как измерить, рассчитать и выбрать
В профессиональном строительстве при возведении металлоконструкций, а также при создании различных транспортных средств, которые обладают большой массой, многие соединения сталкиваются с очень высокими нагрузками. Чтобы их выдержать, следует сделать не только качественное соединение, но и рассчитать его параметры, чтобы при создании он приобрел максимальную прочность. Катет сварного шва является наиболее коротким расстоянием от плоскости соединяемой заготовки №1 до границы углового соединения, которое расположено на плоскости заготовки №2. Иными словами, катет шва при сварке – это катет самого большого условного равнобедренного треугольника, который можно вписать в поперечное сечение.
Данный параметр имеет прямое отношение к тому, насколько крепким будет шов. Это легко объяснить увеличением площади сцепления двух деталей основного металла и наплавочного материала. Нагрузка, которая буде воздействовать, распределится равномерно по всей поверхности, так что изделие сможет выдержать больший, сильный удар и так далее. Но не всегда самый большой размер будет лучшим вариантом. В сварочном деле необходимы тонкие расчеты нагрузок, чтобы не допустить перенапряжение металла. При увеличенном катете может согнуться сама деталь, что приведет к невозможности ее использования.
Но не всегда самый большой размер будет лучшим вариантом. В сварочном деле необходимы тонкие расчеты нагрузок, чтобы не допустить перенапряжение металла. При увеличенном катете может согнуться сама деталь, что приведет к невозможности ее использования.
При выборе данного параметра учитывается множество факторов. Это толщина заготовок, а также одинаковая она или нет. Нужно знать положение сварки и вид используемого шва. Здесь же необходимо учитывать особенности металла, с которым ведется работа. Несмотря на то, что для каждого шва катет подбирается индивидуально, имеются общие принципы его выбора. В частной сфере эта практика практически не применяется, так как нет необходимости в работе со сверх нагрузками, но все равно все стараются создать как можно большую площадь сцепления, чтобы при этом не навредить заготовке.
Когда свариваются детали с одинаковой толщиной стенок, то катет задается по кромке. Но периодически случается и так, что заготовки имеют различную толщину, благодаря чему катет сварочного шва подбирают на основании более тонкой заготовки.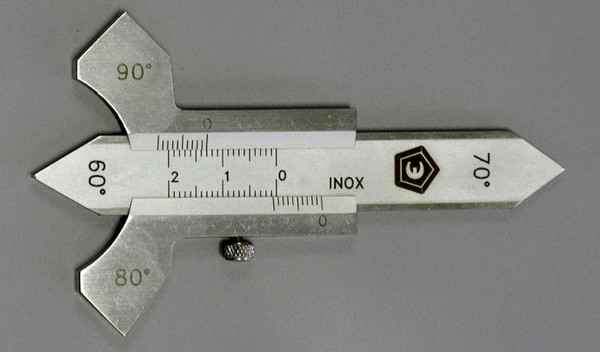 Правильный выбор его расположения и размерности является очень важным и ответственным делом. При грамотном подборе он сможет обеспечить максимальную мощность. Если размерность окажется меньше, чем нужно, то прочность шва будет слишком слабой. Если она окажется больше, то это может привести к деформации заготовки. Катет сварного шва должен соответствовать ГОСТ 5264-80.
Правильный выбор его расположения и размерности является очень важным и ответственным делом. При грамотном подборе он сможет обеспечить максимальную мощность. Если размерность окажется меньше, чем нужно, то прочность шва будет слишком слабой. Если она окажется больше, то это может привести к деформации заготовки. Катет сварного шва должен соответствовать ГОСТ 5264-80.
Виды швов
| Виды | Описание |
| Стыковой | Один из самых распространенных вариантов. Это простое соединение двух металлических изделий, которые подогнаны друг к другу встык. Оно выполняется как со скосом кромок, так и без него данный тип соединения чаще всего производится в горизонтальной позиции. |
| Тавровой | Данная разновидность предполагает соединение заготовок, находящихся друг к другу перпендикулярно, или же «Т» образно. Шов может находиться как с одно стороны, так и с двух. Часто используют положение под наклоном, чтобы металл ванны не растекался, а находился между бортов заготовок. |
| Угловой | Данный тип предполагает соединение под определенным углом. Как правило, это задается особенностями конструкции. Здесь нужен скос кромок, чтобы была максимальная глубина приваривания |
| Внахлест | Данная разновидность предназначена для сварки листов, толщина является относительно небольшой. Проварка осуществляется с двух сторон. |
Геометрия сварного шва
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
Схема обтачивания сварного шва
- E – ширина полученного шва;
- T – толщина созданного шва;
- B – зазор между свариваемыми деталями;
- H – глубина залегания области проварки;
- S – толщина используемой заготовки;
- Q – размер выпуклой части.

Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение. Тем не менее, важность из значения не становится меньше. Здесь выделяют:
Схема углового соединения
- K – катет шва;
- A – Величина толщины углового шва, к которой относится величина расчетной высоты и выпуклости;
- Q – выпуклость наплавленной области;
- P – расчетная высота, что должна соответствовать перпендикулярной линии, которая проводится из места наиболее глубокого проплавления к гипотенузе наибольшего прямого треугольника, который вписан во внешнюю часть шва.
Свойства
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности.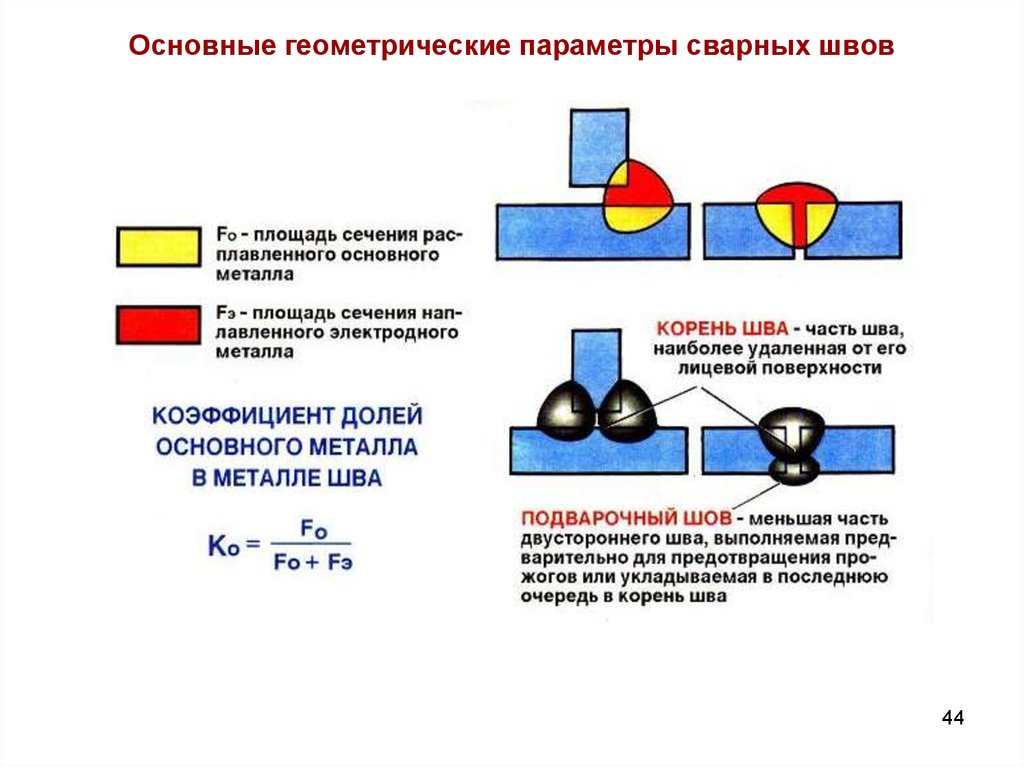 Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
Выбор катета шва
Расчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.
Схема чтения длины катета сварного шва
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
Как измерить катет сварного шва
Разобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.
Итоговый размер катета соединения и будет искомой величиной.
Схема определения катета сварного шва
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
инструкция, формула и система, оценка результата
Сварочный шов имеет много параметров такие, как высота усилия, ширина, длина или толщина. Разность этих параметров появляется из-за того, что швы бывают разные, например угловые или прямые, а эти два делаться ещё на много других под видов.
Но нас интересует как рассчитать катет сварочного соединения, во всем этом нам и помогут все перечисленные характеристики.
Вам кажется, для чего так глубоко залазить в геометрию, это же сварка, но все не так легко, расчёт катета позволит вам на много поднять уровень соединения, и достигнуть нужного результата.
Но на этом этапе много кто сталкивается с проблемой того, что даже не знает что такое катет шва и как его рассчитать. И тем более как его померить, и для чего вообще все это необходимо при работе со сваркой.
Наша статья хочет приоткрыть занавес на такие популярный вопрос, как же все таки провести расчет катета шва от толщины металла.
Даже для начинающих сварщиков будет достаточно прочитать нашу статью, что бы во всем хорошо разобраться, и применить свои знания на практике, с неплохим успехом.
Содержание статьиПоказать
- Информация для общего сведения
- Система расчёта катета сварочного шва
- Характеристики хорошо исполненного шва
- Итог
Информация для общего сведения
Итак мы начнем с того, что все таки такое катет соединения, для чего он существует и зачем вообще нам его рассчитывать? Это на самом деле катет того треугольника, в который может влезть продольное сечение.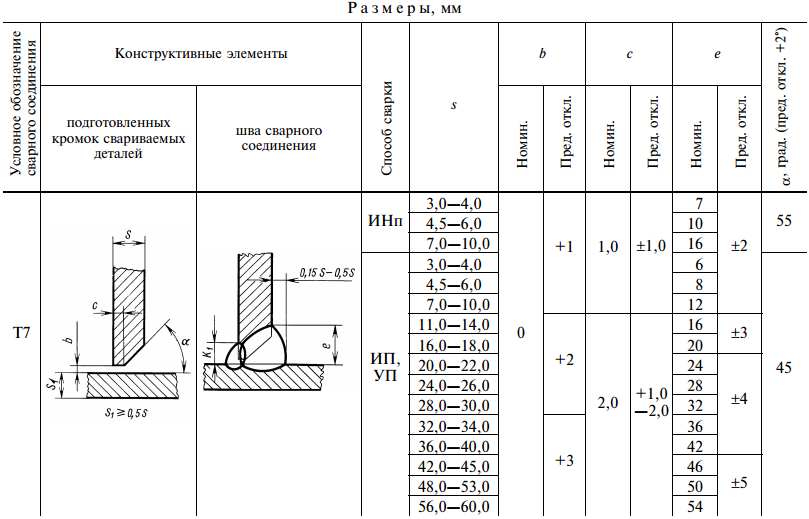
Влезть конечно не фактично. Но все же вопрос «Зачем это делать?» остаётся у всех, зачем в принципе рассчитывать это для угловых соединения или прямых, швов внахлест или торцовых.
Вы должны знать о том, что на рынке можно найти специальное механическое приспособление, такую себе линейку, но вы все советуем научиться делать такие расчёты самостоятельно, это значительно поднимет ваш профессионализм, и вы обретете новый навык.
Такие расчёты ещё могут показать вам уровень качества сделанного вами соединения, ведь качество это первое в списке приоритетов у мастера, что приступит к такой не простой работе.
Вам не удастся сделать катет шва если вы работаете с большой конструкцией, это не решит вопросов того, что шов может оказаться не надежным. Иногда визуально он может казаться достаточно стойким и качественным, но на самом деле потом подвести вас.
Новичкам может показаться что такую проблему решить не сложно, наплавил побольше и готово, но это далеко не так и большая ошибка.
Пока вы наплавляете горы металла, то поверхность детали все сильнее оказывается под действием температуры, что приведет к неизбежным дефектам как окисление, искривление и коррозии в будущем, и конечно все это сделает качество соединения значительно ниже.
Такое расчёт будет полезен если вам нужно подсчитать смету, то есть на предприятии, или даже на большим домашнем строительстве.
Померять катет вы сможете практически безошибочно подсчитать нужное количество расходных материалов, сил, уже не придется экстренно докупать что-то, когда вы поймете, что шов оказался слишком тонким или узким.
Ещё расчёт будет хорошим вариантом если вам предстоит работа с металлами разной толщины. Если вам приходиться сваривать металлы из рода толстых и тонких просто подсчитайте и не возникнет проблем. Для таких расчётов учитывают параметры тонкого металла.
Если вы прислушаетесь к нашему совету и подсчитает, то ваш шов никогда не получиться слишком узким.
А это дорогого стоит в тех случаях когда предстоит ответственная работа с проблематичной металлической конструкцией, которую после будут дотошно проверять.
Особенно полезен будет такой расчёт при работе со швами на углах, ведь именно там чаще всего возникают трещины, коррозии, деформации.
Обман часто в том, что визуально сваренный элемент выглядит прочно, но когда её приводят в использования о не просчитанные фрагменты могут серьёзно подвести. Рассчитывать катет действительно стоит. А про то как это сделать правильно читайте ниже.
Система расчёта катета сварочного шва
В интернете вам удастся найти очень много разнообразных формул по которым советуют рассчитывать катет соединения.
Формулы разнообразные поскольку работают по различным видам швов, как тавровые, соединения внахлест, прямые, швы на углу. И это далеко не все типы, а каждый имеет ещё большее развёрнутую классификацию.
То есть каждый отдельный шов нужно расчитывать по специальной формуле в общей массе это близка дюжины формул, если мы возьмём в расчёт все нюансы.
Но, как вы понимаете, это слишком большой объём информации и вместит его в регламент одной статьи невозможно.
Но мы расскажем про то как посчитать самый известный и часто используемый тип соединения-мы будем считать по ширине шва. Ниже вы можете видеть нужную нам формулу:
Такая вот простая формула. Она позволяет легко подсчитать размер катета углового шва. А далее все ещё проще катет углового соединения это и есть значение катета треугольника который сможет вписаться.
Ещё мы вам расскажем как произвести расчёт катета шва от толщины. Но тут не нужно даже элементарных формул, будет достаточно взят толщину по наименьшему участку и это число и будет вашим показателем.
Примеры выходят элементарные если мы имеем металл, толщина которого 4 миллиметра и мы должны его сварить, то нужно посчитать катет по толщине.
Тогда оцениваем правда ли толщина 4 миллиметра по всей площади поверхности и делаем вывод, что толщина 4 миллиметра.
Рассчитывать катет сварочного соединения от толщины удобно когда вы собираетесь варить с помощью нахлёстанного шва или диалектные, тонкие участки.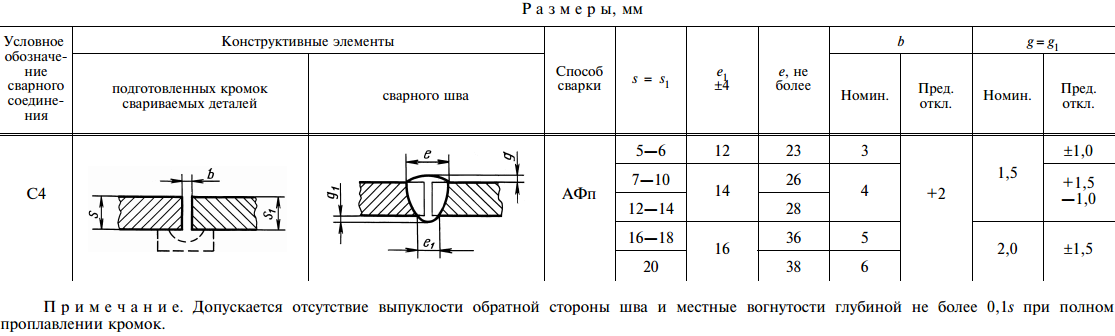 А если ваша деталь внушительно толстая то найдите 40 процентов от показателя.
А если ваша деталь внушительно толстая то найдите 40 процентов от показателя.
Ниже мы нашли для вас схему наименьших катетов сварочных соединения для тавровых соединений.
Оно послужит вам если нет времени долго рассчитывать, или в таблице просто уже имеются точные данные под ваши параметры. Добавьте её и попробуйте использовать в работе.
Характеристики хорошо исполненного шва
Выше вы уже прочитали как посчитать катет сварочного соединения. Это будет большим плюсом, но все же для качественного соединения только этого мало. У сварочного шва есть свои параметры не считаться с которыми вам не удастся.
На первом месте должна быть однородность шва по всей его длиннее, не должно быть наплывов и не проваров, или каких-то «змеек» все должно быть красиво и аккуратно. Внимательно следите за тем, что вы делаете и как, старайтесь все сделать аккуратно.
Вам что-то моет показаться пустяком, а позже конструкция просто может рухнуть, и хорошо если не кому-то на голову. Ширина шва должна быть одной по всей длине.
Ширина шва должна быть одной по всей длине.
Если соединение где-то шире где-то уже, то возникнут точки опоры, и эту точку не смогут вынести веса конструкции, она начнет пускать трещины и позже может рухнуть.
Ещё важно наблюдать чтобы ваше соединение было на достаточной глубине. Важно равномерно заваривать на глубину или могут пойти внутренние трещины.
На заводах производиться профессиональный расчёт всех этих характеристик. Сварщики до миллиметров рассчитывают глубину ширину, длину. И зачастую используют все перечисленные нами техники работы с расчётами.
Конечно любитель или совсем новичок может не усложнять и так непростое для себя задание сварки подобными расчётами, но понимать азы очень важно, вы должны знать как все это должно выглядеть в идеале.
Чем сильнее похожи между собой заготовленные делали для сваривания тем лучше.
Естественно есть и такие способы сварки которые работают по сваривании неподобных металлов, химический состав которых совсем разный, но все равно соединение таких металлов не будет очень прочным что бы вы с ним не делали.
Для хорошего результата вам нужно что бы была правильная сила тока, качественное профессиональное оборудование, если вы не новичок в этом деле, ещё важно приобрести качественные расходные материалы, в первую очередь электрод, потому что именно они формируют шов.
Только если вы можете обеспечить такие условия работы подсчет катета соединения будет полезен для вас.
Вы можете просчитать все до миллиметров, но при этом работать на старом, не исправном оборудовании или с не качественными электродами с которых так и сытиться шлак, то результат никогда не будет крепким.
Итог
Важно производить подсчет катета соединения исходя из толщины или его ширины. Но это только часть того, что должно быть в своем инструментарии работы со сваркой металлов.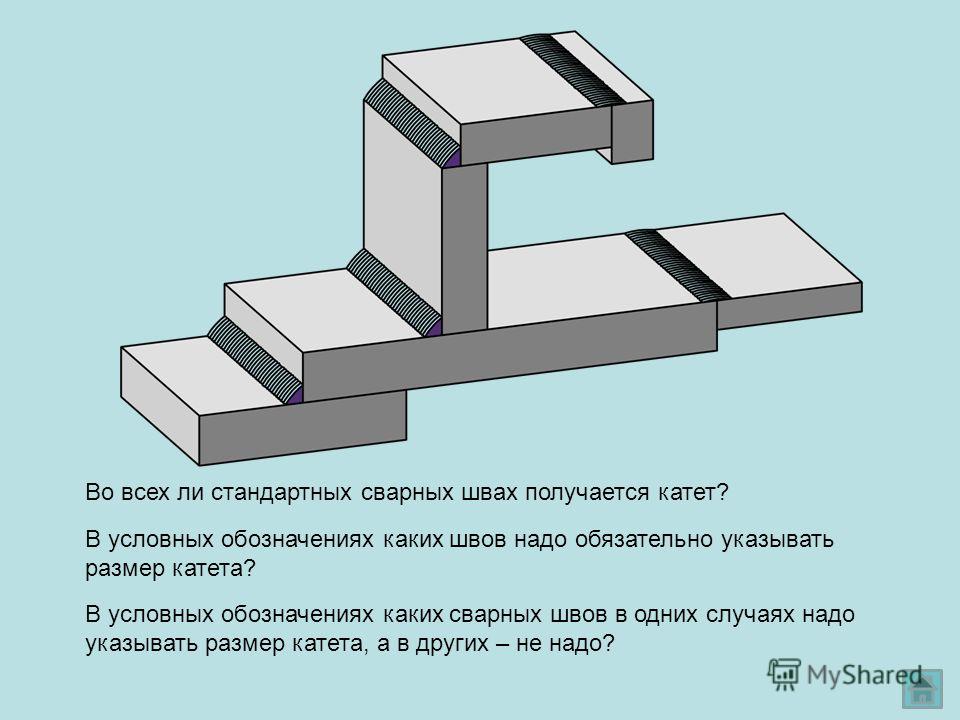 Ещё важно ориентироваться в видах сварки, видах аппаратов и расходных материалов.
Ещё важно ориентироваться в видах сварки, видах аппаратов и расходных материалов.
Конечно не мало решает ваш опыт, вы можете прочитать сто книг и ваш результат на практике может быть посредственным. А можете не прочитать не единой и при этом владеть техникой просто учась на своих ошибках.
Но конечно хорошо совмещать теорию и практику, тогда результат будет хорошим. Если вы будете знать наименьший катет соединения, то сможете посчитать характеристики его качества.
Но помните и про другие правила, вы должны купить хорошие расходные материалы, как например стержни, хорошо настроенный аппарат это половина дела, и конечно работайте аккуратно и точно, лучше потратить пол часа больше чем потом переделывать целый день.
Если у вас нет достаточного опыта, то не переживайте, все придёт и вы не будете отставать. Главное чтобы вас это интересовало и был видим минимальный прогресс.
Если вам уже приходилось подсчитывать катет шва, то напишите о том в комментариях, поделитесь своим опытом, новички, что читают нас, будут очень благодарны.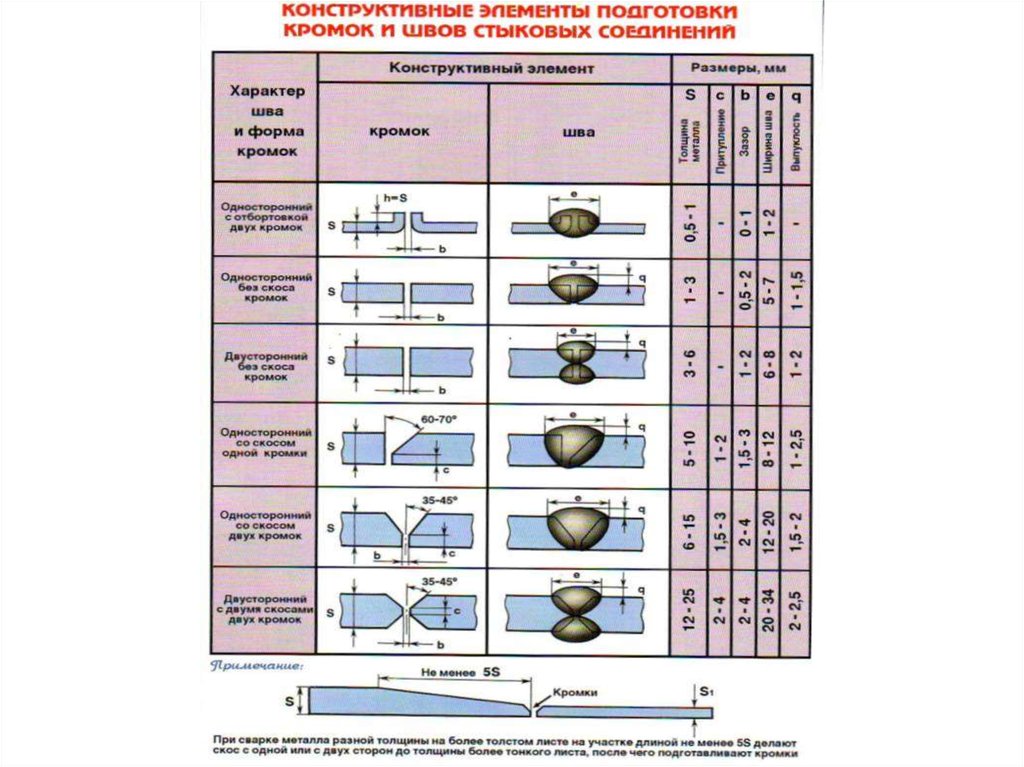 Желаем удачи и крепких соединений!
Желаем удачи и крепких соединений!
Что такое катет сварочного шва? Как рассчитать и измерить катет сварного шва
Содержание
- Что такое катет шва при сварке и какие критерии его контроля?
- Особенности стыкового и углового соединения заготовок
- Разновидности швов и геометрия стыков
- Катет в сварочном соединении
- Геометрия сварочного шва
- Оптимальная геометрия углового шва
- Виды швов в процессе сварки
- Свойства качественного шва
- Критерии выбора катета сварочного стыка
- Влияние катета на геометрические параметры углового шва
- Размер катета углового шва
- ГОСТ катетов стыковых швов
- Геометрия сварного шва
- Свойства
- Выбор катета шва
- Как измерить катет сварного шва
- Как рассчитать катет сварного шва
- Как провести расчеты катета сварочного стыка
- Как рассчитать катет с учетом толщины исходного материала
- Расчет размера катета с применением математических формул
- Как вычислить размер катета для соединения 1 м
- Другие способы визуального вычисления катета
- Влияние скорости и режима сварки
- Зачем нужен расчет катета
- Как контролировать процесс
- Последствия неправильного вычисления сварного катета
- Нормативные документы
- Влияние скорости и режима сварки
- Оптимальная геометрия углового шва
- Ошибки при неверном вычислении катета сварного шва
- Вместо заключения
Что такое катет шва при сварке и какие критерии его контроля?
Сварочные соединения характеризуются несколькими параметрами. К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
К ним относятся: наличие полостей, толщина, выпуклость ширина и др. В зависимости от вида стыка – прямого или углового, существуют различные критерии и параметры.
Для прямоугольного соединения одним из главных показателей является катет сварного шва. Этот критерий определяет прочностные характеристики соединения, площадь нагрева деталей при варке и т.д.
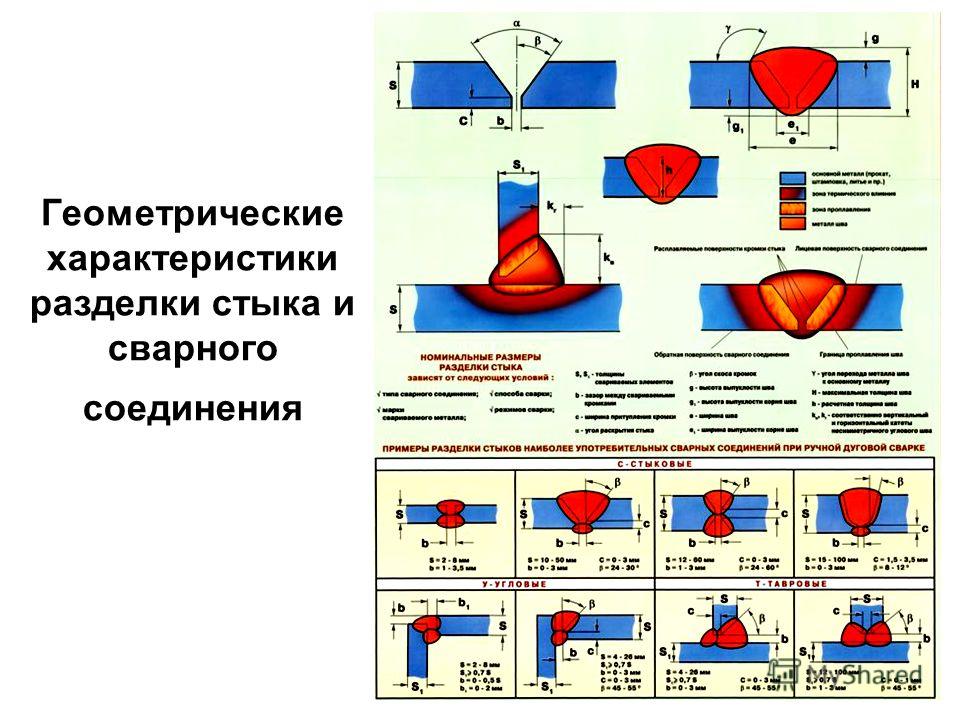
Особенности стыкового и углового соединения заготовок
Основные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.

Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
Разновидности швов и геометрия стыков
Соединяемые детали ориентируют одну относительно другой по-разному.
В зависимости от этого различают 3 вида швов:
- Стыковой. Детали расположены в одной плоскости, торцы их стенок упираются один в другой.
- Нахлесточный. Шов используют при том же расположении деталей, если их малая толщина (менее 8 мм) не позволяет применить стыковой вариант. Элементы накладывают один на другой с нахлестом в 2 мм и приваривают с обеих сторон вдоль кромки.
- Угловой. Его применяют в крестовидных, Г- и Т-образных стыках. Детали могут располагаться с отклонением от прямого угла, например крестообразное соединение вида «Х» вместо «+».
 Детали расположены в одной плоскости, торцы их стенок упираются один в другой.
Детали расположены в одной плоскости, торцы их стенок упираются один в другой.Различают лобовой и фланговый нахлесточные швы. Первый выполняют привариванием накладываемой детали вдоль торцевой кромки, второй — вдоль боковых по обеим сторонам.
Параметры сварных швов.
Кроме катета, геометрия сварного шва характеризуется еще рядом параметров.
