Аттестация рабочего места сварщика
Рабочее место – участок, на котором происходит организация рабочего процесса. Для каждой специальности, профессии предусмотрено свое рабочее место, которое закреплено за специалистом определенной области, имеет свой набор оборудования, способствует осуществлению трудовой деятельности. Для маляра – строительный объект, для повара – кухня, для токаря – станок. В мире создано большое количество рабочих мест, но не все они соответствуют государственным нормативным требованиям охраны труда. Работа на строительных объектах, к примеру, подразумевает наличие не просто вредных факторов. Она несет в себе опасность, угрозу для жизни человека. Несоблюдение элементарных правил техники безопасности влечет за собой образование несчастных случаев, порой приводящих к летальному исходу. Для контроля и проверки рабочих мест и условий в практику прочно вошло проведение аттестация рабочих мест (АРМ, – ред.). АРМ по условиям труда проводится для каждого рабочего места по единому порядку, по единым правилам с целью выявления вредных и опасных факторов, предупреждения образования профзаболеваний, риска несчастных случаев. Последним нормативным документом, регулирующим работу по проведению АРМ, является Приказ Минздравсоцразвития РФ от 26 апреля 2011 года № 342н. Подробнее ознакомиться с правилами Вы можете в материале: «Аттестация рабочих мест». Несмотря на общепринятый порядок проведения, для каждого рабочего места определяется своя специфика контроля и проверки.
Есть офисные рабочие места, условия труда в которых измерить не составляет особого труда, а вот, к примеру, рабочее место сварщика подразумевает более сложную схему проведения. Сварщик не всегда имеет определенное рабочее место. Для него по большей части предусмотрена мобильность передвижения от одного объекта к другому.
Безопасность превыше всего!По мнению директора направления «Молодые профессионалы» Агентства стратегических инициатив Дмитрия Пескова, в связи с принятой программой индустриализации по строительству железных дорог повысится спрос на рабочие специальности.
Он считает, что профессия сварщика в ближайшие 5-10 лет станет одной из самых востребованных. Следовательно, необходимо подготовить соответствующую платформу, благоприятные условия для работы, которые не омрачали бы статистику несчастных случаев.
 Он считает, что профессия сварщика в ближайшие 5-10 лет станет одной из самых востребованных. Следовательно, необходимо подготовить соответствующую платформу, благоприятные условия для работы, которые не омрачали бы статистику несчастных случаев.
Он считает, что профессия сварщика в ближайшие 5-10 лет станет одной из самых востребованных. Следовательно, необходимо подготовить соответствующую платформу, благоприятные условия для работы, которые не омрачали бы статистику несчастных случаев.Работа со сварочными аппаратами, в большинстве своем, не в самых благоприятных условиях подразумевает наличие вредных и опасных производственных факторов. Профессия предполагает высокую степень опасности. Ожоги, поражение электротоком, травмы органов слуха, ожоги глаз можно получить при работе за сварочным аппаратом. Профессиональные заболевания – результат работы в тяжелых условиях. В группу риска попадает каждый сварщик, чей стаж работы превышает 10 лет.
Главный профпаталог г. Москвы Т. Бурмистрова свидетельствует о выявлении нового заболевания сварщиков – гиперчувствительный пневмонит, приводящий к нетрудоспособности даже ограничениями жизненных процессов (инвалидность). Инициатором выступают цветные металлы. Даже если сварщик работает в пределах допустимых концентраций, в год он вдыхает 13 грамм оксида железа, что также неблагоприятно сказывается на здоровье.
При 15-летнем стаже работы можно оказаться нетрудоспособным. В ряду главных причин – несовершенство рабочего места, несоблюдение техники безопасности, недооценки вредного воздействия факторов трудовой среды. Предотвратить обратный процесс можно с помощью правильной организации рабочего места сварщика.
Стационарные рабочие места сварщиков представляют собой ограниченные в пространстве специальные кабины или боксы. Изделия, подвергающиеся сварке в подобных местах, чаще имеют небольшие габаритные размеры и небольшой вес. При работе в нестационарных местах оборудование неподвижно и обладает внушительными параметрами. Если в стационарных местах, изделия легко переносятся работниками какого-либо цеха, то здесь уже приходится самому искать подход к сварочному объекту, перемещаясь между швами и компонентами оборудования. Без соблюдения норм безопасности, это может быть довольно опасно для жизни работника. Должна быть разработана специальная технология. В противном случае – травмы или, того хуже, летальный исход. Это еще раз подтверждает необходимость анализа условий труда, которая позволяет не только выявить вредные и опасные условия, но и предупредить возникновение новых несчастных случаев. Подчеркнем слово – «качественная проверка». Аттестация рабочего места сварщика имеет свои особенности. Любая ошибка может привести к неправильной комплексной оценке условий труда. Не зная, к примеру, что сварщик пользуется шлифовальной машинкой для затирания сварочных швов, можно пропустить замеры уровня пыли и шума. А это тоже несет определенную степень тяжести на организм. Работа с электросварочными приборами связана: с повышенным напряжением в электроцепи, с высоким содержанием в воздухе вредных веществ, запыленностью и загазованностью, высокой температурой оборудования.
Без соблюдения норм безопасности, это может быть довольно опасно для жизни работника. Должна быть разработана специальная технология. В противном случае – травмы или, того хуже, летальный исход. Это еще раз подтверждает необходимость анализа условий труда, которая позволяет не только выявить вредные и опасные условия, но и предупредить возникновение новых несчастных случаев. Подчеркнем слово – «качественная проверка». Аттестация рабочего места сварщика имеет свои особенности. Любая ошибка может привести к неправильной комплексной оценке условий труда. Не зная, к примеру, что сварщик пользуется шлифовальной машинкой для затирания сварочных швов, можно пропустить замеры уровня пыли и шума. А это тоже несет определенную степень тяжести на организм. Работа с электросварочными приборами связана: с повышенным напряжением в электроцепи, с высоким содержанием в воздухе вредных веществ, запыленностью и загазованностью, высокой температурой оборудования.
Только компетентный специалист по аттестации сможет правильно и объективно произвести оценку рабочего места сварщика. Необходимо знать множество нюансов: как обустроена кабинка, как располагается рабочее место, что должно быть на нем. Опишем наиболее типичные особенности рабочего места сварщика, чтобы представить, как важно, чтобы рабочее место было оборудовано в соответствии с безопасными условиями труда.
Размеры кабины должны быть не менее 2х2 м², стены высотой от 1,8-2 м. Просвет для вентиляции между полом и нижним обрезом стенки составляет 150-200 мм. Брезент стен должен быть огнеупорным (чаще применяют брезент или железо). Когда работы идут на открытых зонах, требуется ограждение щитами и ширмами, чтобы исключить попадание искр на огнеопасные поверхности. Сварочное оборудование располагают на площади общего производственного помещения и ставят перегородкой высотой не менее 1,7 м. Сварочные преобразователи создают высокий уровень шума при работе, что отрицательно влияет на нервную систему сварщика, приводит к снижению работоспособности и внимания. Поэтому их необходимо изолировать. При смене электрода частым случаем являются ожоги сварщика. Это происходит из-за брызг расплавленного металла, которые приводят к перегреву электродержателя. Рабочий стол сварщика должен быть выполнен из металлических материалов. Немаловажным является также и обеспечение средствами коллективной (индивидуальной) защиты ( СИЗ, – ред.). Сварщик должен быть оснащен специальной одеждой, обувью, средствами защиты головы (шлемы, каски), лица (маски и защитные щитки), средствами защиты органов дыхания (респираторы, противогазы), глаз, органов слуха, рук, дерматологическими средствами. Арсенал сварщика для обеспечения безопасности богат. При отсутствии каких-либо СИЗ, может произойти несчастный случай, как например, произошло в Воронеже в 2010 г. при прокладке подземного трубопровода. Двое сварщиков полезли в трубу без наличия положенной экипировки. Искра попала на одежду одному из них, что привело к летальному исходу обоих рабочих. Из трубы выбраться довольно сложно, тем более, что имеется недостаток воздуха. Как выяснилось затем, во всем виновата экономия работодателя на средствах безопасности. И таких случаев по России огромное количество.
Поэтому их необходимо изолировать. При смене электрода частым случаем являются ожоги сварщика. Это происходит из-за брызг расплавленного металла, которые приводят к перегреву электродержателя. Рабочий стол сварщика должен быть выполнен из металлических материалов. Немаловажным является также и обеспечение средствами коллективной (индивидуальной) защиты ( СИЗ, – ред.). Сварщик должен быть оснащен специальной одеждой, обувью, средствами защиты головы (шлемы, каски), лица (маски и защитные щитки), средствами защиты органов дыхания (респираторы, противогазы), глаз, органов слуха, рук, дерматологическими средствами. Арсенал сварщика для обеспечения безопасности богат. При отсутствии каких-либо СИЗ, может произойти несчастный случай, как например, произошло в Воронеже в 2010 г. при прокладке подземного трубопровода. Двое сварщиков полезли в трубу без наличия положенной экипировки. Искра попала на одежду одному из них, что привело к летальному исходу обоих рабочих. Из трубы выбраться довольно сложно, тем более, что имеется недостаток воздуха. Как выяснилось затем, во всем виновата экономия работодателя на средствах безопасности. И таких случаев по России огромное количество.
Аттестация позволяет выявить степень обеспеченности СИЗ в соответствии с действующими стандартами, определить влияние факторов на сотрудника и степень травмоопасности. Условия работы сварщиков в большинстве случаев при проверке признаются вредными. В таком случае им назначаются компенсации и льготы, о чем указывается в карте аттестации рабочего места. Размер компенсаций, продолжительность рабочего дня, положенный отпуск устанавливаются в соответствии с Постановлением Правительства РФ от 20.11.2008 № 870. Помимо них, в соответствии с Приказом от 16 февраля 2009 г. № 45н, сварщикам каждый день должны выдаваться 0,5 литров молочных продуктов или осуществляться компенсационные выплаты в размерах, эквивалентных стоимости молока или других равноценных продуктов. Молочные продукты помогают вывести из организма тяжелые металлы или сократить их влияние.
Как мы поняли, сварщики – одна из самых опасных профессий в мире. Их работа ассоциируется с риском, прежде всего, для жизни. Аттестация по новым правилам предполагает пересмотр работодателям своего отношения к сотрудникам и осознания всей важности их безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Оборудование рабочего места сварщика
СВАРКА, РЕЗКА МЕТАЛЛОВ
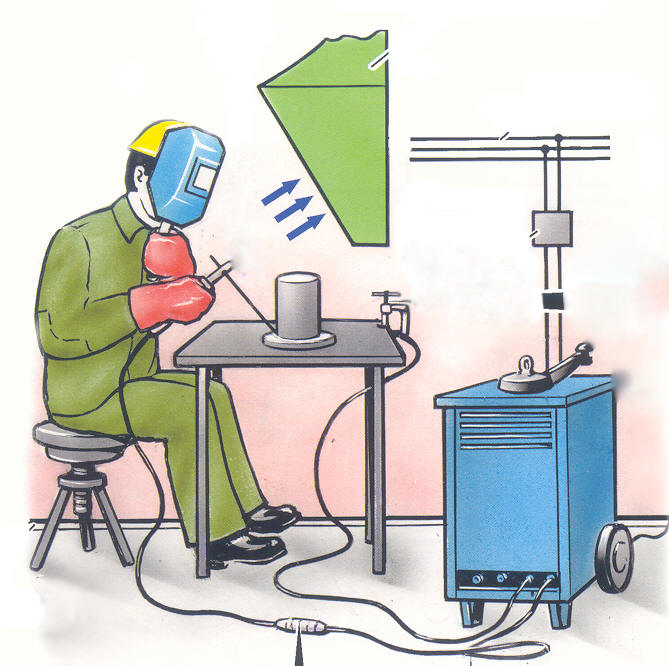
Рабочее место сварщика может быть как стационарным, так и мобильным. Но в любом случае у сварщика должны быть в наличии: источник электропитания, сварочный трансформатор, сварочные провода, держатель электрода, защитный щиток для лица, плотная (брезентовая) защитная одежда, оградительные щиты, средства пожаротушения, необходимые инструменты, асбестовый лист для настилки в месте сварки (рис. 4).
Если речь идет о комнате (кабине) сварщика, то стены в ней должны быть окрашены в светло-серый цвет, который поглощает ультрафиолетовые лучи. Комната (кабина) должна быть хорошо
Рис 4. Рабочее место сварщика (дуговая сварка). 1— источник электропитания, 2— кабели; 3— электрододержатель; 4— ящик для электродов; 5 — стол; 6 — ящик для инструментов; 7 — вытяжная вентиляция; 8— противопожарный инвентарь |
освещена и иметь вентиляцию. Пол должен быть обязательно огнестойким, т. е. выложенным из кирпича, цемента, бетона. Высота рабочего стола сварщика — в пределах 0,6—0,7 м, материал — толстый листовой металл. Для защиты глаз и лица сварщика используются щитки или маски из фибры пли спецфанеры. Защиту от вредных излучений при сварке хорошо обеспечивают светофильтры темно-зеленого цвета (типа С). Для различных режимов сварки используются различные классы светофильтров типа С. Это определяется инструкциями, прилагаемыми к светофильтрам.
