Потребляемая мощность, ВА, не более | 100 |
Количество регулируемых выдержек сварочного цикла | 5 |
|
|
Пределы регулирования выдержек времени сварочного цикла | |
Предварительное сжатие | 0 – 396 |
Сжатие | 0 – 99; 0 – 198 |
Импульс | 0 – 99; 0 – 198 |
Проковка | 0 – 99; 0 – 198 |
Пауза | 0 – 99; 0 – 198 |
Пределы регулирования действующего значения сварочного тока (параметрическая стабилизация), % | 30 – 100 |
Длительность нарастания переднего фронта импульса сварочного тока (модуляция) | 0 – 99; 0 – 198 |
Изменение действующего значения сварочного тока при колебаниях напряжения питающей сети от 0,9 до 1,05 от номинального значения (параметрическая стабилизация), % | ±3 |
Параметры импульсов управления тиристорами | |
Амплитуда выходного напряжения на сопротивлении 6 Ом +/-5%, В | Не менее 15 Не более 25 |
| Длительность импульса на уровне 15В, мкс | Не менее 100 Не более 300 |
Параметры сигнала для питания выходных устройств | |
Напряжение, В | 24±10% |
Ток, А не более | 0,8 |
Количество выходных устройств | 3 |
Регуляторы контактной сварки РКС-502 и РКС-801
Регуляторы контактной сварки РКС-502 и РКС-801
- Подробности
- Категория: Контактная сварка
Основные сведения об изделии и технические данные.
Регуляторы контактной сварки РКС-502 и РКС-801, в дальнейшем именуемые «регуляторы», предназначены для комплектации контактных электросварочных машин.
— управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан (для регулятора РКС-801 — два клапана) постоянного тока;
— регулирование длительности позиций сварочного цикла с цифровым отсчетом;
— управление тиристорным контактором и регулирование величины сварочного тока;
— автоматическую настройку на коэффициент мощности cosφ с изменением полярности включения первой полуволны сварочного тока;
— стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети.
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
Скачать документацию
Принцип работы регулятора
Рассмотрим работу регуляторов в режиме «Одиночная сварка».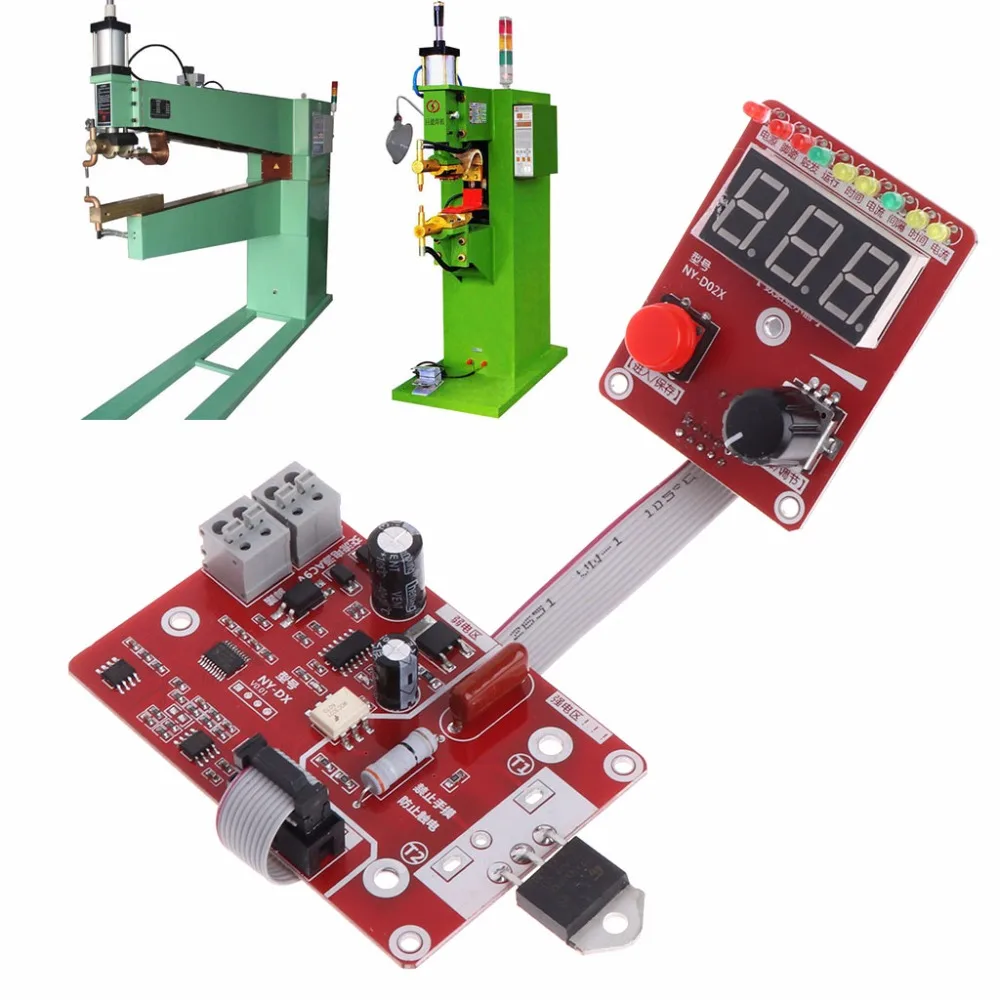
При подаче на регулятор напряжения питания зажигается индикатор » » на передней панели. Счетчики и триггеры блоков цикла и счета устанавливаются в ноль с помощью цепочки на транзисторах VT7, VT8 на блоке счета. С помощью схемы собранной на элементах VT1, VT2, D2, VT3, VT4, VT5, VT6, D3, вырабатываются и формируются тактовые импульсы.
При замыкании контактов педали сварочной машины инвертор на VT9 опрокидывается и сигнал подается на блок цикла на D10.3, запускается триггер D3.8 «Предварительное сжатие». Одновременно, на блоке счета счетчик D6 вырабатывает импульсы счета для позиций «XI», a D8 для «XI0». При совпадении количества импульсов на дешифраторах D7 (для «XI») и D9 (для «Х10») с количеством периодов, установленных на переключателе позиций «Предварительное сжатие», в блок цикла поступает сигнал, запускающий счет позиции «Сжатие». Аналогичным образом работают остальные режимы схемы.
При постоянно замкнутых контактах педали автоматически повторяется сварочный цикл, если переключатель «Режим работы» регулятора установлен в положении «Серия сварок», и дает только один цикл в положении «Одиночная сварка».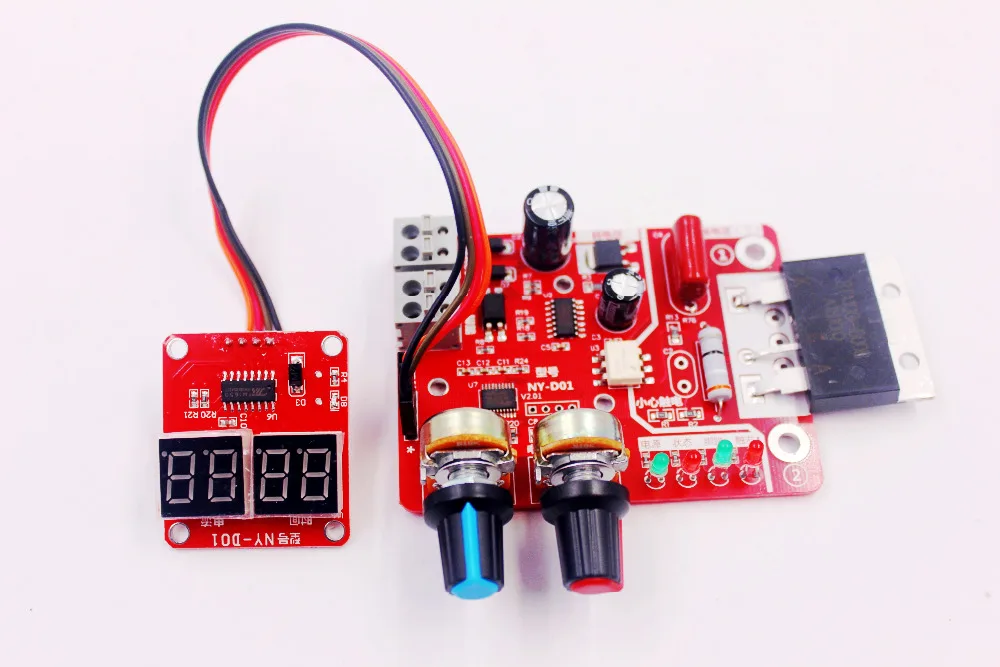
Индикация прохождения сварочного цикла осуществляется с помощью индикаторов, установленных на лицевой панели.
Для регулятора РКС-502 на блоке счета имеется схема на элементах D5.1, D4.3, D3.6, которая с помощью переключателя «Х4» позволяет увеличить длительность одновременно всех позиций цикла в 4 раза. (Для регулятора РКС-801 элементы D1.2, D4.1, D4.2, переключатель «Х2» и увеличение длительности позиций в 2 раза соответственно)
Для работы регулятора по циклу длительность каждой выдержки должна быть не менее «01» (1 периода). Длительность «00» является запрещенной.
Схема блока стабилизаторов является типовой, ее принцип работы приведен в справочниках и специального описания не требует.
Блок регулировки тока обеспечивает формирование импульсов управления тиристорным контактором, автоматическую регулировку cosφ и стабилизацию сварочного тока. Сигнал с первичной цепи силового трансформатора контактной машины через промежуточный трансформатор попадает на диодный мост VD17-VD20, формируется на элементах VT12, D4.6, D5.4, Dl.l, D2.1, сдвигается по фазе на необходимую величину на элементах С6, VT9, VT10 и импульсы управления с элементов D7, VT11 подаются на блок усилителей.
Регулировка нижних пределов действующего значения сварочного тока производится схемой на элементе D8 у изготовителя и дополнительной подстройки не требует. Стабилизация сварочного тока осуществляется при установке переключателя в положение «Включено» на лицевой панели.
Блок усилителей предназначен для усиления импульсов управления тиристорными контакторами (схема на VT1, VT2) и включения клапана (VT3) для РКС-502 или клапанов (VT3, VT6) (для РКС-801).
В блоке предусмотрена электронная защита цепей питания клапана от перегрузок по току (VT7, VT8, VT9, VT10).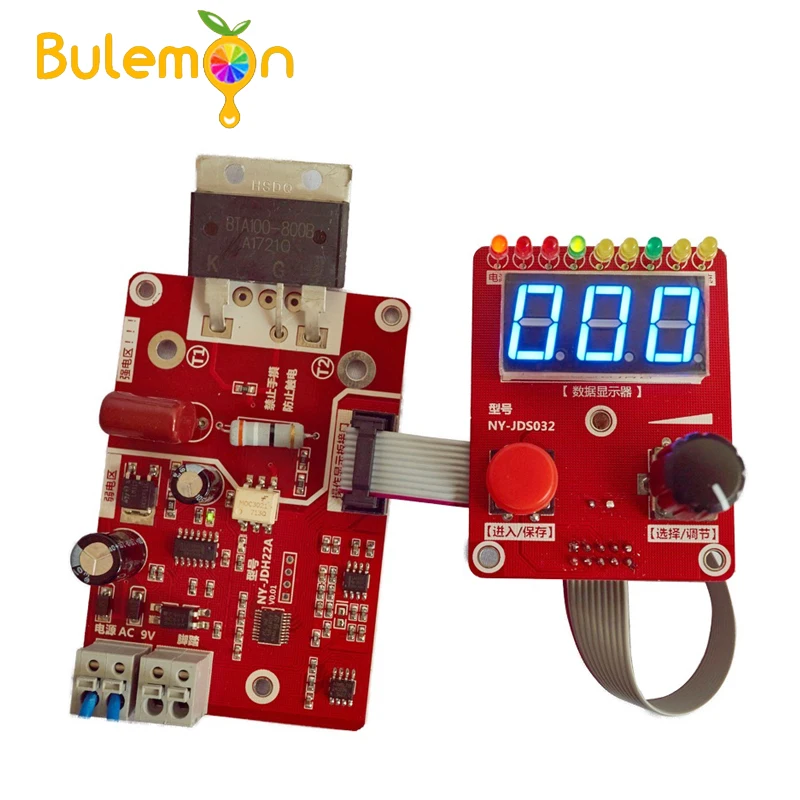 Индикация срабатывания защиты производится с помощью индикатора на лицевой панели.
Индикация срабатывания защиты производится с помощью индикатора на лицевой панели.
