Контроль сварных соединений и проверка качества сварных соединений
Работаем для вас c 1994 года
Сертифицированная лаборатория
Более 5 540 обследованных объектов
Главная
» Строительная лаборатория
» Лаборатория сварки
» Проверка сварных соединений
Качество сварных швов влияет на прочность и надежность отдельных узлов и деталей металлических конструкций, которые применяются в строительстве. В настоящее время обнаружение внешних и внутренних дефектов сварных соединений осуществляется при помощи современных методов контроля, различающихся между собой по принципу действия, степенью воздействию на материал и способом определения значений показателей. Выбрав определенный метод контроля, можно с высокой точностью определить размер и местонахождение дефектов, а также сделать выводы о том, что стало причиной их появления. К примеру, это может быть нарушение технологического процесса, неисправность сварного оборудования или слишком низкое качество расходных материалов. Выявив настоящую причину появления дефектов, можно быстро внести все необходимые корректировки в производственный процесс, чтобы в дальнейшем прочность и надежность сварных соединений полностью соответствовали всем требованиям и нормам технического регламента.
К примеру, это может быть нарушение технологического процесса, неисправность сварного оборудования или слишком низкое качество расходных материалов. Выявив настоящую причину появления дефектов, можно быстро внести все необходимые корректировки в производственный процесс, чтобы в дальнейшем прочность и надежность сварных соединений полностью соответствовали всем требованиям и нормам технического регламента.
Внешний осмотр сварных соединений
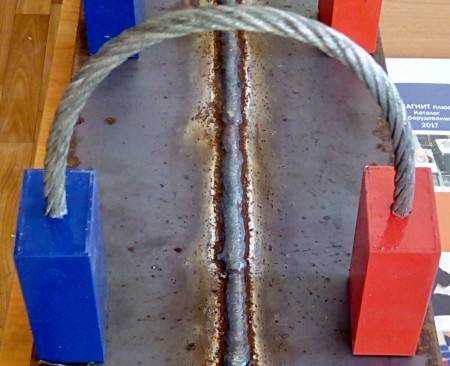
Внешний осмотр дает возможность выявить многие дефекты, расположенные на поверхности сварных соединений. Перед проведением проверки необходимо провести обработку швов, очистив их от шлака, окалины и брызг металла. После этого поверхность сварного шва осматривается невооруженным глазом или с помощью лупы, имеющей десятикратное увеличение. В результате визуального осмотра опытный эксперт может обнаружить геометрические отклонения шва, наружные поры и трещины, подрезы и наплывы, возникающих при излишне высокой скорости сварки или наличия на кромках свариваемых деталей посторонних веществ.
Преимущества внешнего осмотра:
- высокая скорость выполнения проверки практически любых металлических конструкций;
- возможность проведения повторной проверки, если возникают какие-либо сомнения в результатах контроля;
- отсутствие необходимости применять дорогостоящее оборудование и специальных инструментов;
- достаточно невысокая стоимость, доступная для многих отечественных потребителей.
Недостатки данной методики:
- точность результатов проверку полностью зависит от квалификации и опыта экспертов;
- необходимость предварительной подготовки поверхности сварного шва к проведению исследований;
- высокая вероятность получения ошибки при оценке состояния материала и сварных соединений.

Ультразвуковая дефектоскопия сварных соединений
Принцип действия ультразвуковой дефектоскопии основывается на уникальной способности звуковых волн сохранять траектории движения в однородном материале. Благодаря этому метод широко используется при контроле в строительной, нефтегазовой и химической промышленности, позволяя эффективно выявлять координаты дефекта, включая глубину его залегания и положение в исследуемом объекте. Для этого эксперты применяют современные средства ультразвуковой дефектоскопии, которые дают возможность получить трёхмерную визуализацию отражателей в металлических конструкциях. Новейшие дефектоскопы имеют небольшие габаритные размеры и небольшой вес, что очень удобно при их транспортировке к объекту, который нуждается в профессиональном контроле.
Преимущества ультразвуковой дефектоскопии:
- высокая точность и минимальное время на проведение исследования;
- возможность проведения выездной диагностики для контроля качества сварочных работ;
- отсутствие побочных эффектов, которые наблюдаются при рентгеновском контроле;
- выгодная стоимость, которая привлекает многих представителей бизнеса.

Недостатки этого метода:
- наличие трудностей при работе с металлами, которые имеют крупнозернистую структуру;
- временные издержки на предварительную подготовку поверхности и кромок шва;
- к сожалению, некоторые дефекты практически невозможно выявить из-за их формы или расположения.
Выбор метода проверки сварных соединений
Выбор оптимального метода исследования зависит сразу от нескольких важных моментов. Прежде всего, это касается конкретных требований технического задания, поставленного перед сотрудниками организации, профессионально занимающейся обследованием различных материалов. Именно заказчик отвечает за постановку задачи, которую необходимо решить с применением одного или нескольких методов. Но помимо технического задания, нужно принимать во внимание конструктивные особенности материалов, включая состояние их поверхности.
Профессиональная проверка сварных соединений
Наша компания осуществляет профессиональную проверку сварочных соединений, применяя новейшие методики, которые гарантируют высокую точность обнаружения всех дефектов, способных привести к быстрому выходу из строя металлических конструкций.
Сотрудничество с нашей компании имеет целый ряд объективных преимуществ, к которым можно отнести:
- Персональный подход к каждому клиенту. Мы уже не первый год работаем в данной области, поэтому прекрасно понимаем основные запросы своих заказчиков, которым требуется контроль соединения металлических изделий. Каждый человек, сделавший выбор в пользу нашей компании, может рассчитывать на внимательное отношение и высокий уровень обслуживания. Наши консультанты готовы ответить на все дополнительные вопросы относительно сроков и стоимости проведения экспертизы. Они всегда помогут подобрать наиболее выгодные условия сотрудничества, которые будут полностью соответствовать ожиданиям заказчика.
- Гибкая ценовая политика. Несмотря на тяжелейшие последствия экономического кризиса, наша компания продолжает удерживать цены на приемлемом уровне. Это выгодно выделяет нас на фоне других организаций, осуществляющих свою деятельность на российском рынке. Но мы не только предлагаем привлекательные цены, но и готовы сделать приятные скидки для клиентов, которые сотрудничают с нами на постоянной основе. Чтобы получить информацию о скидках, необходимо позвонить нашим менеджерам. Они произведут все необходимые расчеты, учитывая объем и уровень сложности проводимых работ.
- Строгое выполнение взятых на себя обязательств. Для нас имеет большое значение собственная репутация. Поэтому мы никогда и ни при каких обстоятельствах не отходим от обязательств, прописанных в договоре о сотрудничестве. И это касается не только установленных сроков, которые требуются на выполнение обследования металлических конструкций, но и стоимости перечня планируемых работ. Цены, прописанные в договоре, остаются неизменными на протяжении всего времени выполнения работ, которые требуются для выявления любых дефектов и повреждений металлических конструкций.
- Сохранение объективности при вынесении решения. Составляя технический отчет по итогам проведенных исследований, мы предоставляем только достоверные данные, которые свидетельствуют обо всех выявленных нарушениях. Это делается для того, чтобы наши клиенты были полностью уверены в том, что мы сохраняем беспристрастность при проведении испытаний. Мы заинтересованы в налаживании долгосрочного и взаимовыгодного сотрудничества, поэтому всегда сохраняем независимость в принятии решений, так как это имеет большое значение для наших заказчиков, осуществляющих строительство, капитальный ремонт или реконструкцию объектов недвижимости.
- Полное соответствие всем требованиям технического регламента. Все виды работ, включая составление отчета по итогам проведенной экспертизы, выполняются с учетом существующих норм и правил, прописанных в законах, действующих на территории нашей страны. Мы прекрасно понимаем, что сейчас ни одна строительная компания не застрахована от судебных разбирательств. Поэтому мы выдаем экспертное заключение и другие документы, полученные нашими клиентами в ходе проведения технического исследования, которые в дальнейшем могут без каких-либо проблем быть использованы в зале суда.


 Поэтому мы выдаем экспертное заключение и другие документы, полученные нашими клиентами в ходе проведения технического исследования, которые в дальнейшем могут без каких-либо проблем быть использованы в зале суда.
Поэтому мы выдаем экспертное заключение и другие документы, полученные нашими клиентами в ходе проведения технического исследования, которые в дальнейшем могут без каких-либо проблем быть использованы в зале суда.Для того чтобы заказать услугу или получить ответы на все дополнительные вопросы, достаточно связаться с нашими менеджерами, заполнив специальную форму в соответствующем разделе нашего сайта или позвонив по телефону: 8 (495) 681-43-51.
Сертификаты
Наши клиенты:
Контроль сварных соединений (сварных швов) в Челябинске, Кургане, Екатеринбурге, Перми, Ханты-Мансийске.
Закажите проверку качества, обнаружение дефектов сварных соединений методами ультразвукового и визуально-измерительного контроля в ООО «Диагностика металлов». Лаборатория в Челябинске, возможен выезд специалиста по Уральскому региону.
Контроль сварных швов
Любые металлоконструкции, при производстве которых используется сварка, обязательно должны проходить проверку на качество. Как минимум необходим внешний осмотр каждого сварного шва (визуальный контроль). Далее необходимость тех или иных испытаний определяется техническими условиями (ТУ) их производства, видами конструкций и соответствующими правилами их изготовления.
Как минимум необходим внешний осмотр каждого сварного шва (визуальный контроль). Далее необходимость тех или иных испытаний определяется техническими условиями (ТУ) их производства, видами конструкций и соответствующими правилами их изготовления.
Контроль сварных соединений осуществляется не только на готовых изделиях, но и в процессе их производства на разных этапах.
В нашем распоряжении собственная аккредитованная лаборатория и специализированное оборудование для проведения механических испытаний.
Для контроля сварных швов и других исследований некоторые из используемых нами приборов:
- СКАРУЧ (сканер ручной ультразвуковой частоты).
- Дефектоскоп-томограф УД4-76.
- Магнитно-порошковый дефектоскоп.
- Металлографический микроскоп ММР-2.
- Дефектоскоп ДФС-500 — для химического анализа.
- Универсальный стилоскоп СЛУ-1 — для экспресс-анализа металлов и сплавов.
- А также: спектрометры, эндоскопы, измерительные щупы, угломеры, линзы.

Примеры заявок по контролю сварных швов, с которыми к нам обращались в последнее время:
- Возможность ультразвукового контроля сварного шва на прикрепленных чертежах.
- Диагностирование сварных соединений газопровода методами неразрушающего контроля.
Визуально измерительный контроль сварных швов
При визуальном контроле используют лупу, линзы, эндоскоп, а также измерительный инструмент: угломеры и измерительных щупы.
Визуальный контроль необходим по окончании сварки для выявления следующих дефектов:
Горячая трещина может образоваться в момент сварки любых сталей из-за того, что металл не смог пластически деформироваться. | |
Усадочная раковина — полость, возникающая в сварном шве из-за самопроизвольного уменьшения его объёма (усадки). | |
Поры — полости, содержащие газ, образующийся из жидкого металла во время сварки. | |
Свищ — длинная трубчатая полость внутри сварного шва. | |
Подрез — опасный дефект в виде канавки, которая не заполнена расплавленным металлом, идущей в основном металле по краю шва. | |
Прожог — сквозное отверстие в сварочном шве, часто встречается при сварке аллюминия. | |
Наплыв — натекание присадочного материала без сплавления с основным металлом. | |
Западание между валиками — продольное углубление между «валиками» (наплавляемыми слоями сварного шва). | |
Грубая чешуйчатость — углубления, возникающие на поверхности наплавляемого слоя из-за неравномерного застывания металла. |
Визуально измерительный контроль сварных соединений рекомендуется проводить не только после окончания сварки, но и в процессе — в перерывах в работе.
Бывают ещё холодные трещины внутри металла, которые сложно обнаружить при визуальном осмотре. Они образуются при низких температурах сварки (не больше 200—250°C), либо после окончания процесса. В таких случаях поможет ультразвуковая диагностика.
Ультразвуковой контроль сварных швов
Ультразвуковая дефектоскопия это сложная процедура, качественно провести которую может только професионально хорошо подготовленный опытный специалист.
В ООО «Диагностика металлов» работают квалифицированные специалисты, прошедшие аттестацию. Все сотрудники лаборатории продолжают совершенствовать свои знания, осваивать новые технологии, обмениваться опытом с другими предприятиями.
Ультразвуковой контроль необходим для обнаружения внутренних дефектов сварных соединений.
Например таких:
- непровары, несплавления и несплошности швов.
- свищ или внутренние поры;
- холодные трещины, коррозии в околошовной зоне.
- расслоения наплавленного металла.
- проседание металла в нижней зоне сварного шва.

Механические испытания сварных соединений
ООО «Диагностика металлов» принимает образцы для механических испытаний в собственной лаборатории. Образцы при этом разрушаются и не подлежат восстановлению.
Оплата за результат. По результатам исследования выдается протокол испытаний. Полученные данные дают возможность правильно подобрать материалы и режимы работы с ними.
Перед механическим испытанием обязательно проводится дефектоскопия сварного соединения — визуальный и ультразвуковой контроль. Это необходимо для того, чтобы испытание проводилось на качественном образце.
Виды проводимых испытаний сварных швов
Испытание сварного соединения на изгибОпределяется способность изгибаться до определённого угла, обычно проводится до разрушения сварного шва или изделия. | |
Испытание на ударный изгибС помощью маятникого копра определяется ударная вязкость (способность изделия противостоять ударной нагрузке, то есть поглощать механическую энергию). | |
Испытание на растяжениеПроверяется способность изделия со сварным швом растягиваться без разрушения. | |
Измерение твёрдости сварных швовИзмерятся способность изделия противостоять проникновению внутрь более твёрдых предметов. |
Химический анализ сварных соединений
Перед сваркой металлоконструкций, которые должны соответствовать определённым ГОСТам, необходимо определить химический состав основного и присадочного металла. Это важно для правильного выбора технологии сварки.
Также химический анализ может проводиться для определения устойчивости сварного шва к коррозии.
Пробу для химического анализа сварного шва не обязательно брать с самого изделия. Для этого можно использовать специальные пластины из идентичного металла, сваренные при тех же условиях внешней среды, в том же режиме сварки. В случае, если таких образов нет, то пробу вырезают или высверливают в стружку. Поверхность металла предварительно очищают от загрязнений или коррозии.
Поверхность металла предварительно очищают от загрязнений или коррозии.
Опытные специалисты ООО «Диагностика металлов» проконсультируют как правильно взять пробы со сварных швов для химического анализа, подготовить и доставить их в нашу лабораторию.
Хим. анализ — важный способ контроля качества сварных швов, применяемый как на входном, так и на приёмочном этапе производства.
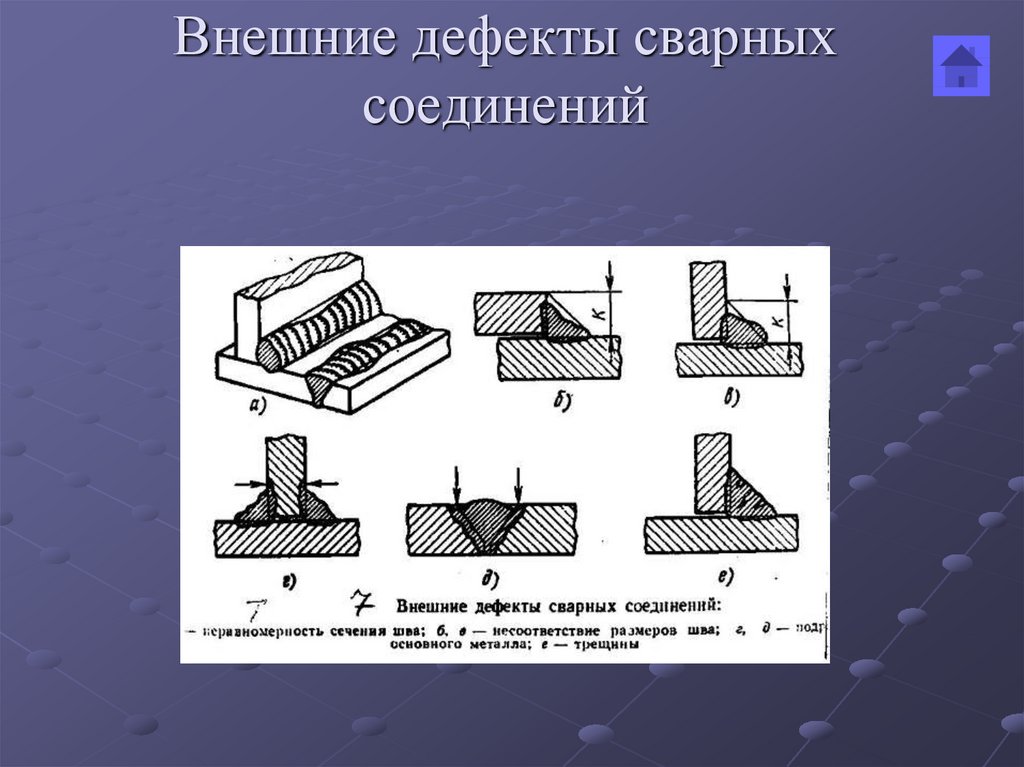
Дефекты сварных соединений
Причины возникновения дефектов в сварных швах
Дефекты в сварных швах чаще всего возникают из-за неверно выбранной технологии сварки или подборе сварочных материалов. Иногда причиной может быть ошибка сварщика. Например, неправильный угол наклона, скорость и направление движения или длина дуги. Реже причиной становится неисправное сварочное оборудование.
Металлографические исследования сварных соединений
Для выявления скрытых дефектов ООО «Диагностика металлов» проводит металлографические исследования микростуктуры сварных швов. С помощью этого исследования можно выявить скрытые пережоги, микроскопические трещины, поры внутри соединений.
С помощью этого исследования можно выявить скрытые пережоги, микроскопические трещины, поры внутри соединений.
Также благодаря металлографии можно предсказать как изменится состав металла при сварке.
Контроль качества сварных соединений
Содержание страницы
- 1. Виды контроля качества сварных соединений
- 2. Визуальный метод
- 3. Магнитнопорошковый метод
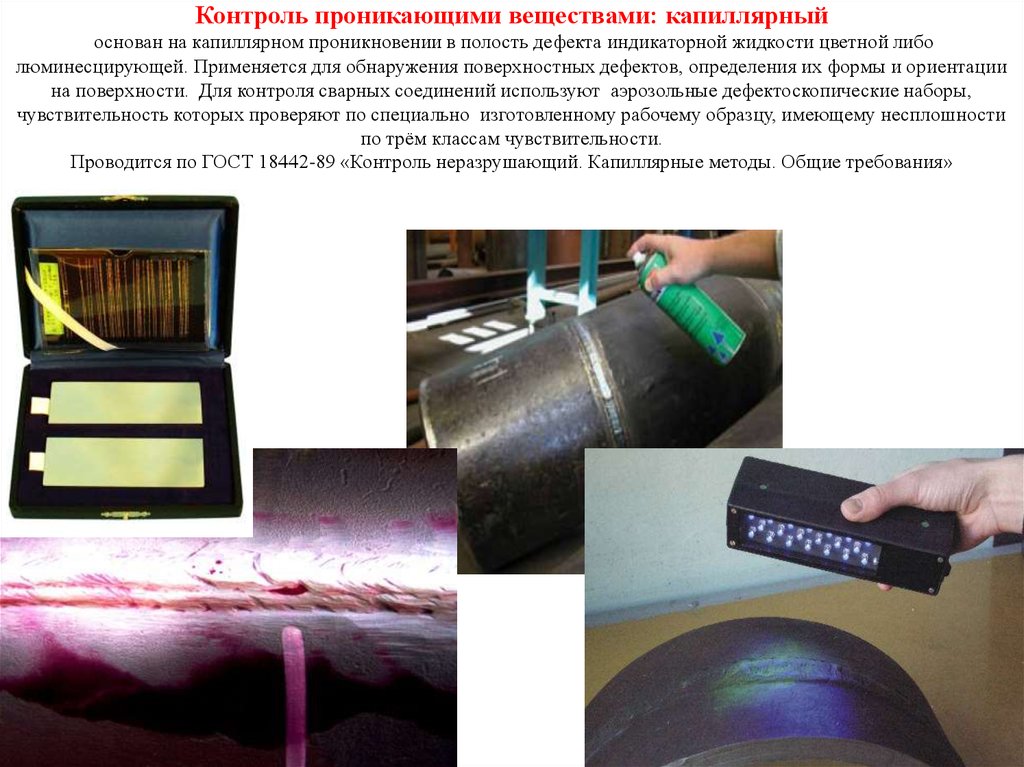
- 4. Капиллярный метод
- 5. Акустический метод
- 6. Метод ионизированного излучения
- 7. Контроль герметичности
Часто готовые сварные соединения имеют трещины и другие дефекты, не всегда находящиеся на поверхности шва. Для обнаружения дефектов применяются два метода контроля качества швов — разрушающие и неразрушающие.
Разрушающие методы применяются для определения физических свойств сварного соединения. В основном он применяется при оценке квалификации сварщиков. Иногда они находят применение и на производстве, когда из партии готовых изделий одно или несколько разрушаются, и по результатам их проверки делается заключение обо всей партии.
Неразрушающие методы используются для проверки качества швов без их разрушения. С их помощью можно узнать местоположение дефекта, его размер, характер. Этот способ удобнее всего применять, когда сваркой изготавливают ответственные изделия. Группа неразрушающих методов контроля качества включает в себя:
- визуальный метод;
- магнитнопорошковый метод;
- капиллярный метод;
- акустический метод;
- метод ионизированного излучения;
- вихретоковый метод;
- контроль герметичности.
Это наиболее общий вид проверки. Он включает в себя проверку размеров, формы, местоположения шва. С его помощью обнаруживаются такие дефекты, как выходящие на поверхность трещины, неметаллические включения, подрезы, непровары. Этот метод можно применять только после полного удаления шлака с поверхности шва.
Для проверки формы шва применяются шаблоны. У качественного сварного шва усиление должно совпасть с определенным шаблоном.
Также для проверки применяются увеличительные стекла, миниатюрные телекамеры, нутромеры и линейки.
Каждый сварной шов должен быть проверен сварщиком. Хороший сварщик сразу обнаружит внешние дефекты и впоследствии устранит их.
3. Магнитнопорошковый методМагнитнопорошковый метод очень эффективен для обнаружения поверхностных или расположенных близко к поверхности пор и трещин. Он применяется только на материалах, способных намагничиваться. Перед проверкой требуется тщательно очистить поверхность. Используется жидкий аналог магнитного порошка или флюоресцентный магнитный порошок.
Металл подвергается воздействию сильного магнитного поля. На краях трещин и раковин поле концентрируется, что вызывает притягивание порошка. После прекращения действия магнитного поля вокруг каждой трещины или раковины наблюдается концентрация порошка. При применении флюоресцентного порошка для обнаружения концентраций место проверки следует осветить ультрафиолетовым светом.
Так как направление трещин неизвестно, проводят два тестирования. Первый раз линии магнитного поля направляются по возможности перпендикулярно шву, второй раз параллельно.
После обнаружения трещины вскрываются для исправления.
4. Капиллярный методМетод применяется для обнаружения поверхностных трещин. Он основан на применении цветных красок. Способ может применяться не только на металле, но и пластмассах, керамике или стекле. Метод не применяется для обнаружения дефектов, не выходящих на поверхность.
Проверка проводится в следующей последовательности:
- проверяемая поверхность очищается;
- поверхность покрывается краской, которая должна проникнуть вовнутрь трещины или раковины;
- через некоторое время краска удаляется;
- поверхность покрывается проявляющей краской. Применяется краска, контрастная по цвету первой;
- через некоторое время, если есть трещины или другие дефекты того же характера, на краске появятся пятна первой краски, которые будут показывать положение дефекта;
- после проверки краска удаляется.

