Размеры электродов для сварки: Размеры электродов — Размеры Инфо
Содержание
Каких диаметров бывают электроды для сварки?
Сварка — это совокупность многих процессов, которые позволяются производить сплавление металла без переплавки всех частей изделия. На сам процесс сварки влияет ток, полярность и род тока, напряжение дуги, скорость сварки и диаметр электрода. Длина электрода, свойства покрытия самого электрода, температура металла перед свариванием и подобные процессы влияют на процесс сварки лишь частично. Поэтому при произведении сваривания Вам не обязательно следить за состоянием этих факторов.
Однако одно из самых сильных влияний на сварочный процесс оказывает диаметр электрода. Чем больше диаметр электрода, тем больше Вам нужно добавлять ток. Также чем больше диаметр, тем большую толщину металла им можно сваривать. В основном при стандартных свариваниях самым популярным диаметром электродов является 2,5 миллиметра, однако такой диаметр рассчитан средние толщины металла, то есть около 3 — 4 миллиметров.
Помимо самых популярных толщин электродов существует еще много, однако самыми популярными и теми, которые можно купить практически в каждом магазине сварочных электродов и сварочного оборудования.
Это такие диаметры: 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0. Практически в каждом специализированном магазине Вы сможете это все купить. Однако если Вам нужны электроды большего диаметра, то Вы можете без проблем их заказать.
Кроме этого Вам нужно еще и правильно подбирать диаметр электрода к толщине металла. Ваш выбор диаметра электрода должен зависеть не только от толщины свариваемого металла, а также еще и от свойств металла. Для того, чтобы правильно подобрать диаметр электродов воспользуйтесь форумами, блогами или специализированными сайтами.
Помимо основы — сварочных электродов, для сварочного процесса очень важно, чтобы был правильно подобран сварочный ток, то есть он должен соответствовать диаметру данных электродов.
Если же Вы превысили или сильно понизили ток, в первом случае Вы, скорее всего, прожжете металл, а во втором — у Вас навряд ли выйдет вообще зажечь дугу, а если и выйдет, то не надолго.
Узнать правильную величину сварочного тока Вы можете либо на упаковке электродов, либо на специализированных сайтах для сварщиков. В этом случае Вам нужно помнить, что слушать советов других необязательно, ведь если, к примеру, Вы имеете дело с тонким металлом, небольшое превышение сварочного тока способно испортить Ваше изделие. Поэтому Вам нужно точно узнавать, какой требуемый ток для произведения сварочного процесса. Помните, что правильный подбор тока влияет на успех сварочного процесса.
Как видите, придерживаться правил, которые требуют электроды очень важно. Правильный подбор диаметра электрода по отношению к толщине металла и правильный подбор сварочного тока позволят Вам производить сваривание нужных Вам деталей без пользования услугами профессиональных сварщиков.
Таким образом Вы сэкономите немало денег, сил и времени, тем самым ускоряя сварочный процесс в несколько раз.
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Осуществление любых ответственных работ, в том числе ручной дуговой сварки, одним из обязательных условий имеет компетентный подход к подбору материалов. Неотъемлемой составляющей этой процедуры является соответствующее внимание ко всем параметрам сварочных электродов, одним из которых является их диаметр.
Диаметр сварочных электродов
Диаметр сварочных электродов для работы с различными по химическому составу сталями прописан в различных нормативных документах. К примеру, согласно ГОСТ- 9466-75, определен номинальный диаметр электрода, который соответствует диаметру стержня. Следует отметить, что номинальный диаметр электрода для сварки не включает в себя толщину обмазки.
Толщина покрытия электродов для сварки
Согласно п. 1.5. ГОСТ-9466-75, для каждого диаметра и марки электрода существует своя индивидуальная толщина обмазки. Определяется зависимости от отношения D/d, где D — диаметр с покрытием, а d — диаметр стержня, при этом соотношение у электродов с тонким покрытием (буквенное обозначение М) должно быть менее или равно 1,2; для электродов со средним покрытием (буквенное обозначение С) должно быть менее или равно 1,45; для электродов с толстым покрытием (буквенное обозначение Д) должно быть менее или равно 1,80; а для электродов с особо толстым покрытием (буквенное обозначение Г) должно быть больше 1,80.
К примеру, сварочные электроды УОНИ-13/45, марка Э-42А УОНИИ-13/45-d4-УД Е 412(4)-Б 20. В соответствии с маркой номинальный диаметр электрода равен d4, показатель – Д означает, что покрытие толстое. Полный диаметр D электрода с покрытием равен 6 мм, отношение D/d или 6/4 равно 1,5, что соответствует параметру электродов с толстым покрытием так как попадает в диапазон от 1,45 до 1,8.
Примечательно, что иностранные производители придерживаются таких же правил, только диаметры импортных электродов не соответствуют российским стандартам. Так к примеру японские сварочные электроды LB-52U имеют номинальные диаметры d. 2,6, d. 3,2, d. 4, а диаметры вместе с покрытием D 3,9, D 4,8, D 6, отношение диаметров равны 1,5, что соответствует толстому покрытию. Также сварочные электроды ОК 53.70 фирмы The ESAB Group произведенные в Швеции соответствуют международным стандартам d. 2,6, d. 3,2, d. 4 мм, а принадлежащий ESAB российский Завод ЭСАБ-СВЭЛ выпускает продукцию с торговой маркой ОК с диаметрами российских стандартов.Выбор диаметра электрода
Выбор диаметра электрода для сварки осуществляется в зависимости от толщины свариваемого металла, его марки и химического состава, формы кромок, положения сварки, разновидности соединения. К основным особенностям различных диаметров электродов относятся:
1.Сварочные электроды 1 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
2. Электроды сварочные 1,6 мм– в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются двух размеров 200 или 250 мм, используемые для работы с металлами толщина которых от 1 до 2 мм с силой тока 25-50А;
3. Электроды сварочные 2 мм– согласно ГОСТ9466-75 для низкоуглеродистой и легированной стали изготавливаются длинной 250 мм, допускается также длинна 300 мм, толщина свариваемых металлов от 1 до 2 мм, сила тока 50-70А;
4. Электроды сварочные 2,5 мм– по ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются длинной 250-300мм, допускается также длинна 350 мм, толщина свариваемых металлов от 1 до 3 мм, сила тока 70-100А;
5.Электроды сварочные 3 мм– наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
6. Электроды сварочные 4 мм– широко используемый диаметр пригодный для работы как на профессиональном так и на бытовом оборудовании. Выпускается согласно ГОСТ9466-75 двух размеров 350 и 450 мм для любых видов стали, для металлов, толщина которых от 2 до 10 мм с силой тока 100-220А;
7. Электроды сварочные 5 мм– электроды этого диаметра требуют достаточно мощного сварочного оборудования. В соответствии с ГОСТ9466-75, изготавливаются длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;
8. Электроды сварочные 6 мм– предназначены для работы на профессиональном оборудование. Согласно ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 230-370А;
9. Электроды сварочные 8-12 мм– для работы на высокопроизводительном промышленном оборудовании. В соответствии с ГОСТ9466-75, выпускается длинной – 450 мм для низкоуглеродистой и легированной, а для высоколегированной стали допускается также длинна – 350 мм. Предназначены для работы с металлами, толщина которых свыше 8 мм с силой тока от 450А;
При этом необходимо отметить, что при определенном диаметре электрода диапазон силы тока для каждой марки электродов свои. К примеру, при диаметре электрода 3 мм для УОНИ 13/55 сила тока 70-100А, а для МР-3 сила тока 80-140А.
Электроды Размеры — Энциклопедия по машиностроению XXL
На основе теоретических и экспериментальных исследований разработаны новые ресурсосберегающие технологические процессы электродуговой сварки с регулированием термического цикла (РТЦ) за счет сопутствующего принудительного охлаждения малоуглеродистых хромомолибденовых сталей мартенситного класса. Показано, что интенсивный отвод тепла из зоны теплового воздействия дуги значительно влияет на геометрические размеры твердых прослоек в ЗТВ. Это обеспечивает уменьшение объема металла, претерпевающего закалочные превращения, и требуемое высокое качество сварных соединений достигается за счет формирования специфической структуры металла околошовных зон с минимальной чувствительностью к образованию трещин. При сварке аустенитными электродами размеры хрупких прослоек в ЗТВ получаются меньше критических величин, при которых
[c. 99]
В качестве термопарных проводов могут быть использованы провода из нихрома и константана диаметром 0,2 мм с изоляцией из термостойкой эмали. Для таких электродов размеры канавки, в которую их укладывают, обычно составляют 0,4X0,4 мм. Желательно применение проводов как можно меньшего диаметра, так как это приведет к уменьшению ошибки измерения. Зачищенные концы термоэлектродов длиной 0,1 мм приваривают точечной
[c.280]
Представим себе простой случай. Исследуемый диэлектрик имеет форму пластины толщиной 2h между электродами. Размеры пластины и электродов, для простоты, бесконечно большие, электрическое поле однородно и поток тепла, возникающий в диэлектрике, вследствие
[c.37]
Диаметр электрода и силу тока выбирают в зависимости от толщины свариваемых стенок. Материал подается в дугу под углом 90 ° к оси вольфрамового электрода. Размеры сварочной ванны должны быть минимальными. Сварку стенок толщиной до 10 мм ведут левым способом. Дуга должна быть как можно короче.
[c.270]
Износ электродов размером 3 X 25 мм при клеймении (сила тока постоянная, равная 1,8 а)
[c.296]
Электрод Размер отверстия, мм Потенциал относительно корпуса, в Материал
[c.50]
Пайка электросопротивлением с помощью клещей применяется в монтажных условиях, а также при невозможности перемещения изделия к стационарному нагревательному оборудованию и в случае необходимости соединения элементов в труднодоступных местах. Например, клещи типа УП-8001-Т предназначены для пайки высокотемпературными припоями наконечников к стержням обмоток турбогенераторов электроконтактным нагревом. Клещи имеют графитовые электроды размером 52 X 40 X 15 мм, которые закреплены в медных электрододержателях, самоустанавли-вающихся по поверхности паяемых деталей. Перемещаются электроды пневмоприводом. Ниже приведены технические данные установки УП-8001-Т.[c.447]
Подготовка электродов. Размеры образцов для измерения потенциалов могут быть различными, поверхности их необходимо выбирать в пределах 0,2—10 см . Крепить образцы следует с помощью металлических зажимов непосредственно или после
[c.119]
В процессе расчета считаются известными начальные и конечные геометрические параметры обрабатываемого отверстия физико-химические свойства электролита и материала детали напряжение на электродах размеры катода.
[c.244]
Сварные швы выполняются узкими валиками без значительных колебаний электрода. Размеры валиков, выполняемых аустенитно-ферритными электродами ЦТ-15 и ЦТ-23, не должны превышать в зависимости от диаметра электрода
[c.145]
Правильная величина сварочного тока для данной марки электрода, размера, сечения и свойств свариваемого металла может быть установлена практически путем опытных наплавок валиков при разных токах (руководствуясь вышеприведенной формулой) и наблюдения за кратером и внешним видом шва. С увеличением толщины свариваемого металла и диаметра электродов надо брать больший ток, так как очевидно, что для надлежащего расплавления более толстого металла, лучше отводящего тепло, требуется большее количество тепла в месте сварки. Сначала выбирают диаметр электрода в зависимости от толщины свариваемого
[c.97]
При электроискровой обработке проволочным электродом размеры вырезаемой детали или образуемого отверстия отличаются от размеров копира, поэтому для выполнения заданных по чертежу размеров детали необходимо просчитать размеры копира.
[c.152]
Аэродромные исследования. Электрические пульсации, возникающие вследствие истечения заряженной реактивной струи из двигателя АИ-25 самолета ЯК-40, измерялись двумя типами зондов металлическим электродом размером 62 х 21 см (медная фольга) с диэлектрической подложкой, наклеенным на фюзеляж самолета, и переносным зондом размером 10 см. Изолированный электрод на фюзеляже самолета через кабель длиной 20 м соединялся с осциллографом. Входное сопротивление осциллографа = 10 Ом, емкость зонда с подводящей цепью (7 5 10 Ф. Среднее расстояние зонда от среза сопла двигателя 0.5 м. В процессе испытаний варьировалась скорость двигательной струи посредством уменьшения приведенного числа п оборотов компрессора двигателя. В результате обработки осциллограмм определялись амплитуда А и характерная частота О электрического сигнала. С помощью специальной методики измерялся ток выноса J двигательной струи.
[c.621]
Сепараторы из мипора и мипласта представляют собой прямоугольные пластины с круглыми или овальными выступами на стороне, которая в собранном блоке электродов обращена к положительному электроду. Размеры сепараторов на 3—5 мм по ширине и на 9—10 мм по высоте больше, чем у электродов. Это исключает появление токопроводящих мостиков по торцам сепараторов. Дополнительный объем электролита в пространстве между выступами обеспечивает лучшие условия работы положительных электродов при разряде аккумуляторной батареи. Вертикальное расположение выступов позволяет электролиту свободно циркулировать между верхними и нижними его слоями.
[c.58]
Подварочный шов делается качественными электродами. Размеры шва должны быть такими, чтобы он удерживал флюс от высыпания.
[c.380]
Формулы (5.61) и (5.63) действительны лишь в тех случаях, когда ток определяется только напряжением, приложенным к электродам, размерами электродов и подвижностью ионов в воздушной неподвижной среде нормальных параметров. Однако величина тока короны зависит от ряда технологических параметров и конструктивного оформления электрофильтров, влияние которых будет рассмотрено ниже.
[c.196]
При сварке плавящимся электродом в инертных газах применяется главным образом постоянный ток обратной полярности. При сварке плавящимся электродом размеры и форма шва определяются
[c.319]
Электродный материал Диаметр электрода. размеры ленты, мм Сила сварочного тока, А Напряжение дуги, В Скорость наплавки, м/ч
[c. 284]
I — образец 2 — измерительный электрод 3 — охранный электрод 4 — высоковольтный электрод. Размеры электродов, мм.
[c.492]
Электроды-инструменты для круглого и плоского шлифования выполняются с рабочей частью в виде диска или цилиндра, при установлении размеров которых учитываются прочность и жесткость электрода, размеры заготовки, износ и некоторые другие конструктивные соображения.
[c.213]
Работа электродами, размеры которых не учитывают износа, не дает полного соответствия получаемого профиля исходному, но при достаточном количестве электродов-инструментов (т. е. при нескольких проходах) могут быть получены сколь угодно малые отклонения от исходного профиля, и этот способ является основным при обработке фасонных поверхностей.
[c.234]
Контрольное устройство зафиксировало качественную сварку. Величина Д близка к Дщт, так как скорость перемещения электродов к концу сварки замедляется и задержка времени выключения выпрямителя не привела к заметному увеличению перемещения электродов. Размеры литого ядра находятся в допустимых пределах.
[c.184]
Толщина свариваемого металла, мм Сварочный ток на один электрод, А Напряжение ванны, В Количество электродов Размер сечения электродов, мм Скорость подачи электрода, м/ч Скорость сварки, м/ч Зазор, мм
[c.135]
Снабжение электродами и роликами должно быть централизованным, через инструментальный склад, откуда сварщик перед началом смены должен получать необходимый комплект электродов (роликов), а в конце смены — сдавать их для контроля и восстановления рабочей поверхности (если требуется). На том же складе должен храниться весь инструмент для электродов (шаблоны, калибры, развертки, съемники т. п.). Электроды, электрододержатели и ролики нужно хранить в специальной таре, исключающей возможность повреждения рабочих и посадочных (контактных) поверхностей. Работники склада обязаны следить за наличием того или иного типоразмера электродов (роликов) и своевременно заказывать недостающие. Кроме того, нельзя допускать использование электродов, размеры которых не соответствуют допустимым в результате износа и переточек.
[c.83]
Х актеристика наплавочных электродов. Размеры и общие технические требования по ГОСТ 9466—60
[c.267]
При ручной дуговой Bapjie плавящимся электродом размеры сварного шва в большинстве случаев определяются размерами разделки кромок соединений, подготовленных под сварку. Поэтому необходимости определения глубины провара при ручной дуговой сварке, как правило, не возникает. Исключение может составлять только сварка стыковых соединений без разделки кромок, диапазон толщин которых согласно ГОСТ 5264—69 ограничен. Этим ГОСТом регламентированы также конструктивные элементы подготовки кромок соединений различных видов исходя из условий получения необходимой величины проплавления и формы шва при использовании режимов сварки в ншроком диапазоне.[c.183]
Пример 8.7.1. Определить допускаемую нагрузку для сварного соединения, изображенного на рис. 8.7.3, если допускаемое напряжение основного металла Ст. 3 равно [0р]=16О МПа. Стыковой шов сварен автоматом, а лобовые швы— ручной электросваркой с толстообмлзанным электродом. Размеры соединения даны на рис. 8.7.3.
[c.117]
Очевидно, изменяя форму пьезопластины и электрода, размеры, скорость и направление перемещения электрода, можно решать различные практические задачи (рис. 3.34). Например, можно создавать сканирующие системы, обеспечивающие последовательно-построчное прозвучивание поковок, листов, сварных соединений. Такие системы просты и позволяют формировать луч, бегающий со скоростью до нескольких метров в секунду при стабильном акустическом контакте. Появляется также возможность синтезирования заданных ДН излучения и приема широкополосных акустических систем (рис. 3.35) и др.
[c.178]
Исследования проводились на заземлите лях-сетках и на сетках с вертикальными электродами размером )/ 5 = 40 и 80 м в грунтах с р=188-н467 Ом-м, при /=10- 120 кА и тф/ти=6/35 МКС. Несколько измерений было сделано при Тф/Ти=12/48 мкс.
[c.148]
Износостойкость и прочность деталей и инструментов повышают электроискровым легированием их поверхности. Для этого используют электроды из твердого сплава ВК6-М или ВК6-0М с присадкой 0,5% аморфного бора, который вводят в твердосплавную смесь перед замешиванием ее с пластификатором. Для создания на медных анодах электровакуумных приборов улучшающего их работу чернящего покрытия электроискровым способом применяют прямоугольные электроды размером 18х 18х 63 мм из карбида титана порошок Ti смешивают со связующим, прессуют при умеренном давлении в стальной пресс-форме заготовку и спекают ее при температуре 0,8—0,9 Тпл Ti в графитотрубчатой печи в атмосфере водорода.
[c.204]
Испытуемые образцы должны иметь толщину не более 1,5 мм. При более толстых образцах их толщину уменьшают до указанного значения путем стачивания с одяой стороны, причем несточенную поверхность помещают со стороны малых электродов. Размеры образца должны исключать возможность перекрытия.
[c.400]
Стыковая проба Морского департамента США [44]. Образец пробы состоит из прямоугольной пластины с У-образпой канавкой. Пластину приваривают угловыми швами к массивной плите. Контрольный шов выполняют в несколько проходов. Пробу применяют для испытания аустенитных хромоникелевых электродов. Размеры 600 и 75 мм на рис. 64 — минимальные.
[c.147]
При наплавке штучными электродами из проволок ЭИ694 и ЭИ695 на образцы тех же сплавов Укр ниже, чем при наплавке под флюсом. При этом металлографический анализ показал, что в первом случае структура сварного шва более столбчатая и в ней содержится меньшее количество первичных карбидов ниобия. Таким образом, разницу в показателе икр можно объяснить влиянием скорости охлаждения металла сварочной ванны на внутрикристаллическую ликвацию углерода и ниобия. При наплавке штучными электродами размеры сварочной ванны меньше, а скорость охлаждения ее больше, чем при наплавке под флюсом. С увеличением скорости охлаждения эффект подавления диффузионного механизма кристаллизации проявляется в уменьшении количества первичных карбидов ниобия, благодаря чему
[c.149]
Пленка представляет препятствие прохождению ионов, различное для разных ионов. Эвансом и Бриттоном были прове-.дены опыты по определению проникающей способности анионов . Два алюминиевых электрода размером 2X2 см были помещены на расстоянии 3,5 см один от другого в раствор
[c.15]
Применение переменного тока удешевляет процесс воздушнодуговой резки. Однако при резке на переменном токе с использованием обычных сварочных трансформаторов дуга часто сдувается воздушной струей и гаснет в момент перехода тока через нулевое значение. Для резки на переменном токе поэтому целесообразно применять специальные трансформаторы с пологоподающей внешней характеристикой, обеспечивающие резкое возрастание тока при коротких замыканиях электрода на металл и взрывообразное разрушение перемычек металла. Такой трансформатор типа ТРП-1200 разработан В. С. Павлюченко, который также изучал способ воз-душно-электроконтактной резки на переменном токе. Резка производится переменным током 1100—1300 а при напряжении дуги 28— 30 в используются графитизированные электроды размером 15 х X 25 X 450 мм (для обработки отливок) или 12 х 12 х 400 мм и 16 X 16 X 400 мм ( щя разделки трещин и фасок под сварку и прорезания узких щелей). Коэффициент выплавления металла составляет 18—20 е/а ч для хромоникелевой стали и до 42 г/а ч для меди.
[c.214]
Термический цикл электрошлаковой сварки, установленный экспериментально для стали толщиной 100 мм одним и двумя электродами диаметром 3 мм и пластинчатым электродом размерами 12X110 лл, показан на
[c.153]
Осциллирующая головка позволяет вести предварительную и окончательную обработку одним электродом. Размеры электрода, работающего с применением осциллирующей головки, должны быть скорректированы. Для этой цели строят горизонтальные сечения поверхности, ограничивающие конечные положения рабочей части электрода при обработке. Конечное положение рабочей части электрода отстоит от профиля детали на расстоянии, равном сумме величин межэлектродного зазора и припуска на последующую обработку (на чистовые режимы и слесарную обработку). Затем вводят коррекцию на величину сдвига амплитуды колебанил (эксцентриситет) электрода-инструмента. Через полученные точки проводят контурные линии, которые и являются контуром скорректированного электрода-инструмента.
[c.247]
ЭИ696 и никеля в электрополировочном электролите указанного выше состава. Измерения проводились в стеклянной ячейке, анодное пространство которой отделялось пористой перегородкой. Ячейка герметизировалась притертыми стеклянными пробками, сквозь которые проходили впаянные подвески к электродам. Поверхность электрода размером 1 см» предварительно шлифовалась шкуркой (зернистость 200), обезжиривалась, промывалась, помещалась в анодное отделение ячейки и катодно поляризовалась
[c. 28]
Полезный вылет электродов (размер 500 + 50 мм, см. фиг. 115) в серийных точечных машинах лежит в пределах 200—650 мм. Полезный вылет электродов выбирается в зависимости от длины соединения свариваемых деталей. Излишнее увеличение вылета нецелесообразно, так как ведет к воЗ[растаяию индуктивного сопротивления вторичной цепи и, следовательно, к увеличению необходимой для сварки электрической мощности.
[c.153]
Термический цнкл электрошлаковой сварки, установленный экспериментально для стали толщиной 100 мм одним н двумя электродами диаметром 3 мм и пластинчатым электродом размером 12X110 мм, показан на рис. 36. Для сравнительного сопоставления на том же рисунке дан термический цикл многослойной сварки под флюсом (для последнего слоя). В табл. 16 и 17 приведены основные данные к графикам рис. 36.
[c.163]
Электроды LB 52U | Цена продукции Kobe Steel (Япония) в компании «Техмет»
Эти низководородные электроды японского производства идеально подходят для работ только с одной стороны, например для дуговой сварки труб, резервуаров, морских конструкций. Шов получается с идеально наплавленным металлом, с высокой стойкостью к растрескиванию и ударной вязкостью, корневой чешуйчатый валик совершенно без дефектов. По этим признакам электроды ЛБ 52У лучше большинства низководородных аналогов.
Диаметры в наличии: 2,6; 3,2; 4,0.
Применяется для сварки корневого слоя шва неповоротных стыков стальных труб с пределом прочности по номиналу 588 Н/мм2. При сварке заполняющего и облицовочного слоев достаточно прочности 530 Н/мм2. Также применим для усиления обратной стороны сварного шва.
Состав и свойства
Химический состав (%)
Ø, мм
C<
Si
Mn
P
S
Ni*
Cr*
Mo*
V*
2.6
0.06
0.52
1.00
0.011
0.005
0.01
0.03
0.01
следы
3. 2
0.06
0.51
1.02
0.011
0.006
0.01
0.02
0.01
следы
4.0
0.06
0.49
1.01
0.013
0.004
0.01
0.03
0.01
следы
* Эти элементы специально не добавлялись.
Механические свойства сварочного электрода ЛБ-52У
Содержание диффузионного водорода, мл/100 г
Ударная вязкость, Дж/см²
1.6
130
Диаметр, мм
Предел текучести, Н/мм²
Предел прочности, Н/мм²
Удлинение, %
2.6
441
546
31
3.2
446
540
34
4. 0
455
530
35
Стандарты и одобрения для LB-52-U
Классификация
Одобрения регистров
JIS
AWS
LRS
ABS
DNV
NKK
BV
Z3211 D4316
A5.1 E7016
3. 3Y(h25)
3h20. 3Y
3Yh20
KMW53h20
3. 3YHH
Размеры электродов и сила тока при сварке
Диаметр, ∅ мм
2.6
3.2
4.0
5.0
Длинна, мм
350
350/400
400
400
Ток, А
F
60~90
90~130
130~180
180~240
V&OH
50~80
80~120
110~170
150~200
OSW
30~80
60~110
90~140
130~180
Примечание: AC, DCEP или DCEN, однако DCEN только в случае прохода при сварке корня шва.
Химический состав электродов LB 52U:
C — 0,10;
Mn — 0,65;
Si — 0,15;
S — 0,020;
P —0,026.
Механические свойства металла шва:
предел текучести — 450 МПа;
предел прочности — 540 МПа;
удлинение — 34 %;
ударная вязкость при -20 °C — 140 Дж/см2.
Электроды LB52U — это сварочный инструмент с пониженным содержанием водорода. Это значительно улучшает характеристики сварочного шва. При температуре 20 градусов по Цельсию и влажности 60 % содержание диффундирующего водорода может составлять от 1,5 до 1,9 мл/100 г. Средним показателем считается 1,7 мл/100 г. Если температура 30 градусов, а влажность 80 %, то эта величина возрастает и колеблется в пределах 2,9–3,7 мл/100 г. Средний показатель — 3,3 мл/100 г.
Сила тока зависит от диаметра и длины стержня. При диаметре 2,6 мм и длине 350 мм его величина будет составлять 60–90 А. Если диаметр стержня 3,2 мм, а длина 400 мм, то сила тока равна 90–130 А. При использовании инструмента 4,0 x 400 мм величина тока — 130–180 А, а при такой же длине, но с диаметром 5,0 — 180–240 А.
Существуют определенные рекомендации по использованию таких сварочных материалов. Инструменты предназначены для корневого, заполняющего и облицовочного слоев сварочного шва.
Перед использованием желательно высушить материал в течение 30–50 минут при температуре 300 градусов. Чтобы валик с обратной стороны имел хороший внешний вид, рекомендуется подбирать подходящий ток и оптимальный зазор между свариваемыми кромками. Чтобы не прожечь отверстие при включении дуги, зажгите ее на маленькой стальной пластине или боковой стенке канавки. При сварке старайтесь делать так, чтобы дуга была как можно короче.
Преимущество электродов LB 52U — очень хорошая стабилизация дуги, лучшее проплавление по сравнению с другими низководородными аналогами. Поэтому они получили широкое распространение. Стандарты классификации электрода ЛБ: JIS — Z3211, D4316, AWS — A5.1 E7016.
С 2016 года официально предлагаем аналог электродов от японского концерна Nippon Steel & Sumkin Welding Nittetsu S-16W.
Другие аналоги LB 52U:
УОНИ 13/45.
МТГ-01К.
МТГ-02.
Рекомендации по использованию
Диаметр электрода LB-52U, мм
Для сварки труб класса до К54 (до 530 Н/мм2) включительно
Для сварки труб класса от К55 до К60 (до 580 Н/мм²) включительно
2.6
корневой, заполняющий и облицовочный слои сварочного шва
корневой слой сварочного шва
3.2
корневой, подварочный, заполняющий и облицовочный слои сварочного шва
корневой и подварочный слои сварочного шва
4.0
подварочный, заполняющий и облицовочный слои сварочного шва
подварочный слой сварочного шва
Как выбрать электроды для сварки
Все больше людей предпочитают загородную жизнь городским квартирам. Своей хозяйство требует много работы и обслуживания. Очень часто возникают моменты, когда надо сварить металл, например, починить забор. И здесь, чтобы сэкономить на вызове сварщиков, многие стараются самостоятельно освоить дуговую сварку. В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Содержание:
Виды сварочных аппаратов
Как выбрать электроды для сварки
Как выбрать сварочные электроды с учетом режима работы и особенности металла
Марки импортных сварочных электродов
Общие советы, как правильно выбрать электроды
Виды сварочных аппаратов
Чтобы понять, какие именно электроды понадобятся для сварочного аппарата при тех или иных работах, вначале надо разобраться с основными видами сварки.
Все сварочные аппараты разделяют на две группы:
бытовые сварочники могут работать без перерыва непродолжительное время. Они предназначены для использования от обычной сети в 220 В с частотой 50 Гц, а показатель силы тока находится в пределах 200 Ампер. Таких характеристик сполна хватит, чтобы сварить забор, ворота, армированные каркасы или трубы. А это значит, что они оптимальны для домашнего хозяйства;
профессиональные сварочники более универсальны и могут работать не только от 220 В, но и от 380 В. Они уже могут при работе выдавать силу тока свыше 200 Ампер. Внешне их нетрудно отличить от бытовых аналогов более крупными габаритами. В связи с чем, для удобства работы и передвижения, их оборудуют колесиками. Их применяют на стройках, на монтаже нефтяных и газопроводов и в других профессиональных отраслях, где требуется надежная сварка.