Элементы D1, D3, D4, D5 (дополнительно D2 для РКС-801) служат для управления регулятором с помощью внешних сигналов. Схема подключения цепей внешнего управления регуляторами приведена в приложении 11.
Переключателем «Компенсация» можно отключить стабилизацию, что увеличивает величину тока на 15%.
Сварочный ток можно отключить переключателем «Ток включен». Такой режим необходим при наладке машины.
Регулятор РКС-801 выполняет также следующие дополнительные функции:
— регулировку величины сварочного тока для позиций «Сварка 1» и «Сварка 2», задаваемой переключателями «Нагрев 1» и «Нагрев 2» соответственно. Нулевое положение переключателя соответствует минимальной величине сварочного тока (50%), положение «9» — максимальное;
— в режиме импульсной сварки позиции «Охлаждение» и «Сварка 1» могут отрабатываться до 9 раз в одном цикле. Количество импульсов задается переключателем «Число импульсов»;
— первый импульс сварочного тока позиции «Сварка 1» может быть промодулирован.
— клапан 2, управляемый регулятором, осуществляет дополнительное обжатие заготовки на позициях «Сжатие» («Повышенное усилие 12) и на позициях «Проковка 1», «Сварка 2», «Проковка 2» («Повышенное усилие 2»). Повышенные усилия могут быть отключены соответствующими переключателями. Сигнализация работы клапана 2 на повышенном усилии 2 осуществляется индикатором. Срабатывание клапана 2 на повышенном усилии 2 можно задержать на 1…9 периодов с момента окончания позиции «Сварка 1» при помощи соответствующего переключателя (длительность позиции «Проковка 1» должна быть не меньше значения задержки).
Скачать документацию
Режимы точечной контактной сварки / Публикации / Элек.ру
Выбор правильного режима контактной сварки очень важен, так как он определяет внешний вид, размеры литой зоны и прочность сварного соединения. Важной характеристикой режима контактной сварки является его, так называемая, жесткость, которая зависит от длительности протекания сварочного тока, а также от толщины и теплопроводности свариваемого материала.
Форма и расположение зоны расплавления металла в месте контактной сварки определяются тепловыделением и теплоотводом в электроды и детали. С изменением длительности протекания сварочного тока (изменением жесткости режима) влияние тепловыделения и теплоотвода на формирование сварочного соединений изменяется.
При точечной, рельефной и шовной сварке на жестких режимах форма и расположение литой зоны обусловливаются распределением плотности тока в контакте деталь — деталь. Плотность сварочного тока зависит от толщины свариваемых деталей и размеров рабочей поверхности электродов (пятна контакта электродов). В связи с тем, что сварка ведется при малых длительностях тока, теплоотвод практически не влияет на формирование зоны расплавления.
Плотность сварочного тока зависит от толщины свариваемых деталей и размеров рабочей поверхности электродов (пятна контакта электродов). В связи с тем, что сварка ведется при малых длительностях тока, теплоотвод практически не влияет на формирование зоны расплавления.
При сварке на мягком режиме форма и расположение литой зоны зависят от теплоотвода в электроды и свариваемые детали. Литое ядро располагается практически на равном удалении от наружных поверхностей деталей, поэтому в случае сварки деталей неравной толщины оно смещено в деталь большей толщины. В связи с большей длительностью нагрева при использовании мягких режимов размеры зоны термического влияния и пластического пояса больше, чем в случае жестких режимов.
При сварке на жестком режиме литое ядро расположено более симметрично относительно плоскости соединения деталей. Незначительный теплоотвод в электроды при сварке на жестких режимах деталей равной толщины позволяет получить большую высоту литой зоны.
Наряду с преимуществами (экономичность, производительность, небольшие вмятины от электродов, высокая стойкость электродов) жесткие режимы требуют повышенных усилий электродов из-за опасности выплесков металла и более стабильную длительность протекания тока.![]() Это ограничивает использование жестких режимов при сварке деталей сложной формы на фигурных электродах, имеющих малые сечения.
Это ограничивает использование жестких режимов при сварке деталей сложной формы на фигурных электродах, имеющих малые сечения.
При стыковой сварке сопротивлением форма сварного соединения также зависит от жесткости режима. При жестком режиме с малой длительностью тока и высоком контактном сопротивлении размеры зоны нагрева и пластической деформации значительно меньше, чем при мягком. Различное контактное сопротивление получают изменением усилия осадки.
В связи с тем, что расчетные методы определения режимов сварки разработаны недостаточно полно, режимы сварки новых сочетаний толщин и марок металлов определяют опытным путем. Для этого используют общие требования к режимам сварки металлов определенной группы и опытные данные по сварке металлов, близких по своим свойствам к свариваемому металлу.
Производственным опытом установлено, что при точечной, рельефной и шовной сварке зависимость основных параметров режима от толщины металла носит практически линейный характер. Это существенно упрощает определение режимов сварки. Например, зная режимы сварки металла минимальной и максимальной толщины, можно, построив зависимость основных параметров от толщины, определить ориентировочные параметры режимов сварки промежуточных толщин металлов.
Это существенно упрощает определение режимов сварки. Например, зная режимы сварки металла минимальной и максимальной толщины, можно, построив зависимость основных параметров от толщины, определить ориентировочные параметры режимов сварки промежуточных толщин металлов.
Для точечной сварки низкоуглеродистой стали может быть использован широкий диапазон режимов по жесткости. При точечной сварке сталей 10, 20 на жестких режимах в зоне термического влияния возможно образование структур закалки, что придает хрупкость сварным точкам. Для устранения этого явления увеличивают длительность тока в 1,5—2раза или сваренные детали подвергают термической обработке непосредственно в машине путем повторного включения тока.
При точечной сварке закаливающихся низколегированных сталей (типа ЗОХГСА) также необходима термическая обработка. Пауза, чтобы зафиксировать структуру закалки.
Режимы рельефной сварки низкоуглеродистой стали близки к режимам точечной сварки с теми же размерами литой зоны.![]() Для устранения всплесков обеспечивают плавное нарастание сварочного тока.
Для устранения всплесков обеспечивают плавное нарастание сварочного тока.
Шовная сварка низкоуглеродистой стали выполняется на жестких режимах. В связи с меньшими временами сварки и некоторым шунтированием тока в ранее сформированные литые зоны шва сварочные токи на 40-50% больше, чем при точечной сварке.
Все перечисленные режимы сварки могут быть реализованы с помощью регуляторов контактной сварки РКС-504, РКС-801 производства ООО ПО «СВАРТЕХ».
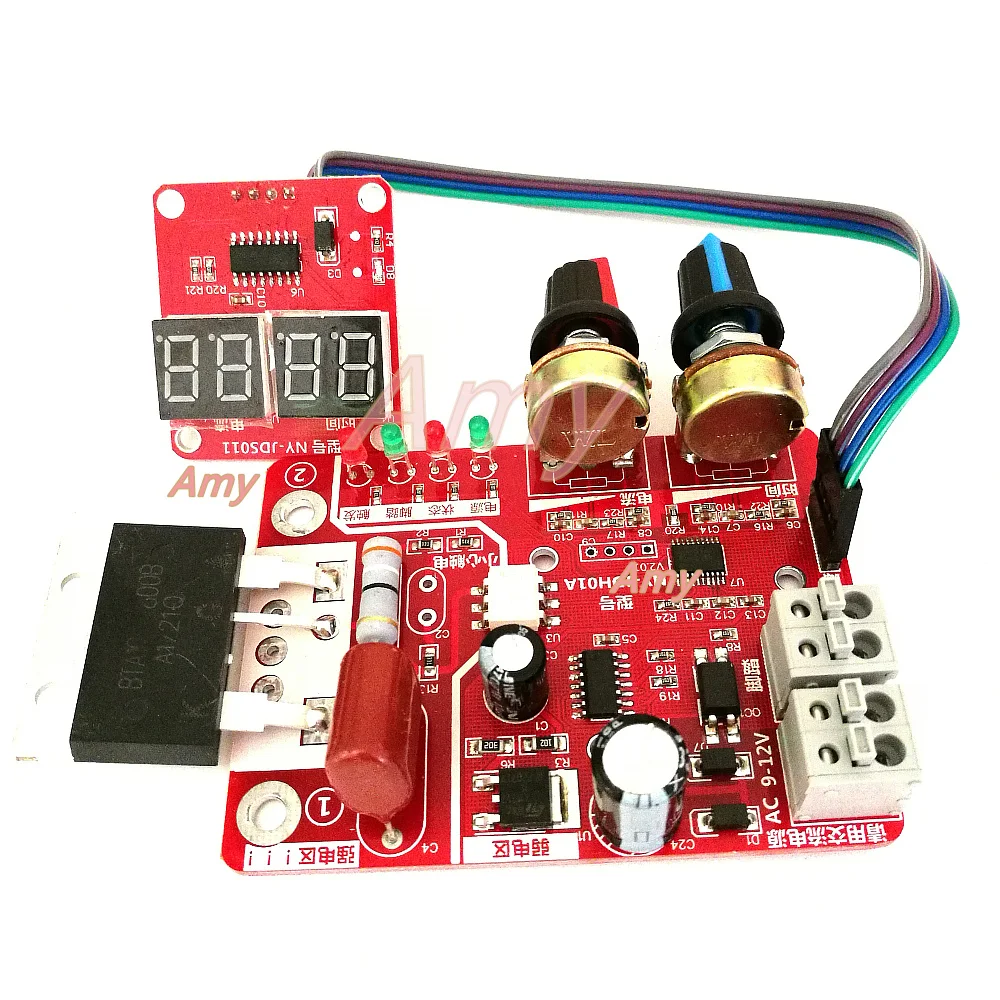
Плата управления временем для точечной сварки 40A Регулятор тока с цифровым дисплеем buy on ZoodMall. Плата управления временем для точечной сварки 40A Регулятор тока с цифровым дисплеем: best prices, reviews, description.
Описание:Эта версия для массового производства без летающей версии.
В комплекте: панель управления, панель дисплея, кабель согласования, красная зеленая кнопка.
В магазине есть педаль, сварочная игла, открытая медная горловина, быстроразъемные соединения, термоусадочные трубки и другие аксессуары, силовые трансформаторы (красная линия на входе 220 В, черная линия (Хуан Сянь) на выход панели управления (выберите присоединение) корзина для покупок, чтобы собрать)
Из-за простоты потребления кремниевых контролируемых деталей, легко различимых в процессе ввода в эксплуатацию, рекомендуется объединить запасные части вместе, легко заменяемые.
 пожалуйста, выберите свой.
пожалуйста, выберите свой.Панель управления машины для точечной сварки — это контроллер, который независимо разработан для самостоятельной или простой контактной сварки. кремниевый принцип с контролируемым фазовым сдвигом используется для регулировки времени и силы тока для достижения цели сварки.
Основные особенности этого контроллера:
1: Использование микроконтроллера промышленного центра управления STM8.
2: сильное и слабое электричество через изоляцию оптопары, безопасная работа.
3: Линия питания и линия ножного переключателя используют болт для быстрого подключения терминала, более удобный и надежный.
4: время ввода, ток с использованием высокоточного простого потенциометра, чтобы обеспечить надежный и удобный ввод
5: бортовой источник питания, состояние, ножка, индикатор триггера, отчетливо виден рабочий статус.
6: конструкция надежной схемы обнаружения пересечения нуля для обеспечения точности фазового сдвига SCR.
7: Контроллер совместим с 40A scr.
8: интерфейс цифрового управления, вы можете отображать текущее время и текущие настройки.
9: время ввода 1-50, единица цикла (1 цикл составляет 20 мс), токовый вход (30-99%),
Заметка:
Возможны отклонения в 1-3 мм из-за ручного измерения. Пожалуйста, убедитесь, что вы не возражаете, прежде чем сделать ставку
Из-за разницы между различными мониторами изображение может не отражать реальный цвет изделия. Спасибо!
Нет розничной упаковки
Пакет включает в себя:
1 х плата управления
Регулятор контактной сварки РКС-801М
РКС — 801М предназначен для управления последовательностью действий машин точечной контактной сварки. Конструктивно регулятор состоит из 2-х функциональных блоков; блока управления и блока питания, соединённых кабелем управления.
Регулятор обеспечивает
• управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан постоянного тока;
• регулирование длительности позиций сварочного цикла с цифровым отсчетом;
• управление тиристорным контактором и регулирование величины сварочного тока;
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.![]()
Основные особенности
• Полная функциональная совместимость с ранее выпускаемыми РКС.
• Стандартный разъем для подключения к контактной машине.
• Микропроцессорное управление контактной сваркой.
• Графический цифровой дисплей для отображения режимов и их значений.
• Энергонезависимая память установленных режимов
• Малогабаритный выносной пульт регулятора контактной сварки с безопасным напряжением питания.
