Расчет стыковых сварных швов на прочность, общие положения
Таблица 530.1 (Таблица Г.1 из приложения). Материалы для сварки, соответствующие стали
Расчет стыковых сварных швов
Общие положения, принимаемые при расчете металла сварного шва, ни чем не отличаются от общих положений, принимаемых при расчете элементов конструкций, в данном случае стальных. Т.е. для того, чтобы рассчитать сварное соединение, нужно сначала определить, в каком напряженно-деформированном состоянии находится свариваемый элемент конструкции.
От напряженного состояния материала зависит значение принимаемого расчетного сопротивления материала шва, которое следует принимать по следующей таблице:
Таблица 530.2. Расчетные сопротивления сварных соединений (согласно СП 16.13330.2011 «Стальные конструкции»)
Примечание: Общие указания, относящиеся к расчету угловых швов, приводятся отдельно.
Расчет стыковых сварных швов на прочность (по первой группе предельных состояний) выполняется по следующим формулам:
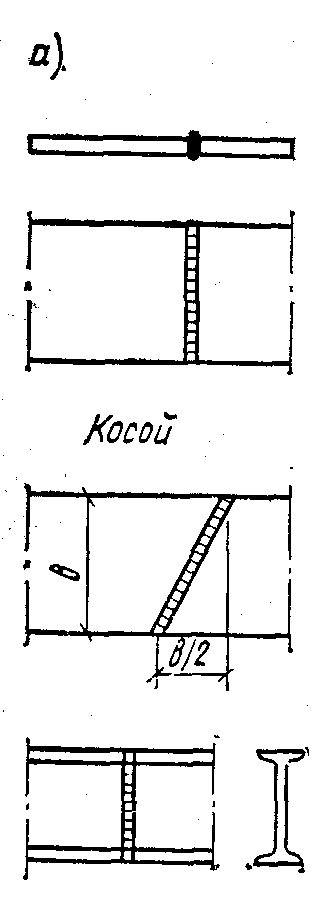
1. Прямых при центральном растяжении (рисунок 529.1.а)) или сжатии:
σw = N/lwt ≤ Rwyγc (530.1)
где N — продольная растягивающая (или сжимающая) сила приложенная без эксцентриситета;
γс — коэффициент условий работы элементов конструкций и соединений, принимаемый по следующей таблице:
Таблица 530.3. Коэффициенты условий работы элементов и соединений стальных конструкций (согласно СП 16.13330.2011 «Стальные конструкции»)
2. Прямых при действии изгибающего момента:
σw = М/Ww ≤ Rwyγc (530.2)
где Ww = tlw2/6 — момент сопротивления рассматриваемого сечения;
М — значение изгибающего момента для рассматриваемого сечения, определяемое по эпюре «М».
3. Прямых при действии нормальных и касательных напряжений (плоское напряженное состояние)
σw = 0.87(σwх2 — σwхσwу + σwу2 + 3тwху2)1/2 ≤ Rwyγc (530.3)а также
тwху ≤ Rwsγc (530.4)
4 Прямых при чистом сдвиге
По формуле (530.4)
5. Косых
Нормативные документы рекомендуют проектировать стыковые сварные соединения листовых деталей как правило прямыми швами (для полного провара используются выводные планки), чтобы уменьшить расход металла при изготовлении конструкций, поэтому никаких отдельных формул для расчета косых стыковых швов не приводится.
Как правило наклонное сечение косого стыкового шва не совпадает с главными площадками напряжений, т.е. материал шва находится в плоском напряженном состоянии и его следует рассчитывать по формулам (530.3) и (530.4).
При центральном растяжении или сжатии также должны соблюдаться следующие условия:
σw = Nsina/lwt ;≤ Rwyγc (530.5)
тw = Ncosa/lwt ≤ Rwsγc (530.6)
Объемное напряженное состояние при расчете стальных элементов конструкций и их соединений как правило не рассматривается.
на прочность, на срез, онлайн
Сварное соединение образуется в результате проведения технологической операции, в результате которой образуются межатомные связи между расплавленным металлом деталей. Необходимым условием плавления служит нагрев детали или ее пластическая деформация. Сварной шов получается достаточно прочным, если все работы были выполнены согласно разработанной технологии, а также были проведены верные расчеты соединений. Перед тем, как познакомиться с конкретными примерами расчета сварного шва, определимся, что подразумевается под этим понятием.
В тривиальной классификации швы делятся на рабочие и связующие. Внешние механические нагрузки приходятся именно на рабочие швы. Разрушение этого соединения ведет к полному разрушению конструкции. Связующие швы обеспечивают одновременную стыковку составляющих конструкции. Они испытывают нагрузки при деформации основного металла. Эти нагрузки существенно ниже тех, что приходятся на рабочие швы. Разрушение связующего шва не повлияет на целостность всего соединения, поэтому на прочность рассчитывают именно рабочие швы.

Сами соединения также классифицируются, в зависимости от метода стыковки деталей. Различают стыковые, нахлесточные, угловые, тавровые и торцевые соединения. Если сварка и является самым надежным способом соединения деталей, то некоторых недостатков она не лишена. К достоинствам можно отнести равномерное распределение прочности, экономию материала, эстетичный внешний вид. Но стесненном пространстве выполнять сварку практически невозможно. К тому же не каждый металл обладает хорошей свариваемостью. При воздействии механических нагрузок напряжения концентрируются именно на зоне сварного шва.
Нормативные документы
Основным документом, определяющим нормы проектирования стальных конструкций, являются строительные нормы и правила (СНиП) СНиП II-23-81, утвержденные приказом ЦНИИСК им. Кучеренко от 28.11.83 № 372/л. В этом документе одной из глав приведены правила расчета сварных соединений.

Однако данный документ носит обобщенный характер и касается не только сварочных работ, но и других видов соединений, поэтому «справочником» профессионального сварщика выступает пособие по расчету и конструированию сварных соединений стальных конструкций, разработанное тем же институтом. В пособии рассмотрены теоретические и практические вопросы расчета сварных соединений с угловыми швами. Правильные расчеты способны обеспечить экономию расходных материалов при высоких показателях прочности и надежности.
Расчетные сопротивления сварных соединений
Для разных соединений, а также разных напряженных состояний определены формулы расчета сопротивлений. Они приведены в виде таблицы. Согласно данным из этой таблицы, Для стыковых сварных соединений при сжатии, растяжении и изгибе определены следующие формулы расчета сопротивлений.
Ручная сварка:
- По пределу текучести – Rwy = Ry.
- По временному сопротивлению – Rwu = Ru.

Полуавтоматическая сварка:
- По пределу текучести – Rwy = 0,85 Ry.
- При деформации сдвига – Rws = Rs
- Для угловых швов Rwf=0,55*(Rwun/γwm).
Здесь Rwy — расчетное сопротивление стыковых сварных соединений сжатию, растяжению и изгибу по пределу текучести, Ry — расчетное сопротивление стали растяжению, сжатию, изгибу по пределу текучести, Rwu — расчетное сопротивление стыковых сварных соединений сжатию, растяжению, изгибу по временному сопротивлению, Ru — расчетное сопротивление стали растяжению, сжатию, изгибу по временному сопротивлению, Rws — расчетное сопротивление стыковых сварных соединений сдвигу, Rs — расчетное сопротивление стали сдвигу, Rwf — расчетное сопротивление угловых швов срезу (условному) по металлу шва, Rwun — нормативное сопротивление металла шва по временному сопротивлению.