Основными являются:
- Ширина. Максимальный размер по горизонтали.
- Высота. То же по вертикали.
- Выпуклость или вогнутость. Расстояние от поверхности деталей до наивысшей точки наплавки.
- Глубина провара. Расстояние по вертикали от поверхности деталей до нижней точки расплавленного металла.
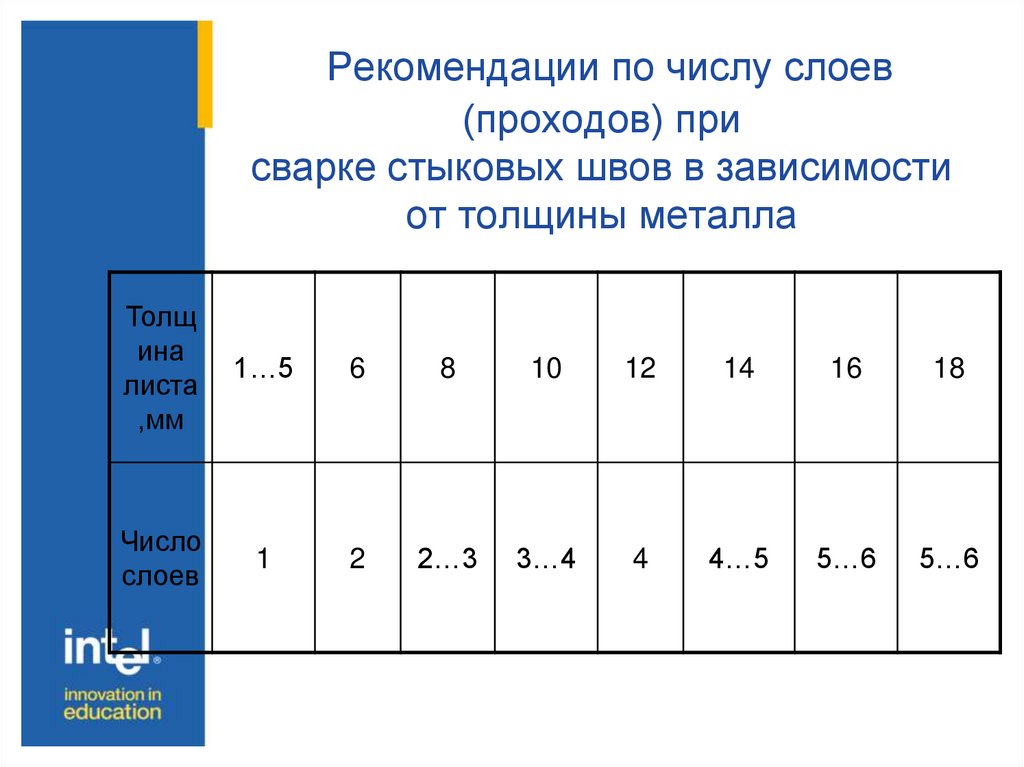
Глубинную часть шва называют корнем. Он прилегает к нерасплавленному металлу. Проваривание корня — наиболее ответственный этап при соединении массивных заготовок. Швы в таких конструкциях делают в несколько подходов.
Сначала формируют корень, стараясь ровно и без дефектов приварить кромки электродом диаметром 3 мм. Затем более толстым набирают усиление необходимого объема.
Длина сварного шва.
Катет в сварочном соединении
Швом называют зону сплавления 2 деталей. Здесь имеется усиление, образованное материалом электрода. Его называют наплавкой.
Для понимания того, что такое катет сварного шва, необходимо представить поперечный разрез углового соединения. На нем наплавка имеет форму равнобедренного треугольника с выпуклым или вогнутым основанием.
Боковые стороны являются прямыми и прилегают к поверхностям свариваемых деталей.
 Длина каждой из них – это катет углового шва.
Длина каждой из них – это катет углового шва.Данный параметр характеризует:
- Прочность конструкции. С увеличением размеров усиления, а значит, и его катетов, возрастают объем наплавки и площадь ее прилегания к деталям. Соответственно, повышается стойкость соединения к нагрузкам.
- Качество шва. При соблюдении технологии оба катета равны. Невыполнение этого условия свидетельствует об отклонении дуги в сторону, в результате чего одна из заготовок удерживается слабо. По этой причине снижается прочность конструкции.
В серийном производстве требуется обеспечить необходимый минимальный катет, с тем чтобы не ослабить изделие и одновременно избежать перерасхода материалов и энергии. Это позволит снизить себестоимость продукции без ущерба для ее прочностных характеристик.
Геометрия сварочного шва
Геометрия стыкового соединения полностью описывается следующим набором параметров:
- ширина;
- толщина;
- зазор между заготовками;
- заглубление зоны проварки;
- возвышение области наплавки над плоскостью заготовок.

При сварке под углом применяется модифицированный набор параметров:
- катет сварного шва;
- толщина зоны наплавки, равная сумме расчетной высоты и возвышения;
- возвышение зоны наплавки;
- расчетная высота.
Расчетная высота — длина отрезка, восставленного перпендикулярно к гипотенузе валика из точки максимальной проплавки.
Оптимальная геометрия углового шва
Качество и прочность шва будет зависеть от того, насколько симметрично соединение. Смещения в стороны, слишком большое углубление или выпуклость неприемлемы. В разрезе шов должен представлять собой идеальный треугольник с одинаковыми сторонами и равномерно выгнутой гипотенузой (выпуклостью).
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится. Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок. В таком случае изделие также не качественно. Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно. Этот дефект возникает вследствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость). Такой результат свидетельствует о получении надежного качества изделия.
При слишком большой скорости движения электрода возникнет так называемый непровар металла. Если двигаться очень медленно, то детали можно прожечь насквозь.
Виды швов в процессе сварки
Место стыковки частей металлических деталей называется сварочным швом. Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва. Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины. Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину. И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов. Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Критерии выбора катета сварочного стыка
Длина сварного шва вычисляется в отдельности для каждого из подлежащих спайке элементов. Полученный результат напрямую зависит от ряда характеристик:
- толщина соединяемых друг с другом деталей;
- материал, из которого выполнены заготовки;
- тип соединения — одно- или двухстороннее в зависимости со скольких сторон проваривается угол;
- технические характеристики расходных материалов, в частности проволоки и электродов.
Для обеспечения нужной прочности важно правильно определить размеры валика. Недопустимой считается завышенная или минимальная длина сварного шва, она должна соответствовать действующим нормам.
Влияние катета на геометрические параметры углового шва
Кроме прочностных показателей катет углового сварного шва влияет на правильность геометрии создаваемых соединений:
- когда одна из сторон стыкового соединения слишком вытянута, то это является признаком того, что только на одну заготовку наложен расплав, а вторая заготовка прикреплена плохо. Поэтому важно чтобы с обеих сторон катеты были одинаковыми. Дефекты такого характера возникают из-за смещения дуги вправо или влево;
- растянутый и плоский валик указывает на то, что расплавившийся металл хаотично растекся по поверхности деталей. Это тоже считается браком, образующимся из-за чрезмерно короткой дуги;
- при очень коротких катетах на стыковых соединениях образуются большие выпуклости. Такие дефекты возникают при длинной дуге, металл при этом застывает сверху и даже при небольших нагрузках сразу же появляются трещины.
Чтобы получить идеальный вариант сварного шва наряду с контролем за геометрическими параметрами нужно также соблюдать технологию сваривания.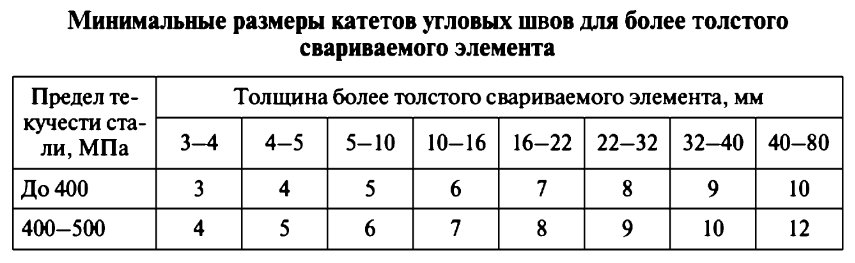 Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Дуга после зажигания должна находиться строго по центру создаваемого стыка. Оптимальной считается длина дуги, когда она составляет 1-1,5 исходя от диаметра электрода.
Скорость движения и форму сварочной ванны необходимо контролировать. Ванна должна иметь овальную форму. Если визуально она напоминает круг или слишком вытянута, то это прямой признак неправильности сварного процесса. Непровары металла возникают вследствие высокой скорости перемещения электрода. Когда скорость очень низкая, то высока вероятность появления прожогов металла.
Каждый из указанных выше факторов крайне важен в сварочном процессе. Но при соблюдении техники сваривания и зная каким должен быть размер катета сварного шва не сложно выполнить качественные стыковочные соединения, обеспечивающие надежность и долговечность любой конструкции.
Размер катета углового шва
Надежность сварного стыка зависит от его толщины и длины. Эти размерные величины должны быть достаточными, чтобы выдерживать заданные нагрузки.
 Согласно расчетной нагрузке выбирают катет углового шва.
Согласно расчетной нагрузке выбирают катет углового шва.Экспериментальным путем были разработаны специальные приспособления, определяющие характеристики будущего углового соединения. Наиболее распространенным прибором является сварочный шаблон. При его создании прибегли к известным законам геометрии, согласно которым произвели расчет катета сварного шва.
Схема определения катета сварного шва
Применяя шаблон на практике, придерживаются таких условий:- для соединения листов, имеющих толщину меньше 4 мм, катет углового шва принимают равным этой величине;
- при больших поперечных размерах металла за необходимую величину катета сварочного шва берут 40% от толщины деталей плюс 2 мм к получившейся цифре.
Слишком большой катет брать нерационально. Это, возможно, и приведет к усиленной прочности, но скажется негативно на других факторах:
Таблица минимальных катетов углового шва
- увеличит расход материала;
- поднимет стоимость строительных работ;
- спровоцирует деформацию изделия.

Наружный контроль качества сварного соединения выполняется двумя способами – разрушающим и неразрушающим. При неразрушающем контроле применяют сварочный шаблон, с помощью него визуально определяют наличие дефектов. А для обнаружения внутренних дефектов используют метод внутреннего контроля, который проводят при помощи ультразвуковых и рентгеновских приборов.
ГОСТ катетов стыковых швов
Чтобы в процессе эксплуатации металлоконструкции выдерживали возлагаемые на них нагрузки все присутствующие на них шовные соединения должны соответствовать нормативным показателям.
Основным документом, регламентирующим размеры сварных соединений, а также типы и характеристики конструктивных элементов металлоизделий является ГОСТ.
Здесь четко указано, что при необходимости состыковать разные по толщине детали соединять их можно таким же образом, как и заготовки с равной толщиной. Только при этом разница между двумя показателями не должна превышать нормативных значений.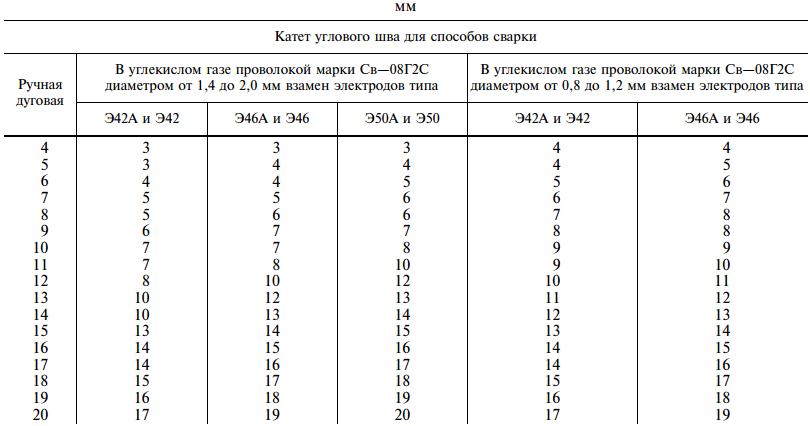
В одном из пунктов ГОСТа обусловлены допустимые смещения кромок по отношению друг к другу и установлены четкие параметры смещений в соответствии толщины заготовки. В приложении к документу описаны все возможные минимальные размеры катетов, которые в обязательном порядке следует учитывать при сваривании металлоконструкций.
Геометрия сварного шва
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
Схема обтачивания сварного шва
- E – ширина полученного шва;
- T – толщина созданного шва;
- B – зазор между свариваемыми деталями;
- H – глубина залегания области проварки;
- S – толщина используемой заготовки;
- Q – размер выпуклой части.
Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение. Тем не менее, важность из значения не становится меньше. Здесь выделяют:
Схема углового соединения
- K – катет шва;
- A – Величина толщины углового шва, к которой относится величина расчетной высоты и выпуклости;
- Q – выпуклость наплавленной области;
- P – расчетная высота, что должна соответствовать перпендикулярной линии, которая проводится из места наиболее глубокого проплавления к гипотенузе наибольшего прямого треугольника, который вписан во внешнюю часть шва.
Свойства
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
Выбор катета шва
Расчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
Как измерить катет сварного шва
Разобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
Как провести расчеты катета сварочного стыка
Что такое катет шва в сварке и каким образом он влияет на технические характеристики полученных в процессе сваривания изделий можно понять по выше изложенному материалу. Поэтому сомнения по поводу проведения вычислений этого параметра лишние.
Значения сварочных соединений и показатели их прочности в промышленных условиях вычисляют математическим путем, применяя для этого специальные формулы.
В бытовых условиях измерения можно выполнить с помощью готового специализированного шаблона-катетометра. Это состоящий из калиброванных пластин прибор. Перпендикулярно к линии стыка поочередно прикладывают каждую пластинку, результат определяется по той, которая плотнее всех прилегает к поверхностям.
Если под рукой у мастера нет катетометра, то вместо него можно использовать угольник и штангенциркуль. К одной из заготовок прикладывается угольник, при этом его вершина должна опираться в вершину полученного при сваривании валика. К другой вершине нужно опустить щуп штангенциркуля. Измерение катета сварного шва выполняется по вылету щупа, который равен вычисляемой длине.
Здесь следует обратить внимание на то, что при наличии длинных шовных валиков на проверку уходит достаточно много времени, а сами измерения не обладают высокой точностью.
Как рассчитать катет с учетом толщины исходного материала
Чтобы безошибочно вычислить размер катета сварного шва от толщины металла требуется линию треугольника выбирать с учетом габаритов самих изделий, вида и положения спая. Для каждой детали индивидуально происходит подбор, но при этом обязательно необходимо руководствоваться общими принципами.
Чтобы соединение было надежным и основательным, обе одинаковые по длине стороны треугольника должны находиться перпендикулярно одна к другой.
Сами спаи могут быть разными:
- стыковые: с односторонним, криволинейным, V или X-образным скосом, или вообще без скоса кромок;
- выполненные внахлест;
- торцевые;
- угловые: не меньше 30° должен быть угол, двух- или односторонние с ровными кромками, с двумя или одним скошенным краем;
- тавровые: со скосами (одним или двумя) или без них, с прямым или острым углом, одно- и двухсторонние.
Среди перечисленных выше типов состыковок расчет катета сварного шва от толщины металла допустим только для тавровых, нахлесточных и угловых.
Если необходимо состыковать разные по габаритам элементы, то следует катет сварного шва принимать по наименьшей толщине свариваемых деталей.
В случаях, когда сильным нагрузкам сваренная конструкция подвергаться не будет, то габариты шовного соединения можно определить по толщине материала. Например, при соединении элементов с толщиной каждого около 4-5 мм приблизительный катет не должен превышать 4 миллиметров. Если заготовки более толстые в пределах 5-6 мм, то максимальным показателем является 5 мм.
Вычисление размеров катета важно на предприятиях и заводах при серийном производстве металлоконструкций. Имея в наличии необходимые значения можно избежать брака, а также в разы сократить производственные затраты.
Расчет размера катета с применением математических формул
Известно множество математических способов для того как рассчитать катет сварного шва. Практически для каждого типа стыков существуют отдельные формулы и при необходимости их без особых проблем можно найти в интернете на специализированных сайтах, как собственно и таблица катетов сварных швов находится в открытом доступе для пользователей.
Если рассматривать валик как треугольник, то квадрат катета в нем аналогичен объему наплавки. Например, когда 10 мм составляет длина спая и при этом всего на 1 мм увеличен катет (К), то на целых 20% потребуется больше затратить проволоки.
При состыковке деталей толщиной до 4 миллиметров внахлест К должен равняться 4 мм. При высшем значении необходимо вычислить от толщины 40% и добавить 2 мм к полученному результату.
Но перед тем как выбрать катет сварного шва нельзя забывать о том, что угловые швы бывают нескольких разновидностей:
- нормальные, на которых нет вогнутых и выпуклых участков. В данном случае катет аналогичен толщине металла;
- вогнутые. Здесь катет сварного шва минимальный и составляет 0,85;
- выпуклые. Чтобы узнать какова оптимальная толщина сварного катета расчет осуществляется по формуле: К = S x cos45°. Символ S обозначает ширину спая, а cos45° — это постоянная величина, составляющая 0,7071;
- специальные, в которых треугольник валика не разносторонний.
Чтобы с максимальной точностью вычислить катет сварочного шва в зависимости от толщины металла одних только математических действий будет недостаточно. Особое значение отводится текучести свариваемого металла и технологии, посредством которой проводятся сварочные работы.
Тем, кто не может выполнить быстрые расчеты и затруднятся как выбрать катет сварного шва таблица 1 в разы упростит работу.
Для материалов с другими пределами текучести металла при необходимости рассчитать минимальный катет сварного шва таблица 2 также будет полезной для применения в работе.
ВАЖНО! Полученный при математических вычислениях результат необходимо дополнительно сверить с выдвигаемыми к геометрии шовных соединений требованиями ГОСТа 5264-80, ГОСТа 11543-75 и другими нормативными материалами.
Как вычислить размер катета для соединения 1 м
При выполнении сварочных работ в домашних условиях достаточно измерить превышающую толщину материала на 1-1,15 мм сторону и примерно определить по ней катет сварного шва, таблица с готовыми параметрами также станет хорошим помощником начинающим сварщикам. Но выполненные таким образом расчеты довольно условные, основанные на предпосылках.
Работающим на крупных промышленных предприятиях профессиональным сварщикам не нужно объяснять, что такое катет при сварке шва и какова его важность. Главной целью проектных расчетов при массовом производстве объектов и конструкций из металлических сплавов является определение подходящего размера спая по отношению к конкретным показателям осевого напряжения и растяжения материала.
Для расчета размера наплавленной присадки соответственно нагрузки на растяжение применяют следующую формулу: L = F/ ρ x [ρ], в которой L – длина наплавленного спая, F — будущая нагрузка на сварочное соединение, которой шов будет подвергаться, Ρ — максимально допустимая нагрузка на стык в процессе эксплуатации готового изделия.
Для вычисления по осевому напряжению приемлемой протяженности существует другая формула:
L = F/0,7K x ρ
Как определить катет сварного шва из этой формулы? Путем простых математических действий можно вывести новую формулу, по которой
К = 0,7 х L х ρ
Учитывая то, что нам необходимо определить габариты катета для одного метра шовной наплавки, то конечный результат будет
К = 0,7 х ρ
Если внимательно проанализировать приведенный порядок расчета, очевидным становится вывод — размер катета напрямую зависит от значений допустимой нагрузки на соединительный шов. Узнать допустимые нормы нагрузок при сваривания разными методами можно с помощью специальных таблиц.
Уже на этапе разработки проектной документации необходима толщина сварочного шва, расчет показателя выполняется с учетом:
- класса и разновидности сварки;
- марки используемых электродов;
- допустимой действующими нормами нагрузки;
- показателей осевого напряжения и растяжения;
- высоты усиления сварного шва.
На основании этих значений создается чертеж соединительного стыка, уточняются размеры и технические характеристики стыкуемых элементов. Также в процессе проектирования конструкции исчисляется катет шва по наименьшей толщине свариваемых деталей, что дает возможность оптимизировать себестоимость и повысить качество сварочного процесса.
Другие способы визуального вычисления катета
Существует несколько эффективных методов как измерить катет сварного шва, сущность которых состоит на физических принципах. К таковым относят ультразвуковой контроль, дефектоскопирование, просвечивание стыков рентгеновскими и гамма-лучами, радиографический способ.
Капиллярным методом и магнитным зонированием иногда проводят определение катета сварного шва. Но такие способы весьма затратные, поскольку для контроля необходимы дорогостоящие реактивы и аппаратура.
Есть еще специальные компьютерные программы, позволяющие быстро выполнить необходимые расчеты и получить точные показатели. В данном случае потребуется предварительно измерить геометрические характеристики сварочного стыка. Сделать это можно с помощью универсальных шаблонов визуальным путем:
- прибор Красовского УШК-1. Применяют для замеров зазоров между свариваемыми деталями, габаритов стыковых, тавровых и нахлесточных соединений;
- измерительное устройство УШС-2. Это комплект шаблонов, которыми катет сварки определяется по выпуклой гипотенузе с диапазоном 4-14 миллиметров;
- прибор УШС-3. Процесс измерения с ним более сложный. С его помощью проверяются показатели углов разделки швов, высота сварного шва и смещение между соединяемыми элементами;
- шаблон, оснащенный измеряющим Маршака-Ушерова УШС-4. Предназначен для проведения промеров корня шва, углов и размера катета. Среди всех приборов считается наиболее универсальным.
Не стоит недооценивать определение «что такое катет сварного шва», потому что от него прямо зависит качество работ, прочность соединительного стыка и всей конструкции в целом.
Визуальный метод получения геометрических значений не требует особых навыков и применения дорогостоящего оборудования, а также является наиболее финансово доступным способом проверки сварных изделий на соответствие поставленному техническому заданию.
Влияние скорости и режима сварки
Существует зависимость конфигурации поперечного сечения шва от параметров процесса:
- С увеличением силы тока при неизменном напряжении возрастает температура, поэтому глубина провара становится большей. Но при избыточном ампераже возможно прожигание металла.
- Рост напряжения при постоянной силе тока приводит к увеличению катета. При избытке возможен непровар.
- При увеличении скорости движения электрода снижается температура нагрева металла. Уменьшаются ширина шва и глубина провара. При скорости свыше 50 м/ч недостаток температуры приводит к образованию дефектов, делающих шов непрочным.
- Вязкость материала электрода влияет на форму усиления. Чем она выше, тем более выпуклой становится наплавка.
Зачем нужен расчет катета
Зачем нужно делать расчеты катетов углового сварного соединения, если можно просто сделать наплавку побольше? На какие нюансы влияет величина этого значения?
- С учетом такого параметра изменяются все другие прочностные характеристики. Нельзя просто сделать катет как можно большим, хотя на первый взгляд и кажется, что так соединение будет более прочным.
- При большей ширине охвата возрастает площадь нагревания деталей и объем расплавленного металла. В итоге это может привести к деформации всего изделия.
Слишком широкие швы увеличивают затраты расходных материалов, что недопустимо, особенно при массовом производстве.
- Также расчет катета важен, например, при сварке деталей разной толщины, тонкостенных и толстых конструкций. В этом случае нужно учитывать параметры более тонкой заготовки.
- Слишком узкие швы не обеспечивают должной прочности всего соединения и изделия. Особенно это учитывается при сварке несущих конструкций и перекрытий, которые будут испытывать постоянные нагрузки.
Как контролировать процесс
Чтобы удостовериться в надежности сварного соединения, необходимо знать, как измерить параметры выполненного шва.
Наиболее прост и доступен способ с применением т.н. «катетометра». Понять, что это такое, поможет пример с более распространенным приспособлением. Для регулировки зазоров применяют набор щупов – прямоугольных пластин разной толщины, скрепленных в 1 точке.
Катетометр устроен схожим образом, только в пластинах со стороны угла сделаны вырезы, соответствующие профилю швов с разными катетами. Прикладывая их одну за другой к наплавке, сварщик подбирает подходящую.
При этом стороны плотно прилегают к поверхностям приваренных заготовок (располагаются перпендикулярно), кромка выреза – к усилению шва. На пластине выбита цифра, соответствующая катету.
Другой способ основан на применении более распространенных измерительных инструментов – угольника и штангенциркуля. Последний можно заменить линейкой.
Действуют в таком порядке:
- Угольник приставляют к одной из заготовок катетом так, чтобы второй был направлен параллельно другой детали. При этом инструмент должен касаться наплавки.
- Щупом штангенциркуля или линейкой замеряют ширину просвета между вторым катетом и другой заготовкой.
Приведенным методам присущи 2 недостатка:
- низкая точность;
- большие затраты времени при проверке длинных швов.
Более эффективны следующие способы:
- Дефектоскопия.
- Ультразвуковой контроль.
- Просвечивание шва рентгеновским и гамма-излучением.
- Радиография.
- Капиллярный метод.
- Магнитное зонирование.
Последствия неправильного вычисления сварного катета
Начинающие сварщики довольно часто припускаются ошибок в проведении расчетов, вследствие чего получают неправильные значения размеров катета. В случаях изготовления простых конструкций незначительные отклонения не представляют никакой опасности. Когда же ошибки допущены при создании габаритных несущих конструкций, то последствия могут быть непоправимыми. Поэтому задача первостепенной важности при сварочных работах — с безупречной точность рассчитать параметры стыков и в частности катет сварочного шва (что это такое более детально описано выше).
Любой излишек наплавления по линии соединения понижает прочность, вызывает разбрызгивание расплавленного металла, образование наплывов на поверхности деталей, а также повышает расход электродов и электроэнергии.
Но самой большой проблемой неверно выполненных расчетов является то, что даже при незначительных нагрузках конструкция начнет разрушаться и дальнейшая ее эксплуатация будет невозможной.
Нормативные документы
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул. Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты. Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
Влияние скорости и режима сварки
Существует зависимость конфигурации поперечного сечения шва от параметров процесса:
- С увеличением силы тока при неизменном напряжении возрастает температура, поэтому глубина провара становится большей. Но при избыточном ампераже возможно прожигание металла.
- Рост напряжения при постоянной силе тока приводит к увеличению катета. При избытке возможен непровар.
- При увеличении скорости движения электрода снижается температура нагрева металла. Уменьшаются ширина шва и глубина провара. При скорости свыше 50 м/ч недостаток температуры приводит к образованию дефектов, делающих шов непрочным.
- Вязкость материала электрода влияет на форму усиления. Чем она выше, тем более выпуклой становится наплавка.
Оптимальная геометрия углового шва
Кроме прочности такой параметр, как катет, влияет и на правильную геометрию сварного соединения.
Качество и прочность шва будет зависеть от того, насколько симметрично соединение. Смещения в стороны, слишком большое углубление или выпуклость неприемлемы. В разрезе шов должен представлять собой идеальный треугольник с одинаковыми сторонами и равномерно выгнутой гипотенузой (выпуклостью).
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится. Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок. В таком случае изделие также не качественно. Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно. Этот дефект возникает вследствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость). Такой результат свидетельствует о получении надежного качества изделия.
Получить шов с оптимальными геометрическими параметрами можно только соблюдая технику сварочного дела. После зажигания дуги она выдерживается точно по центру будущего соединения. Ее длина должна составлять 1-1,5 диаметра электрода. Угол наклона держателя составляет 60-80 градусов. Обязательно в процессе сварки нужно контролировать форму сварочной ванны и скорость движения. Отклонения недопустимы. Если ванна вытянулась или, наоборот, сформировалась в круг, это значит, что работа делается неправильно. Она должна быть слегка овальной.
При слишком большой скорости движения электрода возникнет так называемый непровар металла. Если двигаться очень медленно, то детали можно прожечь насквозь.
Соблюдая технику сварки со всеми необходимыми расчетами можно получить отличный сварной крепеж, который обеспечит надежную службу любого изделия.
Ошибки при неверном вычислении катета сварного шва
Неопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва. Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.
Вместо заключения
Измерение катета шва в зависимости от толщины металла или его ширины крайне необходимо, это всего лишь один из «инструментов» сварщика, такой же как сварочный аппарат или теоретические знания. Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Источники
- https://elton-zoloto.ru/metalloprokat/chto-takoe-katet-svarnogo-shva. html
- https://intehstroy-spb.ru/spravochnik/chto-takoe-katet-shva-pri-svarke-i-kakie-kriterii-ego-kontrolya.html
- https://forte-drilling.ru/tehspravochnik/katet-shva-pri-svarke.html
- https://svarkaved.ru/tekhnologii/shvy-i-soedineniya/raschet-kateta-shva-pri-svarke
- https://obrmetalla.ru/izmerenie-kateta-svarnogo-shva.html
- https://svarkaed.ru/svarka/poleznaya-informatsiya/rasschet-kateta-svarnogo-shva.html
- https://osvarka.com/shvy-i-soedineniya/katet-svarnogo-shva
- https://MetalListen.ru/oborudovanie/katet-shva-pri-svarke.html
- https://electrod-svel.ru/tehnika-svarki/chto-takoe-katet-svarnogo-shva.html
- https://WikiMetall.ru/metalloobrabotka/katet-svarnogo-shva.html
Катеты сварных швов: характеристика и свойства
Прочность сварного шва определяется несколькими факторами. Первый важный показатель — это режим сваривания двух металлических конструкций между собой. Вторым фактором является верно выбранный расходный материал. Третий параметр, определяющий прочность соединения металлической конструкции — это точные размеры катетов сварного шва.