Сварка покрытыми электродами при токе 100 А выполняется со светофильтром С5,200 А— С6,300 А— С7,400 А — С8,500-600 А — С9 и т. д.
д.
При сварке плавящимся электродом тяжелых металлов в инертном газе пользуются светофильтром на номер меньше, а легких
А
Рис 5. Электрододержатели А — пр>жннный, Б — вилочный; 1 — зажимные губки: 2 — кабсіь |
металлов — на номер больше по сравнению со светофильтром для сварки покрытыми электродами.
Сварка в С02 на токах 50—100 А выполняется со светофильтром С1,100-150 А — С2,150-250 А — СЗ, 250-300 А — С4,300- 400 А-С5,
Основным инструментом сварщика является электрододер — жатель. На рис. 5 даны их основные разновидности.
Сварочные кабели. Для подвода тока к электрододержателю и изделию от источника питания применяют гибкие кабели марок РГД, РГДО и РГДВ.
Длина гибкого кабеля, к которому подсоединен электрододер — жатель, обычно равна 2—3 м, остальная его часть может заменяться кабелями марок КРПГН, КРПНТ и КРПСН.
Применять кабель длиной более 30—40 м не рекомендуется, так как этр вызывает значительное падение напряжения в сварочной цепи, что отрицательно сказывается на качестве сварки. Кабель, соединяющий свариваемое изделие с источником питания, может быть более жестким и менее дорогостоящим, например ПРН. Сечение сварочных кабелей выбирают в зависимости оттока дуги и допустимых нагрузок. Например, площадь сечения одножильного кабеля для сварочного тока 200 А берут 40 мм2, 300 А — 70 мм2, 400 А -120 мм2.
Комплект инструментов. На сегодняшний день выпускаются три комплекта для сварочных работ: КИ-500, КИ-315, КИ-125. Можно приобрести и набор инструментов ЭЫИ-300 и ЭНИ-300/1. В набор входят: электрододержатель с запасными частями, соединительная муфта, клемма заземления, щетка-зубило, отвертка с диэлектрической ручкой.
Две диэлектрические ручки, плоскогубцы комбинированные, ключ гаечный разводной, клеймо сварщика, молоток, два защитных светофильтра, стекло покровное для щитка или маски сварщика, отрезок кабеля марки РГД длиной 3 м.
Физические основы магнитной дефектоскопии. Магнитные методы контроля основаны на обнаружении магнитных потоков рассеяния, возникающих при наличии различных дефектов, в намагниченных изделиях из ферромагнитных материалов (железа, никеля, кобальта и некоторых сплавов). …
Получение и свойства ультразвуковых колебаний. Акустическими вшпама называются механические колебания, рзспро — страняющиеся в упругих средах. Если частота акустических колебаний превышает 20 кГц (т. е. выше порога слышимости для человеческого …
Природа рентгеновского и гамма-излучения. Как и видимый свет, рентгеновское и гамма-излучения представляют собой электромагнитные излучения. Они отличаются длиной волны: длина волны видимого света (4—7)в10‘7м, рентгеновского излучения 6 •Ю13— 10*9 м, …
Столы сварщика для организации рабочего места сварщика
Стол сварщика – используется как неповоротный стол сварщика для комплектации рабочего места сварщика в цехах для проведения сварочных, зачистных и шлифовальных работ с изделиями средних и малых размеров. Рабочее место сварщика Вы можете укомплектовать нашими столами:
Отличительной особенностью столов сварщика серий ССН и СС является то, что рабочая поверхность обладает высокой прочностью, износостойкостью к воздействию высоких температур, исключает прилипание брызг, и выполнена (в зависимости от модели) в виде чугунной решетки, либо сплошной цельной чугунной плиты. В зависимости от производственных задач некоторые модели столов сварщика оборудованы стальной, алюминиевой или медной решеткой, комбинированной рабочей поверхностью с шамотным кирпичом.
Отличительной особенностью столов сварщика универсальных, с поворотной плитой серии ССН,СС, ССУ является то, что в данной модификации столы сварщика имеют комбинированную рабочую поверхность из круглой чугунной плиты и металлического настила.
Отличительной особенностью столов сварщика с фильтровентиляционным устройством серии ССУ — возможность использовать стол сварщика в цехах, не оборудованных общецеховой вытяжной системой и вентиляцией. Вентиляция стола сварщика устроена следующим образом: из рабочей зоны газовые смеси и аэрозоли удаляются через отвод и, проходя через фильтрующие элементы, расположенные внутри поста сварки, выходят в виде воздуха, не содержащего вредных примесей для здоровья работающего и окружающих. В зависимости от модели стола сварщика, отвод аэрозолей, газовых смесей и абразивной пыли производится снизу через рабочую поверхность (решетку), либо сверху при помощи поворотно-вытяжного устройства.
Вентиляция стола сварщика устроена следующим образом: из рабочей зоны газовые смеси и аэрозоли удаляются через отвод и, проходя через фильтрующие элементы, расположенные внутри поста сварки, выходят в виде воздуха, не содержащего вредных примесей для здоровья работающего и окружающих. В зависимости от модели стола сварщика, отвод аэрозолей, газовых смесей и абразивной пыли производится снизу через рабочую поверхность (решетку), либо сверху при помощи поворотно-вытяжного устройства.
Стол сварщика СС-05 — многофункциональный конструктор, с помощью которого Вы можете скомплектовать свой стол сварщика в зависимости от производственных задач. Стол сварщика комплектуется фильтровентиляционным устройством и может использоваться для проведения сварочных, шлифовальных, зачистных работ, а также для ручной плазменной резки с одновременным удалением из зоны рабочего места сварщика загрязненного воздуха, пыли, продуктов горения. В зависимости от вида выполняемых на столе работ основание может комплектоваться чугунной плитой РЧ, медной решеткой РМ, стальной решеткой РС, решеткой для плазменной резки РП.
Для заказа серийной продукции или разработки модели по индивидуальным характеристикам, направьте, пожалуйста, Вашу заявку на адрес [email protected].
Опросный лист №1 для подбора/разработки стола сварщика
Выберите категорию:
Аттестация рабочего места электрогазосварщика (стр. 5 из 9)
Электрогазосварщик – одна из профессий, входящих в рабочую деятельность предприятия. И как другие профессии, данная имеет свои достоинства и недостатки. У данной профессии существует специфические, так называемые профессиональные заболевания:
· электроофтальмия (возникает в результате интенсивного облучения глаза светом, богатым ультрафиолетовыми лучами (свет сильной дуговой лампы при киносъемке, при электросварочных работах)).
· Пневмокониоз (группа заболеваний лёгких, вызванных длительным вдыханием производственной пыли и характеризующихся развитием в них фиброзного процесса)
· Силикоз (профессиональное заболевание легких, обусловленное длительным вдыханием пыли, содержащей свободную двуокись кремния. Характеризуется диффузным разрастанием в легких соединительной ткани и образованием характерных узелков).
При работе с приборами электрогазосварщик должен пользоваться специальной одеждой, во избежание ожогов, травм. Одежда предназначена для защиты работающих от искр, брызг расплавленного металла, окалины, излучений сварочной дуги. Как правило, при изготовлении применяются парусиновые ткани, натуральные кожи (спилки и юфть) выработанные из шкур крупнорогатого скота(КРС), а так же, в некоторых случаях, специальные ткани из натуральных и(или) смешанных волокон, как со специальными отделками, так и из специальных синтетических волокон стойких к прожиганию. Основным показателем защитных свойств одежды для сварщика является стойкость к прожиганию.
К профессиональным функциям электрогазосварщика относятся:
- Ручная дуговая, плазменная и газовая сварка особо сложных аппаратов, деталей, узлов, конструкций и трубопроводов из различных сталей, чугуна, цветных металлов и сплавов, предназначенных для работы под динамическими и вибрационными нагрузками и под высоким давлением.
- Ручная дуговая и газоэлектрическая сварка строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, и конструкций сложной конфигурации.
- Автоматическая сварка различных конструкций из легированных специальных сталей, титановых и других сплавов на автоматах специальной конструкции, многодуговых, многоэлектродных автоматах и автоматах, оснащенных телевизионными, фотоэлектронными и другими специальными устройствами, на автоматических манипуляторах (роботах).
- Механизированная сварка аппаратов, узлов, конструкций трубопроводов, строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, при выполнении сварных швов в потолочном положении и на вертикальной плоскости.
- Сварка экспериментальных конструкций из металлов и сплавов с ограниченной свариваемостью, а также из титана и титановых сплавов.
- Сварка сложных конструкций в блочном исполнении во всех пространственных положениях сварного шва.
Сварка – такой же необходимый технологический процесс, как и обработка металлов, резанием, литье, ковка. Большие технологические возможности сварки обеспечили ее широкое применение при изготовлении и ремонте судов, автомобилей, самолетов, турбин, котлов, реакторов, мостов и других конструкций. Перспективы сварки, как в научном, так и в техническом плане безграничны. Её применение способствует совершенствованию машиностроения и развития ракетостроения, атомной энергетики, радио электроники. Поэтому, я думаю, что профессия сварщика (и тем более электрогазосварщика) актуальна и в наше время. Это связано и с недостатками кадров в данной деятельности, и с развитием в больших масштабах промышленной деятельности.
Заключение
В данной курсовой работе мною была рассмотрена аттестация рабочих мест по условиям труда( на примере элекрогазосварщика).
Аттестация рабочих мест по условиям труда в настоящее время достаточно актуальна. Условия труда работника на предприятии или в организации отражаются на его работоспособности. Повышение производительности труда связано с улучшением условий в которых находится работник, а, следовательно, и с аттестацией рабочего места.
Внедрение новых производственных процессов не должно увеличивать воздействия вредных и опасных факторов труда.
Была рассмотрена карта аттестации на сотрудника организации «Газпром» Оренбург (специальности электрогазосварщика), результат представлен в приложениях.
. Список использованной литературы:
1. Андреев С. В, Охрана труда от А до Я /С.В. Андреев– М.: Альфа-Пресс, 2006.-263 с.
2. Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной сварки, М: 1997 года;
3. Глизманенко Д.А. Газовая сварка и резка металлов.-М.: Высш. школа, 1969.-304с
Глизманенко Д.А. Газовая сварка и резка металлов.-М.: Высш. школа, 1969.-304с
4. Девисилов В.А, Охрана труда/ В.А. Девисилов. – М.: Форум-ИНФРА-М, 2003.-180 с.
5. Пешков В.В., Коломенский А.Б. «Сварочное производство», — Москва 1988г., «Красная Искра»
6. Рыбаков В.М. Дуговая и газовая сварка, М: ВШ, 1986 года.
7. Степанова В.В. Справочник сварщика, М: 1982 года
8. Фоминых В.П. Электросварка, М: В.Ш…, 1978 года.
9. Фролов В.А., Казаков В.А. «Введение в специальность», — Воронеж 1976г.
10. Чернышев Г.Г. Сварочное дело, М: 2003 года.
11. Приказ Министерства здравоохранения и социального развития РФ от 31 августа 2007 г. N 569 «Об утверждении Порядка проведения аттестации рабочих мест по условиям труда»
Приложение А
Филиал «Центрэнергогаз» ОАО «Газпром»
ПРИКАЗ № 28 П(а)
« 1 » февраля 2007 г.
О создании аттестацтонной
комиссии
В соответствии со статьёй 212 Трудового кодекса Российской Федерации и Приказом Министерства здравоохранения и социального развития РФ от 31 августа 2007г. № 569 «Об утверждении Порядка проведения аттестации рабочих мест по условиям труда»
ПРИКАЗЫВАЮ:
1. Провести аттестацию рабочих мест по условиям труда.
2. Для организации и проведения аттестации рабочих мест по условиям труда создать аттестационную комиссию в следующем составе:
Председателем аттестационной комиссии назначить главного инженера треста – А.В. Митаревского.
Заместителем председателя аттестационной комиссии назначить инженера по охране труда – И.Ю. Ракова.
В состав аттестационной комиссии включить:
И.о. Начальника ОТиЗ И.А. Мерзликина.
Главный сварщик А.М. Аймуратова.
Главный механик С.К. Белова.
Главный энергетик Н.И. Томина.
Председатель профкома Н.С. Филимонова
Начальник ОК и СР И.В. Моргунова..
3.Аттестацию рабочих мест по условиям труда провести с 1 февраля по 1 марта 2007года.
4. В целях координации, методического руководства и контроля за проведением работ по аттестации рабочих мест по условиям труда включить в состав Аттестационной комиссии на паритетной основе представителя Аттестующей организации начальника отдела экспертизы ООО «НТЦ» «Промбезопасность-Оренбург» В.М. Гельфонда.
