Проволока и прутки для сварки алюминия
Алюминий, благодаря своей доступности и уникальным показателям проводимости, пластичности, а также малому весу, имеет исключительную ценность для многих производственных и бытовых сфер.В чистом или легированном виде этот металл очень активно используется в строительстве, пищевой и химической индустрии, для изготовления лёгких, но прочных деталей различных механизмов в судостроении, авиапроме и автомотостроении.
При проведении работ по алюминию MIG сваркой используют сварочную проволоку из алюминия и защитный газ. Проволока изготавливается путём вытягивания металла основы или прессованием, при этом она может быть нормальной или повышенной точности отделки. Она фасуется в катушки и может иметь диаметр сечения 0,8 мм — 1,6 мм. По весу и диметру посадочного отверстия различают следующие катушки:
0,5 кг, — диам = 20 мм
2 кг, 7 кг, – диам = 50 мм
Возможная модификация алюминиевой сварочной проволоки состоит в термообработке и/или добавлении легирующих добавок. Тем самым может быть увеличена жаростойкость, упругость, прочность, а также улучшена устойчивость к коррозии сварочного шва.
Тем самым может быть увеличена жаростойкость, упругость, прочность, а также улучшена устойчивость к коррозии сварочного шва.
Использование алюминиевой сварочной проволоки в штатной полуавтоматической сварке требует особого подхода и ряда доработок ввиду прихотливости материала.
Рассмотрим всё по порядку:
Во-первых, узел подачи — алюминиевая сварочная проволока мягче стальной, поэтому необходимо обеспечить её прижим к ведущим роликам с силой, достаточной для протяжки, и исключающей деформацию. Для этого рекомендуется использовать 4-хроликовую систему с поверхностью канавки ролика U-образной формы и гладкими краями. Тормозную систему необходимо отрегулировать таким образом, чтобы проволока не образовывала «бороды» при остановке.
Во-вторых, сварочная горелка — направляющий и канал и контактный наконечник для стальной проволоки, могут создать дополнительное сопротивление, что будет мешать равномерной подаче. Чтобы уменьшить трение, эти компоненты заменяет канал из тефлона.
Шланг горелки должен быть прямой, без перегибов, скручиваний, и иметь длину не больше трёх метров, чтобы уменьшить трение и не деформировать алюминиевую сварочную проволоку. В случае если его длины не хватает, пользуйтесь полуавтоматами с отдельным подающим механизмом, встроенным в рукоять горелки — Spool Gun (в них используются катушки по 0,5 кг).
Со стороны евро разъёма тефлоновый канал устанавливается вплотную к роликам горелки, а место стыка герметизируется, чтобы предотвратить утечку защитного газа.
И в-третьих — специальный контактный наконечник для алюминиевой сварочной проволоки. Он отличается наличием фаски на выходе, так как алюминий сильнее расширяется при нагревании.
Информация:
Для работы с алюминием лучше всего использовать специализированные полуавтоматы, позволяющие подавать ток импульсами. Благодаря этому возможен мелкокапельный перенос металла — лучший режим для сварки алюминия.
Как и все аналогичные изделия, алюминиевая сварочная проволока маркируется в соответствии с её составом и другими характеристиками (Рис. 1).
1).
Советы
Не ранее чем за сутки до работы зачистите заготовку металлической щёткой, это позволит быстрее разрушить оксидную плёнку в начале сварки и увеличит её скорость.
Если толщина детали больше 10 мм, то непосредственно перед самой сваркой её необходимо прогреть — это позволит упростить начало сварки и исключить вероятность прожога.
Алюминий при нагревании остаётся фактически того же цвета что и обычно, поэтому в процессе работы затруднительно контролировать размер сварочной ванны. В случае однослойной детали для предотвращения прожога или провала используется керамическая, графитовая или стальная подкладка.
Алюминиевая сварочная проволока, делится по качеству на бюджетную и премиум класса. Любая из них имеет полное соответствие ГОСТу, но на важных объектах рекомендуется использовать комплектующие премиум класса, в силу их запаса качества.
Мы рассмотрим несколько самых популярных видов алюминиевой сварочной проволоки премиум класса одного из немецких брендов.
ARC 1070
Аналог: Св.-А97
Алюминиевая сварочная проволока для работы с металлом без примесей (Al 99, Al 99,8), а также сплавами типа АД1 и АМц. Металл шва имеет хорошую коррозийную стойкость. Для листов толщиной около 15 мм требуется нагрев до 150°С.
ARC 1450
Аналог: Св.-А85
Отличается от ARC 1070 наличием добавки титана (~0,15% Ti), это уменьшает вероятность возникновения трещин во время работы и усиляет коррозийностойкость.
ARC 5754
Аналог : Св.-АМг 3
Сварочная алюминиевая проволока, улучшенная добавкой магния (~3% Mg). Применяется для сваривания алюминиевомагниевых сплавов (AlMg 1,8, AlMg 3, AlMg 0,5 , или AlMn 1). Благодаря добавке, шов имеет хорошую прочность.
Активно используется для строительных и ремонтных работ, в пищевом и химическом производстве.
ARC 5356
(Аналог: Св.-АМг 5)
Алюминиевая сварочная проволока. Имеет легирующую добавку магния (~5% Mg) и сваривает алюминиевомагниевые и алюминиевомагниевокремниевые сплавы (AlMg 1,8, AlMg 3, AlMg 5 , или AlMgSi 1).
Нашла применение в машино- и судостроении, при изготовлении емкостей и резервуаров.
ARC 5183
Аналог: Св.-АМг 5
Сварочная проволока из алюминия, с добавкой магния (~5% Mg). Подходит для сварки алюминиевых сплавов с добавлением магния (Mg) и магния (Mg) с кремнием (Si), таких как AlMg 3, AlMg 4,5 Mn, или AlMg 5. Имеет хорошую прочность и коррозийностойкость сварочного шва.
Нашла широкое применение в пищевой (молочной, пивоваренной) индустрии, судо- и автомотостроении, используется для конструирования криооборудования.
ARC 5087
Аналог: Св 1557
Алюминиевая сварочная проволока, с примесью магния (~5% Mg), для работы с алюминиевомагниевыми сплавами (AlMg 3, AlMg 4,5 Mn, или AlMg 5). Содержит в себе малый процент циркония (~0,15% Zr), что существенно снижает шанс появления трещин при сварке.
Применяется для изготовления чанов и емкостей в пищевой и химической индустрии.
ARC 4043
Аналог: Св.-АК5, Св.-АК6
Сварочная алюминиевая проволока, с добавкой кремния (~5% Si). Улучшает свариваемость изделий подвергающихся термообработке.
Улучшает свариваемость изделий подвергающихся термообработке.
Часто применяется для сваривания частей двигателя внутреннего сгорания, опорных плит, в пищевой промышленности.
ARC 4047
Аналог: Св.-АК10, Св.-АК12
Алюминиевая сварочная проволока с добавкой кремния (~12% Si). Идеальна для сварки силуминов и сплавов с содержанием легирующих элементов до 2%. Благодаря наличию кремния, при сварке наблюдается повышенная жидкотекучесть и низкая температура кристаллизации шва.
Используется для изготовления деталей машин и автоматов, работающих при высоких температурах, для изготовления емкостей, сварки тонколистных металлов.
Алюминиевая проволока для полуавтомата — виды и применение
Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Виды алюминиевой проволоки и правила ее применения
Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
- Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
- Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
Сам же электрод должен быть чист от оксида изначально.
- Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
Алюминиевая проволока для полуавтомата
При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
- Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм
Удобнее всего воспользоваться приводимой ниже таблицей.
При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
- Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
- Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей.
 Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
 Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º СНужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм), то обязательно появятся трещины.
- Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Особенности подающих механизмов для алюминиевой сварочной проволоки
Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако.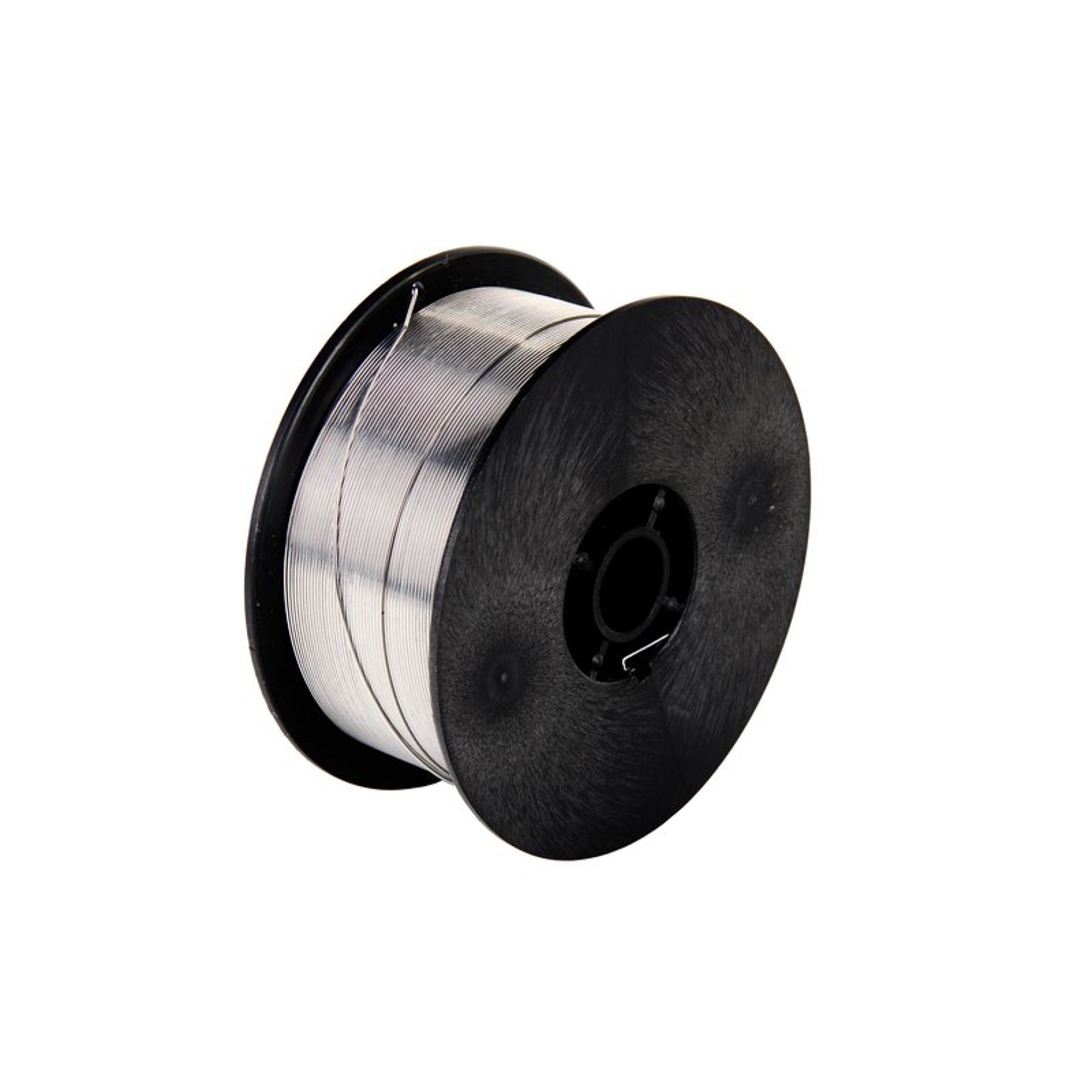
Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
- Подающий кабель не должен быть длиннее 3 метров. Идеальным будет кабель с внутренним каналом, покрытым тефлоном. Это минимизирует риск деформации проволоки и заторов при подаче. Последнее не редкость при использовании для сварки полуавтоматом алюминиевой проволоки диаметром 0.8 мм .
- Использование стандартного наконечника горелки неприемлемо. Нужно заменить его в соответствии с диаметром используемой проволоки — больше ее на 1.5-2 мм. Например, если используется алюминиевая проволока для полуавтомата диаметром 1. 0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.
- Тормозное устройство бобины с проволокой должно быть надежным и проверенным непосредственно перед началом работ. Оно должно обеспечивать моментальную остановку бобины и не допускать ее самопроизвольные поворот.
- Стандартный для большинства полуавтоматических сварочных аппаратов подающий механизм нужно заменить на специальный для алюминиевой проволоки. Его отличие в большем числе подающих роликов — их четыре. А также в том, что рабочая поверхность каждого из роликов имеет особую канавку. Из-за этого алюминиевая проволока для полуавтомата не сможет деформироваться и застревать.
 0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.
0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.- Помните о необходимости соблюдения рекомендованных для свариваемых типов металла показателей тока и полярности его подключения. В противном случае неизбежен прожег или непровар
Deka Сварочная проволока алюминиевая ER4043 d. 0.8мм 0.5 кг
Сварочная проволока применяется для полуавтоматической сварки литейных Аl — Si; Аl — Si — Mg сплавов типа АД31, АДЗЗ, АД35 (блоки ДВС, опорные плиты, рамы и т. п.) На постоянном токе DC Pulse.
п.) На постоянном токе DC Pulse.
DEKA ER 4043 Ø 0.8 на еврокассете 0.5 кг
DEKA ER 4043 Ø 1.2 на еврокассете 7 кг
Химический состав
Типичный химический состав проволоки(%)
|
DEKA ® |
Fe |
Mn |
Si |
Mg |
Cr |
Zn |
Cu |
Ti |
|
ЕР 5356 |
0. |
0.083 |
|
4.62 |
0.068 |
0.001 |
0.01 |
0.08 |
|
ЕР 4043 |
0.15 |
0.02 |
5.18 |
0.01 |
- |
0. |
0.01 |
0.02 |
 18
18

Механические свойства
|
|
Предел прочности на разрыв (МРа) |
Предел текучести (МРа) |
Относительное удлинение (%) |
Ударная вязкость (Дж) |
Защитный газ |
|
ЕР 5356 |
265 |
120 |
26 |
- |
Аr/He |
|
ЕР 4043 |
165 |
55 |
18 |
- |
Аr/He |
сварочная проволока для полуавтомата без газа, присадочная проволока, другие виды для алюминиевых сталей
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.
Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.
Особенности
Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.
Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).
Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.
Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.
Виды
Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;
- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;
- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;
- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;
- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;
- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;
- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.

Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
ГОСТ 14838-78 говорит о том, что данная продукция разработана для холодной высадки из алюминия и его сплавов, в которых он доминирует. ГОСТ 7871-75 – стандарт проволоки, применяемой исключительно для сварки алюминия и его сплавов.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.
Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.
Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».
При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.
Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.
О том, как выбрать присадочный пруток, смотрите далее.
Проволока сварочная алюминиевая | ООО «ЮВЕЛ ЛТД»
Проволока алюминиевая ER 4043 Ø 0. 8 мм катушка 0.5 кг.
Смотрите «Доступные варианты»&n..
8 мм катушка 0.5 кг.
Смотрите «Доступные варианты»&n..
185.00 грн
Без НДС: 185.00 грн
Проволока алюминиевая ER 5356 Ø 0.8 мм катушка 0.5 кг. Смотрите «Доступные варианты»&n..
185.00 грн
Без НДС: 185.00 грн
Проволока алюминиевая ER 5356 Ø 0.8 мм катушка 1 кг. Смотрите «Доступные варианты»&nbs..
365.00 грн
Без НДС: 365.00 грн
Проволока алюминиевая ER 4043 Ø 0.8 мм катушка 1 кг.
Смотрите «Доступные варианты»&nbs. .
.
345.00 грн
Без НДС: 345.00 грн
Проволока алюминиевая ER 4043 Ø 0.8 мм катушка 2 кг. Смотрите «Доступные варианты»&nbs..