Теоретическая база
Произвести расчет сварных соединений – это значит определить границы предельно допустимой нагрузки, исходя из технических свойств материала и самого шва. Для стыковых соединений нагрузки центрального сжатия и растяжения рассчитываются по формуле: N/tlw ≤ Rwyγc.
N – предельная нагрузка.
t – минимальная толщина заготовок.
lw – расчетная длина шва. Чтобы определить расчетную длину необходимо общую длину шва уменьшить на величину 2t.
γc – коэффициент условий работы. Параметр указан в отдельной таблице СНиП II-23-81.
Угловые швы испытывают продольные и поперечные нагрузки. Расчет производится на два среза, один из которых представляет собой сечение по металлу, а другой – по границе сплавления. В первом случае необходимо пользоваться формулой:
N/(βfkflw) ≤ Rwfγwfγc, где коэффициент βf берется равным 0,7, kf – катет углового шва, lw – расчетная длина, коэффициенты условий работы γ равны единице, кроме некоторых климатических районов, где он составляет 0,85. Более точные значения коэффициентов при различных параметрах катетов швов берутся из таблицы:
| Вид сварки при диаметре сварочной проволоки d, мм | Положение шва | Коэффициент | Значения коэффициентов βf и βz при катетах швов, мм | |||
| 3-8 | 9-12 | 14-16 | 18 и более | |||
| Автоматическая при d = 3 — 5 | В лодочку | βf | 1,1 | 0,7 | ||
| βz | 1,15 | 1 | ||||
| Нижнее | βf | 1,1 | 0,9 | 0,7 | ||
| βz | 1,15 | 1,05 | 1 | |||
| Автоматическая и полуавтоматическая при d = 1,4 — 2 | В лодочку | βf | 0,9 | 0,8 | 0,7 | |
| βz | 1,05 | 1 | ||||
| Нижнее, горизонтальное, вертикальное | βf | 0,9 | 0,8 | 0,7 | ||
| βz | 1,05 | 1 | ||||
| Ручная; полуавтоматическая проволокой сплошного сечения при | В лодочку нижнее, горизонтальное, вертикальное, потолочное | βf | 0,7 | |||
| βz | 1 | |||||
Угловые швы после расчета размеров должны свариваться электродами или проволокой. Расчетные сопротивления были приведены выше. Они касаются элементов из стали с высшей степенью текучести до 285 МПа. Значение Rwf должно превышать значение Rwz. При ведении ручной дуговой сварки Rwf превышает Rwz в 1,1 раза. Однако этот показатель не должен быть более Rwzβz / βf. Для сталей с пределом текучести более 285 МПа справедливо следующее соотношение:
Rwz < Rwf ≤ Rwzβz / βf.
Группы климатических районов, влияющих на коэффициент работы, назначены в одной из таблиц приложения к СНиП.
К понятию расчета сварного шва относится также определение момента сил, действующих перпендикулярно плоскости шва. Для соединений, в которых присутствуют угловые швы, данный показатель также рассчитывается по двум сечениям.
В сечении по металлу:

В сечении по границе сплавления:

M – рассчитываемый момент;
Wf – момент силы сопротивления сечения по металлу;
Wz – момент силы сопротивления сечения по границе сплавления.
Момент сил, действующих в плоскости шва, определяется следующим образом:
по металлу шва.

по границе сплавления:

Jfx и Jfy – моменты инерции сечения по металлу, взятые относительно главных осей этого сечения;
Jzx и Jzy – моменты инерции по границе сплавления;
x и y – координаты точки шва, которая максимально удалена от его центра тяжести.
Можно рассчитать результирующее действие продольных и поперечных сил, а также момент этой результирующей. Если геометрическую сумму напряжений в сечении по металлу обозначить, как τf, а в сечении по границе – τz, то необходимые условия расчета будут выглядеть следующим образом:
τf ≤ Rwfγwfγc;
τz ≤ Rwzγwzγc.
Для сварных стыковых соединений определено соотношение, согласно которому оцениваются нормальные напряжения в сварном шве. Но так как эта формула приведена для распределения нагрузки на балку, то величины напряжений по плоскостям балки следует заменить на нормальные напряжения в зоне шва по взаимно перпендикулярным направлениям. Получится следующее выражение:

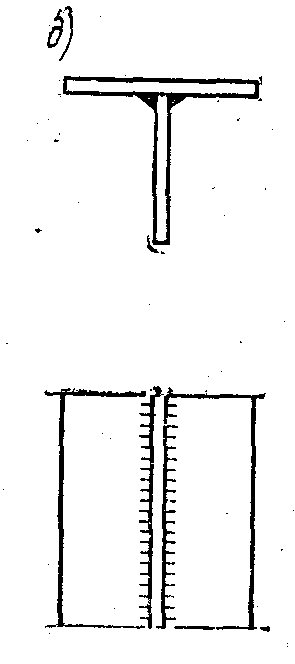
Осталось рассмотреть еще одно соединение – тавровое. В ситуации, когда разделка кромок подразумевает неполный провар, расчет продольной нагрузки производится следующим образом:

Формулы приведены соответственно для двух сечений. Величина h показывает глубину разделки кромок.
Онлайн
Несмотря на то, что в СНиП приложением предоставляются примеры расчета основных сварных соединений, читать данный документ может только профессиональный квалифицированный мастер с техническим образованием. Запоминать все формулы и параметры нет необходимости, так как существуют онлайн калькуляторы, позволяющие провести расчеты по заданным параметрам. Например, можно провести расчет сварного шва на срез онлайн, выбрав тип соединения.
- Стыковое соединение с прямым и косым швом. Параметры ввода: угол скоса, толщина детали, предельно допустимые напряжения растяжения или сжатия. Калькулятор рассчитает предельно допустимые усилия.
- Hахлесточное соединение. Параметры ввода: катет шва, периметр угловых швов, допускаемое напряжение на срез. Результат – допускаемое усилие.
- Tавровое соединение. Параметры ввода: катет шва, толщина и ширина элемента, допускаемое напряжение шва на срез. Результат – допускаемое усилие.

