Присадочная проволока для аргонной и газовой сварки
Присадочная проволока для дуговой сварки
При проведении сварочных работ применяются, так называемые, присадочные материалы. Они подводятся к точке соединения свариваемых изделий и плавятся вместе с основным металлом. При сварочных работах применяется присадочная проволока и присадочные прутки. Присадочный материал служит для заполнения сварочного шва и для восполнения потери металла на разбрызгивание.
Сварочная присадочная проволока должна отвечать определённым требованиям:
- Присадочный материал подбирается с учётом толщины свариваемого металла.
- Не допускается использование присадочной проволоки для сварки с окалиной, ржавчиной и различными загрязнениями.
- В процессе сварки проволока должна плавиться равномерно. Не допускается чрезмерное разбрызгивание металла.
- Сварной шов должен отличаться однородностью и не иметь трещин и пор в металле.
- Присадочная проволока для сварки металлов должна иметь химический состав, как можно более близкий к составу свариваемого металла.

Присадочная проволока, которая используется для сварки легированных сталей, должна соответствовать ГОСТ 2246-60. При проведении сварочных работ никогда не следует применять присадочную проволоку химический состав, которой неизвестен.
При электродуговой сварке в газовой среде, сварка, может производиться, плавящимся или неплавящимся электродом. В качестве защитных газов используются аргон, углекислый газ, реже гелий или газовые смеси.
В качестве плавящегося электрода используется проволока для сварки аргоном, которая с помощью специального подающего механизма непрерывно поступает в зону сварки. При сварочных работах с использованием неплавящегося электрода, проволока для аргонной сварки, выполняет ту же функцию заполнения сварного шва, только её плавит внешний электрод.
Неплавящиеся электроды изготовляются, в основном, из чистого или легированного вольфрама. Гораздо реже применяются угольные электроды или электроды из химически чистого графита. Проволока для аргонодуговой сварки (АДС) должна иметь химический состав аналогичный химическому составу свариваемого металла.
Проволока для газовой сварки
Кроме электродуговой сварки в различных отраслях промышленности, используется газовая сварка. При такой сварке, плавление присадочного и основного материалов производится в пламени открытой горелки. Проволока для газовой сварки должна отвечать тем же требованиям, что и присадочный материал для электродуговой сварки. Прежде всего, имеется в виду соответствие химического состава. Газовая сварка достаточно универсальна, особенно в полевых условиях, так как не требует электроэнергии. С помощью газовой сварки можно соединять практически все металлы, а медь, латунь и бронза гораздо лучше свариваются газовой сваркой, чем электродуговой.
Сварочная проволока для газовой сварки используется при толщине основного металла от 1,0 мм. Более тонкий металл, с отбортовкой краёв при сварке стыковых соединений, сваривается без присадочного материала. Для работы газовой горелки используются кислород и ацетилен. Проволока для сварки ацетиленом не имеет каких-либо особых свойств и отличий, от любого присадочного материала.
|
Сваривание аргоном на сегодняшний день широко применяется в строительстве, а также в монтажных работах машиностроения. Высокое качество аргонодугового сваривания позволяет применять данный вид сварочных работ для фиксирования деталей кузова, при ремонте блока двигателя, КПП, а также для работы с поддоном. Главной особенностью данного способа сварки является возможность использования этой технологии во многих смежных областях. Сваривание аргоном позволяет производить работы с алюминием, чугуном, титаном, цветными металлами, нержавеющей сталью и т.д. Цехи, в которых производится сваривание аргонодуговым сварочным аппаратом, должны быть полностью оснащенными оборудованием и приборами, которые будут контролировать качество сваривания и тестировать готовый результат.
Сваривание в среде защитного газа не имеет ничего общего с плазменным напылением или пайкой.
Для работы применяются тугоплавкие электроды из вольфрама. Данный вид электродов окружен керамическим соплом, из которого под высоким давлением к месту сваривания нагнетается аргон. Благодаря тому, что аргон поддерживает низкий уровень содержания кислорода в сварочной ванне, это позволяет держать электрическую дугу между деталью и окончанием неплавящегося электрода. Аргонодуговое сваривание прекрасно подходит для работ с разными видами металлов. Для работы необходимо максимально точно подобрать присадочный материал, который подбирается в соответствии с тем, из какого металла изготовлена свариваемая деталь. Шов, который получается после дугового сваривания с использованием аргона, является единым целым, благодаря чему обеспечивается прочность, герметичность и долговечность будущего изделия.
Ввиду того, что алюминий является очень распространенным металлом, который используется при производстве автомобильных кондиционеров и подогревателей, использование аргонной сварки является наиболее оптимальным решением для выполнения задачи по устранению механических повреждений элементов из алюминия, которые являются частью различных систем, механизмов и машин. |
 Сваривание алюминия является сложным процессом, который требует высококвалифицированного сварщика, потому как данный металл имеет особенные химические особенности алюминия. При нагреве алюминия и его соприкосновением с кислородом, на поверхности металла образовывается пленка оксида, которая препятствует дальнейшей работе с ним. Чтобы предотвратить взаимодействие нагретого алюминия и кислородом, содержащимся в воздухе, применяется один из инертных газов. Наиболее часто таким газом выступает аргон, которые предотвращает попадание в сварочную ванну кислорода, ограждая сварочный процесс от образования оксидной пленки на нагретом алюминии.
Сваривание алюминия является сложным процессом, который требует высококвалифицированного сварщика, потому как данный металл имеет особенные химические особенности алюминия. При нагреве алюминия и его соприкосновением с кислородом, на поверхности металла образовывается пленка оксида, которая препятствует дальнейшей работе с ним. Чтобы предотвратить взаимодействие нагретого алюминия и кислородом, содержащимся в воздухе, применяется один из инертных газов. Наиболее часто таким газом выступает аргон, которые предотвращает попадание в сварочную ванну кислорода, ограждая сварочный процесс от образования оксидной пленки на нагретом алюминии.
 Главной целью создаваемой таким образом электрической дуги является плавления самой свариваемой детали и присадочной проволоки.
Главной целью создаваемой таким образом электрической дуги является плавления самой свариваемой детали и присадочной проволоки.

Как выбрать газ, проволоку и вольфрамовые электроды для tig сварки?
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка.- Сварочный газ
- Электроды
- Присадочный пруток
Суть сварочного процесса TIG-оборудованием
Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.

Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки.
Сварочный газ – аргон или смеси?
Мы уже упоминали о том, что защиту процесса обеспечивает инертный газ. При TIG-сварке чаще используется чистый аргон, немного реже гелий и их смеси. Именно в этой среде вольфрамовый электрод изнашивается меньше всего, а внешний вид и качество шва оптимальны.
Выбор электрода для TIG варки
Вольфрам выбран в качестве электрода не случайно.

Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.
Как и в случае с газом, выделим наиболее популярный вид электрода:
- WP (зеленые электроды) — вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) — универсальные электроды для сварки на постоянном и переменном токах
|
Электрод |
Цвет / Состав |
Свойства |
|
WP (зеленый) |
Вольфрамовые электроды без специальных добавок. |
Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия. |
|
WL-20 (голубой) |
Вольфрамовые электроды легированные оксидом лантана 1,8-2,2 La2O3 |
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание. |
|
WZ-8 (белый) |
Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2 |
Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки. |
|
WC (серый) |
Вольфрамовые электроды легированные оксидом церия 1,8-2,2% CeO2 |
Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях. |
|
WY-20* (темно-синий) |
Вольфрамовые электроды легированные оксидом иттрия 1,8-2,2% Y2O3 |
Используются для сварки особо ответственных соединений. |
 Вольфрама не менее 99,5%, остальное примеси.
Вольфрама не менее 99,5%, остальное примеси.
Помимо состава и свойств важными параметрами являются диаметр и длина. Лидирующие позиции по спросу занимают электроды для tig сварки длиной 175 мм. Однако помимо них есть варианты 50, 75 и 150 мм.
С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
|
ВИД ТОКА |
Толщина металла, мм |
Диаметр электрода, мм |
|
ПОСТОЯННЫЙ |
0,8 – 1,5 |
1 — 1,6 |
|
2 — 3 |
2 |
|
|
4 — 6 |
3 – 3,2 |
|
|
7 — 10 |
4 |
|
|
ПЕРЕМЕННЫЙ |
2 |
1,6 — 2,4 |
|
3 — 5 |
3 — 3,2 |
|
|
6 — 10 |
4 |
И последнее – заточка вольфрамового электрода.
 Правильная заточка положительно скажется на поджиге дуги, стабильности горения и ширине сварного шва. В большинстве случаев идеальный вариант – конусовидная заточка (для переменного тока делается округлый кончик).
Правильная заточка положительно скажется на поджиге дуги, стабильности горения и ширине сварного шва. В большинстве случаев идеальный вариант – конусовидная заточка (для переменного тока делается округлый кончик).
Длина заточки должна превышать значение диаметра электрода в 2-2,5 раза. Длинная и тонкая заточка электрода особенно важна при сварке тонких материалов, это дает хорошую фокусировку сварочной дуги.
Что важно знать о присадочном прудке – состав и диаметр
Последним, что мы рассмотрим, станет – присадочный пруток. Подбирать его стоит в зависимости от материала свариваемого металла и толщины. Материал укажет на необходимый состав прутка, а толщина – его диаметр, который может варьироваться от 1 до 4 мм.
