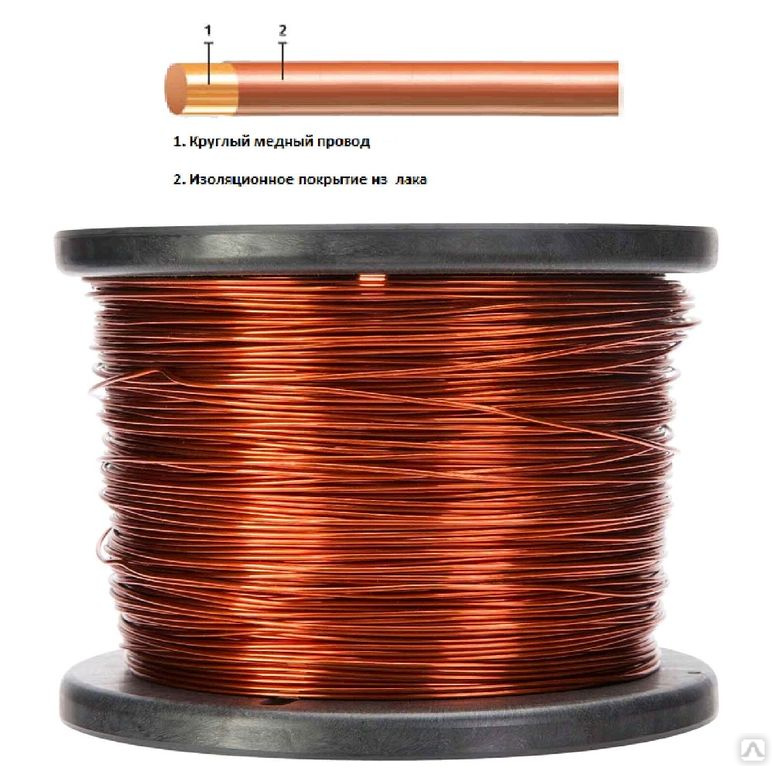
Медная проволока для сварки
При выполнении сварочных работ с деталями из меди, латуни, латуни легированной оловом широко применяется такой материал, как медная проволока для сварки. В зависимости от степени автоматизации сварочных работ, процесс сварки бывает ручной, полуавтоматический , автоматический. Из этих трех основных видов в настоящее время наибольшее распространение получила полуавтоматическая сварка. Ручная сварка постепенно уходит в прошлое, а за автоматической сваркой, очевидно, будущее. И это касается не только сварки деталей из меди и латуни, а характерно для отрасли в целом.Как в автоматической, так и в полуавтоматической сварке универсальным материалом является медная проволока для сварки. Она используется как материал для наплавки в место стыка свариваемых деталей полноценно заменяя собой дорогие, хрупкие электроды используемые при ручной сварке.
Благодаря высоким антикоррозийным характеристикам и небольшой цене медная проволока для сварки получила широкое распространение.

Проволока на медной основе и медная проволока для сварки выпускается бухтами и прутками. Она может быть либо в мягком (отожженном), либо в твердом состоянии. Для сварки не ответственных конструкций на основе меди применяется проволока М1. Конструкции из меди общего назначения варят газовой сваркой с использованием проволоки М1р, М3р. Ответственные электротехнические конструкции варят проволокой Mсp1. Для газофлюсовой сварки латуни применяется проволока марки JI63, а если латунь легирована оловом,то проволока марки JIO60-1. Для газовой сварки меди и латуни без применения флюса используется проволока марки ЛКБО62-0,2-0,04-0,5. А для сварки латуни или меди с латунью прекрасно подходит проволока марок ЛМц58-2, ЛЖМц59-1-1, ЛОК59-1-0,3.

Припой латунный ЛКБО62
Кроме статьи «Медная проволока для сварки» смотрите также:
Медная проволока, изготовление волочением, переплавка, сварка
Для создания электрических сетей и обмотки электродвигателей часто используется тонкая медная проволока. Материал хорошо пропускает ток, не нагревается и выдерживает коррозию. Как подсчитать сопротивление медной проволоки для технических нужд? Где и как её производят? Ниже мы узнаем ответы на эти вопросы.
Основные свойства медной проволоки
Для создания проволоки обычно используются чистые марки меди — M3, M2, M1, M0 и выше (то есть такие марки, у которых содержание меди составляет более 99%).
Производство осуществляется фабричным способом, а в качестве исходного сырья используют различные руды или вторсырье. По структуре различают два основных типа проволоки — мягкая и твердая. Мягкая подходит для инженерно-прикладных нужд, а твердая часто используется для декоративных целей.
Свойства
- Низкая удельное сопротивление материала (показатель P составляет 0,0175). Благодаря этому электрический ток легко проходит через металл, а проводник не нагревается.
- Достаточно высокая плотность медной проволоки (около 9 г на 1 кубический сантиметр). Из-за этого материал обладает небольшим весом и плотной структурой.
- Устойчивость к коррозии. Благодаря этому материал не ржавеет и не портится во время хранения.
Где взять медную проволоку в домашних условиях? Проволока входит в состав электродвигателей и трансформаторов электроэнергии. Поэтому ее можно найти в любых электроприборах — телевизоры, фены, утюги, пылесосы и так далее.
Также медная проволока очень часто используется в качестве проводника электрического тока, поэтому ее можно найти в проводах и кабелях. Обратите внимание, что кабельная медь обычно покрывается специальной защитной оболочкой, снять которую вручную сложно. Тогда как на трансформаторах и электродвигателях обмотка находится в чистом виде (изоляция в данном случае не требуется по техническим соображениям).
Сферы применения
- Медная проволока для обмотки различных трансформаторов и генераторов энергии. Для таких целей обычно используется проволока небольшого или среднего диаметра с высоким удельным содержание меди (более 99,5%). Благодаря этому электрический ток проходит по проводнику свободно и без задержек, что улучшает технико-эксплуатационные характеристики трансформаторов и генераторов.
- Создание кабелей и проводников электрического тока. Также медная проволока широко используется для создания проводников, поскольку медь очень хорошо пропускает электрических ток и слабо нагревается во время работы.
- Для рукоделия и создания каркасных конструкций декоративного назначения. Можно делать различные декоративные изделия — кольца, каркасные изделия в виде животных, плетеные игрушки и так далее. В этой области большое распространение получила медная проволока для рукоделия марок M3 и выше. Удельное содержание меди в данном случае не слишком важно.
Также проволоку используют для проведения сварки медных и латунных изделий. Подбирать марку меди нужно в зависимости от состава оригинальных деталей, которые будут подлежать сварке. Если исходные детали и сварочная проволока будут иметь разный состав, то в таком случае качество шва будет не слишком высоким, что может привести к растрескиванию и порче материала.
Подбирать марку меди нужно в зависимости от состава оригинальных деталей, которые будут подлежать сварке. Если исходные детали и сварочная проволока будут иметь разный состав, то в таком случае качество шва будет не слишком высоким, что может привести к растрескиванию и порче материала.
Расчет сопротивления
Особое значение электрическое сопротивление играет в ситуациях, когда проволока используется в качестве обмотки для трансформаторов и генераторов. Ведь если сопротивление будет слишком большим, то в таком случае при возникновении аварийной ситуации может возникнуть возгорание обмотки, что может привести к катастрофическим последствиям.
Формула сопротивления
Для точного подсчета сопротивления используется следующая формула: R = (P x L)/S. Расшифровывается она так:
- R — это общее сопротивление. Этот параметр нам нужно найти в результате вычислений (единицы измерения — Ом).
- P — это удельное сопротивление материала. Этот показатель является физической константой, а зависит он от типа химического элемента.
 Для меди константа P будет равна 0,0175 (единицы измерения — (Ом x мм x мм)/м).
Для меди константа P будет равна 0,0175 (единицы измерения — (Ом x мм x мм)/м). - L — это общая длина в метрах. Чем больше она будет, тем выше будет сопротивление проводника.
- S — это площадь сечения в квадратных миллиметрах. Этот параметр также влияет на итоговое сопротивление — чем меньше он будет, тем выше будет сопротивление.
 Для меди константа P будет равна 0,0175 (единицы измерения — (Ом x мм x мм)/м).
Для меди константа P будет равна 0,0175 (единицы измерения — (Ом x мм x мм)/м).Обратите внимание, что параметр S обычно указывается в технической документации, однако вместо площади сечения иногда указывается только диаметр сечения провода. В таком случае необходимо рассчитать площадь по по формуле: S = (Pi x d x d)/4. Расшифровывается эта формула следующим образом:
- Pi — это математическая константа, которая приблизительно равна 3,14.
- d — это диаметр сечения проводника в миллиметрах.
По итогу сопротивление медной проволоки измеряется по двум формулам: R = (P x L)/S = (4 x P x L)/(Pi x d x d).
Примеры задач
Давайте попытаемся решить несколько несложных задачек:
- Задача 1. Определить сопротивление проволоки, длина которой составляет 100 метров, а площадь сечения — 5 квадратных миллиметров. В нашей задачке известен параметр площади, поэтому мы будем использовать первую формулу R = (P x L)/S. Подставим наши значения: R = (0,0175 x 100)/5 = 0,35 Ом.
- Задача 2. Определить сопротивление проволоки, у которой длина составляет 500 метров, а диаметр сечения — 2 миллиметра. В этой задачек известен диаметр, поэтому мы будем пользоваться второй формулой R = (4 x P x L)/(Pi x d x d). Подставим наши значения: R = (4 x 0,0175 x 500)/(3,14 x 2 x 2) = 2,78 Ом.
 Определить сопротивление проволоки, длина которой составляет 100 метров, а площадь сечения — 5 квадратных миллиметров. В нашей задачке известен параметр площади, поэтому мы будем использовать первую формулу R = (P x L)/S. Подставим наши значения: R = (0,0175 x 100)/5 = 0,35 Ом.
Определить сопротивление проволоки, длина которой составляет 100 метров, а площадь сечения — 5 квадратных миллиметров. В нашей задачке известен параметр площади, поэтому мы будем использовать первую формулу R = (P x L)/S. Подставим наши значения: R = (0,0175 x 100)/5 = 0,35 Ом.Волочение проволоки
Для производства на заводах используется специальная технология литья, которая позволяет получить медную проволоку с диаметром сечения порядка 20-30 миллиметров. Этот показатель является достаточно высоким, поскольку такая толстая проволока обладает массой недостатков — большой удельный вес, высокое удельное сопротивление материала и так далее.
Поэтому после литья также используется волочение. Эта технология позволяет снизить диаметр изделия до нужных показателей (от 1-2 микрометров при сверхтонком волочении до 10 миллиметров при грубом волочении). Сама технология волочения является достаточно простой: толстая проволока пропускается сквозь специальные отверстия (фильеры), диаметр которых меньше диаметра исходной проволоки.
Эта технология позволяет снизить диаметр изделия до нужных показателей (от 1-2 микрометров при сверхтонком волочении до 10 миллиметров при грубом волочении). Сама технология волочения является достаточно простой: толстая проволока пропускается сквозь специальные отверстия (фильеры), диаметр которых меньше диаметра исходной проволоки.
Технология
Для волочения необходимы специальные волочильные станки, а также соблюдение определенного порядка действий.
- Непосредственно перед волочением исходная проволока должна пройти процедуру травления. Для этого обычно используется раствор соляной кислоты, который нагревается до невысоких температур (40-50 градусов по шкале Цельсия). После травления также рекомендуется выполнить отжиг металлической заготовки — так металл станет мелкозернистым, что позволит выполнить более качественное волочение. После отжига необходимо нейтрализовать остатки травильной кислоты и сделать промывку. Травление и отжиг позволяют значительно повысить срок годности волочильных станков — если этого не сделать, то волочильные отверстия-фильеры достаточно быстро забьются окалиной, что замедлит производственный процесс.
- Теперь можно приступать непосредственно к волочению. Для этого концы исходной проволоки заостряют с помощью ковочных инструментов, а потом проволока вставляется в специальные отверстия-фильеры. После этого осуществляется запуск двигателя волочильного станка. Чтобы получить тонкую или сверхтонкую проволоку малого сечения, она последовательно пропускается через несколько фильеров.
- На последнем этапе обработки проволока становится достаточно жесткой и пружинистой. Чтобы избавиться от этого недостатка в последнем отсеке волочильного станка происходит финальный отжиг материала. В конце проводят сушку в специальных шкафах-отсеках — после этого осуществляется намотка на катушки. Волочение завершено — катушки с проволокой теперь можно поместить на склад, доставить заказчику с помощью автотранспорта.

Автоматизация
Процедура волочения является полуавтоматизированной — оператор лишь выполняет подготовку и заправку исходной проволоки, а непосредственно волочение станок выполняет сам в автоматическом режиме (хотя оператор может контролировать параметры процедуры с помощью панели управления).