Возможности калькуляторов ограничены видами сварных швов. Некоторые программы могут производить расчеты для следующих случаев:
- тавровое соединение, обеспечивающее лучшую передачу усилий;
- соединение с накладками;
- пробочное соединение;
- соединение с прорезями;
- соединение, на которое действует изгибающий момент.
Расчет сварных соединений (Лекция №25)
При изготовлении металлических конструкций часто применяется сварка с помощью электрической дуги.
Впервые электрическая дуга была открыта русским ученым проф. В. В. Петровым в 1802 г. Обнаружив плавление металла в пламени полученной им электрической дуги, проф. Петров указал на возможность использования этого явления в технике. Однако электрическая дуговая сварка была изобретена лишь в конце XIX века русскими инженерами Н. Н. Бенардосом (1882 г.) нашим земляком и Н. Г. Славяновым (1888 г.) и получила впоследствии широкое распространение во всем мире.
Сущность электросварки по методу Славянова заключается в том, что, расплавляя электрической дугой материал электрода (сталь), заполняют им стык соединяемых элементов, также прогреваемых дугой до температуры плавления. В результате, после остывания расплавленного металла, образуется шов, прочно соединяющий стыкуемые элементы. Схема сварки показана на Рис.1. Электрическая дуга горит между металлическим электродом и свариваемым металлом, расплавляя электрод и кромки соединяемых элементов металла, между которыми образуется так называемая сварочная ванна.
Рис.1. Технологическая схема сварки.
Для защиты плавящегося металла от попадания вредных включений из окружающего воздуха на поверхность электрода наносится толстая защитная обмазка, выделяющая при плавлении электрода большое количество шлака и газов, благодаря чему плавящийся металл изолируется от окружающего воздуха.
Этим обеспечивается высокое качество металла сварного шва, механические свойства которого могут резко ухудшиться под влиянием кислорода и азота воздуха (при отсутствии обмазки или при тонкой обмазке). С той же целью автоматическая сварка производится под слоем флюса, защищающим плавящийся металл от попадания кислорода и азота воздуха.
При правильном выборе конструкции соединений, материалов и технологии сварки сварные соединения по надежности не уступают заклепочным при действии как статических, так и динамических нагрузок (в том числе ударных и знакопеременных). В то же время электросварка имеет ряд преимуществ перед клепкой, из которых важнейшими являются меньшая трудоемкость сварочных работ и отсутствие ослабления сечений соединяемых элементов отверстиями. Это дает значительную экономию средств и металла, помимо экономии, получаемой за счет большей компактности соединений. Большие экономические выгоды, приносимые электросваркой, и даваемое ею упрощение конструкций привели в последнее время к постепенному вытеснению заклепочных соединений сварными.
Значительное развитие электросварка получила в СССР благодаря трудам советских ученых Патона, Вологдина, Никитина, Хренова и др., разработавших новые методы сварки, обеспечивающие высокую прочность соединений.
Методы расчета сварных соединений тесно связаны с технологией сварки, причем для многих видов соединений расчет носит весьма условный характер. Вообще методику расчета сварных соединений нельзя еще считать установившейся.
Что касается норм допускаемых напряжений для материала швов, то они принимаются различными в зависимости от способа сварки (ручная и автоматическая), а также от состава и толщины защитной обмазки электродов.
В таблице приведены допускаемые напряжения для сварных швов в конструкциях из стали марки ст. 3 по существующим нормам.
Таблица. Допускаемые напряжения при сварке.
При проверке прочности сварных швов учитывается возможный непровар в начале шва и образование кратера в конце. Поэтому расчетная длина шва принимается меньшей, чем действительная или проектная на 10 мм.
Необходимо отметить, что наиболее простым и надежным видом соединения является соединение встык, образуемое путем заполнения зазора между торцами соединяемых элементов наплавленным металлом. Соединение встык осуществляется, в зависимости от толщины соединяемых элементов, по одному из типов, показанных на Рис.2. Проверка прочности производится на растяжение или сжатие по формуле:
Рис.2. Расчетная схема сварного соединения.
Здесь условная рабочая площадь сечения шва, где расчетная длина шва , а высота шва h принимается равной толщине свариваемых элементов t.
Поскольку допускаемое напряжение для сварного шва ниже, чем для основного металла, стремятся к увеличению длины стыкового шва. С этой целью применяют соединение встык с косым швом (Рис.3). Исследования таких соединений, произведенные Институтом электросварки Академии наук УССР, показали, что равнопрочность их с основным металлом всегда обеспечивается.
Проверка прочности косых швов производится и по нормальным и по касательным напряжениям, возникающим по сечению шва mn:
Рис.3. Расчетная схема косого сварного соединения.
Имея в виду, что получим:
(10.10) |
Здесь расчетная длина шва по техническим условиям принимается равной .
Как установлено опытом, наиболее рациональным углом наклона шва к линии действия сил является . Недостатком соединения косым швом является неудобство центрировки стыкуемых элементов при сварке, поэтому его применяют редко.
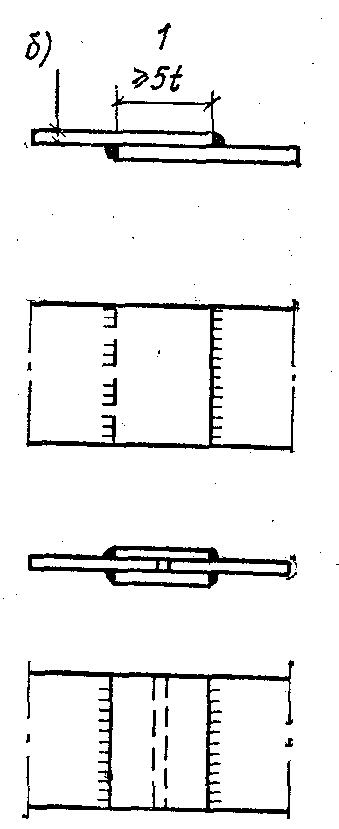
Иногда соединение листов производится внахлестку или встык с перекрытием накладками. Это вызывает необходимость сваривать листы, не лежащие в одной плоскости, что осуществляется при помощи так называемых валиковых (или угловых) швов лобовых или торцевых (перпендикулярных к направлению действующей силы) и боковых или фланговых (параллельных ей).
Валиковый шов в сечении имеет довольно неопределенную форму (Рис.104). В теоретических расчетах на прочность сечение шва принимается в виде равнобедренного треугольника (очерченного пунктиром) с расчетной высотой ).
а) технология. б) расчетная схема
Рис.4. Сварное соединение внахлестку:
Соединения торцевыми(лобовыми) швами показаны на рис.5. Разрушение таких швов происходит по наиболее слабому сечению AB, как это установлено опытами.
Рис.5. Сварное соединение торцевыми швами.
Как это видно из рис. 4 б, полное напряжение, возникающее в сечении АВ, может быть разложено на нормальную и касательную составляющие. Поскольку сопротивление стали сдвигу ниже, чем при растяжении, расчет лобовых швов производится условно на срез в предположении равномерного распределения касательных напряжений по площади сечения АВ. Имея в виду, что на восприятие силы Р в этих соединениях (Рис.5) работают два лобовых шва, верхний и нижний, получим:
Так как площадь сечения шва , а расчетная длина , то условие прочности примет вид:
В действительности, материал шва испытывает сложное напряженное состояние, причем напряжения по сечению АВ распределяются неравномерно. Исследования, произведенные методами теории упругости и подтвержденные экспериментально, показали, что в углах шва имеет место высокая концентрация напряжений.
Если учесть, что, вследствие укорочения швов при остывании, в зоне сварки возникают дополнительные напряжения и в основном металле, ведущие к переходу его в хрупкое состояние, то следует иметь в виду, что концентрация напряжений может явиться причиной появления трещин в основном металле соединения.
Поэтому такое соединение не может быть рекомендовано, особенно при переменной или ударной нагрузке. Значительно надежнее работа соединения встык без накладок.
Соединение фланговыми (или боковыми) швами показано на Рис.6 а. Разрушение шва, показанное на Рис.6 б, происходит на значительном его протяжении путем срезывания наплавленного металла в направлении, параллельном шву по наиболее слабой плоскости АВ.
Рис.6. Соединение фланговыми швами- а) и его разрушение б)
Условие прочности для двух симметрично расположенных швов имеет вид:
Если стык перекрыт двухсторонними накладками, число швов удвоится и условие прочности примет вид:
Отсюда обычно определяют необходимую расчетную длину фланговых швов. Проектная же длина каждого шва принимается равной .
Как показали опыты, разрушение фланговых швов происходит по типу разрушений пластичных материалов со значительными остаточными деформациями. Это делает работу фланговых швов более благоприятной, чем работу лобовых швов. Однако следует иметь в виду, что у концов фланговых швов также имеет место высокая концентрация напряжений.
При проектировании часто стремятся обеспечить большую надежность соединения, применяя вместо сварки встык, или в дополнение к ней, перекрытие стыка накладками, которые привариваются фланговыми или торцевыми швами, а иногда и теми и другими вместе. Как уже указывалось, при переменных и ударных нагрузках такое «усиление» стыка может принести больше вреда, чем пользы.
Что касается расчета такого комбинированного стыка, то при одновременном применении лобовых и фланговых швов считают, что сопротивление соединения равно сумме сопротивлений всех швов, т. е. , где сопротивление торцевого шва при расчетной длине равно , а сопротивление двух фланговых швов , причем , где b ширина накладки. В результате подстановки получаем:
.
Зная длину торцевого шва, определяют длину фланговых швов .При двухсторонних накладках число швов удваивается, т. е. правую часть полученного соотношения следует удвоить.
Так как торцевые швы более жестки, то при совместной работе с фланговыми они перегружаются, что ведет к неравномерной работе соединения. Если учесть, что в таком соединении и термические напряжения достигают больших значений, то устройства такого стыка следует избегать.
Иногда при соединении внахлестку, в дополнение к фланговым швам, применяют прорезные швы, осуществляемые путем наплавки металла в узкую прорезь, сделанную в одном из соединяемых элементов параллельно действующему на соединение усилию.
Рис.7. Комбинация фланговых и прорезных швов
При длине прорезного шва и ширине прорези d сопротивление такого шва срезу равно:
где усилие, приходящееся на прорезной шов.
В комбинированном соединении с фланговыми швами для записи расчетного условия принимают, что или
Задавшись размерами одного из швов (обычно флангового), находят необходимую длину другого. При этом ширина прорези d принимается равной двойной толщине прорезанного металла, длина не более двадцати толщин.
Недостатками соединения с прорезными швами являются: 1) ослабление сечения прорезями вследствие неизбежного непровара и 2) высокая концентрация напряжений в основном металле в зоне сварки, ведущая к появлению трещин около углов прорезного шва; поэтому такое соединение может применяться лишь в крайних случаях, при условии хорошо продуманной технологии сварочных работ.
В заключение заметим, что в том случае, когда приходится прибегать к соединению внахлестку, лучше всего ограничиться одними фланговыми швами, избегая комбинированных соединений.
Дальше…
Расчет стыковых и угловых сварных швов — Мегаобучалка
При сварке встык сварной шов заменяет основной металл элемента в месте соединения. Поэтому сварные швы встык рассчитывают по тем же формулам, что и основное сечение, только напряжения сравнивают не с расчетным сопротивлением основного металла ,а с расчетными сопротивлениями сварных швов . Значения расчетных сопротивлений сварных швов для стальных конструкций приведены в нормативных материалов. Чтобы сечение в месте соединения не было ослаблено, шов должен быть полным и качественным без подрезов и непроваров с полной заваркой концов. Наплавы сварного шва расчетом не учитывается. При действии осевой силы напряжение в прямом стыковом шве проверяют по формуле
где — расчетное сопротивление стыкового соединения растяжению или сжатию.
Чтобы сделать стыковой шов при меньших расчетных сопротивлениях сварного шва растяжению равнопрочным основному металлу соединяемых элементов, его можно выполнить косым. В этом случае напряжения в шве.
где — расчетное сопротивление стыкового сварного соединения сдвигу.
Угол между направлением продольной силы и косым швом должен быть не более 65° (практически он делается с заложением 1:2) При таком угле стык можно не проверять на
прочность. В приведенных формулах t – наименьшая толщина свариваемых элементов; – расчетная длина шва, равная фактической длине за вычетом 2t (учитывающих образования кратера и не провары у концов шва). При выводе шва на подкладки можно указанные 2t не вычитать.
При действии изгибающего момента и поперечной силы напряжения в шве
где = – момент сопротивления шва, равный моменту сопротивления соединяемых элементов,
При действии одновременно осевой силы и изгибающего момента напряжения в шве будут суммироваться:
Если сварное соединение встык работает только на срез, то
В сварных швах встык, работающих одновременно на изгиб и срез, должны быть проверены приведенные напряжения по формуле:
Расчет угловых сварных швов
Угловые швы располагают в углах, образованных гранями соединяемых элементов. Катетом шва называется размер наименьшего из его катетов.
Фланговые угловые швы
Под воздействием продольного усилия работают на срез. Поверхность среза располагается примерно по биссектрисе углового шва, имея высоту .
Расчетная площадь среза швов
где – расчетный катет углового сварного шва;
– расчетная длина шва (суммарная).
Коэффициент зависит от формы шва, глубины провара, способа сварки и принимается: от 0,7 до 1,15 по нормам проектирования.
Напряжения в угловых фланговых швах по металлу шва проверяют по формуле
или ;
по металлу границы сплавления:
где – расчетное сопротивление угловых швов срезу по металлу шва;
– расчетное сопротивление угловых швов срезу по металлу границы сплавления;
– суммарная расчетная длина швов;
– коэффициенты глубины провара;
– коэффициенты условий работы шва;
– коэффициент условий работы соединения конструкции.
Лобовые угловые швы
Находятся в более сложном напряженном состоянии, чем фланговые. Усилие круто перетекает через шов с одного соединяемого элемента на другой, линии силового потока резко искривляются, и поэтому в шве одновременно возникают напряжения от осевой силы, изгиба и среза. Швы разрушаются также по поверхности, проходящей примерно по биссектрисе шва. Из-за сложности напряженного состояния лобовые швы рассчитывают условно на срез по минимальной площади среза швов. Полученные напряжения сравнивают с расчетным сопротивлением углового шва, которое для угловых швов одинаково при всех видах силовых воздействий. Таким образом, расчетная формула проверки напряжений в лобовых угловых швах та же, что и для фланговых швов.
При действии изгибающего момента на прямоугольный элемент, прикрепленный угловыми швами, напряжения в швах определяют так же, как условные напряжения по поверхности среза.
где – расчетная длина одного шва.
Если элемент имеет непрямоугольное сечение, то момент сопротивления шва Wfв формуле определяют по очертанию соединяющего шва.
При действии сдвигающей силы на элемент, прикрепленный угловыми швами, напряжения на поверхности среза считаются распределенными равномерно, и формула проверки напряжений имеет вид:
где — суммарная расчетная длина сварных швов в соединении.
При совместном действии нескольких усилий в сварном соединении с угловыми швами напряжения в швах от отдельных усилии вычисляют по вышеприведенным формулам, после чего определяют результирующие напряжения. При этом если срезывающие напряжения в одном и том же сечении углового шва имеют одно направление, то их складывают арифметически; если напряжения взаимно перпендикулярны, то определяют равнодействующую этих напряжений.
Например, при действии на элемент одновременно изгибающего момента и сдвигающей силы результирующие напряжения будут:
Это обстоятельство не надо путать с приведенными напряжениями в стыковых швах.
7.Стыковые сварные соединения. Расчет и конструирование.
Стыковые — соединяются торцами (а). Имеют наименьшую концентрацию напряжений при передаче усилий, экономичны. Толщина элементов не ограничена. Соединение = прямым или косым швом.
 Усиливают
накладками – комбинир. (б).
Усиливают
накладками – комбинир. (б).
Стыковые наиболее рациональны, но требуют дополнительной разделки кромок.
Работа и расчет стыковых швов
Прочность при растяжении или сжатии зависит от характеристик металла и шва.
При действии N
распределение напряжений по длине шва
принимается равномерным, рабочая
толщина шва = меньшей из толщин элементов.
Напряжение в шве (а)  Rсв
— расчетное сопротивление сварного
стыкового соединения сжатию или
растяжению, у — коэффициент условий
работы элемента.
Rсв
— расчетное сопротивление сварного
стыкового соединения сжатию или
растяжению, у — коэффициент условий
работы элемента.
Расчетное сопротивление стыкового соединения при сжатии соединения Rсв=R.
При Rсв
≤ Rосновного
металла то шов делают косым (с проверкой)
(б). Рассчёт косых швов: перпендикулярно
шву 
вдоль шва 
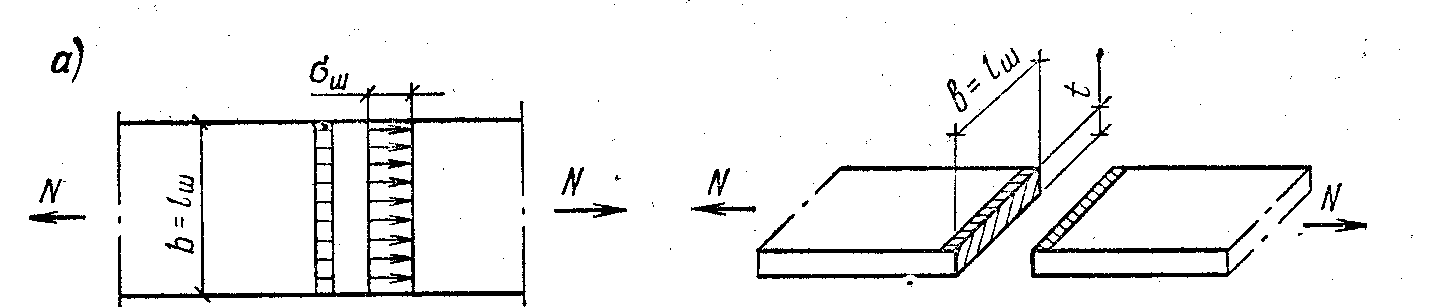
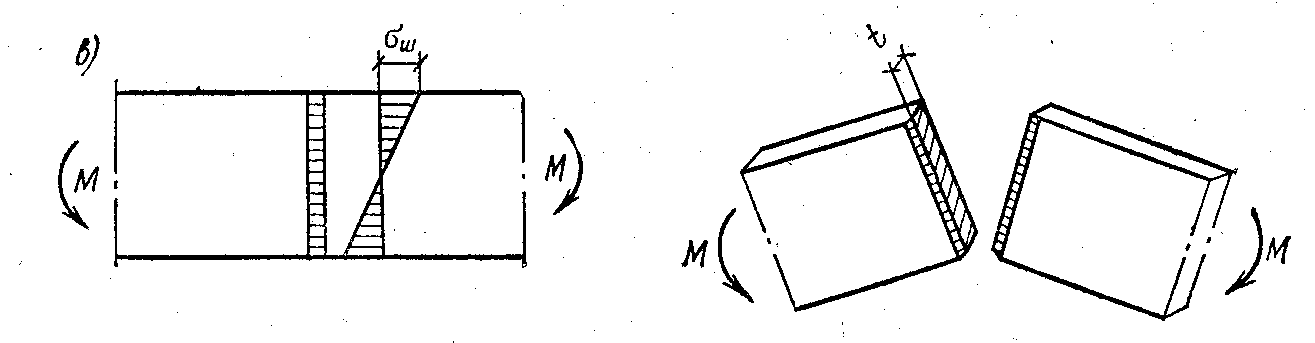
а и б — на продольную силу; в — на изгиб
При действии
изгибающего момента (в) 
где  — момент сопротивления шва.
— момент сопротивления шва.
Соединения встык,
работающие на нормальные напряжения
и срез, проверяют 
8.Сварные соединения с угловыми швами. Расчет и конструирование.
У гловые
— элементы расположены под углом (г).
гловые
— элементы расположены под углом (г).
Валиковые швы — элементы, расположенны в разных плоскостях.
Фланговые — параллельно осевому усилию.
Лобовые — перпендикулярно усилию (рассчитывают условно).
Работа и расчет соединений, выполненных угловыми швами
— соединения внахлестку.
Фланговые работают на срез и изгиб. Разрушение может происходить по металлу шва, по осн. металлу на границе его сплавления с металлом шва.
Велики напряжения в корне шва.
Рассматриваем возможность разрушения шва от условного среза:
По металлу шва 
По границе
сплавления с металлом шва 
βш и βс — коэфф. глубины проплавления — в зависимости от вида сварки
Lш =L-10мм, RВш—расчетное сопротивление срезу металла шва;
Rувс—расчетное сопротивление срезу (условному) металла границы сплавления.
Удобнее определять
необходимую длину швов, задаваясь их
толщиной kш:  kш
= меньшей из толщин элементов,
kш
= меньшей из толщин элементов,
Толщина шва исходя
из его возможной расчетной длины: 
Напряжения от силы сдвига и момента:
По металлу шва 
По металлу границы
сплавления 
Площади швов должны быть распределены обратно пропорционально расстояниям от шва до оси элемента.
при
общей требуемой площади швов — 
Площадь
большего шва на «обушке» уголка 
Площадь
меньшего шва на «пере» уголка 
9.Достоинства и недостатки болтовых соединений. Виды болтов, применяемые в строительных мк. Разновидности болтовых соединений.
Болтовые = раньше сварных. Простота и надежность в работе.
Они более металлоемки, имеют накладки, ослабляют отверстиями.
Болты грубой и нормальной точности — отклонения диаметра 1 мм и 0,52 мм (для болтов d≤30 мм). Они = из углеродистой стали. Класс прочности болтов (5.6). Первое число = 50 = временное сопротивление (σв кгс/мм2), а 5*6=30 — предел текучести материала (σт кгс/мм2).
Отверстия на 2—3 мм больше диаметра болта — облегчает посадку болтов (преимущество). Но это повышает деформативность соединения при работе на сдвиг. Эти болты = крепежные.
 Болты
повышенной точности — из углеродистой стали. d
отверстия = +0,3 мм от диаметра болта.
Болты
повышенной точности — из углеродистой стали. d
отверстия = +0,3 мм от диаметра болта.
Болты сидят плотно и хорошо воспринимают сдвигающие силы. Сложность изготовления и постановки болтов = применяются редко.
Высокопрочные болты — из легированной стали, термически обрабатывают. Они = нормальной точности, отверстия большего диаметра, но гайки затягивают спец-ключом. Силы трения препятствуют сдвигу элементов относительно друг друга. Высокопрочный болт работает на осевое растяжение.
Необходима одинаковая толщина элементов, а то несущая способность болта резко уменьшается.
Применяют клееболтовое. Преимущества — простота устройства; По качеству — не уступают сварке, но уступают ей по расходу металла.
Самонарезающие болты — наличие резьбы. Материал — сталь термоупрочненная. d=6 мм для прикрепления профилированного настила к прогонам и элементам фахверка. Преимущество — доступ к конструкции только с одной стороны.
Фундаментные (анкерные) болты — передачи растягивающих усилий с колонн на фундамент. Материал — стали марок ВСтЗкп2, 09Г2С и 10Г2С1.
как производится, формула для разных типов, правила и нюансы
Если вам приходилось соединять детали металлические или из другого материала, то вы наверняка знаете, что самые прочные соединена выходят при работе со сваркой.
Такая надежность объясняется тем, что из-за высокой температуры, молекулы металла крепко соединяются между собой.
Но для того чтобы ваши швы были цельные и прочные важно хорошо рассчитать как сварить метал.
Содержание статьиПоказать
Какие бывают сварочные швы
В наше время придумано большое количество методов сварки, но самым распространенным остаётся сварка электричеством, она в свою очередь делить на контактную и дуговую. Чаще всего для формирования швов используют два таких метода.
Но чтобы ваш шов был долговечен нужно провести расчет, где вы должны учесть и провести расчет характеристик выбранного вами шва, так же не забывайте учитывать особые характеристики стали с которой работаете.
Когда вы формируете сварочный шов на отрыв, то он может быль не качественным, разрываться и растрескиваться, все это возникает из-за неправильного подсчета его прочности.
Самыми прочными считаются швы, что отвечают по своей плотности и свойствам металлу над которым проводится работа. Проблемы возникают обычно на том участке, который больше всего нагревается, он наиболее уязвим.
Обычно это та часть изделия что находиться максимально близко ко шву. Металл изменяет свою химию при температурном воздействии, это и есть основной причиной по которой вам следовало бы посчитать прочность шва.
Ведь без такого расчета вы не будете знать способ ли данный металл выдерживать определенные нагрузки, а если нет, то вам будет о чем задуматься.
Когда речь заходит про угловые швы там все немного сложнее. Там все зависти от того какого качества вами выбран металл. Весь расчет должен быть направлен на самую горячую точку, то есть на тот участок который более чем другие подвержен трещинам.
Угловым соединением называют такой шов при котором две части шва расположены одна к другой под углом. Катет поперечного сечения(k) и периметр шва(L), это все данные которыми вам нужно будет владеть для подсчета надежности шва.
Просто занесите свои числа вот в эту формулу и посчитайте A = k·sin45*L = 0,7k·L.
Также ещё существуют точечные соединения, при работе с ними существуют свои нюансы.
- Формировать такой шов можно только на плоской поверхности для сварки.
- Все точки должны быть равномерно нагружены, нельзя делать точку опоры.
- В формуле, по которой мы подсчитывали силу углового шва можно допустить оплошность до 20 % в напряжении среза.
Как провести расчет с помощью формул прочность разных соединений