Принцип работы всех сварочных аппаратов, независимо от стоимости, основывается на применение постоянного или переменного тока. Этот параметр зависит от того, какого качества нужен получаемый шов, разновидность металла и пр.
На сегодняшний день первенство по популярности удерживают сварочники, работа с которыми осуществляется обычным электродом. Это надежные проверенные годами приборы, благодаря простой конструкции обладают высокой ремонтопригодностью.
Трансформатор
Один из первых примитивных по конструкции моделей сварочного аппарата. Смысл его работы состоит в преобразовании переменного тока большого напряжения в меньшее, в итоге получается сваривание.
По способу регулировки их делят на несколько основных видов: со стандартным магнитным рассеиванием, с увеличенным и тиристорные, оборудованные фазой регулировки. Основным их недостатком считается невозможность поддерживать постоянность дуги при сварке. К тому же, на качество шва в худшую сторону сказывается присутствие шлаковых образований и газовых выделений.
Еще их недостатки – большие габариты и вес. Чувствительны к скачкам напряжения при большом ее расходе. Для работы с ним требуется опыт и сноровка, тогда получится сварить качественный шов. Их используют и по сей день, но только для черновой работы с дешевыми металлами.
Выпрямители
Они уже совершеннее трансформаторов, с их появлением получилось исключить недостатки использования переменного тока. Их конструкция оборудована блоком полупроводников-диодов, который и позволяет преобразовывать переменный скачущий ток от сети в постоянный линейный. Данный аппарат удобен и понятен в использовании даже новичку, что делают его популярным.
Все это позволило получать швы высокого качества и равномерной глубины на всем их продолжении. При сварке образовывается стабильная дуга высокой защищенности, которая защищает металл от разбрызгивания расплава.
Важно: для данного сварочного аппарата подойдут все виды электродов.
Еще одно отличие от трансформатора – возможность варить алюминий, низколегированную и нержавеющую сталь.
Получается, что выпрямители удобны для использования в домашних условиях и подходят для работы с широким спектром материалов.
Инвертор
На рынке они появились сравнительно недавно и сразу завоевали широкую популярность. На сегодня – это самый часто используемый сварочный аппарат. Имея небольшой вес и компактные размеры, инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована. Профессионалам такой инструмент позволяет существенно увеличить производительность труда.
Первые модели инверторов способны работать только при стабильном напряжении, который может гарантировать электрогенератор. Современные аналоги уже имеют более модернизированную систему. Так, в нем присутствует специальный выпрямитель, который сглаживает синусоидный ток из сети в постоянный. Далее, он направляется в инверторный блок, где образовываясь обратно в переменный, получает большую частоту. После чего в трансформаторном блоке происходит понижение напряжения и, пройдя через силовой выпрямитель, получается мощный постоянный ток, создающий стабильную сварочную дугу.
К основным преимуществам инвертора относят:
точные настройки для разных видов работ;
независят от скачков напряжения в сети;
создают высококачественные сварные швы;
допускается работать даже с тонкостенными металлами;
целый ряд дополнительных функций, которые удобны в работе: горячий старт, импульсная сварка, стабилизатор мощности, который предотвращает перегрев аппарата и опция предотвращение залипания электрода.
Важно: работать с инвертором можно электродами всех видов.
Полуавтоматы
Для работы с ним электроды не потребуются, он работает газом. Это позволяет существенно ускорить работу, сделать шов сплошным и с глубоким проваром.
Вместо электродов в полуавтомате используется проволока и разные виды газа, которые подбираются в соответствии с металлом.
Как выбрать электроды для сварки
На качество шва влияет не только сварочный аппарат, но и правильно выбранные электроды. На сегодняшний день рынок представляет широкий ассортимент электродов для сварки инвертором. Друг от друга их отличает не только материал покрытия, но и диаметр и ряд других характеристик, которые будут рассмотрены в данной статье.
Классификация сварочных электродов
Электроды, как правило, делят на две основные группы: плавящиеся и неплавящиеся. Первые изготавливаются из проволоки со специальным наружным покрытием, обеспечивающим стабильную сварочную дугу. Также способствуют защите обрабатываемого металла от газовых выделений и шлаковых брызг. Для работы с нержавейкой или медью их производят из специальных сплавов. А вот для аргоновой сварки рекомендуется использовать неплавящиеся электроды.
Более подробная классификация электродов выглядит следующим образом:
проведение ремонта или наплавки;
сварка углеродистой или низколегированной стали;
сварка меди или любых медных сплавов;
сварка чугуна и чугунных сплавов;
сварка алюминия и алюминиевых сплавов;
работа с металлами трудноподдающихся сварке;
сварка высоколегированной стали;
сварка сплавов с теплоустойчивыми свойствами.
Как выбрать электроды по типу покрытия стержневой проволоки электрода:
основные электроды. Этот вид представлен наиболее популярной моделью УОНИ 13/155. С его помощью добиваются высококачественных сварных швов, отличающихся механической прочностью и устойчивостью к образованию кристаллизационных трещин. Основные электроды подходят для создания ответственных швов на конструкциях, которым предназначена эксплуатация в суровых условиях. Но они имеют и свои недостатки: неправильно выставленная дуга при работе, либо влажное покрытие могут привести к образованию пористой структуры. К тому же, работать с ними можно только на постоянном обратном токе;
электроды с рутиловым покрытием. Наиболее популярный вид электрода этой группы МР-3. Они предназначены для сварки малоуглеродистого метала. Их достоинство заключается в устойчивой сварочной дуге не только на постоянном, но и на переменном токе. Независимо от пространственного месторасположения работы шов получается качественный с практически полным отсутствием брызг. Допускается варить ржавый или испачканный металл.
Диаметры сварочных электродов
Как уже писалось выше, электроды имеют различные диаметры. Этот параметр важен и оказывает наибольшее влияние на процесс сварки.
Смысл заключается в том, при большем диаметре электрода, удастся сварить большую толщину металла, но при этом и потребуется добавить больше тока.
Самый часто используемый размер – это 2,5 мм, этого вполне хватит для домашних работ, так как позволяет варить металл толщиной до 4 мм.
На самом деле существует огромный выбор диаметров, но в широкой продаже, как правило, представлены только самые востребованные — от 1,5 мм до 6,0 мм. Шаг между размерами 0,5 или 1 мм. При необходимости приобретения электрода большего диаметра, не составит труда заказать его в магазине.
Совет: не всегда толщина металла служит единственным критерием при выборе электрода. Опытные сварщики знают, что важны еще и его свойства. К сожалению, узнать это можно только опытным путем, так как четких инструкций на это счет нет. Или попытаться узнать эту информацию на специализированных форумах или блогах.
Определившись с выбором толщины электрода надо понять, как к нему правильно подобрать ток, ведь эти два параметра напрямую взаимосвязаны. Так, при слишком сильном сварочном токе метал просто прожжется насквозь, а при слишком низком – не получится образовать дугу. Эти рекомендации даются производителем на коробке с электродами.
Как выбрать сварочные электроды с учетом режима работы и особенности металла
В первую очередь выбор зависит от вида тока, которым будет производиться работа. В большинстве случаев инверторы создают постоянный ток, а при варке им электрод получится подключить двумя способами: при прямой полярности электрод присоединяют к «минусу», а свариваемый металл к «плюсу», при обратной полярности подключение меняют на противоположное.
В первом случае выработка тепла будет выше, что особенно хорошо для толстостенной стали или крупных деталей, но это не всегда целесообразно. Например, обратная полярность выбирается при варке тонколистового металла, что позволяет снизить риск прожога. А при работе с высоколегированной сталью уменьшает перегрев.
Три кита, на которых держится принцип варки электродами – это диаметр изделия, толщина свариваемого металла и сила тока. Как уже писалось выше, чем толще металл, тем больший диаметр электрода потребуется. Но здесь существует один нюанс. При работе инвертором, толщина электрода будет влиять на рабочую плотность тока, снижая ее. Это приводит к нестабильности и колебанию дуги, что в свою очередь скажется на качестве шва – он станет более широким, а провар менее глубоким. Хорошо, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таковых данных нет, то можно опираться на усредненные показатели:
электрод диаметром 2 мм потребует силу тока 50-60 А;
для электрода размером 2,5 мм этот показатель составит 60-90 А;
изделие размером 3 мм варят током 80 -140 А;
если диаметр электрода 4 мм , то ток должен находиться в пределах 130-160 А;
при диаметре 5 мм потребуется уже профессиональный сварочник, который выдает ток 200 А;
электрод 6 мм варят током не менее 220-240 А.
Марки импортных сварочных электродов
Зарубежные электроды довольно широко представлены на российском рынке. Они имеют свою маркировку, разобраться с которой несложно. Самый популярный бренд, который у нас представлен, называется ESAB. Он маркирует свои электроды буквенно-численными значениями. Вначале всегда идет OK, после которых прописываются 4 цифры.
Ниже расшифруем, какие электроды выбрать:
ОК 46.00. Это электрод с рутиловым покрытием, аналог российского МР-3. Создаст шов с высокими характеристиками на переменном или постоянном токе. Подходит сварки углеродистых и низколегированных металлов.
ОК 48.00. Способен работать исключительно на постоянном токе, при этом создает надежные швы. Что делает его популярным при работе с ответственными конструкциями.
ОК 53.70. Идеален для варки труб, данные электроды относят к разновидностям специализированных.
ОК 61.30 и ОК 63.20. Ими варят нержавейку.
ОК 68.81. Рекомендуются для варки трудносвариваемых металлов;
ОК 92.60. Предназначены для чугунных сплавов или при соединении чугуна с другим металлом;
ОК 96. 20. Потребуются для работы с алюминием.
Общие советы, как правильно выбрать электроды
Подведя итоги вышесказанного, для себя можно четко сформулировать основные критерии выбора электродов для работы инвертором.
Выбор зависит от вида металла, его толщины и свойств. Если требуется сделать ответственный шов, лучше остановиться на продукции известных производителей, которые годами подтверждают качество своих электродов.
При работе с углеродистой сталью ее поверхность должна быть абсолютно чистой. Если присутствуют следы ржавчины или загрязнений, которые нет возможности очистить, то выбрать нужно изделия с рутиловой обмазкой.
При сварочных работах на ответственных объектах лучшим выбором станут основные электроды.
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы — выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока.
..
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы — выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны.
Режимы дуговой сварки представляют собой совокупность контролируемых параметров, определяющих условия сварочного процесса. Правильно выбранные и поддерживаемые на протяжении всего процесса сварки параметры являются залогом качественного сварного соединения. Условно параметры можно разделить на основные и дополнительные.
Основные параметры режима дуговой сварки: диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов.
Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки.
Выбор диаметра электрода
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку. Для того чтобы правильно выбрать диаметр электрода, можно воспользоваться таблицей 1:
Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
Толщина свариваемых деталей, мм
1-2
3-5
4-10
12-24
30-60
Диаметр электрода, мм
2-3
3-4
4-5
5-6
6-8
Однако такое соотношение является примерным, так как на этот фактор накладывает отпечаток размещение шва в пространстве и количество сварочных проходов. К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
Сила тока выбирается в зависимости от диаметра шва длины его рабочей части, состава покрытия, положения сварки и т.д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм):
Iсв = (20 + 6dэ )dэ
где Iсв — сила тока в А, dэ — диаметр электрода в мм
Для электродов диаметром менее 3 мм ток подбирают по формуле:
Icв = 30dэ
Для сварки потолочных швов сила тока должна быть на 10 — 20% меньше, чем при нижнем положении шва.
Кроме того, на силу тока оказывает влияние полярность и вид тока. К примеру, при сварке постоянным током с обратной полярностью катод и анод меняются местами и глубина провара увеличивается до 40%. Глубина провара при сварке переменным током на 15 — 20% меньше, чем при сварке постоянным током. Эти обстоятельства следует учитывать при выборе режимов сварки.
Выбор режима дуговой сварки
При выборе режимов сварки следует учитывать и наличие скоса свариваемых кромок. Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.
Таблица 2. Режим сварки стыковых соединений без скоса кромок
Характер шва
Диаметр электрода, мм
Ток, А
Толшина металла, мм
Зазор, мм
Односторонний
3
180
3
1,0
Двухсторонний
4
220
5
1,5
Двухсторонний
5
260
7-8
1,5-2,0
Двухсторонний
б
330
10
2,0
Примечание: максимальное значение тока должно уточняться по паспорту электродов.
Таблица 3. Режимы сварки стыковых соединений со скосом кромок
Диаметр электрода, мм
Ток, А
Толщина металла, мм
Зазор, мм
Число слоев креме подваренного и декоративного
Первого
Последующего
4
5
180-260
10 .
1,5
2
4
5
180-260
12
2,0
3
4
5
180-260
14
2,5
4
4
5
180-260
16
3,0
5
5
6
220-320
18
3,5
6
Примечание: значение величины тока уточняется по паспортным данным электрода.
Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д. Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе.
Техника ручной дуговой сварки
Траектория движения электрода
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок
Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной.
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
3 важных критерия при выборе электрода для орбитальной TIG-сварки
Выбор электрода для орбитальной TIG-сварки требует взвешенного решения. Среди всех параметров, имеющих значение для орбитальной TIG-сварки, можно выделить три критерия, которые помогут правильно выбрать тип электродов.
Критерий 1: Выбор материала
На рынке представлены электроды из различного материала:
Выбор зависит от того, какой тип сварочного тока используется – переменный или постоянный. Переменный ток (AC) используется главным образом для сварки алюминия. Полярность между трубой (массой) и электродом периодически меняется, из-за чего происходит возвратно-поступательное движение электронов между трубой и электродом. Это, в свою очередь, приводит к разрушению слоя оксида алюминия, который оказывает сопротивление и мешает плавлению.
Наиболее часто применяется постоянный ток (DC), его используют все наши сварочные генераторы. Полярность фиксирована, обычно труба (масса) имеет положительный заряд, а электрод – отрицательный. Труба притягивает электроны, и они перемещаются от электрода к трубе. Эта технология используется для большинства свариваемых металлов.
Некоторые аппараты (AC/DC) могут работать с токами обоих типов.
Таким образом, материал электрода выбирается в зависимости от используемого тока.
Критерий 2: Диаметр, длина и размер электрода
Размер электрода зависит главным образом от сварочного оборудования. Ручная горелка имеет длину 100 или 200, ее следует постепенно подрезать и затачивать.
Ниже представлено несколько размеров электродов в зависимости от сварочного аппарата:
Закрытые сварочные головки (SATFX) и Microfit (SXMF): в зависимости от диаметра свариваемой трубы и категории сварочной головки.
Для ручных горелок (SATM), открытые сварочные горелки (SATO), сборные элементы (SX): только 50 мм с длинной форсункой и 22 мм с короткой форсункой.
Диаметр зависит от сварочного тока.
До 100 ампер мы можем проводить сварку с диаметром 1,6 мм: если взять больший диаметр, появится риск повреждения острия электрода и попадания вольфрама в зону плавления, а это уже серьезный дефект.
Диаметр 2,4 мм можно использовать от 80 ампер: ниже этого значения дуга будет нестабильна, потому что у нее будет «слишком много места», и она не попадет в каналы.
Более подробную информацию см. в стандарте ISO 6848.
Стандартная длина находится в пределах от 100 до 200 мм, а диаметры вольфрамовых электродов находятся в пределах от 0,25 до 10 мм (0,010-0,250 дюймов).
Компания AXXAIR поставляет предварительно заточенные и предварительно подрезанные электроды длиной 50 мм для открытых головок и 15-59,5 мм для закрытых головок. Также мы работаем с тремя диаметрами: 1 для закрытой головки Microfit (SXMF), 1,6 и 2,4 для открытых головок (SATO), закрытые головки (SATF), сборные элементы (SX), ручная горелка (SATM) и трубные доски (SATP).
Диаметр электрода/допустимый ток
Пример диапазона силы тока в зависимости от диаметра электрода:
Выбор вольфрамового электрода зависит одновременно от базового оборудования, типа тока и потребления энергии при сварке.
Критерий 3: Геометрия и состояние поверхности электродов
Иногда при покупке вольфрамовых электродов выбор определяется ценой.
Этим параметром часто пренебрегают, тогда как он является основным элементом в технологии орбитальной TIG-сварки для обеспечения повторяемости процесса.
Обычно пользователи автоматизированной TIG-системы предпочитают следующие типы электродов.
— Электроды, заточенные в направлении оси: борозды должны быть продольными, чтобы не допустить подвижности электрической дуги и отрыва частиц вольфрама. Заточка будет идеальной, если она выполняется параллельно продольной оси электрода. Также заточка должна обеспечить хорошее состояние поверхности с максимальной шероховатостью RA 0,8.
— Чистые электроды, отсутствие загрязнений на поверхности. Согласно стандарту ISO 6848: «Поверхность электродов должна быть лишена примесей, нежелательных пленок, включений инородных тел, блеска, трещин, окалин и прочих дефектов. Корпус электродов не должен содержать инородных включений или других дефектов, которые могут негативно сказаться на использовании электрода». Если электрод окислен, потемнел или посинел, он уже не сможет обеспечить сварку надлежащего качества. Такой электрод считается загрязненным, и он может загрязнить зону плавления. Он загрязняется, например, в том случае, если сварка началась в отсутствии газа, или если газ был загрязнен, если на электроде имеются налипшие частицы из зоны плавления, либо если электрод прикоснулся к ней во время сварки. Такой электрод нужно заменить, заточка уже бесполезна.
Эти условия обеспечивают лучшую электропроводность между электродом и электрододержателем и оптимальный перенос электрической дуги.
Выбор электродов для сварки стержнем для начинающих: тип, размер и сила тока
Выбор электродов для электродной сварки
может быть проблематичным для начинающих и домашних сварщиков. Что нужно знать о выборе правильного типа электрода? Кроме того, как насчет правильного размера электрода и силы тока?
Это руководство поможет вам понять основы выбора сварочного электрода.
Содержание
Большая часть статьи посвящена электродам (или стержням) из низкоуглеродистой стали и металлам, поскольку они являются наиболее популярными.
Обзор электродов для ручной сварки
В двух словах, электроды для низкоуглеродистых и низколегированных сталей имеют обозначение, которое указывает:
Прочность на разрыв (Википедия), которая представляет собой тянущее усилие, которое металл может выдержать перед разрушением .
Сварочные позиции : плоское, горизонтальное, вертикальное (вверх или вниз) и потолочное.
Флюс типа , покрывающий стержень:
Целлюлозный . Подходит для открытых корневых швов и загрязненных металлов.Стержни с таким покрытием из флюса — это E6010 и E6011.
Рутил . Проста в использовании и подходит для обработки тонких металлов. Стержни с таким покрытием из флюса — это E6012, E6013, E7014 и E7024.
Основной или с низким содержанием водорода . Для тяжелых работ. Стержни с таким покрытием из флюса — это E7016, E7018 и E7028.
Если в обозначении есть суффикс , это дает информацию о дополнительных легирующих элементах и / или содержании водорода в стержне.
Например, обозначение стержня E7018-1 с низким содержанием водорода:
70 указывает на то, что стержень имеет минимальную прочность на разрыв 70 000 фунтов на квадратный дюйм.
1 , который сваривает во всех положениях.
8 , что он имеет основное (или щелочное) флюсовое покрытие с добавлением порошка железа и низким содержанием водорода.
-1 , что в нем больше марганца, чем в обычном E7018.
Обозначения стержней других металлов, таких как нержавеющая сталь или чугун, указывают на химический состав.
Например, обозначение стержня из нержавеющей стали E316L-15:
316 указывает количество хрома и никеля и общую коррозионную стойкость металла окончательного сварного шва.
L , что металл шва имеет пониженное содержание углерода для улучшения свариваемости.
Суффикс -15 указывает на то, что стержень имеет основное флюсовое покрытие.
Уже есть статья Weldpundit о электродах для контактной сварки, чтобы с ними можно было ознакомиться.
Электроды для стержневой сварки
На что следует обратить внимание при выборе типа стержня для стержневой сварки?
Вы учитываете множество факторов при выборе лучшего сварочного стержня для вашей работы. Некоторые факторы легко выяснить, например положение при сварке. Однако некоторые другие, например, не идентифицируют тип металла.
Давайте начнем с вашего опыта и любых ограничений, касающихся вашего сварочного аппарата.
1. Ваш опыт в сварке
Если вы новичок в сварке электродом (SMAW), для ваших первых тренировочных швов и первых сварочных работ будет более полезным выбрать рутиловые стержни, например, E6013 и E7014.Эти удилища прощают много ошибок по сравнению с другими удилищами.
Когда вы станете более уверенными, вы сможете сваривать стержнями из целлюлозы, например, E6011, и стержнями с низким содержанием водорода, например, E7018. С ними труднее сваривать, но они более полезны.
2. Тип тока, который выдает ваш сварщик.
Большинство аппаратов для ручной сварки вырабатывают переменный ток (AC) или постоянный ток (DC). Некоторые сварщики могут предоставить и то, и другое. В соответствии с этим у вас могут быть ограничения на удочки, которые вы можете использовать.
Если у вас есть сварочный аппарат, вырабатывающий переменный ток, вы можете использовать самые популярные низкоуглеродистые стержни, кроме E6010.
Если у вас есть современный инверторный источник питания постоянного тока, вы все равно не сможете использовать стержни E6010. Старые сварочные аппараты постоянного тока, которые больше и тяжелее, могут без проблем сжечь E6010.
Некоторые популярные стержни для нержавеющей стали, алюминия, чугуна или наплавки работают только с постоянным током.
Постоянный ток всегда дает лучшие результаты, чем переменный ток. За исключением случаев сварки намагниченных металлов.
3. Сколько напряжения холостого хода (OCV) может выдать ваш сварщик.
OCV — это напряжение между стержнем и рабочим зажимом (или зажимом заземления) до возникновения дуги.Проверьте обратную сторону сварщика или руководство, чтобы узнать, сколько OCV он предлагает.
Доступные сварочные аппараты вырабатывают не более 50В. Это напряжение низкое, и вы можете использовать только рутиловые стержни. Если OCV больше 70В, можно сжечь основные и целлюлозные стержни.
Кроме того, для работы большинства стержней из нержавеющей стали, чугуна и т. Д. Требуется высокий OCV.
4. Диапазон силы тока, который может выдавать сварщик.
Еще одним соображением при выборе стержней является диапазон силы тока сварочного аппарата, который должен перекрывать диапазон силы тока стержня.
Диапазон силы тока стержня зависит не только от диаметра стержня, но и от типа флюса.
Например, со сварочным аппаратом, который выдает 50-200 ампер, вы не можете использовать стержень E6013 1/16 дюйма (1,6 мм), который имеет диапазон 20-40 ампер. Ни 3/16 ″ (4,8 мм) стержня E7018, который имеет диапазон 200-275 ампер.
5. Какой металл вы будете сваривать
Тип металла, который вы хотите сваривать, является наиболее важным фактором при выборе стержня. Если вы не знаете, с каким типом металла имеете дело, Weldpundit предлагает подробную статью об идентификации металла.
Определить металл непросто, если вы новичок. Если вы сделаете ошибку и используете неправильный стержень, у вас будут дефекты сварки и сварной шов, который может сломаться в будущем.
Если у вас есть сомнения, вам следует обратиться за помощью к опытному сварщику, другому слесарю или поставщику для идентификации.
Однако, если вам нужно сварить незнакомые металлы, для этой работы есть стержни, которые будут описаны позже в статье.
Основными типами металлов, которые можно сваривать клеем, являются:
Низкоуглеродистая сталь (или низкоуглеродистая сталь).Этот металл на сегодняшний день является наиболее распространенной, доступной и свариваемой сталью. Чтобы выбрать стержень для низкоуглеродистой стали, необходимо соответствовать имеющемуся у него пределу прочности на разрыв. Можно использовать все обычные низкоуглеродистые стержни, например E6011, E6013 и E7014. Но вы также можете использовать обычные стержни с низким содержанием водорода, например, E7018.
Нержавеющая сталь. Выбирая стержень для нержавеющей стали, вы выбираете его в соответствии с его химическим составом. Прочность на разрыв второстепенна и не входит в обозначение стержня.
Углеродистые стали с содержанием углерода более 0,40% . Здесь вы выбираете стержень по прочности на разрыв, но вы используете только сухие стержни с низким содержанием водорода. Если вы используете обычные стержни или стержни с низким содержанием водорода, захваченный водород приведет к растрескиванию сварного шва, если он подвергнется напряжению.
Стали низколегированные. Эти металлы являются низкоуглеродистыми сталями, но с дополнительными легирующими элементами. Для низколегированных сталей вы подбираете для каждого типа предел прочности на разрыв и условия эксплуатации.Стержни из низколегированного сплава представляют собой стержни с низким содержанием водорода с необходимыми легирующими элементами во флюсовом материале. Например, E7018-A1 имеет молибден для высокой термостойкости.
Чугун. С чугуном все усложняется, ведь нужно правильно идентифицировать каждый тип и учитывать условия его эксплуатации. Сваривать чугун можно прутками, которые могут относиться к разным категориям. Например, чугунные стержни или стержни для никелевых сплавов.
Алюминий. Этот металл плохо поддается сварке прилипанием даже для очень опытных сварщиков.Если вы хотите получить стержень для алюминия, он должен соответствовать серии, к которой относится заготовка.
6. Прочность металла на разрыв
При выборе стержней для углеродистой стали самое важное, что нужно сделать, — это обеспечить соответствие прочности металла на разрыв. В стержнях из углеродистой стали указывается предел прочности при растяжении с помощью первых двух, а иногда и трех цифр в обозначении.
Наиболее распространенными металлами являются низкоуглеродистые стали с пределом прочности на разрыв около 60 000 фунтов на квадратный дюйм (или 60 фунтов на квадратный дюйм) в зависимости от марки.
В большинстве сварочных стержней упоминается, что они имеют предел прочности на разрыв 60 фунтов на квадратный дюйм, но они имеют гораздо больше, около 10% или даже больше. В результате они могут охватывать большинство марок низкоуглеродистой стали, поэтому вам не о чем беспокоиться.
Однако некоторые марки мягкой стали могут иметь более высокий предел прочности на разрыв, который не могут покрыть стержни E 60 XX. Это обычное дело для холоднокатаной низкоуглеродистой стали. Для этих металлов вы выбираете стержни с пределом прочности на разрыв 70 фунтов на квадратный дюйм (в действительности около 80 фунтов на квадратный дюйм).
7. Назначение сварной конструкции
Если вы хотите сварить дома, которые будут выдерживать статические веса, например, сварочные тележки, столы или полки, то рутиловых стержней более чем достаточно.Даже если металлы толстые и тяжелые.
Если сварная деталь работает в более сложных условиях. Например, он подвергается воздействию низких температур или сильных ударов, поэтому для его сварки необходимы стержни с низким содержанием водорода.
Наплавленный металл стержней с низким содержанием водорода обладает более высокими механическими свойствами, например пластичностью. Пластичность — это то, на сколько металл сварного шва может растягиваться без разрушения.
Особые условия эксплуатации
Если сварная деталь работает в очень тяжелых условиях, вам понадобится стержень с низким содержанием водорода и легирующими элементами, соответствующими этим условиям.
Например, вы хотите сваривать оборудование, подвергающееся воздействию очень низких температур, например, на открытом воздухе при -40 ° F (-40 ° C). Пруток E7018-1 с низким содержанием водорода позволяет наносить металл сварного шва, подходящий для таких условий.
Если вы используете пруток из целлюлозы или, что еще хуже, рутилового стержня, металл сварного шва станет хрупким и сломается при ударе.
8. Положение для сварки
Если вы хотите сваривать в вертикальном или верхнем положении, вам понадобится стержень с цифрой «1» в обозначении, например, E70 1 8.
Чаще всего стержневые стержни свариваются во всех положениях, но большинство из них не подходят для сварки вертикально вниз, даже если они указывают на сварку во всех положениях.
Все основные стержни не подходят для вертикальной сварки вниз. Рутиловые прутки толщиной 1/8 дюйма и более тонкие можно сваривать вертикально вниз, а более толстые — нет. Чтобы быть уверенным, проверьте их упаковку, позволяют ли они вертикально вниз.