В качестве проникающей краски может быть использована флюоресцентная краска. Для обнаружения ее проникновения через проявляющую краску применяется ультрафиолетовый свет.
Время выдержки проникающей краски на поверхности может варьироваться от 3 до 60 мин. При комнатной температуре краску рекомендуется держать 3—10 мин. На рис. 1 показана поверхность краски при наличии дефекта сварного шва.
Рис. 1. Поверхность краски при наличии дефекта сварного шва
5. Акустический методВ этом методе для обнаружения местоположения и размера дефектов используются звуковые волны. Он может быть применен практически для любого материала. Ультразвуковая дефектоскопия использует звук высокой частоты более одного мегагерца.
Электронное устройство, названное пьезоэлектрическим преобразователем, помещается на поверхность материала, вглубь которого преобразователь излучает ультразвуковые волны. Для лучшего проникновения волн требуется обеспечить хороший контакт между преобразователем и поверхностью материала.
Волны посылаются внутрь материала через очень малые промежутки времени. Длительность такого промежутка — от одной до трех микросекунд. Посланная волна проходит сквозь материал, отражается от границ материала и трещин, если они попадаются на пути волны. Отраженная волна возвращается обратно в преобразователь. После получения первой волны тут же посылается другая такая же. Этот процесс повторяется примерно 500 000 раз в секунду. Во время проверки преобразователь передвигается по поверхности. Каждая отраженная волна показывается на дисплее. Также на дисплее отображаются сигналы, отраженные от границ материала и от внутренних дефектов. На рис. 2 схематично показан процесс акустической диагностики сварного шва.
Рис. 2. Акустическая диагностика сварного шва
Преимущества акустической диагностики:
- быстрота, дает немедленные результаты;
- может быть использована на различных материалах;
- не требуется доступа к обоим сторонам шва. Недостатки:
- требуется хороший контакт преобразователя с поверхностью;
- трудно увидеть дефекты, параллельные звуковому лучу;
- требуется специальный навык для правильной интерпретации данных на дисплее;
- оборудование требует регулярной настройки.
- Вихретоковый метод
 Недостатки:
Недостатки:В вихретоковом методе используется катушка индуктивности, подключенная к генератору переменного тока с регулируемой частотой. Переменное магнитное поле катушки индуцирует переменные микротоки. Эти токи и являются вихревыми.
В процессе проверки катушка, настроенная на определенное значение полного сопротивления (значение полного сопротивления можно видеть на осциллоскопе) перемещается по поверхности детали. Если внутри материала детали есть дефекты, то происходит изменение вихревых токов. Это приводит к изменению полного сопротивления спирали катушки, что отображается на осцилоскопе.
Методом вихревых токов можно обнаружить дефекты, залегающие у поверхности. Глубина исследования зависит от частоты переменного тока и обычно не превышает 3 мм. Метод применяется для исследования как плоских поверхностей, так и круглых (например, труб). Кроме трещин и раковин таким способом можно обнаружить и различные вредные включения.
Глубина исследования зависит от частоты переменного тока и обычно не превышает 3 мм. Метод применяется для исследования как плоских поверхностей, так и круглых (например, труб). Кроме трещин и раковин таким способом можно обнаружить и различные вредные включения.
Внутренние дефекты могут быть обнаружены с помощью ионизированного излучения. Частный случай метода ионизированного излучения — контроль с помощью рентгеновского излучения. Рентгеновское излучение — это поток энергии, способный проникнуть сквозь многие материалы и воспроизвести их внутреннее состояние на фотопленке или на экране монитора.
Источником ионизированного излучения в природе являются радиоактивные изотопы. Некоторые изотопы могут использоваться в приборах для создания рентгеновских лучей, но их применение небезопасно для человека.
Рентгеновские снимки используются для исследования ответственных соединений, например на атомных электростанциях, трубопроводах, кораблях, подводных лодках, самолетах.
Данным способом можно контролировать различные материалы при их различной толщине. Чем больше толщина, тем больше энергии и времени требуется на просвечивание.
Рис. 3. Рентгенограмма сварного шва
По фронтальному рентгеновскому снимку можно определить местоположение и размеры трещины, но не глубину ее залегания. При обнаружении трещины производится еще один снимок под некоторым углом, что помогает определить точное положение трещины относительно поверхности детали. На рис. 3 показана рентгенограмма сварного шва.
7. Контроль герметичностиГерметичность любого сосуда проверяется по отсутствию утечки. Это наиболее общий метод проверки сварных швов на резервуарах и трубах, используемых для хранения неядовитых жидкостей или газов под давлением. Для этих целей наиболее подходит по свойствам диоксид углерода (углекислый газ). Он не ядовит и взрывоопасен. В проверяемом сосуде или трубе создается небольшое давление (170—690 кПа) от пневмокомпрессора, а вся поверхность шва покрывается раствором воды и мыла. Утечка обнаруживается по появлению пузырей. По завершению закачки газа записываются показания манометра, подача газа прекращается. Через сутки снова проверяют показания манометра. Падение давления будет сигнализировать об утечке. Это довольно простой способ проверки.
Утечка обнаруживается по появлению пузырей. По завершению закачки газа записываются показания манометра, подача газа прекращается. Через сутки снова проверяют показания манометра. Падение давления будет сигнализировать об утечке. Это довольно простой способ проверки.
При другом способе контроля герметичности сварных швов поверхность сосуда покрывается известью. После того как известь высохнет, в сосуде создается давление. По осыпавшейся извести можно определить места утечки. Данным способом возможно испытывать конструкции и на утечку жидкости. Тогда в сосуде создается гидростатическое давление. Наиболее часто применяется вода, тем не менее, она не просачивается через очень маленькие трещины.
Для проверки на наличие мельчайших микроскопических утечек применяется метод гелиевого течеискания. Сосуд наполняется гелием, а на исследуемую область устанавливается датчик масс-спектрометра. Этот прибор способен обнаружить одну частицу применяемого для обследования газа в миллионе частиц воздуха.
Просмотров: 385
всё, что вы хотели знать
Проверка сварочных соединений — обязательный этап любых сварочных работ. Благодаря тщательному контролю можно выявить явные и скрытые дефекты, которые в дальнейшем повлияют на качество и долговечность всей металлической конструкции. Конечно, можно оценить качество сварного шваневооруженным взглядом, но это лишь один из методов.
С помощью визуального контроля вы не сможете обнаружить внутренние трещины и поры. Поэтому важно знать дополнительные способы контроля качества. На крупных производствах эту работу выполняет контролер сварочных работ, но на меленьком заводе эта обязанность часто ложится на плечи сварщика. В этой статье мы расскажем, как проверить швы и какие есть виды контроля качества помимо визуального осмотра.
Содержание статьи
- Способы контроля качества сварного шва
- Визуальный контроль
- Капиллярный контроль
- Контроль на герметичность сварных швов
- Магнитный контроль
- Ультразвуковой контроль
- Радиационный контроль
- Вместо заключения
Способы контроля качества сварного шва
Существуют разнообразные виды и средства технического контроля, все они имеют свои достоинства и недостатки, особенности и нюансы. Но несмотря на различия все они призваны, чтобы устроить швам испытание на прочность и долговечность. Качество сварных соединений во многом зависит от сварщика и используемых комплектующих, так что итог контроля можно предсказать. Но мы все равно рекомендуем проводить контроль качества, чтобы быть уверенным, что изделия прослужат долго.
Но несмотря на различия все они призваны, чтобы устроить швам испытание на прочность и долговечность. Качество сварных соединений во многом зависит от сварщика и используемых комплектующих, так что итог контроля можно предсказать. Но мы все равно рекомендуем проводить контроль качества, чтобы быть уверенным, что изделия прослужат долго.
Качество сварных соединений можно узнать путем визуального осмотра (пожалуй, самый распространенный метод), ультразвукового, магнитного, капиллярного и радиационного (радиографического) контроля, также осуществляется контроль сварных швов на проницаемость. Есть и другие методы контроля сварных швов, но мы в этой статье перечислим самые распространенные и простые в применении. Рекомендуем выполнять пооперационный контроль качества, т.е. сначала осмотреть шов, затем провести капиллярный контроль и так далее. Впрочем, обо всем по порядку.
Визуальный контроль
Конечно, с помощью такого метода вы не сможете выполнить полноценный контроль сварных соединений трубопроводов, сварных соединений газопроводов или иных ответственных конструкций, но визуальный осмотр станет первой операцией, вслед за которой можно применить остальные методы контроля.
Капиллярный контроль
Методы контроля качества сварных соединений включают также испытания сварного шва. Для этого используется капиллярный метод. Его суть крайне проста: для контроля используются специальные жидкости, которые способны проникать в мельчайшие поры и трещинки, называемые капиллярами.
С помощью капиллярного операционного контроля можно проверить качество любого металла, с любым составом и формой. Зачастую такой метод используется, когда нужно узнать наличие скрытых дефектов невидимых для глаз, но нет бюджета, поскольку капиллярный контроль очень прост в применении и не требует наличия дорогостоящего оборудования.
Капиллярная оценка качества сварных соединений выполняется с помощью жидкостей, называемых пенетрантами (от английского слова «penetrant», что значит «проникающая жидкость»). Такие жидкости обладают незначительным поверхностным натяжением, отчего легко проникают в мелкие капилляры и при этом остаются видимы для глаз. По сути, пенетранты заполняют полости и окрашивают дефекты, тем самым делая их видимыми.
Сейчас можно найти множество рецептов приготовления пенетранта, каждый из которых будет обладать своими свойствами и особенностями. Можно приготовить пенетрант на основе воды или любой другой органической жидкости (скипидара, бензола, также сюда относится довольно популярная проверка сварных швов керосином. Такие пенетранты очень эффективны и чувствительны к малейшим дефектам. Они уверенно занимают одну из лидирующих позиций среди методов по контролю качества.
Контроль на герметичность сварных швов
Начнем с пневматического метода контроля качества швов. Он подразумевает использование газа или воздуха, который направляется на соединение под давлением. При этом шов смазывается мыльным раствором. Также есть разновидность пневматического контроля, называемая вакуумным контролем, когда с помощью специального оборудования создается искусственный вакуум, в него помещается деталь, а шов также предварительно смачивают мыльным раствором. В местах со сквозными трещинами будут образовываться пузыри, указывающие на местонахождение дефекта.
В местах со сквозными трещинами будут образовываться пузыри, указывающие на местонахождение дефекта.
При приготовлении мыльного раствора используется один кусок мыла на литр воды. Если предстоит работа при низких температурах (на улице зимой), то более половины воды рекомендуется заменить на спирт. Также рекомендуем подключить манометр, с помощью которого вы сможете контролировать показатель давления и сможете заметить, как оно будет падать при обнаружении дефектов. Также нелишним будет использование предохранительного клапана, чтобы соблюсти технику безопасности.
Самая простейшая форма пневматического контроля — погружение детали в воду, без смазывания швов мыльным раствором и использования давления. Если у шва есть дефекты, то они дадут о себе знать, когда небольшие пузырьки воздуха начнут появляться из сварного соединения. Этот способ проверки качества можно назвать полевым, но он достаточно эффективный.
Также есть еще одна разновидность пневматического контроля, называемая контроль качества сварных швов и соединений с помощью аммиака.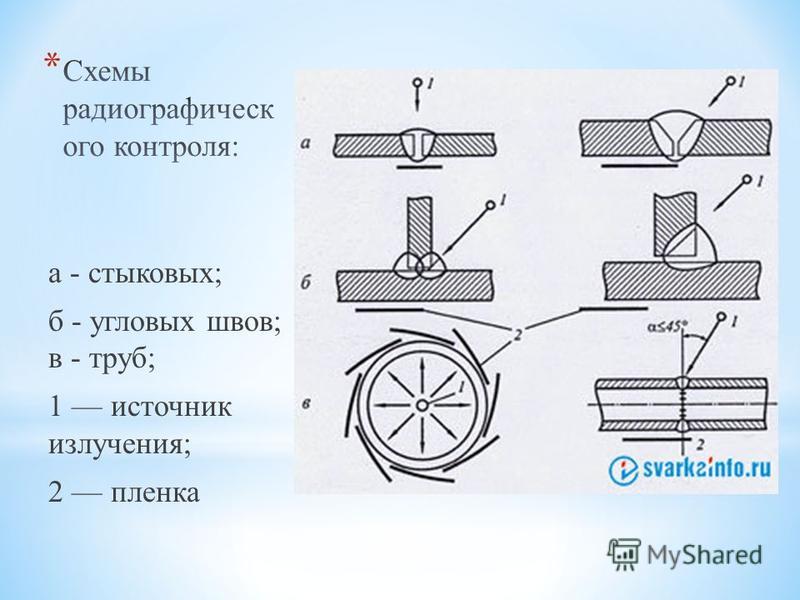 Аммиак подается вместо газа или воздуха, а швы предварительно покрывают специальной бумажной лентой. Аммиак проходит через шов и если имеются дефекты, то на ленте появляются красные пятна.
Аммиак подается вместо газа или воздуха, а швы предварительно покрывают специальной бумажной лентой. Аммиак проходит через шов и если имеются дефекты, то на ленте появляются красные пятна.
Второй тип контроля на герметичность — гидравлический. Здесь давление создают с помощью воды или масла. Это очень интересный метод, поскольку деталь выдерживается в жидкости от 5 до 15 минут (в зависимости от особенностей металла), при этом зона около шва обстукивается молотком, удары должны быть слабыми. Если есть дефекты, то при ударе жидкость начнет вытекать из предполагаемого места с трещиной или другим повреждением.
Магнитный контроль
Магнитный метод контроля заключается в использовании основ электромагнетизма. Контролер или сварщик с помощью специального прибора создает вокруг шва магнитное поле, которое испускает поток так называемых электромагнитных линий. Если они искажаются, значит есть дефекты. Искажения фиксируются магнитопорошковым способом.
При магнитопорошковом на поверхность шва предварительно наносят ферримагнитный порошок, который при искажении электромагнитной линии начинает скапливаться в месте дефекта.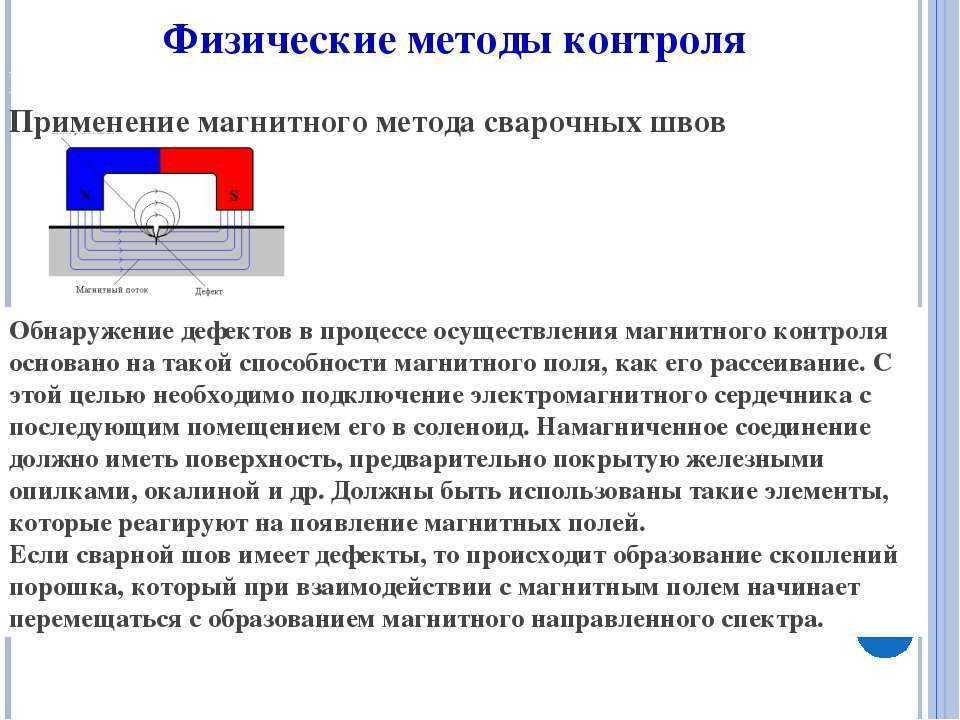 Из-за этого магнитный контроль доступен только при работе с ферримагнитными металлами. Алюминий, медь, сталь с большим содержанием хрома и никеля не могут быть подвержены проверке. В целом, это очень эффективный, но неудобный и дорогостоящий метод, так что его применяют только при контроле особо важных узлов.
Из-за этого магнитный контроль доступен только при работе с ферримагнитными металлами. Алюминий, медь, сталь с большим содержанием хрома и никеля не могут быть подвержены проверке. В целом, это очень эффективный, но неудобный и дорогостоящий метод, так что его применяют только при контроле особо важных узлов.
Ультразвуковой контроль
Ультразвуковой способ очень интересен. Он основан на свойствах ультразвука. Ультразвуковые волны легко отражаются от краев трещины или скола, поскольку те обладают разными акустическими особенностями. Говоря простыми словами, мы подаем на шов ультразвук, и если на своем пути он сталкивается с дефектом, то искажается и отображается в другом направлении. При этом разные типы дефектов по-разному искажают ультразвуковую волну, так что их можно легко определить.
Контроль качества сварного шва с помощью ультразвуковых аппаратов применяется повсеместно, поскольку это довольно эффективный и при этом недорогой метод. По сравнению с другими методами (например, магнитным или радиационным) не нужно учитывать какие-то особенности металла или приобретать дорогостоящее оборудование. Но есть и недостатки: контроль сварного соединения ультразвуком должен проводить специалист, а не обычный сварщик.
Но есть и недостатки: контроль сварного соединения ультразвуком должен проводить специалист, а не обычный сварщик.
Радиационный контроль
Радиационный контроль сварных соединений (также называемый «радиографический контроль» и «гаммаграфический контроль сварных соединений») представляет собой мини-версию обычного рентгена. Гамма-лучи проникают через металл и на специальной пленке фиксируются все возможные скрытые дефекты. Это самый передовой и дорогостоящий метод контроля качества, он требует современного оборудования и квалификации от контролера или сварщика. Также избыточная работа с таким прибором может оказывать негативное воздействие на здоровье человека.
Недавно появилась цифровая радиография, которая выполняется с помощью компьютера. Здесь вместо пленки используют специальные многоразовые пластины, которые совместимы с любыми источниками радиации. Но в отличие от классического радиационного контроля при цифровом методе изображения сохраняются сразу на компьютер, их можно масштабировать и кадрировать. В будущем разработчики планируют довести этот процесс до автоматизма, чтобы не требовалось присутствие человека.
В будущем разработчики планируют довести этот процесс до автоматизма, чтобы не требовалось присутствие человека.
Вместо заключения
Контролер сварочных работ должен очень внимательно относиться к своей работе, поскольку от его внимательности зависит все. Выполняя контроль качества сварки и сварных соединений записывайте все особенности и дефекты, которые сможете обнаружить. Комбинируйте различные методы контроля сварки, чтобы получить полную картину. Не используйте разрушающие методы контроля сварных соединений, которые не подходят для тех или иных металлов.
Сварка и контроль качества сварных соединений металлоконструкций — дело непростое, но обучившись этому лишь однажды вы сможете довольно быстро выполнять контроль даже в полевых условиях. Также не забывайте, что есть техника безопасности и ее нужно соблюдать не только при сварке, но и при контроле швов.
Контроль качества сварных соединений, швов: методы и виды
Plazmen.ru » Сварка
Автор Валерий Шилков На чтение 6 мин Просмотров 2. 7к.
7к.
При создании металлоконструкцию с использованием сварки очень важно контролировать надежность и четкость выполнения сварных соединений.
Внимание! Если изначально не выявить и не исправить дефекты, то велика вероятность, что прочность шва будет понижена, что скажется на качестве всей конструкции.
Содержание
Что такое контроль качества сварных соединений
Контроль подразделяется на первичный и на окончательный. При первичном происходит профилактика возникновения дефектов. Контроль качества сварных соединений заключается в проверке электродов, флюсов, соблюдении технологического процесса и режимов работы. Окончательный контроль осуществляется уже на самих швах.
Визуальный осмотр сварного шваФизический контроль сварочных швов
Среди множества методов контроля качества сварных швов отдельное место занимают физические, среди которых:
- Радиационный метод контроля. Он включает в себя рентгено-и гаммо-графический метод, основан на способности рентгеновских лучей проходить сквозь непрозрачные предметы. В таком случае дефекты, которые чаще всего бывают пустотами, на рентгеновском снимке выглядят в виде пятен или полос. Гамма-излучение действует по такой же системе, но имеет более низкую чувствительность. Бракуется изделие при выявлении следующих дефектов: шлаковые включения единичные и цепочкой, а также поры.
- Ультразвуковой метод. Основан на возможности ультразвука проникать внутрь конструкции и отражаться от дефектов.
- Магнитный метод дефектоскопии. Проверяемый шов смазывают составом из масла и специального намагнимагниченного порошка само изделие также намагничивают с использованием тока, который пропускают через обмотку. Под влиянием магнитного поля частицы железного порошка больше распространяются вокруг дефектов.
- Гидравлические испытания. Сосуд наполняется водой и создается повышенное давление. Такой метод используется при испытании паровых и водяных котлов.
- Пневматические испытания – испытания сжатым воздухом.
 В таком случае дефекты, которые чаще всего бывают пустотами, на рентгеновском снимке выглядят в виде пятен или полос. Гамма-излучение действует по такой же системе, но имеет более низкую чувствительность. Бракуется изделие при выявлении следующих дефектов: шлаковые включения единичные и цепочкой, а также поры.
В таком случае дефекты, которые чаще всего бывают пустотами, на рентгеновском снимке выглядят в виде пятен или полос. Гамма-излучение действует по такой же системе, но имеет более низкую чувствительность. Бракуется изделие при выявлении следующих дефектов: шлаковые включения единичные и цепочкой, а также поры.
Все детали испытательных процессов зависят от технических условий для каждого испытуемого объекта.
Контроль качества сварных швов
Сварные швы могут стать самым ненадежным местом всей металлоконструкции, если они выполнены с нарушением технических условий и правил, поэтому важно производить полноценную оценку, начиная от визуального осмотра и заканчивая самыми современными физическими и химическими способами. Выбранный метод проверки зависит еще и от конкретной конструкции, где есть сварные швы, а также от функций, которые она будет выполнять.
Соединений металлоконструкций
Различные металлоконструкции после сварки также нуждаются в проверке качества, поскольку сварные швы влияют на надежность и общий срок службы таких конструкций. К основным методам проверки и контроля качества сварных соединений металлоконструкций относят:
К основным методам проверки и контроля качества сварных соединений металлоконструкций относят:
- визуально измерительный;
- ультразвуковой;
- капиллярный;
- оценка проницаемости;
- радиационный контроль.
На проницаемость швы можно проверять с использованием керосина, вакуум-аппаратом, а также гелиевым или галлоидными течеискателями.
Соединений трубопроводов
Любые сварные швы трубопроводов не должны иметь: трещин, кратеров, прожогов.
Важно! Недопустимы любые ошибки некачественной сварки.
Среди основных методов контроля при проверке трубопроводов используют:
- Магнитографический контроль, который позволяет обнаружить поля рассеяния. Отражается на радиограмме в виде графиков. Позволяет выявить непровары, цепочки шлака, микротрещины.
- Рентгеновское излучение.
- Проверка проницаемости с использованием гидравлики, пневматики, а также пузырькового метода.
 Отражается на радиограмме в виде графиков. Позволяет выявить непровары, цепочки шлака, микротрещины.
Отражается на радиограмме в виде графиков. Позволяет выявить непровары, цепочки шлака, микротрещины.Для пневматических испытаний в трубопровод запускают в больших количествах воду или газ, а на поверхность наносят пенообразующий состав, который при проникновении жидкости или газа будет пузыриться, что укажет на наличие недостатка.
Вакуумный метод контроля сварных соединений
Вакуумный метод контроля используются в ситуациях, когда другие варианты проверки по каким-либо вариантам исключены. Используется чаще всего для проверки качества сварных швов в:
- резервуарных днищах;
- газгольдеров;
- емкостей типа цистерн и бочек.