В ряде случаев перед волочением могут наноситься специальные смазочные материалы — это могут быть жирные масла, ингибиторы-эмульсии, растворы щелочных солей и так далее. Целью нанесения смазки является снижения трения во время волочения — это позволяет получить более тонкую и однородную проволоку + за счет нанесения смазки минимизируется риск образования разрывов.
Переплавка
Отработанную или деформированную медную проволоку можно переплавить в специальных промышленных печах. После переплавки медь также должна пройти несколько этапов очистки, чтобы избавить материал от различных примесей. На заводах это происходит следующим образом:
- Медный металлолом очищают от обмотки и помещают в специальные чаны, где происходит нагрев материала.
- Чтобы повысить температуру производится впрыскивание кислорода.
- В результате этой операции температура резко повышается, что приводит к полному расплавлению меди и выгоранию всех основных примесей.
- После этого включаются специальные вытяжки, что приводит к вращению чана с металлом — благодаря этому происходит отделение меди от тугоплавкого мусора.
- Теперь медь разливается в формы, а после небольшого остывания помещается в водяные ванны — в результате образуются твердые слитки.
- После этого медь помещается в специальные электролизные ванны — это позволяет избавиться от различных металлических примесей (золото, серебро, алюминий, теллур и другие элементы).
- Потом формируются небольшие пластины, которые потом отправляются на переплавку — в конце из расплавленной меди методом литья формируется толстая проволока (после остывания с помощью волочения можно уменьшить ее диаметр стандартным образом).

Обратите внимание, что на фабриках медь проходит через несколько стадий очистки — именно поэтому переплавка меди в домашних условиях практически не имеет смысла. Да, теоретически Вы можете и дома нагреть медь до нужных температур с последующим расплавлением металла. Однако в домашних условиях практически очень сложно произвести очистку без специального оборудования.
Сварка медной проволокой
Применяется для сварки изделий и листов на основе медных или латунных сплавов. Медная проволока в данном случае используется в качестве субстрата, из которого будет формироваться сварной шов. Рассмотрим критические моменты основных способов сварки:
Медная проволока в данном случае используется в качестве субстрата, из которого будет формироваться сварной шов. Рассмотрим критические моменты основных способов сварки:
Газовая сварка
Для проведения газовой сварки меди рекомендуется использовать флюсовые растворы на основе бора для оперативного удаления оксидов, чтобы улучшить качество шва и минимизировать образование пузырьков воздуха внутри сварного шва.
Нужно следить за расходом газа в зависимости от толщины сплава. Если толщина объекта составляет менее 1 см, то расход газа будет 150-160 л/час. Если же толщина объекта будет более 1 см, то расход будет порядка 200-250 л.
Сварку рекомендуется проводить быстрыми, но точными движениями. Распавку нужно делать так: сперва расплавляется присадочная проволока — потом расплавляются края медных объектов.
Сварка полуавтоматом
Сварку полуавтоматом рекомендуется делать во флюсовой среде для минимизации риска образования пузырьков воздуха. Оптимальная проволока для проведения сварки — M2, хотя можно также использовать марки M1 и M3.
Для сварки полуавтоматом рекомендуется использовать напряжение 30 вольт, а силу тока — 300 ампер. Сварку рекомендуется делать поперечными движениями, но без резких колебаний. Иначе могут образоваться пузырьки воздуха и вредоносные оксиды, что плохо скажется на качестве сварного шва.
Аргонодуговая сварка
Этот способ сварки — оптимальный. За счет применения аргона снижается риск образования оксидов и пузырьков воздуха, что делает шов ровным и твердым. Для сварки нужно использовать электроды на основе вольфрамовых сплавов. Электроды на другой основе быстро разрушаются и могут загрязнять шов. Для проведения сварки рекомендуется использовать ток обратной полярности. Если медное изделие обладает большой и средней толщиной, то в таком случае перед сваркой необходимо выполнить небольшой нагрев. При работе с тонкими изделиями предварительный нагрев можно не выполнять.
Транспортировка и хранение
Правила хранения медного проволоки регулируются нормами ГОСТ. Основные правила:
Основные правила:
- Оптимальный способ хранения и транспортировки — это применение каркасных бухт. Для транспортировки бухты необходимо упаковать в специальную пленку. Она будет защищать материал от неблагоприятных условий окружающей среды. На складке бухты в большинстве случаев можно хранить без упаковки.
- Хранение проволочки должно осуществляться на специальных складах. Основные требования относительно хранения — низкая влажность, наличие сухой вентиляции, минимальный риск длительного намокания материала (краткосрочное намокание по неосторожности допускается) и так далее.
- Различные марки меди должны храниться на складе отдельно. Если во время транспортировки проволока запуталась, необходимо выполнить распутывание. Во время распутывания ни в коем случае нельзя допускать перекручивание материала «восьмеркой».
Заключение
Медная проволока не ломается, имеет хорошую электропроводность, выдерживает коррозию. Для получения проволоки нужного диаметра используют технологию волочения материалов.
Сопротивление медной проволоки зависит от длины материала и площади его сечения. Подсчитать сопротивление можно с помощью простой формулы. Используется для обмотки, создания проводников, в декоративных целях, проведение сварки.
Используемая литература и источники:
- H. R. Schubert, ‘The wiredrawers of Bristol’ Journal Iron & Steel Inst.
- Гуревич С. М. «Справочник по сварке цветных металлов». -К. Наук.думка, 1990
- Электротехнический справочник. Т. 1. / Составитель И. И. Алиев. — М. : ИП РадиоСофт, 2006.
Медная проволока в кассетах | ЭнергоСталь
Медная проволока изготавливается из
высококачественной меди марки М1 с техническими свойствами и требованиями по
упаковке по ГОСТ 434-78. Меди свойственны хорошая электро- и теплопроводность,
пластичность, устойчивость к коррозии и температурным перепадам, ковкость,
тягучесть, отличная свариваемость, поэтому медная проволока используется в
электротехнических устройствах, электроэнергетике, приборостроении,
изготовлении проводов, кабелей, обмоток для двигателей и т. д. как для
внутреннего рынка, так и на экспорт.
д. как для
внутреннего рынка, так и на экспорт.
Преимущество кассетной упаковки
Для производства изделий из медной проволоки и сварки с применением проволоки важно обеспечить непрерывность процесса, сократить потери времени на замену катушки, бобины или барабана. Кассетная упаковка Marathon Pac (Германия) позволяет значительно сократить время и затраты на замену катушек с проволокой. Медная проволока в кассетах Marathon Pac Standard укладывается весом по 200 кг и, благодаря технологии упаковки, позволяет снизить затраты на ее использование в производстве.
Медная проволока в кассетах в плане ее использования имеет значительные преимущества по сравнению со стандартной упаковкой:
1) применяется специальная технология процесса безостановочной намотки кассеты с прямой и плавной подачей проволоки на расстояние до 12 метров, обеспечивающей точную подводку к контактным наконечникам;
2) процесс размотки проволоки происходит автоматически, практически без трения и не требует присоединения отдельных размоточных устройств;
3) улучшается точность и качество сварного шва;
4) упаковка варианта Standard оборудована крышками,
имеющими центральный разъем для подсоединения к проволокопроводу, что делает
установку простой и быстрой по времени.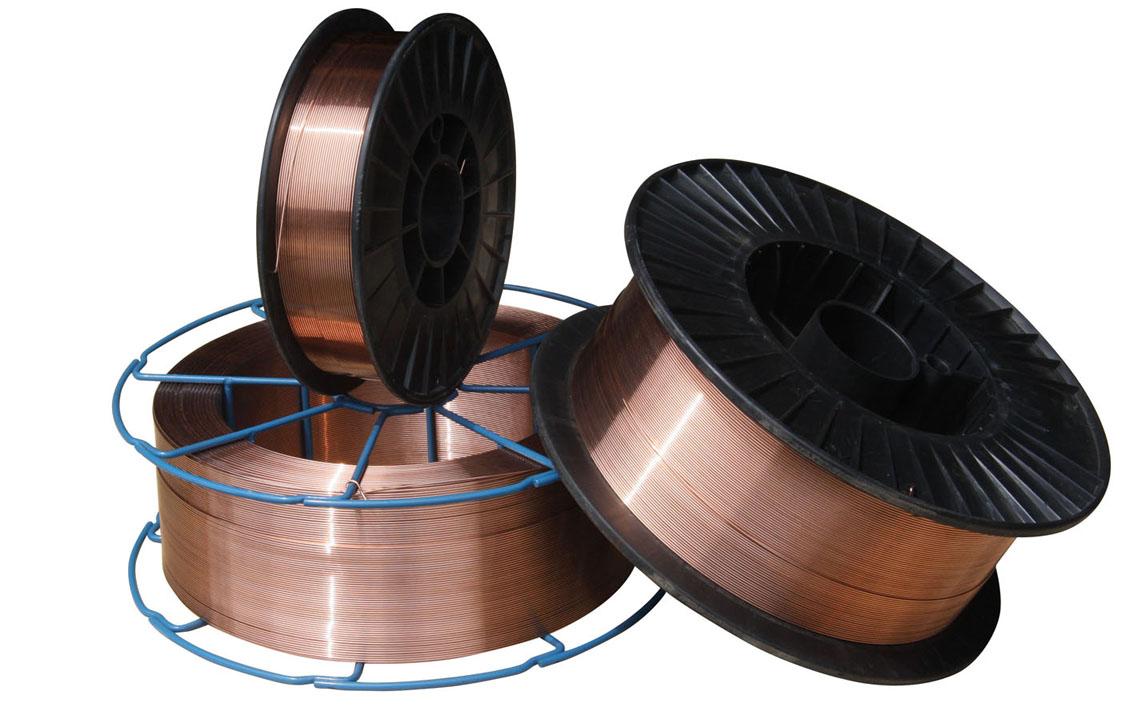
Кассета с проволокой укладывается в непромокаемый полиэтиленовый пакет, затем в двойную восьмигранную картонную коробку. Внутрь коробки кладется лист влагопоглощающей бумаги для защиты проволоки от коррозии. Такая упаковка надежно защищает от загрязнений и влаги. После использования упаковки утилизации подлежит только картонная коробка.
Для транспортировки кассеты устанавливают на европаллеты (по 4 стандартных кассеты), оборудованных устройством для перемещения мостовым краном.
Для распаковки достаточно лишь удалить с паллеты пластиковую упаковку. Вынимать кассеты не нужно. Во время работы сварочного робота необходимо к использованной упаковке присоединить вторую, не вынимая из паллеты, путем соединения проволок устройством стыковой сварки.
Проволока для сварки меди, сварки бронзы, сварки никелевых сплавов.
CastoMag 45701(CuNi30) — используется для стыковой сварки однородных и близких по хим. Составу сплавов меди, а также для сварки и наплавки вышеуказанных материалов друг с другом и стыковой сварки с низколегированными сталями.
Составу сплавов меди, а также для сварки и наплавки вышеуказанных материалов друг с другом и стыковой сварки с низколегированными сталями.
CastoMag 45703 (CuSn6P) — используется для стыковой сварки меди и её сплавов, таких как CuSn-, CuZn-, CuSnZn друг с другом, а также для сварки со сталями, чугунами и никельсодержащими материалами и для наплавки этих материалов.
CastoMag 45704 (CuAg1) — используется для стыковой сварки бедной кислородом меди, такой как медные деформируемые сплавы и материалов с высоким содержанием углерода, а также для наплавки на сплавы меди и низколегированные стали. Не рекомендуется сварка меди с содержанием О2 более 0,02%.
CastoMag 45706 (CuSi3Mn1) — используется для стыковой сварки меди, медно-цинковых и медно-магниевых сплавов, a также для наплавки сплавов меди и нелегированных сталей. Не рекомендуется сварка меди с содержанием О2 более 0,02%.
Не рекомендуется сварка меди с содержанием О2 более 0,02%.
CastoMag 45707 (CuSi2Mn1) — используется для стыковой сварки меди, медно-цинковых и медно-магниевых сплавов, a также для наплавки сплавов меди и низколегированных железосодержащих материалов. Не рекомендуется сварка меди с содержанием О2 более 0,02%. Пригоден для сварки кованой меди и медных неорганических материалов, производства холодильных установок, а также для MIG и плазменной пайки оцинкованного листового металла.
CastoMag 45709 (CuSn1) — используется для стыковой сварки бедной кислородом меди, такой как медные деформируемые сплавы и материалов с высоким содержанием углерода, а также для наплавки на сплавы меди и низколегированные железосодержащие материалы. Не рекомендуется сварка меди с содержанием О2 более 0,02%.
CastoMag 45751 (CuAl8) — используется для стыковой сварки и наплавки однородных сплавов меди, и сталей, а также устойчивых к коррозии наплавок на стали и чугуны.
CastoMag 45752 (CuAl 9 Ni 5) — используется для стыковой сварки медно- алюминиевых сплавов, а также для наплавки на стали, стальное литьё, чугун, медь и её сплавы.