В целях координации, методического руководства и контроля за проведением работ по аттестации рабочих мест по условиям труда включить в состав Аттестационной комиссии на паритетной основе представителя Аттестующей организации начальника отдела экспертизы ООО «НТЦ» «Промбезопасность-Оренбург» В.М. Гельфонда.
Аттестационной комиссии необходимо:
1) осуществлять методическое руководство и контроль за проведением работ по аттестации рабочих мест по условиям труда на всех её этапах;
2) сформировать необходимые для проведения аттестации рабочих мест по условиям труда нормативные и локальные акты, организационно-распорядительные и методические документы;
3) составить полный перечень рабочих мест(в соответствии с приложением №1 к Порядку)с выделением аналогичных мест и указанием оцениваемых вредных и (или) опасных производственных факторов исходя из характеристик технологического процесса, состава производственного оборудования, применяемых сырья и материалов, результатов ранее проводившихся измерений показателей вредных и (или) опасных производственных факторов, жалоб работников на условия труда;
4) подготовить предложения по приведению наименования профессий и должностей работников треста в соответствие с требованиями законодательства, если для этих профессий и должностей предусмотрено предоставление компенсаций;
5) присвоить коды подразделениям для проведения автоматизированной обработки результатов аттестации рабочих мест по условиям труда. Каждому рабочему месту присвоить свой порядковый номер, в том числе и рабочим местам одного наименования;
6) составить и подписать карты аттестации рабочих мест по условиям труда;
7) организовать ознакомление работников с результатами аттестации рабочих мест по условиям труда;
8) при наличии на рабочих местах вредных и (или) опасных производственных факторов готовить предложения о внесении изменений в трудовой договор об обязательствах работодателя по обеспечению работника необходимыми средствами индивидуальной защиты, установлению соответствующего режима труда и отдыха, а также других установленных законодательством гарантий и компенсаций за работу с вредными и (или) опасными условиями труда;
9) по результатам аттестации рабочих мест по условиям труда разработать План мероприятия по улучшению и оздоровлению условий труда в тресте, куда включаются, в том числе, мероприятия, требующие значительных материальных затрат. В плане мероприятий по улучшению и оздоровлению условий труда в тресте дать предложения по источникам финансирования мероприятий, сроки их исполнения, исполнителей и устраняемых вредных и (или) опасных производственных факторов по конкретным рабочим местам. План представить мне на утверждение.;
В плане мероприятий по улучшению и оздоровлению условий труда в тресте дать предложения по источникам финансирования мероприятий, сроки их исполнения, исполнителей и устраняемых вредных и (или) опасных производственных факторов по конкретным рабочим местам. План представить мне на утверждение.;
10) провести подготовительную работу по проведению аттестации на рабочих месстах при этом обеспечить, чтобы определение уровней вредных и (или) опасных производственных факторов осуществлялось при ведении производственных процессов в соответствии с технологической документацией при исправных и эффективно действующих средствах коллективной защиты (заземлении, занулении, вентиляции и кондиционировании, освещённости), вносить предложения о готовности к сертификации организации работ по охране труда.
Анализ условий труда на рабочем месте электрогазосварщика на примере газораспределительной организации Текст научной статьи по специальности «Науки о здоровье»
ISSN 2410-6070 ИННОВАЦИОННАЯ НАУКА №4 / 2020
Заключение:
Согласно известным формулам можно проанализировать энергетическую эффективность любого метода повышения помехоустойчивости с учетом процессорной задержки обработки. Анализ помехоустойчивых кодов остается наиболее популярным среди разработчиков эффективных систем передачи. Необходимость расчета процессорной задержки обработки сигналов необходима для оценки качества предоставленных абоненту услуг. Алгоритмическая сложность помехоустойчивого кодера может различаться в зависимости используемых алгоритмов декодирования, что в свою очередь напрямую влияет на энергетический выигрыш.
Список использованной литературы:
1. Патент RU 2683598 С1 от 10.01.2018 г. Шадрин Б.Г., Дворянчиков В.А., Зачатейский Д.Е. — О. : АО «ОНИИП»
2. Скляр Б. Цифровая связь. Теоретические основы и практическое применение. Изд. 2-ое испр. : Пер. с англ. — М. : Издательский дом «Вильямс», 2003. — 1003 с.
Скляр Б. Цифровая связь. Теоретические основы и практическое применение. Изд. 2-ое испр. : Пер. с англ. — М. : Издательский дом «Вильямс», 2003. — 1003 с.
3. Панфилов И.П., Дырда В.Е. Теория электрической связи: Учебник для техникумов. — М : Радио и связь, 1991 — 344 с.
4. Золотарев В.В., Овечкин Г.В. Алгоритмы многопорогового декодирования для гауссовских каналов. Информационные процессы. 2008, том 8, №1, С.68-93.
5. Золотарев В.В., Овечкин Г.В. Помехоустойчивое кодирование. Методы и алгоритмы. Справочник. М.: Горячая линия — Телеком, 2004.
6. Форни Д. Каскадные коды // Пер. с англ. под ред. Самойленко С.И. М.: Мир, 1970.
7. Золотарев В.В. Теория и алгоритмы многопорогового декодирования. М.: Радио и связь, Горячая линия — Телеком, 2006.
10. В.М. Охорзин, Д.С. Кукунин, М.С. Новодворский Построение каскадных кодов на основе кодов Боуза — Чоудхури — Хоквингема и Рида — Соломона.
11. Trifonov, P. Chained successive cancellation decoding of the extended Golay code / P. Trifonov // Proceedings of Iran Workshop on Communication and Information Theory. — Tehran, Iran: Sharif University of Technology, 2018.
12. Sorger, U. The star trellis of the Golay code / U. Sorger, S. Fedorenko // Proceedings of Seventh International Workshop on Algebraic and Combinatorial Coding Theory. — 2000.
© Харисов Р.Р., 2020
УДК 331.45
Ю.О. Хлыбова
магистрант 2 курса ФГБОУ ВО УГНТУ,
г. Уфа, РФ
Уфа, РФ
e-mail: [email protected] Научный руководитель: Р.А. Сулейманов
д.м.н., проф. ФБУН «УфНИИ медицины труда и экологии человека»,
г. Уфа, РФ
АНАЛИЗ УСЛОВИЙ ТРУДА НА РАБОЧЕМ МЕСТЕ ЭЛЕКТРОГАЗОСВАРЩИКА НА ПРИМЕРЕ
ГАЗОРАСПРЕДЕЛИТЕЛЬНОЙ ОРГАНИЗАЦИИ
Аннотация
Статья посвящена анализу результатов специальной оценки условий труда на рабочем месте электрогазосварщика на примере газораспределительной организации. Рассмотрено влияние вредных
производственных факторов: химического, неионизирующего излучения и тяжести трудового процесса. Даны рекомендации по улучшению условий труда на рабочем месте электрогазосварщика в газораспределительной организации.
Ключевые слова:
Условия труда, электрогазосварщик, класс условий труда, производственный фактор, рабочее место
На сегодняшний день обеспечение благоприятных условий труда работников является приоритетным направлением деятельности каждого предприятия, поскольку трудовые ресурсы -ключевое звено устойчивого развития экономики. Травматизм и профессиональные заболевания, возникающие в результате неудовлетворительного состояния условий труда, могут быть причиной снижения производительности, а также увеличения затрат на выплату компенсаций работникам, занятым на работах с вредными факторами производственной среды.
Область деятельности исследуемого предприятия — транспортировка сетевого газа по газопроводам, строительство систем газоснабжения, эксплуатация и ремонт газового оборудования и газопроводов.
В качестве исходных данных для анализа условий труда были использованы результаты специальной оценки условий труда (СОУТ). Из 279 рабочих мест, на которых была проведена СОУТ 269 рабочих мест соответствуют допустимым, а оставшиеся 10 — вредным условиям труда (рис. 1).
100% 80% 60%
40% 20% 0%
3,6%
Допустимые условия труда
I Вредные условия труда
Рисунок 1 — Результаты СОУТ в организации
На рабочем месте электрогазосварщика установлен класс условий труда 3.2 при совокупном воздействии трех вредных производственных факторов: химического (3.1), неионизирующего излучения (3.1) и тяжести трудового процесса (3.1).
Работы ведутся на нестационарном сварочном посту. Электрогазосварщики данной организации осуществляют выездные работы по монтажу и ремонту газопроводов и газового оборудования. К должностным обязанностям электрогазосварщика относятся ручная дуговая и газовая сварка различной сложности деталей, узлов, конструкций и трубопроводов из различных сталей [1]. Для проведения работ используется электросварочное оборудование типа «Форсаж», электрогенератор «Вепрь», электроды, сварочная проволока, горючие газы (ацетилен, пропан).
Наиболее характерным и вредным фактором практически для всех способов сварки является химический фактор. Опасность для здоровья представляют образующиеся в воздухе рабочей зоны сварочные аэрозоли (СА), являющиеся причиной развития заболеваний дыхательной системы. Среди них пневмокониоз сварщика, пылевой бронхит и бронхиальная астма. При этом в группу риска попадает каждый сварщик со стажем работы более 10 лет, даже если он работает в пределах допустимой концентрации [2].
При этом в группу риска попадает каждый сварщик со стажем работы более 10 лет, даже если он работает в пределах допустимой концентрации [2].
К основным вредными веществами, присутствующим в воздухе рабочей зоны электрогазосварщика на исследуемом предприятии, согласно результатам СОУТ, относятся оксид марганца (II), оксид углерода
~ 66 ~
(II), диоксид азота, озон. Состав СА зависит от способа сварки, сварочных материалов и свариваемых металлов [3]. Учитывая специфику деятельности предприятия при сварке углеродистых сталей при использовании электродов с покрытиями основного, рутилового, целлюлозного видов помимо соединений марганца в твердой составляющей СА образуются также различные оксиды и комплексные соединения железа, титана, фтора, кремния и т.д [4].
Вредное воздействие СА в первую очередь характеризуется по содержанию в нем соединений марганца, представляющих серьезную опасность для центральной нервной системы работника. Соединения марганца поступают в организм через дыхательные пути и имеют свойство накапливаться в мозгу и печени, симптомы развиваются постепенно и носят неспецифический характер, многие сварщики не придают значения начальной стадии протекания манганотоксикоза, не обращая внимания на усталость, снижение работоспособности, раздражительность и головную боль. Это затрудняет раннюю диагностику и своевременное лечение [5].
Другой опасностью воздействия СА является развитие пневмокониоза, характеризующегося поражением соединительной ткани легких и отложением в них мелкодисперсной пыли СА. Если в предыдущие годы течение заболеваний легких сварщиков было медленно прогрессирующим и достаточно редко сопровождалось осложнениями, то сегодня можно обнаружить, что те же самые заболевания -пневмокониоз, бронхиальная астма, профессиональный бронхит характеризуются заметными осложнениями и нередко приводят к инвалидности работников трудоспособного возраста [6]. Следует отметить, что одной из причин такого положения является то, что больные попадают в неспециализированные медицинские учреждения, которые не обладают должными компетенциями для диагностики и постановки корректного диагноза. Так, в 2018 году в отделениях профпатологии и научно-исследовательских институтах была выявлена основная масса хронической профессиональной патологии работников — 70,13 % и 24,90 % соответственно, в то время как в лечебно-профилактических объединениях всего 4,97 % [7].
Следует отметить, что одной из причин такого положения является то, что больные попадают в неспециализированные медицинские учреждения, которые не обладают должными компетенциями для диагностики и постановки корректного диагноза. Так, в 2018 году в отделениях профпатологии и научно-исследовательских институтах была выявлена основная масса хронической профессиональной патологии работников — 70,13 % и 24,90 % соответственно, в то время как в лечебно-профилактических объединениях всего 4,97 % [7].
На рабочем месте электрогазосварщика исследуемого предприятия суммарная интенсивность ультрафиолетового излучения в области УФ-В и УФ-С равна 14,9 Вт/м2 на участке электросварочных работ и 4 Вт/м2 на участке газосварочных работ, что превышает предельно допустимый уровень в 14,9 и 4 раза соответственно. Уровни УФ-излучения на рабочем месте находятся в прямой зависимости от расстояния до источника и определяются в основном используемым сварочным оборудованием, а также величиной тока.
Опасное воздействие УФ-излучения заключается в его фотохимическом эффекте, способном разрушать структуру белков в организме и повреждать клеточные мембраны. Максимально уязвимы для УФ-излучения глаза. Наиболее чувствительна к излучению волны длиной 270-280 нм роговица, а негативное воздействие на хрусталик оказывает излучение в диапазоне 295-320 нм [8]. При сильном облучении развиваются ожоги и дерматиты. В этом ключе важно уделить особое внимание средствам индивидуальной защиты глаз и лица электрогазосварщика. Сварочные щитки и маски зачастую снабжены светофильтрами неудовлетворительного качества и самой простой конструкции. Так например, затемненные стекла, используемые в качестве фильтрующего материала в масках и щитках не способны полностью защитить работника от воздействия УФ-излучения, кроме того, они не предназначены для длительной работы. Еще одним существенным минусом является то, что такой тип светофильтра обладает постоянным светопропусканием, что исключает возможность наблюдения через него рабочей зоны до загорания дуги. Сварщик вынужден отводить щиток от глаз или поднимать его всякий раз перед началом процесса, после его окончания и при разрыве дуги [9]. Это провоцирует травматизм на рабочем месте, в частности ожог роговой оболочки — электроофтальмию, а также приводит к снижению производительности труда.