Если обозначение стержня имеет цифру «2», например E70 2 4, сварку можно выполнять в плоском положении. Эти стержни можно использовать для угловых швов (2F) в горизонтальном положении, но не для сварных швов с разделкой кромок (2G).
Если на заготовке (или основном металле) есть покрытия, например оцинкованная сталь, краска, ржавчина или другие загрязнения, вы должны их удалить.
Однако, если вам нужно сваривать металлы, не очищая их, вам нужно использовать стержни с самой сильной дугой. Целлюлозные стержни создают самую сильную дугу. Эти стержни могут эффективно сжигать покрытия и проникать в корродированный металл.
Рутиловые или более простые стержни имеют проблемы с покрытыми или грязными поверхностями, и для их хорошей работы требуется чистый металл.
10. Толщина заготовки
Рутиловые стержни больше подходят для сварки тонких металлов, например, менее 1/8 дюйма (3,2 мм), поскольку они создают мягкую дугу, которая не проникает глубоко. Таким образом вы предотвратите продувание металла.
Низкоуглеродистая сталь толщиной более 0,75 дюйма (19 мм) больше не является низкоуглеродистой сталью. Для его сварки всегда следует использовать сухие стержни с низким содержанием водорода.
11. Подгонка стыка
Если вы свариваете стыки с плотной стыковкой, например квадратные стыки без корневого зазора или фаски, лучше подходят стержни из целлюлозы. Эти стержни обеспечивают на 60-70% большую глубину проникновения, чем рутиловые или основные стержни.
Используйте рутиловые стержни, если стык имеет большой или неравномерный зазор. Их мягкая дуга не прожигает металл, а закрывает зазор.
Базовые стержни можно использовать, если заготовка большая и тяжелая, со сложным или ограниченным соединением.Базовые стержни создают пластичные сварные швы, которые могут выдерживать большие нагрузки.
12. Ожидаемая деформация
Сварка выделяет много тепла и вызывает деформацию, приводящую к деформации детали. При сварке тонких металлов, например, листового металла, очень трудно избежать деформации.
Для таких ситуаций было бы лучше, если бы у вас была удочка не с сильной дугой, а с очень гладкой. Это означает рутиловые стержни вместо целлюлозных или основных стержней.
Рутиловые стержни также могут работать с DC-.Этот тип тока фокусирует тепло на стержне, а не на заготовке. Это поможет уменьшить искажения.
13. Внешний вид сварного шва
Если внешний вид сварного шва важен, то вот низкоуглеродистые стержни от лучших к худшим.
Быстро заполняемые стержни , например, E7024 и E7028. Эти стержни создают очень толстое шлаковое покрытие, препятствующее быстрому охлаждению расплавленного металла. Это самые красивые бусины. Кроме того, шлак легко удалить без особых усилий.
Fill-freeze стержней, например, E7018, E7014 и E6013. Их шлаковое покрытие достаточно толстое, чтобы обеспечить красивый внешний вид, и его легко удалить без особых усилий.
Быстрозамороженные стержни , например, E6010 и E6011. Эти стержни создают на валике тонкий шлак. Из-за этого расплавленный металл замерзает, прежде чем сможет получить гладкую поверхность. Кроме того, шлак не удаляется без многократного использования молотка, который ухудшает внешний вид борта.
14. Производительность и количество сварочных проходов
Сварка палкой — медленный процесс. Если у вас много работы, стержни с добавлением железа во флюсе могут ускорить процесс. Например, вместо E6013 вы можете выбрать E7014 или, что еще лучше, E7024.
Если вы хотите выполнить многопроходную сварку, целлюлозные стержни могут замедлить работу. Они производят шлак, который нелегко удалить и который требует большой очистки между проходами. Кроме того, они не содержат большого количества железного порошка во флюсе.
Для этих сварных швов лучше всего использовать стержни из целлюлозы только для корневого прохода. После этого используйте другие стержни с высоким содержанием железного порошка для заполнения стыка.
15. Стоимость сварки
Вы всегда должны выбирать стержень, который удовлетворяет требованиям проекта, но при этом является наиболее эффективным с точки зрения затрат и времени.
Например, если вы используете низкоуглеродистую сталь для сварки простой конструкции, вы можете использовать простой E6013 вместо E7018 с низким содержанием водорода. Да, E7018 сильнее, но дополнительные силы тратятся на такую работу, она стоит немного дороже, и новичку будет сложно запустить и перезапустить дугу.
Другой пример — использование прутка E316 для сварки заготовки из нержавеющей стали 304. Стержень из стали 316 обеспечивает превосходную коррозионную стойкость, которая теряется на заготовке из стали 304. Удилища 308 более чем достаточно, его легче найти и он стоит дешевле.
Кроме того, стержни с тонкими диаметрами 1/16 ″ и 5/64 ″ дороже, чем стержни обычного диаметра.
Штанги быстрой заливки, такие как E7024, обеспечивают высокую производительность и могут сэкономить много времени, если вам нужно много работать с более толстыми металлами.
Какие штанги используются чаще всего для домашней сварки?
Наиболее распространенными стержнями для стержневой сварки являются E6011, E6013, E7024 и E7018 для углеродистой стали.Эти стержни могут удовлетворить практически все потребности домашнего сварщика для низкоуглеродистой стали.
Теперь давайте посмотрим, как в основном используются эти стержни для начинающих и домашних сварщиков.
E6011 для глубокого проплавления и грязных металлов
Штанга E6011 используется для сварки низкоуглеродистых сталей, для которых требуется дуга с глубоким проплавлением, когда металл не является чистым и металл шва должен быстро замерзнуть.
Пруток E6011 часто выбирают домашние сварщики и идеально подходят для сварки следующих изделий:
Открытые корневые швы.
Соединения с плотной посадкой.
Вертикально-нижнее положение.
Грязный металл.
Быстрое и надежное обслуживание уличного оборудования.
Однако сильная дуга затрудняет использование E6011 для начинающих. Кроме того, быстро замораживающийся металл шва не дает хорошего вида валикам.
Есть также стержень E6010, который похож на E6011, но лучше. Однако, как уже упоминалось, большинство домашних сварочных аппаратов не могут с ним работать.
E6013 для наиболее распространенных производств
Штанга E6013 используется для сварки низкоуглеродистой стали для некритических работ с очень удовлетворительными результатами.E6013 идеально подходит для сваривания самых разных домашних вещей.
Стержни E6013 популярны, потому что:
Они очень просты в использовании.
Легко найти.
Все сварочные аппараты могут их сжечь, потому что им для работы требуется низкий OCV.
Они поддерживают как постоянный, так и переменный ток.
Может сваривать очень тонкий металл.
Они производят красивый бисер.
Их легко хранить, достаточно беречь от излишней влаги.
Однако штанги E6013 не обеспечивают хорошей видимости лужи и склонны к включению шлака.
E7024 для более быстрой обработки больших стыков
Пруток E7024 используется для наплавки большого количества металла шва на толстую низкоуглеродистую сталь в плоском положении. Их высокое металлическое напыление экономит много времени.
E7024 представляет собой рутиловый стержень, аналогичный E6013 и E7014, но он содержит больше порошка железа во флюсе. Не менее 50% флюса составляет железный порошок.
Добавленное железо делает E7024 быстро заполняющимся стержнем и может осаждать большое количество сварочного металла в стыке. Кроме того, он предлагает самые красивые бусинки и прост в использовании.
Однако этот стержень нельзя использовать для вертикальных, потолочных или горизонтальных стыковых швов. Кроме того, он не подходит для тонкого металла, например, тоньше 3/16 дюйма (4,8 мм).
Наконец, вам нужен сварочный аппарат, который может выдавать высокий ток для работы со стержнями E7024.
E7018 для более трудно свариваемых металлов и соединений
Штанга E7018 используется для сварки низкоуглеродистых, низколегированных и некоторых трудно свариваемых сталей. E7018 также сваривает соединения, которые должны выдерживать нагрузки, которые не могут выдержать другие типы стержней.
Сварочные стержни E7018 — это стержни с основным (или с низким содержанием водорода) стержнем, которые подходят для тяжелых работ. Вы можете использовать их в трудных для сварки ситуациях, например:
Сталь с более высоким содержанием углерода, чем низкоуглеродистая сталь.
Стали простые низколегированные. За исключением случаев, когда для их состава требуется более подходящий стержень.
Некачественная сталь с высоким содержанием серы. Основной флюсовый материал E7018 может справиться с этим.
Сварные детали, которые подвергаются продолжительным или сильным ударам.
Сварные швы, которые должны выдерживать удары при очень низких температурах.
Большие стыки сложной конструкции или узкие стыки, которые могут треснуть, если их сварить целлюлозными или рутиловыми прутками.
Основной флюс стержня E7018 защищает металл шва от неметаллических включений, вызванных кислородом. Эти включения ослабляют металл шва. Базовый флюс также борется с примесями в стали низкого качества, такими как сера, которые могут привести к горячему растрескиванию.
Полученный металл шва обладает высокой пластичностью, способной выдерживать сильные остаточные напряжения, сильные удары, низкие температуры и т. Д.
Ручная сварка с низким содержанием водорода
Уникальное преимущество E7018 заключается в том, что он содержит низкий уровень водорода. Водород внутри зоны термического влияния (HAZ) закаленной стали может вызвать растрескивание, если подвергнется сильному напряжению. HAZ — это обесцвеченная область рядом с буртиком.
Низкоуглеродистая сталь не может стать достаточно твердой для водородного растрескивания, за исключением случаев, когда она толще 0,75 дюйма (19 мм). Все другие углеродистые стали с повышенным содержанием углерода или легирующих элементов могут стать твердыми при сварке и требуют стержней с низким содержанием водорода.
Однако сварка с низким содержанием водорода — это строгий процесс. Вы должны использовать стержни с низким содержанием водорода в течение 4 часов с момента открытия упаковки. После этого необходимо их пересушить в специальных печах для сварки прутков. Эти печи очень дороги.
Для сварки с низким содержанием водорода также необходимы правильный предварительный и последующий нагрев основного металла, безупречная техника сварки и т. Д. Одним словом, сварка с низким содержанием водорода — это профессиональная работа.
Вы можете использовать стержни E7018 дома для более прочных, чем обычные сварные швы общего назначения, но не для критически важных работ с низким содержанием водорода.Критическая работа возникает, когда суставы ломаются, и результатом являются травмы и повреждение тяжелого оборудования, например, ремонт прицепов и строительных конструкций.
Сравнительная таблица самых популярных сварочных электродов
Вот сравнительная таблица самых известных сварочных электродов для низкоуглеродистой стали, чтобы получить быстрый обзор.
E6011
E6013
E7014
E7024
E7018
Электропитание совместимость
4
4
4
6
10
10
10
7
Проникновение
10
5
6
5
7
0 904 904 904
—
8
Грязные металлы
9
4
5
4
3
Листовой металл
7
4 10
8
Тонкий металл
7
9
8
6
4
Th ick metal
8
8
8
8
10
Твердосвариваемые металлы
5
3
3
4
4 10
8
9
10
8
Скорость осаждения
4
5
6
10
6
904 6
7
Easy Storage
9
7
7
7
2
Таблица сравнения самых популярных электродов для стержневой сварки
Как выбрать правильный размер стержня для стержневой сварки?
После выбора правильного типа стержня вы выбираете правильный размер.
Правильный размер стержня для стержневой сварки — это наибольший размер, который подходит для соединения, чтобы обеспечить надлежащее проплавление и сплавление в сочетании с большим наплавлением металла. Выбрав максимально возможный размер стержня, вы будете сваривать быстро, избегая при этом слишком большого нагрева стыка.
Если размер стержня слишком мал, он не может обеспечить глубокое проникновение и сплавление с основным металлом. Включения шлака, которые застряли в металле шва, чаще встречаются в стержнях, которые слишком тонкие для работы.
Для заполнения стыка потребуется сварить дополнительные проходы. Помимо того, что на это нужно тратить время, основной металл может деформироваться из-за чрезмерного тепла, которое попадает в стык. Будет лучше, если вы будете ждать между каждым проходом, чтобы температура упала.
Если стержень слишком толстый для соединения, дуга не достигнет основания. Вместо этого он прыгнет на ближайший металл.
В результате проникновение корней уменьшается или вообще отсутствует. Также под металлом шва могли быть включения шлака.
Общая толщина стержня и диаметр проволоки
Диаметр стержня — это диаметр проволоки без покрытия из флюса. Толщина флюса зависит от количества шлака, который образует флюс, и от добавленного порошка железа.
Прутки разных типов могут иметь одинаковый диаметр проволоки, но разную общую толщину.
Электроды для ручной сварки с одинаковым диаметром проволоки, но разной общей толщиной
Стержни для быстрой заливки имеют большое отношение флюса к диаметру проволоки, затем стержни для заливки и замораживания являются средними, и, наконец, стержни для быстрой заморозки имеют тонкий флюс по сравнению к проводу.
Например, стержень E7014 1/8 дюйма толще, чем E6013 1/8 дюйма, и намного толще, чем E6010 1/8 дюйма. Но он тоньше стержня 1/8 ″ E7024. Каждый по-разному подходит к одному и тому же стыку.
Толщина основного металла
Как правило, для односторонних однопроходных стыковых швов толщиной металла до 3/16 ″ вы выбираете сварочный стержень, который на ступеньку тоньше основного металла. Например, если основной металл составляет 1/8 дюйма, вы выбираете стержень 3/32 дюйма.
Однако общее правило гибкое.Вы можете выбрать стержень, который примерно вдвое меньше основного металла, и это даст хорошие результаты. Если стержень тоньше этого, вы можете сваривать, но скорость наплавки металла неудовлетворительна.
Вы можете выбрать стержень той же толщины, что и основной металл, но используйте его с осторожностью. Тепло, которое проникает в основной металл, может продуть металл и вызвать чрезмерное коробление.
Неправильно выбирать стержень толще основного металла. В этой ситуации тепло, которое попадает в основной металл, слишком велико, что делает сварку невозможной для новичков.
Единственным исключением из этого правила является сварка очень тонких металлов, например, листового металла 17 (1,4 мм), а самый тонкий стержень — 1,6 мм (1/16 дюйма).
Но сварка очень тонких металлов палкой — это сложно и требует большого опыта, но дает плохие результаты.
Если основной металл толще 3/16 ″ и для достижения полного проплавления при односторонней сварке, это поможет скосить стык, например, создав одиночное V-образное стыковое соединение. Затем вы свариваете стык, используя стержни обычного размера.Пример следует позже.
Положение при сварке
Положение при сварке также важно при выборе размера стержня.
При сварке в вертикальном или верхнем положении вы выбираете меньший размер стержня, чем в плоском положении. Для вертикального опускания вы выбираете такой же, а иногда даже более толстый размер, чем в горизонтальном положении.
Меньшие стержни образуют лужу меньшего размера, которую легче контролировать.
Примеры выбора размера стержня стержня
Вот два примера выбора размера стержня стержня для стыковых швов.Размеры стержней указаны для стержней для замораживания наполнения, таких как E7018 и E6013.
Квадратное стыковое соединение с открытым основанием
Допустим, вы хотите сварить квадратное стыковое соединение в плоском положении, при этом толщина основного металла составляет 1/8 дюйма (3,2 мм). Вы можете оставить корневой зазор размером в половину толщины металла 1/16 дюйма (1,6 мм), но не более. Затем для сварки используйте пруток 3/32 дюйма (2,4 мм).
Стыковое соединение с одним V-образным вырезом
Если вы хотите сварить металл толщиной 1/4 дюйма (6,4 мм), вы должны сделать фаски под углом 30 градусов. Затем оставьте корневую поверхность (или площадку) длиной 3/32 дюйма и корневую щель длиной 1/16 дюйма.Это одинарный V-образный стык.
Вы привариваете корень стержнем 3/32 дюйма. После этого вы можете заполнить оставшуюся часть стыка стержнями 1/8 ″ (3,2 мм) или 5/32 ″ (4 мм).
Если вы используете целлюлозные стержни, всегда рекомендуется оставлять тонкий зазор между корнями, как в предыдущем примере, поскольку они проникают больше. С другими стержнями вы можете оставить корневой зазор, равный поверхности корня, но не более.
Каковы наиболее распространенные размеры стержней?
Наиболее распространенные размеры стержней для стержневой сварки — 3/32 дюйма (2. 4 мм), 1/8 ″ (3,2 мм) и 5/32 ″ (4 мм). Этих размеров достаточно, чтобы сваривать наиболее распространенные объекты сваркой штучной сваркой.
Стержни малого диаметра, например, 1/16 ″ (1,6 мм) и 5/64 ″ (2 мм), сваривать сложнее, чем стержни обычного размера.
Это связано с тем, что вы используете эти диаметры для деталей толщиной менее 1/8 дюйма (3,2 мм), что является наименьшим рекомендуемым размером для сварки с помощью процесса сварки штангой.
Кроме того, стержни малого диаметра имеют тенденцию к вибрации на конце и требуют очень устойчивых рук.Наконец, их труднее найти и они более дорогие.
Штанги стержней 3/16 ″ и больше используются для очень толстых и больших заготовок, которые встречаются редко и требуют большого опыта для сварки. Они образуют большую лужу, которую трудно контролировать.
Кроме того, для больших стержней вам понадобится сварочный аппарат с большой силой тока. Возможно трехфазное электроснабжение.
Наконец, с увеличением диаметра стержня опасность сварки также возрастает. Вы будете иметь дело с большим количеством тепла, ультрафиолетовых лучей, сварочного дыма, брызг, шума и т. Д.
Как выбрать силу тока для стержня для стержневой сварки?
После того, как вы выбрали правильный тип и размер, вы выбираете правильную силу тока для стержня ручки.
Вы выбираете силу тока стержня для стержневой сварки, устанавливая ее достаточно высоко, чтобы обеспечить наилучшее проплавление и сплавление для выполняемой работы, всего за один шаг до того, как слишком большое количество тепла приведет к дефектам.
При сварке необходимо обеспечить наилучшее проплавление и сплавление металлов, с которыми вы работаете. Для достижения этих результатов вы устанавливаете высокую силу тока, чтобы выделять достаточно тепла, чтобы расплавить стержень, металлы и смешать их.
Тип материала флюса влияет на силу тока, необходимую для плавления стержня, в первую очередь, от дополнительного порошка железа. В сочетании с диаметром стержня существует диапазон силы тока, в котором стержень может работать эффективно.
Например, 3/32 ″ E7018 имеет диапазон силы тока 70–110 А, а 3/32 ″ E6011 имеет диапазон силы тока 60–90 А.
Если вы установите силу тока ниже указанного диапазона, дуга будет только искрой, а стержень будет прилипать к металлу.
Если сила тока выше допустимого диапазона, дуга будет действовать и звучать слишком агрессивно, флюс будет поврежден до того, как он загорится, и стержень станет красным во время сварки.
Какая точка отсчета хорошей силы тока?
Поскольку вы выбрали правильный тип и размер стержня для основного металла, давайте посмотрим, что это хорошая отправная точка при выборе силы тока для обычных сварных швов.
Предположим, вы привариваете угловой элемент в горизонтальном положении (2F), установите силу тока равную среднему диапазону силы тока стержня. Если вы выполняете стыковой сварной шов в плоском положении (1G), вы устанавливаете силу тока несколько ниже.
Например, 1/8 ″ E7014 имеет диапазон силы тока 100–150. Идеальная начальная сила тока этого стержня для сварного шва 2F составляет 125 А.
Эта сила тока предохранит стержень от прилипания, скорость плавления будет высокой, а тепла будет более чем достаточно для хорошего плавления. При этом побочных эффектов от слишком большого количества тепла не будет.
Следуя этому общему правилу, вы точно настраиваете силу тока с учетом следующих факторов.
Размер основного металла
Тонкие и маленькие заготовки не переносят большого количества тепла, поскольку оно насыщает металл и приводит к деформации.Даже если размер стержня правильно входит в соединение, вы хотите снизить силу тока.
Если у вас очень большая и толстая заготовка, она будет быстро поглощать тепло. Это приведет к плохому проникновению и включению шлака. По этим причинам вы устанавливаете большую силу тока.
Температура основного металла
Если температура основного металла очень низкая, это похоже на сварку с меньшей силой тока. Дуга не зажжется легко, и стержень будет прилипать к основному металлу. Чтобы этого не произошло, установите силу тока немного выше или предварительно нагрейте основной металл.
Если температура основного металла слишком высока по сравнению с предыдущей сваркой, это похоже на сварку с большей силой тока. Основной металл перегреется и станет красным, особенно когда вы дойдете до конца соединения. Чтобы этого избежать, уменьшите силу тока.
Положение при сварке
Как и в случае выбора размера стержня, положение при сварке очень важно при установке силы тока. Вы используете разную силу тока для разных положений сварки при одинаковом размере стержня.
Следует обратить внимание на то, что при точной настройке силы тока вы не получаете больше или меньше тепла. Вы пытаетесь добиться того же тепла, что и в плоском положении.
При сварке в положении накладной тепло увеличивается и концентрируется на металле. Это похоже на сварку с большей силой тока. Лужа станет слишком жидкой, и она не останется в стыке. В верхнем положении вы уменьшаете силу тока примерно на 5%.
В положении вертикально вверх тепло распространяется к верхнему концу основного металла во время сварки.Верх перегреется, покраснеет и, наконец, растает. Чтобы предотвратить это, вы уменьшите силу тока примерно на 10% или более при сварке в вертикальном верхнем положении.
При сварке вертикально вниз вы устанавливаете силу тока выше примерно на 10-15%. Это потому, что вам нужна высокая скорость сварки, а стержень должен плавиться достаточно быстро.
Тип соединения и подгонка
При сварке угловых швов необходима более высокая сила тока, чем при стыковой сварке.
В зависимости от корневого зазора и размеров поверхности, а также размера стержня сила тока может быть на 10-20% ниже, чем обычно для сварных швов с открытым корнем.Таким образом вы избежите продувания металла. Любые дополнительные проходы требуют типичной силы тока для стержня.
Для соединений с плотной подгонкой требуется более высокая сила тока, а для соединений с очень широкой или неравномерной установкой — меньшая сила тока.
Тип тока
При сварке на переменном токе вы устанавливаете силу тока немного выше, чем постоянный ток. Это потому, что переменный ток постоянно меняет направление, и между каждым циклом наблюдается перепад тепла.
Функция силы дуги
Современные инверторные сварочные аппараты поддерживают функцию, называемую силой дуги или копанием.Если установить высокое значение силы дуги, источник сварочного тока увеличит силу тока, если длина дуги укорачивается.
Сила дуги полезна, потому что она предотвратит прилипание стержня к основному металлу, если вы вставите стержень в соединение.
Однако использование силы дуги похоже на сварку с большей силой тока. Поэтому, если вы устанавливаете высокое значение силы дуги, вы должны учитывать это при выборе силы тока стержня.
Как определить, слишком ли высокий или низкий ток при сварке электродом?
Во-первых, имейте в виду, что значения силы тока в статьях, видео и диаграммах являются приблизительными, чтобы дать вам хорошее начало.
Большая проблема в том, что все сварщики по-разному отображают силу тока. Более дорогие машины надежнее.
Например, вы установили для одного сварочного аппарата 100А, но на самом деле он дает вам 85А. Вы устанавливаете еще один на 100А, и он дает вам 95А.
Кроме того, многие сварочные аппараты с двойным напряжением выдают разную силу тока в зависимости от напряжения, которое вы их подключаете.
Например, вы устанавливаете ручку управления сварочного аппарата на 150 А, но сварочный аппарат будет выдавать 120 А при подключении к 120 В и 160 А при подключении к 240 В.Ознакомьтесь с руководством сварщика или обратитесь к производителю по этому поводу.
Только надежный амперметр (Википедия) может показать вам действительную силу тока. Если вы хотите использовать его со сварочным аппаратом постоянного тока, убедитесь, что амперметр может работать с постоянным током.
Более того, все сварщики используют разное напряжение дуги для одинакового размера стержня и силы тока. Напряжение дуги не влияет на тепло напрямую, как сила тока, но напрямую влияет на температуру.
Наконец, вы можете неправильно рассчитать коэффициент выбора силы тока и получить неверную силу тока.
Вы должны сразу понять, если вы выполняете сварку с неправильной силой тока, чтобы избежать дефектов.
Имея достаточный опыт, вы можете быть уверены в правильной силе тока для выполняемой работы.
Вы узнаете правильную силу тока по внешнему виду и поведению лужи в сочетании со звуком дуги.
При сварке с низким током
Вам будет труднее запустить дугу.
Пруток заедает во время сварки.
Дуга выглядит тусклой и слабой.
Звук дуги будет слабым и непостоянным.
Лужа будет узкой, маленькой и плохо промокнет.
Расплавленный шлак будет темнее обычного.
Скорость движения ниже оптимальной.
Последний борт будет высоким и узким с плохой сваркой.
При сварке с большой силой тока
Дуга будет хаотично звучать и будет выглядеть очень яркой.
Лужа будет слишком широкой, жидкой, и ее будет труднее контролировать.
Расплавленный шлак будет иметь более длинный хвост и более красный, чем обычно.
Скорость движения выше оптимальной.
У вас будет большее количество брызг.
Бортик будет слишком широким и плоским с небольшим подрезом.
Полезный совет для новичков — проверить силу тока на аналогичном металлоломе, чтобы определить правильную силу тока. После этого можно без дефектов сваривать заготовку.
Таблица с диапазоном силы тока популярных сварочных электродов.
Полезная таблица с размерами и диапазоном силы тока популярных электродов для стержневой сварки.Диапазон силы тока стержня каждого производителя немного отличается. Вы всегда должны проверять упаковку удилища, чтобы точно знать диапазон.
Штанга рукояти
1/16 ″ 1,6 мм
5/64 ″ 2,0 мм
3/32 ″ 2,4 мм
1/8 ″ 3,2 мм
5/32 ″ 4,0 мм
3/16 ″ 4,8 мм
E6010 и E6011
—
—
60-90
75-130
120-165
9040-195
16040-195
9085-195 E6013
25-50
40-70
65-95
85-135
125-175
175-215
E7014
—
—
75-105
-150
135-200
185-240
E7018
—
—
70-110
90-160
130-220
170-270
4
E7018
4
—
—
—
130-160
165-225
210-290
90 394
E308L-16
—
25-55
50-85
70-115
95-145
135-180
ENiFe-CI
—
—
— 85
85-110
110-140
120-160
E4043
—
—
50-80
70-120
110-150
—
0 диапазон силы тока сварочных электродов на диаметр проволоки DC +
Примеры выбора силы тока и стержня стержня
Теперь несколько примеров выбора силы тока. Сила тока указана для угловых швов. Для стыкового шва с открытым корнем уменьшите силу тока, чтобы избежать продувания металла.
Для сварки заготовки толщиной 3/16 ″ со стержнем 1/8 ″ E6011 :
Для горизонтального использования 100A.
Для вертикального опускания используйте 115А и более высокие скорости.
Для вертикального подъема используйте более тонкий стержень 3/32 ″ и 65A.
Для сварки заготовки толщиной 3/32 ″ со стержнем 3/32 ″ E6013 (они имеют одинаковую толщину):
Для горизонтального использования 65A.
Для вертикального вниз используйте 75A.
Для вертикального подъема используйте более тонкий стержень 5/64 ″ и 40A.
Для горизонтального использования 95A. Или вы можете использовать более толстый пруток 1/8 дюйма и ток 130 А, чтобы сваривать быстрее.
Для вертикального подъема используйте 80A.
Этим стержнем нельзя выполнять сварку вертикально вниз.
В двух словах
Выбор стержня для стержневой сварки немного сложен для новичков.Вот резюме.
Стержни E6013, E6011 и, возможно, E7018 — это стержни, которые вы будете использовать для сварки низкоуглеродистой стали в качестве новичка. Убедитесь, что у вас есть сварочный аппарат, способный работать с двумя последними.
Всегда следует выбирать размер стержня тоньше основного металла. Убедитесь, что размер стержня соответствует размеру сустава, чтобы обеспечить глубокое проникновение в корень. Однако размер стержня также должен обеспечивать удовлетворительное осаждение металла.
Установите большую силу тока, на шаг до того, как это может вызвать побочные эффекты в виде лужи или беспорядочный звук дуги.
Другие статьи Weldpundit
Какой сварочный стержень использовать для обработки чугуна? Полное руководство.
Какой самый простой в использовании стержень для стержневой сварки?
Что такое прокатная окалина для горячекатаной стали: и как сваривать ее.
Сварка палкой — легко или сложно научиться? и сколько времени это займет.
Какой респиратор вам нужен для домашней сварки?
Почему сварочные стержни остаются прилипшими? и что с этим делать.
Можно ли сварить дома? Основные соображения.
Можно ли сваривать нержавеющую сталь с углеродистой сталью? Руководство для начинающих.
Размеры сварочных стержней
— вот полное руководство
Сварочные стержни играют важную роль в прочном и надежном соединении металлов. Итак, независимо от того, являетесь ли вы новичком или профессиональным сварщиком, вам потребуются не только большие навыки, но и подходящие сварочные стержни.
Не только это, вам также необходимо знать о разновидностях сварочных стержней и их функциях, а также об использовании. Неправильные стержни могут ослабить сварной шов, что приведет к тяжелой работе с веной. Следовательно, всегда будьте осторожны, выбирая правильный, прежде чем приступить к работе.
Но есть много типов сварочных стержней размером , чтобы вы достаточно запутались. Также у вас может возникнуть несколько вопросов по сварочным стержням.
Итак, мы здесь, чтобы избавить вас от вашего замешательства. Поэтому давайте рассмотрим всю статью, чтобы узнать подробности.
Что означают цифры на сварочных стержнях?
Когда вы покупаете сварочные стержни, вы можете заметить цифры, напечатанные на электродах.Теперь вы можете спросить, что обозначают цифры на сварочных стержнях? Что ж, у этих чисел есть определенные значения.