По химическому составу наиболее часто встречаются такие сочетания:
|
Вид присадочного прутка |
Химический состав свариваемых деталей |
|
Углеродистые ER 70S-6 |
Углеродистые и низколегированные стали |
|
Алюминиевые ER 4043 |
Алюминий-кремниевые сплавы |
|
Алюминиевые ER 5356 |
Алюминий-магниевые сплавы |
|
Нержавеющие ER 308LSI |
Нержавеющие стали |
|
Нержавеющие ER 316LSI |
Нержавеющие более легированные стали |
Диаметр стоит выбирать, пользуясь следующей таблицей:
|
Диаметр присадочного прутка, мм |
Толщина свариваемого металла, мм |
|
1 мм |
1 – 1,5 мм |
|
1,6 мм |
2-3 мм |
|
2 мм |
4-5 мм |
|
3 мм |
5 и более мм |
После того, как вы разобрались с расходными материалами, вы можете переходить к настройке аппарата и самой горелки, о чем мы обязательно расскажем в следующих материалах. А сейчас советуем ознакомиться с подробным видео по данной теме:
А сейчас советуем ознакомиться с подробным видео по данной теме:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Как выбрать проволоку для сварки
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 58363
[~ID] => 58363
[NAME] => Как выбрать проволоку для сварки
[~NAME] => Как выбрать проволоку для сварки
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
 Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.

- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.

Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.

Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Источник: strport.ru
[~DETAIL_TEXT] =>
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.

Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.

Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Источник: strport.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны.
[~PREVIEW_TEXT] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 25.10.2019 10:52:35
[~TIMESTAMP_X] => 25.10.2019 10:52:35
[ACTIVE_FROM] => 14.04.2017
[~ACTIVE_FROM] => 14.04.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/58363/
[~DETAIL_PAGE_URL] => /news/115/58363/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_vybrat_provoloku_dlya_svarki
[~CODE] => kak_vybrat_provoloku_dlya_svarki
[EXTERNAL_ID] => 58363
[~EXTERNAL_ID] => 58363
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 14.
Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны.
[~PREVIEW_TEXT] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 25.10.2019 10:52:35
[~TIMESTAMP_X] => 25.10.2019 10:52:35
[ACTIVE_FROM] => 14.04.2017
[~ACTIVE_FROM] => 14.04.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/58363/
[~DETAIL_PAGE_URL] => /news/115/58363/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_vybrat_provoloku_dlya_svarki
[~CODE] => kak_vybrat_provoloku_dlya_svarki
[EXTERNAL_ID] => 58363
[~EXTERNAL_ID] => 58363
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 14. 04.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как выбрать проволоку для сварки
[SECTION_META_KEYWORDS] => как выбрать проволоку для сварки
[SECTION_META_DESCRIPTION] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны.
[SECTION_PAGE_TITLE] => Как выбрать проволоку для сварки
[ELEMENT_META_TITLE] => Как выбрать проволоку для сварки
[ELEMENT_META_KEYWORDS] => как выбрать проволоку для сварки
[ELEMENT_META_DESCRIPTION] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны.
04.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как выбрать проволоку для сварки
[SECTION_META_KEYWORDS] => как выбрать проволоку для сварки
[SECTION_META_DESCRIPTION] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны.
[SECTION_PAGE_TITLE] => Как выбрать проволоку для сварки
[ELEMENT_META_TITLE] => Как выбрать проволоку для сварки
[ELEMENT_META_KEYWORDS] => как выбрать проволоку для сварки
[ELEMENT_META_DESCRIPTION] => В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. [ELEMENT_PAGE_TITLE] => Как выбрать проволоку для сварки
[SECTION_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки
[SECTION_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
[ELEMENT_PAGE_TITLE] => Как выбрать проволоку для сварки
[SECTION_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки
[SECTION_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как выбрать проволоку для сварки
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как выбрать проволоку для сварки
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Как выбрать проволоку для сварки
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Как выбрать проволоку для сварки14. 04.2017
04.2017
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.

Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.

Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.![]()
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.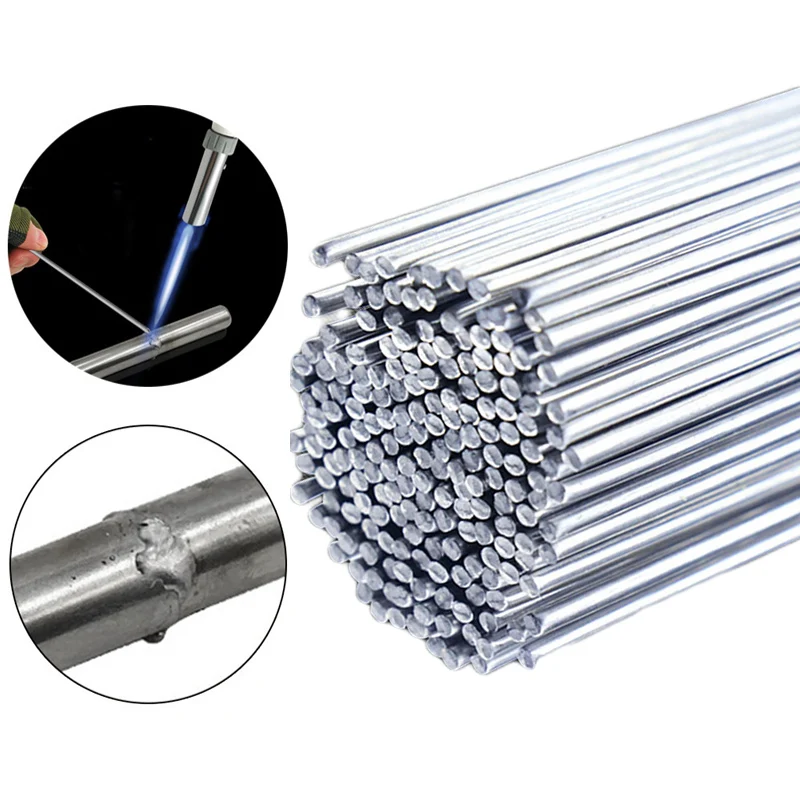
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Источник: strport.ru
Просмотров: 5909
Аргонодуговая сварка | Сварочные материалы и оборудование
Процесс аргонодуговой сварки
Общие характеристики метода
Чем отличается обычный сварочный процесс от аргонодугового? В первую очередь использованием аргона, характеристики которого исключают возникновение химических реакций в зоне горения и расплавления металла. Удельная масса данного газа, который почти на 40% тяжелее воздуха, позволяет вытеснять последний из зоны горения дуги, тем самым изолируя сварочный процесс от соприкосновения с кислородом.
Удельная масса данного газа, который почти на 40% тяжелее воздуха, позволяет вытеснять последний из зоны горения дуги, тем самым изолируя сварочный процесс от соприкосновения с кислородом.
Технология сварки предполагает использование двух способов, при которых применяются плавящиеся или неплавящиеся электроды. За счет применения неплавящегося электрода обеспечивается качественное образование сварных швов и поддерживается равномерная глубина плавки металла. Данный способ является основным для сварки стыков в трубопроводах и соединения элементов из сплавов титана и алюминия.
При работе дуга оборудования горит между электродом и свариваемой деталью. В аргонодуговой сварке принято использовать электроды, изготовленные из вольфрама. Этот металл давно зарекомендовал себя с самой лучшей стороны, являясь очень надежным и отличаясь высокой степенью тугоплавкости.
Для улучшения характеристик вольфрама при изготовлении электродов в него добавляют некоторые химические соединения. Если необходимо использование присадочного материала, он подается в зону горения сбоку, что исключает его контакт с электрической цепью.
Сварка с использованием плавящегося электрода не так популярна, как вышеописанная технология, и применяется достаточно редко.
Характеристики присадочных прутков
Аргонодуговая сварка может производиться без использования присадочного материала, но наибольший эффект достигается лишь в случае его применения. Такой материал называется присадочными прутками для аргонодуговой сварки. Если смотреть с точки зрения конструкции прутков, они представляют собой небольшие прямые отрезки проволоки, которая закладывает основу сварного шва.
Каждый пруток, в зависимости от назначения, имеет свой состав и свойства. Это роднит их с присадочной проволокой, которая используется при обычных сварочных работах. Назначение присадки – сварка разнородных элементов аргоном, поэтому она должна полностью соответствовать характеристикам свариваемого материала.
Во время аргонной присадочные прутки закладываются в основу сварного шва.
Так, использование прутков для аргонной сварки должно выполнять следующие условия:
• образовывать идеальный по форме и структуре шов;
• обеспечивать антикоррозийность шва;
• создавать устойчивость к внутрикристаллическому разрушению.
Для того чтобы соответствовать заявленным требованиям, присадочная проволока может целиком состоять из одного материала или иметь сердечники из других сплавов.
К примеру, прутки для работы с нержавейкой оснащены сердечниками из сплава хрома и никеля.
