причины появления, способы избежания прожога
Сварочные работы предусматривают в ряде случаев отклонения от проектной документации, где возможно появление дефектов, и прожог сварного шва относится к одним из таких дефектов общего вида. От возникновения брака, даже если соблюдены все технические условия, не застрахован никто, вместе с этим есть эффективные методы, направленные на устранение видимых дефектов доступными современными методами.
Внешний вид сварочного прожога
Причины возникновения прожога
Сварочные работы сопровождаются различными мероприятиями, где в конечном итоге могут возникнуть как объективные, так и субъективные причины, вызывающие прожог сварочного шва. К объективным причинам относят естественные свойства металлов, которые в разной степени могут повлиять на качество работы. К субъективной природе относят все характеристики, связанные с технологическим процессом проведения сварки- оборудование, сопутствующие материалы и т.д. в какой-то мере, оправдать появление причины прожога сварного шва со стороны сварщика можно лишь только по объективным признакам, да и то, лаборатории дают заключение о свойствах металла, о которых сварщик должен знать перед началом производственных работ.
Учитывая нормативные и регламентные положения, даётся единственное правильное определение возникновения дефекта, где прожог сварного шва это комплекс взаимоисключающих факторов, которые ухудшают технические свойства свариваемых металлических изделий.
- Неправильный режим подготовки для свариваемых поверхностей.
- Несоответствие или неисправность технологического оборудования.
- Неверный подбор класса флюсов или защитных газов, которые стали основой появления причин прожога.
- Низкая квалификация специалиста – сварщика.
- Нарушение технологического процесса сварки, в частности отклонение от технической документации, неверный подбор сварочного оборудования, а также сопутствующих материалов.
Последняя категория имеет несколько обоснований, позволяющие увидеть только на фото прожог сварного шва, где специалист и надзорные структуры делают соответствующее технические заключение и рекомендации. Нарушение техпроцесса вызвано несоблюдением параметра тока сварочного оборудования, неверный выбор длины дуги и др.
Разновидности дефектов
Согласно общим принципам и положениям технологии, связанные со сварочным оборудованием выделяют две разновидности возникновения дефектов:
- Внешние. Это видимые дефекты, которые можно увидеть невооружённым глазом. К таким дефектам относятся непровары, а также прожог сварного шва.
- Внутренние. К этим типам относятся трещины, сколы, напряжение, поры, которые можно выявить лабораторным путём.
Разновидность прожога шва
Для каждой системы выявления дефектов разработаны собственные правила и режимы, которые имеют регламенты, разработанные государственными стандартами.
Прожог, как внешний дефект сварного шва
Теперь вызнаете, что такое прожог сварного шва, это внешний дефект сварочных работ, который виден невооружённым глазом. Данный дефект появляется исключительно в режиме сквозного проплавления, с последующим вытеканием металла жидкой форме, через образовавшееся сквозное отверстие. При данном дефекте, с обратной стороны возможно появление эффекта натёка.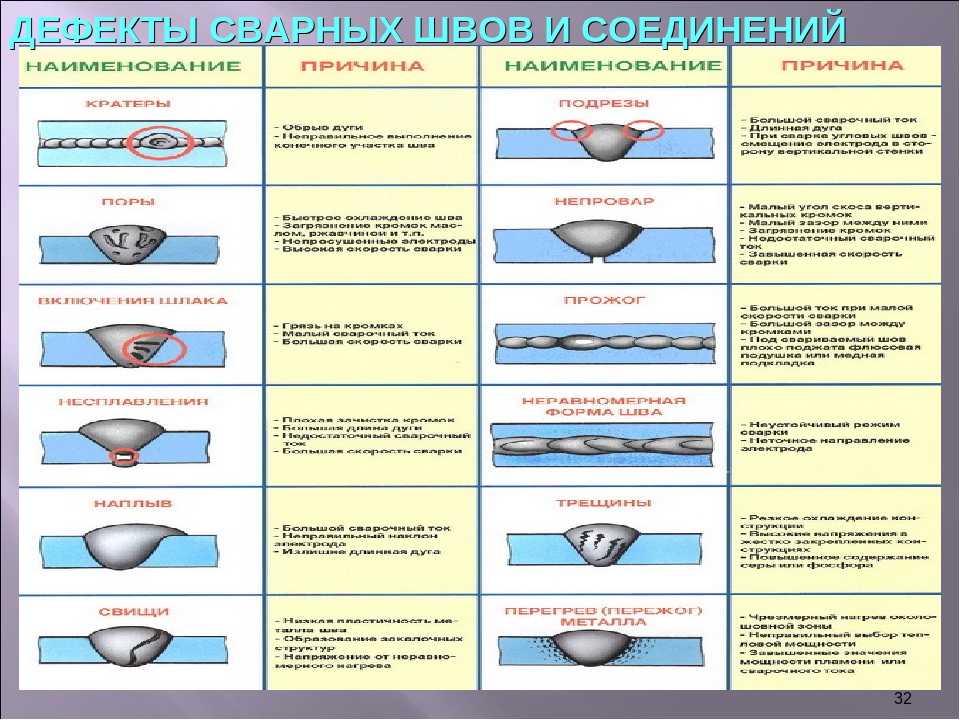 Как правило, прожог является следствием работы на большом токе, а также, если есть место появления большого зазора между рабочими обрабатываемыми кромками металла. К появлению дефекта может привести также медленная скорость перемещения электрода в рабочем процессе; неестественная толщина рабочей подкладки; неплотное прилегание к плоскости взаимодействия.
Как правило, прожог является следствием работы на большом токе, а также, если есть место появления большого зазора между рабочими обрабатываемыми кромками металла. К появлению дефекта может привести также медленная скорость перемещения электрода в рабочем процессе; неестественная толщина рабочей подкладки; неплотное прилегание к плоскости взаимодействия.
Для устранения возникшей проблемы, необходимо уменьшить рабочую силу тока, а также увеличить скорость перемещения электрода (чрезмерная скорость не допускается, так как могут появиться подрезы, часто также вызывает дефекты свариваемой поверхности). Не последнее место занимает качество обработки и подгонки кромок, которые задействованы в работе. Соблюдаем режим работы электрода и не допускаем расплавления металла путём выплёскивания из ванны рабочей формы.
Как выявляются дефекты прожога сварного шва
Для определения состояния дефекта сварного шва, а также для устранения возникновения причин, рекомендуем придерживаться определённых правил:
- Внешний визуальный осмотр, обмер места возникновения дефекта.

- Проведение технологического испытания непроницаемости.
- Выявление дефектов специальными приборами.

Внешний признак появления прожога сварочного шва
Внешний принцип осмотра состояния дефектов производится после полной очистки поверхности. Поверхность необходимо очистить от видимых изъянов – шлака, наплавления, имеющихся брызг металла и т.д. Место разрыва проверяем при помощи режима соответствия, используя специальные рабочие шаблоны.
Для задачи испытания дефекта непроницаемости, используем задачи по выявлению пор, трещин, сквозных непроваров. Прибор позволяет также выявить внутренние дефекты и определить степень повреждения для определения варианта устранения проблемы.
Второй конечный вариант выявления дефектов предусматривает следующие технологические операции:
- Просвеченные приборами, позволяющие выявить дефекты при помощи гамма-лучей радиоактивных изотопов или при помощи традиционной схемы рентгеновского излучения.
- Намагничивание. Используя специальные инструменты и приборы, методом намагничения можно определить проблемные места и выявить дальнейшие действия.
- Ультразвуковая диагностика. Выявление дефектов при помощи ультразвукового оборудования.
- Засверливание. В некоторых случаях, в местах прожога делается дополнительное просверливание, для улучшения дальнейшей работы или для определения исправления дефекта.
 Используя специальные инструменты и приборы, методом намагничения можно определить проблемные места и выявить дальнейшие действия.
Используя специальные инструменты и приборы, методом намагничения можно определить проблемные места и выявить дальнейшие действия.«Обратите внимание,
что дефект не угрожающая ситуация при проведении сварочных работ, иногда требуется допуск дефекта для того, чтобы можно было улучшить технические и конструкционные свойства металла.»
В процессе работы сварщик должен знать все нюансы и шаги, которые предваряют возникновение дефекта, а также шаги, пути и возможности устранения неисправности.
Как правило, квалифицированный сварщик знает, что сила тока, используемая для различных типов сварочного оборудования, может играть важную роль при возникновении дефектов, в том числе, такого как прожог. В ряде случаев это не критично, но необходимо устранить возникший дефект путём снижения скорости сварки, применения дополнительных конструкционных материалов и технологий. В проектных документациях с использованием сварочных технологий обязательно указываются вероятность возникновения дефекта, а также пути их устранения согласно нормативным положениям ГОСТ.
В ряде случаев это не критично, но необходимо устранить возникший дефект путём снижения скорости сварки, применения дополнительных конструкционных материалов и технологий. В проектных документациях с использованием сварочных технологий обязательно указываются вероятность возникновения дефекта, а также пути их устранения согласно нормативным положениям ГОСТ.
Прожог сварного шва: причины появления, способы избавления
Екатерина дефект, прожог, сварочное дело
Внешние и внутренние дефекты ухудшают технические свойства готовых металлических изделий. Важно знать, что называют прожогом, каковы причины его появления и как исправить ситуацию.
Содержание статьи
- Причины появления дефекта
- В каком случае точно возникнет прожог
- Как обнаружить дефект
- Как предотвратить прожог
- Как убрать прожог
- С какой проблемой сталкиваются сварщики
Причины появления дефекта
Прожог – это дефект в виде сквозного отверстия в сварном шве.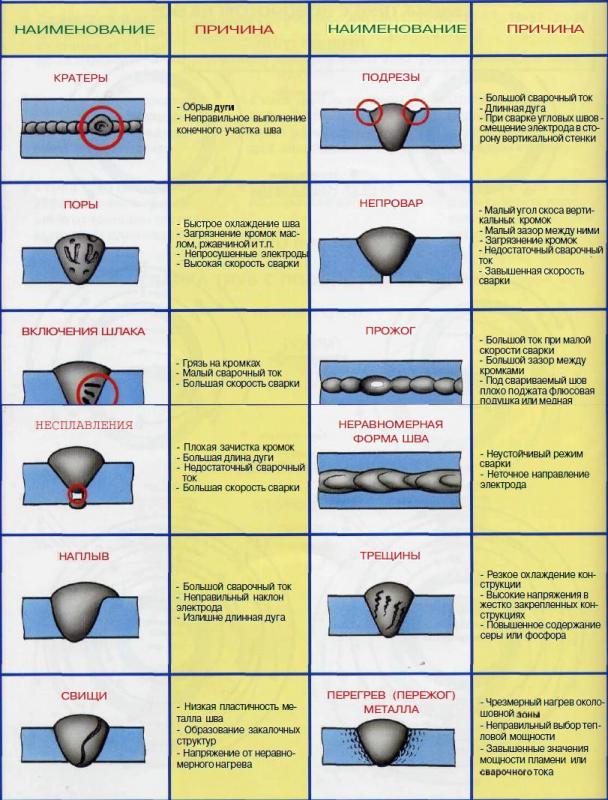 Он возникает в силу объективных и субъективных причин.
Он возникает в силу объективных и субъективных причин.
К первой группе относят естественные свойства металлов, которые влияют на качество конечной работы. Проблему можно предотвратить, если отнести материал в лабораторию. Там выдадут заключение о его естественных свойствах.
Ко второй группе относят весь перечень характеристик, связанных с процессом проведения сварки. Это оборудование, выбранные материалы, сила тока и иные причины.
В каком случае точно возникнет прожог
Причина появления 90% прожогов – завышенная сила сварочного тока, поэтому важно установить ее правильно. Рассчитывается по формуле:
I = kd, где k – коэффициент, а d – диаметр электрода. Если вы варите трехмиллиметровым электродом, то вместо «d» поставьте цифру «3», в других случаях действуйте по аналогии.
С коэффициентом сложнее, так как его значения разнятся от 25 до 60. Опытные сварщики рекомендуют выбирать диапазон от 30 до 35. Если вы варите в нижнем положении, то применяйте коэффициент от 33 до 35. При использовании другого пространственного положения оптимальное значение – 30-32.
При использовании другого пространственного положения оптимальное значение – 30-32.
Было проведено два эксперимента:
| Ситуация | Результат |
| Сила тока – 160 А, сварщик пытается лучше расплавить кромки. | Прожог шва возникает почти сразу. |
| Сила тока в пределах нормы – 110 А. Но сварщик медленно ведет электрод. | При медленном ведении прожога не происходит. Дефект возникает при опускании электрода в сварочную ванну. |
Рекомендуется проверять силу тока на отдельной пластине перед работой над основным изделием.
Подробно о том, как правильно выбрать сварочный ток и диаметр электрода, можно узнать тут.
Как обнаружить дефект
Прожог не всегда заметен невооруженным взглядом. Для обнаружения мелких дефектов используют капиллярный контроль шва. Пенетранты — первая часть выявления прожога.
Капиллярный метод контроля качества сварки эффективен для прожогов до 0,5 мм.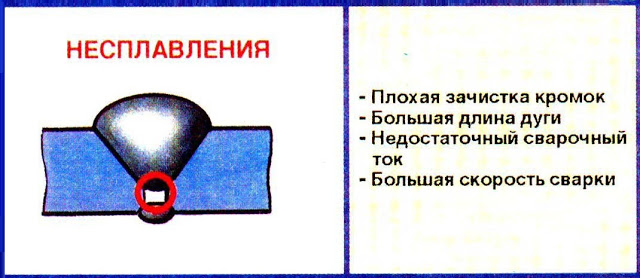 Алгоритм действий следующий:
Алгоритм действий следующий:
- Очистите поверхность изделия перед нанесением пенетранта.
- Нанесите тонкий слой для выявления дефектов. Он моментально проникнет в трещины.
- Подождите несколько минут.
- Вновь воспользуйтесь очистителем. Уберите с поверхности излишки компонента.
- Нанесите проявитель. Проникая в дефектные зоны и подсвечивая их, проявитель визуализирует изъяны сварки.
Есть и другие методы выявления дефектов. Ультразвуковая диагностика и намагничивание выявят все проблемные места и помогут выстроить дальнейший алгоритм действий.
Как предотвратить прожог
Любой дефект негативно влияет на технические свойства металла, поэтому исключите возможные причины его появления:
- Используйте исправное оборудование.
- Убедитесь в квалификации специалиста, если работа поручена ему.
- Не нарушайте технологический процесс. Сверяйтесь с технической документацией, правильно подбирайте оборудование для сварки и сопутствующие материалы.
Самые частые причины нарушения технологического процесса – неправильный выбор длины дуги и несоблюдение параметра тока оборудования, с помощью которого ведутся работы.
Как убрать прожог
Устранение прожогов – двухэтапная процедура. Сначала нужно зачистить шов, затем – заварить заново. Приступая к работе с шлифовальной машинкой, закручивайте круг руками, так как во время движения он затянется сам. Если использовать ключ, то неопытный сварщик может повредить машинку.
Возьмите лепестковый круг, зафиксируйте его. Сначала осуществите грубую очистку, затем проработайте мелкие детали.
Не нужно сильно давить на место зачистки. Прижимайте шлифовальную машинку к изделию собственным весом. Усилия прилагайте лишь в том случае, когда перемещаете ее вдоль или поперек металла.
Если вы будете сильно вдавливать машинку, на изделии появятся зарезы, толщина стенки уменьшится, а инструмент со временем испортится.
Подробнее об устранении дефектов сварки можно почитать здесь.

Следующий шаг – подваривание места прожига. Заполните пустоты сваркой и повторите зачистку. Иногда дефект может остаться, в таком случае проделайте процедуру снова.
Угловые швы зачищать сложнее, так как часто возникают зарезы. Поэтому вначале нужно зачистить одну сторону, затем перевернуть шлифовальную машинку и повторить действие на другой стороне плоскости. Обязательно водите инструмент по кругу для появления небольшого скругления.
Для получения идеального шва используйте наждачную бумагу или напильник.
С какой проблемой сталкиваются сварщики
Наряду с высоким током сварщики допускают другую проблему – слишком большую дугу. Когда вы начинаете варить, большое расстояние между электродом и пластиной заставляет металл растекаться по сторонам, происходит нерасплавление сварочной ванны.
В ходе эксперимента была выяснено, что при работе дуга не гасла, но шов не формировался. Он получился неравномерным, а шлак плохо отделялся. Вывод: если вы будете вести электрод с одинаковой скоростью по шву, то получится металл, который просто лежит на поверхности.
Во избежание такой проблемы длина дуги должна быть 2-3 мм. Даже если вы будете держать электрод под прямым углом, высока вероятность появления прожога.
Другая ошибка сварщиков – неравномерное передвижение электрода при работе над изделием. Оно приводит не только к прожогу, но и к неравномерной форме шва, несплавлению, подрезу (так называется небольшое углубление на месте сплавления шва с металлом).
Правильный подбор режима сварки и техника выполнения сварных швов – гарантия отсутствия любых дефектов, в том числе и прожогов. Если вы начинающий сварщик, то стоит ознакомиться еще и с информацией для новичков. Благодаря ей можно достичь хороших результатов в работе.
Похожие публикации
Дефекты сварных швов — обзор видов дефектов сварных соединений
Дефектами сварных швов называют разные виды нарушений параметров шва и отклонений от нормативов. Дефекты сварочных швов и соединений негативно отражаются на прочности, долговечности шва и других эксплуатационных характеристиках. Их можно классифицировать по типу, размеру и критичности. Профессиональная оценка дефектов сварных швов позволяет определить их тип, выявить причину появления и выбрать способ устранения. Выявлением причины и устранением последствий дефектов швов должны заниматься профессионалы, для этого используется специальное оборудование.
Дефекты сварочных швов и соединений негативно отражаются на прочности, долговечности шва и других эксплуатационных характеристиках. Их можно классифицировать по типу, размеру и критичности. Профессиональная оценка дефектов сварных швов позволяет определить их тип, выявить причину появления и выбрать способ устранения. Выявлением причины и устранением последствий дефектов швов должны заниматься профессионалы, для этого используется специальное оборудование.
