Размеры электродов для сварки
На рынке в настоящее время можно найти множество разновидностей электродов, которые различаются используемыми для их изготовления материалами и своими размерами. Такие сварочные стержни при соединении металлов могут выпускаться в различных типоразмерах. При выборе тех или иных разновидностей таких наплавочных материалов необходимо учитывать их диаметр, длину, основной состав и тип обмазки. Расскажем вам поподробнее как правильно выбирать длину и диаметр используемых электродов.
Правильно выбираем диаметр
Диаметр стержней наряду с составом их сплава является одним из важнейших параметров, поэтому при выборе той или иной разновидности вам необходимо правильно определять нужный вам размер, что и станет залогом качественно выполненных сварочных работ. Толщина стержня напрямую зависит от размеров основного материала. Так, например, если вам необходимо провести сварку металлических листов толщиной в несколько миллиметров, то следует выбирать небольшие по своему размеру электроды. Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.
Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.
При правильном выборе температура плавления основного наплавочного материала будет одинаковой, что позволит одновременно расплавить как электроды, так и основной материал. Следственно, соединительный шов будет однородным, качественным и долговечным. При этом вы должны понимать, что мощные трансформаторы при высоких показателях рабочего тока могут моментально расплавить электроды, диаметр которых составляет 2-3 миллиметра.
В том случае, если диаметр выбран неправильно, это может привести к существенному ухудшению качества соединения. Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.
Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.
Выбираем длину электродов
Длина электродов не столь значимый параметр для сварки, однако в определенных ситуациях неправильный выбор может привести к существенному ухудшению качества выполняемых сварочных работ. Длина электрода зависит от его толщины и характеристик свариваемых элементов. Необходимо понимать, что в процессе сварки любое прерывание температурной обработки соединения неизменно приводит к существенному ухудшению сварочного шва. Поэтому необходимо будет выбирать размеры наплавочных материалов, которые позволят минимизировать или же полностью исключат такие прерывания сварки, что повысит качество выполненных работ.
Короткие электроды могут использоваться в тех случаях, когда не требуется создавать длинные швы. В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В настоящее время в продаже можно найти электроды различных размеров. Это могут быть как стандартные стержни длиной в 10-15 сантиметров, так и специальные разновидности длиной 30-40 сантиметров и более. Необходимо помнить о том, что далеко не все марки электродов изготавливаются с полным ассортиментом размеров, что приводит к некоторым затруднениям при выборе такого наплавочного материала.
Диаметр и длина распространенных разновидностей
- LB-52U.
 Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров. - АНО-21. Длина может составить максимум 0,25-0,4 метра, при диаметре 1,6-5 миллиметров.
- МР3. Это распространенный вид наплавочных стержней, которые предлагаются в широком ассортименте. Диаметр колеблется от 2 до 5 миллиметров, при этом их длина достигает 45 сантиметров.
- АНО-6. Покупателям предлагается три типоразмера, начиная от 3 и заканчивая 5 миллиметрами. У электродов с диаметром в 3 миллиметра максимальная длина может составлять 35 сантиметров. У пятимиллиметрового наплавочного стержня максимальная длина равняется 45 сантиметров.
 Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.Правильный выбор электродов
Диаметр используемых электродов для сварки необходимо выбирать с учетом толщины рабочих заготовок. При этом состав наплавочного и основного материала должен быть максимально схожим, что позволит выполнить однородное прочное соединение. Также необходимо учитывать температуру плавления соединяемых деталей, которая должна быть одинаковой. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
Важно. Перед началом сварки следует оценить состояние обмазки, которая не должна иметь повреждений, что может существенно ухудшить качество сварного шва.
Длина электрода имеет значение в тех случаях, когда при выполнении сварки нежелательно ее прерывать, что способно привести к ухудшению качества выполненной работы. Так, например, при проведении ремонта герметичных емкостей для трубопроводов с высоким давлением прерывание процесса сварки и использование нескольких стержней для заварки одного соединения способно привести к существенному снижению надежности. Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Правильно подобрав сварочные стержни, с учетом их показателей длины и толщины вы сможете обеспечить качественное соединение, при этом полученный шов будет обладать необходимой декоративностью, механической прочностью, долговечностью и защитой от коррозии.
Размеры электродов для сварки: выбор длины и диаметра
Среди всего разнообразия электродов, которые можно встретить на современном рынке, отличия встречаются не только в различных марках, предназначенных для каждого вида металла, но и в размерах изделий. Практически все сварочные электроды, которые активно используются для промышленных и частных целей выпускаются в нескольких вариантах. Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.
Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.
Сварочные электроды подходящей длины
При выборе расходного материала диаметр стержня электрода становится одним из определяющих параметров. Он подбирается под размеры основного металла, будь то лист или какая-либо другая форма. Здесь все зависит от мощности сварочного трансформатора, которая потребуется для расплавления присадочного материала и основного материала. Дело в том, если взять такой вариант, что толщина электрода будет заметно меньше толщина листов, то для расплавления основного металла потребуется такая мощность, что стержень просто вскипит и разбрызгается, так и не создав шов. При правильном подборе температура плавления в обоих случаях будет одинаковой, благодаря чему образуется качественный однородный шов. В нем не будет возникать раковин и пор, горячих трещин и температурных деформаций. Окружающая поверхность не забрызгается каплями расплавленного металла.
Окружающая поверхность не забрызгается каплями расплавленного металла.
Если диаметр сварочных электродов окажется выше, чем толщина заготовки, то он может перепалить его. Ведь для расплавки стержня нужно будет намного большую мощность, при которой листы расплавятся и в них образуется дыра. Если же мощность будет выставлена относительно размеров основного металла, то присадочный материал будет постоянно залипать и электрическая дуга не сможет зажечься. Это также испортит качество соединения, так как невозможно будет создать равномерный шов без прерывания дуги. Таким образом, выбор диаметра электрода будет очень важным параметром.
Длина электрода для сварки оказывает не столь важное значение, но все же имеет свой вес. Она напрямую зависит от толщины в прямо пропорциональной зависимости. Зачастую сварщики предпочитают, чтобы она была как можно больше, так как тогда меньше нужно прерываться во время работы и длинные швы можно сделать беспрерывными. Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Размеры видов электродов от различных производителей
Производители создают свой ассортимент размеров, который будет удобен для использования. Поэтому, несмотря на достаточную схожесть, в каждой марке имеются свои нюансы соотношения, и порой возникает разница в несколько сантиметров длины или несколько миллиметров толщины. Более точно требуется смотреть уже в данные конкретной модели. Размеры электродов для сварки от различных производителей:
Размеры электродов для сварки от различных производителей:
LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длинна, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
Сварочный электрод LB-52U
АНО-21
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 | 5 |
| Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |
Сварочные электроды АНО-21
МР-3
| Диаметра, мм | Длина, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сварочный электрод МР-3
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сварочный электрод ОЗС-12
ОК-46
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,35 |
Сварочный электрод ОК. 46
46
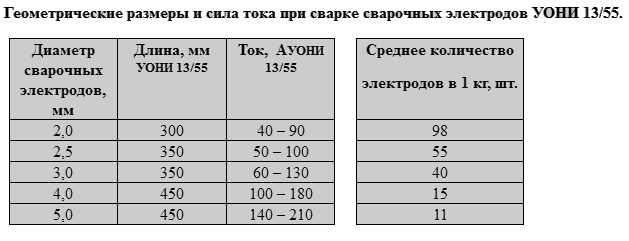
УОНИ-13 45
| Величина диаметра, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Электрод для сварки УОНИ-13/45
АНО-6
| Диаметр, мм | Длина, м |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Выбор
Диаметры электродов для сварки подбираются по тому, с какой толщиной заготовок придется работать. Максимально схожий состав металла требуется не только для создания однородного соединения, но и для того, чтобы у них была одинакова температура плавления. Здесь все строится на элементарных законах физики, так как для расплавления большего объема металла требуется большая температура, создаваемая большей силой тока. Здесь нет большой разницы, какая длина электрода имеется, так как сопротивление, вызванное разницей в данном параметре, является незначительным и в расчет может не браться.
| Толщина металла, мм | Электрод, мм | Ток, А |
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3-4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
«Важно!
Всегда перед использованием следует проверять состояние обмазки, чтобы она не была повреждена или на ней не оставалась влага.»
Длина сварочного электрода будет иметь значение для тех соединений, где очень нежелательно прерываться во время процесса сварки. Это может быть ремонт герметической емкости, вещей, которые работают под давлением, и так далее. В иных случаях больше обращают внимание на толщину. Иногда специально выпускают длинные и тонкие материалы для таких целей. Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.
Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.
Размеры электродов для сварки
Главная » Статьи » Размеры электродов для сварки
Размеры электродов для сварки
На рынке в настоящее время можно найти множество разновидностей электродов, которые различаются используемыми для их изготовления материалами и своими размерами. Такие сварочные стержни при соединении металлов могут выпускаться в различных типоразмерах. При выборе тех или иных разновидностей таких наплавочных материалов необходимо учитывать их диаметр, длину, основной состав и тип обмазки. Расскажем вам поподробнее как правильно выбирать длину и диаметр используемых электродов.
Правильно выбираем диаметр
Диаметр стержней наряду с составом их сплава является одним из важнейших параметров, поэтому при выборе той или иной разновидности вам необходимо правильно определять нужный вам размер, что и станет залогом качественно выполненных сварочных работ. Толщина стержня напрямую зависит от размеров основного материала. Так, например, если вам необходимо провести сварку металлических листов толщиной в несколько миллиметров, то следует выбирать небольшие по своему размеру электроды. Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.
Толщина стержня напрямую зависит от размеров основного материала. Так, например, если вам необходимо провести сварку металлических листов толщиной в несколько миллиметров, то следует выбирать небольшие по своему размеру электроды. Если же вы соединяете металлические детали с толщиной в несколько сантиметров, а глубина шва будет приближаться к десяти миллиметрам, то необходимо соответствующим образом использовать для этой работы толстые наплавочные стержни, что обеспечит прочность соединения. Также на данную характеристику оказывает влияние показатель мощности сварочного трансформатора. Различные металлы могут существенно отличаться своей температурой плавления, соответственно необходимо правильно выбирать размеры используемых наплавочных материалов.
При правильном выборе температура плавления основного наплавочного материала будет одинаковой, что позволит одновременно расплавить как электроды, так и основной материал. Следственно, соединительный шов будет однородным, качественным и долговечным. При этом вы должны понимать, что мощные трансформаторы при высоких показателях рабочего тока могут моментально расплавить электроды, диаметр которых составляет 2-3 миллиметра.
При этом вы должны понимать, что мощные трансформаторы при высоких показателях рабочего тока могут моментально расплавить электроды, диаметр которых составляет 2-3 миллиметра.
В том случае, если диаметр выбран неправильно, это может привести к существенному ухудшению качества соединения. Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.
Выбираем длину электродов
Длина электродов не столь значимый параметр для сварки, однако в определенных ситуациях неправильный выбор может привести к существенному ухудшению качества выполняемых сварочных работ. Длина электрода зависит от его толщины и характеристик свариваемых элементов. Необходимо понимать, что в процессе сварки любое прерывание температурной обработки соединения неизменно приводит к существенному ухудшению сварочного шва. Поэтому необходимо будет выбирать размеры наплавочных материалов, которые позволят минимизировать или же полностью исключат такие прерывания сварки, что повысит качество выполненных работ.
Поэтому необходимо будет выбирать размеры наплавочных материалов, которые позволят минимизировать или же полностью исключат такие прерывания сварки, что повысит качество выполненных работ.
Короткие электроды могут использоваться в тех случаях, когда не требуется создавать длинные швы. В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В настоящее время в продаже можно найти электроды различных размеров. Это могут быть как стандартные стержни длиной в 10-15 сантиметров, так и специальные разновидности длиной 30-40 сантиметров и более. Необходимо помнить о том, что далеко не все марки электродов изготавливаются с полным ассортиментом размеров, что приводит к некоторым затруднениям при выборе такого наплавочного материала.
Необходимо помнить о том, что далеко не все марки электродов изготавливаются с полным ассортиментом размеров, что приводит к некоторым затруднениям при выборе такого наплавочного материала.
Диаметр и длина распространенных разновидностей
- LB-52U. Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
- МР3. Это распространенный вид наплавочных стержней, которые предлагаются в широком ассортименте. Диаметр колеблется от 2 до 5 миллиметров, при этом их длина достигает 45 сантиметров.
- АНО-6. Покупателям предлагается три типоразмера, начиная от 3 и заканчивая 5 миллиметрами. У электродов с диаметром в 3 миллиметра максимальная длина может составлять 35 сантиметров. У пятимиллиметрового наплавочного стержня максимальная длина равняется 45 сантиметров.
Правильный выбор электродов
Диаметр используемых электродов для сварки необходимо выбирать с учетом толщины рабочих заготовок. При этом состав наплавочного и основного материала должен быть максимально схожим, что позволит выполнить однородное прочное соединение. Также необходимо учитывать температуру плавления соединяемых деталей, которая должна быть одинаковой. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
При этом состав наплавочного и основного материала должен быть максимально схожим, что позволит выполнить однородное прочное соединение. Также необходимо учитывать температуру плавления соединяемых деталей, которая должна быть одинаковой. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
Важно. Перед началом сварки следует оценить состояние обмазки, которая не должна иметь повреждений, что может существенно ухудшить качество сварного шва.
Длина электрода имеет значение в тех случаях, когда при выполнении сварки нежелательно ее прерывать, что способно привести к ухудшению качества выполненной работы. Так, например, при проведении ремонта герметичных емкостей для трубопроводов с высоким давлением прерывание процесса сварки и использование нескольких стержней для заварки одного соединения способно привести к существенному снижению надежности. Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Так, например, при проведении ремонта герметичных емкостей для трубопроводов с высоким давлением прерывание процесса сварки и использование нескольких стержней для заварки одного соединения способно привести к существенному снижению надежности. Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Правильно подобрав сварочные стержни, с учетом их показателей длины и толщины вы сможете обеспечить качественное соединение, при этом полученный шов будет обладать необходимой декоративностью, механической прочностью, долговечностью и защитой от коррозии.
svarkagid.com
Самые тонкие сварочные электроды
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие электроды для сварки стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
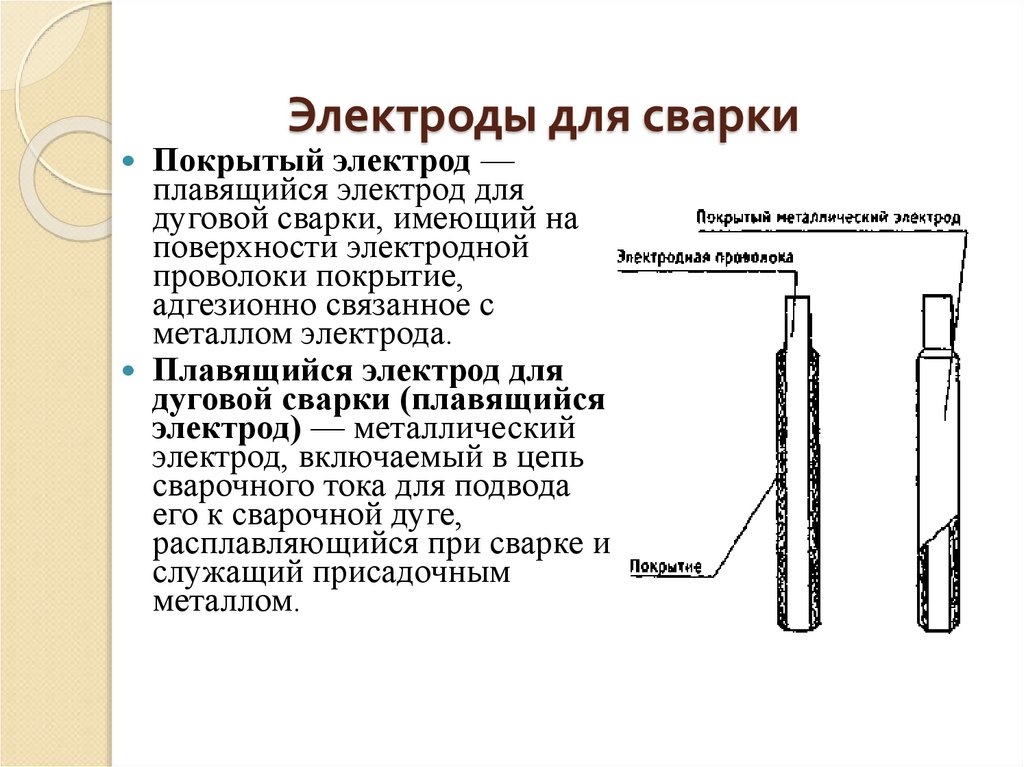
Электроды для сварки
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У сварочного трансформатора должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.
Самые тонкие электроды для дуговой сварки
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Сварка металла тонким электродом
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для сварки инвертором тонкого металла имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.

Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 460 | 18 | svarkaipayka. Как правильно выбрать электроды для инверторной сварки — все характеристики и типыЗамена старых трансформаторных моделей сварочных аппаратов на новые инверторные внесла свои коррективы. В частности – возросли требования к расходным материалам. Поэтому перед началом сварочных работ важно правильно подобрать тип электродов. Для этого необходимо знать их характеристики и виды. Электроды – для инверторных или трансформаторных аппаратов?Бытует мнение, что для инверторных сварочных аппаратов необходим особый вид электродов. Некоторые продавцы усиленно пропагандируют это заблуждение, зарабатывая дополнительные денежные бонусы. Для внесения полной ясности стоит рассмотреть технические параметры таких электродов. Род токаВ отличие от трансформаторных моделей, инверторные аппараты работают на постоянном токе. Хотя есть ряд моделей, у которых возможен комбинированный режим. Все производители на упаковке электродов указывают вид тока. Поэтому по этой характеристике они могут успешно выполнять свои функции для всех типов аппаратов. ПолярностьТоже весьма спорное различие. Для переменного тока этот термин отсутствует вовсе, а в постоянном важно лишь подключить электрод к нужной клемме. Рекомендуемая полярность также указывается на пачке. Дополнительные режимы работыДля создания качественного шва современные сварочные аппараты имеют несколько вспомогательных функций. Однако они никоим образом не отражаются на выборе расходных материалов. В итоге можно сказать, что принципиальных отличий между электродами для инверторных и трансформаторных сварочных аппаратов нет. Но это не значит, что можно взять любую пачку, ориентируясь лишь на вышеописанные показатели. Выбор того или иного типа электродов должен определяться материалом сварки, его параметрами и геометрическими размерами. ХарактеристикиОсновные параметры для расходных материалов сварочных аппаратов подробно описаны в ГОСТ 9466-75. Его пункты постоянно дорабатываются, согласно появлению новых видов оборудования и материалов.