Что такое катет
Данное название происходит от того, что если рассматривать сварочный шов в разрезе, то при его идеальном исполнении он будет выглядеть как равнобедренный треугольник. В этом случае катетом будет являться то расстояние, которое находится между концом шва одной детали и плоскостью другой детали. По своей сути катет сварочного шва и будет являться катетом такого равнобедренного треугольника, отсюда и название.
Итак, что такое катет, теперь ясно. Важно понимать, что от значения углового соединения будет сильно зависеть прочность соединения. Однако здесь важно не заблуждаться. То, что катет сварного шва отвечает за его прочность, это вовсе не значит, что чем он толще, тем прочнее будет само соединение. В этом случае необходимо понимать, что слишком большое количество наплавляемых элементов приведет к ухудшению характеристик соединения. К тому же слишком большой расход электродов, газа, флюса и присадок сильно увеличит себестоимость проведения таких работ.
Геометрия стыка
По тем причинам, что были описаны выше, очень важно учитывать геометрию стыка. Основным параметром при соединении двух металлических конструкций станет то, что катет сварного шва должен иметь большие параметры продольного сечения.
К примеру, при осуществлении сварки двух металлических элементов, имеющих разную толщину, размеры катета шва должны определяться по той детали, которая обладает меньшей толщиной. Чаще всего размеры катета сварного шва определяются и измеряются по заранее подготовленным шаблонам. На сегодняшний день сварщики используют наиболее универсальный инструмент для измерения катета. Такие приборы получили название «катетомеры сварщика».
Этот инструмент имеет вид двух тонких пластин, концы которого имеют форму выемки, предназначенную для определения разных параметров катета. Специалист по очереди прикладывает к шву разные по размерам катетомеры. Среди них обязательно найдется тот, который будет точно повторять геометрию катета сварного шва.
Форма шва
После проведения сварочных работ чаще всего образуется всего два вида шва.
Первый вид — это обычный сварочный шов, который выглядит как валик с выпуклой поверхностью. Однако здесь важно отметить, что этот вид шва, по словам специалистов, не является оптимальным. У такого утверждения существует две причины. Во-первых, внутри такого шва будет сильно увеличиваться напряжение на конструкцию, а во-вторых, расход материалов на создание такого шва сильно увеличивается.
Второй вид шва считается идеальным. Выглядит он как валик с вогнутой поверхностью, однако добиться такого исполнения при сваривании двух конструкций очень и очень сложно. Для того чтобы добиться такого типа шва, важно правильно настроить параметры сварочного аппарата, а также поддерживать одинаковую скорость расхода электрода. Для того чтобы выполнить оба условия, нужен специалист, обладающий большим количеством опыта в таких работах. Стоит добавить, что этот тип сварочного шва не используется при сборке металлических конструкций.
Размеры углового соединения
Если говорить о размерах катета углового сварного шва, то, как упоминалось выше, решающим фактором станет толщина деталей, подвергающихся сварке. К примеру, если имеются детали с толщиной 4-5 мм, то размер катета будет равен 4 мм. Если толщина увеличивается, то и катет должен будет расти.
Очень важный фактор, который влияет на вогнутость или выпуклость сварного валика — это то, каким электродом проводились работы. Имеется в виду химический состав расходуемого элемента. Допустим, если использовать электрод, который при использовании будет становиться густым и вязким, то в итоге получится поверхность валика выпуклой. Если же при расплавлении валика металл будет жидким и растекающимся, то поверхность его окажется вогнутой.
Скорость и режим проведения сварки
Для того чтобы при проведении работ получить оптимальный катет сварного шва, а также обеспечить прочное соединение, необходимо учитывать несколько пунктов.
- Основными параметрами выбранного режима работы будут являться сила тока, а также напряжение. Специалисты в этой области знают, что если увеличить силу тока, а также создать стабильное напряжение, то сварной шов окажется глубже и будет иметь меньшую толщину. Если же в процессе работы сохранить стабильный ток, но изменить напряжение, то полученное соединение будет менее глубоким, но его толщина возрастет. Из этого следует логичный вывод, что и толщина катета сварного шва будет также изменяться.
- Второй фактор — это скорость. Если не превышать этот параметр более чем на 50 м/час, то глубина проварки стыка будет расти, а толщина уменьшаться.
- Если же сделать все наоборот, то есть увеличить скорость, то уменьшится не только глубина сварки, но и толщина катета шва. Также будут снижены характеристики металла, образовавшегося внутри зазора между заготовками. Это происходит из-за того, что при быстром перемещении нагрев ванны оказывается незначительным.
Как определить катет сварного шва
Стоит сказать о том, что сделать это не очень трудно. Основанием этому утверждению служит то, что в сечении данный шов является равнобедренным треугольником, а вычисление катета такой фигуры — довольно простая операция. Для того чтобы провести расчеты, можно воспользоваться обычной тригонометрической формулой: T = S cos 45º.
Т — это величина катета сварного шва, а S — это ширина полученного валика, или гипотенуза треугольника.
Для того чтобы определить катет шва, важно узнать толщину самого шва целиком. Эта операция довольно проста, плюс к этому в таком случае cos 45º будет равен 0,7. После этого можно подставить все имеющиеся значения в формулу и с высокой точностью получить значение катета. Расчет катета сварного шва по этой формуле — одна из простейших операций.
Виды швов
На сегодняшний день различают два основных вида сварного шва. Здесь важно понимать, что шов и сварочное соединение — это разные вещи.
- Сварные стыковые швы. Этот тип используется при соединении деталей встык, то есть торцами. Чаще всего на практике этот тип шва используется при сборке трубопроводов, а также при производстве конструкций из листового металла. Применение такого типа шва считается наиболее экономным, а также наименее затратным в плане энергии.
- Есть также угловые швы. На самом деле здесь стоит выделить три типа — угловые, тавровые, нахлесточные. Разделка кромок материалов в этом случае может быть как односторонней, так и двухсторонней. Это зависит от толщины металла. Угол разделки находится в пределах от 20 до 60 градусов. Однако здесь важно понимать, что чем больше выбран угол, тем больше придется потратить расходных материалов, а также снизится качество.
Конфигурация сварных швов
Сварные швы также отличаются по своей конфигурации. Тут можно выделить несколько видов: продольные прямолинейные и криволинейные, кольцевые.
Если будет осуществляться сварка продольных швов, то очень важно провести тщательную подготовку поверхности металла, особенно если работы будут проходить с большой протяженностью шва. При создании такого типа шва важно, чтобы поверхность не была волнистой, а все заусеницы кромок необходимо очистить. Также важной деталью будет удаление влаги, ржавчины, грязи или любых других нежелательных элементов с рабочей поверхности до начала сварки.
Если будет проводиться кольцевая сварка, то тут очень важно откорректировать режим работы сварочного аппарата. Если диаметр изделия небольшой, то для достижения качественного сварочного шва важно понизить силу тока.
Можно добавить, что полученные швы могут быть не только вогнутыми или выпуклыми, но и плоскими. Плоские и вогнутые типы лучше всего подходят для тех конструкций, которые эксплуатируются при динамических нагрузках. Причиной этому стало то, что у такого типа шва отсутствует ощутимый переход от самого соединения к металлу.
ГОСТ катетов сварного шва
ГОСТ 5264-80 — это документ, который устанавливает основные типы, конструктивные элементы, а также размеры всех сварных соединений. Однако важно отметить, что эта бумага не распространяется на те типы швов, которые используются для соединения трубопровода.
Один из пунктов данного ГОСТа говорит о том, что при проведении сварочных работ стыкового типа и разной толщине деталей, их можно соединять так же, как и детали с одинаковой толщиной, если их разница не превышает определенных показателей.
Также в этом документе описано, что допускается смещение свариваемых кромок перед сваркой по отношению друг к другу. Также там установлены числовые параметры смещения, которые разрешаются при определенной толщине заготовки.
К этому документу есть приложение, в котором прописаны все минимальные размеры катетов сварного шва. Стоит добавить, что выпуклость, как и вогнутость шва, может быть не более чем 30 % от значения его катета.
Катет сварного шва от толщины металла
У сварочных швов есть различные характеристики. Например, ширина, толщина или высота усиления. И эти характеристики напрямую зависят от разновидности соединения: прямого или углового сварного шва. С помощью таких характеристик можно без труда рассчитать катет сварочного шва. Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.
Но что такое катет сварного шва? Как измерить катет шва по его ширине? И зачем вообще необходимо измерение катета? В этой статье мы постараемся кратко ответить на эти вопросы и рассказать, как произвести расчет катета сварного шва от толщины металла. Новичкам будет достаточно прочтения одного этого материала, чтобы вникнуть в суть.
Катет сварочного шва — это катет треугольника, который мы можем вписать в продольное сечение. Вписать, конечно, условно. Но зачем вообще производить расчет катета углового сварного шва (или любого другого типа соединения, будь то прямой, стыковой или внахлест)? Конечно, вы можете приобрести для этого специальную механическую линейку, но мы рекомендуем научиться производить расчеты самостоятельно. Это улучшит ваши профессиональные навыки.
С помощью расчетов вы сможете буквально измерить прочностные характеристика вашего шва. Вы не можете просто сделать катет шва при сварке большего размера, чтобы решить проблему слабого соединения (хотя на первый взгляд вам даже может показаться, что шов и так достаточно прочный). Многие новички считают, что можно просто увеличить наплавку и проблем не будет, но это большая ошибка. Чем больше вы наплавляете металл, тем больше нагревается деталь, а перегрев может стать причиной деформации металла.
Также расчет необходим с финансовой точки зрения. Вы сможете до копейки рассчитать себестоимость работ и вам не придется увеличивать количество комплектующих, электричества и сил, чтобы сделать слишком толстый или широкий шов. Еще расчеты полезны в случаях, когда есть серьезные различия по толщине свариваемых деталей. Например, вы свариваете деталь из тонкого металла с деталью из толстого металла. В таких случаях нужно проводить расчет детали из тонкого металла.
Произведя расчеты вы просто не сможете сделать шов слишком узким. А это особенно важно, если вам нужно сварить важную металлоконструкцию, к которой предъявляются повышенные требования. Особенно, если нужно сделать много угловых швов, которые больше остальных подвержены деформации. С виду ваши соединения могут казаться вполне прочными, а по факту ответственная конструкция может просто не выдержать механическую нагрузку при эксплуатации. Словом, расчет катета — это действительно важно. Ну а как произвести расчет мы расскажем далее.
Как рассчитать катет сварного шва
Существует огромное количество формул, с помощью которых можно рассчитать катет шва. Вместе с ними есть и различные типы швов: стыковые, тавровые, нахлесточные, угловые, и каждый из типов имеет свои подтипы. Получается, что каждому типу шва по формуле, а их около десятка (с учетом всех особенностей, конечно). Их все мы не сможем раскрыть в рамках этой статьи, поэтому расскажем, как рассчитать катет по ширине шва, поскольку это самая популярная и часто применимая формула.
Т — это наш катет
S — ширина нашего шва
cos45° — это косинус, равный 45 градусам (значение неизменно, cos45°= примерно 0.7)
Вот и вся формула. По ней несложно узнать размер катета углового шва, например. Потому что по сути своей катет углового соединения равен катету треугольника, который мы можем вписать.
Мы не будем производить расчет катета сварного шва от толщины металла, поскольку здесь даже формулы не нужны. Нужно просто взять значение по наименьшей толщине и это будет наш ответ. Простой пример: у нас есть металл толщиной 3 миллиметра. Нам нужно его соединить. Мы будет выяснять катет по толщине. Просто смотрим, что толщина металла действительно 3 миллиметра по всему периметру и используем это значение. Расчет катета сварного шва от толщины металла очень удобен, если используются нахлесточные швы и детали достаточно тонкие. Если детали толстые, то просто рассчитайте 40% от толщины.
Ниже таблица минимальных катетов сварных швов для тавторвых соединений. Она будет полезна, если у вас нет возможности произвести быстрый расчет. Сохраните ее себе и попробуйте применить в работе.
Свойства качественного шва
Теперь мы знаем, как рассчитать катет сварного шва. Но этого недостаточно для того, чтобы соединение гарантировано получилось качественным и надежным. У сварного соединения есть свои свойства и особенности, которые нужно учитывать. Самое главное — шов должен быть равномерным и однородным по всей длине. Не должно быть никаких отклонений в сторону или слишком большой наплавки в отдельных местах.
Контролируйте себя, визуальный контроль доступен без приборов и особых навыков. Один небольшой недостаток может обернуться обрушением металлической конструкции спустя время. Также ширина шва должна быть одинаковой. Если ширина шва будет меняться, то нагрузки будут распределяться неравномерно, что может привести к образованию трещин и разрушению сварного соединения.
Также следите за толщиной шва (проще говоря, его глубиной). Глубина провара должна быть тоже равномерной, чтобы не возникали внутренние трещины. Профессиональные сварщики на крупном производстве буквально до миллиметра рассчитывают будущие характеристики шва, его толщину, ширину и длину. И выполняют работу согласно этим расчетам. Конечно, это излишне в любительской и полулюбительской сварке, но вы должны заранее понимать, какой шов необходимо получить в итоге.
Чем больше сходств у свариваемых деталей, тем лучше. Конечно, существуют методы сварки неоднородных металлов, состав которых сильно отличается, но соединение все равно никогда не будет таким прочным, как при сварке однородных металлов. Установите правильную силу тока, используйте в работе профессиональное сварочное оборудование (если занимаетесь сваркой не на любительском уровне), подберите правильные электроды для сварки. Только соблюдая все это расчеты будут иметь смысл. Если вы сделаете миллион расчетов, но не установите на сварочнике правильную силу тока, то ваши старания просто пойдут насмарку.
Вместо заключения
Измерение катета шва в зависимости от толщины металла или его ширины крайне необходимо, это всего лишь один из «инструментов» сварщика, такой же как сварочный аппарат или теоретические знания. Зная минимальный катет сварного шва можно в буквально смысле рассчитать прочностные характеристики сварочного соединения.
Также не забывайте соблюдать остальные правила: правильно подберите стержни, настройте аппарат и не спешите во время сварки. С опытом к вам придет понимание всех особенностей этого интересного дела. Если у вас уже есть опыт расчета катета для разных типов швов, то поделитесь им в комментариях к этой статье. Мы уверены, ваши советы будут не лишними для многих новичков. Желаем удачи в работе!
- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Основы дуговой сварки >
- Катеты угловых сварных швов определяют их размер и расчетную толщину >
Основы дуговой сварки
Катеты угловых сварных швов определяют их размер и расчетную толщину
В тяжелом машиностроении, судостроении и строительстве огромные несущие конструкции со сложными углами часто состоят из сварных соединений протяженностью во множество километров. Среди них, угловые сварные швы используются для соединений углов, Т-образных стыков и нахлесточных соединений, так как они более экономичны по сравнению со швами с разделкой кромок. Дело в том, что угловые сварные швы легче выполняются с точки зрения подготовки кромок и сборки.
Прочность углового сварного шва основывается по расчетам на производной от (фактическая площадь шва: T x W) теоретической толщины (расчетной толщины) и фактической длины шва, как показано на Рис. 1. Катеты углового сварного шва определяют его размер. Размер углового сварного шва измеряется по длине катетов самого большого прямоугольного треугольника, который может быть вписан в продольное сечение шва.
Рис. 1 —Измерения углового сварного шва: L: Длина катета, S:Размер углового сварного шва, T: Расчетная толщина, V: Усиление, C: Ослабление, W: Фактическая длина
Катеты углового сварного шва определяют его расчетную толщину. На Рис. 2 показан результат для случая, когда равнобедренный прямоугольный треугольник может быть вписан в поперечное сечение углового сварного шва: S x cos45° = 0.7S.
Рис. 2 — Как рассчитать теоретическую толщину углового сварного шва
Катеты угловых сварных швов должны быть достаточно большого размера, чтобы они могли выдерживать приложенную нагрузку, но при этом их конкретные размеры не должны быть излишне большими, чтобы свести к минимуму сварочные деформации, а также стоимость. Стандарт AWS Dl. l (Нормы и правила выполнения сварки строительных конструкций — Сталь) приводит минимальный размер катета углового сварного шва для разной толщины основного металла: в частности, катет в 6 мм для металла толщиной от 12,7 до 19 мм. AWS Dl.l также приводит максимальное усиление шва, так как излишнее усиление может вызвать концентрацию напряжений на концах углового шва, что, в свою очередь, может вызвать преждевременное разрушение сварного соединения. В процессе контроля качества угловых сварных швов на реальных изделиях катет или размер, толщина, усиление и ослабление инспектируются с помощью сварочных шаблонов нескольких типов. На Рис.3 показано измерение катета углового сварного шва с помощью сварочного шаблона.
Рис. 3 — Измерение катета углового сварного шва с помощью универсального сварочного шаблона.
Критерии качества шва при [сварке металлических деталей] разнообразны — на прочность и долговечность соединения влияет сразу несколько параметров. Сваривание угловых конструкций (угловое соединение) требует правильного размера узла соприкосновения и наплыва металла — расчета катета сварного шва по формуле. Каковы требования и критерии, мы расскажем в этой статье.
При сборке металлоконструкции соединение деталей сваркой рассматривается как одна из наиболее надежных технологий. Надежность и прочность шва зависит от распределения усилий по металлу, а это в свою очередь определяется геометрическими параметра зоны соединения. Главная особенность технологии состоит в том, что место стыковки заливается металлом, а в процессе его остывания сварочная ванна приобретает единую структуру. Целостность и соединения в дальнейшем зависит от способности этой структуры противостоять нагрузкам.
Особенности стыкового и углового соединения заготовокОсновные параметры, по которым оценивается и рассчитывается соединение, учитывают его геометрические особенности. Для них существуют понятные определения. Они в свою очередь зависят от типа соединения — стыкового, углового, торцевого или нахлеста. При этом имеет большое значение подготовка кромок и торцов деталей. Учитывается ряд особенностей заготовок и самого шва.
Стык листов толщиной от 4 мм должен выполняться с подготовкой кромок и торцов таким образом, чтобы образовался треугольный криволинейный зазор для полного проваривания на всю глубину.
Листы толщиной 2 мм варят только нахлестом, избегая сквозного прожога металла.
Полноценный провар соединения достигается только при прогревании металла на всю глубину стыка. Именно для этого прибегают к скосу кромок деталей. При сваривании уголков большой толщины скос выполняется как для листов.
При угловом и тавровом сваривании деталей формируется характерный наплыв, ширина и форма которого определяет прочность и долговечность стыковки.
При стыковании деталей со скосом кромок, как и при угловом соединении, шов в разрезе имеет треугольную форму. В первом случае учитывается соотношение ширины, глубины и высоты шва. Во втором наплыв образует наклонную поверхность — расстояние от ее края до другой детали и есть катет сварного шва, параметры которого определяются ГОСТ 5264-80.
[Дуговая сварка] выполняется с определенными значениями тока и напряжения, что в итоге влияет на глубину провара и качество сплавления металла двух деталей в границах сварочной ванны. Основные приемы, которыми пользуются опытные сварщики для формирования качественного шва:
глубина провара растет при нарастании силы тока при неизменном напряжении — растет температура и глубина прогрева металла;
ширина шва и катета нарастает при росте напряжения и неизменной силе тока, однако при нарушении баланса возможен непровар стыка;
при росте скорости хода электрода снижается глубина проваривания и уменьшается ширина, а при превышении нормативного значения 50 м/ч возможно появление ряда [дефектов сварного шва], связанных с недостаточным прогревом металла;
выпуклая и вогнутая поверхность по катету сварного шва имеют разные прочностные характеристики, при этом первая получается при использовании вязких электродов.
При расчетах принимается во внимание толщина двух заготовок, но максимальные параметры тока и напряжения берутся по тонкой детали во избежание прожога. Максимальная и минимальная длина сварочного шва рассчитывается по приведенной в ГОСТ таблице.
Ошибки при неверном вычислении катета сварного шваНеопытные сварщики могут допускать ошибки, связанные с неправильным расчетом параметров катета шва при угловом соединении. Излишек металла по линии стыка не придает прочности, он становится причиной повышенного расхода энергии и электродов, приводит к разбрызгиванию металла и возникновению не связанного с поверхностью детали наплыва. Формула расчета катета сварного шва используется для определения его максимального и минимального размера.
Так как шов имеет форму треугольника, то достаточно использовать коэффициент 0,7 для ширины полученного валика. Это касается и сварки встык, когда торцы деталей образуют откос. Но следует учитывать, что при таком соединении угол может составлять от 30 до 60 градусов, и тут могут действовать другие коэффициенты.
Пример: для сварки двух листов менее 4 мм толщиной можно взять минимальны катет сварного шва 4 мм при угловом соединении. Если толщина металла превышает 4 мм, то для расчета можно взять 40 % толщины листа (детали) и прибавить еще 2 миллиметра. Занижать значение не стоит — шов получится непрочным. Превышение может привести к возникновению [напряжений и деформаций] в металле, а это снизит прочность и долговечность конструкции.
Все значения параметров можно найти в таблице — это приложение к ГОСТ. Для сварщиков существуют специальные шаблоны-катетометры, позволяющие быстро и точно проверить качество и правильность формы соединения.
Что такое катет при сварке шва
Главная » Статьи » Что такое катет при сварке шва
Расчет катета сварочного шва — что это такое?
- 12 ноября
- 215 просмотров
- 32 рейтинг
Оглавление: [скрыть]
- Основные типы сварных швов
- Параметры сварного соединения, влияющие на его качество
- Расчет прочности и катета углового соединения
- Дополнительные характеристики, влияющие на качество сварочных стыков
Начинающих сварщиков интересует следующий вопрос: катет сварочного шва — что это такое?
Схема определения катета сварного шва.
В настоящий момент инженерами разработано более 150 способов осуществления сваривания при помощи дуговой электросварки. Исследователи в этой области техники утверждают, что это количество способов сваривания металлов не является конечным, и в данный период времени ведутся исследования и эксперименты по проведению сваривания металлов новыми методами.
Основные типы сварных швов
Швом в сварке принято называть участок соединения, который сформирован за счет прохождения процесса кристаллизации расплавленного металла. Швы, получаемые в процессе проведения сварных работ, делятся на два типа:
Виды сварных швов.
Стыковые швы применяются для получения стыковых соединений. Чаще всего такой тип швов выполняется непрерывным. Отличительная особенность этого типа швов — форма разделки кромок соединяемых заготовок. Разделка позволяет обеспечить подготовку места проведения сварки, помимо этого, за счет разделки кромки достигается высокое качество соединения деталей в месте их сваривания. Для улучшения качества сварного соединения применяют одно- и двухстороннюю разделку сварных кромок. Разделка кромок осуществляется прямыми линиями или в виде буквы U.
Угловые швы применяются при необходимости получения тавровых, крестовых и угловых соединений. Этот вид швов различается по форме подготовки кромки и по сплошности стыка. В зависимости от поперечного сечения выделяют швы без разделки, с одно- или двухсторонней разделкой. По протяженности угловые швы делятся на непрерывные, прерывистые, имеющие шахматное и цепное расположение мест сваривания.
Вернуться к оглавлению
Характеристику стыка определяет большое количество различных параметров, основными геометрическими параметрами, определяющими характеристики стыка, являются следующие:
- ширина;
- вогнутость;
- выпуклость;
- катет сварного шва;
- корень шва.
От качества сварки швов зависит целостность и качество всей конструкции.
Помимо этого, к параметрам, характеризующим качество, относят расчетную высоту углового стыка, его толщину и глубину провара.
Катетом углового шва называется кратчайшее расстояние от плоскости одной из соединяемых заготовок до границы углового сварного соединения на плоскости второй соединяемой заготовки.
Катетом углового шва называется катет наибольшего равнобедренного треугольника, который возможно вписать в поперечное сечение. При осуществлении сваривания деталей с одинаковой толщиной катет можно задать по кромке. В случае использования заготовок, имеющих различную толщину металла, катет задается исходя из толщины металла более тонкой заготовки. При определении катета требуется делать выбор его размерности таким образом, чтобы он мог обеспечить максимальную прочность соединения заготовок, однако стоит помнить, что слишком сильное его увеличение способно спровоцировать процесс деформации заготовки.
Ширина представляет собой минимальное расстояние между границами осуществления сплавления металла.
Вогнутостью и выпуклостью называется величина расстояния между линией основного металла поверхности заготовки и поверхностью, проходящей по линии максимальной вогнутости или выпуклости. Швы, имеющие выпуклую поверхность, являются усиленными. Такого типа соединения лучше всего работают при оказании на изделие статических нагрузок. Вогнутые швы являются ослабленными, но такие соединения лучше всего выдерживают динамическую нагрузку. Чаще всего сварщики на практике используют швы, имеющие плоскую поверхность, так как такой тип соединения является наиболее универсальным.
Схема корня шва.
Корнем шва характеризуется часть сварного стыка, которая является максимально удаленной от лицевой поверхности заготовки со стороны проведения сваривания. Корень является обратной стороной шовного соединения.
При использовании двухстороннего сваривания заготовок корень шва перекрывается подварочным швом. Подварочный шов является небольшой частью двухстороннего сварочного соединения, которая выполняется заранее с целью предотвращения образования прожогов при дальнейшем проведении сварных работ по созданию основного шва.
Иногда, при необходимости создания двухстороннего соединения, подварочный шов может укладываться в последнюю очередь в корень основного соединения.
Вернуться к оглавлению
Прочность углового сварного соединения рассчитывается на основании производной от теоретической толщины соединения и его фактической длины. Катет углового соединения определяет его размер. Размер углового катета измеряется в соответствии с законами геометрии по длине катетов максимально возможного треугольника, который может быть вписан в продольное сечение соединения. Величина катета соединения определяет его толщину.
Катет должен иметь достаточную величину, чтобы соединение, получаемое при сварке, могло выдерживать расчетную нагрузку.
Однако стоит отметить, что слишком большие значения катета сварного соединения могут привести к возникновению сварочных деформаций. Помимо этого, увеличение катета способно привести к увеличению расхода материалов при выполнении работ по свариванию заготовок и, как следствие, увеличению стоимости работ.
В процессе проведения контроля качества угловых соединений при сварке в реальных условиях используются специальные шаблоны нескольких типов. Наиболее распространенным при сварке является определение катета с помощью универсального сварочного шаблона.
Вернуться к оглавлению
Формы поверхностей образующихся сварочных стыков находятся в большой зависимости от свойств электродов, используемых при проведении сварных работ. Помимо общих требований, которые предъявляются к изготавливаемым промышленностью электродам, таких как устойчивость горения электродуги, определенный специфический состав металла электродного металлического стержня, минимизирование разбрызгивания и т.д. специалисты предъявляют еще и дополнительные требования.
Влияние длины дуги на качество сварного шва: короткая, длинная и нормальная дуга.
К таким специфическим требованиям относится свойство, способствующее получению в результате проведения сварочных работ швов, с заранее заданной формой. Так, например, металлические электродные стержни, которые в результате плавления образуют густую и вязкую массу, способствуют быстрому и легкому формированию выпуклого сварного стыка. Если в результате плавления металлического стержня электрода образуется жидкий и растекающийся расплав, то при помощи таких электродов формируется вогнутая поверхность сварочного стыка.
Выбор электродов для работы осуществляется в соответствии с теххарактеристиками, которые указываются на упаковке.
На качество сварного стыка особое влияние оказывает выбранный режим сваривания. При осуществлении увеличения силы тока повышается глубина проваривания при неизменности ширины стыка. В случае постоянства силы тока и изменении напряжения наблюдается резкое изменение в сторону увеличения ширины сварного стыка при одновременном снижении глубины проваривания. При повышении скорости перемещения электрода до значения в 50 м/ч ширина сварочного стыка уменьшается, а глубина проварки значительно увеличивается. Повышать скорость выше 50 м/ч не рекомендуется, так как высока вероятность значительного снижения качества проведения сварочных работ за счет слабого прогрева основного материала.
Контроль качества соединения сварочного стыка осуществляется двумя наиболее распространенными методами -разрушающим и неразрушающим контролем.
Неразрушающий контроль осуществляется при помощи специализированных шаблонов, которые позволяют визуально установить наличие дефектов в стыке. Шаблоны позволяют измерить внешние показатели сварочного стыка, такие как катет шва, выпуклость, вогнутость и его ширина. Внутренний контроль проводится при помощи специальных ультразвуковых и рентгеновских приборов, выявляющих внутренние дефекты.
expertsvarki.ru
Что такое катет сварного шва
Сварочные швы характеризуются различными параметрами: выпуклостью, шириной, толщиной провара и прочими. Все зависит от конкретного типа шва: прямого или углового. Для прямоугольных соединений одна из таких характеристик — это катет сварного шва.
В данном материале мы разъясним, что это такое, как сделать нужные расчеты и какими свойствами обладает такая характеристика углового соединения.
Типы швов и геометрия угловых соединений
Сварочный шов — это место соединения деталей, образованное за счет расплавления и остывания металла.