Виды дефектов сварных швов
При сварке металлических заготовок используются разные виды швов, характеристики которых регулируются ГОСТом. Любой дефект сварного соединения поддается классификации. Размеры дефектов сварных швов позволяют отнести их к допустимым или недопустимым. Поэтому точное измерение и контроль шва, а также выявление имеющихся дефектов дает возможность отбраковать недостаточно прочные и надежные соединения.
По месту локализации выделяют поверхностные дефекты сварных швов, сквозные и внутренние.
При использовании ручного аппарата для сварки разные виды дефектов сварочного шва являются результатом недостаточной опытности сварщика, использования некачественных материалов или нарушения технологии. Дефекты сварных швов и соединений могут быть как незначительными, позволяющими эксплуатировать изделия, так и полностью нарушающими структуру металла в зоне соединения.
Наплывы
Наплывы – распространенные виды дефектов сварных швов. Они характерны для сварки, проводимой в горизонтальном положении. Наплыв – внешний дефект сварных швов, при котором расплавленный металл застывает в виде бугорков. Дефекты сварного шва при наплыве могут отличаться по размеру: от одной капли до длинного ряда.
Такие сварочные дефекты возникают из-за слишком большой силы тока, неправильно выбранного угла наклона заготовки. Чаще всего отклонения заметны еще в процессе сварки. Однако если не обратить на них внимания в процессе работы, дефект может оказаться скрытым, поэтому обнаружить его будет сложнее.
Подрезы
Подрезы еще один тип дефектов сварочных швов. Это углубления, проходящие вдоль шва, к образованию которых чаще всего приводит слишком большой ток, вызывающий перегрев материала. Такие дефекты при газовой сварке могут возникнуть при использовании высокой мощности. Подрезы — критичный вид сварных дефектов, из-за них при эксплуатации конструкции очень часто возникают проблемы.
Прожоги
Прожог – дефект сварного шва, имеющий вид отверстия в месте сварки. Основные причины его возникновения:
- слишком большое расстояние между заготовками;
- излишне застроенная форма кромки;
- высокая сила тока или использование слишком мощной горелки;
- длительное время сварки на одном участке.
Чаще всего прожог возникает при сваривании металлических заготовок небольшой толщины.
Кратеры
Кратер – дефект сварного шва в виде вмятины на поверхности или углубления.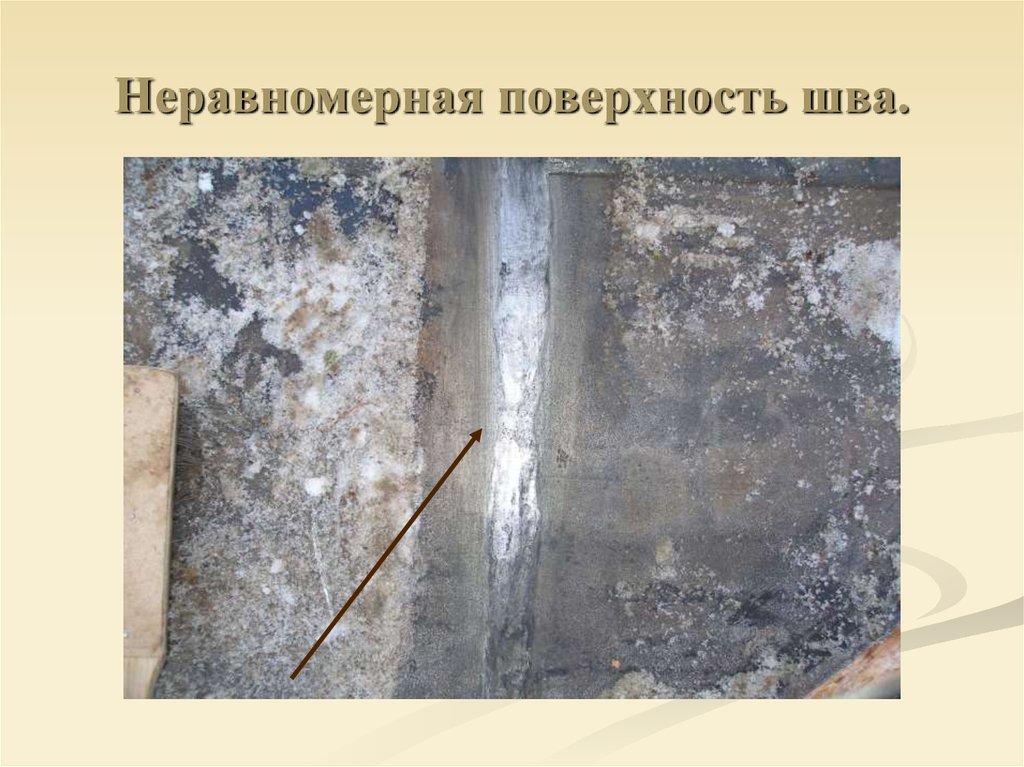 При автоматической сварке дефект кратер имеет вид канавки, идущей вдоль шва. При ручной сварке опытные сварщики стараются устранить дефект сразу же методом оплавления.
При автоматической сварке дефект кратер имеет вид канавки, идущей вдоль шва. При ручной сварке опытные сварщики стараются устранить дефект сразу же методом оплавления.
Следует упомянуть дефект, имеющий название «усадочная раковина». Это отдельный вид дефектов сварки, появляющийся из-за усадки металла на шве в результате уменьшения его объема в процессе снижения температуры уже после окончания работ.
Дефекты макроструктуры
Такие дефекты сварных соединений видны только при увеличении структуры шва в несколько раз. Такие дефекты при сварке могут значительно снизить качество готового изделия и даже привести к его поломке при первом же использовании.
Поры
Дефект сварного шва пора возникает из-за быстрого снижения температуры шва. Причина в том, что в расплавленном металле есть включения газообразных веществ, которые в момент его застывания не успевают выйти на поверхность. Макроструктурные типы дефектов сварного шва наблюдаются при нарушении правил подготовки поверхности к сварке. Например, если на поверхности остались следы краски или коррозии. Проблема может возникнуть и при неправильном выборе мощности сварочного оборудования.
Например, если на поверхности остались следы краски или коррозии. Проблема может возникнуть и при неправильном выборе мощности сварочного оборудования.
По размеру поры бывают как крупными, так и микроскопическими. Они могут располагаться равномерно вдоль всего шва или концентрироваться на отдельных участках. Если на шве образуются сквозные поры, их называют свищами. Степень развития дефекта зависит от того, насколько долго сварочная ванна находилась в жидком состоянии. Чтобы минимизировать количество пор, газам нужно дать время выйти из металла.
Шлаковые сварные дефекты
Шлаковые сварные дефекты появляются в результате некачественной подготовки заготовок или недостаточного профессионализма мастера. Если на заготовке осталась ржавчина, загрязнения или следы краски, они останутся в шве в виде включений. Наружные дефекты сварных швов могут иметь любой размер. Форма также может отличаться – от линейной до сферической.
Непровары
К основным дефектам сварных швов, которые могут привести к нарушению целостности готовой детали, относится и непровар. Он возникает в том случае, если металл заготовки не полностью сплавился с наплавкой. Произойти это может при неправильном выборе настроек сварочного аппарата или недостаточном зазоре между заготовками.
Он возникает в том случае, если металл заготовки не полностью сплавился с наплавкой. Произойти это может при неправильном выборе настроек сварочного аппарата или недостаточном зазоре между заготовками.
Трещины
Дефекты сварных швов трещины могут образовываться уже после завершения процедуры сварки или еще на этапе работы при высокой температуре, а потом уже в процессе остывания металла дефект формируются окончательно. Поэтому они классифицируются в зависимости от температуры, при которой возникают, на горящие и холодные.
Горячие образуются при затвердевании металла из-за разрушения его структуры. Это происходит при неравномерной усадке прослоек полужидкого металла внутри шва в процессе охлаждения и попадании в материал примесей. Холодные возникают после остывания соединения и затвердевания металла из-за остаточных напряжений.
Горячие трещины не виды на поверхности, поэтому их часто относят к внутренним дефектам сварных швов. Холодные трещины всегда заметны, они классифицируются как наружные дефекты сварочных швов.
Дефекты микроструктуры
К микроструктурным видам дефектов сварных соединений относятся нарушения структуры металла в области шва, которые могут привести к полной непригодности заготовки или готового изделия. К самым серьезным дефектам шва этого типа относится пережог. Причиной пережога может быть высокая температура сварки. При этом на поверхности шва образовываются крупные зерна металла, которые почти не связаны друг с другом. Это приводит к повышенной хрупкости шва.
Виды дефектов сварочных швов в зависимости от сложности
Основные дефекты сварки разделяются на допустимые и недопустимые. Любой дефект сварки значительно ухудшает характеристики изделия. Контроль качества сварных соединений дает возможность визуально и с помощью специальных методов определить наличие дефекта и классифицировать его.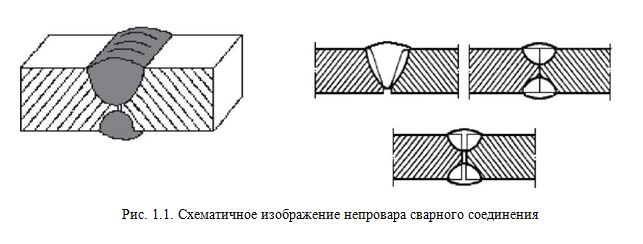
Допустимыми дефекты сварных швов называют в случае незначительных отхождений от нормы. При небольших дефектах металла шва эксплуатировать изделие можно без проблем или с определенными ограничениями. Недопустимые дефекты сварных швов делают изделие непригодным к эксплуатации.
Контроль дефектов сварных швов включает в себя оценку разных критериев соединений, на основе которых специалист дает заключение с рекомендациями об эксплуатации конструкции. Дефекты сварного шва, выявленные при визуальном контроле и инструментальном исследовании, классифицируются на основании ряда критериев:
- тип, размер и местоположение;
- соответствие конструкции геометрическим параметрам и габаритам;
- механические нагрузки, которым будет подвергаться изделие;
- условия окружающей среды, при которых будет использоваться изделие;
- предназначение изделия.

Основные виды дефектов сварных соединений обнаруживаются только при помощи спецоборудования. При выявлении дефектов сварных швов важно учитывать не только их тип и размер, но и количество и расположение. Поэтому только опытный специалист может оценить все имеющиеся проблемы и принять взвешенное решение по поводу возможности использования сварного соединения, даже несмотря на наличие дефекта.
Методы выявления дефектов
Для определения дефектов сварных швов применяется дефектоскопическое оборудование. Только с его помощью можно выявить скрытые виды дефектов сварки, а также отнести их к допустимым и недопустимым. Для выявления возможных дефектов сварных швов используются разные методы, которые включают осмотр шва, замеры, лабораторные исследования.
Осмотр позволяет выявить основные дефекты в металле шва, но без специальных инструментов точно определить степень отклонения от нормативов невозможно. На наличие проблем часто указывают визуально заметные дефекты формы шва.
Чтобы определить визуальные дефекты сварных швов, нужно очистить их поверхность от различных загрязнений. Электрохимическая очистка сварных швов нержавеющих сталей позволяет максимально точно определить наличие дефектов, которые нуждаются в устранении.
Сквозные дефекты сварных швов удается выявить благодаря испытаниям на герметичность. Для этого применяются методы наполнения водой, обдувания воздухом, обработки керосином.
Основные дефекты шва и сварного соединения необходимо не только обнаружить с использованием лабораторных исследований и особых методов, но и устранить. Но это возможно только в том случае, если структура материала не полностью разрушена некачественной сваркой. В противном случае заготовка будет полностью уничтожена, и придется изготавливать конструкцию заново.
Способы устранения дефектов сварных швов
Причины возникновения дефектов сварных швов различны, но все они снижают прочность и другие характеристики соединения. Дефекты сварочных соединений делятся на допустимые и недопустимые, имеют разную степень. Перед устранением дефектов рекомендуется химическая очистка сварных швов нержавейки.
Перед устранением дефектов рекомендуется химическая очистка сварных швов нержавейки.
Способы устранения дефектов сварных швов зависят от типа изъяна:
- чтобы убрать прожог, вначале нужно тщательно зачистить шов, затем повторно подварить;
- подрезы можно устранить наложением на шов тонкого наплава;
- если имеются непровары, шов вырезается и повторно заваривается;
- при обнаружении трещин требуется высверлить участок шва, очистить весь шов и проварить повторно;
- окалина при сварке аккуратно удаляется, и провариваются непровары;
- кратеры вырезаются до основания металла, после чего стык сваривается заново;
- деформированные участки конструкции прогреваются и выравниваются;
- если на шве имеются посторонние включения, они вырезаются;
- дефекты электросварных швов вырезаются до основания, после чего провариваются заново.
Для устранения различных видов наружных дефектов сварных швов применяются разные методы, поэтому их классификацию и выбор оптимального метода лучше доверить специалистам.
Основные этапы и методы контроля качества сварных соединений
Чтобы свести к минимуму возможность пропустить дефект, требуется применять разные способы контроля сварки. Контроль должен включать в себя такие этапы:
- Подготовительный. Проверяется, сколько металла и расходных материалов потрачено.
- Основной. На этом этапе проверяется правильность используемого режима, работа сварного оборудования.
- Завершающий. Включает в себя не только визуальный осмотр, но и лабораторные испытания, использование специального измерительного оборудования.
В зависимости от классификации дефектов сварных соединений используются разрушающие и неразрушающие способы контроля. Для готовых конструкций чаще всего используются неразрушающие способы, которые не нарушают целостность готового изделия.
Разрушающий способ чаще намного эффективнее, но может применяться только для отдельных образцов, к примеру, если изготавливается большая партия продукции. Разрушающий метод исследования включает в себя механические, химические и другие виды тестов, которые приводят к нарушению целостности соединения и конструкции. Но именно такая проверка занимает меньше времени и позволяет точнее определить внутренние дефекты шва.
Разрушающий метод исследования включает в себя механические, химические и другие виды тестов, которые приводят к нарушению целостности соединения и конструкции. Но именно такая проверка занимает меньше времени и позволяет точнее определить внутренние дефекты шва.
После сварных работ и перед проверкой может потребоваться очистка сварных швов нержавейки.
Причины возникновения дефектов сварных швов
К образованию внешних и внутренних дефектов сварочных швов чаще всего приводит:
- использование расходных материалов низкого качества;
- нарушение технологии;
- применение некачественного металла;
- проблемы со сварочным оборудованием;
- выбор неправильного режима работы сварочного оборудования;
- низкая квалификация сварщика.
Вне зависимости от дефектов сварных швов и причин их образования, требуется их устранение или полное переделывание детали. Аппараты для очистки сварных швов SteelGuard помогут качественно провести очистку поверхности, чтобы определить наличие дефекта и обеспечить высокие эксплуатационные характеристики сварного соединения.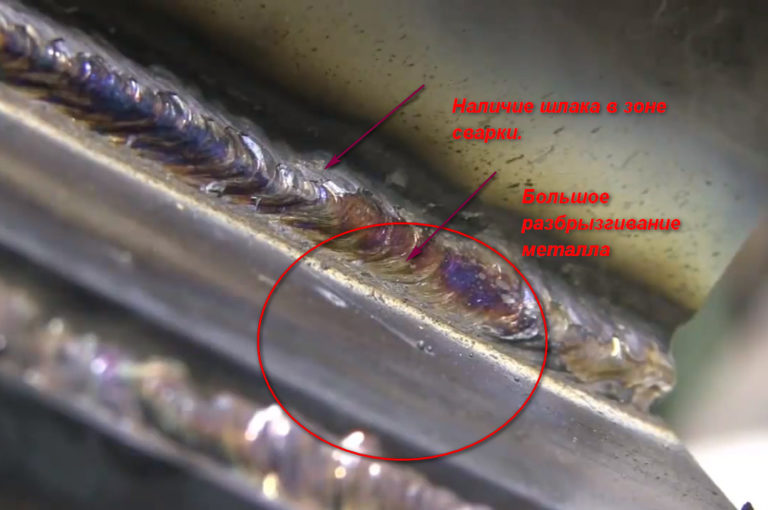
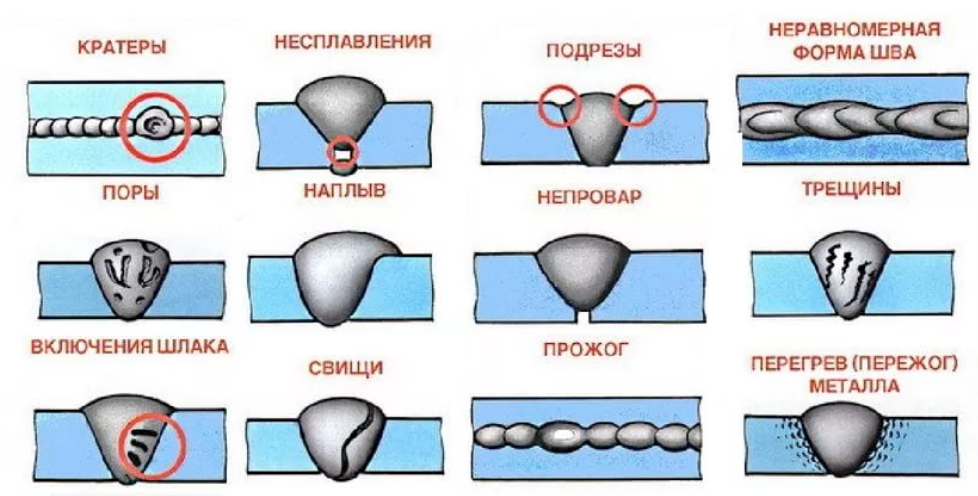
подрез, свищ, непровар, наплыв, перегрев, трещина, прожог
Главная » Технология » Контроль
Все виды дефектов сварных швов регламентированы ГОСТ 30242-97. В этом же документе описаны их характеристики, причины возникновения и классификация. Возникает дефект сварки из-за нарушений нормативов сборки и сваривания деталей. Любое отклонение от нормы является дефектом.
Содержание
- 1 Виды дефектов
- 2 Основные способы выявления
- 3 Способы устранения
Виды дефектов
Все виды некачественных соединений делят на три основные группы:
- Наружные – это те виды, которые можно увидеть при осмотре сварного соединения. В этот вид входят: трещины, подрезы, наплывы, кратеры.