0.00 грн
Без НДС: 0.00 грн
Проволока алюминиевая ER 5356 Ø 0.8 мм катушка 2 кг. Смотрите «Доступные варианты»&nbs..
0.00 грн
Без НДС: 0.00 грн
Проволока алюминиевая ER 5356 Ø 0.8 мм катушка 7 кг. Смотрите «Доступные варианты»&nbs..
0.00 грн
Без НДС: 0. 00 грн
00 грн
Проволока алюминиевая ER 4043 Ø 0.8 мм катушка 7 кг. Смотрите «Доступные варианты»&nbs..
0.00 грн
Без НДС: 0.00 грн
Проволока алюминиевая ER 4043 Ø 1 мм катушка 2 кг. Смотрите «Доступные варианты» ..
695.00 грн
Без НДС: 695.00 грн
Проволока алюминиевая ER 5356 Ø 1 мм катушка 2 кг. Смотрите «Доступные варианты» ..
695.00 грн
Без НДС: 695.00 грн
Проволока алюминиевая ER 4043 Ø 1 мм катушка 7 кг. Смотрите «Доступные варианты» ..
Смотрите «Доступные варианты» ..
2400.00 грн
Без НДС: 2400.00 грн
Проволока алюминиевая ER 5356 Ø 1 мм катушка 7 кг. Смотрите «Доступные варианты» ..
2400.00 грн
Без НДС: 2400.00 грн
Проволока алюминиевая ER 4043 Ø 1.2 мм катушка 2 кг. Смотрите «Доступные варианты»&nbs..
675.00 грн
Без НДС: 675.00 грн
Проволока алюминиевая ER 5183 Ø 1.2 мм катушка 2 кг. Смотрите «Доступные варианты..
530. 00 грн
00 грн
Без НДС: 530.00 грн
Проволока алюминиевая ER 5356 Ø 1.2 мм катушка 2 кг. Смотрите «Доступные варианты»&nbs..
675.00 грн
Без НДС: 675.00 грн
Проволока алюминиевая ER 4043 Ø 1.2 мм катушка 7 кг. Смотрите «Доступные варианты»&nbs..
2260.00 грн
Без НДС: 2260.00 грн
Проволока алюминиевая ER 5356 Ø 1.2 мм катушка 7 кг. Смотрите «Доступные варианты»&nbs..
2260.00 грн
Без НДС: 2260.00 грн
Тефлоновый канал синий 1,5 / 4,0 / пог. м для алюминиевой проволоки ф 0,8 — 1,0 мм.
Размер:&nbs..
м для алюминиевой проволоки ф 0,8 — 1,0 мм.
Размер:&nbs..
77.00 грн
Без НДС: 77.00 грн
Тефлоновый канал красный 2,0 / 4,0 / пог.м для алюминиевой проволоки ф 1,0 — 1,4 мм. Разм..
69.00 грн
Без НДС: 69.00 грн
Тефлоновый канал желтый 2,7 / 4,7 / пог.м для алюминиевой проволоки ф 1,6 — 2,0 мм. Разме..
87.00 грн
Без НДС: 87.00 грн
Тефлоновый канал красный 2,0 / 4,0 / 350 мм для алюминиевой проволоки ф 1,0 — 1,4 мм. Раз..
446. 00 грн
Без НДС: 446.00 грн
Тефлоновый канал желтый 2,7 / 4,7 / 350 мм для алюминиевой проволоки ф 1,6 — 2,0 мм. Разм..
446.00 грн
Без НДС: 446.00 грн
Среди алюминиевых сварочных проволок наибольшее распространение получили марки ER 4043 и ER 5356.
Проволока сварочная алюминиевая ER 4043.Классификация:
EN ISO 18273: S Al 4043 (AlSi5)EN ISO 18273: S Al 4043A (AlSi5(A))
AWS A5.10: ER 4043
Проволока алюминиевая сварочная ER 4043, широко применяемая для сварки литейных Al — Si; Al-Si-Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.п.).
Это наиболее часто применяемая проволока алюминиевая ER 4043, используемая для сварки изделий из алюминиевых сплавов 6ХХХ группы с суммарным содержанием легирующих элементов до 2% и кремний содержащих алюминиевых сплавов с содержанием Si до 7%.
Проволока сварочная ER 4043 применяется для сварки Al-Si-Cu литейных сплавов с другими алюминиевыми сплавами. Высокое содержание кремния в проволоке обеспечивает хорошую смачиваемость свариваемых кромок, позволяя получить плавный переход от шва к основному металлу и гладкую блестящую поверхность. При этом наплавленный металл обладает отличной коррозионной стойкостью, не склонен к образованию горячих трещин и коррозионному растрескиванию под напряжением при температурах эксплуатации выше 65°С. Однако изделия, для сварки которых применялась проволока сварочная ЕР 4043, не подлежат последующему анодированию из-за разности получаемых цветов на основном и наплавленном металле.
Защитный газ: Ar, смесь Ar/He, He.
Ток =(+).
Химический состав.
Si Mn Zn Fe Cu Ti Al
5.0 <0.05 0.1 <0.6 <0.05 0.15 основа
Механические свойства.
Предел прочности, МПа 165
Относительное удлинение, % 18
Проволока сварочная алюминиевая ER 5356.
Классификация:
ER 5356 AWS A5.10S Al 5356 (Al Mg5 Cr (A)) EN ISO 18273.
Проволока алюминиевая ER 5356 широко применяется для сварки профилей и металлоконструкций из Al Mg сплавов, содержащих 3% Mg, таких, как AMg3, AMg4, AMg5, AMg6 с аналогичными.
Наиболее распространенная проволока алюминиевая 5356 для сварки изделий из алюминиево-магниевых сплавов 5ХХХ группы с содержанием магния от 3 до 5%. Наплавленный металл обладает относительно высокой прочностью, отличной коррозионной стойкостью и имеет цвет идентичный основному металлу при анодировании, однако он склонен к коррозионному растрескиванию под напряжением при температурах эксплуатации выше 65°С.
Проволока сварочная алюминиевая ER 5356 получила широкое распространение в судо- и автомобилестроении, при сварке емкостей для хранения и транспортировки жидких и сыпучих продуктов и многих других отраслях. Проволока сварочная ЕР 5356 применяется для сварки алюминиево-магниево-кремниевых сплавов 6ХХХ группы типа АД31, АД33, EN AW 6060/6063, 6005, 6201 и им аналогичных, а также для сварки этих сплавов со сплавами 1ХХХ, 3ХХХ и 5ХХХ групп, если доля участия присадочного материала в сварном шве более 50%.
Проволока сварочная ЕР 5356 применяется для сварки алюминиево-магниево-кремниевых сплавов 6ХХХ группы типа АД31, АД33, EN AW 6060/6063, 6005, 6201 и им аналогичных, а также для сварки этих сплавов со сплавами 1ХХХ, 3ХХХ и 5ХХХ групп, если доля участия присадочного материала в сварном шве более 50%.
Защитный газ — Ar/He.
Ток = (+)
Химический состав.
Mg Si Mn Zn Fe Cu Ti Cr Al
5.0 <0.25 0.15 <0.10 <0.4 <0.01 0.11 0.13 основа
Механические свойства.
Предел текучести, МПа 120Предел прочности, МПа 265
Относительное удлинение, % 26
Купить проволоку сварочную ER 4043 Вы можете в сети магазинов «ЗВАРЮВАННЯ».
Проволоку ER 5356 для сварки алюминия купить в г. Кривой Рог Вы можете в сети магазинов «ЗВАРЮВАННЯ»:
• магазин ЗВАРЮВАННЯ — ул. В. Матусевича (22-го партсъезда), д. 55, р-он ГосЦирка;
Тел.:(067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Низкие цены. Гарантия от ведущих производителей. Доставка во все регионы Украины.
Покупка у официального дилера – гарантированный способ получить высокое качество и конкурентоспособные цены на сварочное оборудование, а также качественное гарантийное и послегарантийное обслуживание.
Проволока сварочная алюминиевая купить Кривой Рог.
АМг61 — Уральская Алюминиевая Компания
Алюминиевая проволока — это вытянутый сплошной профиль из сплавов АД1, АК, АМг2, АМг3, АМг5П, АМг6, АМц, В65, Д1П, Д16П и Д18. Она отличается малым соотношением длины и площади поперечного сечения.
Изготавливают проволоку двумя способами: вытяжкой из отлитой заготовки до окончательных размеров и прессованием (сварочная алюминиевая проволока).
Производство регулируется:
— ГОСТ 7871-75 — сварочная алюминиевая проволока;
— ГОСТ 14838-78 — проволока алюминиевая для холодной высадки;
— ТУ 16-705.472-87 — для воздушных линий электропередач;
-ТУ 16.К71-088-90 — электротехническая.
Поставляется в пучках, катушках или бухтах.
По обработке материала классифицируют проволоку алюминиевую:
— без термообработки;
— мягкую;
— нагартованную;
— закаленную и состаренную.
Ее выпускают нормальной или повышенной точности.
Сварочную алюминиевую проволоку различают:
— как плавящийся электрод для полуавтомата;
— как присадку в ручной аргонодуговой сварке.
Особенности
Алюминиевая проволока легко плавится даже на газовой плите. Она устойчива к влажности и проста в механической обработке. На открытом воздухе покрывается оксидной пленкой, которая защищает поверхность от коррозионного разрушения.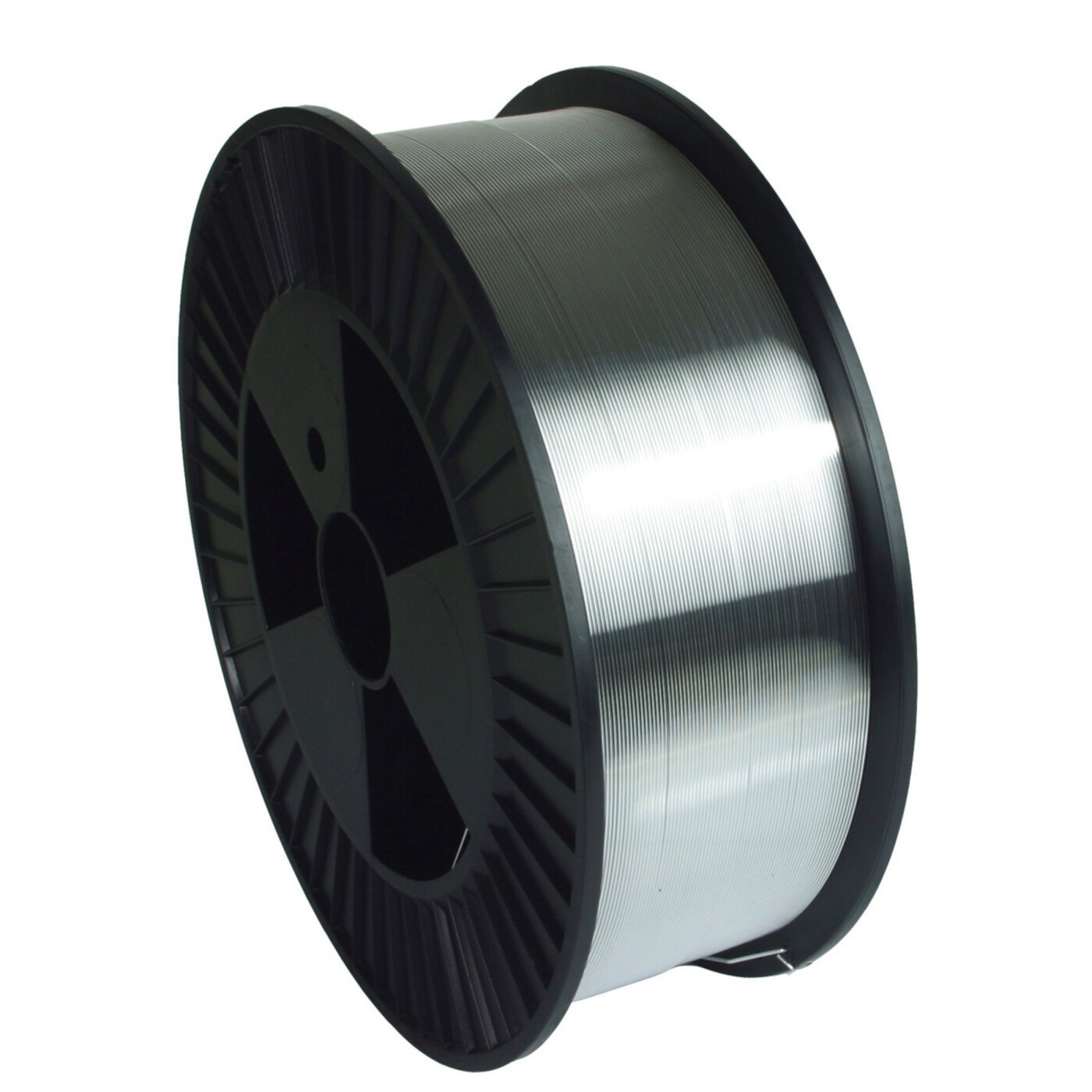 У алюминиевой проволоки высокий коэффициент электропроводности и низкая цена и поэтому ее применяют для возведения линий электропередач. Свариваемые с ее помощью соединения обладают прочностью, стойкостью и пластичностью.
У алюминиевой проволоки высокий коэффициент электропроводности и низкая цена и поэтому ее применяют для возведения линий электропередач. Свариваемые с ее помощью соединения обладают прочностью, стойкостью и пластичностью.
Применение
Проволоку используют для производства кабелей, высоковольтных проводов и электроприводных сетей. Это универсальный крепежный элемент. Она применяется в автомобильной и строительной промышленности, авиа- и судостроении. Сварочная алюминиевая проволока незаменима для сварки горячих трещин и конструкций, которые взаимодействуют с атмосферной или почвенной влагой.
Сортамент
Сортамент алюминиевой проволоки АД1 включает диаметры 1,6; 2; 3; 7; 7,8 и 8,5 мм. Диаметры сварочной: 0,8–12,5 мм. В качестве присадочного материала используют технический алюминий, сплав алюминия с марганцем или медью. Для сварки полуавтоматом расходуют алюминиевую проволоку СвАМг и СвАК.
Параметры сварки MIG
Все предлагаемые настройки являются приблизительными. Сварные швы должны быть проверены на соответствие вашим спецификациям.
Алюминий
Для алюминия наиболее распространенным типом проволоки является ER4043 для универсальных работ. ER5356 — это более жесткая проволока (ее легче подавать), и она используется, когда требуются более жесткие и высокопрочные сварные швы. Лучше всего подавать проволоку для алюминия с помощью катушечного пистолета. Если вы не можете использовать пистолет с катушкой, используйте как можно более короткий пистолет и держите пистолет как можно прямо.Используйте аргон только в качестве защитного газа.