• Регулирование длительности позиций сварочного цикла с цифровым отчетом.
• Управление тиристорным контактором и регулирование величины сварочного тока.
• Стабилизация действующего значения сварочного тока при колебаниях напряжения питающей сети.
• Современный дизайн и эргономика
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Наименование параметра |
Значение |
|
Напряжение питающей сети, В |
2х380 |
|
Частота питающей сети, Гц |
50±0,75 |
|
Пределы регулирования длительности позиций сварочного цикла (в периодах)*, с: -предварительное сжатие |
01-199 |
|
-сжатие |
01-199 |
|
-сварка 1 |
01-199 |
|
-сварка 2 |
01-199 |
|
-охлаждение |
01-19 |
|
-проковка 1 |
01-199 |
|
-проковка 2 |
01-199 |
|
-пауза |
01-199 |
|
-включение усилия с проковкой (повышенного усилия 2) относительно конца позиции «сварка1» |
01-19 |
|
Среднее значение напряжения питания клапанов на сопротивление 51±5% Ом, при номинальном напряжении сети, В |
24±2,5 |
|
Параметры импульса включения тиристоров на сопротивление 6,2 Ом ±5%: |
|
|
-амплитуда, В |
20±5 |
|
-длительность, мкс |
200±100 |
|
Нижний предел регулирования действующего значения сварочного тока, %, не более |
50 |
|
Изменение действующего значения сварочного тока при колебаниях напряжения питающей сети +5 до –5%, не более |
±3 |
| Число импульсов сварочного тока |
(1+9)+1 |
|
Максимальное время модуляции переднего фронта импульса сварочного тока позиции «Сварка 1» (при значении позиции «Охлаждение» равной 1 периоду), с |
0,2+0,08 |
|
Потребляемая мощность от сети, ВА, не более |
75 |
Контроллер аппарата точечной сварки и разные другие компоненты.
 Электро и ручной инструмент для ремонтных и строительных работ, приспособления и аксессуары. Обзоры товаров из Китая. Обзоры инструмента Не так давно я публиковал обзор платы для сборки простого сварочного аппарата с питанием от ионисторов и сегодня у меня продолжение, где я расскажу о гораздо более функциональном устройстве и попутно соберу аппарат на его основе.
Электро и ручной инструмент для ремонтных и строительных работ, приспособления и аксессуары. Обзоры товаров из Китая. Обзоры инструмента Не так давно я публиковал обзор платы для сборки простого сварочного аппарата с питанием от ионисторов и сегодня у меня продолжение, где я расскажу о гораздо более функциональном устройстве и попутно соберу аппарат на его основе.Сразу хочу сказать большое спасибо Владимиру, который выступил спонсором данного обзора и купил для меня на ТаоБао все необходимые комплектующие и без которого вряд ли появился бы этот обзор. Мы довольно долго подбирали относительно оптимальный вариант комплектации и ниже можно будет прочитать что же в итоге получилось.
Обзор будет относительно краток, но при этом постараюсь сделать его максимально информативным.
Помимо ионисторов и ручки с контактами, которые были в предыдущей части, понадобился контроллер, силовая плата и прочие дополнительные части, собственно все это я и получил.
Начну описание с контроллера, это так называемый CPSMC 6Y880, на странице товара он именуется как контроллер пятого поколения, стоит $22. 72 — ссылка.
72 — ссылка.
Есть вариант без вентилятора и еще какой-то мелочи, но проще купить все сразу.
В комплект входит:
1. Плата управления
2. Плата резисторов для балансира
3. Плата энкодера и пара разъемов
4. Вентилятор и стяжка.
5. Энкодер с ручкой
6. Необходимый комплект проводов для подключения.
7. Стойки для сборки плат в пакет
Экран имеет размер видимой области около 50х40мм, думаю многие его встречали и в других устройствах. Под ним на силовой плате видны пара конденсаторов и пищалка. С пищалкой был интересный эффект, я обычно работаю ночью и чтобы не раздражала периодическим писком (из-за отключенных ионисторов) попробовал как всегда её заклеить изолентой, так она стала пищать еще громче.
Силовая плата, здесь находится зарядное устройство, транзисторы балансира, стабилизатор питания и сюда же устанавливается энкодер.
Питать плату можно напряжением от 12 до 19 вольт, потребляемый ток зависит от настроек и фактически считается не ток, а мощность, так как требуемый ток зависит от неё и напряжения питания, чем напряжение ниже, тем ток больше.
Зарядное устройство собрано на базе синхронного преобразователя RT9214, соответственно КПД довольно высокий.
Плата дисплея, на ней установлен и микроконтроллер, управляющий всем устройством и измеряющий напряжения на ионисторах и входе платы.
Здесь же распаян и драйвер полевых транзисторов для платы коммутации питания, схема простая, на нескольких транзисторах, никаких специализированных микросхем, что в общем-то вполне нормально.
Плата резисторов, здесь они сгруппированы в 2 группы по 5 резисторов в каждой, резисторы в пределах группы соединены параллельно, общего провода не имеют, потому для подключения надо 4 провода.
Разъемов много.
1. Для питания применено гнездо 5.5х2.1мм, правее двухконтактный разъем подключения вентилятора, еще правее место под разъем энкодера. Энкодер можно установить как на основную плату, так и отдельно, для чего в комплекте дали как плату энкодера, так и пару разъемов, а также соответствующий кабель.
2. Трехконтактный разъем подключения платы коммутации питания от ионисторов и двухконтактный для подключения кнопки управления.
Трехконтактный разъем подключения платы коммутации питания от ионисторов и двухконтактный для подключения кнопки управления.
3. Слева трехконактный разъем для измерения напряжения на ионисторах, справа клеммник подключения платы резисторов, еще правее три контакта силовых проводов к ионисторам.
4. Соответственно клеммник платы резисторов, также имеется значок, уведомляющий что плата может сильно греться.
Отмечу, что подключения к ионисторам шестипроводное, через три идет ток заряда/разряда, а еще через три измеряется напряжение. Подобное решение повышает точность измерения и балансировки, а также ускоряет заряд ионисторов. Концы проводов соединяются уже на клеммах ионисторов или максимально близко к ним.
В комплекте есть небольшой вентилятор размера 50мм, все провода кроме силовых, стойки и плата энкодера. Вообще комплект довольно продуман, особенно порадовало то, что для энкодера есть отдельная плата, разъемы и шлейф, потому можно его установить как на основной плате, так и в произвольном месте передней панели.
Схему подключения я покажу позже, а пока перейду к описанию управления контроллером.
При старте отображается логотип производителя, затем контроллер переходит в режим основного меню управления, правда на китайском.
Чтобы изменить язык на английский, надо зайти в меню настроек, верхний ряд справа, переход вращением энкодера, активация нажатием.
Перейдя в меню настроек переходим на предпоследний пункт, кликаем, выбираем английский язык, кликаем еще раз, опускаемся еще ниже и выходим из меню. Всё.
Опишу основное меню.
1. Выбор длительности первого импульса, диапазон 1-35мс, для выбора нажимаем на энкодер, потом вращением выбираем время, после окончания нажимаем еще раз. После выключения питания эта и остальные настройки сохраняются, что очень удобно.
2. Выбор длительности второго импульса, диапазон 0-35мс, по умолчанию стоит 0, т.е. второй импульс не производится.
3. Выбор времени паузы между импульсами, диапазон 0-99мс, при нуле импульсы соединяются в один, т. е. можно выставить диапазон одного импульса 1-70мс.
е. можно выставить диапазон одного импульса 1-70мс.
4. Режим автоуправления подачей тока. По умолчанию задействовано управление от микровыключателя в ручке, но если его нет, то можно включить активацию от прикосновения электродов. Данная настройка регулирует паузу между прикосновением и подачей тока, диапазон 0.1-5с.
6. Регулировка напряжения, по факту получается что это эквивалент регулировки тока так как ток напрямую зависит от напряжения.
Регулировать можно в диапазоне от 0.1 вольт до максимального напряжения батареи.
Также на экран выводится:
1. Напряжение батареи и каждой из ячеек, как в числовом, так и в графическом представлении.
2. Общий уровень заряда (зеленая шкала в самом верху экрана). Здесь есть нюанс, шакала отображает диапазон от 0 до заданного значения, т.е. подстраивается динамически, а заполнение на пиктограммах батареи привязано к предустановленному напряжению батареи. Например если батарея 5.4 вольта, но выставлено 2.7 вольта, то шкала вверху будет полная, а на пиктограммах батареи только на 50%.
3. Напряжение питания платы.
4. Температуру, правда что оно измеряет, непонятно….
5. Ток заряда батареи.
Меню дополнительных настроек
Buzzer switch — вкл/выкл звука. Звук по сути только при вращении/нажатии на энкодер, либо при аварии, так что можно не отключать.
Auto — Not set/set, непонятная настройка, так как режим автоподачи питания работает и без неё.
Max charging current — ток заряда ионисторов, регулируется в диапазоне 0-10А, по умолчанию стоит 8А, при 0 заряда не будет (например если используется внешнее зарядное).
Single capacitor voltage — плата рассчитана на схему включения 2S, в этом пункте устанавливаем максимальное напряжение на один элемент, диапазон 2.3-4.2 вольта, т.е. можно использовать как ионисторы, так и аккумуляторы от LiFePO4 до обычных LiIon. Дискретность установки 0.01 вольта. После установки мы из основного меню можем задавать напряжение от минимума до установленного здесь значения, соответственно шанса перезарядить батарею нет.
Clear count — очистка счетчика срабатываний, т.е. сколько мы точек приварили.
Continious welding — длительная сварка, в отличие от основных 1-70мс можно принудительно задать максимальное время до 3 секунд.
Language — язык, китайский/английский
Просто ради эксперимента подключил плату «на живую нитку».
Без проблем идет заряд, останавливается при установленном значении, но балансировки конечно нет, так как не подключена плата резисторов. Заряд был установлен как 2А, так как подключенный блок питания имеет маленькую мощность.
Кстати насчет мощности блока питания.
Как выше было указано, диапазон входного напряжения 12-19 вольт, диапазон тока заряда 0-10А и диапазон напряжений батареи 4.6-8.4В (две ячейки последовательно).
Соответственно ток по входу считается очень просто, берем максимальное напряжение батареи, например 5.4 вольта, максимальный ток заряда, допустим 8 ампер, тогда при входном 12 вольт ток будет:
5.4х8=43Вт
43х1. 2(КПД)=52Вт
2(КПД)=52Вт
52\12=4.3А
Сначала посчитали мощность заряда (напряжение х ток заряда), затем добавили потери на преобразование (реально КПД ближе к 85-90%, посчитал с запасом), затем полученную мощность разделил на напряжение источника питания, получил соответственно ток.
Так как процесс заряда обычно относительно короткий, то не обязательно брать БП с запасом, я потом сделал даже наоборот, но об этом позже.
Но в продаже уже появилась новая версия платы, больше настроек, ток заряда до 20А, стоит 33 доллара — ссылка.
Дополнительно были заказаны:
Плата силовых транзисторов
Медные шины, идут в комплект к плате транзисторов
Сами транзисторы.
Медные клеммы.
Медные клеммы под винт, двух размеров SC25-6 и 16-6 — ссылка
Шины и винты крепления к ним шли вместе с платой — ссылка.
Силовая плата.