Они широко используются при строительстве трубопроводов, в пищевой, химической и нефтяной промышленности, в машиностроении.
|
Марка, тип покрытия, описание |
Классификация |
Хим. состав наплав. металла |
Механические свойства наплавленного металла |
|
OK Tigrod 1070 (OK Tigrod 18. 01 ) |
Аналог проволок: |
Si < 0,2 |
Предел текучести 35 МПа |
|
OK Tigrod 4043 (OK Tigrod 18. 04 ) |
ER 4043 / AWS A5.10 |
Si 5,0 |
Предел текучести 55 МПа |
|
OK Tigrod 1450 (OK Tigrod 18. |
Аналог проволоки |
Si 0,1 |
Предел текучести 40 МПа |
|
OK Tigrod 5356 (OK Tigrod 18. 15 ) |
ER 5356 / AWS A5.10 |
Si < 01 |
Предел текучести 120 МПа |
|
OK Tigrod 5183 (OK Tigrod 18. 16) |
ER 5183 / AWS A5.10 |
Si < 0,2 |
Предел текучести 140 МПа |
|
OK Tigrod 5556 (OK Tigrod 18. |
ER 5556 / AWS A5.10 |
Si < 0,2 |
Предел текучести 145 МПа |
 Применяется для сварки чистого алюминия, пластичных алюминиевых сплавов типа АД 1, АМц. Обладает хорошими сварочными характеристиками. Защитный газ — Ar. Ток ~.
Применяется для сварки чистого алюминия, пластичных алюминиевых сплавов типа АД 1, АМц. Обладает хорошими сварочными характеристиками. Защитный газ — Ar. Ток ~. 11)
11)  .
. 20 )
20 )Присадочные прутки для аргонодуговой сварки меди и сплавов -ESAB
(ESAB)
Темы: Сварка меди, Аргонодуговая сварка (TIG).
| Присадочные прутки (проволока) : марка, описание |
Классификация |
Типичный хим. состав наплавленного металла |
Типичные механические свойства металла шва |
|
OK Tigrod 19.12 |
ER Cu / AWS A5. 6 |
Si 0,2 |
Предел текучести 100 МПа |
|
OK Tigrod 19. |
ER Cu Si -A / AWS A5.7 |
Si 3,0 |
Предел текучести 160 МПа |
|
OK Tigrod 19.40 Медная проволока для сварки литья и проката из алюминиевых бронз. Обеспечивает высокую прочность, износостойкость и коррозионную стойкость, особенно в соленой воде. Широко используется при сварке труб, изготовленных из коррозионностойких алюминиевых бронз. |
Er Cu |
Si — 0,05 |
Предел текучести 100 МПа |
 30
30  Также применяется для сварки, ремонта и наплавки поверхностей подшипников скольжения, гребных винтов, направляющих и т.п. Обычно сварку производят в чистом Аг.
Также применяется для сварки, ремонта и наплавки поверхностей подшипников скольжения, гребных винтов, направляющих и т.п. Обычно сварку производят в чистом Аг. Условное обозначение положения сварки
- < Флюсы и присадочные материалы для газовой сварки меди
Высококачественная многофункциональная сварочная проволока для аргона Выбор рекомендуемых поставщиков
Купите аргоновую сварочную проволоку по доступным ценам на Alibaba.com и получите продукцию самого высокого качества с своевременной доставкой. Благодаря обширному ассортименту товаров и первоклассным услугам, идеальные впечатления от покупок здесь гарантированы. Сварочная проволока для аргонной сварки представляет собой тонкие металлические стержни, используемые для получения нагретой дуги. Это также используется для соединения двух металлических частей с помощью процесса, называемого сваркой.
Сварочная проволока для аргонной сварки представляет собой тонкие металлические стержни, используемые для получения нагретой дуги. Это также используется для соединения двух металлических частей с помощью процесса, называемого сваркой. На Alibaba.com аргонная сварочная проволока доступна в различных типах и может быть выбрана в соответствии с конкретными предпочтениями. Проволока различается по задачам сварки и основным металлам. Три основных типа — это дуговая сварка металлическим электродом в твердом газе или GMAW, композитная сварка GMAW и порошковая сварка в среде защитного газа или проволока FCAW. В проволоке GMAW используется сплошной проволочный электрод и защитный газ. Композитные проволоки GMAW имеют металлические компоненты в своей сердцевине и очень похожи на свои сплошные аналоги.Наконец, проволока FCAW содержит раскислители и флюсы и может влиять на общие механические свойства наплавки. Они производят больше всего брызг из трех и нуждаются в частой чистке.
С точки зрения скорости, допусков и прочности композитные проволоки GMAW и FCAW лучше, чем сплошные проволоки GMAW. Для успешной сварки необходимо выбрать правильный тип проволоки и правильный диаметр. Сварка имеет множество применений, например, для соединения различных типов металлов и изготовления стальных металлов. Проволока для аргонной сварки находит применение в различных отраслях промышленности, от автомобилестроения до судостроения и производственных предприятий.
Выбирайте из нескольких аргонной сварочной проволоки точек с безопасными вариантами оплаты. Они являются жизненно важной частью сварочного процесса, поэтому их нельзя упускать из виду. Их использование может существенно улучшить общее качество сварки и производительность, что, естественно, приведет к лучшим результатам. Alibaba.com — идеальное место для покупки любого промышленного продукта по доступным ценам.
СравнениеСплошной проволоки и порошковой проволоки: когда их использовать и почему
Сравнение преимуществ сварки MIG и порошковой проволоки
Сварка MIG и сварка порошковой проволокой обладают разными характеристиками, которые сварщики должны оценивать при выборе процесса. Для достижения наилучших результатов учитывайте следующие факторы: толщину материала, соответствующий защитный газ, скорость подачи проволоки и настройки напряжения, расположение рабочей площадки и внешний вид сварного шва.
Для достижения наилучших результатов учитывайте следующие факторы: толщину материала, соответствующий защитный газ, скорость подачи проволоки и настройки напряжения, расположение рабочей площадки и внешний вид сварного шва.
Не существует универсального решения для сварки, и все вышеперечисленные переменные будут влиять на решение сварщика использовать сплошную или порошковую проволоку.Эта статья поможет новичкам или случайным сварщикам — например, фермерам, владельцам ранчо, энтузиастам автоспорта и домашним любителям — понять основы сплошной и порошковой проволоки и понять, как максимально использовать преимущества каждой из них.
Сплошная проволока / основы сварки MIG
Источники питания MIG используют сплошной проволочный электрод для присадочного металла и требуют подачи защитного газа из баллона с сжатым газом. Сплошная проволока из низкоуглеродистой стали обычно покрывается медью для предотвращения окисления, улучшения электропроводности и увеличения срока службы сварочного контактного наконечника.Защитный газ защищает сварочную ванну от загрязнений, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа — это 75% аргона и 25% диоксида углерода. При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги. Возможно, потребуется использовать лобовые стекла.
Сплошная проволока из низкоуглеродистой стали обычно покрывается медью для предотвращения окисления, улучшения электропроводности и увеличения срока службы сварочного контактного наконечника.Защитный газ защищает сварочную ванну от загрязнений, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа — это 75% аргона и 25% диоксида углерода. При использовании сплошной проволоки на открытом воздухе сварщики должны проявлять осторожность и не допускать, чтобы ветер сдувал защитный газ в сторону от сварочной дуги. Возможно, потребуется использовать лобовые стекла.
Основы порошковой проволоки
Порошковая проволока бывает двух типов — газозащитная и самозащитная.Для порошковой проволоки с защитным газом требуется внешний защитный газ, а шлак легко удаляется. Рассмотрите возможность использования порошковой проволоки с защитным газом при сварке металлов большой толщины или в нестандартных условиях. Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при горении флюса от проволоки.В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Рассмотрите возможность использования порошковой проволоки с защитным газом при сварке металлов большой толщины или в нестандартных условиях. Порошковые проволоки с защитным газом имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания ванны расплава при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при горении флюса от проволоки.В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
Что нужно учитывать при выборе сплошной или порошковой проволоки
Внешний вид
Многие сварщики считают, что внешний вид сварного шва является важным фактором. При работе с материалами толщиной менее 3/16 дюйма до тонкого листового металла (калибр 24) сплошная проволока дает чистый на вид сварной шов. Например, передача короткого замыкания с помощью сплошного провода 0,030 дюйма, установленного на 18-19 вольт, с током 160-170 ампер и с использованием защитного газа 75% аргона и 25% углекислого газа, как правило, приводит к небольшому разбрызгиванию, созданию меньшего теплового воздействия области и снизить вероятность прожога. В результате многие автолюбители, специализирующиеся на кузовных работах, или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
В результате многие автолюбители, специализирующиеся на кузовных работах, или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
Расположение
Сварщик также должен учитывать расположение рабочей площадки при выборе между сплошной и порошковой проволокой. В таких условиях, как ветреная погода, использовать сплошную проволоку или порошковую проволоку с защитным газом труднее, поскольку воздействие ветра на защитный газ может нарушить целостность сварного шва. Обычно потеря защитного газа приводит к появлению видимой пористости в сварном шве.
Напротив, самозащитная порошковая проволока идеально подходит для сварки на открытом воздухе или в ветреную погоду. Сварщику не нужно устанавливать лобовые стекла для защиты защитных газов от уноса ветром, поскольку защитный газ образуется из горящего флюса. Поскольку самозащитная порошковая проволока не требует внешнего защитного газа, она также более портативна, чем сплошная проволока. Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина.Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Такая портативность идеальна для использования в сельском хозяйстве, где полевое оборудование может выйти из строя далеко от магазина.Если вы свариваете более толстые металлы (калибр 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Толщина, тип применения и настройки параметров
Многие начинающие сварщики пытаются использовать универсальную комбинацию проволоки и защитного газа для различных целей. Наиболее распространенные комбинации проволоки и газа (для сплошной проволоки) — это проволока диаметром 0,035 дюйма, используемая с 75% аргона и 25% диоксида углерода в качестве защитного газа. Однако при сварке более толстого материала необходимо учитывать мощность источника сварочного тока, а также диаметр сварочной проволоки.Если для более толстых материалов выбран провод 0,035 дюйма, а источником питания является тот, который подключен к цепи 115 В, результирующая выходная сила тока может оказаться недостаточной для выполнения качественных сварных швов. Это увеличивает риск образования холода или отсутствия плавления.