В зависимости от геометрии заготовок, различают два типа: стыковые и угловые. Их различие происходит по пространственному размещению двух деталей.
Стыковые швы соединяют два элемента торцами в одной плоскости. Чаще всего такой вид крепления выполняют в горизонтальном положении.
Угловые сварные соединения составляют двумя деталями угол. Наиболее распространенным видом является прямой в 90 градусов. Производные таких типов швов — это двутавровые виды соединений в виде буквы «Т».
Основные характеристики угловых сварных составлений: толщина, выпуклость, высота и катет шва. Что это за параметры?
- Толщина включает в себя высоту и выпуклость шва. Говоря проще — это наибольшая глубина провара деталей от их стыка до выпуклой части.
- Высота характеризует расстояние от начала соединения до его гипотенузы (прямой линии, соединяющей крайние кромки шва).
- Выпуклость — это длина от гипотенузы до наиболее выпуклой и высокой точки.
- Катет — расстояние от кромки шва до поверхности другой детали.
Зачем нужен расчет катета сварочного углового соединения и что от него зависит?
Зачем нужен расчет катета
Зачем нужно делать расчеты катетов углового сварного соединения, если можно просто сделать наплавку побольше? На какие нюансы влияет величина этого значения?
- С учетом такого параметра изменяются все другие прочностные характеристики. Нельзя просто сделать катет как можно большим, хотя на первый взгляд и кажется, что так соединение будет более прочным.
- При большей ширине охвата возрастает площадь нагревания деталей и объем расплавленного металла. В итоге это может привести к деформации всего изделия.
Слишком широкие швы увеличивают затраты расходных материалов, что недопустимо, особенно при массовом производстве.
- Также расчет катета важен, например, при сварке деталей разной толщины, тонкостенных и толстых конструкций. В этом случае нужно учитывать параметры более тонкой заготовки.
- Слишком узкие швы не обеспечивают должной прочности всего соединения и изделия. Особенно это учитывается при сварке несущих конструкций и перекрытий, которые будут испытывать постоянные нагрузки.
Катет — одна из основ прочного и качественного соединения деталей под углом. Но как рассчитать оптимальное значение, какими способами можно это сделать?
Как сделать расчет катета сварного соединения
В промышленных условиях расчеты прочности и параметры сварочных соединений проводят математическим путем с использованием формул.
В бытовых условиях можно использовать готовые шаблоны. Самый распространенный — универсальный сварочный шаблон. Это набор из тонких металлических пластинок, скрепленных между собой с одного конца. Закрепив заготовки под прямым углом, шаблоны прикладывают поочередно к углу. Которая из них будет прилегать к поверхностям лучше всего (плотно), та и определяет параметры сварочного шва.
Если сварочный шов не будет испытывать сильных нагрузок, а сама конструкция не несет большую ответственность, габариты можно прикинуть исходя из толщины металла.
Например, нужно сварить две детали, толщина которых в пределах четырех-пяти миллиметров. В этом случае приблизительный катет должен составлять не более 4 мм. При более толстых заготовках (5-6мм) этот показатель составляет максимум 5 мм.
Более точно можно сделать расчет, используя геометрию. Если нужно прикинуть параметры катета прямоугольного соединения, подойдет такая формула:
Т=S×cos45°
Т — это длина катета сварного шва
S — ширина самого шва от одной плоскости до другой
Косинус 45 градусов равняется значению 0,7
Исходя из этого, стоит замерить расстояние между плоскостями деталей и рассчитать показатель катета.
Например, нужно сделать расчеты катета будущего шва с шириной в 4 мм. Для этого подставляем в формулу Т=4×0,7, в итоге имеем показатель в 2,8 миллиметра.
После расчетов проводят сварочные работы. По окончанию работу можно проверить соответствующим шаблоном. Если есть зазор — соединение выполнено неправильно.
Оптимальная геометрия углового шва
Кроме прочности такой параметр, как катет, влияет и на правильную геометрию сварного соединения.
Качество и прочность шва будет зависеть от того, насколько симметрично соединение. Смещения в стороны, слишком большое углубление или выпуклость неприемлемы. В разрезе шов должен представлять собой идеальный треугольник с одинаковыми сторонами и равномерно выгнутой гипотенузой (выпуклостью).
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится. Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок. В таком случае изделие также не качественно. Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно. Этот дефект возникает вследствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость). Такой результат свидетельствует о получении надежного качества изделия.
Получить шов с оптимальными геометрическими параметрами можно только соблюдая технику сварочного дела. После зажигания дуги она выдерживается точно по центру будущего соединения. Ее длина должна составлять 1-1,5 диаметра электрода. Угол наклона держателя составляет 60-80 градусов. Обязательно в процессе сварки нужно контролировать форму сварочной ванны и скорость движения. Отклонения недопустимы. Если ванна вытянулась или, наоборот, сформировалась в круг, это значит, что работа делается неправильно. Она должна быть слегка овальной.
При слишком большой скорости движения электрода возникнет так называемый непровар металла. Если двигаться очень медленно, то детали можно прожечь насквозь.
Соблюдая технику сварки со всеми необходимыми расчетами можно получить отличный сварной крепеж, который обеспечит надежную службу любого изделия.
А что Вы можете добавить к этому материалу? Насколько важно в сварочном деле учет таких характеристик соединения? Поделитесь своим опытом по расчетам параметров сварного шва? Как Вы считаете — что нужно учитывать при сварке угловых соединений? Нам очень важен Ваш опыт, поделитесь им в блоке комментариев к этой статье.
wikimetall.ru
Катет сварного шва
В профессиональном строительстве при возведении металлоконструкций, а также при создании различных транспортных средств, которые обладают большой массой, многие соединения сталкиваются с очень высокими нагрузками. Чтобы их выдержать, следует сделать не только качественное соединение, но и рассчитать его параметры, чтобы при создании он приобрел максимальную прочность. Катет сварного шва является наиболее коротким расстоянием от плоскости соединяемой заготовки №1 до границы углового соединения, которое расположено на плоскости заготовки №2. Иными словами, катет шва при сварке – это катет самого большого условного равнобедренного треугольника, который можно вписать в поперечное сечение.
Данный параметр имеет прямое отношение к тому, насколько крепким будет шов. Это легко объяснить увеличением площади сцепления двух деталей основного металла и наплавочного материала. Нагрузка, которая буде воздействовать, распределится равномерно по всей поверхности, так что изделие сможет выдержать больший, сильный удар и так далее. Но не всегда самый большой размер будет лучшим вариантом. В сварочном деле необходимы тонкие расчеты нагрузок, чтобы не допустить перенапряжение металла. При увеличенном катете может согнуться сама деталь, что приведет к невозможности ее использования.
При выборе данного параметра учитывается множество факторов. Это толщина заготовок, а также одинаковая она или нет. Нужно знать положение сварки и вид используемого шва. Здесь же необходимо учитывать особенности металла, с которым ведется работа. Несмотря на то, что для каждого шва катет подбирается индивидуально, имеются общие принципы его выбора. В частной сфере эта практика практически не применяется, так как нет необходимости в работе со сверх нагрузками, но все равно все стараются создать как можно большую площадь сцепления, чтобы при этом не навредить заготовке.
Когда свариваются детали с одинаковой толщиной стенок, то катет задается по кромке. Но периодически случается и так, что заготовки имеют различную толщину, благодаря чему катет сварочного шва подбирают на основании более тонкой заготовки. Правильный выбор его расположения и размерности является очень важным и ответственным делом. При грамотном подборе он сможет обеспечить максимальную мощность. Если размерность окажется меньше, чем нужно, то прочность шва будет слишком слабой. Если она окажется больше, то это может привести к деформации заготовки. Катет сварного шва должен соответствовать ГОСТ 5264-80.
Виды швов
| Виды | Описание |
| Стыковой | Один из самых распространенных вариантов. Это простое соединение двух металлических изделий, которые подогнаны друг к другу встык. Оно выполняется как со скосом кромок, так и без него данный тип соединения чаще всего производится в горизонтальной позиции. |
| Тавровой | Данная разновидность предполагает соединение заготовок, находящихся друг к другу перпендикулярно, или же «Т» образно. Шов может находиться как с одно стороны, так и с двух. Часто используют положение под наклоном, чтобы металл ванны не растекался, а находился между бортов заготовок. |
| Угловой | Данный тип предполагает соединение под определенным углом. Как правило, это задается особенностями конструкции. Здесь нужен скос кромок, чтобы была максимальная глубина приваривания |
| Внахлест | Данная разновидность предназначена для сварки листов, толщина является относительно небольшой. Проварка осуществляется с двух сторон. |
Геометрия сварного шва
Рассмотрев разновидности мест, где катет может иметь свои параметры и особенности, стоит взглянуть на другие составляющие сварного соединения, которые также могут оказаться важными. Многие величины взаимозависимы, но некоторые можно доработать уже после создания шва. К примеру, высота валика всегда может стать меньше при обтачивании, если это необходимо. Основные параметры выглядят следующим образом:
Схема обтачивания сварного шва
- E – ширина полученного шва;
- T – толщина созданного шва;
- B – зазор между свариваемыми деталями;
- H – глубина залегания области проварки;
- S – толщина используемой заготовки;
- Q – размер выпуклой части.
Для углового соединения они несколько отличаются, так как здесь другое геометрическое положение. Тем не менее, важность из значения не становится меньше. Здесь выделяют:
Схема углового соединения
- K – катет шва;
- A – Величина толщины углового шва, к которой относится величина расчетной высоты и выпуклости;
- Q – выпуклость наплавленной области;
- P – расчетная высота, что должна соответствовать перпендикулярной линии, которая проводится из места наиболее глубокого проплавления к гипотенузе наибольшего прямого треугольника, который вписан во внешнюю часть шва.
Свойства
Разобравшись с тем, что такое катет сварного шва, следует отметить свойства, которыми должно обладать соединение. В первую очередь это однородность и равномерность наплавленного валика. Это легко определиться, так как здесь может применяться даже визуально-измерительный контроль сварных швов, самый простой и доступный из них. Высота валика должна быть примерно одинаковой по всей поверхности. Это же касается и его ширины, так как в этом случае нагрузки на нем будут распространяться равномерно. Если будет какое-либо послабление, то вероятность поломки возрастает именно в этом месте.
Однородность состава обеспечивает лучшее скрепление. Как правило, различные марки металла очень плохо свариваются и чем больше различий в составе, тем хуже будут скреплены заготовки. Для высокого качества соединения следует знать, какие электроды выбрать для сварки инвертором, или другим удобным способом. Также следует рассчитать правильное геометрическое расположение шва, чтобы у него был максимальный охват скрепляемых деталей.
Не менее важным параметром является глубина проварки. Если заготовки будут соединены не по всей возможной площади, то они не смогут выдерживать максимальные нагрузки. В профессиональной сфере рассчитывается каждый параметр соединения, чтобы придать конструкции максимальную прочность. Здесь нужно знать, как рассчитать катет сварного шва, чтобы он приобрел требуемые параметры и как провести сварку.
Выбор катета шва
Расчет катета сварного шва совершается под каждое отдельное соединение. Чтобы правильно выбрать его, требуется знать параметры свариваемых деталей. Прочность здесь будет зависеть от толщины соединения и его длины. Основным параметром выбора и расчета является длина, так как от этого зависит прочность. Слишком большая длина приведет к увеличению расхода материалов, а также деформации заготовки.
Схема чтения длины катета сварного шва
На практике применяются разнообразные шаблоны, которые проверены опытом предыдущих сварщиков. Для каждого типа соединения, в зависимости от размера заготовки и положения, подбирают готовые размеры.
Как измерить катет сварного шва
Разобравшись с тем, как выбрать катет сварного шва, необходимо узнать, как правильно провести его измерения. Это требуется для того, чтобы проконтролировать полученный результат. Размер искомого значения определяется по обыкновенным геометрическим законам. Для этого требуется вычислить катет максимально возможного треугольника, вписанного в продольное сечение соединения. Итоговый размер катета соединения и будет искомой величиной.
Схема определения катета сварного шва
Как рассчитать катет сварного шва
В каждом случае, расчет проводится по-разному, в зависимости от имеющихся условий. К примеру, для определения нахлесточных соединений листов, толщина которых составляет менее 4 мм, катет стараются делать равным по толщине самих листов. Если же толщина листов составляет больше 4 мм, то здесь берется 40% от толщины металла и добавляется 2 мм. Таким и должен быть максимальный катет сварного шва.
svarkaipayka.ru
Что такое катет сварного шва и его расчет
Прочность сварных швов определяется не только правильно выбранным режимом сваривания двух металлических заготовок или правильно подобранными расходными материалами, но и точными размерами самого сварочного шва. И если при стыковом виде сварки за основу берется ширина валика, то при угловом катет сварного шва. Что это такое, и почему именно этот параметр влияет на прочностные характеристики соединительного участка.
Содержание
- 1 Что такое катет сварочного шва
- 2 Расчет катета шва
- 3 Выводы
Что такое катет сварочного шва
Если рассмотреть сварочный шов в разрезе при угловой сварке, то это в идеале должен быть равнобедренный треугольник. Так вот его катет, а это расстояние от конца шва одной детали до плоскости другой. По сути, катет шва и есть катет треугольника, поэтому данный показатель так и назван.
Итак, от значения катета углового соединения зависят прочностные характеристики стыка. Но в этом плане нельзя говорить о том, что чем больше катет, тем прочнее соединение. Потому что большое количество наплавленного металла может привести к сварочным деформациям. Плюс, это всегда большой расход электродов, газа, флюса и присадки, и как следствие повышение себестоимости проводимых сварочных работ.
Поэтому необходимо учитывать геометрию стыка с таким учетом, чтобы в него поместился катет с большими параметрами продольного сечения. Если производится сваривание двух заготовок разной толщины, то катет определяется по детали с меньшей толщиною. Обычно данный параметр сварочного шва определяется и измеряется специальными шаблонами. Сегодня все чаще сварщики пользуются универсальными измерительными инструментами УШС-2. Их называют катеомерами сварщика.
Это несколько тонких пластин, на концах которых есть выемки, определяющие разные размеры катетов. Соединяются пластины кольцом или шарниром. Прикладывая поочередно каждый шаблон к сварочному шву, находится тот, который точно будет прилегать к образовавшемуся валику.
По форме шов должен быть без выпуклостей и вогнутостей. Но так получается редко.
- Обычно сварной шов – это валик с выпуклой поверхностью. Специалисты отмечают, что это не самый лучший вариант, потому что внутри такой формы концентрируются напряжения, плюс увеличивается расход материалов.
- Идеальный же вариант – валик с вогнутой поверхностью, который получить очень сложно. Для этого необходимо правильно настроить параметры сварочного аппарата, а также точно соблюдать определенную одинаковую скорость электрода. А этим владеют только сварщики с большим опытом. Поэтому вогнутую поверхность получают после сварки механической обработкой. Данный вид сварного шва в сборке металлоконструкций не используется.
Что касается размеров катета углового соединения, то, как уже было сказано выше, все зависит от толщины свариваемых деталей. К примеру, если их толщина находится в пределах 4-5 мм, то катет не должен превышать 4 мм. Если толщина больше данного показателя, то и катет не должен быть 5 мм – и это минимальный показатель.
Необходимо отметить, что вогнутость и выпуклость сварного валика во многом зависит от того, каким электродом проводился сварочный процесс. Здесь имеется ввиду химический состав стержня. К примеру, если сварка проводилась электродом, расплавленный металл которого становился вязким и густым, то получается в конечном итоге выпуклая поверхность валика. Если расплавленный металл был жидковатым и растекающимся, то получается вогнутая поверхность.
Что касается режима и скорости проведения сварочного процесса.
- В основе выбранного режима лежат две величины: сила тока и напряжение. Так вот при увеличении силы тока и стабильном напряжении увеличивается глубина проварки, и уменьшается ширина шва. При стабильном токе и изменении напряжения наблюдается снижения параметра глубины проварки и увеличения ширины валика. Понятно, что и катет шва при сварке будет изменяться.
- Если скорость перемещения электрода вдоль сварочного стыка не превышает 50 м/час, то глубина проварки стыка увеличивается, а его ширина уменьшается.
- Все происходит наоборот, если скорость начинает увеличиваться и превышает обозначенное значение. В любом случае, не только уменьшается катет шва, но и снижаются характеристики металла внутри зазора между заготовками, потому что нагрев ванны производится незначительный.
Расчет катета шва
Так как в сечении сварной шов – это прямоугольный равнобедренный треугольник, то размер его катета рассчитать несложно. Для этого можно воспользоваться тригонометрической формулой: T = S cos 45º, где
- Т – это величина катета шва;
- S – это ширина валика или гипотенуза треугольника.
Чтобы узнать размер катета, необходимо в первую очередь замерить ширину сварного шва. Сделать это несложно. При этом cos 45° равно 0,7. Подставляя все значения в формулу, можно с большой точностью определить размер катета сварного шва.
К примеру, если ширина валика равна 3 мм, то его катет будет равен: 3х0,7=2,1 мм. А так как существуют определенные стандарты, которые гарантируют качество конечного результата в зависимости от ширины сварочного валика, то можно установить стандартные значения и самого катета. Так при сваривании двух заготовок толщиною 12-19 мм, оптимальное значение ширины шва находится в пределах около 6 мм, а значит, стандартный размер катета будет равен 4,2 мм или выбирается диапазон 4-5 мм.
То есть, сварив две заготовки данной толщины, можно измерить катет шва, выбрав катетомер определенного размера. Если он не совпадает, значит, сварка была проведена неправильно, и гарантировать ее высокое качество нельзя.
Выводы
Давая определение катету сварного шва, необходимо понимать, что данный показатель относится к категории качественных. От него во многом зависит прочность и надежность свариваемой конструкции, поэтому при создании схемы сварки на больших производствах обязательно данный параметр оговаривается. И если в неответственных конструкциях к нему отношение «прохладное», то для тех соединений, которые будут подвергаться большим нагрузкам, данному значению отводится важная роль.
В сложных сварочных технологиях катет выбирается индивидуально для каждого стыка. Но, в сущности, для него используют стандартные общие принципы выбора. А это, как уже было сказано выше, толщина соединяемых металлов, их химический состав, режим сварки, тип электрода или присадочной проволоки.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Что такое угловой шов?
Если вы только что начали заниматься сваркой или являетесь старым ветераном гризли, вы, вероятно, очень часто будете слышать термин «угловой сварной шов», используемый в сварочном цеху. Угловой шов представляет собой треугольный тип сварного шва, используемый для соединения двух поверхностей, расположенных примерно под прямым углом друг к другу. Эти типы сварных швов используются для соединения тройников, нахлестов и угловых соединений.
На самом деле угловые сварные швы сегодня являются одними из наиболее часто используемых типов сварных соединений. На самом деле они составляют гораздо более широкий спектр изделий, производимых сегодня, чем вы думаете. Поэтому каждому сварщику важно знать о угловых соединениях, способах их выполнения, максимальном размере углового шва и многих других окружающих факторах. Об этом и пойдет речь в сегодняшней статье.
Общие формы углового сварного шва
В производстве обычно используются три различных типа угловых сварных швов: Т-образное соединение, соединение внахлестку и угловое соединение. Некоторые из наиболее распространенных терминов, которые вы услышите при создании угловых швов, — это длина катета, толщина шва и толщина шва с глубоким проплавлением. Из них толщину горла измерить труднее всего.
Включает участки зоны термического влияния, протяженность которых трудно определить точно. Угловые сварные швы также существуют в нескольких различных формах. Наиболее распространены угловые, выпуклые и вогнутые угловые швы.
- Угловой шов – Поперечное сечение сварного шва под углом имеет форму прямоугольного треугольника.
- Вогнутый – Форма углового шва аналогична угловому шву, но имеет одно существенное отличие. Вместо того, чтобы быть полностью плоской, открытая поверхность имеет выпуклую форму. Открытая плоскость сварного шва изгибается внутрь, как в случае с вогнутой линзой. Толщина горловины вогнутого углового шва меньше, чем у углового шва.
- Выпуклая – Открытая поверхность выпуклого присадочного шва изгибается наружу или в противоположном направлении по сравнению с вогнутым угловым швом. Это приводит к большей толщине шва, чем угловые и угловые сварные швы.
Как подготовить угловой шов?
Самый простой способ начать работу — очистить металл, с которым вы собираетесь работать. Металлы, не покрытые коррозией, жиром, краской, маслом, следует сваривать. Поверхности соединения должны соприкасаться, а не согнуты или перекручены, чтобы не образовались большие зазоры. Удаление краски или ржавчины может быть выполнено очень быстро, поскольку все, что вам нужно, это угловая шлифовальная машина с установленным шлифовальным кругом или наждачная бумага. Но не переусердствуйте со шлифовкой, так как слишком интенсивная обработка оставит следы шлифовки или уменьшит толщину металла, с которым вы планируете работать.
Само собой разумеется, что при шлифовке и подготовке шва необходимо постоянно носить соответствующие средства индивидуальной защиты. Используйте защитные очки, специально предназначенные для шлифовки, и перчатки.
После удаления всей ржавчины и краски необходимо убедиться, что края основного материала соприкасаются правильно. Обязательно избегайте согнутых или скрученных металлов и следите за тем, чтобы две части соприкасались.
Использование обезжиривающего средства также является хорошей идеей для удаления остатков жира или масла. Обезжиривание занимает всего несколько минут, так как вам просто нужно несколько раз протереть поверхность стыка. Обязательно избегайте растворов на химической основе и не используйте растворители для краски. В продаже имеется множество обезжиривающих средств, поэтому вы, вероятно, сможете легко найти одно из них в ближайшем хозяйственном магазине.
Как создать угловой сварной шов?
Обычно угловой шов должен иметь длину участка, равную толщине листа (до 3/8 дюйма). Если толщина листа больше, то для всех типов сварных швов потребуется минимум 3/8 дюйма.
Использование мокрых сварочных электродов большего размера требует большего наплавленного металла. Однако электроды большего размера создают большую пористость в наплавленном металле сварного шва. Более крупный однопроходный шов может иметь меньшую ударную вязкость даже по сравнению с многопроходным швом того же размера. Это связано с эффектом отпуска, который каждый из многопроходных швов создает на предыдущих проходах.
Сварщики должны использовать электрод диаметром 1/8 дюйма, подходящий для большинства позиционных работ. Таким образом, чтобы получить длину ноги 3/8 дюйма, сварщик обычно должен сделать от трех до пяти проходов. Помните, что количество проходов не так важно, как цель состоит в том, чтобы достичь длины ноги 3/8 дюйма.
В ситуации, когда вам приходится работать с более тонким металлом в положении над головой, также подойдет электрод диаметром 1/8 дюйма. Но использование электродов меньшего размера также означает большее количество проходов. Последующие проходы закалят предыдущие проходы, поэтому не стоит беспокоиться, так как при многопроходной сварке, когда сварщик использует электроды меньшего диаметра, получаются высококачественные мокрые швы с гораздо лучшими металлургическими свойствами.
Связанная статья: Обозначения сварки | Руководство по чтению символов сварки
Возможные проблемы
К сожалению, сварщики могут столкнуться с некоторыми проблемами при угловой сварке. Успешное их преодоление приведет к хорошему сварному шву. Но если вы сделаете наоборот, вы можете получить металлолом.
Возможные проблемы с угловым сварным швом T-образного соединения
Наиболее важной частью создания хорошего углового шва является получение правильных размеров профиля. Длина плеча и толщина шва должны быть в определенном диапазоне для создания надежного углового шва. Разработчик должен рассчитать и создать оптимальные размеры профиля углового сварного шва.
Разработчики могут включить коэффициент безопасности при его создании, но размер сварного шва будет указан с использованием соответствующих символов сварного шва. Также может быть включен дополнительный коэффициент запаса прочности для усиления сварного соединения. Некоторые люди согласны с тем, что было бы хорошо увеличить длину ног, чтобы увеличить силу.
Когда проектировщик добавил коэффициент безопасности в исходный проект сварного шва, добавление другого коэффициента безопасности приведет к созданию слишком большого сварного шва по сравнению с фактически необходимым. Негабаритные сварные швы не обладают большей прочностью, чем расчетные. Они также могут повлечь за собой более высокие эксплуатационные расходы, привести к расточительному использованию расходных материалов и привести к дополнительным производственным проблемам, таким как деформация.
Возможные проблемы с угловым сварным швом внахлестку
Соединения внахлест не являются исключением, когда речь идет о сварных швах увеличенного размера. Конструктор может включить длины ножек того же размера, что и толщина материала. Если вы хотите добавить прочности, то размер углового сварного шва не обязательно должен быть таким же, как толщина листа, и на самом деле он не должен быть близко к нему.
Но есть и другие проблемы, от которых может страдать сварной шов. Например, верхний угол соединения внахлестку может расплавиться от сварки. Это уменьшит длину ноги и сделает ее меньшего размера из-за меньшего проектного значения горловины.
В этом случае сварщик должен быть осторожным, чтобы не расплавить верхнюю пластину во время сварки. В идеале сварной шов должен располагаться на 0,5 мм ниже верхнего угла верхней пластины. Чтобы это работало, дизайнер должен указать размер длины ноги, аналогичный толщине детали.
Во время изготовления угловых швов могут возникнуть дополнительные проблемы. Потенциальный риск заключается в перекрытии носка сварного шва из-за большей сварочной ванны. Эти дефекты могут уменьшить сварной шов из-за большего угла схождения. Более высокий угол схождения создаст напряжение, которое намного быстрее ослабит сварной шов.
Методы неразрушающего контроля не должны использоваться для угловых сварных соединений. Это может быть проблематично из-за трудностей контроля, в то время как ультразвуковой контроль требует немного времени. Кроме того, результаты этих тестов не так легко интерпретировать.
Методы неразрушающего контроля угловых сварных швов
При магнитном, пенетрантном и визуальном контроле возникают некоторые проблемы. А именно, эти методы тщательно исследуют поверхность и поэтому считаются поверхностными по своей природе. Их самым большим недостатком является то, что они не способны распознать внутреннюю структуру сварного шва, а также не могут найти какие-либо дефекты, скрытые под поверхностью.
Угловая сварка сама по себе сложна, но ее проверка тоже. Изготовленные угловые сварные швы в большинстве случаев имеют гораздо большее значение, чем первоначальные проектные размеры. Создаваемые угловые сварные швы могут иметь неправильную форму профиля, что влияет на их надежность и долговечность.
Операторам сварки лучше всего следовать проектным спецификациям сварки, как показано на чертеже. Сварщики также должны иметь навыки и мастерство, которые позволят им сварить профиль, избегая дефектов, которые могут возникнуть из-за неправильной формы.
Заключение
Создание правильного углового шва требует навыков и практики. Начинающему сварщику не следует сразу приступать к работе. Так как могут возникнуть различные проблемы, давать такую работу начинающему сварщику — не лучшая идея. Но с тщательной практикой и большим количеством суставов в конечном итоге можно освоить это.
Ссылки:
- Глобальный веб-сайт TWI.
размер и прочность углового шва
28.04.2016 #1
размер и прочность углового шва
Итак, я смотрю видео на YouTube о проверке прочности сварного шва, и человек выглядит так, будто накладывает угловой шов 1/4 дюйма или меньше на сталь толщиной 1/4 и угловой шов только с одной стороны, затем бьет молотком и ничего себе, маленькие разрывы сварного шва
.
поскольку угловой шов представляет собой треугольник, скругление 1/4 в 0,707 раза толще 1/4 дюйма, и для сварки углового шва с одной стороны шов должен быть в 1,4 раза больше толщины материала, округленного до 3. Угловой шов диаметром 8 дюймов, приваренный только к одной стороне тройникового соединения, чтобы соответствовать толщине материала толщиной 1/4
.
очевидно, что при сварке листа толщиной 1/4 дюйма и если вы хотите получить «большой» сварной шов, вы определенно не будете использовать стержень очень-очень малого размера, такой как стержень диаметром 1/8. стержень не менее 5/32 или еще лучше 3/16 для сварки большего размера
.
Я бы посмеялся над любым, даже пытающимся разорвать сварной шов толщиной 3/8 на пластине толщиной 1/4. они бы демонстративно потренировались
.
Типичный вид стержня 1/8 с железным порошком во флюсе, например, 7018, работающим при 140 ампер, дает больший сварной шов, чем 1/8 6013, работающий при 115 ампер. очевидно, стержень 5/32 6013, работающий на 140 ампер, даст такой же размер сварного шва, что и стержень 1/8 7018 на 140 ампер. Я не говорю, что 6013 не намного менее прочен или менее пластичен, но очевидно, что при испытании на прочность вы должны наложить на него сварной шов надлежащего размера, который по крайней мере такой же толщины, как толщина материала. Угловой шов 1/4 с одной стороны примерно на 70% толще свариваемого листа 1/4, поэтому очевидно, что размер сварного шва недостаточно велик для сварки полной прочности.Ответить с цитатой
28.04.2016 #2
Re: размер и прочность углового шва
Боже, я думаю, что все мои инженерные тексты были неправильными, когда я изучал сварные соединения в колледже.