- Внутренние – выявляются только после дефектоскопии, в которую обязательно включается механическая обработка соединения и рентген.
- Сквозные – подразумевают наличие свищей, прожогов и сквозных трещин. То есть визуализируются и снаружи, и внутри.

Основные способы выявления
Чтобы выявить наличие дефекта сварки, применяются следующие виды обследования:
- осмотр соединения;
- цветная дефектоскопия;
- исследование сварного шва ультразвуком;
- магнитный способ;
- радиационное обследование.
Способы устранения
Что делать с деталью, в которой обнаружены нарушения сварки, решает сотрудник отдела качества. Чаще всего изделие отправляется на доработку, в результате которой проблема устраняется.
Виды дефектов и способы их устранения:
- Подрез – представляет собой углубление в той части соединения, где идет переход от основного металла непосредственно на шов. Подрез уменьшает сечение шва и увеличивает напряжение металла, таким образом соединение становится ненадежным. Причиной появления подреза служит превышение значения величины сварочного тока. Устраняется такой дефект путем наплавления тонкого шва по всей линии подреза.
- Свищ – это дефект соединения в виде полости. Он значительно снижает прочность шва. Также место образования свища может впоследствии привести к появлению трещины сварного шва. Для того чтобы исправить этот недостаток, поврежденное место вырезается и заваривается.
- Непровар – несплавление металла, который наплавляется на основной, или несплавление слоев шва друг с другом. Сюда же можно отнести нарушение, когда сечение заполнено неполностью. Непровар приводит к ухудшению прочности шва и может стать причиной разрушения соединения. Причинами могут послужить слишком низкий сварочный ток, нарушения в подготовке кромок деталей к свариванию, слишком большая скорость сварки, загрязнение кромок. Для исправления ситуации непроваренный участок вырезается и заваривается.
- Наплыв – участок соединения, в котором расплавленный металл натекает на основной, но при этом гомогенного соединения с ним не образуется. Причины возникновения различны: недостаточный прогрев основного металла, малый ток, окалина на кромках, слишком много присадочного материала. Устранить нарушение можно, срезав излишки, после чего соединение проверяется на наличие непровара.
- Перегрев металла – чрезмерно большое значение сварочного тока или слишком медленная сварка могут привести к перегреву основного металла, что снижает прочность соединения. Такой недостаток можно устранить только термической обработкой всей детали.
- Пережог возникает по тем же причинам, что и перегрев, но таит в себе большую опасность. Металл, который был пережжен, становится хрупким и подвержен коррозии. Соединение будет очень ненадежным. Чтобы устранить подобный дефект, первоначально вырезают весь поврежденный участок соединения, после чего сварку проводят заново.
- Трещина – самый опасный из всех дефектов. Трещины имеют между собой различия по размерам от микро до макро, по времени образования: от появления в процессе до возникновения после окончания сварных работ. К появлению трещин приводит нарушение технологии сварки, ошибка в выборе материалов, слишком резкое охлаждение после окончания сваривания. Наличие большого количества примесей так же может привести к возникновению трещины. Чтобы полностью решить проблему, трещину высверливают полностью, чтобы избежать распространения, сварное соединение удаляют. После этого работы проводят заново с соблюдением всех нормативов и технологии.
- Прожог — металл прожигается насквозь и вытекает в образовавшееся отверстие, образуя натек. Причинами образования прожога являются слишком высокий сварочный ток и чрезмерно медленная сварка. Увеличенный зазор между кромками деталей также может привести к прожогу, как и малая толщина подкладки или её неплотное прилегание к основному материалу. Чтобы устранить прожог, поврежденное место тщательно зачищают и заваривают.
 Подрез уменьшает сечение шва и увеличивает напряжение металла, таким образом соединение становится ненадежным. Причиной появления подреза служит превышение значения величины сварочного тока. Устраняется такой дефект путем наплавления тонкого шва по всей линии подреза.
Подрез уменьшает сечение шва и увеличивает напряжение металла, таким образом соединение становится ненадежным. Причиной появления подреза служит превышение значения величины сварочного тока. Устраняется такой дефект путем наплавления тонкого шва по всей линии подреза. Для исправления ситуации непроваренный участок вырезается и заваривается.
Для исправления ситуации непроваренный участок вырезается и заваривается.
 Чтобы устранить прожог, поврежденное место тщательно зачищают и заваривают.
Чтобы устранить прожог, поврежденное место тщательно зачищают и заваривают.Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
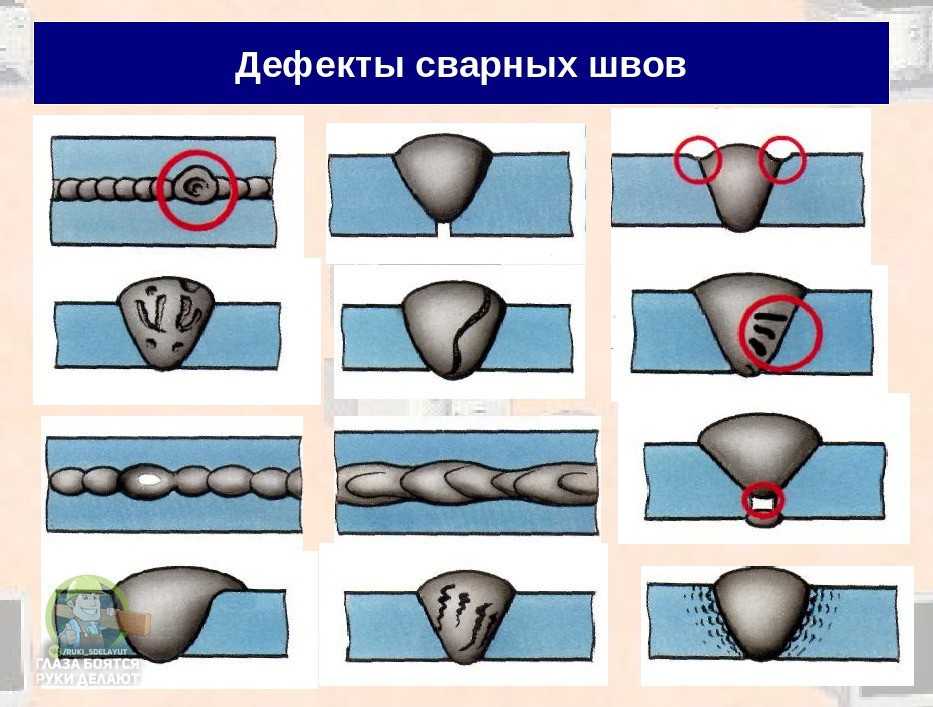
виды, причины возникновения горячих трещин, что называют порой, несплавление
В нашей статье вы узнаете о разновидностях наиболее часто проявляющихся дефектов, их классификации и способах недопущения в процессе работы. Для Вас мы подобрали изображения часто встречающихся дефектов, а также полезный видеоматериал.
Для Вас мы подобрали изображения часто встречающихся дефектов, а также полезный видеоматериал.
Содержание
- Что такое дефекты сварных соединений
- Виды дефектов сварных швов
- Сквозные
- Внутренние дефекты
- Внешние дефекты
- Классификация дефектов сварных соединений
- 1 группа трещины
- Холодные трещины
- Горячие трещины
- Макроскопические трещины
- Микроскопические трещины
- Продольная трещина
- Поперечная трещина
- Радиальные трещины
- Трещина в кратере
- Раздельные трещины
- Разветвленные трещины
- 2 группа поры
- Газовая пора
- Поверхностная пора
- Скопление пор
- Цепочка пор
- Равномерно распределенная пористость
- Продолговатая полость
- 3 группа твердые включения
- Шлаковое включение
- Флюсовое включение
- Оксидное включение
- Металлическое включение
- 4 группа
- Несплавление
- Непровар
- Свищ
- Кратер
- Группа 5 нарушение формы шва
- Подрез
- Усадочная раковина
- Превышение выпуклости стыкового шва
- Превышение выпуклости углового шва
- Превышение проплава
- Неправильный профиль сварного шва
- Наплыв
- Линейное смещение
- Угловое смещение
- Натек
- Прожог
- Неполное заполнение разделки кромок
- Чрезмерная асимметрия углового шва
- Неравномерная ширина шва
- Неровная поверхность
- Вогнутость корня шва
- Группа 6 прочие дефекты
- Случайная дуга (ожог металла)
- Брызги металла
- Поверхностные задиры
- Утонение металла
- Контроль качества исходных материалов технологии и квалификации сварщиков
- Методы контроля сварных соединений
- Радиационный способ
- Ультразвук
- Визуально измерительный способ
- Все дефекты сварного шва подлежат обязательному устранению
- Способы устранения дефектов
Что такое дефекты сварных соединений
Для создания единого понимания процесса сварных соединений, все характеристики швов образованных при сварочных работах определяются установленными стандартами.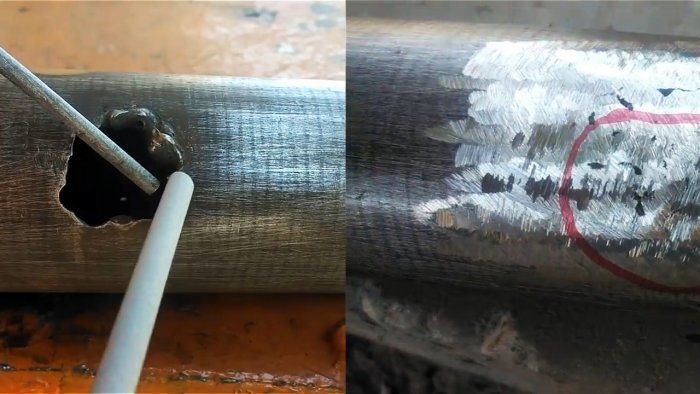 Любые несоответствия получившегося соединения в сравнении со стандартом, называются дефектами сварных соединений.
Любые несоответствия получившегося соединения в сравнении со стандартом, называются дефектами сварных соединений.
Виды дефектов сварных швов
Все дефекты, проявляющиеся как от нарушения технологического процесса сварки, так и от неправильной подготовки соединяемых деталей, делятся на три основных вида:
Сквозные
Они же проникающие. Под данную категорию подходят любые дефекты сварки, образованные прожогами, непроварами, трещинами, раковинами и прочими несоответствиями сквозного характера;
Внутренние дефекты
Второе название структурные. Чаще всего образовываются при недостаточном опыте мастера и нарушениях в работе. Характеризуются плохим качеством шва, пористостью, ломкостью в месте соединения и наличием шлака, не видимого при внешнем осмотре;
Внешние дефекты
Наружные дефекты сварных швов как правило видно сразу и сразу же можно устранить. Кстати, сквозные дефекты тоже относятся к разновидностям наружных. Проявляются как наплывы, неравномерные сварные соединения, кратерные прожоги, плохие стыки и подрезы сварного шва, все это признаки внешних дефектов.
Проявляются как наплывы, неравномерные сварные соединения, кратерные прожоги, плохие стыки и подрезы сварного шва, все это признаки внешних дефектов.
Классификация дефектов сварных соединений
Полный перечень всех несоответствий при проведении сварочных работ и основных причин возникновения дефектов можно найти в специализированной литературе, основанной на стандартах ГОСТа 30242-97.
Разберем классификацию дефектов, наиболее часто встречающихся как на производстве, так и в частной практике.
1 группа трещины
Один из наиболее опасных видов дефектов, проявляющихся при сварке. Их опасность заключается в том, что они могут иметь малозаметный вид и в то же время полностью разрушить соединение при наведении на него полезной нагрузки.
В процессе работы, могут образовываться горячие и холодные трещины при сварке. Разберем их особенности подробнее.
Холодные трещины
Как правило образуются сразу после завершения работ, но могут проявляться и спустя некоторое время. Основной причиной их появления принято считать некомпенсированные напряжения свариваемого металла. Такие трещины могут появляться даже при соблюдении всех правил сварочного процесса, но при недостаточно тщательной подготовки материала – плохое прилегание деталей или непросушенные электроды.
Горячие трещины
Самый коварный вид трещин, могут появляться как на внешней поверхности, так и внутри структуры металла. Образовываются в период остывания металла, когда сковывающие металл напряжения действуют на стабилизирующийся под воздействием температуры металл.
Чаще всего проявляются в зоне сварного шва, но при превышении термического воздействия на металл, могут появиться и в любом другом чрезмерно нагретом месте.
Макроскопические трещины
Визуально обнаруживаемые трещины, проявляющиеся в местах сварочных соединений и характеризующиеся малыми размерами. При должной очистке шва от шлака могут быть отчетливо различимы невооруженным глазом или с применением слабой оптики (например, увеличительного стекла с кратностью увеличения не более 3х).
Микроскопические трещины
Трещины сверхмалых размеров, практически не обнаруживаемые при внешнем осмотре даже с использованием оптики малого увеличения. В частной практике такие трещины не выявляются по причине отсутствия специального оборудования. На производстве для выявления и отбраковки деталей с микроскопическими трещинами шва применяют оптические приборы большого (50 и выше) увеличения, или электронные анализаторы.
Продольная трещина
Наиболее часто встречающийся вид трещин. Может быть, как микро, так и макроскопической. Детектируется по внешнему виду расположения. Проявляется при подведении нагрузки на шов до полного его застывания и ориентируется вдоль всей оси соединения.
Может быть, как микро, так и макроскопической. Детектируется по внешнему виду расположения. Проявляется при подведении нагрузки на шов до полного его застывания и ориентируется вдоль всей оси соединения.
Поперечная трещина
Такая трещина пересекает сварной шов перпендикулярно его оси и может быть следствием внутренних напряжений, нарушений технологического процесс или динамических ударов по шву. Визуально может располагаться внутри самого металла, на поверхности или рядом со швом, в месте куда приходилось максимум термического воздействия.
Радиальные трещины
Встречаются довольно редко, и в основном в твердых металлах. Отличительной особенностью радиальных или звездообразных трещин является точка (ось дефекта), от которой расходятся лучи трещины. По месту локализации встречается в теле металла или в местах соединения швов двух осевых направлений.
Трещина в кратере
В процессе сварочных работ иногда появляются углубления – кратеры, что само по себе является дефектом. Трещины в кратерах образуются в связи с тем, что в таких местах толщина сварного шва минимальна и все существующие напряжения действуют на нее с максимальным усилием.
Трещины в кратерах образуются в связи с тем, что в таких местах толщина сварного шва минимальна и все существующие напряжения действуют на нее с максимальным усилием.
Кратерные трещины могут быть любого вида из рассмотренных ранее – продольные, поперечные или звездообразные.
Раздельные трещины
Отдельный вид трещин. Под таким термином понимается группа или набор (от 3 и более) трещин различного вида, отличающихся как по направлению, так и по структуре локализации. Могут быть в разных слоях металла оного и того же шва.
Разветвленные трещины
Основной причиной появления таких трещин служит высокая динамическая нагрузка на шов, в котором уже имеется одна или более трещина любого вида. В большинстве случаев разветвления являются продолжением большой продольной трещины и без немедленного вмешательства заканчиваются полным разрушением шва по всей его площади.
2 группа поры
Поры в сварном шве опасны тем, что зачастую не обнаруживают себя до самого разрушения металла. Проявляются в виде микроскопических полостей внутри структуры самого металла вследствие повышенного газообразования в процессе сварки.
Проявляются в виде микроскопических полостей внутри структуры самого металла вследствие повышенного газообразования в процессе сварки.
Иногда затвердевание металла происходит настолько быстро, что не все образованные под воздействием кипения металла пузырьки воздуха и газа успевают выйти наружу. После полного застывания шва, такие пузырьки образуют внутри металла поры различного диаметра.
Среди причин образования пор выделяют пять основных факторов.
- Низкое качество электродов. Причем даже изначально хорошие электроды могут способствовать образованию пор если их не просушить перед применением.
- Работа в условиях повышенной влажности или под дождем.
- Высокое содержание примесей (например, углерода) в металле одной из свариваемых деталей, электроде или сварочной проволоке.
- Торопливая работа. Большая скорость ведения электрода влечет за собой плохой разогрев металла и его быстрое (до выхода газов) застывание.
- Сварка изделий, не очищенных от грязи, шлака, окислов и ржавчины. Все это начинает химически взаимодействовать с основными металлами и проявлять дополнительное газообразование.
 Все это начинает химически взаимодействовать с основными металлами и проявлять дополнительное газообразование.
Все это начинает химически взаимодействовать с основными металлами и проявлять дополнительное газообразование.Газовая пора
Непроникающее отверстие в сварочном шве или рядом расположенной зоне термического воздействия. Визуально отличается от всех других повреждений практически идеальной геометрически правильной круглой формой.
Образовывается исключительно из-за большого скопления газов и продуктов вспомогательного горения в зоне сварки.
Поверхностная пора
Название говорит само за себя. Пора по структуре и причинам появления схожая с газовой, но отличается от нее визуальной формой. Может быть круглой, овальной, продолговатой или более сложной формы. Как правило не проникает глубже трети толщины металла и редко встречается внутри самого шва.
Скопление пор
Скопление пор выглядит как множество неглубоких отверстий различной формы и диаметра расположенных рядом друг с другом на одном или нескольких участках сварного шва. Появляется там, где было допущено излишне долгое кипение металла. Расстояние между рядом стоящими порами примерно равно их среднему диаметру.
Расстояние между рядом стоящими порами примерно равно их среднему диаметру.
Цепочка пор
Тоже самое скопление, за тем исключением, что расположение пор похоже на правильную линию. Чаще всего образовываются при сварке двух изделий с разным составом металла и располагаются вдоль оси сварного шва. Расстояние между отдельными порами чуть больше диаметра самого большого дефекта.
Равномерно распределенная пористость
При таком дефекте, поры распределены по всей поверхности сварного шва на большом и примерно равном расстоянии друг от друга. От ранее рассмотренной цепочки отличаются прежде всего расстоянием между порами, и причинами образования. Чаще всего возникают от нарушений технологического процесса сварки.