Такие платы продают на разное количество транзисторов, с транзисторами и без, с разделением силовых ключей и без него, с выводными и SMD компонентами, и также только с транзисторами.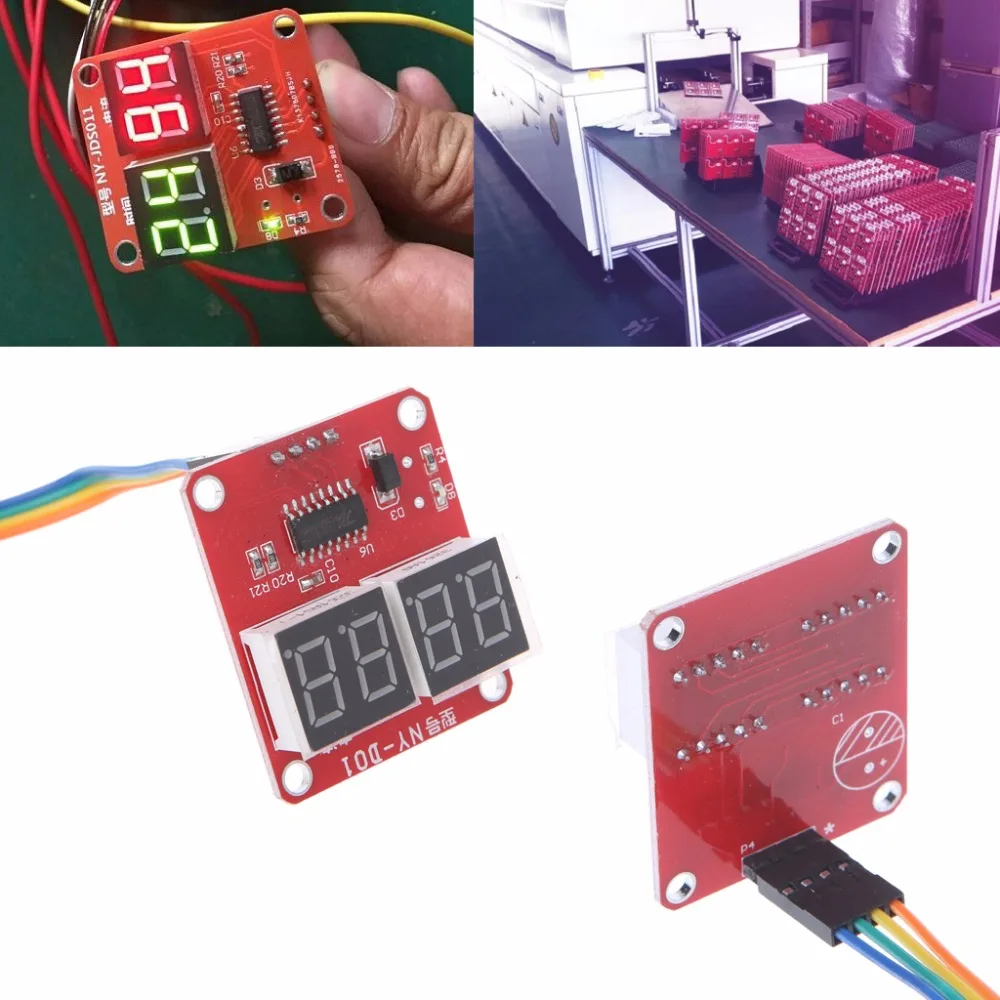 В общем плату можно выбрать какую хотите, я расскажу про отличия.
В общем плату можно выбрать какую хотите, я расскажу про отличия.
1. Плата без транзисторов. Здесь есть возможность поставить транзисторы получше, но паять довольно проблематично, хотя есть варианты под транзисторы в корпусе ТО-220, но обычно они имеют хуже параметры.
2. Плата с транзисторами. Ничего паять не надо, купил и пользуйся, тем что дали…
3. Плата с разделением ключей. Иногда у некоторых плат можно заметить разделенные полигоны для подключения силовых шин, теоретически они позволяют проще диагностировать пробитые транзисторы, практически, думаю что транзистор просто разорвет пополам и диагностировать будет нечего, но тем не менее, можно выбрать такую плату, хуже не будет.
4. Количество транзисторов. Теоретически, чем больше тем лучше, но здесь появляются проблемы управления ими, на мой взгляд 12 штук оптимально, хотя есть монстры и на 32-52 транзистора.
5. Дополнительные компоненты на плате. Лучше чтобы они были, выкинуть/закоротить всегда можно. Вся проблема кроется в том, что часто управление предельно упрощено, а плата с компонентами позволяет хоть что-то доработать.
Мы выбрали плату на 12 транзисторов, с дополнительными выводными резисторами/диодами, с медными шинами.
Правда почему-то резисторов дали на один больше, а диодов на один меньше. Стоит вместе с шинами около $5.75 — ссылка
Схема примитивна, напряжение на затворы транзисторов идет через диодную развязку, сами затворы при том соединяются с землей через 10кОм резисторы.
Т.е. заряжаем затворы быстро, разряжаем через 10кОм, как по мне, то многовато, если не ошибаюсь, то при емкости затвора 22нФ полное время выключения составит около 1мс.
Плата выбиралась исходя из мысли доработать её путем установки драйверов.
Ключевые транзисторы.
Обычно применяется два вида, в корпусе D2PAK и TO-220, но у вторых и выбор поменьше и параметры похуже, потому были выбраны IRL40SC228 как одни из самых «низкоомных», заявленное сопротивление открытого канала 500мкОм или 0.5мОм.
Продаются в ленте, но я не питал надежд что это оригинал и новые, тем более после получения заметил что даже так заметна небольшая разница между экземплярами.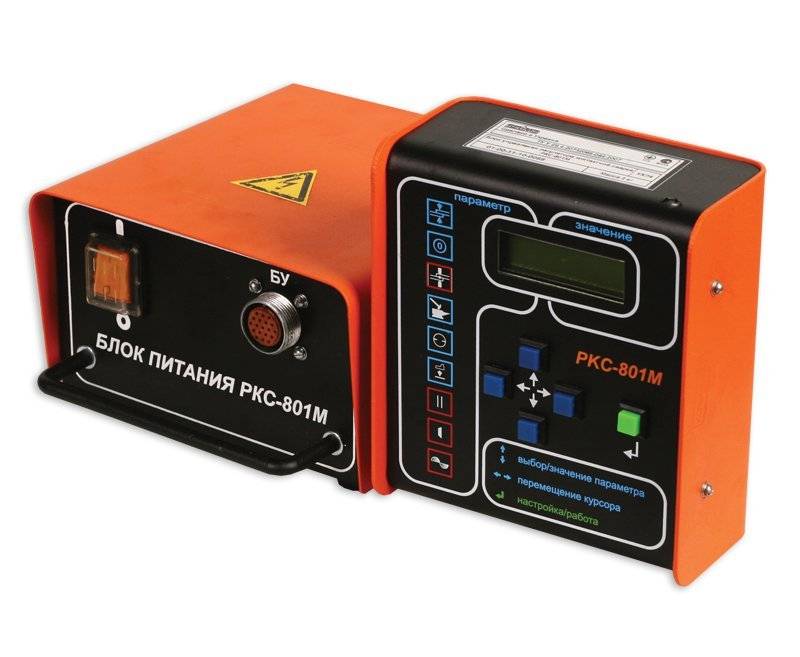 Покупалось 24шт по $0.62 — ссылка.
Покупалось 24шт по $0.62 — ссылка.
По размерам все совпадает, но выяснилась небольшая недоработка. К плате дали медные шины и 6 болтов, 5 одного размера и один на размер больше, при этом на плате просматривается отверстие, где переходы между сторонами отведены подальше от отверстия для болта, вот только диаметр самого отверстия сделали таким как и остальные. при этом на фото других плат сделано все корректно, видимо закралась ошибка в указании диаметра.
Далее я отрезал кусок ленты на 12 транзисторов, вторая половина «про запас» или на какие нибудь доработки..
На вид самые обычные транзисторы, новые, но вот на корпусе виднеются небольшие сколы и царапины, которых у транзисторов в ленте быть никак не должно.
Мало того, даже если взять 12 штук подряд, то выяснится что они и внешне отличаются, на одном даже обнаружился отпечаток пальца, хотя это не точно, вдруг сам оставил, но очень маловероятно.
Сложность монтажа таких транзисторов в том, что для этого желательно иметь термовздушную паяльную станцию с нижним подогревом, я как-то делал её обзор.
Но перед запаиванием всех 12 транзисторов я решил сначала проверить один из них. Конечно в данном случае проверка была простой, тем более что проверить «на полную» очень проблематично, а ведь параметры весьма впечатляют.
Единственный минус, на мой взгляд, большая емкость затвора, свойственная подобным транзисторам.
В тесте я подавал ток 12 ампер, напряжение на затворе было 9 вольт, в итоге получил:
1. Сопротивление транзистора около выводов из корпуса — 0.493мОм
2. На полигонах около корпуса — 0.626мОм
3. Участок фланец-полигон — 18мкОм
4. Участок выводы-полигон — 92мкОм.
Как видно, сопротивление соответствует заявленному, при этом самый большой вклад в суммарное падение дает участок выводы-полигон, потому я в этом месте использовал немного больше припоя чем следует.
Расчетное суммарное сопротивление платы 55мкОм, что при токе в 400-500А даст падение 22-27мВ или рассеиваемую мощность всего 9-13Вт, правда здесь идет речь о статическом режиме.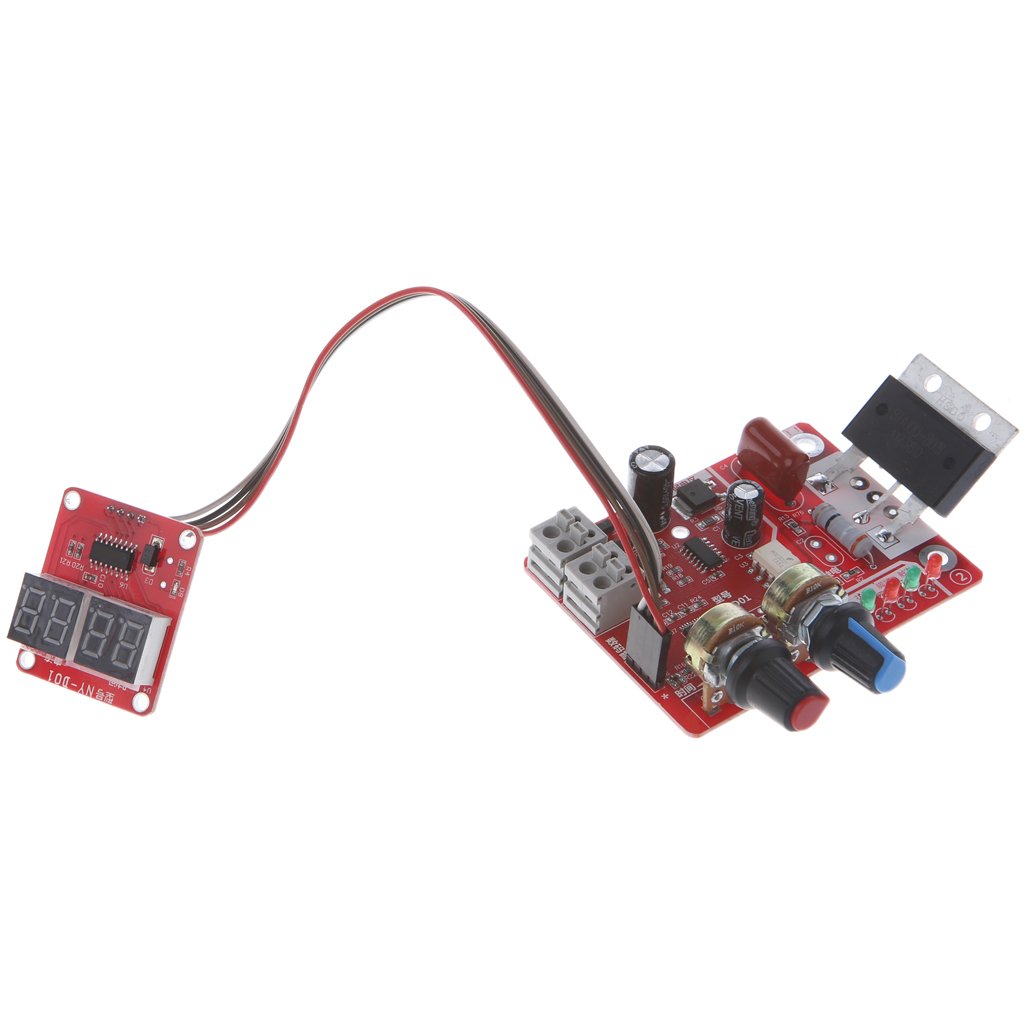
Но кроме силовой части надо было чем-то подключать ручку с контактами, здесь было два варианта:
1. Вывести из корпуса провода
2. Поставить разъем.
С первым все ясно, а вот по второму пункту заметно сложнее, обычно ставят клеммы от сварочных аппаратов, но «мы не ищем легких путей» и хотелось использовать что-то более изящное.
Для начала просто провод, супер мягкий, в силиконовой изоляции, сечением 7AWG или 10.5мм.кв по нашему. Был куплен на случай если что-то пойдет не так и не будет хватать тока.
Количество жил даже не стал считать, причем явно выделяется сердцевина (ядро) и оболочка, возможно они свиты в разные стороны.
Стоит такой кабель 3.16 доллара за метр одного цвета (красный или черный) — ссылка. При этом на странице есть провода разных цветов и сечения вплоть до 2AWG (33мм.кв)!
Провод действительно классный, рекомендую.
Но как я писал выше, хотелось красивое и разъемное соединение, для чего был заказан комплект из разъема папа/мама и кабеля.
Называется такой разъем Amass AS150U, в данной конфигурации стоит $6.04+4.46=10.5 — ссылка
Провода здесь потоньше, 8AWG или 8мм.кв, концы залужены, но что полезное, кроме силовых контактов имеются и четыре вспомогательных, которые можно использовать для подключения микровыключателя и возможно подсветки.