CastoMag 45756 (CuMn13 Al7) — используется для наплавки сталей, стального литья, чугуна, меди и её сплавов.
CastoMag 45758 (CuAl 8 Ni 2) — используется для стыковой сварки медно- алюминиевых сплавов, а также для наплавки на стали, стальное литьё, чугун, медь и её сплавы.
Для сварки чистой меди и безкислородных низколегированных медных сплавов, когда основными требованиями к наплавленному металлу являются его высокая электропроводность и теплопроводность. При сварке крупных изделий и больших толщин рекомендуется выполнять предварительный подогрев стыка до 300°С.
Для сварки разнообразных сплавов на основе меди, таких как низколегированные медные сплавы, латуни с невысоким содержанием цинка, кремниевые, никель-серебрянные и некоторые другие типы бронз, а также для наплавки антифрикционных покрытий на стальные и чугунные поверхности и дуговой пайки стальных листов с защитным гальваническим цинковым покрытием.
Для сварки сплавов на основе меди, за исключением некоторых марок алюминиевых бронз. Основной областью ее применения является наплавка на стальные поверхности антикоррозионных слоев, стойких к воздействию морской воды и кислот, дуговая металлизация, а также дуговая пайки стальных листов с защитным гальваническим цинковым покрытием.
Для сварки и ремонта литых изделий из бронз близкого химического состава. Также применяется для наплавки на стальные и чугунные поверхности, подвергшиеся квитанционному износу. Материал также обладает высокой коррозионной стойкостью в морской воде. Наиболее характерным примером ее применения является восстановление лопастей гребных винтов в судостроении.
Для сварки медных сплавов с содержанием никеля от 10 до 30%, сварки этих сплавов с монелевыми сплавами и наплавки переходных слоев на кромки при сварке некоторых комбинаций разнородных материалов.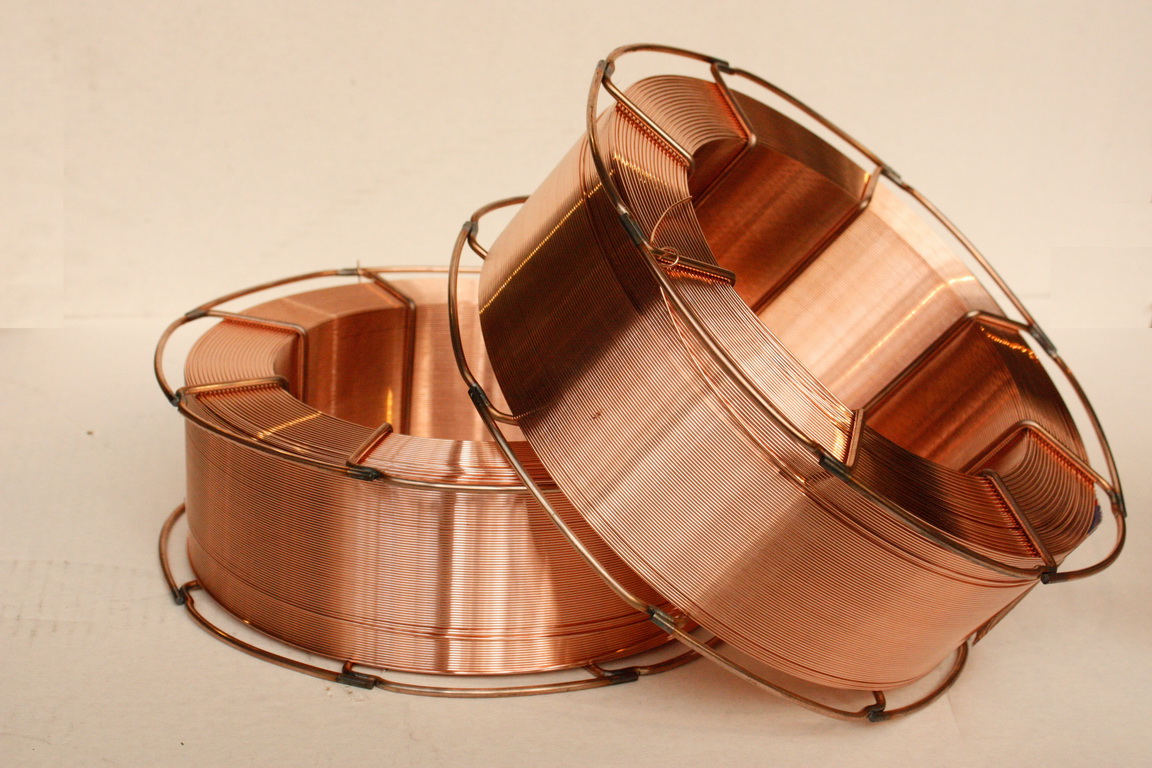 Наплавленный металл обладает высокой коррозионной стойкостью в морской воде и достаточно высокими прочностными свойствами.
Наплавленный металл обладает высокой коррозионной стойкостью в морской воде и достаточно высокими прочностными свойствами.
Для сварки коррозионностойких никелевых сплавов типа ХН70Ю, ХН78Т, Inconel 625, Incoloy 800 и 825 и им подобных, эксплуатирующихся в контакте с агрессивными средами при температуре до 550°С, супераустенитных коррозионностойких сталей с содержанием молибдена до 6% типа 0×23Н28М3Д3Т, 254 SMO (например UNS S31254) и им подобных, низколегированных хромо-молибденовых теплоустойчивых сталей перлитного класса с высоколегированными сталями аустенитного класса.
Для сварки жаро-коррозионностойких никелевых сплавов типа ХН60ВТ, ЭИ-868, Inconel 600, N006600, WNr. 2.4816 и им подобных эксплуатирующихся в контакте с агрессивными средами при температуре от −196 до 550°С, низколегированных хромо-молибденовых теплоустойчивых сталей перлитного класса с высоколегированными сталями аустенитного класса эксплуатирующихся при температуре до 650°С.
Для сварки никеля высокой чистоты (min 99,6%), поковок из технического никеля и никеля с пониженным содержанием углерода. Проволока легирована небольшим количеством титана для снижения склонности наплавленного металла к образованию горячих трещин.
Для сварки коррозионностойких никель-медных сплавов типа Monel 400 и им аналогичных дисперсионно твердеющих сплавов дополнительно легированных небольшим количеством Ti и Al, их сварки со сталями, сварки медных сплавов с никелем и сплавами на никелевой основе. Ее также применяют для выполнения антикоррозионной наплавки на низкоуглеродистые и низколегированные конструкционные стали и в качестве переходного слоя под последующую наплавку никелевой проволокой типа OK Autrod 19.92.
Проволока медная
Проволока медная для сварки меди и ее сплавов – это коррозионностойкий, пластичный металл холодного волочения с высокой электрической и термической проводностью.
К медьсодержащим материалам относятся:
1. Чистая медь (электротехническая медь)
Свариваемость зависит от содержания кислорода. Богатая кислородом медь плохо поддается сварке (например, E-Cu 58, E-Cu 57). Сварной шов разрушается из-за образования оксида меди (окиси). Затем водород проникает в трещины материала и разрушает его окончательно. Устранение затруднений: содержание кислорода в меди необходимо поддерживать в малом количестве. Обеспечить защиту сварного шва от попадания водорода. Холодная деформация и мелкая фракция ухудшают сварочные свойства.
2. Сплавы меди и цинка (латунь)
У сплавов с содержанием меди 58-90% температура плавления 880-930° С. Латунь легируется Ni, Mn, Sn, Al и т.д. для улучшения стойкости к коррозии. Материалы с большим содержанием Zn предпочтительнее паять однородным твердым припоем, чтобы избежать испарения цинка.
3. Сплавы меди и олова (бронза)
Бронза с содержанием олова 8-10%, 12-20%, 20-25% (тугоплавкая). Хорошая стойкость к износу при адгезии. Прочность и температура плавления зависят от содержания олова. Опасность образования пор при испарении.
Прочность и температура плавления зависят от содержания олова. Опасность образования пор при испарении.
4. Сплавы меди и алюминия (алюминиевая бронза)
Высокая стойкость к коррозии благодаря пассивному слою Al2O3 снижает свариваемость. Возможность образования пор из-за окружающей влажности.
5. Сплавы меди и никеля
Быстрое затвердевание способствует образованию трещин. Опасность образования усадочных раковин и пор из-за жидкой фазы. 6. Автоматические сплавы Названные ранее сплавы меди легируются Pb, чтобы добиться лучшего качества. Сварка этих сплавов не рекомендуется, так как материал из-за легкоплавкого свинца (327 С) склонен к образованию трещин. Высокотемпературную пайку с серебряным припоем предпочтительнее начинать при небольшой рабочей температуре.
Теплостойкий наплавленный металл с высокой стойкостью к эрозии и кавитации.
Наплавленный металл имеет хорошую коррозионную стойкость в морской воде и окружающем воздухе. Прочный сварочный материал холодного волочения замечательно подходит для MIG пайки. Предотвращает выгорание цинка. Хорошая свариваемость. Минимальное разбрызгивание. При MIG-пайке оцинкованного листового металла прочностные характеристики сходны со свойствами основного материала. Наплавленный металл имеет высокую электропроводность. В отличие от чистой меди сварочная проволока и как результат наплавляемый металл имеет более высокую теплопроводность, предел текучести и пластичность. Увеличение твёрдости и прочности наплавленного металла происходит наклёпом. Низкий коэффициент трения, а также более высокая стойкость к износу при трении металл-металл. Хорошая коррозионная стойкость в питьевой и морской воде. Материал устойчив к различным органическим кислотам, таким как муравьиная и лимонная кислота.
Высокая коррозионная стойкость:
— во всех видах воды (пресная, морская вода, промышленные сточные воды)
— в водяном паре до температуры 250°С и его конденсате
— внеокисляющих кислотах (нефильтрованная изкоконцентрированная соляная кислота, фтористоводородная до 100°С, фосфорная кислота) — в щелочах (раствор едкого натрия, калия, нашатырный спирт низкой концентрации, щелочной раствор соли)
Типичные примеры использования:
Подверженные коррозии компоненты, такие как: арматура, теплообменник, насосы и лопасти вентилятора в приборостроении, капитальном строительстве и судостроении. Поверхности вкладышей подшипников, направляющих, стержней улиток, зубчатые колеса, втулки, упоры, соединительные муфты, ползунки, рабочие колеса насоса, колокола, токоведущие шины, электрические контакты, трубопроводы, котлы, контейнеры и их облицовка, теплообменники, испарители и дестиляторы в химической, пищевой и целлюлозно-бумажной промышленности, а также в очистных сооружениях. Кроме того, используется для соединения заземляющих шин электрических установок. фланцы и арматура.
Поверхности вкладышей подшипников, направляющих, стержней улиток, зубчатые колеса, втулки, упоры, соединительные муфты, ползунки, рабочие колеса насоса, колокола, токоведущие шины, электрические контакты, трубопроводы, котлы, контейнеры и их облицовка, теплообменники, испарители и дестиляторы в химической, пищевой и целлюлозно-бумажной промышленности, а также в очистных сооружениях. Кроме того, используется для соединения заземляющих шин электрических установок. фланцы и арматура.
Медная проволока
Медная проволока купить из наличия со склада в Москве.
Посмотреть наличие медной проволоки
Цена на проволоку медную
Прайс-лист — проволока медная электротехническая по ТУ 16-705.492-2005.
|
Марка проволоки медной |
Намотка, |
Кол-во, кг |
Цена , |
| Медная проволока 8 мм | мягкая, бухта, возможна отмотка |
2400 | 999 |
| Медная проволока 0,2 мм | катушка, мягкая | 125 | 1120 |
| Медная проволока 0,3 мм | катушка, мягкая | 456 | 1120 |
| Медная проволока 0,4 мм | катушка, мягкая | 745 | 1120 |
| Проволока медная 0,5мм | катушка, мягкая | 495 | 1120 |
| Медная проволока 0,6мм | катушка, мягкая | 1076 | 1120 |
| Медная проволока 0,8мм | проволока медная мягкая на катушке |
347 | 1120 |
| Проволока медная 1 мм | катушка, мягкая | 1058 | 1099 |
| Проволока медная 1 мм | проволока твёрдая на катушке |
160 | 1099 |
| Медная проволока 1,2 мм | катушка, мягкая | 1210 | 1099 |
| Медная проволока 1,38 мм | катушка, мягкая | 627 | 1099 |
| Медная проволока 1,38 мм | проволока бухтовая, мягкая |
508 | 1099 |
| Медная проволока 1,5 мм | катушка, мягкая | 1240 | 1099 |
| Медная проволока 1,8 мм | катушка, мягкая | 850 | 1099 |
| Медная проволока 2 мм | катушка, мягкая | 1140 | 1099 |
| Медная проволока 1,38 мм | в бухтах, мягкая | 520 | 1099 |
| Медная проволока 2,5 мм | катушка, мягкая | 140 | 1099 |
| Медная проволока 3 мм | мягкая, бухта, возможна отмотка |
525 | 1099 |
| Медная проволока 4 мм | мягкая, бухта, возможна отмотка |
780 | 1099 |
| Медная проволока 4,5 мм | мягкая, бухта, возможна отмотка |
— | 1099 |
| Медная проволока 5 мм | мягкая, бухта, возможна отмотка |
788 | 1099 |
| Медная проволока 6 мм | мягкая, бухта, возможна отмотка |
450 | 1099 |
| Медная проволока 8 мм | мягкая, бухта, возможна отмотка |
2400 | 1099 |
Предлагаем купить медную проволоку разных диаметров на пластиковых катушках (барабан 250мм) и в бухтах. Проволока диаметром от 3,0мм только в бухтах, от них можно отмотать требуемое количество. Проволока диаметром от 0,2мм до 1,0мм на катушках от 15 до 25 кг каждая. Обычно на складе поддерживается наличие от 500 кг до 5 тн медной проволоки каждого диаметра.