Продолговатая полость
Пора, имеющая вытянутую структуру неправильной формы. Ось продолговатости поры как правило совпадает с направлением оси самого шва. Пора имеет небольшие размеры. Длинная часть поры в 3-4 раза превышает короткую.
3 группа твердые включения
К третьей группе дефектов относят изделия в сварных швах которых присутствуют инородные металлы или включения любой другой структуры. Такие включения делают шов менее прочным и ослабляют его сопротивление к нагрузкам.
Такие включения делают шов менее прочным и ослабляют его сопротивление к нагрузкам.
Борьба с твердыми включениями сводится к механической зачистке. Выпиливанию или вырубанию поврежденного участка и его повторному завариванию.
Шлаковое включение
Опасный дефект, встречающийся там, где отсутствует газовая защита сварочной ванны и допускаются нарушения процесса работы. По своим размерам может достигать нескольких сантиметров и в связи с этим очень сильно ослабляет структуру шва.
Так как шлак очень легкий, то он всегда всплывает на поверхность расплавленного металла. Оказаться внутри шва он может по причине неправильного ведения электрода начинающим специалистом, при малой силе тока или при наплыве расплавленной массы (например, при наложении вертикального шва снизу-вверх).
Флюсовое включение
Имеет место только при неправильном использовании флюса в процессе сварки. Флюс, как и шлак старается остаться на поверхности, но иногда (при попадании в расплавленный металл, неоправданно высокая грануляция, плохая реакция флюса с металлом) остается внутри металла. Включение может образоваться как в одном месте, так и по всей площади шва.
Включение может образоваться как в одном месте, так и по всей площади шва.
Оксидное включение
Образуются внутри структуры соединения и сильно ослабляют его прочность. Часто встречаются в швах, выполненных в гаражных условиях без предварительной зачистки свариваемых поверхностей. Ослабляющая шов оксидная пленка может появиться при химической реакции металла с ржавчиной, следами реактивов, краски, масел и прочих загрязнений.
Металлическое включение
Образования внутри шва сплавов металла, не относящегося ни к одной из свариваемых деталей. Наиболее часто образуются при попадании в сварочную ванну цветного металла или кусочков неплавящегося (вольфрамового) электрода по составу отличающегося от основной массы.
Появление инородных металлических включений можно выявить еще на этапе работы по характерному треску и резким вспышкам электрической дуги.
4 группа
К четвертой группе относят дефекты, образованные по причине недостаточной квалификации мастера и различают следующие их разновидности.
Несплавление
Дефект образуется при быстрой сварке, когда электрическая дуга не успела равномерно расплавить обе стороны свариваемого металла. Такой же эффект проявляется при выборе неподходящего для данного соединения угла наклона электрода.
При несплавлении шов визуально выглядит хорошо, но при этом прочного соединения с одной из сторон нет.
Непровар
По причине визуальной схожести, непровар часто путают с линейной трещиной. Данный дефект образуется при недостаточной мощности сварочного аппарата, слишком малом зазоре соединяемых деталей, неправильно выбранном сечении электрода или малом токе сварки. Непровар может быть, как внутренний, так и поверхностный. Чаще всего случается при соединении толстого металла и многослойном наложении швов (например, при заполнении металлом полостей и отверстий в деталях).
Свищ
Визуально выглядит как цилиндрическая полость направленная перпендикулярно направлению шва. Может образоваться как при множественном выделении газа от химической реакции металла с окислами и ржавчиной, так и без видимых на то причин.
У неопытных мастеров свищи являются следствием замыканий, некорректного разжигания дуги и резкого гашения. Удаляется зачисткой, засверливанием и повторным наложением шва.
Кратер
Естественный дефект образующийся при резком отделении электрода от сварочной ванны. Чаще всего кратеры встречаются в местах соединения швов двух направлений или на окончаниях соединения. Методы устранения кратеров аналогичны всем ранее рассмотренным дефектам – механическое удаление и наложение шва заново.
Полезная статья — Как сварить ворота
Группа 5 нарушение формы шва
Очень часто нарушения формы шва формально не считают дефектом, но визуальная неправильность сварного соединения в 90% случаев указывает на наличие внутренних отклонений от требований к конкретному соединению.
Подрез
Дефект хорошо различим невооруженным глазом, и на глаз же определяется необходимость его устранения. Визуально выглядит как небольшое углубление на внешней (прилегающей к одной или обеим сторонам свариваемого материала) стороне шва. Часто появление такого дефекта спровоцировано слишком большим сварочным током.
Часто появление такого дефекта спровоцировано слишком большим сварочным током.
Усадочная раковина
Визуально различимый подрез, ось которого направленна перпендикулярно направлению шва. Может наблюдаться как с одной, так и с обеих сторон сварочной ванны. Для недопущения таких несоответствий немного уменьшают величину подаваемого на электрод тока. В случае ее возникновения ее заплавляют несколькими короткими замыканиями электрода.
Превышение выпуклости стыкового шва
Слишком большой объем наплавления шва. Визуально выглядит как горка металла тупоконечной формы. При недостатке времени данное несоответствие дефектом не считают. Если же эстетический вид шва критичен, то несоответствие легко устраняется механическим снятием верхней части шва и последующей его шлифовкой.
Важно! На таких предприятиях как Газпром и Транснефть дефект является недопустимым и стык заставят вырезать.
Превышение выпуклости углового шва
Происходит из-за неравномерного ведения электрода при работе. Может проявляться в виде «наплыва» металла в конце шва или периодически на всем его протяжении. Опасности в разрушении скрепленных деталей не несет. Устраняется методом шлифования при условии свободного доступа к шву рабочей области шлифовального инструмента.
Может проявляться в виде «наплыва» металла в конце шва или периодически на всем его протяжении. Опасности в разрушении скрепленных деталей не несет. Устраняется методом шлифования при условии свободного доступа к шву рабочей области шлифовального инструмента.
Превышение проплава
В случае если сварке подвергается тонкий металл, сварочный ток слишком велик, или мастер задержал электрод на одном месте сверх установленного времени, на обратной стороне сварного шва может появиться наплыв похожий на каплю.
Неправильный профиль сварного шва
Существуют определенные норму углов касательных между сечением плоскости детали и наплавленным металлом шва. При выявлении уменьшения данного значения, профиль полученного шва считается неправильным.
Наплыв
Образуется при нарушении технологии сварки, высоком токе или грязных поверхностях изделий. Представляет собой область расплавленного металла, лежащего на плоскости одной из свариваемых деталей, но не приплавленный к ней. При отсутствии других критичных дефектов, просто отбивается ударным инструментом или шлифуется.
При отсутствии других критичных дефектов, просто отбивается ударным инструментом или шлифуется.
Линейное смещение
Больше относится к дефектам расположения деталей к самому шву. Под линейным смещением понимается такое расположение свариваемых деталей относительно друг друга, когда их плоскости параллельны, но находятся на разных вертикальных уровнях.
Угловое смещение
Дефект выявляется, когда нет претензий к сварочному соединению двух свариваемых под углом друг относительно друга деталей, но вот получившийся в результате угол не соответствует техническому заданию. Устраняется резкой шва и повторным его наложением или в некоторых случаях допускается ремонт стыка. Он заключается в выборке металла шва и повторной заварке.
Натек
Естественное образование расплавленного металла под действием силы тяжести. Частое явление при работе на вертикальных поверхностях и при изготовлении потолочных швов. Особой опасности не несут, если важен эстетический вид конечного результата, то натек срезают механическим инструментом.
Прожог
Опасный дефект характерный для работы высоким током на тонком металле. Вследствие избыточной температуры, концентрированной в одной точке область расплавленного металла, образует настолько большую сварочную ванну, что металл вытекает из нее в противоположную от работы сторону и образует в заготовке сквозное отверстие.
Неполное заполнение разделки кромок
Чаще всего появляется при работе сварочных аппаратов с проволокой или иными присадочными материалами. Проявляется в виде небольшой канавки вдоль всего шва или на отдельных его участках.
Чрезмерная асимметрия углового шва
Принято считать, что в угловых швах катеты треугольного шва должны быть равны или примерно равны друг другу. Асимметрия появляется, когда длина одного из катетов критически отличается от величины другого.
Неравномерная ширина шва
Визуально воспринимается как шов с разными показателями ширины по всей своей длине. К прочностным характеристикам самого шва в данном случае его визуальное восприятие отношения не имеет и в большинстве случаев не требует доработки.
Неровная поверхность
Вертикальная высота такого шва неравномерна на отдельных участках или полностью. Кроме неэстетического внешнего вида ничем не проявляет свою дефектность.
Вогнутость корня шва
Канавка или ямка в корне шва образованная из-за сильного перегрева участка. После стабилизации металла происходит его локальная усадка и как следствие небольшие «провалы» в поверхности.
Полезная статья — Как настроить полуавтомат для сварки тонкого металла
Группа 6 прочие дефекты
К шестой группе дефектов относятся любые проявления несоответствий, не подходящие под классификацию первых пяти групп.
Случайная дуга (ожог металла)
Появляется при случайном поднесении электрода к поверхности и резком его отведении. Небольшое по структуре повреждение поверхности металла, находящегося в одной плоскости со швом. Опасно только при работе с нержавейкой (способствует появлению коррозии в месте ожога).
Брызги металла
Так же, как и с ожогом несут опасность только при работе с металлами, имеющими внешний защитный слой. В остальном кроме испорченного внешнего вида никак себя не проявляют. Образуются при разбрызгивании расплавленного металла и застывании капель на поверхности.
В остальном кроме испорченного внешнего вида никак себя не проявляют. Образуются при разбрызгивании расплавленного металла и застывании капель на поверхности.
Поверхностные задиры
Любые повреждения внешнего слоя металла, вызванные механическим воздействием. Чаще всего задиры появляются после шлифовки крупным зерном или неаккуратного удаления ранее приваренных деталей.
Утонение металла
Вся поверхность металла правильной заготовки имеет равную толщину. При механической обработке или шлифовке отдельных участков может случиться так, что выбрано слишком много металла и деталь в этом месте стала тоньше среднего значения.
Дефект устраняется навариванием дополнительного слоя металла и чистовой шлифовкой.
Контроль качества исходных материалов технологии и квалификации сварщиков
Контроль качества проводят специалисты имеющие твердую базу теоретических знаний и практического опыта в сварке. Целью контроля является выявление недопустимых дефектов сварных соединений, при которых дальнейшая эксплуатация всей конструкции недопустима или даже опасна.
Оценивая предполагаемое звено эксплуатации сварной конструкции, специалист руководствуется той или иной методикой контроля.
Полезная статья – Выбор марки электродов для сварки
Методы контроля сварных соединений
Все методы выявления дефектов сварочных швов основаны на физических или химических свойствах металлов. Как правило, в местах, имеющих порывы, трещины, поры и другие дефекты, структура металла будет неоднородной.
Рассмотрим основные способы детектирования неоднородностей сварных соединений.
Радиационный способ
Наиболее точный способ поиска дефектов из всех. К недостаткам способа можно отнести стоимость и габариты оборудования, в связи с этим применяется редко и только для деталей с наиболее ответственным предназначением.
Для понимания процесса радиационный способ можно сравнить с рентгеном только для металлических изделий. На получившемся снимке отчетливо видно все дефекты, а также их места расположения и даже структуру.
Ультразвук
Доступный и повсеместно используемый метод выявления дефектов. Аппаратура ультразвуковой проверки существует как в стационарном, так и в мобильном (переносном) варианте. По причине удобства и сравнительно небольшой стоимости применяется даже в небольших частных мастерских.
Методика работы основана на физических свойствах звуковых волн по-разному отражаться от разнородных структур металла. Прибор регистрирует отклонения в отражении волн и выдает результат понятный специалисту дефектологу.
Подробно читайте про ультразвуковой контроль сварных соединений в нашей статье по ссылке.
Визуально измерительный способ
Способ применяемый в обязательном порядке даже если планируется более тщательная проверка с помощью ультразвука или радиации.
С контролируемого шва сбивают шлак и окалину, протирают исследуемое место техническим спиртом, растворителем или изопропанолом после чего протравливают слабым (5-10%) раствором азотной кислоты.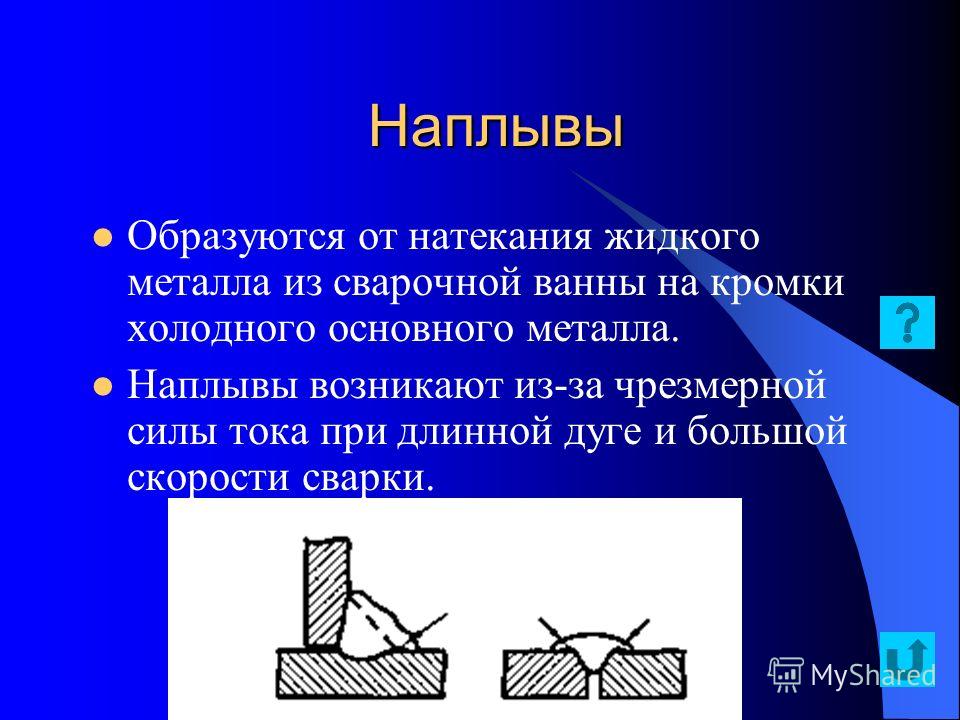 На получившейся чистой, матовой поверхности хорошо различимы все дефекты поверхностного характера.
На получившейся чистой, матовой поверхности хорошо различимы все дефекты поверхностного характера.
Подробно о том, как производится подготовка кромок под сварку читайте в нашей статье.
Все дефекты сварного шва подлежат обязательному устранению
Мастер производящий сварку несет персональную ответственность за выполненную работу. Не обнаруженные дефекты сварных швов и соединений, или же те, которые были обнаружены, но не устранены могут стать причиной серьезных аварий на производстве – утечек газа и химически активных веществ, прорыва трубопроводов, падение тяжелых металлоконструкций и подобное.
В связи с тем, что невозможно заранее предсказать какой из дефектов является критически важным для жесткости конструкции, а какой никак не повлияет не ее прочность, устранению подлежат все дефекты без исключения.
Способы устранения дефектов
Способ устранения зависит от характера выявленного дефекта. Большинство способов сводятся к механической обработке плохого соединения и повторном наплавлении металла. Рассмотрим способы устранения наиболее часто встречающихся дефектов:
Рассмотрим способы устранения наиболее часто встречающихся дефектов:
- посторонние включения шлака или других материалов – тщательно зачищают до «здорового» металла и проваривают заново;
- наплывы, подтеки, капли. Большие срубают зубилом, мелкие зачищают напильником или электрошлифовальной машиной до параметров, соответствующих стандартам ГОСТа;
- непровары и подрезы. Всегда устраняются вторым проходом сварочного электрода. Перед повторным наплавлением поверхность вблизи дефекта в обязательном порядке очищается от шлака и окислов;
- поры и свищи. При местной локализации участок вырубают или снимают инструментально грубым зерном, после чего наплавляют новый металл. При выявлении подобных дефектов по всей поверхности шва, соединение разрезается, кромки готовятся зачисткой и шлифовкой. С подлежащих соединению сторон деталей снимается фланец 3-5мм и металл сваривается заново.
Да
79.22%
Нет
20.78%
Проголосовало: 77
Задавайте свои вопросы в комментариях и мы поможем Вам в их решении.
виды, методы обнаружения и контроля, причины
Дефекты микроструктуры
К дефектам микроструктуры нужно отнести микроскопические трещины и поры, включения неметаллического типа (кислородные, нитридные), крупная зернистость структуры наплавленного металла с элементами перегревов и пережогов.
Самый опасный из всех перечисленных дефектов – пережог. При нем внутри шва появляются в большом количестве крупные зерна структуры металла, которые имеют минимальные прочностные связи между собой. Отсюда высокая хрупкость стыка. Причинами пережога являются присутствие кислорода в зоне сварки, а значит, изоляция ванны была плохой. Сюда же можно добавить высокую температуру сварочного процесса.
Способы устранения дефектов сварных швов
Допускаются только незначительные по размеру изъяны, не влияющие на прочность соединений. Большинство дефектов сварочных швов, выявленных в ходе контроля, необходимо устранить. Они ухудшают эксплуатационные свойства металлоконструкций, могут стать причиной аварии, разгерметизации трубопроводов или сосудов.
Методика исправления недостатков сварки зависит от вида дефектных нарушений:
- Пористость, выявленную визуально или методом неразрушающего контроля, вырубают. Швы проваривают заново с соблюдением технологии, снижающей риск образования газовых полостей на поверхности и внутри металла.
- Свищи по природе схожи с глубокой пористостью, отличаются образованием воронок различной глубины. Неустранимые подваркой нарушения шва вырубают. Делают обрубку и зачистку дефектного участка, если массивный валик позволяет такую корректировку.
- Подрезы по линии диффузного слоя обычно бывают на сверхнормативно направленных валиках. Их убирают зачисткой или дополнительной наплавкой металла.
- Непровары случаются, когда кромки плохо разогреваются при образовании ванны расплава. Дефект, обнаруженный во время приемки изделия, корректируют новой проходкой. Участок шва с дефектом удаляют болгаркой или механически вырубают, после этого заполняют расплавом.