Провод также очень мягкий, изоляция конечно силиконовая.
Почему был выбран такой вариант, а не привычные клеммы от сварочника. Дело в том, что ток, на который рассчитан данный разъем, заявляется как 140А длительно, при этом сопротивление заявлено на уровне 0.4мОм, что сопоставимо с теми же клеммами сварочных аппаратов.
Но такой вариант как выглядит аккуратнее, так и в пользовании более приятен, тем более что позволяет сразу подключить 6 контактов, два силовых и четыре дополнительных.
Продается в вариантах штекер или гнездо на кабель и соответственно штекер или гнездо на устройство, часть с кабелем имеет гибкий вывод.
Контактная группа отличается, один из контактов имеет пластиковую вставку, предположу что это плюсовой, тогда при подключении первым всегда будет подключаться общий провод.
На корпусе имеется маркировка с указанием фирмы и типа разъема, а также обозначение полярности контакта, к сожалению желтое на желтом видно плохо.
Провод 8мм.кв помещается в контакте отлично, 10мм влазит с трудом, буквально впритирку.
В процессе работы с разъемом выяснились некоторые сложности. Задумывается то после пайки клеммы запрессовываются в пластиковую часть, собственно потому они отдельно, хотя есть вариант где они уже установлены. Но вот забить туда их не так просто, потому при пайке оставляйте немного места чтобы подлезть ближе к середине чем-то чем можно забить контакт внутрь, иначе если бить по краю, то возможен перекос контакта. Позже я покажу установленные контакты.
Думаю многие из вас знакомы с популярным разъемом XT60, для примера положил его рядом с AS150U, думаю комментарии излишни 🙂
Изначально планировал впихнуть все в корпус, который уже использовался в двух моих устройствах, LCR-метре и регулируемом блоке питания, но увы, упаковка была бы слишком плотной, а блок питания вообще пришлось бы делать отдельно.
В итоге в одном из местных онлайн магазинов был куплен корпус побольше, кроме размера мне было необходимо чтобы корпус имел подставку, чтобы приподнимать его во время работы.
Выбор пал на относительно дорогой (около 11-12 долларов) KH-34-4 с размерами 240х210х100мм.
Поначалу корпус понравился, винты для соединения половинок, а не саморезы, много стоек для плат и даже специальные пазы. Но в процессе сборки оказалось, что верхняя и нижняя часть выгнуты «пузом» и после сборки так и остались, да и вообще конструкция какая-то хилая, а ножка-подставка выдвигается очень тяжело. В общем не рекомендую.
Там же сразу был куплен выключатель питания со светодиодом индикации, решетка вентилятора, а также транзисторы и диоды для доработки драйвера силовых ключей.
Как ни странно, самой большой проблемой в сборке была установка ионисторов, особенно с учетом того, что дно у корпуса не плоское, из-за чего производитель даже стойки сделал разной высоты. Относительно плоская средняя часть, боковые имеют небольшой подъем как элемент дизайна.
В итоге взял обрезок стеклотекстолита, который давно лежал без дела, вырезал по месту, прикрутил к корпусу, обезжирил и через двухсторонний мягкий скотч приклеил конденсаторы. И хотя все держится прочно, позже планирую дополнительно прижать стяжками.
Внимание, чтобы снизить количество возможных проблем рекомендую перед работой разрядить ионисторы.
Сборка велась по схеме включения задуманной производителем платы, на всякий случай начертил её отдельно так как на странице она не полная, а кроме того от другой версии платы. Художник конечно из меня еще тот, но думаю что разобраться хватит.
А так выглядел промежуточный этап, полную сборку не фотографировал так как она привязана к типу корпуса, соответственно у каждого будет своя, отмечу только некоторые пункты:
1. К плате резисторов прикрутил радиатор, но резисторы пришлось перед этим выровнять, между радиатором и резисторами нанес термопасту.
2. Так как плата резисторов является самым греющимся элементом, то лучше её расположить так чтобы через неё проходил поток воздуха от/к вентилятору.
3. На той же линии разместил и блок питания, я использовал 40Вт 12 вольт от Sanmim — ссылка, хотя хотел применить другой, но у этого были крепежные отверстия.
4. Плата контроллера также нагревается, потому она не должна быть » в тени» потока воздуха.
Забегая вперед скажу, что с охлаждением все отлично, родного вентилятора в такой конфигурации достаточно.
В качестве силовых проводов применил 6мм для положительного полюса и 4х2.5 для отрицательного, можно было использовать 8мм в силиконовой изоляции, но резать такой провод на куски было банально жалко.
На третьем фото видно запрессовку контактов, мне их пришлось забивать небольшим молотком через отвертку, в идеале надо было вдавливать или бить точно в центр, но приспособился как-то без этого. Делать это конечно надо после припаивания проводов чтобы не расплавить пластик разъема.
Затем припаял сигнальные провода и провода к светодиоду подсветки, но ставить его пока не стал так как не придумал как лучше установить на ручке.
Сам разъем на корпусе хотел сначала вклеить, но срезав только часть упоров, потом подумал что лучше наверное чтобы он был съемный и в итоге сделал П-образную прижимную пластину из обрезка пластика оставшегося после вырезания окна под дисплей.
Получилось отлично, теперь можно вынуть разъем независимо от всего остального, держится очень прочно.
В готовом виде.
Вышла накладка с платой блока питания, хотел его разместить ближе к боковой стенке и дальше от передней панели, но особенность корпуса не позволила этого. В итоге он получился слишком близко к выключателю питания.
Разъем питания платы контроллера выпаял и запаял на его место клемник, все провода подключенные к клемникам обжаты наконечниками. Кстати клемники на плате контроллера совсем не понравились, заменил бы на что-то более нормальное, но ничего подходящего в должном количестве рядом не было.
Отверстие под болт большого диаметра в плате рассверливать не стал, просто применил другой. Подключение проводов сделал также по диагонали, хотя по задумке синий провод подключается к среднему отверстию.
Подключение проводов сделал также по диагонали, хотя по задумке синий провод подключается к среднему отверстию.
Ну и собственно то, что получилось. Ощущение, что передняя панель слишком пустая, а вообще мне вид чем-то напомнил какой-то небольшой телевизор из конца 70-х.
Сзади вообще только вентилятор и разъем питания. Для удобства использовался обычный «компьютерный» разъем, у меня почти на всех моих устройствах стоят такие же.
Пришло время проверить всю эту конструкцию в работе.
Так как перед сборкой ионисторы были разряжены, то первым делом надо их зарядить. Сначала был выставлен ток заряда 2 ампера, осталось от предыдущих тестов, решив что новый блок питания может и больше, поднимаю его до 8А, что заметно сказывается на скорости заряда.
Общее время заряда не засекал, примерно минут 15, судя по показаниям платы температура была максимально 51 градус, но это вряд ли соответствует реальности.
Ближе к установленному напряжению ток начал падать, почти в конце заряда он снизился до 0. 2-0.4А и примерно при этом значении плата отбалансировала ячейки.
2-0.4А и примерно при этом значении плата отбалансировала ячейки.
На фото видно, что почти в начале заряда разница была около 15мВ, но к концу сошла на ноль, оба ионистора заряжены до 2.5 вольта.
Далее я экспериментировал и заряжал их до 5.4 вольта, но на текущем этапе решил ограничиться меньшим напряжением.
Вентилятор начинает работать при токе примерно 5-6А и выключается в конце процесса балансировки.
Думаю будет вопрос, а как долго будет длиться процесс подготовки в начале работы. Так как обычно идет только дозаряд, то в реальности все работает довольно быстро, особенно если выставить ток заряда 8-10А. Когда устройство отключено, то разряд ионисторов идет медленно, например в выключенном состоянии за двое суток напряжение с 5.4 вольта упало до 5.28.
Так как в работе возможно придется подбирать ток сварки, то проверил как плата умеет разряжать батарею. В данном случае эта функция скорее побочная, так как занимается этим балансир, просто при уменьшении напряжения изменяется и порог срабатывания балансира и он работает как нагрузка пока не разрядит батарею до установленного значения.
Выставил 4.5 вольта, заработал вентилятор и плата стала разряжать батарею, в процессе появился небольшой разбаланс, который был также сведен на нет в конце процесса. Ток разряда не измерял, но разряд с 5 вольт до 4.5 занял полторы минуты.
В процессе разряда также запускается вентилятор и также в конце отключается.
Температурные режимы.
В режиме заряда током 10А при начальном напряжении 3 вольта и конечном 5.4 плата управления заметно нагревается, причем основной нагрев идет не от преобразователя, как это ожидалось, а от одного из транзисторов балансира, хотя скорее это транзистор коммутации питания на ионисторы.
У меня этот транзистор грелся до 80 градусов, потом шел дроссель преобразователя, около 65-70, но заряда током 10А в таком диапазоне маловероятен, тем более что до этого я проверял в диапазоне 1-5 вольт при токе 8А, зарядило без проблем.
Изначально я больше волновался за перегрев резисторов балансира в процессе заряда/балансировки, но оказалось что как раз в этом режиме резисторы почти холодные (второе фото), чего не скажешь о режиме разряда.
При разряде батареи с 5.4 вольта до 3 вольт резисторы прогрелись до 105-110 градусов, потому думаю что моя идея с радиатором все таки не лишняя. плата управления при этом была просто теплая.
В прошлом обзоре я жаловался на то, что получалось приваривать только стальные полоски, но были проблемы с никелевыми даже при максимальных установках и коротких проводах. Здесь я не буду повторять предыдущие тесты, так как меня интересовала сварка именно никелевых полос.
Для теста я сначала брал полоски толщиной 0.12-0.15мм, но быстро поняв что для данного аппарата это просто игрушка, стал экспериментировать с полосами толщиной 0.2мм, тем более что для сварки ячеек редко кто-то применяет более толстые.
Для начала оказалось что подобные полоски аппарат приваривает без проблем, ну почти без проблем, а точнее с проблемами другого характера.
Я пробовал варить в разных режимах, обычно хватает 20-30мс, но если «хотелось большего», то поднимал и до максимальных 70мс, хотя это уже с большим запасом, в таком режиме на ленте появляются цвета побежалости.
В общем игрался, приваривал ленту к каким-то БУшным аккумуляторам и в какой-то момент заметил странный запах, оказалось что случайно проварил насквозь минусовой контакт аккумулятора, на втором фото немного виден даже пузырек жидкости, которая начала понемногу вылезать из аккумулятора.
Т.е. получается, что можно получить заметно больше чем надо для обычной работы.
Так как выяснилось что мощности хватает даже с запасом я перешел к расширенным тестам, а если говорить простым языком, начал пробовать приваривать все подряд.
Пластинка оцинкованной железки толщиной 0.65мм, шла в комплекте к какому-то вентилятору.
Приваривал полоски ленты толщиной 0.15мм и могу сказать что также варит с запасом по току, также на фото видна попытка приварить друг к другу две полоски никелевой ленты, там вообще надо ставить время импульса порядка 10мс и напряжение 5 вольт
Причем греет так, что следы проявляются и на обратной стороне, но это я немного переусердствовал при опытах.
Это уже попытка приварить стальную пластину 0.55мм к другой подобной пластине, но увы, такой вариант аппарат не потянул, впрочем это уже экстрим.
На фото две стороны пластины, думаю если бы пытался варить с двух сторон «бутерброда», то может даже и приварил бы.
Опять никелевая полоса толщиной 0.15мм, но здесь попытка работы с массивным основанием, в данном случае к бокорезам, и этот тест прошел на ура, чтобы оторвать полосу пришлось приложить приличное усилие, но в итоге порвалась сама полоска.
А вот дальше о некоторых странностях, которые я не совсем понял. На самом деле все эти странности проявлялись и ранее, но в данном тесте они стали более наглядны.
Все дело в том, что во многих тестах при сварке у меня гораздо сильнее грелся один из двух контактов, т.е. приложил контакты, пошел ток, на короткое время одно место контакта раскалилось, а второе нет. Причем практически всегда это бы один и тот же контакт и также почти всегда минусовой.
На каком-то этапе меня это заинтересовало, подумал что дело именно в полярности, поменял, но в итоге варить стало одинаково, перекрутил провода более удобно но с соблюдением полярности, а через время все опять стало также как и было, минусовой контакт во время сварки прогревался лучше.
Но на самом деле проблема лежит еще глубже. Во время сварки часто бывало так, что лента которая варилась минусовым контактом приваривалась к основанию намертво, при этом вторая точка, соединенная с плюсом, также приваривалась намертво, но к сварочному контакту…
Я пробовал по разному затачивать контакты, как трапецией, так и полусферой, но через 7-10 попыток сварки контакт все равно возвращался к плоской форме. При этом если открывать приварившийся контакт от ленты, то не ленте оставалась медь.