Для обычной стали A36 угловой шов с ножками размером с основной материал, сварной шов превышает прочность основного материала. Большее количество сварных швов не дает вам никакой прочности, так как основной материал выходит из строя раньше, чем сварной шов. Все, что вы делаете, это тратите время и деньги. На самом деле, в моем учебнике указаны галтели минимального размера в зависимости от толщины материала, так как часто вам может не понадобиться сварка в натуральную величину, чтобы получить достаточную прочность, чтобы выдержать требуемую нагрузку.Теперь, если вы свариваете высокопрочные стали, тогда могут быть вызваны более крупные галтели, так как основная сталь может выдержать большую нагрузку, хотя во многих случаях, когда вы переходите к более прочным сталям, вы одновременно переходите к более прочным стержням, так что вещи снова равны.
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут.
На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!Рональд Рейган
Ответить с цитатой
29.04.2016 #3
Re: размер и прочность углового шва
извините, это не имеет отношения к теме сообщения wnytom
.
но все ваши посты кажутся одинаковыми в том смысле, что я не могу легко прочитать вашу копию ни в одном из них
.
что за дело без заглавных букв
?
ты не коммунист ты
?
тебе не нравится капитализм
?
почему все ваши знаки препинания выделены контурными маркерами
?
вы печатаете на телефоне с помощью приложения или чего-то еще
?
?Ryan
Miller Multimatic 200 tig/spool gun/wireless remote
Millermatic 350P, Bernard/XR Python guns
Miller Dynasty 350, Coolmate 3.5 & wireless remote
CK WF1 TIG wire feeder
Miller Spectrum 375 Xtreme
Optrel e684
Miller Digital Elite
Сварочная маска MillerОтветить с цитатой
04-29-2016 #4
Re: размер и прочность углового шва
TomB — из вашего описания возможно, что этот человек проводил испытание на разрыв углового сварного шва на заднем дворе.
Это разновидность деструктивного тестирования — я отметил один пример описания ниже.
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
29.04.2016 #5
Re: размер и прочность углового шва
Ух ты.
У меня болит голова. Я убегаю отсюда.Ответить с цитатой
29.04.2016 #6
Re: размер и прочность углового шва
Первоначально Послано xryan
извините, это не имеет отношения к теме поста wnytom
Эти черты развились в его ранние годы работы телеграфистом. Заглавные буквы и знаки препинания не требовались. Интерпретируйте точки, разделяющие абзацы, как «СТОП».
.
но все ваши посты кажутся одинаковыми в том смысле, что я не могу легко прочитать вашу копию ни в одном из них
.
что за дело без заглавных букв
?
ты не коммунист ты
?
тебе не нравится капитализм
?
почему все ваши знаки препинания расположены в виде маркеров
?
вы печатаете на телефоне с помощью приложения или чего-то еще
?
?-Крис
Ответить с цитатой
04-29-2016 #7
Re: размер и прочность углового шва
Угловой сварной шов должен иметь только длину катета, равную толщине самого тонкого свариваемого элемента.
Если вы привариваете пластину 1/4 дюйма к пластине 3/8 дюйма, сварной шов должен иметь длину только 1/4 дюйма. И в действительности длина может быть немного меньше, если это качественный сварной шов. 3 / 16-дюймового размера ноги достаточно для крепления вышеупомянутых пластин. Опять же, при условии, что сварщик компетентен и наплавляет качественный сварной шов.Ответить с цитатой
29.04.2016 #8
Re: размер и прочность углового шва
Разрушающее испытание углового шва должно привести к разрыву сварного шва.
Создание сварного шва с толщиной шва больше, чем у основного металла, фактически ослабляет соединение, потому что теперь у вас есть более прочный участок между двумя более слабыми участками, где будет сосредоточено все напряжение. В идеале сварной шов должен иметь те же прочностные характеристики, что и основной металл, чтобы лучше распределялись напряжения.Ответить с цитатой
29.04.2016 #9
Re: размер и прочность углового шва
Меня интересует зацикленность WNY с 6013 на чем-то другом, кроме тонкого металла или дворового искусства.
Лично я ненавижу этот материал …. но тогда предпочтения были рассмотрены в других темах.Ответить с цитатой
04-29-2016 #10
Re: размер и прочность углового шва
Первоначально Послано shortfuse
Я задаюсь вопросом о фиксации WNY с 6013 на чем-то другом, кроме тонкого металла или дворового искусства.
Это не просто 6013, он также зациклен на инверторах Harbour Freight. У меня сложилось впечатление, что он из тех парней, которые считают, что если он что-то не использует, то оно и не стоит того, чтобы его использовать. Если ему не нужна функция, то эта функция никому не нужна. Если у него его нет, это пустая трата денег. Лично я ненавижу этот материал …. но тогда предпочтения были рассмотрены в других темах.Соотношение сигнал-шум в его сообщениях невероятно несбалансировано, шума гораздо больше, чем сигнала.
-Крис
Ответить с цитатой
29.04.2016 #11
Re: размер и прочность углового шва
Первоначально отправлено WNY_TomB
, так что я вижу видео на YouTube о проверке прочности сварного шва, и человек выглядит так, будто накладывает угловой шов 1/4 дюйма или меньше на сталь толщиной 1/4 и угловой шов только с одной стороны, а затем бьет молотком.
Наклонился к лицу или к корню? Как выглядел перерыв? Возможно, это соответствовало действующим нормам. и ничего себе сюрприз, небольшие разрывы сварного шва
.
, так как угловой шов представляет собой треугольник, скругление 1/4 в 0,707 раза толще, чем 1/4 дюйма, и что-то вроде основного, чтобы сварить угловой шов с одной стороны, сварной шов должен быть В 1,4 раза больше, чем толщина материала, округлено, это 3/8-дюймовый угловой шов, приваренный только к одной стороне тройникового соединения, чтобы соответствовать 1/4 толщины материала
.
, очевидно, при сварке листа толщиной 1/4 дюйма и если вы хотите получить «большой» сварной шов, вы явно не будете использовать стержень очень-очень маленького размера, такой как стержень диаметром 1/8. используйте стержень размером не менее 5/32 или еще лучше 3/16, чтобы сделать большие сварные швы
Я бы посмеялся над любым, даже попытавшимся разорвать сварной шов 3/8 на листе толщиной 1/4.
типа основного стержня 1/8 с железным порошком во флюсе, например 7018, работающего при 140 А, дает больший сварной шов, чем 1/8 6013, работающий при 115 А. Очевидно, что стержень 5/32 6013, работающий при 140 А, даст аналогичный сварной шов. размер до 1/8 7018 при 140 А. Я не говорю, что 6013 не является немного менее прочным или менее пластичным, но очевидно, что при испытании на прочность вы должны наложить на него сварной шов надлежащего размера, который по крайней мере такой же толщины, как толщина материала. Угловой шов /4 с одной стороны примерно на 70% толще свариваемого листа 1/4, поэтому очевидно, что размер сварного шва недостаточно велик для сварки полной прочностиСварка как «WELDOR», а не «DERR»
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea.,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.Ответить с цитатой
29.
04.2016
#12Re: размер и прочность углового шва
Первоначально написал Hillbilly Welder
Угловой сварной шов должен иметь только длину стороны, равную толщине самого тонкого свариваемого элемента. Если вы привариваете пластину 1/4 дюйма к пластине 3/8 дюйма, сварной шов должен иметь длину только 1/4 дюйма. И в действительности длина может быть немного меньше, если это качественный сварной шов. 3 / 16-дюймового размера ноги достаточно для крепления вышеупомянутых пластин. Опять же, при условии, что сварщик компетентен и наплавляет качественный сварной шов.
.
это называется треугольник. угловой шов на одной стороне двух пластин, образующих тройник, имеет квадратный корень из 2 для толщины сварного шва. таким образом, сварной шов 1/4 не является достаточно прочным, чтобы сварить 1/4 листа, если он приварен с одной стороны. он имеет толщину сварного шва 0,707 x 0,25 = 0,177 дюйма.
.
своего рода базовая геометрия. извините, если мне придется объяснять это подробнее, это безнадежно
.
вы не делаете угловой шов 1/4 только с одной стороны 2-х пластин 1/4 и ожидаете, что он будет держаться так же, как пластины 1/4, потому что средняя точка сварного шва недостаточно толстаяОтветить с цитатой
29.04.2016 №13
Re: размер и прочность углового шва
Первоначально Послано Г-н Смит
Соотношение сигнал-шум в его сообщениях невероятно несбалансировано с гораздо большим количеством шума, чем сигнала.
Я склонен согласиться с этой оценкой.Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-s
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
29.04.2016 №14
Re: размер и прочность углового шва
Первоначально написал WNY_TomB
.
См. пост № 4 . Похоже на то, что вы описали в исходном посте.
это называется треугольник. угловой шов на одной стороне двух пластин, образующих тройник, имеет квадратный корень из 2 для толщины сварного шва. таким образом, сварной шов 1/4 не является достаточно прочным, чтобы сварить 1/4 листа, если он приварен с одной стороны. он имеет толщину сварного шва 0,707 x 0,25 = 0,177 дюйма.
.
своего рода базовая геометрия. извините, если мне придется объяснять это подробнее, это безнадежно
.
вы не выполняете угловой сварной шов 1/4 только с одной стороны 2-х пластин 1/4 и ожидаете, что он будет держаться так же хорошо, как пластины 1/4, потому что средняя точка сварного шва недостаточно толстаяДэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял. .. Кажется, это был вторник.Ответить с цитатой
29.04.2016 №15
Re: размер и прочность углового шва
это называется треугольник. угловой шов на одной стороне двух пластин, образующих тройник, имеет квадратный корень из 2 для толщины сварного шва. таким образом, сварной шов 1/4 не является достаточно прочным, чтобы сварить 1/4 листа, если он приварен с одной стороны.
Я с вами, но это теоретическое горло, а не фактическое горло. Таким образом, если у вас есть проникновение в корень на 0,1 дюйма, эффективная глубина горловины составляет 0,707 x 0,25 + 0,1 = 0,277 дюйма. он имеет толщину сварного шва 0,707 x 0,25 = 0,177 дюйма.
Это больше толщины листа, поэтому, если в сварном шве нет дефектов, он прочнее листа. Я думаю, что наполнитель электрода также является более прочным сплавом по сравнению с основным материалом.Но если вы сварите только одну сторону галтели, я думаю, что это будет похоже на угловой шов, такой же прочности, как пластина с изгибом 90 градусов.
Разве рекомендации по минимальной глубине горловины не исходят от AWS D1? Разве они не предполагают, что обе стороны сварены из галтели?
Последний раз редактировалось Pete.S.; 29.04.2016 в 13:10.
Ответить с цитатой
29.
04.2016
№16Re: размер и прочность углового шва
Первоначально Послано MinnesotaDave
Обратитесь к сообщению #4. Похоже на то, что вы описали в исходном посте.
я не говорю о дефектах сварки……….. в видео говорилось, что сварка не такая прочная, как основной металл. ну, упущенный момент заключается в том, что сварной шов недостаточно велик, чтобы ожидать, что он будет держаться так же, как основной металл, потому что толщина сечения сварного шва недостаточно велика, чтобы соответствовать толщине сечения основного металла.
.
угловой сварной шов только с одной стороны тройникового соединения должен быть более чем на 1,414 (квадратный корень из 2) больше, чем основной металл. таким образом, скругление с одной стороны тройника из листов толщиной 1/4 должно составлять около 3/8 сварного шва. это называется базовой геометрией. Вот почему при структурном испытании на сварку пластины 3/8 опорная пластина фрезеруется, чтобы сварной шов и пластины имели ровную толщину 3/8, и она изгибалась в форме буквы U определенного радиуса, и если она изгибается на 180 и нет признаков разрушения сварного шва, он проходит испытание. если в одном и том же испытании сварной шов толщиной 1/4 соединяет 3/8 пластин, он каждый раз не проходит испытание на изгиб.Ответить с цитатой
29.04.2016 # 17
Re: размер и прочность углового шва
Первоначально Послано WNY_TomB
я не говорю о дефектах сварки.
Почему бы вам не дать ссылку на видео, о котором вы говорите, вместо того, чтобы заставить всех расшифровать вашу интерпретацию? Это было бы разумно сделать, если вы хотите участвовать в разумном и информированном диалоге по этому поводу. ………. видео говорило, что сварка не такая прочная, как основной металл. ну, упущенный момент заключается в том, что сварной шов недостаточно велик, чтобы ожидать, что он будет держаться так же, как основной металл, потому что толщина сечения сварного шва недостаточно велика, чтобы соответствовать толщине сечения основного металла.-Крис
Ответить с цитатой
29.04.2016 # 18
Re: размер и прочность углового шва
Первоначально Послано Пит.
С. Я с вами, но это теоретическое горло, а не реальное горло. Таким образом, если у вас есть проникновение в корень на 0,1 дюйма, эффективная глубина горловины составляет 0,707 x 0,25 + 0,1 = 0,277 дюйма.
Это больше толщины листа, поэтому, если в сварном шве нет дефектов, он прочнее листа.Но если вы сварите только одну сторону галтели, я думаю, это будет похоже на угловой шов, такая же прочность, как у пластины с 9изгиб 0 градусов.
. На проплавление
я бы не рассчитывал, и если бы мне нужно было проплавление 6013 на пластине 1/4, я бы использовал стержень 5/32 или 3/16, как рекомендуется в большинстве книг по сварке. Главный момент, который упускается из виду, заключается в том, что вы используете стержень большего размера, чем с другими удилищами, именно потому, что он имеет меньшее проникновение, и вы получаете дополнительное преимущество более крупного стержня, перемещающегося с большей скоростью. часто называемая высокоскоростной сваркой листового металла, при которой 6013 хорошо сваривает материал толщиной не менее 1/4.
.
я бы также не стал сравнивать железный порошковый электрод, такой как 1/8 7018 (который с флюсом имеет больший диаметр), такой же, как 1/8 6013, железный порошок обеспечивает более высокую силу тока, и вам нужно сравнить его с 5/32 6013, чтобы получить четное совпадение или близкое к четномуОтветить с цитатой
29.04.2016 # 19
Re: размер и прочность углового шва
Первоначально написал WNY_TomB
.
Вы даже знаете, что сварной шов 1/4 дюйма??? Сварной шов измеряется не шириной валика. Он измеряется горловиной. Говоря языком геометрии, поскольку вы не знаете терминов сварки, это расстояние от 9Угол 0 градусов к центру гипотенузы, который в прямоугольном треугольнике 45-45 составляет ровно половину длины гипотенузы. Таким образом, что бы вы ни измеряли для ширины валика, глубина горловины или «размер сварного шва» составляет половину ширины валика. Но это при условии, что у вас идеально отцентрованная, идеально плоская бусина без вогнутости или выпуклости.
это называется треугольник. угловой шов на одной стороне двух пластин, образующих тройник, имеет квадратный корень из 2 для толщины сварного шва. таким образом, сварной шов 1/4 не является достаточно прочным, чтобы сварить 1/4 листа, если он приварен с одной стороны. он имеет толщину сварного шва 0,707 x 0,25 = 0,177 дюйма.
.
своего рода базовая геометрия. извините, если мне придется объяснять это подробнее, это безнадежно
.
вы не делаете угловой шов 1/4 только с одной стороны 2-х пластин 1/4 и ожидаете, что он будет держаться так же, как пластины 1/4, потому что средняя точка сварного шва недостаточно толстая Лучше всего просто исключить из этого математику, потому что все, что она делает, это сбивает вас с толку, и вместо этого изучите правильную терминологию и используйте правильные датчики, если это так важно для вас.Ответить с цитатой
29.04.2016 #20
Re: размер и прочность углового шва
Первоначально Послано TheBFA
Вы хоть знаете, что такое сварной шов 1/4 дюйма??? Сварной шов измеряется не шириной валика.
Вы не знаете терминов сварки, это расстояние от угла 90 градусов до центра гипотенузы, которое в прямоугольном треугольнике 45-45 составляет ровно половину длины гипотенузы. глубина горловины или «размер сварного шва» составляет половину ширины валика. Но это при условии, что у вас идеально отцентрованный, идеально плоский валик без вогнутости или выпуклости. Лучше всего просто не заниматься математикой, потому что все это сбивает вас с толку, и вместо этого выучите правильную терминологию и используйте правильные датчики, если это так важно для вас.0003 На самом деле сварной шов можно измерить двумя способами. Обычно сварной шов рисуется и измеряется как размер отрезка в соответствии с AWS, если в местных примечаниях, ECO или директиве документа размер сварного шва не указан как минимальный размер шва. Я работаю над аналогичной работой, указывающей, что сварные швы должны соответствовать AWS D1.1, но проверка сварных швов должна соответствовать стандарту сварки 3030 с учетом размера сварного шва и применения к горловине. Макро проверенные значения горловины. Размер ноги стал незначительным.Сварка методом «WELDOR», а не «DERR»
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea.,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.Ответить с цитатой
29.04.2016 # 21
Re: размер и прочность углового шва
Вот все ответы: http://www.
egr.msu.edu/~harichan/cla…e405/chap6.pdfЭто кажется немного сложнее, чем я мог понять в пятницу…
Ответить с цитатой
04-29-2016 # 22
Re: размер и прочность углового шва
Суть в том, что вам нужен сварной шов большего размера, чем покажет калибр для сварки 1/4 при сварке только с одной стороны тройникового соединения с пластинами толщиной 1/4.
а проникновение и зазор между суставами компенсируются. на самом деле большой зазор в 1/4 между пластинами, образующими тройниковое соединение, вы можете заполнить зазор, но я бы никогда не подумал, что заполненный зазор имеет большую прочность.
.
ссылка на обычные сварочные калибры, которые я использовал почти 40 лет в США. это не означает, что в разных странах могут быть разные способы сказать, что измеряет сварной шов 1/4, по размеру ноги или размеру поперечной толщины горловины / сечения.
.
, например, с квадратной трубой толщиной 1/4 стенки, меня учили делать угловые сварные швы 3/8 или больше, если я хотел соответствовать прочности квадратной трубы. в основном на 2 сторонах Т-образного стыка трубок у вас есть угловые сварные швы только на одной стороне
.
https://www.google.com/search?q=weld…w=1030&bih=601Последний раз редактировалось WNY_TomB; 29.04.2016 в 14:02.
Ответить с цитатой
29.
04.2016
# 23Re: размер и прочность углового шва
Хорошо партнер. Вы продолжаете верить своему запутанному пониманию математики, а я буду продолжать верить опыту и знаниям инспекторов и инженеров, с которыми я познакомился на протяжении всей своей карьеры сварщика.
Первоначально написал WNY_TomB
.
это называется треугольник. угловой шов на одной стороне двух пластин, образующих тройник, имеет квадратный корень из 2 для толщины сварного шва. таким образом, сварной шов 1/4 не является достаточно прочным, чтобы сварить 1/4 листа, если он приварен с одной стороны. он имеет толщину сварного шва 0,707 x 0,25 = 0,177 дюйма.
.
вид базовой геометрии. извините, если мне придется объяснять это подробнее, это безнадежно
.
вы не выполняете угловой сварной шов 1/4 только с одной стороны 2 пластин 1/4 и ожидаете, что он будет держаться так же, как и пластины 1/4, потому что средняя точка сварного шва недостаточно толстаяПоследний раз редактировалось Hillbilly Welder; 29.04.2016 в 14:33.
Ответить с цитатой
29.04.2016 # 24
Re: размер и прочность углового шва
Боже, эти wnytomb нити заставляют мой мозг болеть.
Что мы тут вообще обсуждаем? Испытание на разрыв сварного шва так же старо, как и сама сварка, и мы обсуждаем его достоинства? Кроме того: базовым знанием является то, что для общих применений вам нужен угловой шов с минимальным размером LEG, равным толщине самой тонкой свариваемой детали. Кроме того, прибор для измерения угловых сварных швов измеряет НЭГ сварного шва, а не горловину. Также есть сторона, указывающая минимальную глубину шва, но она не равна размеру сварного шва.
Обратите внимание на калибр для угловых швов 1/2 дюйма. Имеются метки, которые измеряют кромку сварного шва на 1/2 дюйма, и есть сторона под углом 45 градусов, которая показывает минимальную глубину шва для 1/2 дюйма. угловой шов.Местный IAMAW 330
Airco 300 AC/DC Heliwelder
Airco Dip-Pak 200 с пистолетом Profax
Powr-Kraft AC225
Everlast PowerArc 200st
Сверлильный станок Buffalo Forge No.21
Спидглас 9100xx
Airco, Oxweld, Purox, горелки Victor
Линкольн Рейнджер 8Ответить с цитатой
29.
04.2016
# 25Re: размер и прочность углового шва
Первоначально Послано wnywelder
Кроме того: это основное знание, что для общих применений вам нужен угловой шов с минимальным размером LEG, равным толщине самой тонкой свариваемой детали.
Примерно так он и говорит. Он предлагает использовать 3/8-дюймовую ножку на угловом соединении на 1/4-дюймовом заготовке.Меня учили, что МАКСИМАЛЬНЫЙ размер ноги равен толщине самого тонкого материала в моем классе инженерных сооружений. Это предполагало базовую мягкую сталь A36, а не высокопрочные сплавы.
Существуют таблицы для минимальных размеров ножек, основанные на толщине заготовки, но нам сказали, что для основных простых расчетов просто используйте скругление, равное или 1/16 дюйма под толщину заготовки, как самый простой способ определить расчеты нагрузки с использованием базовых таблиц..
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
ТИПЫ СОЕДИНЕНИЙ И СВАРНЫХ СОЕДИНЕНИЙ Карточки
Типы соединений и сварных швов:
стр.1
Факторы, которые следует учитывать при выборе типа соединения:
• требования к прочности
• коэффициент нагрузки толщина материала
• затраты и соответствующий процесс.
Пять основных соединений:
стр. 2
-BCTEL
Угловые соединения:
стр. 14
— широко используется для изготовления изделий из листового металла, таких как ящики для инструментов, топливные баки, ящики для грузовиков и другое оборудование, где дизайн коробки — неотъемлемая характеристика.
— на приведенном выше рисунке показаны различные варианты конструкции угловых соединений, зависящие от таких факторов, как конструкция сварного шва, требования к прочности и толщина материала.
Угловое соединение с подваркой разделки:
стр. 14
— если более толстый материал требует более высокого уровня прочности и жесткости, предпочтительнее угловое соединение с подваркой разделки.
— он выполняет свои максимальные возможности с точки зрения нагрузки, затем применяется подготовка шва с разделкой кромок
для достижения полного проплавления.
Кромочное соединение:
стр. 15
— широко используется для соединения тонколистового металла (автогенно — без необходимости присадочного металла)
— Преимущество заключается в меньшей опасности прожога и уменьшении деформации тонкого листового металла.
— ограничение в том, что он не может выдерживать большие или динамические нагрузки.
4 типа сварки:
стр.3
1. Наплавка.
2. штекер или слот.
3. филе.
4. паз
Наплавочный шов:
стр.3
— когда валик или валики используются для размещения слоя металла шва поверх поверхности.
— всякий раз, когда изнашиваемая поверхность может быть экономично восстановлена, поверхностная сварка используется для восстановления первоначальной толщины оборудования.
— поверхностная сварка также используется для нанесения высоколегированного слоя металла сварного шва на поверхность для формирования слоя плакирования для защиты от коррозии или условий эксплуатации в условиях высоких температур.
— поверхностная сварка часто используется Двухэтапная процедура восстановления изношенных деталей:
1. На поверхность наносится слой более мягкого и менее дорогого наплавленного металла, чтобы вернуть детали необходимую толщину.
2. Поверх первого слоя наносится слой материала с твердой поверхностью для увеличения прочности и продления срока службы деталей.
Пробковые или пазовые сварные швы:
стр. 4
— распространены на соединениях внахлестку.
— для подготовки заглушки или прорези необходимо пробить, просверлить или вырезать отверстие или прорезь в одной пластине.
— в зависимости от размера и требований к прочности пробочные или щелевые сварные швы могут быть оставлены с валиком вдоль нижней кромки или отверстие может быть заполнено.
— может использоваться с угловым швом на соединениях внахлестку, где требуется дополнительная прочность.
Угловые сварные швы:
стр. 4
— Угловые соединения встречаются на соединениях внахлестку, тавровых и угловых соединениях.
— образует примерную форму треугольника, если смотреть на него в поперечном сечении.
— он не обеспечивает максимально возможную прочность сварных соединений, однако они не требуют специальной подготовки шва и, как правило, их легче подготовить и сварить, чем другие типы сварных швов.
— размер углового сварного шва определяется длиной стороны наибольшего равнобедренного треугольника, который может быть начерчен в поперечном сечении сварного шва.
Угловой сварной профиль:
стр.6
— Прочность углового шва рассчитывается по его эффективному размеру шва, который напрямую связан с его размером и профилем.
— вогнутый профиль углового шва, самый большой равнобедренный треугольник, который вы можете нарисовать, будет довольно маленьким по сравнению с плоским или слегка выпуклым профилем.
— чрезмерно выпуклый профиль, ничего не добавляет к прочности, может привести к ряду дефектов сварки (эффект надреза и искажение) и ненужным затратам, связанным с переваркой соединения.
Равнополочные и неравнополочные угловые сварные швы:
стр.6
-поскольку размер углового шва рассчитывается по наибольшему равнобедренному треугольнику, который может быть начерчен в поперечном сечении сварного шва, размер неравнополочного углового шва рассчитывается по длине самой короткой ноги.
4 Основной вариант угловых швов:
стр.7
1. непрерывный.
2. прерывистый.
3. цепь прерывистая.
4. в шахматном порядке прерывистый.
— эти варианты основаны на таких факторах, как требования к прочности, экономия соединений и контроль остаточного напряжения и деформации.
— длина и межцентровое расстояние (известное как шаг ) приращений сварного шва различны для каждого типа углового шва.
Сварные швы:
стр. 8
— чаще всего используются на стыковых соединениях, но различные варианты подготовки швов с разделкой кромок также используются для тройниковых, угловых и краевых соединений.
— при определении размера шва с разделкой кромок необходимо ориентироваться на размер его шва:
• Если шов пронизывает всю толщину материала, то считается, что размер шва соответствует толщине материала.
•если шов не проплавлен на всю толщину соединения, то размер сечения шва меньше толщины материала.
Grove Weld Терминология и размер:
стр.8
-рисунок 10: свариваемый материал имеет толщину 1/2 дюйма, рисунок показывает, что металл сварного шва проник через всю толщину материала. размеры сварного шва указывают на сварной шов с разделкой 1/2
— армирование не добавляется к размеру сварного шва
Факторы, влияющие на выбор сварного соединения с разделкой кромок:
стр.9
— предназначение.
— толщина материала.
-стоимость подготовки.
-доступность.
-общее совместное хозяйство.
— воспринимаемое напряжение приведет к деформации.
5 типов сварных соединений с разделкой кромок:
стр. 9
1. квадратная разделка.
2. коническая канавка.
3. V-образный паз.
4. U-образный паз
5. J-образный паз
Квадратный паз:
стр.9
— самый простой в подготовке, потому что не требуется фактической подготовки кромки.
— стык может быть пустым для более глубокого проникновения, но края квадратные.
— шов с квадратной разделкой обычно ограничивается соединением более тонких материалов, потому что трудно добиться полного проплавления более толстых материалов с помощью процесса ручной сварки.
— максимальная порча материала для одинарного сварного шва с квадратной разделкой составляет 3,2 мм (1/8″).
— максимальная порча материала для сварного шва с квадратной разделкой с двойной сваркой составляет 6,4 мм (1/4″).
Коническая канавка:
стр.10
— часто используется, когда у вас есть доступ только к одному элементу соединения или когда соединение установлено в горизонтальном положении.
— также используется для квалификационных испытаний сварщиков в соответствии с CSA w-47.1.
— этот тип соединения может быть экономичным в подготовке и сварке, но вы должны обеспечить полное сплавление в нижней части соединения по прямоугольной кромке.
Vee Groove:
стр.10
— пожалуй, наиболее широко используемый материал в 9Диапазон толщины от 0,6 мм (3/8 дюйма) до 25,4 мм (1 дюйм).
— относительно прост в приготовлении, имеет хорошую доступность для сварки с полным проплавлением.
— Сварные швы с двойной V-образной канавкой используются для более толстого материала, где есть доступ к соединению с обеих сторон и для минимизации деформации за счет выравнивания силы усадки.
— для данной толщины материала сварной шов с двойной V-образной канавкой
обычно требует меньшего количества металла по сравнению с одинарной V-образной канавкой
U-образная канавка:
стр. 11
— имеет конфигурацию, аналогичную V-образному пазу.
— преимуществом является меньший угол прилегания, для которого требуется меньше присадочного металла, чем для V-образной канавки.
— решение об использовании сварных швов с одинарной или двойной U-образной или V-образной канавкой зависит от общей стоимости подготовки, необходимого времени сварки и стоимости требуемого металла сварного шва.
J-образная канавка:
стр.11
-используется там, где есть доступ только к одному элементу соединения и на соединениях, установленных в горизонтальном положении.
— одним из преимуществ является лучший доступ для сварки, что способствует хорошему проплавлению, сплавлению нижней части соединения, а также требует меньшего количества присадочного металла, что приводит к меньшему остаточному напряжению и меньшей деформации.