Прежде всего, первые два числа обозначают предел прочности стержня на разрыв, что означает, что они показывают стойкость к давлению, которое он может выдержать. Например, если вы умножите две цифры на 1000, вы получите сварочные фунты давления на квадратный дюйм или фунты на квадратный дюйм стержней.
Однако третья цифра указывает положение стержней для сварки. Третья цифра обычно состоит из трех цифр, таких как 1, 2 и 4.Цифра 1 указывает, что штанги могут работать во всех положениях, 2 представляет плоское или горизонтальное положение, а цифра 4 означает вертикальное, горизонтальное или потолочное положение.
Наконец, последняя цифра обозначает материал покрытия и соответствующий ему ток, который будет использоваться. Потому что в зависимости от материала покрытия требуются разные токи. (Узнайте больше о сварочных стержнях 1/8 и 3/32).
Какой самый распространенный размер сварочного стержня?
При покупке сварочных стержней вам может прийти в голову, что самый распространенный размер сварочного стержня? Что ж, обычно 1/8 дюйма — это сравнительно более распространенный размер сварочного стержня, чем другие.И здесь 5/32 дюйма, а также 3/16 дюйма — также некоторые распространенные размеры.
Ну, обычно на месте или вне помещения, сварка прутком не применяется, за исключением «полевых работ» и заменяется процессами подачи проволоки. Это потому, что они не требуют особых навыков и просты в использовании. Но если вам нужно сделать массивную сварку, то вам нужно прибегнуть к помощи больших сварочных стержней.
Чем больше объем сварочных работ, тем больше требуется сварочного стержня. Но если он должен быть больше 3/16 дюйма, то работу следует проводить в сварочных цехах.
Таблица размеров сварочных стержней
Чтобы дать вам четкое представление о размерах, мы подготовили таблицу размеров сварочных стержней ниже. В таблице вы можете указать размеры сварочного стержня и номера для лучшего понимания. Мы также включили толщину металла электродов в соответствии с их размерами.
Размер сварочного стержня для толщины металла в миллиметрах является решающим решением и может определить эффективность вашего сварного шва. Следует учитывать множество факторов, но первым из них должна быть толщина металла.
Если это неизвестно, необходимо его измерить. Как только вы узнаете толщину, вам нужно будет решить, какой сварной шов вы хотите — внутренний или внешний.
Итак, из приведенной выше таблицы вы можете легко понять, для какого типа стержня интегрирована толщина и соответствующий диаметр. Таким образом, в конечном итоге вы сможете правильно использовать их в соответствующих сварочных работах.
Как узнать, сварочный стержень какого размера мне нужен?
Теперь, когда вы узнали размеры и номера электродов, а также значение этих чисел, вы можете спросить, как мне узнать, сварочный стержень какого размера мне нужен? Ну, размер сварочного стержня обычно зависит от глубины металла, который нужно сварить.
Например, для металлической пластины толщиной 2,0 мм для сварочного задания используется сварочный стержень 2,5 мм. И, конечно, иногда также используется электрод 3,2 мм, а также 4,0 мм. Некоторые другие распространенные размеры стержней — 2,0 мм, 3,2 мм и 5,0 мм.
Итак, перед покупкой проверьте толщину металлической пластины, которую вы собираетесь сваривать. Таким образом, вам не придется беспокоиться о каких-либо ошибках в процессе сварки. (См. Подробную информацию о: 7013 Сварка)
Какие особенности следует учитывать при сварке стержней?
Возможно, вы захотите узнать, какой сварочный стержень лучше всего использовать? Что ж, для надлежащего опыта сварки вам необходимо знать факторы, которые могут соответствовать вашим требованиям к сварке.
Во-первых, вам необходимо согласовать предел прочности сварочного стержня на разрыв с основным металлом. В результате вы можете получить прочный и надежный результат сварки. После этого проверьте совместимость с источниками питания электрода. Цифра 4 -я в номере электрода представляет источник тока, показывающий, работает ли он от переменного или постоянного тока, или от того и другого.
Затем найдите положение сварки, которое можно узнать по цифре 3 -й номеров электродов.Таким образом, вы можете узнать, в каком количестве направлений вам нужно сваривать. Затем обратите внимание на отличные характеристики проплавления для получения идеальной дуги.
Всегда проверяйте характеристики стержней, так как для конкретной сварки требуется электрод определенного типа. Например, уровень температуры или условия окружающей среды и т. Д., Поскольку в критических случаях некоторые электроды могут быть неподходящими для сварки.
Тем не менее, если вы новичок в этой работе и задаетесь вопросом, какой сварочный стержень лучше всего подходит для новичка? Тогда я бы посоветовал вам использовать сварочные стержни 6013 и 6011.Это связано с тем, что они не только проникают глубоко, но и могут выполнять большинство сварочных задач.
Когда использовать электрод с высоким наплавлением?
Если вы торопитесь или вам нужно быстрее выполнять свою работу, то вам следует выбрать стержневой электрод с высоким наплавлением. Кроме того, они предлагают множество некритических функций, когда требуется простой сварочный процесс.
Но, если вам нужно выполнить обязательную или критическую работу, этот электрод не следует выбирать. Потому что они не выдерживают таких применений, как производство сосудов высокого давления или котлов, где сварка требует чрезмерных напряжений.
Фактически, дополнительный железный порошок электрода для осаждения создает избыточную жидкость, которая вызывает прилипание и разбрызгивание, разрушающее весь процесс сварки.
Итак, лучше знать, когда и как их правильно использовать.
Какова цель флюсового окружения?
Флюс — это в основном внешнее покрытие электродов, которое служит многим целям.Функция различных типов электродов фактически зависит от их флюса или покрытия.
Однако стабильность дуги зависит от ионизирующих элементов флюса. Итак, когда вы начинаете зажигать дугу, флюс плавится и создает последовательный сплав химических реакций.
В результате элементы флюса предохраняют сварочную ванну от загрязнения за счет выпуска защитного газа. После этого, чтобы предотвратить окисление металла шва, при понижении температуры образуется шлак.
Флюс также является причиной пластичности, а также прочности на разрыв сварочных стержней. Более того, он может увеличить скорость осаждения электрода, если он высококонцентрирован с железным порошком. Итак, можно ясно увидеть, как окружающий поток эффективно служит многим целям.
Как правильно хранить и повторно сушить стержневые электроды?
Для получения наилучших результатов от электродов необходимо, чтобы все электроды были сухими, а также вдали от влаги и влажности.В противном случае влажность электродов может привести к пористости или растрескиванию. Некоторые электроды не нуждаются в особом уходе, тогда как некоторые должны храниться при соответствующей температуре, чтобы они оставались сухими.
Например, электродам с низким содержанием водорода требуется температура 250-300 градусов по Фаренгейту и 1-2 часа предварительной сушки, чтобы предотвратить окисление и растрескивание. Поэтому перед использованием электродов с низким содержанием водорода всегда старайтесь их высушить, разложив в духовке. А для восстановления используйте температуру 500-800 градусов по Фаренгейту, чтобы удалить излишнюю влагу из стержней.
С другой стороны, что касается электродов с низким содержанием водорода, попробуйте нагреть их в шкафах до температуры 100–120 градусов по Фаренгейту или просто храните их при комнатной температуре. В конце концов, всегда проверяйте предложения производителя по лучшему хранению. (Подробнее о сварочных стержнях 6011 против 6013).
Заключение
Наконец-то мы узнали и узнали так много о размерах сварочных стержней и других важных факторах, связанных со сварочными стержнями. В основном сварочные работы или электроды зависят от вашего уровня работы или серьезности проекта.И разные стержни используются для разных целей.
Итак, помня о стандартных размерах сварочных стержней , , приступайте к работе и выполняйте ее с терпением.
Сварочный электрод
: таблица и выбор
Электрод — это металлическая проволока с покрытием.
Изготовлен из материалов, аналогичных по составу свариваемому металлу.
Существует множество факторов, влияющих на выбор правильного электрода для каждого проекта.Итого:
SMAW или стержневые электроды являются расходуемыми, то есть они становятся частью сварного шва и также называются присадочным электродом или сварочным стержнем.
Вольфрамовые электроды
TIG не являются расходуемыми, поскольку они не плавятся и не становятся частью сварного шва, что требует использования сварочного стержня.
Присадочные стержни
TIG — это дополнительный присадочный материал, используемый для сплавления двух частей материала вместе в виде композита.
Сварочный электрод MIG — это проволока с непрерывной подачей, называемая проволокой MIG.
Выбор электрода имеет решающее значение для простоты очистки, прочности сварного шва, качества валика и сведения к минимуму разбрызгивания.
Электроды необходимо хранить в защищенной от влаги среде и осторожно извлекать из любой упаковки (во избежание повреждений следуйте инструкциям).
Покрытые сварочные электроды
Когда расплавленный металл подвергается воздействию воздуха, он поглощает кислород и азот и становится хрупким или подвергается иным неблагоприятным воздействиям.
Покрытие из шлака необходимо для защиты расплавленного металла шва или его затвердевания от атмосферы.Это покрытие может быть получено из электродного покрытия.
Состав покрытия сварочного электрода определяет его применимость, состав наплавленного металла шва и характеристики электрода.
Состав покрытий сварочных электродов основан на общепринятых принципах металлургии, химии и физики.
Покрытие защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов другими способами, в том числе:
Гладкая поверхность шва с ровными краями
Минимальное разбрызгивание в зоне сварного шва
Стабильная сварочная дуга
Контроль проникновения
Прочное, прочное покрытие
Более легкое удаление шлака
Повышенная производительность наплавки
Электроды для металлической дуги могут быть сгруппированы и классифицированы как электроды без покрытия или с тонким покрытием, а также электроды с экранированной дугой или электроды с толстым покрытием.
Покрытый электрод — это самый популярный присадочный металл, используемый при дуговой сварке.
Состав покрытия электрода определяет пригодность электрода, состав наплавленного металла шва и характеристики электрода.
Тип используемого электрода зависит от конкретных свойств, требуемых для наплавленного сварного шва.
К ним относятся коррозионная стойкость, пластичность, высокая прочность на разрыв, тип свариваемого основного металла, положение сварного шва (плоское, горизонтальное, вертикальное или потолочное), а также требуемый тип тока и полярность.
Популярный сварочный стержень (E6010), используемый в производстве общего назначения, строительстве, сварке труб и судостроении
Классификация
Сварочная промышленность приняла серию классификационных номеров Американского общества сварщиков для сварочных стержневых электродов.
Система идентификации электродов для дуговой сварки стали имеет следующий вид:
E — обозначает электрод для дуговой сварки.
Первые две (или три) цифры — указывают предел прочности (сопротивление материала силам, пытающимся его разорвать) в тысячах фунтов на квадратный дюйм наплавленного металла.
Третья (или четвертая) цифра — указывает положение сварного шва. 0 означает, что классификация не используется; 1 — для всех позиций; 2 — только для плоского и горизонтального положения; 3 предназначен только для плоского положения.
Четвертая (или пятая) цифра — указывает тип покрытия электрода и тип используемого источника питания; переменного или постоянного тока, прямой или обратной полярности.
Типы покрытия, сварочный ток и положение полярности, обозначенные четвертой (или пятой) идентификационной цифрой классификации электродов, перечислены в таблицах 5-4 ниже.
Номер E6010 — обозначает электрод для дуговой сварки с минимальным пределом прочности на разрыв 60 000 фунтов на квадратный дюйм; используется во всех положениях, требуется постоянный ток обратной полярности.
Типы покрытия, тока и полярности, обозначенные четвертой цифрой в классификационном номере электрода
Цифра
Покрытие
Сварочный ток
0
*
*
1
Целлюлоза Калий
переменного тока, постоянного тока, постоянного тока
2
Титан натрия
переменного тока, DCSP
3
Титания калий
переменного тока, DCSP, DCRP
4
Железный порошок Титания
переменного тока, DCSP, DCRP
5
Натрий с низким содержанием водорода
DCRP
6
Калий с низким содержанием водорода
переменного тока, DCRP
7
Железный порошок оксид железа
переменного тока, DCSP
8
Железный порошок с низким содержанием водорода
переменного тока, постоянного тока, постоянного тока
Когда четвертая (или последняя) цифра равна 0, тип покрытия и ток, которые будут использоваться, определяются третьей цифрой. Таблица 5-4
Система идентификации электродов сварочного прутка для дуговой сварки нержавеющей стали настроена следующим образом:
E обозначает электрод для дуговой сварки.
Первые три цифры обозначают нержавеющую сталь американского производства железа и стали.
Последние две цифры указывают на текущую позицию и используемую позицию.
Номер E-308-16 в этой системе обозначает тип 308 Института нержавеющей стали; используется во всех позициях; с постоянным током переменной или обратной полярности.
Система классификации электродов для дуговой сварки под флюсом
Система определения твердой углеродистой стали без покрытия для сварки под флюсом выглядит следующим образом:
Буква префикса E используется для обозначения электрода. За ним следует буква, обозначающая уровень марганца, т. Е. L для низкого уровня, M для среднего и H для высокого уровня марганца. Далее следует число среднего количества углерода в точках или сотых долях процента. Состав некоторых из этих проволок почти идентичен составу некоторых из проволок, указанных в спецификации для дуговой сварки в газовой среде.
Электродная проволока, используемая для дуговой сварки под флюсом, указана в спецификации Американского сварочного общества «Электроды и флюсы для неизолированной низкоуглеродистой стали для дуговой сварки под флюсом». В этой спецификации указан как состав проволоки, так и химический состав наплавленного металла в зависимости от используемого флюса. В спецификации действительно указан состав электродных проводов. Эта информация представлена в таблице 8-1. Когда эти электроды используются с определенными флюсами под флюсом и свариваются с соблюдением соответствующих процедур, наплавленный металл шва будет соответствовать механическим свойствам, требуемым спецификацией.
В красных присадках, используемых для газовой сварки, используется префикс R, за которым следует буква G, указывающая на то, что стержень используется специально для газовой сварки. За этими буквами следуют две цифры, которые будут 45, 60 или 65. Они обозначают приблизительную прочность на разрыв в 1000 фунтов на квадратный дюйм (6895 кПа).
В цветных присадочных металлах используется префикс E, R или RB, за которым следует химический символ основных металлов в проволоке. Инициалы для одного или двух элементов будут следовать. Если имеется более одного сплава, содержащего одни и те же элементы, можно добавить букву или цифру суффикса.
Спецификации Американского общества сварки наиболее широко используются для определения неизолированного сварочного прутка и электродной проволоки. Существуют также военные спецификации, такие как типы MIL-E или -R и федеральные спецификации, обычно тип QQ-R и спецификации AMS. Для определения присадочных металлов следует использовать конкретную спецификацию.
Самым важным аспектом проволоки и прутка сплошных сварочных электродов является их состав, указанный в спецификации. В спецификациях указаны пределы состава для различных проводов и требования к механическим свойствам.
Иногда на сплошных медных проводах медь может отслаиваться в механизме подающего ролика и создавать проблемы. Он может забивать вкладыши или контактные наконечники. Желательно легкое медное покрытие. Поверхность электродной проволоки должна быть в достаточной степени очищена от грязи и тянущих веществ. Это можно проверить, протянув белую чистящую ткань и протянув через нее кусок проволоки. Слишком большое количество грязи забивает гильзы, снижает ток в наконечнике и может привести к сбоям в сварочных операциях.
Температуру или прочность проволоки можно проверить на испытательной машине.Проволока более высокой прочности будет лучше проходить через пистолеты и кабели. Минимальная прочность на разрыв, рекомендованная спецификацией, составляет 140000 фунтов на квадратный дюйм (965 300 кПа).
Сплошная электродная проволока доступна во многих различных упаковках. Они варьируются от крошечных катушек, используемых в пистолетах для катушек, до катушек среднего размера для дуговой сварки тонкой проволокой в газовой среде. Доступны мотки электродной проволоки, которые можно размещать на барабанах, входящих в состав сварочного оборудования. Также есть огромные катушки весом в несколько сотен фунтов.Электродная проволока также доступна в барабанах или разматывающих упаковках, где проволока укладывается в круглый контейнер и вытягивается из контейнера с помощью автоматического механизма подачи проволоки.
Вот таблица с описанием шести стандартных электродов, используемых для сварки низкоуглеродистой стали:
Покрытия
Покрытия сварочных электродов для сварки мягких и низколегированных сталей могут иметь от 6 до 12 ингредиентов, в том числе:
Целлюлоза — для обеспечения газовой защиты с восстановителем, в котором распад целлюлозы создает газовую защиту, окружающую дугу
Карбонаты металлов — для регулирования основности шлака и обеспечения восстановительной атмосферы
Диоксид титана — для образования высокотекучего, но быстро замерзающего шлака и для ионизации дуги
Ферромарганец и ферросилиций — для раскисления расплавленного металла сварного шва и увеличения содержания марганца и кремния в наплавленном металле сварного шва.
Глины и камеди — для обеспечения эластичности при экструдировании материала пластикового покрытия и для обеспечения прочности покрытия
Фторид кальция — для обеспечения защитного газа для защиты дуги, регулирования основности шлака и обеспечения текучести и растворимости оксидов металлов
Минеральные силикаты — для образования шлака и придания прочности электродному покрытию
Легирование металлов, включая никель, молибден и хром — для обеспечения содержания сплава в наплавленном металле сварного шва
Оксид железа или марганца — для регулирования текучести и свойств шлака, а также для стабилизации дуги.
Железный порошок — для увеличения производительности за счет наплавки дополнительного металла в сварном шве.
Основные типы покрытий сварочных электродов для низкоуглеродистой стали описаны ниже.
Целлюлоза-натрий (EXX10) : Электроды из целлюлозного материала этого типа в виде древесной муки или переработанные низколегированные электроды содержат до 30 процентов бумаги. Газовая защита содержит углекислый газ и водород, которые являются восстановителями.Эти газы имеют тенденцию вызывать дугу копания, обеспечивающую глубокое проникновение. Наплавленный металл немного шероховат, а уровень разбрызгивания выше, чем у других электродов. Он действительно обеспечивает отличные механические свойства, особенно после старения. Это один из первых типов электродов, которые были разработаны и широко используются для прокладки трубопроводов по пересеченной местности с использованием техники сварки под уклон. Обычно он используется с постоянным током с положительным электродом (обратная полярность).
Целлюлоза-калий (EXX11) : Этот электрод очень похож на электрод целлюлозно-натриевый, за исключением того, что используется больше калия, чем натрия.Это обеспечивает ионизацию дуги и делает электрод пригодным для сварки на переменном токе. Действие дуги, проплавление и результаты сварки очень похожи. В электроды E6010 и E6011 можно добавлять небольшое количество порошка железа. Это способствует стабилизации дуги и немного увеличивает скорость наплавки.
Рутил-натрий (EXX12) : Когда содержание рутила или диоксида титана относительно высокое по сравнению с другими компонентами, электрод будет особенно привлекательным для сварщика.Электроды с этим покрытием имеют тихую дугу, легко контролируемый шлак и низкий уровень разбрызгивания. Наплавленный слой будет иметь гладкую поверхность, а проплавление будет меньше, чем у целлюлозного электрода. Свойства металла сварного шва будут несколько ниже, чем у целлюлозных. Этот тип электрода обеспечивает довольно высокую скорость наплавки. Он имеет относительно низкое напряжение дуги и может использоваться с переменным или постоянным током с отрицательным электродом (прямая полярность).
Рутил-калий (EXX13) : Это покрытие электрода очень похоже на покрытие рутилово-натриевого типа, за исключением того, что калий используется для ионизации дуги. Это делает его более подходящим для сварки на переменном токе. Его также можно использовать с постоянным током любой полярности. Он производит очень тихую плавную дугу.
Порошок рутилового железа (EXXX4) : Это покрытие очень похоже на упомянутые выше рутиловые покрытия, за исключением того, что добавлен порошок железа. Если содержание железа составляет от 25 до 40 процентов, электрод EXX14. Если содержание железа составляет 50 процентов или более, электрод EXX24. При более низком процентном содержании порошка железа электрод можно использовать во всех положениях.Более высокий процент бледного железа можно использовать только в плоском положении или для выполнения горизонтальных угловых швов. В обоих случаях скорость осаждения увеличивается в зависимости от количества порошка железа в покрытии.
С низким содержанием водорода и натрия (EXXX5) : Покрытия, содержащие большое количество карбоната кальция или фторида кальция, называются электродами с низким содержанием водорода, ферритной извести или электродами основного типа. В этом классе покрытий не используются целлюлоза, глины, асбест и другие минералы, содержащие комбинированную воду.Это необходимо для обеспечения минимально возможного содержания водорода в атмосфере дуги. Эти электродные покрытия спекаются при более высокой температуре. Электроды с низким содержанием водорода обладают превосходными свойствами металла сварного шва. Они обеспечивают самую высокую пластичность среди всех отложений. Эти электроды имеют среднюю дугу со средним или умеренным проваром. У них средняя скорость наплавки, но для достижения наилучших результатов требуются специальные методы сварки. Электроды с низким содержанием водорода должны храниться в контролируемых условиях.Этот тип обычно используется с постоянным током с положительным электродом (обратная полярность).
Низкое содержание водорода и калия (EXXX6) : Этот тип покрытия аналогичен покрытию с низким содержанием водорода и натрия, за исключением замены натрия на калий для обеспечения ионизации дуги. Этот электрод используется с переменным током и может использоваться с постоянным током, с положительным электродом (обратная полярность). Действие дуги более плавное, но проплавление двух электродов одинаково.
С низким содержанием водорода и калия (EXXX6) : Покрытия в этом классе электродов аналогичны покрытиям с низким содержанием водорода, упомянутым выше.Однако к электроду добавляется порошок железа, и если его содержание превышает 35-40 процентов, электрод классифицируется как EXX18.
Порошок железа и железа с низким содержанием водорода (EXX28) : Этот электрод аналогичен EXX18, но содержит 50 или более процентов порошка железа в покрытии. Его можно использовать только при сварке в горизонтальном положении или для выполнения горизонтальных угловых швов. Скорость наплавки выше, чем у EXX18. Покрытия с низким содержанием водорода используются для всех электродов из более высоколегированных сплавов.За счет добавления определенных металлов в покрытия эти электроды становятся типами сплавов, в которых буквы суффикса используются для обозначения состава металла сварного шва. Электроды для сварки нержавеющей стали также относятся к низководородному типу.
Оксид железа-натрий (EXX20) : Покрытия с высоким содержанием оксида железа образуют наплавленный слой с большим количеством шлака. Это может быть сложно контролировать. Этот тип покрытия обеспечивает высокоскоростное напыление и среднее проникновение с низким уровнем разбрызгивания.Полученный сварной шов имеет очень гладкую поверхность. Электрод можно использовать только при сварке в плоском положении и для выполнения горизонтальных угловых швов. Электрод можно использовать с переменным или постоянным током любой полярности.
Электрод железо-оксид-железо (EXX27) : Электроды этого типа очень похожи на электроды типа оксид-железо-натрий, за исключением того, что он содержит 50% или более железа. Увеличенная мощность железа значительно увеличивает скорость наплавки. Его можно использовать с переменным постоянным током любой полярности.
Существует множество типов покрытий, помимо упомянутых здесь, большинство из которых обычно представляют собой комбинации этих типов, но для специальных применений, таких как наплавка твердым сплавом, сварка чугуна и цветных металлов.
Хранилище
Рисунок 5-32: Печь для сушки электродов
Электроды должны быть сухими. Влага разрушает желаемые характеристики покрытия и может вызвать чрезмерное разбрызгивание, а также привести к пористости и трещинам при формировании зоны сварки.Электроды, находящиеся во влажном воздухе более двух или трех часов, следует высушить путем нагревания в подходящей печи (рис. 5-32) в течение двух часов при 500 ° F (260 ° C).
После высыхания их следует хранить во влагонепроницаемой таре. Изгиб электрода может привести к отрыву покрытия от сердечника проволоки. Электроды нельзя использовать, если сердцевина провода оголена.
Электроды с суффиксом «R» в классификации AWS имеют более высокую влагостойкость.
Типы электродов
Электроды без покрытия
Сварочные электроды без покрытия изготавливаются из проволоки, необходимой для конкретных применений.
Эти электроды не имеют других покрытий, кроме тех, которые требуются при волочении проволоки. Эти покрытия для волочения проволоки оказывают небольшое стабилизирующее действие на дугу, но в остальном не имеют никакого значения. Электроды без покрытия используются для сварки марганцевой стали и других целей, где электрод с покрытием не требуется или нежелателен. Схема переноса металла по дуге неизолированного электрода показана на рисунке 5-29.
Перенос расплавленного металла с помощью неизолированного электрода
Электроды с легким покрытием
Сварочные электроды с легким покрытием имеют определенный состав.
Легкое покрытие нанесено на поверхность путем мытья, погружения, чистки, распыления, перемешивания или протирания. Покрытия улучшают характеристики дугового потока. Они перечислены под серией E45 в системе идентификации электродов.
Покрытие обычно выполняет следующие функции:
Растворяет или восстанавливает примеси, такие как оксиды, сера и фосфор.
Он изменяет поверхностное натяжение расплавленного металла, так что частицы металла, покидающие конец электрода, становятся меньше и чаще. Это помогает сделать поток расплавленного металла более равномерным.
Повышает стабильность дуги за счет введения в поток дуги материалов, которые легко ионизируются (т. Е. Превращаются в мелкие частицы с электрическим зарядом).
Некоторые легкие покрытия могут образовывать шлак. Шлак довольно тонкий и действует не так, как шлак типа экранированного электрода.
Рисунок 5-30: Действие дуги, достигаемое с помощью электрода с легким покрытием
Экранированная дуга или электродов с толстым покрытием
Экранированная дуга или сварочные электроды с толстым покрытием имеют определенный состав, на который нанесено покрытие путем погружения или экструзии.
Электроды выпускаются трех основных типов:
с целлюлозным покрытием
с минеральными покрытиями
те, покрытия которых представляют собой сочетание минерала и целлюлозы
Целлюлозные покрытия состоят из растворимого хлопка или других форм целлюлозы с небольшими количествами калия, натрия или титана и, в некоторых случаях, с добавлением минералов.
Минеральные покрытия состоят из силиката натрия, оксидов металлов, глины и других неорганических веществ или их комбинаций.
Электроды с целлюлозным покрытием защищают расплавленный металл за счет газовой зоны вокруг дуги и зоны сварки.
Электрод с минеральным покрытием образует шлак.
Экранированная дуга или электроды с толстым покрытием используются для сварки сталей, чугуна и твердой наплавки. См. Рисунок 5-31 ниже.
Рисунок 5-31: Действие дуги, достигаемое с помощью экранированного дугового электрода
Функции экранированной дуги или электродов с толстым покрытием
Эти сварочные электроды создают защитный газовый экран вокруг дуги.
Это предотвращает загрязнение металла шва кислородом или азотом воздуха.
Кислород легко соединяется с расплавленным металлом, удаляя легирующие элементы и вызывая пористость.
Азот вызывает хрупкость, низкую пластичность, а в некоторых случаях — низкую прочность и плохую коррозионную стойкость.
Они уменьшают содержание примесей, таких как оксиды, сера и фосфор, так что эти примеси не повреждают наплавленный металл.
Они снабжают дугу веществами, повышающими ее стабильность.Это устраняет значительные колебания напряжения, так что дуга может поддерживаться без чрезмерного разбрызгивания.
За счет уменьшения силы притяжения между расплавленным металлом и концом электродов или за счет уменьшения поверхностного натяжения расплавленного металла испаренное и расплавленное покрытие заставляет расплавленный металл на конце электрода распадаться на мелкие, мелкие частицы. .
Покрытия содержат силикаты, которые образуют шлак над расплавленным сварным швом и основным металлом.Поскольку шлак затвердевает относительно медленно, он удерживает тепло и позволяет лежащему под ним металлу медленно остывать и затвердевать. Такое медленное затвердевание металла исключает улавливание газов внутри сварного шва и позволяет твердым примесям всплывать на поверхность. Медленное охлаждение также оказывает отжигающий эффект на наплавленный металл.