Сварщик вынужден отводить щиток от глаз или поднимать его всякий раз перед началом процесса, после его окончания и при разрыве дуги [9]. Это провоцирует травматизм на рабочем месте, в частности ожог роговой оболочки — электроофтальмию, а также приводит к снижению производительности труда.
Тяжесть трудового процесса электрогазосварщика на исследуемом предприятии определяется характером рабочей позы. Труднодоступное расположение трубопровода и газового оборудования, доставка на рабочее место сварочных материалов, подъем и переноска приспособлений создают условия
~ 67 ~
для статического и динамического перенапряжения опорно-двигательного аппарата работника и дальнейшего возникновения серьезных заболеваний нервно-мышечной системы и позвоночника. Это продолжительное пребывание в фиксированной и неудобной рабочей позе, например, при работах с большим наклоном или поворотом туловища, с поднятыми выше уровня плеч руками, сварка полусидя, стоя на коленях, лежа на спине и т.д [9].
Таким образом, в качестве рекомендаций по улучшению условий труда на рабочем месте электрогазосварщика для данной организации целесообразной представляется разработка комплекса мероприятий, направленных на снижение воздействия вредных факторов производственной среды, а именно:
— повышение внимания к процедуре диагностики и выявления профессиональных заболеваний на ранних стадиях развития путем организации тщательного и непрерывного мониторинга за состоянием здоровья электрогазосварщика, включающего помимо стандартных процедур различные виды психоневрологических тестов для ранней диагностики марганцевой интоксикации;
— использование качественных сварочных масок и щитков с автоматическими светофильтрами для предотвращения получения производственной травмы органа зрения;
— организация рациональных режимов труда и отдыха с внедрением культуры производственной гимнастики на рабочем месте как важной составляющей предупреждения физического утомления и заболеваний опорно-двигательного аппарата.
Осуществление предлагаемых мероприятий на практике позволит существенно снизить уровень негативного воздействия вредных факторов производственной среды на рабочем месте электрогазосварщика.
Список использованной литературы:
1. Об утверждении Единого тарифно-квалификационного справочника работ и профессий рабочих, выпуск
2, раздел «Сварочные работы» [Электронный ресурс]. — Режим доступа: http://docs.cntd.ru/document/901760548/ (дата обращения: 09.03.2020).
2. Тимофеева С.С. Профессиональные риски электрогазосварщиков на предприятиях Байкальского региона и их профилактика // Вестник Иркутского государственного технического университета. — 2012. — № 10 (69). — С. 88-96.
3. Гришагин В.М., Ерёмин Л.П., Деменкова Л.Г. Процессы образования и состав твердой фазы сварочного аэрозоля как наиболее вредного фактора при сварке горно-шахтного оборудования // Горный информационно-аналитический бюллетень (научно-технический журнал). — 2010. — № S3. — С. 412-422.
4. Принципы прогнозирования состава твердой составляющей сварочного аэрозоля по виду электродного покрытия / Д.А. Кузнецов [и др.] // Вестник Пермского национального исследовательского политехнического университета. — 2014. — № 2. — С. 21-33.
5. Токсические эффекты марганца как фактор риска для здоровья населения / Г.В. Шестова [и др.] // Медицина экстремальных ситуаций. — 2014. — № 4 (50). — С. 59-65.
6. Бурмистрова Т.Б., Комарова Т.А. Особенности рентгенологических изменений в легких от воздействия сварочного аэрозоля // Медицина труда и промышленная экология.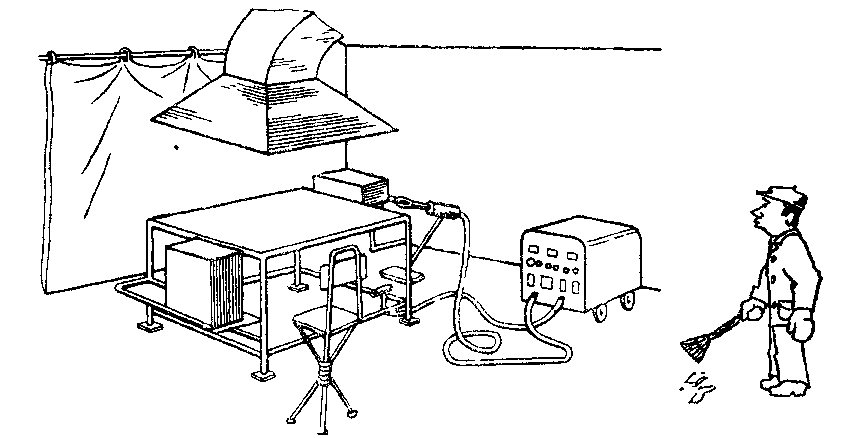 — 2009. — № 9. — С. 14-19.
— 2009. — № 9. — С. 14-19.
7. О состоянии санитарно-эпидемиологического благополучия населения в Российской Федерации в 2018 году: Государственный доклад. — М.: Федеральная служба по надзору в сфере защиты прав потребителей и благополучия человека, 2019. — 254 с.
8. Султанов С.А., Пупышева Е.В. Исследование свойств различных светопоглотителей, используемых для защиты от ультрафиолетового излучения (УФИ) // Молодежный научно-технический вестник. — 2014. — № 11. — С. 29-36.
9. Лупачёв В.Г. Безопасность труда при проведении сварочных работ. Минск: Вышейшая школа, 2008. -124 с.
© Хлыбова Ю.О., 2020
Инструкционная карта 12 — Организация рабочего места газосварщика
Инструкционная карта 12 — Организация рабочего места газосварщика
Категория:
Руководство газосварщика газорезчика
Инструкционная карта 12 — Организация рабочего места газосварщика
Учебно-производственные задания.
I — определение оптимальной зоны для расположения инструмента и материалов, II — посты для газовой сварки, III — обязанности газосварщика.
Цель заданий: научиться рациональной научной организации труда и умению применять ее в процессе своей работы.
Оснащение рабочего места. Необходимое оборудование, инструмент и материалы.
Организационные указания. При организации рабочего места руководствоваться правилами техники безопасности.
I. Определение оптимальной зоны для расположения инструмента и материалов
1. Наиболее удобная зона досягаемости (стоя и сидя) в горизонтальной плоскости определяется полудугой с радиусом примерно около 350 мм для каждой руки. Максимальная зона для учащихся среднего роста — 550 мм без наклона корпуса и 650 мм — с наклоном корпуса под углом не более 30°.
2. Оптимальная рабочая зона в вертикальной плоскости при работе стоя — 1000X700 мм. Остальные зоны досягаемости рук человека. Наклон корпуса человека при работе стоя должен составлять угол не более 30°.
3. При размещении на рабочем месте инструментов, приспособлений нужно учитывать следующие углы зрения:
— угол мгновенной видимости в рабочей зоне — 18°; угол эффективной видимости в рабочей зоне — 30°;
— угол обзора на рабочем месте при фиксированном положении головы — 120°;
— угол обзора при повороте головы — 220° (поворот головы расширяет зону обзора на угол, соответствующий повороту).
4. Руководствуясь положениями 1—3, следует определять, на каком расстоянии от фронта стола газосварщика или от пола должны находиться материалы, заготовки, детали, инструмент, чтобы рабочему не приходилось выполнять ненужных (лишних) движений, вызывающих дополнительные затраты времени, утомляемость и снижение производительности труда. Кроме того, нужно организовать свое рабочее место так, чтобы по возможности все материалы в любой момент были видны.
Оптимальной должна быть такая организация рабочего места и труда, чтобы не искать нужное среди ненужного и брать нужное не глядя.
II. Посты для газовой сварки Пост для сварки в стационарных условиях
1. На рабочем месте сварщика должны находиться следующие предметы:
— сварочный стол с крышкой, вентиляция с местным отсосом воздуха в количестве 1700—2500 м3/ч (на рис. не показана), ящик для хранения присадочного материала, редуктор для подачи кислорода в горелку (резак) из кислородопровода, предохранительный затвор, рукава для подачи ацетилена и кислорода, экономизатор, горелка, ящик для воды, стул поворотный.
Кроме предметов на рабочем месте должен быть верстак (стеллаж) с приспособлениями для закрепления свариваемых деталей с тумбочками, ящиками, слесарными тисками.
2. Проверить сварочный стол. Он должен быть изготовлен из металла, стоять устойчиво и иметь такую высоту, чтобы свариваемые детали можно было располагать (по возможности) в удобном для сварки положении.
3. Выдвинуть из тумбочки ящик, взять и положить на стол сварщика справа от себя: металлическую щетку, молоток, зубило, плоскогубцы; слева — коробку с порошкообразным флюсом.
4. Проверить в первом ящике наличие следующего инструмента:
— ключей гаечных двусторонних для отвертывания мундштуков, сальниковых, маховичковых, накидных и шланговых гаек (размеры ключей 9X11, 10X12, 14X17, 17X19, 22X24 мм), ключей для открытия кислородных и ацетиленовых вентилей;
— напильника плоского личного длиной 150 мм, применяемого для зачистки наружных поверхностей мундштуков от брызг металла;
— набора проволоки медной и игл стальных полированных для прочистки отверстий инжекторов, мундштуков и смесительных камер;
— разверток и полировальных игл для мундштуков и смесительных камер;
— притиров чугунных для седел вентилей горелок и зенкеров для исправления изношенных седел вентилей горелок;
— оправок для восстановления отверстий седел в штуцере при присоединении инжектора и притиров чугунных для штуцеров шланговых;
— хомутиков для закрепления шлангов; ножа перочинного острозаточенного.
5. Проверить во втором ящике стола наличие:
— проволоки стальной мягкой диаметром 1,5 мм для закрепления шлангов, в тех случаях, когда по каким-либо причинам отсутствуют хомутики;
— полотна наждачного с зернистостью 120, 150, 220 на тканевой основе;
— мела тонкого помола для полирования отверстий и мундштуков;
— асбеста шнурового диаметром мм и парафинированного для набивки сальников;
— абразивного порошка с зернистостью 180 и 220 для притирки деталей горелок.
6. Проверить в третьем ящике стола наличие комплекта наконечников к сварочной горелке.
7. Проверить в тумбочке наличие запаса сварочной проволоки различных марок, а также флюсов. Проверить наличие и исправность приспособлений для сборки изделий под сварку, для кантовки изделий, для вращения труб при сварке и резке.
8. Проверить исправность вращающегося стула. Прежде всего обратить внимание на его высоту, так как в одинаковой степени неудобно и вредно, когда сиденье слишком высокое или слишком низкое. Если сиденье выше нормы, образуется застой крови в голени и стопе. При недостаточной высоте также нарушается кровообращение, поскольку ноги оказываются слишком согнутыми в коленях. Оптимальная высота сиденья зависит от роста газосварщика: при росте до 160 см — 43 см; 161 — 170 см — 45 см; 171 — 180 см — 47 см и свыше 180 см — 49 см.
Прежде всего обратить внимание на его высоту, так как в одинаковой степени неудобно и вредно, когда сиденье слишком высокое или слишком низкое. Если сиденье выше нормы, образуется застой крови в голени и стопе. При недостаточной высоте также нарушается кровообращение, поскольку ноги оказываются слишком согнутыми в коленях. Оптимальная высота сиденья зависит от роста газосварщика: при росте до 160 см — 43 см; 161 — 170 см — 45 см; 171 — 180 см — 47 см и свыше 180 см — 49 см.
9. Проверить исправность шлангов для подачи кислорода и ацетилена в горелку, редуктора, предохранительного затвора, средств пожаротушения (ящики с песком, огнетушители, лопаты, ведра и др.).
Пост для газовой сварки в нестационарных условиях
1. Организовать рабочее место так, — при снабжении горелки горючим газом от переносного ацетиленового генератора; — при снабжении горелки горючим газом от ацетиленового баллона и баллона с сжиженным газом.
2. Проверить наличие и исправность специальных ключей для открывания вентилей кислородного, ацетиленового и пропан-октанового баллонов, ключей для обслуживания горелки (резака).
3. Иметь при себе минимальный набор запасных деталей для своевременной замены вышедших из строя и во избежание перерывов в работе: один мундштук, инжектор того же номера, что и мундштук; кольца сальниковые для горелок (10 шт.), кольца уплотнительные для штуцеров горелок (5 шт.) и кольца резиновые для смесительных камер (5 шт.).
