Кромки под сварку. Подготовка кромок сварных соединений. Машины термической резки
Оглавление книги Следующая страница>>Подготовка кромок под сварку. К элементам геометрической формы подготовки кромок под сварку (рис. 25) относятся угол разделки кромок α, притупление кромок S, длина скоса листа L при наличии разности толщин металла, смещение кромок относительно друг друга б, зазор между стыкуемыми кромками а.
Рис. 25. Элементы геометрической формы подготовки кромок под сварку (а) и шва (б):
в — ширина шва, h — высота шва, К — катет шва
Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку ее отсутствие (разделки кромок) может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик должен увеличивать величину сварочного тока.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок создает
дополнительные сварочные деформации и напряжения, тем самым ухудшая
прочностные свойства сварного соединения. Смещение кромок
регламентируется либо ГОСТами, либо техническими условиями. Кроме
того, смещение кромок не позволяет получать монолитного сварного шва
по сечению свариваемых кромок.
ГОСТ 5264-80 предусматривает для стыковых соединений формы подготовленных кромок, представленные на рис. 26; для угловых соединений — на рис. 27; тавровых — на рис. 28 и нахлесточных — на рис. 29.
Рис. 26. Форма подготовленных кромок под сварку для стыковых соединений
Рис. 27. Форма подготовленных кромок под сварку для угловых соединений
Рис. 28. Форма подготовленных кромок под сварку для тавровых соединений
Рис. 29. Форма подготовленных кромок под сварку для нахлесточных соединений
Подготовку кромок под сварку выполняют на механических станках -токарных (обработка торцов труб), фрезерных, строгальных — обработка листов и т. д., а также применением термической резки. Листы, трубы, изготовленные из углеродистых сталей, обрабатываются газокислородной резкой. В качестве горючих газов могут служить ацетилен, пропан, коксовый газ и т. д. Цветные металлы, а также нержавеющие стали обрабатываются плазменной резкой.
Перед сваркой особо ответственных конструкций торцы труб или листов после газокислородной резки обрабатывают дополнительно механическим путем; это делается для того, чтобы избежать каких-либо включений в металле.
Зачистка кромок производится с двух сторон шириной не менее 20 мм. При подготовке кромок под сварку обратите особое внимание на тщательную зачистку торцов, скосов и притуплений соединяемых деталей. Запомните! После сборки деталей в узел, подготовка кромок бесполезна..
Сущность подготовки разделки кромок под сварку По стыкуемому торцу пластины снимается часть металла под определенным углом (углом скоса). Скос кромки прямолинейный наклонный срез кромки, подлежащий сварке. Угол скоса кромки (в) острый угол между плоскостью скоса кромки и плоскостью торца.
При снятии металла с торца пластины обязательно надо оставить притупление.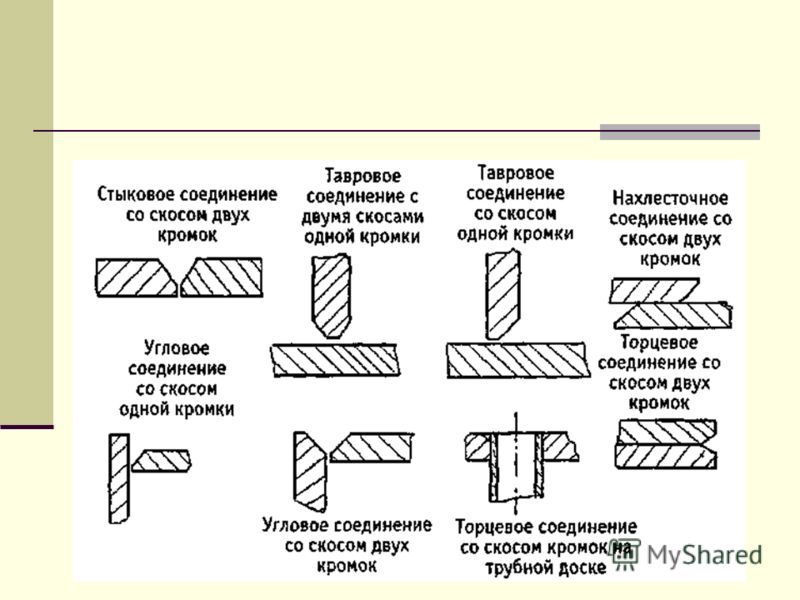
Форма разделки кромок характеризуется углом их скоса, размером притупления и зазором между свариваемыми кромками. Она зависит от типа сварного соединения (стыковое, угловое, тавровое, нахлесточное, торцевое), толщины свариваемых элементов. Форма разделки кромок
Для ручной дуговой сварки покрытыми металлическими электродами у металла толщиной до 5 мм скос кромок, как правило, не требуется. На элементах толщиной начиная с 5 мм делают, как правило, одностороннюю симметричную разделку кромок Угол разделки кромок составляет 6080°.
Величина притупления во всех случаях должна составлять от 1 до 3 мм, в зависимости от толщины свариваемых деталей. при толщине более 20 мм применяют двустороннюю разделку кромок. При этом притупление составляет от 1 до 3 мм, в зависимости от толщины свариваемых деталей.
Способы разделки кромок под сварку: Газовая резка с последующей механической или ручной доработкой. Механическая резка на ножницах с последующей механической или ручной доработкой. Механическая обработка: для тел вращения токарная или карусельная обработка, обработка на расточном станке; для прямолинейных элементов механическая строжка, фрезерная обработка, обработка пневмошлифовкой. Ручная обработка: рубка зубилом и доработка напильником.
§ 28. Подготовка металла под сварку
Подготовка поверхности металла под сварку. При подготовке деталей под сварку поступающий металл подвергается правке, разметке, наметке, резке, подготовке кромок под сварку, холодной или горячей гибке.
Металл правят либо вручную, либо на различных листоправильных вальцах. Ручную правку выполняют на чугунных или стальных правильных плитах ударами кувалды или с помощью ручного винтового пресса.
 Угловая сталь правится на правильных вальцах (прессах), двутавры и швеллеры — на приводных или ручных правильных прессах.
Угловая сталь правится на правильных вальцах (прессах), двутавры и швеллеры — на приводных или ручных правильных прессах.Разметка и наметка — это такие операции, которые определяют конфигурацию будущей детали. Механическая резка применяется для прямолинейного реза листов, а иногда для криволинейного реза листов с использованием для этой цели роликовых ножниц с дисковыми ножами. Углеродистые стали разрезают газокислородной и плазменно-дуговой резкой. Эти способы могут быть ручными и механизированными. Для резки легированных сталей, цветных металлов может применяться газофлюсовая или плазменно-дуговая резка.
Основной металл и присадочный материал перед сваркой должны быть тщательно очищены от ржавчины, масла, влаги, окалины и различного рода неметаллических загрязнений. Наличие указанных загрязнений приводит к образованию в сварных швах пор, трещин, шлаковых включений, что приводит к снижению прочности и плотности сварного соединения.
Рис. 25. Элементы геометрической формы подготовки кромок под сварку (а) и шва (б):
в — ширина шва, h — высота шва, К — катет шва
Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку се отсутствие (разделки кромок) может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик должен увеличивать величину сварочного тока.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок создает дополнительные сварочные деформации и напряжения, тем самым ухудшая прочностные свойства сварного соединения. Смещение кромок регламентируется либо ГОСТами, либо техническими условиями. Кроме того, смещение кромок не позволяет получать монолитного сварного шва по сечению свариваемых кромок.
Рис. 26. Форма подготовленных кромок под сварку для стыковых соединений
Рис. 27. Форма подготовленных кромок под сварку для угловых соединений
Рис. 28. Форма подготовленных кромок под сварку для тавровых соединений
Рис. 29. Форма подготовленных кромок под сварку для нахлесточных соединений
Подготовку кромок под сварку выполняют на механических станках — токарных (обработка торцов труб), фрезерных, строгальных — обработка листов и т. д., а также применением термической резки. Листы, трубы, изготовленные из углеродистых сталей, обрабатываются газокислородной резкой. В качестве горючих газов могут служить ацетилен, пропан, коксовый газ и т. д. Цветные металлы, а также нержавеющие стали обрабатываются плазменной резкой.
Перед сваркой особо ответственных конструкций торцы труб или листов после газокислородной резки обрабатывают дополнительно механическим путем; это делается для того, чтобы избежать каких-либо включений в металле.
Требования к сборке металлических деталей перед сваркой. Применяемые сборочно-сварочные приспособления должны обеспечивать доступность к местам установки деталей и прихваток, к рукояткам фиксирующих и зажимных устройств, а также к местам сварки.
 Эти приспособления должны быть также достаточно прочными и жесткими, обеспечивать точное закрепление деталей в нужном положении и препятствовать их деформированию в процессе сварки. Кроме того, сборочно-сварочные приспособления должны обеспечивать наивыгоднейший порядок сборки и сварки: наименьшее число поворотов при наложении прихваток и сварных швов; свободный доступ для проверки размеров изделий и их легкий съем после изготовления; безопасность сборочно-сварочных работ.
Эти приспособления должны быть также достаточно прочными и жесткими, обеспечивать точное закрепление деталей в нужном положении и препятствовать их деформированию в процессе сварки. Кроме того, сборочно-сварочные приспособления должны обеспечивать наивыгоднейший порядок сборки и сварки: наименьшее число поворотов при наложении прихваток и сварных швов; свободный доступ для проверки размеров изделий и их легкий съем после изготовления; безопасность сборочно-сварочных работ.Сборка сварных конструкций, как правило, осуществляется либо по разметке, либо с помощью шаблонов, упоров, фиксаторов или специальных приспособлений — кондукторов, облегчающих сборочные операции. Подготовку и сборку изделий под сварку выполняют с соблюдением следующих основных обязательных правил:
притупление кромок и зазоры между ними должны быть равномерными по всей длине;
кромки элементов, подлежащих сварке, и прилегающие к ним места шириной 25-30 мм от торца кромки должны быть высушены, очищены от грата после резки, масла, ржавчины и прочих загрязнений;
во избежание деформаций прихватку следует выполнять качественными электродами через интервал не более 500 мм при длине одной прихватки 50-80 мм;
для обеспечения нормального и качественного формирования шва нужно в начале и в конце изделия прихватывать планки.
В подготовку металла под сварку входит правка, разметка и наметка, резка и обработка кромок, холодная и горячая гибка. Правка производится преимущественно на станках, а иногда вручную. Листовой, полосовой и профильный прокат правят на вальцах, которые чаще всего имеют семь или девять валков.
Вальцы оборудуются двумя роликовыми столами для загрузки и выхода металла в процессе правки. При правке листы пропускают через вальцы от 3 до 5 раз.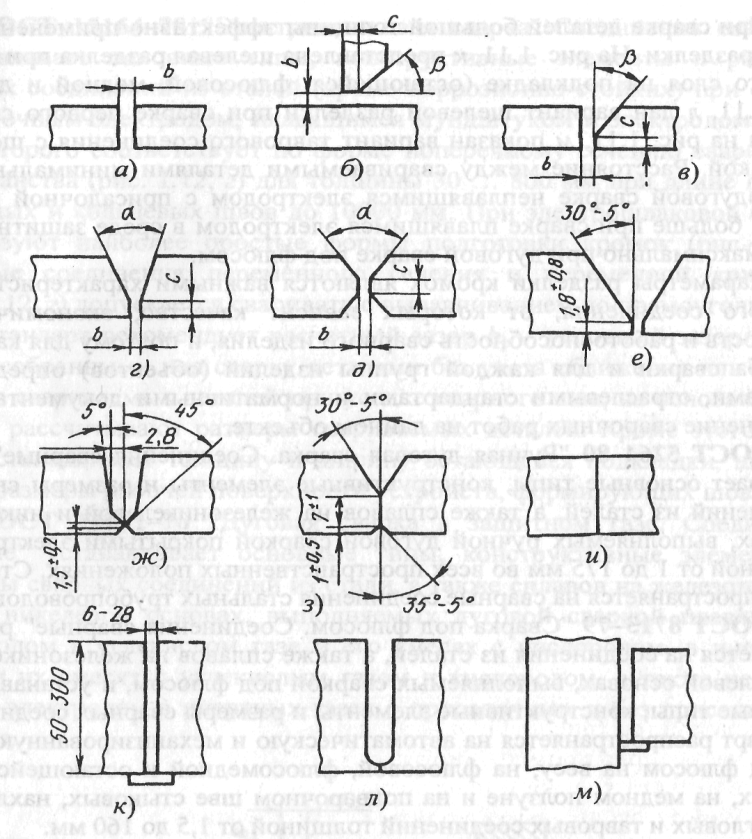
Наряду с машинной правкой иногда применяют ручную правку. Последнюю производят на чугунных или стальных правильных плитах ударами молота, кувалды и при помощи винтового пресса.
Правку угловой стали производят на углоправильных вальцах или на ручных винтовых прессах, а двутавров и швеллеров — на приводных или ручных правильных прессах.
Разметка и наметка. При индивидуальном производстве выправленный металл поступает на разметку, а при массовом и серийном производстве поступает для наметки. Перед разметкой и наметкой поверхность металла грунтуется меловой краской на клею.
При разметке однотипных деталей для массового и серийного производства пользуются металлическими или фанерными шаблонами. Разметка при помощи шаблонов называется наметкой. Инструментами для выполнения разметки и наметки служат чертилка из закаленной стали, кернеры, стальные линейки и угольники, стальные циркули и рейсмусы, молотки, клямеры, струбцины, стальные рулетки и др.
Резка. Резка металла на заготовки производится механическим способом на ножницах и пилах или газокислородным пламенем. Механическая резка производится в основном на ножницах и применяется преимущественно для прямолинейного реза листов толщиной до 20 мм. Наибольшее применение имеют гильотинные ножницы с ножами длиной от 1 до 3 м и пресс-ножницы с длиной ножей до 700 мм.
Для криволинейного реза толщин до 6 мм применяются роликовые ножницы с дисковыми ножами. Для прямолинейного реза больших толщин и дла криволинейного реза толщин свыше 6 мм применяется преимущественно газокислородная резка ручная, полуавтоматическая и автоматическая. Для холодной резки стержней круглого и других сечений применяются круглые (циркульные) зубчатые и фрикционные пилы.
Обработка кромок под сварку. Обработка и скос кромок под сварку производятся механическим путем на кромкострогальных и продольно-строгальных станках или газокислородным пламенем. При небольшом объеме работ иногда применяют рубку пневматическим зубилом. Гибка. Гибка листового, полосового и широкополосового металла производится на листогибочных трехвалковых и четырехвалковых вальцах. На холодную гибку поступают листы с подготовленными кромками и вырезанными отверстиями малых диаметров. Гибка профильного металла производится на правильно-гибочных прессах и роликовых гибочных станах. Наименьший допустимый радиус гибки стали в холодном состоянии рекомендуют брать равным 25-кратной толщине листа или высоте симметричного профиля. Если радиус холодной гибки меньше 25 толщин деформируемой стали, то возможны надрывы наружных волокон.
Гибка. Гибка листового, полосового и широкополосового металла производится на листогибочных трехвалковых и четырехвалковых вальцах. На холодную гибку поступают листы с подготовленными кромками и вырезанными отверстиями малых диаметров. Гибка профильного металла производится на правильно-гибочных прессах и роликовых гибочных станах. Наименьший допустимый радиус гибки стали в холодном состоянии рекомендуют брать равным 25-кратной толщине листа или высоте симметричного профиля. Если радиус холодной гибки меньше 25 толщин деформируемой стали, то возможны надрывы наружных волокон.
Гибка больших толщин и гибка обечаек малого диаметра, при средней толщине листа, производится горячим способом в кузнечно-прессовых цехах. Нагрев деталей производится до температуры 1000—1100°С, при которой металл легко поддается деформированию. Подготовку кромок под сварку и вырезку больших отверстий производят после горячей гибки.
Разделка кромок — придание кромкам, подлежащим сварке, необходимой формы.
Разделка кромок под сварку выполняется с целью обеспечения:
Провара по всей толщине свариваемых элементов;
Доступа сварочного инструмента к корню шва.
По форме разделки кромок под сварку различают сварные соединения без разделки кромок, с отбортовкой и с разделкой кромок под сварку. Кроме того, сварные соединения с разделкой кромок подразделяются на сварные соединения с односторонним скосом одной или двух кромок (односторонняя разделка одной или двух кромок) и сварные соединения с двусторонним скосом одной или двух кромок (двусторонняя разделка одной или двух кромок).
При выборе формы разделки кромки следует учитывать, что наиболее экономичным является сварное соединение без скоса кромок. В случае выполнения разделки кромок более простой в исполнении по сравнению с U- образной является разделка кромок с прямолинейным скосом кромок (V, К, Х — образные). В сравнении с односторонней разделкой кромок более технологичными являются К- и Х-образные двусторонние. Однако К- и Х-образные двусторонние могут быть реализованы при возможности доступа сварочного инструмента к обеим сторонам изделия.
Однако К- и Х-образные двусторонние могут быть реализованы при возможности доступа сварочного инструмента к обеим сторонам изделия.
Разделка кромок под сварку
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы).
Тестирование — это более мягкий инструмент, они ставят всех обучающихся в равные условия, используя единую процедуру и единые критерии оценки, что приводит к снижению предэкзаменационных нервных напряжений.
Скачать:
Предварительный просмотр:
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
ТЕСТ
Разделка кромок под сварку
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
По профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Разделка кромок под сварку.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верные.
1. Разделка кромок выполняется:
а) для улучшения условий сварки и получения гарантированного провара;
б) исходя из эстетических соображений;
в) для предотвращения сварочных деформаций.
2. Начиная с какой толщины на пластинах, как правило, делается скос кромок?