Особенно наглядно получилось на примере никелевой ленты и куска DIN рейки, здесь контакты к ленте почти не приваривались, но явно заметно что одна точка из пары явно отличается от другой.
Здесь я отметил синим «минусовые» точки сварки и красным «плюсовые», варилось почти подряд, при этом «минусовые» приварились на 5 баллов, а «плюсовые» можно оторвать руками даже не прилагая усилий.
Если насчет полярности мне сложно сказать что-то конкретное в виду отсутствия опыта, да и поиск по интернету ничего конкретного не дал, то насчет самих контактов скажу, те что идут в комплекте с ручкой нормально подходят для работы с аккумуляторами, но если превысить ток, то начинают перегреваться.
Также возможно с качеством контактов отчасти связана и проблема «прикипания» их к ленте.
Начал искать что вообще используют и во время поиска на ТаоБао попались какие-то дорогие контакты, и если одни стоят 23 доллара за пару (первое и второе фото), то есть оказывается контакты и по 40 долларов за пару (третье фото)…
Но вообще для той ручки что я использую, есть и заметно более бюджетные варианты, например предлагается лот с кучей вариантов, обработанных и необработанных (я так понимаю имеется в виду утончение на конце), китайских и японских, длиной 100 и 500мм — ссылка.
Также во время поиска попался на глаза флюс для облегчения работы с медной лентой, которая начала появляться в последнее время. Как раз товарищ, который занимается аккумуляторами говорил про неё и жаловался что она более «нежная».
Уже было расстроившись, я через время решил поэкспериментировать ещё. В интернете встречал информацию, что лучше варить когда ток больше, а время импульса меньше, я в общем-то так и пытался делать.
Но потом подумал, а почему не попробовать наоборот, снизить ток, но увеличить время. Выставил напряжение 4.0 вольта, импульс 35мс и выяснил что варит очень даже хорошо, при этом проваривает оба контакта и они не прилипают.
Сделал импульс 10, паузу 50 и второй импульс 35, стало еще лучше, но когда поднял напряжение до 4.5 вольта, то варило также, но начинали прилипать контакты.
Красным — пять контактов режим 4.0В, 1/99/35мс (позже поясню почему так хитро)
Зеленым — четыре контакта 4.0В 10/50/35мс
Желтым — шесть контактов 4.5В 10/50/35мс.
Приварилось основательно, лента рвалась, но точки сварки держали отлично.
Перед выводами и описанием особенностей аппарата хочу ответить на вопрос, который наверняка зададут, сколько в итоге это все стоит.
Давайте посчитаем.
1. Ионисторы — $5х2=10
2. Ручка со сварочными контактами — $13
3. Контроллер — $22.7
4. Плата транзисторов с медными шинами — 5.75
5. Транзисторы — $0.61х12=7.32 (есть варианты дешевле)
6. Блок питания — $10 (если брать БУ, то около 5)
Блок питания — $10 (если брать БУ, то около 5)
7. Провода и разъем — $10.5
8. Клеммы — около $0.3
9. Корпус + выключатель питания + решетка вентилятора — $12
10. Мелкий крепеж, провода и прочая мелочь, ну пусть $0.5
Итого без учета доставки — $92
С доставкой ситуация сложная, как в плане собственно цены за неё, так и выбора продавцов, экономнее покупать все у одного, тогда дешевле доставка по Китаю, но иногда у другого продавца что-то дешевле и надо считать как будет выгоднее, например так было с транзисторами, у одного 0.61, у другого 0.54, но выгоднее было купить по 0.61.
Больше всего к цене добавляет доставка ионисторов, они тяжелые, при этом есть вариант по 5 но БУ или по 6.5 новые, я использую БУ.
О нюансах.
Выше я писал о некоторых особенностях установки времени импульса и паузы, при этом в последнем тесте делал режим 1/99/35.
Все дело в том, что микровыключатель срабатывает слишком рано, когда усилие прижима не очень большое и из-за «шороха» контактов они привариваются.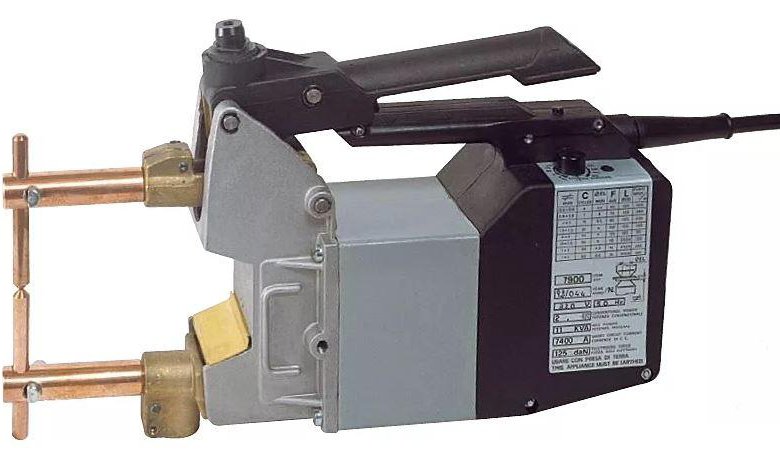 В процессе я попробовал отключить эту функцию и использовать режим автоопределения прижима контактов с задержкой подачи тока в 1 секунду. Стало гораздо лучше, надежно прижал и только потом включается сварочный ток.
В процессе я попробовал отключить эту функцию и использовать режим автоопределения прижима контактов с задержкой подачи тока в 1 секунду. Стало гораздо лучше, надежно прижал и только потом включается сварочный ток.
Но потом понял как можно сделать еще лучше. Первый импульс делаем минимальным, потом пауза, потом уже полноценный. В этом случае получается так что первым импульсом контакты немного «прихватывает», а только потом варит.
Ну и конечно выводы.
Контроллер и получившийся аппарат реально понравился. Поначалу были сложности, я их описывал, но потом выяснилось что виной было отсутствие практики и надо было просто приспособиться к аппарату. Кроме того, рекомендую иметь запас наконечников и экономить на них не следует.
Что понравилось:
Большой выбор настроек, можно в очень широких пределах менять как сварочный ток, так и время импульса. Кроме того, можно использовать управление от микровыключателя и автоматический режим по замыканию контактов с отработкой паузы.
Также контроллер имеет мощное зарядное устройство, функцию балансира, возможность принудительного разряда ионисторов, поддержку работы с аккумуляторами и возможность отключения зарядного устройства.
Корректное управление вентилятором, в работе он не раздражает, так как включается редко и только по необходимости.
Купленные транзисторы соответствуют заявленному сопротивлению в открытом состоянии, мощный разъем также оказался на высоте, и пользоваться удобно и контактов достаточно даже для подключения подсветки.
Теперь сварочного тока даже с избытком, мне для нормальной работы пришлось использовать напряжение 4-4.5 вольта вместо максимальных 5.4-5.6.
Что не понравилось:
Силовая плата с транзисторами, драйвера на ней нет и хотя она в работе холодная, я понимаю что разряжать затворы через 10кОм резисторы как-то не очень красиво.
Отсутствие в меню платы переключения режима с внешним контактом и авто, сразу заложите выключатель, отключающий микрик ручки.
Были проблемы при сварке, когда один контакт приваривался нормально, а второй нет, оказалось что был слишком большой сварочный ток.
Клеммники на плате контроллера лучше заменить на более качественные.
В общем и целом могу сказать, что аппарат варит, варит весьма неплохо.
Можно конечно сказать что проще сделать его на базе трансформатора от микроволновки, но у обозреваемого есть как минимум одно преимущество, ему надо всего 12 вольт при токе до 5-6А, будет работать даже с БП 12 вольт 1А, но ток заряда не более 2 ампер, соответственно использовать его можно хоть в «чистом поле» с питанием от повербанка, хоть в автомобиле.
На этом у меня пока все, но я буду продолжать экспериментировать.
Каталог Регуляторы контактной сварки — Промстиль
Компанией «Пром-А Сервис» разработаны и выпускаются микропроцессорные регуляторы контактной сварки “Промстиль-225.00”, “Промстиль-225.00-КТ”, “Промстиль-ИМ”, “Промстиль-ИМ-КТ”, «Промстиль-3Ф», «Промстиль-12K».
Запросить прайс-лист
Помните: для этого контента требуется JavaScript.Менеджер свяжется с вами в ближайшее время.
Регуляторы предназначены для управления циклом контактной сварки сварочных машин переменного тока с постоянным сварочным усилием. Преимуществом регуляторов является наглядный визуальный способ задания и проверки выполнения программ цикла сварки. Все позиции циклограммы сварки отображены на передней панели регулятора и программируются с помощью 4-х кнопок “←”,”→”,”+”, ”–“. Если позиция циклограммы не должна использоваться, то соответствующее окно нужно обнулить (далее окно позиции автоматически гасится). Программы сварки и дополнительные параметры регуляторов хранятся в энергонезависимой памяти. Регуляторы модификации “КТ” обеспечивают непосредственное управление тиристорами контактора без использования электрических схем контакторов, что позволяет использовать эти регуляторы для модернизации машин с устаревшими и неработающими контакторами, а также при замене тиристоров на более мощные (на токи до 3000 ампер) При изготовлении все регуляторы контактной сварки проходят проверку работоспособности на стенде и 8-ми часовой прогон в автоматическом режиме.
 Предприятие осуществляет техническое сопровождение при наладке и эксплуатации, гарантийное и послегарантийное обслуживание. Регуляторы контактной сварки “Промстиль-225.00”, “Промстиль-225.00-КТ” предназначены для машин точечной контактной сварки с простым циклом сварки, достаточным в большинстве случаев. Регуляторы могут выполнять две программы с выбором от внешнего переключателя. Регуляторы также могут использоваться для машин с двумя инструментами, управляемыми от одного контактора (клещи-клещи, клещи-пистолет, пистолет-пистолет). Для этого в регуляторах предусмотрен прием двух сигналов запуска цикла сварки и управление двумя клапанами сжатия. Регуляторы контактной сварки “Промстиль-ИМ”, “Промстиль-ИМ-КТ”, «Промстиль-3Ф», Промситль-12К предназначен для управления циклом контактной точечной сварки сварочных машин трехфазного переменного тока промышленной частоты и обеспечивают управление циклами точечной, рельефной и шовной контактной сварки. Регулятор контактной сварки «Промстиль-3Ф» предназначен для управления циклом контактной сварки сварочных машин трехфазного переменного тока промышленной частоты с выпрямлением или без выпрямления на вторичной стороне.
Предприятие осуществляет техническое сопровождение при наладке и эксплуатации, гарантийное и послегарантийное обслуживание. Регуляторы контактной сварки “Промстиль-225.00”, “Промстиль-225.00-КТ” предназначены для машин точечной контактной сварки с простым циклом сварки, достаточным в большинстве случаев. Регуляторы могут выполнять две программы с выбором от внешнего переключателя. Регуляторы также могут использоваться для машин с двумя инструментами, управляемыми от одного контактора (клещи-клещи, клещи-пистолет, пистолет-пистолет). Для этого в регуляторах предусмотрен прием двух сигналов запуска цикла сварки и управление двумя клапанами сжатия. Регуляторы контактной сварки “Промстиль-ИМ”, “Промстиль-ИМ-КТ”, «Промстиль-3Ф», Промситль-12К предназначен для управления циклом контактной точечной сварки сварочных машин трехфазного переменного тока промышленной частоты и обеспечивают управление циклами точечной, рельефной и шовной контактной сварки. Регулятор контактной сварки «Промстиль-3Ф» предназначен для управления циклом контактной сварки сварочных машин трехфазного переменного тока промышленной частоты с выпрямлением или без выпрямления на вторичной стороне.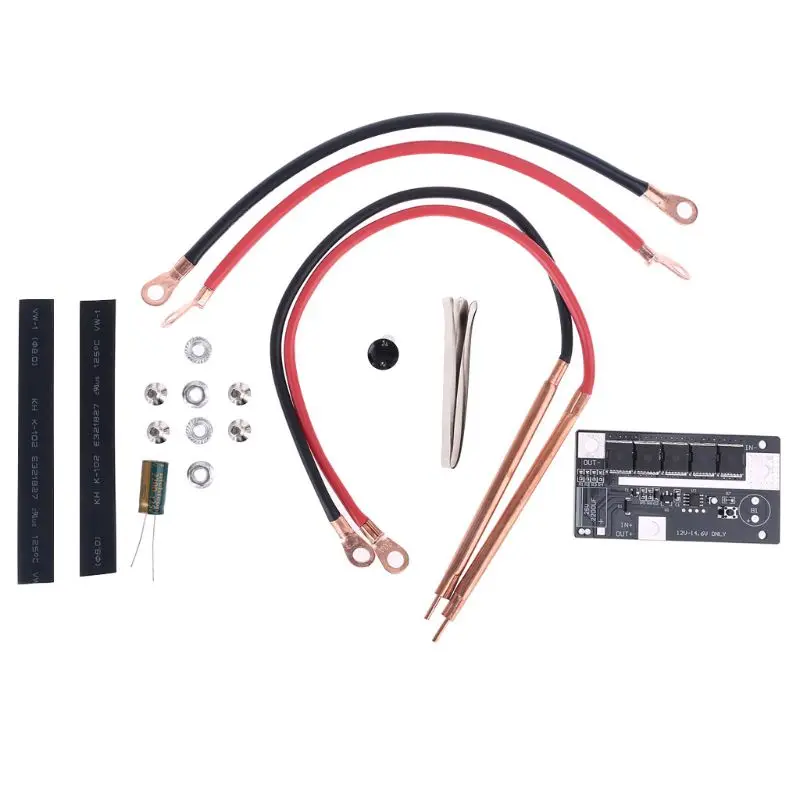 Регуляторы позволяют задавать как простые циклограммы сварки, так и сложные импульсные. Регуляторы могут использоваться в составе автоматических машин. Количество программ для ручных и полуавтоматических машин до 99, для автоматических машин — до 16.