Физические характеристики наплавленного металла изменяются за счет включения легирующих материалов в покрытие электрода. Флюсование шлака также приведет к получению металла шва более высокого качества и позволит сварку на более высоких скоростях.
Вольфрамовые электроды
Неплавящиеся сварочные электроды для газовой вольфрамо-дуговой сварки (TIG) бывают трех типов: чистый вольфрам, вольфрам, содержащий 1 или 2 процента тория, и вольфрам, содержащий от 0,3 до 0,5 процента циркония.
Вольфрамовые электроды можно идентифицировать по типу окрашенных концевых меток, как показано ниже.
Зеленый — чистый вольфрам.
Желтый — торий 1%.
Красный — торий 2%.
Коричневый — цирконий от 0,3 до 0,5%.
Электроды из чистого вольфрама (99,5% вольфрама) обычно используются для менее ответственных сварочных операций, чем вольфрам, который является легированным. Этот тип электрода имеет относительно низкую токовую нагрузку и низкую стойкость к загрязнениям.
Торированные вольфрамовые электроды (1 или 2 процента тория) превосходят электроды из чистого вольфрама из-за более высокого выхода электронов, лучшего зажигания и стабильности дуги, высокой допустимой нагрузки по току, более длительного срока службы и большей устойчивости к загрязнениям.
Сварочные электроды из вольфрама, содержащие от 0,3 до 0,5 процента циркония, по своим характеристикам обычно находятся между электродами из чистого вольфрама и электродами из торированного вольфрама. Однако есть некоторые признаки улучшения характеристик некоторых типов сварки с использованием переменного тока.
Более точное управление дугой можно получить, если электрод из легированного вольфрамом заземлить до определенной точки (см. Рисунок 5-33). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить приемлемую стабильность дуги.Острия вольфрамовых электродов трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а зажигание дуги касанием является стандартной практикой. Поддержание формы электрода и уменьшение включений вольфрама в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при пуске от касания.
Рисунок 5-33: Правильный конус электрода в вольфрамовом электроде
Вылет сварочного электрода за пределы газового стакана определяется типом свариваемого соединения.Например, удлинение за пределы газового стакана на 1/8 дюйма (3,2 мм) может использоваться для стыковых соединений из легкого материала, в то время как удлинение составляет примерно от 1/4 до 1/2 дюйма (от 6,4 до 12,7 мм). может потребоваться на некоторых угловых швах. Вольфрамовый электрод горелки следует слегка наклонить, а присадочный металл следует добавлять осторожно, чтобы избежать контакта с вольфрамом. Это предотвратит загрязнение электрода. В случае загрязнения электрод необходимо снять, переточить и заменить в резаке.
Электроды для дуговой сварки постоянным током
При использовании сварочного электрода определенного типа следует соблюдать рекомендации производителя. Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (электрод отрицательный), либо для того и другого. Многие, но не все электроды постоянного тока могут использоваться с переменным током. Постоянный ток является предпочтительным для многих типов покрытых, цветных, неизолированных электродов и электродов из легированной стали.Рекомендации производителя также включают тип основного металла, для которого подходят данные электроды, поправки на плохую подгонку и другие особые условия.
В большинстве случаев электроды с прямой полярностью обеспечивают меньшее проплавление, чем электроды с обратной полярностью, и по этой причине обеспечивают большую скорость сварки. Хорошее проплавление можно получить от любого типа при правильных условиях сварки и манипулировании дугой.
Электроды для дуговой сварки переменным током
Доступны электроды с покрытием, которые можно использовать как с постоянным, так и с переменным током. Переменный ток более желателен при сварке на ограниченных участках или при использовании больших токов, необходимых для толстых секций, поскольку он снижает возникновение дуги. Удар дуги вызывает образование пузырей, шлаковых включений и отсутствие плавления в сварном шве.
Переменный ток используется при сварке атомарным водородом и в тех процессах, которые требуют использования двух угольных электродов. Это обеспечивает равномерную скорость сварки и расход электродов. В процессах с угольной дугой, где используется один угольный электрод, рекомендуется использовать постоянный ток прямой полярности, потому что электрод будет потребляться с меньшей скоростью.
Дефекты электродов и их последствия
Если в покрытии электродов присутствуют определенные элементы или оксиды, это повлияет на стабильность дуги. В неизолированных электродах состав и однородность проволоки являются важным фактором для контроля стабильности дуги. Тонкие или толстые покрытия на электродах не полностью устранят последствия дефектной проволоки.
Алюминий или оксид алюминия (даже если он присутствует в 0,01 процента), кремний, диоксид кремния и сульфат железа нестабильны.Оксид железа, оксид марганца, оксид кальция и стабилизируют дугу.
Когда содержание фосфора или серы в электроде превышает 0,04 процента, они ухудшают качество металла сварного шва, поскольку переносятся от электрода к расплавленному металлу с очень небольшими потерями. Фосфор вызывает рост зерен, хрупкость и «хладноломкость» (то есть хрупкость при понижении температуры до красного) в сварном шве. Эти дефекты возрастают по мере увеличения содержания углерода в стали. Сера действует как шлак, нарушает прочность металла сварного шва и вызывает «жаростойкость» (т.е.е., ломкие при нагревании выше красного каления). Сера особенно опасна для неизолированных электродов из низкоуглеродистой стали с низким содержанием марганца. Марганец способствует образованию прочных сварных швов.
Если термическая обработка проволочного сердечника электрода неоднородна, электрод будет производить сварные швы хуже, чем сварные швы, полученные с помощью электрода того же состава, который был должным образом подвергнут термообработке.
Скорость осаждения
Различные типы электродов имеют разную скорость осаждения из-за состава покрытия.Электроды, содержащие железный порошок в покрытии, имеют самые высокие скорости осаждения. В Соединенных Штатах процент содержания железа в покрытии составляет от 10 до 50 процентов. Это основано на соотношении количества порошка железа в покрытии от веса покрытия. Это показано в формуле:
Эти проценты соответствуют требованиям спецификаций Американского общества сварки (AWS). Европейский метод определения мощности железа основан на весе наплавленного металла шва по сравнению с весом израсходованной проволоки с неизолированным сердечником.Это показано следующим образом:
Таким образом, если бы вес осаждения был вдвое больше веса сердечника проволоки, это указывало бы на 200-процентную эффективность осаждения, даже несмотря на то, что количество железного порошка в покрытии составляло только половину всего осаждения. Формула 30-процентной мощности железа, используемая в Соединенных Штатах, дает эффективность осаждения от 100 до 110 процентов с использованием европейской формулы. Электрод с 50-процентной мощностью железа, рассчитанный по стандартам Соединенных Штатов, обеспечил бы КПД примерно 150 процентов, используя европейскую формулу.
Неплавящиеся электроды
Типы
Есть два типа неплавких сварочных электродов.
Угольный электрод — это электрод из неприсадочного металла, используемый при дуговой сварке или резке, состоящий из стержня из угольного графита, который может быть покрыт или не покрыт медью или другими покрытиями.
Вольфрамовый электрод — это не присадочный металлический электрод, используемый при дуговой сварке или резке и изготовленный в основном из вольфрама.
Угольные электроды
Американское сварочное общество не предоставляет спецификаций для углеродных сварочных электродов, но есть военная спецификация, нет.MIL-E-17777C, озаглавленный «Электроды для резки и сварки углерод-графит без покрытия и с медным покрытием».
В данной спецификации представлена система классификации, основанная на трех классах: без покрытия, без покрытия и с медным покрытием. Он предоставляет информацию о диаметре, длине и требованиях к допускам по размеру, обеспечению качества, отбору образцов и различным испытаниям. Применения включают сварку угольной дугой, сварку двойной угольной дугой, резку углем, а также резку и строжку угольной дугой на воздухе.
Электроды стержневые
Сварочные электроды для стержневой сварки различаются по:
Размер : стандартные размеры: 1⁄16, 5⁄64, 3⁄32 (наиболее распространенные), 1⁄8, 3⁄16, 7⁄32, 1⁄4 и 5⁄16 дюйма.Проволока с сердечником, используемая с электродами, должна быть уже, чем свариваемые материалы.
Материал : электроды для стержневой сварки изготавливаются из чугуна, высокоуглеродистой стали, мягкой стали, не содержащих железа (цветных металлов) и специальных сплавов.)
Прочность : относится к пределу прочности при растяжении. Каждый сварной шов должен быть прочнее свариваемого металла. Это означает, что материалы электрода также должны быть более прочными.
Положение при сварке (горизонтальное, плоское и т. Д.): для каждого положения сварки используются разные электроды.
Смесь порошка железа (до 60% флюса): порошок железа во флюсе увеличивает количество расплавленного металла, доступного для сварки (тепло превращает порошок в сталь).
Обозначение «мягкая дуга» : для более тонких металлов или металлов, которые не имеют идеального прилегания или зазора.
Схема сварочного электрода SMAW
Как описано выше, существует много видов электродов. Вот самые популярные электроды для сварки штангой (SMAW):
E6013 и E6012 : для тонких металлов и соединений, которые трудно стыковаться.
E6011 : Подходит для работы на масляных, ржавых или грязных поверхностях. Универсальность в том, что он работает с полярностью постоянного или переменного тока. Создает немного шлака, еще один большой плюс. Обратите внимание, что этот электрод нельзя помещать в электродную печь.
E6010 : Аналогичен E6011, но работает только с постоянным током (DC). Обратите внимание, что этот электрод нельзя помещать в электродную печь.
E76018 и E7016 : изготовлены с добавлением железного порошка во флюсе.Он создает прочные сварные швы, но имеет лужу, которая может создать некоторые проблемы с контролем для новичков.
Знакомство с размерами сварочных стержней 7018, 6013, 6011 и 6010 (+ таблица!)
Если вы провели исследование и прочитали нашу статью о различных типах сварочных стержней, то вы могли бы подумать, что вы уже знаете все, что нужно знать об этих электродах. Однако если немного углубиться в детали, вы обнаружите, что нужно гораздо больше, чем просто понять, является ли электрод расходным материалом или нет.
Давайте внимательнее рассмотрим сварочные стержни 7018, 6013, 6011 и 6010 — четыре наиболее распространенных и основных размера сварочных стержней, с которыми вы, вероятно, столкнетесь, — чтобы попытаться понять каждый из них более подробно.
Краткое описание классификации сварочного стержня
Для начала, взглянув на классификацию сварочных стержней, можно уже многое сказать о типе используемого электрода. Первые два числа относятся к пределу прочности на разрыв или к тому, какое напряжение может выдержать сварной шов.Например, если классификация начинается с ’60’, это означает, что сварочный стержень может выдерживать 60 000 фунтов на квадратный дюйм. В результате, чем выше число, тем прочнее электрод.
Третья цифра указывает на положения, в которых можно использовать сварочный стержень. На всех сварочных стержнях, которые мы рассматриваем сегодня, вы увидите, что цифра «1». Другими словами, все четыре электрода — это все-позиционные электроды.
Окончательное число немного сложнее. При сварке SMAW используются электроды, покрытые различными химикатами, которые защищают стыки во время процесса сварки.Последняя цифра в классификации используется для обозначения покрытий, нанесенных на электроды, и для обозначения того, какой ток следует использовать. Мы рассмотрим все это индивидуально для каждого сварочного стержня.
Сварочный стержень 7018
Изучив классификацию, мы уже знаем, что сварочный стержень 7018 представляет собой универсальный стержень, который производит сварные швы, способные выдерживать нагрузку 70 000 фунтов на квадратный дюйм. Последняя цифра — при чтении вместе с предпоследней цифрой — указывает, что он имеет покрытие из железного порошка с низким содержанием водорода, поэтому его можно использовать с токами переменного и постоянного + тока.
Тот факт, что покрытие имеет очень низкое содержание водорода, означает, что оно дает очень прочные и гладкие сварные швы. Это также объясняет, почему вы также можете иногда слышать эти электроды, называемые стержнями «низкий высокий»!
Хотя стержни с низким содержанием водорода имеют свои преимущества, их нужно хранить гораздо осторожнее, чем большинство других стержней, чтобы продлить срок их службы. С этими электродами никакая вода или влага не может контактировать с ними, вообще . Лучший способ предотвратить это — хранить сварочный стержень 7018 в стержневой печи при температуре 250 ° F, если вы не планируете использовать его дольше нескольких часов. Профессиональная специализированная печь для сварочной проволоки идеальна, если позволяет ваш бюджет, но если нет, вы всегда можете попробовать самодельную печь.
Это очень универсальный сварочный стержень, вероятно, поэтому он один из первых, с которым вы столкнетесь при обучении сварке. Благодаря своей прочности он отлично подходит для сварки конструкций, в том числе на атомных электростанциях, трубах высокого давления и больших мостах.Ключом к получению самых гладких и прочных сварных швов на любом из этих проектов (и других) является перетаскивание его по поверхности металла, хотя вы также можете немного перемещать его из стороны в сторону. В любом случае вы обнаружите, что брызги минимальны.
Сварочный стержень 6013
Опять же, 6013 — это универсальный сварочный стержень, но на этот раз вы можете увидеть, что сварные швы могут выдерживать нагрузку в 60 000 фунтов на квадратный дюйм. Не так много, как 7018, но все же довольно внушительно, и его более чем достаточно для большинства проектов.Здесь последние две цифры — ’13’ — говорят нам о том, что на электроде имеется покрытие с высоким содержанием диоксида титана и калия, поэтому он совместим с переменным, постоянным током + и постоянным током. Это обеспечивает огромную универсальность, так как вы можете использовать его при низких напряжениях и практически с любым сварочным аппаратом, даже если он работает только на переменном токе. Такой уровень универсальности отличает сварочный стержень 6013 от всех остальных, которые мы рассматриваем сегодня.
Новички, вероятно, сначала познакомятся с несколькими другими сварочными стержнями, включая 6010, но это электрод, на который часто не обращают внимания, поскольку он столь же прост в использовании.Одно из основных отличий заключается в том, что они обычно работают в паре с небольшими сварочными аппаратами начального уровня, тогда как некоторые другие сварочные стержни обычно используются с немного более продвинутыми аппаратами.
Поскольку сварочный стержень 6013 не такой прочный, как предыдущий, он лучше подходит для небольших работ, таких как автомобильные проекты. Он обеспечивает среднее проплавление на более тонких металлических листах, хотя стоит отметить, что его следует использовать только с новыми чистыми металлическими листами .Этот сварочный пруток производит немного больше брызг, чем 7018 (но в целом это все еще впечатляюще мало), а любой шлак можно удалить быстро и легко. В результате сварные швы получаются чистыми и красивыми.
Лучше всего при сварке этим электродом перемещать его небольшими круговыми движениями по стыку. Это не только помогает получить прочные сварные швы, но и позволяет контролировать скорость.
Как и в случае с большинством электродов, вы должны стараться не допускать контакта 6013 с какой-либо водой.Его следует хранить во влагонепроницаемом контейнере, а если он по какой-либо причине станет влажным, то перед использованием его следует тщательно просушить в теплой печи для сварочных электродов.
Сварочный стержень 6011
Сварочные стержни 6011 и 6010 очень похожи, поэтому многие люди задаются вопросом, в чем преимущества одного из них по сравнению с другим. Классификация сварки говорит о том, что они оба могут выдерживать нагрузку в 60 000 фунтов на квадратный дюйм, и оба являются сварочными прутьями во всех положениях.На первый взгляд, между ними не так много общего, но на самом деле классификация — это то, на чем сходство заканчивается …
Последняя цифра классификации — одно из ключевых различий между этими двумя электродами — и еще один фактор, который твердо стоит в пользу 6011. ’11’ означает, что он имеет покрытие из целлюлозы и калия, которое (как и 7018) может использоваться как с переменным, так и с постоянным + током. В результате вы обнаружите, что можете использовать его практически с любым сварочным аппаратом, даже начинающим.
Аппарат 6011 очень прост в использовании, но при этом обеспечивает глубокое проплавление сварных швов. В отличие от 6013, вам не нужно прикасаться к чистому металлу с помощью этого электрода, так как он может легко прорезать грязный или корродированный металл. В результате это отличный выбор для сварщиков, выполняющих ремонтные работы.
Этот сварочный стержень действительно производит небольшое количество шлака, но его немного сложнее удалить, чем шлак из других сварочных стержней, включая 6010. В основном это зависит от личного выбора, но если вы не хотите тратить слишком много времени и усилия по откалыванию шлака, тогда, возможно, 6011 не стоит на первом месте в вашем списке.
Сварочный стержень 6010
Как мы уже установили, легко сравнить, насколько электрод 6010 похож на электрод 6011. Электрод 6010 такой же прочный, и его также можно использовать во всех положениях.
Однако у него есть один существенный недостаток по сравнению с 6011. 6010 имеет покрытие с высоким содержанием натриевой целлюлозы (на что указывает ’10’ в его классификации), поэтому его можно использовать с током DC + только . Это означает, что сварочный стержень 6010, каким бы блестящим он ни был для множества различных применений, становится бесполезным, если у вас есть сварочный аппарат, работающий только на переменном токе.
Кроме того, 6010 — очень распространенный сварочный стержень, но это не значит, что его легко использовать. Фактически, многим новичкам сложно освоить этот электрод из-за того, что он дает очень плотную дугу. Если у вас нет навыков контролировать тугую дугу, вы даже не сможете начать делать прочные и чистые сварные швы, что может деморализовать и расстроить.
Тем не менее, если у вас есть навыки и правильный сварочный аппарат для использования 6010, он может производить отличные сварные швы.Как и 6011, он отлично подходит для глубокого проникновения и резки грязного, ржавого или ржавого металла, что делает его идеальным для обслуживания. Этот электрод также является одним из наиболее популярных вариантов для корневых проходов на трубах из-за того, что он движется заметно более плавно, чем электрод 6011, а также потому, что шлак легче отслаивается.
По большей части этот сварочный пруток можно хранить при комнатной температуре при условии, что он сухой. Если он все же будет контактировать с влагой в течение нескольких часов или более, то перед использованием его необходимо тщательно высушить.Как и большинство электродов, вам придется выбросить 6010, если он намокнет.
Сварочные стержни вкратце
Надеюсь, к настоящему времени должно быть ясно, что выбор правильного сварочного стержня — это гораздо больше, чем кажется на первый взгляд. Важно овладеть искусством использования четырех основных и наиболее распространенных сварочных стержней, так как это значительно упростит понимание принципов и свойств других, когда ваша сварка станет более сложной.
Все четыре сварочных стержня, которые мы рассмотрели, являются стержнями для любых положений, что обеспечивает большую универсальность; все, кроме 6010, могут использоваться как с переменным, так и с постоянным током +.В этом смысле сварочный стержень 6010 немного более специализирован, поскольку для его использования требуются специальные инструменты и более высокий уровень навыков.
Вот почему 6011, вероятно, лучший выбор для начинающих, особенно для тех, кто будет работать с грязными металлами. Он дает немного более грязные сварные швы, чем 6010, хотя его легче использовать. Оба обеспечивают глубокие сварные швы, что делает их идеальными для более сложных ремонтных и ремонтных работ.
Электрод 6013 стоит отдельно от двух других электродов, которые также могут выдерживать нагрузку 60 000 фунтов на квадратный дюйм, поскольку его можно использовать практически с любым сварочным аппаратом.Вместо того, чтобы использовать этот электрод для ремонта и обслуживания, этот электрод лучше подходит для кузовных работ и других автомобильных проектов. Его следует использовать с чистыми новыми листами металла, но при условии, что вы отметите этот флажок, это отличный и простой в использовании сварочный стержень, который определенно стоит попробовать.
С учетом всех обстоятельств сварочный стержень 7018 определенно является старшим братом трех других. Он прочнее и ровнее, чем остальные, что делает его идеальным для сварных швов под высоким напряжением. Когда он не используется, его нужно держать в сухом состоянии, но это небольшая осторожность, которую нужно приложить для достижения отличных результатов.
Ниже вы найдете небольшую таблицу сварочных стержней, в которой сравниваются все различные характеристики этих электродов (и нескольких других распространенных типов), которую вы можете использовать в качестве краткого справочного руководства, которое поможет вам в мастерской.
Таблица сварочных стержней
У всех четырех сварочных стержней есть свои качества, сильные и слабые стороны. Выберите неправильный, и ваши сварные швы получатся слабыми и грязными, но выберите правильный электрод для работы, и сварка будет легкой!
Стр. 80 — Справочник данных по присадочным металлам ESAB
Диаметр
Длина
Дюймы
мм Дюймы
мм
5/64
2. 0
12
300
3/32
2,4
12
300
1/8
3,2
14
350
5/32
4.0
14
350
3/16
4.8
14
350
7/32
5,6
18
450
1/4
6. 4
18
450
5/16
8.0
18
450
Таблица преобразования размеров электрода
Количество электродов ATOM ARC на фунт (кг)
Диаметр, дюйм
(
мм)
3/32
(2.4)
1/8
(3,2)
5/32
(4,0)
3/16
(4.8)
7/32
(5,6)
1/4
(6. 4)
Длина в
(
мм)
14
(350)
14
(350)
14
(350)
14
(350)
18
(450)
18
(450)
Штук / фунт
(
кг)
21,0
(46,3)
13.0
(28,7)
9. 2
(20,3)
6.6
(14,5)
3.8
(8.4)
2,9
(6.4)
АТОМ ДУГА
®
Электроды с низким содержанием водорода на железном порошке
Процедура сварки:
Опытные сварщики находят электроды Atom Arc на удивление простыми в использовании по сравнению с электродами.
обычные электроды с низким содержанием водорода и сильно отличаются от обычных электродов из низкоуглеродистой стали.В
Для получения максимальной производительности от этих электродов необходимо предпринять следующие шаги.
Правильный ток
—
Установите источник питания на соответствующую силу тока на любом DCEP
(
Электрод положительный) или переменного тока (AC).
Стартовая техника
—
Ударьте электродом перед обычной начальной точкой и сделайте шаг назад к предыдущей
шарик. Уменьшите длину дуги до нужной высоты и продолжайте.
Не используйте технику взбивания
—
Его нельзя использовать с электродом 7018.Использовать
прямое продвижение по всем позициям. Ткачество можно использовать как
Что означают числа на сварочном стержне? SMAW и FCAW
0
Последнее обновление
Вы часто не задумываетесь о цифрах на сварочном стержне, когда на самом деле свариваете. Когда вы держите это жало и накладываете валики в стык, помимо ваших общих навыков сварки и знания аппарата, есть факторы, которые определяют качество сварного шва.Все начинается с того, какой электрод вы используете.
На стороне этого электрода есть что-то похожее на код. Для непрофессионала это, вероятно, не имеет особого смысла. Но для сварщиков любого уровня важно иметь хотя бы поверхностное представление о типах электродов, которые вы будете использовать.
Электроды SMAW
Сварочные электроды, обычно называемые сварочными стержнями, представляют собой длинные куски присадочного металла, покрытые флюсом. Они предназначены для использования для SMAW (дуговая сварка защищенного металла).При использовании постоянного тока от источника сварочного тока присадочный металл плавится и осаждается на основной металл, а флюс помогает обеспечить целостность сварного шва. Вот некоторые из наиболее распространенных сварочных стержней.
E6010 — универсальный стержень, особенно используемый при сварке труб, известный своей плотной дугой
E6011 — универсальный стержень, который рекомендуется использовать при проведении технического обслуживания или там, где металл заржавел и / или загрязнен
E7018 — универсальная штанга, которую предпочитают слесари и монтажники из-за ее большей прочности на разрыв и универсальности
E7024 — Стержень, который можно использовать только в горизонтальном и горизонтальном положениях.Иногда называют «реактивным стержнем». Образует большую лужу, которая медленно остывает, поэтому используется только в ровном и горизонтальном положении. Этому процессу способствует высокое содержание порошка железа во флюсе.
Это лишь некоторые из множества сварочных стержней. Как мы видим, все они имеют несколько разные характеристики — от характеристик дуги до прочности на разрыв и положения, в котором можно сваривать. Но что число может сказать нам о характеристиках? Давайте взглянем.
Кредит изображения: Мати Нусерм, Shutterstock
Что означают цифры на сварочном стержне?
Электроды SMAW
Давайте возьмем электрод E7018 в качестве отправной точки для объяснения системы нумерации.
E — Это означает, что стержень является токоведущим электродом.
70 — Эти две цифры указывают на то, что в сварном шве имеется предел прочности на разрыв 70 000 фунтов на квадратный дюйм.
1 — цифра «1» означает, что это универсальный стержень. 2 означает, что стержень можно использовать только в плоском или горизонтальном положении.
8 — цифра «8» указывает на то, что стержень имеет низкое содержание водорода и калия с покрытием из железного порошка и что его можно использовать с любой полярностью (DC +, DC- или AC).
Последнее число, «8» в случае нашей удочки E7018, требует дополнительных пояснений. Вот подробная таблица, которая поможет вам определить, какое покрытие обозначено номером, а также полярность, которая будет использоваться при сварке:
#
Состав покрытия
Полярность при сварке
0
Натрийцеллюлоза с высоким содержанием целлюлозы
DC +
1
Калий с высоким содержанием целлюлозы
переменного тока, постоянного тока +, постоянного тока —
2
Натрий с высоким содержанием диоксида титана
переменного тока, постоянного тока —
3
Калий с высоким содержанием диоксида титана
переменного тока, постоянного тока +
4
Железный порошок и диоксид титана
переменного тока, постоянного тока +, постоянного тока —
5
Натрий с низким содержанием водорода
DC +
6
Калий с низким содержанием водорода
переменного тока, постоянного тока +
7
Высокий оксид железа и порошок железа
переменного тока, постоянного тока +, постоянного тока —
8
Порошок калия и железа с низким содержанием водорода
переменного тока, постоянного тока +, постоянного тока —
Несмотря на то, что на сварочном стержне есть номера, стержневые электроды — не единственный тип электродов, который имеет систему классификации номеров. Дуговая сварка порошковой проволокой (FCAW) — это полуавтоматический процесс сварки, в котором используется механизм подачи проволоки. На боковой стороне рулона сварочной проволоки также есть специальный код для сварки порошковой проволокой.Давайте возьмем E71T-1C / M в качестве примера.
E: Это означает, что провод является токоведущим электродом.
7: Эта цифра, умноженная на 10 000, дает общую прочность на растяжение сварного шва. В данном случае это 70 000 фунтов на квадратный дюйм.
1: «1» означает, что эту проволоку можно использовать для сварки во всех положениях. «0» означает, что его можно сваривать только в плоском или горизонтальном положении.
T-1: Это означает, что электрод представляет собой трубчатую порошковую проволоку с рутиловым флюсом.
C / M: В качестве защитного газа может использоваться 100% диоксид углерода (C) или смесь (M), например аргон / диоксид углерода.
Классификация этих проводов в целом имеет тенденцию быть немного более сложной, поскольку она включает самозащитный провод и провод, для которого также требуется защитный газ. См. Дальнейшее описание с веб-сайта Lincoln Electric здесь.
Кредит изображения: YAKISTUDIO, Shutterstock
Часто задаваемые вопросы
Как выбрать сварочный стержень?
Все зависит от приложения.Вам необходимо определить, позволяют ли характеристики дуги получить желаемый вид сварного шва. Например, E6010 идеально подходит для приваривания корневого прохода на стыке труб. Это потому, что он известен как стержень «быстрого замораживания». Сварной шов быстро остынет, поэтому он не выпадет из корневого зазора.
Сварочный стержень какого размера мне следует использовать?
Это зависит от того, работаете ли вы над планом. Если вы свариваете дома, вам подойдет пруток E7018 3/32 дюйма.Но учтите, что угловые швы определенных размеров легче выполнить с помощью стержней определенного размера.
Как вы храните сварочные стержни?
Некоторые сварочные стержни могут оставаться вне помещения при комнатной температуре, например, E7024. Остальные необходимо хранить в печи с подогревом на стержне, например E7018. Проверьте спецификации удилищ, чтобы узнать, как их следует хранить.
Кредит изображения: vladee, Shutterstock
Заключение
Эти цифры на сварочном пруте или рулоне проволоки могут многое рассказать о том, как их следует сваривать.Сюда входят положение при сварке, полярность и характеристики дуги. Но самое главное, они необходимы для того, чтобы отличать разные типы сварочных стержней друг от друга.