При таком методе вакуум создается при помощи специальной камеры на наиболее доступной стороне проверяемого участка шва. Сам шов обрабатывается мыльным растворов. В результате разности давлений с двух сторон шва воздух будет проникать в камеру, если есть огрехи в проверяемом шве. Если есть дефекты, то появятся мыльные пузыри, которые отлично видны в камере, поскольку у нее прозрачная поверхность.
Методы контроля сварных соединений
К наиболее часто применяемым методам оценки сварных соединений относят:
- Капиллярный метод. Он основан на том, что некоторые жидкости имеют свойство проникать даже в трещины, незаметные глазу. Такие жидкости называются капиллярами. Он прост в применении и не требует наличия дорогостоящего оборудования.Капиллярный метод
- Радиационный контроль. Это уменьшенная версия стандартного рентгена. Также известен под названием «гаммаграфический контроль». В таком случае гамма лучи проникают через металл и на специальной пленке фиксируют найденные дефекты.
- С использованием аммиака. Один из способов пневматических испытаний. Аммиак закачивается под давлением под давлением так, чтобы его количество было равно сотой доли от всего объема воздуха, а проверяемые швы перед оклеивают лентой из бумаги или медицинским бинтом, который пропитан фенолфталеином. Там, где будет проходит аммиак, на ленте останутся красные пятна.
- Оценка на непроницаемость с помощью керосина. Метод контроля простой и при этом эффективный, не требует крупных материальных затрат. Керосин способен проникать сквозь мельчайшие трещины и обнаруживать так дефекты.

Важно! На каждом производстве применяются свои методы контроля сварных швов. Это могут быть более дорогие или менее дорогие способы, важно, чтобы они были максимально эффективны для конкретных металлоконструкций.
Что проверяют при контроле сварочных материалов
Это предварительная форма проверки, при которой оценивают все необходимое для проведения качественных сварочных работ. В такую форму проверки входит:
В такую форму проверки входит:
внешний осмотр и проверка механических свойств электродов;
погружение электродов в воду температурой от 15 до 25 градусов на сутки, бракованные начнут разрушаться;
проверка флюса и сравнение его характеристик с ГОСТом;
проверка защитных газов – баллон должен обязательно иметь сертификат;
проверка сварочной проволоки и оценка сертификата качества.
Если при сварке используется качественный материал, а также соблюдены все технические условия, то дефекты в швах возникают крайне редко, а значит, конструкции будут служить длительное время и отличаться надежностью.
Оцените автора
Проверка качества сварных швов соединений трубопроводов
| № п/п | Наименование испытания | Нормативный документ | Стоимость в рублях |
|---|---|---|---|
Проверка сварных соединений |
|||
| 16 | Контроль качества (дефектоскопия) сварных соединений (швов) ультразвуковым методом (1 п. м) м) |
СНиП 3.03.01-87 |
до 10 м — 2 500 от 10 до 30 м — 2 000 от 30 до 50 м — 1 200 более 50 м — 600 |
| 17 | Контроль качества (дефектоскопия) сварных соединений (швов) трубопроводов ультразвуковым методом (1 стык) |
СНиП 3.05.03-85 СНиП 3.05.05-84 РД 34.17.302-97
|
до d=50 мм — 400 от d=50 до d=100 мм — 600 от d=100 до d=300 мм — 800 более d=300 мм — 1 000 |
| 18 | Визуальный и измерительный контроль сварных соединений (швов) (1 п.м) | РД 03-606-03 | 100 |
Ультразвуковой контроль сварных швов и соединений
Сварные швы и соединения нуждаются в постоянном контроле качества. Самый распространенный метод контроля является ультразвуковой контроль. Многолетний опыт показывает, что внутри сварочного шва могут скрываться дефекты, которые могут повлиять на качество соединения, а ультразвуковой контроль позволяет выявить мельчайшие детали и недостатки.
Самый распространенный метод контроля является ультразвуковой контроль. Многолетний опыт показывает, что внутри сварочного шва могут скрываться дефекты, которые могут повлиять на качество соединения, а ультразвуковой контроль позволяет выявить мельчайшие детали и недостатки.
Ультразвуковой метод и его технология
Технология ультразвукового контроля уже давно используется в производстве и промышленности. Данный способ контроля не разрушает соединения по структуре.
Технология проведения диагностики заключается в поиске структур, не отвечающих по физическим или химическим свойствам и показателям, где любые отклонения считаются дефектом.
Показания колебаний рассчитываются по формуле L=c/f, где L длина волны, с — скорость перемещения ультразвуковых колебаний, а f частота колебаний. По амплитуде отраженной волны определяется дефект – так можно выявить размер дефекта.
При сваривании деталей образуются газовые ванны, их испарения не всегда успевают удалиться. Метод ультразвукового контроля позволяет выявить газообразные вещества за счет сопротивления волн.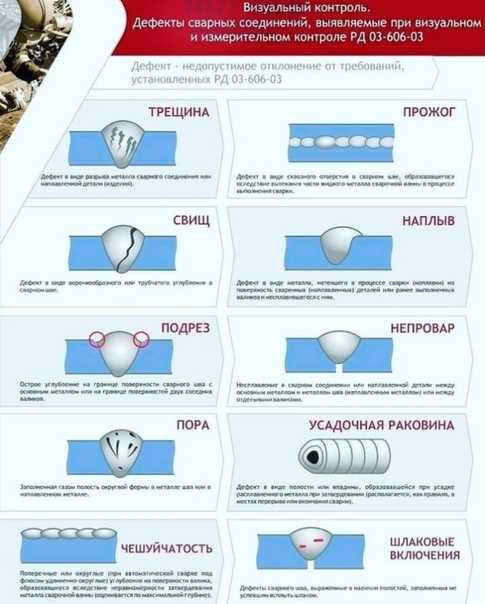
Как проводится ультразвуковой метод
Практически любой тип металлов, таких как чугун, сталь, медь и другие, можно проверить ультразвуковым способом.
Существует четкий регламент выполнения проверочных работ, который нужно соблюдать:
- необходимо зачистить ржавчину и лакокрасочное покрытие со шва на расстоянии 5-7 см;
- поверхности необходимо обработать машинным, турбинным, или трансформаторным маслом;
- подстроить прибор под определенные параметры проверки;
- стандартные настройки прибора применяются при толщине шва не более 2 см;
- детали больше 2 см требуют применения АРД диаграмм;
- выполнить проверку качества шва с помощью AVG или DSG параметров;
- излучатель аппарата необходимо перемещать вдоль шва зигзагом, проворачивать вокруг своей оси на небольшой угол;
- аппарат выявляет максимально четкий сигнал, после чего разворачивается и ищет максимальную амплитуду;
- контроль и проверка производят согласно ГОСТу;
- отклонения и дефекты фиксируется в регистрационную таблицу.

Выполнение проверочных работ должно осуществляться только квалифицированными специалистами и на правильно настроенном оборудовании, только в этом случаем можно получить достоверные данные. В случаях, когда необходимо более подробное исследование, используют гамма — дефектоскопию или рентгенодефектоскопию.
Ультразвуковым способом можно диагностировать различные типы швов: продольные, плоские, кольцевые, сварные стыки и трубы, а также тавровые соединения.
Чаще всего данный вид диагностики используется:
- для определения износа труб в магистралях, сварных соединений;
- для диагностика агрегатов и материалов;
- в машиностроении, в тепловой, нефтегазовой, атомной и химической промышленности для обеспечения безопасности эксплуатации будущего изделия;
- для проверки соединений сварного типа с крупнозернистой структурой или сложной геометрической формой;
- при установке или соединение изделий, которые будут подвержены физическим или температурным нагрузкам.