а) 3 мм.
б) 5 мм.
в) 8 мм.
- На рисунке изображена кромка:
а) с прямолинейным двусторонним
симметричным скосом;
б) с криволинейным скосом;
в) с прямолинейным односторонним скосом.
- Что называется углом скоса кромки?
а) Острый угол между плоскостью скоса кромки и плоскостью торца.
б) Острый угол между плоскостью скоса кромки и плоскостью пластины.
в) Тупой угол между плоскостью скоса кромки и плоскостью торца.
- Угол разделки кромок составляет:
а) 45-60°;
б) 60-80°;
в) 80-100°.
6. Величина притупления кромок во всех случаях должна составлять:
а) от 1 до 3 мм;
б) от 3 до 4 мм;
В) от 4 до 5 мм.
- На пластинах какой толщины целесообразно делать двусторонний скос кромок?
а) 10 мм.
б) 6 мм.
в) 20 мм и более.
- Снятие металла с использованием зубила и молотка приемлемо для толщины пластины, начиная:
а) с 8 мм;
б) с 3 мм;
в) с 20 мм.
- За один проход зубилом снимается слой металла толщиной:
а) 2 мм;
б) 5 мм;
в) 4 мм.
10. При доводке кромки напильником вы должны:
а) дойти до края метки керна;
б) снять половину метки керна;
в) снять метку керна полностью.
Эталон ответа:
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список использованной литературы
- Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
- Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
- Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.
 : КНОРУС, 2010;
: КНОРУС, 2010; - Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
- Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
 : КНОРУС, 2010;
: КНОРУС, 2010;Элементы подготовки кромок под сварку
Элементы подготовки кромок под сварку
Категория:
Сварка металлов
Элементы подготовки кромок под сварку
ГОСТ 5264—80 («Ручная дуговая сварка. Соединения сварные») устанавливает основные элементы геометрической формы подготовки кромок под сварку. Рассмотрим эти элементы на примере стыкового соединения.
Угол скоса кромки а — острый угол между плоскостью скоса кромки и плоскостью торца. При скосе обеих кромок установлен в пределах а=25±2°. При скосе одной кромки угол скоса принимают равным а=45±2°. Скос кромок может быть односторонний и двусторонний, прямолинейный и криволинейный.
Угол разделки кромок ((3) образуется скошенными поверхностями двух соединяемых частей изделия. Угол разделки кромок выполняется при толщине металла более 3 мм. Отсутствие угла разделки кромок может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла.
Рис. 1. Элементы подготовки кромок под сварку:
а — угол скоса кромки; Р — угол разделки кромок; с — притупление кромки; в — зазор между стыкуемыми кромками; s — толщина листа (детали)
При сварке толстого металла угол разделки кромок позволяет вести сварку отдельными слоями, что улучшает структуру сварного шва и уменьшает сварочные напряжения и деформации.
Притупление кромки (с) — нескошенная часть торца кромки, подлежащей сварке. Выполняется для обеспечения устойчивого процесса сварки при выполнении первого (корневого) слоя шва. Отсутствие притупления кромок способствовало бы протеканию металла при сварке (прожог). Величина притупления кромки чаще всего принимается равной 2±1 мм.
Зазор между стыкуемыми кромками (в) обеспечивает полный провар по сечению сварного шва при наложении первого (корневого) слоя шва. Отсутствие зазора может привести к непровару корня шва и способствовать увеличению сварочных напряжений. Большое значение для качества сварки имеет равномерность величины зазора по всей длине шва, т. е. соблюдение параллельности свариваемых кромок. Величина зазора чаще всего принимается равной 2±1 мм.
Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в таблице, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.
При разности в толщине свариваемых деталей свыше значений, указанных в таблице, на детали большей толщины должен быть сделан скос с одной или двух сторон до толщины тонкой детали.
Рис. 2. Сварка и подготовка кромок листов неодинаковой толщины:
а — наклонное расположение поверхности шва; б — односторонний скос листа; в — двусторонний скос листа; г — скос листа с последующей разделкой кромок
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Скос кромки (листа) регулирует плавный переход от толстой свариваемой детали к тонкой, уменьшая напряжения в сварной конструкции.
В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполненных в монтажных условиях, допускается увеличение зазора между стыкуемыми кромками (в) до 4 мм с одновременным уменьшением значения угла скоса кромок (а) на 3°.
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4—10 мм;
но не более 3 мм — для деталей толщиной 10—100 мм.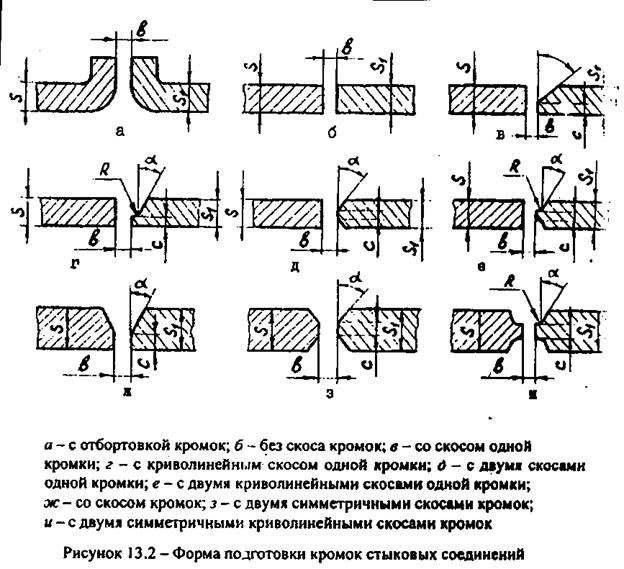
Реклама:
Читать далее:
Швы сварных соединений
Статьи по теме:
Разделка кромок под сварку — виды, ГОСТ, формы, углы
Студентам-сварщикам на лекциях рассказывают основы и важность каждого подготовительного этапа перед сваркой. Ученики знают, с какой целью выполняют разделку кромок, а на практических занятиях тренируются с различными видами сварных соединений и их подготовкой.
Меню статьи:
Эта статья расскажет о базовых особенностях сварки: о правильной подготовке кромок металла, видах соединений и способах подготовки согласно ГОСТу.
Блок: 1/4 | Кол-во символов: 431
Источник: http://UkrAbraziv.com.ua/novosti/45-razdelka-kromok-pod-svarku-vidy-razdelki-dlya-trub-i-s-kakoj-tselyu-ee-vypolnyayut
Обязательная подготовка
Единственной задачей разделки кромок является желание получить качественный надежный шов. Разделку проводят так, чтобы электрод легко мог достать до нижних слоев и проварить изделие по всей толщине.
Подготовка кромок перед сваркой проводится в любом случае. Она может быть:
- без разделки;
- с отбортовкой;
- с разделкой.
Обязательный подготовительный этап заключается в очистке торцовой и прилегающей области от всевозможных механических и жировых загрязнений, оксидных пленок, ржавчины на расстояние не менее 20 мм в соответствии с ГОСТ.
Зачистка стыков под сварку может производиться вручную с использованием наждачки, щетки с металлической щетиной, напильника, шлифовальной машинки или с применением химических реагентов.
После того как детали собраны в узел, который предстоит варить, и зафиксированы, правильно обработать кромки уже не получится.
Подготовку стыков рекомендуется делать при толщине стенок свариваемых деталей 5 мм и более. Односторонняя отбортовка выполняется при сварке стыковых и угловых соединений.
Двухсторонняя отбортовка производится при стыковой сварке. В целом разделка заключается в придании кромкам определенной формы, в результате чего они становятся тоньше.
В целом разделка заключается в придании кромкам определенной формы, в результате чего они становятся тоньше.
Блок: 2/6 | Кол-во символов: 1211
Источник: https://svaring.com/welding/teorija/razdelka-kromok-pod-svarku
Условные обозначения соединений
В стандарте описаны три типа сварных соединений трубопроводов:
- стыковые, обозначаются литерой С
- угловые, литерой У
- нахлесточные, обозначаются литерой Н.
Внутри каждого типа актуальный стандарт детализирует множество подтипов в зависимости от:
- вида сварного шва;
- числа сторон проварки;
- конфигурации подкладки;
- ее съемности;
- без скоса, со скосом одной или двух кромок;
- формы сечения кромок
- формы сечения шовного материала
- способа сварки;
- толщины стенок;
- диаметра трубы.
Пример обозначения типа С13.
В условное обозначение, кроме типа, входит признак замкнутости линии, способ сварки, параметры катета и вспомогательные символы. В соответствии с ГОСТ 16037 80 используется сварка аргоном, под флюсом и газом. Работа в атмосфере защитных газов может выполняться как плавким, так и неплавким электродом. Обычно трубы выполняют из углеродистой стали. Для работы в агрессивных средах применяют нержавеющие сплавы. Реже используются сплавы цветных металлов.
Блок: 2/8 | Кол-во символов: 983
Источник: https://svarka.guru/tehnika/detaley/gost-16037-80.html
Формы скосов кромок
Существуют разные виды разделки кромок под сварку. Но корректнее называть их видами формы скосов кромок. Каждая форма имеет свои характерные особенности, поэтому форма подбирается индивидуально для каждой детали. Нельзя бездумно выбирать произвольную форму просто потому, что вы научились делать только ее. Обучитесь выполнять скосы всех форм, чтобы расширить свои возможности. Итак, существуют следующие формы скосов кромок.
V-образная форма
V-образный скос кромок под сварку — самый популярный тип скоса, поскольку делается проще всего и широко применяется в большом диапазоне толщин.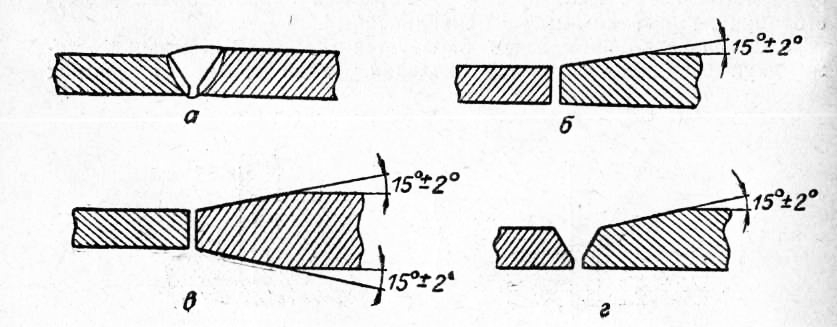 Выполняется с двух или с одной стороны. Рекомендуемый угол скоса должен составлять около 60 градусов, если скосов два с обеих сторон. Если скос выполняется только для одной кромки под сварку, то рекомендуем угол в 50 градусов.
Выполняется с двух или с одной стороны. Рекомендуемый угол скоса должен составлять около 60 градусов, если скосов два с обеих сторон. Если скос выполняется только для одной кромки под сварку, то рекомендуем угол в 50 градусов.
X-образная форма
X-образный скос — выполняется с двух сторон, применяется при разделке толстых металлов. Рекомендуемый угол скосов — 60 градусов.
U-образная форма
U-образный скос — самый сложно выполнимый для многих новичков за счет непростой формы. Выполняется с двух сторон, подходит для сварки толстых металлов от 20 миллиметров. Зачастую кромки разделывают таким образом, когда нужно выполнить РДС сварку. Это связано с тем, что при такой форме скосов металл меньше наплавляется и электроды расходуются медленнее.
Это основные формы скосов. Бывают и другие (например, К-образный скос), но они применяются в редких случаях.
Блок: 3/5 | Кол-во символов: 1452
Источник: https://svarkaed.ru/svarka/obuchenie-svarke/razdelka-kromok-pod-svarku.html
Типы готовых кромок — какие бывают и как выбирать
Виды разделки кромок по Госстандартам учитывают массу параметров, которые имеют свои термины:
Угол разделки кромки (α) — его наличие обеспечивает плотный шов и качественную сварную ванну.
Длина скоса кромки (L) — обеспечивает плавный переход толщины металла.
Размер притупления кромок (S) — начинается там, где заканчивается скос и обеспечивает устойчивость сварки, равномерное наложение шва.
Зазор между двумя кромками (а) — требует внимательности и правильного подхода, т.к. от его величины зависит полнота провара.
Смещение кромок относительно друг друга (δ) — влияет на прочность соединения и допускается не более 10% от толщины металла.
Опытный сварщик знает все виды разделки кромок под сварку по ГОСТу и умеет их подобрать в зависимости от толщины металла, типа соединения и способа сварки. Стандарт для наиболее распространенной ручной дуговой сварки (ГОСТ 5264-80) включает по 4 и более типов форм кромок для каждого типа соединения:
Для стыкового — 15 видов кромок;
Для углового — 5 видов кромок;
Для таврового — 4 вида кромок;
Для нахлесточного — один вид: без скоса кромок.

Такие линейные типы сварных соединений, где требуется предварительная разделка кромок, встречаются на каждом шагу:
Металлоконструкции;
Металлические инсталляции — предметы искусства;
Винтовые и пожарные лестницы;
Отдельные виды перил и ограждений;
В судостроении и ремонте.
Блок: 3/4 | Кол-во символов: 1470
Источник: http://UkrAbraziv.com.ua/novosti/45-razdelka-kromok-pod-svarku-vidy-razdelki-dlya-trub-i-s-kakoj-tselyu-ee-vypolnyayut
В данном случае обе детали соединяются торцами, которые заранее специальным образом обрабатывают, либо оставляют необработанными. Это зависит от толщины металла деталей, стыковое соединение которых предполагается выполнить.
Также стоит обратить внимание (рис) на то, что может быть обработан торец только одной детали, что позволяет уменьшить расход металла, сварочной проволоки при солидной толщине деталей. Кроме этого, виды стыковых соединений могут быть обработаны с одной стороны – для односторонней сварки и с двух сторон – для двусторонней сварки.
Соединение без разделки не обрабатывается каким-либо образом, только возможно убираются зазубрины, неровности и шероховатости, чтобы совершить состыковку с зазором не более 2 мм, как положено по ГОСТ. Бывает односторонним и двухсторонним, соответственно рассчитано на сварные стыковые соединения деталей, толщина металла которых не превышает 4 мм и 8 мм соответственно.
Соединение со скосом торцов выполняется во многих вариациях, как показано на рис. Это может быть и односторонний ровный/овальный скос кромки, и двусторонняя разделка, так называемый V-образный, U-образный скос. Применяются все эти типы стыковых соединений для деталей с толщиной металла 4-25 мм с зазором 1-2 мм.
Соединение с двусторонней разделкой имеет смысл выполнять при толщине свариваемой детали от 12 мм, так как именно с этой величины начиная можно заметить снижение расхода материала для сварки, металла.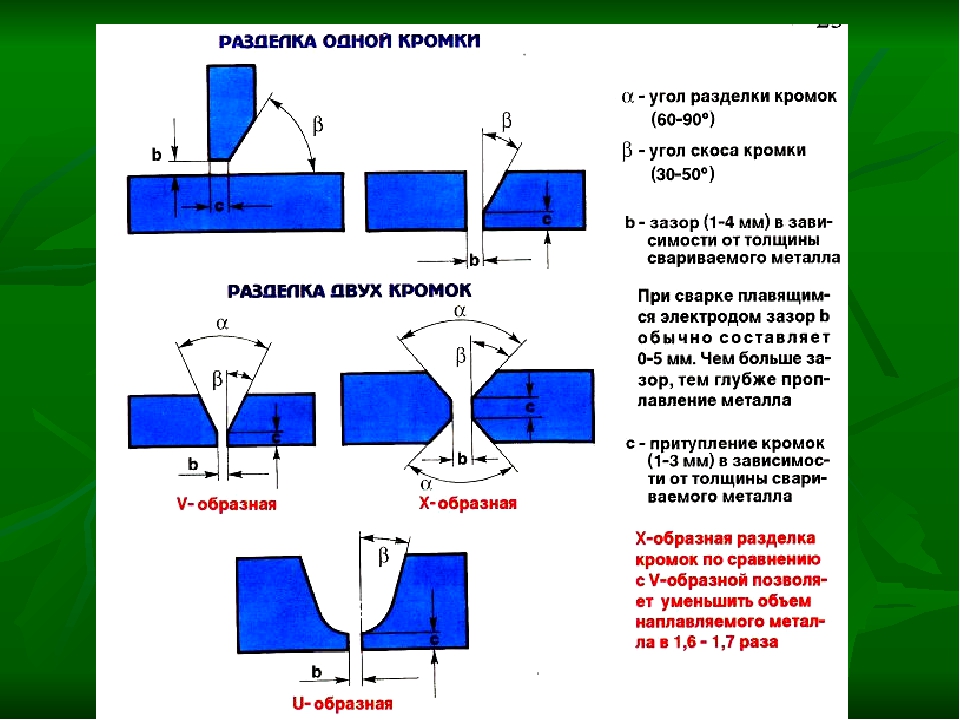 При этом и сама сварка стыковых соединений происходит быстрее, чем в случае с односторонней разделкой кромок по V-образному или U-образному способу, а расход сварочных материалов уменьшается в два раза как минимум.
При этом и сама сварка стыковых соединений происходит быстрее, чем в случае с односторонней разделкой кромок по V-образному или U-образному способу, а расход сварочных материалов уменьшается в два раза как минимум.
Блок: 2/5 | Кол-во символов: 1718
Источник: https://mastery-of-building.org/vidy-i-sposoby-soedinenij-svarnyx-detalej/
Способы выполнения обработки (разделки кромок)
Как уже было сказано ранее существует несколько способов выполнения разделки кромок:
- газовая резка требует последующей механической или ручной обработки;
- механическая резка осуществляется на ножницах, после необходимо произвести механическую или ручную доработку.