Выберите толщину материала:
1/8 дюйма (3,2 мм) Щелкните, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
. 035 дюймов (0,9 мм) при 350–400 изобр. / Мин
035 дюймов (0,9 мм) при 350–400 изобр. / Мин
3/64 дюйма (1,2 мм) при 240–270 изобр. / Мин
Защитный газ и диапазон напряжения **:
Аргон (AL): 21-22 В
Диапазон силы тока:
110-130
3/16 дюйма (4,8 мм) Щелкните, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
.035 дюймов (0,9 мм) при 425–450 изобр. / Мин
/ Мин
3/64 дюйма (1,2 мм) при 300–325 изобр. / Мин
Защитный газ и диапазон напряжения **:
Аргон (AL): 23-24 В
Диапазон силы тока:
140-150
6,4 мм (1/4 дюйма) Щелкните, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
3/64 дюйма (1.2 мм) при 350–375 изобр. / Мин
1,6 мм (1/16 дюйма) при 170–185 изобр. / Мин
/ Мин
Защитный газ и диапазон напряжения **:
Аргон (AL): 24-25 В
Диапазон силы тока:
180-210
5/16 «(7,9 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
3/64 дюйма (1.2 мм) при 400–425 изобр. / Мин
1,6 мм (1/16 дюйма) при 200–210 изобр. / Мин
Защитный газ и диапазон напряжения **:
Аргон (AL): 26-27 Вольт
Диапазон силы тока:
200-230
7/16 «(11,1 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
1/16 дюйма (1. 6 мм) при 240-270 изобр. / Мин
6 мм) при 240-270 изобр. / Мин
Защитный газ и диапазон напряжения **:
Аргон (AL): 28-29 Вольт
Диапазон силы тока:
280
1/2 «(12,7 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
1/16 дюйма (1.6 мм) при 290-300 изобр. / Мин
Защитный газ и диапазон напряжения **:
Аргон (AL): 29-30 В
Диапазон силы тока:
300
Нержавеющая сталь
Сварка нержавеющей стали может быть не такой сложной задачей, как сварка алюминия, но этот металл обладает особыми свойствами, которые отличают его от сварки обычных сталей. Используйте тройную смесь газов (гелий / аргон / CO2) или распыляйте защитный газ для нержавеющих сталей.
Используйте тройную смесь газов (гелий / аргон / CO2) или распыляйте защитный газ для нержавеющих сталей.
Выберите толщину материала:
18 га.(1,2 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
0,035 дюйма (0,9 мм) при 120–150 изобр. / Мин
Защитный газ и диапазон напряжения **:
Гелий + аргон + CO 2 : 19-20 В
Диапазон силы тока:
50-60
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
16 га. (1,6 мм) Нажмите, чтобы развернуть
(1,6 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
0,035 дюйма (0,9 мм) при 180-205 изобр. / Мин
Защитный газ и диапазон напряжения **:
Гелий + аргон + CO 2 : 19-20 В
Диапазон силы тока:
70-80
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
.035 дюймов (0,9 мм) при 425–450 изобр. / Мин
3/64 дюйма (1,2 мм) при 300–325 изобр. / Мин
Защитный газ и диапазон напряжения **:
Аргон (AL): 23-24 В
Диапазон силы тока:
140-150
14 га. (2 мм) Нажмите, чтобы развернуть
(2 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
.035 дюймов (0,9 мм) при 230–275 изобр. / Мин
Защитный газ и диапазон напряжения **:
Гелий + аргон + CO 2 : 20-21 В
Диапазон силы тока:
90-110
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
12 га.(2,6 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
0,035 дюйма (0,9 мм) при 300-325 изобр. / Мин
/ Мин
Защитный газ и диапазон напряжения **:
Гелий + аргон + CO 2 : 20-21 В
Диапазон силы тока:
120–130
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
3/16 дюйма (4.8 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
0,035 дюйма (0,9 мм) при 350–375 изобр. / Мин
Защитный газ и диапазон напряжения **:
Гелий + аргон + CO 2 : 20-21 В
Диапазон силы тока:
140–150
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
. 035 дюймов (0,9 мм) при 400–425 изобр. / Мин
035 дюймов (0,9 мм) при 400–425 изобр. / Мин
Защитный газ и диапазон напряжения **:
98% аргон / 2% O 2 : 23-24 В
Диапазон силы тока:
160-170
6,4 мм (1/4 дюйма) Щелкните, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
.035 дюймов (0,9 мм) при 400–425 изобр. / Мин
Защитный газ и диапазон напряжения **:
Гелий + аргон + CO 2 : 20-21 В
Диапазон силы тока:
160–170
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
0,035 дюйма (0. 9 мм) при 450-475 изобр. / Мин
9 мм) при 450-475 изобр. / Мин
Защитный газ и диапазон напряжения **:
98% аргон / 2% O 2 : 24-25 В
Диапазон силы тока:
180-190
5/16 «(7,9 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
.035 дюймов (0,9 мм) при 450–475 изобр. / Мин
Защитный газ и диапазон напряжения **:
Гелий + аргон + CO 2 : 21-22 В
Диапазон силы тока:
180–190
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
0,045 дюйма (1.1 мм) при 250-300 изобр. / Мин
Защитный газ и диапазон напряжения **:
98% аргон / 2% O 2 : 24-25 В
Диапазон силы тока:
200-210
3/8 дюйма (9,5 мм) Щелкните, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
1/16 дюйма (1.6 мм) при 140-170 изобр. / Мин
Защитный газ и диапазон напряжения **:
98% аргон / 2% O 2 : 25-26 В
Диапазон силы тока:
250-275
7/16 «(11,1 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
1/16 дюйма (1. 6 мм) при 170-200 изобр. / Мин
6 мм) при 170-200 изобр. / Мин
Защитный газ и диапазон напряжения **:
98% аргон / 2% O 2 : 26-27 В
Диапазон силы тока:
275-300
1/2 «и больше (12,7 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
1/16 дюйма (1.6 мм) при 200–230 изобр. / Мин
Защитный газ и диапазон напряжения **:
98% аргон / 2% O 2 : 27-32 В
Диапазон силы тока:
300-325
Сталь (с одножильным сердечником)
Для стали существует два распространенных типа проволоки. Используйте классификацию AWS ER70S-3 для универсальной и экономичной сварки. Используйте проволоку ER70S-6, когда требуется больше раскислителей для сварки грязной или ржавой стали.
Используйте классификацию AWS ER70S-3 для универсальной и экономичной сварки. Используйте проволоку ER70S-6, когда требуется больше раскислителей для сварки грязной или ржавой стали.
- Должен использоваться с CO 2 или 75% аргона / 25% (C-25) защитного газа
- Использование в помещении без ветра
- Для кузовов автомобилей, производство, изготовление
- Сваривает более тонкие материалы (калибр 22), чем порошковая проволока
Выберите толщину материала:
22 га.(0,8 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
0,8 мм (0,030 дюйма) при 90-100 изобр. / Мин
Защитный газ и диапазон напряжения **:
CO 2 : 16-17 В, 75% аргона / 25% CO 2 : 15-16 В
CO 2 Газ экономичен и имеет более глубокое проникновение в сталь, но может быть слишком горячим для тонкого металла. 75% аргона / 25% CO 2 лучше подходит для тонкой стали, имеет меньше брызг и лучший внешний вид валика.
Диапазон силы тока:
40-55
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
20 га.(0,9 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
0,8 мм (120–135 дюймов / мин)
0,035 дюйма (0,9 мм) при 105–115 дюймов / мин
Защитный газ и диапазон напряжения **:
CO 2 : 17-18 В, 75% аргона / 25% CO 2 : 15-16 В
CO 2 Газ экономичен и имеет более глубокое проникновение в сталь, но может быть слишком горячим для тонкого металла. 75% аргона / 25% CO 2 лучше подходит для тонкой стали, имеет меньше брызг и лучший внешний вид валика.
75% аргона / 25% CO 2 лучше подходит для тонкой стали, имеет меньше брызг и лучший внешний вид валика.
Диапазон силы тока:
50-60
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
18 га.(1,2 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
0,8 мм (150–175 дюймов в минуту)
0,035 дюйма (0,9 мм) при 140–160 изображений в минуту
0,045 дюйма (1,1 мм) при 70 изобр. / Мин
/ Мин
Защитный газ и диапазон напряжения **:
CO 2 : 17-18 В, 75% аргона / 25% CO 2 : 15-16 В
CO 2 Газ экономичен и имеет более глубокое проникновение в сталь, но может быть слишком горячим для тонкого металла.75% аргона / 25% CO 2 лучше подходит для тонкой стали, имеет меньше брызг и лучший внешний вид валика.
Диапазон силы тока:
70-80
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
16 га.(1,6 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
0,8 мм (0,030 дюйма) при 220–250 изобр. / Мин
/ Мин
0,035 дюйма (0,9 мм) при 180–220 изобр. / Мин
0,045 дюйма (1,1 мм) при 90–110 изобр. / Мин
Защитный газ и диапазон напряжения **:
CO 2 : 17-18 Вольт, 75% аргона / 25% CO 2 : 17-18 Вольт
CO 2 Газ экономичен и имеет более глубокое проникновение в сталь, но может быть слишком горячим для тонкого металла.75% аргона / 25% CO 2 лучше подходит для тонкой стали, имеет меньше брызг и лучший внешний вид валика.
Диапазон силы тока:
90-110
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
14 га. (2,0 мм) Нажмите, чтобы развернуть
(2,0 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
0,030 дюйма (0,8 мм) при 250–340 изображений в минуту
0,035 дюйма (0,9 мм) при 240–260 изображений в минуту
0,045 дюйма (1,1 мм) при 120–130 изображений в минуту
Защитный газ и диапазон напряжения **:
CO 2 : 17-18 Вольт, 75% аргона / 25% CO 2 : 17-18 Вольт
CO 2 Газ экономичен и имеет более глубокое проникновение в сталь, но может быть слишком горячим для тонкого металла.75% аргона / 25% CO 2 лучше подходит для тонкой стали, имеет меньше брызг и лучший внешний вид валика.
Диапазон силы тока:
120–130
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
Сталь (с флюсовой проволокой)
Выберите толщину материала:
3/32 дюйма (2. 4 мм) Нажмите, чтобы развернуть
4 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
0,045 дюйма (1,1 мм) при 175–185 изобр. / Мин
Защитный газ и диапазон напряжения **:
CO 2 : 19-21 В, 75% аргона / 25% CO 2 : 18-20 В
CO 2
Диапазон силы тока:
110-125
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
.035 дюймов (0,9 мм) при 145-155 изобр. / Мин
0,045 дюйма (1,1 мм) при 75-85 изобр. / Мин
Защитный газ и диапазон напряжения **:
14-15 В
Диапазон силы тока:
110-125
1/8 дюйма (3,2 мм) Щелкните, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
. 045 дюймов (1,1 мм) при 210–230 изобр. / Мин
045 дюймов (1,1 мм) при 210–230 изобр. / Мин
Защитный газ и диапазон напряжения **:
CO 2 : 20-22 В, 75% аргона / 25% CO 2 : 20-21 В
CO 2
Диапазон силы тока:
140-155
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
.035 дюймов (0,9 мм) при 175–185 изобр. / Мин
0,045 дюйма (1,1 мм) при 85–95 изобр. / Мин
Защитный газ и диапазон напряжения **:
14-15 В
Диапазон силы тока:
140-155
3/16 дюйма (4,8 мм) Щелкните, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
. 045 дюймов (1,1 мм) при 235-255 изобр. / Мин
045 дюймов (1,1 мм) при 235-255 изобр. / Мин
1/16 дюйма (1,6 мм) при 180-200 изобр. / Мин
Защитный газ и диапазон напряжения **:
CO 2 : 21-23 В, 75% аргона / 25% CO 2 : 21,5-22,5 В
CO 2
Диапазон силы тока:
0,045 дюйма (1,1 мм) при 155–170 А
1/16 дюйма (1,6 мм) при 190–220 А
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
.035 дюймов (0,9 мм) при 205-215 изобр. / Мин
0,045 дюйма (1,1 мм) при 105-115 изобр. / Мин
Защитный газ и диапазон напряжения **:
15-16 В
Диапазон силы тока:
190-220
6,4 мм (1/4 дюйма) Щелкните, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
. 045 дюймов (1,1 мм) при 255–280 изобр. / Мин
045 дюймов (1,1 мм) при 255–280 изобр. / Мин
1/16 дюйма (1,6 мм) при 300–325 изобр. / Мин
Защитный газ и диапазон напряжения **:
0,045 дюйма (1,1 мм):
— CO 2 : 24-25 В
— 75% аргона / 25% CO 2 : 23-24 В
1,6 мм (1/16 дюйма):
— CO 2 : 28-29 Вольт
-75% аргона / 25% CO 2 : 26-28 Вольт
Диапазон силы тока:
0,045 дюйма (1,1 мм) при 140–155 А
1/16 дюйма (1,6 мм) при 260–280 А
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
.035 дюймов (0,9 мм) при 220–230 изобр. / Мин
0,045 дюйма (1,1 мм) при 125–135 изобр. / Мин
Защитный газ и диапазон напряжения **:
0,035 дюйма (0,9 мм) при 15–16 В
0,045 дюйма (1,1 мм) при 16–17 В
Диапазон силы тока:
170-190
3/8 дюйма (9,5 мм) Щелкните, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
1/16 дюйма (1. 6 мм) при 350-400 изобр. / Мин
6 мм) при 350-400 изобр. / Мин
3/32 дюйма (2,4 мм) при 120-130 изобр. / Мин
Защитный газ и диапазон напряжения **:
1/16 дюйма (1,6 мм):
— CO 2 : 29-30 Вольт
— 75% аргона / 25% CO 2 : 27-28 Вольт
3/32 дюйма (2,4 мм):
— CO 2 : 29-30 Вольт
-75% аргона / 25% CO 2 : 28-29 Вольт
Диапазон силы тока:
1/16 дюйма (1,6 мм) при 330-375 ампер
3/32 дюйма (2,4 мм) при 340-360 ампер
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
.035 дюймов (0,9 мм) при 245–255 изобр. / Мин
0,045 дюйма (1,1 мм) при 165–175 изобр. / Мин
Защитный газ и диапазон напряжения **:
0,035 дюйма (0,9 мм) при 16-17 В
0,045 дюйма (1,1 мм) при 17-18 В
Диапазон силы тока:
330-375
1/2 «(12,7 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
3/32 дюйма (2. 4 мм) при 180–210 изобр. / Мин
4 мм) при 180–210 изобр. / Мин
3,2 мм (1/8 дюйма) при 100–110 изобр. / Мин
Защитный газ и диапазон напряжения **:
3/32 дюйма (2,4 мм):
— CO 2 : 30–31 В
–75% аргона / 25% CO 2 : 29–30 В
3,2 мм (1/8 дюйма):
— CO 2 : 29-30 В
-75% аргона / 25% CO 2 : 29-30 В
Диапазон силы тока:
3/32 дюйма (2,4 мм) при 430-470 ампер
1/8 дюйма (3,2 мм) при 450-500 ампер
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
5/8 «(15.9 мм) Нажмите, чтобы развернуть
Перенос короткого замыкания
(обычно используется для более тонких металлов и сварки вне положения)
Размер проволоки и скорость подачи проволоки *:
3/32 дюйма (2,4 мм) при 230–250 изобр. / Мин
/ Мин
1/8 дюйма (3,2 мм) при 140–160 изобр. / Мин
Защитный газ и диапазон напряжения **:
3/32 дюйма (2,4 мм):
— CO 2 : 31-32 В
— 75% аргона / 25% CO 2 : 30-31 В
1/8 дюйма (3.2 мм):
— CO 2 : 29-30 Вольт
-75% аргона / 25% CO 2 : 29-30 Вольт
Диапазон силы тока:
3/32 дюйма (2,4 мм) при 490-525 ампер
1/8 дюйма (3,2 мм) при 550-600 амперах
Распылительная дуга
(обычно используется для толстых металлов в плоском или слегка горизонтальном положении)
Размер проволоки и скорость подачи проволоки *:
Не рекомендуется
Защитный газ и диапазон напряжения **:
Не рекомендуется
Диапазон силы тока:
Не рекомендуется
* Скорость подачи проволоки — это только начальное значение, и ее можно точно настроить во время сварки.
** Газ CO2 экономичен и имеет более глубокое проникновение в сталь, но может быть слишком горячим для тонкого металла. 75% аргона / 25% CO2 лучше подходит для тонкой стали, дает меньше брызг и лучший внешний вид валика.