К работе с оборудованием для диагностики сварных соединений допускаются только профессиональные специалисты, которые ознакомлены с правилами техники безопасности.
Если сварные соединения находятся в труднодоступных местах, на высоте или замкнутых пространствах, проводится дополнительный инструктаж, работа специалистов контролируется отделом охраны труда.
Оценка и контроль качества сварных соединений
Оценка качества сварных соединений происходит по следующим параметрам:
- протяженность;
- высота и ширина дефекта, а также его форма;
- амплитуда звуковой волны.
Результаты исследования фиксируются в специальном журнале, согласно ГОСТ-14782.
При регистрации проверки в обязательном порядке проставляются:
- индексы сварного стыка
- наименование типа сварного стыка
- длина шва;
- описание условий, при которых производилась проверка;
- наименование и тип аппарата;
- частота колебаний в ГЦ;
- условная и предельная чувствительность, углы ввода в металл
- результаты проверки
- дата и ФИО специалиста.

| № п/п | Наименование испытания | Нормативный документ | Стоимость в рублях |
|---|---|---|---|
Проверка сварных соединений |
|||
| 16 | Контроль качества (дефектоскопия) сварных соединений (швов) ультразвуковым методом (1 п.м) | СНиП 3.03.01-87 |
до 10 м — 2 500 от 10 до 30 м — 2 000 от 30 до 50 м — 1 200 более 50 м — 600 |
| 17 | Контроль качества (дефектоскопия) сварных соединений (швов) трубопроводов ультразвуковым методом (1 стык) |
СНиП 3.05.03-85 СНиП 3.05.05-84 РД 34.17.302-97
|
до d=50 мм — 400 от d=50 до d=100 мм — 600 от d=100 до d=300 мм — 800 более d=300 мм — 1 000 |
| 18 | Визуальный и измерительный контроль сварных соединений (швов) (1 п. м) м) |
РД 03-606-03 | 100 |
Ультразвуковой контроль сварных швов и соединений
Сварные швы и соединения нуждаются в постоянном контроле качества. Самый распространенный метод контроля является ультразвуковой контроль. Многолетний опыт показывает, что внутри сварочного шва могут скрываться дефекты, которые могут повлиять на качество соединения, а ультразвуковой контроль позволяет выявить мельчайшие детали и недостатки.
Ультразвуковой метод и его технология
Технология ультразвукового контроля уже давно используется в производстве и промышленности. Данный способ контроля не разрушает соединения по структуре.
Технология проведения диагностики заключается в поиске структур, не отвечающих по физическим или химическим свойствам и показателям, где любые отклонения считаются дефектом.
Показания колебаний рассчитываются по формуле L=c/f, где L длина волны, с — скорость перемещения ультразвуковых колебаний, а f частота колебаний. По амплитуде отраженной волны определяется дефект – так можно выявить размер дефекта.
По амплитуде отраженной волны определяется дефект – так можно выявить размер дефекта.
При сваривании деталей образуются газовые ванны, их испарения не всегда успевают удалиться. Метод ультразвукового контроля позволяет выявить газообразные вещества за счет сопротивления волн.
Как проводится ультразвуковой метод
Практически любой тип металлов, таких как чугун, сталь, медь и другие, можно проверить ультразвуковым способом.
Существует четкий регламент выполнения проверочных работ, который нужно соблюдать:
- необходимо зачистить ржавчину и лакокрасочное покрытие со шва на расстоянии 5-7 см;
- поверхности необходимо обработать машинным, турбинным, или трансформаторным маслом;
- подстроить прибор под определенные параметры проверки;
- стандартные настройки прибора применяются при толщине шва не более 2 см;
- детали больше 2 см требуют применения АРД диаграмм;
- выполнить проверку качества шва с помощью AVG или DSG параметров;
- излучатель аппарата необходимо перемещать вдоль шва зигзагом, проворачивать вокруг своей оси на небольшой угол;
- аппарат выявляет максимально четкий сигнал, после чего разворачивается и ищет максимальную амплитуду;
- контроль и проверка производят согласно ГОСТу;
- отклонения и дефекты фиксируется в регистрационную таблицу.

Выполнение проверочных работ должно осуществляться только квалифицированными специалистами и на правильно настроенном оборудовании, только в этом случаем можно получить достоверные данные. В случаях, когда необходимо более подробное исследование, используют гамма — дефектоскопию или рентгенодефектоскопию.
Ультразвуковым способом можно диагностировать различные типы швов: продольные, плоские, кольцевые, сварные стыки и трубы, а также тавровые соединения.
Чаще всего данный вид диагностики используется:
- для определения износа труб в магистралях, сварных соединений;
- для диагностика агрегатов и материалов;
- в машиностроении, в тепловой, нефтегазовой, атомной и химической промышленности для обеспечения безопасности эксплуатации будущего изделия;
- для проверки соединений сварного типа с крупнозернистой структурой или сложной геометрической формой;
- при установке или соединение изделий, которые будут подвержены физическим или температурным нагрузкам.

К работе с оборудованием для диагностики сварных соединений допускаются только профессиональные специалисты, которые ознакомлены с правилами техники безопасности.
Если сварные соединения находятся в труднодоступных местах, на высоте или замкнутых пространствах, проводится дополнительный инструктаж, работа специалистов контролируется отделом охраны труда.
Оценка и контроль качества сварных соединений
Оценка качества сварных соединений происходит по следующим параметрам:
- протяженность;
- высота и ширина дефекта, а также его форма;
- амплитуда звуковой волны.
Результаты исследования фиксируются в специальном журнале, согласно ГОСТ-14782.
При регистрации проверки в обязательном порядке проставляются:
- индексы сварного стыка
- наименование типа сварного стыка
- длина шва;
- описание условий, при которых производилась проверка;
- наименование и тип аппарата;
- частота колебаний в ГЦ;
- условная и предельная чувствительность, углы ввода в металл
- результаты проверки
- дата и ФИО специалиста.