Для тел вращения механическая обработка проводится на расточном станке; для прямолинейных элементов предназначена фрезерная обработка, механическая строжка, использование метода пневмошлифовки, угловой шлифовальной машинки (болгарки).
Ручная обработка подразумевает рубку зубилом или доработку напильником.
Блок: 4/12 | Кол-во символов: 618
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
Для чего выполняется: цель подготовки и зачистки
Прежде чем приступать к разделке кромок, необходимо произвести очистку поверхности. Присутствие загрязнений отрицательно сказывается на качестве, надежности и прочности шва: в соединении формируются поры, трещины и шлаковые отложения. Как следует проводить зачистку рассказано в следующем подразделе. После зачистки поверхности осуществляется разделка. Данная процедура производится для достижения следующих целей:
- осуществление провара по всей толщине свариваемых изделий;
- обеспечение доступа к корню шва сварочного инструмента.
Подготовка свариваемых поверхностей
Предварительная подготовка свариваемых металлических поверхностей включает выполнение нескольких процедур:
Вальцы
Правка может выполняться вручную на специальных правильных плитах из стали или чугуна с помощью пресса или посредством ударов молотка.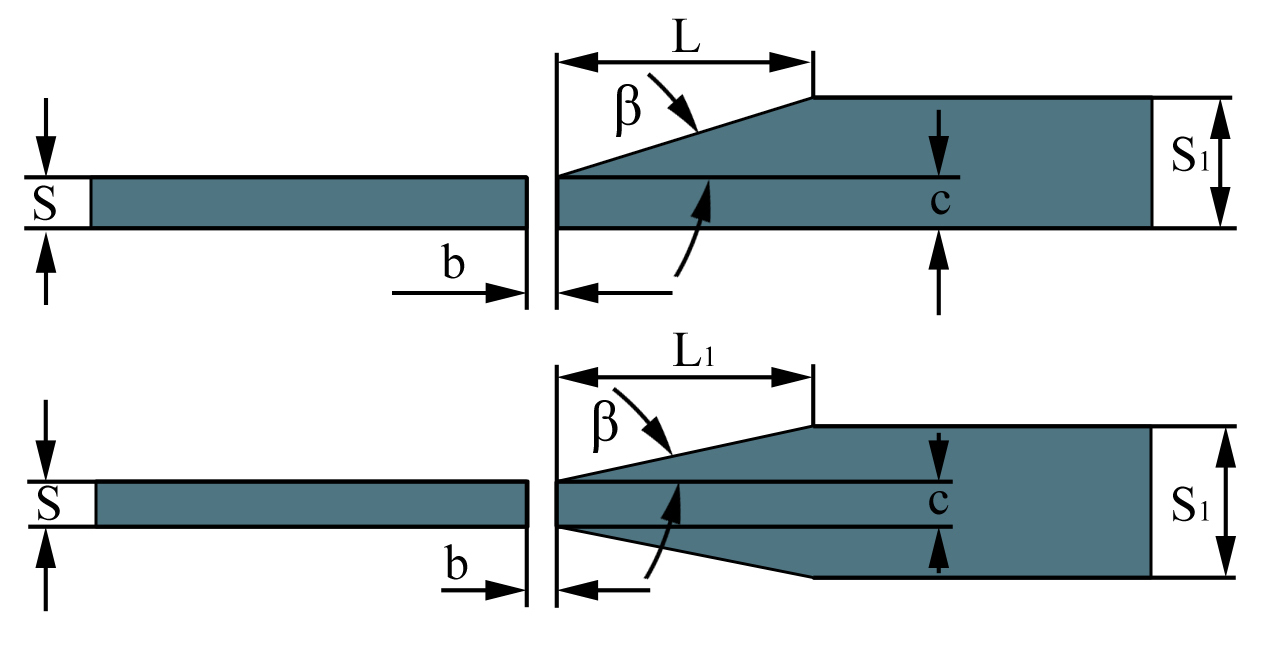 Механическая правка производится на листоправильных вальцах. Правка осуществляется с целью избавления от дефектов и кривизны.
Механическая правка производится на листоправильных вальцах. Правка осуществляется с целью избавления от дефектов и кривизны.
Предварительная зачистка. В процессе подготовки металл необходимо очистить от масел, красок и лаков с помощью бензина или любого растворителя. Грязь и ржавчина удаляются кордщеткой, абразивными кругами или болгаркой. Изделия из высоколегированных сталей необходимо вычищать до блеска.
Кордщетки, насадки на болгарку
Разметка позволяет определить формы и размеры будущего изделия. Выполнять разметку нужно внимательно, так как даже небольшая неточность приведет к дефекту. Важно помнить о припуске на обработку.
Небольшой подогрев деталей.
Механическая резка металлических листов осуществляется с помощью роликовых ножниц, которые оборудованы ножами. Резка деталей из углеродистых сталей проводится плазменно-дуговой или газокислородной технологиями, легированные стали — кислородно-флюсовый и плазменно-дуговой методы.
При необходимости изделия подвергаются гибке.
После выполнения данных процедур, можно приступать к разделке кромок. Грамотно выполненный скос обеспечивает плавность перехода между свариваемыми заготовками, снизит возможное напряжение на область шва. О том, как правильно это сделать расскажем далее.
Важно! Общая информация для всех видов соединений. Обязательно нужно оставлять притупление. Величина притупления — 2,0-2,5 мм, зазор — 0-4 мм. Отсутствие притупления может привести к прожогам, а отсутствие зазора — к непровару.
Скос под сварку труб, трубопроводов
Сваривание труб осуществляется в различных сферах деятельности: в быту и промышленности, на производстве. Потребность в соединении труб возникает и при первоначальной прокладке и при ремонтных работах. Поэтому важно знать, в каких случаях следует осуществлять разделку, а когда можно обойтись без этой процедуры.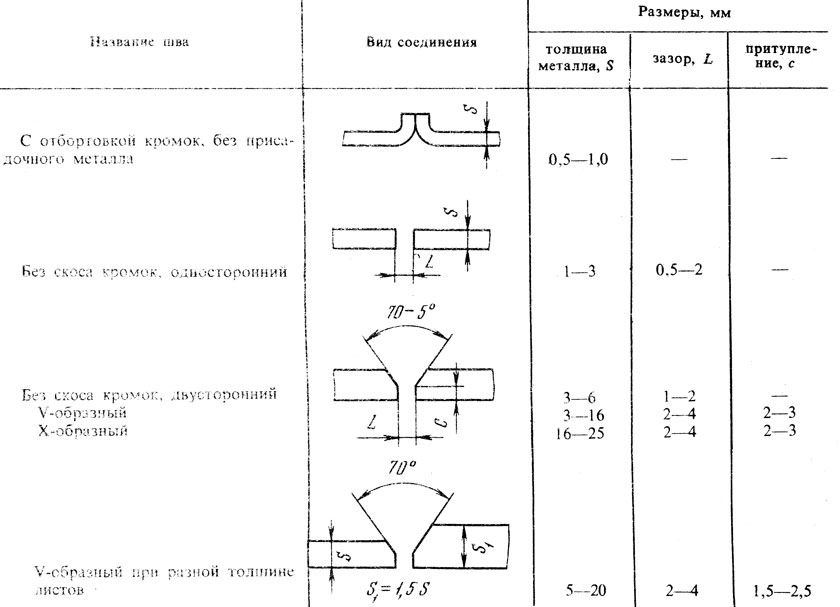
Под отводы
Отвод представляет собой фитинг, использующийся для изменения направления потока жидкости, газа или пара в трубопроводе. Для получения качественного стыкового соединения отвода с трубой, исполнителю необходимо выполнить односторонний скос одной или двух кромок под углом в 45 градусов относительно оси трубы.
Важно! При стыковом соединении детали должны иметь одинаковую толщину.
Кроме этого, сварщик может сделать угловое соединение, которое осуществляется без скоса.
Под штуцеры
Штуцер — это патрубок (небольшое отрезок трубы), привариваемый к любой конструкции и служащий для подключения к ней трубопровода с целью отвода жидкости, газа или пара.
Штуцер с трубопроводом может соединяться следующими способами:
- угловое соединение ответвительного штуцера с трубой односторонним швом без скоса кромок;
- нахлесточное соединение промежуточного штуцера с трубой односторонним швом без скоса кромок.
Скосы с торцов труб можно снимать с помощью механической обработки или газовой резкой.
Для сосудов и резервуаров
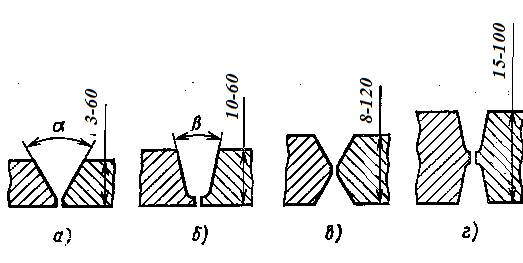
При разделке кромок под сварку различного рода сосудов и резервуаров следует следовать следующим рекомендациям:
- если толщина стенок изделия составляет 3-26 мм., то следует применять V-образный или X-образный скос;
- при толщине стенок, не превышающей 60 мм., следует выполнить U-образный скос кромок.
Стыкового соединения
Стыковое соединение (сварка встык) — тип соединения, при котором заготовки расположены в одной плоскости и примыкают друг к другу торцами. Такой тип соединения обеспечивает высокие прочностные характеристики, поэтому применяется при работе с ответственными конструкциями.
Изделия толщиной 1,0-3,0 мм. свариваются встык после отбортовки кромок.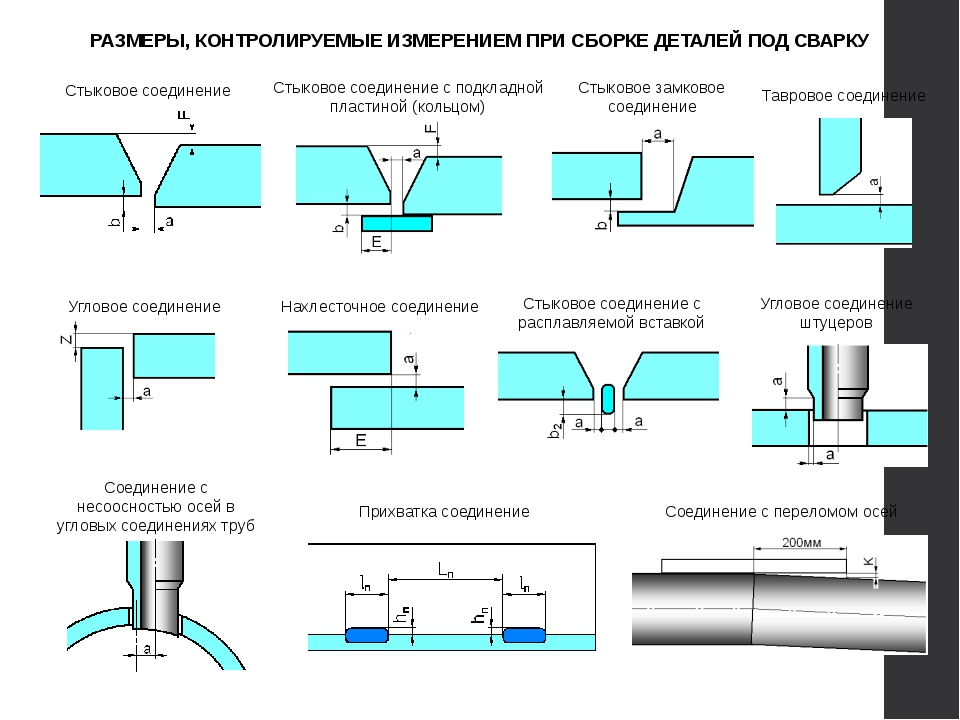
Для деталей с толщиной стенок до 26 мм. следует выполнить односторонний скос одной или обеих кромок, с толщиной до 60 мм. — двухсторонний скос каждой кромки.
Угловых соединений
Угловое соединение — тип соединения, в котором угол между рабочими поверхностями двух заготовок в месте примыкания кромок превышает 30 градусов.
При толщине стенок изделия до 3 мм. рекомендуется выполнять отбортовку кромок.
При работе с большими толщинами (до 20 мм.) необходимо проводить односторонний скос одной кромки, значительные толщины требуют двухстороннего скоса.
Под сварку двутавра (двутавровой балки)
Двутавр (двутавровая балка) — стандартный профиль, имеющий сечение близкое по форме к букве «Н». Приваривание балки к различным конструкциям осуществляется посредством таврового соединения, при котором заготовки располагаются под прямым углом друг к другу.
Сварка деталей, толщина которых от 4 до 26 мм. осуществляется с односторонним скосом, толстостенные изделия (до 60 мм.) варятся после проведения двухстороннего скоса.
Блок: 2/12 | Кол-во символов: 5393
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
Фаски под сварку
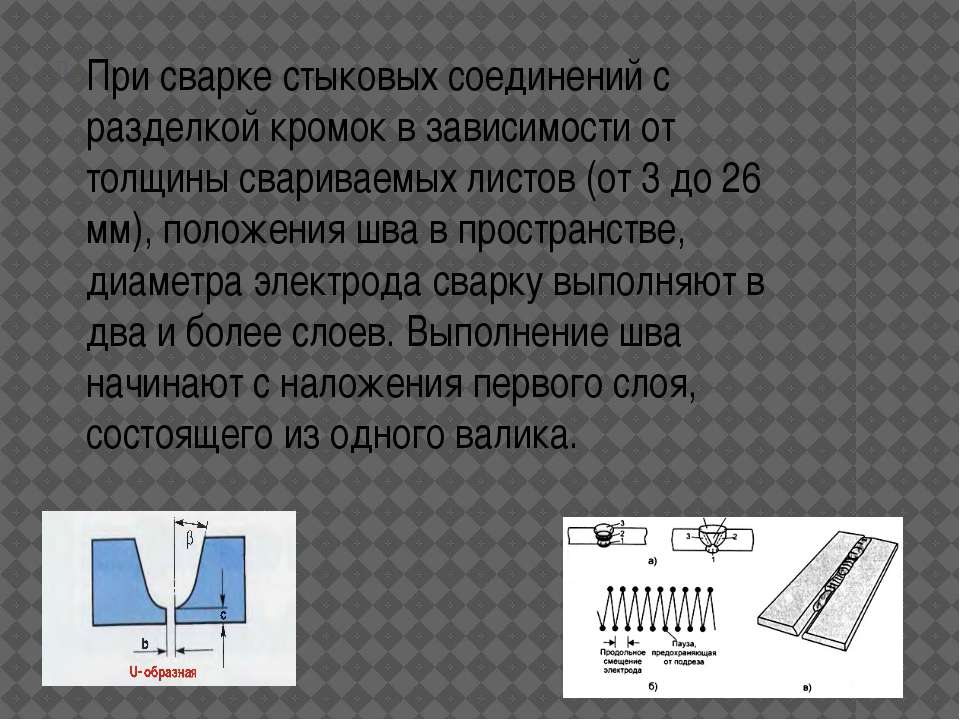
При соединении толстых трубных заготовок сформированный шов следует делать толще, чем сама деталь. Для формирования соединения с заданными геометрическими параметрами требуется выполнить разделку кромок, сняв фаску. После этого электроду будет обеспечен доступ для качественной проварки шва на всю глубину.
Основными параметрами фаски являются:
- Зазор b. расстояние меду заготовками, до 2-3 мм.
- Притупление C. Не скошенная часть кромки. ее оставляют, чтобы снизить вероятность прожога корня шва..
- Угол скоса β. При двусторонней разделке острый угол принимает значения 15-30 о, при односторонней- до 45о.
- Угол разделки α. Тупой угол равен двойному значению угла скоса, обеспечивает должный доступ к корню шва для сварочного оборудования.
 Тупой угол равен двойному значению угла скоса, обеспечивает должный доступ к корню шва для сварочного оборудования.
Тупой угол равен двойному значению угла скоса, обеспечивает должный доступ к корню шва для сварочного оборудования.Параметры фаски.
Если значение притупления невелико или его вовсе нет, то прожог предотвращают такими методами, как:
- использование подкладок, препятствующих вытеканию расплавленного металла;
- сварка на флюсовой подушке;
- предварительное подваривание;
- выполнение замка.
Технологам следует обращать особое внимание на корректный расчет и соблюдение оптимальных значений параметров разделки. Это позволяет снизить трудоемкость, экономно расходовать материалы и сохранять контроль над себестоимостью.
При подготовке стыковых соединений вид фаски зависит от толщины деталей:
- 3-25мм: одностороння фаска;
- 26-60мм: двухсторонняя;
Для угловых устанавливаются следующие границы:
- 3-20мм: одностороння;
- 21-50 мм: двухстороння.
Исходя из геометрической формы профиля поперечного сечения, выделяют такие типы разделки:
- обычный скос, профиль представляет собой трапецию,
- Х-образная, два скоса сделаны навстречу друг другу таким образом, что профиль поперечного сечения двусторонней разделки визуально напоминает очертания буквы Х;
- U-образная, профиль поперечного сечения криволинейный и напоминает очертания буквы U.
ГОСТ на сварку труб рекомендует применять U-образную разделку при больших толщинах заготовок, с целью снизить площадь сечения шва и, следовательно, снизить расход материалов и повысить скорость работы.
Форму разделки выбирают, руководствуясь толщиной труб:
- 3-25мм: Х-образная или V–образная;
- 26-60мм- U–образная;
- более 60 мм- специальные формы.
Они представляют собой:
- уступы;
- сложные криволинейные профили, призванные сохранить доступ электрода к корню шва и понизить площадь поперечного сечения.

Для разделки используются следующие способы:
- Газовый резак. Характеризуется низкой точностью и недостаточным качеством поверхности. Требует дополнительной обработки механическими способами.