Регуляторы позволяют задавать как простые циклограммы сварки, так и сложные импульсные. Регуляторы могут использоваться в составе автоматических машин. Количество программ для ручных и полуавтоматических машин до 99, для автоматических машин — до 16.Лучший регулятор для сварочного аппарата — Выгодные предложения на регулятор для сварочного аппарата от глобальных регуляторов для продавцов сварочного аппарата
Отличные новости !!! Вы попали в нужное место для покупки регулятора для сварочного аппарата. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот верхний регулятор для сварочного аппарата скоро станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели регулятор для сварочного аппарата на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в регуляторе для сварочного аппарата и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими свой опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими свой опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress.Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести регулятор для сварочного аппарата по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Регулятор газа с двумя манометрами с соединением баллона смешанного газа аргона и / или аргона CO2 CGA580 и соединением газового шланга 5 / 8-18RHT «B». Обычная цена: 66,75 долларов США Цена на прямую сварку 53,25 долларов США | Промышленный регулятор / расходомер обеспечивает точное регулирование как смеси аргона, так и смеси аргона / CO2 с помощью измерительной колонки со смотровым стеклом. Обычная цена: 103,95 долл. США Цена на прямую сварку 70,55 долл. США |
Расходомер с регулятором с электрическим подогревом предназначен для обеспечения максимального расхода газа Co2 во всех средах. Обычная цена: 250,53 долл. США Цена на прямую сварку 188,48 долл. США | Простой и недорогой прибор для проверки расхода, предназначенный для проверки фактического расхода газа в горелке для каждого сварщика в вашем цехе, что приводит к значительной экономии газа. Обычная цена: 23 доллара.47 Прямая сварка Цена 13,60 долларов США |
Быстроразъемный пластиковый газовый шланг 3/16 дюйма (4 мм) на переносном сварочном аппарате mig к стандартному выходу с внутренней резьбой 5 / 8-18RHT на газовом регуляторе. Обычная цена: 31,30 долларов США Цена на прямую сварку 25,05 долларов США | 5 / 8-18 RH 90-градусный угловой адаптер для инертной дуги для соединений шлангов сварочного газа MIG и TIG. Обычная цена: 26,90 долларов США Цена на прямую сварку 21,50 долларов США |
4 мм Замена прозрачной нейлоновой трубки размером 2 мм или удлинительный газовый шланг для многих сварочных аппаратов и горелок MIG / TIG. Обычная цена: 36,50 долларов США Цена на прямую сварку 25,00 долларов США | Стандартный удлинитель газового шланга диаметром 12,5 футов с латунными ВНУТРЕННИМИ фитингами 5/8 «-18RHT на обоих концах для подключения регулятора газа к горелке, адаптеру кабеля питания или газовой арматуре машины. Обычная цена: 32,75 долларов США Цена на прямую сварку 26,25 долларов США |
Канистра из литого под давлением алюминия M-26 с монтажным кронштейном и одним сменным фильтром / осушителем. Обычная цена: 132 доллара США.00 Прямая сварка Цена 82,50 $ | Сменный фильтрующий элемент для M-26 улавливает частицы размером до 0,01 микрона и влажность до 99%. Обычная цена: 58,95 долларов США Цена на прямую сварку 46,96 долларов США |
Этот газовый баллон размером # 15, высотой 23,5 дюйма, идеально подходит для использования с переносной тележкой, поскольку в нем содержится больше газа, чем в резервуаре 40 куб. t опрокидывает тележку, как бутылку 125CF. Обычная цена: 152,25 доллара Цена 135 долларов при прямой сварке.40 | Внутренний диаметр 3/16 дюйма (4,8 мм) Фитинг для шланга «B» с инертной дугой. Обычная цена: 9,98 долларов США Цена на прямую сварку 7,34 доллара США |
Внутренний диаметр 1/4 дюйма (6,3 мм) Шланг «B» штуцер с инертной дугой. Обычная цена: 9,98 долларов США Цена на прямую сварку 7,34 доллара США | Гайка шланга с инертной дугой 5/8 «-18 ПРАВАЯ» B «для ГАЗА. Обычная цена: 6,56 долларов США Цена на прямую сварку 5,24 доллара США |
Обычная цена: 6 долларов.56 Прямая сварка Цена $ 5,24 | Муфта для шлангов из сплошной латуни для газовых шлангов MIG / TIG. Обычная цена: 15,70 долларов США Цена на прямую сварку 10,45 долларов США |
Тройник муфты из латуни для коллекторов сжатого газа из диксоида углерода (Co2). Обычная цена: 33,26 долл. США Прямая цена сварки 21,68 долл. США | Тройник муфты из латуни для коллекторов сжатого газа из диксоида углерода (Co2). Обычная цена: 38 $.45 Прямая сварка Цена $ 30,77 |
Адаптер CGA320 (Co2) на CGA350 (h3 / Ch5). Обычная цена: 34,13 долл. США Цена на прямую сварку 19,43 долл. США | Подключение стандартного регулятора CGA-580 к баллону с СО2 CGA-320 Обычная цена: 30,02 долл. США Цена на прямую сварку 19,31 долл. США |
Адаптер штуцер шланга к кислородной магистрали с накидной гайкой «B». Подсоедините стандартный шланг NPT к кислородному фитингу «B». Обычная цена: 13,91 долларов США Цена на прямую сварку 8,35 долларов США | Подключите два регулятора к одному баллону с инертным газом с помощью тройника муфты CGA580 из цельной латуни, рассчитанного на давление 3000 фунтов на кв. Дюйм. Обычная цена: 77,70 долларов США Цена на прямую сварку 66,10 долларов США |
Латунная гайка для соединений аргона, Co2, гелия, азота и всех соединений инертного газа. Используется с ниппелем NP-188. Обычная цена: 11,84 долларов США Цена на прямую сварку 8,30 долларов США | Латунная гайка для всех соединений промышленного газа CGA-590.Используется с ниппелем NP-188. Обычная цена: 11,84 долларов США Прямая цена сварки 8,30 долларов США |
Входной ниппель регулятора газа из твердой латуни для аргона, гелия, азота, воздуха, ацетилена (POL) и медицинских смесей. Обычная цена: 14,65 долларов США Цена на прямую сварку 10,45 долларов США | Фильтр / осушитель воздуха регулятора воздуха с манометром и фитинги с внутренним отверстием 1 / 4NPT для большинства машин плазменной резки. Обычная цена: 52 доллара.50 Прямая сварка Цена 42,00 $ |
Выберите из нашего полного ассортимента газовых регуляторов, расходомеров и расходомеров. Модели от простого аргона / углекислого газа с одним манометром до моделей расходомеров с подогревом и несколькими регулировками. |
Сварщики прессового типа, Сварка сопротивлением, Сварщики сопротивлением, Сварщики точечной сварки, Проекционные, Комбинированные
Сварочные аппараты прессового типа —
Точечные, проекционные, комбинированные
| СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ | |
| |
ДОПОЛНИТЕЛЬНЫЕ ВОЗМОЖНОСТИ | |
| |
Щелкните здесь, чтобы связаться с нами для получения дополнительной информации
Сварка | Решения для управления давлением и силой
Управление цифровым и аналоговым командным сигналом
Специально разработанная технологияProportion-Air может использоваться в промышленных сварочных установках, в том числе:
- Сварка воздух / масло
- Технология замкнутого контура Proportion-Air позволяет пользователю замкнуть контур вокруг давления или, при необходимости, датчика веса.
- Регулировка усилия на наконечнике сварного шва
- Управление усилием на наконечнике сварного шва можно пропорционально регулировать с помощью цифрового или аналогового командного сигнала.
Точечная сварка
При точечной сварке вам требуется очень повторяемое управление усилием. Если вы выполняете точечную сварку с помощью робота, робот может сделать двадцать различных сварных швов на автомобильной сборочной линии, используя, например, металл разной толщины или количество листов металла, которые необходимо сварить.Для этого требуются разные силы, поэтому сварщик должен иметь регулируемую силу.
Когда сварочный цилиндр смыкает концы сварного шва вместе, наш продукт регулирует давление в этом цилиндре для управления силой. Для каждого сварного шва могут потребоваться немного разные силы, наша технология позволяет регулировать давление на лету для достижения правильной настройки силы — каждый раз.
Также важен метод проверки правильности настройки. Устройство Proportion-Air предлагает выходной сигнал, указывающий, что мы достигли правильного давления, прежде чем подавать питание на электроды или сварочные наконечники.Наша повторяемость составляет +/- 0,02 процента от полной калибровки.
Когда цилиндр сваривает концы вместе, наш продукт регулирует давление в этом цилиндре для управления силой. Для каждого сварного шва могут потребоваться немного разные силы, наша технология позволяет регулировать давление на лету для достижения правильной настройки силы — каждый раз.
Лазерная сварка
При лазерной сварке необходимо регулировать поток газа низкого давления в качестве вспомогательного газа. Он работает как лазерный газ, за исключением того, что при сварке QPV фактически защищает сварной шов от обесцвечивания.
Блог на складе сварщиков
Все сжатые газы опасны, некоторые больше, чем другие, поэтому правильный выбор регуляторов сварочного газа очень важен.
Конструкция газового регулятора
Газовые регуляторыразличаются по конструкции в зависимости от газа, для которого они предназначены. Пожалуй, самое очевидное отличие — это резьба винтов.
Регуляторы горючих газов (ацетилен, пропан, пропилен и т. Д.) Обычно имеют левую резьбу. Левая резьба обозначена небольшими прорезями на плоских поверхностях шестигранника.
Регуляторы для негорючих газов (кислород, аргон, Co2 и т. Д.) Обычно имеют правую резьбу и поэтому не имеют прорезей на шестиграннике.
Еще одним важным отличием может быть материал, из которого изготовлены внутренние компоненты.
Например, внутренние компоненты регулятора ацетилена производятся из материала, отличного от материала регуляторов пропана. Поэтому важно использовать правильный регулятор, так как несоблюдение этого требования может быть чрезвычайно опасным.
В приведенном выше примере пропан вызывает коррозию внутренних компонентов регулятора ацетилена, что неизбежно приводит к выходу из строя и утечке!
Поэтому при выборе регуляторов сварочного газа ВСЕГДА выбирайте правильный регулятор для газа!
Регуляторы кислородного газа
Кислородный регулятор на 4 бараСамый распространенный тип кислородного регулятора имеет выходное отверстие 0-10 бар. Однако, поскольку для газовых сварочных горелок обычно требуется всего около 0,2 бар, регулятор, способный подавать до 10 бар, будет трудно точно настроить при таком низком давлении.
Для решения этой проблемы также доступны регуляторы кислорода на 0–4 бар. Их гораздо проще отрегулировать при низком давлении, необходимом для большинства газовых горелок для сварки и пайки. Даже режущие пистолеты можно использовать с соплами до 1/16 дюйма.
0–10 бар — для более крупных форсунок.
Я бы также рекомендовал не рассматривать регулятор кислорода или аргона с номинальным входным давлением менее 300 бар, поскольку баллоны на 300 бар становятся все более распространенными и, вероятно, станут нормой в будущем.