Для каждого отдельного вида сварочного соединения, а таких много, нужно производить подсчет отдельно, поскольку каждый имеет свои индивидуальные особенности.
Существует несколько подборов, например есть та, что делит швы по тому как расположены делали сварки:
- Швы на стыках, это таких соединения при которых две стороны металла соединяются торцами. Тогда одна часть продолжает другую. Такой вид шва считается самым популярным и оптимальным по исполнению. То есть он прост. Такой шов можно сделать двумя методами – косым и прямым соединениями.
- Сварка на углу-это когда два пласта металла расположены под наклоном.
- Соединение внахлест, такой способ соединения характерен тем, что один элемент сварки немного находит на другой и в таком виде они закрепляются. Но вам не удастся использовать такой вид сварки с толстыми металлами, это может быть металл с толщиной до 5 миллиметров, тогда такой шов будет себя оправдывать и укрепит соединение.
- Тавровые соединения, они вполне могут быть подвидом угловых, поскольку метал находиться под углом так же как и в угловых, но тут особенность в том, что они соединяются непосредственно торцами.
Но конечно каждый вид может ещё иметь в себе множество подвидов, так что при расчете прочности шва нужно обратить на это внимание. Все перечисленные виды сварки производиться по методу углового соединения.
Существует много формул по расчету таких соединений. Ну а если вы не дружите с математикой, то, в интернете есть программы, где вам нужно будет только ввести параметры и размеры и вам выдаст нужный результат.
На что нужно опираться проводя расчет
Для того чтобы рассчитать надежность соединения нужно выяснить некоторые характеристики которые и влияют на то, на сколько хорошо, скреплены ваши элементы.
Ниже мы привели формулу по которой вы можете рассчитать нужный вам параметр.