— это преимущество заключается в том, что подготовка стоит дороже, поэтому он обычно используется для более толстого материала.
Тройник:
стр.15
— чаще всего используется для угловых швов.
— на листовом металле определенной толщины достаточное проникновение обычно может быть достигнуто без какой-либо подготовки шва.
— на сварных изделиях, подвергающихся легким или малым статическим нагрузкам, допускается применение сплошных или прерывистых угловых швов без необходимости проплавления металла шва по толщине соединения.
— для увеличения прочности более толстого материала необходима подготовка канавки для достижения полного проникновения.
Соединение внахлест:
стр.16
— также используется для угловых швов.
— это соединение хорошо подходит для соединения материалов различной толщины.
-преимущество в том, что он не требует подготовки, что дает хороший совместный экономический эффект.
— это может быть одинарная или двойная сварка в зависимости от доступности и нагрузки.
— предпочтительнее для сварки и пайки, поскольку общая поверхность соединения больше, чем у стыкового соединения.
Стыковое соединение:
стр. 17
— широко используется в сварочной промышленности.
-обе пластины установлены в одной плоскости, соединение встык всегда используется там, где требуется максимальная прочность.
— Сварные швы с разделкой кромок на стыках с полным проплавлением считаются сварными швами полной прочности.
Обозначение положения для сварных швов с канавками и угловыми швами:
стр. 17
— Стандарт CSA W46.1 и AWS используют обозначение 1GF (скругление канавки).
-1GR (R обозначает рулонную сварку), широко используется в трубопроводах и сосудах.
Позиция Обозначение угловых сварных швов:
Рассмотрение конструкции соединений:
стр. 20
— основное внимание при принятии решения о том, какой тип соединения и сварного шва следует учитывать, это требования прочности и условия нагрузки.
— выберите соединение с наименьшим количеством присадочного металла.
— рассмотрите возможность использования U-образной или J-образной разделки швов на материалах толщиной более 25,4 мм (1 дюйм).
— спроектируйте соединение так, чтобы оно было доступно для сварки.
— рассмотрите возможность прерывистой угловой сварки для легких и постоянных условий нагрузки.
— рассмотрите возможность объединения сварного шва с разделкой кромок и углового шва, где это необходимо, для максимальной прочности и жесткости
— рассмотрите возможность использования двойной подготовки шва или сварного шва, если он доступен или где деформация является основным фактором
— рассмотрите общую стоимость, включая подготовку и сварку
— не переваривать.
Руководство по сварке конструкций на AWS • SAGU Engineering
Процессы дуговой сварки Процессы дуговой сварки основаны на плавлении. Термоядерный синтез требует герметичности и чистоты на атомарном уровне, чего можно добиться, экранируя расплавленную ванну газом или шлаком. Существует несколько типов процессов дуговой сварки:
Электрическая дуга возникает между концом металлического электрода с покрытием и свариваемыми стальными компонентами (рис. 1). Электрод представляет собой присадочный металл, покрытый покрытием. Покрытие электрода имеет две цели: 1) образует газовую защиту, предотвращающую попадание примесей из атмосферы в сварной шов, и 2) содержит флюс, очищающий расплавленный металл.
SMAW — это почти исключительно процесс ручной дуговой сварки. Из-за своей универсальности и простоты он особенно популярен в сфере технического обслуживания и ремонта. Наиболее распространенные проблемы качества, связанные с SMAW, включают разбрызгивание сварных швов, пористость, непровар, неглубокое проплавление и растрескивание.
Рис. 1: Дуговая сварка металлическим электродом в среде защитного газа
Дуговая сварка металлическим электродом в среде защитного газа (GMAW) Дуговая сварка металлическим электродом в среде защитного газа (GMAW) выполняется быстро и экономично. Как показано на рисунке 2, в сварочный пистолет подается непрерывная проволока. Проволока плавится и соединяется с основным металлом, образуя сварной шов. Расплавленный металл шва защищен от атмосферы газовой защитой, которая подается по трубопроводу на наконечник сварочной горелки. Процесс может быть полуавтоматическим или автоматизированным. Его нельзя использовать в ветреной среде, так как потеря защитного газа из-за потока воздуха приведет к пористости сварного шва. Как правило, сварка GMAW не допускается в полевых условиях.
Рис. 2. Дуговая сварка металлическим электродом в среде защитного газа GMAW
Дуговая сварка порошковой проволокой (FCAW) Дуговая сварка порошковой проволокой (FCAW) аналогична процессу GMAW и обычно выполняется полуавтоматическими или полностью автоматическими методами. Отличие состоит в том, что присадочная проволока имеет центральную жилу, содержащую флюс (см. рис. 3). С помощью этого процесса можно сваривать с защитным газом или без него, что делает его пригодным для открытых условий, когда на защитный газ может воздействовать ветер.
Рис. 3: Дуговая сварка флюсовой проволокой FCAW
Дуговая сварка под флюсом (SAW)Дуговая сварка под флюсом (SAW) обычно выполняется полуавтоматическим или ручным способом. Как показано на рис. 4, в нем используется непрерывно подаваемый электрод из присадочного металла. Сварочная ванна защищена от окружающей атмосферы слоем гранулированного флюса, подаваемого на сварочную горелку. Это приводит к более глубокому проплавлению сварного шва, чем другие процессы. Однако можно использовать только плоское или горизонтальное положение.
Рисунок 4: Дуговая сварка под флюсом под флюсом
Выбор процесса
Выбор процесса сварки обычно остается за подрядчиком. Характеристики различных процессов:
- SAW: длинные, большие, полу/полностью автоматические или ручные методы.
- FCAW: полу-/полностью автоматические методы.
- SMAW: мелкие, разные, ремонтные, прихваточные швы и ручной метод.
- GMAW: полу-/полностью автоматические методы в магазине.
Как правило, сварка в полевых условиях не разрешается уполномоченным органом, если иное не указано на планах или не одобрено инженером. Уполномоченный контролер разрешает сварку конструкций в полевых условиях методом SMAW с использованием электродов с низким содержанием водорода E7018 для низкоуглеродистых и высокопрочных низколегированных сталей при условии, что присадочный металл соответствует прочности основного металла.
Сварные соединения конструкций
Сварное соединение конструкций передает нагрузки между элементами. Элементы крепятся к соединению с помощью сварных соединений, которые передают нагрузки между элементами и соединением. На рис. 5 показано соединение, в котором несколько элементов соединены вместе косынками.
Рисунок 5: Сварное соединение
Типы соединений
На рисунке 6 показаны различные типы соединений.
Рисунок 6: Типы соединений
Типы сварных швов
Существует несколько типов сварных швов. Наиболее важными являются сварные швы с разделкой кромок и угловые швы.
Сварные швы с разделкой кромок
Как показано на рис. 7, сварные швы с разделкой кромок могут быть выполнены с полным проплавлением (CJP), также называемым полным проплавлением или сварными швами с полным проваром, или с частичным проплавлением (PJP), также называемым частичным проплавлением или частичным проплавлением. Каждый тип шва с разделкой кромок может иметь множество возможных конфигураций.
Необходима подготовка, поскольку процесс сварки обычно не может обеспечить необходимую глубину проплавления. Как показано на рисунке 7, возможны различные приготовления. Секции толщиной до 3/8 дюйма могут быть обработаны с прямыми краями с использованием предварительно квалифицированного WPS.
В целом:
- Препарирование с V-образными и коническими канавками является самым простым. Подготовка
- U- и J-образных канавок является более дорогостоящей, поскольку требует механической обработки или строжки с воздушной дугой.
Все препараты имеют одинаковую силу (поскольку они имеют одинаковое эффективное горло).
Рис. 7: Типы сварных швов с разделкой кромок
Терминология для сварных швов с разделкой кромок
На рис. 8 показана общепринятая терминология для сварных швов с разделкой кромок.
Рисунок 8: Терминология, используемая для сварных шв в Groove
CJP Groove Weld Односторонний двустороннийОДНАСНЫЙ CJP WELDS требует стальной обратно. Без поддержки требуется квалификация WPS, чтобы обеспечить разработку полного горла.
Двусторонние сварные швы CJP требуют обратной строжки. Без обратной строжки требуется квалификация WPS, чтобы обеспечить разработку полного прохода. Выбор основан на:
- Доступ.
- Контроль искажения.
- Эконом.
Обратная строжка – удаление сварного шва и основного металла дуговой строжкой или шлифовкой с другой стороны частично сварного соединения для обеспечения полного сплавления и провара при последующей сварке с этой стороны (рис. 9)).
Рисунок 9: Обратная строжка
Зона термического влиянияего микроструктура и свойства, измененные сваркой.
Рис. 10. Зона термического влияния
ПодложкаПодложка определяется как материал, размещаемый в основании сварного соединения с целью поддержки расплавленного металла сварного шва (рис. 11а). Его функция заключается в облегчении полного проникновения в сустав. Подложка под сварку может быть стальной, медной или керамической.
Стальная подложка на сварных швах, поперечных направлению напряжения, должна быть удалена, а шов отшлифован. В противном случае сварной шов может растрескиваться, как показано на рис. 11b.
Основа имеет рекомендуемую минимальную толщину для предотвращения проплавления. Например, для SMAW это 3/16 дюйма. В таблице 1 показаны минимальные толщины для других процессов.
Максимальный зазор между подложкой и основным металлом составляет 1/16 дюйма. Если есть зазор, это повлияет на качество сварки и UT и может увеличить затраты на ремонт и испытания.
Требуется одобрение инженера, если используется неосновная металлическая основа. Таблица 1: Минимальная толщина стальной основы Их также можно использовать для соединения колонн (стыковое соединение при сжатии) или угловых соединений составных коробчатых колонн. Размер горловины меньше толщины материала, и сварной шов может развивать или не развивать полную мощность прикрепленного материала. AWS D1.5 предоставляет предварительную информацию.
Эффективный размер сварного шва PJPНа рис. 12 показан эффективный размер сварного шва для сварных швов PJP.
Рисунок 12: Эффективный размер сварного шва для сварного шва PJP с разделкой кромок
Минимальный эффективный размер сварного шва PJP Минимальный эффективный размер сварного шва является функцией толщины соединенного элемента большей толщины. Он основан на проблемах, связанных со сваркой (а не на прочности), а именно на плавлении и растрескивании. В сустав также необходимо вводить минимальное количество энергии; т. е. размер сварного шва коррелирует с погонной энергией. Таблица 2 показывает минимальный размер сварного шва PJP по отношению к толщине детали.
Таблица 2: Минимальный размер сварного шва PJP
Рекомендации по PJPПоперечное сечение соединения не полностью проплавлено, что может создавать концентраторы напряжения.
Односторонний PJP: Убедитесь, что не происходит вращения вокруг корня соединения. Диафрагмы, ребра жесткости и правильная конфигурация соединений могут предотвратить вращение.
Двусторонний PJP: Требуется меньше металла сварного шва. Как правило, более выгодно контролировать искажения. Герметичный шов также предотвращает попадание воды и других веществ, вызывающих коррозию, в зазор между свариваемыми деталями.
Развальцовочные соединения не должны использоваться для соединения конструкционной стали в мостах.
На рис. 13 показана общеупотребительная терминология для угловых швов.
Рисунок 13. Терминология углового сварного шва
Минимальный размер углового сварного шваМинимальный размер зависит от толщины более толстой соединяемой детали. Минимальный размер углового шва не должен превышать толщину более тонкой соединяемой части (таблица 3).
Таблица 3: Минимальный размер углового сварного шва для однопроходных сварных швов
Максимальный размер углового сварного шваМаксимальный размер устанавливается во избежание оплавления верхней кромки элемента (уменьшение толщины сварного шва). Это относится только к сварным швам, выполненным вдоль кромок (соединения внахлестку, некоторые угловые соединения). Таблица 4 показывает это ограничение.
Таблица 4: Максимальный размер углового сварного шва
Концевой возврат (упаковка) Укладка является продолжением углового сварного шва вокруг угла элемента (рис. 14). Он обеспечивает качественную заделку сварных швов, обеспечивает некоторое сопротивление взлому и герметизирует сварной шов.
Должен использоваться при восприятии растягивающей силы, не параллельной оси сварного шва. Обратная длина должна быть не менее чем в два раза больше размера сварного шва и указываться на конструкторских и рабочих чертежах.
Рис. 14. Обратный шов при угловой сварке
Завершение углового сварного шваРекомендуется останавливать угловой шов за пределами концов соединения. Он предотвращает подрезы, улучшает качество сварки и не приводит к уменьшению длины сварного шва из-за начального или конечного кратера. Сварные швы на противоположных сторонах общей плоскости должны быть непрерывными, а углы должны быть отшлифованы, чтобы исключить зазубрины размером более 0,01 дюйма. Эти сварные швы обеспечивают плавный переход к металлу шва после шлифовки.
Угловой сварной шов Соединяемые элементы в Т-образном соединении должны находиться в максимально тесном контакте перед соединением угловым швом. Увеличение зазора приводит к уменьшению горловины и визуально не проявляется. Если зазор больше 1/16 дюйма, увеличьте размер углового сварного шва на размер зазора и ограничьте его до 3/16 дюйма для соединительных элементов толщиной менее 3 дюймов и 5/16 дюйма для соединительных элементов. толщиной более 3 дюймов.
На рис. 15 показаны пробочная и щелевая сварка. Наносятся на соединения внахлестку (центральная часть дублирующих пластин). Они передают нагрузку за счет сдвига или предотвращают коробление притертых деталей. Эти типы сварных швов требуют равномерного проплавления корня соединения. Глубина заполнения представляет собой толщину пластины, если пластина меньше 5/8 дюйма, и половину толщины пластины, если пластина больше 5/8 дюйма.
Рис. 15: Пробковые и щелевые сварные швы
Рекомендации по сварке внахлест и паз Используйте процессы сварки SMAW, GMAW или FCAW. Минимальный диаметр отверстия (или ширина паза) как минимум на 5/16 дюйма больше толщины детали.
Максимальный диаметр отверстия (или ширина паза) равен большему из минимального диаметра плюс 1/8 дюйма или 2,25-кратной толщине детали.
Длина паза не должна превышать 10-кратную толщину детали, а конец паза должен быть полукруглым.
Расстояние между центрами (пробочные сварные швы):
- Минимум: четыре диаметра отверстия.
- Максимум: минимальное расстояние плюс 1/2 дюйма.
Расстояние между центрами (шовные швы):
- Минимум в поперечном направлении: в четыре раза больше ширины паза.
- Продольный минимум: удвоенная длина паза.
Приварные выступы (удлинители и отводные пластины) обеспечивают надежное начало и завершение сварных швов (Рисунок 16). Это вспомогательные куски материала, которые выходят за пределы конца соединения и выровнены как продолжение основной геометрии соединения (параллельно оси сварного шва).
Все одобренные основные металлы, включая конструкционную сталь AASHTO M 270 (ASTM A 709) класса 36; AASHTO M 270 Grade 50 Тип 1, 2 или 3 высокопрочная конструкционная сталь; или марки стали, одобренные инженером, могут использоваться для сварных выступов, за исключением стали 100 ksi с менее прочным основным металлом.
Они должны быть не меньше толщины (горловины) сварного шва с разделкой кромок и должны быть удалены после завершения сварки. Конец сварных швов должен быть гладким и находиться на одном уровне с краем примыкающей детали после удаления выступов.
Рис. 16: Приварные выступы перед сваркой
Отверстия для сварки
Обеспечьте доступ для сварки или вставки подложки. Они должны быть достаточно большими, чтобы сварщик мог видеть сварочную ванну и обеспечивать очистку и визуальный осмотр сварного шва между проходами.
Отверстия для доступа должны иметь надлежащий размер и гладкую поверхность (без зазубрин или выемок). Неправильные отверстия могут привести к усталостному растрескиванию.
Прочность присадочного металла
Присадочный металл может быть меньше, больше или меньше основного металла.
Соответствие определяется как функция предела прочности, а не предела текучести. В частности, предел текучести присадочного металла обычно больше, чем у основного металла, и поэтому способствует текучести основного металла (желательно).
При соединении сталей различной прочности следует учитывать более низкую прочность основного металла.
Почти все присадочные металлы имеют предел прочности при растяжении 70 тысяч фунтов/кв. дюйм.
Присадочный металл СоображенияНикогда не требуйте слишком подходящего присадочного металла.
Для соответствующего присадочного металла выберите электрод или комбинацию электрод/флюс из AWS D1.5.
Для присадочного металла с недостаточным соответствием до 10 тыс.фунтов/кв.дюйм.
Сварные швы и болты в одном соединении Сварные швы в сочетании с болтами не распределяют нагрузку. Сварные швы более жесткие, поэтому сначала переносите нагрузку. Поэтому проектируйте так, чтобы сварные швы могли выдерживать всю нагрузку. Болты, использованные для сборки, можно оставить на месте (если не указано иное). Инженер укажет, должны ли отверстия быть заполнены, если сборочные болты должны быть удалены.
Пластины-заполнители, также известные как заполнители, шовные заполнители или заполнители, разрешены при сращивании деталей различной толщины и в соединениях, допускающих смещения для обеспечения простого каркаса.
Их следует избегать при соединении растянутых и реверсивно нагруженных элементов, в частности, категории усталости E.
Для накладных листов толщиной менее 1/4 дюйма (рис. 17):
- Не должны передавать напряжение.
- Держите заподлицо со сварными кромками несущей части.
- Увеличьте требуемый размер сварного шва вдоль кромки на толщину присадочной пластины.
Пластины-наполнители толщиной не менее 1/4 дюйма (рис. 17):
- Выходят за край пластины для сращивания или соединяемого материала.
- Приварить к детали, на которую устанавливается.
- Соединение имеет достаточную прочность, чтобы передавать эксцентричную нагрузку.
- Сварные швы должны быть достаточными для передачи напряжений.
- Сварной шов должен быть достаточно длинным, чтобы не создавать чрезмерное напряжение присадочной пластины на кромке сварного шва.
Рисунок 17: Наполнительные пластины
Запрещенные типы соединений и сварные швы
Следующие типы соединений запрещены:
- Сварные швы PJP в стыковых соединениях, за исключением соединений или стыков на сжатие, которые являются опорными и цельнофрезерными.
- Сварные швы CJP, выполненные с одной стороны без подкладки (или с неквалифицированной подкладкой) при растяжении и изменении направления нагрузки.
- Прерывистая разделочная сварка.
- Прерывистые угловые швы, не утвержденные инженером.
- Сварные швы со скосом и J-образной разделкой в плоском положении в стыковых соединениях.
- Пробковые или щелевые сварные швы в элементах, подверженных растяжению и изменению направления нагрузки.
Водородное охрупчивание
Водородное охрупчивание представляет собой процесс, при котором такие металлы, как сталь, становятся хрупкими и разрушаются из-за введения и последующей диффузии водорода в металл. Это часто является результатом случайного введения водорода во время формовочных и отделочных операций. При дуговой сварке водород выделяется из влаги, например, при покрытии сварочных электродов. Чтобы свести это к минимуму, для сварки применяют специальные электроды с низким содержанием водорода.
Требования к электродам
- Высушите электроды в печи при температуре не менее 500 F не менее двух часов перед использованием, если только они не из герметично закрытого контейнера.
- Храните электроды при температуре не менее 250 F после сушки. Используйте электроды E70XX в течение двух часов после контакта с атмосферой или повторно высушите.
- Не сушите электроды повторно более одного раза. Не используйте электроды, которые были влажными.
Зачем все эти ограничения? Потому что сварка может отделить водород от воды, что вызывает водородное охрупчивание.
Также обратите внимание, что сварка в полевых условиях не допускается, если температура окружающего воздуха падает ниже 40 F или в периоды осадков , за исключением случаев нагрева и защиты зоны сварки в соответствии с одобрением инженера.
Неоднородности
Все сварные швы содержат разрывы и неровности материала из-за неоднородности механических, металлургических или физических характеристик. Эти разрывы могут быть или не быть приемлемыми, за исключением трещин, которые считаются дефектами и недопустимы. На рис. 18 перечислены типы разрывов, которые могут присутствовать при соблюдении критериев приемлемости AWS.
Рисунок 18: Типы несплошностей
Плоские несплошностиЭто двухмерные несовершенства, которые могут стать точками начала разрушения. Они возникают в результате (Рис. 19):
- Неполного сплавления
▪ Расплавленный металл шва не сплавляется с основным металлом или предыдущими проходами.
▪ Может быть результатом:
— Излишняя окалина.
— Неправильное положение электрода.
— Неверные параметры сварки.
- Недостаточное проникновение в шов:
▪ Металл шва не полностью достигает заданной глубины.
▪ Может возникнуть в результате:
— Неправильной обратной строжки.
— Неправильное положение электрода или процедуры сварки.
— Плохо подготовленные швы.
- Перекрытие:
▪ Возникает на поверхности основного металла.
▪ Непроплавленный лишний металл шва.
▪ Может быть результатом:
— Толстая прокатная окалина.
— Низкая скорость движения.
- Плавники, струпья, швы и напуски:
▪ Неровности на поверхности основного металла.
▪ Как правило, из-за мельницы.
▪ Может вскрыться в результате термической резки, предварительного нагрева или сварки.
- Ламинирование и расслоение:
▪ Неровности основного металла параллельны поверхности.
▪ Часто встречаются средней толщины.
Рисунок 19: Типы плоских разрывов
Объемные несплошностиТрехмерные дефекты в сварном шве и вокруг него (рис. 20). Они получаются из:
- Подрез:
▪ Небольшая полость вплавлена в основной металл.
▪ Может быть результатом:
— Неправильное положение электрода.
— Высокое напряжение дуги.
— Неподходящие сварочные материалы.
- Пористость:
▪ Сферические или цилиндрические полости в металле шва.
▪ Из-за растворения газов в жидком металле шва.
▪ Может быть результатом:
— Недостаточное экранирование.
— Чрезмерное загрязнение соединения.
- Шлаковые включения:
▪ Неметаллические материалы.
▪ Внутри металла шва или между основным металлом и металлом шва.
▪ Может быть результатом:
— Неполного удаления шлака от предыдущего прохода сварки.
- Чрезмерная вогнутость:
▪ Поверхность сварного шва вогнутая.
▪ Уменьшенное горло.
▪ Может быть результатом:
— Низкие токи или напряжения.
— Неправильные процедуры сварки.
- Чрезмерная выпуклость:
▪ Поверхность сварного шва выходит за допустимые пределы.
▪ Обычно связаны с проблемами процедуры сварки.
- Несоответствующий размер сварного шва:
▪ Сварной шов слишком короткий или маленький.
▪ Также известен как сварной шов меньшего размера.
▪ Может возникнуть в результате:
— Процедурные проблемы.
— Слишком высокая скорость движения.
- Недостаточно заполненный кратер сварки:
▪ Вогнутые углубления на конце сварного шва.
▪ Локальное уменьшение ширины шва.
▪ Обычно ассоциируется со сваркой.
Рисунок 20: Типы объемных разрывов
Особые указания для соединений внахлестку
Избегайте категории усталости E в элементах, подверженных растяжению и реверсированию напряжения.
Можно использовать только продольные угловые швы. Длина должна быть не менее перпендикулярного расстояния между сварными швами, а поперечное расстояние не должно превышать 16-кратную толщину более тонкой соединяемой части. Сварные швы могут наноситься либо на края элементов, либо в пазы.
Минимальное нахлест частей должно быть не менее чем в пять раз больше толщины более тонкой соединенной части. Для предотвращения недопустимого вращения необходимо использовать не менее двух поперечных линий или двух или более продольных сварных швов.
Особые требования необходимы для перехода пластин различной ширины или толщины.
При растяжении или сжатии (неодинаковая толщина):
- Плавный переход между смещенными поверхностями.
- Уклон не более одного поперечного до двух с половиной продольных с поверхностью любой части:
▪ Наклонные поверхности сварки.
▪ Снимите фаску на более толстой части.
▪ Комбинация обоих.
При сдвиге (неодинаковая толщина):
- То же, что и при растяжении или сжатии, когда смещение больше, чем толщина более тонкой части.
- Смещение меньше или равно толщине более тонкой части:
▪ С уклоном не более одного поперечного до двух с половиной продольных от поверхности более тонкой части.
▪ Или с наклоном к поверхности более толстой части, если уклон меньше.
При растяжении (неравная ширина):
- Плавный переход между смещенными поверхностями.
- Уклон не более одного поперечного до двух с половиной продольных с поверхностью любой части.
- Или переход с минимальным радиусом 24 дюйма по касательной к более узкой части в центре стыкового соединения.
Особое внимание требуется для соединений, где Т-образные соединения не пересекаются под углом 90 градусов.
Для острой стороны стыка (рис. 21), где имеется небольшой двугранный угол, существует вероятность непровара корня шва (уменьшенный проход).
Для тупой стороны соединения (рис. 21), где имеется большой двугранный угол, ширина углового шва непропорционально мала по сравнению с размером шва.
Рисунок 21: Особые указания для Т-образного соединения
Особые указания для угловых соединений
Необходимо предусмотреть доступ для сварки углов коробчатых секций. Это может исключить двусторонние сварные швы. Условия окружающей среды для сварщика также должны учитываться. При больших размерах сварных швов необходимо учитывать требования к ламинарному разрыву.
Растрескивание сварного шва
Типы растрескивания сварного шва
Горячее растрескивание возникает, когда сварной шов горячий. Это связано с затвердеванием. Обычно это проявляется растрескиванием по средней линии (рис. 22).
Холодное растрескивание происходит при охлаждении сварного шва. Обычно это связано с водородом. Холодное растрескивание обычно происходит в ЗТВ или имеет поперечный характер (рис. 22).
Все трещины вызваны усадкой и сдерживанием этой усадки.
Рисунок 22: Типы растрескивания сварного шва
Усадка и ограничениеМеталл сварного шва и окружающий основной металл расширяются во время сварки из-за нагрева. Эти горячие материалы сжимаются при охлаждении. Если материалы удерживаются от усадки, тогда будут развиваться напряжения.
Более холодный основной материал сопротивляется сжатию более холодного и горячего материала. Сопротивление зависит от объема и прочности более холодного материала. Жесткость более холодного материала связана с его геометрической конфигурацией. Температура также влияет на модуль упругости материала, что напрямую влияет на жесткость.
Толщина основного металла более 1,5 дюймов с пределом текучести более 50 тысяч фунтов на квадратный дюйм приводит к более высоким усадочным напряжениям.
Стержни, пересекающиеся во всех трех геометрических направлениях, приводят к усилению ограничений.
Методы снижения усадочных напряжений- Минимизация необходимого сварочного материала:
▪ Укажите наименьший возможный сварной шов.
▪ Используйте детали сварного шва, которые требуют наименьшего количества металла шва.
▪ Контролируйте подгонку и минимизируйте зазоры.
▪ Не переваривать.
▪ Предельное усиление сварного шва.
▪ Ограничить обратную строжку только тем, что необходимо.
- Сварка за наименьшее количество проходов (большие сварные швы).
- Используйте присадочный металл с наименьшей возможной прочностью.
- Ограничение проплавления сварного шва.
- Полные сварные соединения с высокой степенью жесткости без разрывов:
▪ Круглосуточная сварка.
▪ Или поддерживать сборку при температурах сварки.
- Сварить сборку только один раз (требуется надлежащее планирование).
- По возможности изготавливайте небольшие сборки.
- В первую очередь сваривать компоненты с ожидаемой наибольшей усадкой.
- Сначала приварите самые жесткие компоненты.
- Последовательная сварка, при которой усадка деталей происходит в относительно фиксированном месте.
- Баланс усадки на противоположных сторонах.
- Обеспечьте небольшие зазоры, чтобы компенсировать усадку.
- Увеличьте предварительный нагрев и объем предварительно нагретых материалов.
- Элементы предварительно устанавливаются перед сваркой и позволяют перемещаться во время сварки.
Возникает, когда во время затвердевания сварного шва отделяются легкоплавкие компоненты (рис. 23). Обогащенный жидкий материал в середине сварного шва затвердевает последним. Это вызывает беспокойство, когда сталь имеет более высокое содержание серы, фосфора, свинца или меди. Чтобы уменьшить вероятность этого типа растрескивания, ограничьте количество собираемых загрязняющих веществ:
- Контролируя состав основного металла.
- Ограничение проплавления (уменьшить сварочный ток или изменить полярность).
- Обеспечение слоя масла.
Рис. 23. Растрескивание по осевой линии
Растрескивание, вызванное формой валика Растрескивание, вызванное формой валика, связано с процессами сварки с глубоким проникновением, такими как SAW и FCAW в среде защитного газа. Это происходит, когда глубина валика сварного шва больше его ширины. Поэтому рекомендуется, чтобы соотношение ширины и глубины валика составляло от 1:1 до 1,4:1. Конструкция соединения важна для предотвращения этого типа растрескивания, и необходимо соблюдать следующее:
- Соединения, прошедшие предварительную проверку AWS, имеют надлежащие корневые отверстия и углы.
- Для сварных швов PJP, выполненных SAW, предпочтителен прилежащий угол 60 градусов.
- Угловые сварные швы обычно не представляют проблемы, если только они не имеют перекоса.