- Мехобработка. Строгальная или фрезерная обработка дает достаточную чистоту и форму поверхности. Долбежная обработка также требует финишной мехобработки.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Блок: 7/8 | Кол-во символов: 2883
Источник: https://svarka.guru/tehnika/detaley/gost-16037-80.html
Особенности методов резки
При газовой кислородной резке легированных сталей свободный углерод образует карбиды, удалить которые очень трудно. Поэтому подготовку таких сплавов, как хромированная нержавейка, например, проводят другими способами. Газовую разделку кромок применяют в основном к углеродистым сталям.
Качество термической резки, проведенной вручную, почти всегда оставляет желать лучшего, поэтому требуется дополнительно обрабатывать срез абразивом. К тому же изменяется состав и свойства верхнего слоя, что приводит к деформации изделий.
Плазменная резка позволяет получить качественный срез практически любых металлов. В роли плазмообразующего газа применяют воздух. Переносные устройства терморезки оснащаются газовыми и плазменными горелками. При установке трех горелок можно делать скосы кромок К-образной формы.
При машинной термической резке, качество кромок получается высоким, и удовлетворяет требованиям ГОСТов. Лазерная разделка кромок используется, когда ее нечем заменить, стоит она очень дорого.
Механическая резка обеспечивает получение качественных скосов кромок. К достоинствам относится создание скосов сложной формы.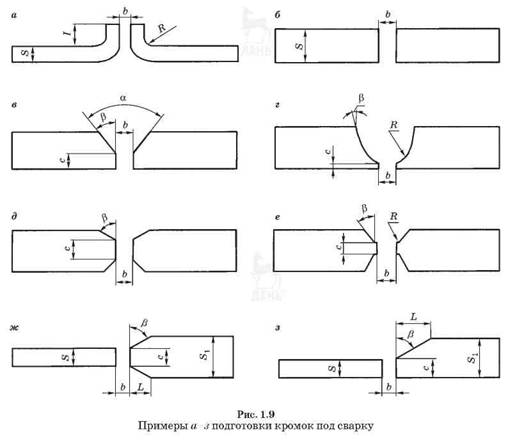 Но есть и существенные недостатки, среди которых невысокая производительность и трудность формирования кромок на крупных заготовках.
Но есть и существенные недостатки, среди которых невысокая производительность и трудность формирования кромок на крупных заготовках.
При формировании двусторонних скосов механическим методом требуется кантовка заготовок. Резка стыков абразивами является вредным производством и требует много ручного труда. Элементы абразива вызывают трещины.
Блок: 5/6 | Кол-во символов: 1491
Источник: https://svaring.com/welding/teorija/razdelka-kromok-pod-svarku
Правила подготовки изделий
Подготовка изделий для последующего проведения сварки — один из важнейших этапов, независимо от используемого метода.
Обязательно проведение нескольких процедур: правка, зачистка, разметка, резка. Проведение каждого процесса гарантирует исключение различного вида дефектов заготовок.
В зависимости от типа обрабатываемых изделий и их толщины возможен нагрев деталей, который обеспечит более качественное соединение.
Блок: 5/12 | Кол-во символов: 445
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
Требования к готовым поверхностям
Перед выполнением сварки кромки должны соответствовать следующим требованиям:
- очищены от различных загрязнений: пыль, грязь, ржавчина, краски, лаки, масла;
- иметь ровную поверхность, без кривизны;
- не должно быть перепадов или изменения угла скоса.
Блок: 6/12 | Кол-во символов: 281
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
Под каким углом
Угол скоса — острый угол между плоскостью скоса кромки и торца.
Угол скоса зависит от следующих факторов:
- от вида применяемого вида сварки: газовая сварка — 40-45 градусов, притупление — 0,5-1,0 мм.; электродуговая — 30-35 градусов и такая же величина притупления;
- от диаметра электрода или другого расходного материала, размеры кромки должны обеспечивать доступ стержня к корню шва;
- от толщины заготовок, чем она больше, тем больше должен быть угол открытия кромок.

Блок: 7/12 | Кол-во символов: 483
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
Технология (разделки кромок)
Сущность технологии разделки кромок состоит в снятии части металла под определенным углом (углом скоса) с изделия, который в последствии будет подвергаться свариванию.
При снятии необходимо оставить притупление. Оно нужно для того, чтобы во время процессов прихватки и сварки расплавляющиеся кромки не создавали щель, которую будет сложно заварить.
Блок: 9/12 | Кол-во символов: 378
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
Разделка трещин в металле перед сваркой
Трещины обязательно разделывать полностью, чтобы имелась возможность проварить их на всю глубину. Разделка осуществляется строго по всей длине трещины, с одной или с двух сторон, в зависимости от толщины детали и удобства проведения процесса.
Разделка может проводиться следующими способами:
- механические: вырубка или шлифовка;
- термические: дуговая или кислородная строжка или резка.
После разделки углы трещины необходимо засверлить по краям, чтобы предотвратить появление подобных дефектов.
Блок: 10/12 | Кол-во символов: 534
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
Для элементов различной толщины
стыковое соединение с отбортовкой кромок (для тонкого металла)
Различные конструкции и элементы имеют разную толщину стенок:
- при работе с тонкостенными изделиями (до 5 мм.) разделка кромок не требуется;
- наличие отбортовки кромок также не требует их разделки;
- если толщина стенок деталей составляет от 5 до 20 мм. рекомендуется осуществлять односторонний скос;
- при толщине изделий от 20 до 60 мм. следует производить двухстороннюю разделку.
Данные правила являются стандартными для разных деталей и для различных типов соединений.
Блок: 11/12 | Кол-во символов: 562
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
Количество использованных доноров: 6
Информация по каждому донору:
- https://svaring.com/welding/teorija/razdelka-kromok-pod-svarku: использовано 2 блоков из 6, кол-во символов 2702 (12%)
- https://svarka.guru/tehnika/detaley/gost-16037-80.html: использовано 3 блоков из 8, кол-во символов 4092 (18%)
- https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/: использовано 8 блоков из 12, кол-во символов 8694 (39%)
- https://svarkaed.ru/svarka/obuchenie-svarke/razdelka-kromok-pod-svarku.html: использовано 1 блоков из 5, кол-во символов 1452 (6%)
- http://UkrAbraziv.com.ua/novosti/45-razdelka-kromok-pod-svarku-vidy-razdelki-dlya-trub-i-s-kakoj-tselyu-ee-vypolnyayut: использовано 3 блоков из 4, кол-во символов 3822 (17%)
- https://mastery-of-building.org/vidy-i-sposoby-soedinenij-svarnyx-detalej/: использовано 1 блоков из 5, кол-во символов 1718 (8%)
Подготовка стыковых соединений для сварки
Основными технологическими операциями при подготовке стыковых соединений являются работы по разметке и резке труб и обработка кромок под сварку.. [c.192]
Подготовка стыковых соединений для сварки [c.229]
При сварке швов стыковых соединений деталей неодинаковой толщины, когда разность толщин не превышает величин, указанных в табл. 8.86, подготовку кромок под сварку производят так же, как и для деталей одинаковой толщины. В этом случае конструктивные элементы подготовки кромок и размеры выполненного шва назначают по большей толщине свариваемых деталей. [c.352]
Рекомендации по выбору номера горелки, марки и диаметра присадочной проволоки, характера подготовки кромок и других условий для газовой сварки стыковых соединений в зависимости от толщины стенки свариваемых труб приводятся в табл. 39 и 40. [c.68]
ПОДГОТОВКА СТЫКОВЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ [c.192]
Технические требования. 1. При выполнении швов стыковых соединений деталей, разность толщин которых не превышает 1 мм, подготовка кромок под сварку производится так же, как и для деталей одинаковой толщины. [c.358]
При подготовке стыковых соединений труб под сварку из аустенитных марок сталей следует проверить [c.74]Конструктивные элементы подготовки кромок стыковых соединений листовой двухслойной стали, выполняемых автоматической сваркой основного и коррозионно-стойкого слоев, приведены в табл. 10.14. Рекомендуемые присадочные материалы приведены в табл. 6.6 и 6.7. [c.364]
При подготовке кромок стыкового соединения под сварку необходимо соблюдать следующие условия Госгортехнадзора [c.625]
Рекомендации по выбору номера горелки, марки и диаметра присадочной проволоки, характера подготовки кромок и других условий для газовой сварки стыковых соединений в зави- [c.69]
Конструктивные элементы подготовки кромок стыковых соединений листовой стали, выполняемых ручной аргоно-дуговой сваркой, должны соответствовать данным, приведенным в табл. 10.2, а выполняемых полуавтоматической и автоматической сваркой — данным рис. 10.3. [c.363]
Конструктивные элементы подготовки кромок стыковых соединений листовой двухслойной «стали, выполняемых ручной электродуговой сваркой основного и коррозионностойкого слоев [c.366]
Конструктивные элементы подготовки кромок стыковых соединений труб,. выполняемых ручной электродуговой сваркой, должны соответствовать данным [c.368]
В табл. 10.18 приводятся конструктивные элементы подготовки кромок стыковых соединений труб, выполняемых ручной электродуговой, автоматической и полуавтоматической сваркой под слоем флюса, в табл. 10.19 — автоматической и полуавтоматической сваркой в среде инертных газов. [c.368]
Подготовка кромок при сварке стыковых соединений пластмасс [c.181]
Подготовка кромок деталей для автоматической сварки имеет следующие особенности необходимо обеспечивать постоянный зазор по всей длине шва и небольшой угол разделки, а также защищать обратную сторону шва от вытекания металла из зазора. Угол скоса кромок при стыковых соединениях составляет 20—60°. В табл. 216 приведены данные подготовки кромок для стыковых соединений при автоматической сварке. [c.371]
При подготовке деталей под сварку необходимо избегать излишнего объема механической обработки. Если сварное соединение без ущерба для прочности и надежности работы может быть выполнено без скоса кромок, то такое соединение обычно является предпочтительным, конечно при условии, что сварка без скоса кромок не требует значительного увеличения количества наплавленного металла. Если подготовка кромок является обязательной, то ее следует предусматривать с минимальной трудоемкостью например, часто оказывается целесообразной замена Х-образного стыкового шва К-образным, при котором подготовка кромок выполняется только в одной из двух свариваемых деталей. [c.316]
Основные виды подготовки кромок при сварке стыковых соединений труб из цветных металлов приведены в табл. 56. [c.270]
Подготовка к сварке. Наиболее распространенный тип сварного соединения при сварке листового алюминия — стыковое. Тавровые, угловые и соединения внахлестку не рекомендуются, так как затекающий между кромками флюс и шлак вызывают в последующем коррозию сварного соединения. При сварке стыковых соединений в зависимости от толщины свариваемых деталей подготовку кромок выполняют как показано в табл. 18. [c.64]
Существуют международные организации ISO и IIW , которые разрабатывают документы, касающиеся контроля сварных швов. Документы Международного института сварки имеются в распоряжении членов общества [43] и касаются радиографии, ультразвуковых методов и контроля магнитными частицами. Международный институт сварки был также ответственным за разработку рекомендации по радиографическому контролю качества и подготовку образцов рентгенограмм сварных соединений стали и алюминиевых сплавов. Международная организация по стандартизации (Женева) подготовила проект рекомендаций по радиографическому контролю качества (стандарт ISO № 1165), радиографическому контролю стыковых сварных соединений на стальных трубах с толщиной стенки до 50 мм (стандарт № 1167) и радиографическому контролю стыковых сварных соединений на стальных листах толщиной до 50 мм (стандарт № 1166). [c.291]
Основные типы стыковых сварных соединений и виды подготовки кромок, применяемых при сварке труб [c.271]
Для сварки угловых соединений применяют швы У-образного профиля, подготовка и выполнение, которых производится так же,, как и линейных стыковых швов. [c.19]
Технологический процесс контактной сварки враструб и контактной раструбно-стыковой сварки труб из ПЭВД, ПЭНД и ПП состоит из следующих операций подготовки и сборки труб, установки ограничительного хомута (рис. 104, а) нагрева и оплавления свариваемых труб (рис. 104, б), соединения свариваемых труб (рис. 104, в) и охлаждения сварного соединения. [c.128]
Конструктивные элементы подготовки кромок стыковых соединений листовой стали марок 0Х18Н10Т и Х18Н10Т, выполняемых автоматической аргоно-дуговой сваркой плавящимся электродом (по ОН 26-01-71—68) [c.362]
Конструктивные элементы подготовки кромок стыковых соединений труб из сталей марок 10, 20 и 10Г2 и размеры швов, выполняемых газовой и ручной электродуговой сваркой (по ГОСТу 5264—58 и [181]) [c.367]
Техническими условиями регламентируютси конструктивные элементы подготовки кромок стыковых соединений трубопроводов из углеродистой, низколегированной и высоколегированной сталей, технология различных способов сварки и рекомендуются для соответствующих сталей и способов их сварки присадочные материалы (электроды, сварочная проволока, флюсы, инертные газы и пр.). [c.368]Важным условием подготовки изделия к сварке является чистота поверхно-стп свариваемых кромок загрязненная поверхность металла является причтой образования раковин, непровара, шлаковых включений и пористости сварного шва. При сварке тонкого листового металла толщиной до 5 мм применяются стыковые соединения без скоса кромок. Прп сварке металла толщиной 6 жм для обеспечения полного провара шва следует предусматривать небольшой зазор между кромками для заполненпя зазора используется расплавленный металл присадочного прутка. При толщине листа более 6 мм необходимо скашивать кромки под углом 35—45°. Прп толщине листа более 19 мм делают двухсторонний скос кромок, и сварка ведется с двух сторон. Подготовку кромок можно проводить либо обработкой их на станке, либо кислородной резкой тонкая окисная пленка, образующаяся прп кислородной резке на поверхности металла, не затрудняет сварку. [c.587]
Обработка концов труб под сварку (снятие фасок) должна осуществляться только %1еха Ш1ческим способом. Конструктивные размеры элементов кромок труб при подготовке под стыковое соединение в зависимостя от толщины стенок труб и области применения приведены в табл. 27. [c.76]
Скос кромок под сварку — Морской флот
Проплавление металла толщиной 5 мм и более довольно трудная задача при использовании ручной дуговой сварки. Получение качественного шва в этих условиях затруднительно даже для опытных сварщиков.
По этой причине ГОСТами и другими руководящими документами предписывается формировать соответствующим образом кромки заготовок. Разделка кромок под сварку делается при выполнении практически всех угловых и стыковых соединений.
Обязательная подготовка
Единственной задачей разделки кромок является желание получить качественный надежный шов. Разделку проводят так, чтобы электрод легко мог достать до нижних слоев и проварить изделие по всей толщине.
Подготовка кромок перед сваркой проводится в любом случае. Она может быть:
- без разделки;
- с отбортовкой;
- с разделкой.
Обязательный подготовительный этап заключается в очистке торцовой и прилегающей области от всевозможных механических и жировых загрязнений, оксидных пленок, ржавчины на расстояние не менее 20 мм в соответствии с ГОСТ.
Зачистка стыков под сварку может производиться вручную с использованием наждачки, щетки с металлической щетиной, напильника, шлифовальной машинки или с применением химических реагентов.
После того как детали собраны в узел, который предстоит варить, и зафиксированы, правильно обработать кромки уже не получится.
Подготовку стыков рекомендуется делать при толщине стенок свариваемых деталей 5 мм и более. Односторонняя отбортовка выполняется при сварке стыковых и угловых соединений.
Двухсторонняя отбортовка производится при стыковой сварке. В целом разделка заключается в придании кромкам определенной формы, в результате чего они становятся тоньше.
Скосы
Стыки с разделкой кромок бывают с односторонним скосом одной или двух кромок и с двусторонним скосом одного или двух стыков. Скосы могут быть прямолинейными или криволинейными, с притуплением или без него.
При односторонней сварке разделку стыков делают в виде буквы V или U. При сварке с обеих сторон реализуется K или X-образные разделки. Разделка для односторонней сварки более трудоемка, чем при сваривании с двух сторон.
Выбор скосов кромок под сварку определяется конструкцией свариваемых изделий, толщиной металла и диаметром электрода. Форму разделки определяет угол и форма скоса, а также высота притупления.
Притуплением называют нескошенную часть стыка. Оно нужно для правильного образования сварного шва и предотвращения прожога. Притупление бывает толщиной от 1 до 3 мм.
Иногда обходятся совсем без него. Тогда предусматриваются специальные мероприятия предотвращающие прожог сварного шва. Сваривание производят на подкладке, основе из флюса или используют замковое соединение.
При использовании ручной электродуговой сварки подготовку кромок у металла толщиной менее 5 мм не делают. Если изделие более толстое, то обычно используют одностороннюю симметричную разделку с углом в 60 °-80 °и притуплением 1-3 мм.
Для соединений в стык с К-, V-, и Х-образной обработкой кромки, совокупный угол скоса равен 45 °-55 °, а при сваривании с подкладкой – 10 °-12 °. Эти параметры влияют на свойства шва и прямо определяют его характеристики.
Методы резки
Разделка кромки заключается в том, что с торца детали снимают часть металлы под углом. Угол определяют между плоскостью торца и образовавшегося скоса.
Разделку можно провести механическим способом и термическим. Впоследствии, в зависимости от качества образованной поверхности, проводится механизированная или ручная доработка.
Механизированная доработка осуществляется на расточном оборудовании для тел вращения. Для прямолинейных поверхностей используются фрезерные станки или пневматические шлифовальные машины.
Если специального оборудования нет, то поверхность под сварку можно доработать вручную с помощью зубила и напильника.
Термические методы разделки кромок – это газовая (при помощи кислорода), плазменная и лазерная резка. При терморезке можно получить К-, V-, и Х-образные скосы кромок. К механическим методам относятся фрезеровка, строгание, резка абразивом и долбежными устройствами.