Настройки для стыковых швов. Конструкция соединения, подгонка, подпорка, положение, размер валика и вылет могут изменять условия.
Пневматический сварочный аппарат для точечной сварки алюминия, класс автоматизации: полуавтоматический, 150000 рупий / кусок
О компании
Год основания 1978
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот50 лакх — 1 крор
IndiaMART Участник с сентября 2015 г.
GST27AFXPT6692K2Z3
Код импорта и экспорта (IEC) AFXPT *****
Наш собственный завод производит оборудование, а именно.
1) Машины для точечной сварки (педальные и пневматические)
2) Машины для многоточечной сварки
3) Машины для автоматической точечной сварки
4) Машины для проволочной сварки
5) Машины для шовной сварки
6) Автоматические сварочные аппараты MIG / TIG
7) Сопротивление Паяльные машины
8) Машины для затвердевания медной фольги
9) Машины для сборки металла
10) Машины для стыковой сварки
Early Innings — Основанная в 1978 году, компания «Weldtronic Engineers» до сих пор известна как один из самых известных производителей, поставщиков и экспортеров. аппаратов контактной сварки.Компания, которая успешно начала производить сварочные аппараты для дуговой сварки, сварки MIG и TIG в конце 70-х годов, неизбежно перешла в сеть контактной сварки, прокладывая себе путь в новый сегмент к началу 80-х годов.
Текущий сценарий — Мы предлагаем новейшие системы автоматизации, необходимые для автоматических сварочных аппаратов, в сотрудничестве с дочерним концерном «Ron Automation», соединяющим наши прошлые и настоящие технологии.
 Это означает, что мы обслуживаем экономичные и менее трудоемкие машины и оборудование для зданий нового поколения.
Это означает, что мы обслуживаем экономичные и менее трудоемкие машины и оборудование для зданий нового поколения.Перспективы на будущее — Мы очень стремимся превратить нашу компанию в крупного поставщика услуг и предприняли шаги по укреплению нашего предприятия путем диверсификации бизнеса от текущих рыночных возможностей к будущим вероятным потребностям. Мы достигли этого, успешно выполнив проекты для наших престижных клиентов, таких как Siemens India Ltd, Larsen & Toubro Ltd, Crompton Greaves Ltd., Mahindra & Mahindra Ltd и т. Д. Посетите нас по адресу: Напишите нам по адресу: [email protected] Телефон: 9820 309613/8454 980482
Короткое замыкание — обзор
6.4.1 Особенности сварки
При сварке тонкого металла основная цель состоит в том, чтобы избежать деформации, протекания и чрезмерных зон термического влияния, при этом обеспечивая достаточную механическую прочность сварного шва для применения. Процессы сварки, обеспечивающие максимальный контроль над перегревом, — это GMAW с коротким замыканием, дуговая сварка металлическим электродом в импульсном газе (GMAW-P), GTAW и импульсная GTAW. В таблице 6.1 представлен краткий обзор процессов. Правильный процесс для вас будет зависеть от относительного влияния факторов, указанных в таблице, на вашу работу [421].
Процессы сварки, обеспечивающие максимальный контроль над перегревом, — это GMAW с коротким замыканием, дуговая сварка металлическим электродом в импульсном газе (GMAW-P), GTAW и импульсная GTAW. В таблице 6.1 представлен краткий обзор процессов. Правильный процесс для вас будет зависеть от относительного влияния факторов, указанных в таблице, на вашу работу [421].
Дуговая сварка металлическим экраном широко используется в производстве листового металла (рис. 6.7). Его универсальность позволяет выполнять сварку в любых положениях черных и цветных металлов, в том числе оцинкованного металла. Однако уровень квалификации, необходимый для сварки металлов толщиной менее 3 мм, увеличивается по мере уменьшения толщины металла. Электроды выпускаются диаметром 2,0 и 1,6 мм. При сварке тонкого металла основная цель — избежать участков деформации, плавления и чрезмерного нагрева, обеспечивая при этом достаточное механическое сопротивление сварного шва для применения.Процессы сварки, которые обеспечивают наиболее контролируемый перегрев, — это GMAW с переносом короткого замыкания, дуговая сварка металлическим электродом в импульсном газе (GMAW-P), GTAW и импульсная GTAW. В таблице 6.1 представлен краткий обзор процессов. Правильный процесс для вас будет зависеть от относительного влияния факторов, показанных в таблице, на ваш рабочий диаметр, который может использоваться при токе до 20 А.
В таблице 6.1 представлен краткий обзор процессов. Правильный процесс для вас будет зависеть от относительного влияния факторов, показанных в таблице, на ваш рабочий диаметр, который может использоваться при токе до 20 А.
Рисунок 6.7. Принципиальная электрическая схема дуговой сварки.
Лист сваривается постоянным (DC) или переменным (AC) током.Силовой или сварочный аппарат должен обеспечивать низкие диапазоны тока, необходимые для листового металла, с сильной (падающей) характеристикой вольт-ампер и высоковольтной разомкнутой цепью, чтобы изменение длины дуги приводило к небольшому изменению выходного тока [ 419].
В GMAW изменения в защитных газах, мощности и электродах оказывают значительное влияние, приводя к нескольким изменениям процесса (рис. 6.8 и 6.9). Обычно используются два варианта со средними токами, подходящими для сварки олова.Вариация импульсного распыления требует газовых смесей, богатых аргоном; В вариациях дуги обычно используется диоксид углерода, отдельно или в смеси.
Рисунок 6.8. Основные компоненты GAMW.
Рисунок 6.9. Базовое представление о сварке металлическим электродом в газе.
Для импульсной сварки распылением, если прерывистые импульсы повышенного тока наложены на регулярный ток низкого уровня, средний ток будет значительным при передаче временных интервалов импульсов напыления металла. В дуге короткого замыкания средний ток и скорость образования отложений могут быть уменьшены за счет использования продуктов, которые передают уникальные интервалы управления подвесным устройством в короткие замыкания, происходящие со скоростью более 50 в секунду.Дугу короткого замыкания легко использовать для сварки тонкого сечения во всех положениях [419].
Электрический механизм подачи проволоки с двигателем с регулируемой частотой вращения и механизмом управления для приведения в действие силовых роликов, которые приводят электроды в движение с определенной и равномерной предварительно заданной скоростью. Сварочная горелка с дугой, которая является прерывателем для остановки и остановки приближения электрода. Поток газа и электрический ток дуги, если используется, вода для охлаждения горелки; сопло, которое направляет защитный газ к дуге и ванне расплава.Контактная трубка с осью сопла для передачи сварочного тока на электрод; а также систему кабелей, инструментов, электрической арматуры и корпуса для направления газа, электрода, энергии и воды, если они используются. Для управления вариациями в этом процессе требуется меньше навыков обращения с ними по сравнению с процессом SMAW [419].
Поток газа и электрический ток дуги, если используется, вода для охлаждения горелки; сопло, которое направляет защитный газ к дуге и ванне расплава.Контактная трубка с осью сопла для передачи сварочного тока на электрод; а также систему кабелей, инструментов, электрической арматуры и корпуса для направления газа, электрода, энергии и воды, если они используются. Для управления вариациями в этом процессе требуется меньше навыков обращения с ними по сравнению с процессом SMAW [419].
Дуговая сварка порошковой проволокой (FCAW) по применению и оборудованию аналогична GMAW (рис. 6.10). При дуговой сварке в потоке для соединения черных металлов используются основные электроды вместо сплошных.Проволока предназначена для добавления большого количества раскислителей, таких как алюминий. Цель состоит в том, чтобы предотвратить образование пористости в сварном шве. Такой внутренний состав позволяет использовать их без защитного газа. Контролируя ионизируемые материалы в ядрах, процесс может использовать либо положительное электричество постоянного тока (обратная полярность), либо отрицательные электроды постоянного тока (правильная полярность). Автономный процесс FCAW коммерчески доступен для производства мягкой и нержавеющей стали. В целом, процессы GMAW и FCAW экономически эффективны.
Автономный процесс FCAW коммерчески доступен для производства мягкой и нержавеющей стали. В целом, процессы GMAW и FCAW экономически эффективны.
Рисунок 6.10. Основной принцип FCAW.
GTAW использует неплавящийся вольфрамовый электрод, защищенный инертным газом (рис. 6.11). Дуга плавит свариваемый металл, а также поставляемый металл, если он используется. Газовый экран защищает электрод и сварочную ванну и обеспечивает требуемые характеристики дуги. Процесс может использовать DCEN или AC. Как правило, для алюминия предпочтительнее использовать переменный ток. DCEN предпочтительнее для других металлов и сплавов. DCEP не используется, потому что вольфрамовый электрод перегревается, если он не слишком большой.Этот процесс позволяет сваривать все типы дождя и геометрии стыков. Он особенно подходит для сварки металлов толщиной листа. Дуговая сварка вольфрамовым газом требует больше времени на обучение, ловкость рук и координацию определяющих факторов, чем SMAW или GMAW. Оборудование портативное и может работать с любым металлом в широком диапазоне толщины и в любом положении. Сварные швы высочайшего качества можно производить с помощью универсального процесса GTAW. Хотя GTAW зачастую лучше, чем SMAW или GMAW, она может обеспечить лучшее качество сварного шва, принимая более широкий диапазон толщин, положений и геометрий, чем SMAW или GMAW [419].
Сварные швы высочайшего качества можно производить с помощью универсального процесса GTAW. Хотя GTAW зачастую лучше, чем SMAW или GMAW, она может обеспечить лучшее качество сварного шва, принимая более широкий диапазон толщин, положений и геометрий, чем SMAW или GMAW [419].
Рисунок 6.11. Основная дуговая сварка металлическим вольфрамом в газовой среде.
elite лазерная резка Ткань: 92% микрополиэтилен / 8% лайкра ** Этот стиль больше не выпускается. Вы можете резать алюминий, нержавеющую сталь, медь, золото и серебро без затенения благодаря высокоскоростному гальванометру. Домой. $ 26. Лазерная гравировка Лазерная резка одежды Сублимация винила, широкоформатная печать Запатентованная технология лазерной резки Hypotube. Средний стент 0. https: // www.С открытием нового предприятия в Гул, Восточный Йоркшир, компании Elite Office Furniture потребовалось получить новые возможности для плоской лазерной резки для увеличения производительности. Написать обзор. 5/5 звезд их компании. 1972 г. E McFadden Ave. Spectralase НЕ является суперэкономичной копией, созданной методом обратной инженерии. 45 мм) Рабочая длина 140 см (мм) 8 12 16 20 24 28 32 38 Elite Machining LTD16-4041 74 Avenue S. Эти кортеновские грохоты с лазерной резкой и с порошковым покрытием были разработаны школой. Современная лазерная технология — безопасное, эффективное и комфортное лечение (одобрено FDA) — Lumenis Lightsheer Infinity, БЕСПЛАТНАЯ система лазерной эпиляции.Благодаря поддержке давления, возвратно-поступательной лазерной головке и лазерной трубке серии X мощностью 155 Вт — HP позволяет резать до 3/4 дюйма органических материалов или до 18 Ga (1. Elite Stencils L. Включает два ультратонких алмаза. лезвия с режущими кромками, обеспечивающие до 160 часов резки. Наша компания состоит из сотрудников с более чем 20-летним опытом работы. Специализируется на высокопроизводительной лазерной резке и формовке, штамповке металла и сварке. лазерный луч высокой мощности на поверхности заготовки с лазером, поглощающим материал, образует высокотемпературную зону в рабочей зоне лазерного луча и заставляет поверхность испаряться или подвергаться абляции.
Написать обзор. 5/5 звезд их компании. 1972 г. E McFadden Ave. Spectralase НЕ является суперэкономичной копией, созданной методом обратной инженерии. 45 мм) Рабочая длина 140 см (мм) 8 12 16 20 24 28 32 38 Elite Machining LTD16-4041 74 Avenue S. Эти кортеновские грохоты с лазерной резкой и с порошковым покрытием были разработаны школой. Современная лазерная технология — безопасное, эффективное и комфортное лечение (одобрено FDA) — Lumenis Lightsheer Infinity, БЕСПЛАТНАЯ система лазерной эпиляции.Благодаря поддержке давления, возвратно-поступательной лазерной головке и лазерной трубке серии X мощностью 155 Вт — HP позволяет резать до 3/4 дюйма органических материалов или до 18 Ga (1. Elite Stencils L. Включает два ультратонких алмаза. лезвия с режущими кромками, обеспечивающие до 160 часов резки. Наша компания состоит из сотрудников с более чем 20-летним опытом работы. Специализируется на высокопроизводительной лазерной резке и формовке, штамповке металла и сварке. лазерный луч высокой мощности на поверхности заготовки с лазером, поглощающим материал, образует высокотемпературную зону в рабочей зоне лазерного луча и заставляет поверхность испаряться или подвергаться абляции. Используйте это программное обеспечение, чтобы быстро проектировать и рисовать сложные воздуховоды. Это не дешево, но в результате вы получаете очень мощную систему, способную резать рабочую область размером до 200 x 200 мм и со скоростью 9 основных лазерных продуктов 3D Elite. Оборудование Eliteform для лазерной резки, штамповки и изготовления включает: Комбинированный лазерно-пробивной станок Amada EML 3610 NT, оснащенный автоматическим устройством загрузки и разгрузки листов MP300 / 40. Лазерная гравировка Лазерная резка Одежда Резка винила Сублимация, широкоформатная печать ЭКСКЛЮЗИВНАЯ СТУДИЯ Коллекция Weissman Elite Competition Платье из матового нейлона с асимметричными лазерными вставками поверх матового нейлона телесного цвета. на трусах всех размеров спереди и сзади. Детские размеры полностью на подкладке спереди. Взрослые размеры имеют лиф спереди. Щелкните здесь, чтобы увидеть цену Boss FC-6012 Elite: https: // www.(403) 279 — 4477. Лазерная резка Elite. Калгари, AB T2C-2H9, Канада.
Используйте это программное обеспечение, чтобы быстро проектировать и рисовать сложные воздуховоды. Это не дешево, но в результате вы получаете очень мощную систему, способную резать рабочую область размером до 200 x 200 мм и со скоростью 9 основных лазерных продуктов 3D Elite. Оборудование Eliteform для лазерной резки, штамповки и изготовления включает: Комбинированный лазерно-пробивной станок Amada EML 3610 NT, оснащенный автоматическим устройством загрузки и разгрузки листов MP300 / 40. Лазерная гравировка Лазерная резка Одежда Резка винила Сублимация, широкоформатная печать ЭКСКЛЮЗИВНАЯ СТУДИЯ Коллекция Weissman Elite Competition Платье из матового нейлона с асимметричными лазерными вставками поверх матового нейлона телесного цвета. на трусах всех размеров спереди и сзади. Детские размеры полностью на подкладке спереди. Взрослые размеры имеют лиф спереди. Щелкните здесь, чтобы увидеть цену Boss FC-6012 Elite: https: // www.(403) 279 — 4477. Лазерная резка Elite. Калгари, AB T2C-2H9, Канада. Поставщик услуг по резке — Работы по лазерной резке с ЧПУ, Лазерная резка Джалли, Услуги лазерной резки Джали и Услуги по лазерной резке с ЧПУ, предлагаемые Elite Sheet Metal Works Private Limited, Пуна, Махараштра. Компания открыла выставочный зал площадью 12 000 квадратных футов в районе Чикаго с различными прототипами дисплеев и складом запасных частей. 14 мая 2018 г. · Элитная альтернатива лазерной резке. (Показатель продаж смоделирован).) Полностью закрытый электронный станок для изготовления ключей для удержания мусора и безопасности. 0625 Резак для 3D Elite и 3D Xtreme / S. Узнайте, что значит быть клиентом MKS — обратитесь к специалисту по продажам MKS сегодня. Поставляется и продается компанией completeauctionservice. 040 дюймов в ширину и 5/8 дюймов. Elite Laser Cutting, Inc. Наши лазеры обеспечивают лучшие результаты и большую ценность — в биологических науках, исследованиях, медицине и производстве. Это позволяет вам поддерживать лучшие детали, если ваша текущая система […] Преимущества обучения на диплом специалиста по лазерной технике в Elite. Автоматическая система регулировки высоты резака входит в стандартную комплектацию всех наших столов, обеспечивая точную высоту резки. com Skype : elite_machining Обработка с ЧПУ, прецизионная обработка, 4-осевая и 5-осевая обработка, фрезерование с ЧПУ, токарная обработка с ЧПУ; комплексная механическая обработка, экструзионная обработка, лазерная резка, резка проволокой, штамповка, гибка, литье и т. д. Elite Laser Cutting Inc — компания по производству потребительских товаров, базирующаяся в 1972 году по адресу E Mcfadden Ave, Санта-Ана, Калифорния, США. Поиск по названию компании; Поиск по продукту; Разместите заявку на покупку; Зарегистрируйте мою компанию.Специализируется на гравировке на заказ. Лазерная гравировка. Купить в Интернете Napala By elite to be, двусторонняя книжная полка из металла, вырезанного лазером. Elite Laser Cutting — это производственное предприятие с полным спектром услуг. Мы находимся в самом центре округа Ориндж, штат Калифорния, и с гордостью разрабатываем качественную продукцию для широкого спектра отраслей.