Это увеличивает риск образования холода или отсутствия плавления.
Попытка использовать слишком маленькую или сплошную проволоку для более толстых применений (например, на А-образных рамах автомобиля) увеличивает вероятность меньшего провара в корне и может потребовать более одного сварочного прохода. Неправильное использование сплошной проволоки (даже если она достаточно прочная) также может не обеспечить адекватного проникновения в более толстый материал.
Порошковая проволока, хотя и дороже, чем сплошная проволока, может помочь вам повысить производительность. Порошковая проволока обычно способна справиться со сваркой более грязных материалов, которые могут иметь более высокий уровень ржавчины, прокатной окалины или масла. Хотя очистка всегда является правильным методом подготовки стали, порошковая проволока содержит дезокисляющие элементы, которые улавливают эти загрязнения в сварочной ванне и удерживают их в шлаковом покрытии, обычно предотвращая связанные с этим проблемы со сваркой, возникающие при сварке более грязных сталей. По сравнению с сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде более высоких скоростей наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
По сравнению с сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и дает преимущество в виде более высоких скоростей наплавки (количество наплавленного металла шва за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше средств на материалы для порошковой проволоки, экономия достигается за счет сокращения времени производства.
Что лучше: сплошная или порошковая проволока?
Ни один из проводов не превосходит другой. Просто у них разные свойства, которые лучше работают в определенных приложениях.Что касается рабочих характеристик, оба типа проволоки обеспечивают качественную сварку с хорошим внешним видом сварного шва при правильном применении и использовании с правильными настройками параметров. Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое количество брызг. Порошковая проволока имеет более крупный шариковый перенос и обеспечивает низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с отличным сплавлением боковых стенок.
Что касается привлекательности для пользователей, то как сплошная, так и порошковая проволока относительно просты в использовании и идеально подходят для начинающих сварщиков, работающих в автомобильной промышленности, в сельском хозяйстве и в домашних условиях.Сварщик может использовать сплошную проволоку с более тонкой проволокой, потому что здесь нет шлака, который нужно удалить, он готов к покраске, а сварные швы могут быть более эстетичными.
Заключение
Самое главное, помните, что нельзя поддаваться универсальному мышлению. Сплошная проволока, самозащитная порошковая проволока и газовая порошковая проволока — все это хорошо работает при условии правильного применения. Тип провода, который вы выберете, будет зависеть от местоположения рабочей площадки, толщины области применения, надлежащей комбинации защитного газа и типа доступного оборудования. Перед сваркой всегда следует очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов. Для достижения наилучших возможных результатов будьте готовы внести корректировки в зависимости от переменных на рабочем месте и подумайте о том, чтобы иметь в наличии как сплошную, так и порошковую проволоку.
Перед сваркой всегда следует очищать заготовку, чтобы обеспечить оптимальное качество сварки и предотвратить попадание загрязнений в сварной шов. Для достижения наилучших возможных результатов будьте готовы внести корректировки в зависимости от переменных на рабочем месте и подумайте о том, чтобы иметь в наличии как сплошную, так и порошковую проволоку.
Сварочные печи Keen Tig с наполнителем
Сделанные в США и прочно сконструированные, печи и шкафы для хранения присадочной проволоки Keen TIG доступны в широком диапазоне производительности, чтобы соответствовать самым строгим сварочным операциям. Мы предлагаем самый широкий в мире объем и ассортимент продукции для хранения присадочного материала GTAW и GMAW. У нас также есть непревзойденная способность разрабатывать уникальные печи и шкафы для хранения присадочной проволоки TIG с учетом уникальных требований к хранению. Сварочные нормы постоянно меняются, и Keen готов удовлетворить потребности современных сварщиков.
Дефекты сварки, такие как пористость и водородное охрупчивание, могут быть связаны с наличием влаги в покрытии присадочной проволоки TIG, а также других загрязняющих веществ, таких как жир, пыль и грязь.Влага, в частности, может легко улавливаться, как только проволока (намотанная GMAW и прямолинейная сварочная проволока GTAW) подвергается резким изменениям температуры и атмосферной влажности (влажности). Эта влага создаст оксидный слой на поверхности проволоки, который отрицательно скажется на сварных швах и вызовет дорогостоящие доработки. Чистая, сухая и отапливаемая среда обеспечивает наиболее благоприятные условия для безопасного хранения присадочных стержней для аргонно-газовой сварки вольфрамовым электродом в газовой среде, а наши печи для хранения представляют собой идеальное решение для любой операции GTAW. Мы преданы нашим клиентам и сосредоточены на предоставлении лучших решений для хранения присадочного материала TIG, используемого в процессах GTAW и GMAW.
Наши клиенты работают в самых разных отраслях. Ниже приведены лишь некоторые из них:
SpaceX Blue Origin | Локхид Мартин | Военно-воздушные силы США |
|---|---|---|
U.С. ВМС Боинг | Virgin Galactic | Ракетная лаборатория |
Вертолет Робинсон | Нортроп Грумман | Bell Helicopter |
Mitsubishi Power | Эверги | НАСА |
Военные оборонные, аэрокосмические и авиационные производственные / ремонтные предприятия доверяют KEEN безопасное хранение дорогих TIG-сплавов при низкой влажности. KT-99 с прозрачной дверью из лексана и функцией запирания дверцы стал опорой для многих аэрокосмических компаний по всему миру, которые предпочитают высококачественную американскую продукцию, произведенную Keen. Доступны специальные версии KT-99, включая версию с продувкой азотом / аргоном, а также модель с 2 выдвижными ящиками MIG / FCAW.
KT-99 с прозрачной дверью из лексана и функцией запирания дверцы стал опорой для многих аэрокосмических компаний по всему миру, которые предпочитают высококачественную американскую продукцию, произведенную Keen. Доступны специальные версии KT-99, включая версию с продувкой азотом / аргоном, а также модель с 2 выдвижными ящиками MIG / FCAW.
Ниже приведен список отраслей, в которых используются печи и шкафы для хранения присадочной проволоки Keen Welding TIG:
- Ремонт и изготовление аэрокосмического оборудования
- Ремонт и изготовление сварных соединений трубопроводов
- Сварка конструкций
- Судоремонт и переоборудование
- Судостроение
- Стальные резервуары для воды надземные
- Ремонт и изготовление котлов и сосудов высокого давления
- Производство стальных резервуаров
- Производство больших вывесок
Часто задаваемые вопросы (FAQ)
Где производятся продукты для хранения присадочной проволоки Keen ?
Для чего предназначены печи для присадочной проволоки для сварки TIG и шкафы для присадочной проволоки для сварки TIG ?
Почему выбирают Keen Ovens ?
Можете ли вы описать свой производственный процесс на Keen Ovens ?
Какие распространенные ошибки при хранении и обращении могут привести к загрязнению присадочного материала GTAW ?
Можете ли вы описать различные типы продуктов для хранения присадочной проволоки для сварки TIG, которые вы предлагаете ?
Почему вы предлагаете печи для хранения присадочной проволоки TIG с функцией продувки инертным газом ?
Где производятся продукты для хранения присадочной проволоки Keen TIG? Мы производим все наши печи для хранения присадочной проволоки для сварки TIG, шкафы для присадочной проволоки для сварки TIG и всю другую продукцию в США. Наше предприятие находится в Хаммонде, штат Луизиана, и мы производим продукцию для мировой сварочной промышленности с 1923 года. Несмотря на то, что предприятие несколько раз расширялось, мы все еще работаем на том же предприятии, что и почти сто лет назад. Наша команда всегда была и остается приверженной сварочной отрасли — одной из величайших промышленных профессий.
Наше предприятие находится в Хаммонде, штат Луизиана, и мы производим продукцию для мировой сварочной промышленности с 1923 года. Несмотря на то, что предприятие несколько раз расширялось, мы все еще работаем на том же предприятии, что и почти сто лет назад. Наша команда всегда была и остается приверженной сварочной отрасли — одной из величайших промышленных профессий.
Для тех компаний, которые стремятся установить процедуры подготовки присадочного материала перед сваркой и внедрить передовые методы, чтобы избежать загрязнений, вызывающих неблагоприятное воздействие на окончательный сварной шов, печи и шкафы для хранения присадочной проволоки Keen TIG являются идеальным решением во многих отношениях.Использование наших печей для хранения присадочных прутков TIG обеспечивает непрерывное отапливаемое хранение при низких температурах, что является идеальной средой для присадочных прутков и проволоки TIG, поскольку устраняется проблема влажности. Многие клиенты хранят присадочную проволоку для сварки TIG прямой и отрезанной по длине в заводской упаковке внутри печи, и даже при 150 ° F уровень влажности незначителен. Ключевым моментом является равномерное распределение тепла по всей хранимой присадочной проволоке для сварки TIG, что невозможно при использовании менее эффективных методов нагрева, таких как шкаф с электрической лампочкой.Поддержание чистоты присадочных материалов и предоставление вашим клиентам доказательств соблюдения определенных правил сварки демонстрирует, что ваши процедуры контроля подготовки присадочного материала являются тщательными и профессиональными.