Проволока диаметром от 3,0мм только в бухтах, от них можно отмотать требуемое количество. Проволока диаметром от 0,2мм до 1,0мм на катушках от 15 до 25 кг каждая. Обычно на складе поддерживается наличие от 500 кг до 5 тн медной проволоки каждого диаметра.
Применение медной проволоки
Проволока марки ММ (медная М1 мягкая) используется как проводник, крепёж, как сварочная проволока для сварки медь содержащих сплавов в автоматических и полуавтоматических сварочных аппаратах. Проволока ММ больших диаметров используется для заземления и молниеотвода.
Широко используется проволока медная в строительстве, как крепежный материал, например, при облицовке стен камнем или искуственными, имитирующими камень панелями. Подвесы, крепеж и метизы из меди служат годами, сохраняя свои прочностные характеристики.
Производство медной проволоки на заказ. Купить медную проволоку разного диаметра ( 3.2мм, 5.8мм …), сделав заказ от 300кг. Срок изготовления проволоки медной 10 дней с момента оплаты. Цена медной проволоки указана на оптовые партии.
Срок изготовления проволоки медной 10 дней с момента оплаты. Цена медной проволоки указана на оптовые партии.
Продажа медной проволоки со склада в Москве. Доставка по России транспортными компаниями. Низкая цена на медную электротехническую проволоку. Цена на медную проволоку указанная в прайс-листе на крупные оптовые партии.
Проволока медная. Проволока медная круглая электротехническая.
Проволока круглая медная электротехническая ММ произведена по ТУ 16-705.492-2005.
Медная проволока намотана на катушки или в бухтах:
-диаметр 0,2-2,5мм — катушки по 18-25кг,
-диаметр 3,0-8,0мм — бухты от 50 до 100 кг.
Проволока медная диаметром более 1 мм по желанию заказчика может быть отмотана в любом количестве.
Предлагаемая нами проволока произведена на отечественных заводах и катанки Российского производства. На данный момент катанка производится, в основном, по собственным ТУ или ГОСТ Р 53803-2010. Ниже привожу примерное соответствие ранее применяемым классам катанки современным ГОСТам.
Ниже привожу примерное соответствие ранее применяемым классам катанки современным ГОСТам.
Медная катанка
Медная катанка марки КМ М001 при соответствии химического состава меди марки М001 по ГОСТ Р 53803-2010 (согласно ТУ 16-705.491-2001 хим. состав меди катанки класса А должен соответствовать марки меди М00 по ГОСТ 859-2001) — катанка класса А.
Медная катанка марки КМ М0 при соответствии химического состава меди марки М0 по ГОСТ Р 53803-2011 или по ГОСТ 859-2001 (согласно ТУ 16-705.491-2001 хим. состав меди катанки класса В должен соответствовать меди марки М0 ГОСТ 859-2001) — катанка класса В.
Медная катанка марки КМор М1ор при соответствии химического состава меди марки М1ор по ГОСТ Р 53803-2011(согласно ТУ 16-705.491-2001 хим. состав меди катанки класса С должен соответствовать меди марки М1 ГОСТ 859-2001) — катанка класса С.
Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия – РТС-тендер
ГОСТ 16130-90
Группа B05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОВОЛОКА И ПРУТКИ ИЗ МЕДИ И СПЛАВОВ
НА МЕДНОЙ ОСНОВЕ СВАРОЧНЫЕ
ОКП 18 4470, 18 4490
Дата введения 1992-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
В.Н. Федоров, д-р техн. наук; Ю.М. Лейбов, канд. техн. наук; Т.Ф. Тарасова, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 27.06.90 N 1922
3. Срок первой проверки 1996 г.
4. ВЗАМЕН ГОСТ 16130-85
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято по Протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
7. ПЕРЕИЗДАНИЕ. Январь 1997 г.
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2018 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на холоднодеформированную (тянутую) круглую сварочную проволоку и круглые сварочные прутки тянутые и прессованные из меди и сплавов на медной основе.
1.1. Сварочную проволоку и прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Диаметры проволоки и предельные отклонения по ним должны соответствовать указанным в табл. 1.
1.2.2. Диаметры тянутых и прессованных прутков и предельные отклонения по ним должны соответствовать указанным в табл. 2.
1.2.3. Овальность проволоки и прутков не должна превышать предельного отклонения по диаметру.
1.2.4. Назначение проволоки и прутков приведено в приложении 1.
Таблица 1
|
| |||||||||
| МНЖКТ5- | БрХ0,7 | М1, М1р | БрХНТ | БрОФ | МСр1 | ЛО60-1 | БрАМц9-2 | БрАЖМц | МНЖ5-1 |
0,8 | -0,07 | — |
|
| ||||||
1,0 |
| — | — | — |
|
|
|
| ||
1,2 | -0,09 |
| — |
|
| |||||
1,4 |
| — | ||||||||
1,6 | -0,06 | -0,06 | — |
| ||||||
1,8 | -0,12 | -0,12 | -0,12 |
|
| |||||
2,0 | -0,12 | -0,12 |
|
| ||||||
2,5 | -0,12 |
|
| |||||||
3,0 |
| -0,12 | ||||||||
3,5 | — | — |
| — | — | — | — |
| — | |
4,0 |
|
|
| -0,16 |
|
|
|
| ||
5,0 |
|
| -0,16 | — | — | -0,16 | -0,16 | -0,16 |
|
|
6,0 |
|
|
|
|
|
|
|
| -0,16 | — |
8,0 |
|
| -0,20 | — | -0,20 | -0,20 | -0,20 | |||
Таблица 2
|
|
|
|
8,0 |
1. 2.5. Условные обозначения проставляют по схеме
2.5. Условные обозначения проставляют по схеме
Проволока сварочная (прутки) | Х | КР | Х | Х | … | XX | … | ГОСТ 16130 |
Способ изготовления |
| |||||||
Форма сечения | ||||||||
Точность изготовления | ||||||||
Состояние | ||||||||
Размеры (диаметр) | ||||||||
Длина | ||||||||
Марка | ||||||||
Обозначение стандарта | ||||||||
при следующих сокращениях: | ||
способ изготовления: | ||
холоднодеформированная (тянутая) | — Д | |
горячедеформированный (прессованный) | — Г | |
форма сечения: | круглая | — КР |
состояние: | мягкое | — М |
| твердое | — Т |
длина: | мотки (бухты) | — БТ |
| катушки | — КТ |
| барабаны | — БР |
| сердечники | — СР |
| немерной длины | — НД |
Вместо отсутствующих данных ставится знак «X».
Примеры условных обозначений:
Проволока сварочная, твердая, диаметром 2,0 мм, в мотках, из сплава марки БрОЦ4-3:
Проволока сварочная ДКРХТ 2,0 БТ БрОЦ4-3 ГОСТ 16130-90
Пруток сварочный, прессованный, диаметром 6,0 мм, немерной длины, из сплава марки ЛОК59-1-0,3:
Пруток сварочный ГКРХМ 6,0 НД ЛОК 59-1-0,3 ГОСТ 16130-90
1.3. Характеристики
1.3.1. Базовое исполнение
1.3.1.1. Сварочная проволока должна изготовляться из сплавов марок, приведенных в табл.3, а сварочные прутки — в табл. 4. Коды ОКП соответственно приведены в табл. 3 и 4.
Таблица 3
|
|
|
Медь | M1 |
|
М1р | 18 4491 0 | |
MCp1 | 18 4494 3 | |
Сплав медно-никелевый | МНЖКТ5-1-0,2-0,2 |
|
| МНЖ5-1 | 18 4790 6 |
Бронза безоловянная | БрКМц3-1 |
|
БрАМц9-2 | 18 4692 9 | |
БрХ0,7 | 18 4493 6 | |
БрХНТ | 18 4494 4 | |
БрНЦр | 18 4494 5 | |
БрАЖМц10-3-1,5 | 18 4693 2 | |
Бронза оловянная | БрОЦ4-3 |
|
БрОФ6,5-0,15 | 18 4690 7 | |
Латунь | Л63 |
|
ЛО60-1 | 18 4593 4 | |
ЛКБО62-0,2-0,04-0,5 | 18 4596 9 | |
ЛК62-0,5 | 18 4596 8 |
Таблица 4
|
|
|
Медь | М1р |
|
М2р | 18 4471 2 | |
Латунь | ЛМц58-2 |
|
| ЛЖМц59-1-1 | 18 4572 4 |
| ЛОК59-1-0,3 | 18 4577 0 |
1. 3.1.2. Химический состав сварочной проволоки и прутков из сплавов марок БрНЦр, БРХ0,7, MCp1, БрХНТ, ЛК62-0,5, ЛКБО62-0,2-0,04-0,5 и ЛОК59-1-0,3 должен соответствовать приведенному в табл. 5; марок M1, M1p, M2p — ГОСТ 859, марок БрКМц3-1, БрАМц9-2, БрАЖМЦ10-3-1,5 — ГОСТ 18175, марок БрОЦ4-3, БрОФ6,5-0,15 — ГОСТ 5017, марок Л63, ЛМц58-2, ЛЖМц59-1-1, ЛО60-1 — ГОСТ 15527, марок МНЖ5-1, МНЖКТ5-1-0,2-0,2 — ГОСТ 492.
3.1.2. Химический состав сварочной проволоки и прутков из сплавов марок БрНЦр, БРХ0,7, MCp1, БрХНТ, ЛК62-0,5, ЛКБО62-0,2-0,04-0,5 и ЛОК59-1-0,3 должен соответствовать приведенному в табл. 5; марок M1, M1p, M2p — ГОСТ 859, марок БрКМц3-1, БрАМц9-2, БрАЖМЦ10-3-1,5 — ГОСТ 18175, марок БрОЦ4-3, БрОФ6,5-0,15 — ГОСТ 5017, марок Л63, ЛМц58-2, ЛЖМц59-1-1, ЛО60-1 — ГОСТ 15527, марок МНЖ5-1, МНЖКТ5-1-0,2-0,2 — ГОСТ 492.
Таблица 5
|
| ||||||
проволоки и прутков |
|
|
|
|
|
|
|
БрНЦр |
|
|
|
|
|
|
|
БрХ0,7 | Остальное | — | — | — | — | 0,40-1,00 | — |
MCp1 | Остальное | — | — | — | — | — | Серебро |
БрХНТ | Остальное | 0,5-0,8 | — | — | — | 0,15-0,35 | Титан |
ЛК62-0,5 | 60,05-63,5 | — | 0,30-0,70 | — | Остальное | — | — |
ЛКБО62-0,2 — 0,04-0,5 | 60,5-63,5 | — | 0,10-0,30 | 0,30-0,70 | Остальное | — | Бор |
ЛОК59-1-0,3 | 58,0-60,0 | — | 0,20-0,40 | 0,70-1,10 | Остальное | — | — |
(Поправка. ИУС N 5-2018).
ИУС N 5-2018).
Продолжение табл. 5
| |||||||||||||
Марка сплава сварочной проволоки и прутков |
|
|
|
|
|
|
|
|
|
|
|
|
|
БрНЦр |
|
|
|
|
|
|
|
|
|
|
|
|
|
БрХ0,7 | — | 0,005 | 0,06 | — | — | 0,005 | 0,007 | 0,03 | 0,002 | — | — | — | 0,3 |
MCp1 | 0,010 | 0,010 | 0,05 | 0,005 | 0,002 | — | — | — | — | 0,05 | 0,01 | Кис- ло- | 0,3 |
БрХНТ | — | 0,005 | 0,06 | — | — | 0,005 | 0,025 | 0,03 | 0,002 | — | — | — | 0,2 |
ЛК62-0,5 | — | 0,080 | 0,15 | 0,005 | 0,002 | — | — | — | — | — | — | — | 0,5 |
ЛКБО62-0,2-0,04-0,5 | — | 0,080 | 0,15 | — | — | — | — | — | — | — | — | Алю- мини- | 0,5 |
ЛОК59-1-0,3 | 0,01 | 0,100 | 0,15 | 0,010 | 0,003 | 0,010 | — | — | — | — | — | — | 0,3 |
(Поправка. ИУС N 5-2018).