Особенности методов резки
При газовой кислородной резке легированных сталей свободный углерод образует карбиды, удалить которые очень трудно. Поэтому подготовку таких сплавов, как хромированная нержавейка, например, проводят другими способами. Газовую разделку кромок применяют в основном к углеродистым сталям.
Качество термической резки, проведенной вручную, почти всегда оставляет желать лучшего, поэтому требуется дополнительно обрабатывать срез абразивом. К тому же изменяется состав и свойства верхнего слоя, что приводит к деформации изделий.
Плазменная резка позволяет получить качественный срез практически любых металлов. В роли плазмообразующего газа применяют воздух. Переносные устройства терморезки оснащаются газовыми и плазменными горелками. При установке трех горелок можно делать скосы кромок К-образной формы.
При машинной термической резке, качество кромок получается высоким, и удовлетворяет требованиям ГОСТов. Лазерная разделка кромок используется, когда ее нечем заменить, стоит она очень дорого.
Механическая резка обеспечивает получение качественных скосов кромок. К достоинствам относится создание скосов сложной формы. Но есть и существенные недостатки, среди которых невысокая производительность и трудность формирования кромок на крупных заготовках.
При формировании двусторонних скосов механическим методом требуется кантовка заготовок. Резка стыков абразивами является вредным производством и требует много ручного труда. Элементы абразива вызывают трещины.
Оборудование для механической разделки
Основные механические способы подготовки стыков – это фрезеровка, строжка, долбежка и резка абразивом.
Кромкострогальные станки используются при разделке стыков прямолинейных заготовок и позволяют получать любые виды разделки кромок. Кромкофрезерное оборудование может работать с криволинейными заготовками.
Переносные устройства используют, чтобы подготавливать стыки трубопроводов. Кромкоскалывающее оборудование работает на высокой скорости, но кромки требуют дальнейшей доводки.
Для доводки стыков абразивом применяют шлифовальные машинки. Данная обработка используется после фрезеровки изделий из нержавейки и алюминия.
Все методы разделки кромок имеют свои полюсы и минусы, все зависит от конкретики, вида обрабатываемых заготовок, условий работы и требуемой точности обработки.
9.1. Подготовка кромок (продолжение)
Основными конструктивными элементами разделки являются: угол разделки кромок, притупление и зазор в стыке. Угол разделки кромок для V- и Х-образных соединений берут равным 60°, а для V-образного соединения со скосом одной кромки так же, как и для К-образного соединения, равным 50°.
Величина нескошенной части или так называемое притупление составляет 1—2 мм, а величина зазора принимается равной 2 мм.
Существующие способы ручной дуговой сварки позволяют сваривать без разделки кромок металл ограниченной толщины – до 5 мм. Поэтому при сварке металла большой толщины выполняют разделку кромок под сварку для доступа сварочной дуги в глубь соединения и обеспечения качественного провара и формирования сварного шва.
Разделка кромок – придание кромкам, подлежащим сварке, необходимой формы (рис. 3.11).
Элементами геометрической формы подготовки кромок под сварку являются: угол разделки кромок – а, угол скоса кромки – р, зазор – Ъ, притупление кромок – с.
Угол разделки кромок – угол между скошенными кромками свариваемых частей. В зависимости от способа сварки и типа соединения он изменяется от 60 до 90°. От типа и величины разделки кромок зависят количество дополнительного металла для заполнения разделки, а значит, и производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6-1,7 раза.
Рис. 3.11. Конструктивные элементы разделки кромок: а – разделка одной кромки; б – разделка двух кромок
Угол скоса кромки – острый угол между плоскостью скоса кромки и плоскостью торца. Обычно составляет 30-50°.
Скос кромки – прямолинейный наклонный срез кромки, подлежащей сварке.
Зазор – кратчайшее расстояние между кромками собранных для сварки деталей. В зависимости от толщины свариваемого металла он обычно составляет 0-5 мм. Наличие зазора необходимо для провара корня шва. Чем больше зазор, тем глубже проплавление металла.
Притупление кромки – нескошенная часть торца кромки, подлежащей сварке. В зависимости от толщины свариваемого металла составляет 1-3 мм. Его назначение – обеспечить правильное формирование шва и предотвратить прожоги в корне шва.
Рис. 3.12. Смещение Д свариваемых кромок
При сборке деталей под сварку может возникать смещение Д свариваемых кромок друг относительно друга (рис. 3.12). Допустимое смещение свариваемых кромок в зависимости от толщины свариваемого металла указано в табл. 3.3.
Табл. 3.3. Допустимое смещение А свариваемых кромок
Стыковые сварные соединения
Подготовка кромок листов и стенок профилей под сварку. Разделка кромок под сварку должна производиться в соответствии с ГОСТами, отраслевыми стандартами или чертежами, одобренными Регистром.
Кромки листовых и профильных деталей должны быть обработаны под сварку встык газовой резкой или механическим способом. На кромках при этом допускаются штрихи глубиной не более 0,3 мм и выхваты глубиной не более 2 мм на длине до 6 мм (не более одного на 1 пог. м кромки).
Листы корпусной стали и профили с толщиной стенки менее 5 мм (в некоторых случаях допускается при толщине 6 мм) должны свариваться двусторонним швом без разделки кромок.
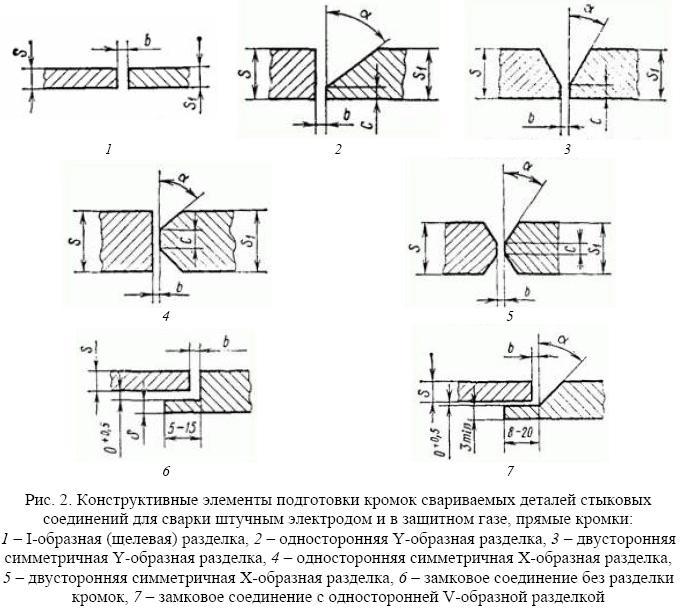
Разделку кромок швов стыковых соединений при ручной электродуговой сварке следует производить:
V-образной — для листов (стенок профилей) толщиной от 5 до 12 мм (допускается до 16 мм). Угол разделки а=60°, зазор от 2,0 до 5,0 мм (допускается сварка без зазора при V-образной разделке), притупление от 2 до 3 мм;
V-образной, Х-образной симметричной или 2/3 Х-образной несимметричной (глубина большего раскрытия равна 2/з толщины листа)“—для листов толщиной более 12 мм;
U-образной с углом разделки каждой кромки 10°, зазором 2 мм и притуплением 3 мм — для больших толщин.
Контроль качества подготовки кромок под сварку. От качества подготовки кромок под сварку непосредственно зависит качество сварного стыкового соединения в целом. Поэтому сборочные работы должны быть выполнены аккуратно, все соединения должны быть тщательно подогнаны, без применения чрезмерных усилий для правки и подгонки, создающих напряжения в конструкции.
При контроле качества подготовки кромок под сварку необходимо проверять углы разделки кромок, смещения кромок, величины притупления и зазоров межстыкуемыми элементами при помощи шаблонов и контрольно-измерительных инструментов.
Допускаемое при сборке стыковых соединении смещение кромок листов составляет 0,1 толщины меньшего из стыкуемых листов, но не более 3 мм.
Отклонения размеров подготовленных под сварку кромок не должны превышать допусков, регламентированных ГОСТами, отраслевыми стандартами и другой технической документацией по сварке. В общем случае зазор между кромками стыкуемых соединений ни в каком месте не должен превышать удвоенного номинального зазора, предписанного стандартом.
Зазоры, превышающие допустимые значения, по согласованию с инспектором регистра могут быть исправлены наплавкой кромки (кромок), если отклонение от нормы не превосходит толщины меньшего из стыкуемых листов или 10 мм, в зависимости от того, что меньше.
Излишек основного металла в подготовленном под сварку встык соединении (недопустимо большое притупление и малый зазор, а также малый угол разделки) должен удаляться любым из разрешенных для данной марки стали способом.
Зачистка кромок перед сваркой. Стыкуемые кромки, обработанные тепловой резкой или механическим способом, должны быть очищены от влаги, ржавчины, окалины, масла или краски. Загрязнения должны удаляться перед сборкой. Зачистка кромок стыкуемых соединений должна производиться непосредственно перед сваркой, в том числе прилегающих поверхностей листов на ширине 20— 30 мм. Если разделка кромок производилась воздушно-дуговой строжкой, необходимо дополнительно обработать кромки наждачным кругом с последующей их зачисткой перед сваркой стальными щетками. Важно выполнить это требование при сварке сталей повышенной прочности с целью свести до минимума возможность насыщения углеродом поверхностного слоя кромок свариваемых листов.
Стыковое соединение листов разных толщин. Для плавного перехода при соединении всгык необходимо скашивать кромки толстого листа до толщины тонкого в соответствии с действующим стандартом. Если разница в толщине стыкуемых элементов превышает 30% толщины более толстого из них либо 5 мм (в зависимости от того, что меньше), скашивать кромку толстого листа надо на длине, составляющей не менее трехкратной разности между толщинами листов. Высота усиления стыкового сварного шва не должна превышать 10% толщины листа.
Для ответственных соединений листов разных толщин, например стыков усиленных листов наружной обшивки и расчетной палубы у концов надстроек, в углах вырезов грузовых люков и больших лацпортов, кромка более толстого листа должна быть скошена, если разница толщин превышает 25% толщины более тонкого из соединяемых листов или более 3 мм, в зависимости от того, что меньше.
Выбор положения V-образной разделки. Все стыковые швы листов и профилей должны, как правило, выполняться с подваркой корня шва. Ручную сварку и полуавтоматическую сварку в углекислом газе следует начинать со стороны, трудно доступной для удаления (строжки, подрубки)» корня шва. Наложение шва с другой стороны (подварка корня) надо выполнять после удаления корня шва до чистого металла.
Для стыковых соединений листов пастила палуб, платформ, второго дна и днищевой обшивки, а также горизонтальных элементов продольного набора раскрытие V-образной и 2/з Х-образной разделки должно быть достаточным для выполнения основного шва в нижнем положении.
В отдельных случаях допускается по согласованию с инспектором Регистра выполнение односторонних стыковых швов на остающейся стальной подкладке. В этом случае разделка кромок должна быть V-образной, но с увеличенным зазором: примерно от 4 До 8 мм в зависимости от толщины свариваемых листов.
Рис. 1. Односторонняя сварка на остающейся подкладке стальных листов (а) и стальной отливки с листом (б)
Сварка швов стыковых соединений. Ручная электродуговая сварка и полуавтоматическая сварка в углекислом газе должны производиться: симметрично от середины конструкции к ее краям при длине сварного шва более 2 м; «напроход» при длине сварного шва до 2 м.
При вертикальном положении конструкции (бортовая обшивка, переборки, вертикальный набор и т. п.) сварку следует вести «снизу вверх». Если от середины конструкции направление сварки идет «вниз», то сварка должна вестись обратноступенчатым способом, если же «вверх», то сварку следует производить «напроход».
Стыковые швы должны выполняться с полным проваром или под-варкой корня шва, удаленного до чистого металла.
Сварка мест пересечения стыков и пазов должна производиться особенно тщательно. Для обеспечения полного провара .и исключения возможного концентратора напряжений в стыковом шве (т. е. дефектов сварки) сварку следует выполнять в следующей последовательности:
1) при заварке паза оставить недоваренными примыкающие к стыку участки длиной 300—400 мм;
2) полностью заварить стыковой шов, пересекающий паз;
3) удалить наплавленный металл стыкового шва в месте пересечения до получения заданной формы разделки кромок паза;
4) произвести окончательную разделку кромок и заварку недоваренных участков паза.
Если стенка набора пересекает уже выполненный стыковой шов обшивки, последний должен быть зачищен заподлицо с поверхностью листов в месте пересечения швов. Если листы обшивки свариваются после установки и приварки набора, в стенке набора необходимо предусматривать полукруглые отверстия радиусом 30 мм.
Стыковые соединения балок набора. Согласно требованиям Правил Регистра соединения балок набора должны выполняться встык. Для продольного набора, особенно в районе 0,6L в средней части судна, важным условием является обеспечение непрерывности балок по длине судна.
Расположение стыковых соединений. Стыки балок продольного набора полособульбового профиля, а также из полосового проката должны, как правило, располагаться у опорных сечений и перекрываться кницами или бракетами.
Рис. 2. Расположение стыка продольной балки днища у опорного сечения (а) и стыки пояска, стенки сварной тавровой балки и стык листа обшивки, разнесенные на расстояние не менее половины высоты стенки балки (б)
Рис. 3. Наименьшая длина заменяемого участка продольной балки 4h, но не менее 500 мм
Рис. 4. Стыковое соединение бортовых шпангоутов полособульбового профиля
Стыки элементов тавровых балок должны, как правило, располагаться в районе опорных книц (аналогично стыкам полособульбового профиля) либо вне книц на расстоянии не менее половины высоты стенки балки от конца кницы.
В основном следует стремиться к ограничению числа стыковых соединений балок продольного набора. При секционном ремонте рекомендуется назначать максимально допустимую из производственных возможностей длину балок набора. Вместе с тем допускается замена отдельных участков продольных балок на длине не менее четырех высот h профиля (высоты стенки балки) или 500 мм в зависимости от того, что больше.
Стыковые швы поперечного набора (шпангоуты, бимсы) допускается выполнять при ремонте корпуса как перпендикулярно обшивке, так и под углом до 45°. Не допускается располагать стыки бортовых шпангоутов в районе ледового пояса, а также в других районах корпуса, воспринимающих значительные сосредоточенные усилия, в том числе динамического характера, например бортовые перекрытия судов, швартующихся в открытом море, и т. п.
При необходимости балки набора в районе стыковых соединений могут быть подкреплены накладной полосой или полосой, приваренной перпендикулярно стенке набора.
Стыковые соединения поясков пересекающихся балок таврового профиля (карлингсов с рамными бимсами, рамных шпангоутов с бортовыми стрингерами, флоров с вертикальным килем и днищевыми стрингерами на судах без второго дна и т. п.) в районе 0,6L в средней части, а также в районах интенсивной вибрации и больших динамических нагрузок должны выполняться с применением крестовин, уменьшающих концентрацию напряжений.
Усталостная прочность такого соединения в 2—3 раза выше, чем непосредственного соединения поясков встык. Практика эксплуатации показала возможность возникновения усталостных трещин в поясках продольных балок, распространяющихся затем на стенки балок и в конечном итоге на обшивку или настил палубы (рис. 4-25,6). Как временная мера при ремонте может быть рекомендована установка скругленных книц (рис. 4-25, е).
Рис. 5. Стыковое соединение продольной подпалубной балки углового профиля с подкреплением места стыка накладной полосой (подварка корня шва затруднена)
Рис. 6. Стыковое соединение стойки водонепроницаемой переборки в междупалубном помещении. Стойка в месте стыка подкреплена приваренным ребром из полосы 40×10 мм, концы полосы срезаны «на ус» под углом 45°
Стыки стенок балок набора в местах излома оси могут быть выполнены без ограничений как для подпалубного, так и бортового набора. Для балок таврового профиля рекомендуется разносить стыки поясков от места излома на 200 мм, а поясок приварить к стенке усиленным в 1,5 раза угловым швом или с разделкой кромок стенки на длине, равной высоте профиля.
Бортовые шпангоуты в районе стыка на изломе оси рекомендуется подкрепить кницей.
Часто при ремонте приходится заменять существующий профиль набора другим, имеющимся в наличии либо изготовленным. Варианты стыковых сварных соединений различных профилей набора между собой приведены на рис. 4-26.
Рис. 7. Стыковое соединение поясков пересекающихся балок набора:
а — обеспечение плавного перехода в соединении поясков при помощи крестовины; б — трещины в соединении поясков рамного шпангоута 2 и бортового стрингера 3\ в — устранение повреждений узла (трещины в поясках и стенках балок) постановкой скругленных книц
Рис. 8. Стыковое соединение различных профилей:
а — полособульбового профиля с тавром: б — углового профиля с тавром
Рис. 9. Разделка полособульбового профиля под сварку:
а — для номеров 5—9; б — для номеров 10—24
Рис. 10. Стыковое соединение полособульбового профиля разной высоты:
а — для номеров 6—9; б — для номеров 10—24
Если невозможна подварка стыкового шва набора, допускается сварка полособульбового профиля на остающейся стальной подкладке, а углового профиля — с подкреплением места стыка накладной полосой.
Основные сварочные соединения
Подготовка металла под сварку
Подготовка поверхности металла под сварку необходима для того чтобы обеспечить более высокое качество сварного шва, для этого металл подвергается правке, разметке, обработке кромок под сварку, холодной или горячей гибки. Материал выравнивают на листоправильных вальцах или с помощью ручного винтового пресса, дальше идет, операция разметка будущей детали. Для прямолинейного реза используется лазерная резка, газокислородной и плазменно-дуговой, режут углеродистые стали, для резки легированных и цветных металлов используется лазерная или плазменно –дуговая.