Многие клиенты хранят присадочную проволоку для сварки TIG прямой и отрезанной по длине в заводской упаковке внутри печи, и даже при 150 ° F уровень влажности незначителен. Ключевым моментом является равномерное распределение тепла по всей хранимой присадочной проволоке для сварки TIG, что невозможно при использовании менее эффективных методов нагрева, таких как шкаф с электрической лампочкой.Поддержание чистоты присадочных материалов и предоставление вашим клиентам доказательств соблюдения определенных правил сварки демонстрирует, что ваши процедуры контроля подготовки присадочного материала являются тщательными и профессиональными.
Мы разрабатываем инновационные продукты для хранения сварочных материалов в США почти 100 лет. На протяжении десятилетий, по мере того как многие отрасли промышленности процветали, а сварочная отрасль в целом претерпевала изменения и рост, компания Keen предлагала решения для всех типов профессионалов в области сварки, стремящихся улучшить и улучшить свои процессы. Разнообразие и глубина нашей линейки продуктов отражает эволюцию сварочной отрасли, которую пережила за десятилетия, и демонстрирует нашу приверженность сварочной отрасли в целом. Клиенты выбирают Keen, потому что у нас есть решение практически для любых требований, касающихся хранения сварочных материалов.
Разнообразие и глубина нашей линейки продуктов отражает эволюцию сварочной отрасли, которую пережила за десятилетия, и демонстрирует нашу приверженность сварочной отрасли в целом. Клиенты выбирают Keen, потому что у нас есть решение практически для любых требований, касающихся хранения сварочных материалов.
Наш процесс начинается с клиента. Мы используем новейшие технологии 3D CAD / CAM для создания наших проектов.Многие из наших продуктов были специально разработаны для конкретных потребностей клиентов, а затем стали стандартными продуктами, которые востребованы другими клиентами с аналогичными требованиями. Наша способность к индивидуальной настройке стимулировала рост нашей продуктовой линейки, поскольку мы обслуживали уникальные потребности отраслей и клиентов. Внедрение новейшего программного обеспечения ERP упростило наши процессы, и мы производим наши сборки из стали американского производства на всех этапах производства, включая штамповку, формовку, сварку, сборку, порошковое покрытие, испытания на обжиг и т. Д.Все, что мы производим, производится в США на нашем предприятии в Хаммонде, штат Луизиана.
Д.Все, что мы производим, производится в США на нашем предприятии в Хаммонде, штат Луизиана.
Контроль присадочного материала GTAW TIG является важной частью всего процесса сварки, и на нее часто не обращают внимания. Атмосферная влага и углеводороды, содержащиеся в смазочных материалах, могут загрязнять присадочный материал TIG и попадать в окончательный сварной шов, вызывая червоточины и пористость.Важно установить процедуры для надлежащего хранения и контроля присадочных стержней для сварки TIG для предотвращения неблагоприятных воздействий; избегать попадания влаги, пыли, масел, обращения с ним нечистыми руками, грязных ящиков и т. д. критически важно для предотвращения коррозии наполнителей. Правильное хранение присадочной проволоки для сварки TIG также может сократить время подготовки к сварке и повысить эффективность на последующих этапах.
Наша категория продуктов для хранения присадочной проволоки TIG включает в себя широкий спектр емкостей, что демонстрирует уникальные потребности профессионалов в области сварки GTAW.От портативных KT-50-36 до KT-20FC-36 с принудительной конвекцией печи для хранения наполнителя Keen TIG GTAW TIG могут быть самыми разными и удовлетворять специализированным требованиям. Наш стандартный KT-99, доступный в трех конфигурациях стеллажей, очень популярен на растущем аэрокосмическом и авиационном рынке — двух отраслях, в которых качество сварки и надлежащее хранение присадочного стержня для сварки TIG имеют решающее значение. Мы предлагаем несколько моделей небольшой емкости, таких как KT-4-36 и K-360-36, которые являются надежными настольными моделями, а KT-54NH и KT-30NH — это сверхмощные неотапливаемые шкафы для хранения для простых организационных нужд и для защиты от пыли. и чрезмерное обращение с присадочной проволокой для сварки TIG.Шкафы для хранения присадочной проволоки TIG также запираются.
и чрезмерное обращение с присадочной проволокой для сварки TIG.Шкафы для хранения присадочной проволоки TIG также запираются.
Для максимального хранения без примесей заказчики, выполняющие критические сварные швы, иногда выбирают модели с продувкой инертным газом, такие как kT-99NP и K-1000M & TNP. Азот и аргон являются стандартными средами для хранения без загрязнений, потому что эти газы относительно инертны — они не вступают в реакцию с хранящимися материалами и не переносят влагу — и потому, что их можно изолировать и очистить относительно недорого.Поскольку аргон и азот имеют более низкий удельный вес, чем воздух, попадая в печь, они немедленно удаляют воздух, который может содержать загрязняющие вещества или влагу. Сварочные печи с продувкой инертным газом часто используются для высокочувствительных применений в морской ядерной и авиакосмической промышленности.
Для получения дополнительной информации или поиска ближайшего к вам дистрибьютора Keen:
Звоните: (888) 512-2870 (только в США)
Электронная почта: [email protected]
: что нужно знать
0Возникли проблемы с поиском сварочной проволоки для алюминия с флюсовым сердечником ?
Вы не одиноки.По этой теме много путаницы и даже некоторого обмана.
Также называемая безгазовой сварочной проволокой для алюминия, это звучит как подходящий вариант для небольших сварочных работ. И тот, который может сэкономить сотни на сварочном газе MIG и пистолете для катушки.
Плюс, если ваш сварочный аппарат работает только с флюсовым сердечником, это ваш единственный вариант. Либо это?
Давайте узнаем, что реально, а что миф: существует ли сварочная проволока с сердечником из алюминиевого флюса? И можно ли сваривать алюминий с помощью сварочного аппарата с флюсовым сердечником?
Мои поиски алюминиевой проволоки с флюсовым сердечником — что реально?
Простой поиск в Интернете дает интересные, но в основном бесполезные результаты, которые вносят путаницу.
Паяльная и паяльная проволока с сердечником из флюса
Хотя это порошковые присадочные материалы для соединения алюминия, пайка и пайка — это разные процессы, которые не работают в сварочном аппарате. Дуговая сварка слишком горячая для этой проволоки.
Хотя это не то, что мы ищем, прутки для пайки — это удобный способ соединения алюминия с материалом без дорогостоящих шестерен. Если вы выучите эту технику и будете держать под рукой несколько удочек, когда-нибудь вы будете рады, что сделали это.
Подробнее об этом позже.
Объявления о товарах
При поиске по запросу «безгазовый алюминиевый провод для миграции» или другим подобным запросам Google подает многообещающие объявления.
Но безуспешно. Продукция представляет собой цельную алюминиевую проволоку или стальную проволоку с флюсовым сердечником. Они не будут работать с алюминием, и им не понадобится защитный газ.
Универсальные сварочные аппараты
Этот сварочный аппарат «4 в 1» привлек мое внимание. Может производитель тоже расходники продает?
Может производитель тоже расходники продает?
Нет, еще одна забастовка. Эта машина способна выполнять сварку как алюминиевых флюсовых стержней , так и , это определенно не машина для алюминиевых флюсовых сердечников .
Сварочная проволока для алюминия с поддельным сердечником из флюса
Название этой на eBay выглядит победителем…
В нем упоминается:
✔ Алюминий
✔ Сердечник из флюса
✔ Сердечник (для уверенности)
✔ Безгазовый
✔ Никакого упоминания о сплошной проволоке
Но подождите — ниже указан номер детали Blue Demon для однотонной катушки диаметром 0,035 сплошной алюминиевой проволокой . Для этого провода требуется газ аргон .
Как выяснил этот покупатель:
Жаль, но спасибо ему за предупреждение.
То, что я не нашел
Я согласен с приведенным выше обзором. Доказательства того, что алюминиевая проволока, предназначенная для аппаратов дуговой сварки флюсовым сердечником (FCAW), реальна, ускользнуло от меня.
Подтверждение пришло, когда я увидел эту таблицу спецификаций присадочного металла от Американского сварочного общества (AWS):
Таблица: Американское сварочное обществоКогда AWS не перечисляет спецификации алюминиевой сварочной проволоки FCAW, пора признать свое поражение. Такого провода не существует .
Почему нет алюминиевой сварочной проволоки с флюсовым сердечником?
Использование алюминиевой проволоки FCAW препятствует ряду проблем.К ним относятся проблемы с удобством использования и качеством.
Трудно подать
Даже сплошная алюминиевая проволока мягкая, и ее сложно подавать. Только представьте, что вы пытаетесь подать проволоку с пустотелым сердечником из флюсового сердечника без защемления и заклинивания. Обычные канатные приводы просто не справились бы с этой задачей. Потребовалась бы специализированная система привода.
Плохие свойства флюса
Из-за уникальных характеристик алюминия флюсы, разработанные для углеродистой или нержавеющей стали, не работают. А флюсы, используемые при пайке и пайке, неэффективны при дуговой сварке при более высоких температурах.
А флюсы, используемые при пайке и пайке, неэффективны при дуговой сварке при более высоких температурах.
Кроме того, испытанные на сварку алюминиевые флюсы чрезвычайно агрессивны. Это беспокоит как пользователей, так и окружающую среду. К тому же флюсы гигроскопичны и впитывают воду из воздуха. Эти свойства способствуют плохому качеству сварки и чрезмерному разбрызгиванию.