ИУС N 5-2018).
1.3.1.3. Проволоку и тянутые прутки изготовляют мягкими и твердыми.
1.3.1.4. Поверхность проволоки и прутков должна быть чистой и гладкой без трещин и расслоений. Не допускаются раскатные трещины, прокатные плены, риски, закаты, рванины и другие дефекты, глубина которых при контрольной зачистке превышает предельные отклонения по диаметру.
Допускаются покраснения поверхности после травления, цвета побежалости и незначительные следы технологической смазки.
1.3.1.5. Прутки должны быть выправлены. Кривизна прутков не должна превышать 4 мм на 1 м длины. На мягких прутках и в бухтах кривизна не регламентируется.
1.3.1.6. В изломе прутки не должны иметь посторонних включений, расслоений и пустот.
1.3.1.7. С твердых латунной проволоки и прутков должны быть сняты остаточные растягивающие напряжения низкотемпературным отжигом или механическим методом. Отсутствие остаточных растягивающих напряжений обеспечивается технологией производства.
Отсутствие остаточных растягивающих напряжений обеспечивается технологией производства.
1.3.1.8. Проволока должна быть свернута в мотки или намотана на катушки, барабаны, сердечники неперепутанными рядами без резких изгибов и увязана, исключая возможность нарушения плотности рядов проволоки.
1.3.1.9. Каждый моток, катушка, барабан или сердечник должны состоять из одного отрезка проволоки.
Допускается контактная сварка кусков проволоки, при этом проволока в местах сварки должна соответствовать требованиям табл.1.
1.3.1.10. Масса проволоки в мотке, катушке, барабане или сердечнике приведена в приложении 2.
1.3.1.11. Прутки изготовляют немерной длины от 1 до 5 м.
Допускаются в партии укороченные до 0,5 м прутки в количестве не более 15% массы партии.
1.3.1.12. Прутки должны быть ровно обрезаны или обрублены.
1.3.2. Исполнение по требованию потребителя
Исполнение по требованию потребителя
1.3.2.1. Сварочную проволоку из меди изготовляют диаметром 0,5 мм с предельным отклонением минус 0,05 мм.
1.3.2.2. На поверхности проволоки не допускаются дефекты, приведенные в п.1.3.1.4, глубина которых при контрольной зачистке превышает половину предельного отклонения по диаметру.
1.3.2.3. Временное сопротивление твердой проволоки из материала марок M1, M1p, МНЖКТ5-1-0,2-0,2 должно соответствовать указанному в табл. 6.
Таблица 6
|
|
M1, M2p |
|
МНЖКТ5-1-0,2-0,2 | 440 (45) |
1. 3.2.4. Твердая проволока диаметром 0,8-6,0 мм должна выдерживать не менее четырех испытаний на перегиб.
3.2.4. Твердая проволока диаметром 0,8-6,0 мм должна выдерживать не менее четырех испытаний на перегиб.
1.3.2.5. Проволоку из сплава марки ЛК62 допускается изготовлять с массовой долей кремния 0,06-0,20%.
1.3.2.6. Проволоку из сплавов марок БрХ0,7, БрХНТ и БрНЦр допускается изготовлять из сплавов вакуумной выплавки.
1.3.2.7. Прутки при испытании на загиб должны выдерживать в холодном состоянии без проявления следов надрывов и отслоений загиб на 90°.
1.3.2.8. Прутки из сплава марки ЛОК59-1-0,3 допускается изготовлять в мотках в соответствии с требованиями п.1.3.1.8.
1.3.2.9. Прутки из сплавов марок M1p, М2р, ЛМц58-2 и ЛЖМц59-1-1 допускается изготовлять с предельными отклонениями по диаметру ±0,5 мм.
1.3.3. Исполнение по согласованию изготовителя с потребителем
1.3.3.1. Проволоку и прутки допускается изготовлять промежуточных диаметров с предельными отклонениями по диаметру для следующего большего диаметра, приведенного в табл. 1 и 2.
1 и 2.
1.3.3.2. Проволоку изготовляют с нормальной массой мотка, катушки, барабана или сердечника, превышающей нормы, приведенные в приложении 2. При этом предельные отклонения по диаметру, овальность и качество поверхности проволоки устанавливаются по согласованию.
1.4. Маркировка
К каждому мотку, если он не связан в бухту, или бухте, барабану, сердечнику, пучку должен быть прикреплен фанерный или металлический ярлык, на каждую катушку должна быть наклеена этикетка с указанием на них:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения проволоки или прутков;
номера партии;
штампа (клейма) технического контроля.
1.5. Упаковка
1.5.1. Каждый моток проволоки должен быть перевязан не менее чем в двух местах симметрично проволокой по ГОСТ 3282.
Концы проволоки, намотанной на катушки, барабаны, сердечники, изготовленные по ГОСТ 25445, должны быть надежно закреплены.
Допускается по согласованию изготовителя с потребителем производить намотку проволоки на возвратные катушки или барабаны, изготовленные потребителем.
1.5.2. Мотки проволоки одной партии связывают в бухты. Каждая бухта должна быть перевязана не менее чем в трех местах по окружности бухты проволокой по ГОСТ 3282.
Масса грузового места должна быть не более 80 кг.
1.5.3. Прутки одной партии связывают в пучки массой не более 80 кг. По согласованию изготовителя с потребителем допускается сматывать прутки в бухты массой не более 80 кг или пучки массой до 500 кг. Каждый пучок должен состоять не менее чем из трех прутков и перевязан проволокой или другим материалом не менее чем в двух местах, а при длине прутков свыше 3 м не менее чем в трех местах равномерно по длине прутка, исключая взаимное перемещение прутков в пучках.
1.5.4. Бухты проволоки и прутков, а также пучки прутков обертывают нетканым материалом по нормативно-технической документации и обвязывают не менее чем в двух местах проволокой по ГОСТ 3282.
По согласованию изготовителя с потребителем допускается применять другие виды перевязочных и упаковочных материалов, по прочности не уступающие перечисленным выше и обеспечивающие сохранность качества продукции, за исключением льняных и хлопчатобумажных тканей.
Упаковка продукции в районы Крайнего Севера и приравненные к ним районы — по ГОСТ 15846.
1.5.5. Грузовые места формируют в транспортные пакеты в соответствии с требованиями ГОСТ 24597, ГОСТ 26663, ГОСТ 21650, ГОСТ 9078, ГОСТ 9557, а также с использованием деревянных подкладок сечением не менее 50х50 мм. В качестве обвязочных средств применяют проволоку диаметром не менее 3 мм по ГОСТ 3282, ленту размерами не менее 0,3х30 мм по ГОСТ 3560, пакетирующие стропы из проволоки по ГОСТ 3282 или другие материалы, не уступающие по прочности перечисленным выше. Концы проволоки соединяют скруткой, ленты — в замок.
Масса транспортного пакета должна быть не более 1250 кг, высота — не более 1350 мм.
1.5.6. Проволоку и прутки допускается транспортировать в универсальных контейнерах по ГОСТ 20435 или по ГОСТ 22225.
В каждый контейнер должен быть вложен упаковочный лист, на котором указывают сведения, приведенные в п.1.4.
2.1. Проволоку и прутки принимают партиями. Партия должна состоять из проволоки или прутков сплава одной марки, одного состояния материала, одного диаметра и оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки или прутков;
номер партии;
массу нетто проволоки или прутков;
результаты испытаний (по требованию потребителя).
Масса партии должна быть не более 2000 кг.
2.2. Для контроля качества поверхности и размеров проволоки и прутков от партии отбирают мотки (катушки, барабаны, сердечники) или прутки «вслепую» методом наибольшей объективности по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242. Количество контролируемых мотков (катушек, барабанов, сердечников) проволоки и прутков определяют по табл. 7.
Планы контроля соответствуют ГОСТ 18242. Количество контролируемых мотков (катушек, барабанов, сердечников) проволоки и прутков определяют по табл. 7.
Таблица 7
|
| Браковочное число |
|
|
|
9-15 | 3 | 1 |
16-25 | 5 | 1 |
26-50 | 8 | 2 |
51-90 | 13 | 2 |
91-150 | 20 | 3 |
151-280 | 32 | 3 |
281-500 | 50 | 4 |
501-1200 | 80 | 6 |
1201-3200 | 125 | 8 |
Партия считается годной, если число мотков (катушек, барабанов, сердечников), прутков с результатами измерений, не соответствующими требованиям табл. 1 и 2, пп.1.3.1.4, 1.3.2.2, менее браковочного числа, приведенного в табл. 7.
1 и 2, пп.1.3.1.4, 1.3.2.2, менее браковочного числа, приведенного в табл. 7.
Допускается изготовителю при получении неудовлетворительных результатов контролировать каждый моток (катушку, барабан, сердечник), пруток.
Допускается изготовителю контролировать качество поверхности и размеры проволоки и прутков в процессе производства.
2.3. Для проверки кривизны прутков отбирают три пучка от партии.
2.4. Для проверки химического состава проволоки отбирают по два мотка (катушки, барабана, сердечника), а прутков — два прутка от партии.
Допускается на предприятии-изготовителе определять химический состав на пробах, взятых от расплавленного металла.
2.5. Для проверки временного сопротивления и числа перегибов проволоки отбирают по три мотка (катушки, барабана, сердечника) от партии.
2.6. Для испытания прутков на изгиб и излом отбирают два прутка от партии.
2.7. Для проверки наличия остаточных растягивающих поверхностных напряжений отбирают два мотка (катушки, барабана, сердечника) или два прутка от партии. Проверку проводят периодически, по требованию потребителя.
2.8. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, кроме размеров и качества поверхности, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
3.1. Осмотр поверхности проволоки и прутков проводят без применения увеличительных приборов. Контроль качества поверхности проводят с заданной вероятностью 97,5% (приемочный уровень дефектности равен 2,5%).
3.2. Определение размеров проволоки и прутков проводят по ГОСТ 26877 микрометром по ГОСТ 6507 или другими приборами, обеспечивающими необходимую точность. При возникновении разногласий определение размеров проводят по ГОСТ 6507. Контроль размеров проводят с заданной вероятностью 97,5% (приемочный уровень дефектности равен 2,5%).
При возникновении разногласий определение размеров проводят по ГОСТ 6507. Контроль размеров проводят с заданной вероятностью 97,5% (приемочный уровень дефектности равен 2,5%).
3.3. Кривизну прутков определяют по ГОСТ 26877.
3.4. Для анализа химического состава от каждого отобранного мотка (катушки, барабана, сердечника), прутка вырезают по одному образцу. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231.
Химический состав проволоки и прутков определяют по ГОСТ 13938.1 — ГОСТ 13938.12, ГОСТ 13938.13, ГОСТ 1652.1 — ГОСТ 1652.13, ГОСТ 1953.1 — ГОСТ 1953.15, ГОСТ 6689.1 — ГОСТ 6689.22, ГОСТ 9716.1 — ГОСТ 9716.3, ГОСТ 23859.0 — ГОСТ 23859.11, ГОСТ 25086 или другими методами, обеспечивающими необходимую точность определения.
При возникновении разногласий в оценке химического состава проволоки и прутков анализ проводят по ГОСТ 13938.1 — ГОСТ 13938.12, ГОСТ 13938.13, ГОСТ 1652. 1 — ГОСТ 1652.13, ГОСТ 1953.1 — ГОСТ 1953.15, ГОСТ 6689.1 — ГОСТ 6689.23, ГОСТ 9716.1 — ГОСТ 9716.3, ГОСТ 23859.0 — ГОСТ 23859.11, ГОСТ 25086.
1 — ГОСТ 1652.13, ГОСТ 1953.1 — ГОСТ 1953.15, ГОСТ 6689.1 — ГОСТ 6689.23, ГОСТ 9716.1 — ГОСТ 9716.3, ГОСТ 23859.0 — ГОСТ 23859.11, ГОСТ 25086.
3.5. Для испытания на растяжение от каждого отобранного мотка (катушки, барабана, сердечника) вырезают по два образца. Отбор проб для испытания на растяжение проводят по ГОСТ 10446.
3.6. Отбор проб для испытания на перегиб проводят от обоих концов каждого контролируемого мотка (катушки, барабана, сердечника) или из двух участков на расстоянии не менее 5 м друг от друга.
Испытание проволоки на перегиб проводят по ГОСТ 1579.
3.7. Испытание прутков на загиб выполняют вокруг оправки с радиусом закругления, равным диаметру прутка.