- Наплывы или подтеки снимают шкуркой, как регламентировано в стандарте. Объемные дефекты предварительно срубают, затем проводят зачистку шкуркой допустимого размера или напильником. После подготовки кромок снова наплавляют валик.
- Шлаковые вкрапления, снижающие прочность на разрыв, видимые или выявленные аппаратурой, удаляют механически, образовавшийся зазор тщательно проваривают, после этого доводят валик до нужных параметров.
- Отклонения валика от допустимых геометрических размеров:
 Объемные дефекты предварительно срубают, затем проводят зачистку шкуркой допустимого размера или напильником. После подготовки кромок снова наплавляют валик.
Объемные дефекты предварительно срубают, затем проводят зачистку шкуркой допустимого размера или напильником. После подготовки кромок снова наплавляют валик.в сторону увеличения устраняют зачисткой, срубанием излишков металла;
в меньшую – подваркой шва.
Качество соединения зависит не только от профессионализма сварщика. Скачки напряжения в сети гасят не все сварочники, некоторые начинают хуже работать. Появлению пор способствует окисление ванны расплава, насыщение стали водородом, азотом. Какой бы ни была причина прогаров, наплывов или других дефектов, их необходимо после обнаружения обязательно устранить, переварить металл или хорошо зачистить валик. Дефекты ухудшают не только внешний вид соединения, но и снижают сопротивляемость металла к механическим разрушениям под ударной, динамической крутящей или однонаправленной статической нагрузкой.
Дефекты макроструктуры
Эти виды дефектов сварных соединений можно выявить, если увеличить структуру сварного шва в 10 раз. К этому типу изъянов относятся трещины, непровары, газовые поры, шлаковые вкрапления.
Поры образуются, когда шов быстро остывает. При этом находящиеся в его теле газообразующие элементы не успевают выйти наружу. Так происходит, когда кромки заготовок покрыты ржавчиной, пятнами масла или краски, используется флюс с повышенной влажностью, был неправильно настроен сварочный аппарат по току или газу, большое содержание углерода в свариваемых металлах и так далее.
Поры могут быть большими и маленькими, располагаться могут кучно или равномерно вдоль шва, есть поры сквозные, называемые свищами. В общем, их количество и размеры зависят от времени, за которое ванна находится в жидком состоянии. Чем дольше сварочная ванна жидкая, тем меньше пор, потому что газы успевают покинуть жидкий металл.
Шлаковые включения – это, по сути, небрежность со стороны сварщика при сварке. Значит, он плохо подготовил два соединяемых металла к сварке. На них осталась грязь, ржавчина. Если данный вид дефектов появился при многослойной сварке, то значит, сварщик плохо провел удаление шлака с предыдущих слоев.
Значит, он плохо подготовил два соединяемых металла к сварке. На них осталась грязь, ржавчина. Если данный вид дефектов появился при многослойной сварке, то значит, сварщик плохо провел удаление шлака с предыдущих слоев.
Эти дефекты могут иметь размеры в несколько микрон или d несколько миллиметров, форма разная: от сферы до тонкой линии. Расположение – по всему телу шва.
Непровар – дефект серьезный. Получается так, что металл заготовки несплавился с металлом электрода (электросварка) или присадочной проволоки (газовая сварка). Могут несплавится между собой и слой наплавляемого металла. Причин непровара немало:
- слишком большой ток при сварке был использован;
- загрязнение кромок;
- неправильно был поднесен электрод к оси шва;
- очень маленький зазор между двумя заготовками;
- кромки имеют слишком заостренные концы;
- вынужденный перерыв, в процессе которого металлы остывают;
- увеличенная скорость сварки.
Что касается трещин, то их можно разделить в зависимости от температуры их появления.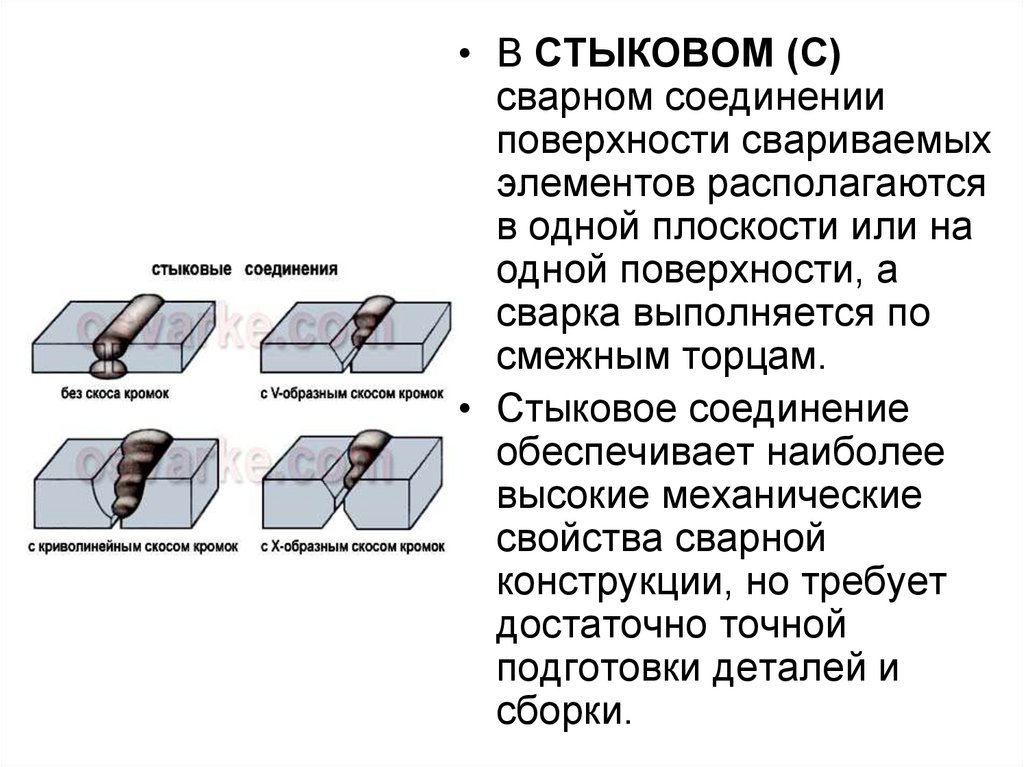 То есть, холодные или горячие. Горячие появляются, когда происходит затвердевание металла, а кристаллизация начинается при температуре 1100-1300С. При этом внутри шовного металла появляются усадочные напряжения, начинают образовываться прослойки полужидкого вида. Они и становятся впоследствии трещинами. Если в наплавляемом металле содержится много водорода, углерода или кремния, то это также причина возникновения горячих трещин.
То есть, холодные или горячие. Горячие появляются, когда происходит затвердевание металла, а кристаллизация начинается при температуре 1100-1300С. При этом внутри шовного металла появляются усадочные напряжения, начинают образовываться прослойки полужидкого вида. Они и становятся впоследствии трещинами. Если в наплавляемом металле содержится много водорода, углерода или кремния, то это также причина возникновения горячих трещин.
Холодные трещины образуются при температуре 100-300С. Причинами являются все те же напряжения, возникающие в теле наплавляемого металла, когда он начинает остывать. К тому же внутри сварочного шва остается водород (газ), который стремится выйти наружу. И это дополнительные напряжения. Кстати, горячие трещины на лицевой части шва не видны, они считаются внутренними. А вот холодные тут же появляются на внешней стороне шва, их хорошо видно невооруженным глазом. Это наружные дефекты сварных швов и соединений.
Есть еще два вида трещин: отпускные и ламелярные. Первые образуются уже тогда, когда сварка закончена и производятся операции по следующей обработке металлом. Вторые имеют очень интересную технологию появления. Они образуются еще при высоких температурах, но свое дальнейшее развитие получают уже в остывшем металле. Кстати, чаще всего этот вид дефекта образуется из микроскопических трещин. Оба варианта относятся к категории – внешний дефект.
Первые образуются уже тогда, когда сварка закончена и производятся операции по следующей обработке металлом. Вторые имеют очень интересную технологию появления. Они образуются еще при высоких температурах, но свое дальнейшее развитие получают уже в остывшем металле. Кстати, чаще всего этот вид дефекта образуется из микроскопических трещин. Оба варианта относятся к категории – внешний дефект.
Отклонения от размеров шва и его формы
Размерные показатели сварочного шва определяются государственными стандартами. И у каждого вида сварки есть свой ГОСТ. К примеру, при сварке, где задействован способ плавления, дефекты сварного шва определяет неравномерная наполненность свариваемой канавки, плюс разница ширины и высоты шва на всем его протяжении. Что касается формы, то она неровная, имеются так называемые седла (впадины), бугры, структура его чешуйчатая.
Причины из возникновения при сварке ручной – это низкое качество электродов, низкая квалификация сварщика, нарушение технологии сваривания. Причины при автоматической сварке – это скачки напряжения, угол наклона подачи электрода неправильно выбран, присадочная проволока проскакивает в механизме подачи и так далее.
Причины при автоматической сварке – это скачки напряжения, угол наклона подачи электрода неправильно выбран, присадочная проволока проскакивает в механизме подачи и так далее.
Если говорить о сварке давлением, то ее дефектами сварных швов выступают вмятины глубокого типа, неравномерное распределение точек вдоль сварочного шва, может произойти смещение заготовок относительно друг друга.
К дефектам нарушения формы относятся прожоги, подрезы, наплывы и незаверенные кратеры.
Наплывы
Обычно такие дефекты сварочных швов образуются, когда производится сварка заготовок, лежащих в горизонтальной плоскости. А сам сварочный процесс производится сверху. Наплыв – это затвердевший жидкий металл в виде бугорков, которые образуются в момент соприкосновения горячего расплавленного металла электрода с холодной поверхностью заготовки. Наплывы могут быть разных размеров: от маленьких капель до больших рядов, протяженных на приличную длину сварочного шва.
Причинами появления наплывов могут выступать большой ток, подающийся на электрод, длинная электрическая дуга, наклон заготовки, неправильно выбранный угол установки электрода. Как результат – трещины в сварочном шве, непровары и прочие изъяны.
Как результат – трещины в сварочном шве, непровары и прочие изъяны.
Подрезы
Этот дефект представляет собой канавку (углубление) в сварочном шве, которая часто образуется при сварке около металла заготовки. Причинами могут быть большой ток и длинная дуга, которые создают перегрев самого металла, а также сварочного наполнителя. Именно состояние большой температуры становятся причиной оплавления кромки двух заготовок. Если производится сварка угловых соединений, то чаще всего причинами подреза являются неправильно устанавливаемый электрод, особенно, когда произошло смещение в сторону вертикально установленной заготовки. При этом перегрев происходит именно на вертикальной стенке стыка, здесь и образуется подрез. А вот на горизонтальной в это время образуется наплыв, потому что металл начинает стекать вниз.
При газовой сварке подрезы могут возникать только по одной причине – увеличенная мощность горелки. Необходимо отметить, что подрезы – достаточно серьезный дефект сварочного шва. Он приводит к ослаблению заготовки по толщине, а это наипервейшая причина разрушения стыка, а соответственно всей сварной конструкции.
Он приводит к ослаблению заготовки по толщине, а это наипервейшая причина разрушения стыка, а соответственно всей сварной конструкции.
Прожоги
Само название уже говорит за себя. На месте сварки и в свариваемых металлах по кромкам образуются отверстия. Причины:
- большое расстояние между заготовками;
- большой ток и мощная горелка при быстрой сварке;
- неправильная форма кромок, очень заостренная;
- большая продолжительность процесса на одном месте.
Чаще всего этот вид дефектов получается, когда свариваются между собой тонкие листы металлов, или когда ведется многослойная сварка и наносится первый слой.
Кратеры
Это углубления в сварном шве. Обычно этот дефект образуется при обрыве дуги. Поэтому его опытные сварщики пытаются сразу же оплавить. Это самое простое устранение дефектов сварки. Когда сварка ведется автоматическим способом, то кратер обычно появляется на выходе из шва, то есть, на выходной планке.
Есть подвид кратеров, который называется усадочной раковиной. Она образуется под воздействием усадки металла в шве. Все дело в том, что металл при остывании уменьшается в объеме.
Она образуется под воздействием усадки металла в шве. Все дело в том, что металл при остывании уменьшается в объеме.
Дефекты группы 2 – Поры
Порами в сварном шве называют полости, заполненные газами. Возникают в жидком металле шва вследствие интенсивного газообразования, при котором не все газовые пузырьки успевают выйти наружу до затвердевания сварного шва. Размеры пор, образующихся в металле, бывают как микроскопические, так и достигающие нескольких миллиметров. В сварном шве, помимо одиночных пор, могут возникать и скопления пор, а иногда даже раковины и свищи. Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов.
Причины образования пор в сварных швах следующие:
- низкое качество зачистки свариваемых кромок и присадочной проволоки от загрязнений (окалины, ржавчины, масел и т.п.)
- большая скорость сварки, при которой газы не успевают выйти наружу
- повышенное содержание углерода в основном металле и присадочном материале
- повышенная влажность (например: сварка при сырой погоде, что отразится на состоянии электродных покрытий, флюса и т. д.)
 д.)
д.)Наличие пористости в сварном соединении снижает механические свойства металла (прочность, ударную вязкость и т.п.), а также герметичность изделия.
Участок сварочного шва, в котором присутствуют поры, подлежит переварке с предварительной механической зачисткой или строжкой с последующей механической обработкой.
Газовая полость
Газовая полость (200;А) – полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металлеили
– полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле
Газовые полости образуются в сварочной ванне в виде пузырьков газа (водород, азот, окиси углерода и др.) которые застывают в металле при кристаллизации металла во время сварки.
Отличие газовой полости от газовой поры в форме т.е. пора имеет практически правильную шаровидную форму, а газовая полость имеет форму как указано на рисунке выше.
Газовая пора
Газовая пора (2011; Аа) – несплошность, образованная газами, задержанными в расплавленном металле. Имеет, как правило, сферическую формуили
Имеет, как правило, сферическую формуили
– газовая полость обычно сферической формы (ГОСТ 30242 – 97)
Равномерно распределенная пористость
Равномерно распределенная пористость (2012) – группа газовых пор, распределенных равномерно в металле сварного шва. Следует отличать от цепочки пор (2014)
Скопление пор
Скопление пор (2013) – группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
Цепочка пор
Цепочка пор (2014) – ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
Продолговатая полость
Продолговатая полость (2015; Ab) – несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту.
Свищ
Свищ (2016; Ab) – трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой.
Обычно свищи группируются в скопления и распределяются елочкой.
Свищ образуется при случайных коротких замыканиях вольфрамового электрода или резком обрыве дуги, а также в результате неправильного гашения дуги при ручной и автоматической сварке.
Возможной причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку.
Дефект обнаруживается визуально и подлежит переварке.
Исправить такой дефект можно только после полного удаления металла шва на этом участке.
Поверхностная пора (2017) – газовая пора, которая нарушает сплошность поверхности сварного шва
Усадочная раковина (202; R) – полость, образующаяся вследствие усадки во время затвердевания
Кратер
Кратер (2024; К) – усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходовили
– дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины.
В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины.
Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры уменьшают рабочее сечение сварочного шва, то есть снижают его прочность. Кроме того, в кратерах могут возникать усадочные рыхлости, которые способствуют образованию трещин. Кратеры вырубают до основного металла, зачищают и заваривают.
Способы устранения дефектов сварных швов
Допускаются только незначительные по размеру изъяны, не влияющие на прочность соединений. Большинство дефектов сварочных швов, выявленных в ходе контроля, необходимо устранить. Они ухудшают эксплуатационные свойства металлоконструкций, могут стать причиной аварии, разгерметизации трубопроводов или сосудов.
Методика исправления недостатков сварки зависит от вида дефектных нарушений:
- Пористость, выявленную визуально или методом неразрушающего контроля, вырубают. Швы проваривают заново с соблюдением технологии, снижающей риск образования газовых полостей на поверхности и внутри металла.
- Свищи по природе схожи с глубокой пористостью, отличаются образованием воронок различной глубины. Неустранимые подваркой нарушения шва вырубают. Делают обрубку и зачистку дефектного участка, если массивный валик позволяет такую корректировку.
- Подрезы по линии диффузного слоя обычно бывают на сверхнормативно направленных валиках. Их убирают зачисткой или дополнительной наплавкой металла.
- Непровары случаются, когда кромки плохо разогреваются при образовании ванны расплава. Дефект, обнаруженный во время приемки изделия, корректируют новой проходкой. Участок шва с дефектом удаляют болгаркой или механически вырубают, после этого заполняют расплавом.
- Наплывы или подтеки снимают шкуркой, как регламентировано в стандарте. Объемные дефекты предварительно срубают, затем проводят зачистку шкуркой допустимого размера или напильником. После подготовки кромок снова наплавляют валик.
- Шлаковые вкрапления, снижающие прочность на разрыв, видимые или выявленные аппаратурой, удаляют механически, образовавшийся зазор тщательно проваривают, после этого доводят валик до нужных параметров.
- Отклонения валика от допустимых геометрических размеров:
 Швы проваривают заново с соблюдением технологии, снижающей риск образования газовых полостей на поверхности и внутри металла.
Швы проваривают заново с соблюдением технологии, снижающей риск образования газовых полостей на поверхности и внутри металла.
в сторону увеличения устраняют зачисткой, срубанием излишков металла;
в меньшую – подваркой шва.
Качество соединения зависит не только от профессионализма сварщика. Скачки напряжения в сети гасят не все сварочники, некоторые начинают хуже работать. Появлению пор способствует окисление ванны расплава, насыщение стали водородом, азотом. Какой бы ни была причина прогаров, наплывов или других дефектов, их необходимо после обнаружения обязательно устранить, переварить металл или хорошо зачистить валик. Дефекты ухудшают не только внешний вид соединения, но и снижают сопротивляемость металла к механическим разрушениям под ударной, динамической крутящей или однонаправленной статической нагрузкой.
Дефекты ухудшают не только внешний вид соединения, но и снижают сопротивляемость металла к механическим разрушениям под ударной, динамической крутящей или однонаправленной статической нагрузкой.