Для того чтобы время воздействия на металл во время сварки было максимально большим, электроды покрывают специальным ферритным порошком. Благодаря этому улучшаются эксплуатационные свойства — упрощается повторное зажигание дуги, увеличивается скорость остывания металла. Если в составе содержится более 20% железного порошка, то добавляется номенклатурное обозначение «Ж». Однако, помимо этого фактора следует учитывать состав электродов. Он является основным фактором при выборе — характеристики материала изготовления напрямую влияют на качество и специфику в работе электродов. ГОСТ определяет такие виды покрытия поверхностей электродов:
Следующим фактором является толщина свариваемого металла. От этого параметра зависит диаметр электродов. В таблице показаны рекомендованные размеры электродов. На каждой пачке должно быть обозначение типа электродов. На рисунке показана подробная расшифровка каждой составляющей номенклатурного номера изделия. Производители и ценыКак уже говорилось выше, в зависимости от типа свариваемого материала следует подбирать соответствующую марку электродов. Если нет должного опыта в работе со сварочным оборудованием, то перед выбором электродов лучше всего посоветоваться с профессиональными сварщиками. Они знают все тонкости и нюансы каждого вида, но в то же время следует учитывать личностные предпочтения, которые неизбежно формируются в процессе работы. ismith.ru Какие бывают диаметры электродов для сварки. Сварка — это совокупность многих процессов, которые позволяются производить сплавление металла без переплавки всех частей изделия. На сам процесс сварки влияет ток, полярность и род тока, напряжение дуги, скорость сварки и диаметр электрода. Длина электрода, свойства покрытия самого электрода, температура металла перед свариванием и подобные процессы влияют на процесс сварки лишь частично. Поэтому при произведении сваривания Вам не обязательно следить за состоянием этих факторов. Однако одно из самых сильных влияний на сварочный процесс оказывает диаметр электрода. Чем больше диаметр электрода, тем больше Вам нужно добавлять ток. Также чем больше диаметр, тем большую толщину металла им можно сваривать. В основном при стандартных свариваниях самым популярным диаметром электродов является 2,5 миллиметра, однако такой диаметр рассчитан средние толщины металла, то есть около 3 — 4 миллиметров. Помимо самых популярных толщин электродов существует еще много, однако самыми популярными и теми, которые можно купить практически в каждом магазине сварочных электродов и сварочного оборудования. Это такие диаметры: 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0. Практически в каждом специализированном магазине Вы сможете это все купить. Однако если Вам нужны электроды большего диаметра, то Вы можете без проблем их заказать. Кроме этого Вам нужно еще и правильно подбирать диаметр электрода к толщине металла. Ваш выбор диаметра электрода должен зависеть не только от толщины свариваемого металла, а также еще и от свойств металла. Помимо основы — сварочных электродов, для сварочного процесса очень важно, чтобы был правильно подобран сварочный ток, то есть он должен соответствовать диаметру данных электродов. Если же Вы превысили или сильно понизили ток, в первом случае Вы, скорее всего, прожжете металл, а во втором — у Вас навряд ли выйдет вообще зажечь дугу, а если и выйдет, то не надолго. Узнать правильную величину сварочного тока Вы можете либо на упаковке электродов, либо на специализированных сайтах для сварщиков. В этом случае Вам нужно помнить, что слушать советов других необязательно, ведь если, к примеру, Вы имеете дело с тонким металлом, небольшое превышение сварочного тока способно испортить Ваше изделие. Поэтому Вам нужно точно узнавать, какой требуемый ток для произведения сварочного процесса. Помните, что правильный подбор тока влияет на успех сварочного процесса. Как видите, придерживаться правил, которые требуют электроды очень важно. Правильный подбор диаметра электрода по отношению к толщине металла и правильный подбор сварочного тока позволят Вам производить сваривание нужных Вам деталей без пользования услугами профессиональных сварщиков. Таким образом Вы сэкономите немало денег, сил и времени, тем самым ускоряя сварочный процесс в несколько раз. Для сварки и наплавки чугунаelektrod-3g.ru |
 ru
ru
 В настоящий момент принята следующая маркировка, характеризующая вид материала обработки:
В настоящий момент принята следующая маркировка, характеризующая вид материала обработки:
 На практике профессионалы уже давно определили для себя оптимальные виды. В таблице указана средняя стоимость за килограмм этих электродов от различных производителей.
На практике профессионалы уже давно определили для себя оптимальные виды. В таблице указана средняя стоимость за килограмм этих электродов от различных производителей.
 Для того, чтобы правильно подобрать диаметр электродов воспользуйтесь форумами, блогами или специализированными сайтами.
Для того, чтобы правильно подобрать диаметр электродов воспользуйтесь форумами, блогами или специализированными сайтами.
Как выбрать электроды для сварки – инструкция от производителя
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.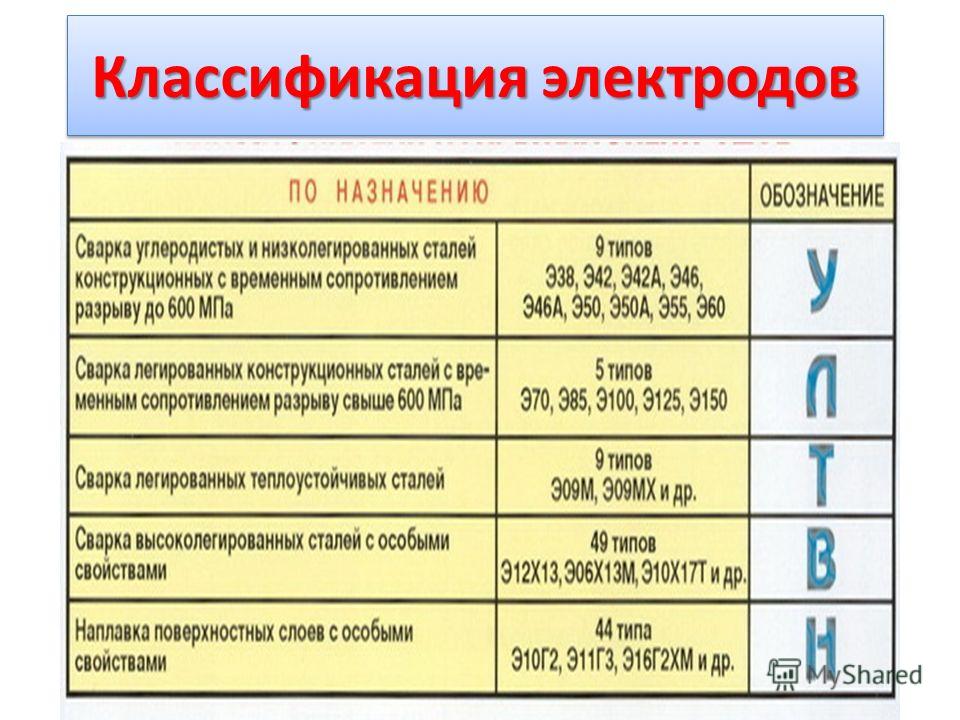
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод.
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
|
Назначение |
Рекомендуемые марки |
|
Углеродистые и низколегированные стали |
ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6 |
|
Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках |
|
|
Сварка трубопроводов |
GOODEL-52U, ТМУ-21У |
|
Высоколегированные нержавеющие стали |
ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5 |
|
Жаростойкие и жаропрочные высоколегированные стали |
ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2 |
|
Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса) |
НИИ-48Г |
|
Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья |
ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6 |
|
Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом |
ЦЧ-4 |
|
Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна |
МНЧ-2 |
|
Сварка меди и бронзы |
Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы) |
|
Электродуговая наплавка |
ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13 |
|
Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования |
ОЗШ-6, ОЗШ-8 |
|
Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С |
ОЗИ-3 |
|
Легированные теплоустойчивые стали |
ТМЛ-1У, ТМЛ-3У, ЦЛ-39 |
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
|
Диаметр электрода |
2 мм | 2,5 мм | 3 мм | 4 мм | 5 мм | 6 мм |
|
Сила тока |
40-64 А | 65-80 А | 70-130 А | 130-160 А | 180-210 А | 200-350 А |
Единственно верных настроек не существует.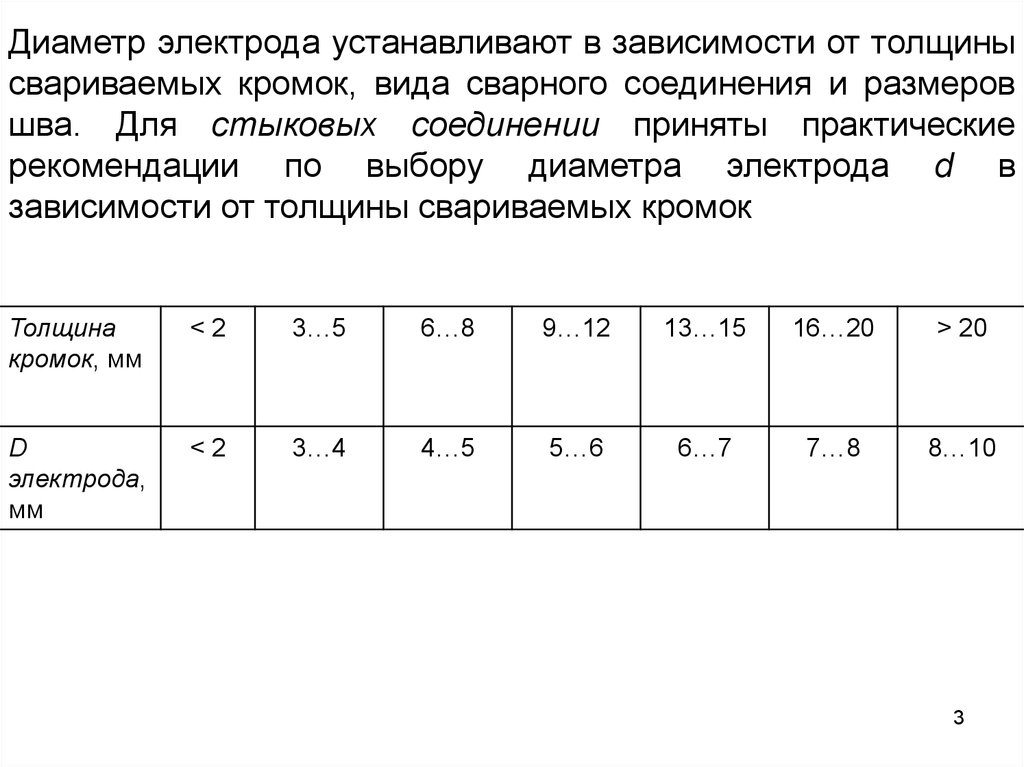 Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения.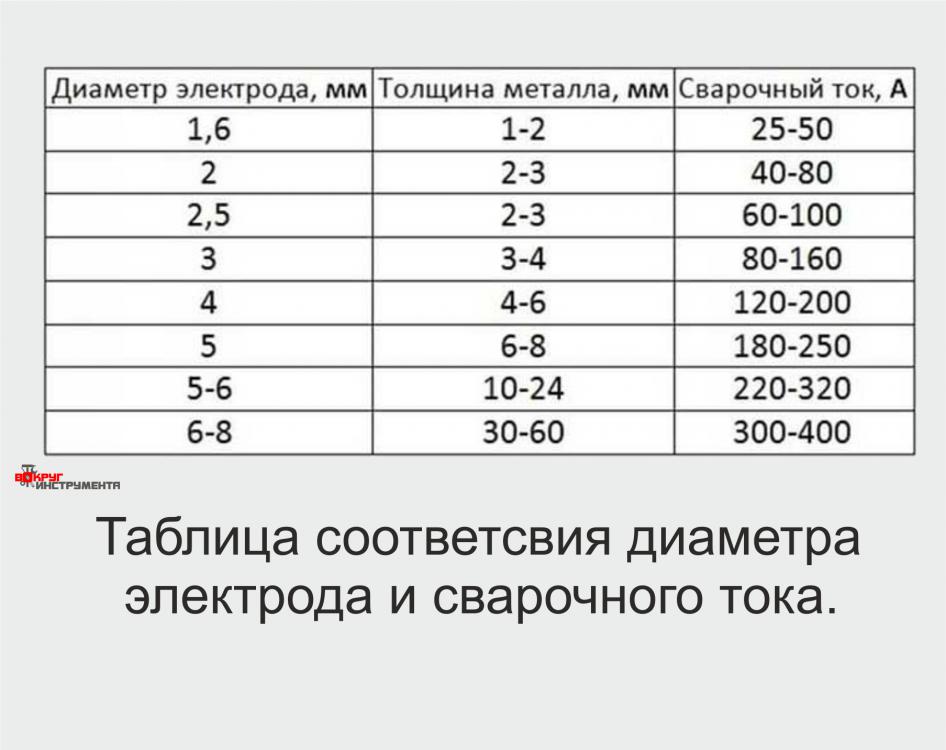 Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.
- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.

Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Если у Вас остались какие-то вопросы, наши менеджеры всегда готовы проконсультировать и помочь с выбором. Пишите нам на [email protected] или звоните по телефонам 8-800-1000-546, +7(35253) 3-00-63.
Понравилась статья? Поделитесь в социальных сетях!
влияние тока на выбор размера и сравнительная таблица
В процессе сварки учитываются многие параметры, в том числе длина электрода, характеристики его покрытия, а также толщина и температура металлов, предназначенных для сваривания. При этом одним из самых важных показателей является грамотный выбор диаметра используемого электрода.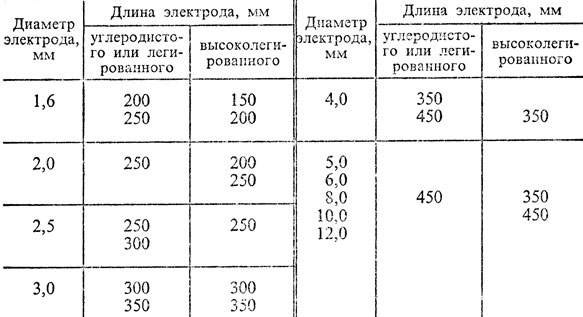
Содержание
- 1 Влияние сварочного тока и толщины электродов на сварку
- 2 Электроды переменного и постоянного тока
- 3 Сравнительная таблица диаметров
Влияние сварочного тока и толщины электродов на сварку
Сварочный ток – один из наиболее значимых в работе параметров, влияющих на основные качественные характеристики и размеры шва, а также некоторые другие принципиальные показатели получаемого сварного соединения. Даже незначительное повышение уровня сварочного тока делает более быстрым плавление заготовок и материала электрода.
Немаловажное значение в процессе работы имеет также плотность тока сварки, которая определяется соотношением таких параметров, как площадь поперечного сечения возникающей электродуги и сварочного тока (А/мм2). При увеличенном диаметре электрода снижается токовая плотность. Такая особенность объясняется более толстой и длинной электрической дугой.
Слишком низкие показатели сварочного тока отрицательно сказываются на стабильности горения дуги.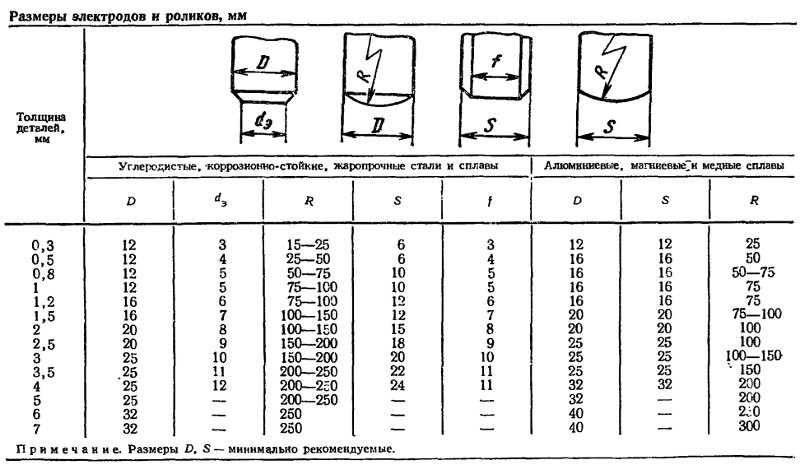 В этом случае заметно возрастает риск образования непроваренных участков, постоянного прерывания процесса сварки и получения низкокачественного соединения. При очень высоких показателях быстро возникает перегревание, или образуются прожоги в области сваривания заготовок, а также может наблюдаться интенсивное разбрызгивание материала.
В этом случае заметно возрастает риск образования непроваренных участков, постоянного прерывания процесса сварки и получения низкокачественного соединения. При очень высоких показателях быстро возникает перегревание, или образуются прожоги в области сваривания заготовок, а также может наблюдаться интенсивное разбрызгивание материала.
Электроды переменного и постоянного тока
Вне зависимости от толщины выпускаемые сегодня электроды могут быть предназначены для работы с переменными и постоянными токовыми значениями. Первый вариант является универсальным, поэтому используется в условиях постоянного и переменного напряжения. Второй – предназначен исключительно для сварки постоянным током.
| Электроды для переменного тока | Электроды для постоянного тока |
Преимущества:
| Преимущества:
|
Недостатки:
| Недостатки:
|
| Лучшие марки: ОЗС-12, МР-3, АНО-4, МР-3С, АНО-6, ОЗС-4, АНО-21 и ОЗС-6 | Лучшие марки: УОНИИ-13/45 и УОНИИ-13/55, LD-52U и ОК-53. 70 70 |
Универсальные электроды формируют хорошую и стабильную дугу, обеспечивают высокую производительность сварки с низким риском разбрызгивания, являются экономичными и отличаются хорошим отделением шлаков.
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркетИменно такой материал предъявляет минимальные требования к профессиональным навыкам сварщика и типу оборудования, а также оптимально подходит для сварки загрязнённых и окислённых, влажных и имеющих коррозийные изменения поверхностей.
Сравнительная таблица диаметров
На современном сварочном оборудовании показатели напряжения выставляются в автоматическом режиме, поэтому данный параметр нет необходимости брать в особый расчёт. При этом важно помнить, что каждый аппарат имеет индивидуальные погрешности, и регулировка осуществляется в соответствии с заданными режимами. Для самостоятельного выбора требуемого диаметра электрода и значения сварочного тока в зависимости от толщины используемых в работе заготовок и типа соединения рекомендуется воспользоваться табличными данными, приведёнными в нормативной литературе.
| Толщина металла (мм) | Тип соединения | |||||
| Стыковое | Нахлёсточное | Тавровое | ||||
| Диаметр электрода (мм) | Сварочный ток (А) | Диаметр электрода (мм) | Сварочный ток (А) | Диаметр электрода (мм) | Сварочный ток (А) | |
| 1,0 | 2,0 | 25-35 | 2,5 | 30-50 | 2,0 | 30-50 |
| 1,5 | 2,0 | 35-50 | 2,5 | 35-75 | 2,0-2,5 | 40-70 |
| 2,0 | 2,5 | 45-70 | 2,5-3,0 | 55-85 | 2,5-3,0 | 50-80 |
| 4,0 | 3,0-4,0 | 120-160 | 3,0-4,0 | 120-180 | 3,0-4,0 | 120-160 |
| 5,0 | 3,0-4,0 | 130-180 | 4,0 | 130-180 | 4,0 | 130-180 |
| 10,0 | 4,0-5,0 | 140-220 | 4,0-5,0 | 150-220 | 4,0-5,0 | 150-220 |
| 15,0 | 4,0-5,0 | 160-250 | 4,0-5,0 | 160-250 | 4,0-5,0 | 160-250 |
| 20,0 | 4,0-6,0 | 160-340 | 4,0-6,0 | 160-340 | 4,0-6,0 | 160-340 |
Сварочный процесс невозможен без правильно подобранного сварочного тока, соответствующего диаметру используемого расходного материала (электродов для сварки). На практике силу тока определяет марка электрода. Каждым ответственным производителем такие оптимальные показатели обязательно прописываются на упаковке.
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Осуществление любых ответственных работ, в том числе ручной дуговой сварки, одним из обязательных условий имеет компетентный подход к подбору материалов. Неотъемлемой составляющей этой процедуры является соответствующее внимание ко всем параметрам сварочных электродов, одним из которых является их диаметр.
Диаметр сварочных электродов для работы с различными по химическому составу сталями прописан в различных нормативных документах. К примеру, согласно ГОСТ- 9466-75, определен номинальный диаметр электрода, который соответствует диаметру стержня. Следует отметить, что номинальный диаметр электрода для сварки не включает в себя толщину обмазки.
Согласно п. 1.5. ГОСТ-9466-75, для каждого диаметра и марки электрода существует своя индивидуальная толщина обмазки. Определяется зависимости от отношения D/d, где D — диаметр с покрытием, а d — диаметр стержня, при этом соотношение у электродов с тонким покрытием (буквенное обозначение М) должно быть менее или равно 1,2; для электродов со средним покрытием (буквенное обозначение С) должно быть менее или равно 1,45; для электродов с толстым покрытием (буквенное обозначение Д) должно быть менее или равно 1,80; а для электродов с особо толстым покрытием (буквенное обозначение Г) должно быть больше 1,80.