4. Безопасность в работе достигается только при неукоснительном соблюдении правил техники безопасности, исправности сварочной горелки, кислородного редуктора, ацетиленового переносного генератора или ацетиленового редуктора, резиновых рукавов, наличии у газосварщика защитных очков, инструмента.
5. Плановый осмотр и испытание газосварочного оборудования и аппаратуры служат гарантией ее работоспособности и безопасности сварщика.
III. Обязанности газосварщика
До начала работы.
1. Надеть рабочую одежду, застегнуть куртку, штанины брюк напустить на обувь.
2. Убрать волосы под головной убор (берет, косынку).
3. Убрать все лишние предметы со стола сварщика.
4. Проверить наличие на рабочем месте необходимых для успешной работы материалов, заготовок, чертежей, технологических и инструкционных карт, режущего, измерительного и другого инструмента.
5. Прослушать инструктаж мастера.
6. Подготовить оборудование поста к эксплуатации, соблюдая правила, изложенные в картах 6—11.
Во время работы.
1. Сохранять порядок на своем рабочем месте.
2. При появлении непрерывных или часто повторяющихся хлопков потушить пламя, охладить наконечник и проверить отверстия мундштука резака (горелки).
3. Класть справа (слева) все то, что при работе приходится брать правой (левой) рукой, класть ближе все, чем приходится пользоваться чаще, а реже употребляемое — дальше.
4. Складывать сваренные детали в определенное место и в соответствующем порядке.
По окончании работы.
1. Прибрать и вычистить рабочее место, промыть оборудование, очистить аппаратуру от пыли и загрязнений.
2. Поставить на хранение ацетиленовый генератор, водяной затвор, баллоны с кислородом, ацетиленом, пропан-бутаном.
3. Поставить на хранение неизрасходованный карбид кальция в герметически закрытой таре.
4. Прибрать вспомогательный инструмент в ящик шкафа (верстака).
5. Убедиться в отсутствии очагов возгорания (тлеющих тряпок, горящих окурков и т. п.).
6. Соблюдать правила эксплуатации отдельных составляющих газовый пост деталей и узлов, которые подробно рассмотрены в картах 6—12.
Реклама:
Читать далее:
Инструкционная карта 13 — Наплавка валиков в нижнем и наклонном положениях
Статьи по теме:
Сварочные экраны и перегородки — важная защита на производстве
Эффективная охрана труда на металлообрабатывающем производстве делает безопаснее работу не только самого сварщика, но и каждого работника в цехе. Ведь сварочное излучение, шум и брызги создают опасность также и для посторонних людей, находящихся поблизости от рабочего места сварщика. Современные системы экранов и перегородок ограждают сварочные посты друг от друга, защищая работников от отражений сварочного излучения.
Ведь сварочное излучение, шум и брызги создают опасность также и для посторонних людей, находящихся поблизости от рабочего места сварщика. Современные системы экранов и перегородок ограждают сварочные посты друг от друга, защищая работников от отражений сварочного излучения.
При дуговой сварке наибольшим опасностям подвергается сам сварщик. К таким опасностям относятся, например, сварочные дымы, электричество, шум или высокие температуры. Тем не менее, без соответствующих мер защиты посторонние лица, находящиеся вблизи сварочных рабочих мест, также могут подвергаться воздействию опасных веществ.
Примером этого является озон: он образуется в результате ультрафиолетового излучения из кислорода, содержащегося в воздухе. На блестящих металлических поверхностях ультрафиолетовые лучи отражаются и могут также приводить к образованию озона на некотором расстоянии от сварного шва. Это способствует не только образованию сварочного дыма, но и очень опасного газа — озона.
По этой причине очень важным моментом является защита рабочего места сварщика и окружающей территории. Везде, где это возможно, сварочные рабочие места должны быть ограждены специальными перегородками, чтобы защитить других людей от излучения дуги, шума и сварочных брызг. Для этой цели подходят шторы, перегородки или полупрозрачные экраны в соответствии с DIN EN ISO 25980.
Для эффективной защиты работника эти перегородки должны соответствовать нескольким характеристикам. Их спектральная отражательная способность (отношение отраженной мощности излучения к мощности поражающего излучения) должна составлять менее десяти процентов. Напротив, коэффициент пропускания света должен быть выше 0,0001 процента. Это значение указывает на долю света, который пропускается снаружи внутрь из стекла. Система экранирования может изменять пропускание света максимум на 20 процентов в процессе сварки.
В то же время предприятия должны также уделять большое внимание правильному применению защитных перегородок: должно существовать свободное пространство от пола до нижнего края перегородки, которое определяется расчетом при проектировании системы противодымной защиты. Это необходимо для доступа воздуха в рабочую зону сварки. Кроме того, сварочные шторы, полосы и экраны не заменяют маску сварщика. Сварочная маска необходима, когда наблюдение за сварочной дугой происходит с расстояния менее двух метров.
Это необходимо для доступа воздуха в рабочую зону сварки. Кроме того, сварочные шторы, полосы и экраны не заменяют маску сварщика. Сварочная маска необходима, когда наблюдение за сварочной дугой происходит с расстояния менее двух метров.
Выбор решений для защиты рабочих мест сварщика велик. Поэтому лица, несущие ответственность за организацию безопасного рабочего места в сварочном цехе, должны в каждом конкретном случае решать, какие системы лучше всего подходят для их рабочих мест. Наиболее популярные варианты систем перегородок:
Сварочные занавески
Сварочные шторы и жалюзи можно вешать на трубу или к С-образному профилю. Они регулируются по бокам и поэтому очень гибки в использовании. Материал штор самозатухающий.
Сварочные жалюзи
Защитные жалюзи для сварки также изготовлены из самозатухающего материала. Однако, в отличие от штор, они обладают некоторыми преимуществами: размер отдельных жалюзийных занавесок и степень их перекрытия могут быть выбраны индивидуально. Проход возможен в нескольких точках разделения. Отдельные элементы можно перемещать с обеих сторон. Также через такие жалюзи можно с легкостью перемещать заготовки в разных местах.
Защитные сварочные экраны
Сварочные экраны могут использоваться в разных местах благодаря их малому весу и мобильности. Они могут быть оборудованы шторами, либо жалюзи различной толщины и ширины.
Системы звукоизоляции и звукопоглощающие перегородки
Звукоизоляционные перегородочные системы часто состоят из нескольких отдельных модульных компонентов, которые могут быть сконструированы и соединены по отдельности. Например, они собираются в открытые или закрытые кабины, которые обычно используются в учебных классах. Мощные модели оснащены звуконепроницаемыми кассетами и порошковым покрытием, препятствующим ультрафиолетовому излучению.
У Вас появились вопросы? Смело обращайтесь за помощью к квалифицированным специалистам ООО «ДельтаСвар»! У нас Вы можете найти сварочные занавески и ограждения для удовлетворения любых потребностей Вашего производства. Всегда в наличии на нашем складе готовые сварочные защитные занавески и жалюзи различной длины, сварочные экраны.
Всегда в наличии на нашем складе готовые сварочные защитные занавески и жалюзи различной длины, сварочные экраны.
Еще по теме: Сварочная штора — надежная защита в соответствии с DIN EN ISO 25980 (EN 1598)
Читайте также:
Выставка «MashExpo Siberia — 2021»
Приглашаем посетить стенд №A511 компании «ДельтаСвар» в рамках выставки «MashExpo Siberia — 2021» с 30 марта по 2 апреля 2021 года в МВК «Новосибирск Экспоцентр»!
…
С Международным женским днем 8 марта!
Дорогие женщины, поздравляем вас с 8 марта!
…
Выставка «Металлообработка. Сварка — Урал»
Приглашаем посетить стенд №F31 компании «ДельтаСвар» в павильоне 1 — с 16 по 19 марта 2021 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург!
…
Мультизадачный сварочный полуавтомат Digiwave III: система ограничения прав доступа, спецпроцессы и журналирование сварки в одном аппарате
В настоящее время на сварочном производстве все чаще возникает необходимость контроля соблюдения режимов технологии сварки. Это касается как непосредственно процесса сварки, так и сбора данных при сварке, а также последующего анализа всего цикла сварочных работ.
…
С Днем защитника Отечества!
Уважаемые партнеры! Поздравляем вас с Днем защитника Отечества!
…
Поделиться ссылкой:
6 травм на рабочем месте, которых следует избегать
Сварщики выполняют важную работу, и, к сожалению, эта работа часто подвергает их риску по разным причинам. Помня об этом, все сварщики должны ежедневно осознавать окружающие их опасности. Учтите следующие факторы, увеличивающие вероятность производственных травм.
Воздействие на кожуСварщики постоянно работают с нагретым материалом, поэтому для защиты от ожогов они полагаются на средства индивидуальной защиты, такие как огнестойкая одежда.Случайное воздействие, например, если вы забыли закатать рукав рубашки, может привести к болезненным ожогам.
Неправильная защита глазГлаза сварщика нуждаются в защите от различных опасностей, от искр металла до ультрафиолетового и инфракрасного излучения. Для защиты глаз следует использовать шлемы с фильтрующими линзами. Конечно, принимая во внимание оттенок линз, сварщики также должны быть осторожны, чтобы не мешать их зрению.
Неправильная защита ушейКак и другие рабочие в промышленной сфере, сварщики часто работают в шумной обстановке, которая подвергает их риску потери слуха.Наушники для сварки не только защищают от небезопасных уровней децибел, но и от потенциально опасного мусора.
Пожары на рабочем местеИскры и брызги могут разлетаться по рабочей зоне, вызывая неожиданный пожар, если поблизости находится горючий материал. Такие предметы, как краска, дерево и картон, следует держать вне зоны досягаемости. В такой профессии огнетушитель является обязательным инструментом, и у рабочих всегда должен быть установленный путь эвакуации из здания.
Поражение электрическим токомБольшинство поражений электрическим током представляют собой удары вторичным напряжением от 20 до 100 вольт. Однако особенно сильные удары, называемые первичными, могут достигать 600 вольт. Обратите внимание, что когда дело доходит до переменного тока, 50 вольт достаточно, чтобы вызвать смертельный исход. Постоянный ток менее опасен, но все же целесообразно полностью избегать электрического тока. При необходимости следует использовать сухую изоляцию для защиты от электричества.
Воздействие газаВоздействие металлов в газообразном состоянии — еще одна опасность, с которой могут столкнуться сварщики. Это увеличивает вероятность повреждения дыхательной системы. Например, воздействие хрома может увеличить риск рака легких. Рабочие места сварщиков должны хорошо вентилироваться для защиты рабочих.
Мудрые сварщики не только соблюдают правила техники безопасности на рабочем месте, но и хранят контактную информацию юриста компании под рукой на случай аварии.
Источники:
http://www.lincolnelectric.com/en-us/support/welding-solutions/Pages/Five-potential-welding-safety-hazards.aspx
https://www.ncbi.nlm.nih.gov/pmc/articles/PMC4292694/
http://www.lincolnelectric.com/en-us/education-center/welding-safety/pages/electric-shock-faqs.aspx
Перспективы сварочных работ — Welders Universe
Перспективы работы и введение в сваркуПо данным Американского общества сварщиков, на предприятии наблюдается нехватка рабочих.Подобно сестринскому делу в 1990-х годах, тысячи сварщиков скоро выйдут на пенсию, поскольку средний возраст на последней проверке составлял более 60 лет. Кроме того:
- Строительство Keystone и нескольких других крупных трубопроводов ожидается в ближайшее время (или уже началось). Согласно отчету Американского общества инженеров-строителей,
- многочисленных мостов, автомагистралей, инженерных сетей и водопроводов потребуют значительного ремонта в ближайшие годы.
- рабочих мест в производственном секторе постоянно увеличивались с 2000 года.
Занятость распределена в нескольких секторах сварки, при этом наибольшая доля рабочей силы принадлежит обрабатывающей промышленности. Имейте в виду, что проценты, указанные ниже, не обязательно соответствуют ежегодной разбивке вакансий:
Для получения дополнительной информации см. Профессиональный прогноз сварщиков, паяльщиков и паяльщиков.
Навыки, которые необходимо изучить
Сварка включает как минимум дюжину различных процессов. Мы прошли долгий путь от кузнечной сварки древних мастеров по металлу, и многие новые методы были запатентованы для обработки различных типов изделий, используемых в строительстве и производстве.Сейчас сваривают даже пластик. В то время как некоторые виды сварки подходят для стали и толстостенных труб, другие способы лучше подходят для цветных металлов, таких как тонкие алюминиевые листы. Иногда сварщику приходится выполнять на работе критические требования к несущей способности. Другие сварные швы должны выдерживать экстремальные условия окружающей среды, например, на космическом зонде или подводной лодке. Для сварки контейнеров, содержащих продукты питания, пар или опасные химические вещества, требуется присадочный металл со специальными термическими и антикоррозийными свойствами.