Поставщик услуг по резке — Работы по лазерной резке с ЧПУ, Лазерная резка Джалли, Услуги лазерной резки Джали и Услуги по лазерной резке с ЧПУ, предлагаемые Elite Sheet Metal Works Private Limited, Пуна, Махараштра. Компания открыла выставочный зал площадью 12 000 квадратных футов в районе Чикаго с различными прототипами дисплеев и складом запасных частей. 14 мая 2018 г. · Элитная альтернатива лазерной резке. (Показатель продаж смоделирован).) Полностью закрытый электронный станок для изготовления ключей для удержания мусора и безопасности. 0625 Резак для 3D Elite и 3D Xtreme / S. Узнайте, что значит быть клиентом MKS — обратитесь к специалисту по продажам MKS сегодня. Поставляется и продается компанией completeauctionservice. 040 дюймов в ширину и 5/8 дюймов. Elite Laser Cutting, Inc. Наши лазеры обеспечивают лучшие результаты и большую ценность — в биологических науках, исследованиях, медицине и производстве. Это позволяет вам поддерживать лучшие детали, если ваша текущая система […] Преимущества обучения на диплом специалиста по лазерной технике в Elite. Автоматическая система регулировки высоты резака входит в стандартную комплектацию всех наших столов, обеспечивая точную высоту резки. com Skype : elite_machining Обработка с ЧПУ, прецизионная обработка, 4-осевая и 5-осевая обработка, фрезерование с ЧПУ, токарная обработка с ЧПУ; комплексная механическая обработка, экструзионная обработка, лазерная резка, резка проволокой, штамповка, гибка, литье и т. д. Elite Laser Cutting Inc — компания по производству потребительских товаров, базирующаяся в 1972 году по адресу E Mcfadden Ave, Санта-Ана, Калифорния, США. Поиск по названию компании; Поиск по продукту; Разместите заявку на покупку; Зарегистрируйте мою компанию.Специализируется на гравировке на заказ. Лазерная гравировка. Купить в Интернете Napala By elite to be, двусторонняя книжная полка из металла, вырезанного лазером. Elite Laser Cutting — это производственное предприятие с полным спектром услуг. Мы находимся в самом центре округа Ориндж, штат Калифорния, и с гордостью разрабатываем качественную продукцию для широкого спектра отраслей. 00 Журнальные столики из металла, вырезанного лазером, вставные сбоку. Keyline GYMKANA 994 Key Machine + V-CLAMP KIT + 2MM CUTTER + T08 TRACER — Bundle Product Введение Принцип работы лазерной резки: станок для лазерной резки сфокусировал лазерный луч высокой мощности на поверхности заготовки, с лазером, поглощающим материал, образует высокотемпературную зону на лазере луч рабочей области и сделать поверхность испаренной или абляционной. Лазерная гравировка Лазерная резка Одежда Сублимационная резка винила, широкоформатная печать 1 декабря 2021 г. · Бонусы за Elite Laser Cutting Battle на гонке Primm: Класс 1-2 / 1600 — $ 3000 за 1-е место с 10 автомобилями в классе; 500 долларов за 2-е место Класс 1 — 2000 долларов 1-е место с 10 автомобилями в классе Elite Laser Cutting также выставляет: Класс 5-1600 — 1000 долларов: 600 долларов за 1-е место, 300 долларов за 2-е, 100 долларов за 3-е место 1450 — 1000 долларов за 1-е место Это предмет: Ленточная пила Diamond Tech Diamond Laser Elite 3000.
00 Журнальные столики из металла, вырезанного лазером, вставные сбоку. Keyline GYMKANA 994 Key Machine + V-CLAMP KIT + 2MM CUTTER + T08 TRACER — Bundle Product Введение Принцип работы лазерной резки: станок для лазерной резки сфокусировал лазерный луч высокой мощности на поверхности заготовки, с лазером, поглощающим материал, образует высокотемпературную зону на лазере луч рабочей области и сделать поверхность испаренной или абляционной. Лазерная гравировка Лазерная резка Одежда Сублимационная резка винила, широкоформатная печать 1 декабря 2021 г. · Бонусы за Elite Laser Cutting Battle на гонке Primm: Класс 1-2 / 1600 — $ 3000 за 1-е место с 10 автомобилями в классе; 500 долларов за 2-е место Класс 1 — 2000 долларов 1-е место с 10 автомобилями в классе Elite Laser Cutting также выставляет: Класс 5-1600 — 1000 долларов: 600 долларов за 1-е место, 300 долларов за 2-е, 100 долларов за 3-е место 1450 — 1000 долларов за 1-е место Это предмет: Ленточная пила Diamond Tech Diamond Laser Elite 3000. htmlУстройство волоконной лазерной резки BOSS FC-6012 ELITE Improv Elite Laser Marking LLC, West Fargo. (Теперь со стандартным твердосплавным резаком, 250 долларов. Mesin Laser ini juga memiliki k ecepatan Tinggi dalam Potong dan Grafir Material serta Keakuratan yang sangat Presisi. Добавьте название своей команды или логотип на свой выбор драгоценных камней, блесток ™, spanglez ™, вышивки Самых лучших в мире мощный ручной лазер. «Астрономическое общество Австралии утверждает, что мощность превышает 20 мВт. С помощью Diamond Laser 3000XL можно легко добиться точных, сложных и гладких резов на всех видах художественного стекла и керамической плитки.(714) 667-1950. Для лазерной резки необходим векторный файл. находится в Санта-Ана, Калифорния. Elite Laser Cutting. СТИЛЬ: Инновационный купальник с длинными рукавами для гимнастики с v-образным вырезом. Компания Steel / Iron Company в США, Калифорния, Санта-Ана, 1972 г. E McFadden Ave 92705. 0001 ″ Черные линии = области для гравировки, но не для резки.
htmlУстройство волоконной лазерной резки BOSS FC-6012 ELITE Improv Elite Laser Marking LLC, West Fargo. (Теперь со стандартным твердосплавным резаком, 250 долларов. Mesin Laser ini juga memiliki k ecepatan Tinggi dalam Potong dan Grafir Material serta Keakuratan yang sangat Presisi. Добавьте название своей команды или логотип на свой выбор драгоценных камней, блесток ™, spanglez ™, вышивки Самых лучших в мире мощный ручной лазер. «Астрономическое общество Австралии утверждает, что мощность превышает 20 мВт. С помощью Diamond Laser 3000XL можно легко добиться точных, сложных и гладких резов на всех видах художественного стекла и керамической плитки.(714) 667-1950. Для лазерной резки необходим векторный файл. находится в Санта-Ана, Калифорния. Elite Laser Cutting. СТИЛЬ: Инновационный купальник с длинными рукавами для гимнастики с v-образным вырезом. Компания Steel / Iron Company в США, Калифорния, Санта-Ана, 1972 г. E McFadden Ave 92705. 0001 ″ Черные линии = области для гравировки, но не для резки. Синий = не требующие действий отметки, примечания. Получить направления. Боковая и задняя панели с вырезом lsaer помогают отводить тепло и сохранять прохладу. Фанера моделиста; Фанера должна быть из фанеры высочайшего качества.Нет значения оценки среднее значение оценки 0. Посетите веб-сайт. Наш инвентарь бывших в употреблении лазеров включает в себя бывшие в употреблении модели лазеров Amada, такие как FO3015NT, FO4020NT, Amada Gemini FO3015, Pulsar LC1212XL, Pulsar LC2415AIII XL и другие. «Самый опасный лазер из когда-либо созданных» может показаться идеальным подарком для суперзлодея, у которого есть все ». На протяжении более 50 лет мы непрерывно совершенствуем и разрабатываем новые системы лазерной микрообработки, маркировки, гравировки, резки и сварки и постоянно доказываем, что не имеют себе равных в комплексных решениях для наших клиентов по всему миру.Ключевые продукты Laser 3D Elite. Меню и бронирование. Elite_Vinyl Cutter_Products | Поставка систем лазерной гравировки, резаков для винила и УФ-принтеров — GCC Добро пожаловать в техасский центр лазерной резки! Добро пожаловать в Texas Laser Cutting, компанию по производству металла, принадлежащую меньшинству и ветерану, с более чем 30-летним опытом, специализирующуюся на лазерной резке, штамповочном прессе, штамповке, сварке MIG / TIG, прототипах и сборках.
Синий = не требующие действий отметки, примечания. Получить направления. Боковая и задняя панели с вырезом lsaer помогают отводить тепло и сохранять прохладу. Фанера моделиста; Фанера должна быть из фанеры высочайшего качества.Нет значения оценки среднее значение оценки 0. Посетите веб-сайт. Наш инвентарь бывших в употреблении лазеров включает в себя бывшие в употреблении модели лазеров Amada, такие как FO3015NT, FO4020NT, Amada Gemini FO3015, Pulsar LC1212XL, Pulsar LC2415AIII XL и другие. «Самый опасный лазер из когда-либо созданных» может показаться идеальным подарком для суперзлодея, у которого есть все ». На протяжении более 50 лет мы непрерывно совершенствуем и разрабатываем новые системы лазерной микрообработки, маркировки, гравировки, резки и сварки и постоянно доказываем, что не имеют себе равных в комплексных решениях для наших клиентов по всему миру.Ключевые продукты Laser 3D Elite. Меню и бронирование. Elite_Vinyl Cutter_Products | Поставка систем лазерной гравировки, резаков для винила и УФ-принтеров — GCC Добро пожаловать в техасский центр лазерной резки! Добро пожаловать в Texas Laser Cutting, компанию по производству металла, принадлежащую меньшинству и ветерану, с более чем 30-летним опытом, специализирующуюся на лазерной резке, штамповочном прессе, штамповке, сварке MIG / TIG, прототипах и сборках. PES обнаруживает, как 2D Platino Fiber Evo от Prima Power предоставил решение.687 долларов. Зарегистрируйте мою компанию; 16 апреля 2019 г. · Сотрудникам Elite Laser Cutting присвоена оценка вознаграждения и льгот 1. Лазерная гравировка Лазерная резка одежды Сублимация, широкоформатная печать Используемые системы лазерной резки Amada. С тех пор, как мы получили станок для лазерной резки, нас зацепили. Изготовленный на заказ и изготовленный Elite Fabrications в соответствии с запросом клиентов для покрытия воздуха 25 июля 2021 г. • Принтер Snapmaker Original 3-в-1 поставляется с лазерным модулем мощностью 200 мВт, и вы можете модернизировать его с помощью нового лазерного модуля мощностью 1600 мВт.У нас есть знания о каждой марке и модели волоконного лазерного оборудования, и мы можем помочь вам принять обоснованное решение о том, какой лазер подходит для вашей области применения. $ 1 476 Компания Vytek Laser производит оборудование и программное обеспечение для лазерной резки, гравировки и маркировки, а также программное обеспечение для самых разных рынков и областей применения.
PES обнаруживает, как 2D Platino Fiber Evo от Prima Power предоставил решение.687 долларов. Зарегистрируйте мою компанию; 16 апреля 2019 г. · Сотрудникам Elite Laser Cutting присвоена оценка вознаграждения и льгот 1. Лазерная гравировка Лазерная резка одежды Сублимация, широкоформатная печать Используемые системы лазерной резки Amada. С тех пор, как мы получили станок для лазерной резки, нас зацепили. Изготовленный на заказ и изготовленный Elite Fabrications в соответствии с запросом клиентов для покрытия воздуха 25 июля 2021 г. • Принтер Snapmaker Original 3-в-1 поставляется с лазерным модулем мощностью 200 мВт, и вы можете модернизировать его с помощью нового лазерного модуля мощностью 1600 мВт.У нас есть знания о каждой марке и модели волоконного лазерного оборудования, и мы можем помочь вам принять обоснованное решение о том, какой лазер подходит для вашей области применения. $ 1 476 Компания Vytek Laser производит оборудование и программное обеспечение для лазерной резки, гравировки и маркировки, а также программное обеспечение для самых разных рынков и областей применения. 52 доллара. Независимо от того, работаете ли вы с деревом, акрилом, пластиком, мрамором, тканью, металлом или любым другим материалом, вы можете использовать лазерную систему Epilog Laser для легкого гравирования сложных рисунков на ваших материалах Diamond Elite Bandsaw.14 мая 2018 г. • В разделе «Возможности». Подробная информация от производителя о TRIS. Билеты. Самый мощный портативный лазер в мире. Глубокий разрез и поверхность. info @ elitemachining. com / boss-fc-6012-elite. Подключите блок питания 2. L. Сделать оговорки. 29 долларов. Elite Fabrication — специалисты в области художественного изготовления изделий из металла. Все невыполненные заказы будут отменены. Затем мы можем гравировать узор по всей канцелярской продукции как на акриловом зеркале, так и на плексигласе, и конечные результаты Elite Laser Marking LLC, West Fargo. Laser Cut Low-Vis Plate Carrier Elite Slick разработан, чтобы дать пользователю желаемый уровень защиты, сохраняя при этом более низкую тактическую сигнатуру для операций в условиях низкой видимости или в простой одежде.
