод 5D RED 1 LED2 5 BR Однофазный выпрямительный мост 1 B1 B1 6 SW 1 SW1 3 7 XS Exputa Resture 10-25 2 Xs1 xs2 3 8 вентилятор 92 * 92 * 25 12V DC
1 9003 3 9 T Управление трансформатора 3 1 T2 T2 30 10 10 T Transformer Self Freed 1 T1 T1 11 L Выходной реактор Self-Made 1 L1 12 Печатная плата Печатная плата MINI-PWM 1 03 Essores 13 PCB PACK PACB CARIARC-S 1 1 3 Комплект схемы Комплексная спецификация - Cari -ARC -XXX Инверторный сварочный аппарат постоянного тока 1 комплект
- Руководство оператора 1
Принадлежности - Сварочный кабель (фиксируется держателем электрода) 1(0. 6 кг)
- Кабель заземления (фиксируется зажимами заземления) 1 (0,69 кг)
Примечания:
a) Пока не дается никаких гарантий, что сварочные принадлежности будут отремонтированы в любое время
из-за их хрупкости.б) Если в договоре есть оговорка, то на основании договора.
ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
Сварочный аппарат относится к категории внутреннего оборудования. Допустимая температура как при транспортировке, так и при хранении колеблется от -25 до +55°С, а среда хранения должна быть сухой.Чтобы уберечь машину от влаги, рекомендуется очистить ее от влаги и пыли перед помещением в полиэтиленовый пакет.
Пользователям рекомендуется сохранить коробку и противоударные материалы для возможной транспортировки в будущем. При линейной перевозке подготовьте еще одну деревянную коробку с этикетками «Берегите от дождя», «Обращайтесь с осторожностью» и «Точный инструмент и т. д.».
Документы/ресурсы
Ссылки
Связанные руководства/ресурсы
Заземление и безопасность дуговой сварки
Какое отношение заземление имеет к безопасности дуговой сварки?
Заземление электрических цепей — это метод обеспечения безопасности, документированный в различных нормах и стандартах. Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления. Обсуждаются важные вопросы заземления в типичной сварочной среде.Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электроснабжения, содержат заземляющий проводник. Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.Целью заземления корпуса оборудования является обеспечение того, чтобы металлический корпус сварочного аппарата и заземление имели одинаковый потенциал. Когда они находятся под одинаковым потенциалом, человек не испытает удара током при прикосновении к двум точкам.Заземление корпуса также ограничивает напряжение на корпусе в случае нарушения изоляции внутри оборудования.
Токопроводящая способность заземляющего проводника согласовывается с устройством максимального тока системы электроснабжения. Координация токов позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрической неисправности сварочного аппарата.
Некоторые сварочные аппараты могут иметь конструкцию с двойной изоляцией. В этом случае подключение заземляющего проводника не требуется.Этот тип сварочного аппарата использует дополнительную изоляцию для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «коробка в коробке» на заводской табличке.
Для небольших сварочных аппаратов, в которых используется вилка на конце шнура питания, подключение заземляющего провода выполняется автоматически, когда сварочный аппарат вставляется в розетку.Заземляющий контакт вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, эффективно удаляющие заземляющий штырь на вилке.
Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.Тестер розеток позволяет легко проверить целостность заземляющего проводника.Тестеры розеток для цепей на 120 вольт можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления на розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или других проблем с цепью, обратитесь за помощью к квалифицированному электрику. Это простой тест, и его следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей напряжением более 120 вольт.
Заземление заготовки
Сварочная цепь состоит из всех проводящих материалов, через которые должен проходить сварочный ток. Сварочный ток проходит через клеммы сварочного аппарата, сварочные кабели, соединение с заготовкой, пистолет, горелку, электрододержатель и заготовку. Сварочная цепь не соединена с землей внутри сварочного аппарата, но изолирована от земли. Как заземлить сварочную цепь?В соответствии с ANSI Z49.1, «Безопасность при сварке, резке и смежных процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочного контура.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата.
Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.Соединение детали не является зажимом заземления
Термины «заземляющий зажим» и «провод заземления» широко используются многими сварщиками.Заготовка соединяется со сварочным кабелем, как правило, с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение детали «заземляющим зажимом», а вывод детали неправильно называют «заземляющим проводом». Сварочный кабель не заземляет заготовку. Соединение с землей отделено от соединения с заготовкой.Высокочастотное заземление
В некоторых сварочных аппаратах используются пусковые и стабилизирующие цепи, содержащие высокочастотное напряжение. Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц.Высокочастотные сигналы имеют тенденцию излучаться в сторону от зоны сварки. Эти сигналы могут создавать помехи для близлежащих радио- и телевизионных приемников или другого электрического оборудования. Одним из способов минимизации излучения высокочастотных сигналов является заземление сварочной цепи.В руководстве по эксплуатации сварочного аппарата будут даны конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей зоне, чтобы свести к минимуму эффект излучения.