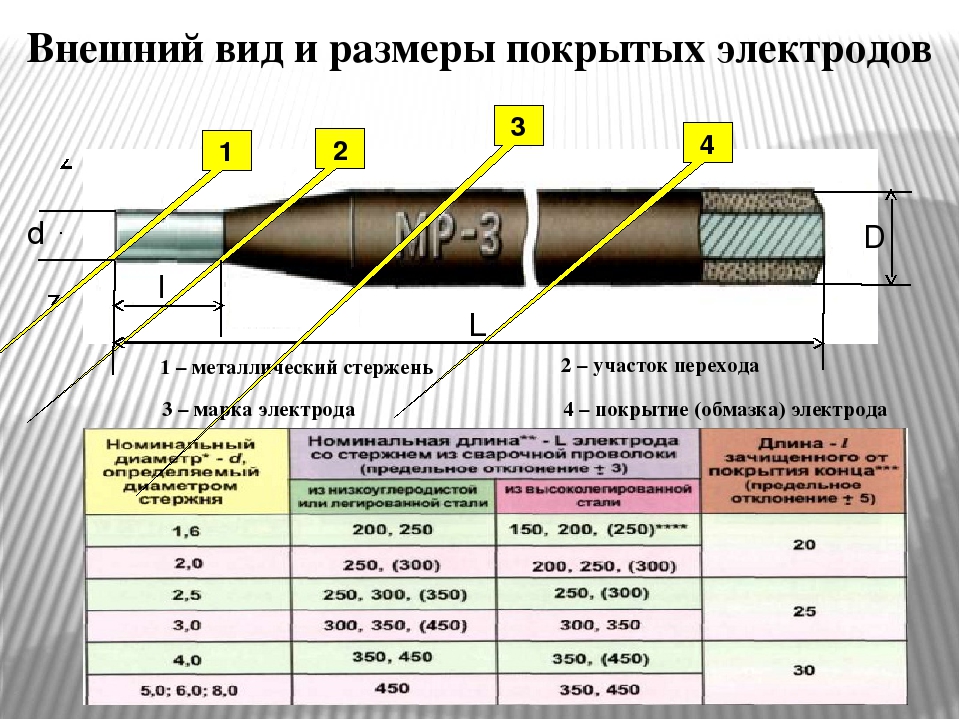


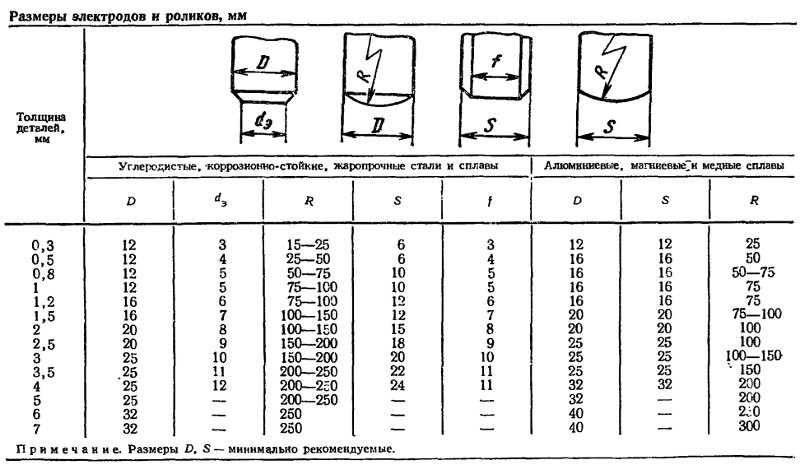 Сварочные электроды 1 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;
Сварочные электроды 1 мм – предназначены для работы с металлом, толщина которого 1-1,5 мм, при силе тока 20-25А;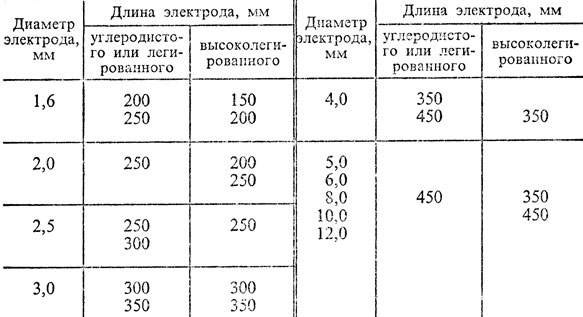 Электроды сварочные 3 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А;
Электроды сварочные 3 мм – наиболее широко применяемый диаметр электрода, в соответствии с ГОСТ9466-75 для низкоуглеродистой и легированной стали выпускаются трех размеров 300, 350 и 450 мм, предназначены для работы с металлами, толщина которых от 2 до 5 мм с силой тока 70-140А; Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А;
Предназначены для работы с металлами, толщина которых от 4 до 15 мм с силой тока 150-280А; К примеру, при диаметре электрода 3 мм для УОНИ 13/55 сила тока 70-100А, а для МР-3 сила тока 80-140А.
К примеру, при диаметре электрода 3 мм для УОНИ 13/55 сила тока 70-100А, а для МР-3 сила тока 80-140А. 99]
99]
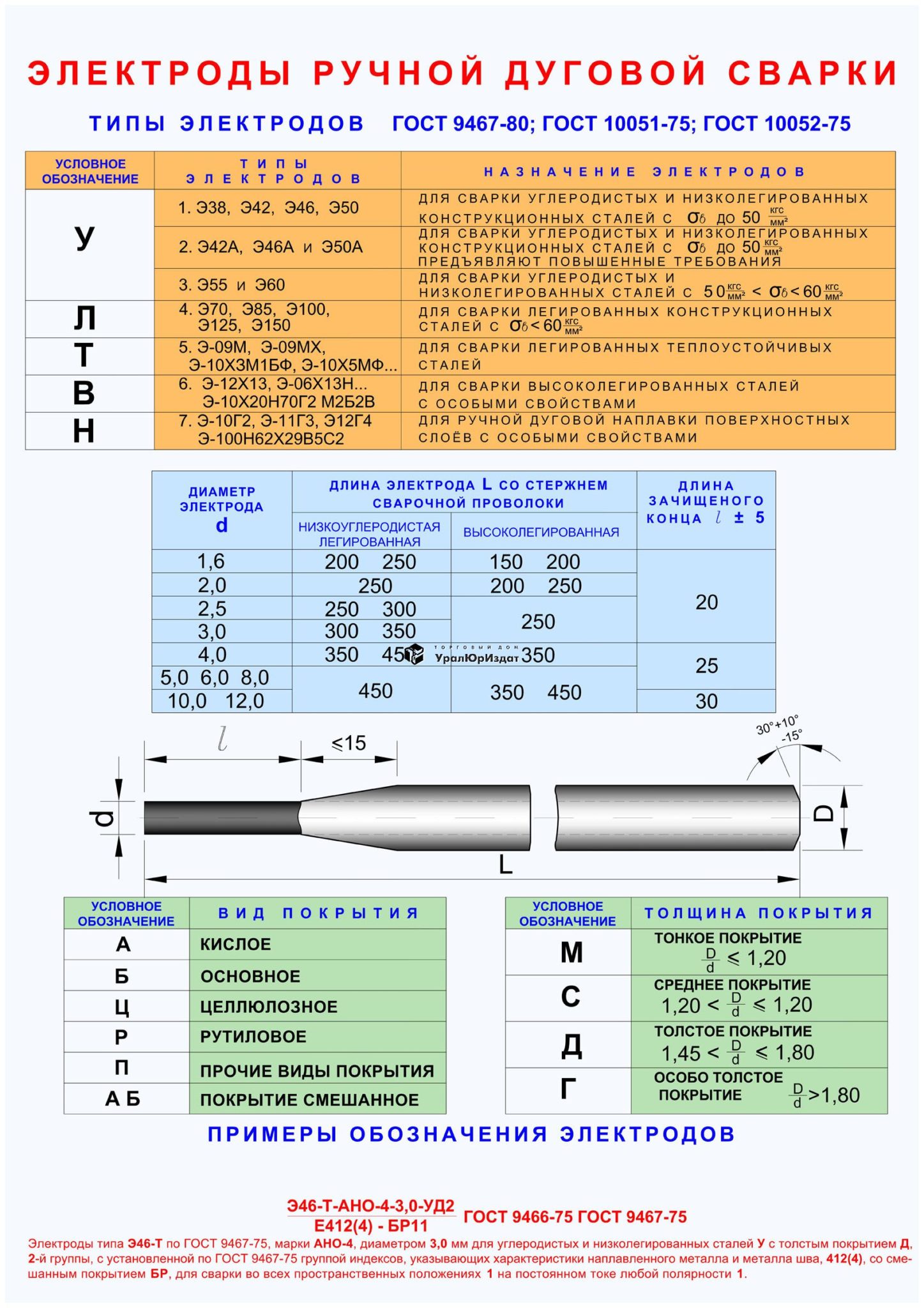 Сварку стенок толщиной до 10 мм ведут левым способом. Дуга должна быть как можно короче.
[c.270]
Сварку стенок толщиной до 10 мм ведут левым способом. Дуга должна быть как можно короче.
[c.270] [c.447]
[c.447] С увеличением толщины свариваемого металла и диаметра электродов надо брать больший ток, так как очевидно, что для надлежащего расплавления более толстого металла, лучше отводящего тепло, требуется большее количество тепла в месте сварки. Сначала выбирают диаметр электрода в зависимости от толщины свариваемого
[c.97]
С увеличением толщины свариваемого металла и диаметра электродов надо брать больший ток, так как очевидно, что для надлежащего расплавления более толстого металла, лучше отводящего тепло, требуется большее количество тепла в месте сварки. Сначала выбирают диаметр электрода в зависимости от толщины свариваемого
[c.97] Изолированный электрод на фюзеляже самолета через кабель длиной 20 м соединялся с осциллографом. Входное сопротивление осциллографа = 10 Ом, емкость зонда с подводящей цепью (7 5 10 Ф. Среднее расстояние зонда от среза сопла двигателя 0.5 м. В процессе испытаний варьировалась скорость двигательной струи посредством уменьшения приведенного числа п оборотов компрессора двигателя. В результате обработки осциллограмм определялись амплитуда А и характерная частота О электрического сигнала. С помощью специальной методики измерялся ток выноса J двигательной струи.
[c.621]
Изолированный электрод на фюзеляже самолета через кабель длиной 20 м соединялся с осциллографом. Входное сопротивление осциллографа = 10 Ом, емкость зонда с подводящей цепью (7 5 10 Ф. Среднее расстояние зонда от среза сопла двигателя 0.5 м. В процессе испытаний варьировалась скорость двигательной струи посредством уменьшения приведенного числа п оборотов компрессора двигателя. В результате обработки осциллограмм определялись амплитуда А и характерная частота О электрического сигнала. С помощью специальной методики измерялся ток выноса J двигательной струи.
[c.621] Вертикальное расположение выступов позволяет электролиту свободно циркулировать между верхними и нижними его слоями.
[c.58]
Вертикальное расположение выступов позволяет электролиту свободно циркулировать между верхними и нижними его слоями.
[c.58] 284]
284] Размеры литого ядра находятся в допустимых пределах.
[c.184]
Размеры литого ядра находятся в допустимых пределах.
[c.184] Кроме того, нельзя допускать использование электродов, размеры которых не соответствуют допустимым в результате износа и переточек.
[c.83]
Кроме того, нельзя допускать использование электродов, размеры которых не соответствуют допустимым в результате износа и переточек.
[c.83] [c.183]
[c.183] Несколько измерений было сделано при Тф/Ти=12/48 мкс.
[c.148]
Несколько измерений было сделано при Тф/Ти=12/48 мкс.
[c.148] Размеры образца должны исключать возможность перекрытия.
[c.400]
Размеры образца должны исключать возможность перекрытия.
[c.400] С увеличением скорости охлаждения эффект подавления диффузионного механизма кристаллизации проявляется в уменьшении количества первичных карбидов ниобия, благодаря чему
[c.149]
С увеличением скорости охлаждения эффект подавления диффузионного механизма кристаллизации проявляется в уменьшении количества первичных карбидов ниобия, благодаря чему
[c.149]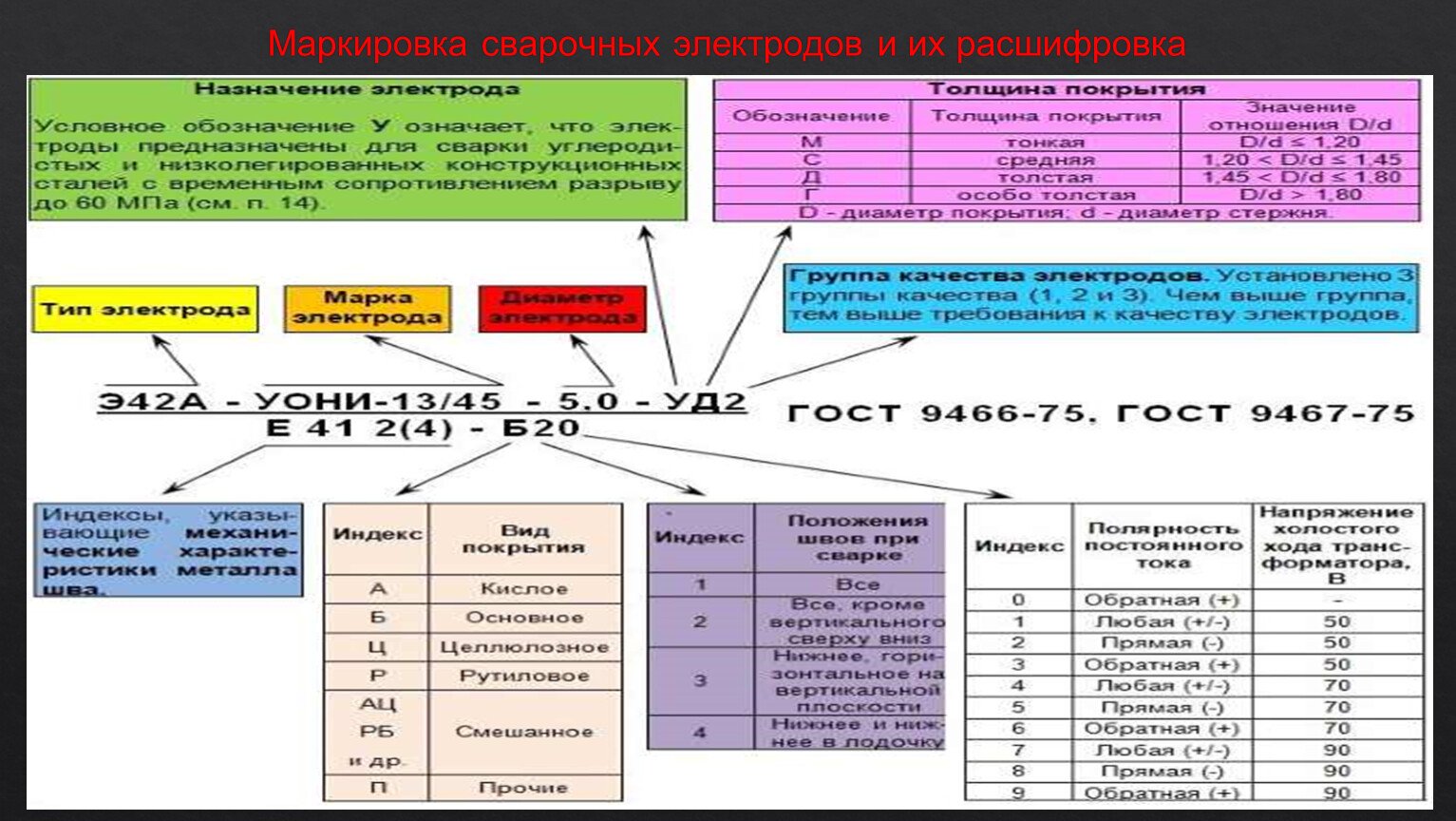 Такой трансформатор типа ТРП-1200 разработан В. С. Павлюченко, который также изучал способ воз-душно-электроконтактной резки на переменном токе. Резка производится переменным током 1100—1300 а при напряжении дуги 28— 30 в используются графитизированные электроды размером 15 х X 25 X 450 мм (для обработки отливок) или 12 х 12 х 400 мм и 16 X 16 X 400 мм ( щя разделки трещин и фасок под сварку и прорезания узких щелей). Коэффициент выплавления металла составляет 18—20 е/а ч для хромоникелевой стали и до 42 г/а ч для меди.
[c.214]
Такой трансформатор типа ТРП-1200 разработан В. С. Павлюченко, который также изучал способ воз-душно-электроконтактной резки на переменном токе. Резка производится переменным током 1100—1300 а при напряжении дуги 28— 30 в используются графитизированные электроды размером 15 х X 25 X 450 мм (для обработки отливок) или 12 х 12 х 400 мм и 16 X 16 X 400 мм ( щя разделки трещин и фасок под сварку и прорезания узких щелей). Коэффициент выплавления металла составляет 18—20 е/а ч для хромоникелевой стали и до 42 г/а ч для меди.
[c.214] Конечное положение рабочей части электрода отстоит от профиля детали на расстоянии, равном сумме величин межэлектродного зазора и припуска на последующую обработку (на чистовые режимы и слесарную обработку). Затем вводят коррекцию на величину сдвига амплитуды колебанил (эксцентриситет) электрода-инструмента. Через полученные точки проводят контурные линии, которые и являются контуром скорректированного электрода-инструмента.
[c.247]
Конечное положение рабочей части электрода отстоит от профиля детали на расстоянии, равном сумме величин межэлектродного зазора и припуска на последующую обработку (на чистовые режимы и слесарную обработку). Затем вводят коррекцию на величину сдвига амплитуды колебанил (эксцентриситет) электрода-инструмента. Через полученные точки проводят контурные линии, которые и являются контуром скорректированного электрода-инструмента.
[c.247] 28]
28] Шов получается с идеально наплавленным металлом, с высокой стойкостью к растрескиванию и ударной вязкостью, корневой чешуйчатый валик совершенно без дефектов. По этим признакам электроды ЛБ 52У лучше большинства низководородных аналогов.
Шов получается с идеально наплавленным металлом, с высокой стойкостью к растрескиванию и ударной вязкостью, корневой чешуйчатый валик совершенно без дефектов. По этим признакам электроды ЛБ 52У лучше большинства низководородных аналогов. 2
2 0
0
 При использовании инструмента 4,0 x 400 мм величина тока — 130–180 А, а при такой же длине, но с диаметром 5,0 — 180–240 А.
При использовании инструмента 4,0 x 400 мм величина тока — 130–180 А, а при такой же длине, но с диаметром 5,0 — 180–240 А.
 Своей хозяйство требует много работы и обслуживания. Очень часто возникают моменты, когда надо сварить металл, например, починить забор. И здесь, чтобы сэкономить на вызове сварщиков, многие стараются самостоятельно освоить дуговую сварку. В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов.
Своей хозяйство требует много работы и обслуживания. Очень часто возникают моменты, когда надо сварить металл, например, починить забор. И здесь, чтобы сэкономить на вызове сварщиков, многие стараются самостоятельно освоить дуговую сварку. В статье речь пойдет о выборе сварочных электродов для различных металлов и сплавов. Таких характеристик сполна хватит, чтобы сварить забор, ворота, армированные каркасы или трубы. А это значит, что они оптимальны для домашнего хозяйства;
Таких характеристик сполна хватит, чтобы сварить забор, ворота, армированные каркасы или трубы. А это значит, что они оптимальны для домашнего хозяйства; Таких характеристик сполна хватит, чтобы сварить забор, ворота, армированные каркасы или трубы. А это значит, что они оптимальны для домашнего хозяйства;
Таких характеристик сполна хватит, чтобы сварить забор, ворота, армированные каркасы или трубы. А это значит, что они оптимальны для домашнего хозяйства; Это надежные проверенные годами приборы, благодаря простой конструкции обладают высокой ремонтопригодностью.
Это надежные проверенные годами приборы, благодаря простой конструкции обладают высокой ремонтопригодностью.
 На сегодня – это самый часто используемый сварочный аппарат. Имея небольшой вес и компактные размеры, инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована. Профессионалам такой инструмент позволяет существенно увеличить производительность труда.
На сегодня – это самый часто используемый сварочный аппарат. Имея небольшой вес и компактные размеры, инверторы обладают высокой мощностью и функциональностью. Новички выбирают их в первую очередь потому, что система настройки режимов работы полностью автоматизирована. Профессионалам такой инструмент позволяет существенно увеличить производительность труда.
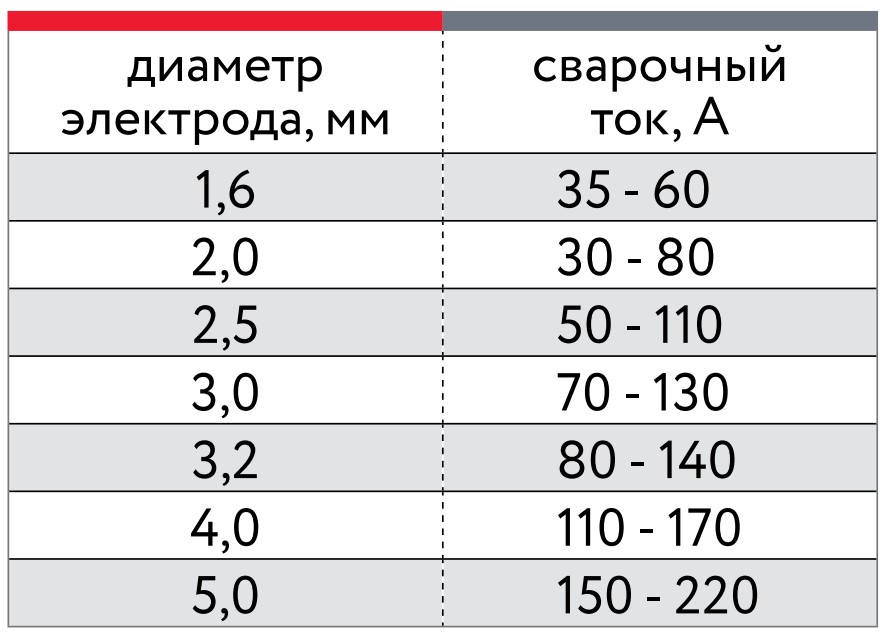 Также способствуют защите обрабатываемого металла от газовых выделений и шлаковых брызг. Для работы с нержавейкой или медью их производят из специальных сплавов. А вот для аргоновой сварки рекомендуется использовать неплавящиеся электроды.
Также способствуют защите обрабатываемого металла от газовых выделений и шлаковых брызг. Для работы с нержавейкой или медью их производят из специальных сплавов. А вот для аргоновой сварки рекомендуется использовать неплавящиеся электроды. Основные электроды подходят для создания ответственных швов на конструкциях, которым предназначена эксплуатация в суровых условиях. Но они имеют и свои недостатки: неправильно выставленная дуга при работе, либо влажное покрытие могут привести к образованию пористой структуры. К тому же, работать с ними можно только на постоянном обратном токе;
Основные электроды подходят для создания ответственных швов на конструкциях, которым предназначена эксплуатация в суровых условиях. Но они имеют и свои недостатки: неправильно выставленная дуга при работе, либо влажное покрытие могут привести к образованию пористой структуры. К тому же, работать с ними можно только на постоянном обратном токе;
 Эти рекомендации даются производителем на коробке с электродами.
Эти рекомендации даются производителем на коробке с электродами. Но здесь существует один нюанс. При работе инвертором, толщина электрода будет влиять на рабочую плотность тока, снижая ее. Это приводит к нестабильности и колебанию дуги, что в свою очередь скажется на качестве шва – он станет более широким, а провар менее глубоким. Хорошо, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таковых данных нет, то можно опираться на усредненные показатели:
Но здесь существует один нюанс. При работе инвертором, толщина электрода будет влиять на рабочую плотность тока, снижая ее. Это приводит к нестабильности и колебанию дуги, что в свою очередь скажется на качестве шва – он станет более широким, а провар менее глубоким. Хорошо, если производитель сварочного аппарата указал все необходимые параметры сварочного тока, если таковых данных нет, то можно опираться на усредненные показатели: Они имеют свою маркировку, разобраться с которой несложно. Самый популярный бренд, который у нас представлен, называется ESAB. Он маркирует свои электроды буквенно-численными значениями. Вначале всегда идет OK, после которых прописываются 4 цифры.
Они имеют свою маркировку, разобраться с которой несложно. Самый популярный бренд, который у нас представлен, называется ESAB. Он маркирует свои электроды буквенно-численными значениями. Вначале всегда идет OK, после которых прописываются 4 цифры. 20. Потребуются для работы с алюминием.
20. Потребуются для работы с алюминием. ..
..
 К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
 Эти обстоятельства следует учитывать при выборе режимов сварки.
Эти обстоятельства следует учитывать при выборе режимов сварки.