К примеру, сварочные электроды УОНИ-13/45, марка Э-42А УОНИИ-13/45-d4-УД Е 412(4)-Б 20. В соответствии с маркой номинальный диаметр электрода равен d4, показатель – Д означает, что покрытие толстое. Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Примечательно, что иностранные производители придерживаются таких же правил, только диаметры импортных электродов не соответствуют российским стандартам. Так к примеру японские сварочные электроды LB-52U имеют номинальные диаметры d. 2,6, d. 3,2, d. 4, а диаметры вместе с покрытием D 3,9, D 4,8, D 6, отношение диаметров равны 1,5, что соответствует толстому покрытию. Также сварочные электроды ОК 53.70 фирмы The ESAB Group произведенные в Швеции соответствуют международным стандартам d. 2,6, d. 3,2, d. 4 мм, а принадлежащий ESAB российский Завод ЭСАБ-СВЭЛ выпускает продукцию с торговой маркой ОК с диаметрами российских стандартов.
Выбор диаметра электродаВыбор диаметра электрода для сварки осуществляется в зависимости от толщины свариваемого металла, его марки и химического состава, формы кромок, положения сварки, разновидности соединения. К основным особенностям различных диаметров электродов относятся:
1. Сварочные электроды 1 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
2. Электроды сварочные 1,6 мм – в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются двух размеров 200 или 250 мм, используемые для работы с металлами толщина которых от 1 до 2 мм с силой тока 25-50А;
3. Электроды сварочные 2 мм – согласно ГОСТ9466-75 для низкоуглеродистой и легированной стали изготавливаются длинной 250 мм, допускается также длинна 300 мм, толщина свариваемых металлов от 1 до 2 мм, сила тока 50-70А;
4. Электроды сварочные 2,5 мм – по ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются длинной 250-300мм, допускается также длинна 350 мм, толщина свариваемых металлов от 1 до 3 мм, сила тока 70-100А;
5. Электроды сварочные 3 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
6. Электроды сварочные 4 мм – широко используемый диаметр пригодный для работы как на профессиональном так и на бытовом оборудовании. Выпускается согласно ГОСТ9466-75 двух размеров 350 и 450 мм для любых видов стали, для металлов, толщина которых от 2 до 10 мм с силой тока 100-220А;
7. Электроды сварочные 5 мм – электроды этого диаметра требуют достаточно мощного сварочного оборудования. В соответствии с ГОСТ9466-75, изготавливаются длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;
8. Электроды сварочные 6 мм – предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
9. Электроды сварочные 8-12 мм – для работы на высокопроизводительном промышленном оборудовании. В соответствии с ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых свыше 8 мм с силой тока от 450А;
При этом необходимо отметить, что при определенном диаметре электрода диапазон силы тока для каждой марки электродов свои. К примеру, при диаметре электрода 3 мм для УОНИ 13/55 сила тока 70-100А, а для МР-3 сила тока 80-140А.
Тип, размер и сила тока – WeldPundit
Выбор электрода для сварки электродом может вызвать затруднения у начинающих и домашних сварщиков. Что нужно знать о выборе правильного типа электрода? Кроме того, как насчет правильного размера электрода и силы тока? Плюс диаграмма с размером стержня и силой тока на толщину металла.
Это руководство поможет вам понять основы выбора сварочных электродов.
Содержание
- Обзор электродов для стержневой сварки
- На что следует обратить внимание при выборе электрода для электродуговой сварки?
- Какие стержни наиболее распространены для домашней сварки?
- Как выбрать правильный размер сварочного электрода?
- Как выбрать силу тока электрода для дуговой сварки?
- В двух словах
Большая часть статьи посвящена электродам (или стержням) из низкоуглеродистой стали и металлам, поскольку они наиболее популярны.
Обзор электродов для стержневой сварки
Вкратце, электроды для низкоуглеродистых и низколегированных сталей имеют обозначение, которое указывает:
- Прочность на растяжение (Википедия) — сила растяжения, которую металл может выдержать до разрыва.
- позиций сварки : плоско, горизонтально, вертикально (вверх или вниз) и над головой.
- Флюс типа , покрывающий стержень:
- Целлюлозный . Подходит для открытых корневых соединений и грязных металлов. Стержни с таким флюсовым покрытием — E6010 и E6011.
- Рутил . Прост в использовании и подходит для тонких металлов. Стержни с таким флюсовым покрытием: E6012, E6013, E7014 и E7024.
- Основной или низководородный . Для тяжелых работ. Стержни с таким флюсовым покрытием: E7016, E7018 и E7028.
- Если в обозначении есть суффикс , это дает информацию о дополнительных легирующих элементах и/или содержании водорода в стержне.
Например, обозначение стержня E7018-1 с низким содержанием водорода:
- 70 указывает на то, что стержень имеет минимальную прочность на растяжение 70 000 фунтов на квадратный дюйм.
- 1 сварка во всех положениях.
- 8 имеет основное (или щелочное) флюсовое покрытие с добавлением железного порошка и низким содержанием водорода.
- -1 , что в нем больше марганца, чем в обычном E7018.
Обозначения стержней из других металлов, таких как нержавеющая сталь или чугун, указывают на химический состав.
Например, обозначение стержня из нержавеющей стали Э316Л-15:
- 316 указывает количество хрома и никеля и общую коррозионную стойкость металла сварного шва.
- L , металл шва имеет пониженное содержание углерода для улучшения свариваемости.
- Суффикс -15 указывает на то, что стержень имеет основное флюсовое покрытие.
В Weldpundit уже есть статья о стержневых сварочных электродах , чтобы ознакомиться с ними.
Электроды для стержневой сварки
На что следует обратить внимание перед выбором типа электрода для стержневой сварки?
При выборе лучшего сварочного электрода для конкретной работы необходимо учитывать множество факторов. Некоторые факторы легко выяснить, например, положение сварки. Однако некоторые другие, например, не идентифицируют тип металла.
Давайте начнем с вашего опыта и любых ограничений для вашего электродухового сварщика.
1. Ваш опыт сварки
Если вы новичок в сварке электродом (SMAW), для ваших первых практических сварных швов и ваших первых сварочных проектов лучше выбрать рутиловые стержни, например, E6013 и E7014. Эти удилища прощают многие ошибки по сравнению с другими удилищами.
Когда вы станете более уверенными, вы сможете сваривать целлюлозными прутьями, например, Э6011, и низководородными прутьями, например, Э7018. Их труднее сваривать, но они более полезны.
2. Тип тока, который выдает ваш сварочный аппарат
Большинство сварочных аппаратов выдает переменный ток (AC) или постоянный ток (DC). Некоторые сварщики могут предоставить и то, и другое. В соответствии с этим у вас могут быть ограничения на использование стержней.
Если у вас есть сварочный аппарат, вырабатывающий переменный ток, вы можете использовать самые популярные низкоуглеродистые стержни, кроме E6010.
Если у вас есть современный инверторный источник питания постоянного тока, вы все равно не сможете использовать стержни E6010. Старые сварочные аппараты постоянного тока, которые больше и тяжелее, могут без проблем сжигать E6010.
Некоторые популярные стержни для нержавеющей стали, алюминия, чугуна или твердосплавного покрытия работают только с постоянным током.
DC всегда дает лучшие результаты, чем AC. За исключением случаев, когда вы свариваете намагниченные металлы.
3. Какое напряжение холостого хода (OCV) может выдать ваш сварочный аппарат
OCV — это напряжение между стержнем и рабочим зажимом (или заземляющим зажимом) до того, как загорится дуга. Проверьте заднюю сторону сварочного аппарата или руководство, чтобы узнать, сколько OCV он предлагает.
Доступные сварочные аппараты мощностью не более 50В. Это напряжение низкое, и вы можете использовать только рутиловые стержни. Если OCV больше 70В, можно сжигать основные и целлюлозные стержни.
Кроме того, для работы большинства стержней из нержавеющей стали, чугуна и т. д. требуется высокое значение OCV.
4. Диапазон силы тока, который может выдавать ваш сварочный аппарат
Другим фактором, который следует учитывать при выборе электродов, является диапазон тока вашего сварочного аппарата, который должен охватывать диапазон тока электрода.
Диапазон силы тока стержня зависит не только от диаметра стержня, но и от типа флюса.
Например, со сварочным аппаратом мощностью 50–200 ампер нельзя использовать 1/16-дюймовый (1,6 мм) стержень E6013 с диапазоном 20–40 ампер. Ни 3/16-дюймовый (4,8 мм) стержень E7018 с диапазоном 200-275 ампер.
5.
Какой металл вы будете свариватьТип металла, который вы хотите сварить, является наиболее важным фактором при выборе электрода. Если вы не знаете, с каким типом металла вы имеете дело, у Weldpundit есть подробная статья об идентификации металла.
Определить металл не очень просто, если вы новичок. Если вы ошибетесь и используете не тот стержень, у вас будут дефекты сварки и сварной шов, который может разрушиться в будущем.
Если у вас есть сомнения, вам следует обратиться за помощью к опытному сварщику, другому слесарю или поставщику для идентификации.
Однако, если вам нужно сварить незнакомые металлы, для этой работы есть стержни, о которых будет рассказано далее в статье.
Основные типы металлов, которые можно сваривать электродами:
- Низкоуглеродистая сталь (или мягкая сталь). Этот металл на сегодняшний день является самой распространенной, доступной и свариваемой сталью. Чтобы выбрать стержень для низкоуглеродистой стали, необходимо, чтобы он соответствовал пределу прочности на растяжение. Вы можете использовать все распространенные низкоуглеродистые удилища, например, E6011, E6013 и E7014. Но при желании можно использовать и обычные низководородные стержни, например, Е7018.
- Нержавеющая сталь. Выбирая стержень для нержавеющей стали, вы делаете это в соответствии с его химическим составом. Прочность на растяжение второстепенна и не входит в обозначение стержня.
- Стали углеродистые с содержанием углерода более 0,40% . Здесь вы выбираете стержень по прочности на разрыв, но используете только сухие стержни с низким содержанием водорода. Если вы используете обычные стержни или стержни с низким содержанием водорода, подверженные воздействию влаги, захваченный водород растрескает сварной шов, если он выдержит нагрузку.
- Стали низколегированные. Эти металлы представляют собой низкоуглеродистые стали, но с дополнительными легирующими элементами. Для низколегированных сталей вы соответствуете пределу прочности при растяжении и условиям эксплуатации каждого типа. Низколегированные стержни представляют собой стержни с низким содержанием водорода с необходимыми легирующими элементами в их флюсовом материале. Например, E7018-A1 содержит молибден для обеспечения высокой термостойкости.
- Чугун. С чугуном все усложняется, потому что нужно правильно идентифицировать каждый тип и учитывать условия его эксплуатации. Сваривать чугун можно прутьями, которые могут относиться к разным категориям. Например, чугунные стержни или стержни для никелевых сплавов.
- Алюминий. Этот металл плохо поддается сварке даже очень опытным сварщикам. Если вы хотите получить пруток для алюминия, он должен соответствовать серии, к которой относится заготовка.
6. Прочность металла на растяжение
При выборе стержней для углеродистой стали самое главное правильно подобрать прочность металла на растяжение. Прочность на растяжение стержней из углеродистой стали указывается в первых двух, а иногда и в трех цифрах их обозначения.
Наиболее распространенными металлами являются мягкие стали с пределом прочности при растяжении около 60 000 фунтов на квадратный дюйм (или 60 тысяч фунтов на квадратный дюйм) в зависимости от их марки.
Большинство сварочных прутков упоминают, что они имеют предел прочности при растяжении 60ksi, но они намного больше, около 10% или даже больше. В результате они могут работать с большинством марок низкоуглеродистой стали, так что вам не о чем беспокоиться.
Однако некоторые марки мягкой стали могут иметь более высокую прочность на растяжение, которую не могут обеспечить стержни E 60 XX. Это не является чем-то необычным для холоднокатаной мягкой стали. Для этих металлов вы выбираете стержни с пределом прочности на растяжение 70ksi (на самом деле около 80ksi).
7. Назначение сварки
Если вы хотите сварить приспособления для дома, которые будут удерживать статический вес, например, сварочные тележки, столы или полки, то рутиловых стержней более чем достаточно. Даже если металлы толстые и тяжелые.
Если сварка предназначена для более сложных условий. Например, если он подвергается воздействию низких температур или подвергается сильным ударам, для его сварки необходимы стержни с низким содержанием водорода.
Металл шва низководородных стержней обладает повышенными механическими свойствами, например пластичностью. Пластичность – это то, как долго металл шва может растягиваться, не ломаясь.
Особые условия эксплуатации
Если сварка работает в очень суровых условиях, вам потребуется стержень с низким содержанием водорода и легирующими элементами, соответствующими этим условиям.
Например, вы хотите сваривать оборудование, подвергающееся воздействию очень низких температур, например, на открытом воздухе при -40°F (-40°C). Стержень E7018-1 с низким содержанием водорода наплавляет металл сварного шва, пригодный для работы в этих условиях.
Если вы используете целлюлозные или, что еще хуже, рутиловые стержни, металл сварного шва станет хрупким и сломается при ударе.
8. Положение сварки
Если вы хотите сваривать в вертикальном или потолочном положениях, вам понадобится стержень с цифрой «1» в обозначении, например, Е70 1 8.
Наиболее распространенные стержни для сварки во всех положениях, но большинство из них не подходят для вертикальной сварки вниз, даже если они указывают на сварку во всех положениях.
Все основные стержни не подходят для сварки вертикально вниз. Рутиловые стержни диаметром 1/8 дюйма и тоньше можно сваривать вертикально вниз, а более толстые — нет. Чтобы быть уверенным, проверьте их упаковку, допускают ли они вертикальное опускание.
Если в обозначении стержня стоит цифра «2», например, E70 2 4, можно выполнять сварку в горизонтальном положении. Вы можете использовать эти стержни для угловых швов (2F) в горизонтальном положении, но не для швов с разделкой кромок (2G).
Если вам нужны универсальные удилища, способные двигаться вертикально вниз, выберите удилища из целлюлозы.
9. Состояние поверхности заготовки
Если на заготовке (или основном металле) есть покрытия, например, оцинкованная сталь, краска, ржавчина или другие виды загрязнений, их следует удалить.
Однако, если вам нужно сваривать металлы без их очистки, вам следует использовать стержни с самой сильной дугой. Целлюлозные стержни создают самую сильную дугу. Эти стержни могут прожигать покрытия и эффективно проникать в корродированный металл.
Рутиловые или даже более простые стержни имеют проблемы с покрытыми или грязными поверхностями и требуют чистого металла для хорошей работы.
10. Толщина заготовки
Рутиловые стержни больше подходят для сварки тонких металлов, например, менее 1/8″ (3,2 мм), потому что они создают мягкую дугу, которая не проникает глубоко. Таким образом, вы предотвратите продувание металла.
Низкоуглеродистая сталь толщиной более 0,75 дюйма (19 мм) больше не является низкоуглеродистой сталью. Для сварки всегда следует использовать сухие стержни с низким содержанием водорода.
11. Подгонка шва
Если вы свариваете стыки с плотной подгонкой, например, квадратные стыки без зазора и фаски, то больше подходят целлюлозные стержни. Эти стержни обеспечивают проникновение на 60-70% глубже, чем рутиловые или базовые стержни.
Используйте рутиловые стержни, если соединение имеет большой или неравномерный зазор. Вместо того, чтобы прожечь металл, их мягкая дуга закроет щель.
Вы можете использовать основные стержни, если заготовка большая и тяжелая со сложным или ограниченным соединением. Основные стержни создают пластичные сварные швы, способные выдерживать большие нагрузки.
12. Ожидаемая деформация
При сварке выделяется много тепла, что вызывает деформацию, что приводит к деформации заготовки. При сварке тонких металлов, например листового металла, деформации очень трудно избежать.
Для таких ситуаций было бы лучше, если бы у вас была удочка, которая не имеет сильной дуги, а очень плавную. Это означает рутиловые стержни вместо целлюлозных или основных стержней.
Рутиловые стержни также могут работать с DC-. Этот тип тока будет фокусировать тепло на стержне, а не на заготовке. Это поможет уменьшить искажения.
13. Внешний вид сварного шва
Если важен внешний вид сварного шва, вот низкоуглеродистые стержни от лучшего к худшему.
- Стержни быстрого заполнения , например, E7024 и E7028. Эти стержни создают очень толстое шлаковое покрытие, препятствующее быстрому охлаждению расплавленного металла. Это предлагает самые красивые бусины. Кроме того, шлак легко удаляется без особых усилий.
- Стержни Fill-Freeze , например, E7018, E7014 и E6013. Их шлаковое покрытие достаточно толстое, чтобы обеспечить красивый валик, и его легко удалить без особых усилий.
- Быстрозамораживающие стержни , например, Е6010 и Е6011. Эти стержни создают тощий шлак на борте. Из-за этого расплавленный металл застывает, не успев получить гладкую поверхность. Кроме того, без многократного применения отбойного молотка шлак не отделяется, что ухудшает внешний вид валика.
14. Производительность и количество сварочных проходов
Сварка электродом — медленный процесс. Если у вас много работы, стержни с добавлением железа во флюс могут ускорить процесс. Например, вместо E6013 можно выбрать E7014 или, что еще лучше, E7024.
Если вы хотите выполнить многопроходную сварку, целлюлозные стержни могут замедлить процесс. Они производят шлак, который нелегко удалить и который требует тщательной очистки между проходами. Кроме того, в их флюсе нет большого количества железного порошка.
Для этих сварных швов лучше всего использовать целлюлозные стержни только для корневого шва. После этого используйте другие стержни с высоким содержанием железного порошка, чтобы заполнить шов.
15. Стоимость сварки
Вы всегда должны выбирать стержень, который соответствует требованиям проекта, но при этом является наиболее эффективным с точки зрения затрат и времени.
Например, если вы используете мягкую сталь для сварки простой конструкции, вы можете использовать простую сталь E6013 вместо E7018 с низким содержанием водорода. Да, Е7018 прочнее, но дополнительные силы на такую работу тратятся впустую, стоят немного дороже, да и завести и перезапустить дугу новичку будет хлопотно.
Другим примером является использование стержня E316 для сварки заготовки из нержавеющей стали 304. Стержень из стали 316 обеспечивает превосходную коррозионную стойкость, которая теряется на заготовке из стали 304. Удилища 308 более чем достаточно, его легче найти и оно стоит дешевле.
Кроме того, стержни с тонкими диаметрами 1/16″ и 5/64″ стоят дороже, чем стержни обычного диаметра.
Стержни быстрого заполнения, такие как E7024, обеспечивают высокую производительность и могут сэкономить много времени, если вам предстоит много работы с более толстыми металлами.
Какие стержни наиболее распространены для домашней сварки?
Наиболее распространенными прутьями для электродуговой сварки являются E6011, E6013, E7024 и E7018 для углеродистых сталей. Эти стержни могут покрыть почти все потребности домашнего сварщика для мягкой стали.
Теперь давайте посмотрим, каково основное использование этих стержней для начинающих и домашних сварщиков.
E6011 для глубокого проплавления и грязных металлов
Стержень E6011 используется для сварки низкоуглеродистых сталей, где требуется дуга с глубоким проплавлением, когда металл не чистый и когда металл шва должен быстро замерзнуть.
Стержень E6011 часто используется домашними сварщиками и идеально подходит для сварки следующих элементов:
- Открытые корневые швы.
- Соединения с плотной посадкой.
- Вертикальное положение вниз.
- Грязные металлы.
- Быстрое и надежное обслуживание наружного оборудования.
Однако сильная дуга затрудняет использование E6011 для начинающих. Кроме того, быстрозамерзающий металл сварного шва не дает красивых швов.