И так мы расскажем вам об этом:
- Сокращение УС – это те условиях в которых проводиться работа. Этот сокращение стало константой, и его можно удивить во всех основных книгах где проводятся подобные расчеты.
- RU- так обозначают параметр сопротивления, именно он показывает уровень качества металла. Такие данные вы можете найти в таблицах.
- RY- этот параметр обозначает тоже сопротивление, но он рассчитывается по отношению к текучести материала. Это так же табличные данные.
- RWY- как и два предыдущих обозначает сопротивление, но оно уже рассчитывается относительно того насколько прочный используемый металл. Иногда можно видеть, что вместо такой отметки используют (Rwu Yu), пусть это не сбивает вас с толка, этот то же параметр.
- N- этот знак показывает какую максимальную нагрузку способен перенести соединение, он этого показателя много чего зависит.
- t- эта буква указывает на то какую толщину имеет деталь над которой будет проводиться сварка.
- lw- это показатель, что определяет какую наибольшую длину соединения мы можем формировать, часто это вдвое больше чем толщина материала.
Если вы проводите работу с элементами, которые сделаны из разного металла, то сопротивление относительно текучести и просто сопротивление нужно определит отталкиваясь от того метала, что менее прочный.
Когда вам нужно подсчитать сварочный шов на срезе, то посмотрите на свои заготовки и отталкивайтесь от материала с низкой прочностью.
Свойства расчетного сопротивление для сварочной детали таково, что на прямую связано с растяжением сварочного соединения.
Именно из-за такой особенности соединения часто расположен немного под углом, и именно это дает возможность надежно соединить два металла разной природы.
Как подсчитать такой показатель для углового шва