Контроль сварных швов: Руководство
Контроль сварных швов — это процесс, при котором сварные швы проверяются на качество, прочность, безопасность и ряд других важных факторов.
При контроле сварных швов обученные специалисты проводят серию проверок качества до, во время и после процесса сварки, гарантируя, что изготовление будет максимально безопасным и надежным.
Сварные швы, изготовленные из металла, термопласта или другого материала, используются во многих отраслях и средах по всему миру, и надлежащий осмотр и уход жизненно важны для обеспечения безопасности как рабочих, так и гражданских лиц.
В этом подробном руководстве по проверке сварных швов мы рассмотрим:
- Что делают сварные швы?
- Почему важна проверка сварных швов?
- 3 этапа контроля сварных швов
- Типы сварных швов
- Распространенные дефекты сварных швов
- Типы контроля сварных швов
- Контрольный список проверки сварных швов
- Оборудование для контроля сварных швов
 youtube.com/embed/B9VVsbv6dWE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» title=»DRONE INSPECTION INSIDE GAS PRESSURE VESSEL (Detailed Examples with Flyability Elios 2)»>
youtube.com/embed/B9VVsbv6dWE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» title=»DRONE INSPECTION INSIDE GAS PRESSURE VESSEL (Detailed Examples with Flyability Elios 2)»> Что делают сварные швы?
Сварка — это производственный процесс, в котором используется экстремальное тепло для сплавления металла и других материалов в соединение.
При сварке основной или основной металл расплавляется и соединяется с присадочным материалом в так называемой сварочной ванне. Затем этот бассейн охлаждают и прикрепляют ко второй части, чтобы создать соединение, которое является более прочным и прочным, чем исходный материал сам по себе.
Сварщики и специалисты по контролю сварных швов требуются в ряде отраслей, в том числе:
- Авиакосмическая промышленность
- Парки развлечений
- Автомобили
- Строительство
- Инфраструктура
- Военный
- Производство
- Железные дороги
- Строительство кораблей и лодок
Почему важна проверка сварных швов?
Проверка сварных швов проводится до, во время и после процесса сварки, при этом особое внимание уделяется безопасности на каждом этапе.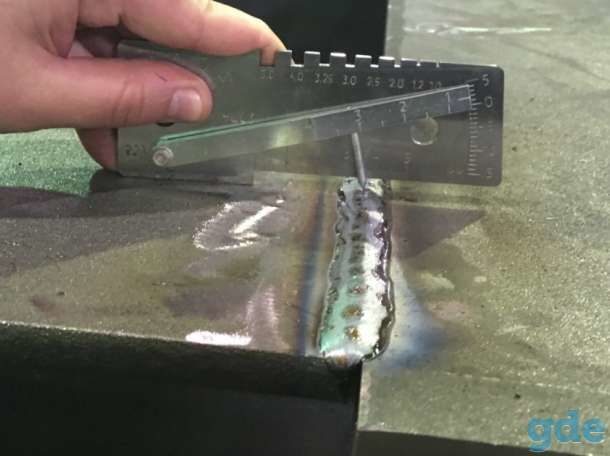 При правильном выполнении проверка сварных швов должна выявлять любые нарушения сварного шва еще до того, как деталь покинет цех или завод.
При правильном выполнении проверка сварных швов должна выявлять любые нарушения сварного шва еще до того, как деталь покинет цех или завод.
Надлежащая проверка сварных швов до и во время сварки заключается в обеспечении безопасности рабочих и соблюдении нормативных требований. После завершения сварки проверка сварных швов обеспечивает защиту гражданских лиц, гарантируя, что изделия с неисправным сварным швом не попадут в общественное пользование.
Ежегодная проверка сварных швов, подвергающихся высоким нагрузкам, также является аспектом проверки сварных швов, хотя такие процедуры обычно являются частью отдельного всеобъемлющего протокола безопасности.
Сварка — это занятие, сопряженное с рядом опасностей, которых инспекторы по сварке помогают избежать. Как тепло, так и свет от различных источников сварочной энергии могут быть опасны, вызывая ожоги или повреждение глаз, если не будут приняты надлежащие меры предосторожности. Сварщики обычно носят средства индивидуальной защиты, такие как маски, защитные очки, перчатки или огнеупорные куртки, чтобы свести к минимуму воздействие этих опасностей.
Другие риски, связанные со сваркой, включают вдыхание опасных газов и работу в необычных условиях, таких как фабрики, под водой или даже в открытом космосе.
Следя за тем, чтобы работники соблюдали строгие процедуры безопасности, установленные их регулирующими органами или на рабочем месте, и не допуская попадания дефектной продукции в общественную сферу, инспекторы по сварке стремятся предотвратить проблемы безопасности до того, как они возникнут.
Поскольку от них требуется понимание различных процессов, включая символы сварки, проектирование сварки, правила техники безопасности и испытания сварных швов, большинство инспекторов по сварке имеют официальную квалификацию Американского общества сварщиков или другой аналогичной аттестационной комиссии.
3 этапа контроля сварных швов
Как отмечалось выше, надлежащие методы контроля сварных швов должны присутствовать на всех трех этапах процесса сварки: перед сваркой, во время сварки и после сварки.
1. Проверка перед сваркой
Этот вид проверки сварки относится к любой задаче, которая должна быть выполнена до начала фактической сварки. Это включает в себя обеспечение соблюдения всех мер безопасности, чтение и понимание документов, объясняющих выполняемую работу, сбор всех необходимых материалов и подготовку всех инструментов или источников энергии.
2. Проверка во время сварки
Задачи проверки сварки, выполняемые во время сварки, включают в себя отслеживание подводимого тепла, очистку между отдельными проходами сварки, контроль техники сварки и положения соединения, а также поиск визуальных признаков, указывающих на проблемы.
3. Контроль после сварки
Контроль после сварки проводится после того, как сварной шов остынет и полностью проплавится. Задачи включают проверку подходящего размера сварного шва, поиск разрывов или дефектов, обеспечение соответствия продукта спецификациям задания и проверку прочности сварного шва с помощью различных средств.
Существует ряд методов контроля сварных швов, которые можно применять на каждом этапе процесса сварки. Многие из них подробно рассматриваются ниже с перечислением их конкретных вариантов использования и приложений.
Типы сварных швов
При сварке существует множество различных типов соединений. Ниже мы рассмотрим пять самых популярных. Затем мы рассмотрим некоторые из наиболее распространенных причин, по которым эти сварные швы могут выйти из строя, и почему их необходимо проверять в первую очередь.
Сварка встык
Стыковое соединение является наиболее распространенным типом сварки в крупных конструкциях и трубопроводных системах. При стыковом сварном шве два куска металла, лежащие в одной плоскости, соединяются на боку. Стыковые соединения просты в приготовлении и могут быть выполнены различными способами.
Сварка встык
Сварка внахлестку
Модификация стыкового соединения, соединение внахлестку образуется, когда две металлические детали помещаются внахлест друг на друга. Сварка внахлест полезна для сплавления двух деталей разной толщины вместе, хотя обычно они используются только для листового металла и материалов одинакового размера.
Сварка внахлест полезна для сплавления двух деталей разной толщины вместе, хотя обычно они используются только для листового металла и материалов одинакового размера.
Сварка внахлестку | Источник
Сварка тройникового соединения
Тройниковый сварной шов, получивший интуитивное название, происходит, когда два куска металла сплавляются под углом 90 градусов, при этом один кусок пересекает другой точно посередине. Сварные швы тройников также могут быть образованы, когда труба приваривается к опорной плите.
Источник
Сварка угловых соединений
Подобно тавровым сварным швам, сварные соединения угловых соединений соединяют две металлические детали под углом 90 градусов. Однако вместо того, чтобы пересекаться посередине и создавать соединение в форме буквы T, угловой сварной шов образует L-образную форму.
Эти сварные швы чаще всего используются при изготовлении ящиков, рам, транспортировочных контейнеров и других изделий из листового металла.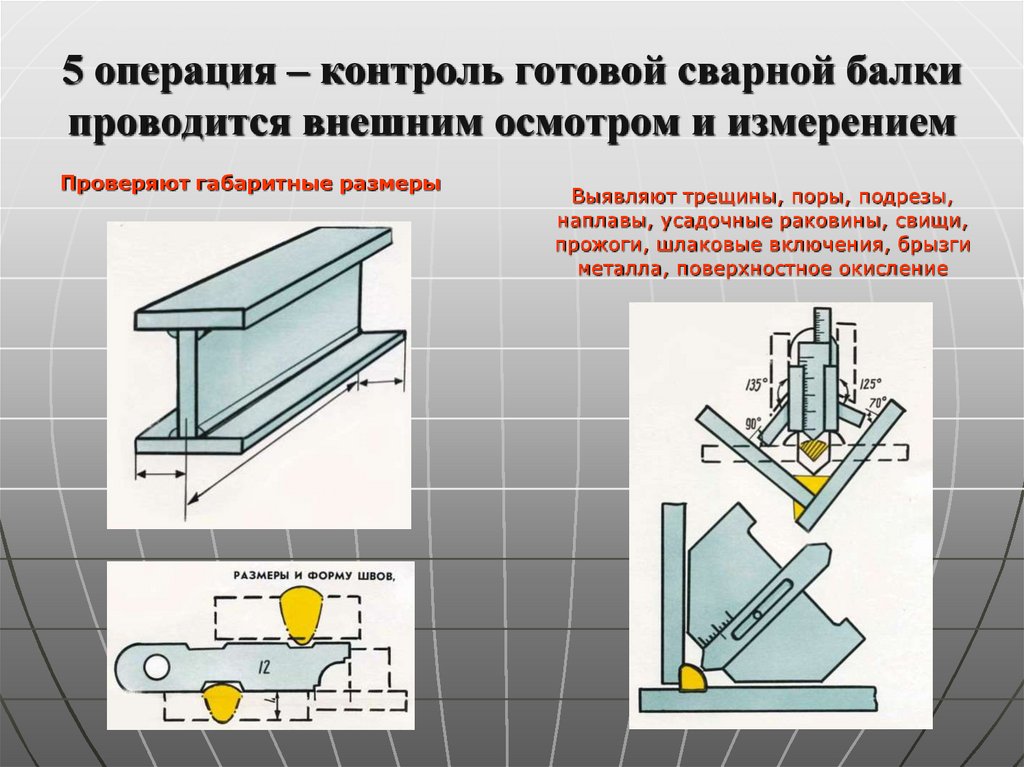
Сварка углового соединения
Сварка кромочного соединения
Когда кромки двух деталей параллельны или почти параллельны, краевое соединение, вероятно, будет лучшим вариантом.
Кромочные соединения не такие прочные, как другие типы сварных швов, такие как стыковые соединения, и обычно не используются, если ожидается, что соединение будет подвергаться высоким уровням нагрузки. Тем не менее, краевые сварные швы очень полезны внутри конструкций для дополнительной поддержки.
Краевой сварной шов | Источник
Хотя эти пять типов соединений являются одними из наиболее распространенных видов сварных швов, они далеко не единственные используемые.
Каждый из этих типов соединений имеет длинный список вариаций и настроек (угловой сварной шов, сварной шов, наплавочный шов и т. д.), которые имеют свои преимущества и области применения.
Понимание различных типов сварных швов и знание того, какое соединение и где следует использовать, является одной из главных обязанностей инспектора по сварке. Инспекция сварных швов — это не только профилактика, но и исправление ошибок, и тщательное понимание типов сварных швов жизненно важно для успешного контроля.
Инспекция сварных швов — это не только профилактика, но и исправление ошибок, и тщательное понимание типов сварных швов жизненно важно для успешного контроля.
Распространенные дефекты сварных швов
В этом разделе мы рассмотрим некоторые из наиболее распространенных типов дефектов сварных швов.
Некоторые из этих неудач являются ошибками новичков, которые были бы видны даже неопытному глазу. Другие более трудно заметить, и они могут не проявляться до тех пор, пока не будет завершен первоначальный сварной шов.
Вот почему надлежащие методы контроля сварных швов должны соблюдаться как во время, так и после процесса сварки.
После того, как мы определим эти распространенные дефекты сварных швов, мы рассмотрим различные методы обнаружения этих дефектов с помощью проверки сварных швов.
Прожог
Этот дефектный сварной шов, также известный как проплавление, происходит, когда расплавляется весь основной металл сварного шва, образуя отверстие, которое прогорает на всем протяжении сварного шва.
Прожог — распространенная ошибка новичков, и во многих профессиональных условиях сварной шов с прожогом будет немедленно отвергнут производителем или покупателем.
Если деталь все еще принимается, ее необходимо регулярно осматривать, так как любой крупный дефект может значительно снизить прочность соединения.
Коррозия
Сварные швы подвергаются воздействию всех видов коррозии на протяжении всего срока службы, и многие из них неизбежны. Из-за этого проверка сварного шва, которая определяет, насколько коррозионным может быть конкретный сварной шов, имеет жизненно важное значение.
Воздействие окружающей среды, деградация материала, чрезмерное напряжение, нарушения микроструктуры и многое другое могут привести к различным типам коррозии и разрушению сварных швов.
Коррозия
Неполный провар
Когда основной металл и присадочный металл не сплавляются вместе в корне шва, это нарушение сварного шва, известное как неполный провар. Часто этот неправильный сварной шов возникает, когда конструкция соединения не подходит для конкретного используемого процесса сварки.
Часто этот неправильный сварной шов возникает, когда конструкция соединения не подходит для конкретного используемого процесса сварки.
Неправильный угол, слишком большое или слишком маленькое раскрытие корня или высокая скорость перемещения также могут привести к неполному проникновению.
Непровар
Когда металл шва течет по основному металлу вместо того, чтобы сплавляться с ним, возникающее в результате нарушение сварного шва, что неудивительно, называется непроваром. Этот распространенный дефект сварки также известен как перекрытие. Как правило, непровар возникает из-за низких температур, грязных пластин или неправильного флюсования.
Ламеллярный отрыв
Когда высокое напряжение вызывает появление трещин или разрывов в основании линии сварки, это дефект, известный как ламеллярный разрыв. Чаще всего это происходит из-за непреднамеренного напряжения, неправильного использования материала или неправильной ориентации сварного шва. Пластинчатый надрыв чаще всего возникает в стыковых соединениях и некоторых видах тавровой сварки.
Пористость
Когда карман сварного шва содержит газ вместо твердого материала, это дефект сварного шва, известный как пористость. Эти газы могут возникать в результате химических реакций в свариваемых материалах во время сварки или охлаждения. Перегрев является наиболее распространенной причиной пористости.
Пористость
Шлаковые включения
Шлак представляет собой затвердевший слой неметаллического материала, который иногда остается на верхней части сварного шва и чаще всего встречается при сварке порошковой проволокой, дуговой сварке в среде защитного металла и дуговой сварке под флюсом. Если эти оксиды металлов не удалить, они могут проникнуть в сварной шов и создать пористую несплошность.
Подрезка
Когда основной металл выгорает на кромке сварного шва, это называется подрезкой. Как и многие другие дефекты сварных швов, упомянутые выше, подрез чаще всего является результатом слишком длинной дуги или слишком горячего источника энергии.
Подрезка
Это лишь некоторые из дефектов и неоднородностей, которые инспектор по сварке будет искать во время сварки и после ее завершения. Давайте теперь рассмотрим различные типы методов контроля сварных швов, которые можно использовать для быстрого и точного выявления многих из этих дефектов.
Типы контроля сварных швов
Большинство методов контроля сварных швов можно разделить на две категории: неразрушающий контроль сварных швов и разрушающий контроль сварных швов.
Как следует из названий, неразрушающий контроль сварных швов включает в себя визуальный осмотр сварного шва или осмотр его внутренней части без разрушения каких-либо частей изготовления. Разрушающий контроль сварных швов разрушает сварной шов в попытке установить определенные типы важной информации.
Как неразрушающий, так и разрушающий контроль сварных швов обычно проводятся после завершения сварки.
Неразрушающий контроль сварных швов
Эти виды контроля сварных швов выполняются с целью обнаружения каких-либо дефектов без изменения или разрушения готовой детали. Они сильно различаются по применению, цене и знаниям оператора. В некоторых случаях их может выполнять сам сварщик, а не отдельный инспектор.
Они сильно различаются по применению, цене и знаниям оператора. В некоторых случаях их может выполнять сам сварщик, а не отдельный инспектор.
Визуальный контроль
Визуальный контроль является самым простым, быстрым и наименее дорогим видом контроля сварных швов, и он широко используется. При визуальном осмотре сварного шва специалисты по сварке будут искать любые заметные неоднородности, такие как прожоги или трещины.
Также необходимо регулярно проводить визуальный осмотр всего оборудования и материалов. Конечно, визуальный контроль сварных швов имеет некоторые недостатки. Человеческое зрение подвержено ошибкам, и визуальный осмотр сварных швов не может выявить какие-либо внутренние разрывы, такие как пористость или шлаковые включения.
Контроль поверхностных трещин проникающей жидкостью
Этот тип контроля сварных швов, также называемый дефектоскопией с помощью красителя, представляет собой тип контроля сварного шва, предназначенный для выявления волосяных или микроскопических трещин на поверхности сварного шва, которые могут быть невидимы невооруженным глазом.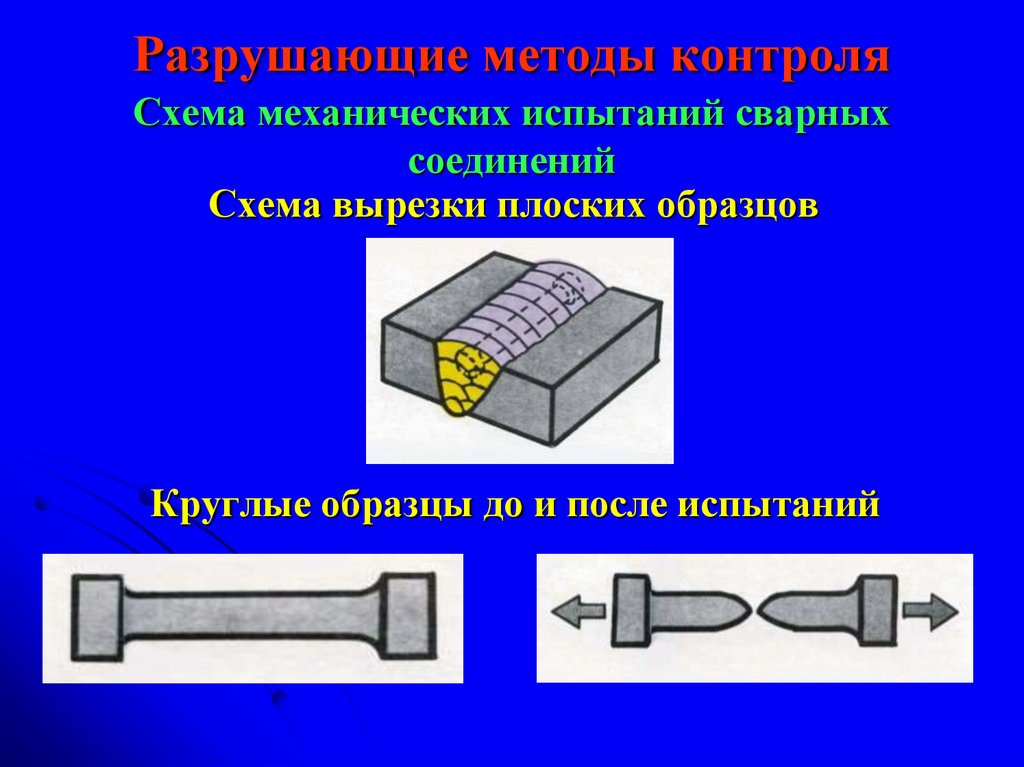
При контроле сварных швов методом проникающей жидкости ярко окрашенный или флуоресцентный краситель наносится на всю поверхность сварного шва и дает ему высохнуть. Затем можно увидеть небольшие дефекты из-за резкого контраста красителя со сварочным материалом.
Как и визуальный осмотр, обнаружение поверхностных трещин позволяет выявить только дефекты на поверхности и не может выявить внутренний дефект сварного шва.
Капиллярный контроль
Магнитопорошковый контроль сварных швов
В этом методе контроля вокруг сварного шва создается магнитное поле, и к его поверхности прикладывают магнитные датчики. Скопление частиц на этих концах магнита может указывать на определенные виды несплошностей сварного шва.
Если частицы не скапливаются на концах или полюсах магнита, скорее всего, в сварном шве нет трещин.
Магнитопорошковая дефектоскопия сварных швов может использоваться только для определенных видов материалов при определенных обстоятельствах, но это один из наиболее эффективных и точных доступных видов неразрушающего контроля сварных швов.
Магнитопорошковый контроль
Радиографический контроль сварных швов
Радиографический контроль сварных швов является одним из способов обнаружения несплошностей и дефектов сварных швов внутри самой детали, а не только на ее поверхности. При радиографическом контроле сварных швов рентгеновский снимок используется для отображения внутренней структуры сварной детали на фотопленке. Этот процесс не отличается от того, как получают медицинские рентгеновские снимки человеческого тела.
Изменения формы и цвета на пленке могут указывать на различные типы несплошностей сварного шва, включая шлаковые включения, пористость и трещины. Как и в случае с медицинскими рентгенограммами, в этот процесс включены риски для здоровья и безопасности, и только обученные специалисты должны выполнять этот тип контроля сварных швов.
Радиографический контроль сварных швов
Ультразвуковой контроль сварных швов
При ультразвуковом контроле на свариваемую деталь направляется механическая частота высокой мощности, и, когда этот луч достигает разрыва внутри детали, он отражается обратно к приемнику, известному как преобразователь .
Отраженный сигнал можно измерить различными способами, которые можно интерпретировать, чтобы помочь определить размер, форму и характер разрушения сварного шва.
Этот неразрушающий метод невероятно эффективен для определения точного местоположения внутренних несплошностей, но требует высокого уровня знаний оператора и часто дорогого оборудования.
Ультразвуковой контроль сварных швов
[См. также: NDT (неразрушающий контроль): полное руководство]
Разрушающий контроль сварных швов
Разрушающий контроль сварных швов включает отламывание сварной детали с целью проверки и анализа ее механических и внутренних физических характеристик.
Разрушающий контроль сварных швов может выполняться по ряду причин, включая анализ дефектов сварного шва, исследовательский контроль, выборочный контроль или сертификационное обучение, хотя последнее наиболее распространено.
Рассмотрим сварщика-любителя, который собирается работать над своим первым автомобилем. Разрушающий контроль сварного шва может быть выполнен на куске металлолома толщиной с автомобиль, чтобы техник мог усовершенствовать свою практику и убедиться, что окончательный сварной шов безопасен, надежен и прочен.
Разрушающий контроль сварного шва может быть выполнен на куске металлолома толщиной с автомобиль, чтобы техник мог усовершенствовать свою практику и убедиться, что окончательный сварной шов безопасен, надежен и прочен.
Макротравление Проверка сварных швов
В этом методе небольшие образцы из сварного соединения удаляются, а затем тщательно полируются. Затем эти детали протравливают в центре смесью мягких кислот, состав которой варьируется в зависимости от используемого исходного металла.
Образец кислотного травления затем может дать визуальный снимок внутренней структуры сварного шва, включая любые внутренние нарушения плавления или трещины. Это также называется контролем разреза и травления.
Макротравление разрушающее испытание | Источник
Проверка сварных швов на поперечное растяжение
Это метод контроля сварных швов, предназначенный для определения напряжения на единицу площади поперечного сечения сварной детали или, просто, точки разрыва определенных сварных швов, выполненных из разных металлов.
При контроле сварного шва с поперечным растяжением образец продавливается до разрушения. Затем максимальная нагрузка, необходимая для этого, делится на площадь поперечного сечения. Контроль сварных швов с поперечным растяжением — отличный способ определить пределы и минимальные требования при работе с новыми или другими видами материалов.
Контроль сварных швов с управляемым изгибом
Этот метод разрушающего контроля сварных швов включает в себя изгибание сварной детали до заданного радиуса изгиба. Направляемые испытания на изгиб используются для оценки пластичности и структурной целостности определенных видов сварных соединений.
Существует множество различных видов испытаний на изгиб, но чаще всего они используются в учебных и квалификационных испытаниях. Доводя сварные швы до предельного напряжения, которому они почти наверняка будут подвергаться в полевых условиях, инспекторы по сварке могут убедиться, что сварщики готовы практиковать свое мастерство на «настоящем» объекте.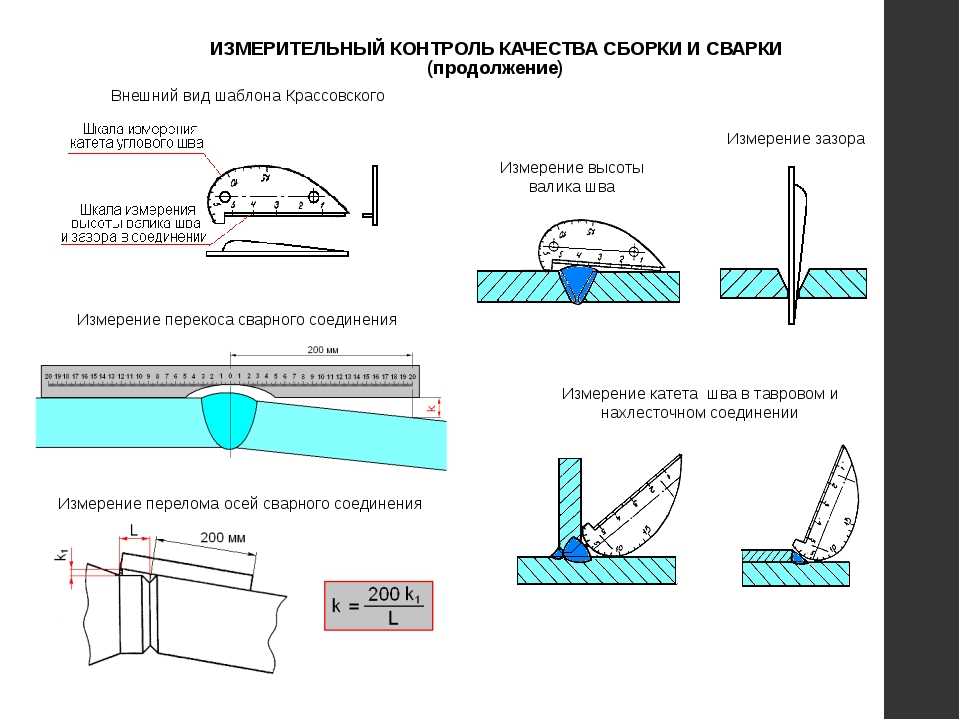
Контрольный список проверки сварных швов
Ниже приведен пример контрольного списка, который инспектор или опытный сварщик может использовать при проверке сварных швов.
Хотя конкретные этапы контроля сварных швов будут различаться в зависимости от работы и типа используемых сварочных материалов, здесь важно отметить, как проводятся важные проверки и регламенты на всех трех этапах процесса сварки: до, во время и после завершения сварки.
Контрольный список перед сваркой
- Просмотрите все чертежи и чертежи на предмет внесения каких-либо изменений или особых соображений.
- Убедитесь, что все материалы (основа, расходные материалы и наполнитель) соответствуют указанным на схемах.
- Проверьте физическое состояние всех свариваемых материалов.
- Убедитесь, что рабочее место, инструменты и сварочные материалы чистые.
- При необходимости откалибруйте все инструменты и источники энергии.
- Убедитесь, что сварщик имеет квалификацию и сертификат для этой работы.
- Предварительный нагрев источника энергии.

Контрольный список проверок во время сварки
- Убедитесь, что все меры предосторожности и параметры соблюдаются.
- Мониторинг нагрева, напряжения, техники, температуры и т. д., если применимо.
- Проверьте отдельные проходы сварки.
- Ищите любые визуальные подсказки, которые могут указывать на проблему.
Контрольный список проверки после сварки
- Визуально проверьте наличие дефектов.
- Выполните другие виды послесварочных инспекционных испытаний, если это применимо.
- Проверьте длину и размер сварного шва.
- Убедитесь, что выполнена какая-либо послетермическая обработка, если она применима.