Существует также стержень E6010, аналогичный, но лучше, чем E6011. Однако, как уже упоминалось, большинство бытовых сварочных аппаратов с ним работать не могут.
E6013 для наиболее распространенных изделий
Стержневой стержень E6013 используется для сварки низкоуглеродистых сталей при некритичных работах с очень удовлетворительными результатами. E6013 идеально подходит для сварки самых разных предметов домашнего обихода.
Стержни E6013 популярны, потому что:
- Они очень просты в использовании.
- Легко найти.
- Все сварочные аппараты могут сжечь их, потому что для их работы требуется низкое значение OCV.
- Они поддерживают как постоянный, так и переменный ток.
- Может сваривать очень тонкий металл.
- Они производят красивые бусы.
- Их легко хранить, нужно только защитить от чрезмерной влаги.
Однако стержни E6013 не обеспечивают хорошей видимости лужи и склонны к шлаковым включениям.
E7024 для более быстрой обработки крупных соединений
Стержень E7024 используется для наплавки большого количества металла сварного шва на толстую низкоуглеродистую сталь в плоском положении. Их высокое осаждение металла экономит много времени.
E7024 представляет собой рутиловый стержень, похожий на E6013 и E7014, но во флюсе содержится больше железного порошка. Не менее 50% флюса составляет железный порошок.
Добавленное железо делает E7024 быстро заполняемым стержнем и может наносить много металла сварного шва в стык. Кроме того, он предлагает самые красивые бусины и прост в использовании.
Однако этот стержень нельзя использовать для вертикальных, потолочных или горизонтальных стыковых швов. Также он не подходит для тонкого металла, например, тоньше 3/16″ (4,8 мм).
Наконец, вам нужен сварочный аппарат, способный выдавать большую силу тока для работы со стержнями E7024.
E7018 для трудносвариваемых металлов и соединений
Стержень E7018 используется для сварки низкоуглеродистых, низколегированных и некоторых трудносвариваемых сталей. E7018 также сваривает соединения, которые должны выдерживать нагрузки, которые другие типы стержней не могут выдержать.
Сварочные электроды E7018 представляют собой стандартные (или низководородные) электроды и подходят для тяжелых работ. Вы можете использовать их в сложных для сварки ситуациях, таких как следующие:
- Сталь с более высоким содержанием углерода, чем у мягкой стали.
- Стали простые низколегированные. За исключением случаев, когда содержание их сплава требует более подходящего стержня.
- Низкокачественная сталь с высоким содержанием серы. Основной флюсовый материал E7018 может справиться с этим.
- Сварные изделия, подвергающиеся постоянным или сильным ударам.
- Сварные швы, которые должны выдерживать удары при очень низких температурах.
- Большие соединения со сложной конструкцией или сильно ограниченные соединения, которые могут треснуть при сварке их стержнями из целлюлозы или рутила.
Основной флюс стержня Э7018 защищает металл шва от неметаллических включений, вызванных кислородом. Эти включения ослабляют металл шва. Базовый флюс также борется с примесями низкокачественной стали, такими как сера, которые могут привести к горячему растрескиванию.
Полученный металл шва обладает высокой пластичностью, способной выдерживать интенсивные остаточные напряжения, сильные удары, низкие температуры и т.д.
Сварка электродом с низким содержанием водорода
Уникальное преимущество E7018 заключается в том, что он содержит низкий уровень водорода. Водород внутри зоны термического влияния (ЗТВ) закаленной стали может вызвать растрескивание, если она подвергается сильным нагрузкам. ЗТВ — это обесцвеченная область рядом с буртиком.
Низкоуглеродистая сталь не может стать достаточно твердой, чтобы вызвать водородное растрескивание, за исключением случаев, когда ее толщина превышает 0,75 дюйма (19 мм). Все другие углеродистые стали с более высоким содержанием углерода или легирующих элементов могут становиться твердыми при сварке и требуют стержней с низким содержанием водорода.
Однако сварка с низким содержанием водорода является строгим процессом. Вы должны использовать стержни с низким содержанием водорода в течение 4 часов с момента открытия упаковки. После этого их необходимо повторно просушить в специальных печах для сварки электродов. Эти печи очень дорогие.
Для низководородной сварки также необходим правильный предварительный и последующий подогрев основного металла, совершенная техника сварки и т.д. Одним словом, низководородная сварка — это профессиональная работа.
Вы можете использовать стержни E7018 в домашних условиях для более прочных сварных швов, чем обычные сварные швы общего назначения, но не для критических работ с низким содержанием водорода. Критическая работа — это когда ломается соединение, в результате чего возникают травмы и повреждения тяжелого оборудования, например, при ремонте прицепов и строительных конструкций.
Сравнительная таблица самых популярных электродов для стержневой сварки
Вот сравнительная таблица наиболее известных сварочных электродов для низкоуглеродистой стали, чтобы получить краткий обзор.
| E6011 | E6013 | E7014 | E7024 | E7018 | |
|---|---|---|---|---|---|
| Power supply compatibility | 4 | 10 | 9 | 7 | 4 |
| Beginner friendly | 6 | 10 | 10 | 10 | 7 |
| Penetration | 10 | 5 | 6 | 5 | 7 |
| All position | 10 | 7 | 7 | – | 8 |
| Dirty metals | 9 | 4 | 5 | 4 | 3 |
| Sheet metal | 7 | 10 | 8 | – | 3 |
| Thin metal | 7 | 9 | 8 | 6 | 4 |
| Thick metal | 8 | 6 | 7 | 8 | 10 |
| Hard-to-weld metals | 5 | 3 | 3 | 4 | 10 |
| Appearance | 4 | 8 | 9 | 10 | 8 |
| Deposition rate | 4 | 5 | 6 | 10 | 6 |
| High fumes | 9 | 5 | 6 | 6 | 7 |
| Easy Storage | 9 | 7 | 7 | 7 | 2 |
Как выбрать правильный размер электрода для электродуговой сварки?
После выбора правильного типа стержня вы выбираете правильный размер.
Правильный размер стержня для дуговой сварки — это наибольший размер, который подходит для соединения, чтобы обеспечить надлежащее проплавление и плавление в сочетании с высоким напылением металла. Выбирая максимально возможный размер стержня, вы свариваете быстро, избегая при этом слишком сильного нагрева соединения.
Если размер стержня слишком мал, он может не обеспечить глубокого проникновения и сплавления с основным металлом. Шлаковые включения, представляющие собой шлак, застрявший в металле сварного шва, чаще встречаются при использовании стержней, слишком тонких для данной работы.
Для заполнения стыка вам придется сварить дополнительные проходы. Помимо потери времени на это, основной металл может деформироваться из-за чрезмерного нагревания соединения. Было бы лучше, если бы вы выжидали между каждым проходом, чтобы тепло спало.
Если стержень слишком толстый для соединения, дуга не достигнет корня. Вместо этого он прыгнет к ближайшему металлу.
В результате проникновение корня уменьшается или вообще отсутствует. Также под металлом шва могут быть шлаковые включения.
Суммарная толщина стержня и диаметр проволоки
Диаметр стержня равен диаметру проволоки и не включает флюсовое покрытие. Толщина флюса зависит от количества образующегося шлака и добавленного железного порошка.
Различные типы стержней могут иметь одинаковый диаметр проволоки, но разную общую толщину.
Стержневые сварочные электроды с одинаковым диаметром проволоки, но разной общей толщинойСтержни для быстрой наплавки имеют большое отношение флюса к диаметру проволоки, затем стержни для наплавки имеют среднее значение, и, наконец, стержни для быстрой заморозки имеют более тонкий флюс по сравнению с к проводу.
Например, стержень 1/8″ E7014 толще, чем 1/8″ E6013, и намного толще, чем 1/8″ E6010. Но он тоньше, чем 1/8-дюймовый стержень E7024. Каждый из них будет по-разному входить в один и тот же сустав.
Толщина основного металла
Как правило, для односторонних однопроходных стыковых швов с толщиной металла до 3/16″ выбирается сварочный пруток, который на одну ступень тоньше основного металла. Например, если основной металл 1/8″, вы выбираете стержень 3/32″.
Однако общее правило гибкое. Вы можете выбрать стержень толщиной примерно в половину толщины основного металла с хорошими результатами. Если стержень тоньше, то можно сваривать, но скорость наплавки металла неудовлетворительна.
Вы можете выбрать стержень той же толщины, что и основной металл, но используйте его с осторожностью. Тепло, попадающее в основной металл, может пройти сквозь металл и вызвать чрезмерную деформацию.
Новичку не следует выбирать стержень толще основного металла. В этой ситуации тепло, которое уходит в основной металл, слишком велико, что делает сварку невозможной.
Исключением является сварка очень тонких металлов, например, листового металла 17 калибра (1,4 мм), а самый тонкий стержень имеет толщину 1/16″ (1,6 мм). Но палочная сварка очень тонких металлов сложна и требует большого опыта, но дает плохие результаты.
Опытные сварщики могут использовать более толстые стержни для более тонких металлов, что полезно, поскольку тонкие стержни становятся все труднее найти и стоят дороже.
Если основной металл толще 3/16″ и для достижения полного провара при односторонней сварке, можно скосить стык, например, создав одно V-образное стыковое соединение. Затем вы свариваете соединение, используя стержни обычного размера. Пример следует позже.
Положение сварки
Положение сварки также важно при выборе размера стержня.
При сварке в вертикальном или потолочном положении вы выбираете стержень меньшего размера, чем в горизонтальном положении. Для вертикального положения вниз вы выбираете такой же, а иногда и более толстый размер стержня, чем для плоского положения.
Меньшие стержни создают лужу меньшего размера, которую легче контролировать.
Примеры выбора размера стержня
Вот два примера выбора размера стержня для сварки встык. Размеры стержней предназначены для стержней заполнения и замораживания, таких как E7018 и E6013. Квадратное стыковое соединение с открытым корнем
Допустим, вы хотите сварить квадратное стыковое соединение в плоском положении, а толщина основного металла составляет 1/8″ (3,2 мм). Вы можете оставить корневой зазор, равный половине толщины металла 1/16″ (1,6 мм), но не более того. Затем вы используете стержень 3/32″ (2,4 мм) для сварки.
Одинарное V-образное стыковое соединениеЕсли вы хотите сварить металл толщиной 1/4″ (6,4 мм), вы должны сделать фаски под углом 30 градусов. Затем оставьте корневую поверхность (или площадку) длиной 3/32 дюйма и корневой зазор длиной 1/16 дюйма. Это одинарное V-образное стыковое соединение.
Вы привариваете корень стержнем 3/32″. После этого вы можете заполнить остальную часть соединения стержнями 1/8″ (3,2 мм) или 5/32″ (4 мм).
Если вы используете целлюлозные стержни, всегда предпочтительнее оставлять тонкий корневой зазор, как в предыдущем примере, поскольку они проникают глубже. С другими стержнями вы можете оставить корневой зазор, равный поверхности корня, но не более того.
Какие размеры стержней наиболее распространены?
Наиболее распространенные размеры электродов для дуговой сварки: 3/32″ (2,4 мм), 1/8″ (3,2 мм) и 5/32″ (4 мм). Этих размеров достаточно для сварки наиболее распространенных проектов с помощью стержневой сварки.
Стержни малого диаметра, например, 1/16″ (1,6 мм) и 5/64″ (2 мм), сваривать сложнее, чем стержни обычных размеров.
Это потому, что вы используете эти диаметры для заготовок тоньше 1/8″ (3,2 мм), что является наименьшим рекомендуемым размером для сварки методом сварки электродом.
Кроме того, стержни малого диаметра склонны вибрировать на конце, и для этого требуется очень твердая рука. Наконец, их труднее найти и они дороже.
Стержневые стержни 3/16″ и больше используются для очень толстых и больших заготовок, которые не являются обычными и требуют большого опыта для сварки. Они создают большую лужу, которую трудно контролировать.
Кроме того, для больших стержней вам понадобится сварочный аппарат, способный выдавать большую силу тока. Вероятно, трехфазное электропитание.
Наконец, с увеличением диаметра стержня возрастает и опасность сварки. Вы будете иметь дело с большим количеством тепла, УФ-лучей, сварочного дыма, брызг, шума и т. д.
Как выбрать силу тока для электрода для электродуговой сварки?
После того, как вы выбрали правильный тип и размер, вы выбираете правильную силу тока для стержня.
Вы выбираете силу тока стержневой сварочной проволоки, устанавливая ее достаточно высокой, чтобы получить наилучшее проплавление и плавление для выполняемой работы, всего за один шаг до того, как слишком много тепла приведет к возникновению дефектов.
При сварке требуется наилучшее проплавление и сплавление металлов, с которыми вы работаете. Чтобы достичь этих результатов, вы устанавливаете высокую силу тока, чтобы выделить достаточно тепла, чтобы расплавить стержень, металлы и смешать их.
Тип флюса влияет на силу тока, необходимую для расплавления стержня, в первую очередь на дополнительный железный порошок. В сочетании с диаметром стержня существует диапазон силы тока, в котором стержень может работать эффективно.
Например, 3/32″ E7018 имеет диапазон силы тока 70–110 А, а 3/32″ E6011 — 60–90 А.
Если установить силу тока ниже диапазона, дуга будет только искрить, а стержень прилипнет к металлу.
Если сила тока выше диапазона, дуга будет действовать и звучать слишком агрессивно, флюс будет поврежден до того, как сгорит, а стержень станет красным во время сварки.
Что является хорошей отправной точкой для силы тока?
Поскольку вы выбрали правильный тип и размер стержня для имеющегося основного металла, давайте рассмотрим хорошую отправную точку для выбора силы тока для обычных сварных швов.
Предположим, вы свариваете галтель в горизонтальном положении (2F), установите силу тока, равную среднему диапазону силы тока стержня. Если вы свариваете стыковой шов в горизонтальном положении (1G), вы устанавливаете силу тока несколько ниже.
Например, 1/8″ E7014 имеет диапазон силы тока 100-150. Идеальный пусковой ток этого стержня для сварки 2F составляет 125 А.
Эта сила тока предотвратит прилипание стержня, скорость плавления будет высокой, а тепла более чем достаточно для хорошего плавления. В то же время не будет никаких побочных эффектов от слишком большого количества тепла.
Следуя этому общему правилу, вы точно настраиваете силу тока, учитывая следующие факторы.
Размер основного металла
Тонкие и маленькие заготовки не могут выдержать сильного нагрева, так как он насыщает металл и приводит к деформации. Даже если размер стержня правильно подходит к соединению, необходимо снизить силу тока.
Если у вас очень большая и толстая заготовка, она будет поглощать тепло с высокой скоростью. Это приведет к плохому проникновению и шлаковым включениям. По этим причинам вы устанавливаете силу тока выше.
Температура основного металла
Если температура основного металла очень низкая, это похоже на сварку с меньшей силой тока. Дуга не загорится легко, и стержень прилипнет к основному металлу. Чтобы предотвратить это, вы устанавливаете силу тока немного выше или предварительно нагреваете основной металл.
Если температура основного металла слишком высока из-за какой-либо предыдущей сварки, это похоже на сварку с более высокой силой тока. Основной металл перегреется и станет красным, особенно когда вы дойдете до конца соединения. Чтобы избежать этого, вы уменьшаете силу тока.
Положение сварки
Как и в случае выбора размера стержня, положение сварки очень важно при установке силы тока. Вы используете разную силу тока для разных положений сварки для одного и того же размера стержня.
Следует заметить, что когда вы точно настраиваете силу тока, вы не увеличиваете или меньше нагреваете заготовку. То, чего вы пытаетесь достичь, — это сварка с тем же нагревом, что и в плоском положении.
При сварке в положении потолочное тепло поднимается вверх и концентрируется на металле. Это похоже на то, что вы свариваете с более высокой силой тока. Лужа станет слишком жидкой и не останется в суставе. Для верхнего положения вы снижаете силу тока примерно на 5%.
Для положения вертикально вверх , после выбора более тонкого стержня, вы уменьшаете силу тока на 10%, чтобы предотвратить перегрев ванны и заготовки.
Когда вы свариваете вертикально вниз , вы устанавливаете силу тока выше примерно на 10-15%. Это потому, что вы свариваете с высокой скоростью сварки, и стержень должен плавиться достаточно быстро.
Тип соединения и подгонка
При сварке углов требуется более высокая сила тока, чем при сварке встык.
В зависимости от размера корневого зазора и лицевой стороны, а также размера стержня сила тока может быть на 10-20 % ниже, чем обычно для швов с открытым корнем. Тем самым вы избежите прокола металла. Для любых дополнительных проходов требуется типичная сила тока для стержня.
Для сварки внешних угловых соединений требуется еще меньшая сила тока.
Соединения с плотной посадкой требуют большей силы тока, а соединения с очень широкой или неровной посадкой требуют меньшей силы тока.
Тип тока
Если вы свариваете на переменном токе, вы устанавливаете силу тока выше (10%), чем на постоянном токе. Это связано с тем, что переменный ток меняет направление с большой скоростью, и между каждым циклом происходит перепад тепла.
Функция форсирования дуги
Современные инверторные сварочные аппараты поддерживают функцию форсирования дуги или копания. Когда вы устанавливаете высокое значение силы дуги, источник сварочного тока увеличивает силу тока, если длина дуги сокращается.
Сила дуги полезна, поскольку предотвращает прилипание стержня к основному металлу, если вы протолкнете стержень в соединение.
Однако использование силы дуги похоже на сварку с более высокой силой тока. Поэтому, если вы установите высокое значение силы дуги, вы должны учитывать это при выборе силы тока стержня.
Как определить, слишком ли мала или высока сила тока при сварке электродом?
Во-первых, имейте в виду, что значения силы тока в статьях, видеороликах и таблицах являются приблизительными, чтобы дать вам хорошее начало.
Большая проблема в том, что все сварочные аппараты отображают силу тока по-разному. Более дорогие машины более надежны.
Например, вы настроили один сварочный аппарат на 100А, а на самом деле он выдает вам 85А. Вы устанавливаете другой на 100 А, и он дает вам 95 А.
Кроме того, многие сварочные аппараты с двойным напряжением выдают различную силу тока в зависимости от напряжения, которое вы подключаете к ним.
Например, вы установили ручку управления сварочного аппарата на 150 А, но сварочный аппарат будет выдавать 120 А при подключении к сети 120 В и 160 А при подключении к сети 240 В. Прочтите руководство для сварщика или обратитесь по этому поводу к производителю.
Только надежный амперметр (Википедия) может показать реальную силу тока. Если вы хотите использовать его со сварочным аппаратом постоянного тока, убедитесь, что амперметр может работать с постоянным током.
Кроме того, все сварщики используют разное напряжение дуги для одного и того же размера стержня и силы тока. Напряжение дуги не влияет на нагрев напрямую, как сила тока, но оно напрямую влияет на температуру.
Наконец, вы можете ошибиться в расчете коэффициента выбора силы тока и получить неправильную силу тока.
Вы должны сразу понимать, если вы свариваете с неправильной силой тока, чтобы избежать дефектов.
Имея достаточный опыт, вы можете быть уверены в правильности силы тока для выполняемой работы.
Вы узнаете правильную силу тока по внешнему виду и поведению лужи в сочетании со звуком дуги.
При сварке с малой силой тока
- Вам будет сложнее запустить дугу.
- Стержень прилипает во время сварки.
- Дуга выглядит тусклой и слабой.
- Дуга будет звучать слабо и непоследовательно.
- Лужа будет узкой, маленькой и не будет хорошо смачиваться.
- Расплавленный шлак будет темнее, чем обычно.
- Скорость движения ниже оптимальной.
- Последний валик будет высоким и узким с плохим сплавлением.
При сварке с высокой силой тока
- Дуга будет звучать нестабильно и выглядеть очень ярко.
- Лужа будет слишком широкой, текучей и трудноуправляемой.