Распространенные дефекты
Любой опытный сварщик скажет вам, что существуют многочисленные виды дефектов сварных швов. Их можно разделить на две категории — наружные и внутренние. Наружные дефекты сварных швов можно обнаружить прямо на поверхности шва с помощью специального инструмента (например, лупы) или хорошего зрения. Внутренние дефекты сварных швов визуально не видны и для их обнаружения нужно использовать особые методики контроля качества. О них мы расскажем ближе к концу. А пока дефекты.
В рамках этой статьи мы не будем перечислять все возможные дефекты, а расскажем только о самых распространенных. Итак, ниже наша краткая классификация дефектов сварных швов.
Непровар
Непровар в сварном шве — один из самых часто встречающихся дефектов у новичков. Представляет собой небольшой участок с недостаточно проваренным металлом. Основные причины образования непроваров — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
Основные причины образования непроваров — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
У новичков непровары образуются в том случае, если была выполнена неправильная разделка кромок или если сварка велась слишком быстро. Как не трудно догадаться, чтобы предотвратить непровар сварного шва нужно подобрать оптимальный режим сварки, варить не слишком быстро и на короткой дуге.
Подрез
Если вы когда-либо варили тавровый или нахлесточный шов, то наверняка могли заметить небольшие углубления вдоль сторон сварного валика. Это и есть подрезы. Частая причина образования подрезов — слишком быстрая сварка или неправильно подобранное напряжение сварочной дуги. Также подрезы порой возникают из-за слишком длинной дуги.
Некоторые новички спрашивают: «Допускаются ли подрезы сварных швов?». Да, но только в очень сложных конструкциях, где подрезов не избежать. В подобных ситуациях подрезы называют просто «допустимые дефекты сварных швов». В остальных случаях это недопустимые дефекты.
Наплыв
Наплыв в сварном шве в 95% случаев свидетельствует о том, что вы неправильно настроили режим сварки или недостаточно тщательно зачистили кромки. Очевидно, что для предотвращения образования дефекта нужно правильно настроить силу сварочного тока и немного повысить напряжение дуги.
Прожог
Прожог сварного шва — это сквозное отверстие в сварном соединении, которое вы можете обнаружить невооруженным глазом. Прожоги образуются из-за медленной сварки. В одном месте концентрируется слишком большая температура и металл плавится больше, чем должен. Главная опасность прожогов — существенное снижение прочности шва.
Понизьте сварочный ток и ускорьте формирование шва. Только так вы сможете предотвратить появление прожогов
Уделите особое внимание, если варите алюминий. У него очень высокая теплопроводность, при этом низкая температура плавления
Так что получить прожог на алюминиевой заготовке проще простого.
Кратер
Кратер — это воронка небольшого размера, расположенная прямо на валике шва. Чаще всего в самом его конце. Образуется из-за резкого обрыва дуги. Ведите дугу плавно и оканчивайте сварку постепенно. Если на вашем сварочном аппарате есть специальный режим предотвращения образования кратеров, то включите его.
Горячая или холодная трещина
Трещины в сварных швах — также один из самых часто встречающихся дефектов. Трещины бывают холодными и горячими. Горячие образуются во время сварки, а холодные — после. Горячие трещины образовываются при несовместимости электрода/присадочной проволоки и свариваемого металла. Иногда трещины могут образоваться при попытке заварить кратер, о котором мы говорили выше. Проверяйте, чтобы состав присадочного материала и металла был идентичен.
С холодными трещинами все проще. Они образовываются только в том случае, если шов слишком хрупкий и не выдерживает механической нагрузки. Единственный способ предотвратить появление холодных трещин — соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и наружными.
Поры
Что такое пора в сварке? Пора (а чаще всего поры) — это небольшие углубления в структуре шва. Могут быть поверхностными или внутренними. Представьте муравейник, который пронизывают множественные ходы. Вот то же самое происходит и со швом. Поры без сомнения можно назвать самым частым дефектом из всех возможных.
Если в ходе процесса образовались поры в сварном шве, значит вы с самого начала все делали неправильно. Скорее всего, вы недостаточно тщательно зачистили кромки и не защитили шов от попадания кислорода. А подобные ошибки совершают только те, кто только-только начал свое знакомство со сваркой. На работайте на сквозняке и проверяйте качество электродов/исправность горелки/исправность системы подачи газа.
Причины образования подрезов при сварке
Причиной образования подреза при сварке является выполнение сварки либо на повышенных режимах или с большой скоростью. Также, результатом возникновения может служить выбор неправильного угла наклона к более тонкому краю детали, что в свою очередь вызывает ее перегрев.
Исследования показывают, что с уменьшением температуры твердой поверхности смачивание ее жидким металлом ухудшается и улучшается с повышением температуры. Следовательно, одним из основных факторов, влияющих на смачивание является температура. На горизонтальных плоскостях смачивание играет ключевую роль т.к. вследствие действия сил поверхностного натяжения, жидкий металл на холодной поверхности стремиться к сжиманию, сокращая свою площадь и поверхность, которую он занимает, что и приводит к образованию подреза в сварном шве. В вертикальной плоскости, т.е. при сварке угловых и горизонтальных швов, дополнительной причиной является стекания жидкого металла под действием силы тяжести.
Неправильное использование газовой защиты, неправильная техника сварки и положение при сварке являются дополнительными причинами образования подреза сварного шва.
Подрезы при сварке всегда были серьезной проблемой в сварочном производстве, поэтому в последние годы все больше производителей сварочного оборудования и материалов и предпринимают попытки решить данную проблему.
Наличие подрезов обусловливает существенную концентрацию напряжений вблизи данного дефекта и может вызвать локальное или общее разрушение конструкции. Продольные углубления снижают сечение основного металла в зоне термического влияния. В результате чего сварные швы плохо воспринимают динамическую нагрузку и в данных местах могут возникнуть трещины. При проведении испытаний сварных швов на растяжение и угол загиба разрушение металла начинается от подреза, при значительного заниженных механических показателях.
Сварка насквозь【Причины и меры предосторожности】
Сварка – сложное ремесло, требующее большого опыта и обучения. Многие дефекты могут возникнуть, если вы не обладаете достаточными знаниями о процессе сварки. Прожог сварки – наиболее распространенный дефект, с которым могут столкнуться многие начинающие сварщики. Вы также сталкиваетесь с прожогами при изготовлении тонкого стального листа? Сварка при высоких температурах может быть сложной задачей, чтобы избежать образования дыр в вашем проекте. Правильные инструменты могут помочь, но только тогда, когда вы знаете, как их использовать.
Мы знаем, что для энтузиастов сварки было бы так тяжело увидеть, как после завершения работы сварка прожигает насквозь. В этом блоге мы рассмотрим некоторые из наиболее распространенных причин прогорания при сварке, а также способы их выявления и предотвращения. Это позволит вам быть более опытным в своей области.
Содержание
- Что такое сварка прожигом?
- Как происходит прожог при сварке?
- 1. Чрезмерная сила тока
- 2. Неправильный выбор электрода
- 3. Чрезмерное шлифование основного металла
- 4. Неправильное проникновение
- 5. Неадекватное ноу-хау в отношении основного металла.
- 6. Неправильный процесс сварки
- 7. Неправильная настройка аппарата
- 8. Неправильная техника сварки
- Как можно предотвратить прожог сварки?
- 1. Действуйте в соответствии с инструкциями
- 2. Правильно установите сварочный аппарат
- 3. Очистите заготовку\ Избегайте чрезмерного шлифования
- 4. Следите за корневым отверстием
- 5. Используйте рекомендуемые схемы сварки
- Часто задаваемые вопросы
- 1. Как устранить прожоги при сварке?
- 2. Почему мой сварочный аппарат MIG прожигает дыры?
- Заключение
Что такое сварка прожигом?
Прожог – это неподходящее отверстие, обычно возникающее в корневом проходе. Это часто происходит, когда вы случайно расплавляете основной металл с более высокой силой тока, чем рекомендуется. Вот почему его также называют проплавляющим. Сварочные прожоги значительно влияют на характеристики и общий внешний вид сварных узлов, и их следует избегать.
Вы можете обнаружить прожоги на частях корневого валика, где вы делаете чрезмерное проплавление дуги, что приводит к тому, что сварочная ванна вдувается внутрь соединяемых деталей.
Как происходит прожог при сварке?
Вы рискуете прожечь заготовку, если:
- Вы не знакомы с металлом, с которым работаете.
- Высокая сила тока при сварке корневого шва стыковых швов.
- Неумеренная шлифовка корня, которая может привести к прожогу сварного шва.
- Неправильные настройки машины.
- Не знаете правильных методов для процесса, который вы используете.
Вот некоторые распространенные причины, с которыми вы можете столкнуться как новичок. Несмотря на это, прожог сварки может происходить по разным причинам. Некоторые из них перечислены ниже:
1. Чрезмерная сила тока
Сила тока (сила тока) играет решающую роль при сварке тонкой металлической пластины. Даже многие опытные сварщики иногда случайно прожигают основной металл более высокими токами. Вы должны быть особенно осторожны при работе с любым металлом толщиной менее 1\4 дюйма.
Всегда проверяйте настройку силы тока, если вы видите расплавление через сварное соединение. Сила тока по существу определяет, какой ток протекает через электрод и заготовку, что, в свою очередь, влияет на температуру дуги. Чем больше ток, тем выше температура дуги.
Каждому металлу нужен разный уровень силы тока. Если вы хотите выполнять свою работу гладко, убедитесь, что вы выполняете свою работу в соответствии с рекомендуемыми усилителями. Вы можете найти подходящие усилители для каждой работы в каталогах и таблицах или спросить любого профессионала.
2. Неправильный выбор электрода
Это еще одна важная составляющая превосходного внешнего вида сварного шва. На упаковке электрода будет указана вся необходимая информация об уровне усилителя, его металле, текущем использовании, покрытии флюсом, характеристиках, химических и механических свойствах, месте сварки. Убедитесь, что вы используете правильный электрод для работы, которую вы делаете.
3.
Чрезмерное шлифование основного металлаПеред началом сварки убедитесь, что они чистые. Это помогает предотвратить пористость, растрескивание или образование отверстий в основном металле. Сварочные аппараты MIG и TIG особенно плохо работают на грязной поверхности.
Кроме того, важно помнить, что нельзя чрезмерно шлифовать поверхность, поскольку металл становится тонким и, таким образом, может расплавиться при сварке.
4. Неправильное проникновение
Большинство людей в металлообрабатывающей промышленности считают, что чрезмерное проникновение часто вредно. Поддержание надлежащего уровня проникновения очень важно, так как слишком большое количество может привести к прожиганию металла насквозь, а не в него. Однако при необходимости можно использовать некоторые специальные методы для увеличения проникновения.
5. Недостаточное ноу-хау в отношении основного металла.
Как говорится, знания — ключ к успеху. Поэтому у вас должна быть точная информация о металле, с которым вы работаете. Предположим, вы работаете с оцинкованной сталью или алюминием. В этом случае перед сваркой заготовку следует тщательно очистить, так как на ее поверхности есть оксидированный слой, который становится более реакционноспособным при высоких температурах.
Оксид алюминия присутствует в виде тонкой пленки на каждой алюминиевой детали. При сварке оксидный слой вступает в реакцию с другими горячими металлами в сварочной ванне с образованием шлака. Эта реакция затрудняет управление сварочной ванной, которая стремится удалиться от зоны сварки. В результате тепло от горелки переходит в основной металл, а не поглощается сварным швом, что приводит к прожогу.
6. Неправильный процесс сварки
Сегодня сварка включает в себя множество процессов и различного оборудования. Иногда неправильный выбор сварочного процесса может привести к проплавлению. Каждый сварочный процесс имеет свое применение. Например, дуговая сварка используется для большой силы тока и глубокого проплавления.
Если вы используете процесс дуговой сварки для тонких металлических листов и мягкого основного металла, вы рискуете прожечь металл насквозь. Точно так же сварка MIG и TIG в основном используется для деликатных работ и тонких металлических листов. Выбор образцового процесса является первым шагом к общему виду сварных соединений.
7. Неправильная настройка машины
Прожоги также случаются, если вы неправильно настроили машину. Всегда проверяйте настройку вашего сварочного аппарата. Есть множество кнопок и ручек, доступных для различных настроек.
Можно быстро прожечь основной металл, если не идти за предложенными настройками. Изучите задачу, которую собираетесь взять на себя, и действуйте в соответствии с рекомендациями, чтобы избежать прожогов и других дефектов сварки.
Для разных заданий может потребоваться изменить уровень тока и полярность по-разному; убедитесь, что настройки вашей машины достаточно хороши, чтобы предотвратить прожигание отверстий в металле.
8. Плохая техника сварки
Нет никакой адекватной замены профессиональному опыту, когда речь идет о сварке или других квалифицированных профессиях в жизни. Часто практикуясь, вы постепенно поймете, какие методы сварки лучше всего подходят для вашей работы. Когда вы узнаете больше, вы сможете делать что-то правильно. Будет полезно, если вы будете помнить вышеперечисленные приемы во время работы.
Как предотвратить прожог сварки?
К счастью, вы можете легко избежать прожигания отверстий при сварке, если вы знаете причины. Более того, вы можете избежать их, соблюдая эти профилактические меры.
1. Действуйте в соответствии с инструкциями
. Если вы хотите избежать ненужных задержек и дефектов пригорания, всегда используйте схему сварки и никогда не нарушайте спецификации, рекомендованные производителем вашего сварочного аппарата. Если у вас нет схемы сварки, вы можете легко найти ее в Интернете или в местном магазине сварочных материалов.
Точно так же каждый электрод имеет спецификации, установленные AWS (Американской ассоциацией сварщиков). Проверьте характеристики перед использованием электрода. Если вы новичок, лучше использовать E 6013 для большинства задач. Он лучше всего работает с тонкими металлическими листами, а также со всеми позициями и текущими настройками.
С другой стороны, если ваша работа требует глубокого проплавления и вы хотите сваривать толстый металл, используйте E 6010. Однако помните, что E6010 лучше всего работает только на постоянном токе; если вы пойдете против рекомендуемой настройки, вы можете прожечь металл.
2. Правильно настройте сварочный аппарат
Основной причиной прожога является чрезмерное тепло, расплавляющее основной металл. Это происходит, когда сила тока вашего сварочного аппарата слишком высока. Попробуйте использовать более низкий потребляемый ток, чтобы предотвратить прожигание дыр из-за чрезмерного нагрева.
Очень важно соблюдать рекомендуемый уровень входного сигнала, указанный в руководстве пользователя машины, чтобы предотвратить многие дефекты, включая прожигание отверстий. Тем не менее, вы также можете найти идеальную настройку, часто регулируя ток машины.
3. Очистите заготовку\ Избегайте чрезмерного шлифования
Тщательно очистите свариваемые поверхности, чтобы впоследствии избежать проблем со сваркой. Для этой цели можно использовать болгарку или металлическую вату. Во время шлифовки следите за тем, чтобы металл не был слишком тонким внизу. Если он слишком тонкий, он не сможет бороться с чрезмерным жаром.
4. Следите за корневым отверстием
Одним из способов предотвращения прожога является контроль за корневым отверстием. Корневое отверстие — это разделение, которое происходит на стыке корня между двумя частями, над которыми вы работаете. Если он слишком большой, металл может прожечь дыры.
5. Используйте рекомендуемые схемы сварки
Попробуйте использовать эту рекомендуемую схему сварки, чтобы предотвратить прожигание отверстий при сварке.
- Старайтесь не раскачивать горелку из стороны в сторону во время сварки. Взбивание может быть полезным для вас, но не для сварочного шва, поэтому старайтесь избегать его. Это устранит как прожоги, так и коробление.
- Всегда используйте прямой проход, чтобы предотвратить прожог сварки. Кроме того, постарайтесь быть быстрым, не забывая о бусине.
- Если вы заметили прожоги во время сварки, отличный способ борьбы с ними — изменить направление движения, сохраняя при этом одинаковые углы наклона электродов. Таким образом, вы сможете направить больше тепла на борт, а не на основной металл.
- Чтобы избежать проблем со сварными швами, убедитесь, что вы соответствуете температуре. Если тепло распределяется равномерно, оно не может прожечь металл.
Часто задаваемые вопросы
1.
Как устранить прожоги при сварке?Прожог — это тип дефекта сварки, который возникает, когда тепло от сварного шва проникает слишком глубоко и проплавляет основной металл. Прогорание чаще всего происходит при использовании слишком большого количества тепла.
Наилучший способ устранения прожога – сварка поверх существующего шва, чтобы заполнить его целиком, используя меньше тепла и стараясь сваривать медленно и равномерно. Если он неровный, возможно, вам придется отшлифовать края отверстия, прежде чем приваривать его.
Для этого выберите подходящий материал основы. Медь, латунь и алюминий хорошо подходят для этой цели. Еще один совет — начинать с внешних краев отверстия и продвигаться к центру, когда вы выполняете ремонт сварки. Следуя этим советам, вы сможете сделать ремонт сварных швов более эффективно и с меньшими трудностями.
2. Почему мой сварочный аппарат MIG прожигает дыры?
Могут быть следующие причины, по которым ваш сварочный аппарат MIG прожигает отверстия: Неумеренный нагрев; попробуйте установить текущий поток на более низком уровне.
Если вы слишком долго остаетесь на одном месте, постарайтесь быстро двигаться прямо, не виляя.
Лучший способ сварки — это находиться в таком положении, когда вы можете быстро перемещаться вдоль линии сварки, знать свои настройки и держать все под контролем.
Заключение
Продувка сварных швов — основная проблема, с которой вы можете столкнуться, когда вы новичок в сварочной отрасли. Многие различные факторы могут способствовать прогоранию. Это может быть связано с чем-то простым, например, с высоким током и скоростью движения. В других случаях это может быть результатом небрежного отношения к подготовке шва, очистке основного металла и т. д. Однако при некоторой практике и знании причин их можно легко избежать.
Фиксирование сжигания через
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Исправление прожига
21-02-2010 #1
Исправление прожога
Я приваривал кронштейн к раме своего грузовика и сделал сквозное отверстие диаметром 1/8 дюйма рядом со сварным швом рамы (сварной шов в нижней части лонжерона рамы).