Но если вам нужно провести расчет показателя качества прочности соединения для угловых соединений, то предыдущая формула вам не подойдет. Для угловых соединений нужно учитывать силу, что расположена в центре тяжести.
А это уже совсем другая формула. Когда вы введете все данные формулу проследите, что вы взяли данные показателя самой не надежной части сечения.
А подсчитать качество сварочного соединения на срезе вы можете по стандартной формуле, что мы привели снизу.

Будьте внимательны ведь каждый показатель в данной формуле крайне важен при расчёте качества прочности соединения, так же на это не влияет то какой вид металла используется. Итак, приступим.
N- это показатель наибольшей нагрузки, что в самой большей степени влияет на соединение, те показатели, что приведены в скобочках рядом постоянные и вы можете найти их в таблицах.
Чаще всего выходит такая картина.
- Bf- приблизительно 0,7
- BZ-приблизительно 1
- И тут так же не имеет какой фирмы и характеристик сталь, эти показатели часто приблизительно столько.
- RWF- это показатель из гостовского документа, и он указывает на сопротивление на срезе.
- RWZ- это также табличный показатель которой описывается как сопротивление на линии.
- C- тоже табличное число, которое имеет показатель рабочих условий.
- Ywf-этот показатель приблизительно 0,85, но это только с учетом того, что вы работаете с нормальным металлом, сопротивление которого до 4200 кгс на см.
- Ywz-этот показатель константа, что равняться 0,85 и не важно какой это вид стали.
- Kf- этот показатель нужно измерять по линии сопротивление, обозначает длину соединения, что у вас выйдет.
- Lw-это длинна, которую нужно уменьшить на 10 миллиметров.
Соединение, что делаются внахлест

Мы уже немного говорили о таком виде соединения ранее, соединение в внахлёст это такой метод при котором один пласт металла накрадывается на другой и в таком виде они свариваются, так же помине, что такая технология работает только с тонкими металлами с толстыми она будет не эффективна.
Расчёты проводятся по-разному потому что у такого шва тоже существуют свои разновидности, как например шов лобовой или под углом, фланговый шов. Ниже мы напишем формулу по которой вы можете посчитать.
N / (z kf lw) ≤ Rwz wz c.
Когда вы приступаете к расчету прочности длинны шва при соединении деталей из металла по технологии внахлест, вам нужно взять в расчет наименьшее сечение, оно должно быть расположено на самой меньшей высоте треугольника, что у нас визуализируется, при этом не нужно учитывать наплыв. Если вы пользуетесь ручной сваркой и ваши катеты приблизительно разны, то у вас выйдет показатель 0,7.
Мы должны так рассчитывать сечение по минимальной расчетной площади, потому что она связана с тем, что мы используем расходные сварочные материалы, и ещё связана с прочностью, что превышать прочность главного материала из которого состоят наши детали, что мы соединяем.