Вот основные процессы, которые сегодня используют большинство сварщиков:
Сварка MIGMIG Welding — более официально известная как газовая дуговая сварка металла (GMAW).Процесс MIG популярен как среди мастеров, работающих в домашних условиях, так и среди сварщиков, работающих в полевых условиях, потому что он наиболее прост в использовании. MIG означает «металлический инертный газ», который относится к защитному газу, который выходит из сварочного пистолета. Наряду с газом пистолет излучает горячую электрическую дугу и самоподающую металлическую присадочную проволоку, подаваемую катушкой, установленной на сварочном аппарате. Электрический ток расплавляет проволоку, оставляя расплавленный металл в сварном шве. Поскольку металл уязвим для окисления, защитный газ блокирует кислород в воздухе на время, достаточное для того, чтобы металл затвердел.Некоторые газы, используемые в GMAW, не являются инертными, и в этом случае процесс называется сваркой MAG, что означает «металлический активный газ».
Ручная сварка — или Дуговая сварка защищенного металла (SMAW). Это называется «палкой», потому что электрический ток проходит через металлический стержень из присадочного металла, покрытый целлюлозой. Стержень выглядит как палка, как показано на фотографии вверху справа, отсюда и термин «сварка палкой». Этот процесс наиболее широко используется в промышленности, поскольку оборудование относительно легкое и мобильное.В частности, сварка штучной сваркой не требует перетаскивания баллона с защитным газом в труднодоступные места в полевых условиях. С другой стороны, покрытия оставляют слой остаточного шлака на сварном шве, поэтому сварщик должен полностью сколоть, очистить щеткой или соскоблить его после каждого прохода.
Дуговая сварка порошковой проволокой (FCAW) . Этот процесс представляет собой нечто среднее между MIG и Stick. Оборудование работает в основном так же, как и сварочные аппараты MIG, поэтому машины MIG часто используются в качестве сварочных аппаратов для порошковой сварки.В одном типе FCAW защитный газ не требуется, поскольку используемая присадочная проволока содержит многие из тех же раскислителей и других ингредиентов (известных как «флюс»), что и стержневой электрод. Однако, в то время как экранирующий материал стержневых электродов покрыт снаружи, порошковая проволока помещает эти ингредиенты внутрь присадочного металла. Это особенно полезно в ветреную погоду, поскольку флюс остается близко к сварочной ванне. Защитный газ из баллона MIG, естественно, уносится ветром, поэтому сварка MIG ограничена, когда дело доходит до работ на открытом воздухе.
Сварка порошковой проволокой с двойным экранированием добавляет резервуар защитного газа к операции порошковой сварки, отсюда и термин «двойной». Это делается в первую очередь для более сложной сварки в нестандартном положении, или для соединения более толстых металлов, или при работе с некоторыми легированными сталями, которые нуждаются в дополнительной защите по мере охлаждения сварочной ванны. Как и сварка штучной сваркой, оба процесса порошковой сварки (двойная и самозащитная) оставляют на сварном шве слой шлака, который необходимо удалять после каждого прохода.
Сварка TIG — или дуговая сварка вольфрамовым электродом (GTAW).TIG означает «инертный газ вольфрам». В этом процессе сварки электрод изготавливается из вольфрама, твердого металла, который может выдерживать температуры до 6200 градусов по Фаренгейту без плавления. Это делает вольфрам идеальным для направления электрического тока через сварочную дугу. Вольфрамовый электрод намного меньше стержня для стержневой сварки, что обеспечивает более точные сварные швы и возможность сварки очень тонких или термочувствительных металлов, таких как алюминий и нержавеющая сталь. Сварка TIG также может обеспечить хорошее плавление на начальном корневом проходе сварного шва трубы.
В зависимости от типа используемого сварочного оборудования, а также от настройки полярности тока конец вольфрамового электрода либо заостряется до острия, либо скручивается перед началом сварки. Например, рабочие пластины из алюминия и магния обычно требуют скругленного наконечника, чтобы свести к минимуму проникновение. Сварка TIG также является предпочтительным процессом для соединения разнородных металлов. В любом приложении, где используются дорогие металлы, такие как титан, можно использовать процесс TIG. Хорошее зрение и зрительно-моторная координация имеют первостепенное значение, поскольку вам, скорее всего, потребуется ввести в стык присадочный стержень, чтобы избежать контакта с вольфрамом.Рабочие пластины также обычно требуют дополнительной очистки, подгонки, термообработки и другой подготовки перед сваркой.
Кислородно-ацетиленовая сварка (OAW) . Этот процесс, более известный как газовая сварка, является старой школой. Вместо того, чтобы использовать электричество для создания дуги, большое количество тепла, необходимого для плавления металла, генерируется ацетиленом, смешанным с кислородом. Вместо ацетилена можно использовать другие газы, такие как пропан, пропилен, природный газ или газ MAPP.Тем не менее, ацетилен дает стабильное пламя при высокой температуре и является предпочтительным выбором. Чтобы зажечь газ, выходящий из горелки, сварщик использует кремневый ударник. Затем он или она концентрируют пламя, регулируя ручку кислорода. В стык подается присадочный пруток без покрытия, чтобы обеспечить надежную сварку. Посмотрите видео выше для демонстрации.
Хотя газовая сварка чаще используется для изготовления предметов искусства, чем при производстве или строительстве, газокислородная резка по-прежнему очень распространена и является обязательным навыком для сварщиков.Для резки металла газовой горелкой требуется специальный инструмент, который показан выше. После нагрева металла крошечным пламенем, выходящим через отверстия вокруг центра прикрепленного сопла, оператор нажимает на рычаг, который выбрасывает струю кислорода под высоким давлением из большого отверстия в центре сопла. Эта струя кислорода направлена вдоль линии реза, вызывая химическую реакцию, которая мгновенно вызывает ржавчину металла. Имейте в виду, что газокислородная резка работает только с черными (то есть железосодержащими) металлами, поскольку цветные металлы не ржавеют.Плазменная резка — более удобный, хотя и дорогой способ резки металла. В настоящее время он широко используется для резки стали и цветных металлов. Посмотрите это видео для демонстрации. Резка угольной дугой на воздухе — еще один метод, используемый во многих сварочных цехах.
Чтобы взвесить плюсы и минусы различных сварочных процессов, ознакомьтесь с руководством по источникам питания Lincoln Electric.
Подача заявления о приеме на работу
Описание должностей в объявлениях о вакансиях сильно различается: одни компании просят больше опыта и сертификатов, чем другие.Вас не смущает длинный список желаемых навыков, представленный отделами кадров. Немногие сварщики способны справиться с любой задачей. Более того, такой уровень детализации может указывать на то, что компания серьезно относится к своему рабочему месту, соблюдаются правила техники безопасности и соблюдаются строительные нормы. Подумайте о том, чтобы добавить в закладки веб-сайт компании, а затем регулярно проверять наличие новых вакансий.
Начальная зарплата, если она указана, может дать больше информации о ваших шансах получить работу, чем описание.Заработная плата начального уровня по стране колеблется от 15 до 25 долларов в час. Более высокая заработная плата, вероятно, потребует нескольких лет опыта, сертификации 4G и / или обучения более сложному процессу, например, сварке TIG.
Даже при том, что вам может не хватать опыта, это не должно помешать вам во время собеседований говорить со знанием дела о профессии в целом, а также о соответствующих методах сварки, необходимых для работы, на которую вы претендуете. Сделайте домашнее задание на этом веб-сайте или в другом месте, а затем потренируйтесь в ответах, прежде чем подавать заявку.Поскольку многие компании срочно нанимают сотрудников, они могут быть не столь разборчивы в деталях и упорствовать, если вы произведете хорошее первое впечатление.
При собеседовании с начальником отдела или мастером этого человека, скорее всего, будет интересовать ваша способность эффективно выполнять сварные швы в нескольких положениях, а не мелочи других задач, описанных в объявлении о вакансии. По этой причине храните образцы своих лучших работ в коробке для завтрака или другом контейнере и приносите их с собой вместе со всеми полученными сертификатами.У некоторых работодателей вы можете пройти тестирование на дому, поэтому спросите, так ли это, когда вы назначите дату собеседования. Суть в том, что вам нужно быть дружелюбным, подготовленным, профессиональным и информированным, но в то же время настойчивым и решительным, чтобы получить правильную работу в хорошей компании.
С другой стороны, если вы не уверены в своих навыках сварки, вы всегда можете начать с малого и подать заявку на низкооплачиваемую должность «помощника сварщика». Работа помощником дает вам больше времени, чтобы привыкнуть к рабочему месту.Вы также можете найти наставника у одного из опытных ветеранов в штате и получить бесценный инструктаж на рабочем месте.
Помимо навыков дуговой сварки, большинство работодателей ожидают, что новый сотрудник будет разбираться в общих методах, задачах и инструментах металлообработки. Вы должны уметь:
- Иметь базовые (но не всесторонние) навыки чтения сварочных схем и рабочих чертежей
- Заменить пустые баллоны от СО2, аргона, О2 и других газов
- Измерение (стандартные и метрические) и изготовление простых конструкций
- Очистите и снимите фаску с обеих сторон рабочих пластин или трубы перед сваркой
- Используйте ручные и стационарные шлифовальные и шлифовальные машины
- Эксплуатирую сверлильный станок, пилы по металлу и другие цеховые инструменты
- Регулярно определяйте общие продукты по типу (например,грамм. трубы, канал, листовой металл) и металл (нержавеющая сталь, низкоуглеродистая сталь, медь, алюминий). Вам также следует изучить классификационные номера обычных присадочных стержней, электродов и намотанной металлической проволоки .
- Понимание различных процессов термообработки
- Обсуждение / понимание терминологии сварки и положений при сварке
Хотя ни одна из этих задач не относится к ракетостроению, для ее изучения требуется больше, чем несколько недель обучения, которые рекламируются некоторыми школами-однодневками.Общественные колледжи и центры профессионального обучения для взрослых, как правило, предоставляют полный комплекс услуг, так что вы можете познакомиться с основными материалами и оборудованием в течение нескольких семестров.
Чтобы ускорить процесс обучения, подумайте о приобретении нескольких инструментов для занятий дома, в том числе сварочного аппарата MIG или ручного сварочного аппарата, или кислородно-ацетиленового набора, а также ручной угловой шлифовальной машины. (Убедитесь, что вы понимаете профессиональную опасность любых инструментов, прежде чем начнете их использовать.)
Продолжение рекомендаций на странице 2
Ресурсы и передовые методы безопасности при сварке
Под шлемом и в жаркую погоду температура тела может значительно повыситься и увеличить вероятность перенапряжения, теплового истощения и даже теплового удара.(фото любезно предоставлено AdobeStock)Бюро статистики труда сообщает, что ежегодно более 500 000 рабочих получают травмы в результате несчастных случаев на сварке. Сварка требует опасного количества тепла и энергии, так что это неприятное событие не шокирует. Сварка — очень опасная работа, риск смерти составляет более четырех человек на 1000 человек в течение всей карьеры.
Насколько опасна сварка? Вот наиболее частые травмы при сварке:
- Ожоги от огня, искр или легковоспламеняющихся материалов
- Травмы глаза из-за чрезмерного нагрева или дугового разряда
- Облучение инфракрасным излучением
- Удар электрическим током
- Повреждения кожи, кроме ожогов
- УФ-облучение
- Вдыхание токсичных паров, особенно при работе в замкнутых пространствах с недостаточной вентиляцией
- Невидимая засветка
- Потеря слуха из-за слишком громкого шума
- Потеря зрения из-за чрезмерного освещения или травм глаз
На основе ANSI Z49.1: 2012 Стандарт безопасности при сварке Американского сварочного общества (AWS) предлагает бесплатный курс по передовым методам безопасности при сварке. Курс включает широкий круг тем, включая опасности, защитное оборудование, вентиляцию, сварку в замкнутых пространствах, меры предосторожности и требования безопасности. Курс «AWS Safety in Welding», представленный в виде простых в доступе онлайн-модулей, одинаково доступен для студентов, любителей и опытных профессионалов, которые хотят расширить свою базу знаний и основные компетенции.
ОСНОВНЫЕ МЕРЫ БЕЗОПАСНОСТИ
Согласно ProWelding.org, вот основные правила техники безопасности при сварке, которые необходимо соблюдать:
Защитите глаза с помощью правого головного убора
Согласно OSHA, травмы глаз являются самым распространенным типом травм, связанных с сваркой. Глаза — самая уязвимая часть тела при дуговой сварке, и обычной защиты глаз недостаточно.
Поскольку для козырьков и сварочных шлемов доступны различные типы линз, очень важно выбрать лучший сварочный шлем для того типа сварочных работ, который вы собираетесь выполнять.Например, для дуговой сварки рекомендуется фильтр №12. Использование неправильной линзы может вызвать как краткосрочное, так и долгосрочное повреждение сетчатки.
Рекомендуется использовать шлемы с автоматическим затемнением, поскольку они могут автоматически регулировать уровень затемнения. Это позволяет и дальше защищать глаза, сохраняя при этом отличную видимость.