3.8. Для проверки прутка на излом оба конца прутка надрезают с одной или двух сторон, после чего его ломают. Надрез должен быть сделан с таким расчетом, чтобы излом проходил через центральную часть прутка. Ширина излома должна быть не менее 60% диаметра.
3.9. Определение наличия остаточных напряжений в проволоке и прутках из латуни проводят по ГОСТ 2060.
3.10. Качество намотки проверяют внешним осмотром.
4.1. Транспортная маркировка — по ГОСТ 14192.
4.2. Проволоку и прутки транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта; железнодорожным транспортом — мелкими или малотоннажными отправками.
4.3. Проволока и прутки должны храниться в крытом помещении на стеллажах или поддонах и должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства проволоки и прутков при хранении не изменяются.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
|
|
M1, М1р | Для автоматической сварки в среде инертных газов, под флюсом и газовой сварки неответственных конструкций из меди, а также изготовление электродов для сварки меди и чугуна |
М2р | Для газовой сварки конструкций общего назначения из меди |
MCp1 | Для газовой сварки ответственных и электротехнических конструкций из меди |
МНЖКТ5-1-0,2-0,2 | Для ручной, полуавтоматической сварки в защитных газах медно-никелевых сплавов, медно-никелевых сплавов и меди с бронзой, латунью и сталью (углеродистой, легированной и коррозионностойкой), а также наплавки на сталь |
МНЖ5-1 | Для изготовления электродов для сварки медно-никелевого сплава между собой и латунью и алюминиево-марганцевой бронзой |
БрКМц3-1 | Для ручной сварки в защитных газах нежестких конструкций из меди и автоматической сварки меди под флюсом |
БрАМц9-2 | Для ручной сварки в защитных газах алюминиево-марганцевой бронзы, мышьяковистой латуни, меди и медно-никелевого сплава с алюминиево-марганцевой бронзой; ручной и механизированной наплавки на сталь |
БрХ0,7, БрХНТ, БрНЦр | Для ручной аргонодуговой сварки бронз |
БрХ0,7 | Для автоматической сварки хромовой бронзы под флюсом |
БрАЖМц10-3-1,5 | Для изготовления электродов для сварки алюминиево-железной бронзы и автоматической наплавки бронзы под флюсом |
БрОЦ4-3 | Для ручной сварки в защитных газах меди; механизированной сварки под флюсом меди и латуни |
БрОФ6,5-0,15 | Для ручной сварки в защитных газах оловянно-фосфористой бронзы и оловянных бронз |
Л63, ЛС60-1 | Для газовой сварки латуни и наплавки на углеродистую сталь |
ЛК62-0,5 |
|
ЛКБО62-0,2-0,04-0,5 |
|
ЛОК59-1-0,3 |
|
ЛМц58-2 |
|
ЛЖМц59-1-1 |
|
ПРИЛОЖЕНИЕ 2
Обязательное
|
| |
|
| |
От 0,8 до 2,0 включ. |
|
|
» 2,5 » 4,0 « | 10 | 5 |
» 5,0 » 8,0 « | 20 | 5 |

Допускаются мотки, катушки, барабаны, сердечники с пониженной массой проволоки в количестве не более 10% массы партии для проволоки диаметром до 2 мм включительно и не более 20% массы партии для проволоки диаметром свыше 2 мм.
Редакция документа с учетом
изменений и дополнений подготовлена
АО «Кодекс»
Blue Demon ERCu X .035 X 30LB Spool Deox Медная сварочная проволока —
238 долларов. 47 $ 238,47
47 $ 238,47
- Убедитесь, что он подходит, введя номер своей модели.
- Этот легкотекучий сплав дает наплавки, соответствующие цвету меди.
- Применения включают соединение медных труб, резервуаров и медных фитингов, соединение раскисленной меди, наложение стальных поверхностей для защиты от коррозии
- Сварочный ток Ac-deep, Aws Specification Aws A5 .7
- Электрически проводящие и не пористые

— Mig Wire, порошковая проволока
Сварочная проволока : доступен в широком диапазоне размеров и типов, вид сварочного материала, используемый в качестве токопроводящей проволоки или присадочного металла.
- Материалы: проволока из мягкой стали, нержавеющая сталь, алюминиевый сплав, серебро и т. Д.
- Диаметр проволоки: 0,5 — 2,0 мм.
- Относительное удлинение: ≥ 22%.
- Сварочный ток: 80 — 250А, 120 — 300А, 160 — 400А, 190 — 450А.
Характеристики:
- Хорошая износостойкость, отличная термостойкость, устойчивость к низким температурам.
- Высокая прочность, антикоррозийность.
- Малая сварочная деформация.
- Хорошая адаптируемость, простота реализации. Непрерывная автоматическая сварка.
Сварочная проволока широко используется в нефтедобыче, электронике и машиностроении.
Типы: Сварочная проволока для нержавеющей стали, сварочная проволока с флюсовой сердцевиной, сварочная проволока MIG, сварочная проволока TIG, алюминиевая сварочная проволока, медная сварочная проволока, серебряная сварочная проволока, сварочная проволока CO 2 .
Приложения:
- Используется как присадочный материал и токопроводящая проволока.
- Используется в нефтяной, электронной, машиностроительной, горнодобывающей промышленности и т. Д.
Упаковка:
- Обычно в бухтах для реализации механизации и автоматизации.
- Мешки пластиковые, мешки тканые; картонные коробки, поддоны.
Склад:
- Держите его сухим.
- Беречь от коррозионных веществ.
- Храните по классификации.
- Положите на деревянные поддоны.
- Не подвергайте его прямому воздействию воздуха.
- После вскрытия использовать в течение одной недели.
Сварочная проволока из нержавеющей стали
Сварочная проволока для нержавеющей стали также называется сварочной проволокой для нержавеющей стали.
- Типы: порошковая проволока для нержавеющей стали, сплошная проволока для нержавеющей стали.
- Характеристики: небольшое количество брызг, хорошая стабильность дуги, коррозионная стойкость.
Сварочная проволока из нержавеющей стали имеет мало брызг и хорошую устойчивость дуги.
Серебряная сварочная проволока
- Характеристики: низкая температура плавления, низкая плотность.
- Применение:
Используется в точных инструментах, таких как устройства кондиционирования воздуха, электронные изделия. Обычно используется в аэрокосмической, электронной, машиностроительной областях.
Серебряная сварочная проволока широко используется для сварки точных инструментов.
Медная сварочная проволока
Медная сварочная проволока также называется сварочной проволокой с медным покрытием.
- Характеристики: высокая эффективность сварки, хорошие механические свойства, антикоррозионные, износостойкие.
- Приложение:
- Используется при сварке меди или медных сплавов.
- Используется в производстве сосудов высокого давления, водогрейных котлов и сельскохозяйственного оборудования.
- Используется при сварке меди или медных сплавов.

Медная сварочная проволока обладает высокой эффективностью сварки и хорошими механическими свойствами.
Алюминиевая сварочная проволока
- Содержание алюминия: ≥99.5%.
- Основные типы:
- S301, ER1100
- S331, ER5183
- S5356, ER5356
- S311, ER4043
- Характеристики: отличная коррозионная стойкость, высокая теплопроводность, хорошая электропроводность.
- Применение: Алюминиевая сварочная проволока в основном используется для пайки алюминия, сплавов Al-Mn, Al-Si-Mg.
Алюминиевая сварочная проволока имеет высокую теплопроводность и хорошую электропроводность.
Провод MIG
Проволока для сварки MIG , также называемая проволокой для сварки MIG, в качестве защитной среды используется инертный газ или газ, богатый аргоном.
- Диаметр проволоки: обычно 0,6 мм, 0,8 мм, 1,0 мм.
- Типы: нержавеющая проволока MIG, алюминиевая проволока MIG, медная проволока MIG.
- Характеристики:
- Стабильное и надежное качество сварки.
- Отличное формование швов.
- Подходит для сварки цветных металлов, таких как алюминий, медь, титан.
- Подходит для сварки нержавеющей, жаропрочной и низколегированной стали.
широко применяется при сварке цветных металлов и нержавеющей стали.
Сварочная проволока для сварки MIG из нержавеющей стали— это разновидность сварочной проволоки MIG.
Сварочная проволокаTIG предназначена для сварки тугоплавких активных металлов и цветных металлов.
Проволока для сварки TIG
Проволока для сварки TIG , также называемая проволокой для сварки TIG, представляет собой разновидность сварочной проволоки.
- Техника: Дуговая сварка неметаллов в инертном газе вольфрамовым электродом.
- Характеристики: лучшая герметичность после сварки, хорошая гибкость и регулируемость.
- Приложение:
- Используется при сварке нержавеющей стали.
- Используется при сварке некоторых легко окисляемых цветных металлов, таких как алюминий, алюминиевый сплав, магний, магниевый сплав.
- Используется для сварки тугоплавких активных металлов, таких как молибден, ниобий, цирконий.
Порошковая проволока
Порошковая проволокапозволяет сваривать многие виды металлов, например углеродистую и легированную сталь.
- Диаметр проволоки: 1,0 — 1,6 мм.
- Сварочный ток: 80 — 250, 120 — 300, 160 — 400, 190 — 450 А.
- Техника: в основном сварка МАГ.
Характеристики:
- Сварочные характеристики и эффективность лучше, чем у сплошной сварочной проволоки.
- Подходит для сварки различных видов стали.
- Состав сплава можно регулировать.
- Подходит для быстрой сварки при вертикальной сварке, плоской сварке, сварке поверх гальванизированной стали или сварке трудно свариваемых сталей.
- Доступен в различных материалах и размерах.

Заявка:
- Применяется при сварке углеродистой, низколегированной стали.
- Применяется для сварки жаропрочной, высокопрочной стали.
- Используется для сварки высокопрочной закаленной и отпущенной стали, нержавеющей стали и другой износостойкой стали с твердой поверхностью.
CO
2 Сварочная проволокаCO 2 Проволока отличается высокой производительностью и хорошей формовкой швов.
CO 2 Сварочная проволока , также называемая CO 2 Проволока , разновидность сварочной проволоки в среде защитного газа, в процессе сварки используется диоксид углерода в качестве защитного газа.
- Диаметр проволоки: 0. 5 — 2,0 мм. обычно 0,8 мм, 1,2 мм, 1,6 мм.
- Характеристики:
- Высокая эффективность производства.
- Хорошая формовка швов.
- Дешево, экономично.
- Проста в эксплуатации, подходит для работы в помещении.
- Провода разного диаметра соответствуют разному току и напряжению.
- Доступны разные типы для различных приложений.
- Применение: широко применяется в автоматической сварке и сварке по всему периметру.
 5 — 2,0 мм. обычно 0,8 мм, 1,2 мм, 1,6 мм.
5 — 2,0 мм. обычно 0,8 мм, 1,2 мм, 1,6 мм.Запрос на нашу продукцию
Когда вы свяжетесь с нами, просьба предоставить подробные требования.
Это поможет нам дать вам верное предложение.
Руководство по сварке меди — Weld Guru
Сводка
Сварка меди несложная.
Тепло, необходимое для этого типа сварки, примерно в два раза больше, чем для стали такой же толщины.
Медь обладает высокой теплопроводностью.Чтобы компенсировать эту потерю тепла, рекомендуется использовать наконечник на один или два размера больше, чем требуется для стали.
При сварке больших сечений большой толщины рекомендуется дополнительный нагрев. В результате этого процесса получается менее пористый сварной шов.
Медь можно сваривать в слегка окисляющем пламени, поскольку расплавленный металл защищен оксидом, который образуется в пламени. Если для защиты расплавленного металла используется флюс, пламя должно быть нейтральным.
Для газосварных узлов следует использовать бескислородную медь (раскисленную медную катанку), а не кислородсодержащую медь.
Стержень должен быть того же состава, что и основной металл.
Обзор
При сварке медных листов тепло отводится от зоны сварки так быстро, что трудно довести температуру до точки плавления.
Часто необходимо повысить уровень температуры листа на участке от 6,0 до 12,0 дюймов (152,4–304,8 мм) от сварного шва.
Сварку следует начинать в некоторой точке на удалении от конца соединения и приваривать обратно до конца с добавлением присадочного металла.
После возврата в исходную точку сварку следует начинать и выполнять в направлении, противоположном другому концу шва.
Во время работы резак следует держать под углом примерно 60 градусов к основному металлу.
Рекомендуется заделать шов на нижней стороне угольными блоками или тонким листом, чтобы предотвратить неравномерное проникновение.
Эти материалы должны быть с канавками или надрезом, чтобы обеспечить полное сплавление с основанием соединения.
Металл с каждой стороны сварного шва должен быть закрыт, чтобы предотвратить излучение тепла в атмосферу.
Это позволит расплавленному металлу сварного шва медленно затвердеть и остыть.
Наконечник : 100% гелий будет газом, обеспечивающим уровень тепла, необходимый для сварки меди.