Если вы варите с помощью полуавтомата или автомата, то шов у углу обычно выходит немного толще и грубее, чем вы варили бы обычной ручной сваркой с дугой. А то как вам рассчитать высоту и подобрать правильную смотрите в таблице выше.
Самые распространенные проблемы, что возникают при формировании швов
Очень важно все правильно расчитать при работе с угловыми швами, или при работе может возникнут масса проблем, которые приведут к тому ,что ваш результат будет далеко е идеальным. Давайте поговорим про самые частые проблемы ,что возникают при сварке:
- Часто так бывает, что возникают поры – оно возникают из-за пагубного влияния кислорода и газов в среде, это возникает из-за плавления металла и электродов.
- Ещё иногда появляются подрезы-это такие просевшие участки, которые появляются на детали с боку от стыка, металл истончается и может треснуть.
- Следующая часта проблема непровары-это зоны в которых не удалось скрепить метал и между ним просто образовались дыры, это возникает из-за не правильной проплавки металла.
- Желательно чтобы в зону стыка не попадали другие включения не из метала, это может быть что угодно грязь, пыль или даже шлаки с электродов. Что качается шлаков можно сказать, что часто они не успевают выйти на поверхность шва чтобы вы их просто зачистили металлической щеткой. А если шлаки образовываются во время вашей работы с тонкими металлами-это достаточно критично, так как соединение будет хлипкое и в бедующем обязательно пойдут трещины.
- Далее вы узнаете о том, что возможно возникновение горячих трещин-это происходит из-за разращения соединения между кристаллами и тогда металл трескается под воздействием температуры, когда начинает плавиться сразу растрескивается.
Холодные трещины – они уже могут появиться после того как металл остыл. Этот процесс происходит из-за того что метал окислился ещё в процессе сварки. Для защиты от влияния кислородной среды используются специальные газы, что защищают участок.
В конце хочется добавить, что вы сможете найти в интернете много разных формул по расчёту прочности соединения.
Ещё используются разные показатели длинны, ширины шва, материала который свариваться и материалов расходных. Ещё учитывается площадь, толщина, и много других параметров.
Все это зависит от того каким видом соединения вы решили сваривать металл. Ещё важно учесть те усилия, что будут нагружены на шов из вне.
Выше вы можете посмотреть видео, где мастер проводит такие расчёты, вы сможете почерпнуть оттуда много полезного! Надеемся вам понравилась наша статья!
Расчет сварных соединений: методика, формулы и инструменты
Сварка — наиболее доступный, надежный и эффективный способ соединения отдельных деталей при создании металлоконструкций. При соблюдении сварочных технологий швы получаются прочными, а готовые изделия качественными. Но в зависимости от условий проведения сварки, толщины и вида свариваемого металла характеристики соединений могут быть разными. Определить насколько прочным и монолитным будет изделие поможет расчет сварных швов, проведенный перед процессом сваривания.
Выполненный в процессе составления проекта расчет сварных соединений позволяет выбрать правильно материал, которые будет обладать достаточным запасом прочности и сможет выдерживать возлагаемые на него нагрузки.
Методика расчета соединений
Различают несколько разновидностей сцеплений металла и для каждой из них расчет сварного шва проводится индивидуально. В зависимости от расположения свариваемых деталей соединения разделяются на:
- угловые, когда перпендикулярно одна к другой располагаются свариваемые детали. Для повышения прочности конструкции необходимо правильно определить предельные усилия на сварной угловой шов;
- стыковые. Здесь соединяются торцы деталей, при этом одна часть выступает продолжением второй. Такой способ сцепления сопровождается минимальными показателями концентрации напряжения и считается самым рациональным. Швы могут быть прямыми и косыми;

- нахлесточные, при которых элементы деталей немного накладываются один на другой. Как правило применяют такую технологию при сваривании металлов, толщина которых не превышает 5 мм, когда необходимо укрепить шов;
- тавровые. Внешне напоминают угловые. Скрепляемые элементы располагаются под прямым углом друг к другу, но соединяются торцами. При производстве металлоконструкций такие стыки применяются довольно часто. Им характерна простота исполнения, экономичность и высокая прочность. Для качественного выполнения такого типа соединений хорошим помощником будет методичка, расчет таврового сварного соединения по ней можно выполнить с безупречной точностью, и избежать возможных ошибок.

Как рассчитывают сечение сварного углового шва или других видов соединений? Существуют общепринятые формулы, по которым проводится расчет сварочных швов разных стыков. Также в свободном доступе в интернете есть специальная программа расчета сварных соединений, по которой при введении необходимых параметров можно получить требуемый результат.
Какие параметры потребуются для расчета
Чтобы с минимальной погрешностью провести расчет сварки, следует знать какие параметры влияют на прочность стыков. Для определения процесса сжатия и растяжения материала следует применять формулу:

При расчете потребуются следующие показатели:
- Yс — коэффициент преобладающих на рабочем месте условий. параметр общепринятый, указан в стандартизованных таблицах. Его просто необходимо вставить в формулу, по которой совершается расчет сварного углового шва;
- Rу — сопротивление свариваемого материала с учетом предела текучести. Определяется по стандартным таблицам;
- Ru — сопротивление металла в соответствии временного сопротивления. Значения для подставки в формулу нужно поискать в таблицах;
- N — максимально допустимая нагрузка, которую шов способен выдерживать;
- t — минимальная толщина материала свариваемых элементов;
- lw — наибольшая длина сварного соединения, при расчете ее уменьшают на 2t;
- Rwу — определяемое в зависимости от предела прочности сопротивление.
В случае, когда необходимо сварить в единую конструкцию разные по структуре металлы, показатели Ru и Ry берутся по материалу с наименьшей прочностью.
Так же если требуется провести расчет сварочного шва на срез, то показатели следует выбирать того материала, у которого прочность меньше.