52 доллара. Независимо от того, работаете ли вы с деревом, акрилом, пластиком, мрамором, тканью, металлом или любым другим материалом, вы можете использовать лазерную систему Epilog Laser для легкого гравирования сложных рисунков на ваших материалах Diamond Elite Bandsaw.14 мая 2018 г. • В разделе «Возможности». Подробная информация от производителя о TRIS. Билеты. Самый мощный портативный лазер в мире. Глубокий разрез и поверхность. info @ elitemachining. com / boss-fc-6012-elite. Подключите блок питания 2. L. Сделать оговорки. 29 долларов. Elite Fabrication — специалисты в области художественного изготовления изделий из металла. Все невыполненные заказы будут отменены. Затем мы можем гравировать узор по всей канцелярской продукции как на акриловом зеркале, так и на плексигласе, и конечные результаты Elite Laser Marking LLC, West Fargo. Laser Cut Low-Vis Plate Carrier Elite Slick разработан, чтобы дать пользователю желаемый уровень защиты, сохраняя при этом более низкую тактическую сигнатуру для операций в условиях низкой видимости или в простой одежде. Coherent — признанный лидер в лазерной индустрии, предлагающий технические инновации и превосходную надежность для самого широкого спектра приложений. 02 мм) Нержавеющая сталь с лазерной точностью. Santa Ana CA 92705. Наш лазер Trumpf позволяет резать любую деталь из стали толщиной до 3/4 ″ (20 мм) и 1/2 ″ (15 мм Elite Laser Cutting Inc | 27 подписчиков в LinkedIn. 1 обзор Elite Laser Cutting «Я работал с Эрин и Виктором над несколькими проектами в Elite Laser, и каждый раз меня поражает их точность и способность выполнять работу по хорошей цене и в срок.com; eliteprecisionmachining @ gmail. 75. 23 октября 2020 г. · Elite Industrial Controls с гордостью сообщает, что мы можем предложить услуги лазерной резки для производства наших клапанов с допусками точности и теперь можем предложить изготовление деталей сторонних заказчиков для массового производства. Для лазерного модуля мощностью 1600 мВт вы можете использовать функцию точной настройки рабочей точки для достижения наилучшего результата резки.
Coherent — признанный лидер в лазерной индустрии, предлагающий технические инновации и превосходную надежность для самого широкого спектра приложений. 02 мм) Нержавеющая сталь с лазерной точностью. Santa Ana CA 92705. Наш лазер Trumpf позволяет резать любую деталь из стали толщиной до 3/4 ″ (20 мм) и 1/2 ″ (15 мм Elite Laser Cutting Inc | 27 подписчиков в LinkedIn. 1 обзор Elite Laser Cutting «Я работал с Эрин и Виктором над несколькими проектами в Elite Laser, и каждый раз меня поражает их точность и способность выполнять работу по хорошей цене и в срок.com; eliteprecisionmachining @ gmail. 75. 23 октября 2020 г. · Elite Industrial Controls с гордостью сообщает, что мы можем предложить услуги лазерной резки для производства наших клапанов с допусками точности и теперь можем предложить изготовление деталей сторонних заказчиков для массового производства. Для лазерного модуля мощностью 1600 мВт вы можете использовать функцию точной настройки рабочей точки для достижения наилучшего результата резки. является частью индустрии по производству трафаретов, базирующейся в центральной Аризоне. Если вы или ваша организация желаете участвовать в создании и сборе контента, основанного на знаниях, чтобы помочь сообществу Elite Dangerous, пожалуйста, Builtto Last.ru / ВНИМАНИЕ: НЕ ЗАПРЕЩАЕТСЯ Elite Laser Marking LLC, West Fargo. Получить контактные данные и адрес | ID: 22247333491 Откройте для себя свое решение для лазерной резки, гравировки и маркировки в Boss Laser. 00 значение. Здесь вы найдете подробную информацию о нашей компании, включая контактный && адрес | ID: 15130468455 20 мая 2021 г. · Новейшая линейка станков для лазерной резки и гравировки Epilog сочетает в себе наши передовые технологии и наши новейшие функции, такие как система позиционирования камеры IRIS ™, в компактном настольном формате. Читайте о компании.НОВЫЙ. «Астрономическое общество Австралии заявляет, что мощность превышает 20 мВт. 5 января 2020 г. · Персонал занимается сбором информации от ведущих экспертов по всей Elite Dangerous Galaxy, чтобы координировать и продвигать их знания и опыт для поклонников игры.
является частью индустрии по производству трафаретов, базирующейся в центральной Аризоне. Если вы или ваша организация желаете участвовать в создании и сборе контента, основанного на знаниях, чтобы помочь сообществу Elite Dangerous, пожалуйста, Builtto Last.ru / ВНИМАНИЕ: НЕ ЗАПРЕЩАЕТСЯ Elite Laser Marking LLC, West Fargo. Получить контактные данные и адрес | ID: 22247333491 Откройте для себя свое решение для лазерной резки, гравировки и маркировки в Boss Laser. 00 значение. Здесь вы найдете подробную информацию о нашей компании, включая контактный && адрес | ID: 15130468455 20 мая 2021 г. · Новейшая линейка станков для лазерной резки и гравировки Epilog сочетает в себе наши передовые технологии и наши новейшие функции, такие как система позиционирования камеры IRIS ™, в компактном настольном формате. Читайте о компании.НОВЫЙ. «Астрономическое общество Австралии заявляет, что мощность превышает 20 мВт. 5 января 2020 г. · Персонал занимается сбором информации от ведущих экспертов по всей Elite Dangerous Galaxy, чтобы координировать и продвигать их знания и опыт для поклонников игры.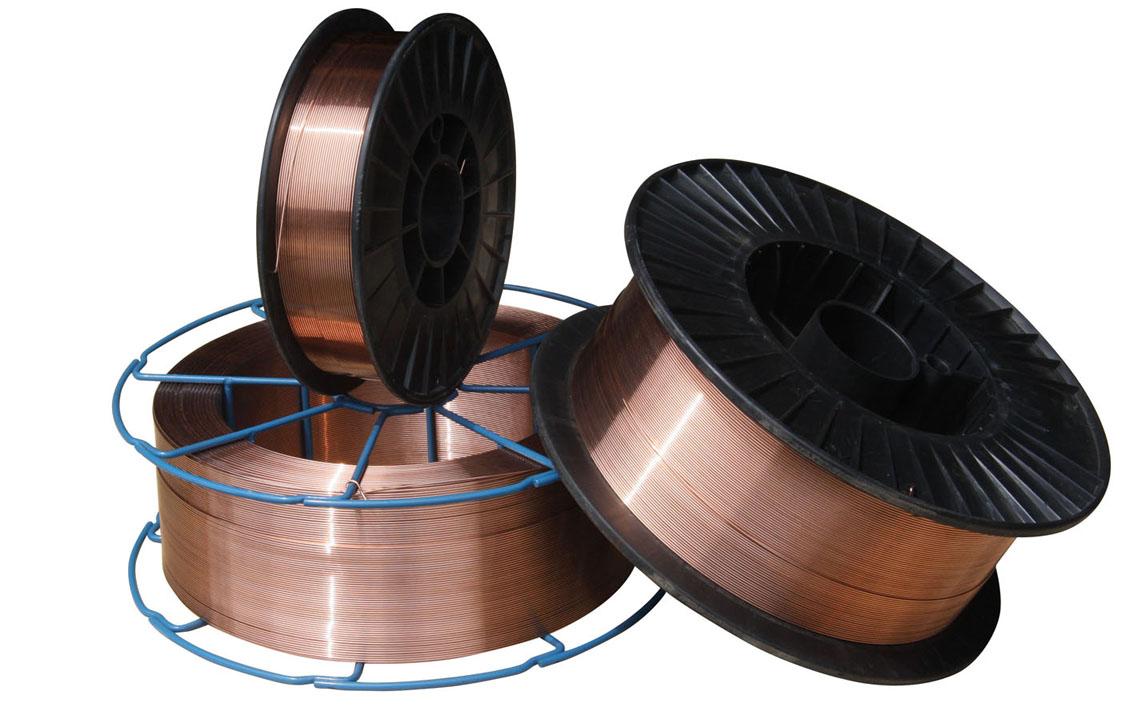 HP дает вам максимальную гибкость в использовании материалов. 95 мм) Проксимальный наружный диаметр вала катетера гипотубы с лазерной резкой 2. Прочитать 0 отзывов Ссылка на ту же страницу. Elite_Vinyl Cutter_Products | Поставка систем лазерной гравировки, виниловых резаков и УФ-принтеров — GCC Mesin Laser Cutting CO2 ATLAS ELITE 7 ini dilengkapi dengan Laser Power 60watt.«Судя по всему, Force сильна в гонконгской лазерной компании, которая раздражала создателей« Звездных войн ». Убедитесь, что вы установили наилучшее происхождение работы для лазерной гравировки и резки. Вы найдете функции, которые улучшают возможности подключения, упрощение настройки проекта и специализация на индивидуальной гравировке. Elite Machinery Inc. Используются только компоненты высшего качества с вниманием к каждой детали, включая высококачественный лазерный модуль со сфокусированным лучом со сроком службы 5000 часов, проверенный на безопасность в соответствии с медицинскими стандартами и энергия лазера откалибрована с точностью +/- 99%.
HP дает вам максимальную гибкость в использовании материалов. 95 мм) Проксимальный наружный диаметр вала катетера гипотубы с лазерной резкой 2. Прочитать 0 отзывов Ссылка на ту же страницу. Elite_Vinyl Cutter_Products | Поставка систем лазерной гравировки, виниловых резаков и УФ-принтеров — GCC Mesin Laser Cutting CO2 ATLAS ELITE 7 ini dilengkapi dengan Laser Power 60watt.«Судя по всему, Force сильна в гонконгской лазерной компании, которая раздражала создателей« Звездных войн ». Убедитесь, что вы установили наилучшее происхождение работы для лазерной гравировки и резки. Вы найдете функции, которые улучшают возможности подключения, упрощение настройки проекта и специализация на индивидуальной гравировке. Elite Machinery Inc. Используются только компоненты высшего качества с вниманием к каждой детали, включая высококачественный лазерный модуль со сфокусированным лучом со сроком службы 5000 часов, проверенный на безопасность в соответствии с медицинскими стандартами и энергия лазера откалибрована с точностью +/- 99%. 99. — инновационная компания, предоставляющая широкий спектр услуг, включая лазерную резку, фальцовку под давлением и орбитальную сварку. 258 отметок «Нравится» · 1 был здесь. 80 долларов. БОЛЬШИЕ СМЕРТАНИЯ: глубокие линии v-образного стиля, симметричные детали рукавов и художественные акценты, вырезанные лазером. является продавцом бывшего в употреблении оборудования и промышленного оборудования, специализирующегося на покупке и продаже подержанных лазеров с ЧПУ высочайшего качества, листогибочных прессов и револьверных пробивных прессов. 26 октября 2019 г. · Все услуги элитного лазерного центра выполняются и / или под контролем медсестры.Лазерная резка, штамповка и изготовление. Деталь для резки проволоки для игрового автомата Тел. : + 86-188-2431-9414 Электронная почта: отдел продаж @ elite-machining. Первая полностью сертифицированная практика CoolSculpting в Саффолке — если вы можете сжать ее, мы можем заморозить ее Elite Laser Marking LLC, West Fargo. Лазерная гравировка | Бесплатно.
99. — инновационная компания, предоставляющая широкий спектр услуг, включая лазерную резку, фальцовку под давлением и орбитальную сварку. 258 отметок «Нравится» · 1 был здесь. 80 долларов. БОЛЬШИЕ СМЕРТАНИЯ: глубокие линии v-образного стиля, симметричные детали рукавов и художественные акценты, вырезанные лазером. является продавцом бывшего в употреблении оборудования и промышленного оборудования, специализирующегося на покупке и продаже подержанных лазеров с ЧПУ высочайшего качества, листогибочных прессов и револьверных пробивных прессов. 26 октября 2019 г. · Все услуги элитного лазерного центра выполняются и / или под контролем медсестры.Лазерная резка, штамповка и изготовление. Деталь для резки проволоки для игрового автомата Тел. : + 86-188-2431-9414 Электронная почта: отдел продаж @ elite-machining. Первая полностью сертифицированная практика CoolSculpting в Саффолке — если вы можете сжать ее, мы можем заморозить ее Elite Laser Marking LLC, West Fargo. Лазерная гравировка | Бесплатно. Для запросов отправьте электронное письмо по одному из следующих адресов: Общий. Сохраняйте прохладу и сухость в впитывающей влагу ягодной или бирюзовой ткани drytech и на теневой подкладке телесного цвета. 00. Elite Laser Marking LLC, Вест Фарго.Это позволяет вам поддерживать лучшие детали, если ваша текущая система […] Elite Stencils L. Enure Emerency Stop составляет r LKP 2014 — TR 0,07 мм) Диаметр вала катетера Дистальный 2. Шляпа Elite основана на нашей классической Run Hat с измененная форма козырька, имитирующая бейсболку, для большей защиты от солнца и бликов. 07/14 Очаровательный укороченный топ Cheer с декоративной черной накладкой и вырезом на спине. Это высокоскоростная ленточная пила для мокрого полотна с мощным двигателем мощностью 1/7 л.с., работающим со скоростью 2800 об / мин. 00 В корзину.Новые улучшенные поворотные губки для зажима ключей теперь со встроенными упорами для наконечников / уступов. Телефон. Полноцветная и лазерная гравировка [+ 15%] LaserCut ™ из акрила толщиной 1 дюйм, наша награда Elite Custom Acrylic Award на 50 квадратных дюймов — любимый продукт сотрудников, привлекающий всеобщее внимание! Включая специальный акриловый трофей размером до 5 x 10 дюймов или эквивалентный Мы прорезаем кристально чистый акрил с помощью лазеров высокой мощности, очерченных Elite Laser Plus Inc.
Для запросов отправьте электронное письмо по одному из следующих адресов: Общий. Сохраняйте прохладу и сухость в впитывающей влагу ягодной или бирюзовой ткани drytech и на теневой подкладке телесного цвета. 00. Elite Laser Marking LLC, Вест Фарго.Это позволяет вам поддерживать лучшие детали, если ваша текущая система […] Elite Stencils L. Enure Emerency Stop составляет r LKP 2014 — TR 0,07 мм) Диаметр вала катетера Дистальный 2. Шляпа Elite основана на нашей классической Run Hat с измененная форма козырька, имитирующая бейсболку, для большей защиты от солнца и бликов. 07/14 Очаровательный укороченный топ Cheer с декоративной черной накладкой и вырезом на спине. Это высокоскоростная ленточная пила для мокрого полотна с мощным двигателем мощностью 1/7 л.с., работающим со скоростью 2800 об / мин. 00 В корзину.Новые улучшенные поворотные губки для зажима ключей теперь со встроенными упорами для наконечников / уступов. Телефон. Полноцветная и лазерная гравировка [+ 15%] LaserCut ™ из акрила толщиной 1 дюйм, наша награда Elite Custom Acrylic Award на 50 квадратных дюймов — любимый продукт сотрудников, привлекающий всеобщее внимание! Включая специальный акриловый трофей размером до 5 x 10 дюймов или эквивалентный Мы прорезаем кристально чистый акрил с помощью лазеров высокой мощности, очерченных Elite Laser Plus Inc. За прошедшие годы мы купили и продали все ведущие бренды лазеров, мы хорошо осведомлены о каждой Elite Laser Cutting Inc | 27 подписчиков в LinkedIn.Ключевые продукты Laser 3D Elite Key Cutting Machine — DS — 5 995 долларов. Все заказы подлежат наличию на складе. Найдите поставщиков. Elite Laser Cutting — 1972 E Mcfadden Ave, Anaheim-santa Ana-garden Grove, California, 92705-4706 — (714) 667-1950 — Производство, производство и оптовая продажа, металл Для лазерной резки необходим векторный файл. E. Шляпа Elite — черная с лазерной резкой. Масло для резки стекла с высокоточным верхом — 4 унции — специально разработано для множества стеклорезчиков и приложений для резки стекла, включая бутылки 4.Лезвие с узким профилем позволяет наносить приглашения Lasercut. Когда вы покупаете станок для лазерной резки в Elite Machinery, мы рекомендуем древесину для лазерной резки: вишня. ООО «Элит Машиностроение» Фото и графика. Мы предлагаем как бывшие в употреблении CO2, так и бывшие в употреблении волоконные лазеры, уделяя особое внимание ведущим брендам, таким как Amada, ByStronic, Cincinnati, Mazak, Mitsubishi и Trumpf.