Видео по сварке меди
Обзор
При сварке медных листов тепло отводится от зоны сварки так быстро, что трудно довести температуру до точки плавления. Часто необходимо повысить уровень температуры листа на участке от 6,0 до 12,0 дюймов (152,4–304,8 мм) от сварного шва. Сварку следует начинать в некоторой точке на удалении от конца стыка и приваривать обратно до конца с добавлением присадочного металла. После возврата в исходную точку следует начать сварку и сделать ее в направлении, противоположном другому концу шва. Во время работы резак следует держать под углом примерно 60 градусов к основному металлу.
Часто необходимо повысить уровень температуры листа на участке от 6,0 до 12,0 дюймов (152,4–304,8 мм) от сварного шва. Сварку следует начинать в некоторой точке на удалении от конца стыка и приваривать обратно до конца с добавлением присадочного металла. После возврата в исходную точку следует начать сварку и сделать ее в направлении, противоположном другому концу шва. Во время работы резак следует держать под углом примерно 60 градусов к основному металлу.
Рекомендуется заделать шов на нижней стороне угольными блоками или тонким листом, чтобы предотвратить неравномерное проникновение.Эти материалы должны быть направлены или подрезаны, чтобы обеспечить полное сплавление с основанием сустава. Металл с каждой стороны сварного шва должен быть закрыт, чтобы предотвратить излучение тепла в атмосферу. Это позволит расплавленному металлу в сварном шве медленно затвердеть и остыть.
Наконечник : 100% гелий будет газом, обеспечивающим уровень тепла, необходимый для сварки меди.
Скорость сварки меди
Скорость сварки должна быть равномерной.Конец присадочного стержня следует держать в расплавленной луже.
Во время всей операции сварки расплавленный металл должен быть защищен внешней оболочкой пламени.
Если металл не может свободно течь во время работы, стержень следует поднять, а основной металл нагреть до красного тепла вдоль шва.
Сварку следует начать снова и продолжать до тех пор, пока сварка шва не будет завершена.
Сварка тонких листов
При сварке тонких листов предпочтителен метод прямой сварки.
Метод наотмашь предпочтительнее для толщины 1/4 дюйма (6,4 мм) или более.
Для листов толщиной до 3,2 мм (1/8 дюйма) предпочтительнее гладкое стыковое соединение с квадратными краями.
Для толщины более 1/8 дюйма (3,2 мм) края должны быть скошены под углом от 60 до 90 градусов. Это обеспечит проникновение с расплавлением на большой площади.
Стыковые, нахлесточные и косые соединения используются в операциях пайки, независимо от того, являются ли соединительные элементы плоскими, круглыми, трубчатыми или неправильного поперечного сечения.
Зазоры для проникновения присадочного металла, за исключением стыков труб большого диаметра, не должны превышать 0,002–0,003 дюйма (0,051–0,076 мм).
Зазоры при соединении труб большого диаметра могут быть от 0,008 до 0,100 дюйма (от 0,203 до 2,540 мм). Соединение может быть выполнено с использованием вставок из присадочного металла или же присадочный металл может подаваться снаружи после того, как соединение будет нагрето до надлежащей температуры.
Шарф-соединение используется при соединении ленточных пил и для соединений, где двойная толщина внахлестку нежелательна.
Сварка медно-никелевого сплава
Медно-никелевые сплавы используются там, где требуется высокая чистота, устойчивость к биообрастанию и бактериям, а также высокая коррозионная стойкость. Они обладают хорошей прочностью и формуемостью. Сварка не составит труда, если соблюдаются соответствующие процедуры и меры предосторожности для окружающей среды.
Они обладают хорошей прочностью и формуемостью. Сварка не составит труда, если соблюдаются соответствующие процедуры и меры предосторожности для окружающей среды.
Две основные марки медно-никелевых сплавов — это 90/10 меди на никель и 70/30 (70% меди и 30% никеля). Их также называют растворными сплавами. Это означает, что любое количество меди растворимо в никеле, и любое количество никеля растворимо в меди.
При работе с медно-никелевыми сплавами не требуется предварительного нагрева и термообработки после сварки. Ни сварной шов, ни зона термического влияния не упрочняются теплом сварки.
Введение в сварку медно-никелевого сплава
Все пять видеороликов от Copper Association доступны ниже.
Сварка медно-никелевым сплавом TIG:
 youtube.com/embed/videoseries?list=PLI-jKVKu0QrmAJPlxX95Gig-KAgWWKG6R» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/videoseries?list=PLI-jKVKu0QrmAJPlxX95Gig-KAgWWKG6R» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Сварка труб из медно-никелевого сплава:
Сварка медно-никелевым сплавом с использованием экранированного металла
Импульсная сварка MIG медно-никелевый сплав:
 youtube.com/embed/videoseries?list=PLI-jKVKu0QrmAJPlxX95Gig-KAgWWKG6R» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/videoseries?list=PLI-jKVKu0QrmAJPlxX95Gig-KAgWWKG6R» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
1/0 калибра | Черный | Сварочный кабель | Изоляция EPDM
Быстро и легко все это заключается в том, что кабель аккумулятора менее гибкий, но с его жесткостью увеличивается надежность.Жесткая изоляция из ПВХ может выдерживать больше, чем мягкая и гибкая изоляция из этилен-пропилен-диенового мономера (EPDM) сварочного кабеля. Это также дешевле из-за низкой стоимости ПВХ (поливинилхлорида) и из-за того, что в нем используются более толстые медные нити, на создание которых уходит меньше денег. Аккумуляторный кабель из-за его защиты и стоимости из ПВХ стал широко известен как автомобильный продукт. Он выполняет работу с наименьшими (наиболее эффективными) затратами. Максимальное номинальное напряжение кабеля батареи составляет 50 вольт или меньше.
Сварочный кабель (в большинстве случаев) — это просто очень гибкий кабель для «батарейки». Это мягкая и податливая изоляция из этилен-пропилен-диенового мономера (EPDM). Изоляция не такая прочная, как ПВХ, но она по-прежнему остается в автомобильном мире. Он также состоит из множества, МНОГО больше медных жил, которые намного тоньше, чем стандартный кабель аккумулятора, что придает ему большую гибкость. По сути, он теряет некоторые очки защиты, но приобретает гибкость. Однако из-за стоимости изоляции и затрат на то, чтобы сделать медные жилы более тонкими, это, конечно, стоит больше денег.В конце концов, люди склонны покупать сварочный кабель, когда им действительно нужно, чтобы провод был гибким, для обрезки узких углов и тому подобного. Номинальное напряжение сварочного кабеля также НАМНОГО выше, максимальное — 600 вольт.
Это мягкая и податливая изоляция из этилен-пропилен-диенового мономера (EPDM). Изоляция не такая прочная, как ПВХ, но она по-прежнему остается в автомобильном мире. Он также состоит из множества, МНОГО больше медных жил, которые намного тоньше, чем стандартный кабель аккумулятора, что придает ему большую гибкость. По сути, он теряет некоторые очки защиты, но приобретает гибкость. Однако из-за стоимости изоляции и затрат на то, чтобы сделать медные жилы более тонкими, это, конечно, стоит больше денег.В конце концов, люди склонны покупать сварочный кабель, когда им действительно нужно, чтобы провод был гибким, для обрезки узких углов и тому подобного. Номинальное напряжение сварочного кабеля также НАМНОГО выше, максимальное — 600 вольт.
Что купить? Честно говоря, тот, который выполняет свою работу. Вы не получите «повышения производительности» от этого выбора, это проще всего будет зависеть от выбора «будет ли мой кабель изгибаться так, как мне нужно?» И убедитесь, что кабель выдерживает напряжение, с которым вы работаете!
Если вы не уверены, какой кабель выбрать, обязательно позвоните нам по телефону 888-562-9501 или заполните форму обратной связи, и мы постараемся помочь вам сделать лучший выбор для вашего проекта. и ваш кошелек.
и ваш кошелек.
Сварочный кабель предназначен для использования в электродуговых сварочных аппаратах для питания электрода — металлического стержня специальной конструкции, который проводит заряд. Заряд, переносимый электродом, необходим для создания электрической дуги, источника тепла между электродом и свариваемыми металлами или другими материалами. Сварочный кабель устойчив к истиранию, маслам, растворителям, погодным условиям и озону.
Сварочный кабель используется для дуговой сварки выводов от вторичной стороны источника питания, что типично для сварочных аппаратов и сварочных генераторов, а также для источников питания, не превышающих 600 вольт переменного тока.Благодаря своей гибкости и долговечности, сварочный кабель часто используется в автомобильных аккумуляторах и аккумуляторах грузовых автомобилей, и по этой причине у нас имеется достаточный запас как черного, так и красного сварочного кабеля. Он сохраняет высокую гибкость в холодную погоду, а когда требуется превосходная стойкость к истиранию и химическому воздействию, сварочный кабель — это то, что вам нужно. Сварочный кабель также можно использовать в качестве кабеля аккумулятора. Это намного лучший и более гибкий кабель с резиновой оболочкой по сравнению с ПВХ.
Сварочный кабель также можно использовать в качестве кабеля аккумулятора. Это намного лучший и более гибкий кабель с резиновой оболочкой по сравнению с ПВХ.
Урок 6 — Присадочные металлы из углеродистой и низколегированной стали для процессов сварки GMAW, GTAW и SAW
Урок 6 — Присадочные металлы из углеродистой и низколегированной стали для GMAW, GTAW и Процессы сварки под флюсом ® АВТОРСКОЕ ПРАВО 2000 ГРУППА ЭСАБ, ИНК.УРОК VI 6.1.0.7 Хотя углеродистая сталь, низколегированные стали, нержавеющая сталь, магний, медь, медные сплавы, титан и другие металлы можно сваривать одним или всеми описанными способами. выше, этот урок будет ограничен к присадочным металлам для сварки низкоуглеродистых или углеродистых сталей, и низколегированные высокопрочные стали с процессы GMAW и GTAW. 6.2 ПРОИЗВОДСТВО 6.2.0.1 Производство сварочной проволоки сплошного сечения для GMAW или GTAW отличается от производства покрытых или порошковых электродов, в которых раскислители и легирующие элементы которые способствуют чистоте и механическим свойствам металла шва, должны быть включены в проволочная химия а не в потоке. Поэтому сырье необходимо заказывать в
поставщик в точные спецификации. Когда
получен образец с обоих концов каждого витка горячего
Катанка проходит анализ производителем на предмет того, что «горячая штанга»,
как это называется, встречает эти
технические характеристики. 6.2.0.2
Хотрод очищен, чтобы удалить мельницу.
окалины или ржавчины и вытянуты до промежуточного диаметра.
На этом этапе проволока «затвердела», что требует
чтобы он был отожжен перед
он покрыт медью, растянут до конечного размера, намотан и упакован.6.2.0.3 Закрыть
проверки качества должны проводиться на протяжении всего производственного процесса, чтобы гарантировать
что конечный продукт гладкий,
проволока одинакового диаметра, которая легко проходит через
оборудование для подачи проволоки и сварочная горелка конечного пользователя. Проволока медная
с покрытием и / или иначе
покрытие для замедления окисления или ржавления проволоки, для уменьшения износа контактного наконечника,
и заверить
хорошая электропроводность.
Поэтому сырье необходимо заказывать в
поставщик в точные спецификации. Когда
получен образец с обоих концов каждого витка горячего
Катанка проходит анализ производителем на предмет того, что «горячая штанга»,
как это называется, встречает эти
технические характеристики. 6.2.0.2
Хотрод очищен, чтобы удалить мельницу.
окалины или ржавчины и вытянуты до промежуточного диаметра.
На этом этапе проволока «затвердела», что требует
чтобы он был отожжен перед
он покрыт медью, растянут до конечного размера, намотан и упакован.6.2.0.3 Закрыть
проверки качества должны проводиться на протяжении всего производственного процесса, чтобы гарантировать
что конечный продукт гладкий,
проволока одинакового диаметра, которая легко проходит через
оборудование для подачи проволоки и сварочная горелка конечного пользователя. Проволока медная
с покрытием и / или иначе
покрытие для замедления окисления или ржавления проволоки, для уменьшения износа контактного наконечника,
и заверить
хорошая электропроводность. Покрытие или покрытие не должны отслаиваться.
или оставить остаток, который
засоряет кабель подачи проволоки или сварочную горелку.Если с медным покрытием,
слой меди должен быть
поддерживается на низком уровне, чтобы свести к минимуму сварочный дым и отслоение меди.
Покрытие или покрытие не должны отслаиваться.
или оставить остаток, который
засоряет кабель подачи проволоки или сварочную горелку.Если с медным покрытием,
слой меди должен быть
поддерживается на низком уровне, чтобы свести к минимуму сварочный дым и отслоение меди.МЕДНЫЙ ПРОВОД — MUNDOLATAS
Медь, используемая при сварке контейнеров, должна иметь особые характеристики , как размерные, так и физико-химические.Они определены в этой работе, а также как они используются.