При проектировании стальных конструкций основным требованием является обеспечение максимально возможной прочности стыка и неподвижности соединяемых им элементов. Согласно требований и с учетом расположения и размеров швов можно с точностью установить оптимальный их тип. Если для создания металлоконструкции требуется выполнить сразу несколько швов, то располагать их необходимо таким образом, чтобы на каждый из них равномерно распределялась нагрузка.
Определить такие параметры можно посредством математических вычислений. Если полученные результаты будут неудовлетворительными, то в конструкцию необходимо внести изменения и еще раз провести все расчеты с новыми параметрами.
Особенности расчетов для изделий с угловыми стыками
Определение длины сварного шва на отрыв проводится с учетом силы, направленной к центру тяжести. Сечение при подсчетах следует выбирать с высокой степенью опасности.
Расчет сварного шва на срез осуществляется по формуле:

Вне зависимости от типа металлов каждый из показателей влияет на прочность стыков:
- N — максимальная нагрузка, которая на стык оказывает давление;
- ßf, ßz — указаны в таблице и не зависят от марки стали. Как правило ßz равно 1, ßf — 0,7;
- Rwf — значение сопротивления срезу. Указано в таблицах ГОСТов;
- Rwz — существующее на линии стыка сопротивлению. Значения стандартные и берутся из таблицы;
- Ywf — составляет 0,85 для стыка, материалу которого свойственно сопротивление 4200 кгс/см²;
- Ywz — для всех марок стали составляет 0,85;
- с — коэффициент условий рабочей среды, стандартное значение из таблиц;
- kf — указывает на толщину создаваемого шва, измерять следует по линии сплавления;
- lw — исчисляется по общей длине стыка, уменьшенного на 10 миллиметров.
Вычислять значения можно по линии соединения или по свариваемому материалу. Расчет угловых сварных швов выполняется на основании сечения.
Чтобы понять, как правильно осуществить расчет сварных соединений и конструкций примеры и задачи можно посмотреть на специализированных сайтах в интернете.
Расчеты при нахлесточных стыках
Расчет сварочного шва, выполняемого внахлест выполняется с учетом типа и положения соединения, поскольку при такой технике стыки могут быть угловыми, лобовыми и фланговыми.
При сваривании металлических деталей внахлест определяется прочность линии скрепления и минимальная площадь сечения. Формула площади сварного шва подразумевает использование меньшей высоты треугольника условного стыка. При одинаковых размерах катетов этого треугольника для ручной сварки высота составляет 0,7.
При автоматической и полуавтоматической сварке глубина нагревания материала больше, поэтому за высоту принимаются указанные в типовых таблицах условные показатели.
Как рассчитать длину сварочных стыков от массы металла
Для определения длины соединения существует формула, обозначающая соотношение массы наплавки на протяженности одного метра спая.
Формула следующая: L = G/F × Y, в которой L обозначает протяженность сварочного шва, G — вес наплавляемого металла, F — площадь поперечного сечения, Y — удельный вес присадки.

Полученное значение следует умножить на определенные измерениями метры. Чтобы правильно провести исчисления целесообразно предварительно посмотреть пример, расчет длины сварного шва по которому выполнен в реальности.
Нужно понимать, что ни одна формула не способна обеспечить безупречно точного результата. Расходный материал следует покупать с запасом примерно 5-7%. Иногда удается немного сэкономить на присадке, но это под силу только опытным сварщикам, обладающим соответственными навыками.
Порядок проведения расчетов сварных стыков
Чтобы определить какие нагрузки способен выдерживать образуемый при сварке стык, необходимо правильно подобрать все необходимые данные для расчета сварного шва. Предотвратить ошибки при математических исчислениях можно, если при их выполнении придерживать следующего порядка:
- Определить с минимальными погрешностями пространственное положение, форму и размеры, характерные сварочному соединению.
- Далее на контактируемую со свариваемым элементом площадь повернуть следует опасное сечение (с наивысшим напряжением). Необходим поворот в случаях, когда на исследуемой конструкции плоскость стыка не соответствует его сечению. После поворота должно образоваться новое сечение, которое называют расчетным.
- Дальнейшие действия состоят в поиске на образовавшемся вследствие поворота сечении центра масс.
- Следующий этап — перемещение в центр масс внешней приложенной нагрузки.
- Установить какое напряжение в расчетном сечении возникает в момент воздействия всех силовых нагрузок, в частности нормальной и поперечной усилий, изгибающего и крутящего моментов.
- Когда известно напряжение необходимо найти в сечении точку, подвергающуюся наибольшим нагрузкам. В этой точке все воздействующие на поверхность нагрузки сочетаются одновременно, что позволяет установить суммарную. В итоге получается максимум, которому шов будет подвергаться.
- Вычисляется максимально допустимое напряжение, которое будет оказывать силовое воздействие на полученный в результате сварки шов.
- Завершающий этап состоит в сравнении максимальных показателей суммарного и допустимого напряжений. Это позволит получить расчетное сопротивление сварного шва и определить размеры, которые обеспечат полноценную и безопасную эксплуатацию создаваемой металлоконструкции. Для большей достоверности полученной информации рекомендовано провести дополнительный проверочный расчет.
Не нужно забывать о том, что актуальным расчет сварного шва на срез или прочность будет только в том случае, когда строго соблюдена технология создания соединений. В любом случае важно и нужно рассчитывать стыки, поскольку только с точность установленные параметры способны обеспечить прочные и долговечные сварочные соединения.
Дефекты сварных соединений при неправильных расчетах
В случае со сварочными металлоконструкциями следует понимать, что эффективная и безопасная их работа и расчет угловых сварных швов, стыковых, тавровых или нахлесточных непосредственно взаимосвязаны между собой. Если проигнорировать или же неправильно выполнить исчисления, то существенно повышаются риски образования дефектов и неточностей в готовом изделии.
Чаще всего возникают следующие браки:
- подрезы. Образуются по линии соединения или возле него канавки, приводящие к быстрому разрушению конструкции;
- поры. Визуально они практически незаметны, возникают вследствие проникновения газов, образующихся в процессе плавления электрода и металла;
- непровары. Участки, на которых недостаточно расплавился металл, в результате чего на варочном стыке возникли пробелы;
- сторонние включения. Одна из наиболее опасных ошибок, вследствие которой значительно понижается прочность соединения и со временем в нем возникают трещины;
- холодные и горячие трещины. Первые образуются после остывания конструкции из-за окисления в процессе плавления. Вторые возникают в процессе плавления металла при нарушении сварочной технологии, например, при неправильном выборе электродов.
Избежать всех этих дефектов можно если предварительно выполнить вычисления по существующим формулам. Это поможет создать качественные соединения, способные выдерживать критические нагрузки и усилия при эксплуатации конструкции.
Калькуляторы сварных швов
Существуют специализированные калькуляторы, с помощью которых без особых навыков несложно провести расчет длины сварного шва, определить оптимальные параметры угловых, точечных и стыковых соединений.
Проверить по калькулятору можно все существующие типовые стыки с прилагаемыми к ним нагрузкам с разными силовыми усилиями. Исчисления помогут выбрать подходящий к конкретной конструкции размер и тип стыкового соединения, а также безошибочно подобрать материал для сваривания. Расчеты позволяют установить необходимые геометрические значения сварочного шва и провести его проверку на прочность.
Не рекомендовано к точечным соединениям, стыкам с разделкой кромок и к электрозаклепкам прилагать усталостную нагрузку, поскольку расчет таких швов не поддерживается и результаты будут неточными. Также при вычислениях не учитываются изменения механических характеристик металлов, возникающие вследствие воздействий остаточных напряжений и температурных режимов.
Инструменты для контроля размеров сварных швов
Геометрические параметры сварочных соединений определяются с помощью специальных инструментов, позволяющих с минимальными погрешностями измерить основные показатели и характеристики, выполненных технологией сваривания конструкций.

К числу таких инструментов принадлежат типовые шаблоны, универсальные устройства и измерители, принцип действия которых состоит на замерах одного конкретного параметра.
У каждого профессионального сварщика должен быть в наличии набор измерительных инструментов для проведения замеров для предварительных расчетов перед процессом сваривания, а также определения качества шва готовой конструкции.