Заземление переносных и автомобильных сварочных генераторов
Переносные и устанавливаемые на транспортных средствах генераторы для дуговой сварки часто имеют возможность подачи вспомогательного питания на 120 и 240 вольт. Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлять корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного электрогенератора. Большинство приложений попадают в одну из двух категорий, приведенных ниже:1. Если все эти требования соблюдены, то корпус генератора заземлять не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательное питание берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий контакт
- Рама генератора приклеена или электрически соединена с рамой грузовика или прицепа
2.При выполнении любого из этих условий корпус генератора необходимо заземлить:
- Генератор подключается к системе электропроводки помещения. Например, для подачи электроэнергии в дом во время отключения электричества.
- Вспомогательное питание жестко подключено к генератору без использования шнуров и вилок.
Вышеприведенная сводка не содержит подробностей, и читателю настоятельно рекомендуется ознакомиться с местными электротехническими нормами и ANSI/NFPA 70, «Национальными электротехническими нормами и правилами», чтобы узнать подробности.
Заземление удлинителя
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепи розетки подтвердит, что все соединения в шнуре, вилке и розетке не повреждены.Опасность поражения электрическим током в сварочном контуре
Использование надлежащего заземления в сварочной среде является хорошей практикой, но не устраняет все возможности поражения электрическим током. Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.Аналогичным образом можно предотвратить поражение электрическим током от системы электроснабжения. Надлежащее техническое обслуживание электрооборудования и удлинителей изолирует сварщика от источников электрического тока.
Источники информации
- Американское общество сварщиков, ANSI Z49.1:2005 «Безопасность при сварке, резке и родственных процессах».
- Национальная ассоциация противопожарной защиты, NFPA 70, «Национальный электротехнический кодекс», 2005 г.
- Американское общество сварщиков, Информационный бюллетень по безопасности и охране здоровья № 29, «Заземление портативных и устанавливаемых на транспортных средствах сварочных генераторов», июль 2004 г.
- Американское общество сварщиков, AWS A3.0-2001, «Стандартные термины и определения в области сварки.»
Easy Hook Ups: краткие советы по подключению горелки TIG
Независимо от того, являетесь ли вы новичком в сварке TIG или опытным производителем, бесчисленное множество адаптеров, соединителей и соединителей, представленных на рынке, может быть огромным. Чтобы еще больше усложнить ситуацию, за прошедшие годы производители изменили конструкцию своих сварочных аппаратов, воспользовавшись преимуществами инверторной технологии и оптимизировав опции. Сегодня в полевых условиях существует множество различных типов аппаратов; эти советы упростят подключение вашей горелки TIG/GTAW к любому аппарату.
1. Знай свой сварочный аппарат
Чтобы правильно подключить горелку TIG к сварочному аппарату, первое, что вам нужно знать, это тип подключения, который поддерживает ваш аппарат. В более старых источниках питания горелка TIG крепится болтами к аппарату через резьбовую шпильку на передней панели источника питания.
В новых сварочных аппаратах используется разъем Dinse международного образца, который представляет собой быстроразъемную систему с поворотным замком.Существует два размера коннекторов Dinse: маленький, с размером контакта 3/8″ (9.5 мм) в диаметре или более распространенный большой разъем Dinse с размером штыря 1/2 дюйма (12,7 мм) в диаметре. Некоторые машины допускают подключение газа через Dinse, при котором подача защитного газа вашей горелки проходит через разъем Dinse, что устраняет необходимость в дополнительном подключении газа. Газ поступает из вашего баллона и расходомера/регулятора через машину к разъему и в горелку. В некоторых источниках питания используется разъем типа Tweco (также называемый американским), который также скручивается и фиксируется на месте.
Новейший поворот в соединениях машин происходит с увеличением распространенности импортных машин, использующих быстроразъемные соединения для подключения газа и воды. В некоторых случаях розетка на вилке Dinse может быть немного короче отраслевого стандарта, и вам может потребоваться обрезать часть вилки на разъеме Dinse.
Обратитесь к руководству по эксплуатации вашего сварочного аппарата, чтобы узнать, какой у вас тип разъема. Или, если у вас больше нет руководства, свяжитесь напрямую с производителем и подготовьте модель и серийный номер вашей машины.
2. Знай свою горелку TIG
Различные горелки TIG имеют разные соединения адаптера горелки TIG на стороне аппарата. Горелка TIG с водяным охлаждением оснащена фитингом с левой резьбой 7/8” x 14 на конце линии возврата питания/воды. Как правило, горелка TIG с воздушным охлаждением на 200 ампер или выше имеет штуцер с правой резьбой 7/8” x 14, а горелка с воздушным охлаждением на 150 ампер или ниже имеет штуцер с правой резьбой 3/8” x 24. подгонка на конце. Вот руководство по подключению горелки TIG с водяным охлаждением.