- Расплавленный шлак будет иметь более длинный хвост и будет более красным, чем обычно.
- Скорость движения выше оптимальной.
- Будет больше брызг.
- Бортик будет слишком широким и плоским с небольшим подрезом.
Полезный совет для новичков — проверить силу тока на подобном металлоломе, чтобы найти правильную силу тока. После этого можно сваривать заготовку без дефектов.
Таблица с диапазоном силы тока популярных сварочных электродов
Полезная таблица с размерами и диапазоном силы тока популярных сварочных электродов. Диапазон силы тока удилища каждого производителя немного отличается. Вы всегда должны проверять упаковку удилища, чтобы точно знать диапазон.
| Stick rod | 1/16″ 1.6mm | 5/64″ 2.0mm | 3/32″ 2.4mm | 1/8″ 3.2mm | 5/32″ 4.0 mm | 3/16″ 4.8mm |
|---|---|---|---|---|---|---|
| E6010 | – | – | 60-90 | 75-130 | 120-165 | 160-195 |
| E6011 | 25-40 | 35-65 | 60-90 | 75-130 | 120-165 | 160-195 |
| E6013 | 25-50 | 40-70 | 65-95 | 85-135 | 125-175 | 175-215 |
| E7014 | – | – | 75-105 | 100-150 | 135-200 | 185-240 |
| E7018 | – | – | 70-110 | 90-160 | 130-220 | 170 -270 |
| E7024 | – | – | – | 130-160 | 165-225 | 210-290 |
| E308L-16 | – | 25-55 | 50-85 | 70-115 | 95-145 | 135-180 |
| ENiFe-CI | – | – | 70-85 | 85-110 | 110-140 | 120-160 |
| E4043 | – | – | 50-80 | 70-120 | 110-150 | – |
Примеры выбора силы тока и стержня
Теперь несколько примеров выбора силы тока. Сила тока указана для угловых швов. Для стыкового шва с открытым корнем уменьшите силу тока, чтобы избежать продувки металла.
Для сварки заготовки 3/16″ толщиной с стержнем 1/8″ E6011 :
- Для горизонтального использования 100A.
- Для вертикального спуска используйте скорость 115 А и выше.
- Для установки вертикально вверх используйте более тонкий стержень 3/32″ и 65A.
Для сварки заготовки толщиной 3/32″ стержнем 3/32″ E6013 (они имеют одинаковую толщину):
- Для горизонтального использования 65A.
- Для установки вертикально вниз используйте 75A.
- Для установки вертикально вверх используйте более тонкий стержень 5/64″ и 40A.
Для сварки заготовки 3/16″ толщиной со стержнем 3/32″ E7018 :
- Для горизонтального использования 95A. Или вы можете использовать более толстый стержень 1/8 дюйма и 130 А для более быстрой сварки.
- Для установки вертикально вверх используйте 75A.
- С этим стержнем нельзя выполнять сварку вертикально вниз.
Таблица силы тока стержня на толщину металла в калибре, дюймах и мм.
Рекомендуемая сила тока предназначена для присадочных швов тройников и полярности DC+. С опытом вы можете использовать более толстые стержни с большей силой тока для более быстрого результата.
| Обозначение | Metal thickness | Rod size | Amps | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| E6011 | 13 ga / .093″ (2.4 mm) | 5/64″ (2 mm) | 50 | |||||||||||||
| E6011 | 11 GA/.125 ″ (3,2 мм) | 3/32 ″ (2,4 мм) | 70 | |||||||||||||
| E6011 | . 188 ″ (4,8 мм) | . | 95 | |||||||||||||
| E6011 | 0,250″ (6,4 мм) | 1/8″ | 115 | |||||||||||||
| E6011 | .312″ (8.0 mm) | 5/32″ (4 mm) | 145 | |||||||||||||
| E6011 | .375″ (9.5 mm) | 5/32″ | 165 | |||||||||||||
| E6013 | 13 ga / .093″ (2.4 mm) | 5/64″ (2 mm) | 55 | |||||||||||||
| E6013 | 11 ga / .125″ (3.2 мм) | 3/32″ (2,4 мм) | 80 | |||||||||||||
| E6013 | 0,188″ (4,8 мм) | 1/8″ (3. 2 mm) | 100 | |||||||||||||
| E6013 | .250″ (6.4 mm) | 1/8″ | 120 | |||||||||||||
| E6013 | .312″ (8.0 mm) | 5/32″ (4 mm) | 150 | |||||||||||||
| E7018 | 11 ga / .125 (3.2 mm) | 3/32″ (2.4 mm) | 80 | |||||||||||||
| E7018 | 0,188″ (4,8 мм) | 3/32″ | 95 | |||||||||||||
| E7018 | .250″ (6.4 mm) | 1/8″ (3.2 mm) | 125 | |||||||||||||
| E7018 | . 312″ (8.0 mm) | 1/8″ | 145 | |||||||||||||
| E7018 | .375 ″ (9,5 мм) | 5/32 ″ (4 мм) | 175 | |||||||||||||
| E7018 | .500 ″ (12,8 ммм) | . сила тока стержня для угловых сварных швов на толщину металла в калибре, дюймах и мм.КороткоВыбор сварочного электрода для стержневой сварки немного сложен для новичков. Вот резюме. Проволоки E6013, E6011 и, возможно, E7018 — это стержни, которые вы будете использовать для сварки низкоуглеродистой стали в качестве новичка. Убедитесь, что у вас есть сварочный аппарат, который может работать с двумя последними. Вы всегда должны выбирать размер стержня тоньше, чем основной металл. Убедитесь, что размер стержня подходит для соединения, чтобы обеспечить глубокое проникновение в корень. Установите высокую силу тока, всего за один шаг до того, как это может вызвать побочные эффекты в виде лужи или неустойчивого звука дуги. Другие статьи Weldpundit
Размеры сварочных электродов — вот полное руководство Сварочные электроды играют важную роль в прочном и надежном соединении металлов. Таким образом, независимо от того, являетесь ли вы новичком или профессиональным сварщиком, вам потребуется не только большое мастерство, но и правильный тип сварочной проволоки. Не только это, вам также необходимо знать о разновидностях сварочных электродов и их функциях, а также об использовании. Неправильно подобранные стержни могут ослабить сварной шов, что приведет к тяжелой работе с веной. Следовательно, всегда будьте осторожны, выбирая правильный, прежде чем приступить к работе. Но есть много типов сварочных прутков размера , чтобы вы достаточно запутались. Кроме того, у вас может возникнуть несколько вопросов относительно сварочных электродов. Итак, мы здесь, чтобы избавить вас от замешательства. Поэтому давайте пройдемся по всей статье, чтобы узнать подробнее. Что означают цифры на сварочных электродах?Когда вы идете в магазин за сварочными прутьями, вы можете заметить несколько цифр, напечатанных на электродах. Теперь вы можете спросить, что означают цифры на сварочных электродах? Ну, есть некоторые конкретные значения этих чисел. Во-первых, первые две цифры представляют собой предел прочности стержня на растяжение, то есть они отображают устойчивость к давлению, которое он может выдержать. Однако третья цифра указывает положение стержней для сварки. В основном существует три числа для использования третьей цифры, такие как 1, 2 и 4. Цифра 1 указывает, что стержни могут работать во всех положениях, 2 представляет плоское или горизонтальное положение, а цифра 4 изображает вертикальное, горизонтальное, или положение над головой. Наконец, последняя цифра обозначает используемый материал покрытия и соответствующий ток. Потому что в зависимости от материала покрытия требуются разные токи. (Подробнее о сварочных стержнях 1/8 и 3/32). Каков наиболее распространенный размер сварочной проволоки? При покупке сварочной проволоки может возникнуть вопрос, какой самый распространенный размер сварочной проволоки? Ну, как правило, 1/8” сравнительно более распространенный размер сварочного электрода, чем другие. И здесь 5/32 дюйма, а также 3/16 дюйма также являются некоторыми распространенными размерами. Ну, как правило, на месте или на открытом воздухе сварка стержнем не используется, кроме «полевых работ», и заменяется процессами подачи проволоки. Это потому, что они не требуют особых навыков и просты в эксплуатации. Но если вам нужно сделать массивную сварку, то вам нужно прибегнуть к помощи больших сварочных прутков. Чем больше объем сварочных работ, тем больше требуется сварочный пруток. Но если он должен быть больше 3/16”, то работа должна производиться в сварочных цехах. Таблица размеров сварочных электродовЧтобы дать вам четкое представление о размерах, мы подготовили таблицу размеров сварочных электродов ниже. В таблице для лучшего понимания могут быть указаны как размеры сварочной проволоки, так и номера . Мы также включили толщину металла, связанного с электродами, в соответствии с их размерами. Размер сварочного электрода для металла толщиной мм является важным решением и может определить эффективность вашего сварного шва. Если это неизвестно, необходимо измерить. Как только вы узнаете толщину, вам нужно будет решить, хотите ли вы внутренний или внешний сварной шов. Таким образом, из приведенной выше таблицы вы можете легко понять, для какого типа стержня интегрирована толщина и соответствующий ему диаметр. Таким образом, в конечном итоге вы сможете правильно использовать их в соответствующих сварочных работах. Как узнать, какой размер сварочной проволоки мне нужен?Теперь, когда вы узнали размеры и номера электродов, а также значение этих номеров, вы можете спросить, как мне узнать, какой размер сварочного электрода мне нужен? Ну, размер сварочного стержня обычно зависит от глубины металла, который необходимо сварить. Например, для металлической пластины толщиной 2,0 мм для сварочной задачи используется сварочный пруток толщиной 2,5 мм. И, конечно же, иногда используется электрод диаметром 3,2 мм, а также 4,0 мм. Итак, перед покупкой проверьте толщину металлической пластины, которую собираетесь сваривать. Таким образом, вам не придется беспокоиться о каких-либо ошибках в процессе сварки. (Подробнее см.: 7013 Сварка) Какие характеристики следует учитывать для сварочных прутков?Возможно, вы захотите узнать, какой сварочный электрод лучше всего использовать? Что ж, для надлежащего опыта сварки вам необходимо знать факторы, которые могут удовлетворить ваши требования к сварке. Во-первых, необходимо согласовать предел прочности сварочного стержня с основным металлом. В результате вы можете получить прочный и надежный результат сварки. После этого проверьте совместимость с источниками питания электрода. 4 -я цифра номера электрода представляет источник тока, показывающий, работает ли он на переменном или постоянном токе или на обоих. Далее ищем позицию сварки, которую можно узнать по цифре 3 rd номеров электродов. Всегда проверяйте характеристики стержней, так как для конкретной сварки требуется электрод определенного типа. Например, уровень температуры или пригодность окружающей среды и т. д., поскольку в критических случаях некоторые электроды могут не подходить для сварки. Тем не менее, если вы новичок в этой работе и задаетесь вопросом, какой сварочный электрод лучше всего подходит для новичка? тогда я бы посоветовал вам использовать сварочные электроды 6013 и 6011. Это потому, что они могут не только проникать глубоко, но и выполнять большинство сварочных задач. Когда использовать электрод высокого осаждения? Если вы спешите или вам нужно выполнить работу быстрее, вам следует использовать стержневой электрод с высоким осаждением. Кроме того, они предлагают множество некритичных функций, где требуется простой процесс сварки. Но, если вам нужно выполнить требуемое кодом или ответственное задание, этот электрод не следует брать. Потому что они не выдерживают таких применений, как производство сосудов высокого давления или котлов, где сварка требует чрезмерных напряжений. На самом деле дополнительный железный порошок в электроде для наплавки создает избыточную жидкость, которая вызывает прилипание и брызги, разрушающие весь процесс сварки. Итак, лучше знать, когда и как их правильно использовать. Какова цель флюсового окружения?Флюс — это внешнее покрытие электродов, которое служит многим целям. Функция различных типов электродов фактически зависит от их флюса или покрытия. Однако стабильность дуги зависит от ионизирующих элементов потока. Так, когда вы начинаете жечь дугу, флюс плавится и создает последовательные химические реакции плавления. В результате элементы флюса предохраняют сварочную ванну от загрязнения, выделяя защитный газ. После этого, чтобы металл шва не окислялся, при понижении температуры также образуется шлак. Флюс также является причиной пластичности и прочности на растяжение сварочных стержней. Кроме того, это может увеличить скорость осаждения электрода, если он сильно концентрирован железным порошком. Таким образом, можно ясно видеть, насколько эффективно окружающий поток служит многим целям. Как правильно хранить и сушить электроды?Чтобы получить наилучшие результаты от электродов, необходимо держать все электроды сухими, а также вдали от влаги и влаги. В противном случае влажность электродов может привести к их пористости или растрескиванию. Некоторые электроды не требуют особого ухода, в то время как другие должны храниться при надлежащей температуре, чтобы они оставались сухими. Например, электроды с низким содержанием водорода требуют температуры 250-300 градусов по Фаренгейту и 1-2 часов предварительной сушки для предотвращения окисления и растрескивания. Поэтому, прежде чем использовать любые электроды с низким содержанием водорода, всегда пытайтесь высушить их, разложив внутри духовки. С другой стороны, что касается ненизководородных электродов, попробуйте нагреть их в шкафах при температуре 100-120 градусов по Фаренгейту или просто хранить при комнатной температуре. В конце всегда проверяйте рекомендации производителя по лучшему хранению. (Подробнее о сварочных электродах 6011 и 6013). ЗаключениеНаконец-то мы так много узнали о размерах сварочных электродов и других важных факторах, связанных со сварочными электродами. По сути, сварочные работы или электроды зависят от вашего уровня работы или серьезности проекта. И разные стержни используются для разных целей. Итак, помня о стандартных размерах сварочной проволоки , , продолжайте свою работу и выполняйте ее с терпением. Знакомство с размерами сварочных электродов 7018, 6013, 6011 и 6010 (+Таблица!) Если вы провели исследование и прочитали нашу статью о различных типах сварочных прутков, то вы можете подумать, что вы уже знаете все, что нужно знать об этих электродах. Давайте подробнее рассмотрим сварочные электроды 7018, 6013, 6011 и 6010 — четыре наиболее распространенных и основных размера сварочных электродов, с которыми вы, вероятно, столкнетесь, — чтобы попытаться понять каждый из них более подробно. Во-первых, глядя на классификацию сварочных электродов, вы уже можете многое сказать о типе электрода, который вы используете. Первые два числа относятся к пределу прочности на растяжение или к тому, какое напряжение может выдержать сварной шов. Например, если классификация начинается с «60», это означает, что сварочный пруток может выдерживать нагрузку 60 000 фунтов на квадратный дюйм. В результате, чем выше число, тем прочнее электрод. Третья цифра указывает на положение, в котором можно использовать этот сварочный электрод. Во всех сварочных стержнях, которые мы сегодня рассмотрим, вы увидите цифру «1». Окончательное число немного сложнее. При сварке SMAW используются электроды, покрытые различными химическими веществами, которые защищают соединения в процессе сварки. Последняя цифра в классификации используется для обозначения покрытия, которое использовалось на электродах, и, таким образом, какой ток следует использовать. Мы рассмотрим все это отдельно для каждого сварочного стержня. Сварочный стержень 7018 Тот факт, что покрытие имеет очень низкое содержание водорода, означает, что сварные швы получаются очень прочными и гладкими. Несмотря на то, что у стержней с низким содержанием водорода есть свои преимущества, их нужно хранить намного тщательнее, чем большинство других стержней, чтобы продлить срок их службы. С этими электродами нельзя допускать контакта воды или влаги с вообще . Лучший способ предотвратить это — хранить сварочный электрод 7018 в печи для электродов при температуре 250 ° F, если вы не планируете использовать его дольше нескольких часов. Профессиональная, специально изготовленная печь для сварки электродов идеальна, если позволяет ваш бюджет, но если нет, то вы всегда можете попробовать самодельную печь. Это очень универсальный сварочный пруток, возможно, поэтому он один из первых, с которым вы столкнетесь, когда будете учиться сваривать. Его прочность делает его идеальным для сварки конструкций, в том числе на атомных электростанциях, трубах высокого давления и больших мостах. Сварочный стержень 6013 Снова 6013 представляет собой сварочный стержень, работающий во всех положениях, но на этот раз вы можете видеть, что сварные швы способны выдерживать нагрузку в 60 000 фунтов на квадратный дюйм. Не так много, как 7018, но все же довольно внушительно и более чем достаточно для большинства проектов. Здесь последние две цифры — «13» — говорят нам о том, что на электроде имеется покрытие с высоким содержанием титана и калия, поэтому он совместим с переменным, постоянным током + и постоянным током . Это обеспечивает огромную универсальность, поскольку вы можете использовать его при низком напряжении и практически с любым сварочным аппаратом, даже с теми, которые работают только на переменном токе. Новички, вероятно, сначала познакомятся с несколькими другими сварочными прутьями, включая 6010, но этот электрод часто упускают из виду, поскольку он так же прост в использовании. Одно из основных отличий состоит в том, что он обычно используется в сочетании с небольшими сварочными аппаратами начального уровня, в то время как некоторые другие сварочные стержни обычно используются с более совершенными аппаратами. Поскольку он не такой прочный, как предыдущий электрод, который мы рассмотрели, сварочный пруток 6013 лучше подходит для небольших работ, таких как автомобильные проекты. Он обеспечивает среднее проникновение в более тонкий листовой металл, хотя стоит отметить, что его следует использовать только с новые, чистые металлические листы . Этот сварочный пруток дает чуть больше брызг, чем 7018 (но по большому счету их все равно впечатляюще мало), а любой шлак можно удалить быстро и легко. При сварке этим электродом лучше всего перемещать его небольшими круговыми движениями по стыку. Это не только помогает производить прочные сварные швы, но также является отличным способом контролировать скорость. Как и в случае с большинством электродов, вы должны избегать контакта 6013 с водой. Его следует хранить во влагонепроницаемом контейнере, и если он по какой-либо причине станет влажным, то перед использованием его следует тщательно высушить в теплой печи для сварочных электродов. Сварочный электрод 6011 Последняя цифра классификации является одним из ключевых различий между этими двумя электродами и одним из факторов, который твердо стоит в пользу 6011. Модель 6011 очень проста в использовании, при этом обеспечивая глубокое проплавление сварных швов. В отличие от 6013, этим электродом не нужно приклеиваться к чистому металлу, так как он легко прорезает грязные или ржавые металлы. В результате это отличный выбор для сварщиков, выполняющих ремонтные работы. Этот сварочный электрод производит небольшое количество шлака, но его немного сложнее удалить, чем шлак с других сварочных электродов, включая 6010. В основном это зависит от личного выбора, но если вы не хотите тратить слишком много время и усилия, откалывающие шлак, то, возможно, 6011 не должен быть в верхней части вашего списка. Сварочная проволока 6010 Как мы уже установили, легко сравнить, насколько электрод 6010 похож на электрод 6011. Однако у него есть один существенный недостаток по сравнению с 6011. Модель 6010 имеет покрытие с высоким содержанием целлюлозы и натрия (на что указывает цифра «10» в его классификации), поэтому ее можно использовать только с током постоянного тока . Это означает, что каким бы прекрасным ни был сварочный пруток 6010 для стольких различных применений, он бесполезен, если у вас есть сварочный аппарат, работающий только на переменном токе. Кроме того, 6010 — очень распространенный сварочный электрод, но это не значит, что им легко пользоваться. На самом деле, многие новички с трудом осваивают этот электрод из-за того, что он дает очень тугую дугу. Если у вас нет навыков управления тугой дугой, вы даже не сможете начать делать прочные и чистые сварные швы, что может деморализовать и разочаровывать. Тем не менее, если у вас есть навыки и правильный сварочный аппарат для использования 6010, он может производить блестящие сварные швы. По большей части этот сварочный пруток можно хранить при комнатной температуре, при условии, что он сухой. Если он контактирует с влагой в течение нескольких часов или более, его необходимо тщательно высушить перед использованием. Как и в случае с большинством электродов, вам придется выбросить 6010, если он промокнет. Краткий обзор сварочных электродов Надеюсь, теперь стало ясно, что выбор правильного сварочного электрода — это гораздо больше, чем кажется на первый взгляд. Важно овладеть искусством четырех основных и наиболее распространенных сварочных стержней, так как это значительно облегчит понимание принципов и свойств других, когда ваша сварка станет более продвинутой. Все четыре сварочных стержня, которые мы рассмотрели, являются стержнями во всех положениях, что обеспечивает большую универсальность; все, кроме 6010, могут использоваться с токами переменного и постоянного тока +. В этом смысле сварочный пруток 6010 немного более специализирован, поскольку для его использования требуются специальные инструменты и более высокий уровень навыков. Вот почему 6011, вероятно, является лучшим электродом для начинающих, особенно для тех, кто будет работать с грязными металлами. Он производит немного более грязные сварные швы, чем 6010, хотя его проще использовать. Оба создают глубокие проварные сварные швы, что делает их идеальными для более сложных работ по ремонту и техническому обслуживанию. Электрод 6013 стоит особняком от двух других электродов, которые также могут выдерживать нагрузку 60 000 фунтов на квадратный дюйм, поскольку его можно использовать практически с любым сварочным аппаратом. Вместо того, чтобы использоваться для ремонта и технического обслуживания, этот электрод лучше подходит для кузовных работ и других автомобильных проектов. Учитывая все обстоятельства, сварочный пруток 7018 определенно является старшим братом трех других. Он более прочный и гладкий, чем остальные, что делает его идеальным для сварки конструкций с высокими нагрузками. Он должен быть сухим, когда он не используется, но этого недостаточно для достижения отличных результатов. Ниже вы найдете небольшую таблицу сварочных электродов, в которой сравниваются все различные аспекты этих электродов (и нескольких других распространенных типов), которую вы можете использовать в качестве краткого справочного руководства, которое поможет вам в мастерской. Таблица сварочных стержней Все четыре сварочных стержня имеют свои собственные качества, сильные и слабые стороны. Выберите неправильный электрод, и ваши сварные швы будут слабыми и грязными, но выберите правильный электрод для работы, и сварка станет легкой задачей! Лучший сварочный электрод общего назначения Удобство очень важно. Если у вас есть удочка, которую можно использовать практически для чего угодно, то вы всегда будете готовы к любым задачам. Конечно, разные типы стержневых электродов были созданы не просто так, и каждый из них имеет свою особенность. Например, сварочная проволока 7018 чаще всего используется для сварки тяжелых конструкций, поскольку она обеспечивает более однородный сварной шов с высокой ударопрочностью при экстремально низких температурах. 