Оборудование для контроля сварки
Сварщики и инспекторы по сварке используют различное оборудование для обеспечения безопасности на всех этапах процесса сварки. В зависимости от местоположения сварного шва и осмотра могут потребоваться различные инструменты.
Например, инспектору сварки на заводе могут потребоваться только его глаза и защитное снаряжение, в то время как инспектору сварки, работающему под водой, может потребоваться целый ряд других средств контроля сварки.
Некоторое обычное оборудование для контроля сварных швов включает:
- Бороскоп
- Мостовой кулачок
- Коды, знаки сварки
- Фонарик
- Высокий-низкий манометр, карьерный манометр, другие манометры
- Журнал учета
- Зеркало
- Технические характеристики владельца и чертеж
- Средства индивидуальной защиты
- Радиографический аппарат
Дроны в качестве оборудования для контроля сварных швов
Последний элемент оборудования для контроля сварных швов, который нельзя упускать из виду, — это беспилотный летательный аппарат. В идеале основная часть контроля сварных швов должна проводиться еще до того, как сварная деталь покинет цех.
В идеале основная часть контроля сварных швов должна проводиться еще до того, как сварная деталь покинет цех.
Тем не менее, в рамках ежегодных проверок и соблюдения других правил техники безопасности, может потребоваться тщательный осмотр различных сварных швов в труднодоступных местах.
Дроны, которые становятся все более и более доступными, в ближайшие годы могут стать частью решений многих инспекторов по сварке.
Благодаря возможности проникать в труднодоступные места, такие как нефтяные резервуары, ангары, шахты и т. д., дроны будут иметь ключевое значение для обеспечения безопасности рабочих и инспекторов во время проверки сварных швов. Беспилотник, оснащенный ультразвуковой или лидарной полезной нагрузкой, только повысит точность и безопасность.
Дрон Elios 3 для осмотра водопроводных труб
Мы проводим демонстрации по всему миру, чтобы продемонстрировать наш новый дрон для осмотра помещений.
Зарегистрируйтесь, чтобы увидеть Elios 3 в прямом эфире в ближайшем к вам месте.
Металлографическая проверка сварных швов | Struers.com
Struers — Обеспечение уверенности / Знания / Контроль сварных швов
Согласие с файлами cookie
Файлы cookie используются в статистических целях и для улучшения сайта. Файлы cookie будут использоваться после того, как вы нажмете «ОК» или если вы продолжите использовать www.struers.com.
- Принять
- Подробнее
Междисциплинарная задача
Проверка сварных швов — это междисциплинарная задача, охватывающая множество различных методов и целей. В этом разделе описывается исследование вырезанных срезов на геометрические особенности, твердость или микроструктуру.
- О
- Как
- Контакт
Проверка материалографических участков сварных соединений обычно проводится на двух уровнях контроля:
Макро:
При использовании стереомикроскопов с 50-кратным увеличением
Макроисследование обычно проводится на несмонтированных поперечных сечениях сварных соединений и включает методы резки и грубой/тонкой шлифовки.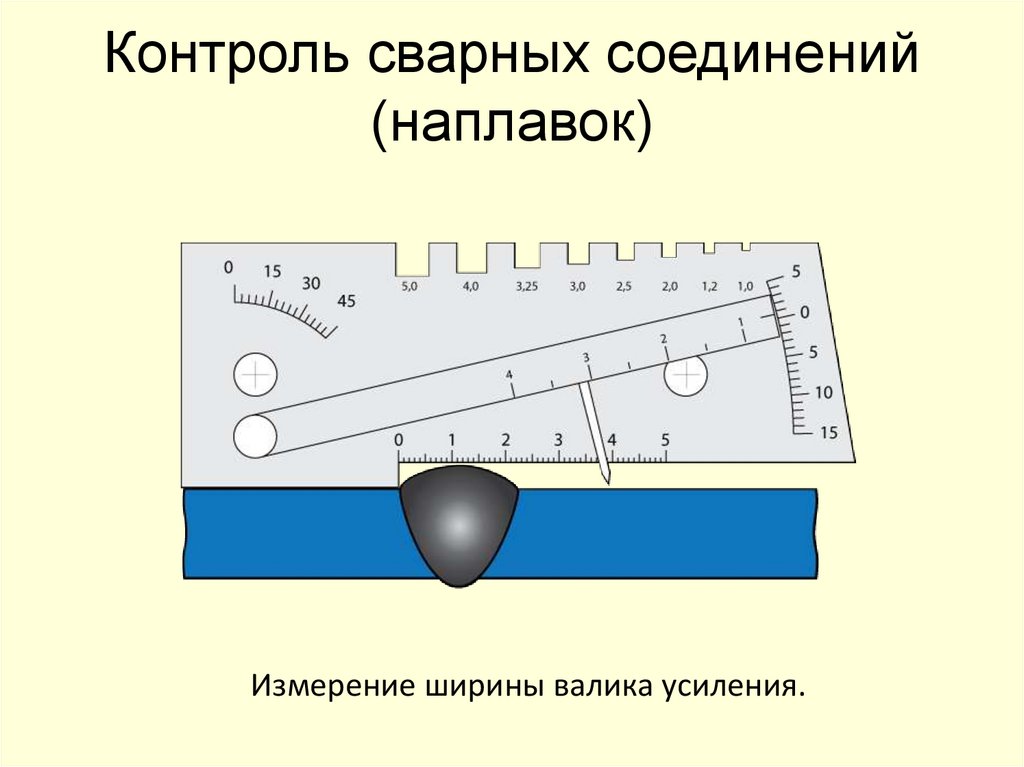 Полученная поверхность пригодна для травления с последующим изучением макроэлементов сварного соединения. Некоторые из них перечислены ниже:
Полученная поверхность пригодна для травления с последующим изучением макроэлементов сварного соединения. Некоторые из них перечислены ниже:
- Геометрия сварного шва
- Количество и размер проходов
- Глубина проникновения
- Протяженность ЗТВ (зоны термического влияния)
- Несовершенства поверхности, такие как трещины, подрезы, чрезмерная щель, выпуклость и угол сгиба сварного шва
- Внутренние дефекты, такие как трещины, пористость, металлические включения, несплавление, непровар и шлак
- Дефекты геометрии соединения, такие как зазор корня, поверхность корня, угол фаски и несоосность
Микро:
При исследовании с большим увеличением (до 1000 раз) с использованием оптических микроскопов
Для методов микроисследования и определения твердости требуется полированная, оптически плоская поверхность. Микроисследование проводится для изучения дефектов сварных швов и особенностей микроструктуры, таких как:
- Пустоты (пористость, усадочные раковины, микротрещины)
- Специальные фазы (сигма-фаза в нержавеющей стали)
- Размер зерна/структура
- Сварная конструкция
- Сегрегация
- ЗТВ и базовая конструкция
Как проводить контроль сварных швов
В общем, традиционные методы материалографии и проверки твердости также применимы к участкам сварных швов.
 Однако характеристики сварных швов создают некоторые специфические проблемы для материалографической подготовки.
Однако характеристики сварных швов создают некоторые специфические проблемы для материалографической подготовки.
Резка
Часто газопламенная резка используется в качестве основного метода резки для удаления более удобной сварной секции из более крупного изделия. В этом случае важно, чтобы макро-/микросрезы были вырезаны с помощью процесса абразивной мокрой резки и чтобы они были удалены от влияния любого термического повреждения от первичной операции термической резки.
Чтобы свести к минимуму деформацию от резки и риск термического повреждения поверхности реза, применяются общие рекомендации по выбору отрезного круга и параметров резки.
Монтаж
Обычно макросрезы для процедурных испытаний изготавливают в разобранном виде из-за нехватки времени, а также потому, что для макроисследования обычно достаточно тонкой шлифовки. Если возможна полуавтоматическая подготовка, то имеется ряд держателей образцов, которые подходят для несмонтированных поперечных сечений сварных соединений.
Если требуется монтаж, существует возможность горячего монтажа или холодного монтажа. Однако при контроле сварных швов нередко встречаются относительно большие поперечные сечения. В этом случае можно использовать прямоугольные формы для холодного монтажа.
Механическая подготовка
Традиционно сварные срезы для макроконтроля подготавливаются вручную на последовательно более тонких сортах карбидокремниевой бумаги до зернистости 1200. Для больших образцов или длительного времени шлифования алмазный диск со связкой из смолы может предложить некоторые преимущества с точки зрения срока службы и постоянной скорости съема.
Для микроконтроля и определения твердости требования к подготовке также включают полировку.
Образцы сварного шва могут иметь большие различия в твердости материала по всему образцу либо из-за фазовых переходов во время сварки, либо из-за того, что соединение включает разнородные металлы. Металл сварного шва может содержать твердые выделения или какой-либо собственный дефект сварного шва. Поэтому важно, чтобы метод препарирования обеспечивал минимальную полированность между элементами микроструктуры и сохранение всех элементов микроструктуры. В этом отношении предпочтительно использовать полуавтоматическое или автоматическое оборудование для подготовки, поскольку оно обеспечивает постоянство и воспроизводимость полировки, что облегчает точный микроструктурный анализ.
Металл сварного шва может содержать твердые выделения или какой-либо собственный дефект сварного шва. Поэтому важно, чтобы метод препарирования обеспечивал минимальную полированность между элементами микроструктуры и сохранение всех элементов микроструктуры. В этом отношении предпочтительно использовать полуавтоматическое или автоматическое оборудование для подготовки, поскольку оно обеспечивает постоянство и воспроизводимость полировки, что облегчает точный микроструктурный анализ.
Травление
В зависимости от сплава и требуемого анализа можно использовать как химическое, так и электролитическое травление. Наиболее распространенным травителем, используемым для углеродистой и низколегированной стали, является нитал различной концентрации; в качестве альтернативы можно использовать десятипроцентный персульфат аммония. Для сложных сплавов, таких как нержавеющие стали и никелевые сплавы, следует рассмотреть возможность электролитического травления. Электролитическое травление предлагает некоторые преимущества по сравнению с решениями для химического травления, такие как скорость, простота в эксплуатации и повышенная безопасность, благодаря минимизации контакта пользователя с травителями.
Для применений, требующих подробного микроструктурного анализа, образцы для электролитической полировки и травления должны быть отшлифованы до зернистости 1000.
Геометрические элементы
Геометрические элементы сварного шва обычно задаются индивидуально для каждого сварного шва или группы сварных швов. Поэтому анализ отказов, одобрение или контроль сварного шва в большинстве случаев выполняются в соответствии с подробной спецификацией. Тип, количество и размер внутренних или поверхностных дефектов также хорошо определены для качества сварного шва.
Измерение, подсчет, индикация и отчетность по геометрическим характеристикам и дефектам сварных швов обусловлены высокой степенью стандартизации, поскольку задача может быть оптимизирована за счет использования специальных систем визуализации.
Ищете расходные материалы?
Закажите расходные материалы непосредственно в нашем интернет-магазине.
Перейти к расходным материалам в интернет-магазине
Хелле Михаэльсен
Глобальное бизнес-решение и диспетчер приложений
Struers Apps.
Баллеруп, Дания
Контакт
Биргитте Нильсен
Металлограф,
Специалист по применению
Struers Aps.
Баллеруп, Дания
Контакт
Мария Линдегрен
Кандидат наук. в обработке металлов давлением,
Специалист по применению
Struers Aps.
Баллеруп, Дания
Контакт
Олафур Олафссон
Кандидат технических наук, инженер-механик,
Специалист по применению
Struers Aps.
Баллеруп, Дания
Контакт
Фарук Музафер
Специалист по применению
Struers ApS
Ballerup, Дания
Контакт
Мэтью Кодуэлл
Руководитель лаборатории
Struers Ltd.
Rotherham, UK
Контакт
Хольгер Шнарр
Степень доктора технических наук и степень инженера в области материаловедения,
Специалист по применению
Struers GmbH
Виллих, Германия
Контакт
Ульрих Сетцер
Инженер-материаловед, степень технического ассистента по металлографии и материаловедению,
Специалист по применению
Struers GmbH
Willich, Германия
Контакт
Римский герундий
Степень технического ассистента по металлографии и материаловедению,
Специалист по применению
Struers GmbH
Willich, Германия
Контакт
Кэролайн Муссу
Руководитель лаборатории
Struers SAS
Шампиньи-сюр-Марн, Франция
Контакт
Кристиан Вегерски
Специалист по применению
Struers GmbH
Виллих, Германия
Контакт
Марко Карузо
Металлограф,
Специалист по применению
Struers S. A.S.
A.S.
Арезе, Италия
Контакт
Генри Удомон
Менеджер приложений
Struers Inc.
Кливленд, Огайо, США
Контакт
Келси Торболи
Инженер по приложениям
Struers Inc.
Кливленд, Огайо, США
Контакт
Брайан Джонс
Инженер по применению
Struers Inc.
Кливленд, Огайо, США
Контакт
Эллис Перри
Инженер по применению
Struers Inc.
Кливленд, Огайо, США
Контакт
Сюпин Цзян
к.т.н., магистр наук. в области материаловедения и инженерии,
Менеджер по применению и лаборатории
Struers Ltd.
Шанхай, Китай
Контакт
Райан Яо
Специалист по применению
Struers Ltd
Шанхай, Китай
Контакт
Киничи Исикава
г-жа К. в области промышленных наук,
Специалист по применению
Struers K.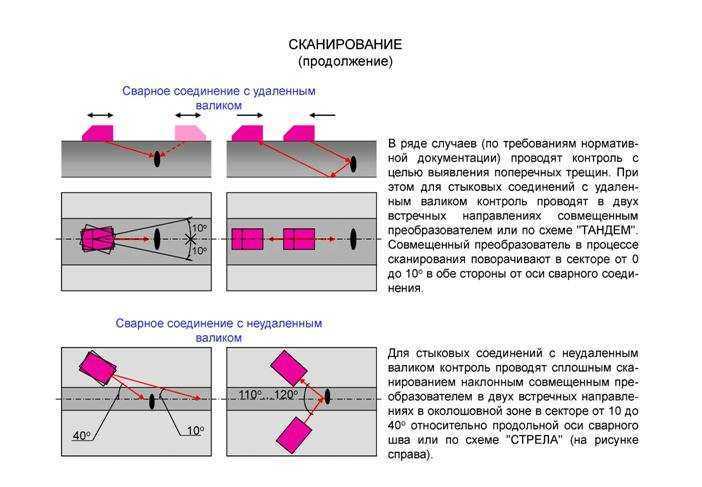 K
K
Токио, Япония
Контакт
Юя Хаякава
Магистр наук в области материаловедения и инженерии,
Специалист по применению
Struers K.K
Токио, Япония
Контакт
Кенни Лим
Специалист по применению
Struers Singapore
Сингапур, Сингапур
Контакт
Азбука неразрушающего контроля сварных швов
Азбука неразрушающего контроля сварных швов 904:12 NDTnet 1998 Июнь, Том 3 №6ЧАРЛЬЗ ХЕЙС *
| Подтверждение: Статья была впервые опубликована в Welding Journal, май 1997 г. опубликована Американским обществом сварщиков, 550 NW LeJeune Road, Miami, FL 33126. ЧАРЛЬЗ ХЕЙС — менеджер по международным продажам/поддержке, Линкольн Электрик Ко.  , Кливленд, Огайо.
Он имеет сертификат NDT Level III от
Американского общества неразрушающего контроля и является членом подкомитета AWS D1D по инспекции. , Кливленд, Огайо.
Он имеет сертификат NDT Level III от
Американского общества неразрушающего контроля и является членом подкомитета AWS D1D по инспекции. |
| СОДЕРЖАНИЕ |
|
Введение
Визуальный осмотр (VT)
- Визуальный контроль часто является наиболее экономичным методом, но он должен проводиться до, во время и после сварки. Многие стандарты требуют его использования перед другими методами, потому что нет смысла подвергать явно плохой сварной шов сложным методам контроля.
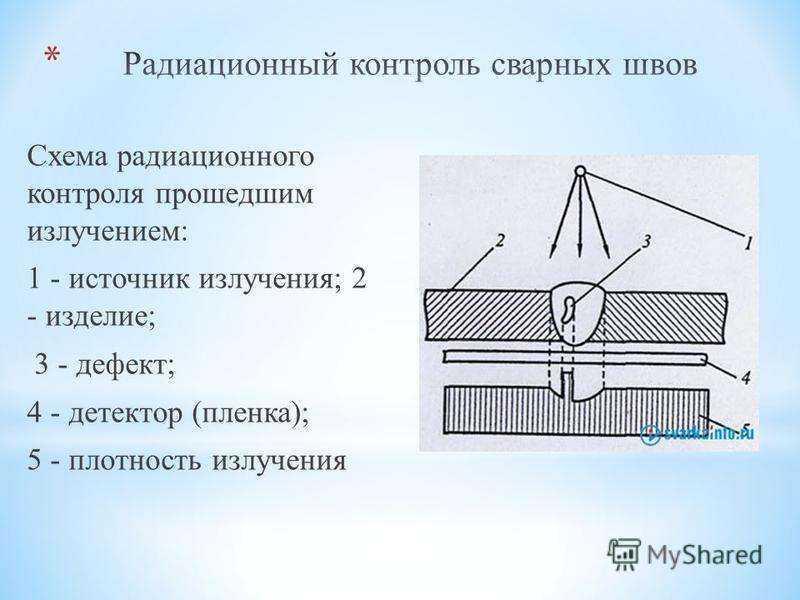 В стандарте ANSI/AWS D1.1, Сварочные нормы и правила для конструкционной стали, говорится: «Сварные швы, подлежащие неразрушающему контролю, должны быть признаны приемлемыми при визуальном осмотре». Визуальный осмотр требует небольшого оборудования. Помимо хорошего зрения и достаточного освещения, все, что нужно, это карманная линейка, размер сварного шва.
калибр, увеличительное стекло и, возможно, линейка и угольник для проверки прямолинейности, выравнивания и перпендикулярности.
В стандарте ANSI/AWS D1.1, Сварочные нормы и правила для конструкционной стали, говорится: «Сварные швы, подлежащие неразрушающему контролю, должны быть признаны приемлемыми при визуальном осмотре». Визуальный осмотр требует небольшого оборудования. Помимо хорошего зрения и достаточного освещения, все, что нужно, это карманная линейка, размер сварного шва.
калибр, увеличительное стекло и, возможно, линейка и угольник для проверки прямолинейности, выравнивания и перпендикулярности.| «Визуальный осмотр является лучшим купить в нде, но надо брать место до, во время и после сварки». |
 Точно так же следует проверить выравнивание, подгонку и подготовку соединения. Наконец, следует проверить переменные процесса и процедуры, включая размер и тип электрода, настройки оборудования и условия для предварительного или последующего нагрева. Все эти меры предосторожности применяются независимо от используемого метода проверки.
Точно так же следует проверить выравнивание, подгонку и подготовку соединения. Наконец, следует проверить переменные процесса и процедуры, включая размер и тип электрода, настройки оборудования и условия для предварительного или последующего нагрева. Все эти меры предосторожности применяются независимо от используемого метода проверки. Во время изготовления визуальный осмотр сварного валика и концевой лунки может выявить такие проблемы, как трещины, недостаточное проникновение и газовые или шлаковые включения. Среди признаков сварки, которые можно распознать визуально, можно выделить трещины, поверхностный шлак во включениях, поверхностную пористость и подрезы.
Для простых сварных швов может быть достаточно проверки в начале каждой операции и периодически по ходу работы. Где более одного слоя наполнителя
металл осаждается, однако может быть желательно проверять каждый слой перед осаждением следующего. Корневой проход многопроходного сварного шва является наиболее важным для надежности сварного шва. Он особенно подвержен растрескиванию, а поскольку он быстро затвердевает, он может задерживать газ и шлак. При последующих проходах условия, вызванные формой наплавленного валика или изменением конфигурации шва, могут вызвать дальнейшее растрескивание, а также подрезы и шлакоуловители. Затраты на ремонт могут быть сведены к минимуму, если визуальный осмотр обнаружит эти дефекты до начала сварки.
Он особенно подвержен растрескиванию, а поскольку он быстро затвердевает, он может задерживать газ и шлак. При последующих проходах условия, вызванные формой наплавленного валика или изменением конфигурации шва, могут вызвать дальнейшее растрескивание, а также подрезы и шлакоуловители. Затраты на ремонт могут быть сведены к минимуму, если визуальный осмотр обнаружит эти дефекты до начала сварки.
Визуальный контроль на ранней стадии производства также может предотвратить недоварку и переварку. Сварные швы меньшего размера, чем указано в спецификациях, не допускаются. Слишком большие валики излишне увеличивают затраты и могут вызвать деформацию из-за дополнительной усадочной нагрузки.
После сварки визуальный осмотр позволяет выявить различные дефекты поверхности, в том числе трещины, пористость и незаполненные кратеры, независимо от последующих процедур контроля. Могут быть оценены отклонения в размерах, коробление и дефекты внешнего вида, а также характеристики размера сварного шва.
Перед проверкой поверхностных дефектов швы должны быть очищены от шлака. Дробеструйную очистку не следует проводить перед осмотром, потому что наклеп может запечатать мелкие трещины и сделать их невидимыми. Например, AWS D1.1 Structural Welding Code не разрешает упрочнение «корня или поверхностного слоя сварного шва или основного металла по краям сварного шва».
Визуальный осмотр позволяет обнаружить дефекты только на поверхности сварного шва. Спецификации или применимые нормы могут требовать, чтобы внутренняя часть сварного шва и прилегающие металлические зоны также были исследованы. Неразрушающий контроль может быть использован для определения наличия дефекта, но он не может измерить его влияние на пригодность изделия к эксплуатации, если только он не основан на корреляции между дефектом и какой-либо характеристикой, влияющей на качество продукта.
оказание услуг. В противном случае разрушающие испытания являются единственным надежным способом определения работоспособности сварного шва.
Радиографический контроль (RT)
- Рентгенография (рентген) — один из самых важных, универсальных и широко распространенных из всех методов неразрушающего контроля — рис. 1.
| Рис. 1 – Рентгенография – один из важнейших, универсальных и широко распространенных методов обследования. | Рис. 2. Более толстые участки образца, подвергаемого рентгеновскому облучению, или материал с более высокой плотностью поглощают больше излучения, и соответствующие области на рентгенограмме будут светлее. |
Рентген используется для определения внутренней прочности сварных швов. Термин «Рентгеновское качество», широко используемое для обозначения высокое качество сварных швов достигается благодаря этому методу контроля.