Природа FCAW
Дуговая сварка стали под флюсом может привести к образованию большого количества брызг. Жидкая природа алюминия при температурах сварки усугубила бы проблему. Количество расплавленного материала, выходящего из сварного шва, ухудшит качество и внешний вид сварного шва.
Альтернативы сварке сердечником флюсом для соединения алюминия?
Теперь мы знаем, что не может сваривать алюминий с сердечником из флюса с помощью сварочного аппарата с подачей проволоки. Итак, давайте посмотрим на другие варианты, которые вы можете использовать, чтобы отремонтировать или построить свой проект.
Сварка MIG
Вы можете установить катушечный пистолет на совместимый сварочный аппарат. Это, наряду с баллоном со 100% -м газом для сварки аргоном и небольшой катушкой сплошной алюминиевой проволоки, представляет собой эффективный и надежный метод.
Если ваш сварочный аппарат не готов к работе с катушкой или вы просто хотите сэкономить, попробуйте сварку алюминия методом MIG без катушки.По цене катушки проволоки и, возможно, лайнера, вы узнаете, на что способна ваша машина. Немного терпения и практики могут дать удивительные результаты.
Сварка TIG
Сварочный аппарат TIG на переменном токе с чистым аргоном в защитном газе может обеспечить самый красивый вид сварных швов. Как и при любой сварке алюминия, для этого потребуется немного практики. Помните, что это ручной процесс, который выполняется медленнее, чем MIG. TIG лучше всего подходит для небольших проектов.
В крайнем случае, сварочный аппарат TIG на постоянном токе и сварочные стержни с флюсовым покрытием могут справиться со своей задачей.
Ручная сварка
Альтернативой является сварочный аппарат с сварочными стержнями, покрытыми флюсом.
Пайка / пайка
Если вы занимаетесь металлообработкой, подумайте о добавлении пайки и пайки в свой набор инструментов.
Оба процесса нагревают заготовку до температуры плавления присадочного материала, а не основного металла. Более низкий нагрев по сравнению с дуговой сваркой означает меньший риск деформации основных металлов.
«Пайка и пайка — это процессы, которые имеют много больших преимуществ… хорошая конструкция соединения приведет к прочности соединения, равной прочности сварки или выше.”
L. Jeffus« Принципы и применение сварки »(8-е издание, стр. 816)
840 ℉ — это разделительная линия между процессами — пайка происходит при температуре ниже, а пайка выше.
Капиллярное действие затягивает наполнитель для заполнения пустот между деталями. Вы даже можете соединить разнородные металлы.
Вы можете начать с простой горелки, небольшого баллона с газом MAPP и нескольких алюминиевых стержней.
Вот несколько советов по пайке от Bernzomatic
Заклепки
Это так просто, но придает красивый законченный вид проекту.
Купите хороший заклепочный пистолет и заклепки из нержавеющей стали или алюминия. Просверлите отверстия. Вставьте заклепки. Достаточно хорошо работает для лодок и самолетов.
Для масштабных проектов может помочь пневматический пистолет, или вот модель с батарейным питанием.
The Big Picture
Алюминий обладает уникальными качествами, которые делают его привлекательным материалом для проектов.
Другие характеристики препятствуют разработке алюминиевой сварочной проволоки с флюсовым сердечником, обладающей надежным качеством сварки, безопасной и простой в использовании.
Руководство по сварке TIG — Сварочные материалы West Country
Сварка нержавеющей стали
При сварке TIG нержавеющей стали сварочные стержни с префиксом AWS-ASTM E или ER могут использоваться в качестве присадочных стержней. Однако следует использовать только голые стержни без покрытия. Легкие металлы толщиной менее 1/16 дюйма (1,6 мм) всегда следует сваривать с помощью DCSP с использованием газообразного аргона. Соблюдайте обычные меры предосторожности при сварке нержавеющей стали, такие как: чистые поверхности; сухие электроды; используйте только инструменты и щетки из нержавеющей стали, сохраняйте нержавеющую сталь. от контакта с другими металлами.
Однако следует использовать только голые стержни без покрытия. Легкие металлы толщиной менее 1/16 дюйма (1,6 мм) всегда следует сваривать с помощью DCSP с использованием газообразного аргона. Соблюдайте обычные меры предосторожности при сварке нержавеющей стали, такие как: чистые поверхности; сухие электроды; используйте только инструменты и щетки из нержавеющей стали, сохраняйте нержавеющую сталь. от контакта с другими металлами.
| Металлический датчик | Тип соединения | Размер вольфрама | Размер присадочного стержня | Размер чашки | Расход защитного газа | Сварочные усилители | Скорость перемещения | ||
| Тип | CFH (Л / мин) | фунт / кв. Дюйм Дюйм | |||||||
| 1/16 дюйма — 1.6 мм | ПНО | 1,6 мм | 1,6 мм | 4, 5, 6 | Аргон | 11 (5,5) | 20 | 80–100 | 12 « |
| ФИЛЕ | 90–100 | 10 « | |||||||
| 1/8 дюйма — 3,2 мм | ПНО | 1,6 мм | 2,4 мм | 4, 5, 6 | Аргон | 11 (5.5) | 20 | 120–140 | 12 « |
| ФИЛЕ | 130–150 | 10 « | |||||||
3/16 дюйма — 4,8 мм | ПНО | 2,4 мм | 3,2 мм | 5, 6, 7 | Аргон | 13 (6) | 20 | 19200–250 | 12 « |
| ФИЛЕ | 2. 4 мм, 3,2 мм 4 мм, 3,2 мм | 225–275 | 10 « | ||||||
| 1/4 дюйма — 6,4 мм | ПНО | 3,2 мм | 4,8 мм | 8, 10 | Аргон | 13 (6) | 20 | 275–350 | 10 « |
| ФИЛЕ | 300–375 | 8 « | |||||||
Сварка низколегированных сталей
Низкоуглеродистые и низкоуглеродистые стали с содержанием менее 0.30% углерода и толщина менее 1 дюйма (2,5 см), как правило, не требуют предварительного нагрева. Исключением из этого допуска является сварка сильно зажатых соединений. Эти соединения следует предварительно нагревать от 50 до 100 ° F (от 10 до 38 ° C) до свести к минимуму усадочные трещины в основном металле. Низколегированные стали, такие как хромомолибденовые стали, будут иметь зоны жесткого термического влияния после сварки, если температура предварительного нагрева будет слишком низкой. Это вызвано быстрым охлаждением основного материала и образованием мартенситного материала. зерновые структуры.Температура предварительного нагрева от 200 до 400 ° F (от 93 до 204 ° C) замедлит скорость охлаждения и предотвратит образование мартенситной структуры.
Это вызвано быстрым охлаждением основного материала и образованием мартенситного материала. зерновые структуры.Температура предварительного нагрева от 200 до 400 ° F (от 93 до 204 ° C) замедлит скорость охлаждения и предотвратит образование мартенситной структуры.
| Металлический датчик | Тип соединения | Размер вольфрама | Размер присадочного стержня | Размер чашки | Расход защитного газа | Сварочные усилители | Скорость перемещения | ||
| Тип | CFH (Л / мин) | фунт / кв. Дюйм | |||||||
| 1/16 дюйма — 1.6 мм | ПНО | 1,6 мм | 1,6 мм | 4, 5, 6 | Аргон | 15 (7) | 20 | 95–135 | 15 « |
| ФИЛЕ | 95–135 | 15 « | |||||||
| 1/8 дюйма — 3,2 мм | ПНО | 1,6 мм / 2,4 мм | 2,4 мм | 4, 5, 6 | Аргон | 15 (7) | 20 | 145–205 | 11 « |
| ФИЛЕ | 145–205 | 11 « | |||||||
3/16 «- 4.8мм | ПНО | 2,4 мм | 3,2 мм | 7, 8 | Аргон | 16 (6,5) | 20 | 210–260 | 10 « |
| ФИЛЕ | 210–260 | 10 « | |||||||
| 1/4 дюйма — 6,4 мм | ПНО | 3,2 мм | 4. 0 мм 0 мм | 8, 10 | Аргон | 18 (8,5) | 20 | 240–300 | 10 « |
| ФИЛЕ | 240–300 | 10 « | |||||||
Сварка алюминия
Использование сварки TIG для алюминия имеет много преимуществ как для ручных, так и для автоматических процессов.Присадочный металл может быть проволокой или прутком и должен быть совместим с основным сплавом. Присадочный металл должен быть сухим, очищенным от оксидов, жира или других посторонних веществ. Если присадочный металл станет влажным, перед использованием нагрейте его в течение 2 часов при 250 ° F (121 ° C). Хотя ACHF рекомендуется, DCRP успешно работает до 3/32 дюйма (2,4 мм), DCSP с защитным газом гелий успешно применяется в механизированных применениях.