6010 и 6011 чаще всего используются для сварки грязного, ржавого или окрашенного металла. Причина в их глубоком проникновении и агрессивной дуге, прожигающей все на своем пути. Знакомство с цифрамиЕсли вас смущают цифры, вот краткое объяснение… Первые две цифры представляют собой предел прочности сварного шва на растяжение. Например, «70» в номере 7018 означает, что для разрыва сварного шва потребуется тяговое усилие 70 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм). Третья цифра обозначает положение, в котором можно использовать сварочный электрод. Например, 1 означает, что вы можете использовать этот сварочный пруток для сварки в любом положении. Если третья цифра 2, то этот электрод можно использовать только для плоской или горизонтальной угловой сварки. Последняя цифра обозначает флюс, который используется в качестве покрытия для сварочного электрода, и тип используемого им тока (AC, DCEP и DCEN). Цифра 0 означает, что покрытие состоит из натрия с высоким содержанием целлюлозы и работает на токе DCEP. Цифра 1 означает, что удилище имеет калиевое покрытие с высоким содержанием целлюлозы и работает при любом токе. Номер 8 означает, что покрытие представляет собой порошок калия и железа с низким содержанием водорода, а электрод работает на переменном токе, DCEP и DCEN. Толщина электродаСварочные электроды бывают нескольких размеров: 1/16”, 3/32”, 1/8” и 5/32”. Логично предположить, что с увеличением толщины металла должна увеличиваться и толщина сварочного электрода. Вот краткая таблица того, как следует использовать стержни разных размеров:
Прежде чем мы перейдем к моим любимым стержням общего назначения, я расскажу об особенностях каждого из этих трех электродов, о том, из чего они сделаны, для чего используются и т. д. 6010 ЭлектродПервые две цифры говорят нам, что этот сварочный пруток может выдерживать тяговое усилие 60 000 фунтов на квадратный дюйм. «1» означает, что его можно использовать во всех положениях, а «0» означает, что покрытие электрода изготовлено из натрия с высоким содержанием целлюлозы и работает только на DCEP (постоянный ток, положительный электрод). Как я уже упоминал ранее, сварочная проволока 6010 особенно хороша для ржавого, грязного или окрашенного металла. Причина в том, что 6010 представляет собой глубоко проникающий стержень с мощной дугой, которая прожигает примеси. Другим фактором, который делает сварочную проволоку 6010 одной из наиболее часто используемых, является плавность хода. С лужей очень легко обращаться, а шлак, который она оставляет, очень тонкий и легко удаляется. Благодаря быстрому замерзанию сварочной ванны электрод 6010 идеально подходит для вертикальной и потолочной сварки. Судостроение, строительство, сварка труб и сварка в нерабочем положении — это лишь некоторые из работ, где 6010 является предпочтительным сварочным электродом. Дуга легко зажигается, стабильна и мощна, поэтому у новичков не возникнет проблем с использованием этого электрода-стержня для получения превосходного сварного шва. Forney 31610 E6010 Сварочный стерженьСварочный электрод Forney 31610 E6010 (275) Поскольку компания Forney имеет репутацию надежного бренда, когда речь идет о сварочном оборудовании, вы без колебаний купите и опробуете один из их продуктов. Они поставляются в толстой пластиковой коробке, обернутой пластиковой пленкой для обеспечения безопасности во время транспортировки, а также для защиты во время использования. Эта ссылка предназначена для упаковки 1/8”, 10 фунтов, но обычно вы также можете найти разные размеры в коробках по 1 фунту и 5 фунтов. Электроды Hy-Weld 6010Электроды Hy-Weld 6010 (99) Hy-Weld упаковывает электроды в металлическую банку, что очень важно для обеспечения их безопасности во время транспортировки. Сварочные электроды 6010 от Hy-Weld обеспечивают отличный старт дуги и плавный ход на всем протяжении. Вы можете выбрать удилища размером 1/8”, 3/32” и 5/32” в коробках по 10 и 50 фунтов. Линкольн Электрик 6010 ЭлектродLincoln Electric 6010 Электрод (26) Lincoln Electric всегда была любимой маркой многих сварщиков, и на то есть веские причины. Их электроды 6010 имеют быстрый старт дуги и будут работать плавно на протяжении всего процесса сварки. Вы также можете найти штыревой электрод 6010, 1/8 дюйма, 14 л, 5 фунтов и упаковку 3/32 дюйма, 5 фунтов. 10-фунтовая упаковка поставляется в запечатанной жестяной банке, а 5-фунтовая — в жесткой пластиковой коробке. Оба отлично справляются с обеспечением безопасности электродов. 6011 Электрод Как и 6010, сварочная проволока 6011 имеет прочность на растяжение 60 000 фунтов на квадратный дюйм и может использоваться для сварки во всех положениях. Единственная разница заключается в последней цифре, которая относится к покрытию стержня и току, от которого он работает. Покрытие изготовлено из калия с высоким содержанием целлюлозы, а электрод может работать на переменном токе, DCEP и DCEN. Дуга, создаваемая 6011, также горит очень сильно и способна проникать глубоко. На самом деле, 6011 горит немного горячее, чем 6010, что делает этот электрод немного лучшим вариантом для сварки в тяжелых условиях. И снова, как и 6010, электрод 6011 обеспечивает очень плавную дугу и создает сварочную ванну, с которой легко работать. Быстрозамерзающая лужа образует тонкий шлак, который легко отделяется. Это очень полезно, когда вам нужно выполнять длинные сварные швы, потому что вам не нужно тратить много времени на соскребание шлака. Что действительно выделяет 6011 как один из лучших универсальных сварочных электродов, так это то, что он работает как на переменном, так и на постоянном токе. Независимо от того, какой у вас аппарат для ручной сварки, модель 6011 отлично справится со своей задачей. Они чаще всего используются для строительства мостов, дорог, кораблей и других видов работ, требующих чрезвычайно прочных и долговечных сварных швов. Forney 31205 E6011 Сварочный стерженьРаспродажа Forney 31205 E6011 Сварочный стержень (573) Еще один замечательный продукт от Forney. Запуск дуги никогда не прерывается и будет работать ровно до самого конца. По ссылке выше вы можете выбрать между коробками по 5 и 10 фунтов и размерами 1/8 дюйма, 3/32 дюйма и 5/32 дюйма. Если вы хотите 1-фунтовую коробку, вы можете заказать ее здесь. Коробки, в которых они поставляются, сделаны из толстого пластика, который обеспечит сохранность удилищ. Электроды Hy-Weld 6011Электроды Hy-Weld 6011 (31) Стержни для ручной сварки Hy-Weld Стержни 6011 также прекрасно работают. Дуга запускается немедленно и будет работать плавно, если они правильно хранятся. Эти стержни 6011 проникают глубоко в основной металл и обеспечивают прочный сварной шов. Вы можете выбрать между металлическими банками на 10 и 50 фунтов и стержнями размером 1/8”, 3/32” и 5/32”. Lincoln Electric Fleetweld 180 (6011)Распродажа Lincoln Electric Fleetweld 180 (6011) (6) Это пятифунтовая коробка отличных удилищ Lincoln 6011. Они никогда не перестанут воспламеняться и будут давать ровную дугу, с которой легко обращаться. Тот факт, что они поставляются в запечатанной жестяной банке, означает, что вы всегда можете рассчитывать на идеально защищенный набор сварочных электродов. Если вам нужна коробка весом 50 фунтов с 1/8-дюймовыми удилищами, вы можете заказать ее прямо здесь. 7018 ЭлектродКак видно из названия, прочность электрода 7018 на разрыв составляет 70 000 фунтов на квадратный дюйм, поэтому он немного прочнее электродов 6010 и 6011. Третья цифра означает, что этот электрод можно использовать для сварки. во всех положениях, но это не совсем так. Тот факт, что сварочная ванна очень жидкая и не затвердевает быстро, делает 7018 непригодным для вертикальной сварки вниз и потолочной сварки. «8» в номере 7018 означает, что этот сварочный пруток может работать на переменном токе, DCEP и DCEN, а покрытие изготовлено из порошка калия и железа с низким содержанием водорода. 7018 известен как стержень с низким содержанием водорода или «низкий привет». Тот факт, что 7018 являются электродами с низким содержанием водорода, делает их очень чувствительными к влаге. Это означает, что вы должны быть особенно осторожны с хранением. Некоторые сварщики используют специальные стержневые печи, в которых электроды поддерживаются при высокой температуре. Если электроды находились на открытом воздухе менее 4 часов, их необходимо повторно нагреть примерно до 700℉. Стержень 7018 создает умеренную дугу, а проникновение не такое глубокое, как у 6010 и 6011. Однако лужа очень жидкая и с ней легко работать. Можно просто волочить стержень по поверхности вместо того, чтобы хлестать или прошивать. Универсальность – главная особенность сварочной проволоки 7018. Хотя он чаще всего используется при сварке конструкционной стали для строительства мостов, небоскребов и других крупномасштабных строительных проектов, вы также можете использовать его в автомобильной промышленности и других повседневных проектах. Штанги E7018 Forge СШАШтанги US Forge E7018 (229) US Forge — американская компания, которая производит высококачественную сварочную продукцию более 40 лет. Их сварочные электроды 7018 отлично работают на переменном и постоянном токе. Они идеально подходят для сварки низкоуглеродистой, углеродистой и низколегированной стали. Эта ссылка позволит вам заказать коробку на 10 фунтов, но обычно вы можете найти коробку на 5 и 50 фунтов. То, что они приходят просто в картонной коробке, это не очень хорошо, но жалоб на получение поврежденного товара вроде бы не много. Forney 30681 E7018 Сварочный стерженьРаспродажа Сварочный стержень Forney 30681 E7018 (1503) Как я уже говорил о других удилищах Forney из этого списка, вы можете рассчитывать на высококачественный продукт, который никогда вас не подведет. Они прекрасно работают от сети переменного тока, DCEP и DCEN даже при низкой силе тока. Вы всегда получите очень эстетичный шов с легко отделяющимся шлаком. Вы можете выбрать между всеми 3 удилищами разного размера и коробками по 1, 5 или 10 фунтов. Все они поставляются в толстой пластиковой коробке для защиты сварочных стержней. Линкольн Электрик Экскалибур 7018 MRLincoln Electric Excalibur 7018 MR (69) Это один из бестселлеров Lincoln Electric, и не зря. MR в названии этих сварочных электродов означает «влагостойкий», поэтому, в отличие от остальных электродов 7018 в этом списке, они не требуют таких строгих мер при хранении. Они имеют сертификат API 751 для химических составов и превосходят стандарт AWS по ударной вязкости. Они лучше всего работают с AC и DCEP, но не идеально подходят для DCEN. Лучший сварочный электрод общего назначения: Руководство для покупателяПрежде чем выбрать лучший универсальный сварочный электрод, необходимо учесть следующие факторы. ПроваркаЕсли вы покупаете сварочные электроды, которые не обеспечивают глубокого проплавления, вы не можете использовать их для более толстого металла. Поэтому для универсальных стержней следует выбирать такие, которые хотя бы обеспечивают умеренное проникновение. Стержни 7018 обеспечивают среднее проникновение, а 6010 и 6011 обеспечивают глубокое проникновение. Положения сваркиПеред выбором стержня очень важно определиться, в каких положениях вы будете выполнять сварку. Как я уже упоминал выше, 7018 не подходит для сварки над головой или вертикально вниз, в то время как 6010 и 6011 подходят для любого положения. Размер упаковки В зависимости от того, сколько вы свариваете, вы должны выбрать подходящую коробку. Если вы не использовали определенный тип сварочного электрода, просто возьмите коробку поменьше, а если они вам нравятся, вы можете получить коробку на 10 или 50 фунтов. ТекущийВы можете оказаться в ситуации, когда вам придется использовать сварочный аппарат, отличный от вашего. В таком случае вам нужно подготовить сварочные электроды, способные работать на любом токе. Для этой цели лучше подходят стержни 7018 и 6011. ЗаключениеДавайте быстро рассмотрим некоторые детали, которые делают эти сварочные электроды лучшими для универсального применения. 6010 — отличная сварочная проволока для сварки грязных и ржавых металлов. Его можно использовать во всех позициях, но он работает только на DCEP. Все удилища 6010 будут работать безупречно, если они хранятся в соответствии с инструкциями. Модель 6011 очень похожа на модель 6010 почти во всех аспектах. Что делает 6011 лучшим вариантом, так это то, что он работает на AC, DCEP и DCEN. Опять же, любой из трех предложенных брендов будет безопасной ставкой. Сварочные электроды 7018 отлично справятся с любой задачей. У них умеренная дуга, с которой очень легко обращаться, и из-за этого они являются лучшими электродами для начинающих. Образуемый ими шлак очень густой и прекрасно отслаивается. Единственная проблема с ними — хранение. Если вы решите выбрать модель 7018, эта портативная стержневая печь станет отличным компаньоном. Часто задаваемые вопросыВ чем разница между сварочными электродами 6011 и 6013? Покрытие 6013 изготовлено из калия с высоким содержанием титана и работает на переменном токе и DCEP. Однако самая большая разница заключается в способности проникновения. 6013 имеет мелкое проплавление и используется для сварки тонкого металла. Какой пруток легче всего сваривать?Возможно, удилище 7018 является самым простым в использовании, потому что оно работает очень плавно и практически не образует брызг. Среднее проникновение также является полезной функцией, поскольку снижает вероятность пробития металла. Какой сварочный пруток самый прочный?Ну, если мы просто посмотрим на цифры, то 7018 будет победителем. Это связано с тем, что его прочность на растяжение составляет 70 000 фунтов на квадратный дюйм, по сравнению с 60 000 фунтов на квадратный дюйм, предлагаемыми 6011, который считается вторым по прочности сварочным электродом на рынке. Что делает сварку электродами хорошей? Выбор правильного сварочного электрода, правильной толщины, угла, под которым вы выполняете сварку, — это лишь некоторые из факторов, определяющих качество сварного шва. В конце концов, все зависит от типа сварки, которую необходимо выполнить, поэтому для тавровых швов вы должны использовать другие методы, чем для стыковой сварки. Как предотвратить прилипание сварочного электрода?Опять же, здесь есть несколько факторов. Очистка поверхности, которую необходимо сварить, должна быть первым шагом. Следующим шагом должна стать настройка параметров сварочного аппарата в соответствии с толщиной основного металла. Вы также должны следовать правильной технике зажигания дуги, потому что каждый стержень требует своего способа зажигания дуги. Эта статья может пригодиться, чтобы помочь немного прояснить ситуацию. Таблицы сварочных электродов и калькуляторПриведенный ниже калькулятор точно определяет, какой электрод вам нужен для свариваемого металла. Вы также получите необходимую полярность, положение и другую соответствующую информацию. Кроме того, мы составили наиболее полную в Интернете таблицу электродов для электродуговой сварки в формате PDF с более чем 220 электродами. Вы можете получить его бесплатно ниже. В этой статье вы узнаете о стержневых электродах, о том, как выбрать нужный, и получите огромное количество бесплатных ресурсов, которые мы собрали вместе. Как сварщики, мы были разочарованы тем, что никто не объединил все таблицы стержневых электродов в одном месте, поэтому мы сделали это сами. Эта страница имеет следующую структуру:
Руководство находится в конце всех ресурсов, поскольку мы предполагаем, что большинство сварщиков знакомы с основами, но если вы не знаете, вы можете проверить его, прежде чем использовать калькулятор или загружать таблицы. Размеры сварочных прутков и таблица силы тока Мы рассмотрим только стержни из мягкой стали для электродов для дуговой сварки металлическим электродом с защитой и таблицу размеров и силы тока. В приведенной ниже таблице представлены все наиболее часто используемые сварочные электроды, такие как E6010, E6011, E6013, E7018 и т. д.0848 E6012 | E6013 | E6019 | E6020 | E6022 | E6027, E7027 | E7014 | E7015, E7016 | E6018, E7018, E7018M | E7024, E7028 | E7048 | ||||
| 1/16 | N.A. | 20 — 40A | 20 — 40A | N.A. | N.A. | N.A. | N.A. | N.A. | N.A. | N.A. | N.A. | N.A. | ||||
| 5/64 | N.A. | 25 — 60A | 25 — 60A | 35 — 55A | N.A. | N.A. | N.A. | N.A. | N.A. | N.A. | N. A. | N.A. | ||||
| 3/32 | 40 — 80A | 35- 85A | 45 — 90A | 50 — 90A | N.A. | N.A. | N.A. | 80 — 125A | 65 — 110A | 70 — 110A | 100–145A | Н/Д | ||||
| 1/8 | 75 — 125A | 80 — 140A | 80 — 130A | 80 — 140A | 100 — 150A | 110 — 160A | 125 — 185A | 110 — 160A | 100 — 150 А | 105 — 155 А | 140 — 190 А | 80 — 140 А | ||||
| 5/32 | 110 — 170 А | 110 — 190 А | 105 — 180 А | 130 — 190 А | -1 90 130a | 140 — 190a | 160 — 240a | 150 — 210a | 140 — 200a | 130 — 200a | 180 — 250a | 1510 — | 180 — 250A | 15725711.220a | 180 — 250A | 2 1572 15. 220a. |
| 3/16 | 140 — 215A | 140 — 240A | 150 — 230A | 190 — 250A | 175 — 250A | 170 — 400A | 210 — 300A | 200 — 275A | 180 — 255А | 200 — 275А | 230 — 305А | 210 — 270А | ||||
| 7/32 | 170 — 250A | 200 — 320A | 210 — 300A | 240 — 310A | 225 — 310A | 370 — 520A | 250 — 350A | 260 — 340A | 240 — 320A | 260–340A | 275–365A | Н/Д | ||||
| 1/4 | 210 — 320A | 250 — 400A | 250 — 350A | 310 — 360A | 275 — 375A | N. A. | 300 — 420A | 330 — 415A | 300 — 390A | 315 — 400A | 335 — 430A | Н/Д | ||||
| 5/16 | 275 — 425A | 300 — 500A | 320 — 430A | 360 — 410A | 340 — 450A | N.A. | 375 — 475A | 390 — 500A | 375 — 475A | 375–470 А | 400–525 А | Н/Д |
Руководство по выбору сварочных стержней
Выбор электрода для электродуговой сварки часто указывается в Спецификации процедуры сварки (WPS), но если вы новичок в дуговой сварке электродом или работа не определяет электрод, это руководство поможет вам сделать правильный выбор.