Обработка кромок, подлежащих сварке, производится в соответствии с чертежами и согласно требованиям ГОСТов на основные типы и конструктивные элементы швов сварных соединений. Кромки соединений под сварку обрабатывают на кромкострогальных или фрезерных станках, а также путем лазерной и плазменной резки на специальных станках. Размеры элементов кромок должны соответствовать требованиям ГОСТ. Подготовка кромок металла под сварку производится с целью обеспечения полного провара металла по всей его толщине и получения: доброкачественного сварного соединения.
Скос кромок делается для металла толщиной свыше 5 мм. Угол скоса 70—90° выбирают из расчета возможности свободного доступа к вершине шва и ее проварки. Следует уделять большое внимание чистоте кромок, так как загрязненная поверхность кромок металла приводит к плохому провару и образованию в сварном шве неметаллических включений. Поэтому перед сваркой кромки, а также соседние с каждой кромкой участки на ширину 20—30 мм должны очищаться до металлического блеска от окалины, ржавчины, масла, краски и других загрязнений. Очистка от окалины, краски и масла может осуществляться непосредственно пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают. После нагрева пламенем поверхность зачищается стальной щеткой.
Основные типы сварочных соединений
Термины и определения основных понятий по сварке металлов устанавливает ГОСТ. Сварные соединения подразделяются на несколько типов, определяемых взаимным расположением свариваемых деталей. Основными из них являются:
— стыковые;
— угловые;
— тавровые;
— нахлесточные;
— торцовые.
Для образования этих соединений и обеспечения требуемого качества должны быть заранее подготовлены кромки элементов конструкций, соединяемых сваркой.
Стыковым соединением называют соединение двух элементов, примыкающих друг к другу торцевыми поверхностями.
При большой толщине металла ручной сваркой невозможно обеспечить проплавление кромок на всю толщину, поэтому делают разделку кромок, т.е. скос их с двух или одной стороны. Кромки скашивает строгальный станок или термической резкой (плазменной, газокислородной). Общий угол скоса (50±4)°, такая подготовка называется односторонней со скосом двух кромок. При этом должна быть выдержана величина притупления (нескошенной части) и зазор, величины которых установлены стандартом в зависимости от толщины металла. Шов стыкового соединения называют стыковым швом, а подварочный шов – это меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке основного шва или накладываемая в последнюю очередь, после его выполнения. При подготовке кромок стали толщиной 8–120 мм. Обе кромки свариваемых элементов скашивают с двух сторон на угол (25±2)° каждую, при этом общий угол скоса составляет (50 ± ±4)°, притупление и зазор устанавливаются стандартом в зависимости от толщины стали. Такая подготовка называется двусторонней со скосом двух кромок. При этой подготовке усложняется обработка кромок, но зато резко уменьшается объем наплавленного металла по сравнению с односторонней подготовкой. Стандартом предусмотрено несколько вариантов двусторонней подготовки кромок: подготовка только одной верхней кромки, применяемая при вертикальном расположении деталей, подготовка с неравномерным пс толщине скосом кромок и др.
Угловым соединением называют соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Таких соединений насчитывается 10: от У1 до У10.
Для толщины металла 3 – 60 мм кромку примыкающего элемента скашивают под углом (45±2) 1°, сварной шов основной и под-варочный. При этой же толщине и сквозном проваре можно обойтись без подварочного шва. Часто применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8–100 мм применяют двустороннюю разделку примыкающего элемента под углом (45±2)°.
Тавровым соединением называют сварное соединение, в котором торец одного элемента примыкает под углом и приварен угловыми швами к боковой поверхности другого элемента. Стандартом предусмотрено несколько типов таких соединений: с Т1 по Т9. Распространенным является соединение, для металла толщиной 2–40 мм. Для такого соединения никакого скоса кромок не делают, а обеспечивают ровную обрезку примыкающего элемента и ровную поверхность другого элемента.
При толщине металла 3–60 мм и необходимости сплошного шва между элементами, что предусматривается проектом конструкции, в примыкающем элементе делают разделку кромок под углом (45±2)°. На практике часто применяют тавровое соединение с подкладкой при толщине стали 8–30 мм, а также соединение с двусторонним скосом кромок примыкающего элемента при толщине стали 8–40 мм. Все эти соединения со скосом кромок примыкающего элемента обеспечивают получение сплошного шва и наилучшие условия работы конструкций.
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга. Стандартом предусмотрено два таких соединения: HI и Н2. Применяют иногда разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
Из перечисленных сварных соединений наиболее надежными и экономичными являются стыковые соединения, в которых действующие нагрузки и усилия воспринимаются так же, как в целых элементах, не подвергавшихся сварке, т.е. они практически равноценны основному металлу, конечно, при соответствующем качестве таких работ, как сварочные работы. Однако надо иметь в виду, что обработка кромок стыковых соединений и их подгонка под сварку достаточно сложны, кроме того, применение их бывает ограничено особенностями формы конструкций. Угловые и тавровые соединения также распространены в конструкциях. Нахлесточные соединения наиболее просты в работе, так как не нуждаются в предварительной разделке кромок, и подготовка их к сварке проще, чем стыковых и угловых соединений. Вследствие этого, а также из-за конструктивной форме некоторых сооружений они получили распространение для соединения элементов небольшой толщины, но допускаются для элементов толщиной до 60 мм. Недостатком нахлесточных соединений является их неэкономичность, вызванная перерасходом основного и наплавленного металла. Кроме того, из-за смещения линии действия усилий при переходе с одной детали на другую и возникновения концентрации напряжений снижается несущая способность таких соединений.
— Совместное проектирование и подготовка
]]> 23 Край Подготовка путем снятия фаски или обработки канавок а. Эффект кромки или канавки. эффект снятия фаски или обработки канавок заключается в контроле степени усиления сварного шва (см. рис. 10). Количество на проплавление сварного шва также влияют изменения глубины и объема фаски.За стык, галтель и многопроходный сварных швов максимальная ширина сварного шва должна быть как минимум несколько шире ширины сварного шва. глубина. Коэффициент 1,25 до 1,5 ширины шва / глубины шва предпочтительнее, чтобы уменьшить вероятность центровки растрескивание сварного шва. Правильные фаски стыков и правильный выбор параметров сварки помогает в достижении этой зависимости. б. Когда делать фаску или канавку Срезание фаски или канавки особенно желательно. для стыковых соединений толщиной более 5/8 дюйма. Снятие фаски иногда используется для материал толщиной до 1/4 дюйма.где это может помочь в отслеживании сварного шва с помощью колесных толкателей с ножевыми кромками. В позиционированный тройник или угловой шарнир угловая сварка там, где требуется полное проплавление корня, стык член обычно скошен, если глубина проплавления, требуемая для каждого сварного шва, превышает 3/8 дюйма. c. Влияние размера корневой грани неровная поверхность корня должна быть достаточно толстой, чтобы сварной шов мог плавиться, но не через прикосновение к корню лица, или «нос» сустава.Если толщина носа недостаточна, не хватит металлической массы поглощать тепло расплавленного металла, и он может вылиться из нижней части соединение. См. Рис. 11. d. Способы подготовки кромки 1. Пламенная или плазменная резка — может выполняться вручную, с помощью рубанков или резки. машины. Обратитесь к вашему Представитель ЭСАБ за описание методов подготовки кромок листов и оборудование поставлено ЭСАБ. Перед сборкой необходимо удалить всю рыхлую окалину и шлак, образующиеся при резке и сварка.это не нужно удалять оксидную пленку, образовавшуюся при охлаждении; на самом деле это хорошо практика, позволяющая этой оксидной пленке оставаться на краях, если пластины будут храниться некоторое время перед сваркой поскольку это поможет предотвратить ржавчина.Выбор подготовки стыкового сварного шва
В процессе выбора подходящей подготовки стыкового сварного шва для толстого листа (более 1 дюйма) наиболее очевидным соображением, несомненно, является экономичность соединения — практика минимизации объема сварочного металла, необходимого для заполнения стыка.Это стремление к снижению затрат, безусловно, понятно, поскольку производитель не хотел бы наносить больше металла сварного шва, чем это абсолютно необходимо, чтобы можно было гарантировать рентабельность.
Тем не менее, когда толщина соединяемых пластин увеличивается, объем сварочного металла увеличивается еще быстрее из-за геометрии сварного соединения, то есть углов скоса. Итак, какие совместные конфигурации обеспечивают лучшую экономию? Это будет описано более подробно ниже. Но прежде чем углубляться в эту область, необходимо обсудить другие важные факторы, которые необходимо учитывать при выборе подходящей конструкции стыка.
Одним из таких факторов является требование, чтобы сварное соединение физически соответствовало выбранному процессу сварки и любому сопутствующему сварочному оборудованию (сопла, горелки и т. Д.). Рассмотрим случай, когда конструкция соединения включает скос (по крайней мере, на одной стороне соединения) и корневое отверстие . Два примера предварительно квалифицированных конструкций швов AWS D1.1 с таким типом подготовки показаны на рисунках , и , 2, .
Конструкция соединения B-U3c-S, показанная на , рис. 1, для дуговой сварки под флюсом показывает включенный угол 70 градусов, который определяется сложением угла скоса 35 градусов на обеих пластинах.Поскольку прилегающий угол этого соединения относительно велик, корневое отверстие может быть узким, не опасаясь того, что сварочная дуга не сможет проникнуть достаточно глубоко в соединение. Напротив, конструкция шарнира B-U2-S, показанная на , рис. 2, показывает относительно небольшой прилегающий угол в 20 градусов. Поскольку угол скоса небольшой, корневое отверстие должно быть увеличено на настолько, чтобы обеспечить полное проникновение через соединение.
Хотя две конфигурации соединения, упомянутые выше, довольно распространены, есть случаи, когда изготовителю было бы полезно использовать конструкцию соединения, которая имеет скос и корневую поверхность поверхность (без зазора).Та же логика относительно доступа к сварному шву, которая использовалась в предыдущем параграфе, применима и в этой ситуации.
Из-за небольшого зазора (или его отсутствия) угол скоса должен быть физически достаточно большим, чтобы соответствовать сварочному процессу и сварочному оборудованию. Но теперь необходимо дополнительно рассмотреть вопрос о том, идеальна ли поверхность корня, также известная как «земля», с учетом глубины проплавления выбранного процесса и параметров сварки.
При указанном размере поверхности корня глубина проплавления в первую очередь определяется сварочным током и скоростью перемещения. Интуитивно понятно, что с увеличением сварочного тока глубина проплавления увеличивается. Более того, с уменьшением скорости сварочного хода уровень проплавления увеличивается при прочих равных условиях. Таким образом, если изменения в процессе и параметрах сварки невозможны (как это происходит в случае квалифицированных процедур сварки), то еще более важно, чтобы было уделено особое внимание правильному определению размера поверхности корня, чтобы гарантировать адекватное проникновение через root, как показано на рис. 3 .
Это вызывает еще одну важную проблему, касающуюся конструкции соединения «скос и поверхность корня». Совместная подготовка канавки существенно влияет на форму площади поперечного сечения сварного шва первого прохода. Крайне важно получить сварной шов с отношением ширины к глубине не менее 1,25, чтобы снизить чувствительность сварного шва к растрескиванию. Отношение ширины к глубине 1,25 может быть легко достигнуто, если угол наклона составляет не менее 70 градусов. Отношение ширины к глубине, связанное с соединением, имеющим внутренний угол 60 градусов или меньше, может привести к поверхностным или даже подповерхностным трещинам по средней линии.Однако после нанесения первого прохода чувствительность к трещинам, связанная с включенным углом, перестает быть проблемой. Это явление выражено в , рис. 4 .
Чтобы решить проблему чувствительности к трещинам, присущую соединениям с V-образной канавкой, некоторые изготовители выбирают конфигурацию соединения с U-образной канавкой, как показано на Рис. 5 . Термин «U-образная канавка» происходит от применения подготовки радиуса или частичного круга в нижней части соединения. Этот радиус плавно переходит в узкий включенный угол.Благодаря большому отношению ширины к глубине, обеспечиваемому этой конфигурацией U-образной канавки, обеспечивается естественная защита от растрескивания. При использовании узкого угла скоса с U-образной канавкой склонность к растрескиванию не увеличивается так же, как с V-образной канавкой.
Другой тип конфигурации узких угловых соединений, обычно называемых составными соединениями, показан на рис. 6 . При изготовлении составного стыка со скосом угол в нижней части стыка должен быть большим (скажем, 100 градусов).Продвигаясь на небольшое расстояние вдоль боковой стенки, включенный угол резко меняется на гораздо более узкий (скажем, 15 градусов). Хотя эти два типа конструкций узких зазоров уменьшают чувствительность к трещинам, они не лишены недостатков. Одним из таких недостатков является то, что пластины необходимо обрабатывать во время подготовки, а не резать горелкой, что значительно увеличивает стоимость изготовления. Однако это возражение может быть несколько компенсировано дополнительной экономией, поскольку можно использовать меньшие входящие углы, и, следовательно, эти соединения требуют меньше металла сварного шва, чем их аналоги с V-образной канавкой.
Как будто этого было недостаточно для рассмотрения, у изготовителя есть возможность использовать двусторонние соединения с пазами. Традиционно считается, что, поскольку двусторонние сварные швы с разделкой кромок демонстрируют большую экономичность соединения, поскольку требуемый металл сварного шва составляет примерно 50 процентов от металла их односторонних дополнений (см. , рис. 7, ), можно ожидать, что двусторонние соединения будут почти На 50 процентов дешевле в строительстве.
Еще одно очевидное преимущество использования двусторонних соединений заключается в том, что поскольку требуется половина сварочного металла, вероятность появления дефектов сварного шва также уменьшается вдвое.И еще одно логическое предположение, обычно связанное с двусторонними сварными швами с разделкой кромок, заключается в том, что из-за меньшего количества сварочных проходов в основном материале, окружающем сварной шов, возникает более низкий уровень остаточных напряжений. Итак, учитывая эти очевидные преимущества двусторонних сварных швов с разделкой кромок, зачем кому-то использовать односторонний сварной шов с разделкой кромок?
Хотя это правда, что двусторонние сварные швы улучшают экономичность соединения, основанную просто на геометрии сварного соединения, это не обязательно верно, однако, что они сокращают стоимость производства вдвое.Поскольку подготовка стыков теперь должна выполняться с двух сторон листа, а не с одной, затраты на рабочую силу и резку удвоятся.
Еще одна проблема затрат, связанная с двусторонними сварными швами с разделкой кромок, заключается в том, что необходимо наплавить два корневых прохода вместо одного. Как известно производителям сварочных работ, корневые швы наносить очень сложно — недостаточное проплавление, сложное удаление шлака и подрезание боковых стенок — это лишь некоторые из проблем, связанных с корневым швом. Кроме того, корневые проходы обычно требуют больше времени для осаждения, чем заполняющие и закрывающие проходы, что компенсирует экономию, полученную за счет уменьшения металла сварного шва, связанного с двусторонними сварными швами с разделкой кромок.
Те же проблемы, с которыми сталкиваются при сварке корневого прохода двусторонних сварных швов с разделкой кромок, возникают и при сварке над головой, которую необходимо выполнять, если сварку невозможно изменить для сварки вниз. И даже если изменение положения сварного изделия может произойти, это не единовременный случай для каждого двустороннего сварного соединения. Напротив, сварные проходы необходимо наносить методом уравновешивания, аналогичным показанному на , рис. 8, , для достижения оптимального контроля деформации.
Хотя двусторонние сварные швы с разделкой кромок действительно обеспечивают лучшую экономию соединения по сравнению с односторонними сварными швами, экономия может быть сведена на нет, если не использовать надлежащую механизацию и оборудование для позиционирования, чтобы снизить затраты на подготовку и транспортировку. И даже если такое оборудование используется, экономия по сравнению с односторонними сварными швами не обязательно может быть двузначной. Чтобы принять обоснованное решение при выборе между подготовкой соединения с U-образной и V-образной канавкой, а также между конфигурациями со скосом и большим скосом, необходимо взвесить те же аргументы «за» и «против».
Подготовка кромок деталей к дуговой сварке стыкового соединения
Изобретение относится к технологическим процессам.
Изобретение относится к сварке, в частности к подготовке кромок деталей к сварке стыкового соединения. Для выполнения двухстороннего стыкового соединения выполняются двухсторонние скосы и затупления кромок. Указанные перекосы асимметричны по глубине детали с отношением меньшего перекоса к большему 0,2-0,6 при общей высоте перекосов, не превышающей 50% глубины свариваемых деталей. Меньший перекос образуется на стороне сварки в верхнем положении.Технический результат: меньший расход сварочных материалов, более быстрая подготовка кромок шва.
8 ил.
Изобретение относится к области сварки и может быть использовано во всех отраслях промышленности, где используются моноблочные соединения.
Известные стыковые сварные соединения с двухсторонней симметрией двух скошенных кромок, применяемые для получения двусторонних соединений при дуговой сварке в защитных газах. Скошенная кромка может быть прямой, изогнутой, ступенчатой и ломанной (см. Соединение С25, п, О 27 по ГОСТ 14771-76).
Эти компаунды имеют небольшую затупленность, не превышающую 3 мм, вне зависимости от толщины свариваемых элементов. При сварке с каждой стороны старайтесь обеспечить полный провар на величину притупления кромок.
Известно также стыковое сварное соединение с двухсторонней симметричной двумя скошенными кромками, используемое для получения двухсторонних сварных швов, у которых скошенные кромки с каждой стороны составляют примерно 1/3 толщины свариваемых деталей. При сварке обеспечить проплавление притупления с нахлестом стежков (см. Учебник под редакцией Акулова А.И., Бенчука Г.А., Демьянович В.П. Технология и оборудование для сварки плавлением), М .: Машиностроение, 1977. С. 100 [, это соединение выбрано за прототип).