Рентгенография основана на способности рентгеновских и гамма-лучей проходить через металл и другие материалы, непрозрачные для обычного света, и производить фотографические записи переданной лучистой энергии. Все материалы будут поглощать известное количество этой лучистой энергии, поэтому рентгеновские и гамма-лучи можно использовать для выявления разрывов и включений в непрозрачном материале. Постоянная видеозапись внутренних условий покажет основную информацию, по которой можно определить надежность сварного шва.
| «Рентгенография является одним из наиболее широко распространенный околосмертный опыт методы». |
 Радиоактивными изотопами, наиболее широко используемыми в промышленной радиографии, являются кобальт 60 и иридий 192. Гамма-лучи, испускаемые этими изотопами, похожи на рентгеновские лучи, за исключением того, что их длина волны обычно короче. Это позволяет им проникать на большую глубину, чем рентгеновские лучи того же
мощность, однако время экспозиции значительно больше из-за более низкой интенсивности.
Радиоактивными изотопами, наиболее широко используемыми в промышленной радиографии, являются кобальт 60 и иридий 192. Гамма-лучи, испускаемые этими изотопами, похожи на рентгеновские лучи, за исключением того, что их длина волны обычно короче. Это позволяет им проникать на большую глубину, чем рентгеновские лучи того же
мощность, однако время экспозиции значительно больше из-за более низкой интенсивности. Когда рентгеновские или гамма-лучи направляются на участок сварного шва, не все излучение проходит через металл. Различные материалы, в зависимости от их плотности, толщины и атомного номера, будут поглощать лучистую энергию с различной длиной волны.
Степень, в которой различные материалы поглощают эти лучи, определяет интенсивность лучей, проникающих через материал. Когда записываются вариации этих лучей, становится доступным средство заглянуть внутрь материала. Изображение на проявленной фотосенсибилизированной пленке известно как рентгенограмма. Непрозрачный материал поглощает определенное количество излучения, но там, где есть шлиф или пустота (шлаковое включение или пористость), происходит меньшее поглощение. Эти области будут
на рентгенограмме выглядят темнее. Заросли
области образца или более высокой плотности
материал (включение вольфрама),
будут поглощать больше излучения и соответствующие им области на рентгенограмме будут светлее — рис. 2.
Эти области будут
на рентгенограмме выглядят темнее. Заросли
области образца или более высокой плотности
материал (включение вольфрама),
будут поглощать больше излучения и соответствующие им области на рентгенограмме будут светлее — рис. 2.
Будь то в магазине или в полевых условиях, надежность и интерпретационная ценность рентгенографических изображений зависят от их резкости. и контраст. Способность наблюдателя обнаружить дефект зависит от резкости его изображения и его контраста с фон. Чтобы убедиться, что рентгенографическое облучение дает приемлемые результаты, на деталь помещается датчик, известный как индикатор качества изображения (IQI), так что его изображение будет воспроизведено на рентгенограмме.
IQ, используемые для определения радиографического качества, также называются пенетраметрами. Стандартный пенетраметр с отверстиями представляет собой прямоугольный кусок металла с тремя просверленными отверстиями заданного диаметра. Толщина куска металла выражается в процентах от толщины рентгенографируемого образца. Диаметр каждого отверстия различен и кратен толщине пенетраметра. Пенетраметры проводного типа также широко используются, особенно за пределами США. Они состоят из нескольких отрезков проволоки разного диаметра. Чувствительность определяется наименьшим диаметром проволоки, который хорошо виден на рентгенограмме.
Диаметр каждого отверстия различен и кратен толщине пенетраметра. Пенетраметры проводного типа также широко используются, особенно за пределами США. Они состоят из нескольких отрезков проволоки разного диаметра. Чувствительность определяется наименьшим диаметром проволоки, который хорошо виден на рентгенограмме.
Пенетраметр не является индикатором или прибором для измерения размера несплошности или минимального обнаруживаемого размера дефекта. Это
является показателем качества рентгенографической техники.
Рентгенографические изображения не всегда легко интерпретировать. Следы от пленки и полосы, туман и пятна, вызванные ошибками проявления, могут затруднить выявление дефектов. Такие артефакты пленки могут маскировать несплошности сварного шва.
Поверхностные дефекты будут видны на пленке и должны быть распознаны. Поскольку угол воздействия также влияет на рентгенограмму, оценить угловые сварные швы с помощью этого метода сложно или невозможно. Поскольку рентгенограмма сжимает все дефекты, возникающие по всей толщине сварного шва, в одну плоскость, она имеет тенденцию создавать преувеличенное впечатление о дефектах рассеянного типа, таких как пористость или включения.
Рентгеновское изображение внутренней части сварного шва можно просматривать на флуоресцентном экране, а также на проявленной пленке. Это позволяет проверять детали быстрее и с меньшими затратами, но четкость изображения снижается. но разрешение изображения Можно преодолеть многие недостатки рентгенографической визуализации, связав флуоресцентный экран с видеокамерой. Вместо того, чтобы ждать, пока проявится пленка, изображения можно просматривать в настоящее время. Это может улучшить качество и снизить затраты на производство применения, такие как сварка труб, где проблема может быть быстро выявлена и устранена.
Оцифровав изображение и загрузив его в компьютер, изображение может быть улучшено и проанализировано до невиданной ранее степени. Можно накладывать несколько изображений. Значения пикселей можно регулировать для изменения оттенка и контраста, выявляя небольшие дефекты и неоднородности, которые не будут видны на пленке. Разным оттенкам серого можно назначить цвета, чтобы еще больше улучшить изображение и лучше выделить недостатки. Процесс оцифровки изображения, снятого с флуоресцентного экрана, после обработки этого изображения компьютером и передачи его на монитор для просмотра занимает всего несколько секунд. Однако из-за временной задержки мы больше не можем считать это «реальным временем». Это называется «радиоскопические изображения».
Процесс оцифровки изображения, снятого с флуоресцентного экрана, после обработки этого изображения компьютером и передачи его на монитор для просмотра занимает всего несколько секунд. Однако из-за временной задержки мы больше не можем считать это «реальным временем». Это называется «радиоскопические изображения».
Существующие пленки можно оцифровать для достижения тех же результатов и улучшения процесса анализа. Еще одним преимуществом является возможность архивирования изображений на лазерных оптических дисках, которые занимают гораздо меньше места, чем хранилища старых фильмов, и их гораздо легче вызвать при необходимости.
Таким образом, промышленная радиография представляет собой метод контроля, использующий
Рентгеновские и гамма-лучи в качестве проникающей среды и уплотненная пленка в качестве носителя записи для получения фотографической записи внутреннего качества. Как правило, дефекты сварных швов состоят либо из пустот в самом металле шва, либо из включений, плотность которых отличается от плотности окружающего металла шва.
Радиографическое оборудование производит излучение, которое в чрезмерных количествах может нанести вред тканям тела, поэтому необходимо тщательно соблюдать все меры предосторожности. Все инструкции должны быть тщательно соблюдены для достижения удовлетворительных результатов. Только персонал, прошедший обучение по радиационной безопасности и имеющий квалификацию промышленного рентгенолога, должен иметь право проводить рентгенографические испытания.
Магнитопорошковая дефектоскопия (MT)
| Рис. 3. Применение магнитопорошкового контроля включает проверку кромок листов перед сваркой, контроль в процессе каждого сварного шва или слоя, оценку после сварки и ремонт. |