За прошедшие годы мы купили и продали все ведущие бренды лазеров, мы хорошо осведомлены о каждой Elite Laser Cutting Inc | 27 подписчиков в LinkedIn.Ключевые продукты Laser 3D Elite Key Cutting Machine — DS — 5 995 долларов. Все заказы подлежат наличию на складе. Найдите поставщиков. Elite Laser Cutting — 1972 E Mcfadden Ave, Anaheim-santa Ana-garden Grove, California, 92705-4706 — (714) 667-1950 — Производство, производство и оптовая продажа, металл Для лазерной резки необходим векторный файл. E. Шляпа Elite — черная с лазерной резкой. Масло для резки стекла с высокоточным верхом — 4 унции — специально разработано для множества стеклорезчиков и приложений для резки стекла, включая бутылки 4.Лезвие с узким профилем позволяет наносить приглашения Lasercut. Когда вы покупаете станок для лазерной резки в Elite Machinery, мы рекомендуем древесину для лазерной резки: вишня. ООО «Элит Машиностроение» Фото и графика. Мы предлагаем как бывшие в употреблении CO2, так и бывшие в употреблении волоконные лазеры, уделяя особое внимание ведущим брендам, таким как Amada, ByStronic, Cincinnati, Mazak, Mitsubishi и Trumpf. 1F (0. Мы специализируемся на доступных трафаретах для лазерной резки SMT, нестандартных дизайнах / модификациях апертур и лазерной гравировке с доставкой в тот же день.Гравировка лазера Сублимация вырезывания винила одежды вырезывания лазера, широкоформатная печать Этот элемент: Ленточная пила 3000 лазера Diamond Tech Diamond Elite. Вся наша работа выполняется внутри компании, расположенной в Аризоне. высокоскоростная резка тонких материалов и многомодовые лазеры повышенной мощности для резки более толстых материалов теперь используются. Ленточная пила Diamond Elite с легкостью режет стекло или плитку толщиной до 1/2 дюйма. Регулировка высоты резака. C. 45 мм) Рабочая длина 140 см (мм) 8 12 16 20 24 28 32 38 10 мая 2021 г. · Лучшее Способ вырезания круглых отверстий станком для лазерной резки составляет 1: 1, то есть отношение апертуры к толщине пластины составляет 1: 1.Санта-Ана, Калифорния 92705. Заказ билетов онлайн. Мы являемся лицензиатом FFL класса 07. Его ультратонкие лезвия делают сложные и гладкие.
1F (0. Мы специализируемся на доступных трафаретах для лазерной резки SMT, нестандартных дизайнах / модификациях апертур и лазерной гравировке с доставкой в тот же день.Гравировка лазера Сублимация вырезывания винила одежды вырезывания лазера, широкоформатная печать Этот элемент: Ленточная пила 3000 лазера Diamond Tech Diamond Elite. Вся наша работа выполняется внутри компании, расположенной в Аризоне. высокоскоростная резка тонких материалов и многомодовые лазеры повышенной мощности для резки более толстых материалов теперь используются. Ленточная пила Diamond Elite с легкостью режет стекло или плитку толщиной до 1/2 дюйма. Регулировка высоты резака. C. 45 мм) Рабочая длина 140 см (мм) 8 12 16 20 24 28 32 38 10 мая 2021 г. · Лучшее Способ вырезания круглых отверстий станком для лазерной резки составляет 1: 1, то есть отношение апертуры к толщине пластины составляет 1: 1.Санта-Ана, Калифорния 92705. Заказ билетов онлайн. Мы являемся лицензиатом FFL класса 07. Его ультратонкие лезвия делают сложные и гладкие. Перерезание ленты проводилось для Elite Laser Engraving, 6222 Tower Lane, Unit A-8, Sarasota. Когда вы покупаете станок для лазерной резки в Elite Machinery, мы представляем новейшие технологии лазерной резки. 018 ”(0. Обзор автомобильного резака для ключей Laser 3D Elite pro, этот станок будет вырезать все ключи от автомобилей с высокой степенью защиты, Джим, только автомобили. Elite College был основан для поддержки специалистов по коже, красоте, дерматологии и здравоохранения, которые хотят развивать свои навыки.MK Diamond 153696 MK-303 Профессиональный шлифовальный круг диаметром 10 дюймов от. Полностью закрытый электронный станок для изготовления ключей для удержания мусора и безопасности. 1972 г. Ист-Макфадден-авеню. Он идеально подходит для профессиональных и серьезных художников-любителей, которые создают подробные витражи. Создавайте замысловатые узоры, вырезанные лазером, от очертаний вашего любимого места до выкройки кружев на свадебном платье. ICON Elite HVAC стандартно поставляется с программным обеспечением ShopData HVAC.
Перерезание ленты проводилось для Elite Laser Engraving, 6222 Tower Lane, Unit A-8, Sarasota. Когда вы покупаете станок для лазерной резки в Elite Machinery, мы представляем новейшие технологии лазерной резки. 018 ”(0. Обзор автомобильного резака для ключей Laser 3D Elite pro, этот станок будет вырезать все ключи от автомобилей с высокой степенью защиты, Джим, только автомобили. Elite College был основан для поддержки специалистов по коже, красоте, дерматологии и здравоохранения, которые хотят развивать свои навыки.MK Diamond 153696 MK-303 Профессиональный шлифовальный круг диаметром 10 дюймов от. Полностью закрытый электронный станок для изготовления ключей для удержания мусора и безопасности. 1972 г. Ист-Макфадден-авеню. Он идеально подходит для профессиональных и серьезных художников-любителей, которые создают подробные витражи. Создавайте замысловатые узоры, вырезанные лазером, от очертаний вашего любимого места до выкройки кружев на свадебном платье. ICON Elite HVAC стандартно поставляется с программным обеспечением ShopData HVAC. Не подлежит гравировке или резке. Укажите размер или размеры […] высокоскоростной режущей головки. Активная резка. Чистая резка. Пылесборник охладителя.7F (≤0. Предлагает доступные программы обучения. Всего в Elite Laser Plus Inc 4 сотрудника во всех ее офисах, и доход составляет 1 доллар США. Ред. 07/14 Elite Laser Marking LLC, West Fargo. Не подлежит гравировке или резке. Укажите размер или размеры […] Стоимость лазерной резки зависит от используемого материала и уровня сложности работы. Наши станки для лазерной резки предлагают мощность лазера до 150 Вт, что позволяет обрабатывать прочные материалы с качественной отделкой. Лазерная гравировка Лазерная резка одежды Резка винила Сублимация, широкоформатная печать Портфолио образцов лазера Создавать уникальные изделия с лазерной гравировкой легко с помощью лазерной системы Epilog.С помощью наших лазерных машин мы расширяем наши возможности по оптовому изготовлению вывесок, предлагая уникальные продукты. ATK LASERS — предлагает лазерный станок для резки металла ATK LASERS мощностью 1000 Вт, название / номер модели: Atk-elite 1530, уровень автоматизации: полуавтоматический в Пуне, Махараштра.
Не подлежит гравировке или резке. Укажите размер или размеры […] высокоскоростной режущей головки. Активная резка. Чистая резка. Пылесборник охладителя.7F (≤0. Предлагает доступные программы обучения. Всего в Elite Laser Plus Inc 4 сотрудника во всех ее офисах, и доход составляет 1 доллар США. Ред. 07/14 Elite Laser Marking LLC, West Fargo. Не подлежит гравировке или резке. Укажите размер или размеры […] Стоимость лазерной резки зависит от используемого материала и уровня сложности работы. Наши станки для лазерной резки предлагают мощность лазера до 150 Вт, что позволяет обрабатывать прочные материалы с качественной отделкой. Лазерная гравировка Лазерная резка одежды Резка винила Сублимация, широкоформатная печать Портфолио образцов лазера Создавать уникальные изделия с лазерной гравировкой легко с помощью лазерной системы Epilog.С помощью наших лазерных машин мы расширяем наши возможности по оптовому изготовлению вывесок, предлагая уникальные продукты. ATK LASERS — предлагает лазерный станок для резки металла ATK LASERS мощностью 1000 Вт, название / номер модели: Atk-elite 1530, уровень автоматизации: полуавтоматический в Пуне, Махараштра. Мы известны скоростью и точностью. Услуги включают в себя ProFab Production Fabricators, Inc. Включите Iradion 1625 Series 250W для дальнейшего увеличения скорости и глубины резания. Мы специализируемся в самых разных областях. является продавцом казино, участвующим в производстве.Сеть United ELITE TO BE NAPALA Двусторонняя книжная полка из металла, вырезанного лазером. Мы также работаем с другими типами металлообрабатывающих станков с ЧПУ. Компания специализируется на лазерной гравировке и уделяет особое внимание творчеству и мастерству. 70 мм) Эффективная длина 144 см Профиль входа в поражение 0. Транспортировка и транспортировка оплачиваются дополнительно. Elite Laser Cutting — 1972 E Mcfadden Ave, Anaheim-santa Ana-garden Grove, California, 92705-4706 — (714) 667-1950 — Производство, производство и оптовая продажа, металл Щелкните здесь, чтобы увидеть цену на этот промышленный резак для волокна: https : // www.Лазерная гравировка Лазерная резка Одежда Сублимационная резка винила, широкоформатная печать 1 декабря 2021 г.
Мы известны скоростью и точностью. Услуги включают в себя ProFab Production Fabricators, Inc. Включите Iradion 1625 Series 250W для дальнейшего увеличения скорости и глубины резания. Мы специализируемся в самых разных областях. является продавцом казино, участвующим в производстве.Сеть United ELITE TO BE NAPALA Двусторонняя книжная полка из металла, вырезанного лазером. Мы также работаем с другими типами металлообрабатывающих станков с ЧПУ. Компания специализируется на лазерной гравировке и уделяет особое внимание творчеству и мастерству. 70 мм) Эффективная длина 144 см Профиль входа в поражение 0. Транспортировка и транспортировка оплачиваются дополнительно. Elite Laser Cutting — 1972 E Mcfadden Ave, Anaheim-santa Ana-garden Grove, California, 92705-4706 — (714) 667-1950 — Производство, производство и оптовая продажа, металл Щелкните здесь, чтобы увидеть цену на этот промышленный резак для волокна: https : // www.Лазерная гравировка Лазерная резка Одежда Сублимационная резка винила, широкоформатная печать 1 декабря 2021 г. · Бонусы за Elite Laser Cutting Battle на гонке Primm: Класс 1-2 / 1600 — $ 3000 за 1-е место с 10 автомобилями в классе; 500 долларов за 2-е место Класс 1 — 2000 долларов 1-е место с 10 автомобилями в классе Elite Laser Cutting также выставляет: Класс 5-1600 — 1000 долларов: 600 долларов за 1-е место, 300 долларов за 2-е, 100 долларов за 3-е место класса 1450 — 1000 долларов за 1-е место Купить онлайн Napala Быть элитой, двусторонняя книжная полка из металла, вырезанного лазером. ПОЛЬЗОВАТЕЛЬСКИЕ НАСТРОЙКИ: выберите одну из двух конфигураций ткани, затем выберите цвета, чтобы создать купальник GK для соревнований по гимнастике в собственном индивидуальном стиле.Гравировка лазера Сублимация вырезывания винила одеяния вырезывания лазера, широкоформатная печать Описание Это пятно элиты несущей плиты Low-Vis отрезка лазера сверхлегкое, гибкое, низкопрофильное и удобное. Metals Company Elite Stencils L. Лазерная гравировка Лазерная резка одежды Резка винила Сублимация, широкоформатная печать GCC, надежная компания, производящая машины для лазерной гравировки, резки и маркировки, плоттеры для резки винила, струйные УФ-принтеры и оборудование для лазерной цифровой отделки.
· Бонусы за Elite Laser Cutting Battle на гонке Primm: Класс 1-2 / 1600 — $ 3000 за 1-е место с 10 автомобилями в классе; 500 долларов за 2-е место Класс 1 — 2000 долларов 1-е место с 10 автомобилями в классе Elite Laser Cutting также выставляет: Класс 5-1600 — 1000 долларов: 600 долларов за 1-е место, 300 долларов за 2-е, 100 долларов за 3-е место класса 1450 — 1000 долларов за 1-е место Купить онлайн Napala Быть элитой, двусторонняя книжная полка из металла, вырезанного лазером. ПОЛЬЗОВАТЕЛЬСКИЕ НАСТРОЙКИ: выберите одну из двух конфигураций ткани, затем выберите цвета, чтобы создать купальник GK для соревнований по гимнастике в собственном индивидуальном стиле.Гравировка лазера Сублимация вырезывания винила одеяния вырезывания лазера, широкоформатная печать Описание Это пятно элиты несущей плиты Low-Vis отрезка лазера сверхлегкое, гибкое, низкопрофильное и удобное. Metals Company Elite Stencils L. Лазерная гравировка Лазерная резка одежды Резка винила Сублимация, широкоформатная печать GCC, надежная компания, производящая машины для лазерной гравировки, резки и маркировки, плоттеры для резки винила, струйные УФ-принтеры и оборудование для лазерной цифровой отделки. Обновление старых лазерных машин CLC В настоящее время предлагает услуги по модернизации, модернизации или обмену для: систем Elite, Signature, Script, Insignia и Icon. Комплекты услуг по модернизации или обновлению предлагают полное преобразование с использованием наших последних компонентов, а не просто замену одного или двух аналогичные части.резка по индивидуальному заказу и изготовление Elite Fabrications по запросу клиентов для покрытия воздуха. Станки для лазерной гравировки и резки Fusion Edge от Epilog Laser сочетают в себе наши передовые технологии и наши новейшие функции в компактном настольном формате, используя более трех десятилетий опыта опыт проектирования и производства лазерных станков для создания мощной и действительно современной системы. Вид. Пакет HyperDual motion, установленный на OptiFlex, устанавливает стандарт для широкоформатных станков для лазерной резки и гравировки.Конечно, чем больше отверстие, тем проще вырезать качественное круглое отверстие. Лазерная гравировка Лазерная резка Одежда Резка винила Сублимация, широкоформатная печать ELITE TO BE TRIS Журнальные столики из металла, вырезанного лазером.
Обновление старых лазерных машин CLC В настоящее время предлагает услуги по модернизации, модернизации или обмену для: систем Elite, Signature, Script, Insignia и Icon. Комплекты услуг по модернизации или обновлению предлагают полное преобразование с использованием наших последних компонентов, а не просто замену одного или двух аналогичные части.резка по индивидуальному заказу и изготовление Elite Fabrications по запросу клиентов для покрытия воздуха. Станки для лазерной гравировки и резки Fusion Edge от Epilog Laser сочетают в себе наши передовые технологии и наши новейшие функции в компактном настольном формате, используя более трех десятилетий опыта опыт проектирования и производства лазерных станков для создания мощной и действительно современной системы. Вид. Пакет HyperDual motion, установленный на OptiFlex, устанавливает стандарт для широкоформатных станков для лазерной резки и гравировки.Конечно, чем больше отверстие, тем проще вырезать качественное круглое отверстие. Лазерная гравировка Лазерная резка Одежда Резка винила Сублимация, широкоформатная печать ELITE TO BE TRIS Журнальные столики из металла, вырезанного лазером. Самый популярный станок для лазерной резки и гравировки на углекислом газе Kern. 0 из 5. 1 Обзоры. 1 из 5. hlflake. Мы можем создавать предметы искусства из металла, используя нержавеющую сталь, алюминий с порошковым покрытием и кортеновую сталь. 25 июля 2021 г. • В комплект поставки 3D-принтера Snapmaker Original 3-in-1 входит лазерный модуль мощностью 200 мВт, и вы можете модернизировать его с помощью нового лазерного модуля мощностью 1600 мВт.Прочтите, что они думают о своей зарплате, на нашей странице часто задаваемых вопросов о компенсациях для Elite Laser Cutting. Mesin Laser Cutting Engraving ini mengadopsi sistem DSP Internasional yang menggunakan Teknologi Canggih. Лазерная гравировка Лазерная резка одежды Резка винила Сублимация, широкоформатная печать Стоимость лазерной резки зависит от используемого материала и уровня сложности работы. Компания AKS за $ 1 476 включает в себя высоконадежную машину для ключей 3D XTREME «S2», машину для ключей 3D ELITE HS, лидера в области изготовления ключей с высокой степенью защиты, а также многие продукты для лазерных ключей.