Некоторые специальные резаки, такие как серия CK TrimLine, используют правую резьбу размера «B» 5/8” x 18. Хотя эти фитинги могут выглядеть как детали, которые можно купить в местном хозяйственном магазине, они уникальны для сварочной отрасли и доступны только у поставщиков сварочных материалов.
3. Стандартизируйте соединенияМодернизируйте свою машину (машины), чтобы использовать разъем типа Dinse, чтобы упростить переключение с одной горелки на другую. Для крупной корпорации это означает, что вы можете стандартизировать свои соединения и запускать разные приложения в разное время или приспосабливаться к разным сменам, удаляя и сохраняя резаки для защиты от кражи или повреждения.
Даже небольшой производственный цех захочет иметь возможность использовать разные горелки на одном сварочном аппарате. С соединителями Dinse вам не нужны инструменты для замены резака, и все ваши резаки будут подключаться одинаково. Также соединение изолируется резиновым или пластиковым чехлом.
Если у вас есть старый сварочный аппарат с резьбовой шпилькой, вы можете купить переходник шпилька-Dinse с внутренней резьбой, чтобы модернизировать шпильку вашего аппарата. Машину с соединением типа Tweco также можно переоборудовать для использования вилки типа Dinse с адаптером, который также устанавливается на машину.
4. Используйте быстроразъемные муфты для газовых и водяных шланговСтандартные газовые и водяные шланги требуют использования гаечного ключа для затягивания механического соединения. Если вы находитесь в поле или в магазине и вам нужно часто менять горелки, это может быть обременительно. Как и соединители Dinse, доступны быстроразъемные соединители для шлангов, которые позволяют заменять горелки без инструментов. Эти быстроразъемные соединители навинчиваются на штуцер на конце газового и водяного шлангов, а затем соединяются с соответствующим переходником с внутренней резьбой, который устанавливается на кулере для воды или на газовом соединении.Они аналогичны быстроразъемным соединениям воздушной линии и соединяются путем скручивания и фиксации на месте.
Соединители газовых шлангов для тяжелых условий эксплуатации также доступны всего на пару долларов дороже и являются лучшим выбором для сварки в полевых условиях. См. также быстросъемную заглушку водяного шланга и быстросъемную заглушку газового шланга.
Примечание. Эти быстроразъемные заглушки используются на многих новых сварочных аппаратах, включая сварочные аппараты Everlast и Longevity.Если вы не уверены, какой тип адаптера вам нужен, укажите Arc-Zone.com позвоните по бесплатному номеру 800-944-2243 (США) или 1-760-931-1500 (по всему миру). У нас есть специалисты по сварке, которые помогут вам найти то, что вы ищете!
Autool Ewm528 110V портативный инверторный ручной сварочный аппарат постоянного тока
Описание продукта
Autool EWM528 MIG сварочный аппарат
MIG инвертор сварщик сварщик 160AMP перегрев защиты IGBTSPORTABLABLE сварка
сборка подходит с 1/8 «стержень, 110 В, US Plug
Операция: В соответствии с типом машины Используйте мощность ПОСТАВКА.
1. Проверьте соединение заготовки, кабеля заземления, сварочной горелки, газового баллона, регулятора и шланга, убедитесь, что они прочные и надежные.
2. Включите источник питания.
3. Включите газовый клапан, отрегулируйте объем газа до 3-5 л/мин. проверьте, нет ли утечки газа.
4. Удерживая горелку, держите кончик вольфрамового электрода на расстоянии 2–3 мм от заготовки и наклоните его на 20–30° в вертикальном направлении. Направьте вольфрамовый электрод на сварочный шов.
5. Нажмите выключатель горелки, после зажигания дуги равномерно перемещайте горелку вдоль шва.Точно настройте параметры сварки, чтобы получить изысканный сварной шов. Отпустите выключатель горелки, чтобы завершить цикл сварки.
6. По окончании работы перекройте газовый клапан, нажмите выключатель горелки, чтобы удалить остаточный газ в регуляторе. В конце выключите источник сварочного тока и настенный выключатель.
7. ОСТОРОЖНО
При использовании процесса с открытой дугой необходимо использовать соответствующие средства защиты глаз, головы и тела.Код неисправности:
E01 Перегрев
E02 Секция управления выходом повреждена или не работаетСварочный аппарат должен быть установлен в устойчивом положении и с хорошей
вентиляцией. Избегайте попадания прямых солнечных лучей на улицу. Избегайте транспортировки в перевернутом или боковом
положении.
2. Подсоедините электрододержатель, кабель заземления в соответствии со схемой подключения.