С появлением электросварки, поскольку модель является идеальным средством для сварки боковых швов в корпусах трехсекционных контейнеров , медь стала важным сырьем для этой отрасли. Сегодня его широко используют в сварочных машинах, используемых для изготовления корпусов упаковки, используемых для хранения консервированных продуктов, обработанных или подвергнутых давлению, которые требуют высокой степени герметичности. Это дорогой материал, поэтому к его количеству и качеству необходимо предъявлять повышенные требования.
Это дорогой материал, поэтому к его количеству и качеству необходимо предъявлять повышенные требования.
Медь (символ Cu) — один из наиболее часто используемых человеком металлов, имеет металлический вид и красновато-коричневый цвет. Его температура плавления составляет 1083 ° C, а плотность — 8,9 г / см3.
Среди его свойств выделяется высокая проводимость , тепла и электричества, устойчивость к коррозии , а также его пластичность и пластичность .Из-за своей необычайной проводимости, уступающей только серебру, медь наиболее широко используется в электротехнической промышленности. Его пластичность позволяет трансформировать его в кабели любого диаметра, от 0,025 мм. Предел прочности на разрыв растянутой медной проволоки составляет около 4200 кг / см2.
Anuncios
Медь, применяемая в металлургии, поставляется в виде проволоки круглого сечения. Применяется в нескольких диаметрах. Самые обычные:
Применяется в нескольких диаметрах. Самые обычные:
— Диаметр 1.50 мм . (Сечение 1,76 мм2). Применяется в станках первого поколения ручного или полуавтоматического типа.
— Диаметр 1,38 мм . (Сечение 1,50 мм2). Распространен в машинах второго поколения. Автоматический тип и средняя скорость производства.
— Диаметр 1,20 мм . (Сечение 1,13 мм2). Используется в тренажерах третьего поколения, автоматах с высокой частотой вращения педалей.
Он действует как подвижный электрод, движущийся с той же скоростью, что и контейнер. На фиг. 1 схематично изображен путь медной проволоки от катушки «A» к внутреннему сварочному шкиву «B», следуя за внешним шкивом «E», до наложения измельченной резьбы «D» .Зона «С» соответствует зоне сварки корпуса контейнера.
Рисунок №1. Общая схема прохождения проволоки в сварочном аппарате
Для увеличения контактной поверхности ее профилируют в сварочном аппарате перед зоной сварки. Таким образом, его сечение трансформируется из круглого в эллиптическое, а точнее прямоугольное с закругленными углами. Эта форма совпадает с формой канавок двух сварочных шкивов.
Таким образом, его сечение трансформируется из круглого в эллиптическое, а точнее прямоугольное с закругленными углами. Эта форма совпадает с формой канавок двух сварочных шкивов.
Одна и та же резьба дважды проходит через точку сварки.Один для внутренней части, а другой для внешней, каждый раз представляя новое лицо. Реальная схема, по которой он работает, довольно сложна. На рис. 2 показано, как на самом деле работает схема, охватываемая резьбой в типичном автомате (Soudronic типа FBB).
Рисунок № 2. Фактическая схема резьбы в сварочном аппарате
В этом же ряду можно выделить механизмы, такие как среди других:
— Тормоз нити: шкивы 1, 2 и 3.
— Очистители резьбы (2): устройства 4 и 10.
— Скребок для олова: Устройство 18
— Эллиптический профилограф: устройство между шкивами 6 и 7.
— Подвижный компенсатор: Шкив 8.
— Система охлаждения резьбы: Шкив 22.
— Регулировка. Шкив конический 26.
Шкив конический 26.
— Переносной натяжитель: Ролик 31
— Нитеобрезатель: шкив 33
ОСОБЕННОСТИ ДЛЯ УПАКОВОЧНОЙ ПРОМЫШЛЕННОСТИМедь, используемая в электросварочных аппаратах для сшивания упаковки, должна иметь особые характеристики чистоты, твердости, прочности и чистоты .Они связаны с:
— Его функция как сварочного электрода: электрическое сопротивление, расширение, очистка и т. Д.
— Его функция в качестве движущегося механического элемента, подверженного нагрузкам: твердость, предел упругости, удлинение…
Как видно на рисунке 2, маршрут довольно сложен, поэтому, если нить обрывается, повторная заправка нити является важной потерей времени, поэтому очень важно, чтобы его качество соответствовало этому домашнему заданию. Следовательно, его свойства должны быть хорошо известны поставщику и востребованы.
В упрощенном виде они отражены в следующем.
ОБРАЩЕНИЕ С МЕДНОЙ ПРОВОЛОКОЙ Производители медной проволоки обычно поставляют ее в виде катушек, защищенных картонной и пластиковой упаковкой, укладываемой на поддоны. См. Рисунок 3
См. Рисунок 3
Anuncios
Фигура № 3 Фасованная упаковка
Эти катушки расположены в начале линий, где к ним легко получить доступ, и оттуда через воздушные шкивы они перемещаются к сварочному аппарату. См. Рисунок № 4.
Рисунок № 4. Схема катушки в заголовке линии
Во избежание резкого натяжения резьбы во время пуска и работы сварочного аппарата, что может привести к его поломке, необходимо пропустить нить на выходе из катушки с помощью шкива, установленного на эластичный натяжитель, нагруженный пружинами . Таким образом, марш становится более плавным, поскольку пружины поглощают усилия в цепи. См. Рисунок 5
Рисунок № 5.Натяжитель эластичный
После использования, пряжа нарезается и хранится в подходящих упаковках . Высокая стоимость пряжи означает, что к образующемуся лому обращаются с особым вниманием, гарантируя его возврат в надлежащих условиях рекуператору, который обычно взимает цену за возвращенных кг, плюс сумму потерь из-за потерь процесс, выраженный в процентном соотношении количество.
Выбор сварочного кабеля подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что его правильный размер.Я видел несколько справочных таблиц, но хотел бы получить объяснение, как их использовать.
Сварочный кабель является проводником сварочного тока. Он состоит из серии тонких медных нитей, обернутых внутри непроводящей, прочной оболочки (обычно из синтетического или натурального каучука различных цветов). Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изолирующая оболочка предназначена для выдерживания повторяющихся движений по шероховатым поверхностям.По мере увеличения уровня тока (измеряется в амперах или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной скрутки должны увеличиваться. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы пропускать больший объем воды. Вы используете шланг меньшего размера для полива своего сада, а пожарная служба использует шланг гораздо большего размера для тушения пожаров.
«Допустимая нагрузка» сварочного кабеля, также известная как допустимый ток или номинальная сила тока, означает максимальное количество электрического тока, которое кабель может безопасно проводить.Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. Е. Номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут пропускать больше тока, чем более длинные кабели того же диаметра. Сварочный кабель часто имеет температуру жилы 75 ° C (167 ° F), 90 ° C (194 ° F) или 105 ° C (221 ° F). Хотя сам медный провод может выдерживать высокие температуры, создаваемые более высокой силой тока, прежде чем будет поврежден, изоляция, защищающая их, расплавится.Сварочные кабели также часто рассчитаны на температуру окружающей среды 30 ° C (86 ° F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, снизить их пропускную способность. Кроме того, несколько кабелей, плотно упакованных вместе, также могут иметь снижение способности рассеивать тепло. Несколько кабелей должны быть немного разнесены.
Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, снизить их пропускную способность. Кроме того, несколько кабелей, плотно упакованных вместе, также могут иметь снижение способности рассеивать тепло. Несколько кабелей должны быть немного разнесены.
Обратите внимание, что хотя медь является отличным проводником электричества, она все же имеет определенную степень сопротивления потоку электронов через нее.Следовательно, в кабеле будет возникать нагрев за счет сопротивления. Сварочный кабель правильного размера может стать теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться. Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном итоге, к обрыву и отказу кабеля). Разрыв изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, не проводит ток более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Следовательно, кабели увеличенного размера могут быть нерентабельными.
Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Следовательно, кабели увеличенного размера могут быть нерентабельными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где у кабеля меньшего диаметра номер больше. На рис. 1 показаны размеры AWG. Калибровочные размеры больше единицы равны нулю, также выражаются как 1/0 (произносится как «одна цифра»), два нуля, выражаются как 2/0 (произносится как «две доли»), 3/0 и 4/0.Для сварочного кабеля обычно используются кабели сечением от №4 до №4 / 0.
Рисунок 1: Пример калибра проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей с размерами AWG и метрическими размерами.
На рис. 2 показано сравнение сварочных кабелей с размерами AWG и метрическими размерами.
Рисунок 2: Сравнение размеров кабеля AWG / метрической системы
Теперь при выборе кабеля подходящего размера для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварочного аппарата. Для этого нужно определить три фактора. К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочная цепь — это полный путь, по которому проходит электричество.Он включает в себя источник питания, кабель электрода, электрододержатель (или горелку TIG или механизм подачи проволоки и горелку), электрическую дугу, рабочий кабель и рабочий зажим. На рисунке 3 показана сварочная цепь. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается к держателю электрода, горелке TIG или механизму подачи проволоки. Рабочий кабель прикрепляется к рабочему зажиму. Обратите внимание, что эти последние два элемента часто неправильно называются «заземляющий кабель» и «заземляющий зажим».Однако это неправильная терминология, так как «заземляющий» провод применяется только к первичной обмотке сварочной цепи (то есть к входящему силовому кабелю).
На рисунке 3 показана сварочная цепь. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается к держателю электрода, горелке TIG или механизму подачи проволоки. Рабочий кабель прикрепляется к рабочему зажиму. Обратите внимание, что эти последние два элемента часто неправильно называются «заземляющий кабель» и «заземляющий зажим».Однако это неправильная терминология, так как «заземляющий» провод применяется только к первичной обмотке сварочной цепи (то есть к входящему силовому кабелю).
Рисунок 3: Пример сварочного контура
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля. Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный ток положительный (DC +), постоянный ток отрицательный (DC-) или переменный ток (AC). Полярность и направление тока влияют только на сварочные характеристики и выбор электрода.
Полярность и направление тока влияют только на сварочные характеристики и выбор электрода.
Номинальная выходная мощность источника питания — это просто максимальный ток или уровень силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить токи, превышающие их номинальную выходную мощность, в течение коротких периодов времени). Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная выходная мощность 250 А), Power Wave® S350 (номинальная выходная мощность 350 А), Flextec ™ 650 (номинальная выходная мощность 650 А) и т. Д.
Рабочий цикл — это номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока перед превышением своего теплового предела (т.е. обмотки становятся слишком горячими) и отключением, если он имеет защиту от тепловой перегрузки. Как правило, при уменьшении уровней выходной мощности рабочий цикл увеличивается (до 100% или непрерывной производительности). И наоборот, по мере увеличения уровней выходной мощности (до максимальной выходной мощности) рабочий цикл уменьшается.Номинальные значения рабочего цикла можно найти на паспортной табличке источника питания и / или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного источника питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Как правило, при уменьшении уровней выходной мощности рабочий цикл увеличивается (до 100% или непрерывной производительности). И наоборот, по мере увеличения уровней выходной мощности (до максимальной выходной мощности) рабочий цикл уменьшается.Номинальные значения рабочего цикла можно найти на паспортной табличке источника питания и / или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного источника питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рис.Трехфазные блоки питания
Рисунок 5 — это пример диаграммы для выбора правильного размера сварочного кабеля. Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 А при рабочем цикле 60%, и вам нужна общая общая длина электрода и рабочих кабелей 100 футов. Из таблицы следует, что правильный размер кабеля для выбора — кабель №2 / 0.Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 А при рабочем цикле 60%, и вам нужна общая общая длина электрода и рабочих кабелей 100 футов. Из таблицы следует, что правильный размер кабеля для выбора — кабель №2 / 0.Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Рисунок 5. Выбор сварочного кабеля подходящего размера
Следует также отметить, что помимо правильного выбора сечения кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии. Любые трещины, порезы, пятна износа и т. Д. На сварочном кабеле могут снизить его токонесущую способность и создать горячие точки. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или соединителями с поворотным замком также могут снизить способность проводить ток и создавать горячие точки (см. Примеры в , рис. 6, ). Все изношенные, изношенные и поврежденные части следует немедленно отремонтировать для обеспечения надлежащей работы и сведения к минимуму любых потенциальных угроз безопасности.
Любые трещины, порезы, пятна износа и т. Д. На сварочном кабеле могут снизить его токонесущую способность и создать горячие точки. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или соединителями с поворотным замком также могут снизить способность проводить ток и создавать горячие точки (см. Примеры в , рис. 6, ). Все изношенные, изношенные и поврежденные части следует немедленно отремонтировать для обеспечения надлежащей работы и сведения к минимуму любых потенциальных угроз безопасности.
Рисунок 6: Примеры изношенного и поврежденного сварочного кабеля