Можно ли просто заварить прогар или оставить. Это именно то место, где рама поднимается под брандмауэр на Dodge Dakota 1999 года. Я не думаю, что он треснет или что-то в этом роде.Кстати, скоба, приваренная к раме, удалена.
Мнения??
Кстати, я снял кронштейн, как я его видел.
Ответить с цитатой
21-02-2010 #2
Re: Исправление прожога
Отверстия во фланцах рамы плохие.
Часто производители рекомендуют никогда не сверлить фланец, а только стенку, потому что фланец — это то место, откуда исходит большая часть прочности. Отверстия там почти наверняка приведут к трещинам в какой-то момент, скорее всего. К сожалению, сварка на рамах также является плохой идеей, как правило, по той же причине. В новых грузовиках часто используются высокопрочные сплавы, а иногда они подвергаются термообработке. При сварке рам необходимо соблюдать особую осторожность. Может потребоваться предварительный нагрев, последующий нагрев, наполнитель из специального высокотемпературного сплава и т. д. Часто производитель рекомендует заменить раму, а не приваривать ее.Не увидев его, я бы не советовал ни оставлять его в покое, ни заваривать. Вероятно, это то, что нужно, чтобы кто-то, кто знает, что он делает, посмотрел на это, чтобы определить, повреждены ли рамы или их можно отремонтировать. Я предполагаю, что если вы проделали дыру в раме для начала, у вас действительно нет навыков для правильного ремонта такого рода, или рама настолько проржавела, что ее, вероятно, все равно следует заменить.
.
Ни одно правительство никогда добровольно не уменьшит свои размеры. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
21-02-2010 #3
Re: Исправление прожога
Рама совсем не ржавая.
Я постараюсь выложить фото, когда будет достаточно света, чтобы сделать снимок.Не могли бы вы объяснить фланец и перегородку, пожалуйста?? Я не знаком с терминами.
Ответить с цитатой
21-02-2010 #4
Re: Исправление прожога
Фланец – это верхняя и нижняя части рамы. в форме [ это две горизонтальные части. Стенка представляет собой вертикальную часть, разделяющую два фланца.
Некоторые формы рамы более сложны для жесткости, но применяется то же общее правило.Фланец принимает на себя нагрузки (обычно сжатие с одной стороны и растяжение с другой), а перемычка помогает сделать тонкие полки жесткими и удерживает их друг от друга. Причина, по которой они обычно позволяют делать отверстия в паутине, такая же, как и у фермы. Вам действительно не нужен весь материал в паутине, точно так же, как у фермы есть отверстия посередине.
.
Ни одно правительство никогда добровольно не уменьшит свои размеры. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
21-02-2010 #5
Re: Исправление прожога
Если вы должны сделать отверстие в паутине, держите его в пределах 1/3 расстояния вверх или вниз от центра паутины.
Ответить с цитатой
22-02-2010 #6
Re: Исправление прожога
Круто, немного проясняет ситуацию. Я забыл получить req’d рис сегодня. Я был слишком занят чисткой машины старушки. Завтра точно. Тогда вы можете помочь мне определить, как это исправить.
Ответить с цитатой
22-02-2010 #7
Re: Исправление прожога
Во многих случаях вы можете исправить сквозное отверстие, отшлифовав заднюю часть до гладкости, плотно прижав кусок меди к задней части и используя его в качестве опоры для заполнения отверстия металлом сварного шва.
Когда вы закончите заполнять отверстие наплавленным металлом, отсоедините медь, заполните все небольшие пустоты сзади из косметических соображений, затем отшлифуйте обе стороны гладко и гладко. Отделка ржавчиной-олеумом.Ответить с цитатой
22-02-2010 #8
Re: Исправление прожога
Сварщики проволоки отлично справляются с устранением прожогов.
Сделайте на нем завиток
Сделайте отверстие, нарастив бусину по кругу вокруг края отверстия и двигаясь внутрь отверстия.
Очень простой. Продолжайте, пока отверстие не будет заполнено. Если вам нужно поиграть с ним, чтобы лужа не пролилась, сделайте это. На длинной тонкой дырке принцип почти такой же, только строите ее обратно более короткой длины.Не идеально, но лучше, чем то, что есть сейчас. Дефекты завихрителя могут быть устранены вторым проходом. Во многом это тот же принцип, что и взбивание, и, как я уже сказал……. дефекты могут быть исправлены на втором проходе после шлифовки
1/8 ничего, подождите, пока вам не нужно исправить БОЛЬШУЮ ДЫРУ
«Любой день над землей — хороший день»
http://www.farmersamm.com/
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Стыковые сварные швы ВИГ – низкоуглеродистая сталь
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на конце
10-10-2016 #1
Стыковые сварные швы TIG – низкоуглеродистая сталь – прогорание на финише
Привет!
Новое для TIG, но не для сварки.
Я делаю тугие стыковые сварные швы из мягкой стали (16 калибр), и проход проходит нормально, но в конце я прожигаю. Я могу остановиться раньше и закончить проход, начиная с другого конца, но есть ли другой способ?В настоящее время я использую триггер 2T Torch.
Спасибо за любой совет
Ответить с цитатой
10-10-2016 #2
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
Тонкий металл означает контроль вашего тепла!
Сначала закрепите концы.
Затем прошейте остальную часть: дюйм сварки далеко от последнего. В итоге весь шов готов.Остерегайтесь цифр: цифры не лгут. но лжецы могут понять.
Сварщики:
2008 Линкольн 140 GMAW&FCAW
2012 HF 165 «игрушка» GTAW&SMAW
2018 O/A (полный комплект)Ответить с цитатой
10-10-2016 #3
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
Да,
И так же, как сшивание или ступенчатая сварка, обратное действие — это еще одна техника, позволяющая избежать кумулятивного теплового эффекта, начиная с одного конца и продолжая до другого, что поможет с прожогом в конце и в целом с искажением.
Последний раз редактировалось К. Ливингстоном; 10.10.2016 в 13:10.
Ответить с цитатой
10-10-2016 #4
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
Ножная педаль обслуживала бы вас гораздо лучше, чем курок фонарика в 2T. При этом, можете ли вы переключиться на 4t и использовать функцию наклона вниз? Что это за машина?
Миллер Мультиматик 255
Ответить с цитатой
10-10-2016 #5
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
У меня есть Everlast 200t — лично я предпочитаю курок педали, и я гоняю хороший непрерывный валик — получаю хорошие результаты, просто пытаясь закончить конец.
Может быть, я попробую лучший вариант на дальнем конце и просто приварюсь к нему. Но я думаю, что я могу сделать форму стежка или обратного сварного шва.Я еще не работал до 4т, просто работаю над хорошими бусами и проникновением. У меня все хорошо с ОА, но Тиг определенно отличается. Хотя мне это очень нравится.
Ответить с цитатой
10-10-2016 #6
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
Первоначально Послано alphadog
Привет!
Новое для TIG, но не для сварки.
Я делаю тугие стыковые сварные швы из мягкой стали (16 калибр), и проход проходит нормально, но в конце я прожигаю. Я могу остановиться раньше и закончить проход, начиная с другого конца, но есть ли другой способ?В настоящее время я использую триггер 2T Torch.
Спасибо за любой совет
.
более острый вольфрам легче сделать меньший более узкий сварной шов при меньшей силе тока, в основном меньший сварной шов с меньшей короблением часто предпочтительнее для тонкого металлаОтветить с цитатой
10-10-2016 #7
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
Если ваша машина имеет высокоскоростной импульс, используйте его.
Попробуйте 150 импульсов в секунду. Это действительно помогает контролировать поступление тепла.В конечном итоге мастер очевидного, практикующий «фабрикацию потока сознания». P.S. Я редактирую почти каждый пост, потому что я пишу с телефона, и мои пальцы иногда двигаются быстрее, чем мой мозг.
Ответить с цитатой
10-10-2016 #8
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
Проблема в том, что по мере продвижения вы нагреваете основной металл и вам требуется меньше тепла.
В конце сварного шва вам все равно нужно сужаться, чтобы предотвратить образование кратерных трещин. 2T сдерживает вас. Вы должны использовать одну из возможностей машины, чтобы снизить температуру в конце сварного шва. Если вам действительно нравится переключатель факела, я предлагаю вам узнать, как установить настройку усилителя с наклоном вниз. Это лучший, самый правильный ответ для вашей ситуации. Проверь это. Миллер Мультиматик 255
Ответить с цитатой
10-10-2016 #9
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
Да,
Если у вас есть эта модель Everlast, я полагаю, что у нее нет возможности для педали или каких-либо функций 2T / 4T.
Но это не проблема, правда. Я имею в виду, что мой первый сварочный аппарат DC TIG имел 2T и высокочастотный запуск, но он не шел с педалью, и я никогда не получал ее для него, так как с DC TIG на стали не так критично иметь ее и можно сделать что-то вроде сварки электродом с тонкими вещами, такими как регулировка хода и скорости наполнителя и наполнитель, но требуется немного больше осторожности, я полагаю, без педали, то есть более тщательно планируйте свою стратегию компенсации тепла, с такими вещами, как сварка более короткими сегментами, остановка для регулировки силы тока или включение алюминиевой или другой пластины под область валика стыковых соединений, чтобы действовать как поглотитель / редуктор тепла.Последний раз редактировалось К. Ливингстоном; 10.10.2016 в 15:34.
Ответить с цитатой
10-10-2016 #10
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
У этой модели есть 2T, 4T вверх и вниз, ножная педаль и почти все навороты, о которых вы только можете подумать, кроме полярности переменного тока.
Миллер Мультиматик 255
Ответить с цитатой
10-10-2016 #11
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
О,
Извините, я думал, что это что-то больше похожее на 200ST.
Да, этот новый iTIG 200T даже имеет пусковой ток 2 ампера, который я видел на видео, где г-н TIG использовал его для стыковой сварки алюминиевой фольги на постоянном токе.
Впечатляет, машина Everlast, все в порядке!
Ответить с цитатой
10-11-2016 #12
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
Итак, я решил попробовать ножную педаль — кажется, работает лучше, но я также вернулся к 16-му калибру, чтобы убедиться, что у меня тоже хорошие бусины.
Сейчас я привыкаю к педали и тому, что она может делать. Так что спасибо за совет. Я просто буду продолжать практиковаться, пока мне не понадобится новый баллон с бензином. Наверное, я думал, что это «точно так же, как OA», но вы не можете отодвинуть наконечник так далеко, чтобы уменьшить нагрев — вы можете, но не так, как с помощью педали.Я также знаю, что меньший по размеру фонарь и более гибкий кабель помогут, но мне нужно немного поторопиться с этой покупкой. Глядя на горелку HTP plug and play 17, я могу использовать свою газовую линзу/чашки. Около 100 долларов в USAWeld.
Ответить с цитатой
10-11-2016 №13
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
Рад это слышать.
Держись! Не сдавайся!! Но изучите вариант 4T на переключателе горелки и используйте настройку наклона вверх и вниз. Это довольно полезно.Миллер Мультиматик 255
Ответить с цитатой
10-11-2016 №14
Re: Стыковые сварные швы TIG – низкоуглеродистая сталь – прожог на финише
Да,
Хорошо, что вы начали без педали, так как это как бы демонстрирует вам основные принципы DC TIG.
Использование амтрола — это вишенка на торте.Первоначально написал alphadog
Итак, я решил попробовать ножную педаль… Я просто собираюсь продолжать практиковаться… Наверное, я думал, что это «прямо как OA», но вы не можете на самом деле отодвиньте кончик так далеко, чтобы снизить температуру….
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Пористость при сварке: что это такое, причины и способы устранения
Последнее обновление
Вы сняли капот. Вы свариваете шов с разделкой кромок красиво и гладко. Все выглядит последовательно. Вы в зоне.
Затем сварочная ванна начинает немного брызгать. Вы думаете: «Это просто лишняя прокатная окалина, сгоревшая с края пластины. Ничего страшного, верно?» Вы продолжаете сварку. Затем вы поднимаете капюшон, чтобы полюбоваться своей работой. Вы сбиваете шлак, предвкушая блеск идеально выполненного сварного шва. Но твое сердце замирает. У вас пористость.
Теперь корите себя за то, что не обратили внимания на неровности дуги. То, что было бы легко исправить, если бы вы прекратили сварку, когда заметили напыление, теперь займет у вас час, чтобы исправить это. Сварить стык легко. А вот убрать плохой сварной шов, это совсем другая история.
Подрез, случайное шлаковое включение или холодный притир — эти дефекты достаточно серьезны. Но их можно отремонтировать, не снимая весь оригинальный сварной шов. Но пористость — это отдельная история. Если у вас их много, иногда требуется перемещение всего сварного шва.
Вкратце, пористость — это место, где газы, чаще всего кислород или атмосферные газы, попадают внутрь сварного шва во время охлаждения. Это может произойти по нескольким причинам, которые мы рассмотрим в этой статье. Мы также расскажем, как его определить и исправить.
Неправильное покрытие газом
Предоставлено: Thaweesak Thipphamon, Shutterstock
Одной из наиболее распространенных причин пористости является незначительное покрытие газа или его полное отсутствие. Конечно, это предполагает, что вы используете процесс сварки, в котором используется защитный газ, такой как сварка MIG или сварка порошковой проволокой с двойным экраном. Основная цель защитного газа — защитить сварочную ванну от внешних загрязняющих веществ, включая атмосферные газы, которые могут попасть внутрь сварного шва. Защитный газ отталкивает атмосферные газы и защищает расплавленную сварочную ванну.
- Как это выглядит?
Вы будете знать, что у вас есть пористость из-за отсутствия газового покрытия, потому что у вас будет много точечных отверстий по всему сварному шву. Иногда большое количество точечных отверстий может быть связано с качеством основного металла или флюса. Однако, если вы шлифуете сварной шов и видите глубокие точечные отверстия, знайте, что у вас нет газового покрытия.
- Средство
Потребуется ремонт почти всего сварного шва. Для удаления металла сварного шва гораздо быстрее использовать угольную дугу, но вы также можете использовать шлифовальную машину. Если ваш сварной шов больше, чем галтель 5/16 дюйма, потребуется много времени, чтобы зашлифовать весь сварной шов, особенно если он длинный.
- См. также: Что вызывает точечные отверстия при сварке? Причины и решения
Наличие влаги
Кредит: Greeneries, Shutterstock
Влага, как основная причина пористости, обычно является большей проблемой при работе на открытом воздухе в ненастную погоду. Но слегка влажный кусок стали не разрушит весь сварной шов. Тепло от дуги обычно может высушить эту влагу без каких-либо серьезных проблем.\
- Как это выглядит?
Если из-за отсутствия газового покрытия в сварном шве образуется много точечных отверстий, то наличие влаги сделает сварной шов похожим на швейцарский сыр. Захваченная влага может со временем серьезно повредить сварной шов, в том числе вызвать водородное растрескивание. Водородное растрескивание обычно чаще происходит при неправильном хранении флюсовых электродов (они могут накапливать влагу) и последующем использовании для сварки, в результате чего в сварной шов выделяется водород, который, попадая в ловушку, может вызвать охрупчивание и ослабление материала.
- Средство правовой защиты
Чтобы это исправить, перед повторной сваркой необходимо выдолбить и/или зашлифовать весь плохой сварной шов. Но профилактика намного проще, чем ремонт. Если вы работаете на улице с повышенной влажностью, обязательно предварительно нагрейте материал с помощью бутона розы (кислородная горелка с большим наконечником, предназначенная для предварительного нагрева). Влага высохнет. Обязательно «пропотейте» материал по всей потенциальной зоне термического влияния (ЗТВ). Хорошее эмпирическое правило состоит в том, чтобы потеть примерно в одном-двух дюймах от сустава на обоих суставах.
Загрязненная поверхность
Фото: Kongpraphat, Shutterstock
Не вся сталь, которую вы получаете, бывает идеально чистой. Часто случается так, что поставщик стоял во дворе, собирая дождевую воду, птичий помет, жир и т. д. Когда этот кусок стали отрезан и собран, вы можете предположить, что он готов к сварке. После сварки вы заметите много неравномерной пористости.\
- Как это выглядит?
Для такой пористости нет ни смысла, ни причины. Грязная сталь по-разному загрязняет разные части сварного шва. Он может варьироваться от мелких отверстий до больших отверстий.
- Средство правовой защиты
Перед сваркой убедитесь, что поверхность безупречна. Часто загрязнение поверхности происходит не из-за грязи или жира, а из-за самого материала. В этом случае сточить окалину до блеска металла. Только следите за тем, чтобы не врезаться в основной металл.
Слишком длинная дуга
Предоставлено: Kongpraphat, Shutterstock
Это часто работает в сочетании с плохой подачей газа, особенно при сварке MIG или FCAW. Если вы свариваете в труднодоступном месте или свариваете шов с разделкой кромок между толстыми листами, куда ваш сварочный пистолет не может дотянуться, иногда единственный способ выполнить работу — это использовать длинную дугу.
- Как это выглядит?
Обычно этот тип пористости проявляется в виде точечных отверстий. Но поскольку у вас есть газовое покрытие, ожидайте, что пористость будет пятнистой и непостоянной.
- Средство
Убедитесь, что все ветерки и сквозняки не достигают сварного шва. Поместите экраны для сварки, картон, фанеру или что-то еще, что вы можете найти, чтобы ваш защитный газ был эффективным. Вы также можете немного увеличить защитный газ. Если есть возможность, измените настройки машины, чтобы получить более равномерную дугу и меньшую скорость перемещения.
Часто задаваемые вопросы
Можно ли сваривать пористость? Как правило, не рекомендуется заваривать пористость. Если он уходит глубоко, то его следует зашлифовать и заварить заново. Однако бывают случаи, когда сварной шов не слишком критичен и имеет пару точечных отверстий. Большинство строительных норм сварки допускают определенное количество точечных отверстий для определенной длины. Всегда полезно проконсультироваться с CWI (сертифицированным инспектором по сварке), чтобы убедиться, что вы не можете просто вызвать пару точечных отверстий.