Такие составы малоэффективны, поскольку большая часть металла при фаске снимается различными способами обработки, а затем заполняется дополнительным слоевищем при сварке. Затраты на обработку кромок и заливку резкой сваркой таких соединений сильно возрастают с увеличением толщины свариваемых элементов при одновременном применении двухтоковой сварки, проходящей дуги на противоположных плоскостях стыкового сварного соединения, расположенных в горизонтальной плоскости.
Технический эффект заявленного изобретения — экономия материала, необходимого для заполнения кромок при сварке, и времени на подготовку кромок под сварку.
Это достигается при помощи стыковой сварки, подготовленной с двухсторонней скошенной кромкой и затуплением для выполнения двойной сварки дуговой сваркой. В отличие от прототипа скос является несимметричным по толщине деталей при соотношении высот скоса 0,2… 0,6 при общей высоте скоса, не превышающей 50% толщины свариваемых элементов.Этот скос меньшей высоты расположен в верхнем положении.
Изобретение поясняется чертежами, на которых на фиг.1 в качестве примера показаны элементы конструкции (а) подготовленные кромки и стыки (б) предлагаемое соединение в прямолинейном скосе кромки, на фиг.2-фиг.12 — некоторые варианты конструктивных элементов. (а) края и стыки (б) две стороны соединения.
На фиг.1 приняты следующие обозначения: S — толщина сварного шва детали; б — затупление сварных кромок; α 1 угол канавки большей высоты; α 2 угол паза большей высоты; s — разрыв; e 1 и e 2 — ширина роликового шва; h 1 — высота шва от боковых режущих кромок с большей высотой скоса; h 2 — высота шва от боковых режущих кромок с нижней высотой скоса; g 1 и g 2 — отбойники.На фиг.1 показана форма сварного шва с наружной режущей кромки с большей высотой скошенной кромки, а цифрой 2 — форма сварного шва при разрезании с меньшей высотой скошенной кромки.
Соединение стыков заключается в том, что форма скошенной кромки может быть прямой, изогнутой, ступенчатой или ломанной, а также возможны различные комбинации, образующие скошенные кромки с двух сторон и с разных сторон стыка, определяемые технологическими потребностями сварки. Например, при меньшем скосе кромка скоса может быть прямолинейной, а при большем — криволинейным, ступенчатым, ломаным.Возможны и другие комбинации форм фаски кромок таких составов, например, только одна кромка может быть скошена.
При расположении предлагаемого стыка в горизонтальной плоскости и сварке двух дуг с двух сторон одновременно один из швов находится внизу, а второй — в верхнем положении. В потолочной ситуации следует иметь менее наклонную часть кромок и поддерживать сварочную дугу, защищенную плавящимся электродом, или дугу с неплавящимся вольфрамовым электродом, подающую присадочную проволоку.Это связано с тем, что во избежание утечки сварочной ванны в верхнем положении она должна быть значительно меньше ванны, расположенной в нижнем положении. В нижнем положении следует поместить скошенную часть соединения и подвести сварочную дугу плавящимся электродом в газовой среде или неплавящимся электродом подавать присадочную проволоку.
Эксперименты по двухсторонней двухсторонней одновременной сварке показали, что можно увеличить максимальную толщину сварного шва без режущих кромок до 14 мм. Эта величина может служить ориентиром при присвоении значений скошенной и нескошенной боковых кромок в предлагаемом сварном стыке. суставы.С учетом того, что при увеличении толщины свариваемых элементов по сравнению с предельной без фаски 14 мм увеличивается нагрев кромок и уменьшается проплавление, величина необрезанной части кромок может достигать 12 мм. Тогда диапазон толщин элементов для предлагаемых типов сварных стыковых соединений 14-26 мм максимальная глубина скоса кромок для заданного диапазона толщин соответственно от 7 до 13 мм
Предположим, что при двухтоковой сварке с двух сторон необходимо сварить лист толщиной 20 мм. высота скоса кромки 9 мм, то размер притупления 11 мм. При высоте скоса меньше до 0 мм.На 2 высоты больший скос составит 9 / 1,2 = 7,5 мм, а высота меньшего скоса 1,5 мм. При высоте меньшего скоса для большей 0,6 высоты больший скос составит 9 / 1,6 = 5,6 мм, а меньший 3,4 мм. При двухтоковой двухсторонней сварке может быть обеспечен проплав притупление режущих кромок 1 (фиг.1). Оставшийся скос 2 (фиг.1) направляют. Выбор значений и затупление соотношения высот скошенной кромки зависит от толщины стыкуемых элементов, теплофизических свойств свариваемого материала и допламенной способности дуг.
При необходимости для сварных элементов толщиной 24 мм размер затупления можно выбрать 12 мм. Тогда общий скос кромок будет 12 мм. При высоте меньшего скоса 0,2 и большей высоты больший скос будет 12 / 1,2 = 10 мм, а высота меньшего скоса 2,0 мм. При высоте меньший скос для большей высоты 0,6 скос будет 12/1. , 6 = 7,5 мм и менее 4,5 мм
Предлагаемое соединение позволяет снизить стоимость электродной проволоки для сварки стыковых соединений толщиной, чем предельная, выполняемая без режущих кромок при одновременном двухтоковом двухстороннем сварке.
Соединение может быть выполнено с использованием средств, известных в данной области техники: известных и используемых при производстве установок для резки свариваемых кромок, аппаратов для дуговой сварки плавящимся электродом. Следовательно, предлагаемые сварные тексты ТВ-соединения имеют промышленную применимость.
Способ снятия фаски деталей при дуговой сварке стыковых соединений, включающий выполнение двухсторонних скосов и притупление кромок свариваемых деталей для выполнения двухстороннего шва, отличающийся тем, что скосы выполняют несимметричную толщину деталей с соотношением высота меньшего скоса для большего 0,2…0,6 при общей высоте скоса, не превышающей 50% толщины свариваемой детали, и при уменьшении скоса при сварке в верхнем положении.
Обработка кромок фрезерованием улучшает автоматизацию сварки
Подготовка кромки путем фрезерования жизненно важна для повышения эффективности производства, получения надлежащего проплавления и хорошей прочности соединения. По словам Теему Толонена, менеджера по приложениям ветроэнергетики в Pemamek, интегрированные решения Pemamek для фрезерования позволяют значительно улучшить качество, а также сэкономить деньги и время.
Точность подготовки сварного шва — один из основных факторов, влияющих на эффективность сварки и достигаемое качество. Для геометрии соединений, таких как J- и U-образные соединения, точность подготовки имеет решающее значение для получения высококачественных сварных швов.
«По мере повсеместного повышения уровня автоматизации комплексная подготовка сварных швов становится еще более важной. После тщательных исследований и разработок в Pemamek мы пришли к выводу, что фрезерование — это эффективный и надежный метод подготовки швов », — поясняет Толонен.
Подготовка стыков, необходимая для получения качественного шва
Традиционно подготовка сварных швов и сварка считаются отдельными процессами. Поставщики решений для подготовки стыков и сварки обычно сосредотачиваются на оптимизации только своей части производственной цепочки, не учитывая полностью весь процесс и общую картину.
Теему Толонен, менеджер по применению ветроэнергетики в Pemamek.
Как поставщик решений «под ключ» для различных секторов промышленности, Pemamek предлагает множество различных вариантов фрезерования: как автономный станок, так и как интегрированное решение.Обладая большим опытом в области автоматизации сварки, Pemamek обладает ноу-хау для оптимизации подготовки сварных швов специально для нужд сварочного процесса. По словам Толонена, « позволяет внедрять совершенно новые производственные решения, а также повышает эффективность сварки за счет новых решений по автоматизации сварки. ”
«Фрезерование важно для всех секторов, в которых
имеют тяжелую сварку в своем производстве».
Интеграция фрезерно-сварочной системы Pemamek в решение для судостроения PEMA LHAW-OSW.
LHAW OSW — Интеграция фрезерно-сварочной техники в судостроении
Для систем автоматизации судостроения специальные фрезерные системы PEMA предназначены для стыковой сварки листов. Многие из них интегрированы в усовершенствованную лазерно-гибридную дуговую сварку (LHAW), но также доступна интеграция с более традиционными процессами сварки SAW (сварка под флюсом) или открытой дугой.
Основным преимуществом интегрированного процесса фрезерования и сварки является минимизация вариаций объема сварных канавок, вызванных деформациями на краях листа, а также обеспечение точной геометрии канавок, которая недостижима с помощью традиционных процессов термической резки.
Оптимизированный процесс фрезерования и специальные исследования и разработки для разработки сварочного процесса позволяют технологии автоматизации PEMA достигать расширенной производительности систем.
Фрезерование кромок профиля для изготовления плоских панелей
Усовершенствованный процесс изготовления плоских панелей, направленный на минимизацию деформации панели и максимальную производительность производственной линии, стал возможен за счет фрезерования кромок профиля, которые позже привариваются к плоским панелям.
В линии обработки профилей PEMA высокоскоростная кромкофрезерная станция собственной разработки является примером инновационной интеграции процесса фрезерования как неотъемлемой части всего производственного процесса перед этапом сварки.
В тяжелом производстве, где используется сварка, вместо оптимизации одного процесса компаниям необходимо видеть производственную цепочку в целом:
каждый шаг влияет на весь процесс и общую производительность.
Фрезерные решения PEMA для производства тяжелых труб
Геометрия канавки для сварки с полуузким зазором (SNG)PEMA сводит к минимуму объем сварного шва и обеспечивает геометрически правильные и чистые края канавки, что особенно в случае толстого материала часто используется для сварки второй стороны (снаружи), чтобы максимизировать эффективность сварочного процесса.
В ассортименте фрезерного и сварочного оборудования PEMA есть специальные решения для трубчатых конструкций, как для продольной, так и для кольцевой сварки.
В решениях PEMA процессы сварки и фрезерования контролируются с помощью удобных для пользователя систем управления.
Значительное увеличение общей рентабельности
В тяжелом производстве, где используется сварка, вместо оптимизации одного процесса компаниям необходимо видеть производственную цепочку в целом: каждый шаг влияет на весь процесс и общую производительность.При оптимизации одного процесса это необходимо делать в отношении следующего этапа производства.
Когда целью является повышение эффективности производства, автоматизация — единственный вариант. « Благодаря передовой технологии автоматизации фрезерование можно интегрировать в производственную линию. Это гарантирует, что специальный процесс сварки сводит к минимуму количество дефектов и значительно увеличивает общую производительность. », — говорит Толонен о преимуществах.
Лезвия под сварку.Подготовка кромок сварных швов. Станки термической резки
Содержание Следующая страница >>Подготовка кромок под сварку. К элементам геометрической формы подготовки кромок к сварке (рис.25) относятся угол резки кромок α, затупление кромок S, длина скоса листа L при наличии разницы в толщине металла. , смещение кромок друг относительно друга b, зазор между стыковочными кромками а.
Рис. 25. Элементы геометрической формы подготовки кромок под сварку (а) и шов (б):
in — ширина шва, h — высота шва, K — полка шва
Угол режущих кромок выполняется при толщине металла более 3 мм, так как его отсутствие (режущие кромки) могут привести к непроварам по сечению сварного шва, а также к перегреву и прогоранию металла. ; при отсутствии режущих кромок для обеспечения проплавления сварщик должен увеличить значение сварочного тока.
Обрезка кромок позволяет сваривать отдельные слои небольшого поперечного сечения, что улучшает структуру сварного соединения и снижает возникновение сварочных напряжений и деформаций.
Правильно установленный перед сваркой зазор позволяет полностью проплавить поперечное сечение соединения при наложении первого (корневого) слоя шва, если выбран соответствующий режим сварки.
Длина скоса листа регулирует плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения стабильного ведения сварочного процесса при выполнении корневого слоя шва. Отсутствие притупления способствует образованию ожогов при сварке.
Смещение кромок создает дополнительные сварочные деформации и напряжения, ухудшающие прочностные свойства сварного соединения. Смещение кромки регулируется либо ГОСТами, либо техническими условиями. Кроме того, смещение кромок не позволяет получить монолитный шов по сечению свариваемых кромок.
ГОСТ 5264-80 предусматривает стыковые соединения с формой подготовленных кромок, показанной на рис. 26; для угловых стыков — на рис. 27; Тельца — на рис. 28 и соединения внахлест — на рис. 29.
Рис. 26. Форма подготовленных кромок под сварку стыковых соединений
Рис. 27. Форма подготовленных сварных кромок для угловых соединений
Рис. 28. Форма подготовленных сварных кромок для тавровых соединений
Рис. 29. Форма подготовленных сварных кромок для соединений внахлест
Подготовка кромок к сварке осуществляется на токарно-механических станках (обработка концов труб), фрезерование, строгание — обработка листов и др., а также использование термической резки. Листы, трубы из углеродистых сталей обрабатываются газокислородной резкой. Горючими газами могут служить ацетилен, пропан, коксовый газ и т. Д. Цветные металлы, а также нержавеющие стали обрабатываются плазменной резкой.
Перед сваркой особо ответственных конструкций концы труб или листов после газокислородной резки подвергаются дополнительной механической обработке; это сделано для того, чтобы в металле не было вкраплений.
Обрезка кромок выполняется с двух сторон шириной не менее 20 мм.При подготовке кромок к сварке обратите особое внимание на тщательную очистку концов, скосов и затуплений соединяемых деталей. Помните! После сборки деталей в узел подготовка кромок бесполезна.
Суть подготовки режущих кромок под сварку С торца пластины снимается часть металла под определенным углом (углом скоса).Срез кромки Прямой наклонный кромочный срез, подлежащий сварке. Угол скоса кромки (c) острый угол между плоскостью скоса кромки и плоскостью торца.
При удалении металла с торца пластины обязательно оставьте тупок. Это необходимо для того, чтобы при прихватке и сварке быстро плавящиеся острые кромки не создавали широкого зазора, который трудно сваривать. Отсутствие затупления приводит к образованию при сварке ожогов на стыке сварного соединения.
Форма режущих кромок характеризуется углом их скоса, величиной затупления и зазором между свариваемыми кромками. Это зависит от типа сварного шва (стыковой, угловой, тройник, внахлест, стык), толщины свариваемых элементов. Форма кромки
Для ручной дуговой сварки металлических электродов с покрытием для металлов толщиной до 5 мм скашивание кромок обычно не требуется. На элементах толщиной от 5 мм, как правило, делается односторонняя симметричная проточка.Угол проточки 6080 °.
Величина затупления во всех случаях должна составлять от 1 до 3 мм, в зависимости от толщины свариваемых деталей. при толщине более 20 мм применяется двусторонняя обрезка кромок. При этом притупление составляет от 1 до 3 мм в зависимости от толщины свариваемых деталей.
Способы резки кромок под сварку: Газовая резка с последующей механической или ручной доработкой. Механическая резка ножницами с последующей механической или ручной доработкой.Обработка: тел вращения, токарная или роторная обработка, обработка на расточном станке; для прямолинейных элементов, механической строжки, фрезерования, пневматического шлифования. Ручная обработка: резка стамеской и доработка напильником.
§ 28. Подготовка металла к сварке
Подготовка поверхности металла к сварке. При подготовке деталей к сварке поступающий металл подвергают правке, маркировке, наметке, резке, подготовке кромок к сварке, холодной или горячей гибке.
Металл корректируется вручную или на различных правильных роликах. Ручная правка производится на чугунных или стальных регулярных пластинах ударами молотка или с помощью ручного винтового пресса. Правка стального уголка производится на правых роликах (прессах), двутавры и швеллеры — на приводных или ручных правильных прессах.
Маркировка и наметка — это операции, определяющие конфигурацию будущей детали. Механическая резка используется для прямой резки листов, а иногда и для криволинейной резки листов с помощью роликовых ножниц с дисковыми ножами для этой цели.Углеродистые стали режут газокислородной и плазменной резкой. Эти методы могут быть ручными и механизированными. Для резки легированных сталей и цветных металлов может использоваться резка газовым флюсом или плазменная резка.
Основной металл и присадочный материал необходимо тщательно очистить от ржавчины, масла, влаги, окалины и различных неметаллических загрязнений перед сваркой. Наличие этих загрязнений приводит к образованию пор в швах, трещин, шлаковых включений, что приводит к снижению прочности и плотности сварного соединения.
Подготовка кромок под сварку. К элементам геометрической формы подготовки кромок к сварке (рис.25) относятся угол резки кромок α, притупление кромок S, длина скоса листа L при наличии разницы в толщине кромки металла, смещение кромок относительно друг друга b, зазор между стыковочными кромками а.
Рис. 25. Элементы геометрической формы подготовки кромок под сварку (а) и сварку (б):
дюйм — ширина шва, h — высота шва, К — полка шва
Угол среза кромок составляет выполняется с толщиной металла более 3 мм, так как отсутствие (режущих кромок) может привести к непроварам по сечению сварного шва, а также к перегреву и выгоранию металла; при отсутствии режущих кромок для обеспечения проплавления сварщик должен увеличить значение сварочного тока.
Обрезка кромок позволяет сваривать отдельные слои небольшого поперечного сечения, что улучшает структуру сварного соединения и снижает возникновение сварочного напряжения и деформаций.
Правильно настроенный перед сваркой зазор позволяет полностью проплавить поперечное сечение соединения при наложении первого (корневого) слоя шва, если выбран соответствующий режим сварки.
Длина скоса листа регулирует плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения стабильного ведения сварочного процесса при выполнении корневого слоя шва. Отсутствие притупления способствует образованию ожогов при сварке.