Всегда носите качественные перчатки
При работе со сварочной дугой обычные перчатки не защитят вас. Важно приобрести приличную пару сварочных перчаток с кевларовой подкладкой, обеспечивающей вашим рукам дополнительный уровень защиты.Также убедитесь, что ваши перчатки полностью высохли, прежде чем брать в руки какое-либо оборудование. Даже немного воды может привести к короткому замыканию электрического тока и увеличить вероятность поражения электрическим током.
Будьте внимательны к своей одежде
Искры легко обжигают кожу и одежду. Вы должны быть покрыты с головы до пят, но повседневной одежды недостаточно. Они все еще могут загореться. Купите высококачественный кожаный фартук, который можно носить поверх одежды и защищать от искр.Не используйте синтетический фартук. Он может загореться так же легко, как и ваша обычная хлопчатобумажная / шерстяная одежда (если не быстрее). Сварка может стать очень горячей, что, естественно, приведет к потоотделению. Но вы определенно не хотите работать с оборудованием, работающим с напряжением, в одежде, мокрой от пота. Кожаные сапоги тоже важны.
Подготовка металла путем его зачистки
Пары, выделяемые при горении металла, могут быть настолько токсичными, что требуют предварительной зачистки и подготовки металла.Зачистка — это процесс удаления верхнего слоя металла, который обычно представляет собой покрытие из химикатов, предназначенных для придания металлу различных характеристик (то есть прочности, цвета и долговечности).
Однако не во всех случаях удастся снять верхний слой металла. Сварщикам рекомендуется использовать маски и вытяжку для дыма или дыма. Подобно портативному пылесосу, эти небольшие устройства помогают отводить токсичные пары от сварщика и улучшают вентиляцию.
Обеспечить достаточную вентиляцию
Под шлемом и в тепле температура тела может значительно повыситься и увеличить вероятность перенапряжения, теплового истощения и даже теплового удара.Улучшение воздушного потока за счет обеспечения достаточной вентиляции и воздушного потока помогает поддерживать безопасную температуру на рабочем месте; облегчить дыхание; и поднять моральный дух среди рабочих.
Остерегайтесь своего окружения
Перед началом любых сварочных работ осмотрите поверхность, чтобы убедиться, что ваше рабочее место соответствует требованиям OSHA по безопасной рабочей среде для сварочных работ:
- Вблизи нет легковоспламеняющихся веществ.
- Пол не деревянный
- Цистерны и аналогичные предметы, ранее содержащие легковоспламеняющиеся или взрывоопасные вещества, прошли тщательную очистку
- Пол не мокрый
- Рабочее место не завалено посторонними предметами (сварщик может получить серьезные травмы при падении)
- Рабочее место не перегружено и не тесно
Прочтите руководство и не экспериментируйте
Независимо от того, являетесь ли вы сварщиком недавно или мастером своего дела, чтение руководств всегда является хорошим первым шагом, особенно при работе с новым оборудованием.Не экспериментируйте с горелками или регуляторами в нормальных рабочих условиях (без дополнительных мер безопасности). Придерживайтесь рекомендаций.
Подготовка к чрезвычайным ситуациям
Наконец, приготовьтесь заранее к каждой потенциальной катастрофе. В программу обучения следует включить основы управления операциями в случае бедствий, а сварщиков следует обучать правильным процедурам в различных сценариях (пожар, поражение электрическим током, взрыв и т. Д.). По крайней мере, огнетушители следует устанавливать рядом с рабочим местом, где они легко доступны для рабочих. IHW
Бесплатные информационные бюллетени по безопасности при сварке
AWS предлагает библиотеку бесплатных информационных бюллетеней по безопасности при сварке, охватывающих более 40 опасностей при сварке и техники безопасности. Темы включают:
Дымовые и газы
Излучение
Шум
Хром и никель в сварочном дыме
Опасность поражения электрическим током
Противопожарная и взрывобезопасная
Защита от ожогов
Механические опасности
Спотыкание и падение
Падающие предметы
Замкнутые пространства
Износ контактных линз
Эргономика сварочной среды
Графические символы на этикетках с предупреждениями
Руководство по оформлению документов по безопасности и охране здоровья
Имплантируемые медицинские устройства и дуговая сварка / резка
Электрические и магнитные поля (ЭМП)
Блокировка / маркировка / испытание
Безопасность лазерной сварки и резки
Безопасность при термическом напылении
Точечная сварка сопротивлением
Воздействие кадмия при сварке и родственных процессах
Предложение штата Калифорния 65
Флюсы для дуговой сварки и пайки: безопасное обращение и использование
Металлическая лихорадка
Расстояние обзора дуги
Торированные вольфрамовые электроды
Безопасность при использовании кислородного топлива: обратные клапаны и ограничители обратного тока
Заземление переносных и автомобильных сварочных генераторов
Цилиндры: безопасное хранение, обращение и использование
Защита глаз и лица при сварке и резке
GHS — Информация об опасности для сварщика
Средства индивидуальной защиты (СИЗ) для сварки и резки
Сталь с покрытием: проблемы безопасности при сварке и резке
Безопасность сварки в образовании и школах
Вентиляция для сварки и резки
Выбор перчаток для сварки и резки
Основы защиты органов дыхания при сварочных работах
Загрузить Стандарт сварки ANSI
Совет директоров Американского общества сварки недавно разрешил бесплатное электронное распространение действующего стандарта ANSI Z49.1, Безопасность при сварке, резке и смежных процессах. Правление решило, что этот важный добровольный документ о стандартах безопасности и гигиены труда при сварке должен получить как можно более широкое распространение, и распорядилось, чтобы Z49.1: 2012 был доступен для бесплатной загрузки.
Во время Второй мировой войны огромный спрос на производство военных материалов в США привел к огромному расширению использования сварки. В середине 1943 года было признано, что необходимы какие-то правила или стандарты, касающиеся безопасных методов выполнения сварочных работ.Под эгидой Американской ассоциации стандартов этот стандарт был разработан и опубликован в 1944 году. Он назывался Американский военный стандарт Z49.1, Безопасность при электрической и газовой сварке и операциях по резке.
После войны стандарт был впервые пересмотрен в 1950 году. Последующие изменения произошли в 1958, 1967, 1973, 1983, 1988, 1994, 1999, 2005 и 2012 годах. Редакция 2012 года теперь доступна и доступна для бесплатной загрузки с веб-сайта AWS. . В период внесения этих изменений Американская ассоциация стандартов стала Американским национальным институтом стандартов и военным стандартом ASA Z49.1-1944 стал ANSI Z49.1-2012. Для бесплатной загрузки посетите https://www.aws.org/standards/page/ansi-z491 IHW
Дополнительные ресурсы:
Дополнительную информацию о курсе «Безопасность AWS при сварке» см. По адресу: https://awo.aws.org/online-courses/safety-in-welding/
Какая выгода для вашего бизнеса
Обучение промышленной сварке на вашем предприятии: преимущества вашего бизнеса
В мире слишком много людей, которые сожалеют о том, что не защитили свое здоровье в молодости.Так обстоит дело со сварщиками. Существуют задокументированные исследования, которые доказывают, что долгосрочные проблемы со здоровьем, связанные с этой профессией, можно предотвратить. Однако, поскольку эффекты невидимы, большинство сварщиков склонны игнорировать их, пока не станут старше и не смогут отмахнуться от того, что они испытывают.
Хорошая новость заключается в том, что серьезное обучение сварке и регулярное повышение квалификации могут помочь сварщикам быть безопаснее на рабочем месте. Это избавляет сварщика от проблем в дальнейшей жизни и помогает предприятию сэкономить на дорогостоящих судебных процессах от неправильно обученных сотрудников.
Преимущества обучения сотрудников технике безопасности при сварке
Хотя ваши сварщики могли пройти формальное обучение для получения сертификатов по сварке, иногда со временем могут развиться плохие сварочные привычки. Хотя может показаться, что игнорирование некоторых процедур безопасности облегчает работу, в конечном итоге они могут вызвать неблагоприятные последствия. Ваши руководители по безопасности также должны отмечать некоторые из этих тенденций и регулярно проверять рабочие привычки каждого сотрудника. Обучение сварщиков поможет им в следующем:
Узнайте, как использовать защитную одежду и оборудование
По данным EHSToday, более 30 процентов всех сварочных травм приходится на глаза.Сварщикам необходимо использовать подходящие маски сварщика или защитные очки каждый раз при выполнении сварочных работ или других связанных с ними работ. Еще 20 процентов сварочных травм приходится на руки, и ваши сотрудники должны всегда носить огнестойкие или огнестойкие сварочные перчатки, которые находятся в хорошем состоянии. Рубашки с длинными рукавами или огнестойкие жилеты могут помочь защитить грудь и руки сварщика от разлетающихся искр.
Ваши сотрудники также будут знать, какую обувь нужно носить. Лучше всего подойдут кожаные ботинки со стальным носком, а брюки никогда не следует заправлять, потому что они могут задерживать горячие искры возле кожи.Ваши сотрудники также должны носить средства защиты органов слуха, чтобы снизить уровень шума и предотвратить попадание горячих разлетающихся искр в слуховой проход.
Знать, как создать безопасную рабочую среду
Прежде чем ваши сварщики смогут приступить к сварочным работам, они всегда должны начинать с осмотра рабочей среды на предмет возможных опасностей. Пол должен быть сухим и свободным от любых препятствий, иметь соответствующую вентиляцию, проверить вентиляционные отверстия на предмет препятствий и убедиться, что вентиляторы работают должным образом.
Также важно очистить рабочее место от легковоспламеняющихся жидкостей, легковоспламеняющихся предметов и любых электрических проводов. Все электрические соединения должны быть в хорошем состоянии. После обеда или перерывов сварщики должны еще раз осмотреть рабочую зону, прежде чем возобновить свою работу.
Эргономика
Всегда важно удобно размещать рабочие проекты и сварочное оборудование, чтобы избежать чрезмерного опрокидывания, сгибания и растяжения. Когда ваши сварщики работают с тяжелыми материалами, занять правильное положение перед подъемом тяжелых грузов и использовать соответствующее подъемное оборудование поможет избежать травм.
Благодаря обучению технике безопасности ваши сотрудники также научатся правильной позе во время работы и будут поддерживать ее в любое время. Привычное напряжение мышц может в конечном итоге привести к хроническому или необратимому повреждению этих участков. В другом исследовании более 20 процентов травм, связанных со сваркой, приходятся на суставы и поясницу из-за плохой эргономики рабочего места.
Узнайте, как безопасно выполнять популярные типы сварочных процедур
Важно, чтобы ваши сотрудники освежали весь рабочий процесс и осваивали каждый процесс сварки.Внимание к деталям делает хорошего сварщика более полезным сотрудником. Вашим сотрудникам следует ознакомиться с четырьмя типами сварки, в том числе:
SMAW (дуговая сварка защищенного металла): этот тип сварки потребует от ваших сотрудников соблюдения ручной процедуры сварки штангой. При сварке стержнем электрический ток используется для образования электрической дуги между стержнем и соединяемыми металлами.
FCAW (сварка порошковой проволокой): это альтернатива сварке под защитным экраном.Благодаря своей портативности и высокой скорости сварки, полуавтоматическая дуговая сварка используется в основном в строительных проектах.
GTAW (газовая вольфрамо-дуговая газовая сварка): в этом процессе дуговой сварки используется вольфрамовый электрод для сварки толстых металлов из нержавеющей стали или других цветных металлов.
GMAW (газовая дуговая сварка металла): этот тип сварки, также называемый MIG (металлический инертный газ), использует защитный газ и проволочный электрод, который нагревает два металла, которые должны быть соединены.
Преимущества обучения на месте
Местоположение: поскольку обучение будет проводиться на территории вашей компании, ваши сотрудники сэкономят драгоценное время, которое в противном случае они потеряли бы при поездках на обучение и обратно.
Индивидуальное содержание программы: инструкторы по сварке могут адаптировать и адаптировать уроки в соответствии с потребностями и политикой вашего бизнеса.
Сотрудники имеют доступ к обучению, которое работает в соответствии с их графиком: в отличие от обучения в классе, обучение на месте можно запланировать в соответствии с потребностями вашей организации, чтобы избежать столкновения с рабочими часами.
Правильные навыки сварки и техники безопасности могут быть усилены путем повышения квалификации по сварке. Посетите NTT Inc., чтобы обучить своих сотрудников сварке, что позволит им изучить новые процедуры и выслушать подробные объяснения важных правил безопасности.Свяжитесь с нами сегодня, чтобы узнать больше!
Для получения дополнительной информации о национальном трансфере технологий или любой из наших программ щелкните здесь: http://www.nttinc.com или http://www.nttinc.com/seminar-list-catalog/.