3. С помощью термостойкого шланга из ПВХ Ф8 соедините расходомер с газом
4. Включите машину после того, как машина будет установлена и протестирована.Описание второй функции
Получение напряжения дуги:
Состояние MIG, когда функция принимает значение напряжения дуги
Состояние MMA, когда используется функция регулировки силы дуги
Состояние точечной сварки, функции регулировки времени точечной сваркиПолучение тока дуги:
Состояние MIG, когда функция принимает настройку тока дуги.
Состояние MMA, когда функция выполняет настройку сварочного тока.
Состояние точечной сварки, функции регулировки интервала точечной сварки. когда функция недействительна
Состояние точечной сварки, работает как электронная регулировка индуктораНет дисплея, заголовок Вентилятор не вращается, нет мощности сварки:
1. Подтвержденный воздушный переключатель закрыт.
2. Вводной кабель, подключенный к источнику электроэнергии.
Вращение вентиляторов、Нет кода ошибки、Нет мощности сварки:
1. Инспекционная машина всех видов патч-кордов плохая.
2. Проблема в цепи управления. Найдите причину или обратитесь к дилеру.
3. Горелка двухпозиционной линии управления.
4. Обрыв кабеля горелки.
5. Закругление или не соединение с заготовкой.
6. Внутренний кабель выкл.
Код ошибки E01、Нет мощности сварки:
1. Может быть защита от перегрева, подождите 2-3 минуты, чтобы восстановить работу аппарата.
2. Температурный выключатель неисправен
Использование сварочного тока не стабильно во время:
1. Изменения напряжения в сети;
2. Сильные помехи от электросети или другого электрооборудования.
3. Сварочный ток и сварочное напряжение слишком низкие или слишком высокие, необходимо отрегулировать подходящий сварочный ток и сварочное напряжение.1.
Сварщики должны быть оснащены сварочной маской, перчатками и должным образом завязать рукава и воротник. Вокруг места сварки должен быть установлен дуговой экран, чтобы защитить окружающих от удара дугой.
2. Не выполняйте сварку рядом с легковоспламеняющимися, взрывоопасными материалами или газами.
3. Держите пальцы, волосы и одежду подальше от вращающегося вентилятора.
4. При сварке источник питания должен быть заземлен.
5. Когда во время сварки загорается желтый свет, это указывает на перегрузку по току или перегрев сварочного аппарата, и срабатывает автоматическая защита. Немедленно прекратите сварку и подождите, пока сварочный аппарат не остынет.
6. Когда сварочный аппарат используется в течение длительного времени или при большой силе тока, выключите питание после того, как сварочный аппарат остынет.
7. Не выключайте сварочный аппарат во время сварки!
8. Сварочный аппарат не должен работать в легковоспламеняющейся и токсичной среде, избегать попадания влаги, дождя и прямых солнечных лучей. - 4
 Оборудование класса
Оборудование класса 
 Отключение, вызванное зарядкой емкости основного фильтра питания. Включите основной источник питания.
Отключение, вызванное зарядкой емкости основного фильтра питания. Включите основной источник питания. 6 кг)
6 кг) Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления. Обсуждаются важные вопросы заземления в типичной сварочной среде.
Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления. Обсуждаются важные вопросы заземления в типичной сварочной среде. Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.
Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.
 Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
 Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста. Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц.
Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц. Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлять корпус генератора?
Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлять корпус генератора? Например, для подачи электроэнергии в дом во время отключения электричества.
Например, для подачи электроэнергии в дом во время отключения электричества. Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты.
Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи. Используйте сухие изолирующие перчатки и другие изолирующие средства. Также поддерживайте изоляцию на сварочных кабелях, держателях электродов, пистолетах и горелках для обеспечения защиты. В новых сварочных аппаратах используется разъем Dinse международного образца, который представляет собой быстроразъемную систему с поворотным замком.
В новых сварочных аппаратах используется разъем Dinse международного образца, который представляет собой быстроразъемную систему с поворотным замком.

 Примечание. Эти быстроразъемные заглушки используются на многих новых сварочных аппаратах, включая сварочные аппараты Everlast и Longevity.
Примечание. Эти быстроразъемные заглушки используются на многих новых сварочных аппаратах, включая сварочные аппараты Everlast и Longevity.
 Подтвержденный воздушный переключатель закрыт.
Подтвержденный воздушный переключатель закрыт.  Сварщики должны быть оснащены сварочной маской, перчатками и должным образом завязать рукава и воротник. Вокруг места сварки должен быть установлен дуговой экран, чтобы защитить окружающих от удара дугой.
Сварщики должны быть оснащены сварочной маской, перчатками и должным образом завязать рукава и воротник. Вокруг места сварки должен быть установлен дуговой экран, чтобы защитить окружающих от удара дугой.