Растрескивание, вызванное профилем поверхности, связано с профилем поверхности сварного шва (рис. 24). Выпуклый профиль вызывает внутренние силы усадки при сжатии, а вогнутый – внутренние силы усадки при растяжении. Вогнутые поверхности сварного шва возникают при высоком напряжении дуги и сварке вертикально вниз. Избегайте вогнутого профиля поверхности с небольшим снижением напряжения дуги. Используйте вертикальную сварку вверх вместо вертикальной сварки вниз и замените защитный газ для GMAW и FCAW-G. 9Рис. 24. Профиль поверхности сварного шва Он не может образовываться, когда сталь горячая (выше 300 F). Обычно это происходит через 16–72 часа после охлаждения. В этот период водород диффундирует в сталь, и может накапливаться избыточное количество водорода, что приводит к растрескиванию. Дополнительную информацию см. в разделе «Водородное охрупчивание».
Чтобы уменьшить вероятность растрескивания этого типа, не добавляйте водородосодержащие соединения. Убедитесь в следующем:
- Высушите электроды в печи при температуре не менее 500 F в течение не менее двух часов перед использованием.
- Храните электроды при температуре не менее 250 F после сушки. Используйте электроды в течение двух часов (или меньше, в зависимости от требований проекта) после контакта с атмосферой или повторно высушите.
- Не сушите электроды повторно более одного раза. Не используйте электроды, которые были влажными.
- Нагрев зоны сварки до температуры от 400 F до 450 F в течение часа на каждый дюйм толщины сварного шва (пост-нагрев) – температура не должна достигать комнатной температуры.
- Используйте утвержденный основной металл (AASHTO M 270 Gr. 36; AASHTO M 270 Gr. 50 — тип 1, 2 или 3; другие стали, одобренные инженером).
- Соблюдайте надлежащие рекомендации по температуре предварительного нагрева и межпроходной температуре.
- Уменьшить остаточные напряжения.
Контролирующие факторы такие же, как растрескивание ЗТВ:
- Избыток водорода, когда многопроходные сварные швы препятствуют выделению водорода. В этом случае более тонкие валики сварного шва могут способствовать более быстрой диффузии водорода.
- Восприимчивая микроструктура. В сверхпарных сварных швах металл сварного шва становится восприимчивым материалом.
- Напряжение из-за продольной усадки сварного шва.
- Использовать несоответствующие сварные швы:
▪ Убедитесь, что прочность сварного шва достаточна для ожидаемых нагрузок.
▪ Налипание сплава может привести к увеличению прочности металла шва даже для менее прочных электродов.
▪ Часто используется для швов с разделкой кромок PJP и угловых швов.
- Увеличение предварительного нагрева:
▪ Способствует рассеиванию водорода.
▪ Металл сварного шва и соединения также могут сокращаться одновременно.
- Послетермическая обработка.
Пластинчатый разрыв вызван деформациями усадки сварного шва, перпендикулярными плоскостям основного металла за пределами ЗТВ (рис. 25). Он связан с уплощенными разрывами и включениями в основном металле. Обычно это происходит после затвердевания и охлаждения сварного шва. Стали с более низким содержанием серы и правильной конструкцией соединения могут ограничить расслоение пластин. На рис. 25 показана деталь сварного шва, которая снижает вероятность образования трещин такого типа.
Рисунок 25: Пластинчатый надрыв (оранжевые стрелки указывают направление напряжения)
ДеформацияДеформация – это геометрическое отклонение стали после сварки (Рисунок 26). Это вызывает проблемы при сборке, снижение прочности на изгиб и выглядит не очень хорошо.
Деформация вызвана рядом факторов:
- Неравномерный нагрев:
▪ Присуще процессу дуговой сварки.
▪ Локальный нагрев стали.
- Имеют такое же ограниченное расширение и сжатие, которое вызывает растрескивание:
▪ Жесткий окружающий материал приводит к растрескиванию.
▪ Гибкий окружающий материал приводит к деформации.
▪ Более гибкие системы подвержены деформации.
- Искажение можно контролировать, используя более жесткие детали. Однако меры контроля увеличивают склонность к растрескиванию:
▪ Более толстые элементы.
▪ Внешние ограничения.
Рис. 26: Деформация сварных деталей
Угловая деформация
Угловая деформация (Рис. 27) возникает из-за поперечной усадки сварного шва. Это может быть вызвано любым типом сварки и может произойти в любом типе соединения. Его последствия можно компенсировать двусторонней сваркой (может потребоваться неровная сварка).
Рисунок 27: Угловая деформация
Поперечная усадка
Поперечная усадка возникает из-за поперечной усадки сварного шва (Рисунок 28). Его эффекты напрямую связаны с объемом усадочного металла шва и возникают, когда концы свободно перемещаются. Этот тип искажения обычно незначителен.
Рисунок 28: Поперечная усадка
Продольное укорочение
Продольное укорочение происходит из-за продольной усадки сварного шва (Рисунок 29). Сборка вообще укорачивается. Это также может привести к скручиванию, продольному изгибу или искривлению, короблению и искривлению. Обычно им можно пренебречь, за исключением очень длинных элементов, таких как длинные пластинчатые балки. В таких случаях изготовьте балку длиннее, чем необходимо, и обрежьте до нужной длины.
Рисунок 29: Продольная усадка
Скручивание
Скручивание возникает из-за продольной усадки сварного шва. Это происходит, когда область сварки сжимается, а внешняя часть стали нет. Это часто наблюдается в открытых сечениях с небольшой жесткостью на кручение и может встречаться в глубоких пластинчатых балках с тонкими стенками. Этому можно противодействовать, увеличив жесткость элемента на кручение (т. е. используя закрытые сечения).
Продольный изгиб или выпуклость
Продольный изгиб или выпуклость возникают из-за продольной усадки сварного шва. Искривление происходит по длине детали вдоль продольной оси. Центр тяжести группы сварных швов относительно нейтральной оси сечения определяет направление кривизны.
Изгиб и коробление
Изгиб и коробление возникают из-за продольной усадки сварного шва, когда основной металл, окружающий сварной шов, тонкий. В стенке пластинчатых балок между ребрами жесткости может возникать коробление, а при наличии свободного края распространено коробление.
Эти проблемы часто наблюдаются в открытых сечениях с небольшой жесткостью на кручение. Их степень зависит от критического напряжения продольного изгиба сечения, и им можно противодействовать, увеличивая толщину и/или уменьшая длину свариваемых компонентов.
Вращательная деформация
Вращательная деформация возникает из-за поперечной усадки сварного шва (Рисунок 30). Он заметен в тонких элементах (листовой металл) и элементах, узких по сравнению с их длиной. Стык либо открывается, либо закрывается в зависимости от скорости сварки и подводимого тепла. Его последствия можно смягчить с помощью зажима или шага назад.
Рис. 30: Вращательная деформация
Общие меры по борьбе с деформациейМногие из следующих мер также обеспечивают экономичные соединения и максимальную производительность
- Сводят к минимуму объем локального расширения металла во время сварки:
▪ Свести к минимуму объем металла шва.
▪ Свести к минимуму объем нагретого основного металла вокруг сварного шва.
▪ Увеличить объем основного металла, нагретого от сварного шва.
- Меры по сокращению:
▪ Укажите наименьший возможный размер сварного шва.
▪ Используйте прерывистую сварку.
▪ Выберите детали, минимизирующие материал сварного шва.
▪ Выполняйте многопроходные сварные швы с наименьшим количеством проходов.
▪ Контрольная сборка.
▪ Предельное усиление сварного шва.
▪ Не переваривать.
▪ Ограничить обратную строжку только необходимым материалом.
▪ Ограничение проплавления сварного шва.
Специализированные меры по борьбе с искажениями
- Дополнительные ограничения:
▪ Не допускайте перемещения детали в горячем состоянии:
— Прихваточные швы.
— Приспособления сварочные.
▪ Всегда имеет упругую пружину.
- Место сварки:
▪ Размещайте сварные швы на нейтральной оси или рядом с ней.
▪ Балансировка сварных швов вокруг нейтральной оси.
- Последовательность сварки:
▪ Свести к минимуму продольный изгиб и выпуклость сварного шва за счет правильно спланированного рисунка сварного шва.
▪ Используйте узлы для сварки ближе к нейтральной оси каждого узла.
Требования AWS к деформации и усадке
- Сбалансируйте применяемый нагрев в процессе сварки.
- Последовательность сварки и программа контроля деформации должны быть представлены инженеру до начала сварки.
- Продвижение от относительно фиксированных точек к точкам с большей свободой передвижения.
- Сначала сварить соединения с ожидаемой большей усадкой с минимально возможным ограничением.
- Все заводские стыки в каждой составной части балки с покрытием или составного элемента должны быть выполнены до сварки составной части с другими составными частями.
- В случаях сильного сдерживания внешней усадки сварка должна выполняться непрерывно.
- Деформированные элементы необходимо выпрямить с помощью:
▪ Механические средства или
▪ Путем приложения ограниченного количества локального тепла.
Допустимые допуски на размеры
Размеры сварных элементов конструкции должны соответствовать допускам, установленным общими техническими условиями на выполнение работ.
AWS D1.5, пункт 3.5 содержит специальные допуски на размеры, которые также должны соблюдаться при наличии деформации.
Усталость
Усталость – это кумулятивное повреждение, вызванное повторяющимися циклическими нагрузками. На усталость влияют:
- Диапазон стресса:
▪ Расчет усталостной прочности основан на диапазоне напряжений при временной нагрузке.
▪ Разница между минимальным и максимальным напряжением временной нагрузки, прикладываемым циклически с течением времени.
▪ Уменьшите нагрузку или увеличьте количество материала, способного противостоять нагрузкам.
- Количество циклов нагрузки:
▪ Циклы динамической нагрузки между максимальным и минимальным напряжением.
▪ Обычно инженер не обращается.
- Геометрия соединения:
▪ Определяет характер и масштаб факторов, вызывающих стресс.
▪ Учитывать:
— Тип сварного шва.
— Ориентация сварного шва.
— Сварной профиль.
— Длина сварного шва.
— Усиление сварного шва.
— Качество сварного шва.
▪ Все сварные соединения относятся к «категории деталей»:
— Потенциальное место возникновения трещины.
— Диапазон порогового усталостного напряжения для неограниченного расчетного срока службы.
— От лучшего к худшему: A, B, B’, C, C’, D, E, E’.
Особые требования к изготовлению в отношении сопротивления усталости
Стальная подложка должна быть удалена из соединения, а сварной шов должен быть отшлифован.
Усиливающие или контурные угловые сварные швы требуются поверх сварных швов с разделкой кромок PJP или CJP в тавровых и угловых соединениях:
- Минимальный размер больше или равен T1/4.
- T1 — толщина элемента, в котором расположен сварной шов с разделкой кромок (не обязательно должна превышать 3/8 дюйма).
- Минимальный размер углового шва 3/16 дюйма.
Приварные выступы должны быть удалены после завершения сварки и охлаждения.
Прихваточные швы и временные швы:
- При соблюдении тех же требований к качеству, что и для окончательных сварных швов.
- Если используется для окончательного сварного шва, используйте электрод, отвечающий требованиям к окончательному сварному шву.
- Прихваточные швы, не включенные в окончательный шов, должны быть удалены соответствующим образом.
Различные вложения могут привести к непредусмотренным путям загрузки.
Используйте прочный металл сварного шва (позволяет увеличить размер трещин до разрушения).
Оцинкованная сталь
Оцинкованная сталь относится к листовым металлам с гальваническим покрытием или конструкционным элементам методом горячего погружения (Рисунок 31). Листы с гальваническим покрытием обычно не представляют проблемы для сварки, но требуется надлежащая вентиляция.
Рисунок 31: Компоненты из оцинкованной стали
Конструктивные элементы с горячим цинкованием (HDG)
Конструкционные элементы HDG могут растрескиваться из-за сегрегации, так как цинк может попасть в жидкий металл. Обнаружить эти трещины может быть трудно. Факторы, влияющие на растрескивание оцинкованных элементов, включают:
- Содержание кремния в металле сварного шва.
- Степень проплавления шва за пределы корня.
- Толщина основного металла (влияет на ограничение).
- Масса покрытия из цинка (толщина покрытия).
- Микроструктура цинкового покрытия.
Для угловых сварных швов испытания PQR должны проводиться с учетом ожидаемой толщины покрытия.
Сварные швы с разделкой кромок обычно не представляют проблемы благодаря профилированию соединения (без покрытия).
Все HDG должны быть удалены, так как они считаются загрязнением. Сварка обычно выполняется до HDG. В противном случае рекомендуется удалить покрытие HDG не менее чем на 2-3 дюйма во всех направлениях сварного шва. Сульфат меди следует использовать, чтобы убедиться, что весь цинк был удален.
Общие требования к сварке
Общие требуют проведения сварки при температуре окружающей среды 40 F и выше. Размер и длина сварных швов должны быть не менее указанных. Расположение сварных швов и тип шва нельзя изменять без согласования с инженером.
Подготовка основного металла
Подготовка основного металла обеспечивает надлежащее качество сварного шва (отсутствие трещин или искажений) и сводит к минимуму нежелательные испарения.
Свариваемые поверхности и кромки должны быть:
- Гладкая.
- Униформа.
- Без ребер, надрывов, трещин, прокатной окалины, точечной коррозии, неровностей и других дефектов.
На свариваемых поверхностях и прилегающих поверхностях не должно быть рыхлой или густой прокатной окалины, шлака, ржавчины, влаги, жира и других посторонних материалов. Все кромки должны быть обработаны очень мелкой шлифовкой для удаления закаленного слоя (мартенсита), оставшегося после повторного затвердевания.
Кромки основного металла должны быть проверены и отремонтированы как можно раньше.
Все ремонтные работы сварных швов должны быть представлены в письменном виде инженеру и должны быть утверждены до начала ремонта.
Входящие углы кромок реза из основного металла должны обеспечивать плавный переход с радиусом не менее 1 дюйма, если в контрактных планах не указан больший радиус из-за усталости.
Радиусы выступов балок и отверстий для сварки также должны обеспечивать плавный переход между соседними поверхностями
Подготовку стыков и кромок можно выполнить:0023 Обработка.
Процесс сборки выглядит следующим образом:
- Приведите свариваемые детали как можно ближе друг к другу.
- Максимальное раскрытие корня составляет 3/16 дюйма (за исключением элементов толщиной 3 дюйма или больше).
- Если толщина 3 дюйма или больше и невозможно закрыть корневое отверстие:
▪ Максимальное раскрытие корня составляет 5/16 дюйма.
▪ Используйте подходящую подложку.
- Для корневых отверстий более 1/16 дюйма необходимо увеличить катет углового шва на величину корневого отверстия (или продемонстрировать соответствующий размер сварного шва).
- Расстояние между поверхностями прилегания не должно превышать 1/16 дюйма.
Процесс сборки выглядит следующим образом:
- Сохранение нулевого (или минимально возможного) корневого отверстия для сварных швов PJP параллельно длине элемента (за исключением опорных соединений):
▪ В остальном к сварным швам PJP предъявляются те же требования, что и к угловым швам.
- Тщательно выровняйте детали, соединенные разделочной сваркой:
▪ Смещение от теоретического выравнивания не должно превышать 10 процентов толщины более тонкой соединяемой детали.
▪ Максимум 1/8 дюйма.
- Исправление несоосности не должно вызывать уклон более 1/2 дюйма на 12 дюймов, измеренный по осевой линии детали.
Допустимые отверстия в основании разделки швов показаны в Таблице 5.
Таблица 5: Допустимые отверстия в основании разделки под швы
Проклевка
Проклевка — это механический способ уменьшения остаточных напряжений, создаваемых сваркой. Предотвращает растрескивание и минимизирует ламинарный разрыв.
Упрочнение улучшает свойства материала поверхности металла за счет создания сжимающих напряжений или снятия растягивающих напряжений.
Должен быть одобрен инженером.
Наносится механическим ударом по выпуклой поверхности промежуточных наплавленных валиков с помощью специального инструмента, известного как молоток с шариковым бойком (показан на рис. 32).
Корневой и заключительный проходы не должны подвергаться закалке. Тем не менее, окончательные проходы могут быть зачищены избыточным металлом сварного шва с разрешения инженера, а следы закалки должны быть удалены шлифованием.
Проклевка должна проводиться при температуре сварного шва от 150 F до 500 F.
Рисунок 32: Молот с шаровым бойком
Цеховая сварка
Конструкции дорог свариваются в цеху в соответствии с AWS D1.1, а мосты – в цехе сварены в соответствии с AWS D1.5. На рис. 33 показана конструкция, готовящаяся к заводской сварке. К основным элементам цеховой сварки относятся:
- Балки катаные.
- Накладки.
- Фланец и перегородка.
- Линии связи.
- Торцевые диафрагмы.
- Соединительные пластины и ребра жесткости торцевой диафрагмы.
- Промежуточные поперечины, соединительные пластины и ребра жесткости (только для горизонтально изогнутых ферм).
При изготовлении конструкторские чертежи не должны использоваться вместо рабочих чертежей.
Рисунок 33: Подготовка конструкции к заводской сварке
Требования к цеховой сварке
Квалификационные требования:
- Квалификация сварщика AWS, оператора сварки и прихваточного сварщика.
- Программа квалификации сварщиков (WQP).
- Сварочное оборудование.
- Спецификация процедуры сварки (WPS).
- Квалификация WPS.
Сварщик должен владеть процессом сварки, положением сварки, маркой материала и толщиной материала. Обратите внимание, что некоторые позиции, сорта и толщины соответствуют другим.
Спецификация процедуры сварки (WPS)
WPS — это документ, описывающий процедуры сварки и подкрепляемый записью квалификации процедуры (PQR). Он дает указания сварщику или оператору сварки, чтобы обеспечить надежность и качество сварного шва. Это обеспечивает воспроизводимые и надежные методы сварки. Он должен быть аттестован, если только не используется предварительно аттестованный сварной шов (AWS D1. 5, пункт 2).
WPS показывает, что сварной шов, подготовленный с заданными параметрами, будет иметь соответствующие свойства и качество. Это доказывает, что стандарты в отношении механических свойств (прочность, пластичность и ударная вязкость) могут быть соблюдены, и обеспечивает надежность.
WPS использует стандартное испытание сварных швов с разделкой кромок (рис. 34) для определения механических свойств и определяет надежность контрольных сварных швов с разделкой кромок посредством визуального осмотра, других неразрушающих испытаний и травления.
Рисунок 34: Квалификационная тестовая пластина WPS
Переменные сварки, учитываемые при квалификации WPS:
- Процесс сварки.
- Основной материал.
- Сварочные материалы.
- Параметры и методы сварки:
▪ Должность.
▪ Полярность.
▪ Предварительный нагрев.
▪ Межпроходная температура.
▪ Обратная строжка.
▪ Термическая обработка после сварки.
Испытания, проведенные во время квалификации WPS, включают:
- Механические:
▪ Испытания на растяжение с уменьшенным сечением.
▪ Все испытания на растяжение металла шва.
▪ Испытания на боковой изгиб.
- Прочность:
▪ Радиографический контроль (RT) сварных швов с элементами, ответственными за разрушение (FCM).
▪ Тесты на макротравление.
- Прочность:
▪ Испытания с V-образным надрезом по Шарпи.
Протокол квалификационных испытаний процедур (PQR)Квалификация производственного WPS основана на протоколе квалификационных испытаний процедур (PQR), который составляется подрядчиком в соответствии с AWS D1.1 или AWS D1.5 на основе спецификации проекта.
Цеховые сварные плоские балки и катаные балкиДуговая сварка под флюсом (SAW) для:
- Приварка фланца к стенке с разделкой кромок с использованием одного из следующих положений сварки:
▪ Квартира (1F).
▪ Плоский (1G).
- Приварные швы полки накладки к балке с использованием одного из следующих положений сварки:
▪ Квартира (1F).
▪ Горизонтальный (2F).
- Ребра жесткости и соединительные пластины к стенке.
- Соединение фланца со стенкой коробчатой балки.
Используйте дуговую сварку металлическим электродом в среде защитного газа (SMAW) для ребер жесткости и соединительных пластин к катаным балкам и фермам, когда нельзя использовать автоматическую или ручную сварку под флюсом. Используйте электроды E7018.
Для угловых сварных швов:
- Размер по толщине двух соединяемых деталей (если не требуется большего размера на основе расчетного напряжения).
- Не требуется превышать толщину более тонкой части.
- Предварительный нагрев, если он меньше требуемого минимума.
- Минимальный размер полки балки 5/16 дюйма.
Как показано на рис. 35, разделите стыковые сварные швы полки балки и стеночной пластины не менее чем на 1 фут. Разделите сварные швы крепления ребра жесткости и соединительной пластины не менее чем на 1 фут.
Рисунок 35: Ограничения для заводских стыков
Условия сварки
Удалите краску, прокатную окалину, смазку и другие материалы со свариваемых кромок и поверхностей. Для фланцевых сварных швов шлифовать заподлицо на выровненной стороне и плавно сливаться на переходных сторонах. Поддерживайте участки (основной металл), требующие автоматической или полуавтоматической сварки, при температуре не менее 40 F в течение как минимум одного часа до начала работы, если WPS не требует более высокой температуры предварительного нагрева.
Неразрушающий контроль сварных швов в цехе Неразрушающий контроль (НК) требуется для всех сварных швов в цеху и проводится подрядчиком. Опознавательные знаки следует наносить краской на стыковые сварные швы. Испытания должны выполняться специалистом по неразрушающему контролю, имеющим квалификацию Американского общества неразрушающего контроля (ASNT) уровня II или уровня III в соответствии с рекомендуемой практикой № SNT-TC-1A.
Визуальный контроль 100 процентов сварных швов разделки.
PT в соответствии с ASTM E 165:
- Осмотрите оба конца сварных швов с разделкой кромок на наличие поверхностных дефектов.
- Требуется, поскольку UT и RT на краях пластины затруднены.
Используйте RT в соответствии с AWS D1.5, пункт 6, часть B:
- Рентгеновское или гамма-излучение с одним источником.
- Для оценки чувствительности используйте индикаторы типа отверстия или качества изображения провода.
- Двойная пленка для контроля и обеспечения качества.
- Для перехода по толщине поместите рентгенографическую пленку с обеих сторон шва, поместите упаковку и используйте конические краевые блоки:
▪ Переместите пленку на плоскую сторону, если на переходной стороне результаты не соответствуют стандартам.
Для сварных швов CJP с разделкой кромок в углах и тавровых соединениях, где РТ невозможен:
- Выполните УЗК и согласуйте критерии приемки.
- Используйте глицерин в качестве связующего вещества.
UT для всех сварных швов.
Испытание сварных швов с разделкой кромок CJP основных элементов в соответствии со следующим:
- 100% фланцевого соединения.
- 100 % стыков подвержены обращению напряжений.
- Стыки полотна: 1/3 длины всех соединений полотна, начиная с точки максимального натяжения, но не менее 12 дюймов. Плюс 12 дюймов сращивания полотна, начиная с конца сжатия. Это включает в себя соединения, соединяющие штифтовые пластины с перемычками.
- 25 процентов сращивания на сжатие и сдвиг в сборных элементах.
- 25-процентное соединение полки со стенкой в коробчатых балках.
- Аналогичные сварные швы в элементе, подлежащем частичному осмотру (проверить все, если обнаружен дефект).
- 100 процентов отремонтированных стыковых швов.
Для угловых сварных швов требуется MT. Используйте метод алюминиевого стержня или метод ярма и используйте однополупериодный выпрямленный переменный ток (постоянный ток).
Проверьте всю длину элемента жесткости до углового сварного шва на растяжение полки и 10 процентов длины каждого сварного шва или 10 дюймов, в зависимости от того, что больше, для других угловых сварных швов основных элементов.
Если обнаружен дефект, увеличьте частоту до наименьшего значения либо по всей длине сварного шва, либо до 5 футов с каждой стороны от дефекта.
Дефектные сварные швыЗамените все сварные швы, которые были отклонены любым методом испытаний. Предоставьте процедуру ремонта для утверждения инженером и ремонтной сваркой в соответствии с AWS D1.5, пункт 3.7.
Повторно проверьте не менее 3 дюймов с каждой стороны от ремонта. Если вторая попытка ремонта не удалась, удалите и замените весь сварной шов.
Сварка в полевых условиях Избегайте сварки в полевых условиях, если это не указано в планах или не одобрено инженером. Выполните его в соответствии с AWS D1.1 или AWS D1.5 на основе спецификаций проекта и используйте SMAW (электрод E7018). Инженер может одобрить SAW или FCAW. Не используйте GMAW или другие процессы, защищенные газом.
Квалификационные требования (аналогичные требованиям к сварке в цеху):
- Квалификация сварщика AWS, оператора сварки и сварщика прихваточных швов.
- Программа сертификации сварщиков (WCP) или WQP в зависимости от того, что сваривается.
- Сварочное оборудование.
- WPS.
Сварщик должен соответствовать процессу сварки, положению при сварке, марке материала и толщине материала. Обратите внимание, что некоторые позиции, сорта и толщины соответствуют другим.
Тестирование WQP будет проводиться под наблюдением представителя.
Требования к поверхности для сварки в полевых условияхПеред сваркой очистите или отшлифуйте контактные поверхности:
- Удалите отслаивающуюся прокатную окалину, краску, гальванику, смазку, масло, ржавчину, влагу или другие материалы.
- Отшлифуйте стыки, чтобы удалить точечную коррозию и неровности.
Приведите детали в тесный контакт:
- Разделение более 1/16 дюйма требует увеличения участка углового сварного шва, равного разделяющему расстоянию.
- Не превышайте разделительное расстояние 3/16 дюйма.
- Для тяжелых секций размером 3 дюйма и более:
▪ Разделительное расстояние увеличивается до 5/16 дюймов.
▪ Если не указано «плотная посадка» или «фрезерование к подшипнику».
Учитывайте условия окружающей среды:
- Температура должна быть выше 40 F.
- Нет осадков (дождь, снег или сильный туман).
Электроды:
- Высушите в духовке в течение двух часов перед использованием при температуре 500 F или выше.
- Хранить при температуре 250 F после высыхания.
- Использовать в течение двух часов после контакта с атмосферой или повторно высушить.
- Не сушить повторно более одного раза.
- Выбросить, если он намок.
Предварительный нагрев (см. Таблицу 6):
- 3 дюйма в каждом направлении от сварного шва.
- Температура в зависимости от толщины основного металла.
Сварные переходы:
- Отшлифовать места остановки-начала.
- Отшлифовать неровности.
Таблица 6: Температуры предварительного нагрева основного металла
Неразрушающий контроль сварных швов в полевых условиях
Неразрушающий контроль сварных швов в полевых условиях требуется в дополнение к визуальному контролю (VT). Стандарт General требует 100-процентного неразрушающего контроля для сварки в полевых условиях, тогда как сварка в цеху требует меньшей частоты. Это связано с тем, что цех сертифицирован Американским институтом стальных конструкций (AISC), имеет надежную программу контроля качества, благоприятные условия окружающей среды и утверждены только благоприятные положения для сварки.
Требуемый персонал (должна быть предоставлена сертификация):
- Неразрушающий контроль уровня II или III, сертифицированный в соответствии с ASNT SNT-TC-1A для пенетрантного контроля (PT), магнитопорошкового контроля (MT), ультразвукового контроля (UT) и радиографического контроля (RT).
- Сертифицированный инспектор по сварке AWS (CWI) для VT.
Пескоструйная очистка или шлифовка всех сварных швов перед неразрушающим контролем. Тест должен соответствовать требованиям технического задания проекта. Ниже приведены типичные требования к неразрушающему контролю для сварки в полевых условиях:
- MT: угловые сварные швы и швы разделки PJP.
- UT: сварные швы с разделкой кромок CJP и сварные швы с разделкой кромок PJP, используемые для создания «снова цельного» сварного шва CJP, сварных швов с пробками и сварных швов с прорезями.
- PT: концы швов разделки CJP и PJP.
Замените все сварные швы, которые были отклонены любым методом испытаний, и отремонтируйте в соответствии с AWS D1. 1 или AWS D1.5 на основе спецификаций проекта. Осмотрите и повторно испытайте сварные швы до их приемки инженером.
Сварка опор и аксессуаров:
- Может быть одобрен инженером, если нет другой альтернативы.
- Планы должны быть представлены инженеру.
- Приваривать только к сжатым участкам балок.
Привариваемые шпильки:
- Не сваривать, если температура ниже 32 F.
- Удаление ржавчины, прокатной окалины, краски и гальванического покрытия с основного металла.
- Очистите конец шпильки.
- Не нагревайте верхний фланец.
- Используйте оборудование для приварки шпилек с автоматическим таймером.
- Испытательная приварка шпилек в соответствии с AWS D1.5, пункт 7.
- Добавьте угловой сварной шов 5/16 дюйма, если шпилька не имеет полного 360-градусного углового сварного шва.
Позиции сварки
Сварщики должны иметь квалификацию для работы в различных позициях сварки и должны следовать утвержденным WPS. Позиции сварки:
- 1G или 1F – плоская канавка или угловой шов.
- 2G или 2F – горизонтальный паз или угловой сварной шов.