Контроль воздействия сварочного дыма на рабочем месте
Джо Мерфи, CHMM, Gallagher Bassett Services — WCD Group Division
Сварочный дым — обычная проблема для многих промышленных и производственных секторов.Если не контролировать должным образом, эти сварочные процессы производят видимый дым и потенциально опасные пары и побочные газы для рабочих и других людей, находящихся поблизости. Это может привести к неблагоприятным последствиям для здоровья сотрудников, что может привести к снижению производительности и, в конечном итоге, к требованиям компенсации работникам.
Электродуговая дуга — это наиболее распространенный вид сварки, в котором для плавления основного и присадочного металлов используется электрический ток. Некоторые другие типы сварочных процессов включают дуговую сварку под флюсом (FCAW), дуговую сварку защищенного металла (SMAW), дуговую сварку металла в газе (GMAW или MIG) и сварку вольфрамовым электродом в среде инертного газа (TIG).Газокислородная резка, плазменная резка и «пайка» также относятся к процессам, связанным со сваркой, которые включают плавление металла и образование дыма.
При сварке образуются различные вредные пары и оксиды в зависимости от используемой основной подложки и присадочных соединений. К ним обычно относятся алюминий, сурьма, мышьяк, бериллий, кадмий, хром (шестивалентный хром), кобальт, медь, железо, свинец, марганец, молибден, никель, серебро, олово, титан, ванадий и цинк.
Острое воздействие сварочного дыма и газов может вызвать раздражение глаз, носа и горла, головокружение и тошноту.Длительное воздействие может привести к различным последствиям для здоровья, включая лихорадку от паров металлов, язвы желудка, повреждение почек и центральной нервной системы, повреждение легочной системы / легких и различные формы рака. Продолжительное воздействие паров марганца вызывает особую озабоченность, поскольку может вызывать симптомы, похожие на болезнь Паркинсона. Шестивалентный хром (Chromium VI) также вызывает особую озабоченность из-за его высокой токсичности.
Надлежащая общая вентиляция и обеспечение достаточного количества свежего воздуха в зоне дыхания рабочего имеют решающее значение для снижения воздействия сварочного дыма и газов.Сварка на открытом воздухе не гарантирует, что рабочие не будут подвергаться воздействию вредных сварочных паров. Различные переносные и стационарные системы местной вытяжной вентиляции (LEV), вытяжные шкафы и сварочные экстракторы обычно используются для контроля сварочного дыма, отводя его от зоны дыхания рабочих.
Важно проверить и протестировать сварочные операции на вашем предприятии, чтобы гарантировать безопасность работников и соответствие применимым нормам OSHA, ограничениям воздействия (AL) и допустимым пределам воздействия (PEL).Это включает в себя выполнение обследования промышленной гигиены (IH), которое включает в себя тщательный анализ каждого процесса сварки и мониторинг воздействия воздуха на персонал. Эта информация сравнивается с нормативными и другими промышленными рекомендуемыми уровнями, такими как пороговые предельные значения (TLV) Американской конференции правительственных гигиенистов (ACGIH). Во многих случаях OSHA может потребовать защиты органов дыхания для рабочих до тех пор, пока работодатели не продемонстрируют наличие надлежащей вентиляции и инженерного контроля, отвечающих применимым требованиям OSHA PEL и стандартным требованиям.
Для получения более подробной информации о воздействии сварочного дыма, нормативных требованиях и исследованиях промышленной гигиены для сварочных операций на вашем предприятии, пожалуйста, свяжитесь с вашим консультантом Gallagher Bassett по контролю потерь.
Информация, содержащаяся в этом отчете, была получена из источников, которые, насколько известно автору, являются достоверными и надежными. Gallagher Bassett Services, Inc. не дает никаких гарантий результатов и не принимает на себя никаких обязательств в связи с содержащейся здесь информацией или сделанными здесь предложениями по безопасности.Более того, нельзя предполагать, что здесь содержатся все приемлемые процедуры обеспечения безопасности или что ненормальные или необычные обстоятельства могут не потребовать или не потребуют дополнительных или дополнительных процедур.
Описание работы сварщика, карьера сварщика, заработная плата, трудоустройство — определение и характер работы, требования к образованию и обучению, получение работы
Образование и обучение: Обучение без отрыва от производства
Заработная плата: Средняя — 14,72 доллара США в час
Перспективы занятости: Удовлетворительно
Определение и характер работы
Сварка — это процесс нагрева и плавления металлических деталей для их постоянного соединения.Он используется для изготовления и ремонта деталей автомобилей, самолетов, кораблей и изделий из листового металла. Сварка также применяется для соединения балок при строительстве мостов и зданий. Некоторые сварщики работают на сталелитейных заводах, железнодорожных цехах и шоссейных дорогах. Другие сварщики — резаки, которые используют свои инструменты, чтобы разрезать металл на куски, как того требует чертеж или проект, или разрезать конструкции на куски, чтобы их можно было выбросить.
Сварщики классифицируются как квалифицированные или неквалифицированные, в зависимости от их подготовки и вида сварки.Опытные сварщики работают по чертежам и письменным спецификациям. Они знают сварочные свойства различных металлов. Некоторые сварщики используют компьютеры и роботов для соединения металлических деталей. После дополнительного обучения они могут научиться программировать компьютеры. Сварщики без квалификации и средней квалификации работают над проектами в жилищном строительстве, промышленности, судостроении и других сферах. Они часто работают на сборочных линиях и выполняют повторяющуюся работу, не требующую специальных знаний о сварочных свойствах.
Сварщики ремонтируют зубья лопаты этой строительной техники.Существует более сорока способов сварки. (© Марта Табор / Working Images Photographs. Воспроизведено с разрешения.)
Существует более сотни методов сварки, в которых используются электричество или различные газы для создания высоких температур, связывающих металлы. Дуговая сварка, которую можно выполнять вручную или с помощью машины, является наиболее распространенной формой. В этом методе дуга или электрический ток пропускается через соединяемые детали, а также через тонкий сварочный стержень. Когда стержень касается металлических деталей, образуется мощная электрическая цепь.Вырабатываемое при этом высокотемпературное тепло плавит края металла и сварочного стержня. Затем расплавленный металл затвердевает, образуя прочное соединение. Тип используемого сварочного прутка зависит от свойств соединяемых металлов и прочности, необходимой для сварки.
Другой распространенный вид сварки использует газ. Могут использоваться многие типы газа, но наиболее распространенным примером является ацетиленовая и кислородная горелка. Сварщик использует горячее пламя горелки для соединения металлических кромок. Когда края оплавляются, сварщик вплавляет стержень в стык.Стержень обеспечивает дополнительный металл, необходимый для сварки. Размер пламени и тип сварочного прутка можно регулировать в зависимости от конкретной работы.
Требования к образованию и обучению
Диплом средней школы желателен, но не обязателен. Рекомендуются курсы математики, физики и механического рисунка в средней школе. Также полезны профессиональные курсы, включающие сварку и принципы работы с электричеством. Знание компьютеров приобретает все большее значение, поскольку некоторые сварщики несут ответственность за программирование машин с компьютерным управлением, включая роботов.
Неквалифицированному сварщику можно научиться за относительно короткое время; например, рабочие могут научиться сваривать металл на станке за несколько дней. С другой стороны, для освоения квалифицированных методов сварки, требующих ручного труда, требуется несколько лет. Профессиональные училища, профессиональные училища, а также младшие и общественные колледжи предлагают программы обучения сварщиков, а некоторые компании имеют программы ученичества; однако большая часть обучения проводится на рабочем месте. Кандидаты должны иметь хорошее здоровье, ловкость рук, хорошее зрение и координацию рук и глаз.Стажеры часто должны пройти тесты, прежде чем им будет разрешено работать над проектами, где важна прочность сварного шва или где работа должна быть точной.
Получение работы
Строительные компании или производственные предприятия, на которых работают сварщики, могут иметь рабочие места. Местные офисы профсоюзов или государственные службы занятости имеют информацию об обучении и вакансиях. Другими источниками информации являются газетные объявления и банки вакансий в Интернете.
Возможности продвижения и перспективы трудоустройства
Опытные сварщики уже достигли вершины своего мастерства.Однако опытные сварщики могут стать супервайзерами. С дополнительным обучением они также могут стать инспекторы. Некоторые опытные сварщики открывают собственные сварочные и ремонтные мастерские. Другие специализируются на работе с определенными металлами или техниками.
Ожидается, что число сварщиков будет расти медленнее, чем в среднем для всех рабочих мест в течение 2014 года, поскольку работодатели обращаются к автоматизации, а рабочие места на производстве перемещаются за границу. Однако ожидается, что автоматизация не повлияет на высококвалифицированных сварщиков.Некоторые вакансии открываются каждый год, когда работники выходят на пенсию или меняют поля.
Условия работы
Сварщики часто носят защитную одежду, очки, шлемы с защитными линзами и другое защитное оборудование, чтобы предотвратить ожоги и травмы глаз. Правильная вентиляция рабочей зоны важна, потому что сварщикам иногда приходится работать с токсичными газами. Сварщики, работающие на строительстве, много стоят, наклоняются, тянутся и карабкаются. Сварщики часто контактируют с пылью, грязью, жиром и краской на металлических поверхностях.
Прибыль и выплаты
Заработок сварщиков сильно различается. Факторы включают уровень квалификации сварщика; отрасль, в которой работает сварщик; размер компании; и местонахождение работы. Средний доход сварщиков в 2004 году составлял 14,72 доллара в час. У профсоюзных рабочих зарплата была выше, чем у несоюзных рабочих. Многие опытные сварщики работают на себя и получают более высокую заработную плату, чем наемные рабочие. Однако независимые работники несут множество расходов, включая оборудование, грузовики, медицинскую страховку и другие льготы.Льготы наемным работникам обычно включают оплачиваемый отпуск и праздничные дни, пенсионные планы и медицинское страхование.
Сварка — Безопасность на работе Калифорния
Сварка соединяет металлические или термопластические материалы вместе с помощью тепла, а иногда и давления для плавления материала до образования прочного соединения. Многие виды сварки имеют общие опасности, такие как пожар, ожоги, поражение электрическим током, повреждение зрения и воздействие дыма.
Пройдите обучение работе со сварочным оборудованием и технологическими процессами, которые вы будете использовать.Знайте свойства материалов (и любых покрытий на них), которые вы свариваете, чтобы принимать надлежащие меры. Выполняйте сварку только в специально отведенных местах, которые защищены экраном и предупреждениями и свободны от горючих и легковоспламеняющихся материалов.
Предотвращение пожаров и взрывов
Очистите зону сварки от горючих и легковоспламеняющихся материалов. Проверить герметичность газовых шлангов. Не сваривайте контейнеры или материалы, содержащие или загрязненные легковоспламеняющимися материалами. Назначьте пожарное дежурство после завершения сварочных работ в здании или на участке, чтобы убедиться в отсутствии тлеющих искр.Утилизируйте металлические отходы и стыки электродов в специально предназначенных контейнерах. Знайте планы аварийной эвакуации и где находится противопожарное оборудование.
Контроль воздействия опасных паров
Сварочный дым может раздражать глаза, нос и дыхательные пути. Выполняйте сварку только в хорошо вентилируемых помещениях или рядом с вытяжными шкафами. Держите голову подальше от дыма, отстраняясь от работы и сбоку от нее. Не выполняйте сварку в закрытых помещениях без вентиляции. Используйте респиратор для удаления опасных паров.
Одежда защитная
Сварка требует нескольких слоев средств индивидуальной защиты (СИЗ) для предотвращения травм. Не выполняйте сварку, если все ваше тело не прикрыто защитной одеждой, чтобы предотвратить ожоги от искр, разбрызгивания материалов или радиации. Надевайте огнестойкую шапочку сварщика, которая закрывает голову и волосы и защищает их от ожогов. Надевайте изолирующие огнестойкие перчатки. Не надевайте брюки с манжетами, которые могут собирать искры. Носите кожаные фартуки, леггинсы и / или рукавицы в зависимости от вашей работы.Защитная одежда должна быть сухой и свободной от повреждений, разрывов и дырок, а также не загрязнена жиром, маслом или растворителями, которые могут гореть.
Защитите зрение с помощью шлема, закрывающего лицо, лоб, уши и шею. Он должен быть изготовлен из материалов, которые будут защищать от лучистой энергии, летящих искр и брызг. Используйте линзу с фильтром с абажуром, соответствующим типу сварки, размеру электрода, толщине металла или сварочному току. Надевайте защитные очки с боковыми щитками или очки под шлемом.Используйте фильтрованные оттенки и барьеры, чтобы защитить свое и чужое зрение. Никогда не смотрите на вспышку, даже на мгновение.
Как избежать потери слуха и поражения электрическим током
Во избежание потери слуха надевайте беруши или муфты при громком производственном шуме или во время сварочных работ. Если вы ведете сварку над головой или в других неудобных положениях, надевайте беруши или муфты, чтобы не обжечь ухо искрами, брызгами или горячим металлом.
Избегайте поражения электрическим током, надев сухую одежду для сварки.Носите обувь на резиновой подошве и используйте изолирующий коврик на поверхностях, которые могут проводить электричество.