| Металлический датчик | Тип соединения | Размер вольфрама | Размер присадочного стержня | Размер чашки | Расход защитного газа | Сварочные усилители | Скорость перемещения | ||
| Тип | CFH (Л / мин) | фунт / кв. Дюйм Дюйм | |||||||
| 1/16 дюйма — 1.6 мм | ПНО | 1,6 мм | 1,6 мм | 4, 5, 6 | Аргон | 15 (7) | 20 | 60–80 | 12 « |
| ФИЛЕ | 70–90 | 10 « | |||||||
| 1/8 дюйма — 3,2 мм | ПНО | 2,4 мм | 2,4 мм / 3,2 мм | 6, 7 | Аргон | 17 (8) | 20 | 125–145 | 12 « |
| ФИЛЕ | 2.4 мм / 1,6 мм | 140–160 | 10 « | ||||||
3/16 дюйма — 4,8 мм | ПНО | 3,2 мм | 3,2 мм | 7, 8 | Аргон | 21 (10) | 20 | 195–220 | 11 « |
| ФИЛЕ | 210–240 | 9 « | |||||||
1/4 дюйма — 6. 4 мм 4 мм | ПНО | 4,8 мм | 3,2 мм | 8, 10 | Аргон | 25 (12) | 20 | 260–300 | 10 « |
| ФИЛЕ | 280–320 | 8 « | |||||||
Сварка титана
Небольшие количества примесей, особенно кислорода и азота, вызывают охрупчивание расплавленного или горячего титана при температуре выше 500 ° F (260 ° C).Расплавленный металл шва в зонах термического влияния должен быть защищен защитным слоем инертного газа. Для титана требуется сильное положительное давление аргона или гелия в качестве поддержки на корневой стороне сварного шва, а также длинный хвостовой защитный хвост из газообразного аргона для защиты металла во время охлаждения. Камеры продувки и защитные экраны доступны от CK Worldwide для обеспечения качественных результатов.
| Металлический датчик | Тип соединения | Размер вольфрама | Размер присадочного стержня | Размер чашки | Расход защитного газа | Сварочные усилители | Скорость перемещения | ||
| Тип | CFH (Л / мин) | фунт / кв. Дюйм | |||||||
| 1/16 дюйма — 1.6 мм | ПНО | 1,6 мм | Нет | 4, 5, 6 | Аргон | 15 (7) | 20 | 90–110 | 10 « |
| ФИЛЕ | 110–150 | 8 « | |||||||
| 1/8 дюйма — 3,2 мм | ПНО | 2,4 мм | 1,6 мм | 5, 6, 7 | Аргон | 17 (8) | 20 | 190–220 | 9 « |
| ФИЛЕ | 210–250 | 7 « | |||||||
3/16 «- 4. | ПНО | 2,4 мм | 3,2 мм | 6, 7, 8 | Аргон | 21 (10) | 20 | 220–250 | 8 « |
| ФИЛЕ | 240–280 | 7 « | |||||||
| 1/4 дюйма — 6,4 мм | ПНО | 3,2 мм | 3,2 мм | 8, 10 | Аргон | 25 (12) | 20 | 275–310 | 8 « |
| ФИЛЕ | 290–340 | 7 « | |||||||
 8мм
8ммWeldcote Metals | Наполнитель Tig Metal | Tig Wire | Присадочные металлы | Сварочные материалы
Наши наиболее популярные металлы Weldcote включают:
Сварочные материалы Weldcote обеспечивают неизменно высокое качество
Weldcote Metals поставляет высококачественные сварочные материалы в США и по всему миру. Их продуктовая линейка включает широкий спектр производственных сплавов для Mig, Tig и пайки. Вот лишь два из множества примеров.
Их продуктовая линейка включает широкий спектр производственных сплавов для Mig, Tig и пайки. Вот лишь два из множества примеров.
Углеродистая сталь Weldcote 11 #: высочайшее качество
Проволока ER70S-6 из углеродистой стали Weldcote имеет самую высокую прочность наплавки среди всех проволок из углеродистой стали и устойчивую к образованию окалины или ржавчины. Высокий уровень марганца и кремния обеспечивает отличные результаты. Обычно используется для угловой и стыковой сварки листового металла. ER70S-6 также может использоваться для листового металла различной толщины.Проволока имеет ширину 0,030, что делает ее подходящей для различных поверхностей и предметов. Он будет работать с толщиной от 0,031 дюйма до 1/8 дюйма. Эта проволока из углеродистой стали является сварочной проволокой общего назначения. Он идеально подходит для изготовления низкоуглеродистой стали. ER70S -6 — высокопрочная проволока, поэтому вы получите надежные результаты даже на ржавом металле. Рекомендуемый защитный газ для этого провода — чистый CO2 или 75/25 (CO2 / аргон).
Углеродистая сталь Weldcote 11 # помогает удовлетворить все потребности в сварочной проволоке
ПроволокаWeldcote ER70S-6 содержит больше марганца и кремния, чем любая другая стандартная проволока Mig.Обладает отличной устойчивостью к ржавчине и окалине. Эта проволока обеспечивает самую высокую прочность наплавки среди всех других проволок Mig из углеродистой стали. Вы получите точное расположение, чтобы сварной шов всегда был там, где вы хотите.
Поскольку провод имеет ширину 0,035 дюйма, его можно адаптировать к разным силам тока. Это более толстая проволока, а это значит, что машина должна поддерживать правильную скорость. Слишком быстро или слишком медленно может привести к бесполезной трате времени. Это еще одна причина, по которой вам нужна качественная проволока Weldcote от Welders Supply.Провода высокого качества более снисходительны. Даже новички выполнят прочный сварной шов.
Welder’s Supply — ваш лучший онлайн-источник высококачественных сварочных материалов по низким ценам.

Сварочные электроды, сварочная проволока — EWM AG
Типы проволочных электродов
Электроды для сварки MIG / MAG нелегированных и мелкозернистых сталей стандартизированы в DIN EN 440. Стандарт классифицирует 11 типов сварочной проволоки в соответствии с их химическим анализом.Однако он также содержит типы сварочной проволоки, которые распространены только в других европейских странах. Для нелегированных сталей в Германии в сколько-нибудь значительной степени используются только марки G2Si1, G3Si1 и G4Si1. Они содержат возрастающие количества кремния и марганца в указанном выше порядке, в среднем от 0,65 до 0,9% кремния и от 1,10 до 1,75% марганца. Для мелкозернистых сталей также используются марки G4Mo, G3Ni1 и G3Ni2. Электроды с порошковой проволокой для сварки этих сталей соответствуют стандарту DIN EN 758.В зависимости от состава наполнителя различают типы рутила, основные типы и типы металлического порошка. В дополнение к порошковой проволоке для сварки MIG / MAG, DIN EN 758 также стандартизирует самозащитную порошковую проволоку, которая сваривается без дополнительного добавления защитного газа. Их часто используют для наплавки швов. Проволочные электроды для сварки жаропрочных сталей стандартизированы в DIN EN 12070, проволочные электроды для этих сталей стандартизированы в DIN EN 12071. Проволочные электроды варьируются от единственной версии из молибденового сплава до проволоки с 1, 2.5, 5 и 9% хрома до проволочного электрода с 12% хрома. Молибден, ванадий и вольфрам входят в состав других легирующих элементов. Электроды бывают порошковыми с содержанием хрома до 5%. Проволочные электроды для сварки нержавеющих и жаропрочных сталей стандартизированы DIN EN 12072; Электроды из флюсовой проволоки для этих сталей стандартизированы в DIN EN 12073. В стандартах классифицируются добавки для мартенситных / ферритно-хромистых сталей, ферритных / аустенитных сталей и полностью аустенитных высококоррозийных сталей, а также для специальных типов и жаростойких типов.
Материалы для сварки MIG / MAG
Стали нелегированные и низколегированные
Нелегированные и низколегированные стали сваривают в смеси газов M1, M2, M3 или с использованием чистого диоксида углерода. Однако из-за меньшего образования брызг, особенно в верхнем диапазоне мощности, в Германии преобладают смешанные газы. Эти стали обычно легко сваривать с использованием процесса MAG. Высокоуглеродистые марки, такие как E 360, с содержанием прим. 0,45% C являются исключением из этого правила. Из-за высокой проникающей способности процесса плавления металл сварного шва поглощает относительно большее количество углерода за счет разбавления, что создает более высокий риск образования горячих трещин.Это можно исправить всеми мерами, которые уменьшают проникновение плавления и, следовательно, разбавление. Это включает в себя низкую силу тока и сварку металлов шва, движущихся вперед — Осторожно: риск отказов плавления. Поры в нелегированных и низколегированных сталях образуются в основном за счет азота. Это может быть связано с разбавлением при сварке сталей с высоким содержанием азота, например азотирование стали. Однако азот обычно абсорбируется из воздуха из-за неполного колпака защитного газа.
Однако из-за меньшего образования брызг, особенно в верхнем диапазоне мощности, в Германии преобладают смешанные газы. Эти стали обычно легко сваривать с использованием процесса MAG. Высокоуглеродистые марки, такие как E 360, с содержанием прим. 0,45% C являются исключением из этого правила. Из-за высокой проникающей способности процесса плавления металл сварного шва поглощает относительно большее количество углерода за счет разбавления, что создает более высокий риск образования горячих трещин.Это можно исправить всеми мерами, которые уменьшают проникновение плавления и, следовательно, разбавление. Это включает в себя низкую силу тока и сварку металлов шва, движущихся вперед — Осторожно: риск отказов плавления. Поры в нелегированных и низколегированных сталях образуются в основном за счет азота. Это может быть связано с разбавлением при сварке сталей с высоким содержанием азота, например азотирование стали. Однако азот обычно абсорбируется из воздуха из-за неполного колпака защитного газа. Надежная защита от этого гарантируется, если задано правильное количество защитного газа и турбулентность в потоке защитного газа, e.г. из-за разбрызгивания в сопле защитного газа или нестабильности процесса. Двуокись углерода в качестве защитного газа менее чувствительна к этому типу порообразования, чем смешанные газы. В случае смешанных газов чувствительность снижается по мере увеличения содержания CO2.