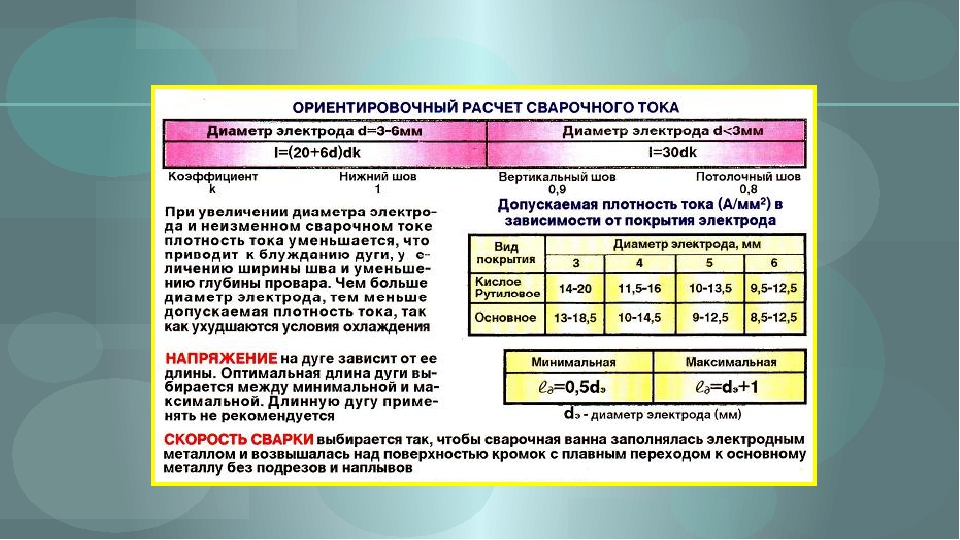

 2.
2. 3. Виды сварных швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной
3. Виды сварных швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной
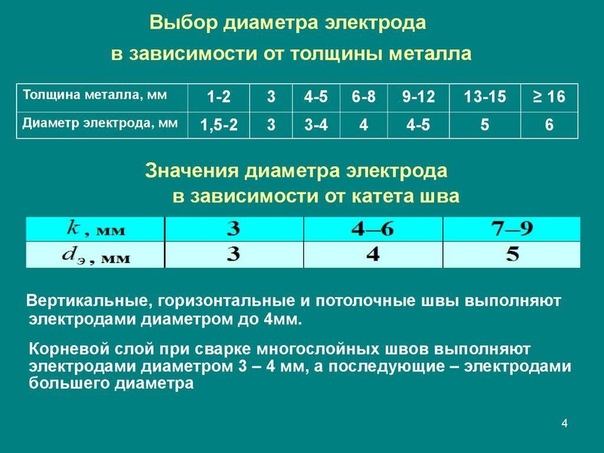
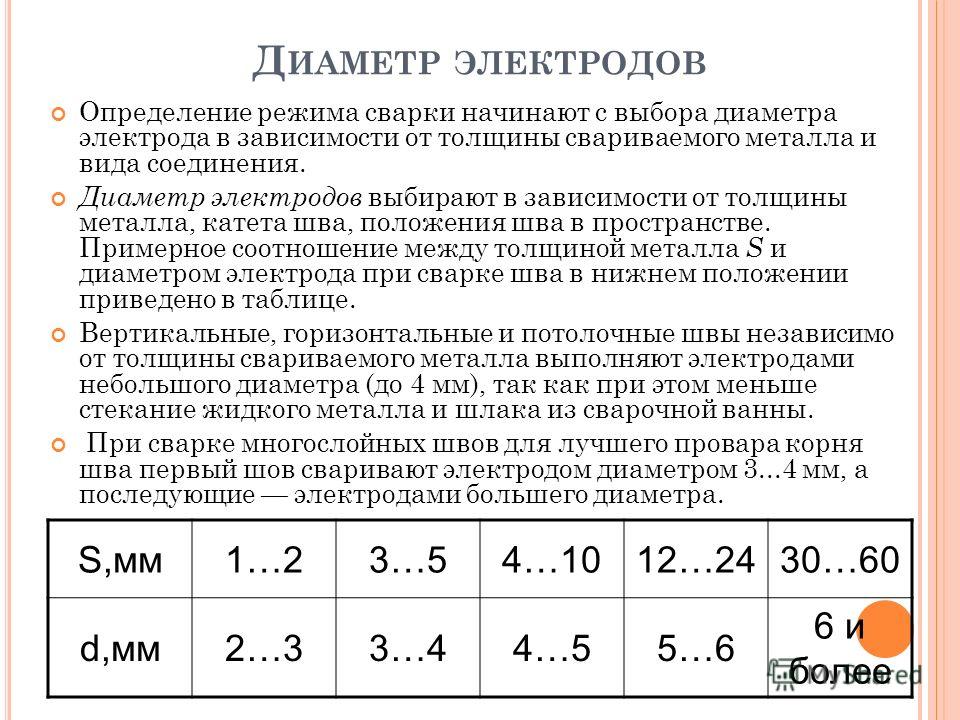 На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.



 Полярность фиксирована, обычно труба (масса) имеет положительный заряд, а электрод – отрицательный. Труба притягивает электроны, и они перемещаются от электрода к трубе. Эта технология используется для большинства свариваемых металлов.
Полярность фиксирована, обычно труба (масса) имеет положительный заряд, а электрод – отрицательный. Труба притягивает электроны, и они перемещаются от электрода к трубе. Эта технология используется для большинства свариваемых металлов.

 Что нужно знать о выборе правильного типа электрода? Кроме того, как насчет правильного размера электрода и силы тока?
Что нужно знать о выборе правильного типа электрода? Кроме того, как насчет правильного размера электрода и силы тока?
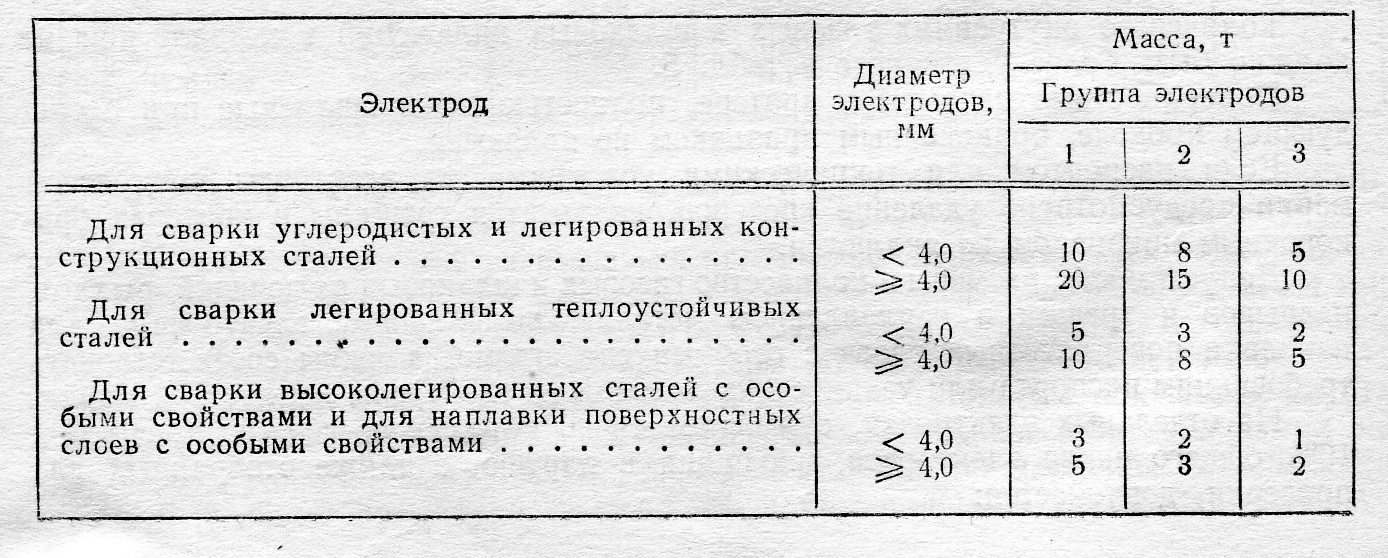
 Д. Требуется высокий OCV.
Д. Требуется высокий OCV.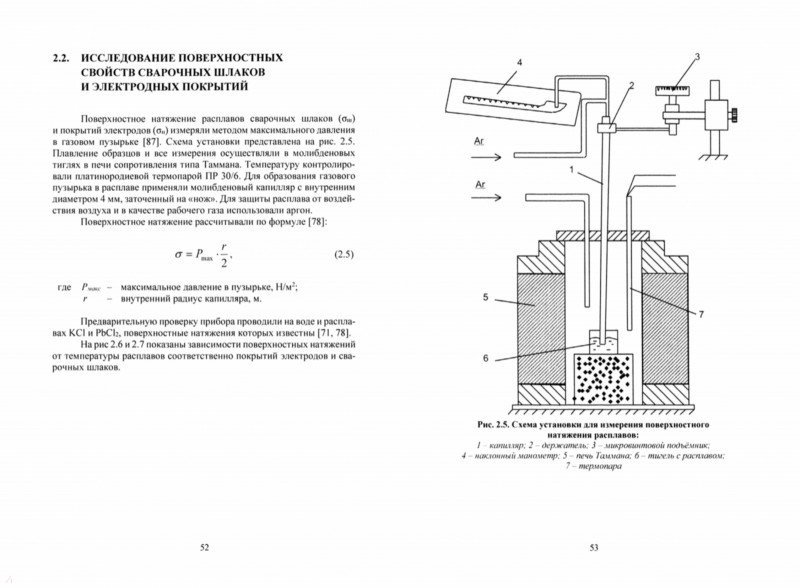

 Сваривать чугун можно прутками, которые могут относиться к разным категориям. Например, чугунные стержни или стержни для никелевых сплавов.
Сваривать чугун можно прутками, которые могут относиться к разным категориям. Например, чугунные стержни или стержни для никелевых сплавов. В результате они могут охватывать большинство марок низкоуглеродистой стали, поэтому вам не о чем беспокоиться.
В результате они могут охватывать большинство марок низкоуглеродистой стали, поэтому вам не о чем беспокоиться. Пластичность — это то, на сколько металл сварного шва может растягиваться без разрушения.
Пластичность — это то, на сколько металл сварного шва может растягиваться без разрушения.
 Эти стержни могут эффективно сжигать покрытия и проникать в корродированный металл.
Эти стержни могут эффективно сжигать покрытия и проникать в корродированный металл. Их мягкая дуга не прожигает металл, а закрывает зазор.
Их мягкая дуга не прожигает металл, а закрывает зазор. Эти стержни создают очень толстое шлаковое покрытие, препятствующее быстрому охлаждению расплавленного металла. Это самые красивые бусины. Кроме того, шлак легко удалить без особых усилий.
Эти стержни создают очень толстое шлаковое покрытие, препятствующее быстрому охлаждению расплавленного металла. Это самые красивые бусины. Кроме того, шлак легко удалить без особых усилий. Они производят шлак, который нелегко удалить и который требует большой очистки между проходами. Кроме того, они не содержат большого количества железного порошка во флюсе.
Они производят шлак, который нелегко удалить и который требует большой очистки между проходами. Кроме того, они не содержат большого количества железного порошка во флюсе. Удилища 308 более чем достаточно, его легче найти и он стоит дешевле.
Удилища 308 более чем достаточно, его легче найти и он стоит дешевле.

 Кроме того, он предлагает самые красивые бусинки и прост в использовании.
Кроме того, он предлагает самые красивые бусинки и прост в использовании.
 Водород внутри зоны термического влияния (HAZ) закаленной стали может вызвать растрескивание, если подвергнется сильному напряжению. HAZ — это обесцвеченная область рядом с буртиком.
Водород внутри зоны термического влияния (HAZ) закаленной стали может вызвать растрескивание, если подвергнется сильному напряжению. HAZ — это обесцвеченная область рядом с буртиком.


 Например, если основной металл составляет 1/8 дюйма, вы выбираете стержень 3/32 дюйма.
Например, если основной металл составляет 1/8 дюйма, вы выбираете стержень 3/32 дюйма. 
 Вы можете оставить корневой зазор размером в половину толщины металла 1/16 дюйма (1,6 мм), но не более. Затем для сварки используйте пруток 3/32 дюйма (2,4 мм).
Вы можете оставить корневой зазор размером в половину толщины металла 1/16 дюйма (1,6 мм), но не более. Затем для сварки используйте пруток 3/32 дюйма (2,4 мм). 4 мм), 1/8 ″ (3,2 мм) и 5/32 ″ (4 мм). Этих размеров достаточно, чтобы сваривать наиболее распространенные объекты сваркой штучной сваркой.
4 мм), 1/8 ″ (3,2 мм) и 5/32 ″ (4 мм). Этих размеров достаточно, чтобы сваривать наиболее распространенные объекты сваркой штучной сваркой. 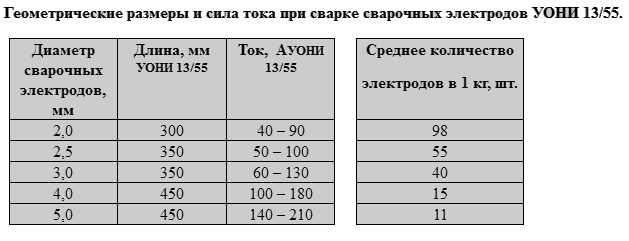 Вы будете иметь дело с большим количеством тепла, ультрафиолетовых лучей, сварочного дыма, брызг, шума и т. Д.
Вы будете иметь дело с большим количеством тепла, ультрафиолетовых лучей, сварочного дыма, брызг, шума и т. Д.
 Идеальная начальная сила тока этого стержня для сварного шва 2F составляет 125 А.
Идеальная начальная сила тока этого стержня для сварного шва 2F составляет 125 А. Чтобы этого не произошло, установите силу тока немного выше или предварительно нагрейте основной металл.
Чтобы этого не произошло, установите силу тока немного выше или предварительно нагрейте основной металл.