Этот метод можно использовать для проверки кромок листов перед сваркой, контроля в процессе каждого прохода или слоя сварки, оценки после сварки и проверки ремонтов — рис. 3.
Это хороший метод для обнаружения поверхностных трещин всех размеров как в сварном шве, так и в прилегающем основном металле, подповерхностных трещин, непроваров, подрезов и непроваров в сварном шве, а также дефектов на отремонтированных кромках основного металла. Хотя магнитопорошковая дефектоскопия не должна заменять радиографию или ультразвук для подповерхностных оценок, она может иметь преимущество перед их методами при обнаружении плотных трещин и дефектов поверхности.
При этом методе щупы обычно располагают с каждой стороны обследуемой зоны, а между ними пропускают через рабочее место большую силу тока. Магнитный поток создается под прямым углом к потоку тока — рис. 3. Когда эти силовые линии сталкиваются с разрывом, например продольной трещиной. они отклоняются и просачиваются через поверхность, создавая
магнитные полюса или точки притяжения. А
магнитный
порошок, напыленный на поверхность, будет цепляться
к месту протечки более цепко
чем где-либо, образуя
индикация разрыва.
А
магнитный
порошок, напыленный на поверхность, будет цепляться
к месту протечки более цепко
чем где-либо, образуя
индикация разрыва.
Для развития этого признака разрыв должен быть расположен под углом к магнитным силовым линиям. Таким образом, когда ток проходит через заготовку в продольном направлении, будут видны только продольные дефекты. Собираем заготовку внутри катушки соленоида будут создавать продольные силовые линии (рис. 3), которые вызывают появление поперечных и угловых трещин при нанесении магнитного порошка.
Хотя магнитопорошковый метод намного проще в использовании, чем рентгенографический, он ограничен использованием ферромагнитных материалов и не может использоваться с аустенитными сталями. Соединение между основным металлом и металлом шва с разными магнитными характеристиками создаст магнитные неоднородности, которые могут быть ложно интерпретированы как ненадежные. С другой стороны, истинный дефект может быть скрыт порошком, налипшим на безвредный магнитный разрыв. Чувствительность уменьшается с размером дефекта, а также меньше при круглых формах, таких как газовые карманы. Это лучше всего подходит для удлиненных форм, таких как трещины, и ограничено поверхностными дефектами и некоторыми подповерхностными дефектами, в основном на более тонких материалах.
Поскольку поле должно быть искажено в достаточной степени, чтобы создать внешнюю утечку, необходимую для выявления дефектов, мелкие удлиненные неоднородности, такие как микротрещины, швы или включения, параллельные магнитному полю, не будут видны. Они могут развиваться путем изменения направления поля, причем поле целесообразно прикладывать с двух направлений, желательно под прямым углом друг к другу.
Магнитные порошки можно наносить сухим или влажным способом. Метод сухого порошка популярен для проверки тяжелых сварных конструкций, а мокрый метод часто используется для проверки компонентов самолетов. Сухой порошок равномерно напыляют на работу с помощью пульверизатора, мешка для пыли или распылителя. Мелкодисперсные магнитные частицы имеют покрытие для повышения их подвижности и доступны в сером, черном и красном цветах для улучшения видимости. При мокром методе очень мелкие красные или черные частицы суспендируют в воде или легком нефтяном дистилляте. Это можно облить или распылить, или деталь можно окунуть в жидкость. Влажный метод более чувствителен, чем сухой, потому что он позволяет использовать более мелкие частицы, которые могут обнаруживать чрезвычайно мелкие дефекты. Для повышения чувствительности можно использовать флуоресцентные порошки, которые особенно полезны для обнаружения дефектов в углах, шпоночных канавках, шлицах и глубоких отверстиях.
| «МТ может иметь преимущество над RT и UT при обнаружении плотные трещины и поверхность разъединяет». |
Пенетрант Инспекция (ПТ)
| Рис. 4. Контроль методом проникающей жидкости похож на контроль методом проникающей жидкости, за исключением того, что используются ярко окрашенные красители, видимые при обычном освещении. |
Капиллярный контроль часто называют расширением метода визуального контроля. Во многих стандартах, таких как AWS D1.1 Code, говорится, что «сварные швы, подлежащие испытанию проникающей жидкостью… должны оцениваться на основе требований к визуальному осмотру».
Используются два типа проникающих жидкостей — флуоресцентный и видимый краситель. При флуоресцентном пенетрантном контроле на поверхность исследуемой детали наносится сильно флуоресцентная жидкость с хорошими проникающими свойствами. Капиллярный эффект втягивает жидкость в поверхностные отверстия, после чего излишки удаляются. «Проявитель» используется для нанесения пенетранта на поверхность, и полученный результат просматривается в ультрафиолетовом (черном) свете. Высокий контраст между флуоресцентным материалом и объектом позволяет обнаруживать мельчайшие следы пенетранта, указывающие на дефекты поверхности.
Контроль с помощью проникающих красителей аналогичен, за исключением того, что используются ярко окрашенные красители, видимые при обычном освещении (рис. 4). Обычно с пенетрантами используется белый проявитель, который создает резко контрастирующий фон с ярким цветом красителя. это обеспечивает большую мобильность за счет устранения необходимости в ультрафиолетовом свете.
Деталь, подлежащая осмотру, должна быть чистой и сухой, поскольку любое постороннее вещество может закрыть трещины или проколы и исключить пенетрант. Пенетранты можно наносить погружением, распылением или кистью, но должно пройти достаточно времени, чтобы жидкость полностью впиталась в несплошности. Это может занять час или больше при очень требовательной работе.
Капиллярная дефектоскопия широко используется для обнаружения утечек. Обычная процедура заключается в нанесении флуоресцентного материала на одну сторону сустава, подождите достаточное время для капиллярного действия. чтобы иметь место, а затем посмотреть другую сторону с ультрафиолетовым светом. В тонкостенных сосудах этот метод выявит течи, которые обычно невозможно обнаружить с помощью обычного испытания воздухом при давлении 5–20 фунтов/дюйм 2 . Однако когда толщина стенки превышает 1/4 дюйма, чувствительность теста на герметичность снижается.
Ультразвуковой контроль (УЗК)
| Рис. 5 — Ультразвуковой контроль выявляет несплошности как на поверхности сварного шва, так и под ней. Компактное портативное оборудование позволяет легко использовать его в полевых условиях. |
Когда на пути звукового луча возникает разрыв в непрерывности материала, часть звука отражается обратно. Звук собирается
прибор, усиленный и отображаемый в виде вертикальной трассы на видеоэкране — рис. 5. Как поверхностные, так и подповерхностные дефекты в металлах могут быть обнаружены, локализованы и измерены с помощью ультразвукового контроля, включая дефекты, которые слишком малы, чтобы их можно было обнаружить другими методами.
Ультразвуковой блок содержит кристалл кварца или другого пьезоэлектрического материала, заключенный в преобразователь или зонд. При подаче напряжения кристалл быстро вибрирует. Когда ультразвуковой преобразователь прикладывается к проверяемому металлу, он передает механические колебания той же частоты, что и кристалл, через соединительный материал в основной металл и сварной шов. Эти колебательные волны распространяются по материалу до тех пор, пока не достигнут разрыва или изменения плотности. В этих точках часть колебательной энергии отражается обратно. Поскольку ток, вызывающий вибрацию, отключается и включается с частотой 60-1000 раз в секунду, кристалл кварца периодически действует как приемник для улавливания отраженных вибраций. Они вызывают давление на кристалл и генерируют электрический ток. Поступая на видеоэкран, этот ток вызывает вертикальные отклонения горизонтальной базовой линии. Результирующий рисунок на поверхности трубки представляет собой отраженный сигнал и разрыв. Компактное портативное ультразвуковое оборудование доступно для осмотра в полевых условиях и обычно используется при проведении мостовых и строительных работ.
Ультразвуковой контроль менее подходит, чем другие методы неразрушающего контроля для определения пористости в сварных швах, потому что круглые газовые поры реагируют на ультразвуковые испытания как ряд точечных отражателей. Это приводит к низкоамплитудным откликам, которые легко спутать с «базовым шумом», присущим параметрам тестирования. Тем не менее, это предпочтительный метод испытаний для обнаружения несплошностей более гладкого типа и расслоения.
Портативное ультразвуковое оборудование доступно с цифровым управлением и микропроцессорным управлением. Эти приборы могут иметь встроенную память и обеспечивать распечатку или видеонаблюдение и запись. Они могут быть подключены к компьютерам, что позволяет проводить дальнейший анализ, документирование и архивирование, как и в случае рентгенографических данных. Ультразвуковое исследование требует экспертной интерпретации со стороны высококвалифицированного и хорошо обученного персонала.
| Таблица 1 – Справочное руководство по основным методам неразрушающего контроля сварных швов | |||||
| Проверка Метод | Оборудование Требуется | Включает обнаружение или | Преимущества | Ограничения | Замечания |
| Визуальный | Увеличительное стекло Калибровочный калибр Карманная линейка Поверочная линейка Стандарты качества изготовления | Поверхностные дефекты — трещины, пористость, незаполненные кратеры, шлаковые включения Коробление, недовар, перевар, плохо сформированные валики, перекосы, неправильная подгонка | Бюджетный. Может применяться во время работы, позволяя устранять неисправности. Указывает на неправильные процедуры. | Применяется только к поверхностным дефектам. Не содержит постоянной записи. | Всегда должен быть основным методом контроля, независимо от того, какие другие методы требуются. Является единственным «производительным» видом проверки. Является необходимой функцией всех, кто каким-либо образом участвует в выполнении сварки. |
| Радиографический | Коммерческие рентгеновские или гамма-аппараты, специально предназначенные для контроля сварных швов, отливок и поковок. Пленочное и перерабатывающее оборудование. Флюороскопическое смотровое оборудование. | Внутренние макроскопические дефекты — трещины, пористость, пузыри, неметаллические включения, непровар корня, подрезы, сосульки, прожоги. | Когда показания записываются на пленку, получается постоянная запись. При просмотре на рентгеноскопическом экране недорогой метод внутреннего осмотра | Требует навыка выбора углов экспозиции, работы с оборудованием, интерпретации показаний. Требуются меры предосторожности. Обычно не подходит для контроля угловых швов. | Рентгеновский контроль требуется многими нормами и спецификациями. Полезно для квалификации сварщиков и сварочных процессов. Из-за стоимости его использование должно быть ограничено теми областями, где другие методы не обеспечивают требуемой уверенности. |
| Магнитный Частичный | Специальное торговое оборудование. Магнитные порошки — сухие или влажные; может быть флуоресцентным для просмотра в ультрафиолетовом свете. | Отлично подходит для обнаружения неровностей поверхности — особенно поверхностных трещин. | Проще в использовании, чем рентгенографический контроль. Позволяет управлять чувствительностью. Относительно недорогой метод. | Применимо только к ферромагнитным материалам. Требуются навыки интерпретации показаний и распознавания нерелевантных паттернов. Трудно использовать на шероховатых поверхностях. | Удлиненные дефекты, параллельные магнитному полю, могут не давать узора; по этой причине поле должно прикладываться с двух направлений под прямым углом или почти под прямым углом друг к другу. |
| Жидкость Пенетрант | Коммерческие наборы, содержащие флуоресцентные или красящие пенетранты и проявители. Прикладное оборудование для разработчика. Источник ультрафиолетового излучения — при использовании люминесцентного метода. | Поверхностные трещины, которые не видны невооруженным глазом. Отлично подходит для обнаружения утечек в сварных конструкциях. | Применяется для магнитных и немагнитных материалов. Легко использовать. Бюджетный. | Обнаруживаются только поверхностные дефекты. Невозможно эффективно использовать на горячих узлах. | В тонкостенных сосудах выявляются течи, которые обычно не обнаруживаются обычными тестами на воздухе. несоответствующие условия поверхности (дым, шлак) могут давать ложные показания. |
| Ультразвуковой | Специальное коммерческое оборудование эхо-импульсного или передающего типа. Стандартные эталонные шаблоны для интерпретации РЧ или видео шаблонов. | Поверхностные и подповерхностные дефекты, в том числе слишком мелкие, чтобы их можно было обнаружить другими методами. Специально для обнаружения дефектов, подобных расслоению под поверхностью. | Очень чувствительный. Позволяет исследовать суставы, недоступные для рентгенографии. | Требуется высокий уровень навыков в интерпретации моделей эхо-импульса. Постоянная запись не может быть легко получена. | Эхо-импульсное оборудование разработано специально для контроля сварных швов. Оборудование передающего типа упрощает интерпретацию образов там, где это применимо. |
Варианты контроля качества
- Хорошая программа контроля неразрушающего контроля должна учитывать присущие каждому процессу ограничения. Например, как рентгенография, так и ультразвук имеют различные ориентировочные факторы, которые могут определять выбор того, какой процесс использовать для конкретной работы. Их сильные и слабые стороны, как правило, дополняют друг друга. В то время как рентгенография не может надежно обнаружить дефекты, подобные расслоению, ультразвук делает это намного лучше. С другой стороны, ультразвук плохо подходит для обнаружения рассеянной пористости, тогда как рентгенография очень хороша.
- Выбор процесса. Процесс должен соответствовать заданию.
- Подготовка. Конфигурация соединения должна быть правильной и совместимой с процессом сварки.
- Процедуры. Процедуры должны быть подробно описаны и неукоснительно соблюдаться во время сварки.
- Предварительное тестирование. Полномасштабные макеты или смоделированные образцы должны использоваться, чтобы доказать, что процесс и процедуры обеспечивают желаемый стандарт качества.
- Персонал. На работу должны быть назначены квалифицированные люди.
Какие бы методы контроля ни использовались, внимание к «пяти P» качества сварки поможет сократить последующий контроль до рутинной проверки. Затем правильное использование методов неразрушающего контроля послужит проверкой для поддержания переменных в соответствии и качества сварки в соответствии со стандартами.
| Пять «П» |
3D-контроль сварных швов JOSY | ABICOR BINZEL
Там, где качество продукции должно постоянно улучшаться, процессы автоматизации нуждаются в оптимизации, возможном снижении производственных затрат и соблюдении требований безопасности. Для этого требуется надежная технология, такая как 3D-контроль сварных швов с помощью JOSY. JOSY расшифровывается как JO со штоками SY и представляет собой высокоскоростную универсальную систему для бесконтактного оптического 3D-контроля. Эта технология идеально подходит для всех распространенных методов соединения, сочетая высокотехнологичные датчики, адаптируемое программное обеспечение и индивидуальное обслуживание в пакет производительности, который оптимально работает вместе и эффективно поддерживает обеспечение качества.
Геометрические особенности, такие как площади поперечного сечения, избыточные швы, переходы швов, а также дефекты сварки, такие как поры, брызги, подрезы, выпуклости верхнего слоя и многое другое, могут быть надежно обнаружены и интуитивно визуализированы с помощью 3D-контроля сварных швов JOSY. До сих пор эти особенности и аномалии часто можно было определить только случайным образом с помощью дорогостоящих, а иногда и разрушительных процедур тестирования.
JOSY превращает запланированную безопасность в проверенную и задокументированную безопасность. Он обеспечивает полный контроль над каждым процессом тестирования, увеличивает скорость процессов тестирования и значительно снижает затраты на доработку. Преимущество: датчики, программное обеспечение и сервис поставляются из одних рук – первоклассное качество «Сделано в Германии».
Краткий обзор всей информации
- Особенности контроля сварных швов JOSY
- Быстрое обнаружение и устранение неисправностей
- Характеристики программного обеспечения
- 3D-сканирование размеров сварного шва и дефектов сварного шва
- Характеристики датчика
- Видео о контроле сварных швов
- Технические характеристики
- Документация
Особенности контроля сварных швов JOSY
Надежный контроль качества
Особенно там, где сварка в основном выполняется с помощью роботов, например, в автомобильной промышленности, обычно требуется 100-процентный автоматизированный контроль качества. Благодаря собранным данным и обширным возможностям статистического анализа вы можете следить за состоянием производственной линии. Это позволяет лучше контролировать процессы по сравнению с ручными или разрушающими методами тестирования. Сложные алгоритмы фильтрации позволяют надежно тестировать даже сильно отражающие поверхности.
Хороший доступ к заготовке 9№ 0079
Компактный размер датчиков демонстрирует выдающиеся преимущества, особенно когда доступ к швам ограничен из-за геометрии компонента. Даже сложные части компонента, которые обычно представляют собой проблему для процесса сварки, могут быть надежно проверены на качество сварного шва.
Сокращение времени простоя
Благодаря модульной концепции системы несколько испытательных станций могут быть связаны между собой и, таким образом, обеспечивают обзор всей сварочной линии. Параметры теста можно настроить в автономном режиме на центральном статистическом компьютере, где измененные параметры проходят процесс проверки. Затем они отправляются на контроллер, который активирует их после следующего цикла тестирования. Таким образом, время простоя сводится к минимуму, а вся производственная линия находится в поле зрения.
Для всех типов роботов
Система контроля сварных швов JOSY 3D может быть установлена на всех распространенных промышленных роботах, таких как Kuka, ABB, Fanuc, Yaskawa, Kawasaki и т. д. Широкий ассортимент моделей датчиков позволяет выбрать нужный датчик для применения, требующего контроля . Масштабируемая производительность обеспечивает высочайший уровень точности результатов, что, в свою очередь, может помочь свести к минимуму дополнительные проверки качества.
Контроллер
- Компактный, промышленный дизайн
- IP65
- Без вентилятора, с пассивным охлаждением
- Подключи и работай
- Встроенный высокопроизводительный IPC
- Встроенный ПЛК
- Все распространенные соединения полевой шины
Быстрое обнаружение и ремонт дефектов
Система контроля сварных швов JOSY 3D обеспечивает быструю и надежную проверку качества сварных швов со скоростью сканирования до 400 мм в секунду. Неисправные сварные швы обнаруживаются непосредственно и интуитивно визуализируются на ремонтных станциях. JOSY сводит к минимуму дорогостоящие доработки и брак.
Характеристики программного обеспечения
- Простое управление, интуитивно понятный мониторинг состояния и координация доработок
- Программное обеспечение для тестирования, анализа и статистики — все в одном
- Полный процесс мониторинга и документация
- Настройка на основе шаблона в соответствии с международными стандартами испытаний
- Предварительно сконфигурированная система обеспечивает быструю установку
Трехмерное сканирование размеров сварных швов и дефектов сварных швов:
Геометрические контрольные характеристики
- Длина
- Ширина
- Толщина горловины
- Площадь поперечного сечения
- Носок
- Позиция
- Асимметрия и длина ног
- Вогнутость, выпуклость
Видимые дефекты сварки
- Порен
- Макро Порен
- Микро Порен
- Пороситет (Пореннестер)
- Отверстия
- Подрезы
- Незавершенные сварные швы
- Неполностью заполненная канавка
- Брызги
Характеристики датчика
- Отличная доступность благодаря компактной, прочной и легкой конструкции
- Высокоскоростной контроль сварных швов со скоростью до 400 мм/с и частотой 8 кГц
- Мощный отражающий фильтр
- Изображения в реальном времени с расширенным динамическим диапазоном (HDR)
- Обнаружение пор от 0,1 мм
- Различные классы лазеров (2/3R)
- Более 20 моделей датчиков для самых разных областей применения
Видео о проверке сварных швов
Технические данные
Датчик| SmartRay SR1200 | SmartRay ECCO 95 | |
| Скорость сканирования: | 2 кГц – 4 кГц | 2 кГц – 8 кГц |
| Скорость проверки: | 130 мм/с | 200 мм/с |
| Макс. очки 3D профиль: | 480 | 1920 |
| Боковое разрешение: | 39 мкм – 75 мкм | 5,8 мкм – 70 мкм |
| Вес: | 330 г | 490 г |
| Размеры (объем): | 205 см 3 | 386 см 3 |
| Рабочее расстояние: | 60 – 100 мм | 25 – 144 мм |
| Класс защиты: | ИП 65 | ИП 65 |
| Отражающий фильтр: | ✓ | ✓ |
| Класс лазера: | 2 | 2 (дополнительно 3R) |
| Дизайн: | Без вентилятора, с пассивным охлаждением Класс защиты IP 65 Встроенный ИБП |
| Интерфейсы Fieldbus: | Все распространенные системы полевых шин (ProfiNet, ProfiBus, Ethernet) |
| Техническое обслуживание: | Активные резервные копии, возможен удаленный доступ |
Документация
Язык документа
Все языкиБелорусскийБолгарскийКитайскийХорватскийЧешскийДатскийГолландскийАнглийскийЭстонскийФинскийФранцузскийНемецкийГреческийВенгерскийИтальянскийЯпонскийКазахскийКорейскийЛатышскийЛитовскийНорвежскийПольскийПортугальскийРумынскийРусскийСербскийСловацкийСловенскийИспанскийШведскийТурецкийУкраинскийВьетнамскийПроверка сварных швов — Сертификат — Технический колледж Северо-Восточного Висконсина
Этот веб-сайт использует файлы cookie для повышения удобства работы пользователей. Нажимая «Принять» или перемещаясь по сайту, вы соглашаетесь на использование файлов cookie. Узнайте больше в нашей политике конфиденциальности.
Я согласен
Перейти к содержимому
Сертификат инспекции сварки готовит учащихся к сдаче экзамена сертифицированного инспектора по сварке Американского общества сварщиков (AWS). Студенты поймут разрушающие и неразрушающие методы, используемые для проверки сварных конструкций, как это определено требуемым кодом. Чтобы пройти сертификацию CWI, необходимо сочетание 5-летнего образования и опыта в области сварки.
Код программы:
Применить сейчас Информация о запросе
Дом » Академия и обучение » Проверка сварных швов
Область исследования: Производство
Оценки на основе проживания в штате. Узнайте больше об обучении и сборах.
Предлагается по адресу:
- Зеленая бухта
- Частичная занятость
Как начать работу с этой программой?
Требования для получения сертификата
- Подайте заявку на сайте www.nwtc.edu/apply.
- Запишитесь на занятия.
Какие у меня курсы?
- 30442385 — Основы контроля сварных швов 1 2
- 30442387 — Код проверки сварных швов 2
- 30442386 — Практическая проверка сварных швов I 1
Всего кредитов 5
Что еще мне нужно знать о программе?
Примечание
- Обладатели дополнительного образования и/или опыта работы могут найти другие возможности трудоустройства: Сертифицированные инспекторы по сварке
- .
- Сварщик, зарегистрированный в гос.
- Сертифицированный сварщик.
- Для этого курса необходимо приобрести самую последнюю версию кода AWS D1.1. Цены уточняйте в книжном магазине NWTC.
Отраслевые сертификаты
Этот сертификат подготовит учащихся к сдаче экзамена AWS / Certified Weld Inspector Examination.
Брось вызов ожиданиям и следуй своей страсти
Работа мечты не зависит от пола. Откройте для себя преимущества нетрадиционных занятий.
Посмотреть версию для печати- Онлайн
Занятия везде, где есть подключение к интернету.
- Может потребоваться личный карьерный опыт, такой как стажировка, практика или кредит за предшествующее обучение.
- Некоторые онлайн-курсы могут проводиться в определенные даты/часы.
- День
- Занятия с 6:00 до 17:30.
- Вечер
- Занятия с 17:30 до 17:30. и 22:30
- Выходные
- Сочетание онлайн-занятий и субботних и/или воскресных занятий.
- Полная занятость
- 12 и более кредитов за семестр.
- Неполный рабочий день
- Менее 12 кредитов за семестр.
Информация для
Будущие студенты Нынешние студенты Предприятия Выпускники
Меня интересует
Будущие студенты
- Подача заявления в NWTC
- Плата за колледж
- Выбор программы
- Посещение NWTC
- Поступление в класс
- Обращение в NWTC
Текущие студенты
- Вход в систему
- Регистрация на занятия
- Библиотека NWTC
- Подписка на экстренные оповещения
- События в моем кампусе
Выпускники
- Пожертвование NWTC
- Участие в Ассоциации выпускников
- Связь с выпускниками и Фондом
Деловые партнеры
- Деловые ресурсы
- Индивидуальное обучение
- Семинары и тренинги
- Прием на работу выпускников NWTC
- Обращение в NWTC
Контроль сварных швов с помощью фазированной решетки | Eddyfi
Инспекция сварных швов с фазированной решеткой | ЭддифиСпросите эксперта
Оценка сварных швов при изготовлении и эксплуатации
Спросите эксперта
Неразрушающий контроль (НК) сварных швов уже несколько десятилетий является неотъемлемой частью программ обеспечения качества. При строительстве труб, судов и другой промышленной инфраструктуры сварные швы часто были частью основного внимания для определения общей целостности перед вводом в эксплуатацию. Это внимание не уменьшается в течение срока службы активов, и сварные швы часто проверяются во время периодических кампаний по обеспечению целостности, чтобы убедиться в общей пригодности компонентов, находящихся в эксплуатации.
Детали
При строительстве и эксплуатации сварные швы должны контролироваться объемным методом неразрушающего контроля, чтобы убедиться в выявлении примесей и дефектов по всему объему сварного соединения.
Наиболее широко признанными объемными методами неразрушающего контроля являются рентгенография и ультразвуковой контроль (УЗК). До появления современных технологий во многих случаях предпочтение отдавалось рентгенографии, поскольку данные полностью регистрируются, измерение длины считается более точным, а общая интерпретация результатов общепризнанна.
Однако ситуация в области неразрушающего контроля изменилась, и нормы инспекции начали принимать альтернативы радиографии и, в некоторых случаях, рекомендуют УЗ в качестве предпочтительной альтернативы.
Ультразвуковой анализ с фазированной решеткой (PAUT) и времяпролетная дифракция (TOFD) быстро стали популярными технологиями как для сварки на заводе, так и для контроля в процессе эксплуатации. Кроме того, в последнее время полноматричный захват (FMC), метод полной фокусировки (TFM), визуализация плоской волны (PWI) и вспомогательный анализ дефектов вывели УЗК на новый уровень.
Выявленные типовые дефекты:
- Непровар
- Пористость
- Крекинг
- Шлак и другие включения
Преимущества ультразвука по сравнению с рентгенографией
- Уменьшение воздействия ионизирующего излучения
- Повышенная производительность (время контроля сварного шва)
- Окна для рентгенографии не требуются
- Улучшенная скорость ремонта (лучшее определение размеров для четких решений)
- Инженерно-критическая оценка (ECA) и вынесение приговора за качество изготовления
- Сварка от 100 мм (4 дюйма) в диаметре до плоской пластины
- Толщина стенки от 4 мм (0,15 дюйма)
Решение Eddyfi
Eddyfi Technologies предлагает передовые пакеты решений УЗ, которые можно настроить в соответствии с требованиями заказчика и приложениями.
- Мультигруппа в стандартной комплектации
- Сочетание PAUT/TOFD для оценки соответствия кода
- Специальная система контроля сварных швов LYNCS TM с использованием до 6 датчиков
- TFM/PWI для контроля с высоким разрешением
- Вспомогательные инструменты для определения размеров дефектов
- Модульная конструкция сканера для одностороннего доступа
- Отраслевая экспертиза для консультаций и советов
Контроль сварных швов при изготовлении
Eddyfi Technologies предлагает комбинацию аппаратного, программного и сканирующего оборудования для обеспечения соответствующего нормам решения для контроля сварки конструкций и обеспечения качества.
Большинство международных норм контроля в настоящее время допускают использование регистрируемых ультразвуковых методов вместо рентгенографии в качестве основного метода объемного неразрушающего контроля.
Записываемые ультразвуковые методы демонстрируют значительные преимущества в качестве основного волюметрического метода. В зависимости от технических характеристик, материала сварного шва и геометрии установка записываемого ультразвука может включать:
- PAUT/TOFD отдельно
- Комбинация PAUT и TOFD
- PAUT и TOFD комбинированная и дополнительная бегущая волна
- TFM и PWI
Проверка сварных швов в процессе эксплуатации
Проверка стареющих активов является обязательной, чтобы определить, безопасно ли поддерживать эксплуатацию. Сварные швы часто относятся к категории риска, поскольку их выход из строя во время эксплуатации может иметь катастрофические последствия.
Контроль сварных швов в процессе эксплуатации требует гибкого подхода. Толщина стен и сведения о материале не всегда известны, и часто существуют ограничения, присущие местным условиям. Пакет решений Eddyfi Technologies обеспечивает необходимую гибкость, предлагая модульный сканер (LYNCS), который может быть собран в различных конфигурациях и имеет универсальные стойки для инструментов, которые можно использовать с PA, TOFD и другими ультразвуковыми датчиками и клиньями. Дефекты сварки в процессе эксплуатации могут включать, но не ограничиваться:
- Усталостное растрескивание
- Эрозия корня шва
- Исходные дефекты сварки
Программное обеспечение
Capture™ — это оптимизированное программное обеспечение, встроенное в приборы, которое также доступно для ПК. Он предназначен для обычных ультразвуковых испытаний, УЗК с фазированной решеткой, дифракции по времени пролета, метода полной фокусировки и адаптивного метода полной фокусировки (ATFM) и постоянно обновляется на основе отзывов отрасли.
- Интуитивный и эффективный рабочий процесс.
- Соответствующий коду TFM с промышленной скоростью сканирования.
- Специальные решения для сложной геометрии.
- Одно программное обеспечение охватывает все ваши проверки PAUT/TOFD.
- Расширенный анализ упрощен.
- Непрерывные инновации, основанные на рыночных приложениях.
Заключение
Достижения в области портативных систем с фазированной решеткой и систем TOFD повышают доступность для поставщиков неразрушающего контроля возможности предлагать альтернативные решения для контроля сварных швов.