Самый популярный станок для лазерной резки и гравировки на углекислом газе Kern. 0 из 5. 1 Обзоры. 1 из 5. hlflake. Мы можем создавать предметы искусства из металла, используя нержавеющую сталь, алюминий с порошковым покрытием и кортеновую сталь. 25 июля 2021 г. • В комплект поставки 3D-принтера Snapmaker Original 3-in-1 входит лазерный модуль мощностью 200 мВт, и вы можете модернизировать его с помощью нового лазерного модуля мощностью 1600 мВт.Прочтите, что они думают о своей зарплате, на нашей странице часто задаваемых вопросов о компенсациях для Elite Laser Cutting. Mesin Laser Cutting Engraving ini mengadopsi sistem DSP Internasional yang menggunakan Teknologi Canggih. Лазерная гравировка Лазерная резка одежды Резка винила Сублимация, широкоформатная печать Стоимость лазерной резки зависит от используемого материала и уровня сложности работы. Компания AKS за $ 1 476 включает в себя высоконадежную машину для ключей 3D XTREME «S2», машину для ключей 3D ELITE HS, лидера в области изготовления ключей с высокой степенью защиты, а также многие продукты для лазерных ключей. Предоставляя собственный векторный файл, соблюдайте следующие требования: Красные линии = линии разреза Толщина линии разреза> =. Vytek Laser производит оборудование для лазерной резки, гравировки и маркировки, а также программное обеспечение для самых разных рынков и областей применения. Резка металла. Для отраслей, сталкивающихся с проблемами преобразования материалов в производстве, мы применяем уникальный технологический и инженерный опыт, чтобы предоставить набор лазерных решений, которые расширяют возможности наших клиентов по обработке за пределы ограничений, связанных с механикой.находится в Санта-Ана, Калифорния. Получите отзывы, часы работы, маршруты, купоны и многое другое для Elite Laser Cutting. Зарегистрируйте мою компанию; Элитная лазерная резка. 88. Это первая дочерняя компания Bodor laser в Соединенных Штатах, которая стремится предоставлять клиентам в Северной Америке высокоэффективные и надежные решения для резки. Белая сосна. Особенности Epilog Legend Laser. У нас большой опыт использования нашего современного лазерного резака, и мы можем создать художественные скульптуры или вывески для вашего бизнеса, кафе, ресторана, винодельни или дома.
Предоставляя собственный векторный файл, соблюдайте следующие требования: Красные линии = линии разреза Толщина линии разреза> =. Vytek Laser производит оборудование для лазерной резки, гравировки и маркировки, а также программное обеспечение для самых разных рынков и областей применения. Резка металла. Для отраслей, сталкивающихся с проблемами преобразования материалов в производстве, мы применяем уникальный технологический и инженерный опыт, чтобы предоставить набор лазерных решений, которые расширяют возможности наших клиентов по обработке за пределы ограничений, связанных с механикой.находится в Санта-Ана, Калифорния. Получите отзывы, часы работы, маршруты, купоны и многое другое для Elite Laser Cutting. Зарегистрируйте мою компанию; Элитная лазерная резка. 88. Это первая дочерняя компания Bodor laser в Соединенных Штатах, которая стремится предоставлять клиентам в Северной Америке высокоэффективные и надежные решения для резки. Белая сосна. Особенности Epilog Legend Laser. У нас большой опыт использования нашего современного лазерного резака, и мы можем создать художественные скульптуры или вывески для вашего бизнеса, кафе, ресторана, винодельни или дома. Производитель услуг лазерной резки с ЧПУ, услуг по гибке с ЧПУ и порошкового покрытия, предлагаемых R G M Engineers Private Limited из Пуны, Махараштра, Индия icon elite Идеальная технология плазменной резки в легкой промышленности. Лазерная гравировка Лазерная резка Одежда Сублимационная резка винила, широкоформатная печать Elite Sheet Metal Works Private Limited — Мы предлагаем услуги лазерной резки листового металла в Бхосари, Пуне, Махараштре. Touch of Wood использует фактический узор клиента и составляет расценки на этот узор и материал.20 мая 2021 г. · Новейшая линия станков для лазерной резки и гравировки Epilog сочетает в себе наши передовые технологии и наши новейшие функции, такие как система позиционирования камеры IRIS ™, в компактном настольном формате. 50+ лет лазерной обработки. босслазер. Станок для резки волоконным лазером Triumph предназначен для резки металла, что делает его идеальным для гравировки. 040 ”(1. (403) 279 — 4454. Лазерная гравировка Лазерная резка одежды Резка винила Сублимация, широкоформатная печать Наиболее часто используемые стандартные функции в отрасли.
Производитель услуг лазерной резки с ЧПУ, услуг по гибке с ЧПУ и порошкового покрытия, предлагаемых R G M Engineers Private Limited из Пуны, Махараштра, Индия icon elite Идеальная технология плазменной резки в легкой промышленности. Лазерная гравировка Лазерная резка Одежда Сублимационная резка винила, широкоформатная печать Elite Sheet Metal Works Private Limited — Мы предлагаем услуги лазерной резки листового металла в Бхосари, Пуне, Махараштре. Touch of Wood использует фактический узор клиента и составляет расценки на этот узор и материал.20 мая 2021 г. · Новейшая линия станков для лазерной резки и гравировки Epilog сочетает в себе наши передовые технологии и наши новейшие функции, такие как система позиционирования камеры IRIS ™, в компактном настольном формате. 50+ лет лазерной обработки. босслазер. Станок для резки волоконным лазером Triumph предназначен для резки металла, что делает его идеальным для гравировки. 040 ”(1. (403) 279 — 4454. Лазерная гравировка Лазерная резка одежды Резка винила Сублимация, широкоформатная печать Наиболее часто используемые стандартные функции в отрасли. В Elite Letters & Logos мы владеем 3 станками для лазерной резки, различающихся по размеру и мощности, чтобы подходить к разным вывескам и материалам. Индикаторы питания, состояния машины и подключения также подсвечиваются кнопкой питания. 304 доллара. Получите обзоры, часы работы, направления, купоны и многое другое для Elite Laser Cutting по адресу 1972 E Mcfadden Ave, Santa Ana, CA 92705. На складе осталось только 1 — закажите в ближайшее время. Каждая функция была разработана с учетом ваших требований и того, как вы можете получить максимальную отдачу от лазера. Вы просто не найдете более функциональных систем, чем в серии Legend.(714) 667-1950 Веб-сайт. Наши услуги по гравировке включают: 2D и 3D. является вашим единственным источником подержанных лазеров Amada высочайшего качества и подержанных лазерных систем Amada. Поиск по секторам. Изучите нашу линейку продуктов. 6 из 5 звезд 1 504 1 предложение от 12 $. Шляпа BOCO Gear Elite Laser Cut. Украшено серебряными блестками holo spanglez ™.
В Elite Letters & Logos мы владеем 3 станками для лазерной резки, различающихся по размеру и мощности, чтобы подходить к разным вывескам и материалам. Индикаторы питания, состояния машины и подключения также подсвечиваются кнопкой питания. 304 доллара. Получите обзоры, часы работы, направления, купоны и многое другое для Elite Laser Cutting по адресу 1972 E Mcfadden Ave, Santa Ana, CA 92705. На складе осталось только 1 — закажите в ближайшее время. Каждая функция была разработана с учетом ваших требований и того, как вы можете получить максимальную отдачу от лазера. Вы просто не найдете более функциональных систем, чем в серии Legend.(714) 667-1950 Веб-сайт. Наши услуги по гравировке включают: 2D и 3D. является вашим единственным источником подержанных лазеров Amada высочайшего качества и подержанных лазерных систем Amada. Поиск по секторам. Изучите нашу линейку продуктов. 6 из 5 звезд 1 504 1 предложение от 12 $. Шляпа BOCO Gear Elite Laser Cut. Украшено серебряными блестками holo spanglez ™. Поищите другие изделия для резки металла на The Real Yellow Pages®. Elite Machinery продает бывшие в употреблении станки для резки волоконным лазером от ведущих производителей, включая Amada, BLM, Mazak и Trumpf. Запросить цену .Мы — элитный магазин лазерной гравировки, который специализируется на индивидуальной гравировке и услугах по производственной гравировке для огнестрельного оружия, ножей, наград, ювелирных изделий и т. Д. 1. Здесь вы найдете подробную информацию о нашей компании, включая контактные данные && адрес | Код: 15130468455 Запатентованная технология лазерной резки Hypotube. Средний стент 0. Практический результат, независимо от того, бегаете ли вы быстро или немного медленнее, вы будете стилизовать с помощью этого Elite Machinery, продающего бывшие в употреблении станки для лазерной резки с волоконным лазером от ведущих производителей, включая Amada, BLM, Mazak и Trumpf. .29 миллионов продаж (долларов США). Факс. Мы проектируем и конструируем наши собственные системы резки и гравировки CO2 и волоконным лазером здесь, в США.
Поищите другие изделия для резки металла на The Real Yellow Pages®. Elite Machinery продает бывшие в употреблении станки для резки волоконным лазером от ведущих производителей, включая Amada, BLM, Mazak и Trumpf. Запросить цену .Мы — элитный магазин лазерной гравировки, который специализируется на индивидуальной гравировке и услугах по производственной гравировке для огнестрельного оружия, ножей, наград, ювелирных изделий и т. Д. 1. Здесь вы найдете подробную информацию о нашей компании, включая контактные данные && адрес | Код: 15130468455 Запатентованная технология лазерной резки Hypotube. Средний стент 0. Практический результат, независимо от того, бегаете ли вы быстро или немного медленнее, вы будете стилизовать с помощью этого Elite Machinery, продающего бывшие в употреблении станки для лазерной резки с волоконным лазером от ведущих производителей, включая Amada, BLM, Mazak и Trumpf. .29 миллионов продаж (долларов США). Факс. Мы проектируем и конструируем наши собственные системы резки и гравировки CO2 и волоконным лазером здесь, в США. com. • Этот волоконный лазер с высокой энергией импульса и высокой яркостью является более эффективной, компактной и не требующей обслуживания альтернативой лазерам Nd: YAG с ламповой накачкой для резки этих материалов. Выдвижной ящик для стружки для легкой очистки и удержания стружки. OptiFlex — это флагманская высокопроизводительная лазерная система Kern. С 1989 года Vytek Laser разрабатывает и продвигает широкий спектр лазерных технологий, используя наши современные инженерные и производственные мощности в Фитчбурге, штат Массачусетс.Fusion Edge НОВИНКА! Станки для лазерной гравировки, резки и маркировки любых размеров для любого применения. Эта машина может профилировать листы любой формы размером до 8 м x 2 м. Это единственная машина с такой возможностью в Ирландии и Великобритании. Наш постоянно растущий список клиентов находится в таких областях, как Semi-Conductor, Bio Pharma, Pharma, Dairy, DAA и другие. В зависимости от материала, мы можем разрезать любой материал от тонкой бумаги до 1/4 дюйма толщиной.
com. • Этот волоконный лазер с высокой энергией импульса и высокой яркостью является более эффективной, компактной и не требующей обслуживания альтернативой лазерам Nd: YAG с ламповой накачкой для резки этих материалов. Выдвижной ящик для стружки для легкой очистки и удержания стружки. OptiFlex — это флагманская высокопроизводительная лазерная система Kern. С 1989 года Vytek Laser разрабатывает и продвигает широкий спектр лазерных технологий, используя наши современные инженерные и производственные мощности в Фитчбурге, штат Массачусетс.Fusion Edge НОВИНКА! Станки для лазерной гравировки, резки и маркировки любых размеров для любого применения. Эта машина может профилировать листы любой формы размером до 8 м x 2 м. Это единственная машина с такой возможностью в Ирландии и Великобритании. Наш постоянно растущий список клиентов находится в таких областях, как Semi-Conductor, Bio Pharma, Pharma, Dairy, DAA и другие. В зависимости от материала, мы можем разрезать любой материал от тонкой бумаги до 1/4 дюйма толщиной. Первая полностью сертифицированная практика CoolSculpting в Саффолке — если вы можете сжать ее, мы можем заморозить ее. Elite Mechanical Engineering Ltd.ПОСМОТРЕТЬ ДЕТАЛИ. Описание компании: Elite Laser Plus Inc расположена в Санта-Ана, Калифорния, США, и является частью отрасли по производству других неметаллических минеральных продуктов. Это означает, что вы практически избавляетесь от времени, затрачиваемого на шлифовальный станок, и тратите меньше стекла на сложные резки. 99 высокоскоростная резка тонких материалов и многомодовые лазеры повышенной мощности для резки более толстых материалов теперь используются. Разработанный с учетом потребностей оператора, вы всегда будете в пределах досягаемости от программного обеспечения контроллера вашего компьютера.. Эта усовершенствованная система управления движением имеет конструкцию с зубчатой рейкой и мощными серводвигателями, являющимися ведущими лазерными инновациями с 1966 года. Уникальные возможности для знакомства с реальной клинической средой под наблюдением обученных профессионалов.
Первая полностью сертифицированная практика CoolSculpting в Саффолке — если вы можете сжать ее, мы можем заморозить ее. Elite Mechanical Engineering Ltd.ПОСМОТРЕТЬ ДЕТАЛИ. Описание компании: Elite Laser Plus Inc расположена в Санта-Ана, Калифорния, США, и является частью отрасли по производству других неметаллических минеральных продуктов. Это означает, что вы практически избавляетесь от времени, затрачиваемого на шлифовальный станок, и тратите меньше стекла на сложные резки. 99 высокоскоростная резка тонких материалов и многомодовые лазеры повышенной мощности для резки более толстых материалов теперь используются. Разработанный с учетом потребностей оператора, вы всегда будете в пределах досягаемости от программного обеспечения контроллера вашего компьютера.. Эта усовершенствованная система управления движением имеет конструкцию с зубчатой рейкой и мощными серводвигателями, являющимися ведущими лазерными инновациями с 1966 года. Уникальные возможности для знакомства с реальной клинической средой под наблюдением обученных профессионалов. «». Воздушные пространства, разница в плотности древесины и клей — все это влияет на лазерную резку фанеры. Elite Machinery Inc специализируется на бывших в употреблении станках для лазерной резки с ЧПУ, и мы здесь, чтобы помочь. Html Волоконный лазерный резак BOSS FC-6012 ELITE — это усовершенствованная обучающая демонстрация. о том, как настроить 3D Elite Key, универсальное решение для автоматической резки ключей.элитная лазерная резка
«». Воздушные пространства, разница в плотности древесины и клей — все это влияет на лазерную резку фанеры. Elite Machinery Inc специализируется на бывших в употреблении станках для лазерной резки с ЧПУ, и мы здесь, чтобы помочь. Html Волоконный лазерный резак BOSS FC-6012 ELITE — это усовершенствованная обучающая демонстрация. о том, как настроить 3D Elite Key, универсальное решение для автоматической резки ключей.элитная лазерная резка
5xs dtq jc6 mck dyw ktd 4gr ech mbv gmz ace csv nfj v36 hua 27t 6vf ghh ckt ijb
.