Двумя основными отличиями электродов для дуговой сварки являются покрытие флюсом и присадочный металл сердцевины. Существует множество различных покрытий, а присадочный стержень внутри флюса может быть легирован определенной смесью добавок.
Каждый сварочный пруток разработан для оптимальной работы в определенных условиях. Некоторые стержни могут выполнять другие сварочные работы, чем они предназначены, но с ограничениями, а другие не могут выполнять ничего, кроме своего прямого назначения. Вот почему вы должны убедиться, что вы выбрали подходящий электрод как для вашей работы, так и для вашего электродугового сварщика.
Флюсовое покрытие определяет характеристики шлака и дуги, требуемую полярность и возможные положения сварки. Присадочный металл также будет влиять на дугу, но он будет определять прочность на растяжение и связь между свариваемыми деталями. Некоторые экзотические металлы, такие как никель, требуют специальных стержней для очень специфических задач, в то время как электроды для сварки низкоуглеродистой стали имеют более слабое применение.
Итак, начнем с первичной классификации сварочных электродов.
Стержни для дуговой сварки с экранированным металлом Классификация
Сварочная промышленность приняла нормы и стандарты Американского общества сварщиков (AWS) для классификации стержневых сварочных электродов.
Коды AWS:
- A5.1 — углеродистая сталь
- A5.5 — низколегированная сталь
- A5.4 — нержавеющая сталь
- A5.15 — сварка чугуна
- A5.11 — никель сплавы электроды
- А5.3 — алюминиевые сплавы
- А5.6 — медные сплавы
- А5.13 — электроды для наплавки сплавы
Наиболее часто свариваемым металлом является низкоуглеродистая сталь или, как ее иначе называют, мягкая сталь. Итак, мы рассмотрим спецификацию AWS A5.1 для электродов из углеродистой стали.
Давайте проанализируем электрод для электродуговой сварки E7018 в качестве примера того, как AWS определяет обязательные классификационные обозначения.
- E — Первая буква «E» означает электрод. Это может быть исключено из выходных данных продукта.
- Первые две цифры обозначают минимальную прочность на растяжение полученного металла сварного шва, выраженную в тысячах фунтов на квадратный дюйм (МПа/10). В этом случае «70» означает 70 тысяч фунтов на квадратный дюйм или 70 000 фунтов на квадратный дюйм.
- Третья цифра указывает рекомендуемое положение сварки. Цифра «1» означает, что это всепозиционный электрод; «2» используется для горизонтального и плоского положения; 3, если для горизонтального положения; 4 допускает все положения, но ограничивает перемещение по вертикали только вниз.
- Четвертая цифра указывает на флюсовое покрытие и требуемый тип тока. Ток может быть переменным, положительным электродом постоянного тока (DCEP) или отрицательным электродом постоянного тока (DCEN). Все типы покрытий для электродов из мягкой стали представлены в таблице ниже.
- Кроме того, , если электрод содержит букву «M» , например E7018M, это означает, что он разработан для удовлетворения большинства военных требований. Он имеет более высокую ударную вязкость, более низкое содержание влаги и обязательные ограничения по диффузионному водороду.
- Если электрод имеет суффикс «-1» , например E7018-1, электрод соответствует требованиям повышенной прочности и пластичности.
- Суффикс «HZ», E7018HZ, означает, что электрод проходит дополнительное испытание на диффузию водорода. Эти электроды более безопасны, когда требуется максимальная способность к диффузии водорода.
Итак, давайте рассмотрим еще один пример E6010. Мы можем заключить следующее: Это электрод (E), прочность на растяжение полученного сварного шва составляет 60 тысяч фунтов на квадратный дюйм или 60 000 фунтов на квадратный дюйм (60), мы можем сваривать им во всех положениях (1), тип покрытия — высокое содержание целлюлозы натрия и требуемый ток DCEP (0 — см. таблицу ниже).
Типы покрытий электродов для сварки электродов и тип тока для электродов из мягкой стали
| Номер | Тип покрытия | Тип тока |
|---|---|---|
| 0 | Натрий с высоким содержанием целлюлозы | DC+ |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC+ или DC- |
| 2 | Высокое содержание титана натрия | AC, DC- |
| 3 | Высокое содержание титана и калия | AC, DC+ |
| 4 | Железный порошок, диоксид титана | AC, DC+ или DC- |
| 5 | Натрий с низким содержанием водорода | DC+ |
| 6 | Калий с низким содержанием водорода | AC, DC+ |
| 7 | Высокое содержание оксида железа, железный порошок | AC, DC+ или DC- |
| 9 | Калий с низким содержанием водорода, железный порошок | AC, DC+ или DC- |
Большинство стержневых сварочных электродов можно разделить на три группы по типу покрытия. Это целлюлозные, рутиловые и основные покрытия.
| Тип электрода | Основной компонент | Полученный защитный газ |
|---|---|---|
| Целлюлозный | Целлюлозный | Водород + CO2 |
| Основной | Соединения кальция | В основном CO2 |
| Рутил | Титан (TiO2) | В основном CO2 |
Не смущайтесь, когда вы видите, что 6010 и 6011 имеют «высокое содержание целлюлозы» и имеют разные вторые параметры, такие как натрий или калий. Они оба целлюлозные, но другие добавки к покрытию дают разные результаты. То же самое касается рутиловых и основных покрытий.
Флюс на основе целлюлозы
Целлюлозные электроды производят сварку с тонким шлаком, что обеспечивает более четкое представление о сварочной ванне. Эти электроды значительно облегчают достижение полного спондилодеза, особенно в вертикальном, горизонтальном и надголовном положениях.
Однако образуется больше сварочного дыма и искр по сравнению с рутиловыми и обычными сварочными прутьями.
Стержневые электроды на основе целлюлозы, такие как E6010, сложны в использовании для неопытных сварщиков. Они предназначены для тяжелых работ, таких как сварка труб.
Изображение порошка целлюлозы, используемого в качестве флюса на основе целлюлозы для сварочных стержней. Изображение: IndiaMartЭлектроды E6010 также называют «электродами для печных труб» из-за их способности сваривать в положении печных труб (вертикально вниз). Сварка в этом положении улучшает сварной шов и повышает производительность, поскольку шлак быстрее остывает.
Глубокое проплавление, высокая скорость наплавки и возможность сварки вертикально вниз делают целлюлозные электроды идеальными для сварки труб и работы на резервуарах. Но они также используются в промышленных условиях с определенными ограничениями, обычно указанными в WPS.
Эти электроды содержат более 30% целлюлозы в своем покрытии, обычно в виде древесной муки. Они имеют влажность около 4-5%, что при горении выделяет большое количество водорода. Этот водород повышает напряжение дуги и отвечает за их глубокое проникновение и высокую скорость осаждения. Однако для этого требуется высокое напряжение холостого хода (OCV), что затрудняет работу с этими электродами на дешевом инверторном сварочном аппарате.
Флюс на основе рутила
Стержневые электроды с рутилом имеют более плавную дугу и производят меньше искр и сварочного дыма, чем целлюлозные электроды. Электроды на основе рутила являются лучшими электродами для начинающих благодаря их благоприятным сварочным характеристикам.
Диоксид титана, присутствующий в рутиловых электродах, обеспечивает гладкую поверхность валика, легкое удаление шлака и стабилизирует дугу.
Однако в них больше шлака, чем в целлюлозных электродах, что может мешать обзору и скапливаться в шве.
Вот хорошее видео, объясняющее E6013, один из самых популярных рутиловых электродов. Это может предотвратить полное срастание корней. Кроме того, они содержат большое количество водорода, как и целлюлозные электроды. Поэтому их не следует использовать при сварке высокоуглеродистой стали.
Основные или низководородные стержневые электроды
Основные покрытия стержневых сварочных стержней содержат большое количество карбоната кальция и железного порошка. Эти электроды имеют незначительное количество влаги, поэтому их называют низководородными.
Основные электроды используются для критических сварных швов в высокопрочных стальных конструкциях, таких как корабли, мосты, морские нефтегазовые установки, поскольку они обеспечивают прочные сварные швы без образования трещин.
Электроды с низким содержанием водорода обладают превосходными механическими свойствами и обеспечивают среднее проникновение. Их легче запускать на более грязном металле благодаря таким добавкам, как кремний, железный порошок и марганец. И иметь хороший запуск и перезапуск дуги.
Эти электроды должны храниться в герметически закрытом контейнере и прокаляться в специальных печах для стержневых электродов перед их использованием. Это не обязательно, если вы сварщик-любитель, но если вы делаете что-то по правилам, особенно для критических сварных швов.
Классификация ингредиентов покрытия штучных электродов
Общая комбинация ингредиентов покрытия определяет, является ли электрод целлюлозным, основным или рутиловым. Но это также определяет характеристики электрода, поскольку не все электроды одинаковы в пределах своего типа, т. Е. E6010 не то же самое, что E6011, даже если оба они целлюлозные.
Эти материалы покрытия подразделяются на следующие группы:
Легирующие элементы
Электрод может содержать различные легирующие элементы, такие как никель, хром, молибден, марганец и другие, которые влияют на механические свойства получаемого металла сварного шва. Если механические свойства вызывают большое беспокойство, вам следует ознакомиться с техническими характеристиками сварочных прутков, которые вы планируете использовать. Если легирующие элементы не указаны в спецификации, необходимо обратиться к производителю.
Связующие
Связующие образуют пластичную массу покрытия и достаточно тверды, чтобы поддерживать кратер, а не отслаиваться, откалываться или трескаться. Растворимые силикаты, такие как натрий и калий, используются в покрытиях электродов в качестве связующих.
Газообразователи
Штучные электроды используют гидраты и карбонаты углеводов в качестве газообразующих материалов. Например, целлюлоза, такая как древесный флок, карбонаты кальция и магния или химически связанная вода, содержащаяся в глине и слюде. Свободная влага является еще одним газообразователем и содержится в целлюлозных электродах в количестве 2-3%.
Эти газообразующие вещества выделяют углекислый газ СО2, окись углерода СО и пары воды h3O при температуре сварочной дуги. Эти газы обеспечивают защитное действие сварочной ванны от окисления и загрязнения.
Стабилизаторы дуги
Наиболее часто используемыми стабилизаторами дуги являются соединения титана, калия и кальция. Они обеспечивают необходимый проводящий путь для потока тока, потому что воздух сам по себе недостаточно проводящий. Например, диоксид титана, содержащийся в рутиловых электродах, отвечает за их гладкие характеристики дуги благодаря улучшенной проводимости, которую он обеспечивает.
Кроме того, поскольку многие сварщики изо всех сил пытались научиться поддерживать или зажигать дугу с помощью определенного электрода, новейшие дуговые сварочные аппараты предлагают функции предотвращения прилипания или плавного пуска. Таким образом, в сочетании со стабилизаторами дуги в электродах функции электродуговой сварки обеспечат положительные результаты.
Флюсы и шлакообразователи
Кремнезем и магнетит обычно используются в качестве ингредиентов, которые придают шлаку массу и такие свойства, как поверхностное натяжение, температура плавления и вязкость.
Пластификаторы
Пластификаторы представляют собой смазочные материалы, обеспечивающие плавное течение покрытия под давлением. Поскольку покрытия часто бывают гранулированными или песчаными, необходимо добавлять карбонаты натрия и калия в качестве пластификаторов.
Положение сварки
Некоторые сварочные электроды позволяют выполнять сварку во всех положениях; некоторые из них ограничены плоским и горизонтальным положением, в то время как другие сварочные стержни предназначены для определенных положений, таких как вертикально вниз, вертикально вверх или горизонтально.
Положение при сварке в основном зависит от покрытия электрода. Например, покрытие электрода E6020 состоит в основном из оксида железа и имеет высокую скорость осаждения. В результате сварной шов получается очень плавным, что ограничивает его только плоской и горизонтальной сваркой.
С другой стороны, E7018 имеет очень сбалансированный набор ингредиентов для покрытия. Его скорость наплавки оптимальна для большинства случаев использования и может использоваться при сварке во всех положениях, даже если он содержит значительное количество оксида железа.
Но его старший брат E7028 с гораздо более высоким содержанием оксида железа и значительно более высокой скоростью наплавки подходит только для угловой сварки в горизонтальном и плоском положениях. E7048 ведет себя так же, как E7018, но разработан для превосходной сварки вертикально вниз.
Поэтому очень важно выбрать сварочный электрод, соответствующий требуемому положению сварки. Лучше всего подходят все стержни для сварки, но если вам нужен специальный электрод, убедитесь, что он подходит для ваших сварочных проектов.
Если вы хотите узнать, как выполнять сварку электродами, у нас есть специальная статья на эту тему, в которой мы расскажем о методах и других важных деталях.
Полярность
Полярность сварочного электрода определяется типом покрытия, как показано в таблице выше или в PDF-файле выше.
При дуговой сварке защищенным металлом важно знать, почему вы хотите использовать DCEN, DCEP или переменный ток.
DCEP обеспечивает лучшее проникновение и обычно используется для соединений, где требуется максимальное слияние. Тем не менее, DCEN является предпочтительным выбором, если вы свариваете более тонкие листовые металлы или работаете со швами с открытым корнем. Поскольку DCEN имеет более слабое проникновение, у него также меньше шансов прогореть. DCEN также используется при выполнении наплавочных швов для предотвращения сильного провара.
Хотя постоянный ток почти всегда предпочтительнее, иногда переменный ток является единственным вариантом. Вы можете быть ограничены сварочным аппаратом, работающим только на переменном токе. Тем не менее, переменный ток часто является предпочтительным при сварке на большом расстоянии между свариваемым изделием и источником питания. Напряжение постоянного тока упадет, если провода слишком длинные, в то время как у переменного тока этой проблемы нет. Подробнее о различиях сварки на переменном и постоянном токе вы можете узнать в нашей отдельной статье.
Обычно используемые электроды для дуговой сварки в защитном металле
Теперь давайте более подробно рассмотрим каждый из часто используемых электродов для сварки.
Я покрою только электроды для сварки углеродистой стали. Вы можете получить диаграмму в формате PDF, если хотите увидеть краткий комментарий к каждому электроду для каждого материала. Но подробное описание каждого существующего электрода потребовало бы написания серии книг.
Таблица сравнения проплавления электродов для сварки электродами
В приведенной ниже таблице сравнивается проплавление угловых сварных швов с основным металлом. Различные стержневые электроды сравниваются в общем виде. Многие переменные могут давать совершенно разные результаты, поэтому принимайте это как общее практическое правило, а не как бесспорные факты.
Все, от скорости движения, выходной мощности сварочного аппарата и постоянного напряжения, вашей техники и навыков до факторов окружающей среды, таких как внешняя температура, может и будет влиять на фактические результаты. На приведенных ниже диаграммах показаны различные скорости проникновения и осаждения металла, но, пожалуйста, учитывайте переменные.
Сварочный электрод E6010
Сварочные электроды E6010 изначально были созданы для улучшения сварочных работ. Однако сегодня E6010 обычно используется для тяжелых работ, таких как сварка труб и конструкций.
Наиболее заметной характеристикой является глубокое проникновение дуги. Благодаря их целлюлозному покрытию и высокому содержанию водорода их дуга получает дополнительное напряжение, что помогает им проникать глубоко в металл.
Помимо отличного проникновения, их можно использовать для резки металла. Вы можете создать горелку, которая будет резать сталь как масло, включив сварочный аппарат на максимальную мощность. Возможная толщина основного металла резки во многом зависит от диаметра электрода и силы тока вашего сварочного аппарата. Срез не будет чистым, но он делает свою работу на скорую руку.
Сварочные электроды E6010 быстро горят. Они быстро наплавляют металл, что делает их отличным выбором для перекрытия широких корневых отверстий и сварки балок. Это гораздо более быстрый электрод, чем E7018, но это не всегда хорошо. Когда соединение требует тщательного наплавления металла, не рекомендуется наносить много присадочного металла как можно быстрее.
Однако из-за агрессивной дуги, предназначенной для тяжелых условий эксплуатации, многие сварщики испытывают трудности с зажиганием или поддержанием дуги с помощью сварочных аппаратов 6010. Вот почему вы должны убедиться, что ваш аппарат для дуговой/электрической сварки способен их прожечь. К счастью, многие новейшие аппараты для сварки электродом предлагают функции, стабилизирующие дугу, поэтому не стесняйтесь проверять лучшие аппараты для электродуговой сварки, которые мы рекомендуем.
Покрытие в основном из древесной муки с добавлением минеральных силикатов, раскислителей, силиката натрия. Шлак минимальный, и его легко удалить. Из-за их покрытия с высоким содержанием натрия целлюлозы их можно сваривать только в DCEP (обратная полярность).
Электрод для электродуговой сварки E6011
Электроды для электродуговой сварки E6011 почти такие же, как электроды E6010; оба быстрозамораживающие удилища с отличным проникновением. Но у них есть несколько важных отличий.
Соединения калия добавляются вместо натрия, преобладающего в E6010. Покрытие E6011 с высоким содержанием целлюлозы и калия позволяет ему работать со сварочными аппаратами на выходе переменного тока. Таким образом, его можно использовать в приложениях DCEP (прямая полярность) и переменного тока.
Ток будет иметь «нулевое» состояние при использовании любого электрода с выходом переменного тока. Это моменты, когда электрод переходит от DCEP к DCEN, и в этом переходе он достигает нулевого выходного тока. Это когда электроды обрываются или возникают колебания дуги, что затрудняет их сварку.
Добавление соединений калия позволяет E6011 поддерживать зажигание дуги, когда выходной ток проходит через периоды отсутствия выходного сигнала. Этот электрод в основном предназначен для замены E6010, если вы используете старый сварочный аппарат переменного тока с жужжанием и если вы испытываете дуговой удар с E6010. А вот при сварке на переменном токе ток несколько снижает проплавление.
E6012 Сварочные стержни
E6012 представляет собой рутиловый электрод с большим процентным содержанием диоксида титана в покрытии. Этот электрод работает с полярностью AC и DCEN.
Итак, в отличие от E6010 и 6011, действие DCEN E6012 означает неглубокое проплавление сварного шва. Это делает их отличным выбором при работе с тонким листовым металлом, плохо подогнанными сварными соединениями и легкой ремонтной сваркой.
Он производит меньше дыма, чем два целлюлозных электрода выше, но оставляет более густой шлак. Однако шлак чрезвычайно легко удаляется, и в большинстве случаев он просто отслаивается сам по себе.
Стержень E6013 очень похож, но содержит соединения калия для дополнительной стабилизации дуги, особенно при использовании переменного тока.
E7018 Сварочная проволока
Сварочная проволока E7018 является одним из самых популярных и широко используемых электродов для дуговой сварки в среде защитного металла.