- 3G или 3F – вертикальный паз или угловой сварной шов.
- 4G или 4F — верхний паз или угловой сварной шов.
На рисунках 36 и 37 показано положение испытательных пластин для разделочной и угловой сварки соответственно. Таблицу положений сварки можно найти в AWS D1.5.
Рисунок 36: Позиции тестовых пластин для сварных швов борозд
Рисунок 37: Положения тестовых пластин для сварных швов на филе
Одобрение сварщиков
AWS Welder Andorments
Сертификация WAWS (AWS QC7-93) SEALDER (AWS QC7-93) 4 (AWS QC7-93) 4 (AWS QC7-93) 4 (AWS QC7-93) 4 (AWS QC7-93)
Для проверки сварочного аппарата в соответствии с AWS в целях сертификации необходимо использовать аккредитованную испытательную лабораторию. Заявитель выбирает тесты производительности, необходимые для квалификации. Обратите внимание:
- Приложение G к AWS QC7-93 содержит список требований к производительности для каждого теста.
- Кандидат должен предоставить WPS, предоставленный работодателем, или использовать стандартную процедуру AWS.
- Тестовые сборки заявителя должны пройти экзамен.
срок действия считается бессрочным, за исключением случаев, когда: 1) сварщик не привлекался к сварочным работам в течение шести месяцев или с установленным порядком, или 2) есть основания сомневаться в квалификации сварщика.
Тест производительности AWS
Тест проводится в соответствии со стандартной процедурой WPS или AWS и связан с определенным типом и положением сварного шва. Тестовые сборки должны соответствовать WPS. Стандарты приемки включают:
- VT осмотр.
▪ Испытание на макротравление угловых швов (если применимо)
- Механические испытания.
▪ Испытание на изгиб (если применимо, может быть заменено RT)
▪ Испытание на разрыв углового сварного шва (если применимо)
- Осмотр РТ.
Соображения, основанные на типах сварных швов
Сварные швы CJP с разделкой кромок
Это самый дорогой тип сварного шва, поэтому зарезервируйте его до тех пор, пока он не станет единственным жизнеспособным вариантом. Обычно предпочтительнее электрошлаковая или электрогазовая сварка; однако, как правило, не разрешает эти процессы сварки.
PJP по сравнению с угловыми сварными швами
Может использоваться в тавровых и внутренних угловых соединениях. Обычно можно предположить, что сварные швы PJP требуют половины объема материала для заданной прочности. Вы также можете оценить время, необходимое для снятия фаски в соединении PJP, равным одному проходу углового сварного шва. В целом: 1) угловой шов более экономичен, если он требует только одного прохода, 2) сварные швы PJP идеальны в плоском положении и 3) угловые швы идеальны в плоском или горизонтальном положении. Общее правило таково:
- Если размер ноги менее 1 дюйма, используйте угловые сварные швы.
- Если размер ножки больше 1 дюйма, используйте сварку с разделкой кромок PJP.
Смешанные угловые сварные швы PJP
На рис. 38 показан пример смешанного углового сварного шва PJP, также известного как усиленный угловым сварным швом PJP. Это может быть более экономично, чем отдельный PJP или угловой шов. Для Т-образных соединений угловые сварные швы поверх сварного шва PJP обеспечивают лучший контур в месте пересечения. Этот тип сварки предпочтителен для сварки в положениях, отличных от плоских.
Рис. 38: Смешанный угловой шов PJP
Другие аспекты сварки
Сварные швы CJP с разделкой кромок
Односторонние сварные швы легче выполнять, если не требуется контроль деформации. Типичная экономия 2 к 1, предполагаемая для двусторонних сварных швов, не соответствует действительности для многих соединений, прошедших предварительную проверку.
Выбор раскрытия корня и прилежащего угла зависит от размера горловины:
- Если размер горловины менее 1 дюйма, используйте наименьшее допустимое раскрытие прикорневой части с большим углом прилегания.
- Если размер горловины больше или равен 1 дюйму, используйте большее раскрытие корня и меньший угол прилегания.
Сварные швы PJP с разделкой кромок
Односторонние сварные швы PJP с разделкой кромок обычно требуют менее трех проходов и являются более экономичными, чем двухсторонние. Двусторонние сварные швы предотвращают разрыв несросшейся области корня.
Сварные швы с развальцовкой
Не всегда нужно заливать заподлицо. Вы должны указать необходимое горло, чтобы получить требуемую мощность.
Угловые сварные швы
Прочность увеличивается линейно с длиной сварного шва и размером катета. Примечание:
- Увеличение объема сварного шва 1:1 в зависимости от длины сварного шва.
- Увеличение объема сварного шва в соотношении 4 к 1 в зависимости от размера сварного шва.
- Непрерывная сварка часто предпочтительнее прерывистой.
Проверка сварных швов
Сварные швы должны проверяться на предмет их соответствия спецификациям. Существует две категории методов проверки:
- Разрушительный:
▪ Используется для аттестации процедуры сварки.
▪ Подходит для испытаний на растяжение, испытаний на удар по Шарпи и испытаний на изгиб.
- Неразрушающий (НК):
▪ Осмотрите сварку на месте без повреждений.
▪ Требования к неразрушающему контролю.
▪ Методы включают:
— Визуальное тестирование (VT).
— Капиллярные испытания (ПТ).
— Магнитопорошковые испытания (МТ).
— Радиографический контроль (RT).
— Ультразвуковой контроль (УЗК).
Визуальный контроль (VT)
Этот метод является мощным инструментом до, во время и после сварки. Требует хорошего зрения и освещения. Основным инструментом является фонарик и сварочные калибры. На рисунках 39 и 40 показаны инструменты и процесс соответственно.
Рис. 39: Инструменты VT
Рис. 40: Метод VT
Капиллярный контроль (PT)
В этом методе используется капиллярное действие для втягивания жидкости в разрывы поверхности. Тестер наносит проявитель, чтобы сделать видимыми разрывы, и должен обеспечить достаточное время для капиллярного действия, чтобы втянуть жидкость (примерно 15 минут). На рис. 41 показан процесс.
PT может обнаруживать только разрывы поверхности. Он эффективен для подчеркивания неровностей поверхности, которые трудно увидеть визуально. Это грязно, медленно и не часто используется для магнитных материалов, таких как сталь.
Рис. 41: Метод PT
Магнитопорошковое испытание (МТ) МТ обнаруживает несплошности посредством изменения магнитного потока (видимого сквозь частицы). Он создает другую структуру и может обнаруживать поверхностные и слегка подповерхностные несплошности (Рисунок 42).
Существует два метода создания электромагнитного поля:
- Пропускание тока непосредственно через материал:
▪ Два штыря в контакте с материалом.
▪ Через них проходил электрический ток.
- Использование катушки на ярме для создания магнитного поля:
▪ Через катушку проходит ток.
▪ Конец хомута соприкасается с тестируемым материалом.
Трещины, перпендикулярные полю, легче всего обнаруживаются методом МТ.
MT используется для обеспечения качества отремонтированных сварных швов, особенно швов разделки PJP и угловых швов. Он также используется для контроля отверстий для доступа к сварным швам. MT предпочтительнее PT, потому что он быстрее, проще и менее запутан.
Рис. 42. Метод МТ
Рентгенографический контроль (РТ)
При РТ вы пропускаете через материал гамма- или рентгеновские лучи. Радиографическая пленка помещается на противоположную сторону соединения, чтобы получить изображение внутренней части сварного шва. Тонкие детали (несплошности) отображаются темнее (наиболее открытые), а усиление сварного шва отображается как более светлая область (Рисунок 43). Для чтения RT требуется квалифицированный специалист.
Рис. 43. Метод РТ
РТ требует доступа к обеим сторонам соединения. Трещины, ориентированные перпендикулярно направлению источника излучения (т. е. параллельно пленке), могут остаться незамеченными. Этот метод обеспечивает постоянную запись и идеально подходит для швов с разделкой кромок CJP в стыковых соединениях. Однако он не подходит для швов с разделкой кромок PJP или угловых швов, и его трудно интерпретировать результаты для Т-образных и угловых соединений.
Ультразвуковой контроль (UT) При UT (рис. 44) через материал проходят высокочастотные звуковые волны. Приемник улавливает звуковые волны, отраженные от задней поверхности материала. Разрывы вызывают прерывание звуковых волн и приводят к появлению промежуточного сигнала. Он читается на экране дисплея.
Величина сигнала от несплошности пропорциональна количеству отраженного звука. Он предоставляет информацию о размере, типе и ориентации разрыва. Иногда он слишком чувствителен.
UT наиболее чувствителен к плоским неоднородностям, перпендикулярным пути звука, таким как трещины, расслоения и непровар. Он идеально подходит для швов с разделкой кромок CJP (стыковые, угловые, тавровые соединения). Его можно использовать для контроля сварных швов PJP, но нельзя использовать для угловых швов.
Рис. 44: Метод УЗК
Ремонт сварных швов
Сварщик может отремонтировать или заменить непригодные сварные швы. Неприемлемые сварные швы представляют собой затраты для подрядчика. Когда сварка неприемлема, производитель создает отчет о несоответствии (NCR), а его инспектор по контролю качества (QCI) отмечает несоответствие спецификации проекта. Несоответствия, определяемые как материальные или связанные с качеством изготовления, далее классифицируются MDOT как незначительные или серьезные. Незначительные несоответствия могут быть устранены без одобрения NCR. Крупный несоответствующий ремонт должен быть одобрен инженером.
Удаление материала (металла сварного шва или основного металла) может быть выполнено механической обработкой, воздушно-дуговой резкой и строжкой, термической резкой, скалыванием или шлифованием. Остальной металл сварного шва или основной металл не должен иметь надрезов или надрезов. Избыток материала за пределами недопустимой части не должен удаляться, а поверхность должна быть очищена перед сваркой.
Процедуры ремонта следующие:
- Удалите лишний металл сварного шва в случае перехлеста или чрезмерной выпуклости.
- Добавьте дополнительный металл сварного шва для чрезмерной вогнутости, кратеров, сварных швов меньшего размера и подреза.
- Удалите неприемлемые участки и повторите сварку в случае чрезмерной пористости, шлаковых включений и непровара.
- Для ремонта трещины удалите всю длину трещины плюс 2 дюйма за каждый конец, затем повторите сварку.
Символы сварки
Символы сварки являются систематическим средством передачи информации, относящейся к сварке. На рис. 45, адаптированном из AWS A2.4, показано, как обозначаются символы сварки. Каждый символ содержит:
- Опорная линия (обязательно).
- Стрелка (обязательно).
- Хвост (опционально).
Символ всегда читается справа налево независимо от того, на какой стороне опорной линии находится стрелка.
Рисунок 45: Символы сварки
Что такое угловой сварной шов?
Поскольку угловые сварные швы используются очень часто, перед выполнением такого сварного шва необходимо учитывать несколько факторов. В этой статье будут рассмотрены некоторые аспекты угловых швов. Мы надеемся, что не только новички, но и опытные сварщики получат некоторое представление благодаря этому подробному трактату об угловых сварных соединениях.
Что такое угловой шов? Угловые сварные швы являются одними из наиболее широко используемых соединений в области сварки. Угловые швы составляют подавляющее большинство соединений, выполненных дуговой сваркой. Угловые, Т-образные и нахлестные соединения являются одними из наиболее распространенных угловых сварных соединений.
Помимо сварки, существуют и другие методы неразъемного соединения, в которых используются заполненные швы. Методы соединения без плавления, такие как пайка, сварка твердым припоем и пайка, используют угловые сварные швы для соединений. Эти методы не будут обсуждаться в этой статье.
Каковы распространенные формы заполненных сварных швов? Как они описаны?
Одними из самых простых и наиболее часто используемых угловых сварных соединений являются Т-образное соединение, угловое соединение и соединение внахлестку.
Спецификации и стандарты сварки используют специальные термины для обсуждения угловых швов. Эти термины включают толщину горловины, длину ноги и толщину горловины глубокого проникновения. Толщину канала глубокого проникновения измерить не так-то просто. Это связано с тем, что он включает в себя часть зоны термического влияния, размеры которой трудно определить с высокой степенью точности.
Угловые сварные швы бывают разных форм. Они следующие:
- Скос: Сечение скоса имеет форму прямоугольного треугольника.
- Вогнутая: Форма этого поперечного сечения углового шва аналогична той, что была описана выше, с одним важным отличием. Вместо того, чтобы быть полностью плоской плоскостью, открытая поверхность этого углового сварного шва имеет вогнутую форму, как следует из названия. Как и вогнутая линза, открытая плоскость сварного шва изгибается внутрь. Толщина шва вогнутого углового шва меньше соответствующей толщины углового шва.
- Выпуклая: В этом случае открытая поверхность сварного шва выгибается наружу. Таким образом, открытая плоскость сварного шва изгибается в направлении, противоположном вогнутому сварному шву. В результате толщина шва больше в случае выпуклого углового шва по сравнению как с косым, так и с вогнутым швом.
Каковы потенциальные проблемы с угловым швом Т-образного соединения?
Одним из наиболее важных факторов успешной угловой сварки является получение правильных размеров профиля сварного шва. Толщина шва и длина стороны должны быть в пределах определенного диапазона для надежного углового шва.
В обязанности проектировщика входит расчет оптимальных размеров заполненного профиля сварного шва. Конструкторы могут включать коэффициент безопасности, в результате чего сварной шов, показанный на производственной схеме, может быть более прочным по сравнению с проектными соображениями.
Размер сварного шва обозначается правым символом сварного шва.
В Великобритании длину ноги принято обозначать буквой «z». Число с суффиксом «z» указывает размер длины ноги в миллиметрах.
В Европе принято обозначать толщину горловины буквой «а» с добавлением числа, обозначающего длину ножки в миллиметрах.
После отправки чертежа в цех инспектор или сварщик может включить дополнительный запас прочности для усиления сварного соединения. По мнению некоторых людей, увеличение длины ноги увеличит прочность сварного шва.
Результат: длина ноги больше, чем предполагалось. Например, длина ноги может быть увеличена до 8 мм при исходной длине ноги 6 мм. Вы можете быть удивлены, обнаружив, что увеличенный объем в результате дополнительных 2 мм составляет более 80 процентов от общего объема. Это представляет собой значительное увеличение затрат и расхода электродов.
Следует иметь в виду, что проектировщик уже включил коэффициент безопасности в свой первоначальный проект сварки. Таким образом, дополнительный коэффициент безопасности приведет к получению сварного шва, который будет чрезмерно большим по сравнению с требуемым сварным швом.
Несколько преимуществ могут быть достигнуты, если окончательная длина сварного шва соответствует первоначальному проекту. К этим преимуществам относятся более низкие эксплуатационные расходы, меньший расход присадочной проволоки, меньший вес изделия и более высокая производительность.
Еще одно преимущество проявляется, когда длина ноги изготавливается в соответствии с дизайном. Поскольку исходная длина ноги меньше, это влечет за собой более высокую скорость движения. Более высокая скорость перемещения приводит к увеличению проплавления сварного шва и увеличению фактической толщины шва.
Увеличенные сварные швы не обладают большей прочностью, чем расчетная; на самом деле они часто слабее из-за низкого проплавления сварного шва. Они также влекут за собой более высокие эксплуатационные расходы, расточительное использование расходных материалов и другие производственные проблемы, такие как повышенная деформация.
Каковы возможные проблемы с угловым сварным швом внахлестку?
Как было показано ранее, сварные швы большого размера обычно изготавливаются из-за распространенных заблуждений. Нахлестные суставы не являются исключением из этого явления. Дизайнер может указать длину ноги, которая имеет тот же размер, что и толщина материала.
Если принять во внимание соображения прочности, то размер углового шва может не совпадать с толщиной листа. Ему даже не нужно находиться рядом с ним. Кроме того, сварной шов также может страдать от дополнительных проблем. Например, в процессе сварки в результате сварки может расплавиться верхний угол соединения внахлестку. Это уменьшит длину ноги. Следовательно, может быть создан сварной шов меньшего размера из-за меньшего расчетного сечения.
Поэтому сварщик должен следить за тем, чтобы верхний угол верхней пластины не расплавился в процессе сварки. В идеале шов должен быть минимум на 0,5 мм ниже верхнего угла верхней пластины. Для этого конструктор должен указать размер длины ноги, меньший по сравнению с толщиной детали.
Разработчик может указать угловой шов с глубоким проплавлением, чтобы компенсировать уменьшенную толщину шва. Необходимо провести соответствующие испытания сварных швов, чтобы подтвердить увеличение провара. Процесс изготовления сварки также потребует дополнительных средств контроля, чтобы гарантировать постоянное достижение этого повышенного проникновения.
Во время изготовления угловых швов могут возникнуть другие проблемы. Существует риск перекрытия носка сварного шва из-за большего размера сварочной ванны. Поверхность сварного шва может быть сильно вогнутой, из-за чего на кромке сварного шва будут острые насечки.
Из-за плохого профиля сварного шва, возникающего из-за этих дефектов, усталостная долговечность углового сварного соединения может быть снижена из-за большего угла носка. Более высокий угол схождения будет концентрироваться на напряжениях, которые быстрее ослабят сварной шов. Когда одиночные сварные швы создают такие формы, также может быть потенциал для уменьшения проплавления корня.
Плохая подгонка также может привести к уменьшению толщины горловины. Например, если секции не идеально параллельны, то фактический проход может быть меньше по сравнению с проектным проходом.
Угловые сварные соединения являются одними из самых распространенных сварных соединений в промышленности. Но они также являются одними из самых сложных для создания с высоким уровнем согласованности. По сравнению со стыковыми соединениями тех же размеров, для создания угловых швов может потребоваться большее тепловложение. Сварщики с меньшим опытом и более низкими навыками могут использовать плохую технику, которая создает дефекты сплавления и снижает проплавление. Такие ошибки, к сожалению, не могут быть выявлены методами визуального осмотра или неразрушающего контроля.
Угловые сварные соединения не могут постоянно подвергаться методам неразрушающего контроля. Это может быть проблематично из-за трудностей инспекции. Ультразвуковой контроль угловых сварных швов может занять много времени. Результаты этих тестов может быть нелегко интерпретировать.
Какие существуют методы неразрушающего контроля угловых сварных швов? Есть ли недостатки у этих методов?
Проблема пенетрантного контроля, магнитного контроля и визуального контроля заключается в том, что эти методы контроля тщательно исследуют поверхность и поэтому являются поверхностными. Они не могут установить внутреннюю структуру сварного шва или обнаружить дефекты, скрытые под поверхностью. Кроме того, много усилий затрачивается на измерение размера сварного шва вместо определения других аспектов качества.
Следовательно, сварка угловых соединений сложнее, а значит, и их объемный контроль. Довольно часто изготовленные угловые швы имеют больший размер, чем первоначальный проектный размер. Полученные таким образом угловые швы могут иметь неправильную форму профиля, что может отрицательно сказаться на их надежности и долговечности.
Поэтому операторы сварки должны скрупулезно следовать проектным спецификациям сварки, как показано на чертеже. Кроме того, сварщики должны обладать навыками и подготовкой для получения правильного профиля углового сварного шва, чтобы избежать дефектов соединения, которые могут возникнуть из-за неправильной формы.
Вопросы по теме
Что такое условное обозначение углового сварного шва? Символ углового шва обозначается треугольником. Размер стороны углового сварного шва указывается слева от символа углового шва. Большинство, однако, не все угловые сварные швы имеют эквивалентные участки.
Самым первым шагом в определении углового сварного шва является определение плотности металлических предметов, сплавляемых угловым швом. Чтобы выполнить это, вы собираетесь расположить металлический датчик против каждого куска металла, чтобы выяснить плотность. Горловина углового шва описывает переднюю часть шва, выходящую из сварного шва.
Что такое эффективная длина углового шва?Эффективная длина углового сварного шва может быть принята как общий размер полноразмерного углового шва за вычетом длины одной стороны, s, для каждого конца, который не продолжается вокруг кромки. Угловой сварной шов с эффективным размером намного меньше 4s или намного меньше 40 мм не должен использоваться для восприятия нагрузки.
Угловой сварной шов: символы, обозначения и рекомендации
Сварочные символы и чертежи необходимы для изучения и понимания правильного способа сварки. В случае угловой сварки чертежи и символы, а также их правильное толкование имеют решающее значение для изучения основ угловой сварки. Ваша правильная интерпретация этих рисунков и символов может облегчить вам контроль за сваркой стыков и мастерскую угловую сварку.
Угловые сварные швы широко используются в различных отраслях промышленности, в том числе при производстве сосудов под давлением и котлов. Прямоугольный треугольник располагается на опорной линии вместе с перпендикулярной ногой, которая всегда располагается слева. Это символ углового шва. Вы увидите размер, определяющий размер стороны углового сварного шва. Этот размер часто отображается в левой части символа углового сварного шва. Это также видно на той же стороне опорной линии.
Равнополочные угловые сварные швы часто используются во многих случаях угловой сварки, потому что равнополочные угловые швы имеют лучшую несущую способность на фунт углового шва. Однако в некоторых случаях, когда существуют некоторые геометрические ограничения, следует использовать угловые сварные швы с неравнополочными участками. В таком случае используемый символ показывает размеры обеих сторон, которые разделены или разделены знаком умножения. Эти добавленные символы затем располагаются слева от символа углового сварного шва. Ориентация сварного шва также показана на этом символе, а порядок размеров ветвей не имеет большого значения.
Содержание
- Что такое угловая сварка?
- 5 Части углового сварного шва
- Как работает угловая сварка?
- Угловые сварные швы и сварные швы с разделкой кромок: что лучше?
- Как читать символы и обозначения углового сварного шва
- Похожие сообщения:
Что такое угловая сварка?
Угловая сварка характеризуется соединением двух металлических деталей вместе. Это соединение двух частей может быть как под углом, так и перпендикулярно. Другим термином для угловой сварки является «тройник», когда он включает в себя два куска металла, которые перпендикулярны друг другу. Однако это называется соединением внахлестку, когда две металлические детали накладываются друг на друга, и вы свариваете их края.
Сварной шов имеет треугольную форму. Тем не менее, вам также необходимо учитывать методы сварщика, так как он также может иметь вогнутую, плоскую или выпуклую поверхность. Кроме того, при соединении труб и фланцев можно использовать угловую сварку. Он также используется при поперечной сварке инфраструктуры. Плюс его используют для дополнительного усиления болтовых креплений из металла. Угловой шов также подразделяется на два типа, а именно: параллельный угловой шов и поперечный угловой шов .
5 частей углового сварного шва
Если вы посмотрите на графический символ углового сварного шва, вы увидите, что он состоит из пяти элементов или частей. Эти элементы включают горло, ногу, лицо, палец ноги, и корень . Самое глубокое проплавление сварного шва называется корнем. Корень находится под углом, противоположным гипотенузе. пальцы , с другой стороны, относятся к краям или точкам гипотенузы.
Однако грань — это гипотенуза или внешнее изображение, которое вы увидите, взглянув на сварной шов. Размер сварного шва — это длина стороны, а расстояние торец-корень — это горловина . При выполнении угловой сварки убедитесь, что шов имеет ту же толщину, что и свариваемый металл.
Как работает угловая сварка?
Угловые сварные швы очень применимы в тяжелой промышленности, включая тяжелое сварочное оборудование, здания, корабли, сложные углы и обширные каркасы. В этих отраслях стыки протяженностью в километры свариваются для создания огромных конструкций. Угловые сварные швы широко применяются при сварке и соединении углов, соединений внахлестку и тавровых соединений. Это связано с тем, что угловые швы более экономичны по сравнению со швами разделки. Кроме того, угловые сварные швы более просты в подготовке по сравнению с подгонкой и подготовкой кромок.
Осмотр участков углового сварного шва имеет решающее значение для уровня деформации и стоимости процесса сварки. Кроме того, вы можете определить прочность углового шва по вычисленной эффективной площади сварного шва теоретического шва или по расчетной толщине шва и длине эффективного шва. Формула: T x W .
Размеры угловых швов обычно определяются по сторонам угловых швов. Итак, для определения размеров углового шва следует измерить длину катетов углового шва самого широкого прямоугольного треугольника, который можно увидеть в поперечном сечении углового шва.
Таким же образом можно определить теоретическое сечение по размерам углового шва. Вычисление теоретического горла может показаться немного сложным для непосвященных в математику. Тем не менее, формула довольно проста. Это S x cos45°=0,7S . Необходимо, чтобы размеры углового шва были достаточно большими, чтобы он мог выдержать приложенную нагрузку. Тем не менее, указанный размер сварного шва не должен быть слишком большим, чтобы избежать и уменьшить затраты и деформации при сварке.
На основании Норм и правил по сварке конструкций (сталь) минимальный размер углового шва для каждой толщины основного металла определяет максимальный уровень выпуклости. Эта спецификация имеет решающее значение, потому что, если выпуклость слишком велика, нагрузка или напряжение могут наклоняться в сторону носков углового сварного шва. В таком случае это может привести к раннему отказу сустава. При сварке угловых швов должно соблюдаться строгое качество. Кроме того, контролер качества должен тщательно измерить размер горловины, вогнутости, выпуклости, используя различные виды сварочных калибров.
Угловые сварные швы и сварные швы с разделкой кромок: что лучше?
Сварной шов с разделкой кромок — это тип сварки, при котором основные металлы срезаются вместе, образуя сварное соединение. Затем вы позволяете присадочной проволоке течь внутри канавок. Однако угловые сварные швы не всегда полностью проходят по длине соединения. Сварщик обычно создает сварной шов, длина которого меньше длины соединения, исходя из заданных размеров длины углового шва.
Конечно, расположение углового шва имеет решающее значение для прочности и долговечности сварного шва. Таким образом, требуются размерные линии, деталировка и штриховка. Если вы видите, что размер длины в условном обозначении опущен, то это означает, что необходимо выполнить угловой шов по всей длине соединения.
Угловые сварные швы бывают прерывистыми, в отличие от сварных швов с разделкой кромок. Прерывистый, конечно, означает, что между каждым сварным швом есть зазор, или, скорее, сварные швы сегментированы. Однако размер каждого сегмента сварного шва указан справа от символа углового шва. Дефис и размер шага также идут после размера длины сегмента. Расстояние между центральной точкой каждого сегментированного сварного шва называется « размер шага ».
Прерывистые угловые швы чаще обозначают с обеих сторон соединения, нанося символ углового шва выше и ниже контрольной линии. Если сегментированные угловые швы располагаются напротив стыка, они называются « цепной прерывистый » угловыми швами. Если смещение отрезков угловых швов выполнено с симметрией с обеих сторон стыка, то индикаторы смещены слева направо от базовой линии.
Американский стандарт, конечно же, содержит положения о том, как должны быть выполнены контуры угловых швов, включая метод получения формы угловых швов. С другой стороны, нет никаких указаний о том, как должны выполняться разделочные швы. Цехи, занимающиеся разделочной сваркой, чаще всего определяют характеристики разделочных швов.
Как читать символы и обозначения углового сварного шва
Обозначения углового сварного шва полезны для производителей. Это связано с тем, что обозначения дают изготовителям основу для выполнения угловой сварки. Если вы посмотрите на символ углового сварного шва, вы заметите, что он имеет форму треугольника. Вы также увидите треугольник над или под линией отсчета. Треугольник расположен на одной стороне. Эта сторона, конечно, важна, потому что она указывает точку, в которой сварной шов и стык будут пересекаться.
В стандарте ISO 2553 описаны два подхода к обозначению другой стороны и стороны стрелки. Эти две системы включают A-систему , которая чаще используется в Европе, и B-систему , которая обычно используется в Соединенных Штатах.
Система А характеризуется двумя параллельными линиями, представляющими опорную линию, одна из которых представляет собой сегментированную линию, а другая представляет собой непрерывную линию. B-система, с другой стороны, имеет одну непрерывную опорную линию. Сварной шов будет со стороны стрелки, если есть только одна линия, а треугольник расположен ниже опорной линии. Однако, если треугольник установлен над опорной линией, противоположная сторона стрелки имеет треугольник.
Если стрелка указывает на стык и содержит два треугольника, один из которых находится над линией, а другой на одном уровне, необходимо выполнить угловой шов с обеих сторон стыка. Однако вы найдете небольшой кружок вокруг точки, где стрелка и опорная линия соединяются. Если такое обозначение, то шов должен быть сплошным вокруг металла квадратной или трубчатой формы. Вы также найдете в обозначениях прочность сварного шва. Сила обычно обозначается числовой или буквенной комбинацией, расположенной перед плоской линией.
Прекрасным примером может быть «E70». Это означает, что прочность дугового электрода на растяжение должна составлять около 79 000 фунтов силы на квадратный дюйм. Вы также найдете символы, указывающие на требуемую эстетику конкретного сварного шва. Примером чего может быть кривая, отклоняющаяся от гипотенузы. Такой символ означает, что нужно делать вогнутый шов.
Если вам необходимо выполнить сварку с плоской поверхностью, вы увидите прямую линию, параллельную гипотенузе. С другой стороны, если вы видите кривую, направленную к гипотенузе, вам нужен выпуклый сварной шов.
Вы можете манипулировать поверхностью сварного шва, используя различные методы сварки.