 Напряжение дуги не влияет на тепло напрямую, как сила тока, но напрямую влияет на температуру.
Напряжение дуги не влияет на тепло напрямую, как сила тока, но напрямую влияет на температуру.
 Сила тока указана для угловых швов. Для стыкового шва с открытым корнем уменьшите силу тока, чтобы избежать продувания металла.
Сила тока указана для угловых швов. Для стыкового шва с открытым корнем уменьшите силу тока, чтобы избежать продувания металла.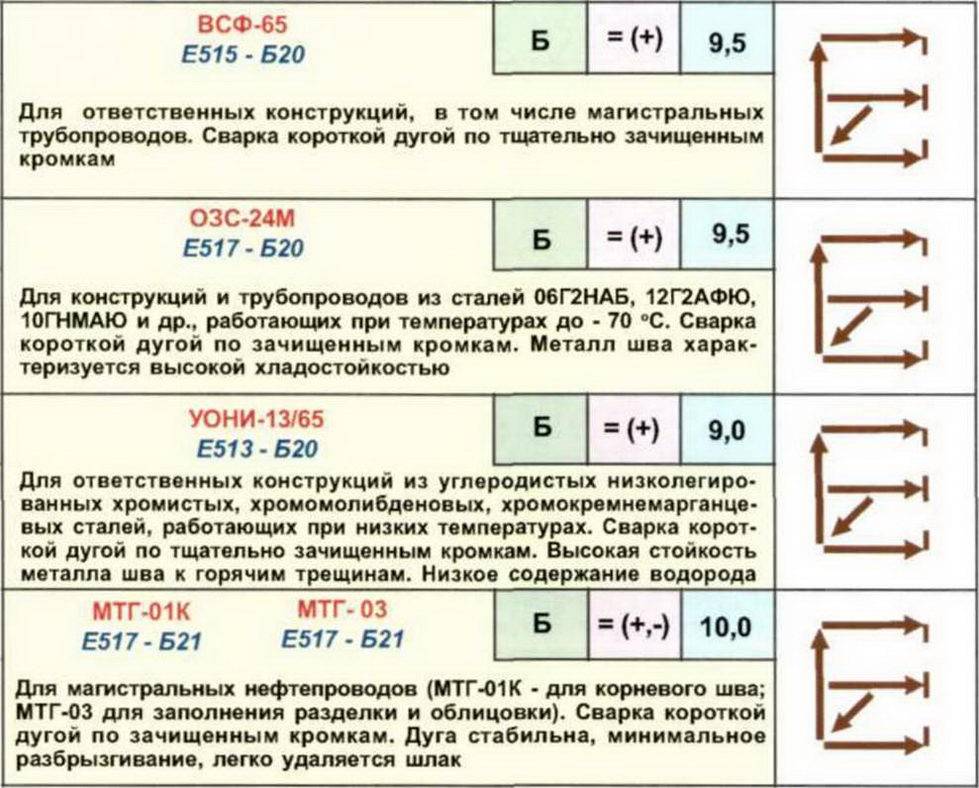

 Следовательно, всегда будьте осторожны, выбирая правильный, прежде чем приступить к работе.
Следовательно, всегда будьте осторожны, выбирая правильный, прежде чем приступить к работе. Третья цифра обычно состоит из трех цифр, таких как 1, 2 и 4.Цифра 1 указывает, что штанги могут работать во всех положениях, 2 представляет плоское или горизонтальное положение, а цифра 4 означает вертикальное, горизонтальное или потолочное положение.
Третья цифра обычно состоит из трех цифр, таких как 1, 2 и 4.Цифра 1 указывает, что штанги могут работать во всех положениях, 2 представляет плоское или горизонтальное положение, а цифра 4 означает вертикальное, горизонтальное или потолочное положение. Это потому, что они не требуют особых навыков и просты в использовании. Но если вам нужно сделать массивную сварку, то вам нужно прибегнуть к помощи больших сварочных стержней.
Это потому, что они не требуют особых навыков и просты в использовании. Но если вам нужно сделать массивную сварку, то вам нужно прибегнуть к помощи больших сварочных стержней.
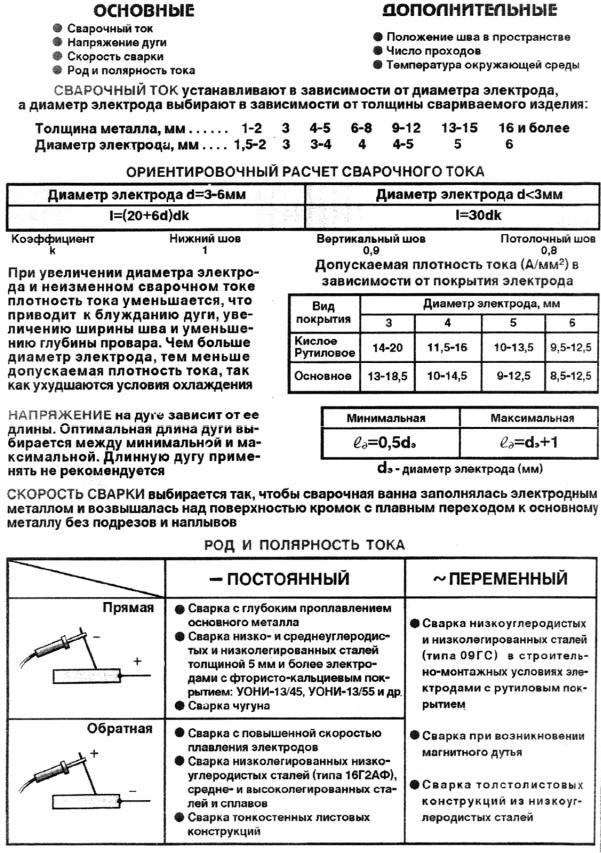 (См. Подробную информацию о: 7013 Сварка)
(См. Подробную информацию о: 7013 Сварка)
 Потому что они не выдерживают таких применений, как производство сосудов высокого давления или котлов, где сварка требует чрезмерных напряжений.
Потому что они не выдерживают таких применений, как производство сосудов высокого давления или котлов, где сварка требует чрезмерных напряжений.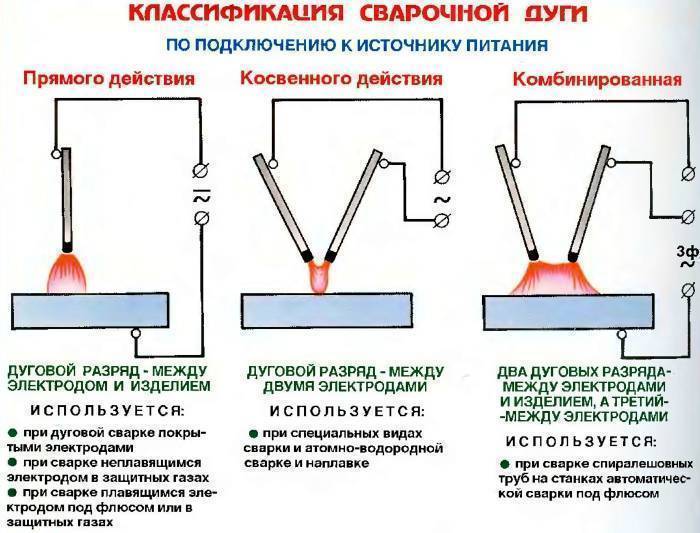
 А для восстановления используйте температуру 500-800 градусов по Фаренгейту, чтобы удалить излишнюю влагу из стержней.
А для восстановления используйте температуру 500-800 градусов по Фаренгейту, чтобы удалить излишнюю влагу из стержней.

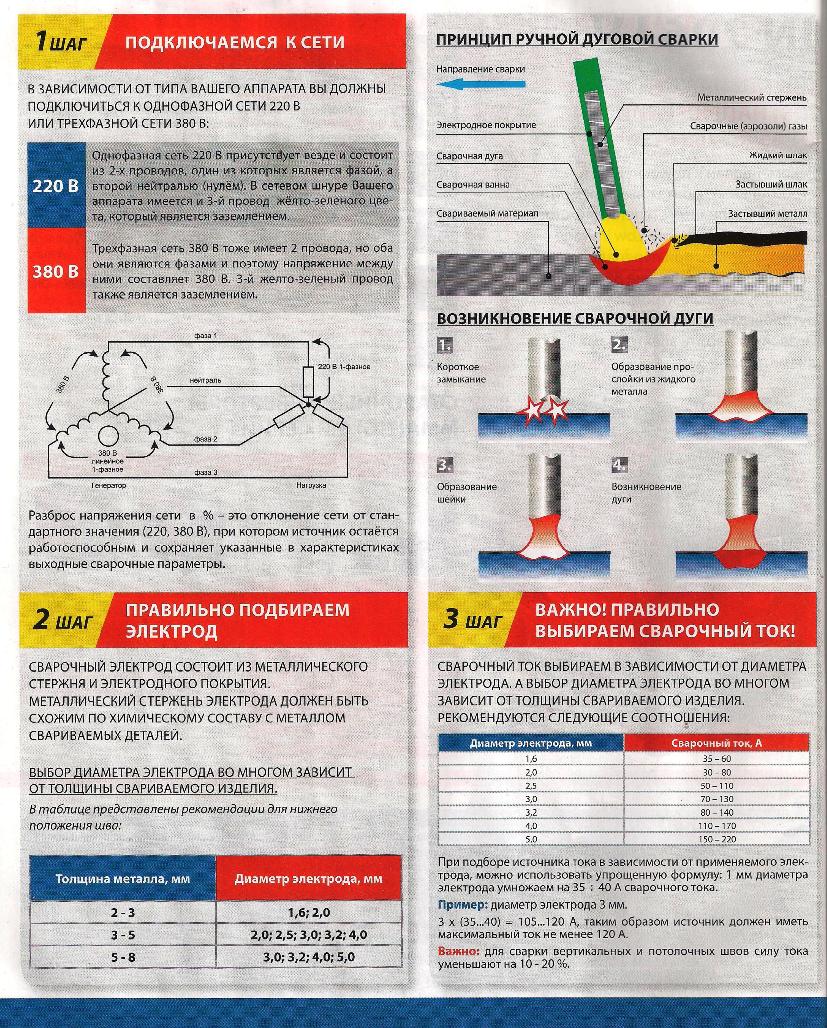


 Состав некоторых из этих проволок почти идентичен составу некоторых из проволок, указанных в спецификации для дуговой сварки в газовой среде.
Состав некоторых из этих проволок почти идентичен составу некоторых из проволок, указанных в спецификации для дуговой сварки в газовой среде. За этими буквами следуют две цифры, которые будут 45, 60 или 65. Они обозначают приблизительную прочность на разрыв в 1000 фунтов на квадратный дюйм (6895 кПа).
За этими буквами следуют две цифры, которые будут 45, 60 или 65. Они обозначают приблизительную прочность на разрыв в 1000 фунтов на квадратный дюйм (6895 кПа).
 Доступны мотки электродной проволоки, которые можно размещать на барабанах, входящих в состав сварочного оборудования. Также есть огромные катушки весом в несколько сотен фунтов.Электродная проволока также доступна в барабанах или разматывающих упаковках, где проволока укладывается в круглый контейнер и вытягивается из контейнера с помощью автоматического механизма подачи проволоки.
Доступны мотки электродной проволоки, которые можно размещать на барабанах, входящих в состав сварочного оборудования. Также есть огромные катушки весом в несколько сотен фунтов.Электродная проволока также доступна в барабанах или разматывающих упаковках, где проволока укладывается в круглый контейнер и вытягивается из контейнера с помощью автоматического механизма подачи проволоки.

 Действие дуги, проплавление и результаты сварки очень похожи. В электроды E6010 и E6011 можно добавлять небольшое количество порошка железа. Это способствует стабилизации дуги и немного увеличивает скорость наплавки.
Действие дуги, проплавление и результаты сварки очень похожи. В электроды E6010 и E6011 можно добавлять небольшое количество порошка железа. Это способствует стабилизации дуги и немного увеличивает скорость наплавки. Это делает его более подходящим для сварки на переменном токе. Его также можно использовать с постоянным током любой полярности. Он производит очень тихую плавную дугу.
Это делает его более подходящим для сварки на переменном токе. Его также можно использовать с постоянным током любой полярности. Он производит очень тихую плавную дугу. В этом классе покрытий не используются целлюлоза, глины, асбест и другие минералы, содержащие комбинированную воду.Это необходимо для обеспечения минимально возможного содержания водорода в атмосфере дуги. Эти электродные покрытия спекаются при более высокой температуре. Электроды с низким содержанием водорода обладают превосходными свойствами металла сварного шва. Они обеспечивают самую высокую пластичность среди всех отложений. Эти электроды имеют среднюю дугу со средним или умеренным проваром. У них средняя скорость наплавки, но для достижения наилучших результатов требуются специальные методы сварки. Электроды с низким содержанием водорода должны храниться в контролируемых условиях.Этот тип обычно используется с постоянным током с положительным электродом (обратная полярность).
В этом классе покрытий не используются целлюлоза, глины, асбест и другие минералы, содержащие комбинированную воду.Это необходимо для обеспечения минимально возможного содержания водорода в атмосфере дуги. Эти электродные покрытия спекаются при более высокой температуре. Электроды с низким содержанием водорода обладают превосходными свойствами металла сварного шва. Они обеспечивают самую высокую пластичность среди всех отложений. Эти электроды имеют среднюю дугу со средним или умеренным проваром. У них средняя скорость наплавки, но для достижения наилучших результатов требуются специальные методы сварки. Электроды с низким содержанием водорода должны храниться в контролируемых условиях.Этот тип обычно используется с постоянным током с положительным электродом (обратная полярность). Этот электрод используется с переменным током и может использоваться с постоянным током, с положительным электродом (обратная полярность). Действие дуги более плавное, но проплавление двух электродов одинаково.
Этот электрод используется с переменным током и может использоваться с постоянным током, с положительным электродом (обратная полярность). Действие дуги более плавное, но проплавление двух электродов одинаково. Электроды для сварки нержавеющей стали также относятся к низководородному типу.
Электроды для сварки нержавеющей стали также относятся к низководородному типу.
 Эти покрытия для волочения проволоки оказывают небольшое стабилизирующее действие на дугу, но в остальном не имеют никакого значения. Электроды без покрытия используются для сварки марганцевой стали и других целей, где электрод с покрытием не требуется или нежелателен. Схема переноса металла по дуге неизолированного электрода показана на рисунке 5-29.
Эти покрытия для волочения проволоки оказывают небольшое стабилизирующее действие на дугу, но в остальном не имеют никакого значения. Электроды без покрытия используются для сварки марганцевой стали и других целей, где электрод с покрытием не требуется или нежелателен. Схема переноса металла по дуге неизолированного электрода показана на рисунке 5-29. Это помогает сделать поток расплавленного металла более равномерным.
Это помогает сделать поток расплавленного металла более равномерным.

 Медленное охлаждение также оказывает отжигающий эффект на наплавленный металл.
Медленное охлаждение также оказывает отжигающий эффект на наплавленный металл. Этот тип электрода имеет относительно низкую токовую нагрузку и низкую стойкость к загрязнениям.
Этот тип электрода имеет относительно низкую токовую нагрузку и низкую стойкость к загрязнениям. Поддержание формы электрода и уменьшение включений вольфрама в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при пуске от касания.
Поддержание формы электрода и уменьшение включений вольфрама в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при пуске от касания. Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (электрод отрицательный), либо для того и другого. Многие, но не все электроды постоянного тока могут использоваться с переменным током. Постоянный ток является предпочтительным для многих типов покрытых, цветных, неизолированных электродов и электродов из легированной стали.Рекомендации производителя также включают тип основного металла, для которого подходят данные электроды, поправки на плохую подгонку и другие особые условия.
Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (электрод отрицательный), либо для того и другого. Многие, но не все электроды постоянного тока могут использоваться с переменным током. Постоянный ток является предпочтительным для многих типов покрытых, цветных, неизолированных электродов и электродов из легированной стали.Рекомендации производителя также включают тип основного металла, для которого подходят данные электроды, поправки на плохую подгонку и другие особые условия. Переменный ток более желателен при сварке на ограниченных участках или при использовании больших токов, необходимых для толстых секций, поскольку он снижает возникновение дуги. Удар дуги вызывает образование пузырей, шлаковых включений и отсутствие плавления в сварном шве.
Переменный ток более желателен при сварке на ограниченных участках или при использовании больших токов, необходимых для толстых секций, поскольку он снижает возникновение дуги. Удар дуги вызывает образование пузырей, шлаковых включений и отсутствие плавления в сварном шве.

 Электрод с 50-процентной мощностью железа, рассчитанный по стандартам Соединенных Штатов, обеспечил бы КПД примерно 150 процентов, используя европейскую формулу.
Электрод с 50-процентной мощностью железа, рассчитанный по стандартам Соединенных Штатов, обеспечил бы КПД примерно 150 процентов, используя европейскую формулу. Он предоставляет информацию о диаметре, длине и требованиях к допускам по размеру, обеспечению качества, отбору образцов и различным испытаниям. Применения включают сварку угольной дугой, сварку двойной угольной дугой, резку углем, а также резку и строжку угольной дугой на воздухе.
Он предоставляет информацию о диаметре, длине и требованиях к допускам по размеру, обеспечению качества, отбору образцов и различным испытаниям. Применения включают сварку угольной дугой, сварку двойной угольной дугой, резку углем, а также резку и строжку угольной дугой на воздухе.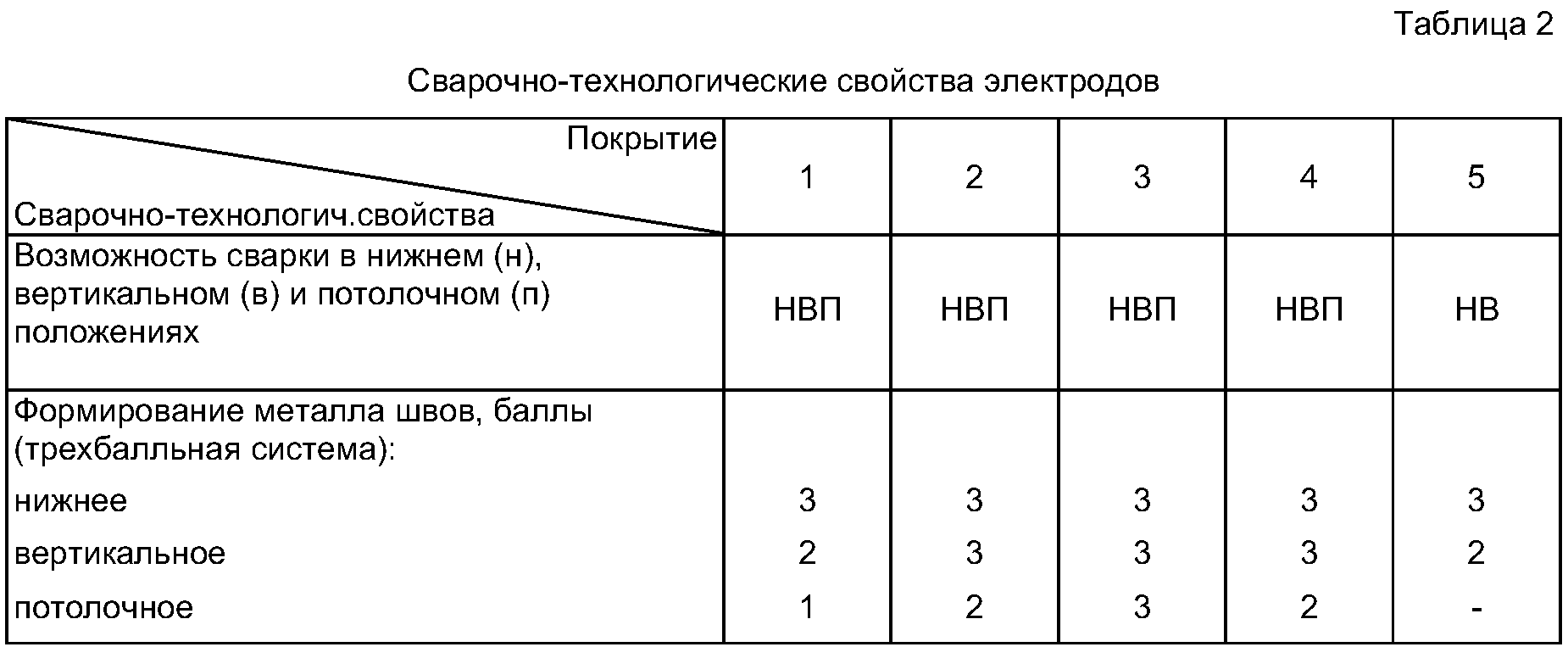


 Мы рассмотрим все это индивидуально для каждого сварочного стержня.
Мы рассмотрим все это индивидуально для каждого сварочного стержня. Лучший способ предотвратить это — хранить сварочный стержень 7018 в стержневой печи при температуре 250 ° F, если вы не планируете использовать его дольше нескольких часов. Профессиональная специализированная печь для сварочной проволоки идеальна, если позволяет ваш бюджет, но если нет, вы всегда можете попробовать самодельную печь.
Лучший способ предотвратить это — хранить сварочный стержень 7018 в стержневой печи при температуре 250 ° F, если вы не планируете использовать его дольше нескольких часов. Профессиональная специализированная печь для сварочной проволоки идеальна, если позволяет ваш бюджет, но если нет, вы всегда можете попробовать самодельную печь. Не так много, как 7018, но все же довольно внушительно, и его более чем достаточно для большинства проектов.Здесь последние две цифры — ’13’ — говорят нам о том, что на электроде имеется покрытие с высоким содержанием диоксида титана и калия, поэтому он совместим с переменным, постоянным током + и постоянным током. Это обеспечивает огромную универсальность, так как вы можете использовать его при низких напряжениях и практически с любым сварочным аппаратом, даже если он работает только на переменном токе. Такой уровень универсальности отличает сварочный стержень 6013 от всех остальных, которые мы рассматриваем сегодня.
Не так много, как 7018, но все же довольно внушительно, и его более чем достаточно для большинства проектов.Здесь последние две цифры — ’13’ — говорят нам о том, что на электроде имеется покрытие с высоким содержанием диоксида титана и калия, поэтому он совместим с переменным, постоянным током + и постоянным током. Это обеспечивает огромную универсальность, так как вы можете использовать его при низких напряжениях и практически с любым сварочным аппаратом, даже если он работает только на переменном токе. Такой уровень универсальности отличает сварочный стержень 6013 от всех остальных, которые мы рассматриваем сегодня.
 В отличие от 6013, вам не нужно прикасаться к чистому металлу с помощью этого электрода, так как он может легко прорезать грязный или корродированный металл. В результате это отличный выбор для сварщиков, выполняющих ремонтные работы.
В отличие от 6013, вам не нужно прикасаться к чистому металлу с помощью этого электрода, так как он может легко прорезать грязный или корродированный металл. В результате это отличный выбор для сварщиков, выполняющих ремонтные работы. Это означает, что сварочный стержень 6010, каким бы блестящим он ни был для множества различных применений, становится бесполезным, если у вас есть сварочный аппарат, работающий только на переменном токе.
Это означает, что сварочный стержень 6010, каким бы блестящим он ни был для множества различных применений, становится бесполезным, если у вас есть сварочный аппарат, работающий только на переменном токе.

 Когда он не используется, его нужно держать в сухом состоянии, но это небольшая осторожность, которую нужно приложить для достижения отличных результатов.
Когда он не используется, его нужно держать в сухом состоянии, но это небольшая осторожность, которую нужно приложить для достижения отличных результатов. 0
0 4
4 4)
4) 2
2

 Это делает его более подходящим
для сварки тяжелых профилей металла
обладающие высокой теплопроводностью, или для автоматической сварки
операции с более высокими скоростями сварки
необходимы. 2.3.4.3
Используются газовые смеси аргон-гелий.
в приложениях, где требуется более высокая погонная энергия и желаемое
требуются характеристики аргона.Аргон, будучи относительно тяжелым газом,
покрывает сварной шов
площадь при более низких расходах. Аргон предпочтителен для многих приложений, потому что
это стоит меньше
чем гелий. 2.3.4.4
Гелий, примерно в 10 раз больше
легче аргона, требует расхода от 2 до 3
раз больше аргона для удовлетворительного экранирования дуги. 2.3.5
Электроды
— Доступны электроды для газовой вольфрамовой дуговой сварки.
в диаметрах от
Диаметр от 0,010 до 1/4 дюйма, а стандартная длина колеблется от 3 до 24 дюймов.В
наиболее часто используемый
размеры, однако, — это диаметры 0,040 дюйма, 1/16 дюйма, 3/32 дюйма и 1/8 дюйма.
2.3.5.1.
форма кончика электрода — важный фактор в газо-вольфрамовой дуге.
Это делает его более подходящим
для сварки тяжелых профилей металла
обладающие высокой теплопроводностью, или для автоматической сварки
операции с более высокими скоростями сварки
необходимы. 2.3.4.3
Используются газовые смеси аргон-гелий.
в приложениях, где требуется более высокая погонная энергия и желаемое
требуются характеристики аргона.Аргон, будучи относительно тяжелым газом,
покрывает сварной шов
площадь при более низких расходах. Аргон предпочтителен для многих приложений, потому что
это стоит меньше
чем гелий. 2.3.4.4
Гелий, примерно в 10 раз больше
легче аргона, требует расхода от 2 до 3
раз больше аргона для удовлетворительного экранирования дуги. 2.3.5
Электроды
— Доступны электроды для газовой вольфрамовой дуговой сварки.
в диаметрах от
Диаметр от 0,010 до 1/4 дюйма, а стандартная длина колеблется от 3 до 24 дюймов.В
наиболее часто используемый
размеры, однако, — это диаметры 0,040 дюйма, 1/16 дюйма, 3/32 дюйма и 1/8 дюйма.
2.3.5.1.
форма кончика электрода — важный фактор в газо-вольфрамовой дуге. сварка. При сварке DCEN
кончик должен быть заточен до точки. Включенный угол при
какой наконечник заточен, зависит от
применение, диаметр электрода и сварка
Текущий. Узкие стыки требуют
относительно небольшой включенный угол. При сварке очень тонкой
материал при малых токах, игольчатый
точечное заземление на наименьший доступный электрод может быть
необходимо для стабилизации дуги.Правильно заземленные электроды обеспечат легкость
зажигание дуги, хорошо
стабильность дуги и надлежащая ширина валика. 2.3.5.2
При сварке на переменном токе шлифование
наконечник электрода не нужен. При правильной сварке
тока, электрод будет иметь полусферический конец. Если надлежащее
сварочный ток
превышен, конец станет выпуклым и, возможно, оплавится
загрязнять металл шва.
2.3.5.3.
Американское сварочное общество опубликовало Спецификацию AWS A5.12-80 для
электроды для дуговой сварки, которые
классифицирует электроды на основе их химического состава.
состав, размер и отделка. Вкратце,
указанные типы перечислены ниже: 1) Чистый
Вольфрам (AWS
EWP) Цвет
Код: Зеленый Использованный
для менее важных приложений.
сварка. При сварке DCEN
кончик должен быть заточен до точки. Включенный угол при
какой наконечник заточен, зависит от
применение, диаметр электрода и сварка
Текущий. Узкие стыки требуют
относительно небольшой включенный угол. При сварке очень тонкой
материал при малых токах, игольчатый
точечное заземление на наименьший доступный электрод может быть
необходимо для стабилизации дуги.Правильно заземленные электроды обеспечат легкость
зажигание дуги, хорошо
стабильность дуги и надлежащая ширина валика. 2.3.5.2
При сварке на переменном токе шлифование
наконечник электрода не нужен. При правильной сварке
тока, электрод будет иметь полусферический конец. Если надлежащее
сварочный ток
превышен, конец станет выпуклым и, возможно, оплавится
загрязнять металл шва.
2.3.5.3.
Американское сварочное общество опубликовало Спецификацию AWS A5.12-80 для
электроды для дуговой сварки, которые
классифицирует электроды на основе их химического состава.
состав, размер и отделка. Вкратце,
указанные типы перечислены ниже: 1) Чистый
Вольфрам (AWS
EWP) Цвет
Код: Зеленый Использованный
для менее важных приложений. Стоимость невысокая и дают хорошие результаты
относительно
низкие токи на различных металлах. Самая стабильная дуга при использовании переменного тока.
сбалансированная волна или непрерывная высокая частота.
Стоимость невысокая и дают хорошие результаты
относительно
низкие токи на различных металлах. Самая стабильная дуга при использовании переменного тока.
сбалансированная волна или непрерывная высокая частота. Они предназначены для использования для SMAW (дуговая сварка защищенного металла).При использовании постоянного тока от источника сварочного тока присадочный металл плавится и осаждается на основной металл, а флюс помогает обеспечить целостность сварного шва. Вот некоторые из наиболее распространенных сварочных стержней.
Они предназначены для использования для SMAW (дуговая сварка защищенного металла).При использовании постоянного тока от источника сварочного тока присадочный металл плавится и осаждается на основной металл, а флюс помогает обеспечить целостность сварного шва. Вот некоторые из наиболее распространенных сварочных стержней. Этому процессу способствует высокое содержание порошка железа во флюсе.
Этому процессу способствует высокое содержание порошка железа во флюсе.
 lincolnelectric.com/en-us/support/process-and-theory/Pages/aws-classifications-detail.aspx
lincolnelectric.com/en-us/support/process-and-theory/Pages/aws-classifications-detail.aspx