Представляют собой стержни с низким содержанием водорода с добавлением порошка железа и могут использоваться с полярностью AC или DCEP. Стержни E7018 имеют умеренные наросты и проникновение. Благодаря добавлению железного порошка дуга получается ровной и меньше разбрызгивания, чем при использовании целлюлозных и рутиловых электродов.
Сварочные электроды E7018 не используют защитный газ от горящего флюса в качестве метода защиты от атмосферы. Вместо этого расплавленный шлак, образующийся поверх сварного шва, защищает металл сварного шва. Вот почему E7018 не следует использовать для швов с открытым корнем. Если шов не позволяет полностью покрыть шов шлаком, его не следует сваривать с помощью E7018.
E7018 очень чувствителен к влаге, что приводит к пористости. Поэтому их следует хранить в герметичном контейнере и запекать в стержневой печи перед выполнением ответственных сварных швов. Они обычно используются в судостроении, сварке труб, сварке толстолистового металла, котлах, конструкционных сталях и низкотемпературном оборудовании.
Этот стержень с низким содержанием водорода позволяет получать наплавленный металл высочайшего качества из стержней из мягкой стали. Кроме того, он выдерживает относительно высокие сварочные токи и имеет высокую скорость осаждения расплавленного металла. По сравнению с 6010-ми, ваш сварочный аппарат, несомненно, сожжет 7018-е.
Заключение
Имея более 220 электродов с официальной классификацией от AWS, сложно усвоить все за один раз. Цель этой статьи — ввести вас в курс дела и предоставить необходимые подробные знания для понимания электродов для сварки стержнями, уделяя особое внимание выбору электродов, соответствующих вашим потребностям.
Большинство людей будут сваривать мягкую сталь с помощью дуговой сварки в защитном металле. Однако, если вас также интересуют другие сварочные электроды, наша таблица в формате PDF включает все официально классифицированные электроды для ММА, и вам следует начать с них.
Ресурсы:
- Спецификация на электроды из углеродистой стали для дуговой сварки в защитном металле AWS A5.1/A5.1M:2012
- Спецификация на электроды из низколегированной стали для дуговой сварки в защитном металле A5. 5/A5.5M:2006
- Спецификация на электроды из нержавеющей стали для дуговой сварки защищенным металлом A5.4/A5.4M:2012
- Спецификация на электроды и стержни для сварки чугуна AWS A5. 15:1990
- Спецификация на электроды для сварки никеля и никелевых сплавов для дуговой сварки в защитном металле A5.11/A5.11M:2018
- Спецификация электродов из алюминия и алюминиевых сплавов для дуговой сварки металлическим электродом в среде защитного газа A5.3/A5.3M:1999
- Спецификация электродов из меди и медных сплавов для дуговой сварки металлическим электродом в среде защищенного электрода A5.6/A5.6M:2008
- Спецификация для Наплавочные электроды для дуговой сварки металлическим электродом A5.13:2021
- Стержневой электрод и основы сварки Майкл Аллен и Натан Лотт, www.thefabricator.com
- База знаний ESAB SMAW Welding Knowledge Database
- Сравнение рутиловых и целлюлозных электродов на twi-global .com
Основные размеры сварочных электродов: 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Сварочные электродыВероятно, первое, что вы узнали о сварочных электродах или сварочных электродах, это то, что они могут быть плавящимися или неплавящимися. Но это не единственное, что вам нужно знать о удилищах.
Сварочные электроды бывают разных типов, наиболее распространенными размерами сварочных электродов являются 6010, 6011, 6012, 6013, 7014, 7024 и 7018. Эти семь имеют разные характеристики, которые делают их подходящими для различных сварочных проектов.
Поэтому необходимо рассмотреть каждого в отдельности. Таким образом, в конце этой статьи вы будете более информированы об этих четырех размерах сварочных прутков и их использовании.
как классифицируются сварочные электроды
Но прежде чем мы перейдем к каждому из этих сварочных электродов, давайте немного углубимся в мир классификации сварочных электродов. Когда вы покупаете сварочный пруток , вы заметите, что на нем отпечатаны три набора цифр.
Эти номера относятся к другой характеристике стержня.
Первые два числа представляют прочность стержня на растяжение . Это относится к тому, какое напряжение может выдержать сварной шов. Если, например, ваш стержень имеет номер «60», это означает, что он может выдержать 60 000 фунтов на квадратный дюйм.
E60xx – Прочность на растяжение 60 000 фунтов на кв. дюйм
E70xx – Прочность на растяжение 70 000 фунтов на кв. дюйм
Чем выше число, тем прочнее стержневой электрод.
Третий номер говорит вам позиция , в которой можно использовать сварочный пруток. В большинстве случаев третья цифра будет «1», что означает, что удилище можно использовать во всех положениях.
Exx1x – Плоский, Горизонтальный, Вертикальный (вверх), Накладной.
Exx2x – плоский, горизонтальный.
Exx3x – Квартира.
Exx4x – плоский, горизонтальный, верхний, вертикальный (вниз).
Последний номер показывает, какие покрытия были использованы на стержне. Таким образом, это число влияет на то, какие токи следует использовать. Это число варьируется от стержня к стержню, и мы рассмотрим его более подробно позже.
Но, например, ниже мы даем вам все общие характеристики сварочной проволоки и их сравнение.
A Comparison chart of Different welding rod sizes
| Coating | High Cellulose Sodium | High Cellulose Potassium | High Titania Sodium | High Titania Potassium | Iron Powder Низководородный | Железный порошок Низководородный |
| Position | All Positions | All Positions | All Positions | All Positions | All Positions | Flat Horizontal Fillets |
| Current | DCEP | DCEP AC | DCEP AC | DCEP DCEN AC | DCEP AC | DCEP AC |
| Проникновение | Глубокое | Глубокое | Среднее | Мелкое | 2 От мелкого до среднего0425Shallow to Medium | |
| Tensile Strength | 60,000 PSI | 60,000 PSI | 60,000 PSI | 60,000 PSI | 70,000 PSI | 70,000 PSI |
| Our Recommended Products | ||||||
| Купить на Amazon | Проверить цену на Amazon | Проверить цену на Amazon | Проверка цена от Amazon | Проверка цена от Amazon | Проверка цена от Amazon | Проверка цена | . | Rod Diameter | Amperage Range |
| 6010 | 1/8 inch | 75-125 amps | ||||
| 6011 | 1/8 inch | 75-125 amps | ||||
| 6011 | 3/32 inch | 40-85 amps | ||||
| 6011 | 1/4 inch | 210-315 amps | ||||
| 6012 | 1/8 inch | 80-140 amps | ||||
| 6012 | 3/32 inch | 35-85 amps | ||||
| 6013 | 3/32 inch | 40-90 amps | ||||
| 6013 | 1/ 4 дюйма | 250–350 А | ||||
| 7014 | 3/32 inch | 80-125 amps | ||||
| 7014 | 1/4 inch | 330-415 amps | ||||
| 7018 | 3/32 inch | 65-100 amps | ||||
| 7018 | 1/4 inch | 320-400 amps | ||||
| 7024 | 1/8 inch | 100-160 amps | ||||
| 7024 | 3/16 inch | 220- 280 ампер |
Сварочный стержень 6010
Возможно, самый распространенный сварочный стержень из четырех, 6010 имеет прочность на растяжение 60 000 фунтов на квадратный дюйм. Кроме того, его можно использовать во всех четырех положениях: горизонтальном, вертикальном, плоском и над головой.
Этот электрод обеспечивает глубокое проникновение, в основном благодаря покрытию. Он имеет покрытие, состоящее из целлюлозы, диоксида титана, магния, алюминия и металлических раскислителей. Целлюлоза составляет до 30% его веса.
Поэтому его иногда называют целлюлозным электродом. Еще одна особенность этого стержня в том, что он быстро остывает. Кроме того, он оставляет очень тонкий слой шлака, который легко удаляется.
Сила тока сварочного электрода 6010
Различные сварочные электроды подходят для разных значений силы тока. И лучшая настройка силы тока зависит от диаметра стержня. Сварочный стержень 1/8 дюйма 6010 лучше всего работает с силой тока от 75 до 125 ампер.
Сварочный стержень 6010, полярность
Что касается полярности, то из-за покрытия этот сварочный пруток можно использовать только с постоянным током. Таким образом, он бесполезен в паре со сварочным аппаратом на переменном токе.
6010 Сварная стержень использует
- Сварка труб
- Сварка грязных или ржавых металлов
- Автобусовые ремонтные работы
- Сварные балки и мостики
. сварка
Недостатки
- Совместимы только с постоянным током
- Не просты в освоении и могут быть сложными для новичка стержни 6010. Один из полезных советов — взбивать на расстоянии от 3/32 до ½. Затем немедленно оттяните назад примерно на 1/8 дюйма и сделайте паузу.
Это позволяет сварочной проволоке установить сварочную ванну на месте. Вращайте удилище назад и вперед одним и тем же движением.
Для кого?
Сварочная проволока 6010 подойдет не всем. Новичкам будет немного сложно его использовать. Таким образом, он лучше всего подходит для профессионалов, имеющих некоторый опыт сварки.
Сварочный электрод 6011
Близкий аналог 6010, сварочный электрод 6011 — еще один распространенный электрод, обладающий рядом замечательных характеристик. В отличие от своего аналога, этот может использовать как переменный, так и постоянный ток.
Как и все другие сварочные электроды, 6011 выпускается в различных размерах. Этот сварочный пруток также похож на 6010 и имеет натриевое покрытие с высоким содержанием целлюлозы. Этот стержень создан для повседневного использования и может выполнять широкий спектр сварочных работ.
Сила тока сварочного стержня 6011
Сила тока 6011 зависит от размера и диаметра стержня. В среднем 1/8-дюймовый 6011 будет иметь силу тока от 75 до 125 ампер. С другой стороны, стержень 3/32 дюйма будет иметь силу тока от 40 до 85 ампер.
¼-дюймовый стержень будет иметь силу тока от 210 до 315 ампер. Таким образом, чем больше диаметр, тем больше сила тока.
6011 Полярность электрода
Что касается полярности сварочного электрода, то он может работать как на переменном, так и на постоянном токе.
Таким образом, в отличие от сварочных электродов 6010, этот электрод работает на обеих полярностях.Общий ремонт и изготовление
Преимущества
- Может использоваться для сварки ржавых или грязных металлов
- Работает как с переменным, так и с постоянным током
- Горит быстрее, чем некоторые другие стержни, такие как сварочный стержень 7018
- Имеет глубокую проплавление сварного шва
- Образует очень мало шлака после сварки
Недостатки
- Могут быть трудны в использовании, особенно для новичков
- Готовый шов может быть не таким привлекательным, как у других стержней, таких как стержень 6013
Для кого это?
Как и 6010, эта сварочная проволока не для новичков. Опытные сварщики сочтут его идеальным вариантом. Таким образом, это штанга для профессиональных сварщиков.
Сварочный электрод 6012
Сварочный электрод 6012 имеет характеристики, аналогичные характеристикам электродов 6011 и 6010. Все три стержня имеют прочность на разрыв 60 000 и могут использоваться во всех четырех положениях. Также все три очень популярны среди сварщиков.
Подобно модели 6011, он использует как постоянный, так и переменный ток. Однако он не обладает такой же проникающей способностью, как два других его аналога. Кроме того, вместо целлюлозного покрытия используется покрытие с высоким содержанием диоксида титана.
Сила тока сварочного стержня 6012
Сила тока этого стержня зависит от его размера. Он поставляется в различных размерах, каждый из которых лучше всего работает с различными настройками силы тока. Стержень 1/8 дюйма подходит для силы тока от 80 до 140 ампер. С другой стороны, стержень диаметром 3/32 дюйма подходит для диапазона от 35 до 85 ампер.
6012 Использование сварочной проволоки
- Соединение открытых соединений
- Ремонтные работы
- Сварка ржавых листов из углеродистой стали
- Некритическая сварка
Преимущества
- Совместим как с постоянным, так и с переменным током
- Лучше всего работает с мягкой сталью
- Может использоваться для ржавых или грязных металлов
- Может использоваться во всех положениях
- 0 для заполнения зазоров между швами
Недостатки
- Имеет тонкий провар
- Образует много шлака после сварки и требует очистки
Для кого это?
Этот тип стержня идеально подходит для сварщиков стали. Известно, что 6012 лучше всего работает со сталью. Также для соединения стыков.
Сварочный электрод 6013
Не все сварочные электроды предназначены для профессионалов, некоторые из них удобны для новичков. Одним из таких удилищ является 6013. Обладая пределом прочности на растяжение в 60 000 фунтов и способным использоваться во всех положениях, это идеальный вариант для начинающих.
Этот сварочный пруток можно использовать как с переменным, так и с постоянным током. Это означает, что это один из самых универсальных сварочных электродов. Его можно использовать с различными сварочными аппаратами разного напряжения.
Сила тока сварочного стержня 6013
Давайте посмотрим на силу тока стержня. Сила тока будет зависеть от диаметра используемого стержня. Таким образом, если вы используете стержень диаметром 3/32 дюйма, подойдет диапазон силы тока от 40 до 90 ампер.
Однако, если у вас есть один с диаметром ¼ дюйма, тогда более высокий диапазон силы тока от 250 до 350 будет идеальным.
6013 использование сварочной проволоки
- Авторемонтные работы
- Судостроение
- Сварка переработанной или изношенной стали
- Общие ремонтные работы
Преимущества
- Относительно прост в использовании по сравнению с некоторыми другими сварочными электродами
- Может использоваться во всех четырех положениях тока
- Идеально подходит для сварки тонких листов металла
- Используется для различных сварочных работ
Недостатки
- Имеет низкое проникновение в сварной шов
- При использовании этого стержня может потребоваться частая очистка после сварки
Советы по его использованию
Хотя он обеспечивает сварку более низкого качества по сравнению с некоторыми другими сварочными электродами, при правильном использовании он может быть отличным электродом. Одна вещь, которую вы можете сделать, чтобы улучшить провар, это очистить металл, который вы хотите сварить.
Также убедитесь, что у вас есть хороший обзор конца электрода и сварочной дуги. Используйте слегка взбивающие движения этим электродом, чтобы получить наилучшие результаты сварки.
Для кого?
Поскольку его проще использовать и освоить по сравнению с некоторыми другими сварочными электродами в списке, это идеальный вариант для начинающих. Тем не менее, его также могут использовать профессионалы, которые знают, как с ним обращаться.
Сварочный стержень 7014
Сварочный стержень 7014, используемый для сварки низколегированных и низколегированных сталей, является еще одним распространенным стержнем, удобным для начинающих. Он имеет железное порошковое покрытие, которое обеспечивает высокую скорость утилизации. Таким образом, получается тонкий и гладкий шов с мелкой рябью.
Как вы могли догадаться, этот стержень имеет прочность на растяжение 70 000 фунтов на дюйм. Кроме того, его можно использовать во всех направлениях. Это не электрод с низким содержанием водорода, и поэтому он не требует строгих требований к хранению.
Также, в отличие от других удилищ, не боится влаги. Это добавляет к тому, что он не требует строгих требований к хранению.
7014 Сила тока сварочного стержня
В зависимости от размера сила тока этого стержня варьируется от 80 до 415 ампер. Стержень ¼ дюйма из 7014 можно использовать с силой тока от 330 до 415 ампер. Для меньших стержней 3/32 дюйма рекомендуется диапазон силы тока от 80 до 125 ампер.
Полярность
Как и многие другие сварочные электроды в этом списке, этот сварочный электрод может работать как с источником питания постоянного тока, так и с источником переменного тока.
7014 Сварная стержень использует
- здание корабля
- Сварка металлов во влажных или влажных областях
- Ремонтные работы по ферме
- проще в использовании по сравнению с некоторыми другими сварочными прутьями
- Практически не пропускает влагу, что облегчает хранение
- Может использоваться как на переменном, так и на постоянном токе
- Может использоваться во всех четырех положениях
Недостатки
- Не имеет глубокого провара
- Образовавшийся шлак может потребовать некоторой очистки после сварки
Советы по его использованию
Несмотря на то, что образующийся шлак легко отпадает после сварки, вы можете предпринять некоторые меры, чтобы свести к минимуму количество образующегося шлака. Единственное, что вы можете сделать, это не вынимать электрод из расплавленной ванны во время сварки.
Для кого это?
Обладая относительно низким проникновением, он подходит для сварки низколегированных или низколегированных сталей. Кроме того, поскольку он прост в обращении, его могут использовать начинающие сварщики. Это делает его отличным вариантом как для профессионалов, так и для новичков.
Сварочный стержень 7018
Этот сварочный стержень иногда называют сварочным стержнем с низким содержанием водорода, поскольку его флюс практически не содержит водорода. Он преимущественно используется при сварке конструкций и сильно отличается от 6011 и 6010.
Единственное сходство между этими удилищами заключается в том, что все они могут использоваться во всех четырех положениях. Это обычный стержень, известный тем, что дает гладкие, прочные и пластичные сварные швы.
Сила тока сварочного электрода 7018
В целом, ток сварочного электрода 7018 составляет около 225 ампер. Однако это для стержня ¼ дюйма. Для 3/32 дюйма рекомендуется сила тока 90 ампер.
Сварочный электрод 7018 Полярность
Сварочный электрод 7018, как и большинство других сварочных электродов в списке, совместим как с переменным, так и с постоянным током.
7018 Сварка. Используется
- Структурная сварка
- Ремонт и изготовление общего назначения
- Сборка оружия
- Строительные строительные с переменным или постоянным током
- Может использоваться во всех четырех положениях
- Универсальный сварочный пруток, который можно использовать для различных сварочных работ
- Обеспечивает гладкий и прочный сварной шов
Недостатки
- Поскольку это стержень с низким содержанием водорода, вам может потребоваться купить печь для стержня для его хранения
- Склонен к окислению при неправильном обращении
Кто это? за?
Для сварщиков, которые хотят сваривать более толстые металлы с помощью машины переменного тока, 7024 является правильным выбором. С другой стороны, 7018 используется для сварки общего назначения. В частности, если вам нужен пруток для сварки углеродистой стали.
Сварочный пруток 7024
Вероятно, единственный лишний в списке, 7024 — это сварочный пруток, который сильно отличается от других в списке. Во-первых, в то время как все остальные можно использовать во всех четырех положениях, это можно использовать только в двух. Чтобы быть более конкретным, этот стержень предназначен для использования только в плоском и горизонтальном положениях.
Причина в том, что этот стержень образует горячую и большую лужу, а его флюс заставляет расплавленный металл медленно затвердевать.
Пруток сварочный 7024 сила тока
Сила тока зависит от размера используемого стержня. Обычно сварочный стержень ⅛ дюйма из стали 7024 имеет диапазон силы тока от 100 до 160 ампер. С другой стороны, 3/16-дюймовый стержень 7024 будет иметь диапазон силы тока от 220 до 280 ампер.
Сварочный электрод 7024 Полярность
Сварочный электрод 7024 работает как с переменным, так и с постоянным током. Однако большинство предпочитает использовать их с переменным током (AC). Они лучше бегут на этом токе.
7024 сварочная проволока используется
- Большие сварные швы
- Промышленная сварка
- Высокоскоростная горизонтальная сварка
- Плоские угловые швы
Преимущества
- Благодаря высокому содержанию железа они имеют хорошую скорость наплавки Не требуют специального хранения
- 900 оборудование, такое как стержневая печь
- Способна наплавлять большое количество наплавленного металла
- Обеспечивает гладкий и прочный сварной шов
- Относительно легко отделяется шлак
Недостатки
- Идеально подходит только для плоского и горизонтального положения
- Обладает высокой теплоотдачей, что не всегда желательно
Для кого?
Этот сварочный пруток является прерогативой профессиональных и промышленных сварщиков. Он предназначен для сварки более толстых листов металла.