Смещение кромок создает дополнительные сварочные деформации и напряжения, ухудшающие прочностные свойства сварного соединения. Смещение кромки регулируется либо ГОСТами, либо техническими условиями. Кроме того, смещение кромок не позволяет получить монолитный шов по сечению свариваемых кромок.
ГОСТ 5264-80 предусматривает стыковые соединения с формой подготовленных кромок, показанной на рис. 26; для угловых стыков — на рис. 27; Тельца — на рис. 28 и соединения внахлест — на рис. 29.
Рис. 26. Форма подготовленных кромок под сварку для стыковых соединений
Рис. 27. Форма подготовленных кромок под сварку для угловых стыков
Рис. 28. Форма подготовленных кромок для сварки тавровых соединений
Рис. 29. Форма подготовленных кромок под приварку стыков внахлест
Подготовка кромок под сварку выполняется на станках — токарная обработка (обработка торцов труб), фрезерование, строгание — листовая обработка и др., а также использование термической резки. Листы, трубы из углеродистых сталей обрабатываются газокислородной резкой. Горючими газами могут служить ацетилен, пропан, коксовый газ и т. Д. Цветные металлы, а также нержавеющая сталь обрабатываются плазменной резкой.
Перед сваркой особо ответственных конструкций концы труб или листов после газокислородной резки подвергаются дополнительной механической обработке; это сделано для того, чтобы в металле не было вкраплений.
Требования к сборке металлических деталей перед сваркой. Применяемые сборочно-сварочные приспособления должны обеспечивать доступность к местам установки деталей и прихваток, к ручкам крепежных и прижимных устройств, а также к местам сварки. Эти устройства также должны быть достаточно прочными и жесткими, чтобы обеспечить точное закрепление деталей в нужном положении и предотвратить их деформацию при сварке. Кроме того, сборочно-сварочные устройства должны обеспечивать наиболее благоприятный режим сборки и сварки: наименьшее количество поворотов при наложении прихваток и сварных швов; свободный доступ для проверки размеров изделий и их удобного снятия после изготовления; безопасность монтажных и сварочных работ.
Любая сборочная операция не должна препятствовать следующей операции. Детали сборки необходимо тщательно проверять; Проверке подлежат все геометрические размеры детали и подготовленная форма кромок под сварку.
Сборка сварных конструкций, как правило, осуществляется либо по разметке, либо с использованием шаблонов, упоров, зажимов или специальных приспособлений — кондукторов, облегчающих монтажные операции. Подготовка и сборка изделий под сварку осуществляется с соблюдением следующих основных обязательных правил:
затупление кромок и зазоры между ними должны быть равномерными по всей длине;
кромки свариваемых элементов и прилегающие участки шириной 25-30 мм от торца кромки должны быть просушены, очищены от заусенцев после резки, масла, ржавчины и других загрязнений;
во избежание деформации прихватку следует выполнять качественными электродами через интервал не более 500 мм при длине одной прихватки 50-80 мм;
, чтобы обеспечить нормальное и качественное формирование шва, необходимо в начале и в конце изделия обхватывать планки.
Подготовка металла к сварке включает правку, маркировку и наметку, резку и обрезку кромок, холодную и горячую гибку. Монтаж выполняется в основном на станках, а иногда и вручную. Правило прокатки листа, полосы и профиля на роликах, которые чаще всего имеют семь или девять валков.
Ролики оснащены двумя рольгантами для загрузки и выхода металла в процессе правки. При редактировании листы пропускаются через ролики от 3 до 5 раз.
Наряду с машинным редактированием иногда используется ручное редактирование.Последняя изготавливается на чугунных или стальных регулярных пластинах ударами молота, кувалдой и с помощью винтового пресса.
Правка угловой стали выполняется на углеродистых правильных валках или на ручных винтовых прессах, а двутавров и швеллеров — на приводных или ручных правильных прессах.
Маркировка и наметка. При индивидуальном производстве выпрямленный металл поступает на маркировку, а при массовом и массовом производстве — на маркировку. Перед разметкой и наметкой металлическую поверхность грунтуют меловой краской на клей.
При маркировке однотипных деталей для массового и массового производства используются шаблоны из металла или фанеры. Разметка шаблона называется наметкой. Инструменты для разметки и маркировки: черчитель из закаленной стали, пробойник, стальные линейки и угольники, стальные циркули и рубанки, молотки, зажимы, зажимы, стальные рулетки и т. Д.
Раскрой. Нарезка металла на заготовки осуществляется механическим способом на ножницах и пилах или в кислородном пламени. Механическая резка выполняется в основном ножницами и используется в основном для прямой резки листов толщиной до 20 мм.Наибольшее распространение получили гильотинные ножницы с длиной ножа от 1 до 3 м и пресс-ножницы с длиной ножа до 700 мм.
Для криволинейной резки толщиной до 6 мм используются роликовые ножницы с дисковыми ножами. Для прямых пропилов большой толщины и криволинейных резов толщиной более 6 мм используется ручная, полуавтоматическая и автоматическая газокислородная резка. Для холодной резки прутков круглого и другого сечения используются круглые (дисковые) шестерни и фрикционные пилы.
Кромка под сварку.Обработка и снятие фаски кромок под сварку производятся механически на кромкорезных и продольно-строгальных станках или в газокислородном пламени. При небольшом объеме работы иногда применяют резку пневматическим зубилом. Гибка. Гибка листового, полосового и широкополосного металла осуществляется на листогибочных трехвалковых и четырехвалковых валках. Листы с подготовленными краями и вырезанными отверстиями небольшого диаметра поступают на холодную гибку. Гибка профильного металла осуществляется на листогибочных и вальцегибочных станах.Наименьший допустимый радиус изгиба стали в холодном состоянии рекомендуется принимать равным 25-кратной толщине листа или высоте симметричного профиля. Если радиус холодной гибки меньше 25 толщин деформируемой стали, то возможен разрыв внешних волокон.
Гибка больших толщин и гибка обечаек малого диаметра при средней толщине листа осуществляется в кузнечных цехах горячим способом. Детали нагреваются до температуры 1000-1100 ° С, при которой металл легко поддается деформации.Обработка кромок под сварку и вырезание больших отверстий производится после горячей гибки.
Режущие кромки — придают кромкам желаемой формы.
Режущие кромки под приварку выполняются для обеспечения:
Провара на всю толщину свариваемых элементов;
Доступ сварочного инструмента к корню шва.
По форме режущих кромок под сварку различают сварные соединения без режущих кромок, с отбортовкой и с режущими кромками для сварки.Кроме того, сварные соединения с проточками подразделяются на сварные соединения с односторонней скашиванием одной или двух кромок (односторонняя проточка одной или двух кромок) и сварные соединения с двухсторонней скашиванием одной или двух кромок (двухсторонняя резка одной или двух кромок). проточка одной или двух кромок).
При выборе формы режущих кромок следует учитывать, что наиболее экономичным является сварное соединение без скоса кромок. В случае обрезки кромок более простой в исполнении по сравнению с П-образной является обрезка кромок с прямыми скошенными кромками (V, K, X — образные).По сравнению с односторонней обрезкой кромок К- и Х-образные двусторонние более технологичны. Однако двусторонняя К- и Х-образная форма могут быть реализованы, если к сварочному инструменту есть доступ с обеих сторон изделия.
Кромка под приварку
МДК 02.01. Оборудование, машины и технологии для электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по специальности 150709.02 Сварщик (электросварка и газовая сварка).
Тестирование — более мягкий инструмент, оно ставит всех студентов в равные условия, используя единую процедуру и общие критерии оценки, что приводит к снижению предэкзаменационных нервных напряжений.
Загрузить:
Предварительный просмотр:
бюджетное образовательное учреждение Омской области
начальное профессиональное образование
«ПТУ № 65».
ТЕСТ
Кромка под приварку
МДК 02.01. Оборудование, техника и технологии для электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугуна во всех пространственных положениях
По специальности 150709.02 Сварщик (электросварка и газовая сварка)
Составитель: Баранов Владимир Ильич Магистр производственного обучения
Седельниково, Омская область, 2013
Режущие кромки под сварку.
Тест.
На каждый вопрос есть один или несколько правильных ответов.Выбирайте верных.
1. Обрезка кромок выполняется:
а) для улучшения условий сварки и получения гарантированного проплавления;
б) по эстетическим соображениям;
в) для предотвращения сварочных деформаций.
2. Начиная с какой толщины на пластинах, как правило, делается скашивание кромок?
а) 3 мм.
б) 5 мм.
c) 8 мм.
- На рисунке показан край:
а) с прямолинейным двусторонним
симметричным скосом;
б) с криволинейным скосом;
в) с прямолинейным односторонним скосом.
- Что называется углом скоса?
а) Острый угол между плоскостью скоса кромки и плоскостью торца.
б) Острый угол между плоскостью скоса кромки и плоскостью пластины.
c) Тупой угол между плоскостью скоса кромки и плоскостью торца.
- Угол режущих кромок:
а) 45-60 °;
б) 60-80 °;
в) 80-100 °.
6.Величина притупления кромок во всех случаях должна быть:
а) от 1 до 3 мм;
б) от 3 до 4 мм;
C) от 4 до 5 мм.
- На пластинах какой толщины рекомендуется делать двухстороннюю фаску краев?
а) 10 мм.
б) 6 мм.
в) 20 мм и более.
- Удаление металла долотом и молотком допустимо для толщины листа, начиная с:
а) с 8 мм;
б) с 3 мм;
в) с 20 мм.
- За один проход долото удаляет слой металла толщиной:
а) 2 мм;
б) 5 мм;
c) 4 мм.
10. При отделке кромки напильником необходимо:
а) дойти до кромки метки стержня;
б) удалить половину метки керна;
c) полностью удалите метку керна.
Стандарт ответа:
Критерии оценки теста:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительна »0–4 правильных ответа или 0–49% из 10 предложенных вопросов.
Список литературы
- Галушкина В.Н. Технология производства сварных конструкций: учебное пособие для начала. проф. образование. — М .: Издательский центр «Академия», 2012;
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебное пособие для начала. проф. образование. — М .: Издательский центр «Академия», 2010;
- Маслов В.И. Сварочные работы6 Учебник. для начала. проф. Образование — М .: Издательский центр «Академия», 2009;
- Овчинников В.V. Оборудование, машины и технологии для сварки и резки металлов: учебное пособие — М .: КНОРУС, 2010;
- Куликов О.Н. Охрана труда при сварочном производстве: учеб. пособие на начало. проф. Образование — М .: Издательский центр «Академия», 2006;
- Виноградов В.С. Электродуговая сварка: учебник для начала. проф. Образование — М .: Издательский центр «Академия», 2010.
Общие условия сварки металлов (со схемой)
Для получения хороших результатов желательно, чтобы поверхности были чистыми и не содержали посторонних материалов.Очистка может производиться проволочной щеткой, механической обработкой или пескоструйной обработкой. Примеси, если они присутствуют, делают соединение более слабым, поскольку сварная часть заполнена газовыми и шлаковыми включениями, и металл становится хрупким, и поэтому сцепление между металлами плохое.
Подготовка кромок — важный аспект для получения качественных сварных швов. Если две детали держать рядом и сваривать, то соединение не будет прочным, потому что два металла не могут быть соединены по всей глубине.
Возможны различные варианты подготовки кромок для стыка:
(а) Площадь
(б) Одинарный V
(c) Двойной V
(d) Одинарный-U
(е) Дабл-У
(f) Фланцевое.
Во всех этих случаях очень важна очистка поверхностей от пыли, песка, песка, масла и жира.
Фиг. 9.2 и 9.3 показаны различные типы соединений внахлест. Соединение внахлест является предпочтительным для трубчатой конструкции, когда одна труба телескопически входит в другую.
На рис. 9.4 показаны различные угловые или тройники. Для обеспечения равномерного проплавления пластины на поверхностях должны иметь хорошую стыковку.
Фиг.9.5 показаны угловые соединения с сваркой с одной или двух сторон, в зависимости от положения углового соединения.
На рис. 9.6 показаны два краевых соединения (канавка для небольшой толщины и скошенная канавка для более толстых листов).
На рис. 9.7 показана терминология, используемая для стыковых сварных соединений.
При квадратном стыковом шве расстояние между двумя поверхностями сохраняется около 3 мм, и он используется для листов толщиной от 1 до 5 мм.Стыковые швы с одинарной V и одинарной U часто используются для листов толщиной от 5 до 15 мм. Угол между кромками сохраняется от 70 ° до 90 ° в зависимости от используемой техники сварки.
Стыковые швы с двойной V и двойной U используются для сварки листов толщиной более 15 мм. Подготовка двойной U предпочтительнее для очень толстых листов из-за необходимости меньшего количества присадочного металла, но подготовка U более дорогая. Для материалов толщиной до 3 мм кромки могут быть отбортованы и соединены друг с другом без необходимости использования отдельного присадочного металла.
Зазор между пластинами должен поддерживаться на оптимальном уровне, поскольку проплавление будет недостаточным при небольшом зазоре, а при большом зазоре расплавленная сварочная ванна будет проваливаться и сварку будет трудно контролировать. Еще один важный момент в сварке — это преодоление окисления при высоких температурах. Оксиды металлов, образующиеся при высоких температурах, встречающихся при сварке, обладают серьезным ослабляющим действием.
Этому влиянию противодействует флюс, удаляющий оксиды и обеспечивающий идеальное сцепление металлов.При газовой сварке флюс используется снаружи в виде порошка, тогда как при дуговой сварке флюс наносится на электроды. Флюс образует защитное покрытие из шлака на металле шва и создает неокисляющую атмосферу.
Сварные соединенияс использованием кислородно-ацетиленовой горелки
На Рисунке 5-40 показаны различные типы основных соединений.
Рисунок 5-40. Основные суставы.Стыковые соединения
Стыковые соединения выполняются путем размещения двух кусков материала вплотную друг к другу без нахлеста, а затем сварки.Простое стыковое соединение используется для металлов толщиной от 1⁄16 до 1⁄8 дюйма. При выполнении этого соединения используется присадочный пруток, чтобы получить прочный сварной шов.
Фланцевое стыковое соединение может использоваться при сварке тонких листов толщиной 1⁄16 дюйма или меньше. Кромки подготавливают к сварке путем загиба фланца, равного толщине металла. Этот тип стыка обычно выполняется без использования присадочного стержня.
Если металл толще 1⁄8 дюйма, может потребоваться скосить края, чтобы тепло от горелки могло полностью проникнуть в металл.Эти фаски могут быть одинарными или двойными, а также одинарными или двойными V-образными. Присадочный стержень используется для придания сварному шву прочности и усиления. [Рисунок 5-41] Рисунок 5-41. Виды стыковых соединений.
Ремонт трещин сваркой можно считать еще одним видом стыкового соединения. Трещину следует просверлить с обоих концов, а затем приварить, как простое стыковое соединение, с помощью присадочного прутка. В большинстве случаев сварка трещины не является полным ремонтом, и все же требуется некоторая форма усиления, как описано в следующих разделах.
Тройник
Тройник образуется, когда край или конец одной детали приваривается к поверхности другой. [Рис. 5-42] Эти соединения довольно часто встречаются в авиастроении, особенно в трубчатых конструкциях. Плоское тройниковое соединение подходит для металла большей толщины, используемого в самолетах, но для большей толщины требуется, чтобы вертикальный элемент был либо одинарным, либо двояким, чтобы позволить теплу проникать достаточно глубоко. Темные области на Рисунке 5-42 показывают необходимую глубину проникновения тепла и плавления.Рекомендуется оставлять между деталями зазор, примерно равный толщине металла, чтобы обеспечить полное проплавление сварного шва. Это обычное явление при сварке только с одной стороны с пучками труб. Плотная посадка деталей перед сваркой не обеспечивает надлежащую сварку, если не обеспечен полный провар, а это намного труднее при установке без зазоров.
Рисунок 5-42. Типы тройниковых соединений с признаками проникновения наполнителя.Краевые соединения
Краевые соединения используются, когда два куска листового металла должны быть скреплены вместе, и нагрузки от нагрузки не важны.Краевые соединения обычно выполняются путем загибания краев одной или обеих частей вверх, размещения двух концов параллельно друг другу и сварки вдоль внешней стороны шва, образованного двумя соединенными краями. Соединение, показанное на Рисунке 5-43A, не требует присадочного стержня, поскольку края можно расплавить, чтобы заполнить шов.
Рисунок 5-43. Краевые стыки.Соединение, показанное на Рисунке 5-43B, поскольку это более толстый материал, необходимо скошить для проникновения тепла; присадочный стержень добавлен для армирования.
Угловые соединения
Угловое соединение получается, когда два металлических куска соединяются так, что их края образуют угол коробки или корпуса.[Рисунок 5-44] Угловое соединение, показанное на Рисунке 5-44A, не требует присадочного прутка, так как края плавятся при сварке. Используется там, где нагрузка от нагрузки не важна. Тип, показанный на Рисунке 5-44B, используется для более тяжелых металлов, а присадочный стержень добавляется для округлости и прочности. Если на угол должно быть приложено более высокое напряжение, внутренняя часть укрепляется еще одним сварным швом. [Рисунок 5-44C] Рисунок 5-44. Угловые стыки.
Соединение внахлест
Соединение внахлест редко используется в конструкциях самолетов при сварке кислородно-ацетиленом, но обычно используется и соединяется точечной сваркой.Соединение внахлест имеет очень низкое сопротивление изгибу и не может выдерживать напряжение сдвига, которому сварной шов может подвергаться при растягивающих или сжимающих нагрузках. Соединение внахлест обеспечивает большую прочность, но требует вдвое большего количества сварки, чем требуется для более простого и эффективного стыкового шва. [Рисунок 5-45] Рисунок 5-45. Одинарные и двойные соединения внахлестку.