Надежная защита от этого гарантируется, если задано правильное количество защитного газа и турбулентность в потоке защитного газа, e.г. из-за разбрызгивания в сопле защитного газа или нестабильности процесса. Двуокись углерода в качестве защитного газа менее чувствительна к этому типу порообразования, чем смешанные газы. В случае смешанных газов чувствительность снижается по мере увеличения содержания CO2.
Стали высоколегированные и сплавы на никелевой основе
В принципе, эта группа материалов также хорошо сваривается с использованием процесса MIG / MAG. В качестве защитных газов для высоколегированных сталей используются смеси аргона и кислорода с содержанием кислорода 1-5% (M1.1) или аргона с содержанием CO2 до 2,5% (M1.2). Существенным недостатком при сварке коррозионно-стойких сталей является оксидная пленка, которая остается на шве и рядом с ним после сварки. Эти корки необходимо удалить щеткой, травлением или струйной очисткой перед использованием компонента в работе, поскольку они ухудшают коррозионную стойкость металла. Объем работ по очистке сварных швов MAG больше, чем при сварке MMA, где шлаковое покрытие предотвращает проникновение кислорода в поверхность сварного шва при более высоких температурах.Таким образом, часть экономических преимуществ частично механизированной сварки может быть потеряна из-за объема необходимых работ по очистке. Смешанные газы, содержащие CO2, в этом отношении более предпочтительны, чем газы, содержащие O2. В результате они все чаще используются. Однако содержание диоксида углерода в защитном газе не должно быть слишком высоким, поскольку газ, разлагающийся в дуге, вызывает карбонизацию металла шва, что, в свою очередь, снижает коррозионную стойкость. Таким образом, допустимое содержание CO2 ограничено макс.5%. При сварке коррозионно-стойких сталей следует избегать перегрева, так как это может привести к охрупчиванию и снижению коррозионной стойкости из-за отложений карбида хрома. Следовательно, необходимо проверить подвод тепла, и может потребоваться дать заготовке остыть, включая перерывы на охлаждение во время работы.
Объем работ по очистке сварных швов MAG больше, чем при сварке MMA, где шлаковое покрытие предотвращает проникновение кислорода в поверхность сварного шва при более высоких температурах.Таким образом, часть экономических преимуществ частично механизированной сварки может быть потеряна из-за объема необходимых работ по очистке. Смешанные газы, содержащие CO2, в этом отношении более предпочтительны, чем газы, содержащие O2. В результате они все чаще используются. Однако содержание диоксида углерода в защитном газе не должно быть слишком высоким, поскольку газ, разлагающийся в дуге, вызывает карбонизацию металла шва, что, в свою очередь, снижает коррозионную стойкость. Таким образом, допустимое содержание CO2 ограничено макс.5%. При сварке коррозионно-стойких сталей следует избегать перегрева, так как это может привести к охрупчиванию и снижению коррозионной стойкости из-за отложений карбида хрома. Следовательно, необходимо проверить подвод тепла, и может потребоваться дать заготовке остыть, включая перерывы на охлаждение во время работы. Для материалов всех групп аустенитных сталей «холодная» сварка также является вариантом, позволяющим избежать тепловых трещин. Поскольку аустенитные стали не становятся хрупкими под воздействием водорода, несколько процентов водорода также можно добавить в аргон для повышения производительности (увеличения скорости сварки).Однако содержание h3 не должно превышать 7% из-за риска порообразования. Однако дуплексные стали с двухфазной структурой аустенита и феррита более склонны к образованию водородных трещин. Сплавы на основе никеля обычно сваривают методом MIG с использованием аргона. В случае чистого никеля и некоторых сплавов низкие уровни добавок водорода могут снизить поверхностное натяжение и, таким образом, улучшить формирование шва.
Для материалов всех групп аустенитных сталей «холодная» сварка также является вариантом, позволяющим избежать тепловых трещин. Поскольку аустенитные стали не становятся хрупкими под воздействием водорода, несколько процентов водорода также можно добавить в аргон для повышения производительности (увеличения скорости сварки).Однако содержание h3 не должно превышать 7% из-за риска порообразования. Однако дуплексные стали с двухфазной структурой аустенита и феррита более склонны к образованию водородных трещин. Сплавы на основе никеля обычно сваривают методом MIG с использованием аргона. В случае чистого никеля и некоторых сплавов низкие уровни добавок водорода могут снизить поверхностное натяжение и, таким образом, улучшить формирование шва.
Алюминий и алюминиевые сплавы
Алюминиевые материалы обычно свариваются методом MIG.В качестве защитного газа обычно используется аргон. Поскольку алюминий имеет высокий уровень теплопроводности, добавление гелия здесь особенно полезно. Как упоминалось ранее, гелий улучшает теплопроводность и удержание тепла в атмосфере защитного газа. Это дает более глубокое и широкое проплавление. Если это более глубокое проплавление не требуется, например при сварке более тонких листов сварка может выполняться быстрее с той же формой проплавления. Более толстые секции алюминия необходимо предварительно нагревать из-за высокой теплопроводности материала.Это не только обеспечивает достаточное проплавление, но также снижает тенденцию к образованию пор, поскольку у металла сварного шва больше времени для выхода газа во время процесса охрупчивания. При использовании защитных газов, содержащих гелий — стандартные уровни содержания составляют 25 или 50% — предварительный нагрев может быть уменьшен или может вообще не потребоваться в случае меньшей толщины стенок. Это частично компенсирует более высокую стоимость газов, содержащих гелий. При сварке MIG трудностей с удалением тугоплавкого оксида на ванне нет, так как положительный полюс находится на электроде (катодная очистка).
Как упоминалось ранее, гелий улучшает теплопроводность и удержание тепла в атмосфере защитного газа. Это дает более глубокое и широкое проплавление. Если это более глубокое проплавление не требуется, например при сварке более тонких листов сварка может выполняться быстрее с той же формой проплавления. Более толстые секции алюминия необходимо предварительно нагревать из-за высокой теплопроводности материала.Это не только обеспечивает достаточное проплавление, но также снижает тенденцию к образованию пор, поскольку у металла сварного шва больше времени для выхода газа во время процесса охрупчивания. При использовании защитных газов, содержащих гелий — стандартные уровни содержания составляют 25 или 50% — предварительный нагрев может быть уменьшен или может вообще не потребоваться в случае меньшей толщины стенок. Это частично компенсирует более высокую стоимость газов, содержащих гелий. При сварке MIG трудностей с удалением тугоплавкого оксида на ванне нет, так как положительный полюс находится на электроде (катодная очистка). Тем не менее, рекомендуется удалять оксидные пленки непосредственно перед сваркой путем соскабливания или чистки щеткой, поскольку они гигроскопичны и поэтому переносят водород в металл шва. Водород — единственная причина образования пор при сварке алюминиевых материалов. В расплавленном состоянии алюминий имеет относительно высокий уровень растворимости для водорода, однако в твердом состоянии этот газ плохо растворяется в металле. Если поры не должны образовываться, то водород, поглощенный во время сварки, должен покинуть металл шва до того, как начнется процесс охрупчивания.Это не всегда возможно, особенно при более толстом сечении. В случае большей толщины стенок полностью беспористые швы не могут быть получены с использованием алюминиевых материалов. О положительном эффекте предварительного нагрева уже упоминалось. При содержании Si около 1% или Mg около 2% сплавы AlMg и AlSi склонны к тепловым трещинам во время сварки. Избегайте этого диапазона сплавов при выборе сварочных материалов.
Тем не менее, рекомендуется удалять оксидные пленки непосредственно перед сваркой путем соскабливания или чистки щеткой, поскольку они гигроскопичны и поэтому переносят водород в металл шва. Водород — единственная причина образования пор при сварке алюминиевых материалов. В расплавленном состоянии алюминий имеет относительно высокий уровень растворимости для водорода, однако в твердом состоянии этот газ плохо растворяется в металле. Если поры не должны образовываться, то водород, поглощенный во время сварки, должен покинуть металл шва до того, как начнется процесс охрупчивания.Это не всегда возможно, особенно при более толстом сечении. В случае большей толщины стенок полностью беспористые швы не могут быть получены с использованием алюминиевых материалов. О положительном эффекте предварительного нагрева уже упоминалось. При содержании Si около 1% или Mg около 2% сплавы AlMg и AlSi склонны к тепловым трещинам во время сварки. Избегайте этого диапазона сплавов при выборе сварочных материалов. Проволочные электроды с содержанием сплава на один градус выше обычно лучше, чем электроды того же типа.
Проволочные электроды с содержанием сплава на один градус выше обычно лучше, чем электроды того же типа.
Прочие материалы
Помимо ранее упомянутых материалов, только медь и медные сплавы в значительной степени свариваются методом MIG. Из-за своей высокой теплопроводности чистая медь требует относительно высокого уровня предварительного нагрева, чтобы избежать отсутствия плавления. Наплавленный металл для бронзовой проволоки, например изготовленные из алюминиевой бронзы или оловянной бронзы, обладают хорошими скользящими свойствами. Поэтому он используется для наплавки поверхностей скольжения. В таких сварных швах на черных металлах глубина проплавления должна быть низкой за счет принятия соответствующих мер, поскольку железо имеет низкий уровень растворимости в меди.Он входит в металл шва в виде маленьких шариков и снижает эксплуатационные свойства. Пайка MIG имеет аналогичные условия. Например, этот процесс используется для соединения оцинкованных панелей в автомобилестроении.