Червоточина – это дефект, при котором на поверхности сварного шва имеются углубления. Это обычно происходит с FCAW, когда азот пытается выйти из сварного шва во время его затвердевания. В результате в сварном шве образуется удлиненная бороздка, часто сопровождаемая точечными отверстиями. Обычно это вызвано поверхностным загрязнением основного металла. Вы также можете ремонтировать сварную деталь, которая уже была окрашена. Если вы не сошлифуете или не сожжете достаточное количество краски перед сваркой, эта краска попадет в сварной шов и может вызвать пористость червоточины.
Кратерная лунка может быть классифицирована как тип пористости. Это происходит, если вы привариваете валик и сужаетесь слишком быстро во время отделки. В результате сварочная ванна не заполняется полностью по мере завершения сварки. Иногда в этом кратере есть отверстие от маленького до среднего размера. Решение этой проблемы простое. Когда вы закончите сварку, удерживайте дугу в точке остановки, перетащите ее на 1/8–1/4 дюйма назад над сварным швом и вернитесь в самый конец. Это поможет закруглить конечную точку вашего сварного шва.
Заключение
Понимая причины пористости при сварке, вы должны знать, как избежать большинства из них. Если ваша машина настроена правильно, у вас достаточно газового покрытия и ваш материал чистый, то вы уже выиграли полдела. Просто помните, что гораздо эффективнее (и меньше разочарований) прекратить сварку, чтобы проверить, все ли в порядке, чем затачивать 16 дюймов плохого сварного шва, особенно если он находится в узком месте. Знание того, как ощущается хороший сварной шов, может дать вам базовый уровень. Это поможет вам судить, если что-то «просто кажется неправильным».
Авторы избранных изображений: Praphan Jampala, Shutterstock
- Неправильное покрытие газа
- Наличие влаги
- Загрязненная поверхность
- Слишком длинная дуга
- Слишком длинная дуга
- Часто задаваемые вопросы
- Что вызывает пористость червоточины?
- Что такое лунка при сварке?
3 Проблемы с контактными наконечниками и способы их решения
Обычно, когда я встречаюсь с мастером или начальником производства и получаю возможность поговорить из первых рук с его или ее сварщиками, одна из наиболее распространенных тем, которые возникают, это их советы по контакту. Проблема: им приходится слишком много их менять. Это убивает производительность цеха, сильно снижает затраты и, как правило, просто создает менее эффективную атмосферу для работы сварщика.
Так почему же ваши контактные наконечники не долговечны? И какие проблемы вызывают выход из строя контактных наконечников? Как вы их предотвращаете? Три наиболее распространенные проблемы, с которыми вы, вероятно, сталкиваетесь все время:
- Плохой контакт Срок службы и качество наконечника
- Прожигание
- Проволочный хлыст
Ниже я расскажу о 3 наиболее распространенных проблемах с контактными наконечниками, с которыми я сталкиваюсь изо дня в день, и о том, как обычно можно решить эти проблемы.
Наконечник с плохим контактом Срок службы и качество
Они выглядят одинаково, имеют одинаковую резьбу, одинаково ощущаются в руке, но как только вы протестируете их, это будет совсем другая история. Почти каждый производитель сварочных материалов производит медные контактные наконечники, но если вы попробовали многие из них, то легко заметить, что не все из них выдерживают одинаковые нагрузки.
Не все наконечники одинаковы. Плохие контактные наконечники означают плохое качество сварных швов и большое количество простоев. Задача любого контактного наконечника — подать напряжение в провод. Но если у вас есть контактный наконечник, который не проводит напряжение должным образом, вы столкнетесь с высоким сопротивлением, повышенным нагревом наконечника, повышенным износом и проблемами качества сварки. Как? Контактный наконечник, который не проводит напряжение должным образом, будет производить больше брызг и микродуг.
Лучшее решение этой проблемы — рассмотреть контактные наконечники более высокого качества. Использование наконечника из медно-циркониевого, посеребренного или даже более чистого медного наконечника может значительно улучшить характеристики контакта, срок службы и качество сварки. На самом деле мы подробно описываем различные материалы для контактных наконечников в другом посте блога.
Внимательное изучение допуска контактного наконечника — это еще один способ защитить контактный наконечник и продлить его срок службы. Не все производители контактных наконечников производят наконечники с одинаковыми допусками на отверстие наконечника. Те, которые имеют большие допуски или отклонения в размере контактного наконечника, могут привести к таким проблемам, как микродугообразование и плохая проводимость. Посмотрите на допуски вашего контактного наконечника и посмотрите, насколько плотно прилегает провод к выступу.
Прожигание
Прогорание – это когда проволока, проходящая через отверстие наконечника, образует дугу прямо в начале наконечника и прожигается обратно в контактный наконечник. Обратный прожиг представляет собой проблему для сварщиков и сварочных работ, особенно в профессиональной среде, поскольку он приводит к большому количеству простоев. Независимо от того, пытаетесь ли вы подпилить прогоревший наконечник и вытащить проволоку, или просто выбрасываете ее и заменяете, в любом случае сварщику придется тратить время на изготовление. И если вы выберете наиболее распространенный (и простой) путь, заменив контактный наконечник, вы добавите материальные затраты, а также время, что усугубит потери.
Чтобы решить проблему выгорания, нужно прежде всего понять причины, по которым вы получаете выгорание. Причин много, но некоторые из основных:
- Параметры сварки
- Слишком низкое или высокое напряжение
- Грязный материал на основном металле
- Присадочный металл низкого качества
- Плохой/неправильный контактный наконечник
- Изношенный или поврежденный вкладыш
Одной из наиболее распространенных причин является неправильный размер наконечника и проволоки. Если вы используете, например, контактный наконечник .045 с проволокой .035, это вызовет обратное прожигание. Неправильный размер наконечника приводит к плохой проводимости внутри контактного наконечника, микродугообразованию внутри контактного наконечника и, как следствие, проволочке волочения и прогоранию. Поэтому сначала убедитесь, что размер контактного наконечника соответствует размеру провода, если у вас возникнет обратное сгорание.
Низкое качество присадочного металла или материала наконечника является еще одной довольно распространенной причиной прожога. Использование материалов более высокого качества поможет сделать начало дуги и проводимость более чистыми и надежными, а также сократить микродуговые разряды и другие ранние признаки обратного прогорания.
Другим решением является рассмотрение основного металла. Если он грязный или вы пытаетесь проварить ржавчину или окисление, может произойти обратное прожигание. Тщательно очистите и подготовьте основной металл перед сваркой, когда это возможно. Также не забудьте проверить вкладыш на наличие загрязнений.
Проволочный хлыст
Как правило, это проблема автоматизации, а не ручной сварки. Скручивание проволоки — это когда проволока, торчащая из контактного наконечника, немного отклоняется от направления отверстия контактного наконечника. Однако это проблема контактного наконечника, потому что внутри наконечника он не плотно удерживает проволоку и позволяет ему наклоняться от центра и не задевать сварочный шов там, где это необходимо.
Скручивание проволоки во многом вызвано простым скручиванием кабеля или сварщиками, не имеющими устройства для выпрямления проволоки. Когда проволока выходит из барабана катушки, она имеет память или отливку, поэтому, когда проволока разматывается с катушки через вкладыш и, в конечном итоге, из контактного наконечника, эта память будет играть роль фактора, в котором проволока идет. . В некоторых случаях может пропустить весь сустав.
Когда сварщик сталкивается с биением проволоки, он часто может отрегулировать положение и управлять шейкой горелки, чтобы решить эту проблему. В автоматизации это проблема, которую не всегда можно устранить, но всегда можно, по крайней мере, компенсировать. Один из способов преодоления толерантности к биению проволоки в данном случае связан с отверстием наконечника. заключается в использовании контактных наконечников с жестким допуском, которые укладывают провод гораздо более плотно и допускают минимальное отклонение от направления отверстия контактного наконечника.
У вас постоянно возникают проблемы с расходными материалами? Поделитесь своим опытом (и решениями) в поле для комментариев, и если вы хотите увидеть, как другой тип контактного наконечника — более высокого класса или с более жестким допуском — может сделать для вашей производительности, свяжитесь с отделом продаж Binzel. Менеджер в вашем регионе.
Как предотвратить прожог при сварке MIG? – Welding Leader
Сварка MIG – один из лучших способов ремонта металлических изделий. Но самая пугающая задача сварить металлические вещи с помощью MIG. Большинство людей могут прожечь металлы во время сварки. Вот почему люди часто спрашивают, могут ли они предотвратить прожог при сварке MIG.
Металлы, которые вы используете в повседневной жизни, со временем могут испортиться, если за ними не ухаживать должным образом. Прогорание происходит из-за чрезмерной силы тока сварочного аппарата при сварке MIG. Вам нужно уменьшить силу тока сварочного аппарата, чтобы металлы оставались холодными, чтобы предотвратить прожоги.
В этой статье я расскажу все, что вам нужно знать о том, как предотвратить прожоги при сварке MIG. Итак, приступим без лишних слов:
7 шагов для предотвращения прожога при сварке MIG: лучший способ Вы уже знаете о прожоге. Теперь я объясню, как можно предотвратить прожог при сварке MIG. Следующие 7 способов объясняют процедуры предотвращения прожога при сварке MIG. Давайте перейдем к делу:
Перед сваркой MIG вам необходимо обеспечить личную защиту. Поэтому у вас должны быть средства индивидуальной защиты (СИЗ). Вот список средств индивидуальной защиты, которые вам потребуются для начала процесса сварки. Давайте посмотрим на пункты:
- Welding Machine
- Welding Jacket
- Welding Helmet
- Welding Glove
- Consumable Kits
- MIG Welding Pliers
- MIG Light
- Leather Shoes
- Clamps
- Welding Goggles
- Media
- Blaster
- Angle Шлифовальный станок
- Шлифовальный станок DA
После обеспечения СИЗ вам необходимо надеть их, чтобы начать процесс сварки. Поскольку сварка MIG — рискованная работа как для новичков, так и для профессионалов. Я бы порекомендовал надевать средства индивидуальной защиты в качестве первого этапа, чтобы обеспечить вашу безопасность и дать вам возможность сваривать MIG.
Вы должны носить утвержденный сварочный шлем, обеспечивающий безопасность глаз, лица и кожи. При ношении сварочного шлема в целях безопасности обязательно наденьте защитные очки и очки под шлем. В противном случае при сварке образуются искры, которые могут повредить глаза.
Убедитесь, что в сварочном кожухе нет отверстий. Для защиты глаз от искр необходимо носить огнеупорные наушники. Перед сваркой MIG необходимо удалить горючие предметы, такие как спички и зажигалки, которые могут вызвать прожог.
Шаг 3: Подготовка металлов к сварке После использования СИЗ необходимо подготовить металлы к процессу сварки. Высока вероятность прогорания, если не очистить металлы перед сваркой. Металлы, которые у вас есть, могут быть старыми, раскисленными и грязными.
Во-первых, вам нужно избавиться от них, так как сварка MIG будет удерживать металл только в том случае, если металлы достаточно чистые. С помощью подходящих чистящих средств, таких как медиабластер, вы можете очистить царапины, мусор, раскисление и пыль со старого железа, стали и алюминия.
Используя угловую шлифовальную машину, вы можете обрабатывать металлы, а также шлифовать края металлов. Затем следует убедиться, что на металлических поверхностях больше нет частиц. Наконец, чтобы подготовить металлы к сварке MIG, их необходимо отшлифовать и отшлифовать с помощью шлифовальной машины DA.
Если ранее металлы были неправильно сварены, необходимо отшлифовать старые поверхности. Как только металлы будут достаточно чистыми, все готово к процессу сварки.
Шаг 4. Правильная настройка аппарата для сварки MIG Прожигание означает создание дыр в металле путем плавления при сильном нагреве. Это происходит именно тогда, когда увеличивается сила тока сварочного аппарата. Есть еще одна причина, вызывающая прожигание металлов.
При сварке металлов методом MIG сварка имеет высокую температуру. Если сварочный аппарат долго находится в одном месте металла, металл не выдерживает сильного нагрева, что также приводит к прожогу.
Как опытный сварщик, вы должны правильно настроить сварочный аппарат. Для этого следует уменьшить силу тока, чтобы металлы не нагревались. При настройке сварочного аппарата MIG необходимо соблюдать осторожность в отношении скорости подачи проволоки и напряжения.
Шаг 5. Избегайте длинной дугиДуга — это процесс сварки для соединения металлов. Этот процесс вырабатывает тепло с использованием электричества, чтобы вызвать плавление металла. При дуговой сварке необходимо учитывать длину дуги. Длина дуги — это расстояние между кончиком электрода и свариваемой деталью.
Если длина дуги больше, это повысит напряжение сварочного аппарата, что приведет к нестабильной дуге и неподатливым краям. Настоятельно рекомендуется избегать длинных дуг, чтобы снизить напряжение при сварке MIG.
В противном случае длинная дуга деформирует сварочную ванну, и вы не сможете ее контролировать. Большой гребень поможет прожечь и перегреть эти металлы. Если вам нужна прочная сварка, вы можете использовать ее туго и с малой дугой.
Шаг 6. Избегайте короткой дугиКогда электрод приближается к основному металлу, возникает короткая дуга. держите электрод рядом с заготовкой, и он сделает короткую дугу. Он остается для основных металлов. Если выключить сварочный аппарат и электрод, то короткая дуга будет слабой. Он не поддерживает прожог слабого основного металла.
Шаг 7. Отрегулируйте скорость перемещения Отрегулируйте скорость перемещения, чтобы предотвратить прожигание. Скорость перемещения поможет вам переместить сварочную ванну. Из-за низкой или высокой скорости движения прожигание может привести к повреждению металлов.
Поддерживайте медленную скорость, которая имеет более низкую температуру для металлов. Если вам нужно избежать поврежденных металлов, вы можете использовать скорость движения. Алюминий — мягкий металл, обладающий высокой теплопроводностью. Если вы используете медленную скорость движения, этот металл быстро расплавится.
Вопросы по теме:
Почему при сварке MIG происходит прожог?При сварке металлов для ремонта с помощью MIG чрезмерный нагрев сварочного аппарата может привести к прожогу металла. Прогорание может произойти из-за Параметров – скорости движения, тепловложения и угла хода.
Как предотвратить возгорание металла при сварке?Если нужно предотвратить коробление и прожоги, не плетите факел. Если надавить на определенную область, она станет горячей. Сохраняйте короткую и прямую линию во время сварки. Вы также можете использовать сварку MIG, чтобы избежать прожога.
- Используйте лист для сварки MIG:
Маленькая проволока всегда лучше, так как она плавит металл медленнее и требует меньше тепла. Маленькая проволока даст вам больше шансов контролировать сварочный валик и предотвратить ошибки, поскольку скорость наплавки у них ниже.
Никогда не рекомендуется использовать присадочный металл толще основного металла. Работа с листовым металлом должна выполняться с помощью проволоки диаметром 0,023 или 0,024 дюйма. Для материала 18-го калибра требуется провод диаметром 0,030 дюйма. Однако в листах для сварки MIG используется защитный газ с более высоким процентным содержанием аргона, например, смесь 25% двуокиси углерода и 75% аргона.
- Пропустить сварку:
Вы должны соединить все листы вместе, потому что неравномерное распределение приведет к короблению и тепловой деформации. Если вам нужна незначительная деформация, распределите тепло. Это будет сделано с использованием техники скиповой сварки, так как она имеет стежковые сварные швы.
- Подложка:
Охлаждающий воздух быстрее уменьшает тепло, поэтому вам следует взять охлаждающую подложку или подложку. Металлический стержень крепится к задней части сварного изделия.
- Конструкция соединения:
Стыковая сварка может выполняться на металле калибра от 20 до 24. Вы сделаете отверстие, потому что эти части не соприкасаются на 1/16 дюйма, и это приведет к прожогу. Один раз отрезать и дважды измерить — лучший способ избежать повторной обработки.
Если металлы выдерживают перегрев, попробуйте восстановить эти детали. Используя термоконтроль, можно избежать прогара. Если вам нужен правильный процесс сварки, выберите подходящий присадочный металл.
Сколько CO2 нужно для сварки MIG?С CO2 вы можете сваривать металлы, защищая их от загрязнения. CO2 помогает тушить пожары. Если вы делаете сварку MIG с CO2, вы можете подтянуть бюджет. Эксперты настоятельно рекомендуют CO2 в качестве сварочного газа MIG. Газ CO2 приносит вам следующие преимущества.
- Низкая стоимость:
Вы можете выполнять сварку MIG с использованием CO2, потому что его стоимость низкая и он называется C100. C25 — лучший газ для сварки MIG на светлых сталях. Вы должны иметь в виду, что газ C25 продается кубическими футами, а газ CO2 продается фунтами.
- Портативность:
20-фунтовый баллон с CO2 представляет собой крошечную упаковку. Портативность — это плюс, потому что CO2 дает больше возможностей, чем C25. Комплект CO2 имеет дизайн 20 унций. Хотя оборудование недоступно, для пейнтбольного оружия вы можете использовать контейнеры на 20 унций. Это переносной комплект, обеспечивающий 40 минут сварки MIG.
- Варианты пополнения:
Вы можете пополнить запас чистого газа CO2 для своего поставщика сварочных материалов. Этот газ поможет получить множество удобств. Например,
- Вы используете газ CO2 в пивоварнях.
- Вы будете использовать этот газовый поставщик аквариума.
- Компании по производству огнетушителей используют газ CO2.
- Характеристики газа CO2:
Газ CO2 инертен. Когда вы выполняете сварочные работы, этот газ становится реактивным. Он имеет больший клей от аргоновых смесей. Теперь мы познакомимся с лучшими преимуществами сварки MIG с газом CO2:
- Газ CO2 поможет меньшему аппарату справиться с более толстым металлом.
- Помогает ускорить сварочные работы.
Прожог происходит, когда сварочный металл проникает через основной материал. Вы увидите прожог при сварке тонких материалов. Прожоги вызваны чрезмерным нагревом, снижающим скорость подачи проволоки.
Дефекты сварки в виде прожогов возникают только из-за неправильной техники. Поэтому будьте осторожны во время сварки MIG. Недостатки сварки MIG приведены ниже:
- При сварке MIG недостаточно защитного газа.
- Скорости сварочного напряжения MIG очень высоки.
- Максимально торчит провод.
Прожог является типичной проблемой при сварке тонких металлов.