Регулятор газа ацетилена
Регулятор ацетиленаАцетилен становится нестабильным и взрывоопасным при сжатии до высокого давления. Из-за этого ацетилен растворяется в специальном материале.
Из-за того, что баллоны с ацетиленом имеют низкое давление, регулятор газа для ацетилена имеет другую внутреннюю настройку.
Большинство регуляторов ацетилена имеют максимальное давление подачи 1,5 бар.
Регуляторы пропанового газа
Регулятор пропанаРегуляторы пропана обычно поставляются с манометрами или без них.
Как обсуждалось ранее, регуляторы ацетилена и пропана никогда не должны использоваться с каким-либо другим газом, кроме того, для которого они предназначены, хотя регуляторы пропана могут использоваться для пропилена, который состоит примерно на 50% из пропана.
Регулятор газа аргона и аргона / СО2
Регулятор аргонаРегуляторы газа аргона во многом аналогичны регуляторам кислорода. Однако главное, на что следует обратить внимание, — это датчик доставки (обычно справа).
На кислородном регуляторе манометр подачи обычно показывает давление в фунтах на квадратный дюйм и барах.Регуляторы аргона обычно показывают расход газа в литрах в минуту и кубических футах в час.
Важно убедиться, что манометр показывает скорость потока, поскольку большинство сварщиков MIG и TIG указывают рекомендуемую доставку в литрах в минуту.
Регулятор аргона также следует использовать для смешанных газов аргон / Co2.
Регулятор газа CO2
Co2 RegulatorБольшинство регуляторов Co2 аналогичны регуляторам аргона.
Одно БОЛЬШОЕ отличие — это штуцер цилиндра, который является внутренней резьбой.
Все остальные регуляторы, которые мы обсуждали, имеют наружную резьбу, которая входит в штуцер с внутренней резьбой на цилиндре. Цилиндры Co2 имеют наружную резьбу, поэтому регулятор должен иметь штуцер с внутренней резьбой.
Регуляторы газа для одноразовых газовых баллонов
Регулятор для одноразовых баллоновРегуляторы для одноразовых газовых баллонов выполняют ту же работу, что и их аналоги с многоразовыми баллонами, за исключением того, что установка на баллон полностью отличается.
Одноразовые баллоны заполнены до более низкого давления.
По этим причинам регуляторы одноразового баллона несовместимы с баллонами многоразового использования.
Регуляторыдля использования с одноразовым цилиндром не могут иметь манометров, 1 манометра или 2 манометров.
Выводы
Правильный выбор регуляторов сварочного газа важен, поскольку баллоны с газом под давлением могут быть опасными.
Но до тех пор, пока тщательно выбирается газ хорошего качества и правильная спецификация / тип для газа, который вы собираетесь использовать, все должно быть в порядке.
Надеюсь, эта статья была для вас полезной. Вы можете найти дополнительную информацию, касающуюся газового оборудования, в нашей Зоне знаний и в других статьях моего блога.
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
Ура
Грэм
Склад сварщиков
Измерители силы— Spot Weld, Inc.
Общая информация
Есть только три основных параметра для контроля качества точечной сварки;
Current , Force и Time . Большинство оборудования для точечной сварки не контролирует Force . Многие из тех, кто следит за «силой», на самом деле следят за давлением воздуха и на основании этого показания принимают решение о калибровке силы.Из-за важности контроля за силой необходимо иметь хотя бы один способ ее измерения.Для устранения неполадок в высокопроизводительной среде обычно используется несколько способов измерения.
Эти портативные датчики силы зажимаются непосредственно между сварочными электродами, чтобы определять силу, где она учитывается.
Некоторые распространенные примеры, когда датчик силы может быть очень полезен при поиске и устранении неисправностей:
- ход воздушного цилиндра может быть в конце его хода
- , возможно, сварочный плунжер не выровнен и заедает (или он движется не плавно из-за плохого подшипника / втулки, смазки и т. Д.).
- : возможна утечка в воздушной системе (неисправны уплотнения пневмоцилиндра, неисправен регулятор и т. Д.)
Обратите внимание; Как бы то ни было, при точечной сварке так же важно, как сила сварного шва, обычно достаточно точности +/- 3%.Если требуется более высокая точность, датчики DLC показывают +/- 0,5%. Если ваши требования к точности более жесткие, свяжитесь с нами для получения дополнительной помощи.
Доступны и другие датчики с более сложными функциями (например, считывание сквозного тока и др.) И множеством других диапазонов силы. Пожалуйста, задавайте вопросы для получения более подробной информации.
Здесь мы перечисляем некоторые из наиболее распространенных датчиков силы.
Точный аналогово-гидравлический датчик силы сварки APS
Подобно продукции Tuffaloy Analog-Hydraulic, но с более широким диапазоном настроек и диапазонов датчиков, это лишь небольшая часть некоторых распространенных конфигураций, доступных с датчиками силы APS Accurate.Если вам потребуется какая-либо настройка этих конфигураций, свяжитесь с нами. Мы будем рады познакомить вас с доступными вариантами. Номер детали в таблице включает следующие варианты:
- Измеритель диаметром 2,5 дюйма со стрелкой (доступен диаметр 4 дюйма)
- стандартная длинная рукоятка 5 дюймов (другие варианты включают поворотную рукоятку, короткую, длинную или HD-рукоятку) Диапазон датчика
- от 200 до 15000 фунтов
- Полиэтиленовая прокладка, профилированная для размещения электродов (другие конфигурации включают плоскую, из нержавеющей стали, «тонкую» и нестандартную)
- Прослеживаемые сертификаты NIST включены в заказ (можно заказать без)
- доступны электронные датчики
диапазон датчика LBS Номер по каталогу
200 FG-2550-73C
300 FG-2552-73C
600 FG-2556-73C
1000 FG-2560-73C
2000 FG-2564-73C
3000 FG-2566-73C
4,000 FG-2567-73C
5,000 FG-2568-73C
10,000 FG-2572-73C
15,000 FG-2574-73C
Обычно стоит от 450 до 550 долларов за 2.Подушка диаметром 5 дюймов, стандартная рукоятка, полиуретановая накладка и сертификат. Возможен заказ в других комплектациях. (* цены могут быть изменены, фрахт не включен, текущие цены уточняйте)
(НОВИНКА!) Цифровой измеритель силы сварки APS Accurate Economy
APS Accurate представила экономичный цифровой датчик силы. Это фиксированная спецификация, которую можно заказать с сертификатом или без него.
- Диапазон датчика 0 — 3000 фунтов
- Калибр диаметром 2,5 дюйма
- подсветка (с диафрагменным переключателем вкл. / Выкл.)
- мембранный переключатель включения / выключения
- с батарейным питанием (2x «AAA») с индикатором заряда батареи
- стандартная длинная ручка 5 дюймов
- Полиэтиленовая прокладка, профилированная для установки электродов
- Прослеживаемые сертификаты NIST включены в заказ (можно заказать без)
- Деталь # FG-5566-73 (без сертификата)
- Деталь # FG-5566-73CD (с сертификатом)
Обычно стоит от 900 до 1100 долларов в зависимости от сертификации.Возможен заказ в других конфигурациях по запросу. (* цены могут быть изменены, фрахт не включен, текущие цены уточняйте)
(НОВИНКА!) Цифровой гидравлический датчик силы сварки Tuffaloy
Манометры серииDLC предлагают доступную высокую точность с большим ЖК-дисплеем. Все модели имеют выбираемые на месте единицы измерения в фунтах, килограммах, ньютонах и килоньютонах. Высокопрочный подпружиненный датчик нагрузки имеет 150% перегрузочную способность, большую посадочную площадку для точки защемления электрода и требует межэлектродного зазора всего 9/16 дюйма.Полный 5-значный большой ЖК-дисплей экологически безопасен для работы в тяжелых условиях и в стандартной комплектации поставляется с функцией удержания пиковой нагрузки. +/- 0,5% точность. Сертификация NIST Traceable. Время отклика 500 мс. Эти манометры нельзя приваривать.
- 0-3000 фунтов макс.
- с шагом 1 фунт
- Между электродами требуется зазор 0,57 ″
- пт № 601-3000DLC
- 0-5000 фунтов макс.
- с шагом 1 фунт
- 0.Между электродами требуется зазор 57 ″
- пт № 601-5000DLC
Обычно цена находится в диапазоне от 1700 до 1800 долларов. (* цены могут быть изменены, фрахт не включен, текущие цены уточняйте)
Цифрово-электронный датчик силы сварки Tuffaloy
больше о Tuffaloy Digital-Electronic Weld Force Probe
Цифровой электронный манометр премиум-класса обеспечивает высочайшую точность (0,5% для 95% диапазона манометров).Выбираемые на месте единицы для фунтов (фунт) и килограммов (кг). Датчик имеет большой ЖК-дисплей с возможностью удержания пиковых значений. Все функции являются электронными, что предотвращает отклонения, вызванные изгибом. Аналоговый выход, автоматическое отключение, настройка запрета сварки не требуется («сквозная сварка», но не считывает ток).Примечание: можно заказать только британские или метрические единицы. Следующие номера деталей относятся только к британской системе мер (фунты [фунт-сила]). Запросите метрические (кг) номера деталей и цены.
- 0–1000 фунтов макс.
- с шагом 1 фунт
- 0.Между электродами требуется зазор 25 ″
- пт № 601-8010MD
- макс. Показание 0-3000 фунтов
- с шагом 1 фунт
- Между электродами требуется зазор 0,25 ″
- пт № 601-8300MD
- 0-5000 фунтов макс.
- с шагом 1 фунт
- Между электродами требуется зазор 0,25 ″
- пт № 601-8500MD
- Максимальное показание 0–10 000 фунтов
- с шагом 1 фунт
- 0.Между электродами требуется зазор 25 ″
- пт № 601-8100MD
Обычно цена составляет 3000 долларов США. (* цены могут быть изменены, фрахт не включен, текущие цены уточняйте)
Аналогово-гидравлический датчик силы сварки Tuffaloy
Аналоговые гидравлические манометры— это недорогой метод измерения общих сил. Эти датчики доступны в стандартном блочном стиле с удлинителями.Размеры варьируются от 600 фунтов (фунтов) до 10 тонн (т) с точностью 2% в среднем и 3% вне среднего для 70% диапазона датчика. Эти манометры нельзя приваривать. Они не подлежат ремонту.
- 0–2000 фунтов макс.
- приращение каждые 50 фунтов
- Между электродами требуется зазор 0,75 ″
- пт № 601-8020
- также доступен с удлинителем 12 ″, номер детали манометра изменяется на pt # 601-8020-12
- макс. Показание 0-3000 фунтов
- шаг каждые 20 фунтов
- 0.Между электродами требуется зазор 75 ″
- пт № 601-8030
- также доступен с удлинителем 12 ″, номер детали датчика изменен на pt # 601-8030-12, * снято с производства
- 0-5000 фунтов макс.
- шаг каждые 100 фунтов
- Между электродами требуется зазор 0,75 ″
- пт № 601-5000
- Максимальное показание 0–10 000 фунтов
- шаг каждые 100 фунтов
- Между электродами требуется зазор 0,75 ″
- пт № 601-8100
Обычно цена в диапазоне от 450 до 550 долларов за базовый калибр.Можно заказать с сертификатом, удлинителем и / или стальной площадкой за дополнительную плату. (* цены могут быть изменены, фрахт не включен, текущие цены уточняйте)
Цифровой гидравлический датчик силы сварки Tuffaloy (снято с производства)
подробнее о Цифровой гидравлический манометр
Цифровой гидравлический манометр обеспечивает лучшую точность, чем стандартные гидравлические манометры, но по более низкой цене, чем полностью цифровые модели. Единица измерения выбирается на месте между фунтами (фунтами), килограммами (кг) и ньютонами (Н).Функция удержания пикового значения позволяет считывать переменные силы, которые обычно используются в оборудовании для контактной сварки. Манометры поддерживают точность 2% от 30% до 90% диапазона манометра.- 0-3000 фунтов макс.
- с шагом 1 фунт
- Между электродами требуется зазор 0,75 ″
- пт № 601-3000DR, * снято с производства
- также доступен с удлинителем 12 ″, номер детали манометра изменяется на pt # 601-3000DR-12S
- 0-5000 фунтов макс.
- с шагом 1 фунт
- 0.Между электродами требуется зазор 75 ″
- пт № 601-5000DR, * снято с производства
- Максимальное показание 0–10 000 фунтов
- с шагом 1 фунт
- Между электродами требуется зазор 0,75 ″
- пт № 601-9999DR, * снято с производства
Обычно цена составляет 1300 долларов. (* цены могут быть изменены, фрахт не включен, текущие цены уточняйте)